Сварочный инвертор — Построй свой дом
В предыдущей статье мы познакомились со сварочными аппаратами. Теперь мы знаем, что если опыта недостаточно, а что-то сварить необходимо, лучше остановить свой выбор на сварочном аппарате инверторного типа. Вот о том, как выбрать сварочный инвертор мы и поговорим в этой статье.
Что такое сварочный инвертор
Инверторная сварка — это разновидность сварочных работ, которые выполняются с использованием специального аппарата — сварочный инвертор. Как и любое другое изделие, сварочный инвертор выпускается в различных модификациях, при чем каждая модель имеет свои конструктивные особенности. Если смотреть в основной конструктив аппарата, то большинство из них имеют следующие основные узлы:
- Выпрямитель низкой частоты;
- Трансформаторный узел;
- Выпрямитель высокой частоты;
- Электронный блок управления;
- Рабочий шунт и непосредственно сам инвертор.
Как работает сварочный инвертор
Сварочный инвертор работает на принципе преобразования переменного тока с постоянной частотой 50 Гц в переменный ток низкой частоты или более высокой в некоторых моделях инверторных аппаратов. При изменении частоты одновременно происходит снижение напряжения и увеличение силы тока. Эти преобразования происходят следующим образом: переменный ток поступает на выпрямитель, где он изменяется сначала в постоянный ток, а затем опять в переменный ток, но с более высокой частотой. Этот высокочастотный ток подаётся на трансформатор сварочного аппарата, приобретая там свойства постоянного тока, который подаётся на сварочный электрод. Благодаря постоянному току сварочная дуга становится стабильной и её можно применять для сварки различных поверхностей. Для того чтобы произошло соединение металлов необходимо использовать специальные электроды.
Виды сварочных инверторов
В настоящее время существует огромное количество модификаций инверторов, с помощью которых можно проводить соединение мелких и крупных деталей из различных материалов.
Однотактный сварочный инвертор с импульсным преобразователем
Это наиболее простые и компактные инверторы, которые имеют существенный недостаток – транзисторы, при переключении которых происходит разрыв цепи, в результате чего снижается КПД оборудования. Этот тип инвертора отлично подходит для нечастого использования в быту, когда необходимо произвести сварку небольших деталей. Мощность однотактных инверторов обычно не превышает 4 кВт.
Двухтактный или мостовой сварочный инвертор
КПД таких аппаратов значительно выше, за счёт низких коммутационных потерь. Мощность оборудования обычно достигает 10 кВт, что позволяет использовать инверторы этого типа там, где есть необходимость в частом соединении различных деталей. Качество сварки на высоком уровне, швы ровные, практически незаметные. Качество швов во многом зависит от используемых электродов и мастерства сварщика.
Полумостовой сварочный инвертор с резонансным преобразователем
Такие аппараты оснащены устройством, позволяющим создавать стабильную сварную дугу. Этот тип инверторов относят к профессиональным и используют в промышленности, их мощность составляет десятки кВт, они обладают внушительными габаритами и весом.
Сила тока сварочного инвертора
Основной характеристикой сварочных инверторов является сила тока, чем она выше, тем производительней будет аппарата. От этой величины, в основном зависит и стоимость сварочного аппарата.
Для бытового использования достаточно инвертора с силой тока до 160 А, подключаемого к бытовой электросети 220 В. Если же в электросети присутствуют скачки напряжения, то рекомендуется приобретать полупрофессиональный аппарат с токовыми характеристиками 200 А.
 Измерить силу тока аппарата несложно. Обычно данный показатель соответствует заявленной производителем силе тока, но если есть сомнения в исправности аппарата, то показания можно измерить, используя цифровой милливольтметр или стрелочный микроамперметр. Однако учтите, что показания приборов зависят от длины сварочной дуги и диаметра электрода. Также немаловажным показателем является мощность сварочного аппарата.
Измерить силу тока аппарата несложно. Обычно данный показатель соответствует заявленной производителем силе тока, но если есть сомнения в исправности аппарата, то показания можно измерить, используя цифровой милливольтметр или стрелочный микроамперметр. Однако учтите, что показания приборов зависят от длины сварочной дуги и диаметра электрода. Также немаловажным показателем является мощность сварочного аппарата.
Как выбрать сварочный инвертор
Специалисты рекомендуют подбирать сварочный ивертор индивидуально: тот инвертор, который подошёл вашему соседу, может быть совершенно не востребован и не удобен для вас. Прежде всего, необходимо обращать внимание на следующие характеристики:
- Встроенная защита от скачков напряжения электросети, так как инверторы чувствительны к перепадам напряжения. Диапазон срабатывания защиты должен составлять 180-250В или не менее 15% от номинального напряжения электросети.
- Пыле защищенность, так как инверторы очень чувствительны к пыли. В процессе работы большинство аппаратов всасывают пыль через свою систему охлаждения, чтобы этого избежать производители придумали новый способ вентиляции, так называемая туннельная вентиляция, которая предотвращает попадание пыли на самые важные элементы инвертора. Стоимость сварочных аппаратов с туннельной вентиляцией на 30-50% выше, чем у аналогичных по мощности и функционалу аппаратов, поэтому если вы решите сэкономить и купить инвертор с обычной вентиляцией приготовьтесь к тому, что его придется периодически очищать и продувать.
- Наличие всех параметров тока, в том числе ПВ. Хороший инвертор должен производить сварку максимально быстро, а для этого характеристики тока должны быть оптимально подобраны для каждого конкретного случая в зависимости от материала и толщины свариваемых поверхностей.
- Бренд, производитель и цена. Безусловно, чем известней производитель, тем выше цена инвертора. Хороший сварочный аппарат не может стоить дешево.
 Изучите цены на инверторы различных марок, чтобы составить общее представление и выбирайте из аппаратов средней ценовой категории. Самые дешёвые инверторы производятся в Китае, затем по возрастанию стоимости идут российские производители, а самые дорогостоящие — Итальянские Blueweld и Telwin, Немецкие FUBAG и EWM, и другие аппараты европейского производства.
Изучите цены на инверторы различных марок, чтобы составить общее представление и выбирайте из аппаратов средней ценовой категории. Самые дешёвые инверторы производятся в Китае, затем по возрастанию стоимости идут российские производители, а самые дорогостоящие — Итальянские Blueweld и Telwin, Немецкие FUBAG и EWM, и другие аппараты европейского производства.
 Изучите цены на инверторы различных марок, чтобы составить общее представление и выбирайте из аппаратов средней ценовой категории. Самые дешёвые инверторы производятся в Китае, затем по возрастанию стоимости идут российские производители, а самые дорогостоящие — Итальянские Blueweld и Telwin, Немецкие FUBAG и EWM, и другие аппараты европейского производства.
Изучите цены на инверторы различных марок, чтобы составить общее представление и выбирайте из аппаратов средней ценовой категории. Самые дешёвые инверторы производятся в Китае, затем по возрастанию стоимости идут российские производители, а самые дорогостоящие — Итальянские Blueweld и Telwin, Немецкие FUBAG и EWM, и другие аппараты европейского производства.
Сварочный инвертор для гаража
Иногда покупатели задаются вопросом, например, как выбрать сварочный инвертор для гаража или дачи.
Такой аппарат должен отвечать следующим требованиям:
- Сваривать все виды металлических поверхностей;
- Сила тока — не менее 160 А, ПВ — от 50%;
- Возможность эксплуатации при низких температурах.
Последнее требование должно относиться ко всем элементам сварочного аппарата. Часто бывает, что транзисторы приспособлены для работы при минусовых температурах, а контроллеры отказываются нормально функционировать. Эти параметры должны быть отражены в паспорте сварочного аппарата, который необходимо тщательно изучить перед покупкой.
Надо ли покупать мощный инвертор
Покупать сварочный инвертор с запасом по мощности не стоит. Стоимость аппарата напрямую зависит от этого показателя, поэтому переплачивать за возможности, которые вы не будете использовать нецелесообразно. В следующей статье я расскажу как варить металл инвертором.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Что такое «сварочный инвертор» и как он работает? | StabHouse — все о стабилизаторах
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу.
В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке. Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки. Сварочные инверторы — это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки. Сварочные инверторы — это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель. Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц. Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А. Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами. К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна. Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.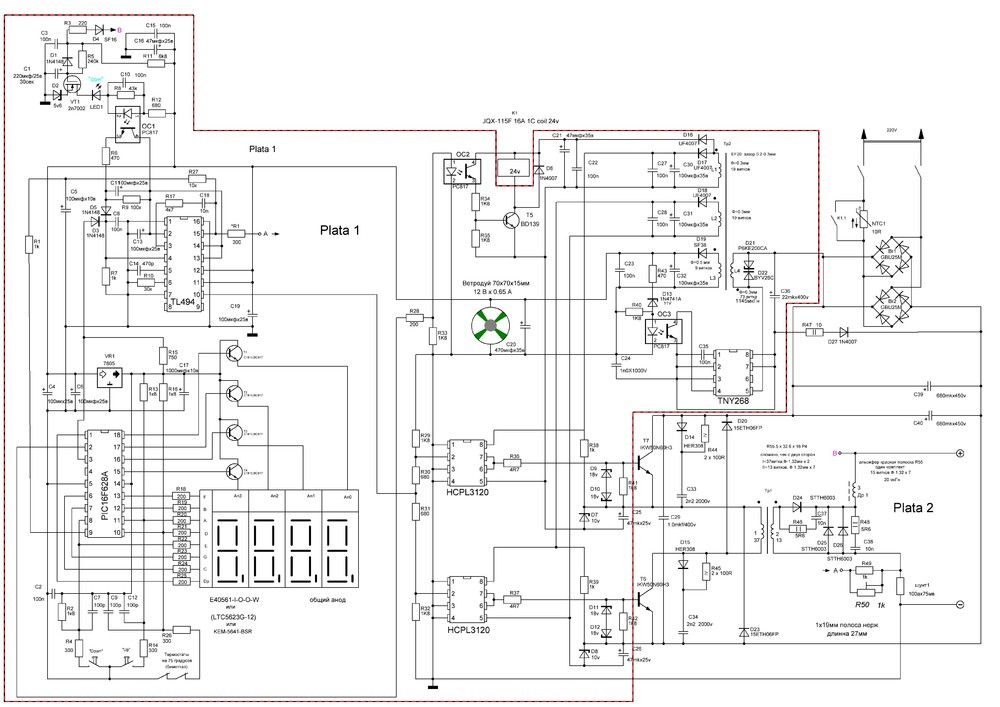
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» — для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза. Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем. И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Сварочные инверторы — качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать». При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети. Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным. Начинающему сварщику трудно научиться удерживать дугу.
После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды. При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы. Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские «Ресанта”, «Fubag”, «Энергия» и т.д.
Как самостоятельно отремонтировать сварочный инвертор
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев, можно выполнить самостоятельно. Если разобраться в конструкции инверторов, то можно и диагностировать неисправность и починить его своими руками.
Национальная энциклопедия строительства ProfiDom.com.ua расскажет, как раз о таких случаях, когда можно справиться самостоятельно.
Устройство сварочного инвертора
Сварочные инверторы, в зависимости от моделей работают, как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети, – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при «просаженной» сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули:
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
 Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.Схема полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр:
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.Как работает инвертор
Здесь, ProfiDom.com.ua приводит схему, которая наглядно показывает принцип работы сварочного инвертора.
Принцип работы сварочного инвертора
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным.
Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.
Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях, последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- Связанные с неправильным выбором режима сварочных работ;
- Обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные:
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.
Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто, данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта этой «дежурки», на примере инвертора марки Ресанта, показана в видео-ролике в конце публикации.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Обратите внимание! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А
Также, следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
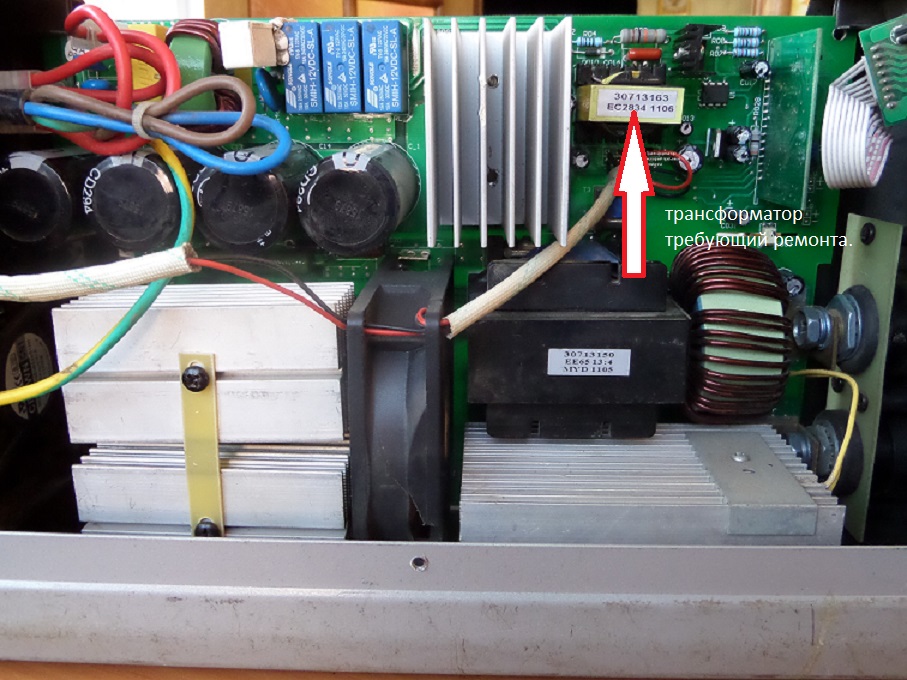
Если не регулируется сварочный ток, причиной может стать поломка регулятора, либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит индикатор «перегрев»
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому, лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей
Далее, ProfiDom.com.ua показывает видео, о котором говорилось выше
Источник
Что такое сварочный инвертор и как он работает
Практически любая работа с металлом требует сварки. Развитие силовой полупроводниковой техники позволило создать устройство, достаточно компактное и простое в освоении – сварочный инвертор. Применение электронных компонентов позволило существенно снизить мощность основного трансформатора, а следовательно и уменьшить масса-габаритные показатели всего устройства.Принцип инвертирования основан на преобразовании постоянного тока в переменный с регулируемой частотой. Большинство сварочных инверторов можно подключать к обычной сети переменного тока с напряжением в 220В и частотой 50Гц. Для первоначального выпрямления используется выпрямитель. Выпрямленное напряжение проходит через фильтр, который сглаживает уровень напряжения при просадке или возрастании напряжения, и поступает на инвертор. Инвертор состоит из управляемых (транзисторов) или полууправляемых (тиристоров) полупроводниковых элементов. На выходе инвертора получаем переменный ток с регулируемой частотой (20…50кГц). Этот ток высокой частоты и подается на сварочный трансформатор. Повышенная частота позволяет существенно снизить габариты трансформатора.
Большинство сварочных инверторов можно подключать к обычной сети переменного тока с напряжением в 220В и частотой 50Гц. Для первоначального выпрямления используется выпрямитель. Выпрямленное напряжение проходит через фильтр, который сглаживает уровень напряжения при просадке или возрастании напряжения, и поступает на инвертор. Инвертор состоит из управляемых (транзисторов) или полууправляемых (тиристоров) полупроводниковых элементов. На выходе инвертора получаем переменный ток с регулируемой частотой (20…50кГц). Этот ток высокой частоты и подается на сварочный трансформатор. Повышенная частота позволяет существенно снизить габариты трансформатора.
Регулировка тока сварочного инвертора осуществляется практически во всем возможном диапазоне с точность до десятых долей ампера. Диапазон изменения величины сварочного тока зависит от толщины металла, используемого для сварки. Кроме того сварочный ток определяет диаметр применяемых электродов.
Режимы работы сварочных инверторов
Выделяют несколько режимов работы сварочных инверторов. Наиболее распространенный режим – режим ручной электродуговой сварки плавящимся электродом (ММА). Этот режим применяется для сварки обычной черной стали. В дополнение к режиму ММА сварочные инверторы могут оснащаться режимом сварки в инертном газе (TIC), предназначенном для сварки нержавеющей стали и т.п. Сварочные инверторы также позволяют проводить сварку как на постоянном токе, так и на переменном.
Выбор сварочного инвертора
Выбор сварочного инвертора должен производится по величине сварочного тока, режиму работы, наличию дополнительных функций. К дополнительным функциям можно отнести функции «Hot start» (горячий старт), «Anti-Sticking» и «Arc Force». Функция «Hot start» позволяет поджигать электрод максимальным током, «Arc Force» — предотвращает приваривание электрода при отделении капли металла путем увеличения силы тока, «Anti-Sticking» — при приваривании электрода (возникновении короткого замыкания) сварочный ток снижается до минимума.
Стоит обратить внимание на время работы сварочного инвертора. Электронные компоненты во время своей работы достаточно сильно нагреваются, поэтому профессиональные инверторы оснащаются принудительными системами охлаждения. В свою очередь инверторы, предназначенные для бытового использования, зачастую имеют лишь пассивное охлаждение элементов. Поэтому такие инверторы требуют дополнительного перерыва в своей работе.
При использовании сварочного инвертора стоит помнить, что потребляемый ток составляет десятки ампер. Такой ток может привести как к срабатыванию защитных средств, так и выходу из строя домашней электропроводки.
При выборе стоит обратить внимание на известные фирмы-производители (“Selco”, “Helvi”, “Power Man”, “Fubag”), так как сварочный инвертор достаточно сложное устройство, и его надежность напрямую зависит от качества применяемых компонентов.
Преимущества и недостатки сварочных инверторов
К основным преимуществам сварочных инверторов можно отнести сниженные массу и габариты, универсальность, а также возможность широкой регулировки сварочного тока. Сварочные инверторы позволяют стабилизировать величину сварочного тока. Кроме того инверторы существенно облегчают сам процесс сварки, прощают мелкие огрехи начинающим сварщикам, так как качество сварного шва в меньшей степени зависит от длины дуги, а определяется поддержанием тока.
Недостатком сварочного инвертора в первую очередь является его стоимость, которая напрямую зависит от применяемых полупроводниковых приборов. Это же вызывает и определенные требования к условиям эксплуатации инвертора (температура окружающей среды и загрязненность).
Всего комментариев: 0
Mophorn 250A ARC Welder Dual 110V 220V ARC Welder, ARC 250 Anti Stick Electric Welder 20-250A, IGBT Inverter Digital Display LCD, DC Inverter Welder, Inverter Welding Portable —
Мой сварщик Lincoln 225 pro уволился, поэтому купил его, чтобы временно обойтись. Не ожидал многого от денег.
Не ожидал многого от денег. Я поражен, насколько хорошо он работает, и мне нравится больше, чем у моего Линкольна, по следующим причинам;
Легкий, тяжелый не приводит к перетаскиванию. Я использовал dropcord 12-го калибра без каких-либо проблем, работая на 120 вольт.Ни разу не пробовал 240в. Приятно иметь рядом с собой коробку, позволяющую легко регулировать усилители.
Я использовал 3/32 7018 на этой модификации прицепа, даже сузил 3-дюймовую ось 7k. К начальной дуге нужно привыкнуть без заедания, но терпимо. Нержавеющая сталь 3/32, повернутая вниз около 55, была настоящим удовольствием. 1/8 7018 было сложнее поддерживать дугу, наверное, будет нормально, если переключить на 240в. Довольно низкий заявленный рабочий цикл, НО мне нужно было закончить работу, и я использовал ее непрерывно в течение нескольких недель, учитывая расходные материалы за 95 долларов.Он никогда не перегревался и не прерывался.
Было приятно, что двигатель не ревел весь день.
Минусы; по сравнению с моим Линкольном или моей рыжей Miller, он сваривает иначе. Он кажется очень горячим, но не таким сильным. Не уверен, что числовая установка точна для фактического выхода, но она дает вам надежную уставку, даже если это не то, при котором вы обычно сжигаете стержень. Для 3/32 7018 я обычно находил, что он лучше всего установлен около 170, тогда как мой Miller обычно около 120. На 170 мой стержень светился в сторону 3/4 использованного.Вот где я вижу разницу в мощности; как я уже сказал, горит жарко. Но если лужи слишком много, она имеет тенденцию прилипать. Миллер продолжает гореть. Возможно, именно так работает инверторная технология, я впервые использовал инвертор. Но с некоторой практикой я обнаружил, что просто заставляю его двигаться больше, чем обычно. IE, Миллер — симпатичные узкие круги; — Инвертор — более длинный круг, протягивание немного дальше и быстрее, прежде чем отступить, казалось, помогло с прилипанием.
Вот муха в твоем пудинге.
Я всегда осторожно приваривал свои буровые установки / грузовики до повреждения электрических компонентов. У меня никогда не было ни одной проблемы со стандартной сваркой постоянным током.
У меня никогда не было ни одной проблемы со стандартной сваркой постоянным током.
При первом использовании инвертора на буровой установке Vermeer я ничего не отцепил, без проблем использовал Lincoln.
После завершения работы проверена буровая установка. Генератор Bosch больше не заряжался / не работал тахометр (John Deere 4.5 power tech).
Около 5 реле электрической системы застряли безвозвратно.
Я только что сварил на той же установке на прошлой неделе, отсоединил заземляющий кабель от рамы, отсоединил новый генератор и аккумулятор.Без вопросов.
Синопсис:
Очень рекомендую. Он другой, но работает отлично. Я полностью злоупотреблял им, прямо пытал, сжигая один стержень за другим, пока он не светится час или больше, затем 15-минутный перерыв на очистку, а затем повторить. Лучшие 95 долларов, которые я потратил в крайнем случае; и в последнее время использую его для всего, если мне не нужно 1/8 или 5/32.
Ура, Майк Свисгуд
Преобразование инвертора
Многие сварщики, которые привыкли работать со сварочным аппаратом с приводом от двигателя в полевых условиях, удивляются, когда приходят в класс и сталкиваются с новой инверторной технологией.Часто те, кто много занимается дуговой сваркой в экранированном металле (SMAW) в полевых условиях, имеют аппараты более старого образца, в основном с силой тока и шкалой напряжения. Новые инверторные аппараты заставляют их не знать, что делают кнопки на аппарате или как они могут настроить дугу, потому что технология не работает в точности так, как их собственные сварочные аппараты. Эта статья представляет собой краткий учебный курс о том, что отличает инверторную технологию от других и как сварщики могут использовать эту технологию для сварки труб SMAW.
Различия в циферблате Каждая машина имеет типичную настройку нагрева, будь то старая машина с дизельным двигателем с приводом от дизельного двигателя или новая инверторная машина. Для сравнения, старая машина Lincoln SA 200 имеет два циферблата; один обеспечивает управление передачей двигателя, будь то двигатель на 100–160 ампер или 160–180 ампер. Это обеспечивает ваш тепловой диапазон. Вторая шкала имеет дело с напряжением.
Для сравнения, старая машина Lincoln SA 200 имеет два циферблата; один обеспечивает управление передачей двигателя, будь то двигатель на 100–160 ампер или 160–180 ампер. Это обеспечивает ваш тепловой диапазон. Вторая шкала имеет дело с напряжением.
Регулятор напряжения, который представляет собой шкалу от 1 до 10, поддерживает жидкость в лужах по мере необходимости. Для любой работы, которую вы выполняете вне позиции, вы хотите, чтобы это напряжение было как можно более низким, чтобы лужа замерзала как можно быстрее.
При использовании источников питания с приводом от двигателя оператор сам контролирует глубину проникновения.Чтобы создать более длинную или более короткую дугу, сварщик помещает электрод подальше или ближе к лужице. Инверторная технология меняет это во многом.
Новые машины в основном дают оператору больше контроля над машиной. Настройки инверторных машин аналогичны настройкам источников питания с приводом от двигателя. Регулятор уровня нагрева предлагает тот же диапазон. Отличается второй циферблат. Этот циферблат теперь показывает ваш процент «четкости», «мягкости» или «копания» — эти три термина используются разными производителями для обозначения, по сути, одного и того же.Копать — это термин, используемый на машинах Miller, но назначение этого циферблата в основном одинаково на каждой машине. В этой статье мы будем использовать термин «раскопки».
Эта шкала определяет не только ваше напряжение, но и величину силы дуги, которую вы прикладываете к сварному шву. Следовательно, если у вас есть режим большой мощности копания, эта настройка в основном будет направлять эту силу тока на изделие. Это исключает прилипание или перегибание электрода; когда длина дуги укорачивается, инвертор регулирует и понижает напряжение, чтобы устранить эту проблему.
Сварка труб с инвертором Сварка труб является хорошим примером того, как это влияет на SMAW. С трубой у вас есть открытый корень, поэтому вам нужно иметь определенное количество армирования или проникновения внутри этой трубы. Поэтому для корневого шва вы, скорее всего, воспользуетесь целлюлозным стержнем 6010 или 6011. Установка машины на 90 ампер и сильное копание в этот момент увеличит силу дуги или проникновение, которого вы достигнете.
Поэтому для корневого шва вы, скорее всего, воспользуетесь целлюлозным стержнем 6010 или 6011. Установка машины на 90 ампер и сильное копание в этот момент увеличит силу дуги или проникновение, которого вы достигнете.
Затем, по мере продвижения, этот параметр изменяется.После корневого прохода вы, вероятно, перейдете на электрод с низким содержанием водорода 7018 и будете использовать от 100 до 105 ампер и более низкий ток. Когда вы двигаетесь вперед и назад, поднимаясь по трубе, металл правильно укладывается при этой настройке; Другими словами, лужа быстро затвердевает, и вам не придется так сильно бороться с гравитацией. В то же время электрод нагревается до такой степени, что вы можете сжечь любой шлак и удалить любую пористость.
Для трубы Schedule 80 (трубы диаметром от 3/8 до ½ дюйма), вероятно, потребуется шесть проходов заполнения, хотя точное количество зависит от сварщика.Шесть — практическое правило. Делая меньше проходов, вы увеличиваете вероятность неполного плавления или попадания шлака в ловушку. Укладка большего количества означает, что вы бежите медленнее, что может привести к образованию зон термического влияния. Скорость — самая большая проблема.
Вы можете изменять настройки с каждым проходом. Некоторые сварщики регулируют свои настройки при каждом проходе, чтобы избежать чрезмерного накопления тепла в трубе. Решение идет рука об руку с количеством тепла, которое вы вводите. Единственный раз, когда вы снова включаете раскоп, это если вы не удовлетворены проходом, который вы только что завершили, и хотите сжечь шлак, который остался в проход.
Около 99% времени при работе с трубой вы поднимаетесь по трубе, чтобы завершить сварной шов. В редких случаях, когда труба не будет находиться под значительным давлением (например, магистральная труба), можно выполнить сварной шов под уклон. Это намного быстрее, потому что вы работаете с гравитацией.
Однако для этого требуется другая установка и другие электроды. Однако настройки на вашей машине важны. Вы не можете бежать под гору, если ваше напряжение слишком высокое, потому что сила тяжести действует против вас, и сварной шов не пойдет туда, куда вы хотите.
Вы не можете бежать под гору, если ваше напряжение слишком высокое, потому что сила тяжести действует против вас, и сварной шов не пойдет туда, куда вы хотите.
Когда вы достигнете предела, немного уменьшите силу тока и перейдите к мягкому режиму или даже меньше копать, меньше напряжения. По сути, это быстро и чисто заморозит сварочную лужу.
Сварщики, плохо знакомые с инверторной техникой, борются со станком, потому что копать для них неправильно. Эти же операторы изо дня в день безупречно проверяют сварные швы с помощью рентгеновского излучения в полевых условиях. Дело в том, чтобы привыкнуть к технологиям.
Преимущество многих из этих новых машин состоит в том, что их цифровые дисплеи всегда сообщают вам, где находятся ваши настройки.Как только вы разберетесь с настройками, они всегда будут точными и избавят от некоторых догадок, связанных с передачей.
Инверторытакже предлагают настраиваемые кнопки и параметры, все из которых необходимо понять перед тестированием или использованием. Упомянутые ранее характеристики дуги являются хорошей отправной точкой. Однако знание кривой вольт / ампер вашей конкретной машины имеет решающее значение для уменьшения путаницы и разочарования.
Инвертор как источник сварочного тока.
Страница / Ссылка:
URL страницы: HTML-ссылка: мощность.В самом широком смысле слова любая сварочная мощность
источником питания переменного тока от 50 до 60 Гц является либо источник переменного тока.
преобразователь (переменный ток для выходной мощности сварочного шва на переменном токе) или выпрямитель (переменный ток в постоянный для
Выходная мощность сварочного шва на постоянном токе). Эти источники питания принимают высокое напряжение,
слаботочная входная (первичная) мощность и преобразовать ее в низковольтную
сильноточная изолированная вторичная мощность. Тогда эта вторичная мощность
преобразованы и преобразованы в полезную сварочную мощность за счет использования
тиристоры и соответствующие схемы управления (рисунок 1).
мощность.В самом широком смысле слова любая сварочная мощность
источником питания переменного тока от 50 до 60 Гц является либо источник переменного тока.
преобразователь (переменный ток для выходной мощности сварочного шва на переменном токе) или выпрямитель (переменный ток в постоянный для
Выходная мощность сварочного шва на постоянном токе). Эти источники питания принимают высокое напряжение,
слаботочная входная (первичная) мощность и преобразовать ее в низковольтную
сильноточная изолированная вторичная мощность. Тогда эта вторичная мощность
преобразованы и преобразованы в полезную сварочную мощность за счет использования
тиристоры и соответствующие схемы управления (рисунок 1). То, что обычно называют инверторным источником сварочного тока, на самом деле
три преобразователя в одном. Фактическая инверторная часть просто преобразует постоянный ток.
в AC, но прежде, чем это произойдет, первичный AC должен быть сначала преобразован в
необходимый постоянный ток, а после работы инвертора переменный ток должен быть
преобразователь обратно в выходную мощность при сварке постоянным током (рисунок 2).
Зачем нужна инверторная технология?
Если обычный аппарат может преобразовывать сварочную мощность переменного тока в постоянный, почему? использовать тот, который сначала преобразует переменный ток в постоянный, постоянный в переменный, а затем обратно в постоянный? Ответ заключается в следующих основных отношениях, применимых ко всем трансформаторы: V = NAfK
Величина преобразуемого напряжения (В) пропорциональна количество витков провода на катушке трансформатора (N), площадь поперечного сечения сердечника трансформатора (А), частота переменного тока напряжение, которое необходимо преобразовать (f), и различные расчетные постоянные (K).
Так что все это значит? Что ж, для трансформатора, предназначенного для
преобразовать заданное напряжение, если количество витков на первичной катушке
были увеличены вдвое, площадь поперечного сечения сердечника можно было сократить вдвое. и общая операция будет такой же. Таким же образом, если
площадь сердечника была увеличена вдвое, витки можно было сократить вдвое. Кроме того, если
частота работы была удвоена, либо витки, либо площадь сердечника могли
быть вдвое меньше. Что же тогда, если бы частоту увеличили в 10 раз, 100
раз, а то и в 400 или 500 раз? Представьте себе, сколько витков и / или
площадь ядра может быть уменьшена!
и общая операция будет такой же. Таким же образом, если
площадь сердечника была увеличена вдвое, витки можно было сократить вдвое. Кроме того, если
частота работы была удвоена, либо витки, либо площадь сердечника могли
быть вдвое меньше. Что же тогда, если бы частоту увеличили в 10 раз, 100
раз, а то и в 400 или 500 раз? Представьте себе, сколько витков и / или
площадь ядра может быть уменьшена!
Инверторы именно это и делают.Они работают на частотах от нескольких килогерц до 100 кГц. Инверторы создают свою собственную рабочую частоту, чтобы воспользоваться преимуществами значительно уменьшенного размера трансформатора, если работает намного выше 60 Гц. Хотя некоторые инверторы работают в режиме 2 в диапазоне 10 кГц, есть определенные преимущества при работе на частотах выше 20 кГц. кГц. Одно из преимуществ — устранение слышимого шума. Другой быстрее время отклика. Следовательно, лучшая производительность возможна при более высоком рабочие частоты.
Типы инверторов
Есть множество способов построить инвертор, и есть различные типы силовых полупроводников, которые могут использоваться как твердотельные переключатели, необходимые для реализации инвертора. Топология относится к тип конструкции инвертора и способы соединения различных компонентов. Признанные в отрасли топологии включают в себя обратноходовую, прямую, полную и полумостовой, двухтактный и последовательный инвертор.
Топологии инвертора наилучшим образом подходят для высоких требований к мощности
источники сварочного тока: прямой, мостовой или полумостовой, а также
серийные резонансные конструкции.Обычно в прямых инверторах используются транзисторы.
в качестве компонентов переключателя мощности, а в последовательном резонансном инверторе используется
тиристоры. Транзисторы могут быть биполярными или силовыми MOSFET,
а тиристоры могут быть быстродействующими тиристорами, ASCR (асинхронными тиристорами, блокирующими напряжение одной полярности) или GTO (тиристорами отключения затвора).
Как работают инверторы? Инверторы
преобразуют постоянное напряжение в переменное. Они делают это включение / выключение мощных твердотельных переключателей.Это вкл / выкл действие попеременно подключает и отключает первичную обмотку трансформатора от источника энергии и оказывает такое же основное воздействие на трансформатор как применение регулярного синусоидального сигнала. Способы производства этот переменный ток и средства управления выходным напряжением силовой source существенно различаются в разных топологиях. Нет цель этой статьи — обсудить сложные детали каждого топологии, а скорее для объяснения общей работы инвертора.Поэтому я ограничимся обсуждением Miller Arc Pak 350 в качестве примера высокоэффективный инверторный источник сварочного тока.
Транзисторный инвертор
Силовой модуль. Ссылаясь на рисунок 3, основная схема для транзисторный инвертор Miller ARC Pak 350, вы можете увидеть это, когда выключатели питания Q1 и Q2 включены, первичная обмотка трансформатора A-B подключен к шине постоянного тока. «А» подключен к положительная сторона шины и «B» отрицательная сторона.Этот действие вызывает создание пропорционального напряжения во вторичной обмотке. обмотка. Какая бы нагрузка ни была на выходе, ток Is в вторичный и пропорциональный ток Ip в первичной обмотке.
Когда транзисторные ключи выключаются, А отключается от (+) шина и B одновременно отключаются от (-) шины. Как выключатели выключаются, индуктивность цепи поддерживает ток в трансформатор первичный; диоды D7 и D8 начинают проводить; и точка A теперь подключен к шине (-), а B — к шине (+).
Напряжение на первичной обмотке имеет противоположную полярность относительно того, когда переключатели были включены, и Ip уменьшается до нуля. Когда транзисторы снова включаются в начале следующего цикла, процесс повторяется. Обратите внимание, что два переключателя включаются и выключаются вместе. Хотя ток на нагрузку подается силовым каскадом инвертора в импульсы, ток нагрузки IL — непрерывный. В то время как власть выключены, IL продолжается через безынерционный диод D10 как результат индуктивности L1 и индуктивности выходных кабелей.
Цепи управления
Обращаясь к Рисунку 2, мы видим, что это схема управления который включает и выключает питание в ответ на выходной сигнал потребность нагрузки, измеренная цепями обратной связи. Основа рабочая частота от 20 до 50 кГц для современных высокопроизводительных конструкции, задается компонентами в цепи управления. Количество мощность, которую устройство может подавать на дугу, зависит от шины постоянного тока напряжение, первичный ток трансформатора и отношение времени включения к времени выключения время выключателей питания.Для заданного напряжения на шине высокий уровень выходная мощность требует гораздо меньшего времени включения (рисунок 4). Таким образом, вывод мощность варьируется путем изменения или модуляции времени включения транзисторов и, следовательно, ширина импульса напряжения, приложенного к трансформатор первичный. Этот метод управления мощностью уместно называется широтно-импульсной модуляцией (ШИМ).
Трансформатор
Трансформатор, используемый в инверторе, помимо того, что небольшой по размеру и весу, также имеет другие интересные характеристики.Материал сердечника обычно не ламинированная сталь, как в традиционных Машины с частотой 60 Гц, а материал, называемый ферритом. Феррит керамический материал, отформованный в различные формы из жидкой суспензии. Феррит используется в инверторных машинах из-за высоких рабочих характеристик. частоты могут вызвать перегрев сердечников из многослойной стали в результате вихретоковые и гистерезисные потери.
Проводники, используемые в обмотке трансформатора, довольно часто изготавливаются не из обычный магнитный провод, а скорее очень тонкая медная полоса или специально сплетенная проволока, называемая литц-проволокой.Эти проводники также используются из-за высокой рабочей частоты.
Преимущества использования инверторов
Точный и быстрый отклик. Обращаясь к рисунку 1, мы видим, что кондиционирование и регулирование выходной мощности обычной машины осуществляется фазовым регулированием тиристоров в выходном выпрямителе, Рисунок 5. Чем раньше в цикле переменного тока включаются тиристоры, тем больше больший выход. Чем дольше задерживается включение в цикле, тем понизьте выход.Однако после включения устройство остается включенным до тех пор, пока конец цикла.
В машине с частотой 60 Гц мощность, доступная в любом одном цикле, равна относительно большой. Также нефильтрованный выход выпрямительного моста имеет значительную пульсацию, особенно при низких выходных сигналах. Для подходящих сварке, этот выход должен быть отфильтрован (сглажен) большим дросселем, и возможно даже один или несколько конденсаторов.
Индуктивность дросселя определяет его сглаживающую способность; то чем больше индуктивность, тем больше сглаживающий эффект.Из-за фильтрующий эффект дросселя и конденсаторов, скорость, с которой схемы управления могут заставить выход реагировать относительно медленно.
Помимо сглаживания выходной дроссель также ограничивает скорость повышение тока при коротком замыкании на выходе источника питания. В GMAW (газовая дуговая сварка) с переносом короткого замыкания электрод фактически контактирует с заготовкой примерно 100 раз / сек. Каждый раз это происходит эффективное замыкание электрода на машине выход.
Электрод остается в контакте с изделием до тех пор, пока достаточно нагревается током, проходящим через него, чтобы не плавиться. Это выходной дроссель в сочетании со схемой управления, которая определяет поведение дуги, когда электрод выгорает без Работа. Поскольку каждый размер и тип электрода (низкоуглеродистая сталь, нержавеющая сталь, алюминий и т. д.) представляет собой короткое замыкание на источник питания другого типа и по-разному реагирует при устранении замыкания, это очень сложно для получения оптимальных сварочных характеристик для приложений с частотой 60 Гц источник питания с фиксированным значением индуктивности фильтра.
В инверторной машине большая часть управления и кондиционирования выходная мощность происходит в секции инвертора, на первичной стороне трансформатор. Количество энергии, доступное за один цикл инверторная машина значительно меньше, чем в одном цикле тиристорный фазоуправляемый блок. Это из-за суста выше рабочей частоты и, соответственно, более короткой продолжительности каждый цикл. Следовательно, выходную мощность можно контролировать гораздо больше. точно и намного быстрее.потому что так мало времени интервал между каждым циклом, требования к стабилизатору (дросселю) минимальный, а стабилизатор может быть очень маленьким, как по величине индуктивности а также физический размер.
Индуктивность с электронной регулировкой. В тиристорной машине цель стабилизатора — поддерживать ток нагрузки между циклов и для ограничения скорости нарастания тока, когда выходная мощность машины короче электродом. В инверторной машине, работающей в 20 до 50 кГц рабочие циклы намного короче, время отклика схемы управления намного быстрее, а степень вывода контроль намного точнее.
Потому что в первую очередь цепь управления определяет поведение выходного тока, способ, которым выходной ток реагирует на короткое, можно точно контролировать — и даже предопределено. Таким образом, электронно регулируемая индуктивность легко реализовано. Сила тока может увеличиваться быстрее или медленнее с помощью простая настройка регулирующего потенциометра, имитирующая тем самым более низкий или более высокое значение индуктивности. Таким образом, оптимальные характеристики сварного шва могут быть получены для различных размеров и типов проводов.
Плавное и чистое зажигание дуги
Сверхбыстрая реакция цепи и функция переменной индуктивности также обеспечивают плавное, чистое зажигание дуги без взрыва. Три фактора которые существенно влияют на качество зажигания дуги, являются начальная скорость увеличения тока в электроде, величина индуктивности в стабилизатор, и время срабатывания источника питания. Начало усилен быстрым, но контролируемым нарастанием тока, минимальной индуктивностью, и схемы, которые быстро реагируют на быстро меняющиеся условия на мощность машины при запуске.Инверторная машина обладает всеми тремя характеристиками, следовательно, он может обеспечить чистый, беспроблемный старт.
Возможности импульсной сварки
Импульсная сварка GTAW (газовая вольфрамовая дуговая сварка) и GMAW. продолжает набирать популярность и является приложением, для которого инверторный автомат подходит идеально. Быстрый отклик и точный контроль инвертора допускают все четыре параметра импульса (пик, фон, импульс время и частота импульсов), чтобы постоянно и точно контролируется.
Также можно производить импульсы различной формы, почти из от идеально прямоугольного до трапециевидного или даже треугольного. Импульсный ток можно плавно регулировать от минимума до максимума. Фоновый ток можно установить на любое значение, независимо от пика. настройки. Длительность импульса регулируется от долей до от миллисекунды до сотен миллисекунд. Частота импульсов может быть регулируется непрерывно от минимум одного импульса каждые несколько секунд до нескольких сотен импульсов в секунду.
Для импульсной сварки можно использовать практически любой инверторный источник питания, но максимальная частота и качество импульса ограничены топологией использовал. Как правило, более высокая частота импульсов и лучшая форма импульсов возможны с топологиями, которые позволяют инвертору работать на более высоких частоты, скажем, от 20 до 50 кГц.
Прочие преимущества
Размер и вес. Инверторные машины намного меньше и легче по сравнению с обычными машинами сопоставимой мощности, что позволяет легко движение и минимизация требований к занимаемой площади.
Требования к первичному питанию. Инверторную машину легко используется либо от трехфазного, либо от однофазного входного питания и либо от 50, либо от Работа 60 Гц.