Раздел 2. Использование конструкторской, нормативно-технической и производственно-технологической документации по сварке при изготовлении конструкций
МДК.01.03. Подготовительные и сборочные операции перед сваркой
Тема 3.1
Подготовка металла к сварке оптимальным способом
Тема 3.2
Сборочно-сварочные приспособления и приёмы сборочных операций
Тест 1.2.
Вопрос 1.Что называется валиком?
1.металл сварного шва, наплавленный или переплавленный за один проход.
2.металл сварного шва, наплавленный за один проход.
3.металл сварного шва, переплавленный за два прохода.
Вопрос 2.Укажите условные обозначения швов для ручной дуговой сварки?
1.С-стыковое, У-угловое, Т-тавровое, Н-нахлесточное, цифры после букв указывают условные обозначения шва сварных соединений по ГОСТ, ОСТ.
2. С-стыковое, У-угловое, Т-тавровое, Н-нахлесточное, цифры после букв указывают метод и способ сварки.
3. С-стыковое, У-угловое, Т-тавровое, Н-нахлесточное, цифры после букв указывают методы и объем контроля.
Вопрос 3.В каком виде содержится углекислый газ в баллоне?
1.жидком.
2.газообразном.
3.зависит от типа применяемого растворителя.
Вопрос 4.В какой цвет окрашивают баллон для хранения аргона?
1.серый.
2.голубой.
3.белый.
Вопрос 5.Какое примерно давление в баллоне с углекислотой при температуре 0 градусов Цельсия?
1.3,6 МПа.
2.10 МПа.
3.15 МПа.
Вопрос 6.Сколько ацетилена содержится в полном 40 литровом стальном баллоне при 20 градусах Цельсия при нормальном атмосферном давлении?
1.3000 литров.
2.4000 литров.
3.(4600-5300) литров.
Вопрос 7.Если по требованиям нормативно-технической документации необходимы и просушка и подогрев стыкуемых кромок, то какая из этих операций является обязательной?
1.
2.предварительный подогрев.
3.обе операции являются обязательными.
Вопрос 8.Укажите,каких приспособлений по степени специализации не существует?
1.специальные.
2.ручные.
3.переналаживаемые.
Вопрос 9.Как определяют усилия прижатия (зажатия) деталей и узлов в приспособлении?
1.по необходимой силе трения между деталью и опорной поверхностью приспособления.
2.по весу детали или узла.
3.по количеству и расположению опорных точек.
Вопрос 10. Укажите основные преимущества пневмопривода.
1.высокое быстродействие.
2.небольшие габариты.
3.плавность хода поршня.
Вопрос 11.Назовите основное преимущество гидропривода.
1.необходимость высокой точности обработки его деталей гидропривода.
2.компактность гидропривода.
3.наличие специальной аппаратуры и трубопроводов высокого давления.
Вопрос 12.Прихватка – это короткий сварной шов длиной:
1.от 10 до 30 мм.
2.от 10 до 60 мм.
3.от 60 до 90 мм.
Вопрос 13.Шлаковую корку со сварного шва можно удалить:
1.молотком и зубилом.
2.молотком-шлакоотделителем.
3.шлифовальным кругом, закрепленным на пневмомашине.
Вопрос 14.Перед контролем, прихватки и околошовная зона:
1.зачищаются до металлического блеска.
2.протираются ветошью.
3.очищаются только от окалины.
Эталоны ответов
| № вопроса | Ответы |
| 1 | 1 |
| 2 | 1 |
| 3 | 1 |
| 4 | 1 |
| 5 | 1 |
| 6 | 3 |
| 7 | 2 |
| 8 | 2 |
| 9 | 2 |
| 10 | 1 |
| 11 | 2 |
| 12 | 2 |
| 13 | 2 |
| 14 | 3 |
МДК. 01.02. Технология производства сварных конструкций
01.02. Технология производства сварных конструкций
Тест 1.3.
Инструкция:
Вам необходимо выбрать ОДИН или НЕСКОЛЬКО ПРАВИЛЬНЫХ ОТВЕТОВ.
1. Какое сечение балок наиболее часто встречается?
А. Швеллер, уголок Б. Трубчатое, листовое
В. Коробчатое, двутавровое Г. Уголок, труба
2. К оболочковым конструкциям относятся:
А. Решётки. Б. Резервуары В. Рамы. Г. Фермы
3. Конструкции и конструктивные элементы, работающие в основном на поперечный изгиб:
А. Резервуары Б. Фермы В. Решётки Г. Балки
4. Жестко соединенные между собой балки образуют
А. Решётки Б. Колонны. В. Рамы Г. Фермы.
5. Прихватки следует устанавливать от края детали или от отверстия на расстоянии не менее:
А. 10 мм Б. 5мм В. 15 мм Г. 20 мм
6. Метод сборки, при котором вначале собирают всю конструкцию, а затем ее сваривают:
А. Метод узловой сборки Б. Метод рациональной сборки
В. Метод оптимальной сборки Г. Метод общей сборки.
7. Метод сборки, предусматривающий сборку и сварку отдельных узлов, из которых состоит конструкция, а затем сборку и сварку всей конструкции:
А. Метод общей сборки Б. Метод оптимальной сборки
В. Метод рациональной сборки Г. Метод узловой сборки
8. К оболочковым конструкциям относятся:
А. Емкости, трубы, котлы Б. Балки и перекрытия
В. Конструкции которые в основном испытывают переменные нагрузки
Г. Рамы и фермы.
9. Часть конструкции, представляющая собой соединение двух или нескольких деталей при помощи сварки:
А Манипулятор Б. Позиционер В. Сварной узел Г. Вращатель.
10. Описание технологического процесса оформляют на специальных бланках, которые называют:
А. Технологическая последовательность. Б. Технологическая карта
В. Технологическая запись. Г. Технологическая ведомость
11. В конструкциях мостовых кранов широко используют балки
А. Круглого сечения. Б. Двутаврового сечения
Круглого сечения. Б. Двутаврового сечения
В. Таврового сечения Г. Коробчатого сечения.
12. Составьте правильную последовательность принципиальной схемы технологического процесса
1. Механическая обработка
2. Сварка
3 Заготовительные работы
4. Контроль качества
5. Правка
6. Сборка и контроль сборки
7. Термическая обработка
8. Подготовка поверхности
А. 7-2-1-3-8-4-6-5 Б. 3-8-5-1-4-6-2-7
В.8-3-5-6-1-2-7-4 Г. 3-8-6-2-7-5-1-4
13. В зависимости, от каких характеристик соединения устанавливают шаг и размер прихваток?
А. В зависимости от толщины соединения
Б. В зависимости от типа соединения В. В зависимости от вида шва Г. В зависимости от длины соединения
14. Изменение формы и размеров изделия под действием внешней и внутренней силы называется
А. Деформацией Б. Прочностью
В. Растяжением. Г. Напряжением
15. Конструкции и конструктивные элементы, работающие преимущественно на сжатие или на сжатие с продольным изгибом:
А. Фермы Б. Колонны В. Рамы Г. Решетки
16. Выберите способы раскроя металла (2балла)
А. Зачистные станки Б. Отрезные станки В Ротационные станки Г Зиг-машины
17. Что относится к основным видам формообразования с помощью холодного деформирования?
А. Пробивка Б. Раскрой В. Вытяжка Г. Правка
18. Процесс превращения заготовки в полую деталь любой формы называется (1балл)
А. Вырубка Б. Формовка В. Вытяжка Г. Пробивка
19. При каких температурах производят правку с нагревом? (1балл)
А. при t= 900…1150°С и заканчивают при tрах не ниже 700°С
Б. при t ˂500…800°С и заканчивают при tрах не ниже 400°С
В. при t>1200°С и заканчивают при tрах не ниже 700°С
Г. при t = 800° С и заканчивают при tрах не ниже 500°С
20. К механическим методам очистки сварных узлов относится
А Травление. Б. Очистка металлической щеткой
В.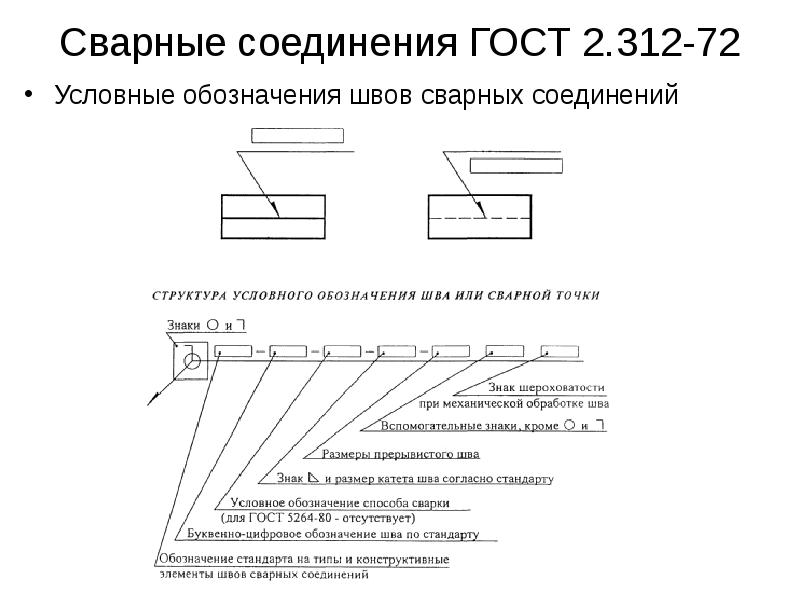
21. Какой метод очистки самый эффективный?
А. Дробеструйная очистка Б. Обезжиривание
В. Травление Г. Ручная очистка
22. При обезжиривании применяют
А. Соляную кислоту Б. Ортофосфорную кислоту
В Борную кислоту Г. Щелочной раствор
23. При травлении применяют
А.Муравьиную кислоту Б. Соляную кислоту
В. Щелочной раствор Г. Борную кислоту
24. Жировые вещества удаляют методом
А. Дробеметной очисткой Б. Обезжириванием
В. Травлением. Г. Всеми перечисленными
25. Ржавчину и окалину с поверхности удаляют методом
А. Всеми перечисленными Б. Дробеструйной очисткой
В. Обезжириванием Г. Травлением
26. Определите последовательность сборки сварной конструкции.
А. Подача деталей к месту сборки; установка в сборочном приспособлении, фиксация;
сварка
Б. Сварка; фиксация; установка в сборочном приспособлении; подача деталей к месту сборки
В. Установка в сборочном приспособлении; подача деталей к месту сборки; фиксация;
сварка
Г. Фиксация; подача деталей к месту сборки; установка в сборочном приспособлении;
сварка
27. Технологический процесс сборки, характеризующийся трудоёмкостью и временем на его выполнения, называется
А. Схемой сборочного процесса Б. Технологической картой
В. Производительным циклом Г. Длительностью сборочного цикла
28. При каком цикле длительность сборочного цикла самая минимальная
А. У всех перечисленных
Б. Полная сборка всей конструкции с последующей сваркой
В. Последовательная сборка и сварка элементов
Г. Параллельно-последовательная (поузловая) сборка и сварка
29. Способ сборки, при осуществлении которых детали собираются без каких – либо дополнительных работ — это
А. С неполной взаимозаменяемостью
Б. Вариант А и Г
В. С полной взаимозаменяемостью
Г. С подгонкой деталей
С подгонкой деталей
30. Способ сборки, при осуществлении которых одну из деталей необходимо доработать — это
А. Вариант В и Г
Б. С неполной взаимозаменяемостью
В. С подгонкой деталей
Г. С полной взаимозаменяемостью
31. Способ сборки, при осуществлении которых требуется индивидуальная доработка каждой соединяемой детали — это
А. С подгонкой деталей
Б. С полной взаимозаменяемостью
В. С неполной взаимозаменяемостью
Г. Вариант А и В
32. Какой способ сборки применяются при единичном производстве?
А. Любой из перечисленных
Б. С полной взаимозаменяемостью
В. С неполной взаимозаменяемостью
Г. С подгонкой деталей
33. Какой способ сборки применяются при серийном производстве?
А. С подгонкой деталей
Б. С неполной взаимозаменяемостью
В. С полной взаимозаменяемостью
Г. Любой из перечисленных
34. Какими методами можно выполнять сборку? (Ответ содержит несколько правильных ответов)
А. По параллельным прямым
Б. В приспособлениях
В. По выступающим частям
Г. По любому из перечисленных
Д. По сборочным отверстиям
Е. По разметке
35. Какой сборки обеспечивает точность сборки? (Ответ содержит несколько правильных ответов)
А. По разметке
Б. По сборочным отверстиям
В. По параллельным прямым
Г. В приспособлениях
Д. По любому из перечисленных
Е. По выступающим частям
Эталоны ответов
| № п/п | Ответ |
| 1 | В |
| 2 | Б |
| 3 | Г |
| 4 | В |
| 5 | А |
| 6 | Г |
| 7 | Г |
| 8 | А |
| 9 | В |
| 10 | Б |
| 11 | Г |
| 12 | Г |
| 13 | А |
| 14 | А |
| 15 | Б |
| 16 | Б |
| 17 | А |
| 18 | Б |
| 19 | А |
| 20 | В |
| 21 | В |
| 22 | Г |
| 23 | Б |
| 24 | Б |
| 25 | Г |
| 26 | А |
| 27 | Г |
| 28 | Г |
| 29 | В |
| 30 | Б |
| 31 | А |
| 32 | Г |
| 33 | В |
| 34 | Б |
| 35 | Б |
Обозначение сварки — Энциклопедия по машиностроению XXL
Условный знак для обозначения пайки (черт.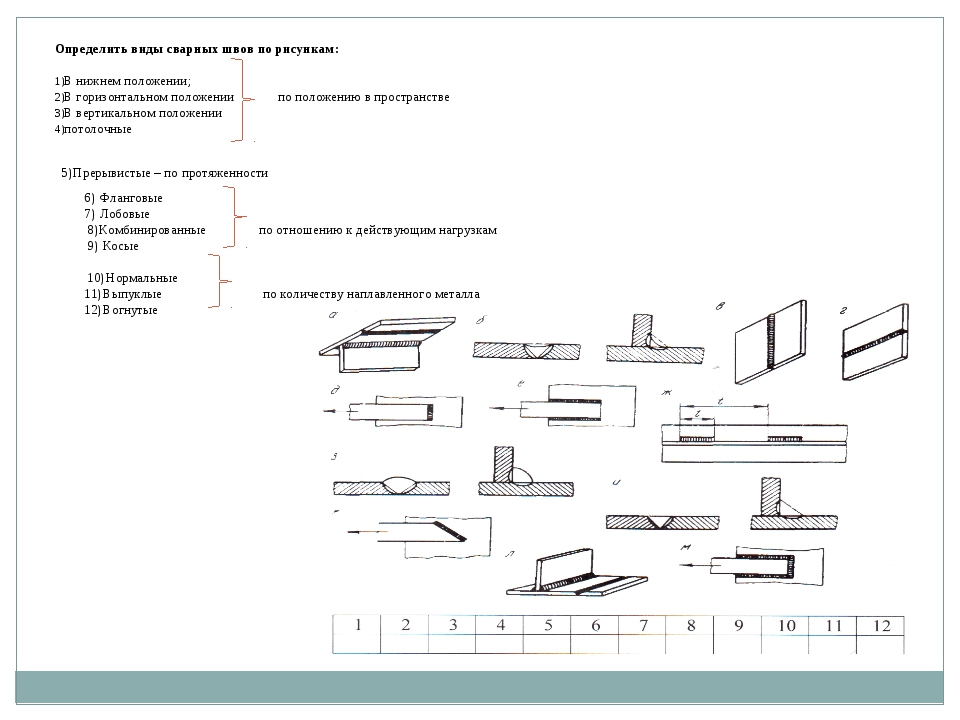 172, а) и склеивания (черт. 172, б) наносят не на полке линии-выноски, как это делается при обозначении сварных швов, а на самой линии-выноске. На полке линии-выноски указывают номер пункта технических требований, в котором говорится о требованиях к качеству шва. В остальных случаях полка к линии-выноске не проводится. Для обозначения швов, выполненных пайкой или склеиванием, по периметру на конце линии-выноски, как и при сварке, наносят окружность, диаметр которой равен 3…4 мм (черт, 173). Линия-выноска, в отличие от обозначения сварки, у шва заканчивается двусторонней стрелкой.
[c.102]
172, а) и склеивания (черт. 172, б) наносят не на полке линии-выноски, как это делается при обозначении сварных швов, а на самой линии-выноске. На полке линии-выноски указывают номер пункта технических требований, в котором говорится о требованиях к качеству шва. В остальных случаях полка к линии-выноске не проводится. Для обозначения швов, выполненных пайкой или склеиванием, по периметру на конце линии-выноски, как и при сварке, наносят окружность, диаметр которой равен 3…4 мм (черт, 173). Линия-выноска, в отличие от обозначения сварки, у шва заканчивается двусторонней стрелкой.
[c.102]
Примечание. Во всех примерах устаревшее обозначение шероховатости поверхности заменить новым согласно табл. 20 настоящего пособия. В графе 1 основной надписи (содержание чертежа) написать Условное изображение и обозначение сварки и пайки в графе 2 (номер чертежа) написать 05.08.00. [c.64]
Q Вывод двойных размеров Сверху О Справа I—I Обозначение сварки [c.129]
Условные обозначения сварка (—) — данные отсутствуют. [c.1046]
Сварные соединения. Изображение и обозначение на чертеже сварного соединения зависит от характеристик соединения и условий, в которых оно выполняется. В тех случаях, когда сварные соединения на одной детали выполняются различно, стандартом предусмотрено введение в обозначение сварки следующих индексов Э—электро-дуговая Г — газовая Кт — контактная 3 — в среде защитных газов Р — ручная П — полуавтоматическая А — автоматическая. Ручная сварка может индексом не [c.47]
Обозначение сварки на сборочном чертеже индивидуального или вспомогательного производства [c.86]
Название аппарата и ссылка на схему сварных швов Размеры аппарата и узлов с указанием толщин металла в мм и стыка Условное обозначение сварки Дата сварки Фамилия сварщика Фамилия инструктора Фамилия приемщика, присутствующего при опрессовке Результаты гидравлической опрессовки Примеча- ние
[c. 145]
145]
Обозначения — сварка неплавящимся электродом П — сварка плавящимся электродом. [c.51]
При этом принимаются следующие обозначения сварки [c.86]
В чертежах сварных соединений (ГОСТ 2.312—68) предусматриваются для обозначения сварки следующие буквы Э — электро-дуговая, Г — газовая, Кт — контактная, 3 — в среде защитных газов, Ш—электрошлаковая. Уз — ультразвуковая, Тр — трением, X — холодная, Пз —дуговая плазменная, Эл —электронно-лучевая, Дф — диффузионная, Лз — лазером, Вз — взрывом, И — индукционная, Гп —газопрессовая, Тм — термитная, Р — ручная, П — полуавтоматическая, А — автоматическая. Если на данной детали все сварные соединения выполняют только одним видом сварки, то это должно быть оговорено в технических условиях. Сварные швы, выполняемые электродуговой сваркой, в технических условиях не оговариваются. [c.84]
П р И м-е ч а н И Я. 1. Обозначение сварки АДС автоматическая дуговая, пользованием значений йа/йМ, мм цикл и кН мм /2, [c.334]
ГОСТ 16130—72 регламентирует химический состав проволоки и прутков из меди и сплава на медной основе для сварки, наплавки п пайки. Стандарт регламентирует 17 марок проволоки и 12 марок прутков. Обозначение марок соответствует буквенным и цифровым обозначениям, принятым для меди и ее сплавов [c.88]
На пачку наклеивают паспорт электрода, па котором указано наименование или товарный знак предприятия-изготовителя, условное обозначение электродов, номер партии и дата изготовления, область применения электродов, особые условия выполнения сварки или наплавки, допустимое содержание влаги, режим повторного прокаливания, рекомендуемый режим сварки, масса электродов в коробке или пачке. [c.103]
Сущность букв и цифр II знаменателе полного обозначения, характеризующих свойства наплавленного металла, указана в ГОСТ 9467—75. В ГОСТ 9467—75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей регламентировано 14 типов электродов для сварки конструкционных сталей и 9 типов электродов для сварки теплоустойчивых сталей.
[c.106]
В ГОСТ 9467—75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей регламентировано 14 типов электродов для сварки конструкционных сталей и 9 типов электродов для сварки теплоустойчивых сталей.
[c.106]
В табл. 28 и 29 показаны общая структура обозначения швов сварных соединений, выполняемых сваркой, плавлением и давлением, и условные графические знаки для основных типов швов стыковых, угловых, тавровых и соединений внахлестку. [c.290]
Условные обозначения швов сварных соединений, выполняемых сваркой плавлением [c.291]
На рис. 227 показан чертеж кронштейна как пример более сложного чертежа сварной сборочной единицы. Кронштейн образован из гнутых, плоских и штампованных деталей, выполнен при помощи различных видов сварки, содержит различные типы швов, а поэтому и изображения, и обозначения их различаются. [c.295]
Перечень стандартов, устанавливающих типы и конструктивные элементы швов сварных соединении, буквенно-цифровые обозначения (условные шифры) швов, обозначения способов сварки и размеры катетов швов [c.364]
Эти признаки отражены в стандартах на швы сварных соединений для различных видов сварки, установлены шифры швов, обозначения способов сварки. ГОСТом 2.312—72 установлены изображения и обозначения на чертежах различных сварных швов. [c.248]
Общая структура обозначения швов сварных соединений, выполняв емых сваркой плавлением, показана на рис. 212, контактной сваркой — на рис. 213. Входящие в них буквенно-цифровые обозначения (шифры) различных швов приведены в приложениях 9 и 10. [c.253]
Условное обозначение способа сварки по этому же стандарту (допускается не указывать). [c.210]
Если шов после сварки должен обрабатываться механически, например, в случаях, определяемых знаками 4 и 5 (табл. 31), то в соответствии с рис.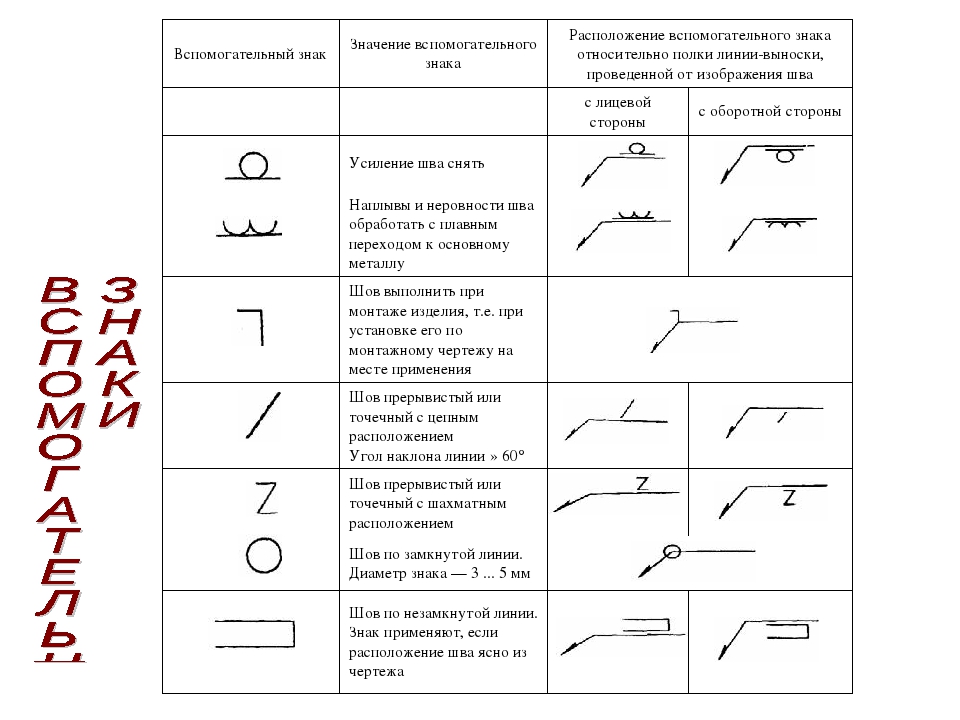 382 после условного обозначения шва проставляется знак, определяющий необходимую шероховатость поверхности шва.
[c.211]
382 после условного обозначения шва проставляется знак, определяющий необходимую шероховатость поверхности шва.
[c.211]
На рис. 384-386 приведены изображения сварных швов с условными обозначениями, которые расшифровываются с учетом того, что ГОСТ 2.312-72 допускает не указывать способ сварки. На этих рисунках в качестве примера дано условное изображение шва как на лицевой стороне, так и на его обратной стороне. Очевидно, что на рабочих чертежах условное изображение шва должно наноситься только на -ОДНОЙ стороне (предпочтительно на лицевой). [c.211]
ГОСТ 5264-69-шов для сварки деталей из углеродистой стали ручной дуговой сваркой (в условном обозначении шва способ сварки не указан) [c.211]
На рис. 386, а представлено изображение и обозначение сварного шва при сварке полимеров (пластмасс). Параметры шва [c.212]
Рассматривая соединения деталей, необходимо отметить, что на чертежах используются различные их изображения полные, упрощенные и условные, а в ряде случаев применяются и дополнительные условные обозначения, например для обозначения резьбы, сварки, пайки и т. д. [c.162]
ПОРЯДОК НАНЕСКНИЯ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СВАРКИ НА ЧЕРТЕЖЕ [c.170]
Обозначение сварки. Соединение деталей сваркой занимает большое место как в судостроении, так и в других областях строительства. Сварные соединения получаются в процессе местного нагрева соединяемйх деталей. Существует несколько способов сварки, различающихся в основном по виду применяемых источников тепла и способу соединения деталей. Наибольшее распространение имеют газовая и дуговая электросварка. Согласно ГОСТ 2.312—72 на изображении сварного шва наносятся условные обозначеж1я с помощью вспомогательных знаков (рис. 91). Вспомогательные знаки и знак V выполняются сплошными тонкими линиями, одинаковой высоты с цифрами, входяшлми в обозначение шва.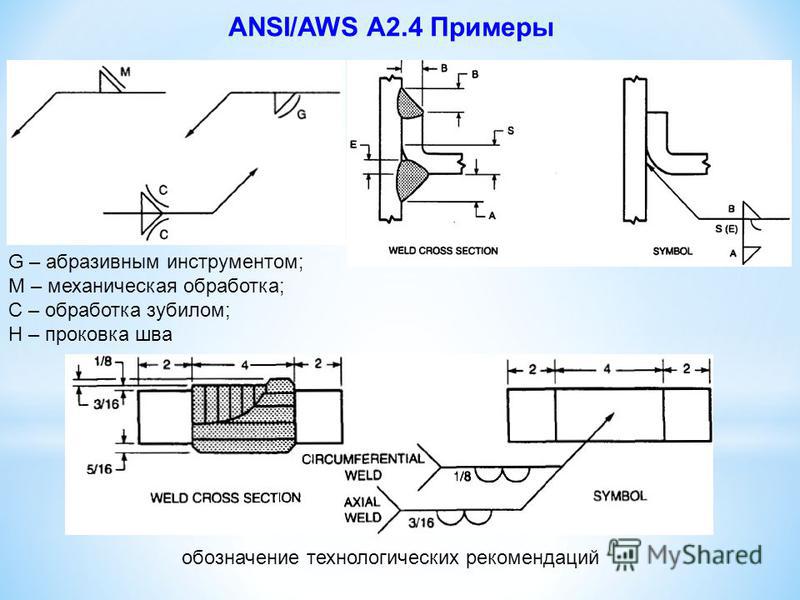 От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой, предпочтительно от видимого изображения шва.
[c.150]
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой, предпочтительно от видимого изображения шва.
[c.150]
АВТОГЕННАЯ СВАРКА, термин для обозначения сварки и резки металлов пламенем, впоследствии распространенный на сварку электрическую и даже термитную. В настоящее время термин А. с. является устарелым. Вместо него применяют в зависимости от вида сварки термины газовая сварка, электрич. сварка (дуговая бварка, контактная сварка, ударная сварка, аркатом, аркоген) и термитная сварка (см. Сварка). [c.54]
Согласно ГОСТ 9466—75 электроды для сварки и наплавки сталей в зависимости от назначения разделены на классы для сварки углеродистых и низколегированных конструкционных сталей с Он конструкционных сталей с Ов > 60 кгс/мм — Л для сварки теплоустойчивых сталех — Т для сварки высоколегированных сталей с особыми свойствами — В для наплавки поверхностных слоев с особыми свойствами — Н. Этот ГОСТ регламентирует размеры электродов, толщину и типы покрытий, условные обозначения, общие технические требования, правила приемки и методы испытания. [c.103]
Согласно требованиям ГОСТ 9467—75 в условном обозначении электродов для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву менее 60 кгс/мм в знаменателе (во второй строке — см. рис. 69) группа индексов, указывающих характеристики паплавлешюго металла, должна быть записана следующим образом первые два индекса указывают минимальное значение величины Ов (кгс/мм ), а третий индекс одновременно условно характеризует минимальные значения показателей 65 и температуры при которой определяется ударная вязкость. [c.106]
В условном обозначении электродов для сварки сталей с > > ()0 кгс/мм группа индексов, обозначающих характеристики нанлавлеппого металла и металла шва, указывает среднее содержание основных химических элементов в наплавленном металле и минимальную температуру, при которой ударная вязкость металла составляет не менее 3,5 кгс-м/см . Эта запись включает
[c.107]
Эта запись включает
[c.107]
Обозначения типов электродов состоят из индекса Э (электроды для дуговой сварки) и следующих за ним цифр и букв. Две цифры, следующие за индексом, указывают среднее содержание углерода в наплавленном металле в сотых долях процента. Цифры, следующие за буквенными обозначениями химических элементов, показывают среднее значение олемелта в процентах (табл. 17). [c.110]
Это обозначение имеет следующие данные электроды типа Э-10Х25Ы13Г2Б по ГОСТ 10052-75, марки ЦЛ-9, диаметром 5 мм для сварки высоколегированных сталей с особыми свой- [c.110]
Шифры приведены для некоторых видов контактной сварки (ГОСТ 15878—70) и элект-розаклепочных (ГОСТ 14776—69), структура обозначений которых сходная (см, соответствующие порядковые номера 8 и 9 по перечню стандартов на швы сварных соединений в приложении 4). [c.294]
В технических требованиях необходимо указать способ сварки, которым должен быть выполнен нестандартный шов. На учебных чертежах обозначения стандартных и нестандартных швов можно значительно упростить, указывая только буквенно-ци-фровое обозначение типа шва (например, Т1, см. рис. 452 , номер стандарта и величину катета (1N7). [c.212]
Раздел 1 Классификация способов сварки и сварных соединений Тема 1.1 Классификация способов сварки. История развития сварки Роль русских ученных, исследовательских институтов в развитии сварки Виды и способы сварки плавлением и их особенности.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬУПРАВЛЕНИЕ ОБРАЗОВАНИЯ
МОГИЛЕВСКОГО ОБЛАСТНОГО ИСПОЛНИТЕЛЬНОГО КОМИТЕТА
УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ
«МОГИЛЕВСКИЙ ГОСУДАРСТВЕННЫЙ ПОЛИТЕХНИЧЕСКИЙ КОЛЛЕДЖ»
УТВЕРЖДАЮ
Директор колледжа
_________ С.Н.Козлов
29.08.2016
ТЕХНОЛОГИЯ СВАРКИ ПЛАВЛЕНИЕМ
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ИЗУЧЕНИЮ УЧЕБНОЙ ДИСЦИПЛИНЫ,
ЗАДАНИЯ НА ДОМАШНЮЮ КОНТРОЛЬНУЮ РАБОТУ
ДЛЯ УЧАЩИХСЯ ЗАОЧНОЙ ФОРМЫ ОБУЧЕНИЯ
ПО СПЕЦИАЛЬНОСТИ 2-36 01 06
«ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ
СВАРОЧНОГО ПРОИЗВОДСТВА»
2016Автор: Рощина А. А., преподаватель учреждения образования «Могилевский государственный политехнический колледж»
А., преподаватель учреждения образования «Могилевский государственный политехнический колледж»
Рецензент: Зинкевич Л.Я., преподаватель учреждения образования «Могилевский государственный политехнический колледж»
Разработано на основе учебной программы учреждения образования, реализующего программы среднего специального образования, по учебной дисциплине «Технология сварки плавлением», утвержденной директором колледжа, 2016
Обсуждено и одобрено
на заседании цикловой комиссии
специальности «Оборудование и технология
сварочного производства»
Протокол № _____ от _______________
Согласовано с цикловой комиссией
стандартизации
Протокол № ______ от ______________
Пояснительная записка
Программой учебной дисциплины «Технология сварки плавлением» предусматривается изучение учащимися теоретических основ и технологии сварки плавлением материалов, применяемых в условиях современного сварочного производства.
Изучение программного материала должно проводиться с учетом современных перспектив развития сварочного производства на предприятиях Республики Беларусь, должно способствовать формированию научного мировоззрения, развитию самостоятельного решения конкретных, производственных, технологических и конструкторских задач на уровне современных требований науки и техники.
Основные задачи изучения учебной дисциплины:
— дать представление о теоретических основах различных способов сварки, о сварочных технологиях, тенденциях их развития;
— ознакомить с основными достижениями в области сварочного производства;
— сформировать знания о технологических особенностях сварки конструкционных сталей, специальных сталей, чугуна, цветных металлов и их сплавов;
— сформировать знания о металлургических основах сварочных процессов, об основах сварочной дуги, теории сварочных деформаций и напряжений, о методах моделирования процессов сварки плавлением;
— научить выбирать на основе анализа конструктивных особенностей оборудования наиболее рациональные режимы сварки для различных способов сварки;
— научить выбирать для сварки различных металлов сварочные материалы с учетом сбережения энергоресурсов;
— научить пользоваться сварочным оборудованием и аппаратурой;
— научить пользоваться стандартами, справочной и технической литературой в области сварочного производства;
— научить производить измерения и расчет сварочных напряжений и деформаций.
При изучении учебного материала необходимо соблюдать единство терминологии и обозначений в соответствии с действующими стандартами, Международной системой единиц измерений, обращать особое внимание учащихся на вопросы безопасности труда, промышленной санитарии и пожарной безопасности.
В результате изучения учебной дисциплины учащиеся должны знать на уровне представления:
— общие сведения о теоретических основах сварки плавлением, о новых сварочных технологиях;
— общие сведения об основных способах сварки плавлением;
должны знать на уровне понимания:
— сущность основных способов сварки плавлением;
— технологические особенности и технологию сварки различных металлов и сплавов;
— виды сварных швов и типы сварных соединений;
— принцип расчета режимов различных способов сварки;
— принцип рационального выбора сварочных материалов с учетом сбережения энергоресурсов;
— основные положения теории сварочных напряжений и деформаций;
уметь:
— производить рациональный выбор способа сварки, сварочных материалов;
— производить расчет режимов сварки, анализировать и сопоставлять различные режимы по качеству сварных соединений по потреблению энергии;
— составлять технологический процесс сборки-сварки сварной конструкции;
— пользоваться сварочным оборудованием;
— производить измерения и расчет сварочных напряжений и деформаций;
— пользоваться стандартами, технической и справочной литературой в области сварочного производства.
Общие методические рекомендации по выполнению домашней
контрольной работы
Поскольку в изучении учебной дисциплины лежит самостоятельная работа, цель данных методических рекомендаций – оказание помощи учащимся в максимальном освоении учебного материала и в выполнении домашней контрольной работы.
Для закрепления и углубления теоретических знаний учащихся программой предусмотрено проведение лабораторных работ.
При изучении учебной дисциплины рекомендуется соблюдать следующий порядок:
ознакомиться с программой учебной дисциплины, список используемых источников;
тщательно проработать материал каждой темы: основные вопросы законспектировать, решить задачи для закрепления учебного материала. Все вопросы, которые вызвали затруднение при самостоятельном изучении учебной дисциплины, следует записать и выяснить по другим литературным источникам, у специалистов на предприятии, у преподавателей колледжа на консультации;
Все вопросы, которые вызвали затруднение при самостоятельном изучении учебной дисциплины, следует записать и выяснить по другим литературным источникам, у специалистов на предприятии, у преподавателей колледжа на консультации;
ознакомиться с технологическими процессами сварки плавлением на предприятии (по месту работы). Это позволит практически закрепить теоретический материал;
используя методические рекомендации и примеры решения типовых задач, самостоятельно выполнить домашнюю контрольную работу.
Учебным планом предусмотрено выполнение домашней контрольной работы и сдача экзамена.
Вариант задания выбирается в соответствии с шифром учащегося по таблице вариантов. В домашней контрольной работе каждый вариант содержит два теоретических вопроса и три задачи. При написании домашней контрольной работы рекомендуется пользоваться литературой, указанной в списке источников.
Ответы на теоретические вопросы должны быть четкими по существу логически последовательными, желательно с примерами.
Решения задач должны иметь обязательное обоснование решения и выводы.
В конце домашней контрольной работы должен быть указан список используемых источников, оформленный в соответствии с ГОСТ.
Объем домашней контрольной работы – 12 листов школьной тетради.
Домашняя контрольная работа должна быть выполнена в тетради четким и разборчивым почерком, без исправлений. На каждой странице обязательны поля для замечаний рецензента. На обложке тетради указываются название учебной дисциплины, фамилия, инициалы учащегося, его группа и шифр.
Работа предоставляется на заочное отделение в установленный учебным графиком срок.
Незачтенная работа должна быть исправлена и до начала лабораторно-экзаменационной сессии предоставлена на заочное отделение.
Критерии оценки домашней контрольной работы
Домашняя контрольная работа считается зачтенной при условии правильного выполнения 75% от общего объема задания. Допускаются несущественные ошибки в ответах на вопросы, незначительные нарушения в оформлении задач или работы.
Домашняя контрольная работа считается не зачтенной, если она выполнена не в соответствии с вариантом, или в неполном объеме (менее 75% от общего объема задания), т.е. если не решены две задачи или не раскрыты в полном объеме вопросы или не решена 1 задача и не раскрыты теоретические вопросы в полном объеме.
Программа учебной дисциплины
Введение. Краткий обзор развития и перспективы сварки
плавлением
Понятие о сварке плавлением. История развития сварки
Новейшие достижения науки и техники в области сварки плавлением. Развитие сварки в Республике Беларусь и странах СНГ. Создание роботизированных технологических комплексов с использованием микропроцессорной и вычислительной техники. Задачи учебной дисциплины и ее связь с другими учебными дисциплинами учебного плана
Литература: [33], с. 3-8
Раздел 1 Классификация способов сварки и сварных
соединений
Тема 1.1 Классификация способов сварки
Понятие сварки как процесса. Общие сведения о сварке плавлением, сварке давлением
Классификация сварки металлов согласно ГОСТ 19521-74 по физическим, техническим и технологическим признакам
Литература: [33], с. 9-11
Тема 1.2 Сущность основных видов и способов сварки
плавлением
Характеристика основных видов сварки плавлением: ручной дуговой сварки, дуговой сварки под флюсом, дуговой сварки в защитных газах, плазменной сварки, электрошлаковой сварки, электроннолучевой сварки, сварки под водой, сварки в космосе
Специальные методы сварки плавлением: приварка шпилек к листу, сварка в узкий зазор, высокочастотная сварка плавлением.
Технологические особенности проведения различных видов сварки, их назначение, область применения
Перспективы развития основных видов сварки плавлением
Литература: [30], с. 15-24
Тема 1.3 Классификация сварных швов
Определение основных понятий, характеризующих элементы сварного соединения и шва
Классификация сварных швов. Стыковые и угловые сварные швы.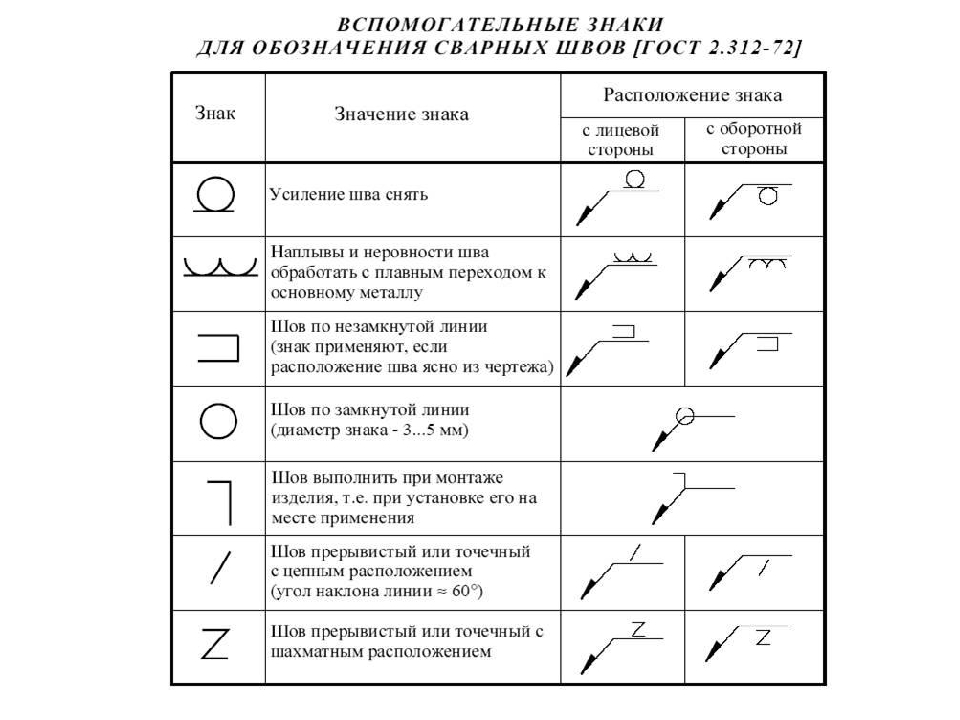
Основные размеры и характеристики
Литература: [30], с. 201-209; [32], с. 6-9
Тема 1.4 Классификация и обозначения сварных соединений
Классификация и обозначения сварных соединений. Типы сварных соединений – стыковые, угловые, тавровые, нахлесточные. Подготовка кромок для различных типов сварных соединений. Обозначение сварных кромок для различных типов сварных соединений. Обозначение сварных соединений на чертежах. ГОСТ 2.312-72, СТБ 1016-96. Основные стандарты на сварные соединения
Методика определения расхода сварочных материалов для различных типов швов и способов сварки
Литература: [30], с. 201-209; [32], с. 20-29; [36], с. 7-10
Раздел 2 Источники нагрева материала при сварке
Тема 2.1 Сварная дуга и сущность процессов, протекающих
в ней
Сварочная дуга: основные термины и определения. Физические основы образования электрического разряда в газах. Характеристика частиц – носителей зарядов. Потенциал возбуждения и ионизации. Виды эмиссии электронов при сварке, их характеристика и особенности
Ионизация дугового промежутка в процессе сварки
Литература: [30], с. 24-32; [32], с. 16-20
Тема 2.2 Процессы, протекающие на отдельных участках
сварочной дуги
Основные способы зажигания сварочной дуги, их достоинства и недостатки. Процессы, происходящие в момент зажигания дуги. Процессы в различных областях сварочной дуги
Температура анода, катода и столба дуги
Литература: [30], с. 32-35; [32], с. 20-24
Тема 2.3 Технологические особенности и условия устойчивого
горения сварочной дуги
Статическая вольт-амперная характеристика и ее влияние на условия горения дуги. Влияние рода, полярности тока на дугу
Непрерывно горящая, пульсирующая, вращающаяся и импульсная дуга, характеристика и особенности каждого вида
Влияние состава газов, материалов электродных покрытий и флюсов на условия горения дуги
Литература: [30], с. 35-41; [32], с. 24-25
Тема 2.4 Действие магнитных полей и ферромагнитных масс
на сварочную дугу
Причины возникновения магнитного дутья.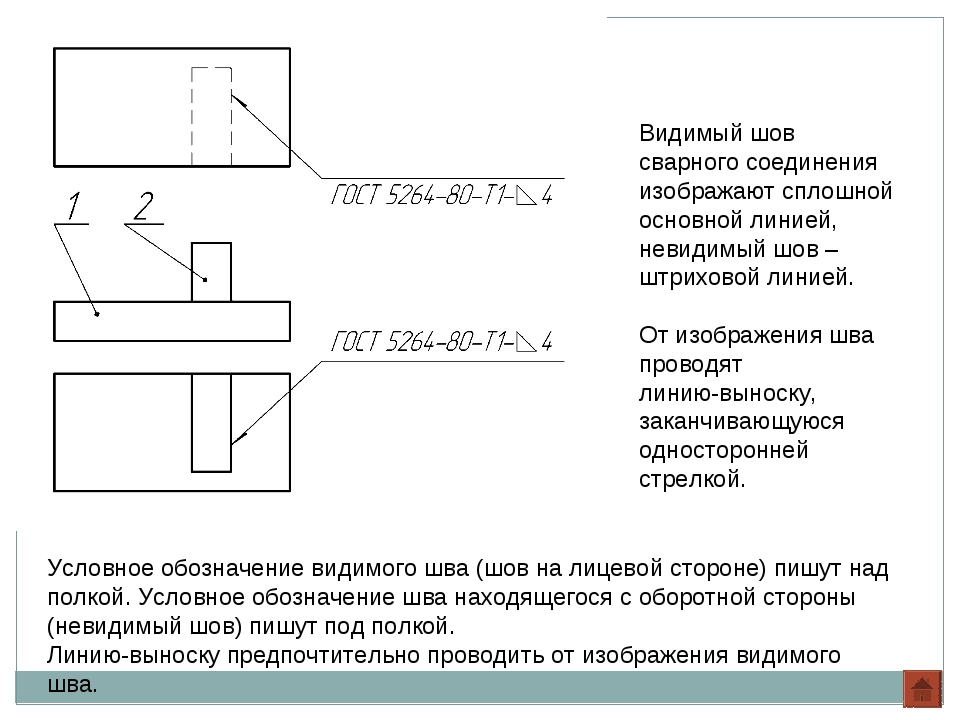 Влияние собственного и постороннего магнитного поля на дугу. Действие ферромагнитных масс на дугу и меры по уменьшению магнитного дутья
Влияние собственного и постороннего магнитного поля на дугу. Действие ферромагнитных масс на дугу и меры по уменьшению магнитного дутья
Перенос металла через дугу. Виды переноса электродного металла: короткими замыканиями, крупнокапельный, мелкокапельный, струйный
Влияние ферромагнитных масс на перенос
Литература: [30], с. 41-51; [32], с. 25-29
Раздел 3 Тепловые и металлургические процессы при сварке
Тема 3.1 Тепловые процессы, протекающие при сварке
плавлением и ТБ при защите от тепловых процессов.
Электрическая тепловая и эффективная тепловая мощность процесса сварки плавлением. Понятие о коэффициенте полезного
действия сварочной дуги. Тепловой баланс процесса сварки. Нагрев электродов и электродной проволоки сварочной дугой, шлаковой ванной и током
Производительность процесса сварки плавлением. Основные показатели процесса: коэффициенты плавления, наплавки и потери металла
Погонная энергия сварки, ее значение и методика определения. Теория распространения тепла в металле при сварке. Длина сварочной ванны при дуговой сварке и время ее существования
ТБ при защите от тепловых процессов
Литература: [30], с. 51-75; [32], с. 41-48
Тема 3.2 Особенности металлургических процессов при сварке
Характерные особенности металлургии сварки. Окисление металла шва при сварке. Влияние кислорода, азота и водорода на свойства металла шва и качество сварного соединения. Мероприятия по защите сварного шва от попадания кислорода, азота, водорода
Литература: [30], с. 119-131; [32], с. 48-56
Тема 3.3 Металлургические процессы при сварке
толстопокрытыми электродами
Состав и свойства сварочных шлаков. Раскисление металла при ручной сварке. Влияние химического состава покрытия на характер процессов при сварке электродами с различными типами покрытий
Рафинирование металла шва
Литература: [30], с. 131-135
Тема 3.4 Металлургические процессы при механизированных
способах сварки
Основные физико-химические процессы при сварке под кислыми и основными флюсами. Особенности прохождения металлургических процессов в инертных газах, активных газах и их смесях
Особенности прохождения металлургических процессов в инертных газах, активных газах и их смесях
Литература: [30], с. 139-146
Тема 3.5 Плавление и кристаллизация металла шва.
Микроструктура шва и зоны термического влияния
Плавление, характер кристаллизации металла шва. Микроструктура металла шва и зоны термического влияния. Влияние погонной энергии на структуру и свойства сварного соединения. Доля участия основного металла в металле шва при различных способах сварки
Литература: [30], с. 146-158; [32], с. 56-65
Тема 3.6 Трещины, поры и коррозия сварных соединений
Горячие трещины и причины их возникновения. Методика определения склонности металла шва к образованию горячих трещин, меры предупреждения их образования
Холодные трещины, причины их возникновения, меры предупреждения их образования
Поры в сварных швах, причины их возникновения и меры предупреждения их образования
Меры повышения общей коррозионной стойкости шва. Межкристаллитная коррозия, сущность, причины возникновения и способы предотвращения
Литература: [30], с. 158-171; [32], с. 65-70
Раздел 4 Сварочные материалы
Тема 4.1 Сварочная проволока и неплавящиеся электродные
стержни
Сварочная и наплавочная проволока сплошного сечения (ГОСТ 2246-70, ГОСТ 10543-82): марки, обозначения, области применения
Порошковая проволока (ГОСТ 26101-84, ГОСТ 26271-84): типы (для сварки в СО2, самозащитная), область применения
Активированная проволока: особенности конструкций, назначение, достоинства и недостатки
Сварочная проволока из цветных металлов и их сплавов (ГОСТ 7871-75, ГОСТ 16130-90)
Неплавящиеся электроды, их характеристика и маркировка
Литература: [30], с. 75-62; [32], с. 117-126
Тема 4.2 Металлические плавящиеся электроды для ручной
дуговой сварки и наплавки сталей
Требования, предъявляемые к электродам для ручной дуговой сварки и наплавки (ГОСТ 9466-75, ГОСТ 9467-75, ГОСТ 10051-75, ГОСТ 10052-75)
Классификация и маркировка покрытых электродов. Электроды для сварки конструкционных сталей, их характеристика и область применения. Электроды для сварки чугуна, их характеристика и область применения. Электроды для сварки высоколегированной стали, их характеристика и область применения. Электроды для сварки сплавов меди, алюминия, их характеристика и область применения
Электроды для сварки конструкционных сталей, их характеристика и область применения. Электроды для сварки чугуна, их характеристика и область применения. Электроды для сварки высоколегированной стали, их характеристика и область применения. Электроды для сварки сплавов меди, алюминия, их характеристика и область применения
Литература: [30], с. 82-104; [32], с. 126-135
Тема 4.3 Технология изготовления покрытых электродов
Технологические схемы изготовления толстопокрытых электродов
Основные операции по подготовке стержней, шихты электродных покрытий и жидкого стекла, их назначение и содержание. Приготовление обмазочной массы, нанесение покрытий и сушка электродов. Контроль качества электродов
Изучение компонентов электродных покрытий и определение устойчивости горения дуги для разных электродов
Механизация и автоматизация изготовления покрытых электродов
Техника безопасности и пожарная безопасность при изготовлении электродов
Литература: [30], с. 104; [32], с. 135-137
Тема 4.4 Сварочные флюсы
Классификация сварочных флюсов и требования к ним. ГОСТ 9087-81Е. Характеристика и область применения флюсов. Технология производства плавленных и неплавленных флюсов. Контроль качества флюсов
Литература: [30], с. 105-112; [32], с. 137-145
Тема 4.5 Защитные газы
Свойства газов, применяемых при сварке плавлением. Классификация газов по их окисляющей способности. ГОСТ 8050-85, ГОСТ 10157-79 при сварке плавлением. Способы получения газов, их транспортировка и хранение. Снабжение газом постов сварки и плазменной резки
Техника безопасности и пожарная безопасность при транспортировке, хранении и применении газов для дуговой и плазменной сварки и резки
Охрана окружающей среды при работе с газами
Литература: [30], с. 112-131; [32], с. 145-154
Раздел 5 Сварочные напряжения и деформации
Тема 5.1 Классификация, причины возникновения сварочных
напряжений и деформаций
Определение и классификация сварочных напряжений, возникающих при различных видах сварки плавлением.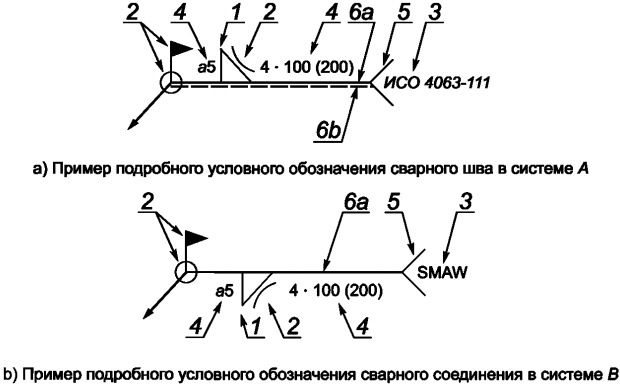 Температурные и структурные напряжения
Температурные и структурные напряжения
Напряжения и деформации массивных стержней при различной степени закрепления детали. Температура нагрева жестко закрепленного элемента, при которой напряжения в нем будут равны пределу текучести
Напряжения и деформации при равномерном нагреве. Расчет сварочных деформаций
Литература: [30], с. 171-184; [32], с. 235-236
Тема 5.2 Деформация и напряжения при сварке стыковых и
угловых соединений
Деформации и напряжения при сварке стыковых и угловых соединениях, особенности их возникновения
Угловые деформации при сварке. Деформации при сварке листовых и профильных конструкций
Литература: [30], с. 184-192; [32], с. 238-243
Тема 5.3 Меры борьбы со сварочными деформациями и
напряжениями
Методы предотвращения или уменьшения остаточных деформаций: рациональное заполнение швов по длине и сечению, жесткое закрепление, обратный выгиб, искусственное охлаждение, предварительный подогрев
Методы снятия внутренних напряжений. Способы исправления изделий, деформированных сваркой, их сущность, достоинства и недостатки
Литература: [30], с. 192-200; [32], с. 243-248
Раздел 6 Технологические характеристики основных способов
сварки плавлением
Тема 6.1 Технология ручной сварки металлическими
электродами
Особенности ручной сварки в различных пространственных положениях. Способы выполнения сварных швов. Параметры режима ручной сварки, их расчет (ГОСТ 5264-80)
Выбор рациональной подготовки кромок, направленный на сбережение энергоресурсов
Высокопроизводительные способы ручной дуговой сварки. Пути дальнейшего повышения производительности труда
Литература: [30], с. 209-228; [32], с. 70-78
Тема 6.2 Теоретические основы сварки под флюсом
Факторы, обеспечивающие технологические и экономические преимущества сварки под флюсом. Коэффициенты формы шва. Расчет и выбор режимов сварки под флюсом стыковых и угловых швов (ГОСТ 8713-79)
Определение режимов сварки по монограммам. Расчет химического состава наплавленного металла
Расчет химического состава наплавленного металла
Литература: [30], с. 228-235; [32], с. 78-86
Тема 6.3 Особенности технологии различных способов
выполнения сварных соединений под флюсом
Автоматическая сварка стыковых односторонних и двухсторонних швов, ее основные особенности, назначение и область применения. Методы предупреждения протекания жидкого металла и шлака в зазоры шва. Автоматическая сварка под флюсом угловых швов
Многодуговая сварка под флюсом, ее основные особенности, назначение и область применения
Сварка под флюсом с применением дополнительного присадочного материала
Применение новых технологий сварки под флюсом, направленных на энергосбережение ресурсов
Литература: [30], с. 235-256; [32], с. 78-86
Тема 6.4 Технология электрошлаковой сварки
Технологические особенности, назначение и область применения электрошлаковой сварки. Требования к материалам, применяемым при электрошлаковой сварке
Типы сварных соединений, подготовки кромок и сборка под сварку. Технология электрошлаковой сварки продольных и кольцевых швов. Параметры режима электрошлаковой сварки, их влияние на форму и размеры шва
Методика расчета параметров режима электрошлаковой сварки. Пути повышения производительности труда при электрошлаковой сварке
Литература: [30], с. 256-270; [32], с. 104-106
Тема 6.5 Технология сварки в защитных газах
Оборудование рабочего места для сварки в защитных газах. Классификация способов сварки в защитных газах на Tig (дуговая сварка неплавящимся электродом в среде инертных газов), Mig (дуговая сварка плавящимся электродом в среде инертных газов), Mag (дуговая сварка плавящимся электродом в среде активных газов). Особенности технологии сварки в различных газах и смесях. Сварка плавящимся электродом непрерывно горящей, пульсирующей, импульсной и синхронизированной дугой, назначение, технология, достоинства и недостатки сварки швов в различных пространственных положениях. Особенности сварки поворотных и неповоротных стыков.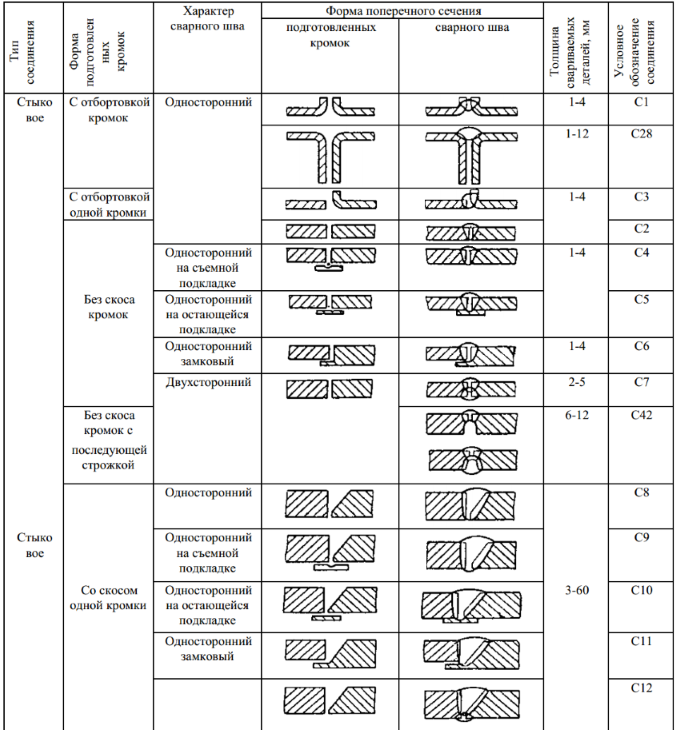 Шагоимпульсная сварка, ее особенности и назначение. Сварка дугой, вращающейся в магнитном поле, ее особенности и назначение. Сварка в углекислом газе с принудительным формированием
Шагоимпульсная сварка, ее особенности и назначение. Сварка дугой, вращающейся в магнитном поле, ее особенности и назначение. Сварка в углекислом газе с принудительным формированием
Импульсно-дуговая сварка с использованием инверторных источников питания, управляемых микропроцессорными средствами. Сущность, назначение, область применения. Достоинства и недостатки каждого вида сварки
Параметры режима сварки в защитных газах, их расчет и выбор (ГОСТ 14771-89)
Выбор оптимального состава смесей для отдельных свариваемых материалов, направленный на энергосбережение ресурсов
Литература: [30], с. 270-288; [32], с. 86-100
Тема 6.6 Плазменная, электроннолучевая, лазерная сварка,
сварка в космосе
Способы получения плазменной струи для сварки. Параметры режима. Сущность и технология, назначение и область применения
Электронно-лучевая сварка, ее назначение и область применения. Параметры режима, сущность и технология электронно-лучевой сварки
Технология сварки хромоникелевых аустенитных сталей. Сварка высокомарганцовистых сталей.
Особенности ручной и автоматизированной сварки высоколегированных сталей, преимущества автоматизированной сварки
Литература: [30], с. 443-446; [32], с. 100-104, 106-113
Раздел 7 Технология сварки
Тема 7.1 Технология сварки низко- и среднелегированных
сталей
Характеристика легированных сталей по свариваемости в зависимости от степени легирования. Эквивалент углерода. Особенности сварки различных групп сталей
Сварка конструкционных среднелегированных сталей. Сварка высокопрочных сталей. Сварка среднеуглеродистых сталей. Сварка глубокозакаливающихся сталей
Технологические особенности проведения различных способов сварки, достоинства и недостатки
Литература: [30], с. 288-310; [32], с. 156-192
Тема 7.2 Технология сварки высоколегированных сталей и
сплавов
Металлургические особенности сварки высоколегированных сталей и сплавов. Горячие и холодные трещины при сварке высоколегированных сталей и сплавов. Технология сварки хромистых сталей, ее основные этапы
Технология сварки хромоникелевых аустенитных сталей. Сварка высокомарганцовистых сталей
Особенности ручной и автоматизированной сварки высоколегированных сталей, преимущества автоматизированной сварки
Литература: [30], с. 310-339; [32], с. 192-210
Тема 7.3 Технология сварки разнородных и двухслойных
сталей
Диффузионные процессы в соединениях из разнородных сталей и их вероятные последствия. Технологические варианты получения сварных соединений из разнородных сталей, их сущность и назначение
Технологические особенности сварки двухслойных сталей. Технология сварки типовых соединений двухслойных сталей
Литература: [30], с. 339-355
Тема 7.4 Сварка алюминия, его сплавов и сплавов на
магниевой основе
Характеристика алюминиевых сплавов с точки зрения их свариваемости. Факторы, затрудняющие сварку алюминия. Характеристика основных способов сварки алюминиевых сплавов. Технология сварки алюминиевых сплавов различными способами. Автоматическая сварка алюминия, ее преимущества
Перспективные виды сварки алюминия
Особенности сварки сплавов на магниевой основе
Литература: [30], с. 379-401; [32], с . 219-226
Тема 7.5 Сварка титана и его сплавов
Взаимодействие титана с кислородом, азотом, углеродом и водородом. Факторы, затрудняющие сварку титановых сплавов. Защитные камеры и другие устройства, применяемые для сварки титана. Технология сварки титановых сплавов различными способами: их сущность, назначение и область применения. Автоматическая сварка титана, ее преимущества
Литература: [30], с. 401-417; [32], с. 231-235
Тема 7.6 Сварка меди, никеля и их сплавов
Свойства меди, затрудняющие ее сварку. Технология сварки меди и ее сплавов различными способами: их сущность, назначение и область применения. Сварка латуней и бронз
Особенности технологии сварки никеля и его сплавов
Литература: [30], с. 417-429; [32], с. 226-231
Раздел 8 Наплавка твердых сплавов и сварка чугуна
Тема 8.1 Наплавка твердых сплавов
Классификация и характеристика способов наплавки. Однослойная и многослойная наплавка, ее сущность и назначение. Наплавка порошковой проволокой и лентой
Механизированные способы наплавки и их преимущества. Автоматическая наплавка под флюсом и в среде защитных газов. способы легирования наплавленного слоя. Наплавка порошкообразными, литыми и электродными твердыми сплавами
Литература: [30], с. 355-366
Тема 8.2 Сварка чугуна
Структурные превращения при сварке чугуна и особенности его сварки. Характеристика основных способов электрической сварки чугуна: их особенности, назначение и область применения
Технология сварки чугуна различными способами
Литература: [30], с. 366-379; [32], с. 210-219
Раздел 9 Термическая резка
Тема 9.1 Дуговая и воздушно-дуговая резка металлов
Сущность и разновидности дуговой резки металлов, ее назначение и область применения. Режимы резки. Технология разделительной дуговой резки и поверхностной строжки
Плазменная резка. Назначение, область применения
Лазерная резка. Назначение область применения
Автоматизация процессов резки. Пути повышения производительности при дуговой и воздушно-дуговой резке металлов
Литература: [30], с. 429-434
Тема 9.2 Дуговая и подводная резка металлов
Горение дуги под водой. Сущность и особенности сварки и резки под водой, ее назначение и область применения. Электроды, их покрытия. Технология процессов подводной сварки. Режимы сварки. Технология подводной резки. Режимы сварки. Автоматизация режимов резки и сварки под водой
Литература: [30], с. 434-443; [32], с. 113-117
Список используемых источников
1 СТБ 1016-96. Соединения сварные. Общие технические условия.
2 ГОСТ 5264-80. Ручная дуговая сварка Соединения сварные. Основные швы, конструктивные элементы и размеры.
3 ГОСТ 8713-79. Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
4 ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
5 ГОСТ 11534-75. Ручная дуговая сварка Соединения сварные под острым и тупым углом.
6 ГОСТ 11533-75. Сварка под флюсом. Соединения сварные под острым и тупым углом.
7 ГОСТ 23518-79. Дуговая сварка в защитных газах. Соединения сварные под острым и тупым углом.
8 ГОСТ 14806-80. Дуговая сварка алюминия в инертных газах.
9 ГОСТ 15164-78. Электрошлаковая сварка Соединения сварные.
10 ГОСТ 16037-80. Соединения сварные стальных трубопроводов.
11 ГОСТ 16098-80. Соединения сварные из двухслойных коррозионно-стойких сталей.
12 ГОСТ 14098-91. Сварка арматуры и закладных деталей.
13 ГОСТ 9466-75. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия.
14 ГОСТ 9467-75. Электроды покрытые металлические для ручной дуговой сварки конструкционные и теплоустойчивых сталей. Типы
15 ГОСТ 23949-80. Электроды вольфрамовые сварочные неплавящиеся. Технические условия.
16 ГОСТ 10051-75. Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
17 ГОСТ 10052-75. Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
18 ГОСТ 2246-70. Проволока стальная сварочная. Технические условия.
19 ГОСТ 10543-82. Проволока стальная наплавочная. Технические условия.
20 ГОСТ 16130-90. Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия.
21 ГОСТ 7871-75. Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия.
22 ГОСТ 26101-84. Проволока порошковая наплавочная. Технические условия.
23 ГОСТ 26271-84. Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия.
24 ГОСТ 10157-79. Аргон газообразный и жидкий. Технические условия.
25 ГОСТ 20461-75. Гелий газообразный. Метод определения объемной доли примесей эмиссионным спектральным анализом.
26 ГОСТ 8050-85, Двуокись углерода газообразная и жидкая. Технические условия,
27 ГОСТ 9087-81 Е. Флюсы сварочные наплавленные. Технические условия.
28 Верховенко, Л.В. Справочник сварщика / Л.В.Верховенко, А.К.Тунин. – Мн.: Вышэйшая школа.
29 Думов, С.И. Технология электрической сварки плавлением. Лабораторные работы / С.И.Думов. – М.: Машиностроение, 1982. – 151 с.
30 Думов, С.И. Технология электрической сварки плавлением / С.И.Думов. – М.: Машиностроение, 1987. – 458 с.
31 Карказов, Э.С. Справочник молодого электросварщика / Э.С.Карказов, Р.И.Мустафаев. – И.: Высшэйшая школа, 1992. – 304 с.
32 Куликов, В.П. Технология сверки плавлением. – Мн.: Дизайн ПРО, 2000. – 256 с.
33 Куликов, В.П. Технология и оборудованию сварки плавлением и термической резки / В.П.Куликов. – Мн.: Экоперспектива, 2003. – 415 с.
34 Куликов, В. П. Технология и оборудование сварки плавлением / В.П.Куликов. – М.: ММИ, 1998. – 256 с.
35 Лупачев, В.Г. Сварочные работы: учебное пособие / В.Г.Лупачев. – Мн.: Вышэйшая школа, 1997. – 320 с.
36 Патон, Б.Е. Технология электрической сварки металлов и сплавов давлением / Б.Е.Патон. – М.: Машиностроение, 1974. – 756 с.
37 Потапьевский, А.Г. Сварка в защитных газах плавящимся электродом / А.Г.Потапьевский. – М.: Машиностроение, 1974. – 238 с.
38 Степанов, В.В. Справочник сварщика / В.В.Степанов. – М.: Машиностроение, 1983. – 559 с.
Перечень примерных вопросов к экзамену по учебной
дисциплине «Технология сварки плавлением»
Определение сварки как процесса. История развития сварки
Роль русских ученных, исследовательских институтов в развитии сварки
Виды и способы сварки плавлением и их особенности. Классификация дуговой сварки
Сущность основных способов сварки плавлением
Классификация сварных швов. Стыковые и угловые сварные швы. ГОСТ 2.312-72
Классификация и обозначение сварных соединений
Сварочная дуга и сущность процессов, протекающих в ней
Катодная, анодная области и столб дуги. Процессы, протекающие в ней
Статистическая вольт-амперная характеристика дуги и ее влияние на условия горения дуги
Особенности горения дуги в аргоне, гелии и углекислом газе
Магнитное отдувание дуги. Влияние собственного и постороннего магнитного поля на дугу
Действие ферромагнитных масс на столб дуги. Меры по уменьшению магнитного отдувания дуги
Перенос металла через дугу и факторы, способствующие переносу капель металла
Электрическая, тепловая и эффектная тепловая мощность дуги. Эффективный К.П.Д. и тепловой баланс сварочной дуги
Производительность процесса дуговой и электрошлаковой сварки. Коэффициенты плавления, наплавки и потерь на угар и разбрызгивание
Погонная энергия и методика ее расчета
Стальная сварочная и наплавочная проволока. Назначение проволоки и требование к ней. ГОСТы на проволоку и принятая система маркировки
Сварочная проволока из цветных металлов. ГОСТы на проволоку и принятая система маркировки
Неплавящиеся угольные, графитовые и вольфрамовые электродные стержни. Область их применения
Требования к толстопокрытым электродам и функции, выполняемые материалами покрытия
Классификация электродов по ГОСТ 9466-75. Условное обозначение электродов
Электроды для сварки конструкционных и теплоустойчивых сталей. ГОСТ 9467-75 на электроды. Классификация электродов
Электроды для сварки высоколегированных сталей и наплавки поверхностных слоев. ГОСТ 10052-75 и ГОСТ 10051-75 на электроды. Классификация электродов
Виды составов электродных покрытий. Их характеристика. Технология изготовления электродов
Требования к флюсам и их классификация. Характеристика и область применения флюсов. Технология изготовления
Газы, применяемые при сварке плавлением. Способы хранения и транспортировки
Особенности металлургии сварки.
·Пути окисления металла в сварочной ванне.
Кислород, азот, водород и их влияние на металл шва
Состав и свойства сварочных шлаков. Раскисление металла шва. Рафинирование металла шва
Характеры кристаллизации металла шва. Зональная и дендритная ликвация
Микроструктура металла шва и зоны термического влияния.
Трещины и поры в сварных швах. Причины образования и меры предупреждения
Определение и классификация сварочных напряжений и деформаций.
Напряжение и деформации при равномерном и неравномерном нагреве.
Структурные напряжения
Меры борьбы со сварочными деформациями и напряжениями
Виды сварочных соединений и швов
Методика определения площади сечения металла шва и количества проходов наплавленного металла
Понятие о режиме сварки. Величины, определяющие режимы ручной сварки методика их расчета
Способы зажигания дуги и перемещение конца электрода при ручной сварке
Способы выполнения швов по длине и сечению
Особенности ручной сварки швов в различных пространственных положениях
Пути повышения производительности труда при ручной сварке
Техника безопасности при дуговой сварке
Классификацию методов сварки под флюсом и технологические преимущества
Влияние параметров режима автоматической сварки под флюсом на форму размеры шва
Автоматическая сварка под флюсом стыковых швов и меры предупреждения протекания металла и шлака в зазор
Автоматическая сварка под флюсом угловых и кольцевых швов
Расчет параметров режима автоматической и полуавтоматической сварки под флюсом стыковых и угловых швов
Технологические особенности и область применения электрошлаковой сварки. Способы электрошлаковой сварки. Материалы, применяемые при сварке
Типы сварных соединений, подготовка кромок и особенности сборки под сварку при электрошлаковой сварке
Технология электрошлаковой сварки прямолинейных и кольцевых швов
Общие сведения о сварке в защитных газах. Технологические особенности. Классификация способов сварки
Пост для сварки в защитных газах и его оснастка
Способы и техника сварки в защитных газах стыковых, угловых швов и швов в различных пространственных положениях
Вертикальная автоматическая сварка в защитных газах с принудительным формированием
Технология сварки низколегированных сталей
Технология сварки среднелегированных сталей
Особенности сварки закаливающих сталей
Высоколегированные стали. Особенности их сварки
Сварка хромистых и хромоникелевых высоколегированных сталей
Технология сварки разнородных и двухсловных сталей
Наплавка твердых сплавов
Технология сварки чугуна
Технология сварки алюминия и его сплавов
Технология сварки меди и ее сплавов
Технология сварки титана и его сплавов
Электродуговая и воздушнодуговая резка металлов
Дуговая подводная сварка и резка металлов
Плазменная сварка металлов
Электроннолучевая сварка металлов
Лазерная сварка металлов
Задания на домашнюю контрольную работу по учебной
дисциплине «Технология сварки плавлением»
1 Какова роль русских и советских ученых в создании основ и развития сварочного производства? Народнохозяйственное значение сварки
2 Определение сварки, как процесса и условия получения сварного соединения
3 Технологические и экономические преимущества сварки перед другими способами соединения металлов
4 Укажите виды сварки плавлением в зависимости от источника нагрева (дайте краткую характеристику).
5 Назовите способы дуговой сварки в зависимости от вида защиты зоны сварки и от степени механизации процесса сварки (приведите схемы процесса и дайте краткую характеристику).
6 Назовите способы сварки плавлением в зависимости от свойств электродов, рода тока, от условий горения дуги и ее типа, полярности тока (приведите схемы процессов и дайте краткую характеристику).
7 Опишите сущность и укажите преимущества сварки под флюсом.
8 Укажите разновидности и преимущества сварки в защитных газах.
9 Дайте характеристику и опишите сущность процесса сварки плазменной струей (приведите схемы процессов).
10 Дайте определение понятию «сварочная дуга». Опишите электрические свойства дуги.
11 Что такое потенциал ионизации? Опишите процесс ионизации газов в дуговом промежутке.
12 Какие процессы протекают в момент возникновения сварочной дуги? Из каких основных участков она состоит? Приведите схему сварочной дуги.
13 Что такое статистическая вольт-амперная характеристика сварочной дуги? Каково ее влияние на условия горения дуги?
14 Каковы особенности сварочной дуги, питаемой переменным током?
15 Как влияют инертные газы на стабильность горения дуги?
16 Чем объясняется необходимость обратной полярности при сварке в углекислом газе?
17 Какова причина возникновения магнитного дутья дуги? Влияние собственного и постороннего магнитного поля на дугу. Влияние ферромагнитных масс
18 Механизм переноса металла через дугу (приведите схему образования капли и перенос ее через дугу)
19 Что включает в себя понятие «тепловой баланс дуги», электрическая, тепловая и эффективная тепловая мощность процесса электрической сварки плавлением?
20 Что понимается под коэффициентом плавления, наплавки, и потери металла на угар и разбрызгивание? Укажите факторы, влияющие на эти показатели.
Задача 21-30. Определите массу наплавленного металла при ручной дуговой сварке по данным таблицы 1.
Таблица 1
Номер задачи
Марка
электрода
Диаметр
электрода, мм
Время горения дуги, ч
21
АНО-1
6,0
0,9
22
УОНИ-13/45
5,0
0,5
23
АНО-4
4,0
0,8
24
ОЗС-3
3,0
0,4
25
УП-2/559
2,0
0,7
26
ЦЛ-14
4,0
0,4
27
НЖ-13
2,5
0,6
28
ЗИО-3
6,0
0,5
29
УОНИ-13/55
3,0
0,8
30
УП-2/459
5,0
1,0
Методические рекомендации к решению задач 21-30
1 По литературным данным установите и укажите: тип электрода, характер покрытия, назначение, величину коэффициента наплавки, силу сварочного тока, рекомендованную для заданного диаметра электрода.
2 Определите количество наплавленного металла по формуле:
13 EMBED Equation.DSMT4 1415, (1)
где mн.м. – масса наплавленного металла, г;
·н – коэффициент наплавки, показывающий, сколько металла
с плавящегося электрода под действием сварочного
тока 1 А перейдет на основной материал (металл) в
единицу времени, г/Ач;
Iсв – сила сварочного тока, А;
tо – время горения дуги, ч.
Литература: [32], с. 56-59
31 Стальная сварочная проволока: ГОСТ, классификация, назначение, виды, пример условного обозначения
32 Порошковые проволоки и ленты: конструкции, типы, особенности применения
33 Неплавящиеся электродные стержни: виды, особенности, применения, маркировка
34 Перечислите основные функции материалов электродных покрытий, виды покрытий, требования, предъявляемые к средне- и толстопокрытым электродам.
35 Укажите ГОСТы на электроды для сварки и наплавки. Классифицируйте указанные электроды по назначению.
Задания 36-57. Расшифруйте условные обозначения электродов для дуговой сварки сталей (таблица 2).
Необходимо: указать тип и марку электрода; расшифровать тип электрода; указать диаметр электрода; определить назначение электрода; указать толщину покрытия; определить вид покрытия; определить допустимое пространственное положение и требования электропитания дуги при сварке указанными электродами.
Таблица 2
Номер
задачи
Условные
обозначения
Номер
задачи
Условные
обозначения
По ГОСТ 9466-75 и
ГОСТ 9467-75
По ГОСТ 9466-75 и
ГОСТ 10052-75
36
Э42А-СМ-11-5,0-УД
Е-43-2/3Б16
47
Э-02Х21Н10Г2-03Л-22-3,0-ВД
Е-2006-П10
Продолжение таблицы 2
Номер
задачи
Условные
обозначения
Номер
задачи
Условные
обозначения
По ГОСТ 9466-75 и
ГОСТ 9467-75
По ГОСТ 9466-75 и
ГОСТ 10052-75
37
Э-09Х1МФ-ЦЛ-39-2,5ТДЕ-06-Б20
48
Э-04Х20Н9-0ЗЛ-36-4,0-ВГ
Е-2006-РБ20
38
Э100-ОЗШ-1-2,5-ЛД
Е-13Г1ХМ-0-5,20
49
Э-07Х20Н9-0ЗЛ-8-3,0-ВД
Е-2004-Б20
39
Э-09ХМ-ОЗС-11-4,0-ТСЕ-03-РБ23
50
Э-09ХТ9Н1ОГ2М2Б-НЖ-13-3,0-ВОЕ-2005-Б20
40
Э60-ВСЦ-60-5,0-ЛС
Е-11ГНМ-3-Ц14
51
Э-10Х25Н13Г2-03Л-6-5,0-ВД
Е-2975-Б20
41
Э42-ОЗС-23-2,0УГ
Е/41-0-Р23
52
Э-1ОХ20Н9Г6С-НИИ-48Г-4,0-ВСЕ-0050-Б10
42
Э-09Х1МФ-ЦЛ-39-2,5-ТСЕ-06-Б20
53
Э28Х24Н16Г6-ОЗЛ-9А-2,5-ВД
Е-097-ПБ20
43
Э46-МР-3-5,0-УД
Е-43-1/3/-РБ23
54
Э-12Х24Н1402-ОЗЛ-5-5,0-ВС
Е-0075-П10
44
Э-09Х1МФ-ТМЛ-ЗУ-4,0-ТГ Е-06-Р20
55
Э-08Х20Н9Г2Б-ОЗЛ-7-2,5-ВГ
Е-2005-Б20
45
Э46А-ОЗС-22Р-6,0-УДЕ-43-2/3/-БРЖ14
56
Э04Х20Н9-ОЗЛ-14А-3,0-ВС
Е-2006-Р20
46
Э50А-УП-2/55У-
·4-УДЕ-522016-Б10
57
Э03Х23Н27МЗДГ2Б-ОЗЛ-17У-
·3-ВДЕ-2006-Б20
Методические рекомендации к решению заданий типа 36-57
Решение заданий предусматривает значение требований ГОСТ 9466-75, ГОСТ 9467-75, ГОСТ 10052-75 в частности обозначений типов электродов, видов электродных покрытий и структурной схемы обозначения электродов.
Литература: [32], с. 82-97
Пример решения заданий типа 36-57
Необходимо по условным обозначениям электродов для дуговой сварки сталей:
Э42А-УОНИ-13/45-5,0-УД ГОСТ 9466-75, ГОСТ 9467-75,
Е 41 2/5/-Б20
Э-02Х21Н10Г2-03Л-22-3,0-ВД ГОСТ 9466-75, ГОСТ 10052-75,
Е-2006-П10
указать тип марку электрода;
расшифровать тип электрод;
указать диаметр электрода;
определить назначение электрода;
указать толщину покрытия;
определить вид покрытия;
определить допустимое пространственное положение и требования к электропитанию дуги при сварке указанными электродами.
1 Э42А-УОНИ-13/45-5,0-УД ГОСТ 9466-75, ГОСТ 9467-75
Е 41 2/5/-Б20
Электрод типа Э42А марки УОНИ-13/45.
Тип электрода Э42А устанавливается по ГОСТ 9467-75, где Э – металлический покрытый электрод для ручной дуговой сварки, 42 – минимальное временное сопротивление наплавленного металла (420 МПа), А – электрод данного типа обеспечивает более высокие пластические свойства наплавленного металла.
5,0 – диаметр электрода, мм.
У – указывает назначение электрода. Данный электрод предназначен для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением 13 EMBED Equation.3 1415 Д – обозначение толщины покрытия – толстое (1,145·1.80).
Е-41 2/5/ — группа индексов характеризующая металл шва: 13 EMBED Equation.3 1415 — 410 Н/мм2;
·s – 22%; Тх — 40
·С.
Б – обозначение вида покрытия – основное.
2 – допустимое пространственное положение электрода при сварке. Электрод с покрытием этого типа применяется для сварки во всех пространственных положениях кроме вертикального – сверху вниз.
О – требование к электропитанию дуги. Электрод с покрытием этого вида применяется для сварки на постоянном токе обратной полярности.
2 Э-02Х21Н10Г2-03Л-22-3,0-ВД ГОСТ 9466-75, ГОСТ 10052-75,
Е-2006-П10
Рекомендация: расшифровку данного электрода необходимо вести в той же последовательности с учетом требований ГОСТ 10052-75 в части обозначения типа электрода.
58 Перечислите требования, предъявляемые к сварочным флюсам (ГОСТ, регламентирующий указанные требования, классификацию флюсов).
59 Указать, какие защитные газы применяются при сварке плавлением (перечислите их ГОСТы). Каковы их физические свойства? Принятая система окраски и маркировки баллонов для защитных газов
60 Назовите основные причины, вызывающие изменения химического состава металла шва.
61 Каким образом влияет попавший в шов кислород, водород и азот на качество сварного шва?
62 Осаждающее и диффузионное раскисление
63 Рафинирование металла шва
64 Металлургические процессы при сварке электродами с покрытием основного вида
65 Каковы особенности металлургических процессов при сварке под флюсом?
66 Каковы особенности металлургических процессов при сварке в защитных газах (инертных, активных)?
67 Опишите процесс кристаллизации металла шва и околошовной зоны (приведите схему).
68 Укажите причины возникновения горячих и холодных трещин в сварных соединениях, меры предупреждения их образования.
69 Укажите причины возникновения пор в сварных соединениях, меры предупреждения их образования.
70 В чем заключается коррозия сварных соединений? Укажите меры повышения коррозионной стойкости сварных швов.
71 Дайте определение понятий: сварное соединение, сварной шов, кромка, угол скоса кромки, притупление, зазор.
72 Классифицируйте типы сварных швов по виду соединений, по форме подготовки кромок и методу заполнения (приведите эскизы указанных швов).
73 Классифицируйте типы сварных швов по форме наружной поверхности, по положению шва в пространстве в момент их выполнения, по протяженности, по характеру выполнения (приведите эскизы указанных швов).
74 В чем заключается особенность методики определения площади сечения металла шва и количества проходов наплавленного металла?
75 Классификация и обозначения сварных соединений
76 Типы сварных соединений – стыковые, угловые, тавровые, нахлесточные, их характеристика
77 Укажите подготовку кромок для различных типов сварных соединений.
78 Обозначение сварных соединений на чертежах. Приведите примеры.
79 Понятие о сварочных напряжениях и деформациях; влияние их на качество сварных конструкций и соединений
80 Меры борьбы со сварочными напряжениями и деформациями
81 Перечислите возможные способы зажигания дуги и перемещения конца электрода при ручной дуговой сварке (приведите эскизы видов перемещения).
82 Укажите способы выполнения швов при ручной дуговой сварке в зависимости от их длины и толщины свариваемого металла (приведите эскизы швов).
83 Каковы особенности сварки швов в положениях, отличных от нижнего?
84 Укажите пути уменьшения основного времени сварки.
Задача 85-94. Рассчитать параметры режима ручной дуговой сварки для стыкового соединения по данным таблицы 3.
Таблица 3
Номер задачи
Толщина свариваемых деталей, мм
Площадь наплавленного металла, Fн, мм2
Коэффициент наплавки
·н, г/Ач
Положение в пространстве
85
40,0
360
15,0
Нижнее
86
3,0
5
7,8
Горизонтальное
87
16,0
150
10,0
Вертикальное
88
4,0
22
8,0
Потолочное
89
18,0
200
13,5
Нижнее
90
8,0
35
10,5
Горизонтальное
91
18,0
110
14,5
Вертикальное
92
6,0
30
7,8
Потолочное
93
20,0
200
9,0
Нижнее
94
10,0
100
9,5
Горизонтальное
Методические рекомендации решению задач 85-94
Решение задач предусматривает определение параметров режима ручной дуговой сварки, а именно: диаметра электрода dэ, силы сварочного тока Iсв, скорости перемещения электрода вдоль шва (скорости сварки) Vсв, количество проходов n.
При определении параметров режима сварки необходимо помнить, что сварка швов в положениях, отличных от нижнего, имеет ряд особенностей как в технике исполнения, так и в определении параметров. Сварка вертикальных и горизонтальных швов ведется диаметром электрода не более 4-5 мм, а сварочный ток должен быть снижен на 15-20% по сравнению с нижней сваркой. Сварку потолочных швов выполняют диаметром электрода не более 4 мм, сварочным током на 20-25% меньше, чем при нижней сварке. Все расчетные формулы приведены для сварки швов в нижнем положении.
1 Диаметр электрода dэ при ручной дуговой сварке выбирается в зависимости от толщины свариваемых деталей по таблице 4 и с учетом пространственного расположения шва.
При ручной сварке многопроходных швов первый проход выполняется электродом диаметром 3-4 мм, так как применение электродов большего диаметра затрудняет провар корня шва.
Таблица 4
Толщина свариваемого металла, мм
1,5-2,0
3,0
4,0-8,0
9,0-12,0
13,0-15,0
16 и
более
Диаметр электродной проволоки, мм
1,6-2,0
3,0
4,0
4,0-5,0
5,0
6,0
2 При определении числа проходов n следует учитывать, что сечение первого прохода не должно превышать 30-35 мм2 (площадь сечения шва рассматривается только как площадь наплавленного металла) и может быть определена по формуле:
13 EMBED Equation.DSMT4 1415 (2)
а последующих проходов по формуле:
13 EMBED Equation.DSMT4 1415, (3)
где F1 – площадь поперечного сечения первого прохода, мм2;
Fn – площадь поперечного сечения последующих проходов,
мм2.
Зная площадь сечения сварного шва Ан, площадь поперечного сечения первого и последующих проходов, можем определить общее число проходов:
13 EMBED Equation.3 1415 (4)
Рекомендация: определите площадь поперечного сечения первого прохода, сравните его с площадью наплавленного металла, заданного в условии задачи. Если площадь металла, наплавленного на первый проход, меньше заданной, то это значит, что сварку следует вести за несколько проходов. Тогда рассчитайте площадь поперечного сечения последующих проходов и определите число проходов.
3 Сила сварочного тока определяется по формуле 5 настоящих методических указаний. При этом необходимо помнить о количестве проходов и о том, что сварка первого прохода выполняется всегда электродами меньшего диаметра, чем сварка последующих проходов. Следовательно, значение сварочного тока необходимо рассчитывать для первого и последующих проходов с учетом определенных значений диаметров электрода. Для приближенных подсчетов сварочный ток может быть определен по эмпирической формуле:
13 EMBED Equation.DSMT4 1415, (5)
где d – диаметр стержня электрода, мм;
k – коэффициент, принимаемый в зависимости от диаметра
электрода.
d, мм …… 1-2 3-4 5-6
k, А/мм 25-30 30-45 45-60
4 Скорость сварки Vсв, выполненной за один проход, определяется по формуле:
13 EMBED Equation.3 1415, (6)
где Vcв – скорость сварки (скорость передвижения дуги), м/ч;
·н – коэффициент наплавки, г/Ач;
Iсв – сварочный ток, А;
· – плотность наплавленного металла, г/см3;
Fн.м. – площадь поперечного сечения наплавленного металла за
один проход, см2;
100 – количество сантиметров в метре сварного шва.
Внимание! При проведении расчетов не забудьте перевести площадь наплавленного металла, заданную в мм2, в см2.
5 Напряжение на дуге Uд при ручной дуговой сварке изменяется в пределах 20-36 В и при проектировании технологических процессов ручной дуговой сварки не регламентируется.
Литература: [32], с. 209-212
95 Технологические особенности автоматической и полуавтоматической сварки под флюсом; факторы, способствующие повышению производительности процесса сварки и качеству сварных соединений
96 Назовите технологические способы выполнения стыковых соединений односторонней автоматической сварки под флюсом. Перечислите требования к сборке под сварку указанных соединений, приведите схемы сварки, дайте краткое описание.
97 Назовите технологические способы выполнения стыковых соединений двусторонней автоматической сваркой под флюсом. Перечислите требования к сборке под сварку указанных соединений, приведите схемы сварки, дайте краткое описание.
98 Назовите технологические способы выполнения автоматической сваркой под флюсом угловых швов. Перечислите требования к сборке под сварку указанных соединений, приведите схемы сварки, дайте краткое описание.
99 Какие существуют меры предупреждения протекания жидкого металла и шлака в зазоры при сварке под флюсом стыковых и угловых швов (приведите схемы и дайте краткое описание)?
100 Особенности применения и техника механизированной сварки под флюсом
Задача 101-110. Рассчитать параметры режима сварки под флюсом для сварного соединения по данным таблицы 5. Указать тип соединения, привести его эскиз в соответствии с ГОСТ 8713-79.
Таблица 5
Номер
задачи
Вид соединения
Толщина
металла, мм
Выполнение шва
101
Нахлесточное
8,0
Одностороннее
102
Тавровое
10,0
Двустороннее
103
Тавровое
14,0
Одностороннее
104
Стыковое
20,0
Двустороннее
105
Нахлесточное
6,0
Одностороннее
106
Тавровое
10,0
Одностороннее
107
Стыковое
18,0
Двустороннее
108
Нахлесточное
10,0
Одностороннее
109
Тавровое
5,0
Одностороннее
110
Стыковое
8,0
Одностороннее
Методические рекомендации к решению задач типа 101-110
Решение задач предусматривает определение параметров режима автоматической сварки под флюсом, а именно: силы сварочного тока Iсв, напряжение на дуге Uд, скорости перемещения дуги (скорости сварки) Vсв, диаметра электрода dэ, и скорости подачи сварочной проволоки.
Расчет режима сварки производится всегда для конкретных случаев, когда известен тип соединения и все данные по шву и технологическому процессу. Поэтому до начала расчета, в соответствии с заданием по рекомендациям ГОСТ 8713-79, следует установить вид соединения, его форму, размеры и изобразить их в натуральную величину или в масштабе с сохранением оптимальных размеров по глубине провара h, ширину шва е, высоте усиления q, площади сечения наплавленного металла однопроходного шва или отдельных проходов Fн и общую площадь многопроходного шва FM. При этом необходимо помнить, что максимальное сечение однопроходного автоматного шва обычно не должно превышать 100 мм2.
Расчет основных параметров режима сварки рекомендуется проводить в следующей последовательности:
1 В тетради в натуральную величину или в определенном масштабе вычеркивается сварное соединение, которое требуется сварить. На чертеж наносят контуры сечения шва, свариваемых кромок в соответствии с ГОСТ 8713-79 и проставляются буквенные обозначения размеров (пример смотрите рисунок 1). Ниже чертежа приводятся численные значения размеров.
2.1 Методика расчета режимов автоматической сварки стыковых швов.
1 Глубина провара h при стыковой сварке находится в прямой зависимости от сварочного тока Iсв и это может быть выражено уравнением:
13 EMBED Equation.DSMT4 1415, (7)
где h – расчетная глубина проплавления, мм;
k – коэффициент пропорциональности (мм/100 А), зависящие
от рода и полярности, диаметра электрода и марки флюса,
значение которого колеблется в пределах от 1,0 до
2,0 мм/100 А.
Следовательно, сила сварочного тока для стыкового соединения может быть определена по формуле:
13 EMBED Equation.DSMT4 1415 (8)
Глубина провара h при однопроходной односторонней стыковой сварке принимается равной толщине свариваемых деталей S:
13 EMBED Equation.DSMT4 141513 EMBED Equation.DSMT4 1415 (9)
при двусторонней сварке (сборка без зазора, без разделки кромок свариваемых деталей):
13 EMBED Equation.DSMT4 1415 (10)
Площадь наплавленного металла Fн определяется как сумма площадей элементарных геометрических фигур, их составляющих (смотрите 28, с. 157-158; 29, с. 183-184). Тогда площадь сечения одностороннего стыкового шва, выполненного без зазора, можно определить по формуле:
13 EMBED Equation.DSMT4 1415 (11)
а при наличии зазора в соединении по формуле
13 EMBED Equation.DSMT4 1415 (12)
Стыкового двустороннего шва с V – образной разделкой или подваркой корня шва (рисунок 1) по формуле:
13 EMBED Equation.DSMT4 1415 (13)
Рисунок 1
а при одностыковой сварке с V – образной разделкой одной кромки по формуле:
13 EMBED Equation.3 1415 (14)
2 При определении
· электродной проволоки следует помнить, что связь силы тока, диаметра электрода, допустимой плотности тока выражается зависимостью:
13 EMBED Equation.3 1415, (15)
где Fэ – площадь поперечного сечения электродной проволоки,
мм2;
i – допустимая плотность тока, А/мм2/.
Таблица 6
Вид сварки:
dэ, мм
1,6-2
3
4
5
6
Ручная
13-20
10-16
9-13,5
8,5-12,5
Автоматическая и п/автоматическая
65-200
45-90
35-60
30-50
Плотность тока зависит от диаметра электрода (смотрите таблицу 6), поэтому для определения его примерного значения пользуются усредненной плотностью тока iср = 50 А/мм2. Таким образом, примерное значение диаметра dэ электрода можно определить по формуле:
13 EMBED Equation.3 1415 (16)
Округлив примерный диаметр электрода до размеров, предусмотренных стандартом, получаем фактический диаметр электрода dэ.
Чтобы убедиться в правильности принятого решения определяем фактическую плотность тока:
13 EMBED Equation.3 1415 (17)
Если полученное значение входит в диапазон допустимых токов для данного диаметра проволоки (смотрите таблицу 6), то решение принято верно.
3 Скорость сварки Vсв для механизированных способов сварки под флюсом определяем по формуле 10 настоящих методических указаний, т.е. аналогично ручной дуговой сварки.
Коэффициент наплавки
·н для автоматической сварки под флюсом можно определить по методике, изложенной в литературе [28], с. 185 или принять равным 12 г/Ач (обратная полярность постоянного тока).
4 Скорость подачи электродной проволоки определяется по формуле:
13 EMBED Equation.3 1415, (18)
где Vэ – скорость подачи электродной проволоки, м/ч;
Fн – площадь наплавленного металла за один проход, мм2;
Fэ – площадь поперечного сечения электродной проволоки,
мм2;
Vсв – скорость сварки, м/ч.
Площадь поперечного сечения электродной проволоки рассчитывается по формуле:
13 EMBED Equation.3 1415 (19)
5 Напряжение на дуге для стыковых соединений применяется в пределах 32-40В.
2.2 Методика расчета режимов автоматической и механизированной сварки угловых швов.
При выборе методики расчета режимов сварки необходимо помнить, что тавровые, угловые и нахлесточные соединения свариваются угловыми швами, которые имеют некоторые особенности формировании по сравнению со стыковыми швами, а именно угловые швы удовлетворительно формируются на режимах, при которых плотность тока в электроде принимается в пределах средних значений, указанных в таблице 4 настоящих методических указаний. Основным конструктивным элементом данных швов является катет шва К. Для толщины до 8 мм обычно К= S , для толщины более 8 мм К= 0,6S.
Расчет режима сварки угловых швов ведется в следующей последовательности:
1 Зная катет шва (указывается в чертеже конструктором), определяем площадь поперечного сечения для шва без выпуклости:
13 EMBED Equation.3 1415 (20)
2 Выбираем диаметр электрода, имея в виду, что угловые швы с катетом 3-4 мм можно получить при использовании электродной проволоки
· = 2 мм при сварке электродной проволоки
· = 4-5 мм минимальный катет составляет 5-6 мм. Сварочную проволоку диаметром больше 5 мм, не обеспечивающую провар вершины углового шва, применять не следует.
3 Для принятого диаметра электрода по таблице 6 настоящих методических указаний подбираем плотность тока на электроде и определяем сварочный ток по формуле 13.
4 Расчет скорости сварки Vсв, скорости подачи электродной проволоки Vэ ведется как для стыковых соединений.
5 Напряжение на дуге Uд для угловых швов применяется равным 28-36 В.
Литература: [3]; [32], с. 183-192
111 Укажите технологические особенности электрошлаковой сварки, преимущества и недостатки ее применения (приведите схему процесса).
112 Какие величины составляют режим электрошлаковой сварки? Условия формирования сварного шва при электрошлаковой сварке
113 Перечислите возможные способы сварки в защитных газах, укажите на их технологические особенности (приведите схемы процессов).
114 Перечислите основные элементы схемы поста для сварки в углекислом газе. Укажите назначение элементов схемы.
115 В чем выражается особенность автоматической сварки в углекислом газе с принудительным формированием шва (приведите схему процесса)?
Задача 116-125. По данным таблицы 7 определите параметры режима сварки в среде защитных газов.
Таблица 7
Номер задачи
Марка
материала
Толщина материала, мм
Защитный газ
Способ
сварки
Вид шва
116
14ХГС
4,0
СО2
Механизированная
Угловой
117
В Ст3пс
10,0
СО2
Механизированная
Стыковой
118
МО
3,0
Аргон
Ручная
Стыковой
119
Амц
8,0
Аргон
Автоматическая
Стыковой
120
ЗОХГСА
3,0
СО2
Автоматическая
Угловой
121
АМ 6
3,0
Аргон
Ручная
Стыковой
122
М1
4,0
Азот
Ручная
Стыковой
123
09Г2
5,0
СО2
Автоматическая
Стыковой
124
12Х18Н10Т
3,0
СО2
Автоматическая
Стыковой
125
10ХНСД
6,0
СО2
Автоматическая
Стыковой
Методические рекомендации к решению задач типа 116-125
Решение задач предусматривает определение параметров режима сварки в среде защитных газов, а именно: наименование, стандарт, сорт защитного газа, марку электродной (присадочной) проволоки,
· электрода dэ, силы сварочного тока Iсв, напряжение на дуге Uд, скорость перемещения дуги (скорость сварки) Vсв, расход защитного газа.
В связи с отсутствием расчетной методики определения режима сварки в среде защитных газов режимы подбираются на основании данных, приведенных в справочниках и специальной литературе.
Литература: [32], с. 279-282; [35], с. 226-241
Пример решения задачи типа 116-125
Определить параметры режима механизированной сварки в углекислом газе для углового соединения стали 15ХСНД толщиной 3 мм.
Решение. Сталь 15ХСНД ГОСТ 19281-73 – низколегированная конструкционная сталь. Для ее сварки в защитных газах в основном применяют полуавтоматическую сварку в углекислом газе (ГОСТ 8050-85 1 сорт) с использованием сварочной проволоки Св-08Г2С. сварка ведется постоянным током обратной полярности.
В виду отсутствия методики расчета параметра режима сварки в среде защитных газов пользуемся экспериментальными данными, приведенными в [31, таблица 105; 32, таблица 124].
Параметры режима механизированной сварки в углекислом газе углового соединения стали 15ХСНД при толщине металла 3 мм следующие:
1 Диаметр электродной проволоки dэ = 1,2 мм.
2 Катет шва К = 2-4 мм.
3 Сила сварочного тока Iсв = 90-130 А.
4 Напряжение на дуге Uд = 19-21 В.
5 Скорость сварки Vсв = 14-16 м/ч.
6 Расход углекислого газа 8-10 л/мин.
126 Эквивалент углерода, его значения. Определение температуры
127 Принципиальная технология сварки двухслойных сталей
128 Наплавка твердых сплавов
129 Особенности сварки чугуна. Основные способы сварки, условия получения качественного соединения (исключение отбела)
130 Основные трудности при сварке алюминия. Способ разрушения и удаления оксидной пленки
131 Основные способы сварки алюминия
132 Преимущества титановых сплавов и основные трудности при сварке. Условия получения качественных соединений
133 Способы сварки титана и его сплавов
134 Основные трудности при сварке меди; требования к основному металлу
135 Способы сварки меди и ее сплавов
136 Воздушно-дуговая резка и строжка
137 Плазменная резка. Назначение, область применения
138 Лазерная резка. Назначение, область применения
139 Особенности подводной сварки и резки
140 Преимущества и технологические особенности лазерной сварки
141 Сварка в космосе. Особенности сварки
Таблица 8 – Варианты заданий на домашнюю контрольную работу по учебной дисциплине «Технология
сварки плавлением»
Предпоследняя цифра шифра
Последняя цифра шифра
0
1
2
3
4
5
0
1 21 85
36 141
2 22 86
37 140
3 23 87
38 139
4 24 88
39 138
5 25 89
40 137
6 26 90
41 136
1
11 27 101
42 130
12 28 102
43 129
13 29 103
44 128
14 30 104
45 127
15 36 105
21 126
16 37 106
99 125
2
31 38 115
27 101
32 39 116
28 99
33 40 117
29 98
34 41 118
30 97
35 42 119
21 96
58 43 120
22 95
3
63 44 85
27 80
64 45 86
28 79
65 46 87
29 78
67 47 88
30 77
68 48 89
21 76
69 49 90
22 75
4
74 50 91
27 3
75 51 92
28 4
76 52 93
29 5
77 53 94
30 6
78 54 101
21 7
79 55 102
22 8
5
84 56 103
27 13
95 57 104
28 14
96 21 105
36 15
97 22 106
37 16
98 23 107
38 17
99 24 108
39 18
6
114 25 109
19 40
26 125 111
41 20
27 126 116
42 31
28 127 116
43 32
29 128 117
43 33
30 129 118
45 34
7
134 36 119
21 35
115 37 120
22 58
136 38 121
23 59
137 39 122
24 60
138 40 123
25 61
139 41 124
26 62
8
3 42 91
27 68
4 43 92
28 66
5 44 93
29 65
6 45 94
30 64
7 46 101
21 63
8 47 102
22 62
9
9 48 85
23 61
10 49 86
24 60
11 50 87
25 59
12 51 88
26 58
13 52 89
27 35
14 53 90
28 34
Продолжение таблицы 8
Предпоследняя цифра шифра
Последняя цифра шифра
6
7
8
9
0
7 54 91
21 107
8 55 92
134 102
9 56 93
132 103
10 57 94
131 116
1
17 36 107
23 114
18 37 108
24 113
19 38 109
25 112
20 39 110
26 111
2
59 40 121
23 84
60 41 122
24 83
61 42 123
25 82
62 43 124
81 26
3
70 44 103
23 140
71 45 104
24 138
72 46 105
25 1
73 47 106
26 2
4
80 48 107
23 9
81 49 108
24 10
82 50 109
25 11
83 51 110
26 12
5
101 52 115
23 63
111 53 116
24 64
110 54 17
25 65
113 55 118
26 66
6
130 56 119
21 1
131 57 120
22 2
132 21 121
3 46
133 22 122
4 47
7
140 23 123
48 5
141 24 124
49 6
1 25 101
50 72
2 26 102
51 71
8
15 27 103
52 70
16 28 104
53 69
17 29 105
54 66
18 30 106
55 67
9
19 21 107
56 95
20 22 108
57 33
1 23 109
36 11
2 24 110
37 125
13 PAGE \* MERGEFORMAT 144415
13PAGE 14115
13PAGE 14115
13PAGE 14115
«LNP
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
·
Контрольно-измерительный материал по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)) | Учебно-методический материал:
Контрольно-измерительные материалы
федеральное казенное профессиональное образовательное учреждение № 79
Федеральной службы исполнения наказаний
Разработал: преподаватель Д.Н. Матюхов
Тула 2020
Пояснительная записка
к контрольно-измерительным материалам
по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
Контрольно-измерительные материалы (далее – КИМ) подготовлены для обучающихся с целью оценки соответствия их подготовки в организации, осуществляющей образовательную деятельность по имеющей государственную аккредитацию образовательной программе 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)), требованиям федерального государственного образовательного стандарта по профессии среднего профессионального образования 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)),утвержденного приказом Министерства образования и науки РФ от 29 января 2016 г. № 50, зарегистрированного в Минюсте РФ 24 февраля 2016 г. Регистрационный № 41197) (далее – ФГОС).
Настоящие КИМ направлены на оценку подготовки обучающихся к предусмотренной ФГОС деятельности по ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящим покрытым электродом в результате изучения ими междисциплинарного курса МДК.02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами, входящего в состав профессионального модуля ПМ.02 Ручная дуговая сварка (наплавка, резка) плавящим покрытым электродом.
В соответствии с ФГОС изучение междисциплинарного курса МДК.02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами направлено на овладение обучающимися следующими профессиональными компетенциями:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва.
ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей.
ПК 2.4. Выполнять дуговую резку различных деталей.
В этой связи структура КИМ и содержание его заданий направлены на выявление уровня овладения обучающимися указанными компетенциями. КИМ состоит из 2 частей: тест и практическая часть.
Тест содержит 24 задания различной сложности.
Первая часть (А) теста включает 22 задания базового уровня сложности. Данные задания направлены на выявление сформированности полученных в ходе изучения междисциплинарного курса базовых знаний, соответствующих заданным стандартом компетенциям. Каждое тестовое задание данной части содержит 3 варианта ответов, один из которых является правильным.
Вторая часть (В) теста состоит из 2 заданий повышенного уровня сложности. Данные задания направлены на выявление усвоения основных алгоритмов профессиональной деятельности, соответствующих заданным стандартом компетенциям.
Практическая часть (С) состоит из одного задания.
Данные задания направлены на выявление уровня сформированности опыта практической деятельности, соответствующего заданным стандартом компетенциям, и выполняются в результате смоделированной ситуации.
Расчетное время выполнения теста и практических заданий без учета времени предварительного инструктажа 60 минут.
ФИО________________________________________________________________________________
Группа ________________________________ № (по списку)_________________________________
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Вариант 1
1. Какие основные процессы протекают при ручной электродуговой сварке покрытым электродом?
1) Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
2) Расплавление металлического стержня, покрытия электрода и основного металла.
3) Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
2. Как называется сварное соединение, если свариваемые детали лежат под углом друг к другу и соприкасаются торцами?
1) Угловым.
2) Стыковым.
3) Тавровым.
3. Номинальный сварочный ток и напряжение источника питания – это:
1) максимальный ток и напряжение, которые может обеспечить источник.
2) напряжение и ток сети, к которой подключен источник питания.
3) ток и напряжение, на которые рассчитан нормально работающий источник.
4. Какие основные параметры характеризуют режим ручной дуговой сварки?
1) Род тока, полярность, толщина свариваемого металла.
2) Величина сварочного тока, диаметр электрода, род тока и полярность.
3) Напряжение на дуге, марка свариваемого металла.
5. Какие зоны различают при горении дуги?
1) Катодную, анодную, центральную области дуги.
2) Зоны эмиссии, ионизации и деионизации.
3) Столб дуги, анодная и катодная области дуги.
6. Как влияет длина дуги на устойчивость ее горения?
1) С увеличением длины дуги устойчивость горения увеличивается.
2) Не оказывает практического влияния.
3) С увеличением длины дуги устойчивость горения снижается.
7. При ручной сварке повышение напряжения дуги приводит:
1) К снижению сварочного тока.
2) К повышению сварочного тока.
3) Ток не изменяется.
8. Выбор силы сварочного тока зависит от:
1) Марки стали и положения сварки в пространстве.
2) Толщины металла, диаметра электрода, марки стали и положения в пространстве.
3) Диаметра электрода, марки стали детали и положения сварки в пространстве.
9. Какую полярность дуги называют прямой?
1) На электроде плюс, на изделии минус.
2) Переменное изменение полярности на электроде и изделии.
3) На электроде минус, на изделии плюс.
10. Выбор типа, марки электрода зависит от:
1) Диаметра электрода.
2) Толщины покрытия.
3) Марки свариваемого металла.
11. Что нужно сделать с силой тока для сварки в горизонтальном положении?
1) Увеличить.
2) Уменьшить.
3) Оставить прежним.
12. Что обозначает в маркировке типов электродов буква А, например, Э-42А?
1) Повышенные свойства наплавленного металла.
2) Пониженное содержание углерода.
3) Пониженное содержание вредных примесей.
13. Какой буквой обозначаются электроды с тонким покрытием?
1) С
2) Д
3) М
14. Покрытые электроды перед работой необходимо:
1) Просушить на батареях отопления.
2) Просушить в сушильных шкафах.
3) Прокалить в электропечах.
15. Выберите тип электрода для сварки углеродистых сталей.
1) Э-150
2) Э-46
3) Э-80
16. Для какого класса сталей применяют при сварке электроды типов Э- 50, Э-50А, Э-55, Э-60?
1) Для сварки высоколегированных сталей.
2) Для сварки углеродистых сталей.
3) Для сварки конструкционных сталей повышенной и высокой прочности.
17. Как влияет увеличение напряжения на размеры и форму шва?
1) Увеличивает глубину проплавления.
2) Увеличивает ширину шва.
3) Уменьшает ширину шва.
18. Какова роль легирующих элементов в электродном покрытии?
1) Снижают степень разбрызгивания жидкого металла.
2) Обеспечивают хорошую отделимость шлаковой корки.
3) Придают наплавленному металлу специальные свойства.
19. Как выполняется сварной шов на «проход»?
1) Деталь проваривается от одного края до другого без остановок.
2) Деталь проваривается от середины к краям.
3) Деталь проваривается участками (ступенями, длина которых равна длине при полном использовании одного электрода.
20. Какое основное отличие при сварке высокоуглеродистой стали от низко- и среднеуглеродистых сталей?
1) Сварка с минимальным тепловложением.
2) Обязательная закалка с нормализацией после сварки.
3) Обязательный предварительный и сопутствующий подогрев до (350-400) градусов Цельсия.
21. С какой целью выполняется притупление в корне разделки кромок?
1) Для обеспечения полного провара.
2) Для предотвращения вытекания из разделки кромок жидкого металла.
3) Для предотвращения прожога и обеспечения полного провара.
22. Укажите максимальное напряжение сети, к которому может подключаться сварочное оборудование.
1) Не более 220 В.
2) Не более 380 В.
3) Не более 660 В.
В1. На рисунке справа приведена электрическая схема трансформатора ТСК-500, слева дан перечень отдельных ее элементов.
Установите соответствие между элементами сварочного трансформатора и цифровой позиции рисунка.
а – первичная обмотка; 6
б – сердечник; 4
в – вторичная обмотка; 5
г – клеммы; 1
д – блок конденсаторов; 2
е – предохранители. 3
Запишите в таблицу выбранные цифры и внесите их в бланк тестирования.
В2. Установить соответствие в таблице: Подразделение сталей по свариваемости по эквиваленту углерода СЭ. К каждой позиции первого столбца обозначенную цифрой подберите соответствующую позицию из второго столбца, обозначенную буквой.
Свариваемость стали | Содержание углерода в стали |
1. удовлетворительная | А. До 0.25% |
2. хорошая | Б. более 0.5 % |
3. плохая | В. 0.25% -0.39% |
4. ограничено сваривающиеся | Г. 0.39% — 0.49% |
Запишите в таблицу выбранные цифры и внесите их в бланк тестирования.
А | Б | В | Г |
2 | 3 | 1 | 4 |
С1. Перечислите последовательность операций, которые необходимо выполнить при сварке встык двух пластин без разделки кромок двусторонним швом.
1) заварить первый шов;
2) перевернуть пластины;
3) зачистить кромки;
4) выполнить сборку пластин;
5) заварить шов с обратной стороны.
ФИО________________________________________________________________________________
Группа ________________________________ № (по списку)_________________________________
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
Вариант 1I
1. Что такое ручная дуговая сварка покрытыми электродами?
1) Расплавление металлического электрода и основного металла теплом дуги.
2) Способ сварки, при котором дуга защищается газом, выделяющимся при расплавлении покрытого электрода.
3) Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную.
2. Укажите условные обозначения швов для ручной дуговой сварки?
1) С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; цифры после букв указывают метод и способ сварки.
2) С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; цифры после букв указывают методы и объем контроля.
3) С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; цифры после букв указывают условные обозначения шва сварных соединений по ГОСТ, ОСТ.
3. Зона термического влияния – это:
1) Участок основного металла, подвергшийся расплавлению.
2) Участок основного металла, не подвергшийся расплавлению, структура которого изменяется.
3) Участок основного металла, не подвергшийся расплавлению, структура которого не меняется.
4. Что не входит в дополнительные показатели режима сварки?
1) Угол наклона электрода.
2) Тип и марка электрода.
3) Напряжение.
5. При ручной дуговой сварке при горении дуги наибольшая температура наблюдается:
1) В катодной зоне.
2) В столбе дуги.
3) В анодной зоне.
6. Чем определяется мощность сварочной дуги?
1) Величиной тока и сопротивлением электрической цепи.
2) Величиной напряжения дуги и сопротивлением электрической цепи.
3) Величинами сварочного тока и напряжения дуги.
7. Как изменяется величина сварочного тока при увеличении длины дуги?
1) Увеличивается.
2) Уменьшается.
в) Не изменяется.
8. Какую полярность дуги называют обратной?
1) На электроде плюс, на изделии минус.
2) Переменное изменение полярности на электроде и изделии.
3) На электроде минус, на изделии плюс.
9. Укажите правильное подразделение электродов по типу покрытия по ГОСТ 9466?
1) Кислые, основные, целлюлозные и рутиловые покрытия.
2) Кремнесодержащие, марганцесодержащие и нейтральные покрытия.
3) Окислительные, восстановительные и пассивирующие покрытия.
10. В каком из перечисленных ниже ответов наиболее полно указано назначение электродного покрытия?
1) Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления металла.
2) Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва, улучшает формирование шва.
3) Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
11. При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнении со сваркой в нижнем положении должна быть:
1) Увеличена на 5-10%
2) Уменьшена на 5-10%
3) Не изменятся.
12. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет:
1) 15°- 20°
2) 30°- 45°
3) 60°
13. Что обозначает в маркировке электродов буква Э и цифры, следующие за ней?
1) Завод-изготовитель и номер покрытия.
2) Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм кв.
3) Марку электрода и номер разработки.
14. Какой буквой обозначаются электроды с основным покрытием?
1) А
2) Р
3) Б
15. С какой целью производят прокалку электродов?
1) Для удаления влаги из покрытия электродов.
2) Для повышения прочности металла сварного шва.
3) Для удаления серы и фосфора.
16. Для какого класса сталей применяют при сварке электроды типов Э-38, Э-42, Э-42А, Э-46, Э-46А?
1) Для сварки углеродистых сталей.
2) Для сварки теплоустойчивых низколегированных сталей.
3) Для сварки низколегированных конструкционных сталей.
17. Как осуществляется возбуждение сварочной дуги?
1) Твердым соприкосновением электрода с поверхностью заготовки.
2) Резким толчком заготовки электродом.
3) Постукиванием или легким касанием электрода по заготовке.
18. Как влияет уровень легирования стали на ее свариваемость?
1) Улучшается.
2) Ухудшается.
3) Остается без изменений.
19. Как выполняется обратноступенчатый сварной шов?
1) От центра (середины) детали к краям.
2) Участками (ступенями), длина которых равна длине при полном использовании одного электрода.
3) Длину шва разбивают на ступени и сварка каждой ступени производится в направлении, обратном общему направлению сварки.
20. Какой способ сварки труб применяется при неповоротном, недоступном положении?
1) Способ «в лодочку».
2) Способ «с козырьком».
3) С глубоким проваром.
21. Как выполняется сварка сталей, относящихся к первой группе свариваемости?
1) С соответствующими ограничениями, в узком интервале тепловых режимов и ограниченной температурой окружающего воздуха.
2) Без особых ограничений, в широком интервале тепловых режимов, независимо от температуры окружающего воздуха.
3) С предварительным или сопутствующим подогревом изделия.
22. Нужно ли менять светофильтры в зависимости от величины сварочного тока?
1) Менять при величине тока свыше 200 А.
2) По усмотрению сварщика.
3) Следует менять в любом случае.
В1. Установите соответствие между конструктивными элементами сварочного трансформатора типа ТС-500 и цифровой позиции рисунка.
5
4
3
6
2 7
1 8
9
а – механизм регулирования сварочного тока;
б – клеммы низкого напряжения;
в – подвижная катушка;
г – магнитопровод;
д – неподвижная катушка;
е – кожух;
ж – регулировочный винт;
з – клеммы высокого напряжения;
и – крышка.
Запишите в таблицу выбранные цифры и внесите их в бланк тестирования.
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
ж | е | з | и | а | б | в | г | д |
В2. Установите соответствие между представленными схемами сварочных дуг и их наименованием. К каждой позиции первого столбца подберите соответствующую позицию из второго столбца, обозначенную цифрой.
Наименование | Схема |
А – косвенного действия | 1 |
Б – прямого действия | 2 |
В – прямого действия двумя электродами при трехфазном токе | 3 |
Г – сжатая дуга | 4 |
Запишите в таблицу выбранные цифры и внесите их в бланк тестирования.
А | Б | В | Г |
2 | 1 | 3 | 4 |
С1. Перечислите последовательность операций, которые необходимо выполнить при сварке двух пластин встык с V–образным скосом кромок.
1) выполнить сборку пластин;
2) выполнить сварку;
3) проверить качество сварки;
4) зачистить поверхность шва;
5) зачистить кромки.
Эталон ответов для проверки результатов теста
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
МДК 02.01. Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами
№ вопроса | Вариант 1 | Вариант 2 |
1 | 2 | 3 |
2 | 1 | 3 |
3 | 3 | 2 |
4 | 2 | 3 |
5 | 3 | 2 |
6 | 3 | 3 |
7 | 1 | 2 |
8 | 3 | 1 |
9 | 3 | 1 |
10 | 3 | 2 |
11 | 2 | 2 |
12 | 1 | 1 |
13 | 3 | 2 |
14 | 3 | 3 |
15 | 2 | 1 |
16 | 3 | 1 |
17 | 2 | 3 |
18 | 3 | 2 |
19 | 1 | 3 |
20 | 3 | 2 |
21 | 3 | 2 |
22 | 2 | 3 |
В1 | 1Д; 2А; 3Г; 4Б; 5В; 6Е | 1Ж; 2Е; 3З; 4И; 5А; 6Б; 7В; 8Г; 9Д |
В2 | А2; Б3; В1; Г4 | А2; Б1; В3; Г4 |
Эталон ответов для проверки результатов теста части С
Вариант 1
С1.
1) зачистить кромки;
2) выполнить сборку пластин;
3) заварить первый шов;
4) перевернуть пластины;
5) заварить шов с обратной стороны.
Вариант 2
С1.
1) зачистить кромки;
2) выполнить сборку пластин;
3) выполнить сварку;
4) зачистить поверхность шва;
5) проверить качество сварки.
Критерии оценивания результатов теста
Вариант 1.
За каждое правильно выполненное тестовое задание первой части (А) ставится 1 балл.
За каждое правильно выполненное задание второй части (В) ставится 2 балла.
Выполнение заданий практической части (С) оценивается по следующим критериям:
Задание С1
№ | Критерии оценивания | Баллы |
Перечислите последовательность операций, которые необходимо выполнить при сварке встык двух пластин без разделки кромок двусторонним швом. 1) зачистить кромки; 2) выполнить сборку пластин; 3) заварить первый шов; 4) перевернуть пластины; 5) заварить шов с обратной стороны. | 5 | |
Ответ правильный и полный, включает в себя все пункты | 5 | |
В ответе допущена ошибка в одном из пунктов | 2 | |
В ответе допущена ошибка более чем в одном из пунктов | 0 | |
ИТОГО С1 | 5 | |
Максимальное количество баллов при выполнении заданий КИМ
№ | Типы заданий | Максимальное количество баллов |
1 | Задания первой части (А) | 22 |
2 | Задания второй части (В) | 4 |
3 | Задания практической части (С) | 5 |
Итого | 31 | |
Критерии оценивания результатов теста
Вариант 2.
За каждое правильно выполненное тестовое задание первой части (А) ставится 1 балл.
За каждое правильно выполненное задание второй части (В) ставится 2 балла.
Выполнение заданий практической части (С) оценивается по следующим критериям:
Задание С1
№ | Критерии оценивания | Баллы |
Перечислите последовательность операций, которые необходимо выполнить при сварке двух пластин встык с V–образным скосом кромок. 1) зачистить кромки; 2) выполнить сборку пластин; 3) выполнить сварку; 4) зачистить поверхность шва; 5) проверить качество сварки. | 5 | |
Ответ правильный и полный, включает в себя все пункты | 5 | |
В ответе допущена ошибка в одном из пунктов | 2 | |
В ответе допущена ошибка более чем в одном из пунктов | 0 | |
ИТОГО С1 | 5 | |
Максимальное количество баллов при выполнении заданий КИМ
№ | Типы заданий | Максимальное количество баллов |
1 | Задания первой части (А) | 22 |
2 | Задания второй части (В) | 4 |
3 | Задания практической части (С) | 5 |
Итого | 31 | |
Сварочные символы — разбивка
Давайте рассмотрим это. На первый взгляд символы сварки могут показаться сложными. Эта статья покажет вам, насколько их просто читать и следовать им.
Эти символы были разработаны Американским обществом сварщиков. Символы помогают торговцам во всем мире правильно выполнять сварочные проекты (а также кодировать). Символы универсальны, поэтому любая работа, которую вы можете получить в течение своей карьеры, будет использовать эти символы для своих чертежей.
Понимание сварочных символов имеет решающее значение для правильного изготовления проектов.Как только вы запомните символы и их значения, ваше мастерство в изготовлении непременно улучшится, и вы станете отличным фабрикантом.
Инженеры используют эти символы, чтобы донести свои конструкции до сварщиков. Если сварщики правильно выполнят сварные швы, конечный продукт будет соответствовать стандартам инженеров. AWS: Wikimedia Commons
Одним из наиболее важных символов сварки является угловой шов. Этот сварной шов является чрезвычайно распространенной практикой при изготовлении и полевых работах.Этот символ характеризуется прямоугольным треугольником, который представляет собой поперечную форму настоящего углового сварного шва.
Угловые швы обычно выполняются на стыке под углом 90 градусов двух перпендикулярных кусков металла. На диаграмме ниже показаны различные части углового шва.
Часто чертежи требуют определенных размеров угловых швов. Совершенствуя свои сварочные навыки, вы сможете выполнять эти различные размеры в зависимости от настроек вашего аппарата и скорости движения. При этом размер электродов тоже играет важную роль.Алюминий TIG
На схеме под этими пояснениями показаны 5 основных частей сварного шва.
1. Участок сварного шва обычно рассматривается как размер сварного шва. Чем больше размер, тем шире «ножка». Это часто требует более тяжелых электродов и более высоких ампер / вольт. Конструкционные сварные швы обычно требуют больших размеров опор, поскольку они выдерживают больший вес. Орнаментальные сварные швы обычно могут иметь меньшие ножки, поскольку они не выдерживают большого веса (т.е.е. поручни, знаки и т. д.)
2. Основание сварного шва рассматривается как начальное проникновение сварного шва в обе металлические детали. На стыке труб с «открытым корнем» корневой проход — это первый сварной шов, соединяющий трубы вместе. Самые прочные корневые швы будут иметь максимальное проплавление. Это означает, что сварной шов будет более устойчивым к трещинам и разрывам.
3. Лицевая сторона сварного шва — это внешняя поверхность сварного шва, видимая глазом. Это должно быть привлекательно визуально без дефектов.Такие проблемы, как пористость, будут видны на поверхности сварного шва. Это может привести к тому, что инспекторы не смогут выполнить сварной шов, поскольку есть небольшие отверстия, которые ослабляют прочность окончательного валика. Такие дефекты потребуют от сварщика шлифовки сварного шва и его повторной обработки.
4. Носок сварного шва — это место, где сварной шов встречается с основным металлом. Это должен быть плавный, плавный переход. Если вы обожжете сварной шов слишком сильно, это вызовет поднутрение на носке сварного шва. Поднутрение — это когда сварной шов врезается в основной металл и образует углубление.Это считается дефектом, поскольку он значительно ослабляет сварной шов.
5. Горловина сварного шва — это расстояние между лицевой стороной сварного шва и корнем сварного шва. Это в основном измерение глубины сварного шва. Горловина обычно должна быть такой же толщины, как и металлические детали, которые вы свариваете. Если вы свариваете сталь 1/4 дюйма, глубина горловины должна быть не менее 1/4 дюйма. Некоторые чертежи могут требовать меньшей или большей глубины горловины, в зависимости от расчетов инженеров.
визуальная схема 5 частей сварного шва Схема углового сварного шва: Wikimedia Commons
Таблица символов сварки — Проверить цену на AmazonНа плоской контрольной линии есть стрелка, указывающая на стык, который необходимо сварить.
Если символ сварного шва находится ниже линии, вы должны сваривать ту сторону соединения, на которую она указывает. Кроме того, если символ сварного шва находится над линией, противоположная сторона стыка должна быть приварена. Стрелку можно нарисовать под разными углами, но не вдавайтесь в подробности.
Разные руководители проектов будут рисовать стрелки под разными углами. Важная часть — вы понимаете, с какой стороны стык нужно приварить.Угловой сварной шов на стороне стрелки Угловой сварной шов 1/4 дюйма на другой стороне
Если на символе сварного шва есть флажок, это означает, что сварной шов необходимо выполнить в поле, т.е. место работы / снаружи. Отсутствие символа флага означает, что он будет сварен в цехе.
Кроме того, сварка вокруг определенного стыка обозначается кружком на стыке стрелки. Допустим, вы привариваете кусок трубы к пластине — сварной шов обычно необходимо обвести вокруг всей трубы, чтобы обеспечить надлежащее сплавление с пластиной.Значок круга означает, что сварной шов нужно проложить по всему периметру без каких-либо зазоров. Угловой шов в полевых условиях, повсюду
Обозначения сварных швов
Сварные швы характеризуются расстоянием между швами. Этот интервал также можно назвать «шагом». Эти стежки часто встречаются при сварке длинных кусков материала, поскольку непрерывная сварка не всегда необходима. Длинный непрерывный сварной шов может причинить больше вреда, потому что при таком большом тепловложении вероятность деформации становится намного выше.
Чем больше сварочных ходов вы нанесете на соединение, тем больше вероятность деформации стали. Такая схема нагрева / охлаждения приводит к изгибу и усадке металла.
Допустим, у вас есть 10-футовый уголок, приваренный к пластине. В цехе требуются сварные швы диаметром 5 дюймов с расстоянием 10 дюймов. Сначала всегда указывается длина сварного шва. На втором месте указывается расстояние между сварными швами. Итак, справа от символа сварного шва вы увидите цифру «5-10».
Помните, что расстояние между сварными швами измеряется от центра к центру.Это означает, что если вы возьмете рулетку и начнете с центра вашего первого 5-дюймового сварного шва, 10-дюймовая отметка попадет в точный центр вашего второго сварного шва. Хотя межцентровое расстояние является стандартной процедурой, не все производственные предприятия будут следовать этому руководству.
Некоторые инженеры фактически устанавливают расстояние в 10 дюймов между точками начала и окончания сварки. Обязательно укажите это перед тем, как начать процесс изготовления. Сточный угловой сварной шов на другой стороне соединения
Вставной / щелевой сварной шов
Вставной сварной шов — это когда отверстие в одном куске материала позволяет сварному шву сплавляться с другим куском материала.Представьте себе круглое отверстие, просверленное для крепления стальных деталей — вместо того, чтобы использовать какие-либо крепежные детали или болты, мы просто привариваем внутреннюю часть отверстия, чтобы прикрепить два куска материала.
После этого они часто подвергаются шлифовке, поэтому вы не можете сказать, как части были соединены вместе в первую очередь. Щелевой сварной шов аналогичен, но представляет собой удлиненное овальное отверстие, обеспечивающее большее сплавление двух металлических частей. Электродуговая сварка на другой стороне
электродуговая сварка
Точечная сварка / выступающая сварка
Точечная сварка используется для соединения листового металла с помощью очень тонких противоположных электродов, которые соединяют листы вместе.Обычно это делается в больших партиях готовых изделий, в которых листовой металл является основным материалом.
Рельефная сварка аналогична, но может сваривать листы большей толщины. Это связано с плоским широким профилем выступающих электродов, а также с более высоким электрическим током, чем при точечной сварке.
Аппараты для точечной / проекционной сварки могут выполнить поставленную перед ними задачу — сплавить только два куска более тонкого металла. Вы не можете использовать эти машины ни для чего другого, кроме этого. Обычно вы не увидите аппарат для точечной сварки в производственном цехе.Точечная сварка
Крупный план точечной сварки: Википедия
Обозначения для сварки с разделкой кромок
Для сварки с разделкой кромок используется довольно много символов. Хорошая новость заключается в том, что эти символы показывают точную форму свариваемой канавки, поэтому вы можете получить представление о том, как она должна выглядеть, прежде чем начать.
Эти сварные швы обычно выполняются на двух кусках материала, стыкующихся друг с другом. Для сварных швов с разделкой кромок существует канавка между двумя кусками материала, которые необходимо заполнить.Давайте пройдемся по обозначениям сварных швов с разделкой кромок. Сварка с канавкой на трубе: Wikimedia Commons
Сварка с канавкой под углом
Когда два куска материала стыкуются друг с другом, сварному шву не остается места для достаточного проплавления. Часто фаска делается на одном куске металла. Это позволяет наносить больше присадочного металла в процессе сварки. Это обеспечивает прочность соединения и является обычной практикой для многих сварочных работ.
Использование угловой шлифовальной машины — отличный способ быстро создать фаску на куске материала.Жесткие колеса и более грубые насадки дисков из смолы позволяют создать красивый гладкий скос за считанные секунды.
При сварке со скосом и канавкой один кусок материала остается неизменным, а другой имеет кромку под углом 45 градусов. Это, вероятно, самый простой шов с разделкой кромок, и это отличный вариант для начинающих. Сварка со скосом с канавкой на стороне стрелки
Сварка с развальцовкой и V-образной канавкой
Когда вы свариваете два куска материала, которые оба имеют закругленную форму, вы получаете изогнутую V-образную форму.Хорошим примером этой канавки являются две части параллельной трубы, которые соприкасаются друг с другом.
Эти канавки с развальцовкой V обычно приводят к получению хорошего плоского валика, но их трудно выполнить при сварке TIG. Это связано с тем, что наличие достаточного количества выступающего вольфрама и надлежащего потока газа означает, что вы должны иметь модернизированное оборудование для сварки TIG и массу практики за плечами.
Я обычно предпочитаю сваривать V-образные стыки с отбортовкой с помощью процессов MIG или Stick, потому что я могу получить их проще и быстрее.
Соединения типа Flare V встречаются реже, за свою сварочную карьеру я сделал всего несколько.V-образный сварной шов с развальцовкой на другой стороне
Сварные швы под развальцовкой под углом
Выполняются при сварке круглого куска материала к параллельному плоскому куску материала. Думайте о конической канавке с развальцовкой как о половине упомянутой выше конической канавки под развальцовку. Этот сварной шов часто требуется для трубы, идущей сбоку вдоль пластины. Одна часть плоская, а другая имеет изогнутый радиус (чаще всего кусок трубы), хотя и не всегда. Сварка с развальцовкой под углом на другой стороне
U Сварка с разделкой кромок
Это делается, когда две пластины, соединенные встык, имеют скошенную кромку с частичным радиусом.В результате получается полукруг, когда части соединяются. Сварщик должен заполнить эту канавку, чтобы надлежащим образом соединить пластины вместе. Из-за необычной формы это встречается реже, но все же хорошо для понимания. Сварка с U-образной канавкой с обеих сторон
Сварка с квадратной канавкой
Это когда есть квадратный зазор между двумя кусками материала. Допустим, две пластины почти стыкованы друг с другом, но есть зазор 1/8 дюйма. Вы должны заполнить этот квадратный зазор присадочным металлом.Это обычное дело, когда школы сварки хотят, чтобы учащиеся прочувствовали тесты с открытым корнем. Студенты будут практиковать эту сварочную позицию 1G, научившись заполнять небольшой промежуток для адекватного проплавления. Сварка с квадратной канавкой на стороне стрелки
Пример простой квадратной канавки: Wikipedia
Сварка с V-образной канавкой
Это наиболее часто встречается при испытаниях пластин с помощью AWS. Две пластины имеют одинаковые фаски, и образовавшаяся бороздка должна быть заполнена. Они считаются одними из самых крепких суставов; потому что пройденное испытание на изгиб доказывает, что сварной шов такой же прочный, как и сама сталь.Общий угол этих V-образных канавок составляет 37,5 градусов на каждой пластине. Прикрепившись друг к другу, они образуют V-образную форму.
«Посадка» часто наносится на острые кромки после снятия фаски. Острые края будут отшлифованы, чтобы присадочный металл правильно расплавился, когда сварщик выполняет открывание корня. Это обычное дело и обычно является обязательным для тестов в стиле открытого корневого каталога, и приземления часто бывают 1/16 дюйма или 1/8 дюйма.
Посадки очень важны при сварке труб.Если вы не приземлитесь на трубы, вы пролетите сквозь сталь при выполнении прохода с открытым корнем. Это приведет к провалу теста. При приземлении поглощается тепло, что очень полезно. Сварка с V-образной канавкой на другой стороне
Некоторые классические схемы сварных швов с V-образной канавкой: Flickr
J Сварные швы с канавкой
Сварка с J-образной канавкой — это просто половина U-образной канавки. Две пластины стыкуются вместе. В этом случае одна пластина не имеет фаски, а другая имеет радиус 1/4.Они менее распространены, но уже много лет присутствуют в стандартах AWS. J Сварной шов с канавкой на стороне стрелки
Выпуклые, вогнутые и плоские сварные швы
Эти обозначения говорят вам, какой профиль должен иметь готовый сварной шов. Некоторые инспекторы отдают предпочтение профилю окончательных сварных швов. Кроме того, в некоторых магазинах есть стандарты внешнего вида, которые они предпочитают.
Для последовательного использования этих профилей в сварных швах могут потребоваться глубокие знания настроек машины, а также много практики.Символы для них очень простые, подробно описаны ниже. Плоский угловой сварной шов с другой стороны Выпуклый угловой сварной шов с другой стороны Вогнутый угловой сварной шов с другой стороны
Эти плоские, выпуклые или вогнутые сварные швы можно получить с помощью различных рисунков плетения. По прошествии некоторого времени вы обнаружите, что можете манипулировать лужей для достижения этих профилей.
Большинство магазинов не запрашивают эти конкретные профили, если этого не требует проект.Обычно инспекторов больше интересует размер сварного шва и его консистенция, а не профиль готового валика.
Иногда вам придется отшлифовать сварной шов, чтобы получить минимальный валик. Если вы сделаете фаску на стали перед сваркой, а затем отшлифуйте ее ровно, сварной шов все равно останется, которого не будет видно. Эти типы сварных швов со скосом обычно выполняются в проектах высокого класса для дизайна интерьера. Это способ соединения металла, при котором фактический сварной шов не обнаруживается.
Если вы хотите потренироваться в этих невидимых сварных швах, просто выполните сварку со скосом и канавкой, а затем отшлифуйте сварной шов пластмассовым диском.Металл еще сварен, но его не видно.
ЗаключениеХотя все эти символы сварки могут показаться запутанными, со временем вы легко их запомните. Чем больше вы видите символов на чертежах и выполняете то, к чему они призывают, тем легче вам будет.
Если вы ищете работу сварщика на полную ставку, хорошее знание этих символов даст вам преимущество перед другими соискателями. Менеджеры магазинов разочаровываются в сотрудниках, которые не знают своих символов.Если вы умеете читать символы, понимать чертежи и хорошо изготавливать изделия — тогда магазин, ищущий нового сварщика, будет счастлив, если у вас есть вы. Издатель сайта Mario Stick Welding
В моей сварочной школе был класс чертежей, необходимый для прохождения программы. Хотя мы поняли символы к концу урока, они не усвоились полностью, пока мы не отработали их, сваривая настоящие соединения в мастерской.
Как только вы начнете соединять различные соединения с пазами, вы обретете уверенность и будете лучше подготовлены к будущим проектам.
Следовательно, гарантируется, что произведенные полуфабрикаты подлежат дальнейшей обработке только в том случае, если их допуск соответствует, а также что сварные объекты могут быть отрегулированы в своем положении перед гибкой, чтобы гарантировать допуск. Знание […]тепловых деформаций построено и […] форма t h e сварной шов , v it a l rding the Welding […] Можно вывестипараметров. micro-epsilon.com | Damit ist nicht nur gewhrleistet, dass die entstandenen Halbzeuge nur dann weiterverarbeitet werden, wenn sie der Toleranz entsprechen, sondern die zu schweienden Objekte knnen in der Lage vor der Verbiegungs damthal dichthal, dass die entstandenen ber die […]entstandenen thermischen Verformungen und […] die F или m de r Schweinaht wichtig e Rckschlsse a uf die S ch weiparameter […]аббайтен. micro-epsilon.de |
В случае системы на основе AR пользователь будет использовать физические копии ручного инструмента и […]заготовок и подсистема визуализации наложили бы […] эволюция t h e сварной шов , s pa rks, и o th e r информация ( g ui des и сообщения об ошибках) […]над его видом. zgdv.de | Die entwickelten Ontologien bilden hierzu all Objekte und Beziehungen in diesem […]Anwendungsfeld ab, und […] orientieren si ch an ei ne m Informationmodell « Ge wer bever fa hren» (XGewerbe), das Abbilichdungs […innerhalb d er OSCI- s owie Agentenplattform (SEMOA) erlaubt. zgdv.de |
| Labe ls / сварка s y mb ols A l l створки и столы без гарантии Дополнительные символы для sur fa c e швы a c co rding to […] DIN 1912 (выдержка) и […]ISO 2553 Маркировка сварочного процесса G Сварка плавлением газом E Ручная дуговая сварка UP Сварка под флюсом U Сварка рельсов под флюсом SG Сварка в инертном газе MSG Сварка металл в инертном газе MIG Металл-Inter газовая сварка MAG Металлоактивная газовая сварка WSG Сварка вольфрамом в инертном газе Идентификация процесса сварки Идентификация процесса сварки WIG Сварка вольфрамом в инертном газе WP Сварка вольфрамовым плазмой WHG Вольфрамово-водородная сварка US Ультразвуковая сварка FR Сварка трением FS Кузнечная сварка D Диффузионная сварка GP Сварка под давлением газа KP Сварка под давлением в холодном состоянии Дополнительные символы Форма поверхности полая (вогнутая) плоский (уровень) Уплотнительный шов (противоположное положение) изогнутый (выпуклый) Дополнительные символы, вид и тип шва Круглый шов Монтажный шов demmeler.com | Kennzeic hn unge n und S chweisym bol e A lle Angaben, Ze ich nun oh16 nend g nzungsymbole fr Ober? Chennhte nach DIN […] 1912 (Auszug) и ISO […]2553 Kennzeichen дер Schweiverfahren G Gasschmelzschweien E Lichtbogenhandschweien UP Unterpulverschweien U Unterschienenschweien SG Schutzgasschweien MSG Metall-Schutzgasschweien MIG Metall-Intergasschweien MAG Metall-Aktivgasschweien WSG Вольфрам-Schutzgasschweien Kennzeichen дер Schweiverfahren Kennzeichen дер Schweiverfahren WIG Вольфрам-Intergasschweien WP Вольфрам-Plasmaschweien WHG Вольфрам-Wasserstoffschweien США Ultraschallschweien FR Reibschweien FS Feuerschweien D Diffusionsschweien GP Gaspressschweien KP Kaltpressschweien Zusatzsymbole Oberflchenform hohl (konkav) flach (eben) Gegennaht (Gegendelage) gewlbt undum Art. demmeler.com |
Датчики в процессе и […] камеры pro vi d e информация a b ou t стабильность t h e r oc ess a n d сварка d e fe cts, а камеры постобработки измеряют геометрию и качество поверхности 9016 h e шов .akl10.lasercongress.org | In-Prozess-Sensoren und — Kameras li efe rn Informationen zu r S tab ilit t des Schweiprozes168 . Nachgelagerte Kameras vermessen die Geometrie und die Ob er flch e d er Naht . акл10.лазерконгресс.org |
Перед началом изготовления арматуры сварной имеются рабочие чертежи с данными сварки (детали шва, сварка […]процедура и сварка […] наполнители) включая di n g информация o n t тип и степень неразрушающего контроля сварных швов n o f f f , p ar ts списки и […]экз. Сварка […] Квалификационные данные процедурыдолжны быть представлены покупателю для рассмотрения и утверждения. ebusiness.linde-le.com | Fr geschweite Armaturen sind rechtzeitig vor Beginn der Fertigung die Werkstattzeichnungen mit Schweidaten (Schweidetails, […]Schweiverfahren und Schweizustze) […] einsc hl iel ich Angaben be r Ar t und Umfang der zerstrungsfreien Prf un gen |
Чтобы уменьшить […] искажение важно, чтобы ea c h сварной шов i s a позволял охлаждаться на воздухе перед тем, как […]отработан новый сварочный проход. simona-de.com | Zur Verminderung vo n Verzug i st wichti g, da jed e Schweinaht a n d er Lu ftlt […] bevor eine neue La ge aufgebracht wi rd. simona-de.com |
Соединительная поверхность пересечена […]несколько раз в секунду, при этом лазерный луч эффективно […] нагревает и пластифицирует en ti r e сварочный шов a t t he одновременно.leister.com | Die Fgeflche wird mehrmals pro Sekunde abgefahren, wodurch der […] Laserstra hl die ges amt e Schweissnaht p raktisch gle ichz ei tig erwrmt […]und plastifiziert. leister.com |
| Все сигналы a n d информация b e lo подключение к монитору или e d r e автоматически […] сохранены в базе данных в реальном времени. 4d-gmbh.de 4d-gmbh.de | Al le Sign ale un d Informationen z ue ine r berpr ft en Schweinaht we 908 atisch […] в einer Echtzeitdatenbank abgespeichert. 4d-gmbh.de 4d-gmbh.de |
Одновременно защищает свариваемую деталь от воздействия брызг при сварке. […] без ухудшения t h e сварной шов .weicon.com | Gleichzeitig schtzt es das zu schweiende Werkstck vor Spritzereinwirkung ohne […] Beeintrc ht игун g de r Schweinaht .weicon.com |
| Exten si v e информация a b ou tl as e r как er безопасность и функциональность […] , а также возможности применения, самостоятельный […]эксплуатации систем лазерной сварки, а также решения сложных задач лазерной сварки. jutz-lasertechnik.at | U mfan gre ich e Information z um The ma Laserschweien , La se rsicherheit […] und Funktionsweise sowie Einsatzmglichkeiten, selbstndige […]Bedienung von Laserschweigerten sowie Das Erfllen von komplexen Schweiaufgaben. jutz-lasertechnik.at |
| Основными темами этого сотрудничества являются: 1. Разработка компактного сварочного пистолета с сервоприводом для аппарата ro l l шовная сварка p r oc изготовление листовых заготовок из стали, сортовой стали и алюминия; 2.разработка функций управления для управления роботом для адаптированного управления сварочной горелкой, а также для эффективной автономной генерации программ для производства партии 1 и 3. Оптимизация и адаптация спектра деталей к ro l l шовная сварка g u n, , чтобы квалифицировать устройство для предпочтительно широкого ассортимента продукции многих производителей. reisrobotics.cz | Die Inhalte des Kooperationsprojekts sind: 1. Die Entwicklung einer kompakten servomotorisch angesteuerten Schweizange fr das Rollnaht-Schweiverfahren von Bauteilen aus Stahl-, Edelstahl- und Aluminium-Blechen; 2. die Entwicklung von Steuerungsfunktionalitten fr die Robotersteuerung zur angepassten Ansteuerung der Schweizange, sowie fr eine effiziente Offline Programmgenerierung fr die Losgre-1-Fertigung und 3. die Optimierung und Anpassung des Bauteiles умирают, двигаясь по шезлонгу. Produktspektrum vieler Hersteller zu qualifizieren. reisrobotics.cz |
| Сварной шов a r ea s с направлением напряжения […] , вертикальный к поверхности листового металла, должен быть испытан в соотв. к AD-Merkblatt B5 и / или ASME-Code Sec. ebusiness.linde-le.com | Schweinahtbereiche mit Bean sp ruchungsrichtung […] senkrecht zur Blechoberflche sind entsprechend AD-Merkblatt B5 bzw.ASME-Code Sec. ebusiness.linde-le.com |
Unternehmen finden z.B. in der Kategorie, Bolt […] […] Сварочное устройство, Машина для стыковой сварки, Машина для газовой резки, Машина для газовой резки, Машина для сварки трением, Устройство для плазменной резки, Машина для плазменной сварки, Машина для косой сварки кромок листа, Машина для проекционной сварки, Машина для газовой сварки в защитном газе, Поворотный сварочный стол, Роторный Сварочный стол — круглая поверхность, машина для точечной сварки, сварка труб Li ne , Сварка M a ch ine — Circ ul a r Шов , Сварка M a ch in — Circ ul a r 9016 Сварка M a ch ine — продольный, сварочный аппарат продольный.- и R или n d Шов , Сварка P l P r es s, Сварочный робот, Сварочный робот, Отсос сварочного дыма, Сварочный стол, Сварочный трансформатор, Сварочный агрегат, WIG-Welder gebrauchte Maschinen und Anlagen aus der Metal Processing.machinestock.com | Unternehmen finden z.B. в дер Kategorie, Bolzenschweigert, Brennschneidemaschine, Brennschneidmaschine, Buckelschweimaschine, Lngsnaht — Schweimaschine, Plasmaschneidgert, Plasmaschweimaschine, Punktschweimaschine, Reibschweimaschine, Roboter — Schweien, Rohrschweianlage, Rundnahtschweimaschine, Schutzgasschweianlage, Schweianlage, Schweidrehtisch, Schweidrehtisch — Rund, Schweikantenabschrgmaschine, Schweimaschine — Rundnaht, Schweimaschine Lngsnaht u. Rundnaht , Schweiplatte, Schweipresse, Schweirauchabsaugung, Schweiroboter, Schweitisch, Schweitransformator, Stumpfschweimaschine, WIG-Schweigert gebrauchte Maschinen und Metallbearus der. machinestock.com |
Степень остаточного напряжения (остаточные напряжения после процесса сварки как такового) зависит от множества […]параметры: тепловой режим […] до и ду ri n g сварка , шов p r ep arat io p r oc ess and parameters, […]доочистка (термическая, механическая). grs.de | Das Ma der Eigenspannungen (Restspannungen nach dem eigentlichen Schweiprozess) hngt von vielen Parametern ab: […]thermische Bedingungen vor […] und wh re nd d es Schweiens, V orbe re it un g de r Naht, Schw ei prozess […]und -parameter, Nachbehandlung (термический, механический). grs.de |
Поковка для соединения анкерных шпилек […]к поверхности стальных конструкций, например для однослойной стены […] опалубка средствами из a сварным швом ; a = 4 мм, L> 2×100 мм.h-bau.de | Schmiedestck fr den Stirnflchenanschluss der Ankerstbe an Stahlkonstruktionen, z.Б. bei einhutiger […] Wandschal un g mit tel s Schweissnaht; a = 4 мм, L > 2×100 ммh-bau.de |
3.9.1 Фитинги труб, сваренных под давлением (C-стали), должны быть нормализованы, если исходный […]материал не подвергался в целом нормализующему нагреву […] обработка ни хотя бы в районе t h e сварочный шов .ebusiness.linde-le.com | 3.9.1 Formstcke aus elektrisch pregeschweiten Rohren (C-Sthle) sind normalisierend zu glhen, wenn das […]Vormaterial keiner normalisierenden Wrmebehandlung im Ganzen или […] mindestens i m Berei ch der Schweinaht unterzogen wurd e .ebusiness.linde-le.com |
| l o n g сварной шов o n a одноразовые […]
Картридж размером с сигаретную пачку: микрофлюидика — один из самых инновационных диагностических инструментов в современной медицине. lpkf.com | Schweinaht a uf ein er E in wegkartusche […] von der Gre einer Zigarettenschachtel: Die Mikrofluidik ist eine der innovativsten […]Diagnosetechnologien im Medizinmarkt. lpkf.de |
(2) При значительных условиях отвода тепла […] отклоняются от этих f o r шовная сварка , a n дополнительная сварка […]процедура квалификации […]проводится по согласованию с уполномоченным инспектором. kta-gs.de | (2) Weichen die Bedingungen fr die Wrmeableitung wesentlich von […] denen b ei de r Verbindungsschweiung a b, поэтому i st eine […]ergnzende Verfahrensprfung in Abstimmung […]mit dem Sachverstndigen durchzufhren. kta-gs.de |
| Точечная, выступающая или ro l l — шовная сварка , h ig h-прочности пластины, алюминий или сварка трех листов: модульные системы контактной сварки Rexroth rely по процедурам адаптивного управления с обратной связью для обеспечения абсолютной безопасности процесса наряду с высокой гибкостью. indradrive.com | Ob Punkt-, Buckel- oder Rollennahtschweien, hochfeste Bleche, Aluminium- или Dreiblechschweiungen: Mit adaptiven Regelverfahren sorgt das modular aufgebaute Rexroth-Widerstandsschwei-Systeme fr absolute undhozssicherheitt. indradrive.com |
Вим хорошо поработал в […] сообщить некоторые интересные и важные ta n t информация a b ou t эта новая техника f o r a n d создание соединений в новых продуктах, […]о производстве […] Процессможет быть адаптирован для получения максимальной отдачи от продукта с точки зрения технических свойств. colbond-geosynthetics.com | Wim hat Hervorragendes geleistet in der […]Связь einiger […] Interessante r und wich ti ger Informationen ber d iese neu e Schweitechnik und ihre Einbindung in neue |
| См. Руководство по эксплуатации t h e сварка m a ch ine для deta il e d информация информация на сварка t i me s и машинное использование. poloplast.com | D eta ill ier te Informationen zu de n S chwei z eiten und zum Gebrauch entnehmen Sie bitte der Bedienungsanleitung […] der Schweimaschine. poloplast.com |
Предпосылкой для широкого признания технологии является […] что достаточно ie n t информация i s a доступно для t h e e la ted processing […]из литых материалов и […], также должны быть доступны наборы правил, которые определяют технические условия и рамочные условия обеспечения качества, а также требуемый уровень подготовки инженеров-сварщиков. dvs-ev-bw.de | Voraussetzung fr di e breite A kzeptanz der […] Technologie ist das Vorh и плотный in von Informationen be r d ie sc hw eitechnische Verarbeitung […]из […]Gusswerkstoffen und von Regelwerken, die technologischen und qualittssichernden Rahmenbedingungen sowie den erforderlichen Ausbildungsstand des schweitechnischen Personals beschreiben. dvs-ev-bw.de |
В случае, если Комиссионер должен для исполнения запрошенного ценового предложения или назначенного […] Заказ, необходимо […] определенные данные a n d информация , d ra крылья, пуансоны или d ie s , i xt ures, материалы […]или вспомогательные ресурсы […], который должен быть предоставлен Spinder, он обязан незамедлительно и в письменной форме сообщить последнему дату, когда ему необходимо получить указанные материалы, чтобы иметь возможность доставить заказанные продукты в согласованные сроки. в день доставки. spinderbikecarriers.com | Wenn der Auftragnehmer zur Ausfhrung des angefragten Angebots oder des erteilten […]Auftrags bestimmte von […] Spinder zu v ersch aff end e Informationen, Zei chn ungen , Mod el le, Stempel , Sc 90 .]Materialien или […]Hilfsmittel bentigt, muss er unverzglich schriftlich melden, bis zu welchem Datum er ber diese Dinge verfgen muss, um die Produkte zum vereinbarten Zeitpunkt liefern zu knnen. переноски для спиннербайков.com |
Процессы, которые хранятся заранее или впоследствии могут быть связаны, информация о производственных процессах может быть […]передано хостом […] системы (PPS) и процессы si n g информация a b ou t t h e u al может быть обменен […]с внешними блоками. strunk-connect.com | Somit knnen vor- und nachgelagerte Prozesse verknpft, Informationen ber Fertigungsprozesse […]от Host-Systemen […] (PPS) ber ge ben u nd Prozessinformationen b er die Schweiqualitt mit ex ternen […]Einheiten ausgetauscht werden. strunk-connect.com |
1 2 3 4 5 8 7 14 13 16 15 19 17 11 6 9 19 […] 111510125 2 1 8 Сварка p r oc esses A l l информация крылья ra и […]стола без гарантии Металл-инертный […]газовая сварка (MSG; MIG / MAG) 1 Подключение к сети 2 Источник сварочного тока 3 Катушечный проволочный электрод 4 Средства подачи проволоки 5 Баллон с инертным газом с редуктором давления и расходомером газа 6 Сварочная линия питания 7 Проволочный электрод 8 Шланг инертного газа 9 Паяльная лампа 10 Зажим заготовки 11 Заготовка 12 Кабель обратного тока 13 Контактная труба 14 Сопло инертного газа 15 Дуга 16 Капельный перенос 17 Сварочная ванна 18 Сплошной сварной металл 19 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 Инертный -газовый конверт demmeler.com | 1 2 3 4 5 8 7 14 13 16 15 19 17 11 6 9 19 11 15 10125 […] 2 18 Schwei v erfah ren Al le Angaben, Z eic hnu ngen un d Tabellen […]ohne Gewhr Metall-Schutzgasschweien […](MSG; MIG / MAG) Netzanschlu Schweistromquelle Drahtelektrodenspule Drahtfrdereinrichtung Schutzgasflasche мит Druckminderer унд Gasmengenmesser Schweistromleitung Drahtelektrode Schutzgasschlauch Schweibrenner Werkstckklemme Werkstck Schweistromrckleitung Stromkontaktrohr Schutzgasdse Lichtbogen Tropfenbergang Schweibad Festes Schweigut Schutzgasmantel 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 demmeler.com |
Все края стального листа фрезерованы на […] пластина для снятия фаски l дюйм e ( сварной шов p r ep aration) в порядке […]для изготовления листа с жесткими допусками […]по размерам, угловатости и параллельности кромок. ilsenburger-grobblech.de | Mittels einer Blechkantenbearbeitungsanlage werden die Bleche […] alls ei tig gefrst (Schweinahtvorbereitung) und zu Tafeln […]mit engsten Toleranzen bzgl. […]млн лет назад, Winkligkeit und Kantenparallelitt bearbeitet. ilsenburger-grobblech.de |
С тех пор комбинация робот / источник энергии сделала именно то, что […]мы требовали от него в МИГ […] процесс — reli ab l e сварка , шов a f t e r 9016 l ay er после слоя «, […]резюмирует Альберт Тхмес, […]начальник производства алюминиевых компонентов в alwitra (слева). ewm-group.de ewm-group.de | Seither macht dieses Stromquellen-Roboter-Gespann im MIG-Verfahren das, […]был von ihm verlangt wird — […] zuverlssig un d pr zis e schweien , naht fr Naht, S ch icht fr […]Schicht «, Albert Thmmes, […]Leiter der Aluminiumproduktion bei alwitra (ссылки), auf den Punkt. ewm-group.de ewm-group.de |
Поперечное сечение и продольная ось […] геометрия t h e сварной шов w a s по сравнению […]с численным моделированием. ilt.fraunhofer.de | D ie Schweinahtgeometrie wur de im Quer- […] und Lngsschliff mit Ergebnissen der Simulation verglichen. ilt.fraunhofer.de |
| Лазеры Nd: YAG особенно подходят f o r сварной шов w i dt hs менее 1 мм и для плоской геометрии сварки с […] приложения для сканерной головки. treffert.org | Nd: YAG-Laser eigenen sich insbesondere f r Schweinahtbreiten un ter 1 mm и fr ebene Schweinahtgeometrien. treffert.org |
% PDF-1.4 % 8755 0 объект > эндобдж xref 8755 86 0000000016 00000 н. 0000004066 00000 н. 0000004266 00000 н. 0000004295 00000 н. 0000004342 00000 п. 0000004380 00000 н. 0000004523 00000 н. 0000004627 00000 н. 0000005217 00000 п. 0000005462 00000 п. 0000005541 00000 н. 0000006012 00000 н. 0000006710 00000 н. 0000006934 00000 п. 0000006995 00000 н. 0000007081 00000 п. 0000007159 00000 н. 0000007251 00000 н. 0000007343 00000 п. 0000007435 00000 н. 0000007527 00000 н. 0000007619 00000 н. 0000007711 00000 н. 0000007803 00000 н. 0000007895 00000 н. 0000007987 00000 н. 0000008148 00000 н. 0000008239 00000 н. 0000008387 00000 н. 0000008541 00000 н. 0000008632 00000 н. 0000008740 00000 н. 0000008892 00000 н. 0000008983 00000 п. 0000009132 00000 н. 0000009282 00000 п. 0000009373 00000 п. 0000009506 00000 н. 0000009659 00000 п. 0000009750 00000 н. 0000009843 00000 н. 0000010004 00000 п. 0000010122 00000 п. 0000010213 00000 п. 0000010338 00000 п. 0000010465 00000 п. 0000010586 00000 п. 0000010695 00000 п. 0000010798 00000 п. 0000010909 00000 п. 0000011052 00000 п. 0000011154 00000 п. 0000011263 00000 п. 0000011369 00000 п. 0000011484 00000 п. 0000011597 00000 п. 0000011708 00000 п. 0000011801 00000 п. 0000011909 00000 п. 0000012065 00000 п. 0000012161 00000 п. 0000012263 00000 п. 0000012412 00000 п. 0000012515 00000 п. 0000012626 00000 п. 0000012775 00000 п. 0000012868 00000 п. 0000012981 00000 п. 0000013091 00000 п. 0000013209 00000 п. 0000013323 00000 п. 0000013445 00000 п. 0000013566 00000 п. 0000013688 00000 п. 0000013798 00000 п. 0000013931 00000 п. 0000014043 00000 п. 0000014164 00000 п. 0000014276 00000 п. 0000014399 00000 п. 0000014546 00000 п. 0000014660 00000 п. 0000014768 00000 п. 0000014882 00000 п. 0000014991 00000 п. 0000002016 00000 н. трейлер ] >> startxref 0 %% EOF 8840 0 объект > поток xWklS? qlDZu4A͍m8Hi’5% @ IH [Z1 @) ڄ Bh ց unFYWP6U4iTm | 4j [U ~ =: ‘
% PDF-1.4 % 889 0 объект > эндобдж xref 889 218 0000000016 00000 н. 0000007790 00000 н. 0000007984 00000 п. 0000008028 00000 н. 0000008388 00000 п. 0000008545 00000 н. 0000008707 00000 н. 0000008937 00000 н. 0000009562 00000 н. 0000009787 00000 н. 0000010412 00000 п. 0000011992 00000 п. 0000012044 00000 п. 0000012096 00000 п. 0000012147 00000 п. 0000014397 00000 п. 0000014654 00000 п. 0000017535 00000 п. 0000021322 00000 п. 0000021377 00000 п. 0000021714 00000 п. 0000024406 00000 п. 0000024443 00000 п. 0000024504 00000 п. 0000024574 00000 п. 0000048266 00000 п. 0000048498 00000 н. 0000048663 00000 п. 0000048793 00000 п. 0000050282 00000 п. 0000050452 00000 п. 0000050522 00000 п. 0000074613 00000 п. 0000074840 00000 п. 0000074975 00000 п. 0000075100 00000 п. 0000076589 00000 п. 0000076754 00000 п. 0000076824 00000 п. 0000096987 00000 п. 0000097227 00000 п. 0000097416 00000 п. 0000097555 00000 п. 0000098693 00000 п. 0000098872 00000 п. 0000124155 00000 н. 0000124218 00000 н. 0000124311 00000 н. 0000124412 00000 н. 0000124546 00000 н. 0000124693 00000 н. 0000124778 00000 н. 0000124932 00000 н. 0000125063 00000 н. 0000125171 00000 н. 0000125318 00000 н. 0000125427 00000 н. 0000125538 00000 п. 0000125688 00000 н. 0000125775 00000 н. 0000125928 00000 н. 0000126049 00000 н. 0000126159 00000 н. 0000126325 00000 н. 0000126422 00000 н. 0000126544 00000 н. 0000126700 00000 н. 0000126797 00000 н. 0000126906 00000 н. 0000127118 00000 н. 0000127217 00000 н. 0000127314 00000 н. 0000127462 00000 н. 0000127599 00000 н. 0000127712 00000 н. 0000127867 00000 н. 0000128004 00000 н. 0000128118 00000 н. 0000128250 00000 н. 0000128355 00000 н. 0000128506 00000 н. 0000128615 00000 н. 0000128737 00000 н. 0000128888 00000 н. 0000129046 00000 н. 0000129207 00000 н. 0000129336 00000 н. 0000129435 00000 н. 0000129586 00000 н. 0000129681 00000 н. 0000129819 00000 н. 0000129946 00000 н. 0000130107 00000 п. 0000130213 00000 н. 0000130318 00000 н. 0000130436 00000 н. 0000130537 00000 н. 0000130642 00000 н. 0000130755 00000 н. 0000130868 00000 н. 0000131071 00000 н. 0000131184 00000 н. 0000131295 00000 н. 0000131447 00000 н. 0000131581 00000 н. 0000131714 00000 н. 0000131893 00000 н. 0000132027 00000 н. 0000132152 00000 н. 0000132268 00000 н. 0000132434 00000 н. 0000132547 00000 н. 0000132676 00000 н. 0000132795 00000 н. 0000132955 00000 н. 0000133110 00000 н. 0000133255 00000 н. 0000133368 00000 н. 0000133522 00000 н. 0000133659 00000 н. 0000133798 00000 н. 0000133957 00000 н. 0000134075 00000 н. 0000134167 00000 н. 0000134377 00000 н. 0000134479 00000 н. 0000134607 00000 н. 0000134778 00000 н. 0000134879 00000 н. 0000134983 00000 н. 0000135142 00000 п. 0000135241 00000 н. 0000135369 00000 н. 0000135489 00000 н. 0000135605 00000 н. 0000135729 00000 н. 0000135903 00000 н. 0000136059 00000 н. 0000136229 00000 н. 0000136359 00000 н. 0000136506 00000 н. 0000136637 00000 н. 0000136771 00000 н. 0000136937 00000 н. 0000137054 00000 н. 0000137250 00000 н. 0000137390 00000 н. 0000137533 00000 н. 0000137726 00000 н. 0000137843 00000 н. 0000138010 00000 н. 0000138105 00000 н. 0000138237 00000 н. 0000138367 00000 н. 0000138503 00000 н. 0000138672 00000 н. 0000138794 00000 н. 0000138938 00000 н. 0000139106 00000 н. 0000139226 00000 н. 0000139331 00000 п. 0000139474 00000 н. 0000139629 00000 н. 0000139768 00000 н. 0000139883 00000 н. 0000140020 00000 н. 0000140156 00000 н. 0000140296 00000 н. 0000140430 00000 н. 0000140549 00000 н. 0000140682 00000 н. 0000140843 00000 н. 0000140967 00000 н. 0000141106 00000 н. 0000141264 00000 н. 0000141421 00000 н.