Сварка труб под давлением
Процесс сваривания труб под давлением требует от сварщика большого опыта работы. Процесс сварки ведется в сложных условиях, учитывая, что толщина стенок свариваемой трубы гораздо больше ее диаметра. Особое внимание стоит уделить шву: он должен быть надежным и антикоррозийным. Следует учесть и такой момент, как температура вещества, находящегося в трубе. Она может колебаться от нормальной до холодной или горячей. Поэтому, для сварки трубопроводов с давлением используют различные методы.
Выбор типы сварки
Какой конкретно метод сварки выбрать решается, исходя из характеристик свариваемого металла. Основная из них – это величина прохода трубы.
- – При показателях до 2,5 см. применяется газовая сварка.
- – От 2,5 до 4,0 см. применяются простые швы с v-образными разделками кромки.
- – При проходах свыше 6 см. необходимы кольца для подкладки.
- – С величиной прохода свыше 10 см применяется автосварка с флюсовым наслоением.
- – При малом диаметре применяется сварка вручную с электродугой.
Особенности сварки труб
Для труб из стали марки 20 используют электроды наподобие Э42А, покрытые рутилом или фтористым кальцием. А еще, состыковку труб необходимо разогреть до 200-300 градусов.
Оцинкованные водопроводные трубы свариваются с использованием проволоки с самозащитой с толщиной не более 1,2 мм.
Сколько необходимо слоев сварки зависит от того, насколько толстые стенки у трубы, и может доходить до 10. Для полуавтоматической сварки с флюсом применяют мундштук с удлинением и спецворонку. Тогда сварку производят в несколько слоев, с усилением шва до 4 мм и плавным переходом на основной металл.
Независимо от технологии сварки необходимо снимать термическое напряжение трубы путем термообработки стыка шва на
расстоянии 10 см. с каждой стороны от шва.
Трудности сварки
Следует учесть, что собранная трубная конструкция жестко зафиксирована, и сварщику не получится менять ее положение в пространстве для своего удобства. Особенно это касается трубопроводов, расположенных вдоль стены. Иногда необходимо использование зеркала, чтобы сварка была исполнена максимально точно.
Сварочные работы на водопроводе
Самая распространенная технология сварки на водопроводе – это вырезание отверстия в трубе, проварка с внутренней стороны, а после сварка внешней стороны.
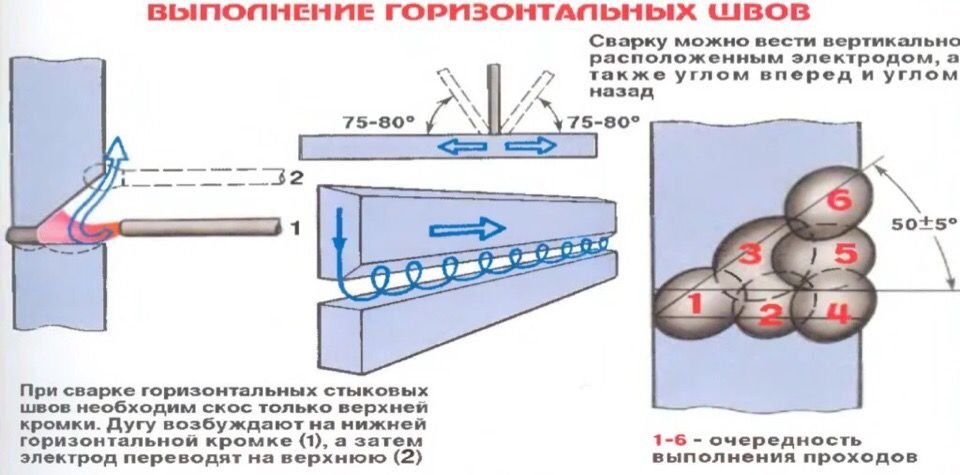
Варить трубу начинают с ее середины и применяют потолочный шов. Электрод нужно держать перпендикулярно с плотным прижатием к поверхности металла.
Далее следует сварка по вертикали. Электрод держат под углом, чтобы исключить стекание плавкого металла. Главное, в процессе сварке не прожечь материал.
|
ТРУБЫ ДЛЯ АГРЕССИВНЫХ СРЕД:Смотрите также: технология сварки полипропиленовых труб встык Метод, описанный в следующем параграфе, используется только при сварке враструб с применением ручных сварочных аппаратов для труб. Использование автоматических и полуавтоматических устройств, предназначенных прежде всего для сварки деталей диаметром более 63 мм, требует специальных практических знаний работы оборудования, поэтому рекомендуется следовать указаниям производителя. Ручная сварка полипропиленовых труб
Таблица 2. Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
Таблица 3. Время нагрева, сварки и охлаждения
(*1) Для надлежащего соединения рекомендуется использовать трубы с толщиной стенок более 2 мм, а именно:
| ||||||||


Сварка труб с силикатно-эмалевым покрытием в ООО НПП «ПромТехЭмаль»
Особенности сварки труб с силикатно-эмалевым покрытием
Особенности сварки труб с силикатно-эмалевым покрытием СЭП создает на поверхности арматуры защитный слой, который обеспечивает устойчивость к механическому воздействию, негативному влиянию агрессивных сред, коррозионную стойкость, защиту от абразивного износа. Обработанные трубные участки и соединительные трубопроводные детали:
- продлевают срок эксплуатации конструкции;
- снижают затраты на содержание и обслуживание системы.
При сваривании эмалированных трубодеталей зона термического влияния подвержена образованию пор, пузырьков, макро- и микротрещин. Может произойти выгорание или испарение эмали. Технология сварки труб с внутренним силикатно-эмалевым покрытием с применением соединительных втулок сохраняет сплошность материала, обеспечивает защиту сварного шва.
Порядок выполнения монтажа
- На поверхность втулки наносят монтажный шликер.
- Изделие устанавливают внутри концов трубопроводов. Поверхности элементов прижимаются с помощью аккумулированной энергии сжатия соединительной детали.
- Производят сварку арматуры. При нагревании образуется внутреннее эмалевое покрытие по всей площади контакта втулки и металлопроката.


Защитные втулки повышают устойчивость и надежность соединения, исключают возможность течи рабочей среды, способствуют снижению аварийности системы.
ООО НПП «ПромТехЭмаль» производит, обрабатывает трубопроводную арматуру СЭП. Изготавливает продукцию по нормам действующих отраслевых стандартов, чертежам заказчика. Товар проверен на качественные характеристики, имеет сертификаты. Возможен выезд специалистов предприятия на объект для выполнения сварочных работ.
Как сварить ПНД трубу – о технологии и этапах сварки
При прокладке трубопровода методом горизонтально-направленного бурения основным типом сварки труб ПНД является стыковая сварка, осуществляющаяся при помощи спец-оборудования, принцип работы которого основан на расплаве торцов труб и последующего их соединения под необходимым давлением.
Подготовка к работе
Оборудование для закрепления и стяжки ПНД труб (станину) необходимо установить на прочную и ровную поверхность. В непосредственной близости с местом сварки устанавливаются: гидравлика (в работе так же используют оборудование без гидравлики с механической подачей), торцеватель и нагреватель (зеркало), после чего данное оборудование необходимо подключить к электросети и соединить шланги гидравлического аппарата.
При наличии ПНД трубы, диаметр которой меньше, чем имеющийся размер диаметра центратора, устанавливаются специальные вкладыши, уменьшающие значение диаметра до необходимого.
Трубы для сварки фиксируются в кольцевых зажимах центратора, затягивающихся при помощи болтов или гаек (в зависимости от конструкции). Для удобства сварки трубы укладывают примерно на одной высоте с оборудованием, используя специальные подставки, оснащенные роликами. После фиксации ПНД труб в зажимах центратора, необходимо проверить соосность двух свариваемых концов, для чего они сводятся при помощи гидравлики или механики торцом к торцу.
Торцевание труб ПНД
Между зафиксированными в зажимах центратора трубами устанавливается торцеватель, оснащенный двусторонним резаком и при сведении двух концов труб начинается процесс торцевания. После получения непрерывной стружки, непосредственно с обоих торцов, данный этап прекращается. После окончания процесса резак убирается, а трубы снова сводятся для контрольной проверки соосности (зазор между двумя торцами свариваемых труб не должен привышать 0,5 мм, в противном случае необходимо повторить торцевание).
После получения непрерывной стружки, непосредственно с обоих торцов, данный этап прекращается. После окончания процесса резак убирается, а трубы снова сводятся для контрольной проверки соосности (зазор между двумя торцами свариваемых труб не должен привышать 0,5 мм, в противном случае необходимо повторить торцевание).
Сварка труб ПНД
Перед началом этапа сварки нагревательный элемент (зеркало) разогревается до нужной температуры и помещается на станину между трубами.
Промежуток времени, который необходим для расплава пластика торцов труб, размер грата, необходимое значение давления между торцами труб при расплаве, а также время остывания при сброшенном давлении уточняются при помощи таблицы сварки.
После окончания времени нагрева пластика трубы разводятся, а «зеркало» убирается.
Остывание
Когда нагревательный элемент (зеркало) удалён, ПНД трубы сводятся под указанным в таблице сварки давлением и стык остывает (необходимо поддерживать постоянное давление на протяжении всего периода остывания). После остывания труба освобождается из зажимов центратора.
Новые разработки в современной сварке труб
Pipeweld Orbiter от ESAB Welding & Cutting Products — это механизированная сварочная система, предназначенная для снижения затрат на стык в проектах трубопроводов, включающих врезки и специальные участки, такие как переходы через дороги и реки.
Технологические изменения достигли бешеной скорости в некоторых частях производственного мира. В других местах до сих пор действуют некоторые традиционные способы изготовления.
Причины знакомы. Для некоторых компаний приобретение новой технологии может рассматриваться как непомерно дорогое. Другие просто верят, что если процесс не нарушен, зачем его исправлять.
Однако реалии конкуренции не зависят от текущих счетов и неэффективных методов изготовления. Они имеют тенденцию бить компании по лицу, если они не обращают внимания на окружающий мир.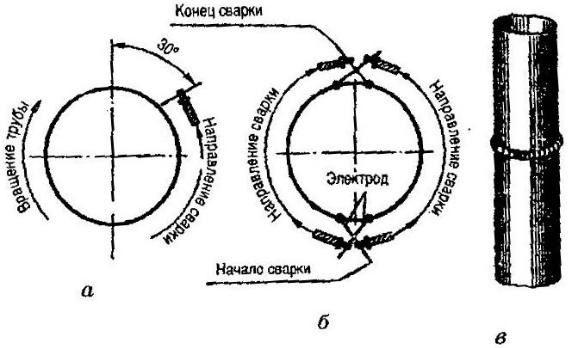
Это особенно актуально при сварке труб. Сочетание опытных сварщиков и веры в проверенные методы соединения труб привело к созданию среды, которая быстро меняется.Но если недавние презентации технологий, представленные на выставке FABTECH® в Чикаго в ноябре прошлого года, являются показателем, сварщики труб могут оказаться в таком положении, когда им придется серьезно рассмотреть новые сварочные технологии.
В поле
Сварка магистральных трубопроводов — сварка длинных прямых участков труб, пересекающих сельскую местность, — выполняется в Северной Америке довольно просто. Две секции труб одинакового размера собираются вместе, и пневматическая или гидравлическая машина, обычно внутри, используется для зажима двух секций вместе, чтобы облегчить сварку.При соединении трубы имеют J-образный скос около 5 градусов, чтобы обеспечить сварку на месте. (Трубы обычно покидают трубный завод со скосом под углом 30 градусов.) Затем используется внешний сварочный жучок с подачей проволоки для быстрой и стабильной укладки валиков на всем протяжении последнего прохода.
Этот подход хорошо работает до тех пор, пока вам не потребуется соединять специальные участки трубы, которые могут понадобиться, например, для расчистки дороги или перехода через реку. Эти специальные секции изготавливаются необходимой длины, а затем привязываются к основной леске, которая останавливается и снова начинается по обе стороны от перекрестка.Вы просто не можете использовать технологию внутреннего зажима для этих типов приложений, потому что, если бы тормоза на этих устройствах вышли из строя, эти большие устройства, некоторые из которых весили до 1000 фунтов, с криком полетели бы по трубе, как торпеда. Фактически, эти внутренние зажимы не используются на уклонах более 22,5 градусов. Закон всемирного тяготения невозможно обойти.
Гордон Иди, менеджер по глобальному сегменту трубопроводов, ESAB Welding & Cutting Products, сказал, что в таких ситуациях для выполнения работы необходима ручная сварка. Сварщики должны быть не только достаточно квалифицированными, чтобы работать в различных вертикальных положениях сварки, но и под разными углами, например, 30 или 60 градусов. Излишне говорить, что это оставляет некоторые раздраженные компании, которые ищут помощи в автоматизации. Они получили представление о том, что автоматизированная сварка сделала для сварки магистральных трубопроводов, так почему бы им не захотеть чего-нибудь для этих непрямых сегментов?
Сварщики должны быть не только достаточно квалифицированными, чтобы работать в различных вертикальных положениях сварки, но и под разными углами, например, 30 или 60 градусов. Излишне говорить, что это оставляет некоторые раздраженные компании, которые ищут помощи в автоматизации. Они получили представление о том, что автоматизированная сварка сделала для сварки магистральных трубопроводов, так почему бы им не захотеть чего-нибудь для этих непрямых сегментов?
Это побудило ЭСАБ разработать устройство Pipeweld Orbiter, которое состоит из легкого жука и быстроразъемной ленты, которая зажимает трубу диаметром более 8 дюймов.(Толщина стенки трубы, особенно для трубы меньшего диаметра, поможет определить, имеет ли смысл механизированная сварка для этого типа применения. Например, сварщик, использующий целлюлозные электроды для корневого и горячего проходов на трубе диаметром 8 дюймов. с толщиной стенки 0,25 дюйма, вероятно, может достаточно легко завершить заливку и проход крышки без необходимости механизированного контроля.) Жук содержит резак, приводной механизм, элементы управления, держатель катушки с проволокой, механизм подачи проволоки, кабели и шланги.Он разработан для работы с любым источником сварочного тока с постоянным напряжением, который может обеспечить достаточную мощность для выбранной проволоки. Для труб большего диаметра, возможно, 16 дюймов или более, можно использовать две заглушки одновременно с обеих сторон, чтобы ускорить процесс сварки.
«Порошковая проволока идеально подходит для этого», — сказала Иди. «Он отлично подходит для специальных секций, пересечений или стыковых сварных швов, где они соединяют длинные секции трубы, где они не могут использовать внутренний зажим.”
При использовании порошковой проволоки для этих сварных швов трубопроводов флюс быстро замерзает, не влияя на текучесть сварочной ванны под ней и ожидаемый профиль проплавления. По словам Иди, из-за этих характеристик сварка порошковой проволокой является предпочтительной технологией для большинства трубопроводных работ, выполняемых за пределами Северной Америки. В некоторых частях мира заливка и укупорка электродами из целлюлозы сейчас почти запрещены.
В некоторых частях мира заливка и укупорка электродами из целлюлозы сейчас почти запрещены.
Сварочная система PIPEFAB от Lincoln Electric — это источник питания, разработанный специально для рынка изготовления труб и сосудов.
Однако некоторые не спешат принимать сдачу. Вот почему расходные материалы были адаптированы для типа сварки трубопроводов, с которым можно столкнуться в США. Целлюлозные электроды Pipeweld можно использовать для завершения корневого и горячего прохода, в то время как Pipeweld Orbiter автоматизирует проходы заполнения и закрытия с помощью порошковой проволоки. электроды. В другой процедуре можно использовать электроды с низким содержанием водорода Pipeweld DH для первого прохода заполнения, а Pipeweld Orbiter может завершить оставшиеся проходы.
Иди сказал, что сварщикам, работающим вручную, будет трудно угнаться за механизированным жучком, особенно из-за того, что FCAW в гору может выдерживать до 9 фунтов. присадочного металла в час. Он добавил, что этот процесс намного более последовательный, чем при использовании дуговой сварки в защитном металлическом корпусе или сплошной проволокой с узким зазором.
Иди рассказала о случае, когда у компании было 200 миль трубы для сварки в Европе и был заключен дополнительный контракт на еще 50 миль на том же трубопроводе. То, что должно было стать праздничным моментом, быстро превратилось в дилемму.У них было достаточно механизированных устройств для сварки прямых магистральных труб, которые они планировали, но они не могли оправдать затраты на дополнительные машины для дополнительного 50-мильного проекта. (Большинство машин, предназначенных для сварки в узкие зазоры трубопроводов, арендуются у компаний по аренде оборудования.)
«Они использовали эту технологию Pipeweld Orbiter для врезок и переходов, потому что в пределах тех первоначальных 200 миль, где они не могли использовать традиционный зажим », — сказала Иди. «Они очень быстро поняли, что, если они правильно укомплектуют этот проект, они фактически смогут конкурировать по времени с количеством сварных швов, которые они могут произвести с предполагаемым более быстрым процессом».
«Они очень быстро поняли, что, если они правильно укомплектуют этот проект, они фактически смогут конкурировать по времени с количеством сварных швов, которые они могут произвести с предполагаемым более быстрым процессом».
При использовании Pipeweld Orbiter для всех соединений на 50-мильном проекте сварщики также узнали, что им не нужно изменять фаску на концах труб. Это означало, что им не нужно было нанимать бригаду по очистке для сбора металлической стружки и обработки смазочно-охлаждающей жидкости.
Когда сварка трубопровода была завершена, компания критически оценила стоимость различных подходов к сварке.Они узнали, что выполняли около 60 стыков в день на трубе диаметром 48 дюймов и стенкой 0,75 дюйма с использованием традиционного узкощелевого процесса с участием пяти сварочных бригад (10 сварщиков). Благодаря процессу порошковой наплавки компания по-прежнему получала 60 стыков в день, но у них было шесть бригад (12 сварщиков), работающих над процессом. Однако даже при наличии дополнительной бригады компания обнаружила, что общие затраты на соединение с использованием Pipeweld Orbiter были на 40% меньше, чем при использовании механизированного оборудования для процесса узкой щели, когда были включены затраты на мобилизацию и обработку.Компания также оставила оборудование по окончании работы вместо того, чтобы вернуть его компании по аренде.
Иди добавила, что для этого типа технологии сварки труб не требуется большого обучения. Благодаря простому в использовании контролю и последовательному производству с помощью вертикального процесса порошковой порошковой резки компетентные операторы могут быть обучены за один день.
«У нас есть несколько проектов по сварке порошковой проволокой в Техасе», — сказал Иди. «Для парней это ново … но мы наблюдаем довольно много интереса.”
В магазине
Когда люди думают о производстве труб, они, скорее всего, думают о трубопроводах, которые пересекают страну, доставляя нефть и природный газ из одной точки в другую.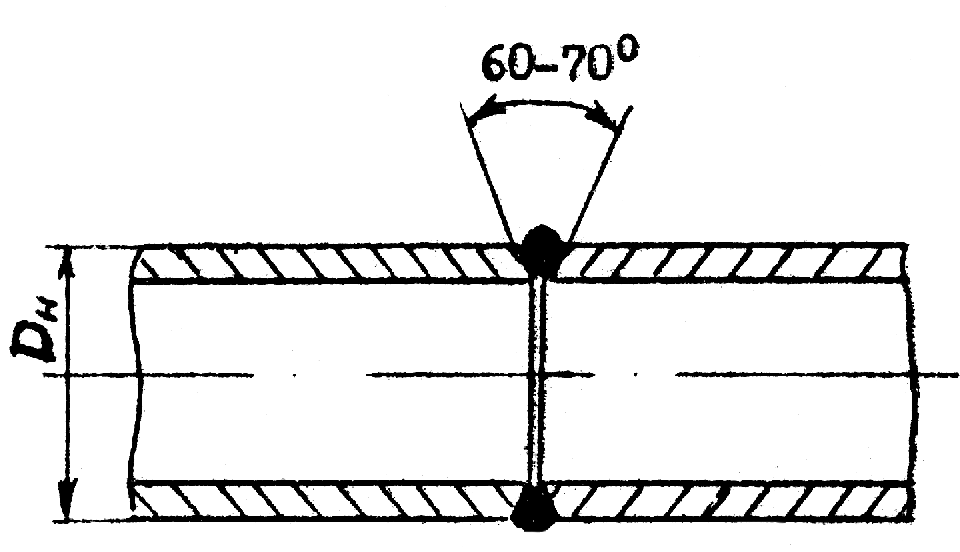 В этом есть смысл, потому что эти трубы видны невооруженным глазом, однако в действительности большая часть труб производится в цехах. Это тип трубопроводов, которые можно найти везде, от морских платформ до химических нефтеперерабатывающих заводов. Части этих типов проектов обрабатываются в цехе и доставляются на строительную площадку, где происходит окончательная сборка.
В этом есть смысл, потому что эти трубы видны невооруженным глазом, однако в действительности большая часть труб производится в цехах. Это тип трубопроводов, которые можно найти везде, от морских платформ до химических нефтеперерабатывающих заводов. Части этих типов проектов обрабатываются в цехе и доставляются на строительную площадку, где происходит окончательная сборка.Новые технологии, внедренные сварочными компаниями Lincoln Electric и ESAB, обещают изменить способ сварки труб. Getty Images
Сварщики, выполняющие этот тип трубных работ, испытывают во многом такое же давление, как и их коллеги в других областях металлообработки, одна из которых делает больше с меньшими затратами. Компании заинтересованы в повышении производительности, чтобы они могли быстрее завершить проекты и перейти к следующей возможности заработка.Между тем необходимо поддерживать качество, потому что в этом виде работы сбой может быть катастрофическим. Например, утечка химикатов — это не то, с чем никто не хочет иметь дело.
Вопреки этим постоянно растущим ожиданиям цехам по производству труб и сосудов высокого давления, а также подрядчикам по механическому оборудованию приходится сталкиваться с проблемой поиска подходящих операторов и сварщиков для своих отверстий. Это особенно верно, когда речь идет о тех отверстиях, для которых требуются высококлассные навыки, например, дуговая сварка вольфрамовым электродом в газовой среде (GTAW).
Короче говоря, любые инструменты, которые могут помочь сварщикам труб выполнять свою работу более эффективно без ущерба для качества, скорее всего, будут высоко оценены. Это привело Lincoln Electric к разработке своей сварочной системы PIPEFAB ™.
«Мы начали с существующих технологий, которые уже обслуживали это пространство и обеспечивали требуемые сварочные характеристики, но, возможно, не опыт, который им требовался с точки зрения простоты использования», — сказал Брюс Чантри из Lincoln Electric, продвинутый директор. технологические продукты.«Поэтому мы провели много времени в этих магазинах по производству трубок и судов, слушая клиентов и наблюдая за их работой, чтобы понять, как они используют инструменты в повседневной жизни».
технологические продукты.«Поэтому мы провели много времени в этих магазинах по производству трубок и судов, слушая клиентов и наблюдая за их работой, чтобы понять, как они используют инструменты в повседневной жизни».
Реальность сварки в цехе по производству труб и сосудов высокого давления будет полностью отличаться от жизни в сварочном цехе крупного производителя оригинального оборудования, такого как John Deere или Caterpillar, где кто-то, вероятно, занимается дуговой сваркой в газовой среде (GMAW) с проволокой того же диаметра. и комбинация газов для большей части рабочей смены. Сварщики труб в цехе постоянно переключаются между дуговой сваркой в защитных слоях металла, дуговой сваркой порошковой проволокой, GTAW и GMAW.
Чтобы дать сварщикам возможность подходить к источнику питания, оставлять все подключенным и выбирать процесс, необходимый для работы, одним нажатием кнопки, инженеры Lincoln Electric разработали систему PIPEFAB таким образом, чтобы все выходы процесса были электрически изолированы. При изменении процесса отключений и повторных подключений не требуется. Компания называет это дизайном Ready-to-Run ™.
Это помогает удовлетворить потребность в увеличении производительности, но как насчет опасений по поводу отсутствия опыта и знаний в области сварки труб? Вот где в игру вступает новый визуальный дисплей.
«Переходя к хорошему, хорошо заметному, промышленному, 7-дюймовому. экран, теперь мы можем использовать этот дисплей как средство для обмена информацией с операторами, чтобы попытаться облегчить им жизнь », — сказал Чантри.
Исторически, пользовательские интерфейсы источников сварочного тока были довольно ограничены. На паспортной табличке могли быть какие-то ярлыки со светодиодами, которые рассказывали сварщику, какой процесс был выбран, но в целом они были довольно примитивными.
Вместо того, чтобы теоретизировать, что может понадобиться сварщикам труб, Lincoln Electric использовала опыт компании, специализирующейся на пользовательском интерфейсе и дизайне, для разработки системы PIPEFAB.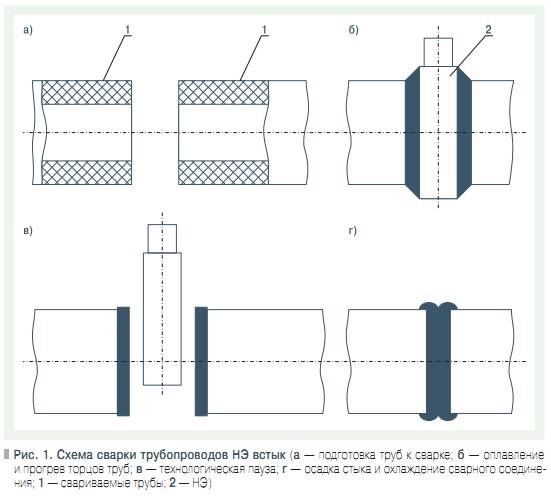 Они провели обширное исследование клиентов со специалистами по сварке труб, выяснив, что им нравится, а что нет. Они исследовали и сравнили информационные центры, связанные с такими продуктами, как Ford F-150 и трактор John Deere. Это привело к появлению нескольких различных концепций макетов экрана, форм оборудования и размещения кнопок и ручек. Дальнейшие отзывы сварщиков помогли довести конечный пользовательский интерфейс до нужного уровня.
Они провели обширное исследование клиентов со специалистами по сварке труб, выяснив, что им нравится, а что нет. Они исследовали и сравнили информационные центры, связанные с такими продуктами, как Ford F-150 и трактор John Deere. Это привело к появлению нескольких различных концепций макетов экрана, форм оборудования и размещения кнопок и ручек. Дальнейшие отзывы сварщиков помогли довести конечный пользовательский интерфейс до нужного уровня.
«Этот акцент позволил нам сделать работу с пользователем невероятно интуитивно понятной и обучающей», — сказал Чантри.«Например, если по какой-то причине у кого-то должен был появиться код ошибки, а не просто выскочить код ошибки, сварщик теперь может узнать, что это за ошибка, и, возможно, даже некоторые потенциальные решения для ее устранения. Теперь мы можем начать делиться с ними знаниями о том, как решать проблемы ».
Пользовательский интерфейс стал важной разработкой для продукта PIPEFAB, поскольку во многих случаях он может быть решающим фактором для компаний, желающих купить новое оборудование для сварки труб, добавил Чантри.В то время как опытным сварщикам может нравиться сварочная технология Lincoln Electric больше, чем другие источники питания на рынке, руководители цехов или покупатели оборудования могут склоняться к наиболее удобным в использовании машинам, учитывая, что у них, вероятно, будут работать менее опытные сварщики после выхода на пенсию. бэби-бумеры.
Lincoln Electric также улучшила сварочные характеристики своего нового источника тока для сварки труб, сообщает Chantry. Запатентованный компанией процесс Surface Tension Transfer®, модифицированный GMAW короткого замыкания, был доработан для обеспечения более высоких скоростей перемещения и большей стабильности дуги.Фактически, когда-то сварщикам труб приходилось использовать более короткие кабели или измерительные провода, чтобы обеспечить стабильную дугу во время процесса соединения. По словам Чантри, с появлением технологии CableView ™ этого больше не должно быть.
Эта запатентованная функция непрерывно контролирует индуктивность кабеля и регулирует форму волны для поддержания стабильных характеристик дуги для длинных или спиральных кабелей длиной до 65 футов (19,81 м). Сварщикам не нужно беспокоиться о дополнительных проводах, которые использовались, когда требовались измерительные провода.Кроме того, технология CableView уведомляет сварщика, если индуктивность выходит за пределы пороговых значений.
«Не имеет значения, работает ли сварщик с 15-футовым. [4,57-м] кабель в идеальных условиях или 50 футов. Кабель [15,24 м] в не очень идеальных условиях. Сварщику не нужно ничего трогать, чтобы обеспечить стабильность дуги », — сказал Чантри.
Система PIPEFAB также предназначена для обеспечения характеристик импульсной сварки, адаптированных к сварке труб. Используя технологию Lincoln Electric Waveform Control Technology®, функция Smart Pulse ™ отслеживает настройки машины и адаптирует импульс для каждого применения сварки труб, например сварки труб в нестабильном положении и сварки труб 1G.
Chantry сообщила, что эта технология сварки труб была разработана для того, что делают сварщики труб сегодня, и для других возможностей в будущем, возможно, с использованием новых, еще не идентифицированных материалов. Еще одна вещь, о которой не забыли разработчики продуктов, — это необходимость подключения к Индустрии 4.0. Хотя многим производителям еще предстоит реализовать весь потенциал того, что этот тип цифрового управления производством может сделать для повышения производительности и качества, они могут спокойно знать, что система PIPEFAB сможет стать частью такой взаимосвязанной среды.
«Заказчики могут подключить это к своей сети с помощью Ethernet и воспользоваться преимуществами наших существующих решений для обработки данных, когда продукт будет доставлен прямо из коробки. Они могут управлять своими сварочными операциями и контролировать их из любой точки мира », — сказал Чантри.
Сварочное оборудование | Восточный муниципальный колледж штата Мэн
 youtube.com/embed/5uhbmPXkaAs?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/5uhbmPXkaAs?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
Welding Technology предлагает студентам модульную базовую учебную программу в одно- или двухгодичном формате, включая технические курсы по базовой сварке и сварке труб и / или продвинутой сварке.Учебная программа первого года обучения по сварке предлагает обучение основным методам сварки и сварки труб с использованием процесса дуговой сварки в защитном металлическом корпусе. Учебная программа по сварке второго года обучения предлагает обучение передовым методам сварки труб с использованием процессов дуговой сварки металлическим газом и дуговой сварки вольфрамовым электродом.
Эта программа объединяет курсы теории технологий с различными общеобразовательными курсами. Значительное внимание уделяется курсам математики, коммуникации, физики и социальных наук.В рамках технологии также требуются специальные курсы по металлургии сварки и обеспечению качества / контролю качества. Это сочетание теоретических курсов, общеобразовательных курсов и повышения квалификации делает наших выпускников очень востребованными.
Сварочная программа тесно сотрудничает с региональной производственной и строительной отраслями. Высоко востребованные выпускники этой программы имеют возможность трудоустройства в различных технических средах, включая строительство мостов и зданий, изготовление металлов, судостроение, производство электроэнергии, нефтехимическую промышленность и бумажную промышленность.
Ключевые цели обучения
Выпускники со степенью младшего специалиста по прикладным наукам в области сварочных технологий работают на начальном уровне для сварщиков в следующих областях:
- Дуговая сварка экранированного металла (S. M.A.W.) во всех положениях для низкоуглеродистой стали и для сварки труб.
- Дуговая сварка порошковой проволокой (F.C.A.W.) во всех положениях для листовой мягкой стали.
- Газовая дуговая сварка металла (G.M.A.W.) во всех положениях для листов из мягкой стали, алюминиевых листов и труб из мягкой стали.
- Газовая вольфрамовая дуговая сварка (G.T.A.W.) во всех положениях для пластин из низкоуглеродистой стали, алюминия и нержавеющей стали, а также труб из нержавеющей стали.
- Газокислородная резка (D.F.C.) для листа из мягкой стали ANSI / A.W.S.C4.2-90 Американский национальный стандарт
- Air Carbon Arc Cutting (C.A.C.-A) для листовой мягкой стали.
- Плазменно-дуговая резка (P.A.C.) для низкоуглеродистой и нержавеющей стали.
- Чертежи и чертежи для сварщиков.
- Обеспечение качества / контроль качества сварочных работ.
 M.A.W.) во всех положениях для низкоуглеродистой стали и для сварки труб.
M.A.W.) во всех положениях для низкоуглеродистой стали и для сварки труб.Выпускники сдают следующие тесты:
- A.W.S. Структурная сертификация
- A.S.M.E. Раздел 9 S.M.A.W. Сертификация труб
- A.S.M.E. Раздел 9 G.T.A.W. Сертификация труб
Предварительные требования
- Алгебра I требуется; Алгебра II, геометрия и физика или химия с лабораторией желательно.
Стипендии
Студентам, изучающим технологию сварки, предоставляется ряд стипендий.Стипендия Реджинальда Рэя была впервые предложена на 2000–2001 учебный год. Эта стипендия побуждает студентов пройти все три года обучения, чтобы максимально использовать потенциал навыков и возможности карьерного роста.
Технология сварки трубопроводов | Подводный трубопроводный инжиниринг
Магистральные трубы могут быть соединены механическими соединителями или сваркой. Резьбовые и муфтовые (T&C) или штифтовые и муфтовые соединители используются для соединений бурового райзера и райзера с верхним натяжением.Однако сварка чаще используется для морских трубопроводов из-за ее проверенной технологии и более низкой стоимости, чем механические соединители. Преимущества соединителей: использование высококачественных труб (до 125 тысяч фунтов на квадратный дюйм SMYS), быстрая сборка, отсутствие сварки (отсутствие зоны термического влияния, отсутствие контроля сварки), отсутствие покрытия стыков и т. Д. Недостатки соединителей: высокий стоимость материалов, испытание на герметичность для каждого соединения, слабое сопротивление кручению и усталости и т. д. Интегральные соединители, не требующие скручивания трубы или соединителя, имеют
Преимущества соединителей: использование высококачественных труб (до 125 тысяч фунтов на квадратный дюйм SMYS), быстрая сборка, отсутствие сварки (отсутствие зоны термического влияния, отсутствие контроля сварки), отсутствие покрытия стыков и т. Д. Недостатки соединителей: высокий стоимость материалов, испытание на герметичность для каждого соединения, слабое сопротивление кручению и усталости и т. д. Интегральные соединители, не требующие скручивания трубы или соединителя, имеют был разработан.Доступные встроенные соединители: Jetair PSC, Hydil 2000, OSI Merlin и т. Д.
Максимальный класс трубы, который можно сваривать на море, — X-70. Для труб класса выше Х-70 требуется индукционная термообработка, которая невозможна при непрерывной сварке длинных трубопроводов. Индукционная термообработка обычно проводится в печи, поэтому она ограничена размером и длиной свариваемых изделий.
Существует множество способов сварки, таких как сварка в твердом состоянии (контактная, холодная, трение, ультразвуковая и т. Д.).), пайки / пайки и сварки плавлением. При пайке / пайке плавятся только присадочные материалы, а не основные материалы. Однако сварка плавлением включает частичное плавление основного материала (так называемая зона термического влияния). Для сварки плавлением обычно используется электрическая энергия (электрод).
Зона термического влияния Источник: Введение в морские трубопроводы и стояки — Джеён Ли |
Дуговую сварку защищенного металла (SMAW) часто называют сваркой штучной сваркой.Флюс, покрывающий электрод, плавится во время сварки, образуя газ и шлак, защищающие дугу и расплавленную сварочную ванну. После сварки шлак должен быть удален со сварного шва.
При газовой дуговой сварке (GMAW) используется дуга между плавящимся электродом с постоянным присадочным металлом и сварочной ванной.
 Защита обеспечивается защитным газом, подаваемым извне. Этот метод также известен как сварка в среде инертного газа (MIG) или сварка в среде активного газа (MAG, т. Е. С диоксидом углерода или кислородом).
Защита обеспечивается защитным газом, подаваемым извне. Этот метод также известен как сварка в среде инертного газа (MIG) или сварка в среде активного газа (MAG, т. Е. С диоксидом углерода или кислородом). GMAW представляет собой дугу постоянного тока, горящую между тонким металлическим проволочным электродом и заготовкой.Область дуги и сварного шва закрыта защитным газовым экраном. Проволочный электрод подается с катушки через сварочную горелку, подключенную к положительному выводу. Техника проста в использовании и быстра (высокая производительность) и не требует очистки от шлака, так как не используется флюс. Процесс MAG подходит для стали, низколегированных и высоколегированных материалов. С другой стороны, процесс MIG используется для алюминия и меди.
GTAW чаще всего используется для сварки тонких профилей нержавеющей стали и легких металлов, таких как алюминий, магний и медные сплавы. Этот процесс известен тем, что позволяет создавать более прочные и качественные сварные швы, чем SMAW и GMAW.Однако GTAW сравнительно сложнее и труднее в освоении. Это также значительно медленнее, чем большинство других методов сварки.
Виды сварки Источник: Введение в морские трубопроводы и стояки — Джеён Ли |
Каждую сварку следует проверять на предмет ее полноты и качества неразрушающим методом
. тест (NDT). Обычно четыре (4) метода неразрушающего контроля широко используются при сварочном контроле как
показано в таблице ниже.

Неразрушающий контроль Источник: Введение в морские трубопроводы и стояки — Джеён Ли |
| Источник: Введение в морские трубопроводы и стояки — Джэён Ли |
Источник:
Введение в морские трубопроводы и стояки — Джэён Ли
Подготовка к сертификации сварки труб | Технический колледж Блэк Ривер
Сварка конструкционной стали и труб
Станьте сварщиком труб всего за 18 недель!- с понедельника по пятницу с 16 до 22
- 540 часов для связи (54 CEU)
- Опыт сварки не требуется
Основные моменты программы
Обзор отрасли сварки труб На этом постоянно растущем конкурентном рынке труда компаниям требуются самые талантливые и квалифицированные работники.Сварщики труб, которые действительно отточили свое мастерство, — редкий товар, пользующийся большим спросом. Наши недавние выпускники зарабатывают от 2000 до 3500 долларов в неделю, включая сверхурочные и суточные. Наша программа предоставляет обширный опыт в области сварки и множество возможностей трудоустройства в области сварки.
Продвинутая программа по сварке труб Технического колледжа Блэк-Ривер научит вас навыкам, необходимым для быстрого выполнения работы, и начнёт приобретать опыт, который поможет вам усовершенствовать свои навыки и стать одним из специалистов, которых ищут компании.Профессия сварщика позволяет человеку вписаться в самые разные карьерные возможности из-за спроса на тех, кто хорошо владеет сварочным искусством. Американское общество сварщиков сообщило (весной 2011 г.) о нехватке почти 200 000 сварщиков начального уровня, и ожидается, что это число будет продолжать расти. Сварщик труб может принести множество преимуществ, включая путешествия, независимость, хорошую зарплату и безопасность работы. Наши выпускники, усердно поработавшие в классе, сразу после окончания программы искали работу.
Наши выпускники, усердно поработавшие в классе, сразу после окончания программы искали работу.
Обзор программы и учебной аудитории по сварке труб Программа начинается с основ и заканчивается продвинутыми концепциями. Таким образом, программа может быть полезна как новичкам, так и лицам, имеющим опыт работы в сварке, которые хотят улучшить свои навыки и повысить зарплату. Поскольку учебная программа является прогрессивной, студент будет знакомиться со многими областями сварки в классе, а также получить практический опыт работы в сварочной лаборатории.
Дневная классная программа будет структурирована следующим образом:
- Ориентация
- Безопасность сварки и строительства
- Теория конструкций и сварки труб
- Чтение синего текста
- Методики обучения трудоустройству
Каждый день будет состоять из 1 часа аудиторной лекции и 5 часов практического обучения в лаборатории. Классная комната — это современное здание с множеством технологических достижений в области сварки. Используемое оборудование является экологически чистым и экологически безопасным. Специализированная система фильтрации с вытяжными рукавами гарантирует, что выброс опасных паров и паров является минимальным риском для учащегося и окружающей среды.
Программа сварки Понедельник — пятница с 16:00 до 22:00 (540 часов занятий = 54 CEU) Участники будут посещать занятия каждый день (с понедельника по пятницу), всего 30 учебных часов в неделю в течение 18 недель.Могут быть случаи, когда занятие будет перенесено на другой день или время, чтобы оптимизировать использование оборудования.
Цель курса:
Это программа по сварке в гору, которая обучит людей, чтобы они могли стать профессиональными и пригодными для работы в области сварки конструкционной стали и труб. Эта программа подготовит выпускников к должностям уровня подмастерья в качестве сварщиков металлоконструкций и труб в строительной отрасли, включая новое строительство, остановку, ремонт и надстройку на различных заводах, включая нефтехимические предприятия, электростанции, нефтеперерабатывающие заводы целлюлозно-бумажных комбинатов. и больше.
и больше.
Сварочные процессы, охватываемые программой:
- Дуговая сварка в экранированном металле (SMAW или стержневая сварка)
- Дуговая сварка вольфрамовым электродом (GTAW или TIG)
- Газовая дуговая сварка металла (GMAW или MIG)
- Дуговая сварка сердечником под флюсом (FCAW или сердечник)
7 900 долларов США — включает оборудование, расходные материалы, книги и лабораторные работы. Ссуды Sallie Mae, доступные для квалифицированных кандидатов на основе вашего кредитного рейтинга Доступный план оплаты — Должен быть выплачен полностью за 6 недель до начала занятий. Департамент рабочей силы в настоящее время финансирует квалифицированных специалистов для TAA. Всем, кто заинтересован в работе в области сварки труб. Эта программа разбита на шесть последовательных трехнедельных этапов, которые дополняют друг друга.Вы должны пройти все части каждого этапа, чтобы перейти к следующему этапу. Свяжитесь с нами как можно скорее, чтобы начать процесс собеседования.Для получения дополнительной информации зайдите в отдел непрерывного образования в кампусе Paragould, чтобы получить пакет программы, или позвоните, чтобы запросить отправку пакета вам по почте. Этот курс требует подачи заявления и собеседования. Пожалуйста, позвоните, чтобы назначить встречу на собеседование. Diane Graftenreed Щелкните здесь , чтобы запросить пакет с информацией о сварке труб, который будет отправлен вам по почте. Нравится Загрузка … Наша программа сварки экологически безопасна:
Плата за обучение и сборы
Кто должен присутствовать
Краткое содержание курса
Количество мест ограничено до 13 человек в классе
870-239-0969 добавочный номер 5201
[email protected] Нравится:
Техника сварки труб
Сварка труб является одним из самых сложных методов пайки, но широко применяется в таких отраслях промышленности и строительстве, как сварка нефтепроводов, газопроводов, трубопроводов и т. Д. Таким образом, требования к качеству сварки также более строгие, чем другие виды сварки. техники. Сварные швы должны иметь высокую пористость, в трубке не должно быть дефектов и дуги.
Приваривается сверху вниз к низу. Отрегулируйте большой ток для плавления дефектов сварных швов Угол стержня при пайке с футеровкой
Футеровка сварочного стержня с горизонтальными колебаниями
СТУПЕНЬ К ТРУБЕ
Подготовка сварочных работ
Очистка: Шлифовальная поверхность скошенная, угол, тупой край. Шлифование поверхности сварочного рисунка (от края 30-40 мм).
Подготовьте сварочный аппарат
Проверьте всю систему сварочного аппарата, чтобы убедиться, что сварочный аппарат работает нормально.Сварочный шов проверяется на коррекцию сварочного тока.
В среднем для толстых железных труб приемлемы токи от 100 до 150. Сила тока зависит от метода сварки и сварочного материала. Для больших труб мы должны использовать большие стержни (от 4 мм до 5 мм), поэтому сварочный ток также должен быть больше, чтобы стержни были правильными (для сварки TIG)
Stick
Поместите трубку на стол, поверните край вверх, откройте зазор с U-образным сердечником шпульки, оставшуюся трубку поместите сверху, скошенные края соедините вместе в канавку.Убедитесь, что максимальный прогиб краев двух трубок составляет 1,6 мм. Сварные паяные соединения между центром трубки длиной 10-15 мм.
Сварные швы должны иметь хороший провар на глубине 1,6 мм и проникать в стык. Чтобы зазор не отклонился, можно переместить зазор соответствующего зазора. Третий и четвертый швы расположены перпендикулярно под углом 90 ° к сварным швам 1 и 2. Шлифовка сварных швов в соответствии с техническими требованиями для обеспечения качества сварных швов.
Приспособление может представлять собой прямоугольную рейку, размер трубы которой должен быть таким, чтобы она сжимала трубку.Затем поместите две трубки в направляющие, оставив разумное расстояние 2 мм между двумя трубками. Затем проверьте заглушку и закройте сварной шов. Коготь — это четыре ключа в одном сварном шве. Суставы обращены друг к другу.
Футеровка сварнаяЗакрепите зажим для припоя под углом 45º над землей с фиксаторами, зафиксированными на 1, 4, 7 и 10 часах (по часовой стрелке), как показано:
Подготовьте связующее
Положение начала сварки TIG: у хороших сварщиков обычно начинают с 6h40 ‘по часовой стрелке. На этом этапе поза будет наклонена вправо, а голова слегка приподнята.
Для не очень хороших сварщиков мы рекомендуем начинать с 4:30 минут, когда наклон меньше.
Положение при сварке
Держите дугу внутри канавки, поддерживая равномерное горение дуги и дуговый зазор в два раза больше диаметра сварочного стержня, со смещением, колебанием кончика сварочного стержня (зазубренным или полу-) и дугой Обеспечение достаточного нагрева тусклого края (Шаги по перемещению поперечного потока воздуха для предотвращения падения металла и шлака, поскольку припой находится в боковом положении 450)
При пайке ваша рука должна быть одновременно другой рукой, чтобы производить регулярную и разумную компенсацию.Техника масштабирования — чрезвычайно важный навык при растачивании, в частности, и при сварке сварных швов в целом.
Процесс сварки по часовой стрелке. При сварке не забудьте отрегулировать вес между паяльником, положением человека и положением стержня компенсатора так, чтобы он был наиболее удобным.
Возможно применение проточки в виде пилы или полукруга. С новыми сварочными аппаратами их можно использовать для загорания проволоки. У хороших сварщиков они обычно следуют полукругу или цифре 8, запястья и руки очень гладкие и очень острые.И беременная.
Внимание: постарайтесь проделать отверстие в верхнем отверстии кожуха немного шире диаметра стержня, чтобы металл полностью проник и равномерно прилегал к краю сварочной канавки. Затем остановите дугу примерно на 0,8 мм от острого края тупой кромки и начните перенос
Слегка жидкий.
Проделываем отверстие на прокладке подкладки.
Для больших проемов метод перекрытия следует использовать снова и снова. Завершив первый слой сварки, очистите сварной шов, чтобы обеспечить ширину канавки, достаточную для слива шлака при сварке.Продолжите разделение свариваемой поверхности на 3 части и сварите более 1/3 переднего шва.
При сварке труб не допускайте слипания комков внутрь трубы.
После сварки последний этап сварки — финальное покрытие. Затем приступайте к шлифовке, чтобы очистить сварной шов.
Существует два основных способа сварки TIG и MIG. Для труб диаметром ≤ Ø100 используйте сварку TIG для герметизации последнего слоя. Для больших труб используется MIG
Требования: Поверхность сварного шва должна быть одинаковой высоты, дугообразной.Прямой припой прямой, без кромки, стопа огонь.
Пять горячих причин стать сварщиком труб
На протяжении всей нашей современной промышленной истории сварщики труб были и, скорее всего, всегда будут востребованы. Из-за динамической природы металлической трубы она используется в нескольких приложениях, например:
- Нефтегазопроводы
- Строительные леса
- Конструкции, такие как ограждения и поручни
- Вода и канализация
Если вы собираетесь продолжить карьеру сварщика труб, вы должны знать, что перспективы трудоустройства сварщиков в целом выглядят положительно.По данным Бюро статистики труда, ожидается, что занятость сварщиков, резчиков, паяльщиков и паяльщиков вырастет на 4% в период с 2014 по 2024 год . Они также заявляют: «Перспективы трудоустройства должны быть хорошими для сварщиков, обученных новейшим технологиям».
Стабильная занятость важна, но это не единственный фактор, который следует учитывать, если вы думаете о входе в эту область. Вот 5 вещей, о которых вам следует подумать, если вы собираетесь стать сварщиком труб:
1.Если умеешь сваривать трубы, сваривать можно что угодно
Для многих сварщиков сварка труб, в частности, может быть немного более сложной задачей. Например, в зависимости от размера и материала трубы усложняется соблюдение угла хода. Угол перемещения изменяется при изменении диаметра трубы. Трубы часто расположены в труднодоступных местах, и сварка труб, как правило, требует относительно больших навыков, чем другие подмножества сварки.
Если бы вы стали профессионалом в сварке труб, вы, вероятно, стали бы гораздо лучше сварщиком.В общем, если вы когда-нибудь решите выйти за рамки специальности.
2. Если вы любите путешествовать, сварка труб — отличный выбор для карьеры
Сварщики труб часто бывают в разных местах США. Некоторые из этих областей включают Техас, Северную Дакоту, Луизиану, Аляску, Калифорнию и Нью-Мексико. Эти места изобилуют сварочными работами по сварке труб, в основном из-за нефтяной и энергетической отраслей.
Есть также возможности трудоустройства за пределами США, например, в Германии, некоторых частях Африки, Южной Америке и во многих других регионах по всему миру.Если вам нравится путешествовать за пределами своего штата, сварка труб может стать отличной карьерой.
3. Высокая гарантия занятости и заработная плата для сварщиков трубопроводов
Достаточно квалифицированные сварщики труб вряд ли останутся без работы. Как указывалось ранее, Бюро статистики труда отмечает, что сварщики, прошедшие современную подготовку, будут востребованы на долгие годы. По данным BLS, средний доход сварщиков составляет $ 37 420 .
Однако перечисленные средние зарплаты сварщиков трубопроводов резко увеличиваются, по крайней мере, до 60 650 долларов в 2015 году.Это разница в 24 080 долларов в пользу сварки трубопроводов. В сочетании с в целом позитивными перспективами в области сварки и производственных рабочих мест в целом, стать квалифицированным сварщиком труб было бы неплохим решением.
4. Возможности работать в различных отраслях
Когда вы думаете о сварке труб, вы можете думать только о нефтегазовой отрасли. Хотя нефте- и газопроводы предоставляют приличное количество возможностей для трудоустройства, они определенно не единственные отрасли, в которых нужны квалифицированные сварщики труб.Стальные трубы используются в промышленных строительных лесах, и многие водоочистные сооружения и канализационные системы нуждаются в квалифицированных сварщиках для обслуживания труб.
Изучение множества различных отраслей и секторов может открыть множество дверей, даже тех, о существовании которых вы могли не думать. Умение читать чертежи, способность соблюдать правила техники безопасности и знание многих различных областей привлекает работодателей во многих различных отраслях.
5. Гибкий, долгосрочный карьерный путь
Постоянный спрос на сварщиков труб вряд ли исчезнет в ближайшее время.Однако вам не обязательно работать на кого-то еще. Вы можете выбрать работу на фрилансе или начать свой собственный бизнес. По сути, фриланс предполагает участие в торгах за работу, которую работодатель должен выполнить. Начав свой собственный бизнес, клиенты вместо этого будут предлагать вам цену за ваш опыт.
Эти варианты могут подойти не каждому сварщику. Но если вы достаточно квалифицированы в этой профессии, вы можете добиться успеха, взяв свою карьеру в свои руки.
Обучение на сварщика
Долгосрочная и плодотворная карьера начинается с правильной программы обучения.Вы должны убедиться, что выбранная вами программа соответствует стандартам безопасности и отраслевым стандартам. Если вы собираетесь заняться сваркой труб, обратитесь в Институт передовых технологий для получения информации о получении диплома по морской сварке. Свяжитесь с нами по телефону 800-468-1093 или запросите информацию сегодня.
Официально !! Поздравления # АТИГРАД #ATI pic.twitter.com/CepAZh2QfV
— ATI (@AdvTechInst) 15 августа 2015 г.
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ — Институт передовых технологий (ATI) не дает никаких претензий, гарантий или гарантий в отношении фактических возможностей трудоустройства или потенциального заработка нынешним, прошлым или будущим студентам или выпускникам любой предлагаемой образовательной программы.Веб-сайт Advanced Technology Institute публикуется только в информационных целях. Прилагаются все усилия для обеспечения точности информации, содержащейся в домене AUTO.edu; однако гарантия точности не дается. Его содержание не создает никаких договорных прав, явных или подразумеваемых.
Информация о прибыльном трудоустройстве — Сварочное дело в морской отрасли, степень AOS
Информация о прибыльном трудоустройстве — Сварка в море (диплом)
Для получения дополнительной информации об Институте передовых технологий или любой из наших программ щелкните здесь: http: // www.auto.edu/ или http://ow.ly/VoydP.
Программа получения степени в области сварочных технологий — Манчестерский муниципальный колледж, Нью-Гэмпшир
MCC предлагает ученую степень младшего специалиста по прикладным наукам (A.A.S.) и профессиональный сертификат в области сварочных технологий. Студенты A.A.S. Программа «Сварочные технологии» развивает различные технические навыки и знания отраслевых норм, основанные на теории и основанные на академической базе, которая включает математику и коммуникацию.Сертификат профессионала в области сварочных технологий отвечает целям трудоустройства начального уровня для некодовой сварки и включает курсы, необходимые для первого года обучения в A.A.S. степень.
Цель программы
Выпускники этой программы будут подготовлены студентами с востребованными навыками в различных сварочных процессах для поступления на работу.
Результаты программы
Студенты, окончившие эту программу, смогут:
- Обладать базовыми знаниями в четырех основных сварочных процессах
- Продемонстрировать основные концепции и методы чтения технических чертежей и чертежей в соответствии с отраслевыми стандартами
- Четко сформулируйте правила техники безопасности и использования станков
- Создание чертежей с помощью программного обеспечения для автоматизированного черчения (CAD)
- Повышение квалификации в соответствии с требованиями норм по сварке толстых листов и труб
- Продемонстрировать знание структуры материалов; процессы термообработки; состав черных и цветных сплавов; и влияние термической обработки на металлы
- Четко сформулируйте процедуры промышленного контроля качества
- Продемонстрировать методы изготовления и оценку стоимости, а также принципы прикладной статики и сопротивления материалов
Требования для зачисления
В дополнение к общеобразовательным требованиям, студенты должны поступить в MATh211M или MATh211XM, Numerical Geometry или Numerical Geometry — Corequisite и ENGL110XM или ENGL110M, College Composition I с Corequisite или College Composition I.
Технические стандарты
- Нормальное зрение для чтения инструкций и выполнения заданий (допускается адаптивное оборудование).
- ловкость рук обеими руками; хорошая координация рук и глаз.
- Способность визуализировать и изобразить идеи графически.
Возможности трудоустройства
Потребность в обученных сварщиках постоянно растет и будет расти до 2016 года.