Особенности работы инвертора для сварки
Преимущества и недостатки инверторной сварки
Инверторная сварка, появившаяся сравнительно недавно, значительно облегчила выполнение сварочных работ простотой и легкостью применения. Сварку инверторным аппаратом, имеющим небольшие габариты, легкий вес и несложную систему управления, могут выполнять как опытные сварщики, так и новички.
Принцип работы инвертора
Технология сварки инвертором заметно отличается от работы обычного трансформаторного оборудования для дуговой сварки. В последнем случае процесс повышения силы тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторной аппаратуры базируется на совершенно другом принципе.
Источник питания инвертора – домашняя электросеть переменного тока, с частотой 50Гц.
Переменный ток преобразуется в постоянный выпрямляющей схемой аппарата, далее специальный фильтр окончательно сглаживает его показатели.
Основным электрическим узлом устройства, с помощью которого выполняется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Например: для инверторной сварки при силе тока 160А потребуется трансформатор, обладающий массой порядка 0,250 кг, в то время как для устройств старого образца применяется трансформатор массой около 18 кг. Полученный в процессе преобразования ток высокой частоты понижается до 60-90 В (в бытовом оборудовании), сила тока при этом обладает минимальным показателем в 120-200 А которого достаточно для сварки.
Преимущества инвертора
Небольшие габариты и масса делают аппарат очень удобным для применения в домашних условиях. Но оборудование обладает и другими достоинствами, отличающими его от техники старого образца.
- Электроды для инверторной сварки могут быть как для постоянного, так и для переменного тока. Это существенное преимущество, особенно когда необходимо выполнить соединение чугунных конструкций или деталей из цветных металлов и сплавов.

- Инверторная сварка обладает возможностью регулировать силу тока в достаточно большом диапазоне. Это делает доступным выполнение аргонодуговой сварки инвертором с помощью неплавящихся вольфрамовых электродов.
- Инверторная сварка своими руками – процесс менее трудоемкий и сложный, чем сварка аппаратами старого типа, благодаря схеме управления, позволяющей выполнять большое количество функций, направленных на облегчение сварки. Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.

Недостатки
Несмотря на большое количество достоинств, использование инверторной аппаратуры обладает рядом негативных моментов.
- Высокая стоимость – это основной недостаток оборудования, влияющий на выбор покупателя. Инвертор в несколько раз дороже обычного оборудования. Поэтому при единичном пользовании его лучше брать в аренду, или обращаться за помощью к специалистам.
- Аппарат обладает повышенной чувствительностью к пыли, как и все прочие электронные устройства на основе полупроводниковых элементов. Эксплуатация оборудования невозможна без периодической чистки, которую в сезон необходимо производить до 4 раз.
- Некоторые модели устройств нельзя использовать для сварки в условиях отрицательных температур из-за повышенной чувствительности к холоду.
- Сварка инвертором для начинающих может показаться неудобной из-за короткого сварочного кабеля, длина которого по установленным нормам не должна превышать 2,5 метра.
 Эксплуатация оборудования невозможна без периодической чистки, которую в сезон необходимо производить до 4 раз.
Эксплуатация оборудования невозможна без периодической чистки, которую в сезон необходимо производить до 4 раз.Отличия бытовых и профессиональных инверторов
Бытовые устройства должны иметь время для остывания через каждые 15-20 минут сварки. При этом длительность остывания в два раза превышает время работы. Профессиональная модель может функционировать в течение 8-9 часов, а промышленное оборудование настроено на круглосуточную работу.
Приобретая бытовой агрегат необходимо уточнять показатель напряжения в сети. Стабильные параметры и постоянная величина, соответствующая норме, позволяет покупать оборудование, которое рассчитано на сварочный ток 160 А. При низком напряжении, лучше приобретать модель с показателем 200 А, иначе пострадает качество сварного шва.
При низком напряжении, лучше приобретать модель с показателем 200 А, иначе пострадает качество сварного шва.
Особенности инверторной сварки
Основное преимущество аппаратуры заключается в том, что ей может работать даже неопытный сварщик, потому что инвертор, в отличие от сварочных трансформаторов, более легок и удобен в работе. Но все же предварительно следует ознакомиться с тем, как правильно варить инверторной сваркой.
Прямая зависимость между входным и входным напряжением, существующая в трансформаторном оборудовании, при существенных перепадах способствует возникновению сложностей во время розжига дуги, заключающихся в прилипании электрода к соединяемым элементам. Устройство инверторного аппарата исключает подобную зависимость, что облегчает процесс зажигания дуги.
При сварке трансформаторными аппаратами, которые неспособны удерживать постоянную силу тока, существует возможность возникновения ситуаций, при которых металл не проваривается или наоборот прожигается.![]() Сварка инвертором не имеет подобного недостатка, обладая постоянной величиной сварочного тока.
Сварка инвертором не имеет подобного недостатка, обладая постоянной величиной сварочного тока.
Качество сварного шва, при работе обычным сварочным оборудованием, зависит от поддержания горения сварочной дуги. Не каждый начинающий сварщик сможет обеспечить подобный параметр. Инверторная аппаратура не требует тщательного контроля этой функции из-за постоянства сварочного тока, который обеспечивает высокое качество сварочного шва даже при небольших изменениях дуги.
Вертикальный шов гораздо быстрее и качественнее получается при сварке инвертором, чем трансформаторным устройством. Обусловлено это исключением постоянного прилипания электрода к соединяемым деталям, что облегчает выполнение сварки прихватками.
Полуавтоматическое оборудование
Существует несколько видов инверторной техники. Одним из них является инвертор-полуавтомат, предназначенный для работы в среде защитных газов.
Одним из них является инвертор-полуавтомат, предназначенный для работы в среде защитных газов.
Сварной шов выполняется с помощью присадочной проволоки, подаваемой автоматически в зону горения дуги. Полуавтоматы также обладают небольшими габаритами и весом, применяются на производствах и в быту для соединения деталей из различных металлов и сплавов. Конструкция состоит из сварочного инвертора и аппарата, подающего проволоку.
TIG- сварка
Аргонодуговая сварка является разновидностью инверторных устройств. Схема инвертора – стандартная: преобразование напряжения высокой частоты, обеспечивающего стабильность дуги. Это позволяет выполнять соединения различных металлов.
Выбор режима, постоянного или переменного тока, в современных установках напрямую зависит от характеристик свариваемых металлов. Аргон защищает сварочное соединение от воздействия воздуха. TIG – сварка инвертором применяется для соединения конструкций их алюминия, нержавейки, титана и других металлов и сплавов.
Современный рынок предлагает оборудование, которое поддерживает все перечисленные выше технологии. Универсальные сварочные инверторы могут стать незаменимыми устройствами для частных автосервисов и мастерских.
Источник: http://stroitel5.ru/preimushhestva-i-nedostatki-invertornojj-svarki.html
Как правильно сваривать металл инверторным сварочным аппаратом
На даче, в гараже или же собственном доме постоянно присутствует необходимость выполнения какого-либо ремонта. Немаловажным значением для этого является наличие соответствующей техники. Одним из таких аппаратов является сварочный инвертор.
С его помощью выполняются любые работы по сварке металлов, а также их резке.
Это позволяет обходиться без привлечения дорогостоящих профессионалов при необходимости выполнения небольших объемов работ, а как правильно варить инверторной сваркой рассмотрим далее.
Сварка инвертором для начинающих становится непростым делом, если не получить теоретическую подготовку и первоначальную практику.
Обратите внимание
Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками.
Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.
Принцип работы сварочного инвертора
Инверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока.
Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих.
В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию.
Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве.
Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.
Принципы работы инвертором
Работа на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги.
Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги.
Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве.
Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала.
Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом.
Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом.
Активация происходит при касании его к металлическому участку.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла. По окончании процесса накипь, а также шлак с поверхности шва удаляются при помощи постукивания молотка или же другого металлического предмета. Лучше понять процесс поможет видео, где сварка инвертором изложена весьма подробно.
Подготовка к работе (рабочее место, электроды, оборудование)
Перед началом электросварочного процесса необходимо правильно подготовить рабочую площадку и необходимую оснастку. Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей.
Рабочая площадка оснащается хорошим освещением и вентиляцией. Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком.
Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком.
Электрод следует подобрать по типу свариваемого металла, а также его толщины. Качество электросварки зависит от этого правильного подбора и настройки аппарата.
Важно
Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением.
Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно изучить здесь.
Для инверторной электросварки применяются УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм. На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.
Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.
Работа инвертором
Чтобы основы использования инверторной электросварки были более понятными, необходимо понять физическую суть образования соединительного шва. Металлические изделия завариваются при помощи электродов. Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода.
При контакте электродного сердечника с металлической поверхностью возникает электрическая дуга. Под тепловым воздействием начинает плавиться обмазка и покрывать свариваемый участок.
При этом ее часть испаряется, превращаясь в газы. Расплавленная в процессе работы обмазка сверху покрывается жидким металлом, который создает еще один защитный слой от кислородного воздействия.
По окончании остывания получившийся шлак на месте сварки необходимо удалить.
Розжиг дуги
Разжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз.
Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз.
Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги.
Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.
Передвижение электрода
После розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака.
Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°.
Эта величина условная и влияет на ширину сварочной ванны.
Ведение электросварочного шва выполняется тремя способами:
- под прямым углом;
- углом назад;
- углом вперед.
Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством.
Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку.
Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод.
Контроль дугового промежутка
Одним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой промежуток. При его малой величине (до 2-х мм) получается укороченная дуга. Она не прогревает место соединения, из-за чего образуется неглубокий провар.
При расстоянии более 3-х мм увеличивается длина электрической дуги. Она становится нестабильной и не удерживает необходимое направление плавления.
Кроме того, защитный слой не полностью покрывает плавильную ванну и увеличивается разбрызгивание расплавленного металла.
Для начинающего электросварщика существует непреложное правило – дуговой промежуток составляет 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности.
При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности.
Правила создания ровных швов
На качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм.
При меньшей длине шов получается чересчур выпуклым из-за малой площади прогрева. Это значительно уменьшает прочность сварного соединения. Большой зазор дуги заставляет ее скакать и недостаточно прогревать место сварки.
Полученный участок соединения будет ненадежным, а сварной шов – размазанным.
Полярность и установка сварочного тока
Подключение электрода к положительному выводу называется прямым, а к отрицательному – обратным. Оба метода сварки применяются для соединения металлических изделий, однако при различной толщине.![]()
Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым. Однако, этот подход не является непреложным правилом, вследствие чего пользоваться сварочником можно при любом подключении.
В целом несложно понять, как именно работать инвертором при ознакомлении с основными правилами и сутью процедуры сваривания.
Совет
Физика заключается в передвижении электродов от отрицательного элемента к положительному. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше.
Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов.
При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному.
Величину сварочного тока выбирают исходя из толщины и типа свариваемых изделий.
При сложности передвижения ванночки с расплавленным металлом следует снизить токовую величину на аппарате. От выбранного для электросварки электрода, а также типа инверторного устройства напрямую зависят настройки электросварочного процесса.
Для облегчения выбора токовой величины воспользуйтесь таблицей.
Безопасность при работе
Перед началом электросварочного процесса следует позаботиться о безопасности.
Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь.
Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги.
Не стоит забывать об опасности поражения электротоком и противопожарных мерах. Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ.
Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ.
Обратите внимание
Кабели обязаны иметь целую изоляцию, все электрические соединения и подключения – закрытое исполнение. На полу разместите деревянную сухую подставку и пользуйтесь электросетью с защитными аппаратами. Огнетушитель, песок и вода всегда помогут погасить возникшее случайное пламя.
Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но также здоровье и жизнь электросварщика.
Источник: https://oxmetall.ru/svarka/kak-pravilno-rabotat-invertorom
Как правильно сваривать металл инвертором: советы для начинающих, как варить вертикальный шов инвертором
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
https://www.youtube.com/watch?v=DqRvaDfc7xE
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+» и «-«).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Важно
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну.
Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.

После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
https://www.youtube.com/watch?v=5RmnsgUOL14
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
Источник: https://tokar.guru/svarka/osobennosti-invertornoy-svarki-dlya-nachinayuschih.html
Сварка сварочным инвертором. Особенности работы. Работа сварочным инвертором. Работа сварочным инвертором. Правила, советы
Сегодня большинство видов сварочных работ выполнять стало проще благодаря появлению сварочного инвертора. Данный аппарат можно смело назвать прогрессом в области электросварки.
Он представляет собой малогабаритную установку, оборудованную трансформатором и вырабатывающую ток большой силы, который служит для создания и поддержания сварочной дуги.
Об устройстве, нюансах работы, преимуществах, недостатках данного агрегата расскажем далее.
Характеристики сварочных инверторов
При сварке сварочным инвертором образуется стабильная сварочная дуга между деталью из металла и электродом. При помощи высокой температуры материал расплавляется, а затем застывает. Вследствие чего появляется довольно прочный шов, надёжно соединяющий все детали между собой. С помощью дуговой сварки выполняется более 80% промышленных сварочных работ.
Питается сварочный аппарат инвертор от промышленной либо обычной сети переменного напряжения в 380 или 220 вольт. На выходе он создаёт надёжный ток, необходимой мощности и напряжения. Сварочный инвертор решает проблему недостатка тока, получаемого от обычной домашней электрической сети.
Ведь, как известно, его напряжение составляет 220 вольт, частота 50 Гц, а этого недостаточно для проведения сварочных работ обычным аппаратом. Инвертор способен функционировать при таких условиях, он преобразует ток и напряжение, поддерживает сварочную дугу и изменяет её в широких диапазонах.
Термин «инвертирование» обозначает преобразование постоянного тока в переменный. Именно от этого появилось название прибора.
Устройство сварочного инвертора и принцип его работы:
- При включении аппарата полученное от сети напряжение попадает на первичный выпрямитель.
- Далее переменный ток преобразуется в постоянный и подаётся в инверторный блок. Эта часть аппарата является основной. Здесь ток возвращается опять из постоянного в переменный, но частота его составляет уже не 50 Гц, а несколько десятков килогерц.
- Такое высокочастотное напряжение поступает на трансформатор. Затем напряжение тока понижается, а его сила, наоборот, повышается. И подаётся на вторичный выпрямитель.
- На этом этапе переменный ток опять превращается из переменного в постоянный и посредством кабеля подаётся на сварочный электрод.
- Регулируют порядок, стабильность и правильность работы управляющие блоки аппарата, основанные на микропроцессорах.
Сварочный инвертор аргонно-дуговой сварки обладает следующими достоинствами:
- Небольшой вес.
- Компактный размер. При работе с инструментом используются высокочастотные трансформаторы, имеющие меньшие габариты по сравнению с низкочастотными.
- КПД при работе 80-95%.
- Стабильность и практичность. На работу инструмента перепады напряжения в сети практически не оказывают влияния.
- Простота и удобство эксплуатации. Имеется режим работы для новичков.
- Надёжная сварочная дуга. Ток, выдаваемый инструментом, имеет низкую пульсацию. Его можно регулировать в зависимости от вида выполняемых работ.
- Шов при сварке получается аккуратный. При работе металл практически не разбрызгивается по сторонам.
- В зависимости от типа материала, с которым предстоит работать, выполняется регулировка сварочной дуги. Она может быть длинной или короткой.
- Имеет широкий диапазон настроек.
- Можно использовать любой вид электродов.
- Высокое качество выполняемых работ.
- Экономичность при потреблении электроэнергии.
- Инструмент безопасен при работе, так как имеются элементы встроенной защиты от перегрева и короткого замыкания. Оснащён системой автоматического отключения.
- Можно выполнять программирование сварочных работ.
Имеются и некоторые недостатки:
- Высокая себестоимость инструмента. Однако цена на аппараты с каждым годом понижается. Сварочный инвертор становится всё более доступным для домашнего использования.
- У инструмента часто выходят со строя управляющая плата и процессор.
- Детали аппарата имеют высокую стоимость. Это повышает цену на ремонт сварочного инвертора.
В зависимости от условий эксплуатации инструмента, можно выбрать бытовую или профессиональную модель. Различия состоят в продолжительности работы. Так, профессиональные сварочные инверторы рассчитаны на восьмичасовую работу. Бытовые могут функционировать беспрерывно не более 20-25 минут. Затем им требуется отдых в течение часа.
Для домашних нужд и если имеется напряжение в сети 210-220 вольт достаточно купить инструмент с максимальным сварочным током 160 А. При более низком сетевом напряжении лучше приобрести аппарат на 200 А.
Сила тока в 200 А позволяет проводить нарезку металла толщиной 4-5 миллиметров. Поэтому если необходимо проводить работу с более толстым материалом, то мощность приобретаемого инструмента должна быть выше.
Наиболее популярными производителями аппаратов считаются:
- “Selco” и “Helvi” (Италия).
- “Gysmi” (Франция).
- “Power Man” (Корея).
- “Fubag” (Германия).
- “Торус” (Россия).
Советы по работе сварочным инвертором
- Соблюдайте правила техники безопасности. Они указаны в инструкции по эксплуатации инструмента.
- При работе с аппаратом используйте защитную спецодежду, а также перчатки и маску.
- Не работайте во время дождя и снега. Не эксплуатируйте инструмент в условиях повышенной влажности.
- Если при работе с аппаратом долго не разгорается электрод, то можно попробовать увеличить силу тока.
- Не стучите по поверхности инструмента. Этим вы можете повредить обмазку элементов.
- Если деталь, которую нужно обработать, находится в приборе с независимым питанием, то перед работой её следует обесточить.
- Работайте с аппаратом только в том температурном диапазоне, который указан в инструкции.
- Содержите инструмент в чистоте, вдалеке от пыли и грязи. Это позволит продлить срок его службы.
- Не допускайте попадание металлической пыли при работе внутрь инструмента. Это может вызвать поломку агрегата.
- Не эксплуатируйте аппарат при ослаблении контактов кабелей в контактных гнездах. Любое нарушение изоляции может вызвать искрение и возгорание.
- Выполняйте только тот вид работ, который указан в инструкции по эксплуатации для соответствующей модели. При более высоких нагрузках можно сжечь инверторный блок.
- При наличии напряжения ниже 220 вольт возможны сбои при работе инструмента.
- Не храните инструмент в местах с повышенной влажностью.


Сварка сварочным инвертором: видео
Сварка сварочным инвертором. Особенности работы
- 0.00 / 5 5
Источник: http://recn.ru/svarka-svarochnym-invertorom-osobennosti-raboty
Изучаем как работает сварочный инвертор
Традиционные сварочные агрегаты, в конструкцию которых обязательно включены довольно громоздкие трансформаторы, сегодня энергично вытесняют инверторы для сварки. Чтобы понять работу сварочного инвертора, работающего от напряжения 140 вольт, нужно разобраться из каких элементов он состоит, по какой схеме он работает, его функциональные особенности, выявить плюсы и минусы инструмента.
Что такое сварочный инвертор и как он работает?
Инвертор — современный инструмент, предназначенный для сварочных работ. Приборы данного типа интенсивно вытесняют из автомобильных мастерских, гаражей сварочные приборы, оснащенные трансформаторами, генераторы, выпрямители.
Принцип действия такого аппарата аналогично любому другому сварочному оборудованию основывается на выработке максимальной силы тока, необходимого для возбуждения дуги, дальнейшей ее стабильной работы. Как правило, дуга формируется между электродом и свариваемыми металлическими заготовками.
В результате этого процесса металл расплавляется и заполняет пустоты между соединяемыми деталями, формируется очень прочный сварной шов, ничем не отличающийся от монолитных изделий.
В традиционных сварочных агрегатах мощный ток вырабатывал стандартный трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии.
Общий принцип работы инверторных устройств
Преобразование тока в инверторных сварочниках в отличие трансформаторных происходит в несколько стадий с помощью трансформатора небольшой мощности, размеры которого практически не превышают пачку сигарет, и электронной схемы.
Для инверторного оборудования дополнительно предусмотрена система управления, благодаря которой с инструментом намного проще работать, а сварочный шов получается достаточно высокого качества.
Преобразование сетевого напряжения происходит следующим образом:
- Первостепенно входной ток с параметрами – 220В, 50А пропускается через выпрямитель прибора, реформируется в постоянный, одновременно сглаживается фильтрами.
- Постоянное напряжение, полученное при помощи модулятора, снова преобразуется в переменное напряжение, но его частота уже составляет практически 100 кГц.
- Следующий шаг – выпрямление, понижение напряжения до необходимого значения для выполнения сварочных работ.
Применение высокочастотного преобразователя предоставило возможность использовать мини-трансформаторы. Благодаря этому инверторы значительно компактнее и имеют малый вес.
К примеру, для того, чтоб инвертор выдавал сварочный ток 160А, будет достаточно трансформатора весом 250 гр.
Для сравнения: для традиционной сварки, чтобы получить аналогичный сварочный ток, понадобится трансформатор весом 18 кг.
Как работает сварочный инвертор?
Преобразование в инверторе электроэнергии осуществляется следующим образом:
- Переменный ток от сети 220В преобразуется в постоянный.
- Далее ток постоянный снова реформируется в переменный ток посредством электрической схемы аппарата, но уже с достаточно большей частотой.
- Высокочастотное напряжение понижается, увеличивается сила тока.
- Полученный ток высокой частоты, пониженным напряжением, высокой силы реформируется в постоянный ток, который непосредственно используется для выполнения сварочных работ.

Изобретение современного инверторного оборудования предоставило возможность существенно снизить массу, размеры сварки. В аппаратах данного типа намного эффективнее производится регулировка сварочного тока. Габариты оборудования зависят от частоты тока. Чем она выше, тем размеры инвертора меньше.
Главная задача любого инверторного агрегата – повышение частоты сетевого электротока. Возможно это из-за применения транзисторов, переключающихся при частоте 60-80 Гц.
Но, как правило, на транзисторы подается лишь постоянный ток, а в стандартной электросети переменный с частотой 50 Гц.
Для того чтоб сделать переменный ток постоянным, инверторы оснащены специальными выпрямителями, сделанными на основании диодного моста.
Преимущества
- Небольшая потребляемая мощность. Для стандартного трансформатора при использовании электродов диаметром 3 мм потребуется мощность электросети порядки 8 кВт, а для инвертора необходимо не более 3 кВт при работе четырехмиллиметровыми электродами. На холостом ходу сварка инверторного типа также потребляет гораздо меньше электрической энергии.
- Высокий КПД. Минимальные затраты на электромагнитную индукцию, формирующуюся в сварочных трансформаторах стандартного типа, предоставляет возможность достигать КПД инверторного оборудования больше 90 процентов. Энергия, потребляемая сваркой, практически в полном объеме уходит на электрическую дугу.
- Малая масса, небольшие размеры. Как говорилось выше, применение для преобразования тока высокой частоты предоставило возможность существенно уменьшить размеры трансформатора, предназначенного для снижения напряжения.
- При выполнении сварочных работ разбрызгивание расплавленного металла минимальное. Это особенно заметно при работе электродами небольшого диаметра. В данном случае дуга зажигается и работает достаточно мягко, в результате практически не образуется шлак, а сварочный шов получается высокого качества.
- Плавная настройка параметров тока сварки. При эксплуатации сварочного инвертора, работающего от напряжения 140 вольт, уменьшить ток можно до 10A, а сваривание металлических образцов осуществлять электродами Ø1,6мм.
- Улучшенные показатели дуги. Благодаря постоянному контролю, корректировке параметров дуги сварки, ее показатели значительно улучшились.
- Минимальная нагрузка на электросеть. Инвертор в процессе сварки не перегружает электрическую сеть, можно даже не отключать бытовые электроприборы, так как риски их выхода из строя минимальны. Оборудование данного типа можно питать даже электрогенератором.
- Возможность сваривания заготовок из нержавеющей стали, цветных металлов. При использовании специальных электродов инверторами можно сваривать детали из меди, нержавейки. А неплавящимися электродами можно варить алюминиевые образцы в газовой защитной среде.
- Применение электродов разного типа. Плавная регулировка рабочих параметров агрегата предоставляет возможность применять электроды любого типа в зависимости от свариваемого металла. Также можно менять полярность тока.
- Удобство, простота эксплуатации. Благодаря дополнительным функциям, к примеру, горячий старт, антизалипание при помощи инверторного оборудования качественно выполнять работы могут даже молодые неопытные сварщики.


Недостатки
- Сложность конструкции. Использование для инверторного оборудования полупроводниковой электроники делает его менее надежным.
- Высока цена. По сравнению с традиционной трансформаторной сваркой инверторы стоят намного дороже.
- Чувствительность к строительной пыли. Инструмент достаточно чувствителен к строительной пыли, предполагает периодическую очистку в процессе работы на достаточно запыленных строительных участках.
- Необходимость контроля нарушений контактов. Из-за плохих контактов происходит искрение, способное формировать в выходных цепях неконтролируемые автоматикой токовые скачки.
- Негативное влияние температурных колебаний. Инверторным сварочным аппаратом не рекомендуется пользоваться сразу после резких скачков температуры. Если инструмент находился зимой в не отапливаемом помещении и его занесли для проведения сварочных работ в достаточно теплое помещение, то его не стоит включать на протяжении нескольких часов, так как существует большая вероятность выпадения конденсата. Поэтому перед началом работы нужно дать испариться влаге с электронных плат оборудования.

Итог
Несмотря на эти незначительные недостатки, при правильной эксплуатации, соблюдении правил безопасности инструмент характеризуется довольно продолжительным сроком службы.
Сергей Одинцов
Источник: https://electrod.biz/hobbi/rabota-svarochnogo-invertora.html
Cварка инверторным аппаратом -новые возможности
Сварка инверторная
Сравнительно недавно появилось оборудование, которое существенно облегчило жизнь большинству профессиональных и начинающих сварщиков. Сварка инверторным аппаратом позволяет значительно облегчить технику выполнения сварочных работ, применение нового способа преобразования электрического тока позволило существенно уменьшить габариты и вес оснащения.
Принцип работы инвертора
Если в обычных трансформаторных устройствах для дуговой сварки повышение силы тока в сварочной дуге достигалось путем преобразования электродвижущей силы тока в обмотках, то схема инверторного аппарата работает по совершенно другому принципу.
- Источником питания для инвертора служит обычная бытовая электрическая сеть переменного тока, имеющая частоту 50 Гц.
- Выпрямляющая схема устройства выполняет преобразование переменного в постоянный ток, после чего происходит его окончательное сглаживание при помощи специального фильтра.
- Инвертором называется основной электрический узел устройства. С его помощью происходит обратное преобразование постоянного тока в переменный, но при этом, частота, получаемая на выходе, уже измеряется десятками килогерц. В зависимости от модели это значение может достигать 50-60 кГц. Смысл данного двойного преобразования, схема которого на первый взгляд многим непонятна, состоит в том, что для понижения напряжения высокочастотного тока требуются трансформаторы гораздо меньших объемов и веса.

Для сравнения — сварка инвертором при силе тока 160А требует применения трансформатора с массой всего в 0,25 кг, тогда как по старой технологии вес устройства составлял бы уже 18 кг.
- Полученный высокочастотный ток понижается до расчетного напряжения (в бытовых устройствах обычно 60-90 В), в результате сила тока составляет минимально необходимые для сварки 120-200 А.

Плюсы сварочного инвертора
Кроме уже озвученного небольшого веса, который делает аппарат оптимальным для бытового применения, инверторная схема обеспечивает еще целый ряд преимуществ:
- Возможность применения электродов предназначенных как для постоянного, так и для переменного тока. Это имеет большое значение, когда предполагается сварка чугуна, цветного металла или различных сплавов.
- Устройство обеспечивает возможность регулировки силы сварочного тока в значительном диапазоне, благодаря этому может выполняться аргонодуговая сварка инвертором с применением неплавящихся электродов из вольфрама.
- Схема управления большинства современных устройств инверторного типа позволяет реализовать множество функций, существенно облегчающих выполнение сварочного процесса. К ним можно отнести возможность облегченного розжига дуги, функции предотвращающие залипание электрода в разных режимах работы.
Минусы инверторной аппаратуры
Для того чтобы быть объективным, следует упомянуть и негативные качества инвертора.
- Основной недостаток, который определяется сложностью устройства, это цена установки. Разница по стоимости между инвертором и обычным сварочным трансформатором достигает приличной суммы. Инвертор минимум в 2-3 раза дороже.
- В связи с тем, что схема устройства собрана с применением полупроводниковых деталей, как и любое электронное устройство, инвертор очень чувствителен к пыли. Поэтому при эксплуатации в производственных условиях необходимо выполнять его чистку 2-3 раза за сезон.
- Кроме того многие модели боятся отрицательных температур, эксплуатация при значительных морозах может стать проблематичной.
- Существенно сковывает движения сварщика, особенно на первых порах, короткая длина сварочного кабеля, она не должна превышать 2,5 метров.
На что обращать внимание при выборе инвертора
Для того чтобы сварка инвертором принесла только качественный результат, и оставила приятные впечатления от работы, следует со всей серьезностью отнестись к выбору устройства. В зависимости от того, зачем вам нужен инвертор, необходимо выбирать между профессиональной и бытовой моделью, они имеют существенные различия.
В зависимости от того, зачем вам нужен инвертор, необходимо выбирать между профессиональной и бытовой моделью, они имеют существенные различия.
- Большинство бытовых устройств требуют регулярного прекращения работ для остывания. В таком случае сварка инвертором может выполняться на протяжении 15-20 мин, затем должен следовать перерыв, время которого должно быть приблизительно вдвое больше. Профессиональные модели изначально рассчитаны на эксплуатацию в течение смены (8 часов), существуют также устройства, применяемые в промышленности, некоторые из них могут работать практически круглосуточно.
- Выбирая инвертор для дома, уточните величину имеющегося напряжения в сети. Если оно стабильно, и его величина соответствует норме, тогда вполне достаточно аппарата, рассчитанного на сварочный ток в 160 А. При наличии пониженного напряжения лучше всего остановиться на модели, выдающей 200 А, в противном случае схема может не обеспечить качество сварки.
Особенности выполнения сварки инвертором
Главное достоинство данного аппарата в том, что сварка инвертором может выполняться и не слишком опытным сварщиком. В отличие от сварочных трансформаторов инвертор создает более удобные условия работы.
В отличие от сварочных трансформаторов инвертор создает более удобные условия работы.
- В трансформаторных устройствах существует прямая зависимость между выходным и входным напряжением, поэтому при существенных перепадах возникают существенные сложности в момент зажигания дуги, электрод попросту липнет к свариваемым деталям. Схема инверторного аппарата позволяет ликвидировать эту зависимость напряжений, поэтому зажечь дугу можно без особых усилий.
- Недостатком трансформатора является неспособность держать постоянную величину тока, поэтому часто возникает ситуация когда метал не проваривается полностью или наоборот, пережигается. Сварка инвертором этого недостатка не имеет, величина сварочного тока постоянная.
- При выполнении работы простым сварочным аппаратом большую роль играет поддержание стабильного размера дуги, от этого во многом зависит качество соединения. Для начинающего сварщика часто очень тяжело выдерживать этот параметр, но применение инвертора позволяет не так тщательно контролировать эту величину. Дело опять же в постоянстве сварочного тока, при котором минимальные изменения параметров дуги не оказывают влияния на качество шва.
- Сварка инвертором позволяет достаточно быстро освоить технологию выполнения вертикального шва. То, что инвертор позволяет избавиться от постоянного залипания электрода позволяет выполнять сварку прихватками даже не слишком искушенному сварщику.
 Дело опять же в постоянстве сварочного тока, при котором минимальные изменения параметров дуги не оказывают влияния на качество шва.
Дело опять же в постоянстве сварочного тока, при котором минимальные изменения параметров дуги не оказывают влияния на качество шва.Как видите, сравнение работы простым сварочным аппаратом и инверторным показывает преимущества применения именно последнего, поэтому существует целесообразность заплатить большую стоимость, и приобрести аппарат, схема которого позволит выполнить работу более просто и качественно.
Инвертор полуавтомат
Кроме устройств для ручной дуговой сварки, существуют и другие виды инверторной техники. К ним может быть отнесена сварка инверторная полуавтомат, предназначенная для работы в среде защитных газов (сварка MIG/MAG). В данном случае сварка инвертором осуществляется при помощи присадочной проволоки, которая подается в зону работ автоматическим устройством.
Выпускаемые модели также имеют небольшой вес и вполне могут применяться в бытовых условиях для сварки различных марок стали, алюминия, различных сплавов.
Конструктивно чаще всего состоят из двух блоков — сварочный инвертор и устройство подачи проволоки. Существуют модели, которые позволяют выполнять и обычную дуговую сварку.
Сварка инвертором такого класса отличается высокой производительностью, гарантирует получение шва надлежащего качества.
Стоимость такого оборудования значительно выше, поэтому народными умельцами все чаще выполняется переделка стандартных инверторов, позволяющая работать ими в полуавтоматическом режиме.
Инверторная сварка TIG
Еще одна разновидность инверторных устройств — аргонодуговая сварка. Электрическая схема работает по стандартному для данного типа оборудования принципу преобразования высокочастотного напряжения, что обеспечивает стабильность дуги для сварки практически любых металлов.
Современные установки позволяют выполнять сварочный процесс с применением переменного и постоянного тока, выбор режима зависит от типа и свойств соединяемых металлов.
Применение аргона обеспечивает надежную защиту сварочного соединения от воздействия атмосферного воздуха.
Обратите внимание
Сварка TIG считается одним из самых прогрессивных методов выполнения сварочных работ, она незаменима при необходимости соединения алюминия и других цветных металлов. Сварка инвертором данного вида может применяться при работе с нержавейкой, титаном.
Некоторые производители поставляют на рынок устройства, способные выполнять сварку по всем перечисленным технологиям, такая универсальность делает подобное устройство для сварки незаменимым для небольших мастерских, частных автосервисов. А экономичность инвертора и его щадящее воздействие на электрическую сеть делает его самым оптимальным сварочным аппаратом для бытового применения.
Источник: http://GoodSvarka.ru/electro/invertor/
Как правильно сваривать металл инвертором: инструкция для новичков
Содержание
- Что такое сварочный инвертор и как он работает
- Конструкция и преимущества инверторных сварочных аппаратов
- Подготовка к работе
- Работа инвертором
- Розжиг дуги
- Передвижение электрода
- Контроль дугового промежутка
- Правила создания ровных швов
- Оборудование и техника безопасности
Для соединения заготовок и листов используется специализированное оборудование. Самыми популярными считаются аппараты инверторного типа. Чтобы сделать качественный шов, новичкам нужно знать, как правильно сваривать металл инвертором.
Самыми популярными считаются аппараты инверторного типа. Чтобы сделать качественный шов, новичкам нужно знать, как правильно сваривать металл инвертором.
Что такое сварочный инвертор и как он работает
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах. Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию.
На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах. Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию.
Конструкция и преимущества инверторных сварочных аппаратов
Перед тем как покупать сварочное оборудование инверторного типа, желательно ознакомиться с его устройством и сильными сторонами.
Конструкция инвертора представляет собой 4 ключевых детали:
- Трансформатор. В моделях инверторного типа по размеру этот элемент не более пачки от сигарет. Он предназначен для снижения высокочастотного переменного напряжения.
- Высокочастотный выпрямитель. Этот элемент выравнивает переменный ток, поступающий от общей сети. После него ток попадает в высокочастотный фильтр и выходит постоянным потоком.
- Фильтр. Представляет собой конденсатор и дроссель. Предназначен для сглаживания выпрямленного тока.
- Выпрямитель. Диод, в который поступает начальный поток тока из общей сети.

Все элементы помещаются в металлический или пластиковый корпус, на котором расположена система управления аппаратом.
Преимущества инвертора:
- КПД у таких аппаратов может достигать 90%. Практически вся энергия, которую потребляет оборудование, уходит на создание и поддержку дуги.
- Потребляемая мощность ниже, чем у моделей с большим трансформатором.
- Небольшие габариты. Малая масса. Благодаря этому использовать сварочный аппарат можно в труднодоступных местах.
- Минимальное количество брызг расплавленного металла в процессе работы.
- Минимальный уровень нагрузки на общую электросистему.
- Возможность подбирать электроды нужной характеристики.
Работать с инвертором просто. Человеку без опыта достаточно попробовать 2–3 раза сварить между собой детали, чтобы понимать, как правильно делать шов.
Инверторный сварочный аппаратПодготовка к работе
Перед тем как производить сварку металла инвертором, требуется подготовить рабочее место, электроды, оборудование. Чтобы научиться варить электросваркой не нужно искать профессиональные приспособления и рабочие верстаки. Для начала подойдёт небольшой металлический стол. Главное, чтобы на нём свободно размещались все инструменты, сварочный аппарат и заготовки.
Чтобы научиться варить электросваркой не нужно искать профессиональные приспособления и рабочие верстаки. Для начала подойдёт небольшой металлический стол. Главное, чтобы на нём свободно размещались все инструменты, сварочный аппарат и заготовки.
Важно подготовить качественное освещение и вентиляцию в помещении. При сварке металлов выделяются вредные испарения. Помимо освещения и вентиляции требуется убрать как можно дальше горючие материалы и жидкости. Сварщику нужно стоять на материале, не проводящем электричество.
Электроды выбираются в зависимости от того какие металлы нужно сваривать и какой они толщины. На упаковках с расходными материалами указывается для какого материала они предназначены.
После выбора электродов и подготовки рабочего места, требуется подключить оборудование. Из инвертора выходит два кабеля. Один представляет собой массу и имеет «металлический крокодил» на конце. Он прицепляется на обрабатываемую деталь или к металлическому столу. Второй кабель представляет зажим для электрода.
Второй кабель представляет зажим для электрода.
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
- Чирканье — сварщик начинает вести электродом по обрабатываемой заготовки, а потом поднимается над ней до образования искры.
- Постукивание — более популярный вариант розжига дуги. Сварщик постукивает концом электрода по месту будущего сваривания до появления искры.
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов. Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла.
Вести электрод прямо под прямым углом допустимо для тонколистового металла.
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.
Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
- Выбор угла сварки. Оптимальным считается диапазон углов от 30 до 40 градусов.
- Класть шов требуется продольными и поперечными движениями. В интернете существуют различные схемы, по которым можно тренировать движения нанесения шва.
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Оборудование и техника безопасности
Можно осуществлять не только сварку, но и резку металла сварочным инвертором. При проведении работ сварочным оборудованием, требуется учитывать правила техники безопасности:
- Оборудование требуется проверить на наличие дефектов и поломок.
- Сварочный процесс является вредным для здоровья. Чтобы защитить глаза, требуется использовать специальную маску сварщика. Она комплектуется светофильтрами, которые защищают зрение.
- Помимо маски сварщику нужны защитные перчатки, спецодежда, обувь.
Правильная сварка инвертором. Как правильно варить сварочным инвертором
Прежде чем ответить на вопрос о том, как варить инверторной сваркой, необходимо узнать, что же такое сварочный инвертор. Сварочный инвертором состоит из:
Сварочный инвертором состоит из:
- системы управления,
- преобразователя частоты,
- трансформатора с высокой частотой,
- силового выпрямителя,
- сетевого фильтра,
- сетевого выпрямителя.
Как правило размеры аппарата позволяют носить его на плече и работать в течение длительного времени. Качественный шов, гарантирующий прочное соединение металла, получается благодаря постоянству и высокой частоте тока. Частота тока в последних поколениях инверторов достигает 60-85 кГц. Еще одним неоспоримым достоинством сварочного инвертора является экономия энергии. Это обусловлено стремлением соответствовать международным европейским стандартам, которые устанавливают жесткие рамки потребления энергии.
Дополнительное оборудование, без которого нельзя работать — это держатели, маска (лучше брать ту, которая крепиться на голове, оставляя тем самым свободные руки) и электроды, которые бывают трех видов (выбор зависит от вида стали, с которой придется работать):
- углеродистые,
- легированные,
- высоколегированные.

Выбор сварочного аппарата
Если человек имеет определенные навыки в сварочном деле, то для него не будет сложным научиться правильно и качественно варить металл. При нулевых знаниях сварочного дела, лучше всего обратиться в специальное учебное заведение, пройти курсы, преподаватели который обязательно научат вас варить сварочным инвертором.
Прежде всего, для того, чтобы варить, используя инверторную сварку, нужно выбрать аппарат. Современный рынок предлагает большой выбор моделей различных ценовых категорий. Чтобы подобрать подходящую именно вам модель, нужно знать некоторые особенности. Прежде всего, обратите внимание на диапазон регулировки сварочного тока. При сварке металла на даче и дома значение этого показателя варьируется в пределах 160-200 А.
видео по выбору сварочного инвертора
Еще одной важной характеристикой является продолжительность включения — это время работы инвертора, которое обычно указывается в процентах. Если эта характеристика равна 40%, то время работы будет составлять 40%, а отдыха 60%. На практике при превышении времени работы, инвертор автоматически отключится. Это относится только к работе на максимальном токе. При сварке металла в быту используется меньший ток, к тому же постоянные остановки работы (смена электродов, места работы, другие остановки) позволяют аппарату остыть.
На практике при превышении времени работы, инвертор автоматически отключится. Это относится только к работе на максимальном токе. При сварке металла в быту используется меньший ток, к тому же постоянные остановки работы (смена электродов, места работы, другие остановки) позволяют аппарату остыть.
Еще два показателя, на которые необходимо обратить внимание — это потребляемая мощность и напряжение холостого хода. Потребляемая мощность должна составлять 16-25 А, а напряжение холостого хода 50-90 А.
Кроме этих основных показателей следует обратить внимание на влаго- и пылезащитные свойства инструмента, на его срок службы и условия эксплуатации. Лучше заранее выяснить, как производится гарантийный ремонт, пост гарантийное обслуживание. Это поможет избежать неприятных моментов в дальнейшем.
Выбираем электроды для инвертора
Выбор электродов для инвертора имеет огромное значение, так как во многом от этого зависит качество работы аппарата. При работе с низко- и среднеуглеродистыми сталями, а также некоторыми видами низколегированных сталей необходимо выбрать углеродистые электроды. При работе с легированными сталями нужно использовать легированные, а для наплавки и работе с особыми видами сталей — высоколегированные.
При работе с легированными сталями нужно использовать легированные, а для наплавки и работе с особыми видами сталей — высоколегированные.
На выбор также влияет вид работ. Если сварка будет проводиться без критических нагрузок (что-то приварить на даче, дома), то можно применять электроды вида МР-3, АНО. При сложных работах лучше использовать такой вид как ОУНИ. Также на выбор этого элемента сварочных работ влияет его диаметр и марка. В этом случае правильный выбор — залог успешной работы.
Учимся варить сваркой
Прежде чем приступить к сварке металла, нужно попробовать ее на чем-то ненужном. Перед началом процесса необходимо заправить электрод в специальный держатель, а зажимы прикрепить к детали. Затем нужно установить ток подходящей частоты и приступить к сварке. Установите электрод под углом в 65 о к детали. При сварке металла зазор между электродом и деталью должен составлять 3-5 мм. После того, как шов остынет, постучите по нему молотком, чтобы осыпался шлак. Шов готов!
Шов готов!
После освоения базовой техники нужно изучить 3 вида швов:
- горизонтальный,
- вертикальный,
- потолочный.
видео пособие для начинающих обучение сварке
Если необходимые навыки сварки металла у вас присутствуют, но вы хотите углубить свои знания, научиться производить работы с использованием сварочного инвертора, вам следуют просто найти обучающее видео по теме, которое ответит на все интересующие вас вопросы.
Инверторная сварка, появившаяся сравнительно недавно, значительно облегчила выполнение сварочных работ простотой и легкостью применения. Сварку инверторным аппаратом, имеющим небольшие габариты, легкий вес и несложную систему управления, могут выполнять как опытные сварщики, так и новички.
Принцип работы инвертора
Технология сварки инвертором заметно отличается от работы обычного трансформаторного оборудования для дуговой сварки. В последнем случае процесс повышения силы тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторной аппаратуры базируется на совершенно другом принципе.
Функциональная схема инверторной аппаратуры базируется на совершенно другом принципе.
Источник питания инвертора – домашняя электросеть переменного тока, с частотой 50Гц. Переменный ток преобразуется в постоянный выпрямляющей схемой аппарата, далее специальный фильтр окончательно сглаживает его показатели. Основным электрическим узлом устройства, с помощью которого выполняется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Важно знать! На первый взгляд схема двойного преобразования кажется слишком громоздкой и непонятной. Но ее преимущество заключается в том, что для снижения показателя напряжения тока высокой частоты в данном случае потребуется трансформатор, обладающий небольшими размерами и весом.
Например: для инверторной сварки при силе тока 160А потребуется трансформатор, обладающий массой порядка 0,250 кг, в то время как для устройств старого образца применяется трансформатор массой около 18 кг. Полученный в процессе преобразования ток высокой частоты понижается до 60-90 В (в бытовом оборудовании), сила тока при этом обладает минимальным показателем в 120-200 А которого достаточно для сварки.
Полученный в процессе преобразования ток высокой частоты понижается до 60-90 В (в бытовом оборудовании), сила тока при этом обладает минимальным показателем в 120-200 А которого достаточно для сварки.
Преимущества инвертора
Небольшие габариты и масса делают аппарат очень удобным для применения в домашних условиях. Но оборудование обладает и другими достоинствами, отличающими его от техники старого образца.
- Электроды для инверторной сварки могут быть как для постоянного, так и для переменного тока. Это существенное преимущество, особенно когда необходимо выполнить соединение чугунных конструкций или деталей из цветных металлов и сплавов.
- Инверторная сварка обладает возможностью регулировать силу тока в достаточно большом диапазоне. Это делает доступным выполнение аргонодуговой сварки инвертором с помощью неплавящихся вольфрамовых электродов.
- Инверторная сварка своими руками – процесс менее трудоемкий и сложный, чем сварка аппаратами старого типа, благодаря схеме управления, позволяющей выполнять большое количество функций, направленных на облегчение сварки. Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.
 Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.
Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.Недостатки
Несмотря на большое количество достоинств, использование инверторной аппаратуры обладает рядом негативных моментов.
- Высокая стоимость – это основной недостаток оборудования, влияющий на выбор покупателя. Инвертор в несколько раз дороже обычного оборудования. Поэтому при единичном пользовании его лучше брать в аренду, или обращаться за помощью к специалистам.
- Аппарат обладает повышенной чувствительностью к пыли, как и все прочие электронные устройства на основе полупроводниковых элементов. Эксплуатация оборудования невозможна без периодической чистки, которую в сезон необходимо производить до 4 раз.
- Некоторые модели устройств нельзя использовать для сварки в условиях отрицательных температур из-за повышенной чувствительности к холоду.
- Сварка инвертором для начинающих может показаться неудобной из-за короткого сварочного кабеля, длина которого по установленным нормам не должна превышать 2,5 метра.

При выборе инвертора необходимо определиться с его назначением. Существуют профессиональные и бытовые модели, обладающие рядом отличий.
Отличия бытовых и профессиональных инверторов
Бытовые устройства должны иметь время для остывания через каждые 15-20 минут сварки. При этом длительность остывания в два раза превышает время работы. Профессиональная модель может функционировать в течение 8-9 часов, а промышленное оборудование настроено на круглосуточную работу.
Приобретая бытовой агрегат необходимо уточнять показатель напряжения в сети. Стабильные параметры и постоянная величина, соответствующая норме, позволяет покупать оборудование, которое рассчитано на сварочный ток 160 А. При низком напряжении, лучше приобретать модель с показателем 200 А, иначе пострадает качество сварного шва.
Особенности инверторной сварки
Основное преимущество аппаратуры заключается в том, что ей может работать даже неопытный сварщик, потому что инвертор, в отличие от сварочных трансформаторов, более легок и удобен в работе. Но все же предварительно следует ознакомиться с тем, как правильно варить инверторной сваркой.
Но все же предварительно следует ознакомиться с тем, как правильно варить инверторной сваркой.
Прямая зависимость между входным и входным напряжением, существующая в трансформаторном оборудовании, при существенных перепадах способствует возникновению сложностей во время розжига дуги, заключающихся в прилипании электрода к соединяемым элементам. Устройство инверторного аппарата исключает подобную зависимость, что облегчает процесс зажигания дуги.
При сварке трансформаторными аппаратами, которые неспособны удерживать постоянную силу тока, существует возможность возникновения ситуаций, при которых металл не проваривается или наоборот прожигается. Сварка инвертором не имеет подобного недостатка, обладая постоянной величиной сварочного тока.
Качество сварного шва, при работе обычным сварочным оборудованием, зависит от поддержания горения сварочной дуги. Не каждый начинающий сварщик сможет обеспечить подобный параметр. Инверторная аппаратура не требует тщательного контроля этой функции из-за постоянства сварочного тока, который обеспечивает высокое качество сварочного шва даже при небольших изменениях дуги.
Вертикальный шов гораздо быстрее и качественнее получается при сварке инвертором, чем трансформаторным устройством. Обусловлено это исключением постоянного прилипания электрода к соединяемым деталям, что облегчает выполнение сварки прихватками.
Преимуществом инверторной сварки является более простое и качественное выполнение работы.
Полуавтоматическое оборудование
Существует несколько видов инверторной техники. Одним из них является инвертор-полуавтомат, предназначенный для работы в среде защитных газов.
Сварной шов выполняется с помощью присадочной проволоки, подаваемой автоматически в зону горения дуги. Полуавтоматы также обладают небольшими габаритами и весом, применяются на производствах и в быту для соединения деталей из различных металлов и сплавов. Конструкция состоит из сварочного инвертора и аппарата, подающего проволоку.
TIG- сварка
Аргонодуговая сварка является разновидностью инверторных устройств. Схема инвертора – стандартная: преобразование напряжения высокой частоты, обеспечивающего стабильность дуги. Это позволяет выполнять соединения различных металлов.
Схема инвертора – стандартная: преобразование напряжения высокой частоты, обеспечивающего стабильность дуги. Это позволяет выполнять соединения различных металлов.
Выбор режима, постоянного или переменного тока, в современных установках напрямую зависит от характеристик свариваемых металлов. Аргон защищает сварочное соединение от воздействия воздуха. TIG – сварка инвертором применяется для соединения конструкций их алюминия, нержавейки, титана и других металлов и сплавов.
Современный рынок предлагает оборудование, которое поддерживает все перечисленные выше технологии. Универсальные сварочные инверторы могут стать незаменимыми устройствами для частных автосервисов и мастерских.
Сварка – это достаточно сложный процесс. Чтобы выполнить качественный сварной шов, который будет долговечным, герметичным, однородным по химической структуре, без раковин, люди учатся не один год. На подготовку хорошего сварщика, который способен варить качественные котлы, химические аппараты, оборудование для подводных лодок, может уйти больше времени, чем на подготовку инженера.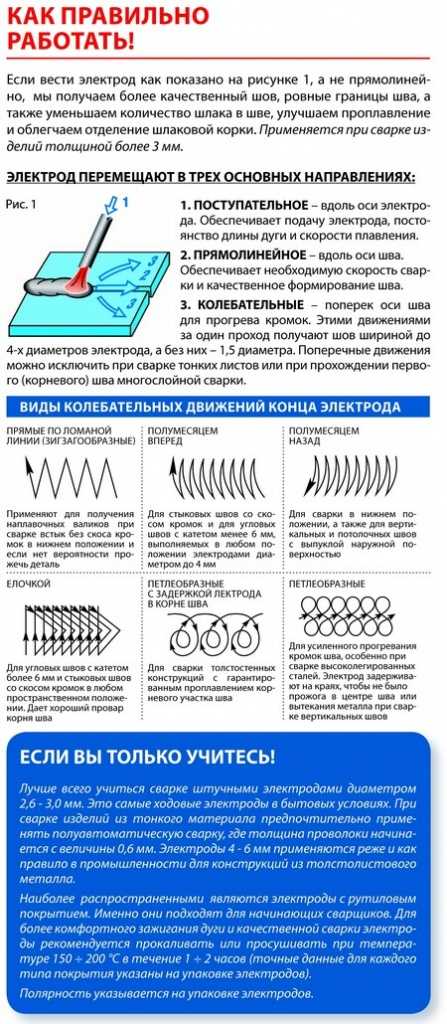 Тем не менее, если вы хотите научиться варить ворота, калитки и другие несложные предметы быта, причём качество шва вас волнует меньше, чем цена вопроса, вы можете подумать над тем, как научиться варить инвертором.
Тем не менее, если вы хотите научиться варить ворота, калитки и другие несложные предметы быта, причём качество шва вас волнует меньше, чем цена вопроса, вы можете подумать над тем, как научиться варить инвертором.
Прежде всего, вы должны позаботиться о технике безопасности. Никогда не варите без маски и рукавиц! Температура в зоне сварки порядка 3000 градусов, можно легко получить ожог, вызвать пожар. Сварочная дуга способна за несколько минут вызвать временное заболевание глаз, когда вы просто не можете открыть их из-за жжения. У сварщиков это называется «поймать зайцев». Для новичка лучше всего будет применять маску-хамелеон. Она позволяет спокойно подвести электрод к металлу, и потом зажечь дугу, не напрягая пространственного воображения, а когда дуга зажигается, автоматически включится затемнение и ваши глаза не пострадают.
Также нужно применять специальный сварочный комбинезон из брезента или замши, и сварочные перчатки-краги. Если вы применяете сварочные рукавицы, выберите те, что полностью из брезента – рукавицы из ткани с брезентовыми вставками могут загореться.
Нужно соблюдать правила электробезопасности – не варите под дождём или стоя в воде. Если варите в гараже – нужно гарантированно убедиться в отсутствии воспламеняющихся жидкостей вблизи места сварки, если в машине – удалить всё, что может гореть: бензин, детали салона и т.д.
Теперь перейдём к самой сварке
Инвертор позволяет тонко настроить режимы сварки. Используйте правильные режимы – сварочный ток и диаметр электрода должны соответствовать толщине свариваемого металла. Марка электрода также должна соответствовать металлу. Для бытовой сварки инвертором нелегированной стали можно рекомендовать электроды ОЦС, АНО и УОНИ. Последние требуют обратной полярности при включении.
Между электродом и металлом на определённом расстоянии возникает электрическая дуга. В этой дуге металл деталей и электрода плавится, образуется так называемая зона сварки, сварочная ванна.
Сварщик перемещает электрод с необходимой скоростью, в нужном направлении, используя определённый «рисунок» движения, и в результате охлаждения сварочной ванны получается сварной шов. Перед сваркой детали нужно предварительно закрепить. Это можно сделать как при помощи струбцин, так и на прихватках. Прихватка – это небольшой участок сварки, который получается простым касанием электрода металла. В ходе выполнения шва прихватки необходимо полностью проварить.
Перед сваркой детали нужно предварительно закрепить. Это можно сделать как при помощи струбцин, так и на прихватках. Прихватка – это небольшой участок сварки, который получается простым касанием электрода металла. В ходе выполнения шва прихватки необходимо полностью проварить.
Сварка в нижнем положении
Самый простой вид сварки. Металл в сварочной ванне никуда не вытекает. Просто ведёте электрод прямо, или, если нужно сварить толстый металл, совершаете небольшие колебания из стороны в сторону.
Сварка горизонтальным швом
Металл нужно поддерживать в сварочной ванне за счёт сварочной дуги. Сварочная дуга обладает электромагнитными свойствами – она немного отталкивает от себя металл. Направьте электрод снизу вверх и чуть под углом, чтобы металл не вытекал из шва. При сварке совершайте круговые движения, попутно перемещая электрод вдоль шва.
Сварка вертикальным швом
Выполняется снизу вверх. Электрод должен быть направлен тоже снизу вверх. При сварке нужно периодически отдалять электрод и приближать, чтобы ванна могла остывать. Металл в ванне поддерживается как дугой, так и материалом уже наплавленного шва.
Металл в ванне поддерживается как дугой, так и материалом уже наплавленного шва.
Сварка потолочным швом
Самый сложный вид сварки. Металл в ванне поддерживается целиком за счёт давления дуги. Требует определённого опыта.
Не забываем про практику
Перед сваркой чего-то нужного, потренируйтесь на простых деталях, обрезках металла, или просто научитесь вести шов на металлической поверхности. Как правило, за день непрофессионал может научиться варить в нижнем положении, для выполнения других швов может уйти больше времени. Сварка при помощи трансформатора или в среде аргона более сложна, чем сварка инвертором при помощи электрода, к тому же при аргонодуговой сварке вы можете без опыта испортить дорогостоящий вольфрамовый наконечник.
А теперь обучающее видео
Короткое введение по теме сварки инвертором:
Серьезный учебный курс (на английском, но с подробными русскими субтитрами):
- Что нужно и важно знать?
- Как научиться работать инвертором?
- Контроль дуги: особенности
- Сварка проволокой: швы и их дефекты
Сварка инвертором для начинающих имеет свои особенности и требования, ведь те, кто первый раз берет в руки такой агрегат, должны знать, для чего он служит и как работает. Данную аппаратуру используют с целью соединения металлических листов за счет электрического разряда. В отличие от старых моделей, инверторы намного проще в эксплуатации, а сама не представляет собой ничего сложного.
Данную аппаратуру используют с целью соединения металлических листов за счет электрического разряда. В отличие от старых моделей, инверторы намного проще в эксплуатации, а сама не представляет собой ничего сложного.
Популярность такой техники обусловлена тем, что, несмотря на свои компактные габариты, многофункциональность устройства позволяет выполнять достаточно сложные работы, которые старые трансформаторы выполнить не могли. Все потребляемое электричество задействовано в создании дуги и сварочном процессе, поэтому КПД будет выше, а расход электроэнергии ниже.
Что нужно и важно знать?
Сварочные аппараты инверторного типа удобно использовать тем, кто первый раз будет сталкиваться со сварочным делом. Во-первых, они экономичны, а во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Инвертор работает от электрической сети, соответственно, в рабочем процессе вся нагрузка идет именно на нее. Но, в отличие от старых прототипов, при включении такой аппаратуры в сеть не будет происходить резких скачков электроэнергии, к тому же устройство подразумевает наличие специального накопительного конденсатора.
- Следует знать, что электросварка производится таким рабочим элементом, как электрод. Его размер будет влиять на количество затрачиваемой электроэнергии, то есть чем он больше, тем больше нужно тока. Если вовремя не обратить внимание на этот момент, то при включении аппарата в сеть есть вероятность сжечь не только свою технику, но и соседскую тоже.
- Чтобы сваривать металл правильно, следует знать, каковы минимальные требования у электрода к электричеству. Дело в том, что если показатель опустить ниже минимума, то шва попросту не создать. На сильном токе электрод быстро сгорает, и хотя стык получается, но его качество оставляет желать лучшего.
- Важно знать угол наклона электрода, так как этот момент напрямую влияет на толщину получаемого стыка.
Вернуться к оглавлению
Как научиться работать инвертором?
Сварка проволокой имеет свои основные шаги. Если новичок внимательно с ними ознакомится, то все у него получится. Но следует сразу сказать, что лучше всего начинать тренироваться на ненужных деталях, т. е. пока набивать руку. Это необходимо для того, чтобы прочувствовать аппаратуру, а также понять, как правильно придерживать электрод, чтобы шов получался тонкий, но качественный и аккуратный.
е. пока набивать руку. Это необходимо для того, чтобы прочувствовать аппаратуру, а также понять, как правильно придерживать электрод, чтобы шов получался тонкий, но качественный и аккуратный.
Итак, руководство к действию выглядит следующим образом:
- В первую очередь необходимо позаботиться о своей безопасности. Так как работа будет проходить с раскаленным металлом, есть риск его разбрызгивания. Поэтому в обязательном порядке стоит подготовить комплект рабочей одежду, куда будут входить защитные перчатки (но ни в коем случае не резиновые), специальный защитный шлем, который имеет щиток со стеклом для видимости, и грубая верхняя одежда (комбинезон и куртка или просто куртка). И обязательно закрытая обувь.
- Далее необходимо настроить инструмент. Для этого ток устанавливается на необходимые значения, которые должны соответствовать рабочим электродам. Оптимальным размером в данном случае будет 2-5 мм. Ток регулируется с расчетом толщины метала и размера детали. Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.
- Сварка проволокой начинается с розжига дуги. Сам электрод должен иметь наклонное положение (45°) по отношению к рабочей поверхности. Чтобы элемент активизировался, им несколько раз необходимо дотронуться до металла. Оптимальное расстояние между деталями равно размеру электрода.
- Такие действия помогут создать сварочный шов. Но стоит знать, что в процессе сварки образуется окалина. Это расплавленный металл, который можно устранить посредством молотка или другого аналогичного тяжелого предмета.
 Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.
Новичкам удобно пользоваться инвертором еще и потому, что современные модели имеют обозначения на своем корпусе, которые подскажут силу энергии, используемую при той или иной толщине. Чтобы избежать залипания электрода, следует инструмент подносить к будущему стыку постепенно. Также нужно клемму массы подключить к рабочей поверхности.Ничего сложного в сварке инвертором нет, поэтому научиться такому процессу может каждый.
Вернуться к оглавлению
Контроль дуги: особенности
Конечно, сама работа достаточно проста: то подводите электрод к поверхности, то отводите. Но дело в том, что качество шва во многом зависит от умения оператора контролировать промежуток между электродом и поверхностью. В зависимости от этого показателя могут возникать и свои проблемы:
Но дело в том, что качество шва во многом зависит от умения оператора контролировать промежуток между электродом и поверхностью. В зависимости от этого показателя могут возникать и свои проблемы:
- если зазор будет маленьким, то сварочное место станет выделяться выпуклостью, особенно наслаивание будет видно по бокам;
- когда зазор имеет большее расстояние, металл не будет провариваться должным образом, а сама дуга постоянно будет пропадать.
И первый, и второй случай существенно сказываются на качестве свариваемой детали, кроме того, внешний вид такого стыка будет оставлять желать лучшего.
При соблюдении правильного промежутка вертикальный шов или горизонтальный будет иметь однородность сцепления. К тому же новичкам следует знать, что в сварке есть такое понятие, как сварочная ванна.
Для осуществления электрической сварки применяется один из трёх видов источников электропитания:
- сварочный ;
- сварочный ;
Их сравнительные характеристики мы рассматривали в статье . Рекомендуем начать знакомство с темой сварочных инверторов, прочитав эту статью.
Рекомендуем начать знакомство с темой сварочных инверторов, прочитав эту статью.
Из этой статьи вы узнаете, что самым удобным и продуктивным является инвертор. Для иллюстрации этого вывода, мы приводим описание популярного среди не только начинающих, но и опытных сварщиков .
Преимущества сварочного инвертора
Преимуществами сварочного инвертора являются:
- незначительный вес. Общая масса стандартного сварочного инвертора в полной комплектации равна, примерно, 6…7 кг. Это позволяет брать с собой сварочный аппарат, практически, всюду;
- небольшой размер;
- возможность плавной регулировки сварочного тока;
- быстродействие;
- высокая производительность.
Из статьи «Как качественно и дёшево осуществить ремонт сварочного инвертора» вы узнали, что комфортная эксплуатация сварочного аппарата обеспечивается его высокой сложностью. Там же даётся краткое описание сварочного инвертора. Поэтому, мы не будем повторяться и приведём, лишь, иллюстрацию его компоновки.
Техника безопасности
Эту статью будут читать не только мастера-сварщики, а и начинающие любители этого увлекательного технологического процесса. Поэтому, начнём с рассказа (для мастеров – это необходимое напоминание) о необходимости соблюдения правил «Техники безопасности» (далее — ТБ).
Правильнее, наверное, говорить «техника без опасности», то есть, как избежать эти самые «опасности» при общении со сварочной техникой. А опасностей при выполнении сварочных работ великое множество:
- можно обжечься брызгами расплавленного металла;
- в атмосферу при сварке выделяются различные токсичные вещества;
- имеется риск поражения электрическим током;
Мероприятия по ТБ до начала работ
До начала сварки нужно уделить должное внимание:
- подготовке защитной экипировки. Сварщик должен быть облачён в специальную одежду, которая защитит его от капель расплавленного металла и непредвиденных контактов с окружающими предметами;
- оборудованию рабочего места. С рабочего места следует убрать всё лишнее, то есть не относящееся к выполняемой операции. Само рабочее место должно иметь достаточное для выполнения работы освещение;
- проверке исправности всей сварочной техники. Необходимо проверить исправность сварочного инвертора и нагрузочных автоматов на распределительном щите электропитания, состояние электрической изоляции на всех проводах, состояние подключения к заземляющему контуру токопроводящих поверхностей (сечение проводов и их целостность, качество электрических контактов и т. п.).
 С рабочего места следует убрать всё лишнее, то есть не относящееся к выполняемой операции. Само рабочее место должно иметь достаточное для выполнения работы освещение;
С рабочего места следует убрать всё лишнее, то есть не относящееся к выполняемой операции. Само рабочее место должно иметь достаточное для выполнения работы освещение;На нашем сайте уделено много внимания одному из важнейших компонентов экипировки сварщика — защитным сварочным маскам:
- обычным с постоянно затемнённым стеклом ;
Сварочная маска со светофильтром «Хамелеон» «FOXWELD Lord».
- с автоматически самозатемняющимся светофильтром «Хамелеон» ;;
Рекомендуем ознакомиться с имеющимся материалом. Необходимую вам сварочную маску на сайте можно очень просто найти, используя опцию «Поиск по сайту» на указанных ссылках.
ТБ при выполнении сварки
Большим преимуществом современных инверторов является их безопасность. Все компоненты и проводка размещены в герметичном пластмассовом коробе. Такое конструктивное решение существенно сокращает риск поражения электрическим током. Однако нельзя забывать, что сварочный инвертор, как любой другой электроприбор, является потенциально небезопасным аппаратом.
В комплекте любого инвертора имеется «Инструкция по эксплуатации». Её нужно внимательно изучить и неукоснительно выполнять. В этой «Инструкции по эксплуатации» предельно понятным языком, чтобы даже у новичка не возникло никаких вопросов, изложены «Правила ТБ» при выполнении сварочных работ. Кроме того, даются рекомендации по поведению в форс-мажорных ситуациях. В конце руководства, обычно, дается краткое описание первой медицинской помощи при различных повреждениях и травмах. Что бы эти описания по оказанию первой помощи ни пригодились, при выполнении сварочных работ необходимо выполнять ряд несложных, но очень важных правил:
- категорически запрещается производить сварочные работы под дождем. Сварочный аппарат всегда (а при работе – особенно тщательно) должен быть защищён от возможного намокания;
- электротехническое оборудование должно быть в исправном состоянии;
- сварочные работы можно производить исключительно при наличии сварочной маски (щитка) и специальной робы с перчатками. Эта экипировка защищает роговицы глаз от ожогов, голову — от травм и не оставляет незакрытых участков кожи. Одежда должна быть из толстого брезента или аналогичного материала. Сварочная маска должна иметь соответствующий типу сварки светофильтр;
- рабочее место должно быть оборудовано первичными средствами пожаротушения:
- углекислотный огнетушитель;
- брезентовое одеяло и т. д.
 Сварочный аппарат всегда (а при работе – особенно тщательно) должен быть защищён от возможного намокания;
Сварочный аппарат всегда (а при работе – особенно тщательно) должен быть защищён от возможного намокания;Как выбрать сварочные электроды
Для сварки металла используются плавящиеся электроды. Диаметр электрода и силу сварочного тока выбираем в соответствии с таблицей, которая имеется в «Руководстве по эксплуатации». в зависимости от свариваемых материалов или универсальную (например, ).
Опытные сварщики знают, какие электроды и в каких случаях следует использовать. Новичкам рекомендуем в начале работы применять электроды, выпускаемые в форме твердых стержней и имеющих специальное плавящееся покрытие. С ними можно быстрее научиться варить металл инвертором и создавать ровные четкие линии сварочных швов. В частности, новичкам порекомендуем использовать электроды диаметром Ø 3 мм. Более толстые электроды требуют сварочного оборудования более высокой мощности и определённого опыта. Сварку тонколистового металла лучше осуществлять, применяя электроды диаметром Ø 2 мм. Без отсутствия опыта не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Дело в том, что залежавшиеся электроды, очень вероятно, окажутся отсыревшими и от них не будет никакого толка (их нужно уметь прокаливать).
Первые шаги или с чего начать
Перед включением сварочного инвертора в электросеть следует обязательно уточнить её (этой самой электросети) технические возможности, то есть, сможет ли она обеспечить необходимую для аппарата электрическую мощность. Это позволит вам предотвратить перегрев электропроводки, короткое замыкание и пожар.
Это позволит вам предотвратить перегрев электропроводки, короткое замыкание и пожар.
При планировании работы обязательно обратите внимание на такой электрический параметр сварочного инвертора, как предельное время работы на полной мощности. В «Руководстве по эксплуатации» этот параметр обозначается как «Продолжительность включения» (далее — «ПВ») и указывается в процентах. Как это понимать? Рабочее время делиться на промежутки (традиционно, каждый промежуток равен 10 минутам. Если он отличается от этого значения, то указывается в «Руководстве по эксплуатации»). Например, в «Руководстве» указано, что ПВ для сварочного аппарата равен 70%. Это означает, что 70% запланированного временного промежутка инвертор сможет работать с полной нагрузкой, оставшиеся же 30% — ему нужно оставить на отдых (технологический перерыв). Иными словами, на максимальном сварочном токе 7 минут варим и 3 минуты остываем. Если сварка производится не на предельном сварочном токе, то время сварки может быть увеличено (значения указаны в таблицах или в виде графиков. Режим возможен, вплоть, до сварки без технологических перерывов). Нарушение этого требования приведёт к перегреву и выходу из строя сварочного инвертора.
Режим возможен, вплоть, до сварки без технологических перерывов). Нарушение этого требования приведёт к перегреву и выходу из строя сварочного инвертора.
Первые шаги в инверторной сварке следует начинать на плоской поверхности. Рекомендуем осваивать процесс сварки в следующей последовательности:
- учимся правильно выбирать сварочный ток. При этом следует иметь в виду, что:
- недостаточный сварочный ток не позволит поддерживать постоянную и достаточную дугу;
- чрезмерный ток вызовет прожиг металла;
- учимся вести электрод по заготовке. Сварочный стержень держите под углом 70…75° к поверхности и на расстоянии 3…5 мм от свариваемого металла. Старайтесь, чтобы это расстояние сохранялось по всей длине шва, так как в противном случае он будет иметь дефекты;
Запоминаем и выполняем правило: свариваемые поверхности обязательно очищаются от коррозии и других всевозможных загрязнений.
Для обучения сварке готовим ненужные изделия и разные металлические отходы, на которых будем осваивать правила расплавления металла. Переходим к созданию сварочного валика.
Переходим к созданию сварочного валика.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:
Сварочный валик
Чтобы создать валики, придерживайтесь такой последовательности действий:
- вставьте сварочный электрод в держатель инвертора;
- сделайте поджиг сварочной дуги, чиркнув концом стержня по металлу (будто спичкой). Допускается несколько раз коснуться заготовки постукивающими движениями;
- после появления электрической дуги выдерживайте постоянное расстояние между обрабатываемым металлом и электродом: оно не должно выходить за пределы 3…5 мм. Не забывайте о том, что качество шва напрямую зависит от умения поддерживать это расстояние постоянным. Если расстояние будет меняться, то вы получите некачественный шов;
- стержень старайтесь держать, как сказано выше, под углом 70…75° к поверхности заготовки. Лучшим считается уклон в 70°;
- электрод пробуйте наклонять назад и вперед — выберите, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.

На этом этапе вам необходимо научиться выбирать такую силу тока, чтобы обеспечивалось стабильное горение сварочной дуги. Уделите этому достаточно времени и подберите подходящие значения.
Пошаговая инструкция по выполнению сварки
Процесс сварки выполняется в следующей последовательности:
После успешного поджига, электрод необходимо, не спеша, вести вдоль стыка свариваемых металлов. Главное, чтобы все было сделано аккуратно. При сварке отдельных изделий, вполне возможно, вам будет необходимо совершать возвратно-поступательные движения. Впоследствии, получив необходимый опыт, вы сможете совершать движения электродом по траекториям, указанным на рисунке.
Сварите небольшой участок, выключите инвертор и оцените выполненную работу. Удалите сварочный шлак с помощью металлической щетки или молотка. Если всё вас устраивает, то на этом завершите работу.
В итоге, создан ваш первый сварочный шов. Вряд ли первые из них будут идеальными. Чтобы получать швы высокого качества, нужен большой опыт. С течением времени вы освоите эту интересную работу и сможете выполнять идеальные сварочные швы между разными металлами и в любых пространственных положениях.
С течением времени вы освоите эту интересную работу и сможете выполнять идеальные сварочные швы между разными металлами и в любых пространственных положениях.
Узнать больше:
Какую помощь в сварке оказывают встроенные автоматические системы
Успешной и плодотворной работе с современными инверторами способствуют встроенные в них автоматические системы, создающие дополнительные опции. К ним относятся:
Эксплуатация инвертора с такими опциями позволит существенно облегчить работу, как профессионального сварщика, так и сгладить типичные ошибки новичка. Это позволяет создавать приближенные к идеалу сварочные швы.
В заключение, предлагаем вашему вниманию обучающий видеоролик. Желаем успехов!
Много материалов по обучению сварке в разделе: « «.
SCA 140 AMP Инверторный сварочный аппарат для дуговой сварки Руководство по эксплуатации
Документ
Инверторный сварочный аппарат для дуговой сварки SCA 140 AMP Руководство по эксплуатации
ОПИСАНИЕ ПРОДУКТА Благодаря своим основным компонентам управления и передачи, а также специально разработанной схеме управления, он имеет равномерно регулируемый сварочный ток, что позволяет источнику сварочного питания достичь адаптируемости к превосходным процедурам сварки.
 Это в значительной степени повысило защитные способности сварщика, обеспечив безопасную сварку. Он довольно популярен при сварке таких материалов, как низкоуглеродистая сталь, нержавеющая сталь, высокопрочная сталь, легированная сталь и чугун.
Это в значительной степени повысило защитные способности сварщика, обеспечив безопасную сварку. Он довольно популярен при сварке таких материалов, как низкоуглеродистая сталь, нержавеющая сталь, высокопрочная сталь, легированная сталь и чугун.Основные характеристики портативного инверторного сварочного аппарата постоянного тока серии CARi-ARC:
- Обладая небольшим объемом и малым весом, он широко используется в области обивки, ремонта и полевых работ;
- Превосходная функция управления дугой и функция плавления и капельного перехода;
- Применяется при сварке сверху вниз в вертикальном положении и длинной дуговой струйной переносной сварке целлюлозным электродом;
- Благодаря различным характеристикам звукоизоляции он может защитить сварочный аппарат от перегрева, перегрузки по току и так далее. Когда компенсация основного питания составляет не менее ±15%, она может увеличиваться при снижении сварочного тока. Благодаря высокой эффективности защиты от помех система управления может реагировать на изменения источника питания, заготовки, электрода и операций со скоростью менее 1 м/с, чтобы поддерживать стабильный выходной ток;
- Его уникальные характеристики электрической дуги могут удовлетворить потребность в различных процедурах сварки
; - Простое подключение. Для осуществления внешнего подключения в серии CARi-ARC используются все разъемы, которые обеспечивают быстрое и безопасное подключение при простом, но надежном исполнении. При изменении содержания руководства или функции сварочного аппарата уведомление не выдается.
 Для осуществления внешнего подключения в серии CARi-ARC используются все разъемы, которые обеспечивают быстрое и безопасное подключение при простом, но надежном исполнении. При изменении содержания руководства или функции сварочного аппарата уведомление не выдается.
Для осуществления внешнего подключения в серии CARi-ARC используются все разъемы, которые обеспечивают быстрое и безопасное подключение при простом, но надежном исполнении. При изменении содержания руководства или функции сварочного аппарата уведомление не выдается.ПРЕДУПРЕЖДЕНИЕ
Во избежание травм и/или повреждения имущества прочитайте ВСЕ эти инструкции и выполняйте их перед сборкой и эксплуатацией данного сварочного аппарата.
Это руководство поможет вам наиболее безопасно и эффективно управлять этим сварочным аппаратом.
БЕЗОПАСНОСТЬ ЭКСПЛУАТАЦИИ
Самозащита оператора
- Всегда соблюдайте правила техники безопасности и гигиены. Носите защитную одежду
, чтобы избежать травм глаз и кожи. - Используйте сварочную маску, чтобы закрыть голову во время работы со сварочным аппаратом.
- Только через фильтрующую линзу на сварочной маске вы можете наблюдать за своим
операция. - Ни при каких обстоятельствах нельзя допускать, чтобы какая-либо часть тела касалась выходного биполярного выхода сварочного аппарата
(рукоятка электрододержателя и заготовка. ).
Внимание - Портативный инверторный сварочный аппарат постоянного тока серии CARi-ARC — это электронные продукты, запасные части которых очень нежные, не меняйте и не настраивайте в спешке, иначе переключатель будет поврежден;
- Проверьте соединение, чтобы убедиться, что оно хорошо подключено, надежно ли заземление (земля)N и т. д.;
- Дым и газы, образующиеся при сварке, опасны для здоровья. Убедитесь, что
работает в местах, где есть вытяжные или вентиляционные устройства, чтобы пары или выбросы не попадали в зону дыхания; - Во время сварки следите за тем, чтобы лучи дуги не попадали на окружающих людей. Это происходит только из-за интерференции лучей дуги;
- Никогда не позволяйте никому, кроме самого оператора, перемещать или регулировать сварочный аппарат;
- Никогда не позволяйте людям с кардиостимулятором или любыми другими предметами, чувствительными к электромагнитным полям, приближаться к сварочному аппарату, который мешает нормальной работе кардиостимулятора;
- Сварочный аппарат нельзя использовать для разморозки труб;
- Никогда не позволяйте использовать сварочный аппарат сверх номинального рабочего цикла.
 ).
). 
Меры безопасности, необходимые для обеспечения правильной установки и положения
- Необходимо принять строгие меры предосторожности для защиты оператора и машины от падающих сверху посторонних материалов.
- Пыль, кислота и эрозионная грязь в воздухе на рабочем месте не должны превышать норму (без учета выбросов от сварщика).
- Сварочный аппарат должен быть установлен в месте, защищенном от воздействия солнца, дождя и снега. Также он должен храниться в менее влажном месте с диапазоном температур от -10 до 40˚C.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть около 50 см свободного пространства.
- Убедитесь, что в сварочный аппарат не попало металлическое инородное тело.
- Отсутствие сильной вибрации в зоне вокруг сварочного аппарата.
- Убедитесь, что в месте установки нет помех окружающей среде.
- Убедитесь, что электропитания достаточно для правильной работы сварочного аппарата. Любой источник питания, необходимый для доступа к сварочному аппарату, должен быть оснащен защитным оборудованием.
- Сварочный аппарат должен быть установлен на горизонтальной поверхности, а если она превышает 10°, то необходимо добавить антисбросовой комплект.
 Любой источник питания, необходимый для доступа к сварочному аппарату, должен быть оснащен защитным оборудованием.
Любой источник питания, необходимый для доступа к сварочному аппарату, должен быть оснащен защитным оборудованием. Проверка безопасности
Каждый из перечисленных ниже пунктов должен быть тщательно проверен перед эксплуатацией:
- Убедитесь, что сварочный аппарат имеет надежное соединение с заземляющим проводом;
- Убедиться в отсутствии короткого замыкания на обоих выходах сварочного аппарата;
- Убедитесь, что звуковой выход и входной провод всегда подключены, а не выставлены наружу. Квалифицированный персонал должен проводить регулярную проверку после установки сварочного аппарата в течение шести месяцев, которая включает в себя следующее:
- Необходимо проводить регулярную очистку, чтобы убедиться в отсутствии такого ненормального состояния, как неплотное соединение в сварочном аппарате.
- Внешние детали, установленные на сварочном аппарате, должны гарантировать его правильную работу.
- Проверьте сварочный кабель, чтобы убедиться, что его можно продолжать использовать до того, как он изношен.
- Замените входной кабель сварочного аппарата, как только будет обнаружено, что он оборван или поврежден.

ПРЕДУПРЕЖДЕНИЕ. Перед открытием крышки сварочного аппарата
для проверки отключите питание.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Окружающая среда, в которой находится изделие
- Диапазон температур окружающей среды:
При сварке: -10~+40°C При транспортировке или хранении: -25~+55°C - Относительная влажность: при 40°C: ≤50%, при 20 °С: ≤90%.
- Пыль, кислота и эрозионные вещества в воздухе не должны превышать нормы (за исключением выбросов от сварщика). Отсутствие сильной вибрации на рабочем месте.
- Высота не более 1000м.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть около 50 см свободного пространства.
- Защита от дождя при использовании на открытом воздухе.
- Пожалуйста, на расстоянии не менее 300 мм от стен и т.п., которые могут ограничивать естественный поток воздуха для охлаждения.
- Скорость ветра на всей территории должна быть менее 1 м/с; Требования к основному питанию
- Осциллограмма напряжения должна отображать фактическую синусоиду, колебания частоты не должны превышать ± 1% от номинального значения.
- Колебания подаваемого напряжения не должны превышать ±15 % от номинального значения.

The Welder’s Principle
Конструкции Welder
Серия Portable CARi-ARC использует подвижные картонные конструкции: Верхняя часть
спереди оснащена ручкой регулировки сварочного тока, индикатором питания ( зеленый), световой индикатор неисправности (желтый), а нижняя часть оснащена быстроразъемным разъемом «+» для токового выхода и быстроразъемным разъемом «-». На задней стороне установлен выключатель питания, охлаждающий вентилятор, провод ввода источника питания. Сверху есть ремешок для удобной транспортировки. Когда вы открываете крышку, там один первичный трансформатор, одна часть печатной платы. Нижняя часть снабжена выходным дросселем, первичным трансформатором и т.д. В средней части установлен радиатор с силовыми элементами.
Сверху есть ремешок для удобной транспортировки. Когда вы открываете крышку, там один первичный трансформатор, одна часть печатной платы. Нижняя часть снабжена выходным дросселем, первичным трансформатором и т.д. В средней части установлен радиатор с силовыми элементами.
Кодировка типа сварочного аппарата
- Нестандартная кодировка:
Комбинация английских букв и арабских цифр. Implication of Coding:
MAIN TECHNICAL DATA
ITEM | CARi-ARC-140 | |
| Rated Input Voltage | V | 240 |
| Electrical Source Fre — число | Гц | 50 |
| Rated Input Current | A | 23 |
| Rated Input Capacity | KVA | 5.52 |
| No-load Voltage | V | 78 |
| Rated Working Voltage | V | 25,6 |
. 0185 0185 | I2 | 140A |
| Rated Duty Cycle | % | 20% |
| Efficiency | η | 85% |
| Power Factor | CosΦ | 0.92 |
| Insulation Grade | H | |
| Степень защиты корпуса | IP21S | |
| Тип охлаждения | Вентилятор Размер | см | 30x12x24 |
| Чистый вес | 4.7 |
. Свардец с жесткой. 60974-6: 2006
Знак и изображения Иллюстрация
Заземление
Однофазный источник питания переменного тока
Однофазный трансформатор датчика неподвижности — выпрямитель
Постоянный ток
Для обозначения источника сварочного тока, подходящего для сварки в среде с повышенной опасностью поражения электрическим током.
- +: «+» электрод
- -: «-» электрод
- I1max…A: Максимальный номинальный входной ток
- I1eff…A: Максимальное виртуальное значение входного тока
- Φ: Диаметр электрода
- X:Duty Cycle
- I2: номинальный сварочный ток
- U0: номинальное напряжение холостого хода
- U1: номинальное входное напряжение
- U2: номинальная нагрузка В
- ~50/60 Гц: переменный ток, номинальная частота 50 Гц, рабочая частота 60 Гц.
- …В: Напряжение (В)
- …А: Ток (А)
- …%: Проценты
- ..A/…V~…A/…V: Выходной диапазон. Номинальный минимальный и номинальный максимальный сварочный ток и соответствующее напряжение нагрузки.

IP21S: Класс защиты корпуса. IP – это код международной защиты. 2 означают, что палец пользователя не касается опасных частей; предотвращение попадания в короб твердого материала диаметром не менее 12,5 мм. 1 означает предотвращение вертикального падения воды
, что является безвредным. S означает, что испытание на водонепроницаемость проводится, когда подвижные части находятся в состоянии покоя.
H : Класс изоляции H.
Примечание: Испытание источника сварочного тока на повышение температуры проводилось при комнатной температуре. Номинальный рабочий цикл 40°C получен путем моделирования.
ПОМЕЩЕНИЕ СВАРЩИКА
Схема подключения сварщика
- Пыль, кислота и эрозионная грязь в воздухе на рабочем месте не должны превышать количество, требуемое нормой.
- Сварочный аппарат должен быть установлен в месте, защищенном от воздействия солнца и дождя. Также он должен храниться в менее влажном месте с диапазоном температур от -10 до 40°C.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть около 50 см свободного пространства.
- Устройство для исключения ветра и дыма должно быть оборудовано, если внутренняя аэрация не является надежной.
Соединение между сварочным аппаратом и источником питания (см. схему входных соединений) Подключите кабель источника питания на задней панели сварочного аппарата к однофазной сети 220~240 В с выключателем; Источники питания с напряжением 380 В строго запрещены
для сварщика, что может серьезно повредить сварщика, в противном случае пользователь должен нести за это последствия. Кабель питания длиной 2 м с вилкой на 10А. Вставьте вилку в розетку и включите главный выключатель.
- Поднимите сварочный аппарат за ручку.
НЕ ПОДНИМАЙТЕ ЕГО ЗА ШНУР ПИТАНИЯ ИЛИ КАБЕЛЬ ЗАЗЕМЛЕНИЯ ЗАЖИМ И ДЕРЖАТЕЛЬ ЭЛЕКТРОДА
.
Примечание: Заземление сети питания не является нулевым подключением сети питания.
Входное подключение Эскиз
Настройка источника питания сварщика