Как правильно варить сварочным аппаратом
В данной статье рассмотрим 4 основных части:
- Как пользоваться сварочным аппаратом (основные принципы).
- Как правильно варить сварочным трансформатором ручной дуговой сварки штучными электродами (MMA).
- Как правильно варить сварочным инвертором.
- Как правильно варить сварочным аппаратом- полуавтоматом.
- Как пользоваться сварочным аппаратом (основные принципы)
- Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
- Небольшое видео, где дилетант-самоучка делится опытом с новичками:
- Как правильно варить сварочным инвертором
- Как правильно варить сварочным аппаратом- полуавтоматом
Как пользоваться сварочным аппаратом (основные принципы)
Перед началом работы убедитесь что:
• Вы прочитали и поняли все требования по безопасности, изложенные в настоящем руководстве.
• Все легковоспламеняемые материалы и емкости убраны с места сварочных работ.
• Место работы хорошо проветривается, особенно с передней и задней сторон аппарата.
• Соответствующие средства пожаротушения находятся в доступном месте.
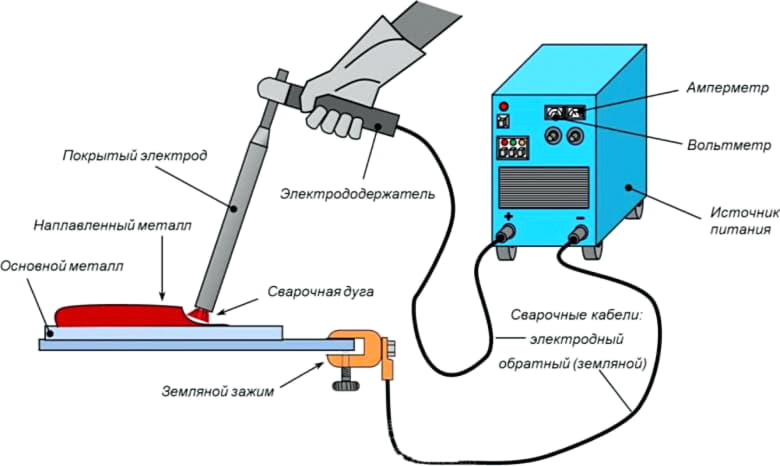
Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
Сварочные работы по металлу являются чрезвычайно распространенными в настоящее время. Однако, для того чтобы правильно их выполнять, необходимы соответствующие навыки. И необходимость получения данного опыта является очень актуальной, поскольку от того, насколько качественно выполняются сварочные работы, зависит долговечность и надежность соединения отдельных частей различных предметов из металла, в том числе и кованых элементов.
В настоящее время, для того чтобы узнать, как правильно варить сварочным аппаратом, можно воспользоваться специальной литературой. Кроме того, существуют курсы для обучения сварочным работам. При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
Много практических статей по вопросам «как варить», «как приварить» то или иное, смотрите в рубрике «Как варить»
Прежде всего, очевидно, необходимо начинать с изучения правил техники безопасности. Она начинается с того, что нужно знать, как выбирается специальная одежда и защитные приспособления для сварочных работ. Самым главным предметом, конечно, является защитная маска, либо сварочный щиток. Маска должна быть максимально надежной и защищать от излучения электрической дуги сетчатку глаз. Также потребуется защитная куртка и брюки для того, чтобы защитить одежду от повреждений искрами, которые образуются во время сварочных работ.
Далее необходимо переходить к изучению непосредственно самого алгоритма выполнения сварочных работ. Вначале необходимо установить зажим заземления на свариваемой детали.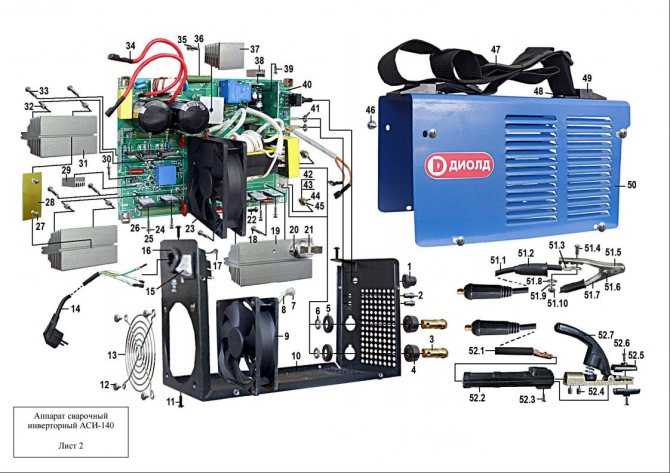
Затем выбирается режим электрического тока в соответствии с типом электрода и его диаметром.
Далее можно будет попробовать сам процесс. Вначале нужно провести электродом по металлической заготовке. Касание должно быть кратковременным, и если все нормально с электрической цепью, привести к вспышке искр. А далее нужно поднести электрод к детали, сделать ту же процедуру и отдалить его на расстояние 3-5 мм. Этого достаточно, чтобы электрическая дуга возникла между электродом и свариваемой деталью. Самое сложное, это удерживать электрическую дугу и не давать ей погаснуть, допустив слишком большой или маленький зазор между свариваемой поверхностью и электродом. При этом нужно сваривать между собой металл детали и электрода в одно целое в виде аккуратного сварного шва. Практиковаться можно на каких-либо ненужных металлических изделиях. И только, когда будет получаться, можно переходить к свариванию настоящих деталей.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:

И еще один ролик о том, с чего начинать учиться варить.
Также может быть полезным просмотреть следующие материалы:
- Сварочные швы
- Техника выполнения сварочных швов
- Как варить вертикальный шов
Как правильно варить сварочным инвертором
Для просмотра этой темы перейдите, пожалуйста, сюда.
Как правильно варить сварочным аппаратом- полуавтоматом
- 1. Подсоедините заземленную клемму к свариваемому металлу.

- 2. Установите мощность и скорость подачи проволоки используя регуляторы режимов, в соответствии с типом и толщиной металла и проволоки.
- 3. Подключите аппарат и включите его.
- 4. Отрежьте лишнюю проволоку, оставив З мм от конца держака.
- 5. Держите защитную маску перед глазами.
- 6. Нажмите триггер и когда появится дуга, медленно двигайте держак в нужном направлении.
- 7. Если дуга производит шум и оставляет сгустки на конце проволоки — скорость подачи проволоки недостаточна и должна быть увеличена. Если дуга производит прерывающийся шум и создается впечатление, что проволока опережает скорость сварки и происходит разбрызгивание капель металла, значит скорость подачи проволоки слишком велика. Когда скорость установлена корректно звук дуги становится ровным, устойчивым с потрескиваниями. Если место сварки пористое, значит недостаточный поток газа, необходимо увеличить.
- 8. Проверьте установленную мощность аппарата по таблице, расположенной на корпусе.


Аппарат может быть настроен на разный выходной ток мощности(выражаемый в %).
Процентное выражение представлено в 10-минутном сварочном цикле, например, 60% означает сварочное время 6 минут, время покоя 4 минуты.
Если аппарат используется с превышением сварочного цикла, то температура составных частей повышается, наступает перегрев. В этом случае встроенная термозащита отключает аппарат. Если это произошло, дайте аппарату остыть. Термозащита отключится автоматически после короткого периода остывания, и тогда можно продолжать работу.
Более подробно про сварку полуавтоматом >>>
Смотрите также:
как подключить сварочный аппарат;
как приварить нержавку к стали;
как варить тонкий металл к толстому;
приваривание гаражных петель;
как варить (распространенные вопросы);
сварочные швы.
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить.
 Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Основные ошибки
- Советы начинающему сварщику
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Приспособления для сварки
Сварочные электроды
Средства защиты сварщика
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Диаметр электрода, мм | Сила тока, А | |
|---|---|---|
| 1-2 |
1. |
25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
«Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:

Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Как пользоваться и варить сварочным аппаратом: подготовка к сварке
Технология сварки известна человечеству сравнительно недавно, но вместе с этим работа со сварочным аппаратом совершила настоящую революцию в технике, строительстве и производстве.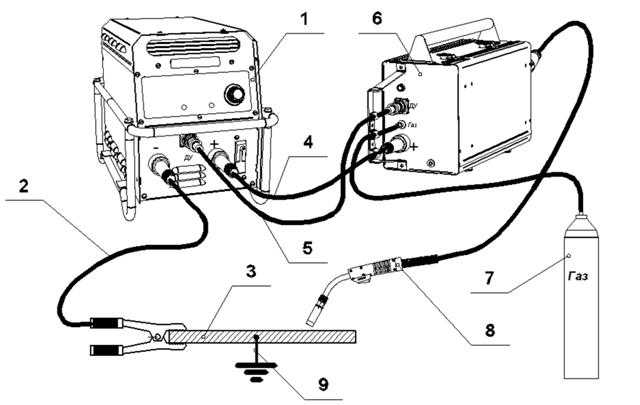 Современные технологические аппараты представлены в широком диапазоне, где предусмотрены основные и вспомогательные функционалы работоспособности оборудования, и вы можете точно узнать, как пользоваться сварочным аппаратом, но перед этим необходимо помнить некоторые правила, прежде чем приступить к работе:
Современные технологические аппараты представлены в широком диапазоне, где предусмотрены основные и вспомогательные функционалы работоспособности оборудования, и вы можете точно узнать, как пользоваться сварочным аппаратом, но перед этим необходимо помнить некоторые правила, прежде чем приступить к работе:
- Сварщик должен до начала работы с рабочим оборудованием детально изучить устройство, а также технику безопасности проведения сварочных работ.
- Рабочее место сварщика должно быть полностью освобождено от предметов и вещей, которые имеют свойство воспламеняться или представляют прямую угрозу для работы с технологическим оборудованием.
Необходимо убрать рабочее место перед сваркой
- Помещение должно иметь высокий уровень вентиляции и проветриваться в определённых условиях эксплуатации оборудования.
- Прежде чем понять, как варить сварочным аппаратом, в шаговой доступности должны располагаться доступные и эффективные средства пожаротушения.
Применение сварочного аппарата
Прежде чем приступить к работе, специалист рабочего оборудования должен знать и уметь все правила использования техники и как правильно варить сварочным аппаратом с использованием различных материалов металла и пластика. Мастер должен знать некоторые нюансы:
Мастер должен знать некоторые нюансы:
- Технологические основы производства сварочной технологии.
- Конструктивную часть оборудования, режимные настройки работы сварки, при помощи которой будет осуществляться технологическая основная часть работы.
Регламент производственных работ для сварщика предусматривает выполнение следующих операций:
- Для каждой конкретной работы подбирается соответствующая модель оборудования, а также расходных материалов (электродов по типу и по количеству).
- Необходимо умение правильно обеспечить рабочий процесс всей технологии сварки, обработки поверхности свариваемых деталей.
- Грамотное и правильное применение теории как работать сварочным аппаратом, для создания ровных и идеальных швов.
Помните, мастер может обеспечить достойное качество работы, если правильно будет подобран аппарат для сварки и на практике реализована теоретическая часть производственных работ.
Начало работы сварочным аппаратом
Категории сварочного оборудования и их предназначение
Для дугового варианта сварки используются специальные аппараты с плавящимися электродами. Процесс работы рабочим аппаратом предусматривает перемещение в ручном варианте электродов, которые являются основным технологическим инструментом проведения производственных работ.
Процесс работы рабочим аппаратом предусматривает перемещение в ручном варианте электродов, которые являются основным технологическим инструментом проведения производственных работ.
Сварка плавящимся электродом
Основные преимущества работы полуавтоматических аппаратов
Полуавтоматика остаётся приоритетным оборудованием для тех, кто хочет знать, как научиться варить сварочным инвертором, при этом положительные стороны такого оборудования в следующем:
- Высокий КПД по параметрам производительности труда.
- Сварные швы имеют идеально ровную поверхность.
- Свариваемые поверхности не должны подвергаться коррозии.
- Допускается сварка металлов, с тонкими размерными данными по толщине.
Устройство полуавтомат для проведения промышленных работ, включает в себя такие узлы и компоненты:
- Для преобразования тока используется выпрямитель.
- Мощная горелка прямого действия.
- Вилка и электрический удлинитель для подключения к обще сети электропитания.
- Комплект сварочных кабелей для присоединения источника подаваемого тока к свариваемой части поверхности, в комплект входят держатели и зажимы.
- Механизм, который приводит в действие эффект подачи плавящегося элемента.
- Баллонная конструкция для газа.
- Для подключения баллона к источнику инертного газа в конструктивной части используется рукав.
- Для общей настройки рабочего режима сварки используется встроенный блок управления.
Компоновка и прочие характеристики сварочного оборудования
Далее, чтобы понять, какой полярностью варить инвертором, укажем типы полуавтоматического аппарата по способу формирования швов:
- Для инертного газа, в т.ч. аргон, гелий и другие варианты.
- Подвид работы в сфере инертных газов – порошковая проволока.
- Под слоем компонента флюса (применяется очень редко).
Компоновка промышленного оборудования также имеет различные варианты исполнения, и как пользоваться сварочным аппаратом для полипропиленовых труб и фитингов, скажем, что есть однокорпусный вариант исполнения, который включает в себя стандартную сборку. Двухкорпусный тип сварочного оборудования предусматривает конструкцию источника выпрямленного тока с встроенным блоком управления, которые помещены в одну часть конструкции аппарата, а механизмы подачи проволоки встроены в отдельный блок конструкции промышленного оборудования. Точно такие же параметры имеет вариант установки аппарата на рабочем месте. Стационарный тип – не перемещается во время работы, то есть, установлен и закреплён в отдельном месте. Передвижной механизм имеет колеса или шасси, предназначенные для перемещения по определённой части территории.
Двухкорпусный тип сварочного оборудования предусматривает конструкцию источника выпрямленного тока с встроенным блоком управления, которые помещены в одну часть конструкции аппарата, а механизмы подачи проволоки встроены в отдельный блок конструкции промышленного оборудования. Точно такие же параметры имеет вариант установки аппарата на рабочем месте. Стационарный тип – не перемещается во время работы, то есть, установлен и закреплён в отдельном месте. Передвижной механизм имеет колеса или шасси, предназначенные для перемещения по определённой части территории.
По основным характеристикам подводимого к аппарату источника питания, подразделяют на однофазные и трёхфазные варианты исполнения. Непосредственно ток подачи имеет характеристики – пульсирующий, а также импульсный или постоянный тип.
«Важно!
Полярность подключения также имеет разный вариант исполнения, чаще всего используют прямой тип полярности, а обратная схема по полярности используется крайне редко.
 »
»Подготовительные работы для аппарата сварки
Если мы хотим узнать, как правильно варить сварочным инвертором, рассмотрим имеющиеся варианты способа подачи плавящегося компонента устройства, который может быть представлен одним из вариантом:
- Тянущийся, проволока подаётся к основному источнику плавления из специально встроенной катушки.
- Толкающийся. Проволока встроена в катушку, механизм толкания продавливает проволоку в горелку.
- Комбинированный тянуще-толкательный механизм. Устанавливается не на всех типах сварочного оборудования.
Процесс начала работы на производственном оборудовании, предусматривает проведение следующих операций:
- Настройка оборудования, согласно технического паспорта и прочим регламентам положениям обеспечения безопасности эксплуатации сварочного оборудования. Правильно устанавливаем соответствующие параметры силы тока для устройства.
- Регулируем скоростной режим подачи инертного газа, в соответствии с техпаспортом устройства.
- Настраиваем требуемый уровень подачи газа. Неправильная настройка вызывает неровный шов поверхности обрабатываемого изделия.
- Устанавливаем механизм регулятора подачи плавящегося варианта электрода в рабочее положение.
- Выбираем способ защиты обработки поверхности (емкость, порошковый материал, флюсовый компонент, открываем клапанный механизм подачи инертного газа).
- Выполняем сварочный процесс по шву: подводим на определённое расстояние к требуемому места возможного шва до 4 мм и нажать на механизм запуска « пуск» (данную опцию необходимо держать включённой до конца процесса не более 3 сек)
- Для алюминиевых материалов используем иные рабочие настройки сварочного оборудования.

Для работы с инверторной и иной сваркой, необходимо соблюдать высокие требования безопасности, которые включают в себя:
- Подготавливаем рабочее место, используем меры предосторожности проведения сварочных работ, путём размещения поблизости гасящих материалов.
- Используем специальную одежду, и обувь, которые не подвержены продуктам горения сварочного оборудования.
- Проверяем исправность оборудования перед началом работы, выявляем проблемы до того, как начнётся процесс сварки.

Запрещено осуществлять сварочные работы в дождливую и снежную погоду. Используем специальную маску с защитными стёклами, которые сохраняют зрение и лицо от эффекта горения пламени сварки.
Видео: рекомендации по использованию сварочного аппарата
Как правильно пользоваться сварочным аппаратом?
Сварочный аппарат – довольно сложное устройство, требующее определенных знаний. Прежде чем понять, как правильно пользоваться сварочным аппаратом, требуется изучить основные принципы работы и нюансы техники безопасности. Однако для начала следует рассмотреть все основные аспекты, которые необходимо соблюдать для правильного и безопасного использования сварочного аппарата.
Основы использования сварочного аппарата для новичков
При наличии сварочного аппарата дома рано или поздно его придется привести в действие. Многие люди предпочитают воспользоваться услугами высококвалифицированных специалистов. Однако управлять аппаратом можно самостоятельно без особого труда. Люди, которые еще ни разу не варили металл, часто пытаются найти информацию о том, как пользоваться сварочным аппаратом для начинающих. Все не так сложно, как кажется на первый взгляд. Для начала нужно изучить все требования по технике безопасности в условиях использования данного аппарата. Затем обратить внимание на все основные принципы работы с техникой. Следует отметить, что подобные правила довольно важны, так как именно от них зависит безопасность человека.
Основные принципы работы со сварочным аппаратом:
- Важным аспектом является ознакомление с инструкцией. В ней говорится о соблюдении правил безопасности в работе со сварочным аппаратом.
- Требуется устранить с места работы все легковоспламеняющиеся материалы.
- Рабочее место должно быть хорошо проветриваемым. Обязательно свежий воздух должен присутствовать с передней и задней стороны сварочного аппарата.
- Требуемые средства для пожаротушения должны находится в соответствующих местах и быть доступными.

Как научиться пользоваться сварочным аппаратом?
Управлять техникой несложно, главное, выполнить все требования по эксплуатации, которые легко найти в инструкции. После того, как все тщательно подготовлено, можно приступать к варке металла.
Чтобы правильно варить металл, рекомендуется соблюдать следующий алгоритм действий:
- Для начала на деталь, которая предназначена для сваривания, устанавливается заземление.
- Далее подбирается сварной ток, который будет соответствовать диметру нужного электрода.
- После выполнения двух выше описанных действий можно приступать к процессу сварки.
Подготовка к использованию сварочного аппарата
Перед тем как пользоваться сварочным аппаратом, следует тщательно выполнить действия, предназначенные для подготовки к работе с данным оборудованием.
Обязательные действия по подготовке сварочного аппарата перед использованием:
- Требуется поместить оборудование на рабочую поверхность. Важно, чтобы сварочный аппарат находился на расстоянии не менее двух метров от стен или других предметов, находящихся в помещении.
- Стоит проверить подключение кабеля заземления, а также кабеля сварочного аппарата.
- Требуется подобрать электроды. Обычно используются электроды размером 2-5 миллиметров. Размер индивидуален, и все зависит от толщины металла, который предстоит варить.
- Далее следует вставить сварочный ток. Данный процесс определяется путем анализа толщины подобранного электрода, а также плотности деталей, которые подвергнутся сварке.
- Если электричества недостаточно для образования дуги, то нужно увеличить подачу тока. Однако стоит делать это аккуратно, так как при перенасыщенности током может возникнуть залипание электродов.
- Далее следует подготовить детали, которые будут участвовать в процессе сварки. Для этого требуется деталь зажать в тисках.
 Для этого требуется деталь зажать в тисках.
Для этого требуется деталь зажать в тисках.Стоит учитывать, что кратковременное соприкосновение с металлической деталью образует дугу. Возникшую дугу довольно непросто удержать. Важно знать, что если существует большой или же, наоборот, маленький зазор между электродом и поверхностью свариваемой детали, то она сразу гаснет. Поэтому перед тем, как пользоваться сварочным аппаратом, рекомендуется обязательно изучить основные моменты мероприятия. Для процесса варки также требуется правильно установить силу тока, опираясь на подобранный электрод. Такие параметры не идентичны и подбираются индивидуально для каждого вида металла.
На следующем этапе следует электрод поставить в спецдержак, а клемму массы установить в область поверхности свариваемой детали. Необходимо добиться образования дуги, после чего произойдет движение электродов, расплавляющих металл.
Основные этапы проведения сварки
- Для начала требуется вставить электрод в держатель.
- Затем следует прикрепить зажим к подобранной детали.
- Нужно добиться образования дуги с помощью соприкосновения с металлом.
- Следует водить зажженной дугой. Действия должны быть медленными и продолжаться до тех пор, пока не образуется угол в 75 градусов.
- Требуется соблюдать дуговой промежуток (расстояние между металлом и рабочим электродом).
- При наличии лишнего металла его нужно убрать молотком после того, как основной металл остынет. После чего начистить его щеткой.

Сварочный аппарат «Ресанта 220»
На сегодняшний день существует широкий ассортимент сварочных машин. Выбор делается на основе таких основных критериев, как качество, доступность и цена. «Ресанта 220» является довольно популярным оборудованием. Спрос на данный сварочный аппарат обусловлен не только качеством, но и ценовой политикой. Однако немаловажное значение уделяется тому, как пользоваться сварочным аппаратом «Ресанта 220».
Перед использованием аппарата следует разобраться в его характеристиках и правилах безопасности. Стоит отметить, что наиболее часто выбор сварочного аппарата основывается на предлагаемых преимуществах.
Стоит отметить, что наиболее часто выбор сварочного аппарата основывается на предлагаемых преимуществах.
Основные преимущества работы с аппаратом «Ресанта»
- Наличие кнопки регулятора тока на дуге сварки, чего нет на других похожих моделях.
- Отличная система охлаждения, которая позволяет продлить работу аппарата до беспрерывного действия.
- Наличие специальной функции «антизалипание», которая ориентируется на залипание электродов. В случае возникновения подобного процесса машина автоматически уменьшает подачу тока до тех пор, пока электроды не «отлипнут». После нормализации электродов машина начинает работать в прежнем режиме.
- Наличие функции горячего старта (позволяет улучшить процесс поджигания дуги).
- Наличие контроля горения дуги. Машина четко фиксирует уровень горения дуги, не давая ей погаснуть.
Основываясь на вышеприведенных преимуществах, многие предпочитают именно эту модель, так как пользоваться сварочным аппаратом данного вида наиболее просто и комфортно. Точки контроля над работой позволяют не только создать комфортные условия для варки, но и сэкономить много времи.
Точки контроля над работой позволяют не только создать комфортные условия для варки, но и сэкономить много времи.
Еще одним плюсом этого оборудования являются его защитные свойства. Могут пользоваться сварочным аппаратом «Ресанта» как профессионалы в данной сфере, так и новички. Поэтому система безопасности была четка отрегулирована.
Меры предосторожности при использовании оборудования
- Изолирование токопроводящей части прибора.
- Подключение сварочного аппарата создается путем использования кабеля, который способен выдерживать напряжение до трех тысяч ватт в минуту. Стоит отметить, что кабель имеет двойную изоляцию, что делает его устойчивым к замыканию.
- Внутри прибора узлы закреплены намертво и находятся на изоляторах. Важно знать, что изоляторы нельзя загрязнять, особенно металлической стружкой.
Сварочный аппарат «Ресанта 220», в отличие от своих аналогов, наиболее прост и понятен в использовании. Он также обладает защитными свойствами и специальной системой охлаждения, что на долгий срок продлевает его работоспособность. Оборудование имеет хорошие отзывы среди профессионалов сварочного дела, что говорит о его безупречном качестве.
Оборудование имеет хорошие отзывы среди профессионалов сварочного дела, что говорит о его безупречном качестве.
Технология сварки полипропиленовых труб: общие сведения
Главное преимущество полипропиленовых труб заключается в весьма доступной стоимости и несложной установке. Поэтому как пользоваться сварочным аппаратом для полипропиленовых труб, так и производить монтаж коммуникаций самостоятельно не составит особого труда. Для начала следует освоить технологию сварки и разобраться в специфике работы с материалом.
Стремительное развитие технологий на сегодняшний день позволяет произвести замену старых труб из металла на новые, изготовленные из высококачественной пластмассы. Установка труб производится их соединением между собой при помощи различных способов варки.
Перед тем, как пользоваться сварочным аппаратом, следует понять, что во время работы с полипропиленовыми коммуникациями в дальнейшем демонтаж системы будет невозможен. Сваренное соединение даже при большом желании не удастся разъединить. Поэтому процессу варки необходимо уделить особое внимание, а все работы проводить не торопясь.
Поэтому процессу варки необходимо уделить особое внимание, а все работы проводить не торопясь.
Для получения крепкого сварочного шва рекомендуется использовать трубы, изготовленные исключительно из полимеров одинакового химического состава. Поэтому желательно выбирать трубы одной марки, чтобы избежать возможных проблем.
В заключение
Большинство начинающих специалистов, которые только осваивают процесс варки, также сталкиваются с проблемой, как пользоваться инверторным сварочным аппаратом. Как оказывается, подобного рода техника не имеет существенного отличия от обычного сварочного аппарата. При использовании любого оборудования требуется обязательно ознакомиться с его системой безопасности и требованиями по эксплуатации. Основополагающим моментом в сварочном деле является наличие бесценного опыта. Поэтому рекомендуется сделать выбор в сторону наиболее комфортной машины для работы и постепенно набивать руку.
инструкция по электродуговой сварке для начинающих
Необходимость что-то сварить обычно появляется на дачных участках и в частном доме. Каждый раз нанимать специалистов и оплачивать их работу невыгодно, поэтому лучше научиться пользоваться сварочным аппаратом самостоятельно. Лучше приобрести небольшой лёгкий инвертор, который позволит сделать аккуратный шов и без определённых навыков и умений.
Каждый раз нанимать специалистов и оплачивать их работу невыгодно, поэтому лучше научиться пользоваться сварочным аппаратом самостоятельно. Лучше приобрести небольшой лёгкий инвертор, который позволит сделать аккуратный шов и без определённых навыков и умений.
- Особенности сварки
- Инструменты и экипировка
- Инструкция для начинающих
- Образование швов
Особенности сварки
Сварочный аппарат называют инвертором из-за принципа его работы. Устройство преобразует переменный ток с частотой 50 Гц в более высокочастотный, а затем в постоянный. У сварки высокий коэффициент полезного действия — свыше 85%, но при этом на счётчике показания меняются медленно.
Большинство устройств подходят для использования в бытовой сети с напряжением в 220 В, некоторые аппараты предназначены для промышленного использования. Сварка не снижает напряжение, а также она работает бесшумно, поэтому соседи не будут недовольны ремонтом. И также приборы могут функционировать при понижении мощности сети, что важно для жителей сельской местности. Инверторный сварочный аппарат для начинающих — оптимальный вариант. Он работает мягко, легко образует дугу. Устройство просто держать в руках и управлять им.
Инверторный сварочный аппарат для начинающих — оптимальный вариант. Он работает мягко, легко образует дугу. Устройство просто держать в руках и управлять им.
Инструменты и экипировка
Сначала необходимо подобрать сам аппарат. Не стоит выбирать дорогие модели, так как умения мастера оцениваются дороже, чем качество инструмента. Но и дешёвые модели для работы не подходят. Они обладают меньшей надёжностью, а также у них отсутствуют контуры облегчения розжига. Это делает устройство опасным в руках неопытного сварщика.
При покупке обращают внимание на диапазон регулировки тока. Для сварки и резки стали можно использовать прибор с максимальным током в 160 А, но он может перегружаться. Показатель постоянного включения определяет длительность работы аппарата, она уменьшается при увеличении тока. Если выбрать мощное устройство, то при постоянном напряжении оно будет долго работать без перерыва. Прибор для электросварки для начинающих должен обладать максимальным показателем в 200 А. Удержать дугу и развить навыки розжига помогут аппараты с напряжением холостого хода.
Удержать дугу и развить навыки розжига помогут аппараты с напряжением холостого хода.
Мастерам также понадобятся:
- сварочные очки или маска;
- специальная роба;
- краги из брезента.
Маска для работы — необходимое снаряжение сварщика. Она защищает лицо и глаза от ярких вспышек, искр и ультрафиолета, который образует дуга. Робу можно заменить плотной одеждой из натурального хлопка. Перед работой нужно убрать с места сварки все легковоспламеняющиеся предметы. Розжиг дуги начинают только после того, как мастер надевает маску. Первые вспышки могут нанести серьёзный вред глазам, повредив сетчатку. Последствия ожогов проявятся не сразу, а только на следующий день.
Инструкция для начинающих
Перед началом сварки нужно разобраться со строением аппарата. Начинающий мастер не будет осматривать внутренние детали, он будет обращать внимание только на внешние элементы, с которыми нужно работать. Строение сварочного устройства:
Строение сварочного устройства:
- индикатор сети;
- датчик защиты от перегревания;
- регулировщик сварочного тока;
- два разъёма под кабель;
- решётки вентиляции для охлаждения;
- наплечный ремень.
Само устройство напоминает небольшой металлический ящик, масса которого зависит от мощности. На передней стенке находится тумблер включения, а также индикаторы перегрева и питания. Кабель электропитания подключается к задней части устройства. К разъёмам подключают кабели зажима и массы.
Между электродом и металлом образуется дуга, именно она при помощи высокой температуры расплавляет металл. Если электрод подключают к отрицательному полюсу, а детали — к положительному, то соединение называют прямым. В противоположном случае — обратным, которое используется для работы с тонкими металлами.
Элемент, подключённый ко второму полюсу, быстрее нагревается. Прочные материалы нужно расплавить для образования аккуратного шва, тонкие нужно подсоединить к минусу, так как они могут перегореть.
Образование швов
В состав электрода входит сердечник и смазка, которая не позволяет кислороду попасть в область сварки. Когда сердечник и металл соединяются, образуется дуга. Смазка загорается, переходит в жидкое и газообразное состояния. Газы образуют сварную ванну, окружая область работы. Жидкость создаёт защитный слой на поверхности металла. Затем она остывает и превращается в корку на шве.
Для образования аккуратного шва нужно правильно варить сварочным аппаратом. Необходимо равномерно прогревать обе металлические части, расплавляя их на одинаковом расстоянии от края. Во время всего процесса держат электрод на одинаковом расстоянии от детали.
Для этого его постепенно передвигают вперёд, пока он плавится. Сделать шов шире можно путём выписывания электродом фигур — зигзагов, треугольников.
Работу начинают с розжига дуги. Для этого электродом нужно несколько раз постучать или чиркнуть о деталь. Затем осваивают движения, прорисовывая прибором на металле валики или ёлочку. Мелом нужно нарисовать черту, по которой будет идти шов. В месте розжига дуги сталь покрывается шлаком, его разносят по нарисованной линии.
Затем осваивают движения, прорисовывая прибором на металле валики или ёлочку. Мелом нужно нарисовать черту, по которой будет идти шов. В месте розжига дуги сталь покрывается шлаком, его разносят по нарисованной линии.
Электрод постоянно держат под одним углом. Расстояние между прибором и деталью должно достигать 3 мм, тогда шов будет ровным. Быстро научиться работать с металлом можно благодаря инструкции по электродуговой сварке для начинающих.
Работа сварочным аппаратом
Главная » Статьи » Работа сварочным аппаратом
Сварочные работы своими руками. Особенности работы со сварочным аппаратом
Вряд ли кто-то будет сомневаться в важности сварочных работ. Они используются во всех отраслях промышленности. Продвинутые сварочные аппараты позволяют делать невероятно прочные и устойчивые соединения, а опытные сварщики делают шов ровным и надежным. Но не обязательно быть квалифицированным специалистом, для того чтобы выполнять сварочные работы своими руками у себя дома. Простенький инвертер, чуть-чуть теории -и можно приступать. Давайте об этом и поговорим.
Простенький инвертер, чуть-чуть теории -и можно приступать. Давайте об этом и поговорим.
Немного общей информации
Отличный сварщик тот, который в совершенстве владеет сварочным оборудованием. Для того чтобы уметь делать качественные сварные соединения, вовсе не обязательно заканчивать какое-либо учебное заведение, достаточно лишь постоянно практиковаться. В принципе, здесь, как и в любом другом деле, важно пробовать и учиться на собственных ошибках. В целом же производить сварочные работы своими руками в домашних условиях не только интересно, но еще и полезно. При желании вы сможете изготовить поделку, подварить авто и многое другое. Тем не менее, не все настолько просто, как может показаться. Необходимо уметь правильно подобрать режим сварки, скорость, тип электрода и т. п. важные детали. Все это непосредственно влияет на качество сварного соединения. Прежде чем приступать к выполнению работ, желательно ознакомиться с теорией. Давайте начнем с самого простого.
О технике безопасности
Сварочное оборудование — детям не игрушка, это нужно понимать. Даже взрослый должен подходить к инвертеру во всеоружии.
Даже взрослый должен подходить к инвертеру во всеоружии.
- Во-первых, у вас должна быть спецодежда. Ткань должна быть плотной, защищающей открытые участки тела. Кроме того, вы работаете с высокой температурой, поэтому материал не должен воспламеняться на теле.
- Во-вторых, берегите свои руки. Купите специальные перчатки, так как в процессе работы вам нужно будет придерживать горячую арматуру. И делать это голыми руками, скажем так, болезненно.
- Не работайте во влажных помещениях или там, где есть контакт с водой. Еще со школы мы знаем, что вода и электричество несовместимы.
- Ну, и последнее требование – покупка маски. Сетчатка глаза во время сварки подвергается серьезным нагрузкам, позаботьтесь о своих глазах. Маски обычно бывают разных типов и отличаются по цене. Конечно, удовольствие недешевое, но это обязательный атрибут.
Сварочные работы своими руками: инструкция
Получая свой первый опыт, не используйте те детали, которые вам еще пригодятся. Найдите где-нибудь у себя в гараже кусок металла, который вам не нужен. Это как раз то, что идеально подойдет для первых сварочных работ. Наберите ведро воды и поставьте недалеко от себя, немного позже вы поймете, для чего это нужно. Кстати, варить на деревянном верстаке запрещено, так как может возникнуть пожар. Установите зажим «заземление» на обрабатываемую деталь и заправьте кабель в держатель. После этого выставляйте мощность тока. Этот параметр должен соответствовать диаметру электрода.
Настал один из самых ответственных моментов – поджог дуги. Перед тем как начать, поставьте электрод под углом 55-60 градусов по отношению к обрабатываемой детали. По поверхности медленно проведите электродом, а когда появятся искры, прижмите электрод к заготовке и отведите его до появления зазора в 0,5 см.
Правила работы с электродом
Если вы все сделали правильно, то дуга зажжется. Не забывайте о том, что зазор 0,5 см необходимо держать в течение всего рабочего времени. Если электрод будет слишком приближаться или удаляться, то качество шва будет значительно хуже, нежели должно быть. Что касается скорости перемещения электрода, то во многом она зависит от обрабатываемого металла и его толщины. В большинстве случаев его нужно вести медленно. Если произойдет залипание, то устраняется оно легким качком в сторону. Выполняемые кузовные сварочные работы своими руками (ВАЗ-2106 если взять, к примеру) требуют устойчивой дуги, длина которой будет не менее 3-4 мм. В этом случае получается надежный шов.
В подробностях о технологии
Необходимо знать, что существует сварка с прямой и обратной полярностью. Прямая полярность — это когда к обрабатываемой детали подключен положительный полюс. А обратная, соответственно, отрицательный. Во время выполнения сварочных работ металлический электрод плавится, в результате чего образуются капли электродного металла, которые соединяются с обрабатываемой заготовкой. Кромки последней тоже плавятся, появляется сварочная ванна, откуда образовавшийся шлак выходит на поверхность шва. Сварочная ванна может быть различных размеров. Это зависит от режима сварки, обрабатываемой детали, силы тока и других характеристик. В большинстве случаев её ширина 8-15 мм, глубина – 6 мм, а длина до 30 мм.
Следует помнить, что в результате плавления электрода образуются газы, которые защищают шов от воздействия кислорода и попадания примесей. Удалению вредных включений способствует и шлак. В целом же, не стоит забывать продвигать электрод к сварочному шву по мере его плавления.
Сварочные работы автомобиля своими руками
Машина – это дорогостоящая техника. И, поскольку кузов в большинстве случаев металлический, ей нередко требуются сварочные работы. К примеру, прогнило днище или оторвалась балка. Со всеми этими проблемами можно справиться только посредством сварки. Если вы выполняете кузовные сварочные работы, то помните, что залог успеха – поддержание и перемещение дуги по заданному участку поверхности с одинаковой скоростью. Это непросто, но со временем у вас появится нужная сноровка.
Перемещение дуги, в случае если выполняются кузовные сварочные работы своими руками, может осуществляться по 3 основным направлениям:
- Поступательное перемещение дуги вдоль оси электрода. Так можно эффективно поддерживать необходимое расстояние от заготовки к сварочной дуге.
- Продольное перемещение по оси свариваемого шва. Этот способ необходим для формирования ниточного сварочного валика.
- Поперечные движения – используются для получения шва заданной ширины.
На заметку каждому сварщику
Каждый будущий специалист должен уметь использовать все три направления, описанные выше, для достижения желаемых результатов. Опытные сварщики зачастую самостоятельно определяют траекторию перемещения электрода, в каждом случае индивидуально. Основное требование во время выполнения работ – полное проплавление кромок деталей до образования необходимого количества наплавленного металла.
Нередко бывает так, что электрод выгорает до самого основания держателя. В этом случае нужно остановить сварку и заменить электрод. После этого работы можно продолжить, но желательно предварительно удалить образовавшийся шлак.
Когда шов обрывается, то на его конце образуется углубление, называемое кратером. Возобновлять работы необходимо на расстоянии не менее 1 см от кратера. В целом же все сварочные работы своими руками (поделки это будут или что-то более ответственное) должны выполняться по уже существующей технологии. Вряд ли нужно придумывать велосипед.
Настройка сварочного аппарата
Перед тем как приступить к работе, необходимо позаботиться о надлежащей настройке оборудования. Чтобы выбрать необходимую силу тока, достаточно посмотреть на упаковку с электродами, на которой все указано. А вот полярность (прямую или обратную) вам нужно будет выбрать самому.
Для новичка тут существенного отличия нет. Но если провести опрос среди специалистов-сварщиков, то вы услышите примерно один и тот же ответ: для работы с толстостенной заготовкой или при резке воспользуйтесь прямой полярностью. А вот для большей глубины сварного шва хорошо подойдет обратная. Впрочем, мало кто заметит существенную разницу между полюсами, глядя на готовые швы, поэтому не забивайте себе голову полюсами на первых порах и подключайте классическую прямую полярность. После этого вы можете смело начинать выполнять сварочные работы своими руками. Фото идеального шва, который у вас должен получиться, вы найдете в данной статье.
О преимуществах и недостатках ручной сварки
Вы, как будущий сварщик, должны понимать, что в любом деле есть свои плюсы и минусы. В нашем случае огромный плюс заключается в том, что вы самостоятельно можете заняться небольшим ремонтом у себя дома. Необходимо подварить кузов авто? Для вас это не проблема. Надо только найти подходящий тип электрода, после чего можно смело приступать к работе. Кстати, ручная сварка характерна широким диапазоном свариваемых марок металла. Это возможно, благодаря большому выбору типов электрода. Кроме того, сварочные работы полуавтоматом своими руками могут выполняться в условиях ограниченного доступа, что иногда играет решающую роль.
Что касается недостатков, то они также имеются. Основной заключается в том, что качество шва во многом зависит от квалификации сварщика. Кроме того, электродуговая сварка по сравнению с другими видами менее производительная и более затратная. Тут же имеют место и вредные выделения (газы) во время работы.
Еще несколько деталей
Вот мы с вами и поговорили о том, как выполняются сварочные работы своими руками. Ворота подварить, создать собственную поделку или сделать качественное соединение больше не будет для вас проблемой. Конечно, никто не гарантирует результат в первый же день. Тут необходимо постоянно тренироваться, желательно на арматуре, которая не будет использоваться. Уделите особое внимание подготовительным работам и первому запуску оборудования. Для этого нужно использовать правильный ток. Скорость же определяется по ходу.
Заключение
Сварка — штука хоть и непростая, но справиться с ней сможет каждый желающий. Это не авиастроение, и тут можно допускать ошибки. Хотя все зависит от того, что и как вы планируете делать. К примеру, при проектировании систем автономного водоснабжения и отопления для выполнения сварочных работ желательно нанять специалистов. Хотя если у вас уже имеется должный опыт, то почему бы и нет? Попытайтесь все сделать самостоятельно. Так вы можете сэкономить существенную сумму и получить драгоценный опыт. В дальнейшем сварка может стать не просто хобби, а даже весьма прибыльной работой. Но на все нужно время и постоянные тренировки.
fb.ru
Как правильно и безопасно пользоваться сварочным аппаратом?
Комментариев:
Рейтинг: 53
Оглавление: [скрыть]
- Общие принципы работы сварочным аппаратом
- Работа аппаратом дуговой сварки
- Работа полуавтоматическим сварочным аппаратом
Для правильного понимания вопроса, как пользоваться аппаратом доля сварки, необходимо разбить его на несколько частей.
- Прежде всего, необходимо понять основные принципы пользования сварочным аппаратом любого типа.
- Затем необходимо усвоить, как пользоваться сварочным аппаратом ручной дуговой сварки.
- Третьим пунктом станет понимание работы полуавтоматического сварочного аппарата.
Прежде чем начать работать со сварочным аппаратом внимательно изучите инструкцию, иначе при неправильном обращении он может нанести вред Вашему здоровью.
Изучив и усвоив все три пункта, можно говорить о знании данного вопроса на достаточном уровне.
Приступать к работе со сварочным оборудованием возможно только после того, как:
Место для работы со сваркой должно быть очищено от горючих и легковоспламеняющихся материалов.
- Вы в достаточной мере усвоили материал данного руководства, все его требования безопасности и рекомендации по использованию.
- Место работы подготовлено надлежащим образом, освобождено от любых горючих материалов, а также всего, что может помешать безопасной работе с агрегатом.
- В помещении, в котором будет происходить сварка, отлажена хорошая вентиляция, и оно достаточно проветрено.
- В пределах доступа находятся все необходимые средства тушения пожара.
Только тогда можно быть уверенным, что у вас получится эффективно и безопасно провести данные работы.
Вернуться к оглавлению
Сварочные работы требуются всегда и везде, их востребованность постоянно высока, но при этом и требования к качеству работы нисколько не снижаются.
Без подходящего опыта и навыков просто невозможно надежно и качественно соединить сваркой требуемые металлические элементы.
Технология ручной дуговой сварки.
Самым распространенным способом является ручной дуговой способ сварки, его еще называют сваркой штучными элементами. Для того чтобы узнать все секреты варки, необходимо пройти специализированное обучение или как минимум ознакомиться со специальной литературой. Если вы решились освоить данную область умений, то требуется выработать четкие и безотказные реакции и алгоритмы навыков. Это необходимо, прежде всего, для вашей собственной же безопасности, и лишь во вторую очередь для качества работы. Начинаем приобщение с изучения техники безопасности. Для сварщика она начинается с соответствующего снаряжения — специальная роба (сюда входит куртка и штаны из плотной ткани, способной защитить от попадания на кожу искр и капель раскаленного металла) и защитная маска сварщика с затемнением не меньше чем в 10 единиц, которая надежно защищает глаза от воздействия мощного ультрафиолетового излучения электрической дуги.
Для сварочных работ потребуются клеммы заземления.
Для проведения сварочных работ понадобится следующее оборудование: сварочный инвертор, клеммы заземления, электродный держатель, сами электроды нужного типа и те металлические элементы, которые нуждаются в соединении. Теперь переходим собственно к самой сварке. В оборудование, необходимое для варки металла, входят зажимы с проводом, которые нужны для обеспечения заземления свариваемого металла, этот зажим попросту цепляют к обрабатываемой детали. Сварочный инвертор должен быть установлен на тот режим подачи электротока, который подходит к имеющейся разновидности электрода. Выбор электрода — очень важный момент, всегда старайтесь выбирать специализированные модели. Для каждого металла, вида поверхности, типа работ и их объема имеются свои особые электроды, и замена их на первые попавшиеся в лучшем случае затруднит вам работу, а в худшем — полностью испортит заготовки. Те части металлических деталей, которые требуется соединить, необходимо зачистить щеткой по металлу или шлифовальным диском.
Саму соединяемую деталь необходимо надежно зафиксировать, лучше всего в специальных тисках.
Техника сварки электродом.
Начинаем главный процесс. Проведите осторожно по металлической поверхности электродом, касание легкое и недолгое. Если инвертор настроен правильно и все подсоединено в должном порядке, то появится целый фонтан искр. После этого переходите к сварке. Поднесите инструмент к точке сваривания, добейтесь касанием появления искр и отодвиньте электрод на 3 мм, между кончиком электрода и деталью должна появиться электродуга, которую ни с чем не спутаешь. Ваша задача — не дать погаснуть этому маленькому солнцу, а для этого необходимо соблюдать указанную дистанцию, малейшее отклонение приведет к потере электрической дуги. Медленно ведите дугу по линии необходимого соединения металлических деталей, на месте стыка должен образоваться аккуратный шов из раскаленного металла. Тренировки проводите на ненужных металлических деталях, используя различный металлолом. И только уверившись в своих силах, можно переходить на настоящие элементы и конструкции, которые необходимо сварить.
Все довольно просто, и любой желающий может выполнить все эти действия довольно легко, а опыт — дело наживное.
Вернуться к оглавлению
Схема устройства полуавтоматического сварочного аппарата.
Для работы с полуавтоматическим аппаратом сварки необходимы немного другие навыки и опыт, но есть и общие требования.
- Как и с аппаратом со штучными элементами, обрабатываемые металлические элементы нуждаются в заземлении, для этого к ним так же подсоединяется зажим.
- Подстраивая регулятор режимов, настройте скорость подачи проволоки и мощность агрегата, исходя из параметров самой проволоки и металлических элементов.
- Подключите сварочный аппарат.
- Вставленную проволоку настройте так, чтобы она выступала не более чем на 3 мм за грань держака. Или попросту обрежьте лишнюю длину.
- Если вы надели на себя соответствующую робу и маску, то приступайте к работе.
- Запустите аппарат и двигайте появившейся электродугой по нужному вам месту ровно и на одном расстоянии.
- Если электрическая дуга излишне шумит и на конце проволоки образуются плавленые комки, то это значит, что вы неправильно отрегулировали скорость подачи проволоки, необходимо ее увеличить. А если шум дуги прерывистый, металл разлетается раскаленными каплями, то это показатель, наоборот, слишком высокой скорости подачи, необходимо подрегулировать ее в сторону уменьшения. Показателем нормальной скорости движения проволоки является ровный и постоянный звук работы дуги, с небольшими потрескиваниями. Проверьте и место сварочного шва, если он пористый и рыхлый, то необходимо добавить подачу газа.
По таблице, расположенной на корпусе устройства, регулируется мощность подачи тока, сверьтесь с ней и выберите нужные вам параметры. Мощность показана в процентном выражении работы устройства в рамках 10-минутного цикла сварки. То есть, если стоит уровень в 70%, то это значит, что вы можете работать 7 минут, а 3 минуты аппарат должен остывать. Если нагрузки на аппарат будут очень высокими, выше указанного цикла, то он будет нагреваться, и через какое-то время автоматическая защита отключит устройство. После этого вам придется сделать перерыв, пока все составные части устройства не остынут до безопасного уровня. Хотя лучше не доводить до самоотключения от перегрева, этим вы наносите вред прибору. Не забудьте после окончания сварки исследовать шов, насколько он ровен, плотен, нет ли разрывов и пористости. Обстучите его слегка молотком для удаления шлаков и зачистите его металлической щеткой. https://moyakovka.ru/youtu.be/iIFsWWGCmJo
Вот и все основные секреты сварки.
moyakovka.ru
Работа сварочным аппаратом
Работа сварочным аппаратом является сложным и трудоемким процессом. Научиться этому не каждому будет просто. Вот несколько советов новичку, которые должны помочь в работе.
При использовании бытового сварочного аппарата лучше применять электрод, соответствующий мощности аппарата, так как с большим диаметром аппарат может не потянуть.
Перед началом процесса сварки надо провести электродом пару сантиметров по ровной поверхности, при этом неизбежны брызги искр и вспышки металла. Для качественной работы важно научиться держать дугу. Дуга – заполняет расстояние между свариваемой поверхностью и электродом. Для того, чтобы не было дефектов, необходимо сбить шлак острым специально приспособленным железным молотком сварщика после того, как будет разорвана дуга.
Существует простой способ для ведения шва – это вырисовывать восьмерку – начать снизу вверх и сваривать шов.
Для того чтобы качественно сварить, к примеру, столб, необходимо вначале его “прихватить” в двух местах и только потом доварить весь стык, начиная сварку снизу и вести цифру восемь, не забывая вовремя сбивать шлак.
После этого посмотреть шов на наличие пустот, которые надо проварить второй раз.
Page 2
Работа сварочным аппаратом является сложным и трудоемким процессом. Научиться этому не каждому будет просто. Вот несколько советов новичку, которые должны помочь в работе.
При использовании бытового сварочного аппарата лучше применять электрод, соответствующий мощности аппарата, так как с большим диаметром аппарат может не потянуть.
Перед началом процесса сварки надо провести электродом пару сантиметров по ровной поверхности, при этом неизбежны брызги искр и вспышки металла. Для качественной работы важно научиться держать дугу. Дуга – заполняет расстояние между свариваемой поверхностью и электродом. Для того, чтобы не было дефектов, необходимо сбить шлак острым специально приспособленным железным молотком сварщика после того, как будет разорвана дуга.
Существует простой способ для ведения шва – это вырисовывать восьмерку – начать снизу вверх и сваривать шов.
Для того чтобы качественно сварить, к примеру, столб, необходимо вначале его “прихватить” в двух местах и только потом доварить весь стык, начиная сварку снизу и вести цифру восемь, не забывая вовремя сбивать шлак.
После этого посмотреть шов на наличие пустот, которые надо проварить второй раз.
Page 3
Работа сварочным аппаратом является сложным и трудоемким процессом. Научиться этому не каждому будет просто. Вот несколько советов новичку, которые должны помочь в работе.
При использовании бытового сварочного аппарата лучше применять электрод, соответствующий мощности аппарата, так как с большим диаметром аппарат может не потянуть.
Перед началом процесса сварки надо провести электродом пару сантиметров по ровной поверхности, при этом неизбежны брызги искр и вспышки металла. Для качественной работы важно научиться держать дугу. Дуга – заполняет расстояние между свариваемой поверхностью и электродом. Для того, чтобы не было дефектов, необходимо сбить шлак острым специально приспособленным железным молотком сварщика после того, как будет разорвана дуга.
Существует простой способ для ведения шва – это вырисовывать восьмерку – начать снизу вверх и сваривать шов.
Для того чтобы качественно сварить, к примеру, столб, необходимо вначале его “прихватить” в двух местах и только потом доварить весь стык, начиная сварку снизу и вести цифру восемь, не забывая вовремя сбивать шлак.
После этого посмотреть шов на наличие пустот, которые надо проварить второй раз.
kovka-svarka.net
Как научиться работать сварочным инвертором
Новые технологии на то и новые чтобы стать намного ближе, и сделать до недавнего времени громоздкие технологии проще и удобнее, и при этом сделать пользование плодами цивилизации и прогресса намного легче и удобнее. Примерно так можно охарактеризовать и возможность пользования сварочным инвертором, небольшим, легким и компактным инструментом для электродуговой сварки и резки металлов, как в бытовом пользовании, так и промышленном.
А вместе с тем приобретение сварочного инвертора это только начало долгого процесса учебы пользования и наработки навыков работы. Именно навыков, поскольку самые дорогие видеоуроки и самые популярные книги никогда не заменят тренировок в работе со сварочным инвертором. А в практической работе именно сформированный навык, и практический опыт порой играют самую важную роль.
Что нужно для того чтобы начать работу
Как ни странно, но после покупки самого сварочного инвертора, рекомендуется сначала внимательно прочитать инструкцию по его применению и трезво оценить свои силы и возможности.
На начальном этапе рекомендуется подготовиться, при этом сам процесс подготовки и первые тренировки чем-то напоминают первый класс школы и весь процесс к 1 сентября:
- подготовка необходимых материалов;
- покупка экипировки;
- подгонка снаряжения;
- подготовка места для первых уроков.
Организация сварочных работ подразумевает выполнение определенных операций с опасным для жизни человека оборудованием и материалами. Такой подход к организации работ, при котором во главу угла ставится прежде всего техника безопасности, вполне оправдан, поскольку непосредственно сварочные работы производятся с помощью сварочного инвертора, электрического сварочного аппарата, преобразующего ток электросети с варочный ток большой силы, и это уже само по себе выступает фактором опасности.
Второй момент – работы при сваривании металла происходят при высокой температуре свариваемых частей, и хотя расплавленный металл быстро остывает, но остывает он до температуры, способной очень сильно травмировать кожные покровы.
Работа со сварочным аппаратом требует проводить сварочные работы под постоянным визуальным контролем, чтобы воочию видеть, что и как происходит, а для этого необходима специальная сварочная маска с защитным стеклом, пропускающим только определенный спектр света.
Приступая к серьезной работе, когда появляется уже определенный опыт сварщика, не лишне дополнительно позаботиться о том, чтобы все конструкции были надежно соединены, ведь металлические конструкции имеют весьма солидный вес и способны очень тяжело травмировать при падении.
Таким образом, как и первокласснику, необходимо собрать портфель и школьную форму начинающему сварщику необходимо укомплектовать весь ученический набор:
- маску сварщика со светофильтром;
- брезентовый костюм сварщика;
- брезентовые рукавицы;
- краги для сварки – удлиненные кожаные перчатки, которые надеваются до локтя;
- респиратор;
- обувь на резиновой подошве, при этом желательно, чтобы подошва была тугоплавкой, ведь часто приходится просто наступать на окалину.
Для расходных материалов учебы нужно:
- электроды для электродуговой сварки постоянным током диаметр 3-3,2 мм, самый популярный диаметр электрода;
- сварочный молоток;
- щетка по металлу;
- небольшой напильник по металлу;
- небольшую струбцинку или сварочный зажим;
- несколько металлических заготовок, для начального обучения.
Ну и, конечно, сам сварочный аппарат.
Подготовка к работе
Первый урок, он на то и первый, чтобы перебороть страх. На более-менее безопасной ровной площадке, с твердым жестким негорючим покрытием и обязательным хорошим освещением необходимо расположить сварочный аппарат и кабели.
Подключение аппарата производится напрямую в розетку, без использования кустарных удлинителей. Но это будет несколько позже. Пока заматываются сварочные кабели и подключаются к аппарату, гнезда, куда вставляются штекеры кабелей и сами кабели маркируются цветом, на начальном этапе достаточно подсоединить кабели к гнездам соответствующих цветов, красный к красному, черный или синий к соответственно черному или синему.
Кабель с креплением в виде прищепки крепится к свариваемым деталям, или хотя бы одной из них, так чтобы он соприкасался с металлом, а не лакокрасочным покрытием. А в электрододержатель вставляется электрод. Все осталось включить прибор и начать варить первый шов.
Использовать для обучения нужно только хорошие электроды, маркировка и рекомендуемый сварочный ток всегда указываются на коробке, или ярлыке пачки, поэтому предварительно на регуляторе (а у многих инверторов используется именно регулятор, а не сенсорная панель) выставляется рекомендованный ток. Впрочем, такие регуляторы часто дополнены кроме шкалы тока еще и шкалой диаметра используемого электрода, что еще больше облегчает работу с инвертором.
Перед включением инвертора рекомендуется перевести регулятор в самое низкое положение, максимально ослабив силу тока. Кроме того, нужно проверить и положение соединений кабелей и целостность изоляции, для нового аппарата это кажется, несколько глупо, а вот для тех, кто работает уже продолжительное время приходиться не только проверять целостность изоляции, но и периодически изолировать прожженные металлом участки ПВХ изолентой, а иногда и менять весь кабель.
Обязательно нужно проверить, чтобы кабель электрододержателя и сам электрод не соприкасались с кабелем с зажимом и свариваемыми деталями.
Включение инвертора происходит довольно просто – шнур электропитания в розетку, и после этого кнопку включения в положение «включено». Все, прибор начал работу, кулер набрал обороты и начал охлаждать электронные компоненты, инвертор готов к работе.
Начало работы
Одним из важных моментов влияющим на качество и скорость работы выступает культура сварщика, то, как он берет электроды, как правильно ведет шов, как наматывает кабель электрододержателя на руку. Да, именно наматывает, для того чтобы удобней было проводить работы, кабель электрододержателя наматывается на руку – делается один оборот вокруг предплечья. Сам по себе сварочный кабель состоит из нескольких медных жил, общее сечение такого кабеля в самом маленьком размере 1 см, и соответствующая жесткость, а значить удерживать кабель кистью довольно сложно, именно поэтому опытные сварщики простым движением делают один оборот кабеля вокруг предплечья.
Удержание электрододержателя обязательно должно быть рукой в одетой брезентовой рукавице или краге. Также в обязательном порядке необходимо надеть и застегнуть костюм сварщика, ни о каких майках, шортах и вьетнамках на ногах не должно быть и речи, ведь диаметр залета брызг и искр достегает 2,5 метров. А учитывая, что рука находится всего в 25-30 см от эпицентра сварки, то и основные искры приходятся именно на сварщика.
Еще один момент, связанный с экипировкой, в принципе вместо брезентового костюма, возможно и использование другой одежды с длинным рукавом и брюками до пят, но при этом это должна быть только натуральные волокна, синтетика мало того что прожигается, она может в мете прожига и прилипнуть к коже, образовав глубокое поражение.
Как начинать варить первый шов?
Установив правильный ток, соответствующий электроду, поднеся маску к лицу на уровень глаз для начала достаточно просто прикоснуться к свариваемым деталям, чтобы возникла электрическая дуга. Все, первый шаг сделан, теперь остается только совершенствовать навыки.
Начало каждого шва начинается с того что электрод подносится к заготовке в месте где планируется проложить сварной шов на расстояние в 3-4 см, после подносится маска и только после этого аккуратно кончик электрода касается свариваемых поверхностей. Правильное положение руки с электрододержателем, требует, чтобы она не прижималась к корпусу тела, а была несколько отодвинута в сторону, чтобы ее движения не были стеснены, чтобы кисть могла свободно двигать электродом.
Для начала, чтобы понять сам процесс формирования электрической дуги и сварочной ванны, рекомендуется проводить наложение швов средней длины, а саму заготовку длиной не более 20 см пробовать проварить в нескольких положения.
Для тех, кто только начинает работу со сварочным инвертором, и вообще с электросваркой, важно правильно подобрать режим дыхания, ведь при первом касании рефлекторно дыхание замирает, а потом требуется наполнить воздухом легкие как можно больше и происходит это тоже рефлекторно, правда, вдох получается весьма насыщенный горячими парами и газом. Поэтому рекомендуется отработать технику дыхания именно на коротких швах, чтобы и ритм дыхания и общая координация движения были гармоничными.
Организация рабочего пространства для начального обучения требует, чтобы основные свариваемые детали находились в горизонтальной плоскости в удобном для сварщика положении. Идеально если вначале, электрод был размещен строго вертикально под углом в 90 градусов. Первые движения рекомендуется делать сначала рукой, а позже когда появиться уверенность и первый опыт движения были столько кистью. От вертикального положения, электрод наклоняется и постепенно отводится в сторону шва под углом в 40-45 градусов. Зажженная дуга при таком движении должна быть непрерывной, вообще на первых уроках необходимо тренировать удержание дуги как можно дольше, под разными углами и на разной высоте, чтобы выработать чувство движения и ощущать формирование самой сварочной ванны интуитивно.
На начальном этапе применяется три основных вида положения электрода и соответственно движения кисти:
- сварка методом «углом вперед»;
- сварка под прямым углом;
- сварка «углом назад».
Наложение шва методом «углом вперед» производится путем формирования сварного шва после прохождения электрода вперед, при этом угол наклона электрода направлен в сторону шва.
Положение под прямым углом применяется для сваривания в труднодоступных местах и при этом электрод направлен строго вертикально на поверхность. Соединение «углом назад» формирует шов при движении «на себя» при этом угол наклона от вертикали может быть от 30 до 60 градусов.
Удобство работы со сварочным инвертором заключается в меньшем количестве случаев залипания электрода, а значит при качественных и сухих электродах дуга должна возникнуть буквально после первого касания о металл.
На начальном этапе, когда для сварщика важно привязываться к конкретным цифрам и значениям рекомендованное расстояние от свариваемого металла до кончика электрода 2-3 мм, позже, когда появится опыт, этот параметр будет регулироваться автоматически, в зависимости от качества дуги и непосредственно от ощущения самого сварщика.
Формирование сварочного шва начинается с момента розжига электрода, здесь важно с первого момента почувствовать то ощущение, когда между электродом и металлом возникает электрическая дуга. Здесь нужно не только почувствовать сам процесс плавления электрода, но и взять его под контроль, таким образом, чтобы дуга не прерывалась.
Розжиг электрода можно сделать двумя способами – постукиванием, и чирканьем. При первом методе оббивается покрытие, и оголенный электрод пропускает через себя ток, образует дугу в одной точке, а при втором, похожем на использование обычных спичек дуга, возникает постепенно, оставляя после себя трассу из точек металла.
Для новичков важно знать, что обычно разжигать легче новый электрод, его достаточно просто поднести к металлу, а вот касаемо уже используемого электрода, то здесь образовавшееся шлаковое напыление будет препятствовать розжигу дуги. Для того чтобы разжечь уже использованный электрод нужно несколько раз его с усилием ударить о поверхность металла.
Особенности технологий современных инверторов
В отличие от стандартных трансформаторных сварок инверторы оснащены рядом функций, позволяющих существенно облегчить работу прибора и соответственно всего процесса сварки деталей:
- Hot Start – обеспечивает легкость разжигания дуги;
- Arc Force – усиливает сварочный ток и препятствует такому явлению, как залипание электрода;
- Anti Stick – функция, обеспечивающая спасение уже залипшего электрода, аппарат сам снижает сварочный ток, тем самым освобождая электрод.
Уроки чистописания и каллиграфии
Сравнивая начинающего сварщика с первоклашкой нет ничего придуманного, ведь оба только учатся держать ручку и электрододержатель. И один и второй тренируются в прописях и каллиграфии, старательно выводя сначала подготовительные упражнения, а только потом переходя к написанию букв и формированию красивых швов.
Для сварщика достаточно сначала научиться прокладывать прямые швы. Далее, рекомендуется начинать делать колебательные движения, и таким образом, осваивать свой почерк в формировании шва. Такие, действительно похожие на прописи школьников зигзаги и синусоиды необходимы для формирования прочных швов, прежде всего на ответственных участках несущих конструкций для прогрева свариваемого металла.
В основном используются следующие виды швов:
- Зигзаг;
- Елочка;
- Спираль;
- Обратная спираль;
- Двойная спираль.
На начальном этапе освоения этих техник достаточно овладеть небольшим по величине колебательным движением, а позже перейти к остальным видам. Увидеть красоту такого сварного соединения и свой, собственный почерк сварщика получается практически сразу после окончания работы, для этого достаточно просто постучать молотком и зачистить щеткой образовавшийся шов.
Внимание! Шлаковое образование очень хрупкое, и при ударе мгновенно разлетается на мелкие частицы, учитывая, что температура такого осколка может быть и 250 и 300 градусов в обязательном порядке нужно надеть защитные очки, или защитную прозрачную маску.
Еще один секрет красивого шва заключается в том, чтобы при окончании сваривания провести электрод в обратную сторону, такое движение избавит от образования в конце небольшого кратера.
Когда сделаны первые шаги…
Уверенное расходование первой пачки электродов вполне может говорить о достаточном формировании опыта сварочных работ, а дальше, дальше нужно осваивать уже тонкости сварочного мастерства.
Одним из таких моментов выступает умение накладывать однопроходные и многопроходные швы.
При однопроходном сварочном шве накладывается шов достаточный для восполнения толщины свариваемого металла, он применяется для сваривания тонких полос до 3 мм и восполняет толщину полностью.
Многопроходный метод применяется для соединения более массивных конструкций, при этом шов может накладываться несколько раз.
Проверка прочности сварного шва проводится довольно просто, при ударе молотком шлаковая шапка должна быстро осыпаться, не оставляя следов, ровный прочный шов под ней не образует раковин, он ровный и гладкий, а вот если видны раковины, картеры и пропуски, то такое соединение необходимо обязательно переделать.
На этапе совершенствования мастерства необходимо, кроме прочего, правильно научиться подбирать электрод и сваривать обратной полярностью. Инверторный аппарат позволяет с наименьшими усилиями научиться сваривать тонкий листовой металл, что весьма проблематично при работе с обычным трансформаторным аппаратом. Обычно для подбора сварочного тока пользуются приблизительной формулой 30А на 1 мм диаметра электрода. Так, что если необходимо использовать для сварки тонких пластин электрод диаметром 1,6 мм, то сварочный ток должен быть в пределах 45-55А.
Для тонкого металла применяется и такой метод сварочных работ, как сварка обратной полярностью. Суть метода заключается в том, чтобы с помощью изменения полярности подключения изменить направление потока электронов, от электрода к свариваемой поверхности, на обратную. Такой прием позволяет не перегревать металл и тем самым добиться соединения заготовок из тонкого металла. Выполняется этот прием довольно просто – меняются местами соединения кабеля массы и электрододержателя в гнездах аппарата.
Для того чтобы такой прием был более действенным необходимо еще и правильно подбирать электроды, при указании типа и маркировке в обязательном порядке на упаковке указывается и полярность подключения. Еще одним существенным моментом того как правильно сваривать тонкий металл выступает правильность подбора размера электрода. Для тонких работ соответственно выбирается электрод более тонкого диаметра.
Среди хитростей работы с инверторным аппаратом нужно выделить еще одну, немаловажную деталь – возможность прибора прожигать отверстия. Это качество необходимо для формирования отверстия в трубах, при резке толстого металла, при необходимости укоротить заготовку без помощи болгарки.
Такую операцию провести очень просто – сварочный ток выставляется на максимальную отметку, и далее электродом в одном месте что называется, прожигается отверстие, а далее до необходимого диаметра оно доводится с помощью постепенного разогрева по окружности.
Резка металла проводится обычно в вертикальной плоскости, при горизонтальном расположении заготовки, на обратной стороне образуются капли металла, что делает вид не очень эстетичным. Кроме того при резке с помощью электродов ровно отрезать заготовку просто невозможно, так что там где необходимо получить максимально ровную линию все-таки придется воспользоваться болгаркой.
svarkagid.com
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы попали по адресу. В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы процесса. Читайте дальше и узнайте все, что вам нужно знать о современных технологиях сварки.
Дуговая сварка — не единственный вид сварки. Например, при сварке горелкой мощная горелка используется для расплавления заготовки и металлического сварочного стержня для соединения металлов. Но это относительно редкий тип технологии сварки сегодня.
Однако дуговая сварка на сегодняшний день является наиболее распространенным видом сварки, поэтому именно о ней мы и поговорим в данном руководстве. Основы просты. Технология дуговой сварки использует мощную электрическую «дугу» для расплавления металлической заготовки, заземленной на сварочном аппарате, и электрода, который также прикреплен к сварочному аппарату.
Электрическая дуга возникает, когда электрический ток «скачет» и течет по воздуху между двумя проводниками. В данном случае это металлическая заготовка и электрод, на которые через сварочный аппарат подается сильный электрический ток.
Эта дуга нагревает металл до очень высокой температуры, расплавляя как электрод, так и металл, с которым он соприкасается, создавая сварочную ванну, позволяющую соединить два металла. Давайте подробнее рассмотрим этот процесс и то, как теперь работает аппарат для дуговой сварки.
Готовы углубиться в детали? Вот пошаговое руководство о том, как работает аппарат для дуговой сварки.
1. Настройка аппарата – Для начала необходимо настроить сварочный аппарат. Различные элементы управления могут использоваться для изменения мощности машины и ее работы. Важно внимательно прочитать руководство, предоставленное производителем, чтобы правильно настроить дуговой сварочный аппарат.
2. Заземление сварочного материала — Как только сварщик будет готов начать процесс сварки, он прикрепит заземляющий зажим к металлической заготовке. Он крепится непосредственно к сварочному аппарату. Это важно, потому что помогает замкнуть электрическую цепь, которая создаст дугу, которая используется для соединения двух кусков металла вместе.
3. Размещение провода электрода на сварочном материале — Когда сварщик будет готов начать процесс сварки, он поместит электрод с высокой проводимостью на сварочный материал и активирует аппарат для подачи электрического тока через заготовку. Электрод может представлять собой стержневой электрод или кусок проволоки, пропущенный через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки.
4. Формирование электрической дуги — Когда электрод слегка отводится от металлической заготовки, обычно примерно на 2–4 миллиметра, образуется электрическая дуга в виде электрических скачков между металлом и электродом. Эта чрезвычайно горячая дуга почти сразу начинает плавить металлическую заготовку и электрод.
5. Плавление металлов и их соединение . После образования дуги металлическая заготовка и электрод продолжают плавиться вместе, образуя так называемую «сварочную ванну». Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
6. Защита металла защитным газом — При высоких температурах кислород и другие газы в атмосфере имеют тенденцию вступать в реакцию с металлом в сварочной ванне и могут вызывать дефекты, ухудшающие качество металлического соединения.
Для предотвращения этого используется защитный газ, такой как аргон, гелий или углекислый газ. В зависимости от типа сварки электрод может быть покрыт «флюсом» — материалом, выделяющим защитный газ при плавлении, или защитный газ может прокачиваться через сварочный инструмент из специальных резервуаров, используемых сварочным аппаратом. Это защищает целостность соединения и сохраняет его стабильность, предотвращая деградацию из-за распада газов в атмосфере.
Узнайте больше о сварочных работах Vern Lewis — начните сегодня! Мы надеемся, что это руководство было полезным и информативным обзором современных технологий сварки. В Vern Lewis Welding Supply мы предлагаем курсы сварки, услуги по ремонту сварки и широкий выбор сварочного оборудования в Аризоне. Являетесь ли вы новичком в сварке или экспертом, у нас есть все, что вам нужно, чтобы поднять свои навыки сварки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы делаем, или посетите один из наших 8 офисов в Аризоне для получения дополнительной информации.
Похожие сообщения
10 видов профессий сварщика
Хотите знать, подходит ли вам профессия сварщика? Не знаете, какие виды работ доступны для квалифицированных специалистов по сварке? В этом руководстве от Vern Lewis Welding Supply мы рассмотрим несколько различных типов сварочных работ, доступных для тех, кто носит…
Подробнее 10 видов работы, которую вы можете получить в качестве сварщикаПродолжить
Сварка ВИГ: вводное руководство
Сварка вольфрамовым электродом в среде инертного газа, обычно называемая TIG, представляет собой процесс сварки, в котором используется вольфрамовый электрод для нагрева свариваемого металла. Вольфрамовый электрод поддерживает дугу, но не сгорает. Инертный газ, такой как аргон, используется в процессе сварки в качестве экрана для защиты сварного шва от…
Подробнее Сварка TIG: вводное руководствоПродолжить
Сварка переменным и постоянным током: понимание различий
Понимание полярности имеет решающее значение для хорошего сварщика. Будет ли проект иметь качество и прочность хорошего сварного шва, зависит от выбранной полярности. Полярность может быть как AC, так и DC. Переменный ток означает переменный ток, который половину времени течет в одном направлении, а другую половину — в другом. Меняется…
Подробнее Сварка на переменном и постоянном токе: понимание различийПродолжить
Какой сварочный аппарат лучше всего подходит для начинающих?
Пытаться определить, какой тип сварочного аппарата лучше всего подходит для начинающих, сложно, потому что на это влияет очень много факторов. Как многие из вас уже знают, существует множество различных типов сварочных процессов. Наиболее распространенными являются Stick, MIG, TIG и Flux Core. МИГ вообще считается самым простым, так что логично…
Подробнее Какой сварочный аппарат лучше всего подходит для начинающих?Продолжить
Краткий обзор холодной сварки
Холодная сварка не является новой концепцией. Археологи обнаружили инструменты, относящиеся к бронзовому веку, которые соединялись с помощью холодной сварки. В 1940-х годах этот процесс стал использоваться в наше время. Хотя этот процесс подходит не для всех типов металлов, он, безусловно, имеет место в современном мире…
Подробнее Краткий обзор холодной сваркиПродолжить
Является ли сварщик хорошим выбором карьеры?
В последние годы было много дискуссий о том, что значит иметь «хорошую работу». Это сколько денег вы можете сделать? Это возможность? Это то, как общество, ваша семья или коллеги относятся к вашей работе? Наверное, всего понемногу. Последние поколения, кажется…
Читать далее Является ли сварщик хорошим выбором карьеры? Продолжить
Инструкции по работе с аппаратом для дуговой сварки(5 шагов по совершенствованию техники дуговой сварки)
Аппарат для дуговой сварки, используемый в производстве и сварке. Пользователь несет ответственность за свою и чужую безопасность. Пользователь должен знать угрозы при использовании этой машины и в самой отрасли. Он должен следовать всем инструкциям, прилагаемым к устройству.
Мы разделяем работу аппарата для дуговой сварки следующим образом: Предварительная проверка безопасности- Мы должны проветрить помещение, открыть его, очистить, привести в порядок, безопасно и пригодно для проведения сварочных работ. Никаких жиров, масел и других легковоспламеняющихся и горючих материалов. Никаких других работ во избежание поражения электрическим током, дыма, шума, летящих шлаков и радиации в помещении.
- Проверьте машину и кабели на наличие трещин и размотайте провода перед работой.
- Подготовьте средства индивидуальной защиты (СИЗ) для работы.
- Сварочный аппарат с правильным током и напряжением. Электрододержатель и заземляющий зажим затянуты. Ослабленный зажим создает короткое замыкание. Случайная УФ-вспышка при сварке вредна для глаз и кожи. Установите УФ-экран/завесу на сварочном участке.
- Заготовка очищена от краски, ржавчины и оксидного слоя для лучшего электрического контакта.
- Проверьте работающий сварочный аппарат и его принадлежности. Никогда не оставляйте сварочный аппарат без присмотра.
- После прерывания или завершения сварки закрепите электрододержатель, отключите электропитание.
- Избегайте этого места, пока заготовка не остынет.
- Убедитесь, что сварочный аппарат выключен. Вытяжка дыма при повторном использовании для остановки.
- Подвесьте электрододержатель и зажим заземления в специально отведенном месте.
- Проверка точки контакта на наличие повреждений/коррозии.
- Очистите рабочую зону, сварочный стол, принадлежности и приведите все в порядок для следующего использования.
- Защита ног защитной обувью.
- Защита рук перчатками.
- Защита глаз шлемом/очками.
- Защита кожи с помощью сварочного костюма.
- Защита лица с помощью лицевой маски.
- Повреждение глаз и кожи сварочным фонариком. Шлем, защитные очки, маски и надлежащие инструкции могут снизить этот риск.
- Поражение глаз горячими шлаками. Надлежащее использование очков и масок для удаления остатков полезно.
- Ожоги кожи являются обычным явлением. Защитная одежда, маска, защитная обувь помогают сократить ущерб.
- Возможны взрыв и пожар. Поддержание чистоты области может помочь избежать этого.
Все процессы дуговой сварки требуют безопасного напряжения. Он нужен им для зажигания и поддержания дуги. Плавление основного металла и электрода требует достаточной силы тока. Процесс дуговой сварки прост, надежен и недорог в течение многих лет. В сварочной и производственной промышленности используется множество дуговых процессов.
Наиболее известные процессы дуговой сварки:
- MMAW (ручная дуговая сварка металлическим электродом)
- GMAW (дуговая сварка металлическим электродом в газе)
- GTAW (дуговая сварка вольфрамовым электродом)
- FCAW (дуговая сварка порошковой проволокой)
- SAW (дуговая сварка под флюсом)
Сварщик надевает костюм , маска, очки и шлем. Выполните полные инструкции по технике безопасности перед сваркой и сваркой.
Зажигание дуги : Приводим электрод в контакт с заготовкой из металла. Этот контакт устанавливается при постукивании и отводе электрода с зазором от 1,5 мм до 3,0 мм. Этот контакт создает дугу.
Поддержание дуги : Зазор между дугой и заготовкой, который создает дугу, необходимо поддерживать. Упорное, устойчивое движение электрода в одном направлении продолжается. Постоянный ток проходит через электрод через дуговой промежуток. Ток выделяет тепло для расплавления электрода и защитного флюса. Электрод плавится над заготовкой под защитным шлаком от флюса. Удалите остатки при остывании металла отбойным молотком или остроконечным инструментом.
Остановите дугу: Вытащите электрод из металлического предмета и разомкните цепь. Электрическая дуга плавит заготовку и электрод одновременно. Таким образом, мы получаем проплавление, когда расплавленный металл электрода оседает на горячую металлическую заготовку. Плавка электродного металла завершается вместе с заготовкой.
Выбор электрода: Выбор — очень сложный процесс, так как для него нет фиксированных критериев. Это зависит от сварки и толщины заготовки.
Предупреждение и рекомендации по процессу дуговой сваркиПользователь аппарата для дуговой сварки должен следовать рекомендациям в руководстве. Чтобы сделать процесс сварки гладким и безопасным, мы делимся несколькими предупреждениями и рекомендациями.
Обучение оператора : Руководство по эксплуатации аппарата не описывает процесс сварки. Человеку необходимо пройти обучение работе со сварочным аппаратом. Квалифицированный или опытный сварщик добросовестности выбор.
Проветрить зону сварки: Проветрить зону сварки, чтобы избежать паров флюса. Пары и газы опасны для здоровья. Оператор может включать или выключать основное питание.
Обращение с заготовкой: Держите заготовку только с помощью перчаток, плоскогубцев и щипцов. Он остается горячим довольно долго. Требуется время, чтобы остыть для удержания голыми руками.
Опасность возгорания: Генерирует дым, искры, капли расплавленного металла, шлак и метательные снаряды. Они могут вызвать сильный пожар на рабочем месте. Избегайте любых легковоспламеняющихся материалов. Всегда располагайте огнетушители в зоне сварки.
Металлические поверхности для сварки: Поверхности должны быть очищены от краски, лака и покрытий. Они могут выделять опасные пары. Никогда не сваривайте трубы и емкости, заполненные легковоспламеняющимися газами и жидкостями.
Удлинители: Лучше избегать удлинителей. При необходимости он должен иметь соответствующий номинал и заземление. Сварочные кабели должны находиться вдали от зоны сварки и горячих предметов.
Защита от поражения электрическим током: Используйте устройство защитного отключения (УЗО) на 30 мА.
Электрическая изоляция: Надежная изоляция электрода и принадлежностей. Никогда не прикасайтесь к сварочному контуру.
Рабочая среда: Зона сварочных работ должна быть освещена и не выполнять сварку в дождливых или влажных местах.
Правильная одежда: Используйте подходящую одежду и избегайте УФ-излучения дуги машины. В комплект входят куртка, брюки, перчатки, маска, очки, каска. Сварщик защищен от металлических снарядов, искр и шлака.
Изолировать поврежденную деталь : Найдите поврежденную деталь. Это может повлиять на работу и результаты сварки. Немедленно замените или отремонтируйте.
Безопасность окружающих, детей и животных: Удалите детей и животных из зоны сварки. Никто не имеет доступа к рабочему месту.
Выключение сварочного аппарата: После работы выключите сварочный аппарат и отключите питание. Держите горелку, электрододержатель и зажим заземления на месте. Позаботьтесь о горячей заготовке, прежде чем покинуть станок.
Вентиляция сварочного аппарата: Убедитесь, что вентиляция сварочного аппарата включена с помощью вентилятора. Он переключится после нагрева выше предела.
Сварочный аппарат для поверхностного удерживания: Горизонтальная поверхность идеальна для устройства. Никогда не кладите устройство на наклонные, неровные поверхности или на спину во время сварки.
Не работает Ситуация: Замена тефлона, направляющей проволоки и ролика электродной проволоки не рекомендуется. Никогда не поднимайте машину, когда она подключена к сети.
Significant Hazards of Arc Welding Machine- Electric Shock
- Fumes
- Radiations
- Fire & Explosion
- Burns
The welder may experience convulsions, muscle spasms, and , в редких случаях паралич или даже смерть. Меры безопасности исключают возможность поражения электрическим током. Сварщику нужны сухие перчатки, сухая защитная обувь в хорошем состоянии и качестве.
Держите оборудование изолированным и обслуживайте его. Выключите машину при замене проводов. Резиновый коврик или деревянный лучше во избежание поражения электрическим током. Пот сварщика является отличным проводником электричества. Поддерживайте температуру и вентиляцию в разумных пределах, чтобы предотвратить потоотделение.
2. ДымСварщик подвергается воздействию дыма при дуговой сварке. Дымы – это атмосферные газы, защитные газы, пары металлов, флюсовые газы. Такие металлы, как бериллий, кадмий, цинк, свинец и алюминий, опасны. Они вредны для печени, почек, легких, крови и центральной нервной системы. Концентрация дыма держится в безопасных пределах. Операторы могут работать в течение ограниченного периода времени, чтобы избежать передержки.
Очистить сварочную заготовку от любых загрязнений. Вентиляция является основой для выравнивания паров на допустимом уровне. Вентиляция является значительным усилием для паров. Для этого необходима естественная вентиляция, потолочный вытяжной вентилятор, местная вентиляция.
Подвергает сварщика воздействию видимого излучения, ультрафиолетового излучения, инфракрасного излучения. Видимое излучение высокой интенсивности вызывает ослепляющее состояние. Инфракрасное излучение вызывает ожоги и дискомфорт, а ультрафиолетовое излучение исключительно интенсивное и вызывает повреждения роговицы и кожи.
Ультрафиолетовое излучение вызывает воспаление роговицы, называемое кератитом сварочного фонарика. Кератит проходит сам по себе. Он оказывает пагубное воздействие на роговицу. Индивидуальная защита является ответом на радиацию. Сварщик может использовать защитные очки, шлем, перчатки, маски и сварочный костюм, чтобы защититься от воздействия радиации.
4. Пожар и взрыв Бумага, синтетические материалы, масла, краски, изделия из дерева и масла воспламеняются. Брызги, летящие металлы и шлак могут вызвать воспламенение материала. Баки с жидким топливом представляют собой потенциальную опасность взрыва в непосредственной близости от сварщика.
Очистите и удалите все легковоспламеняющиеся и горючие материалы из зоны сварки. Сварщик надевает приличную одежду и берет с собой огнетушитель, вещь всегда под рукой.
5. ОжогиСварка может вызвать поверхностные, средние и тяжелые ожоги в зависимости от степени тяжести. Ультрафиолетовое излучение, инфракрасное излучение, искры, шлак, нагретая заготовка и летящие металлы вызывают травмы.
Используйте защитные предметы одежды, защитную обувь, маски и другие средства защиты. Используйте щипцы, чтобы удерживать горячую заготовку, и избавьтесь от горячей металлической детали, чтобы предотвратить ожоги.
Аппараты для дуговой сварки и электричествоКаждый процесс дуговой сварки состоит из трех сегментов.
- Источник питания для плавки
- Защита от атмосферных загрязнений
- Присадочный материал для зоны сварки
Нам нужно тепло для плавления металлов при достаточной силе тока. Для зажигания дуги требуется высокое напряжение. Напряжение должно быть достаточно низким для безопасности сварщика. Сварщику нужно средство для управления током. Питание от сети не подходит для сварки.
Напряжение очень высокое, а ток низкий. Основное питание от переменного тока преобразуется для сварки. Специальный генератор или генератор переменного тока может подавать ток для сварки.
Типы токаДоступны переменный и постоянный ток.
Переменный ток : Они берут его из основного источника питания. Течение циклично. Существует цикл, когда ток течет от плюса к минусу. Это следует за циклом тока от отрицательного к положительному. 50-кратное изменение тока в секунду. Циклический ток равномерный. Переменный ток генерирует тепло между электродом и заготовкой.
Постоянный ток : Постоянный ток в одном направлении. Ток течет от отрицательного к положительному полюсу. У него больше всего тепла на положительном полюсе. Лучшим примером постоянного тока является аккумуляторная батарея, имеющая положительные и отрицательные клеммы.
Портативность : Машины переменного тока являются статическими, трансформаторными и рассчитаны на тяжелые условия эксплуатации. Машины постоянного тока очень портативны.
Питание : Машина переменного тока ограничивает доступ к основному источнику питания, в то время как машина постоянного тока работает где угодно.
Полярность : Нет полярности для машины переменного тока, в то время как полярность требуется для машин постоянного тока.
Электрическая эффективность : Машины переменного тока имеют 70-90% энергоэффективности. Машины постоянного тока составляют всего 40-50%.
Техническое обслуживание : Машины переменного тока статичны и стабильны и нуждаются в меньшей поддержке. Машины постоянного тока перемещаются с места на место и требуют большего обслуживания.
Arc Blow : Не влияет на машины переменного тока, пока присутствует на машинах постоянного тока. Взрыв дуги более 300 ампер трудно контролировать.
Стоимость установки : Цена машины переменного тока меньше, в то время как установка машины постоянного тока стоит дорого.
Эксплуатационные расходы : Машины переменного тока дешевле в эксплуатации, так как требуют электропитания. Машина постоянного тока нуждается в перемещении двигателей и топлива.
Сварочные позиции1G – Flat Butt Weld
2G – Horizontal Butt Weld
3G – Vertical Butt Weld
4G – Overhead Butt Weld
5G – Fix Horizontal Pipe Weld
6G – Fix Pipe 45-grade Axis Weld
Вот ссылка на различные символы сварки.
Дуговая сварка электродом (MMAW) Низкое напряжение и большой ток создают дугу между кончиком электрода и заготовкой. Он выделяет тепло для расплавления заготовки и кончика электрода. Покрытие электрода плавится от тепла. Флюс при плавлении создает защитную зону, предохраняющую сварочную ванну от атмосферного загрязнения и окисления.
Электрод плавится до капель. Капли металла добавляются к расплавленному основному металлу. Зона сварки охлаждается для создания надежного соединения, покрытого шлаком. Теперь удалите шлак отбойным молотком.
Дуговая сварка используется для сварки конструкций, сосудов высокого давления, изготовления, строительных площадок, обслуживания трубопроводов, общего изготовления. Это низкая стоимость, надежность, простота, универсальность, низкие эксплуатационные расходы и широкий спектр применения.
Процесс сварки характеризуется низким рабочим циклом оператора и меньшим количеством наплавок. Время требует перемен; электрод испортился. Этот процесс не подходит для высокопроизводительного приложения. Отмечаются шлаковые включения, пористость, непровар, подрез, блуждающая дуга, чрезмерное разбрызгивание.
Сварка MIG (GMAW)Процесс сварки MIG подходит для высокопроизводительного изготовления металлических листов. Для сварки MIG требуется электричество для выработки тепла, наполнителя и защитного газа, а оператор держит курок горелки и заряжает электрод.
Механизм подачи проволоки продолжает подавать электрод. Защитный газ проходит через пистолет. Прикосновение электрода к металлу запускает дугу. Дуга производит тепло для расплавления электрода и основного металла. Защитный газ предотвращает окисление от примесей воздуха.
Сварочный процесс MIG подходит для высокопроизводительного производства. В выбранной ситуации сварки MIG используется робот. Сварка MIG подходит для сварки углеродистой стали, нержавеющей стали и алюминия. Сварка алюминия требует замены механизма подачи проволоки и горелки. Самый мягкий металл — алюминий.
Сварка ВИГ (GTAW)
Для сварки ВИГ требуется тепло, присадочный материал и защитный газ. Приток тепла от сварочной дуги. Дуга возникает в результате контакта вольфрама с металлом при прохождении электрического тока. При срабатывании горелки TIG подается защитный газ для защиты зоны сварки. Это техника, которая требует больше практики.
Одна рука обеспечивает непрерывное движение горелки, а другая подает присадочный материал. Это тепло расплавляет присадочный материал и основной металл. Расплавленный наполнитель осаждается на нагретом основном металле. Зона охлаждающей сварки может обеспечить прочное и красивое соединение.
Вольфрамовый инертный газ (TIG) использует нерасходуемый электрод. Это выбор сварки тонких листов из нержавеющей стали и процессов сварки цветных металлов, таких как магний, алюминий и медные сплавы.
FCAW, полуавтоматический процесс, представляет собой процесс дуговой сварки, аналогичный сварке MIG во многих аспектах. Оборудование в принципе одинаковое. Наполнитель здесь пустотелый. Полость имеет флюсовый материал. Этот флюс помогает предотвратить окисление в сварочной ванне.
Этот процесс используется в судостроении, сварке трубопроводов, подводной сварке, ремонте и техническом обслуживании. Это более быстрый и универсальный процесс, и здесь не нужно носить с собой газовый баллон. Имеет встроенную защиту.
Дуговая сварка под флюсом (SAW)SAW — это процесс дуговой сварки. Между подвижным электродом и заготовкой образуется дуга.
Мы используем флюс в качестве защитного экрана.
Флюс предотвращает окисление и действует как шлак для защиты зоны сварки.
Этот универсальный процесс сварки используется для продольной и кольцевой стыковой сварки. Этот процесс подходит для сварки сосудов под давлением и трубопроводов.
Какой тип сварки лучше?
МиГ является наиболее универсальным и адаптируемым методом сварки, который лучше всего подходит для начинающих.
Какой наиболее распространенный процесс сварки?
Металлический инертный газ является наиболее распространенным процессом сварки в производстве.
Какие пять основных суставов?
Пять основных соединений при сварке: стыковое соединение, соединение внахлестку, тройниковое соединение, угловое соединение и краевое соединение.
Какой процесс сварки самый прочный?
Сварка электродуговой или дуговой сваркой является самой прочной сваркой.
Какой процесс сварки является точным?
Процесс сварки TIG является наиболее точным.
Какой вид сварки самый сложный?
Сварка TIG — самый сложный вид сварки.
Сварщики болеют раком?
Постоянное длительное воздействие сварочного дыма вызывает рак.
Почему сварные швы выходят из строя?
Отсутствие подготовки и неправильный выбор сварочного аппарата приводит к отказу сварки.
Насколько горяч Тиг Арк?
Дуга Тига имеет температуру 11000 градусов по Фаренгейту.
Почему сварщики пьют молоко?
Цинк выделяется из оцинкованной стали. Кальций молока помогает сварщику. Сварщик спасает от отравления цинком.
Сварочные аппараты. Что такое рабочий цикл и как он рассчитывается?
Дата: 29-12-2018
Академия Weldclass
Что такое рабочий цикл?
Рабочий цикл — это процент времени, в течение которого машина будет безопасно работать (или выполнять сварку) в течение определенного периода времени при заданной силе тока. Например, многофункциональный сварочный аппарат Weldforce WF-205MST имеет рабочий цикл 200 А при 30%. Это означает, что он будет работать при 200 А в течение 3 минут в течение 10-минутного периода времени. В течение оставшихся 7 минут машина переключится в режим тепловой перегрузки для охлаждения.
Все сварочные аппараты оснащены (или должны быть) защитой от тепловой перегрузки, что означает, что аппарат отключится, когда внутренние важные компоненты достигнут определенной температуры, чтобы предотвратить повреждение. Затем машина снова запустится, когда она вернется к безопасной температуре.
Рабочий цикл будет меняться при разной силе тока. При более высокой выходной силе машина будет нагреваться быстрее, а рабочий цикл уменьшится. При более низких токах рабочий цикл будет увеличиваться.
Например — если еще раз посмотреть на машину WF-205MST;
Рабочий цикл при 200 А = 30%
Рабочий цикл при 145 А = 60%
Рабочий цикл при 110 А = 100%
Как рассчитывается и проверяется рабочий цикл?
Хотя основная формула всегда одна и та же (% времени «включения» в течение периода тестирования), существует несколько переменных, которые могут повлиять на результат теста рабочего цикла, в том числе:
- Период времени, в течение которого он измеряется (обычно 5 или 10 минут — 10-минутный период более требователен).
- Температура окружающей среды, при которой проводилось испытание (чем выше температура окружающей среды, тем сложнее).
- Независимо от того, проводилось ли испытание на «свежей» холодной машине или на машине, уже прогретой после длительного использования. (Проверка уже разогретой машины, очевидно, гораздо более требовательна к ее системе охлаждения.)
Наиболее широко принятым стандартом для тестирования и определения номинальных значений рабочего цикла является европейский стандарт EN60974-1, на основе которого действует австралийский стандарт AS609.74-1. Этот стандарт очень требователен и поэтому считается лучшим показателем того, как машина будет работать в реальных условиях. Все машины Weldforce от Weldclass проходят испытания в соответствии с этим стандартом.
Опять же, возьмем в качестве примера Weldforce WF-205MST с номинальным рабочим циклом 200 А при 30%. Чтобы достичь этого рейтинга в соответствии со стандартом EN60974-1, сначала машина была «прогрета» перед испытанием непрерывной сваркой, чтобы вызвать ее отключение при тепловой перегрузке не менее двух раз. Затем его испытывали в контролируемой камере, нагретой до 40 ◦ C. В течение 10 минут он смог сварить при 200 А (что является максимальной мощностью для этой машины) в общей сложности 3 минуты… отсюда номинальный рабочий цикл 200 А при 30%.
Все ли сварочные аппараты испытываются одинаковым образом?
К сожалению, не все машины проходят испытания в соответствии со стандартом EN/AS60974-1, и поэтому может быть сложно сравнить рабочие циклы одних машин с другими. Например, , если испытание Weldforce WF-200MST проводилось всего за 5 минут и/или на холодном аппарате и/или при более низкой температуре окружающей среды, номинал вполне мог быть 200 А при 50–60 %, что быть нереалистичным и вводящим в заблуждение.
Все машины Weldforce от Weldclass проходят испытания на рабочий цикл в соответствии со стандартом EN/AS60974-1, что означает, что указанные рейтинги рабочего цикла точно отражают то, как каждая машина будет работать в реальных условиях.
Является ли рабочий цикл лучшим способом оценки производительности сварочного аппарата?
Да и нет!
Рейтинг рабочего цикла — при условии, что он точен и не завышен (как это иногда бывает) — является полезным показателем того, как сварочный аппарат будет работать с точки зрения производительности и производительности (или производительности).
Однако рабочий цикл не следует рассматривать изолированно.
Точно так же, как вы (обычно) не принимаете решение о покупке автомобиля, основываясь только на его максимальной скорости (скажем, без учета таких аспектов, как управляемость, ускорение, безопасность и т. д.)… точно так же существуют и другие факторы. следует учитывать, когда речь идет о сварочных аппаратах.
Во-первых, сам процесс сварки может изменить важность рабочего цикла. Более высокий рабочий цикл может быть важен для сварщиков MIG, но может быть менее важен для сварки Stick/MMA и TIG. Дополнительную информацию об этом смотрите ниже.
Потребляемая мощность, источник питания и эффективность сварщика также добавляют еще одно измерение к вопросу о рабочем цикле.
Это особенно касается однофазных (240 В) сварочных аппаратов, где аппарат (в соответствии со стандартом AS60974-1) должен иметь эффективное потребление входного тока (I 1eff ), равное или меньше номинальной мощности. питание, на которое рассчитана машина, обычно 10А или 15А.
Часто это требование является ограничением (или «потолком») рабочего цикла, превышающим возможности машины. Например, сварочный аппарат Weldforce WF-180MST MIG имеет рабочий цикл 10% при максимальной мощности 180А. Эта машина на самом деле способна на значительно более высокий рабочий цикл, но для того, чтобы быть подходящей для источника питания 10 А, выходная мощность и рабочий цикл были ограничены или ограничены.
Вот почему машины с более высоким КПД имеют преимущество (особенно однофазные машины 240 В 10/15 А). Благодаря большей эффективности они могут обеспечить более высокую производительность и рабочий цикл при том же уровне потребляемой мощности.
Следующие машины Weldclass используют технологию «PFC», которая значительно повышает эффективность и увеличивает рабочий цикл; Сварочные аппараты Weldforce WF-205MST и WF-255MST для сварки MIG/Stick/TIG и плазменный резак Cutforce CF-45P.
Значение рабочего цикла в различных процессах сварки
Хотя рабочий цикл никогда не бывает «неважным», различные сварочные процессы предъявляют более высокие или более низкие требования к сварочному аппарату с точки зрения производительности или рабочего цикла.
Следующие комментарии основаны на «эмпирическом правиле» и могут служить руководством к тому, какое внимание следует уделять номинальным значениям рабочего цикла — по сравнению с другими факторами и функциями — при выборе подходящего сварочного аппарата.
Обратите внимание, что каждое приложение отличается от других, и приведенные здесь общие комментарии могут не всегда относиться к вашей ситуации.
Рабочий цикл и сварка MIG
Будучи автоматическим процессом (например, присадочный металл подается автоматически), оператор MIG может выполнять сварку в течение длительных периодов времени с минимальным временем простоя между сварками. .
Конечно, это варьируется от одного приложения к другому.
В производственных ситуациях, например, когда приспособления могут использоваться для минимизации настройки и максимального «времени сварки», рабочий цикл может быть очень важным. Когда дело доходит до выбора подходящего сварочного аппарата, мудрым решением будет выбор сварочного аппарата, который имеет «слишком большую» мощность, а не «достаточную». Например, ваше приложение может включать производственную сварку стали толщиной до 8 мм. Теоретически на это способен сварочный аппарат на 200 ампер, такой как Weldforce WF-205MST, однако в производственных условиях аппарат на 250 ампер (например, WF-255MST) обеспечивает более продолжительный рабочий цикл. (При 200 А рабочий цикл WF-255MST почти в два раза больше, чем у WF-205MST).
При техническом обслуживании рабочий цикл может быть не таким критичным, поскольку % «Время сварки» обычно ниже. Часто оператор может выполнить только 1 или несколько сварных швов, прежде чем ему придется выполнять другие действия, прежде чем возобновить следующий сварной шов.
Рабочий цикл и MMA (стержневая) сварка
Поскольку MMA/стержневая сварка является очень ручным процессом, включая смену электродов, удаление шлака и т. д., процент времени, который оператор тратит на сварку, обычно велик. ниже, чем МИГ. Это означает, что рабочий цикл обычно не так критичен, как это может быть для MIG.
С этой точки зрения рабочий цикл 30% (в случае MMA) можно считать «высоким». Например, Weldforce WF-135S — это самая маленькая машина для сварки MMA/стержневых электродов в линейке Weldclass (максимальная выходная мощность 140 А), но с рабочим циклом 100 А при 60 % она имеет достаточную мощность для почти непрерывной работы обычных электродов диаметром 2,6 мм. также легко работает электрод 3,2 мм.
Исключения из этого правила — палочки/ММА, требующие очень высокой продолжительности рабочего цикла — могут включать наплавку твердого сплава, когда каждый электрод работает в быстрой последовательности с очень небольшим «тайм-аутом».
Рабочий цикл и сварка TIG
Когда речь идет о TIG, значение рабочего цикла может значительно различаться.
TIG обычно используется для детальной обработки более тонких материалов и/или мелких деталей. В этом случае машина часто даже не приблизится к пределу своего рабочего цикла… и действительно, много сварки выполняется при низкой силе тока, когда машина может иметь рабочий цикл 100%. Кроме того, поскольку TIG — это ручной процесс (при котором присадочный металл подается вручную), соотношение «время сварки/включения» и «время простоя» ниже (по сравнению с MIG).
Однако в некоторых случаях сварки TIG очень важен высокий рабочий цикл. Одним из примеров этого является сварка TIG соединений труб, где требуется длинный непрерывный шов.
Комментарии и вопросы?
У вас есть собственные мысли или вопросы по рабочему циклу? Не стесняйтесь оставлять комментарии ниже ↓ или нажмите здесь, чтобы отправить нам запрос.
Другие статьи об инверторных сварочных аппаратах;
Что такое инверторный сварочный аппарат и как он работает?
Использование генераторов для питания инверторных сварочных аппаратов
Что такое горячий старт, форсирование дуги и защита от прилипания?
Все изделия для сварочных аппаратов
Несмотря на то, что были предприняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации и вложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Комментарии
Дата: 19-02-2021
Issifu Yeboah Охлаждение первого классаСпасибо за образование. Вы действительно сделали это просто и понятно.
Дата: 17-12-2020
Металлообработка ОклендЭй, спасибо, что разместили здесь эти полезные советы 43 сварочных аппарата, что такое рабочий цикл, как он рассчитывается, я очень надеюсь, что это будет полезно для многих .
.. Благодарный контент!Дата: 30-10-2020
Анита WelderReview.comСпасибо за упрощение рабочего цикла, это меня немного сбивало с толку, но я научился здесь. Уверен, что такие посты принесут пользу начинающему сварщику!
Дата: 29-10-2020
Анита WelderReview.comСпасибо, что сообщили мне расчет силы тока, я действительно не знал об этом. Поскольку я изучаю материалы, связанные со сваркой, эти тесты будут очень полезны для меня.
Дата: 08.
Фрэнк https://weldingicon.com 12.2020 Большое спасибо. Я многому научился. Я иногда занимаюсь сваркой, но я, честно говоря, не знал столько о проводах.
Обратите внимание: Спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Советы по сварке сварочных аппаратов для начинающих / Краткое руководство
Добро пожаловать в нашу первую статью с советами по сварке для аппаратов, в которой мы рассмотрим основные преимущества и особенности сварочных аппаратов, области применения и металлы, для которых они подходят и некоторые ловушки, от которых вы, возможно, захотите держаться подальше.
Вооружившись этими советами по сварке, вы, как начинающий сварщик, сможете сделать более разумную покупку своего первого сварочного аппарата. Сварка, как и все остальное, — это навык, на совершенствование которого уходят годы. Тем не менее, это может быть довольно быстро и легко научиться, если вы потратите некоторое время на то, чтобы понять физику сварки в целом. Из-за относительно недавнего широкого использования инверторной технологии в сварке, зажигание сварного шва (что обычно является самой сложной частью обучения сварке) становится гораздо менее неприятным благодаря легкой дуге.
Защитное оборудование, такое как шлемы с автоматическим затемнением, делает процесс намного быстрее, безопаснее и менее раздражающим, чем много лет назад, когда их не было рядом. Мы рассмотрим самые важные советы и факты по сварке 90% новичков не знают. От дуговых сварщиков до сварки порошковой проволокой. Приведенное ниже руководство представляет собой лишь базовую статью для начинающих и составлено из наиболее распространенных вопросов, которые мы получаем в магазине о сварке в целом. В первую очередь мы сосредоточимся на информации о сварочном аппарате, а в будущем на некоторой практической информации о фактических действиях самой сварки.
Почти каждое технологическое достижение в области сварки сделало ее более безопасной, чем раньше. Инверторные сварочные аппараты более энергоэффективны и значительно снижают риск возгорания или поражения электрическим током. Шлемы с автоматическим затемнением практически устранили опасность дуговых очей (вспышек ожогов глаз) и других травм лицевой области. Просто очень важно понимать элементы и физику сварки в целом, если вы уважаете их, вы можете избежать травм в долгосрочной перспективе. Просто всегда используйте перчатки, каски и избегайте использования длинных тонких удлинителей. Важный совет по сварке: избегайте стандартных сварочных масок. Маски с автоматическим затемнением действительно экономичны и работают. Если вы когда-нибудь получите Arc Eyes, вы пожалеете об этом.
- шлем (избегайте обычных шлемов, если можете, используйте автоматическое затемнение), убедитесь, что вы получаете те, которые закрывают как минимум большую часть головы. Большинство хороших шлемов подходят.
- Перчатки, комбинезон и кожаный чехол. Тепловое излучение от сварки даст вам очень неприятный загар.
- Дополнительная шапочка или банан для защиты волос на лице и верхней части головы
- сварочный фартук для защиты ног
- защитная обувь или, по крайней мере, кожаная обувь для предотвращения проводимости в редком случае короткого замыкания.
Выход переменного тока необходим для сварки алюминия из-за слоя окисления, который образуется поверх поверхности алюминия. Вы увидите эти машины повсюду и не без оснований. Они работают. Основное различие между этими аппаратами и предшествующими технологиями (сварочные аппараты с масляным охлаждением) заключается в том, что на выходе используется постоянный ток. Переменный ток (переменный ток) подается в машину, инверторный трансформатор преобразует его в постоянное напряжение (низкое напряжение, высокая сила тока), и в результате получается гораздо более легкая и энергоэффективная машина. Постоянный ток также имеет тенденцию вызывать меньшее прилипание и меньшее разбрызгивание, чем большие машины с медным трансформатором, использовавшиеся много лет назад. Инверторные сварочные аппараты также имеют очень хороший рабочий цикл для своего размера и стоимости. Когда вы переходите на более промышленные машины, тяжелые медные трансформаторы по-прежнему популярны.
- благодаря цифровой природе электроники, управляющей трансформатором, можно выбрать более точный и точный выходной ток.
- обычно с воздушным охлаждением (также остывает намного быстрее, чем старые машины с масляным охлаждением)
Одним из основных аргументов в пользу сварочных аппаратов является рабочий цикл. Рабочий цикл в основном объясняет, как долго сварщик может сваривать при определенной мощности тока. Большинство сварщиков отображают процент рабочего цикла вместе с выходным током, например, 60% при 200 А. Процент зависит от того, как долго сварщик может выдавать этот ток в 10-минутном окне без перегрева (при определенной комнатной температуре).
Таким образом, этот сварочный аппарат будет выполнять сварку при 200 А в течение 6 минут, прежде чем его трансформатор перегреется и отключится. Затем сварщик должен отдохнуть 4 минуты в 10-минутном окне, чтобы его снова можно было использовать. Это означает, что 6 минут на 4 минуты превышают это значение, и сварочный аппарат может перегреться или отключиться. Однако при уменьшении выходного тока рабочий цикл значительно улучшается. Совет по сварке, который мы рекомендуем клиентам, — это выбрать аппарат примерно на 25 % выше того, который вы будете использовать, и вы никогда не достигнете рабочего цикла в нормальных условиях.
Пожалуйста, имейте в виду, что здесь играет роль множество переменных, поэтому производители, как правило, амбициозны в своих спецификациях. Поэтому мы советуем нашим клиентам использовать ток на 25% выше необходимого, чтобы получить хорошо работающую машину за такую цену. В южноафриканском климате при сварке при температуре 40°С рабочий цикл 60% становится нереалистичным для любой машины.
На самом деле ток течет через ручку, а затем через сам стержень. Также называется дуговой сваркой защищенным металлом. Основное оборудование, которое должно быть в каждой мастерской, начинается со старого надежного аппарата для дуговой сварки. Сварка осуществляется путем создания плавления между экранированным металлическим стержнем и свариваемым металлом. Стержни для дуговой сварки покрыты типом флюса, который при сварке и нагревании флюса сгорает, создавая защитный газ вокруг сварного шва, защищая сварной шов от его врагов кислорода, влаги и других газов, присутствующих в воздухе вокруг вас.
ММА ( ручная дуговая сварка металлическим электродом ) сварочные аппараты в настоящее время являются самыми дешевыми и надежными машинами из-за того, что они очень широко используются и не имеют движущихся частей. Обычно на сварщике MMA большинство сварщиков учатся этому навыку. MMA по-прежнему остается самым популярным решением для сварки и более широко используется для черных металлов. Единственная проблема у них заключается в том, что сварщику необходимо останавливать сварку каждые несколько секунд, чтобы сменить стержень, а дуговые сварщики не очень хороши для точных работ и цветных металлов из-за их глубокого провара и брызг вокруг сварного шва.
- экономичные сверхкомпактные машины
- может использоваться в качестве сварочного аппарата TIG для черных металлов (поясняется ниже)
- газ не требуется
- очень прост в освоении (отлично подходит для начинающих)
- не считается подходящим для производства (стержни довольно короткие, и их необходимо заменять каждые несколько секунд)
- расходников меньше, нужны только шатуны.
Качество сварки во многом зависит от используемого стержня. Аспекты, которые следует учитывать, это качество, толщина, металл, тип тока, направление сварки. Все эти аспекты объясняются на крышке упаковки продукта. Тем не менее, некоторые бренды не предлагают силу тока, используемую для каждой толщины стержня, поэтому необходимо провести предварительное исследование, чтобы выбрать правильный сварочный аппарат и стержни. Не стесняйтесь использовать этот калькулятор от Millers, чтобы определить правильную толщину прутка: Калькулятор прутка для дуговой сварки. Толщина стержня зависит от того, какую толщину вы планируете сваривать. Чем толще стержень, тем глубже он проникнет, чтобы посмотреть на свариваемую сталь и взять ее оттуда.
Хороший совет по выбору правильного стержня заключается в том, что вы можете добиться очень хорошего рабочего цикла на сварочном аппарате, если вы используете более низкую настройку на сварочном аппарате. Вы можете купить небольшой аппарат на 160 А и продолжать сварку в течение нескольких часов, если будете использовать стержень диаметром 1,5 мм при меньшей силе тока, чем максимальная мощность аппарата. Другими словами, вы можете сэкономить деньги в долгосрочной перспективе, купив более крупную машину и снизив риск того, что со временем у машины возникнут проблемы. Просто помните, что эти стержни всегда должны быть абсолютно сухими.
MIG отличаются от аппаратов дуговой сварки в самом большом смысле, поскольку они используют подаваемую проволоку вместо стержней. Проволока (стальная) подается с ролика или механизма подачи через горелку, а затем выдается из наконечника. Поскольку большинство проволоки представляет собой просто металл, сварной шов по-прежнему должен быть защищен инертным газом, который также подается через горелку для защиты сварного шва от кислорода и влаги. Причиной широкого использования сварочных аппаратов MIG являются дополнительные преимущества, заключающиеся в возможности непрерывной сварки в течение более длительного времени по сравнению со сваркой стержнями или сваркой TIG. Сварщик может сваривать до тех пор, пока рулон все еще подается и держится рабочий цикл. Это делает его очень популярным в производственном бизнесе, где необходимы более длинные сварные швы, например, для герметизации труб или резервуаров для воды.
Полученный сварной шов также чище и создается с меньшим разбрызгиванием, чем дуговая сварка. Проблемы со сваркой MIG включают в себя необходимость иметь дело с газовыми баллонами или более дорогой проволокой с флюсовой сердцевиной, описанной ниже. Они также требуют дополнительного обучения и дополнительных настроек для начала (например, скорость подачи проволоки). Это более дорогие машины из-за дополнительной системы подачи проволоки и более сложных механизмов горелки.
На что следует обратить внимание при покупке аппарата MIG
- обратите внимание на толщину проволоки и совместимость с размером фидера
- решите, нужно ли вам использовать ГАЗ или НЕТ ГАЗ. Если вам нужно использовать флюсовый сердечник, приобретите машину с обратной полярностью.
- расходные материалы включают. Наконечники (разных размеров), газовые кожухи (у опытных сварщиков они служат долго), газ и проволока.
Этот пункт будет посвящен сварке MIG и сварке TIG. Чтобы легко ответить на этот вопрос, вам просто нужно понять, что происходит, когда вы свариваете (плавление). Когда при сварке металлы плавятся, создавая большое количество тепла, во время этого процесса тепло притягивает влагу и кислород из непосредственной окружающей среды, что делает сварной шов очень хрупким. Таким образом, газ (в большинстве случаев газ CO2 или аргон) используется для создания временного экрана вокруг нагретой области, чтобы защитить ее от врага или сварочной воды. Преимущества использования газа заключаются в том, что сварной шов практически чистый и не требует очистки от шлака.
Осталось только одно решение: я использую газ CO2 или аргон. Газ CO2 является более распространенным и дешевым в использовании. В современной промышленности вы, скорее всего, столкнетесь со смесями CO2 и АРГОНА, причина этого в том, что смесь создает меньше брызг, чем чистый CO2. Газ CO2 обычно используется для черных металлов, это металлы, содержащие железо. Однако чистый аргон имеет гораздо меньшую проникающую способность, чем смеси CO2, и по этой причине его популярно использовать для обработки цветных металлов, таких как алюминий, магний или медь. В большинстве магазинов, где можно взять напрокат газовые баллоны, вы найдете смесь CO2 и аргона, которая будет работать 90% времени. Только когда вы работаете с более сложными металлами, вам придется переключаться на чистые газы или различные смеси.
- меньше пыли и брызг по сравнению со сваркой под флюсом (MMA и Flux core)
- лучший выбор для цветных металлов по сравнению с Flux core.
- , в зависимости от используемой марки, может обойтись дешевле в расчете на метр сварного шва из-за высокой стоимости порошковой проволоки.
На этом валу нет флюса. Флюсовая проволока обычно имеет более темный цвет из-за другого производственного процесса и включения флюса внутрь проволоки. Пример меньшего рулона флюсовой проволоки для станков DIY Подобно тому, как работают стержни для дуговой сварки, это достигается за счет использования флюса, который заполняется внутри используемой сварочной проволоки. Вы видите, что сварной шов все еще должен быть защищен от кислорода и влаги в окружающей среде, поэтому флюс заполняется внутри проволоки, чтобы защитить нагретый сварной шов. Преимущества этого заключаются в меньших усилиях и отсутствии необходимости беспокоиться о газовых баллонах. Самая большая проблема с проволокой с флюсовой сердцевиной — это дополнительные затраты на проволоку и некоторое количество шлака, остающегося на охлажденном сварном шве. Благодаря тому, что вам не нужно беспокоиться о дополнительных газовых баллонах, такое решение более компактно. Для сварки более тонких сплавов в большинстве случаев придется переключать полярность на аппарате МИГ и только у некоторых есть такая функция. Ручка сварочного аппарата в основном переключается с + на -. Это изменяет направление тока и изменяет глубину проплавления сварного шва. Полезный совет по сварке: не выполнять сварку под флюсом на машине MIG, не имеющей такой функции. Вы можете найти эту функцию возле приводного ролика или в передней части машины.
- можно использовать в ветреную погоду благодаря образованию шлака на сварном шве
- производительнее, чем сварка в среде защитных газов, до 100 % быстрее в зависимости от используемого оборудования
- шлак необходимо очистить после сварки
TIG-сварка, хотя, вероятно, является наименее распространенным типом сварки, на сегодняшний день является наиболее передовым и точным. Очень популярный выбор для цветных металлов из-за неглубокого проплавления и лучшего контроля над потоком и дугой сварного шва. Вместо использования стержней или проволоки пользователь вручную подает металл в сварной шов, поэтому сварщик имеет абсолютный полный контроль над каждым аспектом процесса. Результатом является гораздо более точный контроль при работе с чувствительным материалом, таким как алюминий или магний, но скорость процесса сварки намного ниже. Другие проблемы включают тот факт, что ручка горелки со временем нагревается и может даже расплавиться или вызвать травму сварщика, если не будут приняты меры предосторожности. Обычно предпочтительным выбором является аргон, поскольку в большинстве случаев сварки TIG свариваются цветные металлы. Сварка TIG вообще невозможна без газа. Дуга создается вольфрамовым наконечником, расположенным в кожухе сварочной горелки. Кожух изготовлен из керамического материала из-за большого количества тепла, присутствующего в течение длительного времени.
- очень точный
- лучший выбор для тонкого алюминия и других цветных металлов
- Более профессиональные машины позволяют сварщику контролировать почти каждый аспект сварки.
- обучение находится на кривой, требует больше времени и терпения, чтобы освоить.
- отношение скорости к сварке металла низкое (медленное) Расходные материалы
- включают вольфрамовый наконечник, кожух, газовые и металлические стержни. Вольфрамовые наконечники
- заточены в соответствии со свариваемым материалом.
Переключатель не будет использоваться, вместо него будет использован старт с нуля. Интересный совет по сварке: вы можете начать сварку TIG с нуля с помощью любого аппарата для дуговой сварки с инвертором постоянного тока, просто подключив горелку TIG, газ нужно будет просто подать из баллона прямо в горелку. При использовании дуговой сварки для сварки TIG просто помните, что полярность остается той же, поэтому она будет работать только с более тонкими черными металлами. Поскольку горелка не контролируется машиной, дуга зажигается путем ручного царапания поверхности или металла. Не так точно, как при использовании обычного аппарата TIG с триггером, но действительно удобный прием, позволяющий повысить ценность вашего существующего аппарата для дуговой сварки. PS: не все горелки Scratch TIG подходят для обычных машин MMA с инвертором постоянного тока. Убедитесь, что штекеры подходят. Большинство продаваемых горелок предназначены для ввинчиваемых фитингов, используемых на машинах TIG, где газ подается к горелке. Чтобы это работало, вам понадобится горелка TIG без курка, отдельная трубка для газа и замок с выступом в фитинге (называемый разъемом DINSE).
Благодарим вас за то, что нашли время, чтобы прочитать эту вводную статью о советах по сварке. Мы написали его, чтобы помочь нашим клиентам сделать правильный выбор в продукте. Можно еще многое сказать о том, что было упомянуто выше, но эта статья предназначена для того, чтобы стать очень простой вводной статьей. Мы будем публиковать более подробные руководства по каждому аспекту сварки в будущем. Если у вас есть какие-либо вопросы по поводу какой-либо информации здесь или если у нас что-то не так, прокомментируйте ниже или свяжитесь с нами в социальных сетях. Нам очень нравится общаться с клиентами.
Сварочные аппараты и цены другие сообщения из блога инструментов и советов29 CFR § 1910.254 — Дуговая сварка и резка. | CFR | Закон США
§ 1910. 254 Дуговая сварка и резка.
(a) Общие —
(1) Выбор оборудования. Сварочное оборудование должно быть выбрано для безопасного применения при выполнении работ, как указано в пункте (b) настоящего раздела.
(2) Установка. Сварочное оборудование должно быть установлено безопасно, как указано в пункте (с) настоящего раздела.
(3) Инструкция. Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела.
(b) Применение оборудования для дуговой сварки —
(1) Общие. Гарантия безопасности при проектировании достигается выбором оборудования, соответствующего требованиям к аппарату для электродуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или стандарту безопасности для машин для дуговой сварки трансформаторного типа, ANSI C33. 2 — 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910. 6.
(2) Условия окружающей среды.
(i) Стандартные машины для дуговой сварки должны быть спроектированы и сконструированы так, чтобы выдерживать их номинальную нагрузку с номинальным повышением температуры, когда температура охлаждающего воздуха не превышает 40 °C (104 °F) и где высота над уровнем моря не превышает 3300 футов (1005,8 м) и должен быть пригоден для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой.
(ii) Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально спроектированы для безопасного выполнения требований эксплуатации. Главными из этих условий являются:
(A) Воздействие необычайно агрессивных паров.
(B) Воздействие пара или чрезмерной влажности.
(C) Воздействие чрезмерного количества паров масла.
(D) Воздействие горючих газов.
(E) Воздействие ненормальной вибрации или ударов.
(F) Воздействие чрезмерного количества пыли.
(G) Воздействие погодных условий.
(H) Воздействие необычных условий на берегу моря или на борту судна.
(3) Напряжение. Нельзя превышать следующие пределы:
(i) Машины переменного тока
(A) Ручная дуговая сварка и резка — 80 вольт.
(Б) Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
(ii) Машины постоянного тока
(A) Ручная дуговая сварка и резка — 100 вольт.
(Б) Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт.
(iii) Если для специальных процессов сварки и резки требуются более высокие значения напряжения холостого хода, чем указанные выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением посредством соответствующей изоляции или других средств.
(iv) Для переменного тока при сварке во влажных условиях или в теплой среде, где фактором является потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения без нагрузки, чтобы уменьшить опасность поражения электрическим током.
(4) Дизайн.
(i) Контроллер, встроенный в сварочный аппарат с приводом от электродвигателя, должен выдерживать номинальный ток двигателя, должен быть способен включать и отключать ток заглохшего ротора двигателя и может служить в качестве устройства защиты от перегрузок по току, если он снабжен количество блоков перегрузки по току, как указано в подразделе S этой части.
(ii) На всех типах аппаратов для дуговой сварки органы управления должны быть закрыты, за исключением рабочих колес, рычагов или рукояток.
(iii) Клеммы входного питания, устройства переключения ответвлений и металлические детали под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов.
(iv) Клеммы для сварочных проводов должны быть защищены от случайного электрического контакта с персоналом или металлическими предметами, т. е. транспортными средствами, крюками кранов и т. д. Защита может быть обеспечена за счет использования: розеток с глухой передней частью для штекерных соединений; углубленные отверстия с несъемными откидными крышками; толстая изолирующая трубка или лента или другая эквивалентная электрическая и механическая защита. Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, а клемма должна иметь маркировку, указывающую, что он заземлен.
(v) Никакие соединения для переносных устройств управления, таких как нажимные кнопки, которые оператор должен иметь при себе, не должны быть подключены к сети переменного тока. цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления.
(vi) Автотрансформаторы или трансформаторы переменного тока реакторы не должны использоваться для подачи сварочного тока непосредственно от любых источников переменного тока. источник питания с напряжением более 80 вольт.
(c) Установка оборудования для дуговой сварки —
(1) Общие. Установка, включая источник питания, должна соответствовать требованиям подраздела S настоящей части.
(2) Заземление.
(i) Рама или корпус сварочного аппарата (кроме машин с механическим приводом) должны быть заземлены в соответствии с условиями и методами, указанными в подразделе S настоящей части.
(ii) Кабелепроводы, содержащие электрические проводники, не должны использоваться для замыкания цепи рабочих проводов. Трубопроводы не должны использоваться в качестве постоянной части рабочей цепи, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не проходит через резьбовые соединения, фланцевые болтовые соединения или соединения с чеканкой и что используются специальные меры предосторожности во избежание искрение при подключении рабочего кабеля.
(iii) Цепи, тросы, краны, подъемники и подъемники не должны использоваться для передачи сварочного тока.
(iv) Если конструкция, конвейер или приспособление регулярно используются в качестве контура возврата сварочного тока, соединения должны быть заклеены или снабжены соответствующими токосъемными устройствами.
(v) Все заземляющие соединения должны быть проверены, чтобы определить, что они механически прочны и электрически соответствуют требуемому току.
(3) Соединения и провода питания.
(i) Разъединитель или контроллер должен быть установлен на каждом сварочном аппарате или рядом с ним, который не оборудован таким выключателем или контроллером, установленным как неотъемлемая часть аппарата. Переключатель должен соответствовать подразделу S настоящей части. Должна быть обеспечена защита от перегрузки по току, как указано в подразделе S настоящей части. Разъединитель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S настоящей части, должны быть предусмотрены для каждой розетки, предназначенной для подключения к переносному сварочному аппарату.
(ii) Для отдельных сварочных аппаратов номинальная допустимая нагрузка по току питающих проводов должна быть не менее номинального первичного тока сварочных аппаратов.
(iii) Для групп сварочных аппаратов номинальная допустимая нагрузка по току проводников может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальные характеристики проводника должны определяться в каждом случае в соответствии с нагрузкой на машину, исходя из использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, поставляемые проводниками, не будут использоваться одновременно. .
(iv) При работах с участием нескольких сварщиков на одной конструкции, постоянный ток. требования процесса сварки могут потребовать использования обеих полярностей; или ограничения цепи питания для переменного тока сварка может потребовать распределения машин по фазам питающей цепи. В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции.
(A) Все постоянного тока машины должны быть подключены с одинаковой полярностью.
(B) Все переменный ток машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью.
(d) Эксплуатация и техническое обслуживание —
(1) Общие. Рабочие, которым поручено эксплуатировать или обслуживать оборудование для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части.
(2) Крепление к машине. Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно. Рабочий шнур должен быть прочно прикреплен к работе; магнитные рабочие зажимы должны быть освобождены от налипших металлических частиц или брызг на контактных поверхностях. Спиральный сварочный кабель должен быть расправлен перед использованием во избежание серьезного перегрева и повреждения изоляции.
(3) Заземление. Необходимо проверить заземление корпуса сварочного аппарата. Особое внимание следует уделить безопасному заземлению переносных машин.
(4) Утечки. Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива.
(5) Переключатели. Должно быть определено наличие надлежащего коммутационного оборудования для отключения машины.
(6) Инструкции производителя. Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться.
(7) Держатели электродов. Держатели электродов, когда они не используются, должны быть расположены так, чтобы они не могли вступать в электрический контакт с людьми, токопроводящими предметами, топливными баками или баллонами со сжатым газом.
(8) Поражение электрическим током. Кабели со сращиваниями в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела.
(9) Техническое обслуживание.
(i) Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность. Ремонт должен производиться только квалифицированным персоналом.
(ii) Намокшие машины должны быть тщательно высушены и испытаны перед использованием.
(iii) Кабели с поврежденной изоляцией или оголенными проводниками должны быть заменены. Соединение отрезков рабочего и электродного кабелей должно производиться с использованием средств соединения, специально предназначенных для этой цели. Соединительные средства должны иметь изоляцию, соответствующую условиям эксплуатации.
[55 FR 13696, 11 апреля 1990 г., в редакции 61 FR 9241, 7 марта 1996 г.; 70 ФР 53929, 13 сентября 2005 г.]
Как получить идеальный сварной шов с помощью аппарата для дуговой сварки
Время чтения: 3 минуты, 43 секунды
Машины
Автор: IB-ADMIN
0 0
Обзор экранированного металла Дуговая сварка металлическим электродом в среде защитного газа представляет собой процесс сварки, в котором используется плавящийся электрод и либо машина с источником питания переменного тока, либо машина с источником питания постоянного тока для создания электрической дуги между плавящимся электродом и основным металлом; этот тип сварки является полностью ручным процессом.
Дуговая сварка металлическим электродом в среде защитного газа также более известна как ручная дуговая сварка металлическим электродом или электродуговая сварка. Этот тип сварки широко используется во всех отраслях промышленности, поскольку он имеет ряд преимуществ: сварка электродами совместима с широким спектром электродов; его можно без труда использовать в темных и замкнутых местах; он использует простое и удобное для переноски — в наши дни вы даже можете купить сварочные аппараты онлайн — оборудование и требует очень небольших финансовых вложений.
Бесплатное пошаговое руководство по выполнению правильного сварного шва с использованием аппарата для дуговой сваркиНиже приведены пошаговые инструкции по получению идеального сварного шва с помощью вашего аппарата для дуговой сварки защищенным металлом и сварочного оборудования: —
1)Подготовка к сварке
Металлы, которые должны быть соединены, должны быть подготовлены – это включает в себя удаление с металлов нежелательной смазки, пыли и ржавчины и удаление наклонной кромки с металлических сторон. Последний процесс позволяет увеличить пространство для проплавления, образуя еще более прочный сварной шов.
2) Ношение надлежащего защитного снаряжения
Любой процесс, связанный с электричеством и образованием искр, требует строгого соблюдения правил техники безопасности. Сварочное снаряжение в основном включает в себя сварочные халаты, защитную обувь, защитные перчатки и защитные очки. Сварочные халаты изготовлены из огнестойких материалов, чтобы предотвратить возгорание или прожигание дыр в одежде; защитная обувь обеспечивает защиту от сварочных искр; защитные перчатки защищают руки от ожогов, а защитные очки защищают глаза от повреждения ярким светом, исходящим от металла во время сварки. Сварочные одеяла часто используются для тушения небольших пожаров, не давая им превратиться в ад. Firetex славится своими сварочными покрывалами.
3)Обустройство рабочего места
Не менее важно организовать безопасное рабочее место. Стол или платформа, на которой вы собираетесь держать заготовку и сварочные принадлежности, должны быть изготовлены из огнеупорного материала. Часто искры от сварки падают на землю; таким образом, необходимо очистить пол мастерской от любых легковоспламеняющихся веществ, таких как жир и масло.
4)Закрепление заготовки
Зажмите соединяемые металлические детали, пока они не будут сварены. Вы можете использовать зажимы, чтобы закрепить металлические детали.
5) Зажигание дуги
Дуга зажигается, если коснуться заготовки электродом на несколько секунд и поднять его назад. Когда электрод соприкасается с металлическими заготовками, электрическая цепь замыкается, выделяя тепло, которое плавится и начинается формирование сварочного соединения.
6) Правильное положение и перемещение стержней
Во время сварки рекомендуется держать стержни под углом десять или двадцать градусов от вертикали. Движение стержня должно быть таким, чтобы оно пересекало прямую линию. Длина дуги, определяемая как расстояние от электрода до сварочной ванны, не должна быть ни слишком маленькой, ни слишком длинной. Характеристика идеальной длины дуги заключается в том, что она закрывает большую часть света, исходящего от сварного шва, и в то же время предотвращает попадание стержня в ванну шлака.
7) Формирование валика
Когда пространство между соединяемыми частями металлов заполнено расплавленным расходуемым электродом и расплавленным основным металлом, говорят, что произошло образование валика. Чтобы получить бусину предполагаемой формы, лучше всего усовершенствовать движение дуги.
8) Очистка и покраска сварного шва
Очистка сварного шва от любого шлака поможет вам лучше изучить его на наличие дефектов и дефектов, которые могли произойти во время сварки; для выполнения работы можно использовать угловую шлифовальную машину. Покраска только что сваренной детали продлит срок ее службы без коррозии.
Соблюдение приведенных выше инструкций не только поможет вам получить идеальный сварной шов, но и поможет вам максимально использовать только что приобретенный аппарат для ручной дуговой сварки металлическим электродом без каких-либо аварий.