Резка металла сваркой — Справочник сварщика
Сваркой можно не только соединять металлы, но и резать их. Ничего удивительного: стоит разогреть металл до плавления, а потом не добавлять в сварочную ванну металл, а, наоборот, удалять его, и получится сквозное отверстие. Если при этом пламя не держать на одном месте, а вести по металлу, то получится не дыра, а разрез. Да, можно резать металл и болгаркой, и ножовкой, но не всегда они есть под рукой. А пока будешь ожидать их доставку, сваркой можно разрезать всё необходимое. Резать можно электрической дугой, газовым резаком и плазменной сваркой.
Для дуговой резки обычно используют инвертор. Если вдобавок к этому есть ещё и
специальные электроды, предназначенные для резки, то хоть и не аккуратно, но
разрезать металл сможет любой. Но даже если вы не новичок, рез получается
неровным и с наплывами. А другого результата трудно добиться: электрод,
расплавив металл, углубляется в сварочную ванну и как бы выдувает оттуда
расплавленный металл.
Самой популярной является газовая резка. Если для газовой сварки ацетилен нужен был для создания шва, а кислород для того, чтобы ацетилен мог сгорать, то здесь принцип обратный: ацетилен является подогревателем металла, причём разогревает его до такой степени, что металл начинает гореть в кислороде. То есть, далее ацетилен практически не нужен, разве только для того, чтобы снова начинать процесс после остановки. Тонкая струя кислорода, поданная под давлением до 12 атм., формирует аккуратный рез с ровными кромками. Кислородная резка не применяется для раскроя нержавейки и алюминия.
Но
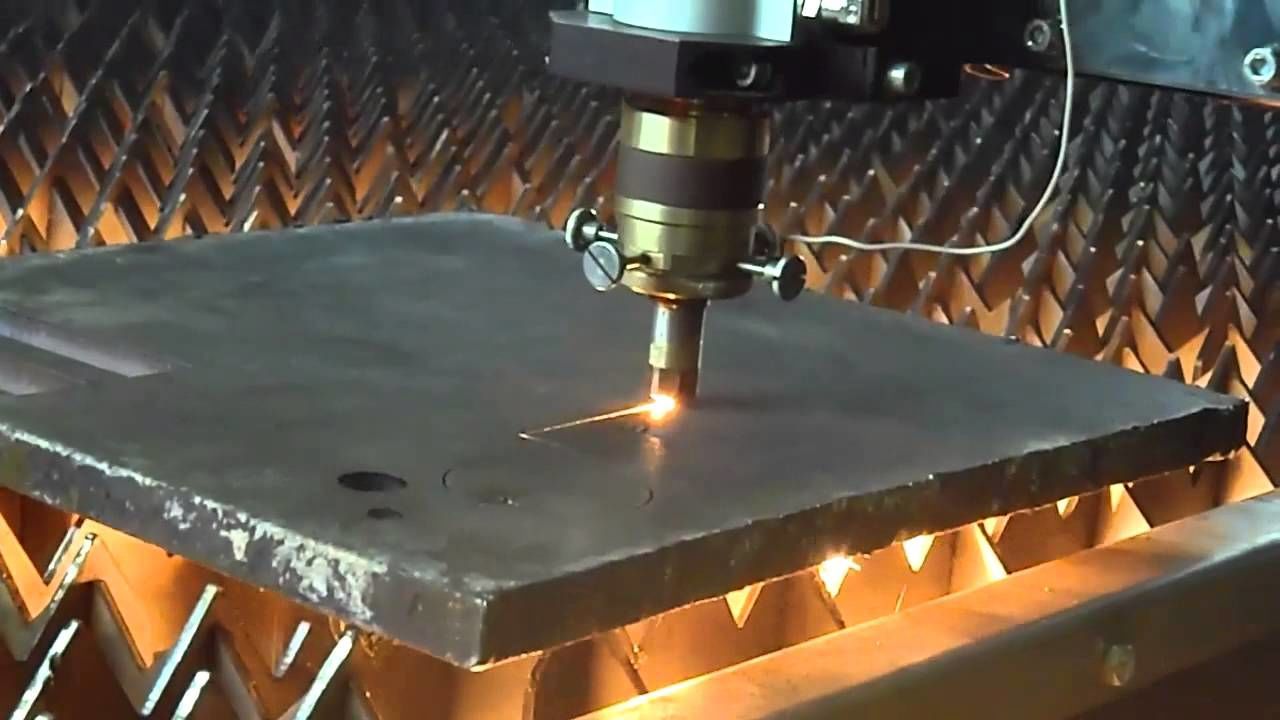
самый безукоризненный рез получают при плазменной резке. Причём не имеет
значения, что надо резать: чугун, сталь, титан, алюминий, медь и её сплавы. Металл толщиной 20 см
не является для этой резки камнем преткновения. Чтобы получить плазму, между
неплавящимся вольфрамо-лантановым электродом и металлом создаётся дуга,
одновременно сюда же подаётся газ. Дуга преобразовывает газ в плазму. А теперь
внимание! Если температура при резке дуговой сваркой колеблется 2500-5000°С,
при кислородной резке ― 1500-2000°С, то температура плазменного потока ―
5000-30000°С при скорости 1500 м/сек ( в четыре с половиной раза выше скорости
звука в воздухе). Плазменная струя входит в металл, как нож в масло, оставляя
ровные и аккуратные кромки разреза.
Металл толщиной 20 см
не является для этой резки камнем преткновения. Чтобы получить плазму, между
неплавящимся вольфрамо-лантановым электродом и металлом создаётся дуга,
одновременно сюда же подаётся газ. Дуга преобразовывает газ в плазму. А теперь
внимание! Если температура при резке дуговой сваркой колеблется 2500-5000°С,
при кислородной резке ― 1500-2000°С, то температура плазменного потока ―
5000-30000°С при скорости 1500 м/сек ( в четыре с половиной раза выше скорости
звука в воздухе). Плазменная струя входит в металл, как нож в масло, оставляя
ровные и аккуратные кромки разреза.
способы резки металла, чем можно резать
Существует большое количство различных способов резки металла. В связи с этим, вопросы: чем режут металл, чем можно резать металл и чем резать толстый металл
Для максимального удовлетворения потребительского спроса, на смену морально устаревшим, классическим методам обработки, пришло достаточно много альтернативных вариаций.
СОДЕРЖАНИЕ СТАТЬИ
Так чем же лучше резать металл и чем вообще режут металл? Чем можно разрезать толстый металл? Ответ на этот вопрос достаточно многогранен, в связи с тем, что процесс резки применяется не только в промышленных масштабах, но и в домашних условиях.
Существует несколько основных способов резки металла, о которых мы расскажем ниже.РЕЗКА МЕТАЛЛА ЛАЗЕРОМ
Эта, одна из самых передовых технологий, приобретает все большую популярность благодаря своей исключительной точности и высокой производительности. Суть лазерной резки металла заключается в точечном, направленном воздействии лазерного луча на металл. Воздействие лазером позволяет производить детали любой геометрической сложности контура, с сохранением максимальной точности, практически идеальной ровности кромок, при этом не теряя производительности. Основные отличия лазерной резки и плазменной резки в толщине обрабатываемых металлов и качестве реза.
Управление установкой производится оператором станка ЧПУ. Полная автоматизация процесса сводит вероятность ошибки, и, как следствие, выбраковки деталей, к минимуму.
Полная автоматизация процесса сводит вероятность ошибки, и, как следствие, выбраковки деталей, к минимуму.
- Создание чертежного изображения разрабатываемой детали;
- Загрузка чертежей в файловом изображении в программу ЧПУ;
- Обработка данных и запуск выполнения.
- Источник излучения (рабочая среда).
- Источник энергии.
- Оптический зеркальный резонатор.
В зависимости от типа источника энергии, установки для резки металла делят на:
Газовые
В них действующая сила это сочетание воздействия луча и смесей газа.
Твердотопливные
Действие происходит за счет многомерного зеркального усиления газоразрядной лампы.
Газодинамические
В данном случае лазерный луч усиливает нагретый углекислый газ.
По технологическому способу действия лазерного луча, проводится разделение на:- Метод плавления.
 Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.
Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки. - Метод испарения. Этот метод заключается в нагреве металла, который проводит его через три стадии:плавления, кипения и испарения.
 Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.
Такой тип обработки оправдан при работах с любыми заготовками, в том числе, толстостенными и изготовленными из меди и алюминия. Суть метода заключается в плавлении места среза направленным лучом, сочетающимся с подачей струи сжатого газа, отводящей расплавленный металл вниз и охлаждающей кромки.ВИДЕО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
Преимущества лазерной резки
К основным положительным качествам обработки лазером принято относить:- Универсальность;
- Технологическую безопасность;
- Высочайшую скорость и производительность;
- Чистоту процесса;
- Сверхточное выполнение сложных контуров.
ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе «чем резать тостый металл«, плазменная резка — лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
- Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
- Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
ВИДЕО ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА
Преимущества плазменной резки металла
К преимуществам плазменной резки металла
- Универсальность в отношении любых видов материала;
- Высокую скорость процесса при минимальных повреждениях и деформациях;
- Гладкость мест разреза;
- Техническая безопасность;
- Возможность обработки сложных контуров.
- Возможность резать толстый металл.

РЕЗКА МЕТАЛЛА ГАЗОВЫМ РЕЗАКОМ
В вопросе «чем режут металл» — данный способ является одним из самых простых с технической точки зрения. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
Весь процесс делится на три этапа:- Разогрев до предельных температур;
- Окисление кислородом;
- Удаление шлаковых образований выдуванием и отвердение мест среза.
Из чего состоит оборудование для газовой резки металла
Оборудование газовой резки состоит из:- Газовый баллон.
- Шланги для подключения.
- Режущий элемент.
- Мундштук с регулируемыми размерами.
- Система регуляции.
- Плавность ведения резака;
- Соблюдение угла наклона на 6 градусов против движения;
- Разогрев не менее чем до отметки в 1000 градусов.

Преимущества
К преимуществам резки металла газовым резаком следует отнести:- Возможность резки толстого металла с сохранением ровных и качественных швов;
- Автономность и мобильность;
- Универсальность и скорость процесса;
- Экономическая выгода.
КИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА
В процессе кислородной резки металла происходит процесс горения металла в кислороде, который идет потоком в виде струи, удаляющей оксиды. Самое главное, что в данной процедуре металл не плавится — он лишь горит, при этом сохраняя свою твердость и прочность, а рамки реза выходят ровными.
Существуют некоторые подвиды кислородной резки металла, о которых мы расскажем ниже:
Кислородно-флюсовая резка
При кислородно-флююсовой резке металла используют порошковый плюс, который подается в место реза, из-за чего процедура облегчается, так как флюс на место реза оказывает 3-ное действие: абразивное, химическое и термическое.
Кислородно-копьевая резка
Кислородно-копьевая резка металла подразумевает собой высокий температурный режим, поддерживаемый из-за сгорания кислородного «копья», которое представляет собой трубку из стали, через которую в область реза подается кислород.
ГАЗОЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛА
Для газоэлектрической резки, исходя из названия, необходим источник электричества. Газоэлектрическая металлорезка бувает двух разновидностей:Воздушно-дуговая газоэлектрическая резка
Металл, который расплавился, удаляют при помощи мощной воздушной струи, движущейся под высоким давлением.
Кислородно-дуговая резка
При этом виде газоэлектрической резки металла осуществляется движение кислородной струи, которая вызывает горение накаленного электродугой металла, и удаление оксидов из области реза.
Основной минус газоэлектрического способа резки металла — начало науглероживания металла в области реза. Обычно, такой вид металлорезки применяют в случае, если необходимо избавиться от дефектов сварных швов.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ГАЗОВЫХ СПОСОБОВ РЕЗКИ МЕТАЛЛА
Основные плюсы, которые можно выделить из способов газовой металлорезки:- Доступная цена;
- Процессы понятны и не вызывают сложностей;
- Возможно резать толстый металл;
Из недостатков можно выделить следующее:
- Неидеальная точность резки;
- Высокий расход материала;
- Небольшая скорость резки;
- Необходима доп. обработка по краям реза;
- Возможна термическая деформация металлоизделий;
 обработка по краям реза;
обработка по краям реза;ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
Гидроабразивная резка – современный способ резки металла, позволяющий высокоточно производить раскрой листового металла по линиям любой кривизны и сложности и резать толстые металлические изделия толщиной до 200 миллиметров. В данной технологии обработки металла используется очень тонкая струя водного раствора, смешанного с абразивными частицами. Жидкость подается под высоким давлением порядка 4 тысяч атмосфер через специальное узкое сопло, имеющее диаметр до 0,5 миллиметров.
Скорость, с которой раствор взаимодействует с металлом, сравнима со скоростью звука, зачастую даже выше, что, в свою очередь, позволяет производить резку металла с высокой скоростью и очень гладкую поверхность реза, сравнимую с методом лазерной резки металла.
Преимущества
Гидроабразивная резка металла является, на сегодняшний день, одним из лучших способов резки металла, так как она обеспечивает возможность резать толстый металл, сложные детали нестандартной формы легко поддаются обработке, расход металла минимален вследствие маленькой ширины реза, а низкий температурный режим в зоне реза обеспечивает защиту от деформации и плавления.
Гидроабразивная резка используется, в основном, в декоративной и художественной резке, где требуется высочайшая точность реза и минимальный расход металла.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.
Гильотинное
оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.
Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
ЧЕМ РЕЖУТ МЕТАЛЛ В ДОМАШНИХ УСЛОВИЯХ
Резка металла в домашних условиях производится при помощи механических устройств. К ним можно отнести как не промышленные модели станков, так и подручный инструмент. К наиболее часто используемым приспособлениям для резки металла в домашних условиях можно отнести:
Ручные ножницы для резки металла
Ручные ножницы позволяют резать металл толщиной до 3 миллиметров.
Пилы различного типа для резки
Пилы ручные, дисковые, торцевые, ленточные и маятниковые.
Болгарка для резки металлоизделий
Болгарка достаточно популярна и универсальна в домашних условиях.
ПОДРОБНЕЕ О ВИДАХ РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
Существует несколько видо ручных ножниц для резки металла, каждый из которых обладает своими особенностями, преимуществами и недостатками. Рассмотрим их ниже.
Гильотинные ножницы
Преимуществами такого вида ручных ножниц для резки металла является: При разделке металла такими ножницами обеспечивается:- Не остается каких-либо механических дефектов;
- Наружное покрытие металла, который режут, сохраняется в прекрасном качестве;
- Высокий показатель точности резки;
Особенность гильотинных ножниц заключается в том, что в их строении предусмотрен нож, который движется строго в одной плоскости, что прекрасно подходит для разрезания металлических листов. Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.
Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.
Ручными ножницами практически невозможно разрезать металл средней толщины, а вот гильотинные ножницы с гидроприводом очень здорово себя показыают в показателях точности резки, так как они зачастую имеют ЧПУ-модуль, позволяющий «запоминать» типовые операции.
Шлицевые ножницы по металлу
Шлицевые ножницы позволяют резать металл по прямым и кривым произвольным линиям, благодаря чему, возможно выполнить качественную декоративную или фигурную резку металла. Работают такие ножницы от электродвигателя.
РАЗНОВИДНОСТИ ПИЛ ДЛЯ РЕЗКИ МЕТАЛЛА
Как и с ручными ножницами, существует несколько видов пил для металлорезки, которые обладают своими плюсами и минусами:
Дисковая пила
Самая легкая в работе пила. В дисковой пиле используются качественные диски из высокоустойчивых твердых сплавов или быстрорежущая специальная сталь, не подверженная температурному режиму. Основное ее применение — распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу — это ее распиловочный круг, ведь в зависимости от его диаметра, пила
расширяет свой возможный спектр задач.
Основное ее применение — распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу — это ее распиловочный круг, ведь в зависимости от его диаметра, пила
расширяет свой возможный спектр задач.
Из минусов можно отметить то, что хорошие дисковые пилы редко стоят дешево и имеют крупные габариты, что не всегда удобно.
Сабельная пила
Сабельная пила по своему образу схожа с электродрелью с удлиненной пилой, а по принципу работы — с электролобзиком. Существует 2 варианта сабельных пил: аккумуляторные и с зарядкой от сети.
Многообразие пильных полотен позволяет выполнять сабельной пилой различные задачи по резке металла. С сабельной пилой сложнее управляться, нежели с дисковой — для нее надо иметь правильные навыки и отличный глазомер.
Углошлифовальная машина
За этим серьезным названием скрывается знакомая всем болгарка. Интересно то, что изначально она разрабатывалась как инструмент для шлифования, однако теперь по
функциональным качествам заменят сабельную и дисковую пилы.
Универсальность углошлифовальной машины позволяет проводить резку, шлифовку и полировку металлических изделий — для этого стоит просто купить необходимые материалы и комплектующие.
СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
При сравнении основных способов резки металла лучшими видами для промышленных масштабов признаны лазерная и плазменная резка металла.
- Доступна резка по любым кривым линиям;
- Возможность резать толстый металл практически любой толщины;
- Благодаря точности резки металла данными способами обеспечивается высокая точность;
- Универсальность выбора металла: возможность резки алюминия, оцинковки, нержавейки, титана, черных металлов и т.д. одним оборудованием;
- Экономия времени на этап подготовки металла к резке: благодаря высокой температуре лазерная и плазменная резка легко справляется с инородними примесями;
- Затраты на электроэнергию и воздух — достаточно низкие, как и на расходные материалы.

Что касается выбора наилучшего способа резки металла в домашних условиях, то здесь наибольшую популярность имеет углошлифовальная машина (болгарка). Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
ИТОГ: ЧЕМ ЛУЧШЕ РЕЗАТЬ МЕТАЛЛ
Отвечая на вопросы: «Чем режут металл» и «чем резать толстый металл«, стоит отметить, что несмотря на доступность многих из перечисленных вариантов обработки, качество зависит не только от сложности оборудования, но и от профессионализма специалистов на нем работающих. Компания «Металик» имеет в своем арсенале оборудование для проведения всех видов резки металла любой толщины и конфигурации. Получить консультацию и оставить заказ вы можете на нашем сайте, или связавшись с нами по телефону.
Секреты резки металла электросваркой (сварочным инвертором) | Сварка и Пайка
При помощи сварочного инвертора можно не только соединять металл, но и резать его. Для этого понадобится всё тоже, что и для сварки, а именно: инвертор, электроды, а также щиток сварщика.
Для этого понадобится всё тоже, что и для сварки, а именно: инвертор, электроды, а также щиток сварщика.
Как именно выглядит процесс резки металла электросваркой? Существуют ли какие-то секреты и тонкости данной работы? С чем придётся столкнуться во время резки металла инвертором? Попробуем ответить на все эти вопросы.
Можно ли резать металл электросваркой?
Металл широко используется на стройке, а также во время выполнения хозяйственных и ремонтных работ. Следовательно, возникает потребность не только в соединении металлических заготовок, но и их разрезании посредством электросварки.
Часто на сварочных форумах и сайтах задаётся один и тот же вопрос — как резать металл инвертором? Потянет ли обычный инвертор резку металла электродами?
Осуществлять резку металла электросваркой можно только в тех случаях, когда не предъявляется особых требований к качеству работ. Конечно же, при таком подходе не получится сделать идеально ровные края и рез, как это происходит в случае с болгаркой.
Однако при наличии соответствующего опыта и знаний, можно всё-таки добиться плавных и ровных краёв реза. Для этого нужно придерживаться следующих правил.
Как резать металл сварочным инвертором
Для резки металла инвертором очень важно подобрать правильные значения тока. Подбираются они в зависимости от толщины металла и диаметра электродов, а также от вида разреза.
Разделительная резка металла инвертором — лист устанавливается вертикально или горизонтально, в такое положение, чтобы расплавленный металл беспрепятственно вытекал из места разреза. При вертикальной резке металла, сварку осуществляют электродом сверху вниз. Для этих целей используются электроды, которые толще металла. Их движение осуществляется строго перпендикулярно к поверхности.
Поверхностная резка металла — используется преимущественно для устранения различных дефектов сварки. При этом электрод удерживается не перпендикулярно поверхности, а с небольшим уклоном к ней, всего около 5-10 градусов. Образовать широкую канавку можно небольшим раскачиванием электрода из стороны в сторону.
Образовать широкую канавку можно небольшим раскачиванием электрода из стороны в сторону.
Резка отверстий электросваркой — с помощью инвертора можно не только резать металл, но и проплавлять отверстия в нем нужного диаметра. Для этого сначала нужно прожечь небольшую дырку в металле, а уже затем, расширить её до требуемых размеров. При этом важно удерживать электрод как можно ровней под прямым углом, поскольку даже незначительные отклонения сделают края отверстия неровными.
Как видно, инвертором можно не только резать металл, но и делать отверстия в нем. Однако стоит понимать, что подобная технология не позволит осуществить аккуратное разрезание, например, как болгаркой или плазменной резкой.
Для резки металла сварочным аппаратом нужна большая сила тока, чем при сварке. В идеале, резка должна осуществляться специальными электродами, хотя можно использовать и обычные электроды, главное подходящего диаметра.
Тонкий металл режется электродами 3 мм. То есть, металл до 3 мм толщиной, а все что больше, электродами, диаметр которых составляет 4 и 5 мм.
То есть, металл до 3 мм толщиной, а все что больше, электродами, диаметр которых составляет 4 и 5 мм.
Вам также может понравиться:
Электроды для резки
В наше время становятся все популярнее строительства домов и подсобных помещений способом сваривания металлического каркаса и его обшивкой разными материалами. Однако для сварки металлических частей нужно резать металл и нужно не просто резать, а много резать. Может быть нужно, резать болгаркой? А что делать, если нужно перерезать очень мощный металлический элемент? Болгарка такой уже не потянет. Вот здесь как раз на помощь приходят электроды для резки металла. В этой статье мы поговорим об их особенностях и преимуществах.
На открытых площадках лучше и быстрее всего резать металл сваркой. Резка металла осуществляется с помощью сварочного инвертора и электродов со специальным покрытием. Для такой резки металла не требуется специализированное оборудование, ацетилен, кислород или сжатый воздух и рабочей квалификации. Да, действительно, резать металл специальными электродами для сварки может даже новичок.
Да, действительно, резать металл специальными электродами для сварки может даже новичок.
До недавнего времени для резки металла применялись только сварочные электроды, однако на данный момент уже существуют специальные электроды для резки металла. Электроды общего назначение, то есть для сварки не давали должного результата резки, а только наоборот понижали производительность резки и, работа выполнялась не качественно. Для того чтобы резка осуществлялась качественно и быстро нужны электроды которые будут давать стабильную дугу и выделать большое количество тепла. Покрытие таких электродов обладает высокой теплоустойчивостью и позволяет окислять жидкий металл для того чтобы убрать его с места резки.
Если Вы будете использовать все электроды по своему назначению, то Ваша работа будет продвигаться хорошими темпами. Выполняя резку металла специальными электродами для резки, Вы будете выполнять свою работу быстро и качественно, что немаловажно в наше время. Примечательно, что по подсчетам профессионалов резка металла специальными электродами проходит качественней и в 1,5-2 раза быстрее, чем обычными электродами для сварки.
Примечательно, что по подсчетам профессионалов резка металла специальными электродами проходит качественней и в 1,5-2 раза быстрее, чем обычными электродами для сварки.
Также использование специальных электродов поможет Вам сократить время для сварки отрезанной части, потому что после разрезания металла специальными электродами на материале не остается частиц расплавленного металла. При резке расплавленный металл не прилипает к поверхности металла, а наоборот вытекает вниз. Это позволяет сократить время выполнения работы к минимуму, потому что дополнительной зачистки металла перед сваркой не потребуется.
Вот список диаметров электродов для резки и требуемого для них тока:
- — 3 мм. – 110-170 А;
- — 4 мм. –180-300 А;
- — 5 мм. – 250-360 А;
- — 6 мм. – 350-600 А;
Если при резке металла Вы будете использовать специальные электроды для резки металла, можете помнить, что их использование поможет Вам закончить работу вовремя, а главное качественно. Однако у Вас могут возникать некоторые сомнения по поводу того нужно ли использовать электроды для резки. Проверить на самом ли деле это так Вы можете после их покупки через пункт топ меню « Контакты ».
Однако у Вас могут возникать некоторые сомнения по поводу того нужно ли использовать электроды для резки. Проверить на самом ли деле это так Вы можете после их покупки через пункт топ меню « Контакты ».
Резка стали толщиной более 300 мм
Для нормального протекания процесса резки стали большой толщины необходима равномерная подача режущего кислорода и флюса по всей глубине разреза. Наличие в металле внутренних дефектов может вызвать изменение направления струи, ее завихрения и привести к образованию выхватов на поверхности реза.
Поэтому стали больших толщин, как правило, разрезают при низком давлении кислорода, что позволяет каждой частице кислорода в течение большего времени соприкасаться с поверхностью разрезаемого металла, вследствие чего уменьшаются непроизводительные потери кислорода. Струя имеет большой диаметр.
Шлак, образующийся в большом количестве, заполняет раковины и другие пустоты, в результате чего кислородная струя сохраняет устойчивость и направление. При этом уменьшается количество теплоты, уносимой из разреза избыточным кислородом и балластными газами, не участвующими в реакции.
При этом уменьшается количество теплоты, уносимой из разреза избыточным кислородом и балластными газами, не участвующими в реакции.
Таблица 26. Данные по резке стали толщиной 250-800 мм.
Толщина разрезаемой стали, мм | Расход газа, м3/ч | Расход железного порошка, г/мин | Средняя скорость, мм/мин | Ширина реза у кромки, мм | ||
кислорода | пропана | верхней | нижней | |||
270 | 55 | 1,5 | 400 | 165 | 12 | 15 |
320 | 65 | 1,7 | 500 | 100 | 12 | 19 |
450 | 95 | 2,1 | 600 | 95 | 13 | 28 |
600 | 105 | 2,8 | 750 | 75 | 13 | 40 |
700 | 140 | 3,2 | 830 | 60 | 14 | 54 |
800 | 140 | 3,5 | 830 | 60 | 15 | 60 |
Установлено, что кислородно-флюсовую резку стали толщиной 200—800 мм можно осуществить за один проход, соблюдая следующее:
1) Отливку устанавливать таким образом, чтобы высота свободного пространства под прибылью составляла около 60% ее толщины в месте реза, но не менее 300 мм; это необходимо для свободного вытекания струи режущего кислорода и шлака;
2). Расстояние между торцом мундштука и поверхностью разрезаемого металла должно составлять 50—60 мм;
Расстояние между торцом мундштука и поверхностью разрезаемого металла должно составлять 50—60 мм;
3) Подача флюса и режущего кислорода должна быть включена после того, как будет зажжена горючая смесь; одновременно с подачей режущего кислорода, не дожидаясь разрезки металла на всю толщину, начинать перемещение резака; при этом начальная скорость врезания кислородной струи должна составлять примерно 30— 50% нормально допустимой скорости для данной толщины металла; при правильном начале резки шлак течет по разрезаемой поверхности сплошной струей и подтекает под деталь; при неправильном начале процесса у нижней части поверхности детали образуется уширение, что не позволяет разрезать ее на всю глубину; такой дефект в начале врезания может быть вызван неправильно установленным давлением кислорода, недостаточным расходом подаваемого флюса, резким пуском кислорода, излишне большой скоростью движения перемещения резака в момент врезания;
4). После того, как у нижней кромки металл будет разрезан на 40—50 мм, плавно увеличивать скорость перемещения резака до оптимальной, при этом необходимо следить за тем, чтобы струя кислорода проходила через металл с отставанием, не превышающим примерно 10% его толщины;
5). Перед окончанием процесса резки постепенно уменьшать скорость перемещения тележки, при этом скорость резки не должна превышать 30—50% оптимально допустимом, по мере приближения к окончанию резки необходимо постепенно наклонять мундштук в направлении, обратном перемещению резака, чтобы струя режущего кислорода вначале разрезала нижнюю часть детали; по достижении этого увеличить скорость перемещения резака или уменьшить расход кислорода, чтобы избежать уширения реза;
Перед окончанием процесса резки постепенно уменьшать скорость перемещения тележки, при этом скорость резки не должна превышать 30—50% оптимально допустимом, по мере приближения к окончанию резки необходимо постепенно наклонять мундштук в направлении, обратном перемещению резака, чтобы струя режущего кислорода вначале разрезала нижнюю часть детали; по достижении этого увеличить скорость перемещения резака или уменьшить расход кислорода, чтобы избежать уширения реза;
6). Использовать резаки с внутрисопловым смешением горючего с подогревающим кислородом;
7). Уделять особое внимание операциям, предшествующим резке; место начала резки следует подогреть, причем нагреваемый участок должен быть ближе к нижней торцовой поверхности заготовки; при этом мундштук должен находиться над кромкой на расстоянии, не превышающем 1/3 своего диаметра;
8). Для увеличения эффективности процесса регулировать пламя с большим избытком горючего газа, практически этого можно достигнуть, регулируя пламя таким образом, чтобы общая длина видимого факела пламени (при закрытом вентиле режущего кислорода) была больше толщины разрезаемого металла;
9). Мундштук резака устанавливать под небольшим углом к торцовой поверхности в направлении перемещения резака, при этом оптимальный угол наклона должен составлять 2—3°.
Мундштук резака устанавливать под небольшим углом к торцовой поверхности в направлении перемещения резака, при этом оптимальный угол наклона должен составлять 2—3°.
марки, особенности, применение, использование с инвертором
08.10.2019
Вопросы, рассмотренные в материале:
- Где применяется сварочная резка металла
- Какое оборудование нужно для сварочной резки металла
- Какие электроды используются для сварочной резки металла
- Какова технология сварочной резки металла
Небольшие частные мастерские занимаются в основном такими операциями, как сварка и резка металлов. Сварочные работы чаще всего выполняются при помощи электродугового способа. Однако, помимо сваривания заготовок, электрическая дуга позволяет также разрезать металлы. В статье поговорим о том, что представляет собой сварочная резка металла, какое оборудование требуется для выполнения этого вида работ.
Резка электродами: плюсы и минусы
Каждый из способов обработки материалов с помощью электродов характеризуется собственными преимуществами и недостатками.
Преимущества резки:
- удобство и простота процесса даже для начинающего исполнителя, не обладающего специальной квалификацией;
- не требуется никакого специализированного оборудования;
- безопасность процесса для исполнителя.
Недостатки резки:
- скорость резки зависит от толщины обрабатываемого металла;
- при увеличении толщины скорость значительно уменьшается;
- плохое качество получаемого реза, он отличается неровностями и натеканиями;
- низкая производительность.
Газовая сварка
Источником тепла является горючий газ, сжигаемый в кислороде. Максимальную температуру создает ацетиленокислородное пламя, поэтому оно чаще всего применяется.
Газовое пламя расплавляет кромки металлических изделий вместе с металлом, применяемым в качестве присадки.
Сварка с газовым нагревом применяется больше для создания соединений из тонкого стального листа, чугуна и цветных металлов.
Для сгорания горючих газов с большой скоростью и создания высокой температуры требуется кислород.
Ацетилен получают разложением водой карбида кальция или из жидкого горючего, воздействуя на него электродуговым разрядом. Газ является взрывоопасным. Не следует допускать его смешивания с воздухом и нагревания под давлением до температуры выше 4500С.
В промышленности применяют заменители ацетилена, например, метан или пропан. Их поставляют в газовых баллонах под давлением.
Сварка металла производится с применением проволоки из присадочного металла, близкого по составу к материалу обрабатываемой детали.
Ее не всегда можно найти. Когда делается сварка цветных металлов, в порядке исключения можно применять полоски, нарезанные из листов аналогичного материала.
Чтобы удалить окисные пленки с обрабатываемого металла, применяют флюсы, которые наносят на присадочную проволоку и кромки деталей в виде порошка или пасты. Их состав зависит от вида металла.
Виды резки металла
В зависимости от вида реза выделяют следующие типы резки:
- Разделительный метод подразумевает использование электрода, диаметр которого больше толщины основного изделия. Пруток следует располагать перпендикулярно рабочей поверхности и перемещать вдоль линии будущего разреза;
- Поверхностная резка(строжка) менее востребована, используется для изготовления канавок на поверхности и для удаления дефектов. Электрод необходимо наклонять на 5-10° к поверхности. Его перемещение выполняется с частичным погружением стержня в полость, образующуюся в процессе резки. Для получения широкой канавки, исполнителю нужно производить колебательные движения электродом.
- Резка отверстий отличается
простотой процесса: в металле выполняется небольшое отверстие, которое потом постепенно расширяется до необходимых размеров. Электрод при этом располагается практически перпендикулярно поверхности, допускаются лишь небольшие отклонения.
 Пруток следует располагать перпендикулярно рабочей поверхности и перемещать вдоль линии будущего разреза;
Пруток следует располагать перпендикулярно рабочей поверхности и перемещать вдоль линии будущего разреза;Сварные соединения
Соединения бывают следующими:
- стыковые — элементы соединяются в торцах;
- нахлесточные — наложение одного листа на другой с перекрытием;
- угловые — размещение деталей под углом друг к другу;
- тавровые — приваривание торца одного элемента к боковой поверхности другого.

Участок примыкания сваренных деталей называется сварным узлом. Соединение образуется за счет расплавления металлов деталей. После их кристаллизации образуется сварной шов.
Электроды для резки металлов: виды, достоинства и недостатки
1. Металлические электроды для ручной дуговой резки металла со специальным покрытием. Данные материалы улучшают качество реза. Состав покрытия позволяет сделать комфортным рабочий процесс, а также:
- предотвратить переход дуги на боковые поверхности реза;
- обеспечить стабильность горения дуги и исключить возможность ее гашения;
- способствовать окислению металла в месте реза и создавать давление газа в месте плавления.
К сведению! Процесс резки выполняется на повышенных величинах тока, вид напряжения зависит от марки используемых электродов.
Отличия электродов для резки от обычных для сварки: высокая тепловая мощность дуги; высокая теплостойкость обмазки; интенсивная окисляемость жидкого металла.
Металлические расходники целесообразно применять для удаления дефектных швов, прихваток, заклепок, болтов, разделки трещин.
Рекомендуется выполнять прокалку сварочных материалов в течение 1 часа при температуре 170°С, если на упаковке не указано иначе Также стоит отметить, что для ручной дуговой резки металла подойдут и обычные сварочные электроды. Для проведения работ необходимо только увеличить показатель тока на 30-40%, вид напряжения зависит от марки применяемых расходников.
Однако, существует несколько недостатков использования обычных прутков:
- увеличение расхода электродов и электроэнергии;
- обмазка некоторых стержней не предназначена для работы в подобных режимах, происходит плавление покрытия и его стекание в рабочую зону. Из-за этого становится затруднительным получить качественный рез.
Поэтому рекомендуется использовать специализированные электроды для резки.
Предлагаем посмотреть ролик, где известный в Ютубе сварщик дядя Гена тестирует марку Zeller 880AS:
2. Рабочий процесс с применением угольных (графитовых) электродов практически не отличается от резки с помощью металлических прутков. Электрическая дуга полностью проплавляет металл и он стекает вниз, под действием гравитации. Однако, есть некоторые отличия: угольные расходники не расплавляются, а постепенно сгорают. Это уменьшает количество расплавленного металла и шлака. Т.е. срез получается более чистым.
Рабочий процесс с применением угольных (графитовых) электродов практически не отличается от резки с помощью металлических прутков. Электрическая дуга полностью проплавляет металл и он стекает вниз, под действием гравитации. Однако, есть некоторые отличия: угольные расходники не расплавляются, а постепенно сгорают. Это уменьшает количество расплавленного металла и шлака. Т.е. срез получается более чистым.
Еще одно преимущество угольных расходников – они способны разогреться до высоких температурных величинах при небольших значениях силы тока. При этом, температура плавления прутков достаточно высока и превышает 3800°С, что обеспечивает долговечность и экономичность применения данных материалов.
Угольные (графитовые) электроды используются для ручной дуговой и кислородно-дуговой резки.
Резка осуществляется на постоянном токе прямой полярности, “сверху-вниз”. Возможно применение и переменного тока.
3. Трубчатые электроды предназначены для кислородно-дуговой резки. Основное отличие данных материалов – в качестве плавящего элемента выступает не сварочная проволока, а полая толстостенная трубка. Суть процесса включает несколько этапов:
Основное отличие данных материалов – в качестве плавящего элемента выступает не сварочная проволока, а полая толстостенная трубка. Суть процесса включает несколько этапов:
- дуга возбуждается между электродом и обрабатываемым изделием;
- металл плавится под воздействием электрической дуги;
- кислород, поступающий из трубки, окисляет металл по всей толщине и выдувает его.
Основной недостаток такого вида процедуры – поток кислорода отрицательно влияет на стабильность горения дуги.
4. Вольфрамовые неплавящиеся электроды используются для проведения дуговой резки в защитной среде и плазменно-дуговой резки.
Сущность первого метода заключается в том, что для резки устанавливается повышенная величина тока (примерно на 20-30% больше, чем при сварке) и металл проплавляется по всей толщине.
Плазменно-дуговая резка подразумевает возбуждение дуги между обрабатываемым металлом и вольфрамовым электродом.
Общая информация
Электродуговая сварка — метод соединения металлов, в основе которого лежит использование электрической дуги. Дуга нагревает и плавит металл, позволяя сформировать сварное соединение. Может нагреваться до температуры более 6000 градусов. Этого достаточно для плавления большинства существующих типов металлов.
Дуга нагревает и плавит металл, позволяя сформировать сварное соединение. Может нагреваться до температуры более 6000 градусов. Этого достаточно для плавления большинства существующих типов металлов.
Электродуговая технология широко используется при сварке и резке металлов. Бывает ручной, полуавтоматической и автоматической.
Процесс резки металла с помощью электродов
Так как ручной дуговой способ резки металлов с помощью специальных электродов и инвертора является наиболее востребованным, рассмотрим основные этапы данного рабочего процесса:
- предварительная подготовка включает проверку исправности использующихся кабелей;
- зажигание дуги осуществляется постукиванием или чирканьем электрода о поверхность металла;
- ток на инверторе устанавливается исходя из диаметра электрода, толщины разрезаемого металла и вида реза: тонкий металл следует разрезать стержнем диаметром 3 мм.;
- для металла большей толщины – 4 или 5 мм.
Важно! При резке тонкого металла, следует увеличить показатель тока (можно вплоть до в два раза выше обычного).
Описание технологии
Дуговая резка металла выполняется при помощи сварочного инвертора. Он, по сути, представляет собой трансформатор, вырабатывающий ток определенной силы, достаточной для образования сварочной дуги. Данная технология появилась достаточно давно, тридцать-сорок лет назад. Не являясь суперсовременной, как например плазменная, она продолжает оставаться популярной и широко применяемой, вследствие простоты использования, эффективности и удобству работы.
Эксплуатация сварочного аппарата, в том числе резка металла обычным или специальным электродом, не представляет особой сложности и не требует профессиональных знаний и навыков. Но при этом необходимо учитывать требования техники безопасности, так как выполнение сварочных работ связано с электрическим напряжением.
Область применения
Область применения электродуговой сварки самая широкая. Везде, где нужно быстро, и недорого и качественно соединить металлические заготовки в строительную конструкцию или изделие – можно увидеть вспышки электросварки.
Сюда входят:
- заводы металлоизделий;
- машиностроительные производства;
- строительство любого масштаба — от гидроэлектростанций и космодромов — до заборов и сараев.;
- аэрокосмические предприятия;
- судостроение;
- производство транспорта;
- предприятия по выпуску бытовых приборов;
- и многое другие.
Сфера применения электродугового метода постоянно растет. С распространением сварочных инверторов электродуговой метод стал технологией, доступной любому домашнему мастеру.
Что нужно иметь под рукой?
Чтобы сделать отверстие в металле, у вас само-собой должен быть инвертор, электроды, а также молоток и щетка с металлической щетиной.
Инверторы бывают разными: дешевыми и дорогими, профессиональными и бытовыми, мощными и не очень. В сущности, не важно, каким именно инвертором выполнять резку. Главное, чтобы он был исправен.
Что касается электродов, то здесь выбор велик. Раньше резку выполняли теми же электродами, что и сварку. Но сейчас в продаже есть множество марок, предназначенных именно для резки. Они все хороши по-своему. Самая популярная марка электродов для резки — ОЗР. Они обеспечивают более-менее ровный рез и позволяют выполнять работу довольно быстро.
Но сейчас в продаже есть множество марок, предназначенных именно для резки. Они все хороши по-своему. Самая популярная марка электродов для резки — ОЗР. Они обеспечивают более-менее ровный рез и позволяют выполнять работу довольно быстро.
Если решите использовать обычные электроды для сварки, то будьте готовы, что рез окажется не самым эстетичным, да и сама работа будет идти медленнее, а дуга будет гореть нестабильно.
Плазменный сварочный аппарат для дома и дачи
В домашних условиях в распоряжении у потребителя обычно только однофазная сеть 220 В. Ему недоступны никакие технические газы, кроме, разве что, сжатого воздуха, сильные защитные средства и санитарный контроль тоже недоступны. Поэтому выбирать следует однофазный плазменный аппарат на 2-3 кВт. Там уже производитель предусмотрел все остальные условия.
Еще одна важная мысль. Когда пользуются таким аппаратом, в горелке достаточно быстро расходуются детали, соприкасающиеся с дугой – катоды и сопла. Значит, приобретая плазменный сварочник надо быть уверенным, что можно купить расходники без проблем. Так что, лучше покупать аппараты либо российских фирм, либо у солидных зарубежных компаний.
Значит, приобретая плазменный сварочник надо быть уверенным, что можно купить расходники без проблем. Так что, лучше покупать аппараты либо российских фирм, либо у солидных зарубежных компаний.
Неплохой аппарат AURORA PRO AIRFORCE 60 IGBT стоит около 40 000 р. Его инвертор хорошо переносит перегрузки.
По такой же цене есть аппарат КЕДР CUT-40B. Он отличается малым выгоранием сопла и катода, имеет встроенный компрессор и регулятор давления.(Купить можно здесь.)
Универсальный аппарат Горыныч позволяет не только резать, но и варить металлы и стоит около 50 000 р. (См. ссылку на обзор выше).
Также неплохие аппараты латвийской разработки (изготовляют китайцы) Ресанта различных моделей.
Подводная сварка и резка металлов
Оглавление:
1. Особенности сварки под водой
2. Разновидности подводной сварки
3. Какие используют электроды?
4. Подводная резка металлов
5. Вывод
Подводная сварка — способ соединения изделий из металла, которые находятся в жидкой среде. Он незаменим при возведении опор мостов, строительстве трубопроводов, работах на судах и т.д. Какое оборудование применять — зависит от того, на какой глубине будут вестись работы. Что входит в процесс и как его выполняют, разберем ниже.
Он незаменим при возведении опор мостов, строительстве трубопроводов, работах на судах и т.д. Какое оборудование применять — зависит от того, на какой глубине будут вестись работы. Что входит в процесс и как его выполняют, разберем ниже.
Сварка под водой сопряжена с опасностью, ведь известно, что вода — это сильный проводник тока. Плюс, тело человека испытывает давление жидкости. Но такая сварка — это самый быстрый способ построить трубопроводную сеть для целого населенного пункта или связать два поселка мостом через широкую реку, поэтому востребованность ее высока.
Как происходит сваривание деталей?
Газы, испаряющиеся при плавке металла и обмазке электрода, выталкивают жидкость из сварочной ванны — и в таком «окне» удается удержать дугу и сварить шов.
Особенности сварки под водой
- Швы получаются глубоко проплавленными. Это обеспечивается горением дуги в воздухе и давлением на него воды, что в конечном итоге создает давление также на рабочий металл
- Швы получаются грубыми — этому способствует наружное давление и быстрое охлаждение
- Газы, которые испаряются при работе, создают водную пену, а это мешает наблюдать за сварочной ванной. Также видимость зависит от чистоты воды. Если видимость малая, это чревато смещением центра шва.
- Сложность сварочных работ — в трудности попасть электродом точно в место соединения деталей. Сварщику приходится брать кончик электрода и направлять его в начало шва.
- При подводной сварке в отличие от наземных работ используются повышенные режимы тока. Это опасно, но так ускоряется охлаждение металла — а оно обеспечивает хорошую герметичность шва. Единственный минус — из-за быстрой кристаллизации шов получается нестойким к излому и ударам.
- Еще одна сложность — розжиг. Конструкции из металла, которые расположены в воде, часто подвергаются коррозии. А это затрудняет возбуждение дуги. В результате — сварщик практически ковыряет электродом по металлу (т.к. постукивать в жидкой среде просто не получится)
- Под водой тоже действует закон притяжения, поэтому вертикальные швы создаются сверху вниз. Единственное — горение дуги должно быть непрерывным, чтобы газовый пузырь был постоянно и можно было качественно сварить детали.
 Также видимость зависит от чистоты воды. Если видимость малая, это чревато смещением центра шва.
Также видимость зависит от чистоты воды. Если видимость малая, это чревато смещением центра шва.
Разновидности подводной сварки
Все виды объединяет то, что они создаются в результате горения электрической дуги и образования сварочной ванны. А об отличиях поговорим далее.
1. Ручная мокрая
Ручная мокрая подводная сварка является самой простой и доступной. Для нее понадобятся покрытые электроды или горелка с подачей проволоки и продувкой газом. Таким путем можно сварить стыки труб, мостовую опору или временно отремонтировать дно корабля.
Сварка покрытыми электродами под водой аналогична тому, как это происходит на земле. Работы можно проводить, уходя под воду максимум на 40 метров. При этом они должны быть поэтапными. Кабеля в воде должны быть целыми, чтобы обезопасить рабочего от токовых ударов, а также от потерь напряжения. Держатель для сварки имеет минимальное количество открытых частей, проводящих ток. Электроды вставляются и закрепляются одним движением.
2. Сварка в рабочей камере
Данный вид применяют там, где важно соединить детали максимально прочно. Для этого используется небольшой резервуар, который накладывают вокруг трубы и откачивают из него воду. Камера прозрачная, что позволяет наблюдать, как горит дуга и создается шов. Управлять процессом можно через специальные отверстия.
Для этого используется небольшой резервуар, который накладывают вокруг трубы и откачивают из него воду. Камера прозрачная, что позволяет наблюдать, как горит дуга и создается шов. Управлять процессом можно через специальные отверстия.
Шов при подводной сварке выполняется в сухих условиях, как это происходит на земле. Остывание постепенное, а это гарантирует хорошую ударную вязкость шва. Плюс, испаряющиеся газы не создают пену на воде, которая мешает следить за процессом. Однако пара недостатков все же есть: камеру можно использовать только на крайне ответственных стыков; максимальная глубина, как и в предыдущем пункте, не более 40 метров для безопасности сварщика.
3. В сухом боксе
Изделие и сам сварщик входят в специальный бокс, откуда выкачивают воду. Таким образом, получается полностью сухая среда или бокс остается наполовину заполненным водой. Это не мешает получить такие же швы, как получаются на суше. Окружающая жидкость на рабочего не давит, поэтому работать в таких условиях можно дольше и быстрее. Такой способ сварки под водой применяют на ответственных соединениях и больших глубинах. Минус — высокая стоимость, т.к. необходимо арендовать бокс и подъемный кран.
Такой способ сварки под водой применяют на ответственных соединениях и больших глубинах. Минус — высокая стоимость, т.к. необходимо арендовать бокс и подъемный кран.
Вывод: наиболее часто используют первый способ. Причина — в дешевизне и получении хороших швов. Но для этого необходимо задавать правильные режимы. Так, например, в работах под водой нужны:
- постоянный ток для стабильного горения дуги;
- более высокая, чем на суше, сила тока — во избежание быстрого охлаждения металла. Оптимальное значение — 200-250 Ампер для работы электродами 4-5 миллиметров в диаметре. Коэффициент наплавки — 6 г/А х Ч.
- напряжение не более 35 Вольт, чтобы гарантировать безопасность сварщику.
Какие используют электроды?
Для подводной сварки используют практически те же материалы, что и на суше. Электрод создается из малоуглеродистой стали, что обеспечивает хорошее соединение металла без пор.
Обмазка тоже аналогична той, что используется на суше. Единственная разница — в более толстом слое покрытия. Также в состав добавляется смола, целлулоидный лак и парафин, чтобы защитить слой от влаги. Это предупреждает раскисание обмазки электродов в воде.
Единственная разница — в более толстом слое покрытия. Также в состав добавляется смола, целлулоидный лак и парафин, чтобы защитить слой от влаги. Это предупреждает раскисание обмазки электродов в воде.
Подводная резка металлов
Покрытые электроды позволяют также резать металл под водой. Однако есть и более скоростные методы. Например: электрод-кислородная подводная резка металла. Для нее необходим аппарат, создающий постоянный ток, кислородный баллон, рукав со шлангом и кабелем и держатель. Смысл такого способа резки в том, что металл разогревается электродугой от электрода. Структура электрода — трубчатая, через отверстие в него подают струю кислорода, которая разделяет расплавленный металл. Вода в рабочую зону не проникает — ее отводят испаряющиеся от дуги газы.
Главное преимущество электрокислородной подводной резки металла стальным электродов: малый диаметр последних, за счет чего они свободно проходят в полость реза. Результат — легкость резки. Ее можно проводить даже на больших глубинах (до 100 метров) и справляться с металлом 100-120 миллиметров толщиной. При этом для питания электрической дуги достаточного одного хорошего электросварочного агрегата.
При этом для питания электрической дуги достаточного одного хорошего электросварочного агрегата.
Из минусов — большой расход стальных электродов. Они довольно быстро сгорают под действием электрической дуги, служа около 1 минуты. Как итог — большой расход электродов и потери времени на их замену.
Используют также графитные электроды. сверху они покрыты металлической оболочкой и водонепроницаемой обмазкой. В среднем они служат 10-12 минут, но имеют больший диаметр (15-18 миллиметров), что затрудняет резку, т.к. электрод трудно проходит в полость реза.
На смену графитному пришел карборундовый электрод. Срок его службы около 15 минут, но он, как и предыдущий его аналог, имеет большой диаметр 15-18 мм, что затрудняет ввод в полость реза.
Вывод
Подводя итог, стоит сказать, что сварка и резка металлов, погруженных в жидкость — это всегда большой труд, сопряженный с риском. Какой вид сварки использовать — зависит от глубины и степени ответственности соединения..jpg) Но плюс такого способа очевиден — с его помощью можно быстро прокладывать трубы, строить мосты и ремонтировать крупные морские суда.
Но плюс такого способа очевиден — с его помощью можно быстро прокладывать трубы, строить мосты и ремонтировать крупные морские суда.
Аудиокнига недоступна | Audible.com
Evvie Drake: более
- Роман
- От: Линда Холмс
- Рассказал: Джулия Уилан, Линда Холмс
- Продолжительность: 9 часов 6 минут
- Несокращенный
В сонном приморском городке в штате Мэн недавно овдовевшая Эвелет «Эвви» Дрейк редко покидает свой большой, мучительно пустой дом почти через год после гибели ее мужа в автокатастрофе. Все в городе, даже ее лучший друг Энди, думают, что горе держит ее взаперти, а Эви не поправляет их. Тем временем в Нью-Йорке Дин Тенни, бывший питчер Высшей лиги и лучший друг детства Энди, борется с тем, что несчастные спортсмены, живущие в своих худших кошмарах, называют «ура»: он больше не может бросать прямо, и, что еще хуже, он не может понять почему.
Все в городе, даже ее лучший друг Энди, думают, что горе держит ее взаперти, а Эви не поправляет их. Тем временем в Нью-Йорке Дин Тенни, бывший питчер Высшей лиги и лучший друг детства Энди, борется с тем, что несчастные спортсмены, живущие в своих худших кошмарах, называют «ура»: он больше не может бросать прямо, и, что еще хуже, он не может понять почему.
- 3 из 5 звезд
Что-то заставляло меня слушать….
- От Каролина Девушка на 10-12-19
Чистые методы резки для всех металлов
Когда человек узнает, как резать металл и сваривать, он открывает новый мир возможностей. В прошлых статьях этой серии были рассмотрены наиболее популярные методы сварки, а теперь мы рассмотрим некоторые из лучших способов резки металла.
В прошлых статьях этой серии были рассмотрены наиболее популярные методы сварки, а теперь мы рассмотрим некоторые из лучших способов резки металла.
Как мы упоминали в первой статье этой серии, ацетилено-кислородная горелка может быть доступным способом начать сварку. Существует специальная режущая насадка для газовых сварочных горелок, которая дает вам возможность резать стальной лист, пластину и стержень, и даже оборудование начального уровня обычно может резать материал толщиной не менее 1 дюйма. Это делает оборудование для газовой сварки еще более привлекательным!
Наконечник режущей насадки имеет кольцо с небольшими отверстиями, окружающими порт в центре.Смесь ацетилена и кислорода, протекающая через маленькие отверстия, создает пламя предварительного нагрева. Это пламя подводится к краю заготовки, которая нагревается, пока не начинает светиться ярко-красным светом. Затем нажимается рычаг на корпусе горелки, который выпускает струю чистого кислорода через центральный порт, который фактически окисляет или «сжигает» сталь на своем пути, обеспечивая быструю резку стали. Если все сделано правильно, с помощью этой простой насадки можно сделать очень чистый срез.
Если все сделано правильно, с помощью этой простой насадки можно сделать очень чистый срез.
Плазменная резка почти во всех отношениях превосходит кислородно-ацетиленовую резку. Оборудование, как правило, легче и его легко перемещать. Он может резать практически любой металл на высокой скорости, а ширина пропила уже. Существует штрафная стоимость, поскольку устройства плазменной резки обычно дороже, чем оборудование для кислородно-ацетиленовой резки.
В плазменном процессе используется ионизированный газ, обычно воздух, который с большой силой направляет его через сужающее отверстие к разрезаемому металлу. Температура плазменной дуги составляет около 50 000 градусов по Фаренгейту, и она легко прорежет любой проводящий металл.
Хотя кислородно-ацетиленовая установка является автономной, для работы установки плазменной резки требуются некоторые внешние соединения. Некоторые устройства могут работать от 120 В, но для резки материала более 1/4 дюйма может потребоваться цепь 240 В. Обычно требуется подача сжатого воздуха, хотя некоторые более дорогие агрегаты имеют встроенный воздушный компрессор.
Обычно требуется подача сжатого воздуха, хотя некоторые более дорогие агрегаты имеют встроенный воздушный компрессор.
Управлять плазменным резаком очень просто. После того, как вы подключили его к источнику питания и сжатому воздуху, вы просто набираете необходимую силу тока, подключаете заземляющий зажим к разрезаемому металлу, подносите резак к металлу и нажимаете на спусковой крючок.Триггер запускает плазменную струю, которая быстро прорезает любой проводящий материал под ней. Вы можете направлять резак от руки или по прямой или изогнутой направляющей, чтобы делать более точные разрезы.
Хотя резак будет резать, если протащить наконечник по металлической поверхности, качество резки улучшается, а расходные детали служат дольше, если держать наконечник немного над поверхностью.
Хотя кислородно-ацетиленовый и плазменный процессы являются двумя предпочтительными способами резки более толстых материалов, стоит упомянуть, что есть несколько типов пил, которые также могут быть очень полезными.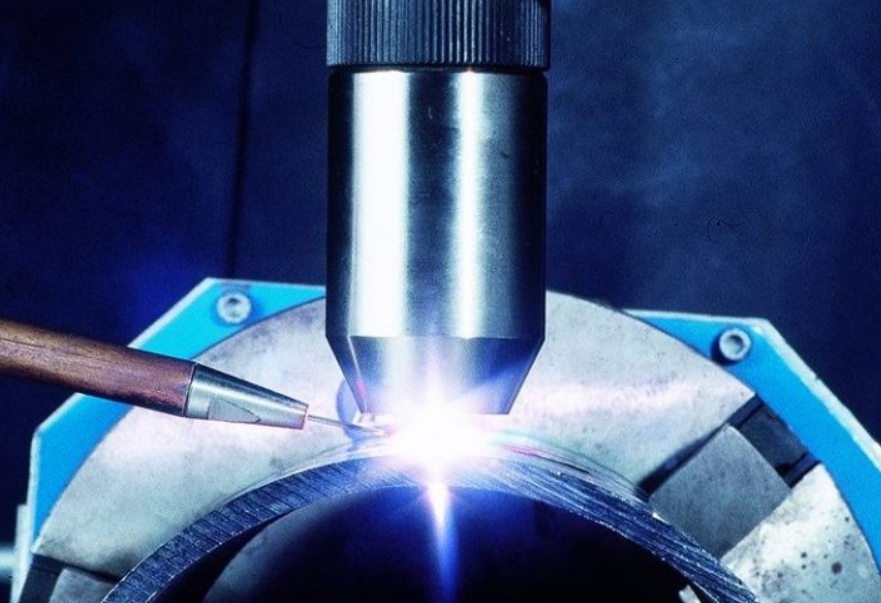 Абразивно-отрезная пила позволяет легко выполнять прямые пропилы на круглой и прямоугольной заготовке. На этих станках легко вырезать точные углы, что делает их особенно полезными для выполнения сложных соединений на больших заготовках. Эти станки относительно недороги и довольно универсальны — они могут резать даже затвердевший материал. Одна из особенностей процесса абразивной резки — это рассыпание раскаленных искр, поэтому необходимо соблюдать соответствующие меры безопасности.
Абразивно-отрезная пила позволяет легко выполнять прямые пропилы на круглой и прямоугольной заготовке. На этих станках легко вырезать точные углы, что делает их особенно полезными для выполнения сложных соединений на больших заготовках. Эти станки относительно недороги и довольно универсальны — они могут резать даже затвердевший материал. Одна из особенностей процесса абразивной резки — это рассыпание раскаленных искр, поэтому необходимо соблюдать соответствующие меры безопасности.
«Сухие» пилы являются более новыми на рынке, и, хотя их внешний вид и конструкция похожи на абразивные пилы, они используют лезвия с твердосплавными зубьями, которые работают с меньшей скоростью.Они делают резку быстрее и чище, чем абразивная пила, хотя обычно немного дороже.
Еще один «старый резерв» — горизонтальная ленточная пила. Они могут делать прямые и точные пропилы на твердой круглой или прямоугольной заготовке и трубах, и большинство этих пил могут делать резки под углом до 45 градусов. Многие из этих пил являются самоподающими и автоматически отключаются по окончании пропила. Это позволяет вам настроить работу по резке и позволить пиле выполнять свою работу без посторонней помощи.
Многие из этих пил являются самоподающими и автоматически отключаются по окончании пропила. Это позволяет вам настроить работу по резке и позволить пиле выполнять свою работу без посторонней помощи.
Некоторые из этих пил можно наклонять вертикально, чтобы они работали как вертикальная ленточная пила.Это полезно для деталей, достаточно маленьких, чтобы их можно было брать в руки, позволяя делать довольно сложные прямые или изогнутые разрезы.
Если вам нужно только разрезать листовой металл или тонкий лист, есть еще один недорогой инструмент, который может удовлетворить ваши потребности. Многие обычные сабельные пилы могут резать металл, если оснащены лезвиями с мелкими зубьями, предназначенными для того металла, который вы режете. Многие сабельные пилы имеют регулировку скорости, и вы можете получить более качественные пропилы и увеличить срок службы полотна, если при резке металла выберете правильную скорость.Частота резания дерева приводит к быстрому затуплению металлического лезвия.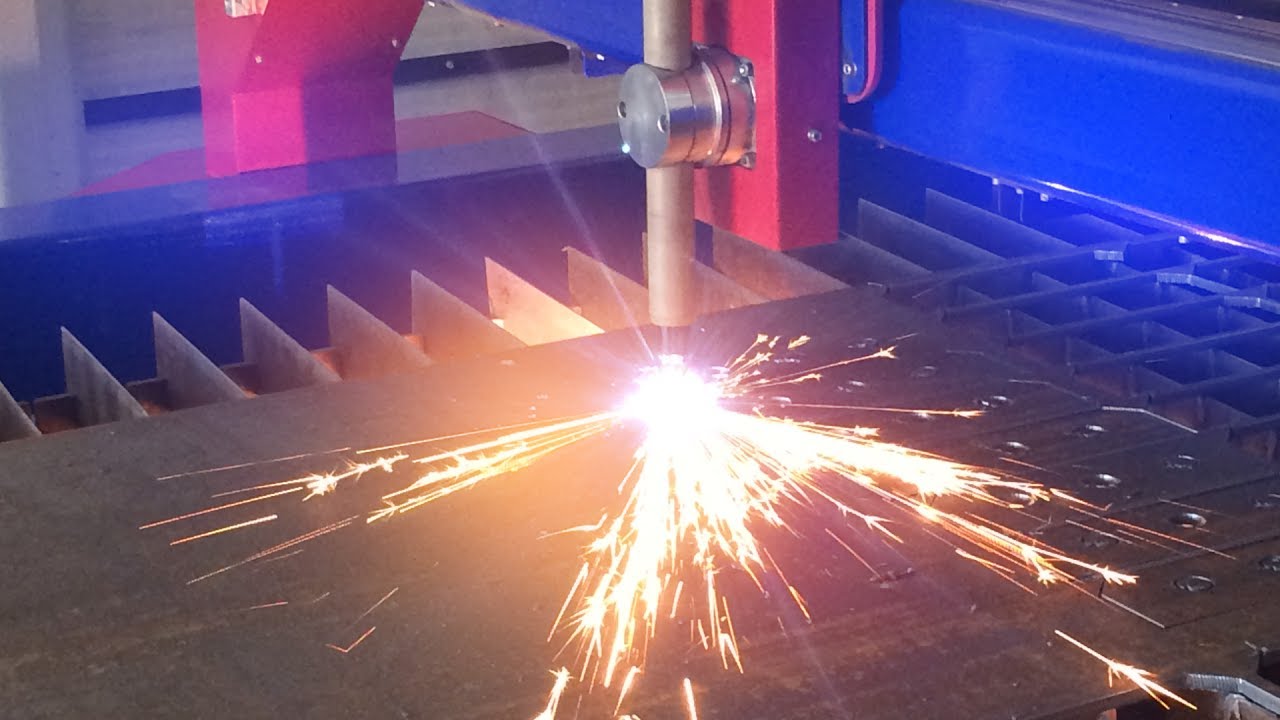
Есть много других способов резки металла, но процессы, которые мы здесь перечислили, должны удовлетворить потребности большинства людей, строящих классические грузовики.
Посмотреть все 20 фотографий Посмотреть все 20 фотографий Режущий наконечник имеет кольцо с отверстиями для предварительного нагрева пламени, а центральное отверстие предназначено для струи кислорода, который выполняет резку. См. Все 20 фотографий После установки режущей насадки кислородный клапан на корпус резака открывается на один полный оборот.Посмотреть все 20 фото Чтобы установить пламя для резки, открывается ацетиленовый клапан и зажигается пламя. Необходимо подавать много газа, иначе получится очень дымное пламя. Смотрите все 20 фото Далее кислородный клапан на режущей насадке плавно открывается. Продолжайте добавлять кислород, пока не достигнете нейтрального пламени. См. Все 20 фотографий Пламя предварительного нагрева подводится к краю обрабатываемой детали. См. Все 20 фотографий Когда металл светится красным светом, рычаг на режущей насадке опускается, что выпускает струю чистого кислорода, которая «прожигает» свой путь сквозь металл. См. все 20 фотографий. Этот стержень из стали толщиной 3/8 дюйма был разрезан как масло, и, как вы можете видеть, обрезанный край довольно гладкий.Просмотреть все 20 фото Даже небольшой фонарик обычно может прорезать стальной стержень или пластину толщиной не менее 1 дюйма. Посмотреть все 20 фото Плазменные резаки дороже, чем кислородно-ацетиленовые устройства, но они предлагают множество преимуществ, например большую скорость и возможность резать практически любой металл. Он может резать металл толщиной до 3/8 дюйма. См. Все 20 фото. Это резак, который направляет плазменную дугу для резки. См. Все 20 фото. Резак легкий и маневренный, что упрощает резку от руки. Здесь мы разрезаем кусок трубы под крутым углом.Посмотреть все 20 фотографий Этот кусок стержня из нержавеющей стали диаметром 3/8 дюйма был разрезан всего за несколько секунд. Посмотреть все 20 фотографий Использование направляющей позволяет выполнять сложные и точные разрезы. Это руководство было сделано из масонита, который подходит для некоторых частей. На изготовление металлических направляющих уходит больше времени, но они служат намного дольше. Посмотреть все 20 фотографий Блок питания этого плазменного резака не намного больше коробки для завтрака, что позволяет легко разместить его прямо в автомобиле для резки в ограниченном пространстве.Посмотреть все 20 фото Абразивные отрезные пилы — недорогой инструмент для выполнения прямых пропилов на прутках, пластинах или трубах. Посмотреть все 20 фото. . Они быстрее, чем абразивные пилы, и оставляют более чистую кромку среза. Посмотреть все 20 фотографий Горизонтальная ленточная пила — еще один отличный инструмент для выполнения прямых пропилов на толстой бумаге. Многие из них можно перевернуть вертикально, а добавление таблицы позволит вам делать прямые изогнутые разрезы от руки.Посмотреть все 20 фотографий Сабельная пила может быть оснащена полотном с мелкими зубьями, позволяющим резать металлический лист или тонкую пластину. Посмотреть все 20 фотографий Даже недорогая сабельная пила позволит вам делать сложные пропилы на листовом металле или тонкой пластине.
См. все 20 фотографий. Этот стержень из стали толщиной 3/8 дюйма был разрезан как масло, и, как вы можете видеть, обрезанный край довольно гладкий.Просмотреть все 20 фото Даже небольшой фонарик обычно может прорезать стальной стержень или пластину толщиной не менее 1 дюйма. Посмотреть все 20 фото Плазменные резаки дороже, чем кислородно-ацетиленовые устройства, но они предлагают множество преимуществ, например большую скорость и возможность резать практически любой металл. Он может резать металл толщиной до 3/8 дюйма. См. Все 20 фото. Это резак, который направляет плазменную дугу для резки. См. Все 20 фото. Резак легкий и маневренный, что упрощает резку от руки. Здесь мы разрезаем кусок трубы под крутым углом.Посмотреть все 20 фотографий Этот кусок стержня из нержавеющей стали диаметром 3/8 дюйма был разрезан всего за несколько секунд. Посмотреть все 20 фотографий Использование направляющей позволяет выполнять сложные и точные разрезы. Это руководство было сделано из масонита, который подходит для некоторых частей. На изготовление металлических направляющих уходит больше времени, но они служат намного дольше. Посмотреть все 20 фотографий Блок питания этого плазменного резака не намного больше коробки для завтрака, что позволяет легко разместить его прямо в автомобиле для резки в ограниченном пространстве.Посмотреть все 20 фото Абразивные отрезные пилы — недорогой инструмент для выполнения прямых пропилов на прутках, пластинах или трубах. Посмотреть все 20 фото. . Они быстрее, чем абразивные пилы, и оставляют более чистую кромку среза. Посмотреть все 20 фотографий Горизонтальная ленточная пила — еще один отличный инструмент для выполнения прямых пропилов на толстой бумаге. Многие из них можно перевернуть вертикально, а добавление таблицы позволит вам делать прямые изогнутые разрезы от руки.Посмотреть все 20 фотографий Сабельная пила может быть оснащена полотном с мелкими зубьями, позволяющим резать металлический лист или тонкую пластину. Посмотреть все 20 фотографий Даже недорогая сабельная пила позволит вам делать сложные пропилы на листовом металле или тонкой пластине. фото
фотоКак снять сварку (с шлифовальной машиной и без нее)
0Последнее обновление
Если вы какое-то время занимались сваркой, то знаете, что это процедура соединения металлов с помощью электричества.Сварка используется почти во всех отраслях промышленности для создания сложных конструкций и каркасов из металлов.
Вам потребуются не только знания о том, как сваривать, но и о том, как удалить сварной шов. Это может быть по любой причине. Возможно, вы напортачили или вам нужно разобрать ранее сваренную деталь для другого проекта.
Как отменить сварку? Удаление сварного шва зависит от многих факторов. Поскольку существуют разные типы сварки, необходимость в удалении сварного шва различна. Обычно сварку можно отменить с помощью горелки, плазменной резки, сверл, шлифовальных или дисковых пил или кислородно-ацетиленовых горелок.
Есть несколько способов сделать это, кроме приложения большой силы к сварному шву. Процедура удаления сварных швов зависит от типа сварного шва, который вы хотите отменить. Вы должны определить, хотите ли вы удалить сварные швы термическим или механическим способом, в зависимости от типа сварного шва.
Процедура удаления сварных швов зависит от типа сварного шва, который вы хотите отменить. Вы должны определить, хотите ли вы удалить сварные швы термическим или механическим способом, в зависимости от типа сварного шва.
Вот несколько советов, как отменить сварку. Читать дальше!
Способы разрезания сварного шва
Давайте подробнее рассмотрим эти типы, а затем перейдем к соответствующим шагам.
Термические методы
Как следует из названия, для отмены процедуры сварки необходимо много тепла. Сделать это можно с помощью кислородно-ацетиленовой горелки или плазменного резака.
Плазменная резка
Это процедура, при которой электрические проводники разделяются с помощью ускоренной струи знойной плазмы. Дуга образуется с помощью постоянного тока. Температура может достигать 20 000 градусов по Цельсию.
Воздушный поток высокого давления, выходящий из небольшого сопла, выделяет тепло.Плазменная резка может быть предпочтительной с точки зрения скорости резки. Это потому, что они примерно в пять раз быстрее ручных резаков и могут резать самые разные материалы различной толщины.
Это потому, что они примерно в пять раз быстрее ручных резаков и могут резать самые разные материалы различной толщины.
Следовательно, вы также можете удалить любые глубокие сварные швы. Плазменная резка проста в использовании и не требует использования горючих газов. Таким образом, они более безопасны и экономичны, чем лазерная резка или водоструйная резка.
Кредит изображения: Funtay, Shutterstock
Резак
Горелки объединяют ацетилен и кислород для образования пламени при высоких температурах около 3500 градусов Цельсия для сварки или резки металлов.Резка резаком более рискованна, особенно для новичков.
При создании горячего пламени, прорезающего толстые металлические детали, в горелке используется смесь двух газов, смешанных с помощью резака. Единственное, что вам нужно сделать, это отметить линию, где вы будете выполнять резку, и зажгите резак.
Затем выполните точную настройку арки, прежде чем постепенно следовать линии, пока не прорежете ее полностью. Резка резаком может быть полезна тем, что упрощает использование и не требует много времени.Приспособление также доступно, более портативно, и вы можете использовать его для больших и различных типов сварки металлов и резки.
Резка резаком может быть полезна тем, что упрощает использование и не требует много времени.Приспособление также доступно, более портативно, и вы можете использовать его для больших и различных типов сварки металлов и резки.
Изображение предоставлено: Pixabay
Механические методы
Когда дело доходит до механической сварки, резать приходится вручную. В зависимости от типа сварного шва, с которым вы работаете, вы можете выполнить несколько действий.
Трудно разделить листы, сваренные точечной сваркой. Вам нужно будет выполнять процедуру разделения, часто сверля листы.Иногда невозможно разделить металлы, не повредив исходные металлы. Механический процесс в основном состоит из резки, сверления и шлифования.
Удаление сварных швов без шлифовального станка
Если вы хотите удалить сварные швы без использования шлифовального станка, вы можете использовать плазменные, сверлильные или кислородно-ацетиленовые резаки в качестве процедуры обратного термообработки. Кроме того, вы можете выйти за рамки нормы и воспользоваться ножовкой или ленточной пилой.
Кроме того, вы можете выйти за рамки нормы и воспользоваться ножовкой или ленточной пилой.
Шаги для выполнения:
- Для начала отметьте металл, на котором вы хотите резать.Вам не нужны какие-то особые инструменты, и вы можете сделать это быстро, используя обычный карандаш или маркер.
- Затем возьмитесь за металлические части и зафиксируйте их, чтобы не допустить движения. Обычно это можно сделать с помощью тисков или зажимов.
- Откройте бензобак, если вы используете газовую горелку. Если вы используете плазменный резак, вам необходимо подключить шнур питания и включить резак. Включите компрессор и убедитесь, что машина подключена к сети. Затем отрегулируйте пламя горелки.
- Вдоль линии, которую вы отметили карандашом / маркером, переместите свой инструмент — пилу, резак или что-нибудь еще. Выполняйте это постепенно, чтобы избежать ошибок и в целях безопасности. Не оставайтесь на одном месте слишком долго. Продолжайте делать это, пока не получите результат.
- Выключив инструменты, дайте металлам на некоторое время остыть, прежде чем работать с ними. Прикасаться к металлу сразу после резки опасно, потому что машины, которые вы используете, выделяют много тепла.

Изображение предоставлено: Pixabay
Удаление сварных швов с помощью циркулярной пилы или шлифовального станка
После сварки обычным способом является шлифовка сварного шва угловой шлифовальной машиной. Вы можете использовать угловые шлифовальные машины для получения скошенных кромок или подготовки металлических поверхностей и их резки.
Хотя резка, создаваемая шлифовальным станком, не так точна, как плазменная резка, она доступна по цене. И поскольку он не выделяет столько тепла, окружающий основной металл не достигает высокой температуры, чтобы изменить его характеристики.
Основные этапы снятия сварного шва:
- Отметьте маркером место, которое вы хотите вырезать.
- Закрепите металлическую деталь, которую вы режете, зажимами или тисками.
- Наденьте защитное снаряжение.
- Вставьте свой инструмент — пилу или шлифовальный станок — в розетку.
- Постепенно дайте болгарке начать резку металла. Не прилагайте чрезмерных усилий к основным металлам. Позвольте ему работать. Если вы приложите слишком большое усилие, вы рискуете сломать отрезной диск, что опасно.
- Выключите питание и дайте металлу остыть. Это тепло вызвано трением, а не шлифовальным станком, в отличие от резака и плазменной резки.

Изображение предоставлено: Pixabay
Помимо методов, упомянутых выше, вы можете отменить сварку с помощью аппаратов для дуговой сварки. Посмотри!
Как отменить сварку с помощью дуговой сварки?
Сварочные аппараты можно использовать для соединения металла, а также для снятия сварного шва. В процедуре, известной как воздушная углеродно-дуговая сварка, сильный нагрев дуги, образующейся на кончике электрода, оттаивает металлический объект, а струя сжатого воздуха сдувает расплавленный металл.
Итак, какая процедура вам больше подходит?
Чтобы решить, какая процедура лучше всего подходит для снятия сварного шва, необходимо определить тип используемого основного металла. Вам придется просверлить или отшлифовать открытые сварные швы, если они сильные или если вы хотите удалить соединенные листы.
В большинстве случаев сварка приводит к повреждению одной из металлических деталей. Это может быть связано с присадочными металлами. Однако вы можете исправить это с помощью металлического напильника или болгарки.
Обычно вам нужно отшлифовать валик, чтобы снова сварить металлические детали после резки сварного шва.Шлифовка лишнего металла позволит вам получить лучший шов при следующей сварке, чем при сварке металлов, не избавляясь от излишков.
Изображение предоставлено: Cookie Studio, Shutterstock
Как разорвать сварной шов без шлифовального станка — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Сварка по своей конструкции предназначена для соединения двух металлических частей прочным соединением, которое во многих случаях прочнее, чем две металлические части, соединяемые сварным швом. Разрыв сварного шва без шлифовального станка представляет собой множество проблем. Разорвать сварной шов без шлифовального станка может быть сложно и, в конечном итоге, два куска металла могут стать непригодными для использования.
Как разорвать сварной шов без болгарки? Разрыв сварного шва без шлифовальной машины. В сварочной и обрабатывающей промышленности методы разрыва сварных швов без шлифовального станка включают:
- Использование кислородно-ацетиленовой горелки
- Пробивка сварного шва с помощью аппарата для дуговой или ручной сварки
- Строжка плазменной горелкой
- Механические методы (молотки, долота и другие ручные металлообрабатывающие инструменты)
- Физическое разрушение сварного шва
Кислородно-топливные горелки, как правило, являются рабочей лошадкой в металлургическом цехе. Они не только могут резать и сваривать, но также могут использоваться для выполнения множества других задач, включая разрыв сварных швов. Есть несколько методов использования газокислородной горелки для разрыва сварных швов.
Они не только могут резать и сваривать, но также могут использоваться для выполнения множества других задач, включая разрыв сварных швов. Есть несколько методов использования газокислородной горелки для разрыва сварных швов.
Поскольку в большинстве магазинов используются кислородно-ацетиленовые горелки, основное внимание уделяется методам разрыва сварных швов с использованием комбинации газов. Другие комбинации газового топлива будут работать, но могут потребовать другого оборудования и настроек.
СтрожкаРекламная строжка Пламенная или факельная строжка — это метод использования кислородно-ацетиленовой горелки для удаления металла.Есть много веских причин использовать этот метод, не последняя из которых — то, насколько он тише, чем кофемолка. Строжка пламенем также намного быстрее, чем холодная стружка сварных швов.
Любая кислородно-ацетиленовая горелка работает на резку пламенем, если она оснащена подходящим наконечником и вы используете правильную технику. Пламенная строжка обеспечивает подачу большего количества кислорода на конец горелки, чем при использовании обычных режущих или сварочных наконечников.
Пламенная строжка обеспечивает подачу большего количества кислорода на конец горелки, чем при использовании обычных режущих или сварочных наконечников.
При правильной технике газовой строжки сталь нагревается до температуры выше 900 градусов.C или около 1650 град. F. При этой температуре добавление большего количества кислорода в горелку вызывает плавление металла. Давление струи на конце горелки отталкивает расплавленный металл и шлак. В отличие от кислородно-ацетиленовой резки, расплавленный металл и шлак остаются на поверхности, а не выдуваются через нее.
Одним из недостатков метода строжки является количество кислорода, необходимое для выполнения задачи. Некоторые насадки требуют расхода газа до 300 л / мин. (Приложение.10,5 кубических футов газа в минуту). Владельцам небольших магазинов, домочадцам и металлистам-любителям содержание кислородных баллонов может стать дорогостоящим.
Техника строжки пламенем кислородно-ацетиленовой горелкой — это навык, освоение которого может занять некоторое время. Необходимо не только правильно отрегулировать резак, но и скорость, с которой резак перемещается по площади, и угол, под которым резак к строжке, имеют решающее значение для получения чистой строжки.
Необходимо не только правильно отрегулировать резак, но и скорость, с которой резак перемещается по площади, и угол, под которым резак к строжке, имеют решающее значение для получения чистой строжки.
Будьте осторожны при использовании метода плазменной строжки, чтобы попытаться сломать сварной шов.Вы нагреваете металл до очень высокой температуры, что вызывает внутренние напряжения. Как и при сварке, эти внутренние напряжения на определенных участках могут вызвать коробление и деформацию металла.
Помните, что вы нагреваете металл и перемещаете расплавленный металл. Будут брызги, которые могут стать опасностью. Кроме того, вы удаляете металл с обеих частей заготовки. Отсутствующий металл может повлиять на удобство использования детали после разрыва сварного шва.
Газовая резка Кислородно-ацетиленовые резаки превосходно подходят для резки металла.Сварной шов — это металл, и кислородно-ацетиленовая горелка должна резать его так же легко, как и металл, соединенный сварным швом, но это не всегда так. Понимание того, как кислородно-ацетиленовая горелка режет металл, является ключом к пониманию проблем, связанных с резкой сварных швов.
Понимание того, как кислородно-ацетиленовая горелка режет металл, является ключом к пониманию проблем, связанных с резкой сварных швов.
При использовании кислородно-ацетиленовой горелки для резки металла ацетиленовое пламя нагревает металл до точки возгорания. При этой температуре открывается кислородный клапан на горелке, направляя поток кислорода на горячий металл, который окисляется и продувает через разрез в виде шлака.
Рекламные ссылки Большинство сварных швов, соединяющих два куска металла, выполняются путем нагревания двух кусков металла вдоль стыка с помощью горелки или электрической дуги и введения дополнительного металла в виде сварочного стержня. В большинстве случаев добавление этого дополнительного металла создает сварной шов, который прочнее, чем два металла, соединенных сварным швом.
Резка существующего сварного шва ничем не отличается от резки металла. Необходимо понимать разницу в характеристиках металла сварного шва и металла.Должно быть место для выхода расплавленного шлака, поэтому в большинстве случаев вы не можете разрезать сварной шов, если не уверены, что делаете отверстие на другой стороне металла.
Попытка разорвать сварной шов и сохранить нижнюю часть металла в целости и сохранности с помощью кислородно-ацетиленового резака практически невозможно. Чтобы добиться успеха, нижний кусок металла необходимо перфорировать или разрезать, чтобы шлак мог уйти.
Использование кислородно-ацетиленовой горелки для прерывания сварных швов может быть эффективным и действенным в нужное время и при правильных обстоятельствах.Как и любой другой процесс, при котором металл нагревается до высоких температур в определенной области, резка с помощью кислородно-ацетиленовой горелки вызывает напряжение в металле, которое может привести к короблению, изгибам и скручиванию.
Процесс резки деструктивный. Металл остается в месте разреза, что может привести к тому, что металл станет непригодным для использования после разрушения сварного шва. Также необходима дополнительная работа с оставшимися краями, чтобы удалить оставшийся сварочный материал и очистить края перед дальнейшим использованием металла.
Дуговые сварочные аппараты используются для удаления металла, а также для соединения металла. В процессе, называемом воздушной углеродно-дуговой сваркой, сильное тепло дуги, возникающей на кончике электрода, плавит металлы, а поток сжатого воздуха выдувает расплавленный металл.
Для воздушно-дуговой сварки требуется специальная сварочная установка с соплом, прикрепленным к губке, удерживающей электрод. Воздух направляется к сварному шву и контролируется оператором на ручке.Для подключения воздуха требуется компрессор с объемом, достаточным для обеспечения необходимой скорости потока.
ПрутокНаиболее важным аспектом успешного использования воздушной дуги для разрыва или снятия сварного шва является выбор правильных сварочных стержней (и состояния сварочных стержней). Сварочные стержни бывают трех разных типов.
- Стержни с покрытием переменного тока предназначены для использования с источниками переменного тока.
- Плоские стержни постоянного тока и Стержни с покрытием постоянного тока , используемые в сварочных аппаратах постоянного тока.

Для воздушно-дуговой строжки лучше всего подходят стержни постоянного тока с медным покрытием. Эти стержни имеют длительный срок службы и низкое электрическое сопротивление. Стержни с медным покрытием бывают разных форм и размеров, что позволяет выполнять несколько типов бороздок с помощью аппарата для воздушно-дуговой сварки.
РезакСм. Наш список рекомендуемых резаков здесь.
Горелка — еще один важный комплект оборудования, предназначенный для этого типа сварки или строжки. Горелки поставляются с одинарными или двойными воздушными форсунками и башмаками, которые упрощают и ускоряют зацепку.Всегда следите за тем, чтобы кабели соответствовали требованиям по силе тока, а воздушный шланг был правильно подключен и защищен.
Для строжки канавок требуется воздушный поток около 27 фунтов или более. Потребность в относительно большом заводском воздушном компрессоре может быть дополнительными расходами на установку установки для строжки воздушно-дуговой строжкой. Шум, создаваемый самой дуговой сваркой и работой воздушного компрессора, в небольшом цехе может быть оглушительным.
Потребность в относительно большом заводском воздушном компрессоре может быть дополнительными расходами на установку установки для строжки воздушно-дуговой строжкой. Шум, создаваемый самой дуговой сваркой и работой воздушного компрессора, в небольшом цехе может быть оглушительным.
Если у вас есть необходимое оборудование, вы можете приступить к разрыву сварного шва.
- Для эффективной строжки с помощью аппарата для воздушно-дуговой сварки подайте дугу на заготовку и медленно переместите ее вперед. Возможно, вам придется добавить некоторое движение из стороны в сторону в зависимости от ширины канавки, которую необходимо сделать для удаления сварного шва.
- Не сомневайтесь, как только зажжется дуга. Держите электрод в движении.
- Удерживайте электрод так, чтобы он отклонялся от рабочего направления. Направьте струю воздуха мимо кончика электрода. Вы должны увидеть, как расплавленный металл уносится от дуги во время работы.
- Держите электрод под углом от 35 до 45 градусов, проталкивая его вперед по линии строжки.

Как и при строжке газовой горелкой, скорость кончика электрода контролирует глубину строжки. Важно, чтобы дуга была как можно короче. Поддержание короткой дуги может быть проблемой, так как вы одновременно перемещаете электрод вперед, и дуга поглощает электрод по мере образования зазубрины.
Воздушно-дуговая строжка для удаления сварных швов, вероятно, требует большего мастерства, чем использование газовой горелки для выполнения той же работы.Комбинация перемещения и сохранения позиции может быть сложной задачей. Тем не менее, результаты могут быть такими же хорошими, если не лучшими, чем при резке с помощью газовой горелки.
Воздушно-дуговая строжка, как и строжка газовой горелкой, является разрушительным процессом. Он использует такие же температуры, локализованные на относительно небольших площадях. Вы теряете металл и потенциально можете вызвать напряжения, которые сделают заготовку непригодной для использования после снятия сварного шва.
Плазменные горелки — относительно новые звери в мире сварки.Они заработали репутацию быстрых и чистых средств для точной резки металла. Плазменные резаки теперь доступны по цене, которая делает их доступными для домашних мастеров-металлистов.
LOTOS LT5000D 50A Плазменный резак с воздушным инвертором, двойное напряжение, 110/220 В переменного тока, 1/2 дюйма, Clean Cut- ★ ПЛАЗМЕННЫЙ РЕЗАК с воздушным потоком: ПОДХОДИТ ДЛЯ РЕЗКИ нержавеющей стали, легированной стали, мягкой стали, меди, алюминия и т. Д. Использует безопасный сжатый воздух для резки, безопасно и по низкой цене
- ★ БЕЗОПАСНОСТЬ И НИЗКАЯ СТОИМОСТЬ: компактный плазменный резак имеет ручку для портативности и использует безопасный сжатый воздух для резки нержавеющей стали, легированной стали, мягкой стали, меди и алюминия.
- ★ СОВМЕСТИМЫЕ НАБОРЫ РАСХОДНЫХ МАТЕРИАЛОВ для этого плазменного резака BROWN Color LT5000D: LCS22 или LCS33. Пожалуйста, ищите Lotos LCS22 или Lotos LCS33; ★ Он НЕ МОЖЕТ совместим с наборами расходных материалов Lotos LCOn20, LCON40 или LCON90 или с любыми другими наборами расходных материалов сторонних производителей.
- ★ НАСТРОЙКА В ТЕЧЕНИЕ 1 МИН: предварительно установленная промышленная заглушка D типа NPT 1/4 дюйма и регулятор воздушного фильтра позволяют быстро подключать к вашему воздушному компрессору с помощью соединительной муфты, имеющейся на вашем воздушном компрессоре. Вся машина может быть настроена быстро в течение 1 минуты.
- ★ ВЫХОД И ХАРАКТЕРИСТИКИ: выход постоянного тока 10-50 А, идеальная чистая резка 1/2 дюйма и максимальная обрезка 3/4 дюйма при напряжении 220/240 В. Выход постоянного тока 10-35 А, 1/3 идеального чистого разреза и 2/5 максимального разреза при напряжении 110/120 В. Мощность двигателя: Электрический (переменный ток)
- ★ ДВОЙНОЕ ВХОДНОЕ НАПРЯЖЕНИЕ: Автоматическое двойное напряжение / двойная частота (110/120 В, 220/240 В, 50/60 Гц).
- ★ РАСШИРЕННАЯ СИСТЕМА ОХЛАЖДЕНИЯ PAPST: обеспечивает стабильную и долговечную высокую производительность плазменного резака.
- ★ В КОМПЛЕКТ входят: источник питания, плазменный резак, зажим заземления, предустановленная промышленная заглушка NPT 1/4 дюйма типа D и регулятор воздушного фильтра, расходные материалы, руководство по эксплуатации и т. Д.
- ★ КУПИТЬ С УВЕРЕННОСТЬЮ — Мы предлагаем возврат в течение 30 дней и 1 год, пожалуйста, отправьте регистрационную форму на нашем веб-сайте

 Д.
Д.Плазменные резаки работают, создавая зону перегретого электрически возбужденного ионизированного газа, обычно известного как плазма, и фокусируя ее. плазма с выбросом какого-то газового агента через отверстие сопла на материал.
Плазменные резаки — это передовая технология воздушно-дуговой сварки. Внутри газового потока в плазме образуется дуга, которая проходит от газового сопла к заготовке.Затем газовая струя отводит расплавленный металл от дуги, создавая разрез.
В аппаратах плазменной резки сопло является частью технологического процесса, которая гаснет по мере образования дуги между соплом и заготовкой.
Использование плазменной резки для строжки металлов аналогично использованию газовых горелок или аппаратов для воздушно-дуговой сварки. Теория та же, и практика такая же. К сожалению, достоверной информации о том, как использовать плазменный резак для строжки сварных швов, не так много.
На данный момент методы и приемы использования плазменной резки для строжки металла бесплатны для всех.У каждого, кто это делает, есть свой набор инструкций и советов. Один веб-сайт сравнивает эту ситуацию с «диком западом сварки».
Что нужно для строжки с помощью плазменного резакаВам нужен плазменный резак. Хотя цены на более мелкие изделия за последние несколько лет снизились, они остаются относительно дорогими и, возможно, выходят за рамки бюджета большинства мастеров-любителей. Если вы можете позволить себе поставить такой в своем магазине, вам понадобится все необходимое защитное снаряжение.
Больше всего на свете нужно практиковать.Так же, как и в случае строжки газовой горелкой или воздушно-дуговой строжки, некоторые элементы требуют времени для успешного освоения. Скорость, мощность и угол атаки — вот ключевые слова. В литературе не так много данных или информации, которые были бы полезны, как по двум другим методам строжки металла.
Научиться определять скорость и угол атаки в начале процесса — это приобретенный навык. Чтобы развить такие навыки, нужно время, и если вы хотите овладеть этим инструментом, вы должны его потратить.
Одним из преимуществ решения добавить плазменный резак в свой магазин является доступность инструмента для предполагаемой работы.Резка металла плазменным резаком, когда вы овладеете навыками, станет проще, быстрее и намного приятнее, чем любой другой метод.
Механические методыМеханическое разрушение сварных швов теоретически возможно, но не оптимально. Правильно выполненный сварной шов обычно прочнее металла, к которому он присоединяется. Использование механических сил для разрыва такой связи, скорее всего, приведет к деформации, изгибу и разрушению прилегающего металла.
Накидное долото при небольших коротких сварных швах или прихваточных швах может эффективно разрушить сварной шов.При сварке с более длинными сварными швами время и энергия, необходимые для того, чтобы врезать долото в сварной шов достаточно глубоко, чтобы сломать соединенные куски металла, вероятно, не стоят затраченных усилий.
В литературе по сварке упоминается использование алмазного долота. Также можно использовать долото с алмазным острием, но, опять же, энергия и усилия, вложенные в такой проект, вряд ли будут эффективными. Если вы не очень опытны в заточке долот для этой конкретной цели, ваши усилия, вероятно, быстро прекратятся.
Если вам удастся сломать хорошо выполненный сварной шов, результат будет менее чем приемлемым. Следы стамески, рваные порезы и кромки, порезы в металле и следы молотка на соединенных кусках металла могут привести к этому. Опять же, результатом будут заготовки, неприемлемые для любого проекта.
Физическое нарушение сварного шва Разочарование часто может привести к отчаянию, и некоторые производители металла, разочарованные упорным сварным швом, который отказывается сдвинуться с места, часто прибегают к отчаянным мерам.Возможна физическая деформация сварного шва до точки разрушения. Некоторые лаборатории делают это на регулярной основе для проверки качества сварных швов.
Лаборатории, проводящие это испытание до отказа, используют сложные машины, которые измеряют силы, действующие на металлы, чтобы определить, насколько хорошо сварной шов сплавляет два куска металла. В отчаянии фабриканты часто обращаются к самому большому молотку, который они могут найти, чтобы попытаться сломать сварной шов.
Чаще всего в результате получается кусок изогнутого, скрученного и бесполезного металла со сварным швом, который практически не деформируется или не изменяется.Дело не в том, что сварной шов таким образом не сломается. Тот факт, что большинство сварных швов прочнее, чем металлы, которые они соединяют, означает, что металлы будут подвергаться большему повреждению, чем сварные швы в этом виде процесса.
Так же, как механические методы разрыва сварных швов, физический разрыв сварных швов невозможен.
Можно ли разорвать сварной шов без шлифовального станка? Технически да. Самый эффективный метод удаления правильно наложенного сварного шва — это строжка сварного шва с помощью кислородно-ацетиленовой или воздушно-дуговой горелки. Даже в этом случае результаты будут менее чем удовлетворительными и потребуют дополнительной работы, чтобы сделать ранее соединенные металлы пригодными для использования.
Даже в этом случае результаты будут менее чем удовлетворительными и потребуют дополнительной работы, чтобы сделать ранее соединенные металлы пригодными для использования.
Большинство профессиональных сварщиков скажут вам, что лучший вариант — переместиться в сторону сварного шва и прорезать металл подальше от сварного шва и очистить область сварного шва. Удаление сварного шва таким способом может стоить вам некоторого размера металла, но это проще и открывает возможность использования других инструментов, таких как сабельные пилы.
Лучший ответ на этот вопрос состоит в том, что есть более эффективные способы решения проблемы, чем разрыв сварного шва.
ЗаключениеНет невыполнимых задач, только те, которые требуют больше времени и стоят дороже. Вы должны взвесить затраты времени и усилий на то, чего вы надеетесь достичь. Это особенно актуально при разрыве сварных швов.
Представленные здесь методы, безусловно, будут работать. Насколько хорошо они работают и дают ли удовлетворительные результаты, не гарантируется.
Когда доступны некоторые другие методы и инструменты, специально разработанные для выполнения работы, возникает вопрос: «Почему бы вам не использовать инструмент, разработанный для этой работы.«По большому счету, использование шлифовального станка облегчит задачу по разрыву сварного шва, сделает ее менее утомительной и более эффективной.
Автомобильная сварка: как резать и шлифовать
Большая часть любого проекта в области автомобильной металлообработки включает в себя резку и придание формы составным частям. Иногда резка и придание формы — это весь проект, но чаще за первоначальным формированием следует сварка, пайка или другие методы для создания конечного продукта. В этой главе рассматривается использование стандартных инструментов для резки и обработки металла, а также предлагаются некоторые полезные проекты для практики.
Этот технический совет взят из полной книги «АВТОМОБИЛЬНАЯ СВАРКА: ПРАКТИЧЕСКОЕ РУКОВОДСТВО». Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете. Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/welding/automotive -сварка-резка-шлифование-деталь-4/
Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/welding/automotive -сварка-резка-шлифование-деталь-4/
Люди выбирают металл в качестве рабочего материала, потому что его можно изменить и прочно соединить гораздо легче, чем дерево, и он прочнее, чем дерево или пластик.Вы можете разрезать металл на куски, затем снова сварить их и отшлифовать до гладкости, чтобы после этого разрезы были незаметны. И что не менее важно, фигура была такой же или даже более сильной, чем была до того, как вы начали.
Большинство металлов продается в основных формах и количествах. Листовой металл выпускается в виде больших листов, трубы и уголки — в виде длинных стержней, а пластины бывают разных размеров. Эти формы почти никогда не подходят для того, что вы делаете, поэтому их нужно вырезать и придавать им форму.В прошлом кузнецы использовали различные долота, напильники и молотки, чтобы разделять массивный металл на требуемые размеры и формы. Сегодня у нас есть множество инструментов, которые могут нам помочь, и мы можем вырезать многие из наших изделий из холодного металла. Тем не менее, ничто не заменит резку железа путем его плавления, и у нас есть инструменты для этого.
Сегодня у нас есть множество инструментов, которые могут нам помочь, и мы можем вырезать многие из наших изделий из холодного металла. Тем не менее, ничто не заменит резку железа путем его плавления, и у нас есть инструменты для этого.
Использование абразивных режущих инструментов
Для автомехаников с ограниченным бюджетом по умолчанию используются абразивные режущие инструменты. Вы можете купить абразивные полотна для любой бензопилы на рынке, а настольная пила для плотников хороша для прямых пропилов металла толщиной до 1/4 дюйма.Вы даже можете вставить абразивный диск в свою циркулярную пилу диагональю 7,25 дюйма и приступить к работе. Однако небольшие вложения в специальную отрезную пилу для резки металла значительно упрощают и безопаснее. Настольная пила и, особенно, циркулярная пила разбрасывают стружку и пыль по всему магазину, а вся стружка горячего металла, кажется, попадает на вашу кожу. Кроме того, когда вы пропускаете металл через настольную пилу или пропускаете циркулярную пилу по металлу, он может зависнуть и ударить вас, или диск может распасться с потенциально катастрофическими последствиями.
Сварка получает всю славу, но резка и шлифовка — необходимые подготовительные шаги, прежде чем вы сможете построить что-нибудь интересное.
отрезная пила
Разделочная пила опускает вращающееся полотно на разрезаемый металл. Поскольку вы не продвигаете металл, как с помощью настольной пилы, и не держите пилу вручную, как с циркулярной пилой, разделочная пила обеспечивает более качественные и точные пропилы с большим запасом прочности.Как и в случае с любой пилой, вы должны быть осторожны и соблюдать все меры предосторожности производителя. Несчастные случаи с пилой происходят постоянно, и вы не хотите, чтобы они случались с вами.
Вы можете купить пилу, предназначенную для обычных абразивных лезвий или для лезвий из твердосплавного металла для холодной резки. Обычные абразивные диски изготовлены из композитного материала, который довольно быстро расходуется при резке. Эти лезвия обычно черного цвета и сделаны из оксидов металлов, эпоксидной смолы и сетчатой ткани. Они из того же материала, что и лезвие отрезного круга. Эти лезвия, как правило, недороги и работают достаточно хорошо, поэтому многим производителям больше ничего не нужно.
Они из того же материала, что и лезвие отрезного круга. Эти лезвия, как правило, недороги и работают достаточно хорошо, поэтому многим производителям больше ничего не нужно.
Правильная отрезная пила по металлу лучше всего подходит для выполнения прямых резов в трубах и коробах, а также на небольших участках стального листа.
Обычная абразивная отрезная пила почти так же хороша, как отрезная пила для резки металла. Этот стоит намного дешевле, но производит много пыли.
Металлические лезвия для холодной резки металла обычно рассчитаны на работу со скоростью около 1300 об / мин, что намного ниже, чем 4000 об / мин, используемых с абразивными лезвиями.Преимущество пилы такого типа заключается, прежде всего, в более точном пропиле и меньшем выбросе пыли и песка в вашем магазине. Но в то время как абразивные лезвия стоят от 6 до 8 долларов за штуку, вы заплатите более 100 долларов за 14-дюймовое лезвие для холодной резки металла. Некоторые пилы имеют регулируемую скорость движения, поэтому вам не обязательно покупать две пилы, чтобы использовать оба типа лезвий. Проверьте документацию на свою пилу или любую другую пилу, которую вы планируете, и посмотрите, работает ли она с правильной скоростью для лезвий, которые вы хотите использовать.
Проверьте документацию на свою пилу или любую другую пилу, которую вы планируете, и посмотрите, работает ли она с правильной скоростью для лезвий, которые вы хотите использовать.
Использование отрезной пилы
1: Всегда соблюдайте инструкции производителя по технике безопасности и надевайте защитные очки при использовании любой пилы.
2: Убедитесь, что обрабатываемый материал надежно закреплен в зажиме, поставляемом с пилой, а если это длинный материал, убедитесь, что ваша деталь хорошо поддерживается с обоих концов.
3: При измерении материала обязательно учитывайте ширину пильного диска при выполнении пропила. Точно отметьте линию реза, а затем отрежьте ее на дальней стороне для получения точных результатов.
4: Дайте отрезной пиле пройти сквозь материал.Не давите на него с большой силой, особенно с расходным абразивным лезвием. Вы можете повредить свой кусок излишним нагревом, а в крайнем случае можете сломать лезвие, разлетев осколки повсюду.
5: Когда разрез будет сделан, вам может потребоваться обработать его на ленточно-шлифовальном станке перед сваркой.
Отрезной диск
Отрезной круг — это другое название типа лезвия, используемого в отрезной пиле, но это название обычно используется для обозначения круга меньшего диаметра, который используется в ручном инструменте.Лезвие может быть установлено на одной линии с корпусом инструмента (например, циркулярной пилы), на шлифовальном станке или перпендикулярно корпусу пилы, как это типично для отрезных кругов с пневматическим приводом.
В качестве более дешевого решения вы можете вставить лезвия для резки металла в шлифовальный станок или даже в циркулярную пилу.
В то время как отрезные пилы используются для отрезания длинных кусков до нужной длины, ручной отрезной круг обычно используется для отделочных работ или для удаления материала с предмета, слишком большого для того, чтобы поместиться в отрезную пилу. Например, вы можете использовать ручной отрезной круг, чтобы удалить лишнюю длину с детали, которая уже приварена к кузову автомобиля, или с самого кузова автомобиля.
Например, вы можете использовать ручной отрезной круг, чтобы удалить лишнюю длину с детали, которая уже приварена к кузову автомобиля, или с самого кузова автомобиля.
Как всегда, для безопасного использования отрезного круга, держите щитки лезвия установленными на инструменте и всегда надевайте соответствующую защитную одежду.
Сабельная пила
Иногда более традиционная пила является правильным решением проблемы резки. Это особенно актуально, когда вы вырезаете панели из автомобиля.Если у вас нет плазменного резака, подумайте о сабельной пиле, такой как Sawzall, для больших работ или простой сабельной пиле, такой как Skilsaw, для точного управления. Пилы обоих типов предлагают полотна специально для резки металлов.
Старой резервной ножовке найдется место в любом цехе металлообработки. Возьмите лучшую и самую прочную ножовку, какую только сможете найти.
Чтобы пользоваться сабельной пилой безопасно и с хорошими результатами, нужно работать медленно и осторожно. Особенно с машиной типа Sawzall легко пролететь мимо цели или сбиться с пути.Автомобильные кузова обычно имеют слои металла, и движение сабельной пилы внутрь наружу иногда ударяет по скрытой внутренней панели и отклоняет пилу или, что еще хуже, изгибает лезвие внутри разрезаемой панели.
Особенно с машиной типа Sawzall легко пролететь мимо цели или сбиться с пути.Автомобильные кузова обычно имеют слои металла, и движение сабельной пилы внутрь наружу иногда ударяет по скрытой внутренней панели и отклоняет пилу или, что еще хуже, изгибает лезвие внутри разрезаемой панели.
Ленточная пила
Когда вы работаете с тонким листовым металлом (толщиной 18 или меньше, или с алюминием толщиной до 1/4 дюйма), вы можете использовать традиционную ленточную пилу общего назначения для криволинейных пропилов. Вам понадобится специальное лезвие для резки металла, которое можно купить в большинстве хозяйственных магазинов и во всех магазинах материалов для металлообработки, но никакого другого специализированного оборудования не требуется.
Ленточная пила общего назначения — хороший универсальный инструмент, который можно иметь в цехе по металлу. Лезвия не слишком дороги, и вы можете с комфортом выполнять хорошую работу. Вырезать сложные формы сможет даже новичок, главное, чтобы конструкция не требовала внутреннего кроя. В крайнем случае, вы можете приварить прорезь доступа к внутренней прорези, но в этой ситуации такой инструмент, как плазменный резак, действительно упрощает дело.
В крайнем случае, вы можете приварить прорезь доступа к внутренней прорези, но в этой ситуации такой инструмент, как плазменный резак, действительно упрощает дело.
Для прямой резки больших деталей используйте ленточную пилу по металлу. Эти пилы обычно ориентированы горизонтально и рассчитаны на использование веса пилы для работы через металл.Обычно они поставляются с зажимами и имеют возможность регулировки для резки под углом. Некоторые из них используют насадку для воды, чтобы полотно пилы и обрабатываемая деталь охлаждались.
Еще один полезный инструмент — ручная ленточная пила. Обычно они имеют отверстие около 4 дюймов и используются для отрезания отрезков коробчатого сечения или трубы, которые вы не можете использовать с помощью обычной ленточной пилы. С помощью этого инструмента вы можете быстро и легко отрезать стальную коробку 4 × 4 любой длины.
Ножовка по металлу или копировальная пила
В нижней части технологической пирамиды находится ножовка и копировальная пила. Несмотря на то, что они недороги и трудоемки, ни один цех по металлу не должен обходиться без этих основных инструментов. Часто бывает, что никакой другой инструмент не подойдет, особенно это касается копировальной пилы. Вы можете сделать тонкие внутренние пропилы, используя дрель, чтобы проделать отверстие, а затем продеть лезвие копировальной пилы через отверстие, чтобы начать рез. Это займет немного больше времени, чем использование плазменного резака, но если у вас нет этого инструмента, копировальная пила будет доступна для любого бюджета.
Несмотря на то, что они недороги и трудоемки, ни один цех по металлу не должен обходиться без этих основных инструментов. Часто бывает, что никакой другой инструмент не подойдет, особенно это касается копировальной пилы. Вы можете сделать тонкие внутренние пропилы, используя дрель, чтобы проделать отверстие, а затем продеть лезвие копировальной пилы через отверстие, чтобы начать рез. Это займет немного больше времени, чем использование плазменного резака, но если у вас нет этого инструмента, копировальная пила будет доступна для любого бюджета.
Для резки металла всегда используйте лезвие с минимум 32 зубцами на дюйм.Кроме того, инвестируйте в самые лучшие и самые прочные корпуса пил, которые вы можете найти. Слабый корпус пилы позволяет полотну поворачиваться во время резки, создавая угловой пропил, который затем необходимо отшлифовать. Держите полотна пилы плотно внутри корпуса и работайте медленно, чтобы добиться чистого и прямого пропила.
Использование ножниц
Помимо шлифовальных инструментов, существует множество недорогих инструментов для резки листового металла и тонколистового листа. Некоторые из этих инструментов устанавливаются на стенде и используются для резки более тяжелого материала, некоторые — отдельно стоящие и используются для резки больших кусков листового металла.Но, безусловно, наиболее распространенными инструментами являются ручные ножницы, и в каждом магазине должен быть выбор. Ручные ножницы позволяют быстро и легко выполнять небольшие разрезы и резку с точной регулировкой.
Некоторые из этих инструментов устанавливаются на стенде и используются для резки более тяжелого материала, некоторые — отдельно стоящие и используются для резки больших кусков листового металла.Но, безусловно, наиболее распространенными инструментами являются ручные ножницы, и в каждом магазине должен быть выбор. Ручные ножницы позволяют быстро и легко выполнять небольшие разрезы и резку с точной регулировкой.
Нубблер
Также в категории режущих инструментов есть высечные ножницы. Эти инструменты обычно имеют пневматический привод, но также доступны электрические варианты. Высечные ножницы работают, делая серию небольших откусов из куска листового металла. Вы можете использовать высечные ножницы для вырезания многих сложных форм из листового металла, но основным компромиссом является ширина выреза.Высечные ножницы делают рез шире, чем традиционные ножницы. Высечные ножницы также труднее использовать для получения квадратных углов.
Другая проблема использования грызунка состоит в том, что вы должны держать его осторожно, иначе он «съест» в своем собственном направлении. Во время работы наблюдается небольшая вибрация, поэтому для получения точных результатов с ножом требуется практика и твердая рука.
Во время работы наблюдается небольшая вибрация, поэтому для получения точных результатов с ножом требуется практика и твердая рука.
Если у вас есть ножницы, вот практический проект по созданию простой скругленной приборной панели под приборной панелью с помощью ножа.Используйте кольцевую пилу, чтобы вырезать калибровочные отверстия, и тормозные или базовые настольные тиски, чтобы сделать одинарный изгиб, но общая форма хороша и удобна для выполнения высечным ножом.
Банки из-под соды, банки из-под кофе, четвертинки — что угодно круглой формы можно использовать в качестве шаблона, если оно имеет правильный радиус.
Обычный столярный скользящий квадрат и линейка — ценный инструмент для разметки линии.
1: Вы можете легко разложить приборную панель под панелью приборов вручную.Для установки двух стандартных 21⁄16-дюймовых манометров вам понадобится кусок листового алюминия шириной 5 дюймов и высотой 4 дюйма. Используйте банку из-под газировки, чтобы обвести 90 градусов изгиба на нижнем конце монтажной пластины, и линейку, чтобы отметить дюйм от верха для изгиба на 90 градусов.
Используйте банку из-под газировки, чтобы обвести 90 градусов изгиба на нижнем конце монтажной пластины, и линейку, чтобы отметить дюйм от верха для изгиба на 90 градусов.
2: Обрежьте закругленные края пластины высечным ножом. Во время резки обратите внимание на то, насколько сложно будет получить красивый квадратный угол с помощью высечки. Для этого вам понадобятся ножницы.
3: Обработайте края листа с помощью инструмента для удаления заусенцев, наждачной бумаги или ленточно-шлифовального станка, пока они не станут гладкими.
Обратите внимание на то, как быстро работает высечные ножницы, и насколько легко можно проскользнуть и откусить прямо в вашем проекте!
Нибблеры оставляют рваные края. Инструмента для удаления заусенцев, вероятно, будет недостаточно, чтобы очистить это — вы захотите использовать ленточно-шлифовальный станок.
4: Просверлите два или три монтажных отверстия примерно на 1/2 дюйма от верхнего края. Затем поместите верхний дюйм или около того в тормоз для листового металла и изогните его на 90 градусов.
Затем поместите верхний дюйм или около того в тормоз для листового металла и изогните его на 90 градусов.
5: Теперь отметьте положение манометра на поверхности пластины.Если в качестве шаблона вы используете настоящие датчики, убедитесь, что вы не используете внешний край лицевой панели. Фактический корпус датчика меньше.
6: Используйте кольцевую пилу, чтобы вырезать отверстия для манометров. Как вариант, вы можете просверлить отверстие и использовать кольцевую пилу, чтобы вырезать отверстия для манометров. В качестве альтернативы вы можете просверлить отверстие и использовать копировальную пилу, но это займет много времени, и результат будет не лучше, чем кольцевой пилой. Для наилучшего прилегания используйте кольцевую пилу немного меньшего размера, чем окончательный размер отверстия.Например, выберите 2-дюймовую кольцевую пилу для чистового размера 21⁄16 дюйма, а затем обработайте отверстия с помощью инструмента для удаления заусенцев. При работе с кольцевыми пилами убедитесь, что вы используете самую низкую скорость вращения сверлильного станка, а также убедитесь, что за листовым металлом, который вы режете, стоит толстый кусок дерева. Прикрепите листовой металл к деревянному блоку для достижения наилучших результатов.
При работе с кольцевыми пилами убедитесь, что вы используете самую низкую скорость вращения сверлильного станка, а также убедитесь, что за листовым металлом, который вы режете, стоит толстый кусок дерева. Прикрепите листовой металл к деревянному блоку для достижения наилучших результатов.
Просверлите монтажные отверстия, пока проект еще плоский, если можете.
Мы согнули эту маленькую деталь в тисках для ног, просто чтобы показать, что она хорошо работает, если вы будете осторожны.
Мы использовали сами калибры, чтобы отметить места для кольцевой пилы.
Вы можете получить алюминий с предварительно нанесенным покрытием в несколько цветов. Этот красный отлично смотрится в салоне автомобиля.
В качестве альтернативного процесса, если у вас нет тормоза, вы все равно можете получить хорошие результаты, сгибая кусок такого размера в обычных тисках. Осторожно вставьте деталь в тиски так, чтобы короткий конец был зажат в губках. Убедитесь, что линия изгиба совпадает с краем губок, а деталь полностью повернута в ту или иную сторону.Обеими руками, большими пальцами прямо в точке тормоза, осторожно согните верх примерно на 15-20 градусов. Не заходите слишком далеко! Теперь ослабьте губки тисков и переместите деталь на другой конец. Ширина губок тисков должна перекрывать ранее согнутую область. Опять же, аккуратно выровняйте деталь вдоль тормозной магистрали и согните деталь примерно на 20 градусов большими пальцами руки вдоль основания. Затем переместите деталь назад и повторяйте этот процесс, пока не получите хороший изгиб на 90 градусов вдоль всей тормозной линии. У вас должен получиться достаточно крутой изгиб.Пара легких ударов резиновым молотком или другим надежным молотком может сузить угол, если он не острый.
Убедитесь, что линия изгиба совпадает с краем губок, а деталь полностью повернута в ту или иную сторону.Обеими руками, большими пальцами прямо в точке тормоза, осторожно согните верх примерно на 15-20 градусов. Не заходите слишком далеко! Теперь ослабьте губки тисков и переместите деталь на другой конец. Ширина губок тисков должна перекрывать ранее согнутую область. Опять же, аккуратно выровняйте деталь вдоль тормозной магистрали и согните деталь примерно на 20 градусов большими пальцами руки вдоль основания. Затем переместите деталь назад и повторяйте этот процесс, пока не получите хороший изгиб на 90 градусов вдоль всей тормозной линии. У вас должен получиться достаточно крутой изгиб.Пара легких ударов резиновым молотком или другим надежным молотком может сузить угол, если он не острый.
В качестве еще одного альтернативного проекта вы можете выложить настраиваемую панель датчиков с шаблоном. Поскольку эта панель должна быть сделана для вашей конкретной машины, возьмите лист тонкого однослойного картона и вырежьте его, чтобы он соответствовал доступному пространству в вашей приборной панели. Обязательно предусмотрите возможность крепления панели к приборной панели! Например, у старых Volkswagen Beetles с воздушным охлаждением есть панель слева от спидометра, которую можно снять и заменить панелью из листового металла, которая подходит для двух небольших 21⁄16-дюймовых манометров для давления и температуры масла.
Обязательно предусмотрите возможность крепления панели к приборной панели! Например, у старых Volkswagen Beetles с воздушным охлаждением есть панель слева от спидометра, которую можно снять и заменить панелью из листового металла, которая подходит для двух небольших 21⁄16-дюймовых манометров для давления и температуры масла.
Ручные и настольные ножницы
Для резки по прямой линии лучше всего использовать ножницы. Практически в каждом цехе по металлу, работающему с листом, используются какие-то ручные ножницы. Самыми простыми являются ножницы для жести, а это просто большие сверхмощные ножницы. Вы можете получить хорошие результаты с помощью базового набора ручных ножниц авиационного типа. Помните, что они бывают прямолинейными и смещенными влево / вправо, и хорошо, что есть все три типа. Это не означает, что вы не можете вырезать левые или правые кривые с помощью прямых ножниц, но это проще и дает лучшие результаты, если использовать правильный инструмент для резки. Если у вас есть только ножницы с левым или правым разрезом, помните, что левый разрез — это правый разрез, если вы начинаете с другого конца или переворачиваете кусок!
Если у вас есть только ножницы с левым или правым разрезом, помните, что левый разрез — это правый разрез, если вы начинаете с другого конца или переворачиваете кусок!
Самые большие отдельно стоящие устройства обрабатывают лист металла толщиной до 8 футов, но ограничивают возможность реза по прямой. Чаще встречаются настольные модели, которые можно купить всего за 100 долларов. Самые большие из этих моделей без горловины могут обрабатывать низкоуглеродистую сталь толщиной до 3/16 дюйма, и после небольшой практики вы можете использовать их для создания устойчивых кривых из толстого листового металла.Ножницы без горла работают как очень тяжелые ручные ножницы и работают со сменными лезвиями. Корпус ножниц также изгибается вверх к задней части, чтобы приспособиться к вращению листового металла во время резки — это то, что позволяет ножницам без горловины вырезать кривые. Если вы планируете работать с более тяжелыми листами и вырезать кривые, этот инструмент является хорошим вложением.
Изготовление съемной панели из листового металла с помощью ручных ножниц
Это простой проект, который можно выполнить за считанные минуты с помощью набора ножниц для самолетов.Если хотите, вы можете использовать валик для бусинок, чтобы добавить своему изделию необычные штрихи, или просто оставьте его простым.
1: Сделайте шаблон нужного вам панно. Вы можете нарисовать его прямо на листовом металле или сделать шаблон из картона и перенести дизайн на листовой металл. Обратите внимание на любые изгибы, которые вам могут понадобиться, и обязательно оставьте много перекрытий (около дюйма в каждом измерении), если вы планируете использовать крепеж Dzus.
2: По мере возможности работая с существующими краями листового металла, вырежьте форму панели с помощью ножниц.Не торопитесь. Преимущество авиационных ножниц в том, что вы можете хорошо рассмотреть свою работу во время резки.
3: Очистите края наждачной бумагой или ленточной шлифовальной машиной.
4: Решите, где вам нужно установить крепеж Dzus. Для обычной прямоугольной формы можно использовать два или четыре застежки. Если вы используете два, разместите их в диагонально противоположных углах тарелки. Просверлите отверстия для крепления. Обычно это отверстие диаметром 5/8 дюйма для основного корпуса застежки и два отверстия меньшего размера для заклепок, которые крепят застежку к пластине.Сначала просверлите основное отверстие и вставьте крепеж, затем отметьте и просверлите отверстия для заклепок. Заклепайте застежки на место.
Вырезать красивый круглый угол из тонкого алюминия легко с помощью авиационных ножниц.
После того, как пластина будет вырезана и края станут гладкими, установите крепеж Dzus.
5: Затем перейдите к принимающей панели и наложите крышку на панель. Отметьте расположение застежек Дзуса. В приемной панели можно просверлить отверстие меньшего размера для установки стержня застежки Dzus.
6: Работая с задней стороны приемной панели, просверлите меньшие отверстия для заклепок, чтобы прикрепить провода Dzus к панели. Однако приклепайте провода спереди, чтобы установка была плоской, чистой и профессионально выглядящей. Проволока Dzus обычно изготавливается из упругого материала и немного отступает от панели, поэтому застежка Dzus обеспечивает надежное соединение.
Вы должны просверлить три отверстия для каждого крепежа Dzus — одно большое отверстие для вала и два меньших, чтобы приклепать крепеж к пластине.Используйте саму застежку в качестве шаблона.
Когда вы приклепываете его к пластине, застежка Dzus оказывается почти заподлицо с поверхностью.
Эта пластина будет крепко держаться, но вы можете снять ее за секунды с помощью четвертины или отвертки. В установленном виде он выглядит профессионально.
7: Проверьте соответствие вашей панели. Самая распространенная ошибка — использование слишком длинной застежки Dzus, которая не обеспечивает надежного захвата проволоки.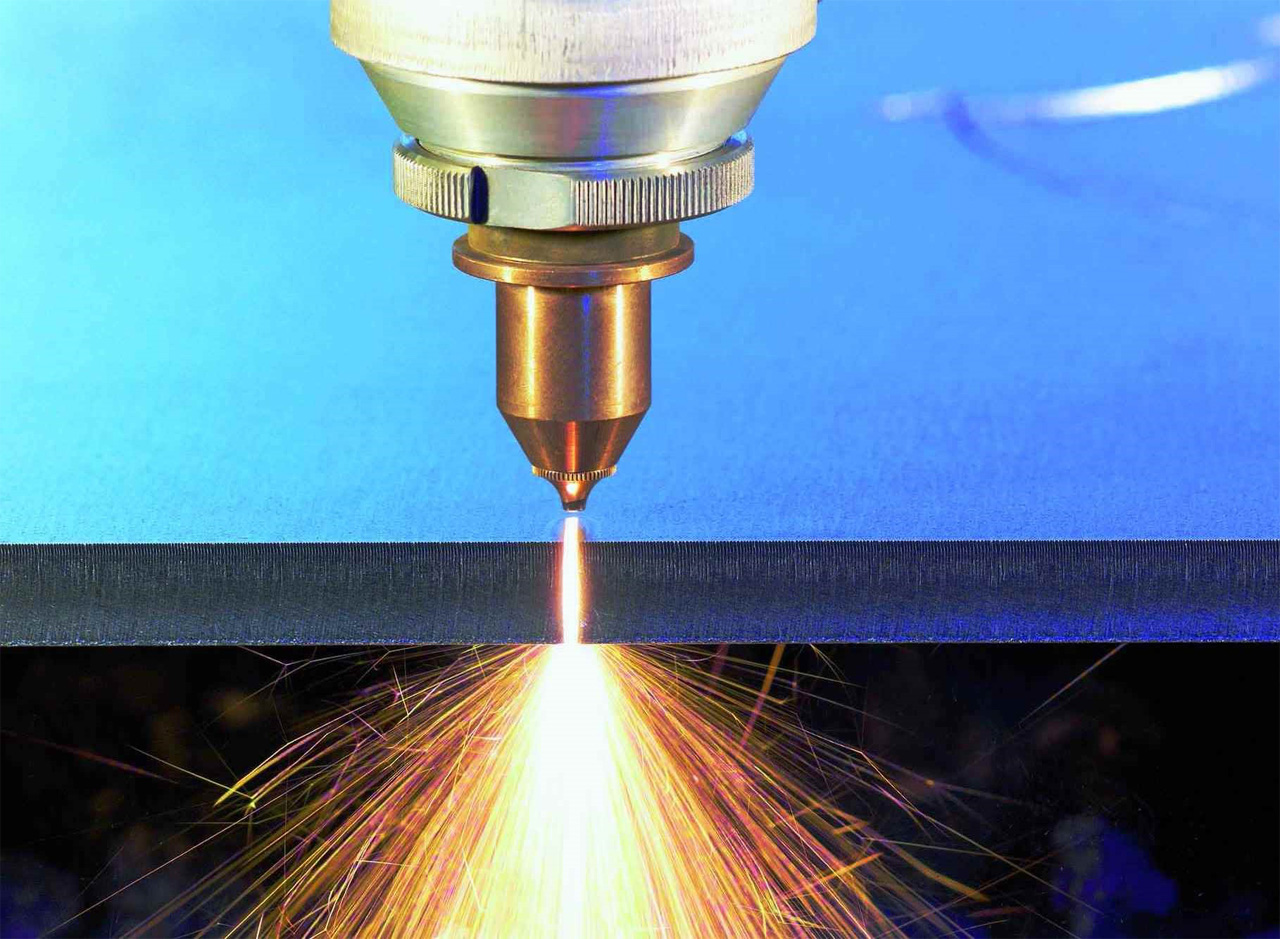 Если это произойдет, высверлите заклепки и возьмите более короткую застежку Dzus или поместите прокладочный материал между панелью крышки и приемной панелью.
Если это произойдет, высверлите заклепки и возьмите более короткую застежку Dzus или поместите прокладочный материал между панелью крышки и приемной панелью.
Dzus-fit могут быть любой формы и размера, их легко снимать и заменять для быстрого доступа к любой части вашего автомобиля. Панели Dzus-fit принимаются в качестве переборок практически всеми гоночными организациями.
Использование шлифовальных инструментов
Независимо от того, насколько точными могут быть ваши режущие инструменты, вам также понадобятся шлифовальные инструменты по металлу для производства готовой продукции.Каждая кромка, обрезанная резаком или ножницами, требует шлифовки или шлифовки, чтобы она стала гладкой и хорошо выглядела.
На рынке представлен огромный выбор инструментов для опиливания, шлифования, шлифования и других абразивных материалов. Мы рассмотрим наиболее распространенные инструменты и способы их использования.
В любом сварочном цехе или строительном магазине будет множество шлифовальных инструментов и абразивных материалов для поддержания их в рабочем состоянии.
Шлифовальные машины для тела — такие полезные инструменты, что в большинстве магазинов их всегда есть в большом количестве, снабженные различными шлифовальными и режущими абразивами.
Помимо обычных основных мер предосторожности, таких как использование средств защиты глаз, есть определенные привычки, которых следует избегать при использовании шлифовальных инструментов. Главной из них является практика использования любой части абразива, кроме заданной шлифовальной поверхности, например, шлифование на стороне шлифовального круга на настольном шлифовальном станке. Многие настольные шлифовальные машины со временем утратили свои защитные боковые крышки, но шлифование стороны обычного точильного камня может привести к его разрушению, а это опасно на высоких оборотах, когда вы стоите на пути.
Если корпус шлифовального станка оснащен шлифовальной поверхностью, не используйте его кромку в качестве отрезного круга и не пытайтесь шлифовать поверхность шлифовального круга. Они не для этого созданы. Еще одна распространенная проблема, связанная с безопасностью шлифовальных машин для тела, — это то, что шнур мешает работе. Металлический шлифовальный станок мгновенно разъедает шнур питания, создавая опасность поражения электрическим током.
Как всегда, соблюдайте инструкции производителя по технике безопасности для всех шлифовальных инструментов.
Шлифовальный станок и точильный камень для тела
Большинство корпусных шлифовальных машин устанавливаются так, что шлифовальная поверхность обращена от пользователя.Чтобы эффективно использовать шлифовальную машину, используйте легкое прикосновение. Если вы наклонитесь или надавите на изделие, вы можете выдолбить металл больше, чем предполагали, это произойдет в мгновение ока, а затем вам придется заполнить отверстие сварным швом или наполнителем кузова. Удерживайте шлифовальный станок в движении длинными плавными движениями и позвольте шлифовальной поверхности стереть выступы.
: Чтобы установить давление на регуляторе, откройте клапан на баллоне и проверьте, нет ли утечек. Ближайший к баллону датчик показывает давление внутри.Поверните клапан на регуляторе по часовой стрелке, чтобы увеличить давление в шланге, которое показывает другой манометр.
Имейте в виду, что использование точильного камня, диска или ленты нагревает вашу работу, и вы можете генерировать достаточно тепла, чтобы деформировать легкие материалы простым шлифованием. Вы также можете улучшить закалку инструментальной стали и других закаленных материалов с помощью шлифовки. Фактически, вы можете хорошо рассмотреть тепловые цвета, просто прижав болт к точильному камню. Попробуйте, и вы увидите синий, коричневый и соломенный цвета, которые указывают на температурное воздействие на сталь.
Но вы также можете изготавливать много полезных инструментов и деталей, используя только стандартный настольный шлифовальный станок с грубым и гладким камнями. Измените один камень на проволочное колесо, и вы сможете сгладить большую часть своей работы. Измените другой камень на полировальный круг, и вы сможете отполировать свою работу до зеркального блеска. Ключ к терпению — использование шлифовального инструмента всегда требует времени.
Измените один камень на проволочное колесо, и вы сможете сгладить большую часть своей работы. Измените другой камень на полировальный круг, и вы сможете отполировать свою работу до зеркального блеска. Ключ к терпению — использование шлифовального инструмента всегда требует времени.
Ленточно-шлифовальный станок
Ленточная шлифовальная машина с дополнительной плоской шлифовальной поверхностью — ключевой инструмент в любом цехе металлообработки.Вы можете быстро нарядить или придать форму любой детали с помощью прочной ленточной шлифовальной машины. Закругленный конец дает практически любой изгиб, который вам нужен, а плоская часть ремня дает надежную прямую кромку. Если в вашей кофемолке есть круглый диск, вы также можете использовать эту поверхность для прямых кромок. Гораздо сложнее создать прямые линии с помощью настольной или шлифовальной машины.
Ленточно-шлифовальный станок используется для очистки грубых газовых и плазменных резок, а также для придания формы деталям для сварки и прямого использования.
Возьмите различные ремни к кофемолке. Вы можете получить чрезвычайно грубое зерно для быстрого удаления большого количества материала и тонкие ленты до 400 или 600 для полировки. Другой секрет хороших результатов — частая замена ремня. Также держите отдельные ремни для работы с алюминием и сталью. Вы не хотите, чтобы частицы одного металла попали в деталь, сделанную из другого, особенно если вы обрабатываете кромку перед сваркой.
Ленточно-шлифовальный станок особенно полезен для создания сварных скосов и точных углов, таких как стыки «рыбий рот» на стальных трубах.Как и в случае со всеми шлифовальными инструментами, проявите терпение и при шлифовании используйте легкие прикосновения.
Резка кислородно-ацетиленовой горелкой
Кислородно-ацетиленовая горелка — очень знакомое зрелище и основной символ сварки. Во многих фильмах монтаж автомобильной конструкции начинается с зажигания резака. Тем не менее, важно знать, что резак и сварочная горелка — это очень разные инструменты, даже если они используют один и тот же баллон с кислородом и ацетиленом.
В сварочной горелке используются основные клапаны на рукоятке кислородно-ацетиленовой горелки для управления смесью и потоком газов. Сварочная горелка производит сравнительно небольшое пламя и используется для плавного плавления сварочного стержня и окружающего металла в небольшую лужу для соединения деталей. Резак — это более крупный инструмент, который включает в себя рычаг и дополнительный клапан для дополнительного потока кислорода. Когда вы получаете лужу расплавленной стали от основного пламени, нажатие на рычаг приводит в действие увеличенный поток кислорода и буквально выдувает расплавленный металл с другой стороны вашего предмета.Если кусок слишком толстый, возможно, вы не сможете разрезать его насквозь, но тонкие материалы режутся очень легко.
Красный шланг всегда ведет к баллону с ацетиленом, а зеленый — к баллону с кислородом. Клапаны на ручке регулируют поток к горелке.
При первом попадании в пламя должно получиться желто-дымное пламя из чистого ацетилена.
Клапан на рукоятке резака регулирует постоянный поток кислорода.Когда вы нажимаете на рычаг, вы получаете дополнительный поток кислорода для резки расплавленного металла.
Обратите внимание, что вы не можете использовать ацетилен для резки очень твердых сплавов нержавеющей стали, а газовая резка обычно расплавляет алюминий в большую лужу шлака. Используйте кислородно-ацетиленовый резак только для низкоуглеродистой и инструментальной стали. Если вам нужно резать другие материалы, приобретите плазменный резак. Вы будете рады, что сделали. Лучший способ научиться газовой резке — это попробовать и попрактиковаться, так что приступим непосредственно к проектам.
Практика резки с кислородно-ацетиленовой горелкой
Это базовый проект, который поможет вам научиться резать ацетиленовой горелкой.Вам понадобится набор фонарей и немного стали. В идеале металлолом следует зажимать в тисках на сварочном столе или верстаке. Убедитесь, что у вас есть перчатки и все необходимое защитное снаряжение и нет ничего легковоспламеняющегося. Под рукой хорошо бы иметь огнетушитель и ведро с водой.
Под рукой хорошо бы иметь огнетушитель и ведро с водой.
Обратите внимание, что лучшая позиция для кислородно-ацетиленовой резки — это всегда раскладывать кусок ровно так, чтобы резать сверху. Это позволяет расплавленному металлу стекать по нижней части разреза, а не по краю изделия.Очевидно, вы никогда не должны резать снизу, иначе на вас обрушится расплавленная сталь! Выполните следующие шаги:
1: Сначала закройте все клапаны сварочной горелки. Вы не хотите, чтобы утечка газа происходила во время настройки. Возьмите кусок стали и положите его в тиски. Становится жарко, так что наденьте перчатки. Выберите размер режущего наконечника, соответствующий толщине металла, который вы режете. Выберите наконечник №0 для стали толщиной до 0,25 дюйма, наконечник №1 для стали толщиной от 0,25 до 0,50 дюйма, наконечник №2 для металла толщиной до 1 дюйма.Наконечники большего числа можно использовать для резки более толстых материалов, но почти никогда не используются в автомобильной промышленности. Как правило, выбирайте наконечник с наименьшим числом (наименьшим), подходящий для обрабатываемого металла. Ваши разрезы будут более точными, и вы будете использовать меньше газа.
Как правило, выбирайте наконечник с наименьшим числом (наименьшим), подходящий для обрабатываемого металла. Ваши разрезы будут более точными, и вы будете использовать меньше газа.
2: Затем установите правильное давление на регуляторах, прикрепленных к сварочным баллонам. Откройте основные клапаны в верхней части бутылок. У ваших регуляторов по два манометра. Датчик, ближайший к каждой бутылке, показывает давление в бутылке.Вы должны увидеть в каждой бутылке давление не менее сотни фунтов. Манометр на другой стороне каждого регулятора показывает давление газа, поступающего в горелку. Вы регулируете давление газа в горелке, поворачивая вентили на регуляторах. Начните с набора примерно 20 фунтов кислорода и 7 фунтов давления ацетилена для резки. Если вы используете большой резак, вам может потребоваться большее давление.
3: Теперь найдите ацетиленовый клапан на резаке. Вы можете отличить ацетиленовый клапан, потому что шланг, ведущий к нему, красный. Шланг, ведущий к баллону с кислородом, зеленого цвета. Производители оборудования производят ацетиленовые баллоны с обратной (левой) резьбой, поэтому их сложно перепутать, если шланги уже прикреплены к вашим регуляторам. Подготовьте зажигалку и немного приоткройте клапан ацетилена. Обычно можно услышать, как газ начинает течь. Немедленно зажгите его, потому что вы не хотите, чтобы вокруг вас скапливался несгоревший газ.
Шланг, ведущий к баллону с кислородом, зеленого цвета. Производители оборудования производят ацетиленовые баллоны с обратной (левой) резьбой, поэтому их сложно перепутать, если шланги уже прикреплены к вашим регуляторам. Подготовьте зажигалку и немного приоткройте клапан ацетилена. Обычно можно услышать, как газ начинает течь. Немедленно зажгите его, потому что вы не хотите, чтобы вокруг вас скапливался несгоревший газ.
4: Огонь от факела должен быть желтого цвета и, скорее всего, будет дымным.Если первый не дает дыма, медленно закройте клапан ацетилена, пока он не начнет дымиться. Затем немного откройте кислородный клапан на боковой стороне горелки и обратите внимание, что пламя не изменилось. Вы должны открыть клапан вниз за шланг и клапан, который находится вверху сбоку от горелки, чтобы влить кислород в пламя.
5: Когда кислород присоединяется к ацетилену, ядро пламени становится синим, а прямо у его кончика появляется набор ярких голубых пламен. Поворачивая ручку на боковой стороне резака вверх, вы регулируете постоянный поток кислорода в пламя. Когда набор синего пламени станет небольшим и постоянным, попробуйте нажать на рычаг на фонаре. Центр вашего пламени должен выскочить, и вы должны услышать, как пламя усиливается. Если этого не происходит, еще немного приоткройте кислородный клапан у шланга. Нажатие на рычаг высвобождает больше кислорода прямо из шланга в центр пламени, что очень важно для резки.
Поворачивая ручку на боковой стороне резака вверх, вы регулируете постоянный поток кислорода в пламя. Когда набор синего пламени станет небольшим и постоянным, попробуйте нажать на рычаг на фонаре. Центр вашего пламени должен выскочить, и вы должны услышать, как пламя усиливается. Если этого не происходит, еще немного приоткройте кислородный клапан у шланга. Нажатие на рычаг высвобождает больше кислорода прямо из шланга в центр пламени, что очень важно для резки.
Когда у вас хорошая кислородная смесь, вы получаете короткое яркое синее пламя внутри большого синего пламени.Теперь вы готовы начать резку.
Чтобы разрезать толстый материал, потратьте некоторое время на предварительный нагрев области, затем создайте лужу, прежде чем добавлять кислород для выдувания расплавленной стали. Если вы все сделаете правильно, кислород не только очистит разрез, но и расплавит прилегающий металл, чтобы продолжить разрез.
6: Когда пламя настроено правильно, подойдите к куску стального лома и прижмите пламя к нему. По мере того, как сталь нагревается, она начинает светиться и в конечном итоге начинает выплевывать искры, как бенгальский огонь фейерверка.Это происходит, когда сталь достигает точки плавления, и вы получаете лужу расплавленной стали. Теперь нажмите на кислородный рычаг и начинайте резку.
По мере того, как сталь нагревается, она начинает светиться и в конечном итоге начинает выплевывать искры, как бенгальский огонь фейерверка.Это происходит, когда сталь достигает точки плавления, и вы получаете лужу расплавленной стали. Теперь нажмите на кислородный рычаг и начинайте резку.
7: Плавным движением очень медленно толкайте лужу вперед. Вы можете оценить, насколько быстро вы сможете резать, по тому, как быстро металл плавится на пути вашего пламени. Если вы пойдете слишком быстро, вы потеряете свою долю участия. Слишком медленно, и вы растаетесь больше, чем хотите, и ваш разрез будет беспорядочным.
Практикуйте технику резки стального лома, пока не научитесь резать сталь разных форм и размеров.Будьте очень осторожны с вентиляцией, когда используете газовую сварку. Мало того, что пламя выделяет окись углерода, иногда на ваших материалах присутствуют примеси в краске, смазке и других веществах, которые выделяют ядовитые газы. Оцинкованные металлы и олово в целом выделяют ядовитые пары при нагревании до температуры сварочной горелки, и вам не захочется дышать этим.
Изготовление наковальни из железнодорожного полотна
Хорошая практика с резаком, который также может быть полезным инструментом для вашего магазина, — это создать небольшую наковальню из куска железной дороги из металлолома.Этот недорогой проект можно завершить днем с помощью резака, шлифовального станка, плоских фрезерных файлов и, возможно, дрели.
Когда все будет готово, у вас будет небольшая наковальня, подходящая для долбления, легкой формовки и многих других целей в мастерской. Обратите внимание, что этот железнодорожный путь не имеет закаленной стальной поверхности, поэтому вы не сможете ударить по нему 16-фунтовыми санями, но он служит для небольших работ и ковки в легких условиях.
Во-первых, вам нужна длина железнодорожного полотна. Подойдет любая гусеница длиной от 12 до 24 дюймов.Вы можете использовать легкую или полноразмерную рейку, в зависимости от того, какой размер наковальни вам нужен. На многих свалках металлолома можно достать кусок пути, его нетрудно найти. Но не поддавайтесь искушению поискать кусок рельсового пути в железнодорожном подъезде или по железнодорожным путям. Это всегда опасно и обычно незаконно.
Но не поддавайтесь искушению поискать кусок рельсового пути в железнодорожном подъезде или по железнодорожным путям. Это всегда опасно и обычно незаконно.
Самый толстый пропил, необходимый для обработки выступа наковальни, составляет от 2 до 3 дюймов через основную часть рельса, поэтому вам понадобится наконечник № 4 или № 5 для этих разрезов и наконечник № 2 для наковальни. прорезает более тонкие части рельса.Перед началом работы убедитесь, что и кислородный, и ацетиленовый баллоны полны, потому что вы собираетесь использовать много газа для выполнения этого проекта.
Когда у вас есть железнодорожный путь, выполните следующие действия:
1: Создайте свою наковальню и отметьте рисунок на металле сварочным маркером, мыльным камнем или ручкой для рисования. Вероятно, у вас не хватит места, чтобы спланировать выносливые ямы или причелить ямы. Единственное, что вы можете сделать, это наметить рог или другую закругленную форму на обоих концах детали. Подумайте о том, какую работу вы планируете выполнять, и вы можете выбрать округлый или плоский верх, один или два рога (или без рога) и насколько глубоко перерезать горло.
Подумайте о том, какую работу вы планируете выполнять, и вы можете выбрать округлый или плоский верх, один или два рога (или без рога) и насколько глубоко перерезать горло.
2: Прикрепите кусок гусеницы к сварочному столу или другой хорошей поверхности, где можно резать сверху. Никогда не выполняйте резку и сварку непосредственно на бетонном полу, потому что вода в бетоне может превратиться в пар и вызвать взрыв части бетона. Если у вас есть достаточно большие тиски, чтобы удерживать кусок гусеницы, это подойдет лучше всего.Уберите все легковоспламеняющиеся материалы. Обратите особое внимание на то, что находится непосредственно под областью, которую вы собираетесь вырезать.
3: Достаньте газовую горелку и наконечник №2 и сначала вырежьте горловины в области основания. Начните с примерно 3 фунтов давления ацетилена и примерно 40 фунтов кислорода, доступного при резке. Не торопитесь и сделайте свои порезы максимально чистыми. Тщательно следуйте отмеченной линии и старайтесь, чтобы разрезы проходили прямо через материал. Обратите внимание, что наковальня очень сильно нагревается до того, как вы закончите резку.Основание наковальни оставьте на месте до концов рабочей поверхности; это лучше для стабильности.
Обратите внимание, что наковальня очень сильно нагревается до того, как вы закончите резку.Основание наковальни оставьте на месте до концов рабочей поверхности; это лучше для стабильности.
4: Затем начертите черновой рог (или рожки), который вы спроектировали. Используйте наконечник №4 или №5 в зависимости от толщины материала, который вы режете. Вам нужно от 4 до 5 фунтов ацетилена и от 45 до 50 фунтов давления кислорода. Если вам нужен рог с плоским верхом, вы можете просто разрезать его с боков. Если вам нужен рог с закругленной вершиной, вы можете попробовать снова разрезать под углом, чтобы быстро удалить много материала, но если вы не очень хорошо режете, это, вероятно, потребует больше работы, чем просто отшлифовать то, что вы надеваете. не нужно.
Вот базовый набор вырезов, позволяющих сделать традиционную форму наковальни из куска железнодорожного полотна. Нет необходимости закруглять нижнюю часть рожка, если только вы не хотите тратить на это время.
Обозначьте кусок дорожки желаемой формы. Вы можете использовать малярную ручку сварщика, мыльный камень или простой фломастер.
Когда все пути размечены, мы готовы начать резку. Но помните, форма не будет окончательной, пока вы не начнете вырезать.
Режем глотку на тонкой части гусеницы. Позже мы очистим наши порезы, а затем отшлифуем их до гладкости.
Когда у вас созданы глотки, вы можете вырезать рог. Это толстый материал, в котором используется много газа. Но наберитесь терпения, и вам подойдет базовый комплект фонарика.
Возможно, вам придется постучать по вырезанному куску, чтобы вынуть его, но будьте осторожны — он будет очень горячим!
Примерно за час мы протерли наковальню факелом.Теперь на кофемолку уходит от 2 до 3 часов.
Важное место для гладкой шлифовки — это рог, но мы хотели сгладить наши разрезы, чтобы получить красивый внешний вид инструмента, когда мы закончим.
Наша наковальня почти готова. Мы долго работали с фрезерными напильниками, добиваясь плоской поверхности рожка. Если бы у нас была станочная фреза, мы могли бы вставить в нее наковальню и получить действительно плоскую по всей длине.
5: Теперь ваша наковальня обрела базовую форму.Остальная часть процесса требует более тяжелой работы. Начните с гладкой шлифовки срезов электрической шлифовальной машиной. Это займет некоторое время, и если вы допустили какие-либо серьезные ошибки с горелкой, вы можете подумать о том, чтобы заполнить их сварным швом от вашего сварочного аппарата MIG, а затем сгладить с помощью шлифовального станка. В это время вы также должны использовать шлифовальный станок, чтобы разгладить верхнюю часть наковальни, если вы этого хотите. Если ваша наковальня достаточно длинная, вы можете подумать о том, чтобы сгладить часть лица и оставить часть изогнутой. Если у вас есть друг с фрезерным станком, вы также можете легко расплющить лицо с помощью этого инструмента.
6: После пары часов работы с шлифовальной машиной вы, вероятно, израсходовали пару шлифовальных дисков и образовали большую кучу шлифовального зерна на полу. Но твоя наковальня уже неплохо выглядит. Вы можете закончить детальную работу с помощью напильников для участков, недоступных для шлифовальной машины. Фрезерные файлы также хороши для проверки плоскостности. Если пилка хочет раскачиваться вперед и назад по лицу, она еще не плоская. Некоторые люди полируют свои наковальни до зеркального блеска, но вы можете довести свои наковальни до любого уровня, который вам нравится.В конце концов, это ваш инструмент.
7: Наконец, переверните наковальню и просверлите несколько отверстий в четырех углах основания. Вы также можете прожечь эти отверстия газовой горелкой и наконечником №2. Это позволяет прикрепить опору к рабочему столу или сварочному столу болтами. Наковальни гусеницы также были прикреплены болтами к бамперам грузовиков, установлены на пнях и помещены на изготовленные на заказ стойки. Если вы планируете ударить молотком по наковальне, лучше всего установить ее на твердый кусок дерева, например, на верстак или кусок бревна.Бить молотком по стальной наковальне, прикрепленной (или приваренной) к стальному столу, очень шумно!
Если вы планируете ударить молотком по наковальне, лучше всего установить ее на твердый кусок дерева, например, на верстак или кусок бревна.Бить молотком по стальной наковальне, прикрепленной (или приваренной) к стальному столу, очень шумно!
Необязательно: если у вас есть доступ к соответствующему оборудованию или если в вашем районе есть компания, занимающаяся термообработкой, вы можете немного укрепить гусеничную наковальню, нагрея всю деталь до докрасна и поместив ее в масляную закалку. Не используйте воду для закалки, иначе кусок может сломаться. Вы также можете купить несколько упрочняющих стержней для своего сварочного аппарата, собрать верхнюю часть и снова обработать ее до плоского состояния. Но для автомобильных работ закалка наковальни железнодорожного полотна, как правило, не требуется.
Резка плазменным резаком
Плазменные резаки — это относительно новые инструменты, в которых для резки металла используется перегретый сжатый воздух (или другие распространенные газы для дуговой сварки). Не вдаваясь в физику, скажем, что газовая плазма — это то, из чего состоят звезды. Плазма также присутствует в дуге вашего электросварочного аппарата, и именно так работает плазменный резак. Плазменный резак (или горелка) — это аппарат для дуговой сварки с подачей фильтрованного сжатого воздуха. Когда вы приводите в действие плазменный резак, он создает дугу, достаточно сильную, чтобы покрыть металл, который вы режете, лужей.Затем сжатый воздух продувает дугу, превращая ее в плазму. Затем перегретая плазма выдувает расплавленный металл из разреза, который вы делаете, и плавит металл на своем пути. Вторая струя воздуха или газа не проходит через дугу, и она используется в качестве защитного газа так же, как сварочный аппарат MIG или TIG использует газ.
Не вдаваясь в физику, скажем, что газовая плазма — это то, из чего состоят звезды. Плазма также присутствует в дуге вашего электросварочного аппарата, и именно так работает плазменный резак. Плазменный резак (или горелка) — это аппарат для дуговой сварки с подачей фильтрованного сжатого воздуха. Когда вы приводите в действие плазменный резак, он создает дугу, достаточно сильную, чтобы покрыть металл, который вы режете, лужей.Затем сжатый воздух продувает дугу, превращая ее в плазму. Затем перегретая плазма выдувает расплавленный металл из разреза, который вы делаете, и плавит металл на своем пути. Вторая струя воздуха или газа не проходит через дугу, и она используется в качестве защитного газа так же, как сварочный аппарат MIG или TIG использует газ.
Современные аппараты плазменной резки можно купить новые менее чем за 1000 долларов. Более крупные модели могут прорезать сталь толщиной до дюйма, а плазменный резак также может легко обрабатывать нержавеющую сталь, алюминий и другие цветные металлы. Точность и качество плазменной резки просто потрясающие.
Точность и качество плазменной резки просто потрясающие.
Для этого проекта мы нашли кусок алюминия 1/16 дюйма, чтобы сделать декоративный пламенный гриль с хотродом. Кусок картонного листа примерно того же размера, что и металл, будет нашим шаблоном.
В Интернете есть несколько планов для столов плазменной резки с поддонами для мусора. Эти таблицы содержат план сетки для поддержки вашей работы. Прутки сетки выдерживают некоторые злоупотребления со стороны плазменного резака, но сконструированы так, чтобы их можно было заменить, когда они становятся слишком поврежденными для дальнейшего обслуживания.Многие из этих столов также включают желоб или лоток для улавливания шлака, пыли и других отходов процесса плазменной резки. Некоторые из этих поддонов для мусора предназначены для заполнения водой, что снижает опасность возгорания и одновременно помогает ограничить распространение пыли.
Plasma — идеальный инструмент для ремонта ржавого автомобильного кузова из-за узкого разреза и точности разреза. С плазменными резаками в процессе резки происходит очень небольшое окисление окружающей стали.Газовые горелки, особенно в руках любителей, оставляют после себя много обгоревшей стали. Плазменный резак проходит по металлу так быстро, что тепло не рассеивается. Таким образом, ослабленных участков не остается. Вы можете резать окрашенный металл, не повредив отделку далеко за пределами места резки. Тогда вы сможете с такой же точностью вырезать запасные части. Если вы планируете заниматься ремонтом кузова автомобилей, плазменный резак — практически необходимость в современном магазине. Это отличное вложение в вашу работу.
С плазменными резаками в процессе резки происходит очень небольшое окисление окружающей стали.Газовые горелки, особенно в руках любителей, оставляют после себя много обгоревшей стали. Плазменный резак проходит по металлу так быстро, что тепло не рассеивается. Таким образом, ослабленных участков не остается. Вы можете резать окрашенный металл, не повредив отделку далеко за пределами места резки. Тогда вы сможете с такой же точностью вырезать запасные части. Если вы планируете заниматься ремонтом кузова автомобилей, плазменный резак — практически необходимость в современном магазине. Это отличное вложение в вашу работу.
Вырезание дизайнов трафаретов с помощью плазмы
Выполните следующие действия, чтобы приступить к плазменной резке. Трафареты для окраски автомобилей, такие как пламя, являются хорошим источником для практических работ, но если вы хотите начать с более легкого кроя, подумайте о базовом логотипе Chevy в виде галстука-бабочки. Вы можете нарисовать практически любой дизайн на тонкой пластине, листе стали или алюминия.
1: Убедитесь, что вы режете в чистой и безопасной среде. Плазменная резка достигает температуры около 30 000 градусов, и вы можете легко резать прямо через сварочный стол или зажечь рабочий стол.Никогда не используйте плазменную резку по бетону, потому что вода, впитавшаяся в бетон, может превратиться в пар и вызвать взрыв бетона.
2: Поскольку аппарат для плазменной резки представляет собой модифицированный аппарат для дуговой сварки, вам необходимо прикрепить зажим заземления к заготовке или сварочному столу, как аппарат для дуговой сварки.
3: Разместите кусок листа или листового металла и нарисуйте или обведите на нем сложную форму фломастером или сварочным маркером. Вы можете использовать купленные трафареты или изготовить свои собственные.Что касается пламени, попробуйте сами. Нарисуйте огонь на листе тонкого картона. Если вам не нравятся ваши результаты, начните заново с ручкой другого цвета или просто переверните картон.
4: Когда вам понравится ваш дизайн на шаблоне, вырежьте его ножом или бритвой, и вы получите свой трафарет. Поместите его на металл и обведите его вокруг, чтобы перенести дизайн на металл.
5: Перед тем, как приступить к работе над настоящим проектом, возьмите кусок того же материала и настройте плазменный резак на нужную мощность.При работе с алюминием используйте наименьшую мощность, чтобы сделать резку гладкой. Для листового алюминия это минимальная мощность резака. Убедитесь, что рабочее место свободно и что материал лежит на удобной высоте. Короче говоря, делайте здесь свои ошибки и будьте готовы к гладкой работе, когда вы режете навсегда.
6: Плазменную резку можно начать где угодно — плазма быстро проникнет в алюминий или сталь и начнет резку. Начните с ненужной части металла и доведите пропил до желаемой линии реза.Это не даст вам оставить в готовом изделии большое стартовое отверстие.
Вырезаем шаблон ножом X-Acto. Если мы хотим пофантазировать, мы могли бы даже добавить немного надписей внизу. Для этого есть место.
Если мы хотим пофантазировать, мы могли бы даже добавить немного надписей внизу. Для этого есть место.
Когда мы переносили узор на металл с помощью фломастера, мы наносили отметки X на участки, которые нужно удалить. Во время работы легко запутаться и вырезать не тот кусок!
На этом удаленном фрагменте показано, как мы начали резку в области отходов алюминия, а затем переместили плазменную струю на линию, которую хотели разрезать.
Работая неуклонно, Русс следует линиям, которые мы использовали для вырезания кусков мусора. Слишком медленное движение может привести к шатанию лески и деформации металла из-за слишком большого количества тепла, поэтому действуйте так быстро, как резак может удобно резать.
По мере того, как каждый кусок вырезан, снимайте его с листа.
После того, как вы удалили ненужный кусок, вы можете вернуться и сгладить любые пузыри на вашей леске с помощью резака.
Готовое изделие выглядит великолепно.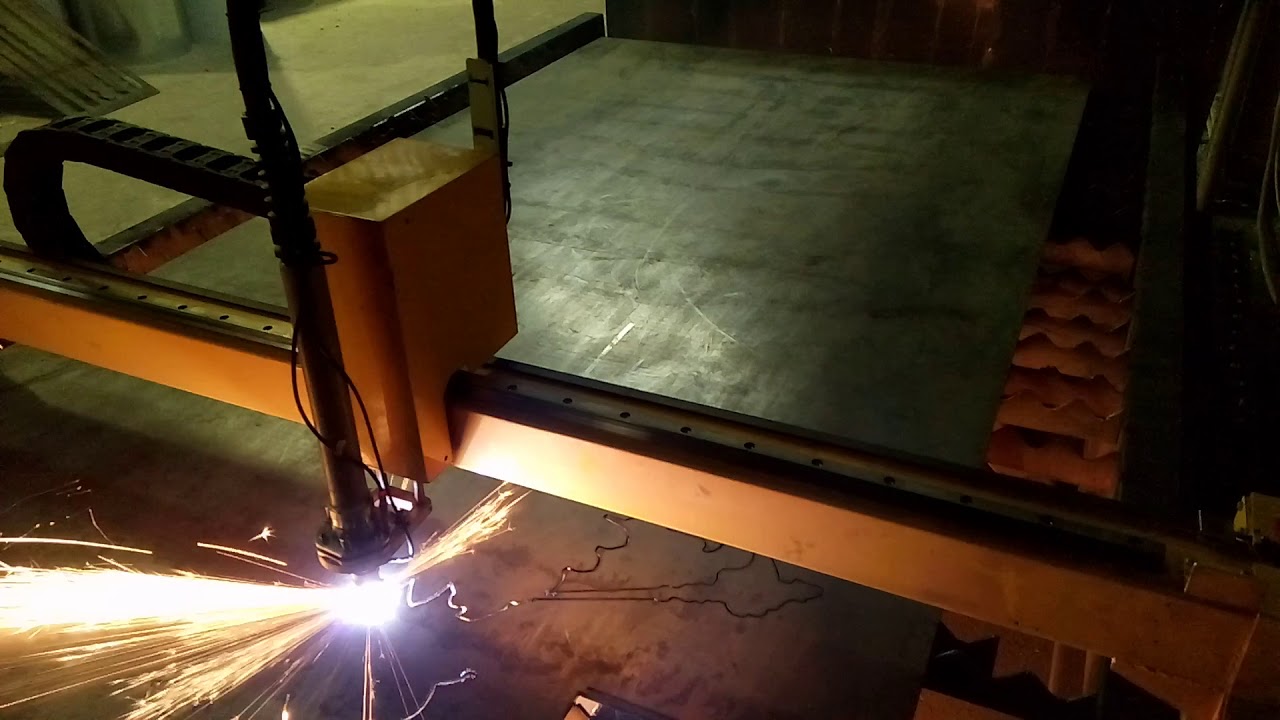 Мы сгладим края наждачной бумагой, а кончики оставили прикрепленными к раме для поддержки, но именно так выполняется вся эта фантастическая работа с выставочными машинами.
Мы сгладим края наждачной бумагой, а кончики оставили прикрепленными к раме для поддержки, но именно так выполняется вся эта фантастическая работа с выставочными машинами.
7: Начните вырезать с одного края детали и вырежьте рисунок, чередуя стороны. Это ограничивает количество тепла, передаваемого металлу за один раз в одной области. Листовой алюминий очень склонен к короблению при небольшом нагреве, поэтому будьте особенно осторожны с этим материалом. Порезы должны начинаться и заканчиваться в естественных местах и быть как можно более гладкими.Если вам нужно отдохнуть или вы находитесь вне пределов досягаемости, наклоните разрез на отходы, прежде чем останавливать резак. Вы можете снова взять леску с другого места в отходах.
8: Постарайтесь почувствовать, насколько быстро вы сможете разрезать материал, сохранив при этом гладкую и чистую кромку. Для достижения наилучших результатов держите режущий наконечник на рекомендованном производителем расстоянии от материала и не превышайте рекомендуемую скорость инструмента во время резки. Эта информация содержится в руководстве вашего резака.Мастера плазменной резки выполняют свою работу плавными, уверенными движениями при длинных резках.
Эта информация содержится в руководстве вашего резака.Мастера плазменной резки выполняют свою работу плавными, уверенными движениями при длинных резках.
9: Работайте по выкройке, выбрасывая отходы по ходу дела. Сделайте это, сделав несколько надрезов, чтобы как можно скорее отпало как можно больше остатков металла. Это предотвращает перемещение детали из-за большого веса свисающего металлолома или затруднение процесса резки. Это также дает вашему аппарату плазменной резки отдых от рабочего цикла и позволяет наконечнику остыть.
10: Обратите внимание, сколько пыли, шлака и лома образуется в процессе резки.Плазменная пыль и шлак распространяются повсюду, поэтому производители разработали специальные столы для использования только при плазменной или газовой резке.
Монтажная пластина балки ролика для плазменной резки
В главе 7 мы узнаем, как сделать индивидуальную дугу безопасности или каркас безопасности для автомобиля. Ваш плазменный резак — хороший инструмент для вырезания монтажных пластин и вставок нестандартной формы, которые могут понадобиться при установке рулонной конструкции на цельном корпусе шасси.Эта процедура также хороша для резки пластин для изготовления индивидуальных опор двигателя или трансмиссии или выступов крепления подвески. Однако, если ваши пластины или выступы представляют собой простые прямоугольники, выберите отрезную пилу, чтобы делать эти разрезы. Обратите внимание, что большинство санкционирующих органов требует, чтобы монтажные пластины рулевой тяги были размером не менее 36 квадратных дюймов из низкоуглеродистой стали .125 (1/8 дюйма).
Ваш плазменный резак — хороший инструмент для вырезания монтажных пластин и вставок нестандартной формы, которые могут понадобиться при установке рулонной конструкции на цельном корпусе шасси.Эта процедура также хороша для резки пластин для изготовления индивидуальных опор двигателя или трансмиссии или выступов крепления подвески. Однако, если ваши пластины или выступы представляют собой простые прямоугольники, выберите отрезную пилу, чтобы делать эти разрезы. Обратите внимание, что большинство санкционирующих органов требует, чтобы монтажные пластины рулевой тяги были размером не менее 36 квадратных дюймов из низкоуглеродистой стали .125 (1/8 дюйма).
Чтобы вырезать листы, косынки и другие нестандартные формы из стального листа, выполните следующие действия:
1: Создайте модель своей детали из картона или обведите существующую деталь на стали с помощью фломастера или сварочной ручки.По возможности используйте существующие края материала.
2: Сталь для монтажных пластин, вероятно, будет толще и труднее резать, чем алюминий, поэтому установите плазменный резак соответственно выше — по крайней мере, на полпути из диапазона для 3 / 16- или 1/4-дюймовой пластины из низкоуглеродистой стали.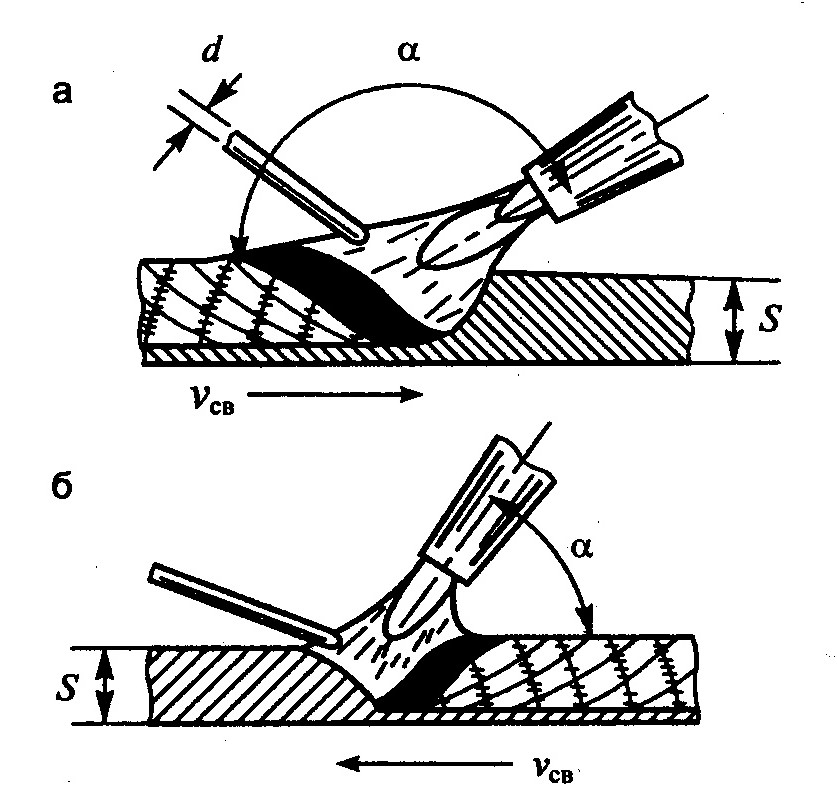 Также убедитесь, что под зоной резки нет ничего легковоспламеняющегося, так как расплавленная сталь будет падать в процессе плазменной резки.
Также убедитесь, что под зоной резки нет ничего легковоспламеняющегося, так как расплавленная сталь будет падать в процессе плазменной резки.
3: Сделайте несколько пробных разрезов в похожих материалах, чтобы убедиться, что ваши настройки и окружение верны, прежде чем выполнять разрезы в своей реальной работе.
Плазменная резка стального листа так же легко, как и листового алюминия. Температура плазмы около 30 000 градусов.
Чтобы получить хороший прямой пропил, прижмите к тарелке линейку или даже металлический уголок. Плазменная струя находится в центре резака, и вы можете направить резак боковой стороной по линейке.
Хотя пластины, разрезанные с помощью плазменной резки, действительно нагреваются, они не так сильно нагреваются, как пластины, разрезанные с помощью газовой резки.
4: Это менее важно для большинства строительных деталей, но для получения наилучших и чистых результатов начинайте резку на краю материала или на участке отходов металла. Режьте как можно быстрее плавными долгими движениями. Если вы режете прямые линии, попробуйте закрепить на работе кусок углового железа в качестве направляющей для резака.
Режьте как можно быстрее плавными долгими движениями. Если вы режете прямые линии, попробуйте закрепить на работе кусок углового железа в качестве направляющей для резака.
5: Расплавленная сталь имеет тенденцию течь и легко соединяться, особенно если давление газовой плазмы ниже, чем должно быть. Вы должны настроить машину на достаточную мощность, чтобы расплавить материал, и давление, достаточное для решительного выдувания расплавленной стали.Тем не менее, вам, возможно, придется дважды пробежать несколько небольших участков, чтобы освободить кусочки во время резки.
6: Выбейте каждый кусок, когда вы его вырезаете. Отложите его в сторону или дайте ему остыть, прежде чем брать его в руки. По крайней мере, сначала обработайте нарезку шлифовальной машиной. Мастера плазменной резки сделают разрез настолько гладким, что для него не потребуется дополнительная работа. Вы также можете немного наклонить горелку, чтобы создать свои собственные сварочные фаски, а не шлифовать их позже.
Одним из преимуществ плазменных резаков перед газовыми горелками является то, что в процессе резки происходит очень небольшое окисление окружающей стали.Газовые горелки, особенно в руках любителей, оставляют после себя много обгоревшей стали. Поскольку во время плазменной резки тепло очень интенсивное и непродолжительное, окисление ограничено, даже если в качестве защитного газа обычно используется обычный воздух. Таким образом, ослабленных участков не остается.
Суть резки и шлифования заключается в том, что если у вас есть шлифовальный станок для тела, ленточно-шлифовальный станок, отрезная пила и плазменный резак, вы мало что сможете сделать.
Написано Расселом Найбергом и Джеффри Цуршмейдом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга.Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Как лучше всего резать стальной лист
Существует множество способов резки листовой мягкой стали, некоторые из которых подходят для автоматизации, некоторые — нет. Некоторые подходят для более тонких тарелок, некоторые — для более толстых. Некоторые из них быстрые, некоторые медленные. Некоторые из них недорогие, некоторые дорогие. И некоторые из них точны, некоторые нет. В этой статье кратко рассматриваются четыре основных метода, используемых на станках для фигурной резки с ЧПУ, сравниваются сильные и слабые стороны каждого процесса, а затем дается несколько критериев, которые можно использовать для определения того, какой процесс лучше всего подходит для вашего приложения.
Некоторые подходят для более тонких тарелок, некоторые — для более толстых. Некоторые из них быстрые, некоторые медленные. Некоторые из них недорогие, некоторые дорогие. И некоторые из них точны, некоторые нет. В этой статье кратко рассматриваются четыре основных метода, используемых на станках для фигурной резки с ЧПУ, сравниваются сильные и слабые стороны каждого процесса, а затем дается несколько критериев, которые можно использовать для определения того, какой процесс лучше всего подходит для вашего приложения.
Газокислородная резка
Газовая резка или газовая резка — это, безусловно, самый старый процесс резки, который можно использовать для низкоуглеродистой стали. Обычно это считается простым процессом, а оборудование и расходные материалы относительно недороги. Газокислородная горелка может прорезать очень толстую пластину, ограниченную в первую очередь количеством подаваемого кислорода. Нет ничего необычного в том, чтобы разрезать 36 или даже 48 дюймов стали с помощью газокислородной горелки. Однако, когда дело доходит до фигурной резки стального листа, подавляющее большинство работы выполняется на листе толщиной 12 дюймов и тоньше.
Однако, когда дело доходит до фигурной резки стального листа, подавляющее большинство работы выполняется на листе толщиной 12 дюймов и тоньше.
При правильной настройке газокислородная горелка обеспечивает гладкую квадратную поверхность среза. На нижнем крае немного шлака, а верхний край лишь слегка закруглен от пламени предварительного нагрева. Эта поверхность идеально подходит для многих применений без дополнительной обработки.
Газокислородная резка идеально подходит для листов толщиной более 1 дюйма, но с некоторыми трудностями может использоваться вплоть до листа толщиной около 1/4 дюйма. Это относительно медленный процесс, производительность которого составляет около 20 дюймов в минуту на 1-дюймовом материале.Еще одна замечательная особенность газокислородной резки заключается в том, что вы можете легко резать несколькими резаками одновременно, увеличивая производительность труда.
Плазменная резка
Плазменно-дуговая резка — отличный способ резки листового материала из низкоуглеродистой стали, предлагающий гораздо более высокие скорости, чем газокислородная резка, но с некоторым ухудшением качества кромки. Вот где хитрость плазмы. Качество кромки имеет золотую середину, которая, в зависимости от тока резки, обычно составляет от 1/4 дюйма до 1,5 дюйма. Общая прямоугольность кромки начинает ухудшаться, когда пластина становится действительно тонкой или очень толстой (за пределами диапазона, который я только что упомянул), даже если гладкость кромки и характеристики окалины все еще могут быть довольно хорошими.
Вот где хитрость плазмы. Качество кромки имеет золотую середину, которая, в зависимости от тока резки, обычно составляет от 1/4 дюйма до 1,5 дюйма. Общая прямоугольность кромки начинает ухудшаться, когда пластина становится действительно тонкой или очень толстой (за пределами диапазона, который я только что упомянул), даже если гладкость кромки и характеристики окалины все еще могут быть довольно хорошими.
может быть дорогим по сравнению с газокислородной горелкой, поскольку для всей системы требуется источник питания, охладитель воды (в системах с током более 100 А), газовый регулятор, провода горелки, соединительные шланги и кабели, а также горелка. сам. Но увеличенная производительность плазмы по сравнению с кислородным топливом окупит стоимость системы в кратчайшие сроки.
Вы можете производить плазменную резку с использованием нескольких резаков одновременно, но из-за дополнительных затрат обычно это ограничивается двумя резаками. Однако некоторые заказчики выбирают до трех или четырех плазменных систем на одном станке, но обычно это производители высокого класса, которые вырезают большие объемы одних и тех же деталей для поддержки производственной линии.
Лазерная резка
Процесс лазерной резки подходит для резки низкоуглеродистой стали толщиной до 1,25 дюйма. Помимо барьера в 1 дюйм, все должно быть в порядке, чтобы он работал надежно, включая материал (сталь лазерного качества), чистоту газа, состояние сопла и качество луча.
Laser — это не очень быстрый процесс, потому что для низкоуглеродистой стали это, по сути, просто процесс обжига, при котором вместо предварительного нагрева пламени используется очень высокая температура сфокусированного лазерного луча.Следовательно, скорость ограничена скоростью химической реакции между железом и кислородом. Однако лазер — это очень точный процесс. Он создает очень узкую ширину пропила и, следовательно, может вырезать очень точные контуры и небольшие отверстия. Качество кромок обычно очень и очень хорошее, с очень маленькими зазубринами и линиями отставания, очень квадратными кромками и практически без окалины.
Еще одно преимущество лазерного процесса — надежность. Срок службы расходных деталей очень долгий, а автоматизация станка очень хорошая, поэтому многие операции лазерной резки можно выполнять «без света».Представьте, что вы кладете на стол стальную пластину размером 10 на 40 футов, нажимаете кнопку «Пуск», а затем отправляетесь домой на вечер. Когда вы вернетесь утром, у вас могут быть вырезаны сотни деталей, готовых к разгрузке.
Срок службы расходных деталей очень долгий, а автоматизация станка очень хорошая, поэтому многие операции лазерной резки можно выполнять «без света».Представьте, что вы кладете на стол стальную пластину размером 10 на 40 футов, нажимаете кнопку «Пуск», а затем отправляетесь домой на вечер. Когда вы вернетесь утром, у вас могут быть вырезаны сотни деталей, готовых к разгрузке.
Из-за сложности доставки луча CO2-лазеры не подходят для резки с использованием нескольких головок на одном станке. Однако при использовании волоконных лазеров возможна резка несколькими головками.
Гидроабразивная резка
Гидроабразивная резка также отлично справляется с резкой низкоуглеродистой стали, обеспечивая плавный и чрезвычайно точный рез.Точность гидроабразивной резки может превышать точность лазерной резки, поскольку может быть лучше гладкость кромок и отсутствует тепловая деформация. Кроме того, гидроабразивная резка не имеет ограничений по толщине, как лазерная и плазменная резка. Практический предел гидроабразивной резки составляет от 6 до 8 дюймов из-за продолжительности резки такой толщины и тенденции потока воды к отклонению.
Практический предел гидроабразивной резки составляет от 6 до 8 дюймов из-за продолжительности резки такой толщины и тенденции потока воды к отклонению.
Недостатком гидроабразивной резки является стоимость эксплуатации. Стоимость предварительного оборудования обычно немного выше, чем у плазмы из-за высокой стоимости усилителя накачки, но не так высока, как у лазера.Но стоимость часа работы гидроабразивной резки намного выше, в первую очередь из-за стоимости гранатового абразива, который входит в резку.
Гидроабразивная резка также подходит для резки с использованием нескольких головок, и это можно сделать даже с помощью одного насоса-усилителя. Но каждая дополнительная режущая головка требует дополнительного потока воды, для чего требуется либо насос большего размера, либо меньшее отверстие.
Критерии принятия решения
Так как же принять лучшее решение о том, какой процесс использовать?
1.Начните с толщины:
- Тоньше 0,080 дюйма используйте лазер.
- Тоньше 0,125 используйте плазму или лазер.
- Тоньше 0,250 используйте струю воды, плазму или лазер.
- Более 8 дюймов используют кислородное топливо.
- Более 2 дюймов использовать кислородно-топливную или водоструйную.
- Более 1,25 дюйма используют плазменную, кислородно-топливную или водоструйную печать.

2. Учитывайте требования к точности и качеству кромки:
- Вы можете согласиться с качеством кромки плазмы? Большинство изделий из листовой стали можно безупречно сварить с помощью плазменной резки.
- Можете ли вы принять зону теплового воздействия кислородного топлива, плазмы или лазера? Если нет, воспользуйтесь гидроабразивом.
3. Подумайте, что важнее: производительность или стоимость?
- Если производительность важнее всего, держитесь подальше от гидроабразивной резки.
- Если наиболее важны низкие начальные вложения и низкие эксплуатационные расходы, обратите внимание на кислородное топливо.

Отбойники:
Допуск для вторичных операций
- Можно ли допускать случайное попадание окалины на дно плиты? В противном случае используйте гидроабразивную или лазерную резку.
- Требуются ли для вторичных операций отверстия идеально круглой формы? В таком случае используйте гидроабразивную или лазерную резку.
Несколько инструментов
Поддаются ли детали резке двумя или четырьмя резаками или более? Тогда кислородное топливо будет обгонять плазму или лазер. Возможна резка с использованием нескольких плазменных резаков, но она становится дорогостоящей, если учесть первоначальные вложения в все это оборудование. При использовании гидроабразивной резки несколько сопел для гидроабразивной резки могут работать с одним насосом-усилителем, если вы покупаете насос с достаточно высокой скоростью потока для поддержки нескольких головок.Лазерная резка традиционно ограничивалась одной режущей головкой, хотя волоконный лазер открывает возможность одновременной резки нескольких головок.
Гаечный ключ
Еще одно соображение, которое бросает вызов любому расчету, — это идея многопроцессорной резки — использование двух из этих процессов резки на одной и той же детали. Наиболее логично совмещать процессы гидроабразивной и плазменной или гидроабразивной и кислородно-топливной. Благодаря новой технологии волоконного лазера теперь можно комбинировать лазер и плазму или лазер и кислородное топливо.Преимущество многопроцессорной резки заключается в возможности использовать более медленный и точный процесс для некоторых контуров, а затем переключаться на более быстрый и дешевый процесс для других контуров. В результате вы получаете детали с необходимой точностью, но с гораздо меньшими затратами, чем если бы вы использовали высокоточный процесс для резки всей детали.
Резюме
Перекрытие диапазона толщины и возможностей этих четырех процессов затрудняет выбор, какой из них использовать для какой-либо конкретной детали из низкоуглеродистой стали. Таким образом, производители или сервисные центры по производству стали, которым требуется возможность резать широкий спектр материалов, часто останавливаются на станках, оборудованных двумя или более процессами резки. Иногда единственный способ выяснить, какой процесс является оптимальным для конкретной части, — это попробовать несколько разных способов и посмотреть, какой из них работает лучше всего.
Таким образом, производители или сервисные центры по производству стали, которым требуется возможность резать широкий спектр материалов, часто останавливаются на станках, оборудованных двумя или более процессами резки. Иногда единственный способ выяснить, какой процесс является оптимальным для конкретной части, — это попробовать несколько разных способов и посмотреть, какой из них работает лучше всего.
Резка металла с помощью сварочного аппарата TIG: преимущества и недостатки
Когда я спросил одного из моих приятелей, который занимается сваркой TIG уже десять лет, можно ли резать металлы с помощью сварочного аппарата TIG! Он нахмурился и спросил: «Вы с ума сошли?» Но затем он дал мне быстрый ответ с некоторыми предупреждениями.После этого я провел свое исследование и наконец понял, можно ли использовать сварочный аппарат TIG в качестве устройства плазменной резки. Вот что я нашел.
Для резки металла можно использовать машину TIG, но резка будет хуже, чем при плазменной резке.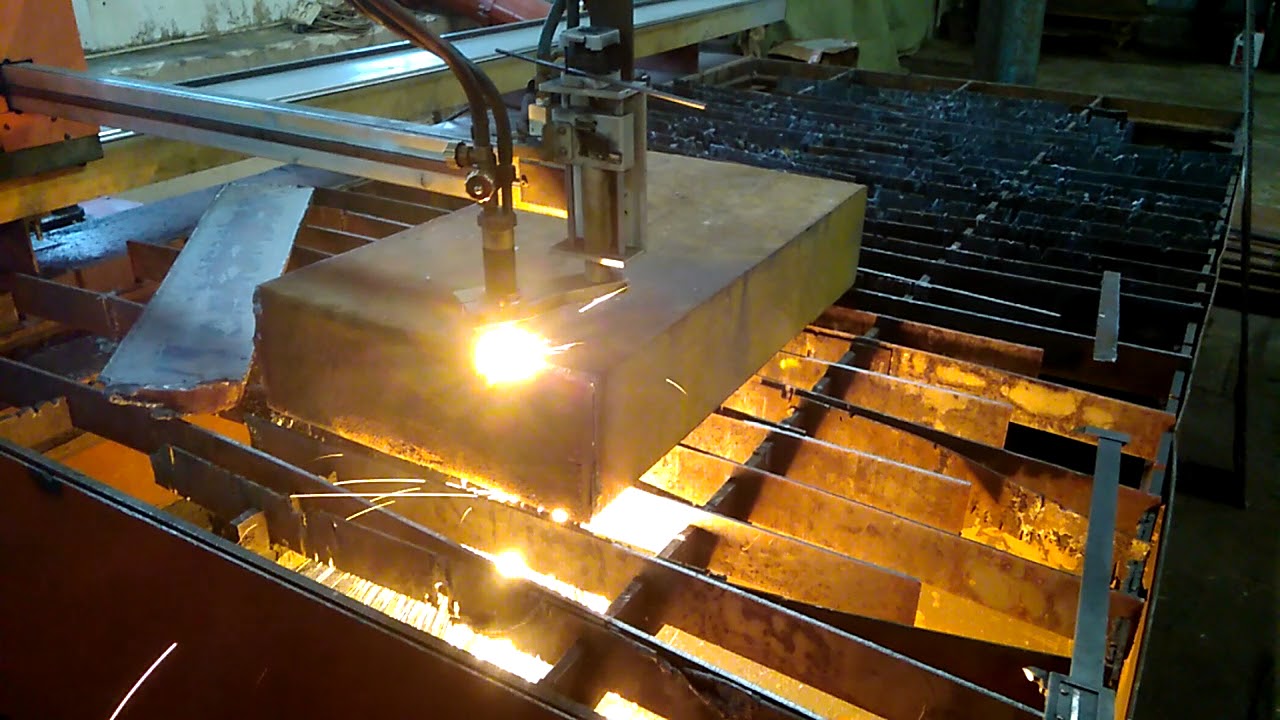 Соберите электрод 1/8 ″ с заостренным концом, чашку № 3 или № 4 и аргон. Установите расходомер на максимум, а силу тока на 250. Затем быстро, но осторожно перетащите чашку, чтобы обеспечить однородность.
Соберите электрод 1/8 ″ с заостренным концом, чашку № 3 или № 4 и аргон. Установите расходомер на максимум, а силу тока на 250. Затем быстро, но осторожно перетащите чашку, чтобы обеспечить однородность.
В этой статье я расширю свой ответ, сделав его понятными деталями, чтобы вы могли применять методы в реальных ситуациях.Тем не менее, я думаю, вам следует начать с понимания того, чем сварка TIG отличается от плазменной резки. Только тогда весь процесс покажется легким.
Основные различия между сваркой TIG и плазменной резкой
Проще говоря, разница огромна. Фактически, один процесс (сварка) соединяет металлы, а другой (плазменный) — их резка. Поскольку вы думаете о выполнении резки с использованием горелки TIG, а не плазменной резки, я думаю, что мне следует рассказать вам о некоторых деталях, где оба процесса могут дать аналогичный результат.
Сварка TIG — это особый процесс сварки, при котором операторы должны использовать обе руки. Одной рукой помогите развить дугу, а другой при необходимости добавьте присадочный материал. Несмотря на то, что это, пожалуй, самый сложный из всех сварочных процессов, сварка TIG выполняется в три простых этапа.
Несмотря на то, что это, пожалуй, самый сложный из всех сварочных процессов, сварка TIG выполняется в три простых этапа.
Защитный газ, обычно аргон, используется таким образом, чтобы он проходил через зону сварного шва для защиты сварного шва от загрязняющих веществ, переносимых по воздуху. Сварочный аппарат потребляет электрический ток, который проходит через вольфрамовый электрод, тем самым создавая много тепла вдоль сварочной дуги.Это тепло вызывает плавление металла, такого как сталь или алюминий. Как оператор, вы добавляете присадочный металл.
Итак, вы видите, что сварка TIG-горелкой выглядит почти так же, как и кислородно-ацетиленовая горелка. Попробуем понять плазменную резку простым способом.
Если вы можете представить, что материя находится в обычных состояниях, таких как твердое состояние, жидкое состояние и газообразное состояние, то у плазмы их четыре. При плазменной резке горячая плазма, образованная в виде ускоренной струи, разрезает любой электропроводящий металл, например нержавеющую сталь, алюминий и т. Д.
Д.
Можно ли использовать сварочный аппарат TIG в качестве устройства плазменной резки?
Вам может быть интересно, где и как вы получите струю плазмы из вашего сварочного аппарата TIG, который предназначен для соединения, а не для резки чего-либо. На практике вы можете выбрать определенные типы металла и сделать несколько приличных разрезов.
Если вам нужно избежать непредвиденных последствий этого нетрадиционного метода резки, избегайте захвата толстых листов и, что более важно, постарайтесь не ожидать хороших и чистых резов, которые вы получите с системой плазменной резки.
Понимание преимуществ
Честно говоря, использование аппарата для сварки TIG для выполнения задачи плазменной резки — это скорее средство экономии средств, чем предприятие, в котором важны точность и качество. Позвольте мне прояснить вам эту мысль.
Некоторым людям не нужно ежедневно резать металл, и сварка — их основной вид деятельности. Возможно, вы просто один из тех, кто может легко работать с металлическими деталями, избегая точно обрезанных краев. Это одна из причин, по которой вы можете использовать аппарат TIG вместо плазменной системы.
Это одна из причин, по которой вы можете использовать аппарат TIG вместо плазменной системы.
Принимая во внимание вышесказанное, вы, возможно, не будете заинтересованы в приобретении устройства плазменной резки, которое может стоить вам намного больше тысячи долларов. Кроме того, у вас может не быть кофемолки с режущими кругами, ножницами по металлу или ножницами.
Иногда потребность в точных резах может быть перевешена стоимостью всех этих инструментов и приспособлений или потребностью в быстрой резке. В такой ситуации вы не ошибетесь, полагаясь на аппарат для сварки TIG, который уже имеется в вашей мастерской.
Остерегайтесь недостатков
Как я уже сказал, резак TIG не поможет вам достичь такого же качества резки, как плазменный резак, вы столкнетесь с несколькими очевидными проблемами. Например, важным фактором является толщина металла. Вы должны выбрать лист из стали, алюминия или нержавеющей стали толщиной не более 0,063 дюйма. Имейте в виду, что более тонкий калибр будет лучше.
Выбирая металлический лист толщиной 16 мм, вы можете использовать горелку TIG и ожидать приличных разрезов.Независимо от того, выбираете ли вы что-нибудь более толстое нарочно или ради требований проекта, вам следует взять с собой более полезный инструмент.
Опять же, есть загвоздка, когда вам нужно резать нержавеющую сталь с помощью машины TIG. Алюминий — это нормально, но нержавеющая сталь требует некоторых мер по шлифовке, чтобы подготовить обрезанный край металла к работе.
Fun Read: Вы также можете TIG с плазменным резаком !
Как использовать сварочный аппарат TIG в качестве плазменного резака для резки металла?
Думаю, я много сказал, чтобы отговорить вас от использования аппарата TIG в данном конкретном случае.Однако я намерен помочь вам выполнить эту работу, поэтому я расскажу о шагах, которые вам необходимо предпринять.
Инструменты и материалы для сбора
Для этого проекта не нужно ничего особенного, но некоторые предметы первой необходимости облегчат вам жизнь. Взгляните на список необходимых вещей.
Взгляните на список необходимых вещей.
- Электрод (1/8 ″)
- Аргон (1 стандартный резервуар)
- Расходомер
- Аппарат TIG (250 А)
- Чашка TIG (# 3 / # 4)
Если вы используете TIG сварщик, большинство этих предметов, особенно сварочный аппарат и аргон, должны быть легко доступны в вашей мастерской.Если у вас нет одного или нескольких из них, вы можете купить их в любимом магазине за небольшую плату.
Резка металла с помощью сварочного аппарата TIG
То, как я собираюсь описать процесс, может выглядеть как некоторые подготовительные задачи. Это нормально видеть это таким образом. Но вы также узнаете, как резать с помощью горелки TIG.
Чашка TIG
Вам следует начать с чашки TIG, которая должна быть маленькой, как я сказал № 3 или № 4. Проблема с чашками большего размера заключается в том, что необходимо увеличить расход защитного газа, в данном случае аргона.В любом случае мы собираемся выставить расходомер на максимальное значение.
Электрод и газ
Необходимо подготовить наконечник электрода. Вы должны его заточить. Не делайте его похожим на очень острую иглу. Лучше сделайте это слегка тупым. Затем проверьте баллон с аргоном. Вам понадобится полный бак, потому что для процесса требуется много этого газа.
Настройки аппарата
Я не буду вдаваться в подробности настроек аппарата TIG, так как предполагаю, что вы уже знаете, как изменять настройки перед сварочным проектом.Фактически, в первую очередь следует учитывать тип вашего аппарата для сварки TIG. Кроме того, вы можете сохранить все, кроме силы тока, из настроек для вашего последнего проекта сварки стали.
Хотя я видел, как многие сварщики рекомендуют установить силу тока 200, я думаю, вам следует использовать больше силы тока, потому что это поможет вам производить более качественные разрезы и работать быстрее. Я бы сказал 250 ампер для безопасной и оптимальной точки. Однако вам не обязательно покупать новый аппарат для сварки TIG только потому, что у существующего не более 200 ампер.
Ножная педаль и выключатель горелки
Использование ножной педали вместе с обычной сваркой TIG довольно распространено. Если он у вас есть, вы должны настроить свою машину на всю силу тока, которую она может выдать за один раз. Опытный пользователь ножной педали может захотеть использовать ее вручную.
Если у вас есть выключатель фонарика, вам нужно определить время нарастания тока и выключить его, потому что вам достаточно получить импульс тока. Это подводит вас к фактической задаче резки.
Действие резки
Вы можете сделать это, немного разбираясь в плазменной резке.Просто следуйте инструкциям по использованию плазменной машины. Поскольку вам понадобится направляющая, на металлическом листе следует зажать прямую кромку. Перетащите чашку TIG вдоль линии как можно быстрее, не теряя консистенции и не опережая разрез. Это простые задачи, которые вы бы выполняли в проекте плазменной резки.
Последние мысли
О, я забыл упомянуть одну вещь.