Контактная сварка своими руками: особенности, виды
Часто владельцы частных территорий и автомобилей сталкиваются с проблемами, подразумевающими сварочные работы. Существует несколько способов, которые можно освоить самому, имея малейшие представления о сварочной технологии. Вот и контактная сварка, используемая для пайки разного рода деталей конструкций из стали, алюминия и меди, не является исключением.
Процесс работы
Контактная сварка необходима для соединения изделий невысокой плотности, имеющих небольшой диаметр. Рабочее действие производится разогревом металла, на который действует сила тока неоднородного происхождения.
Сваривание контактного типа в домашних условиях подразумевает наличие розетки с мощным выходом напряжения в тысячи Ампер. Даже самые малогабаритные аппараты контактного действия должны для пайки иметь высокую силу тока, не говоря об агрегатах более габаритных форм.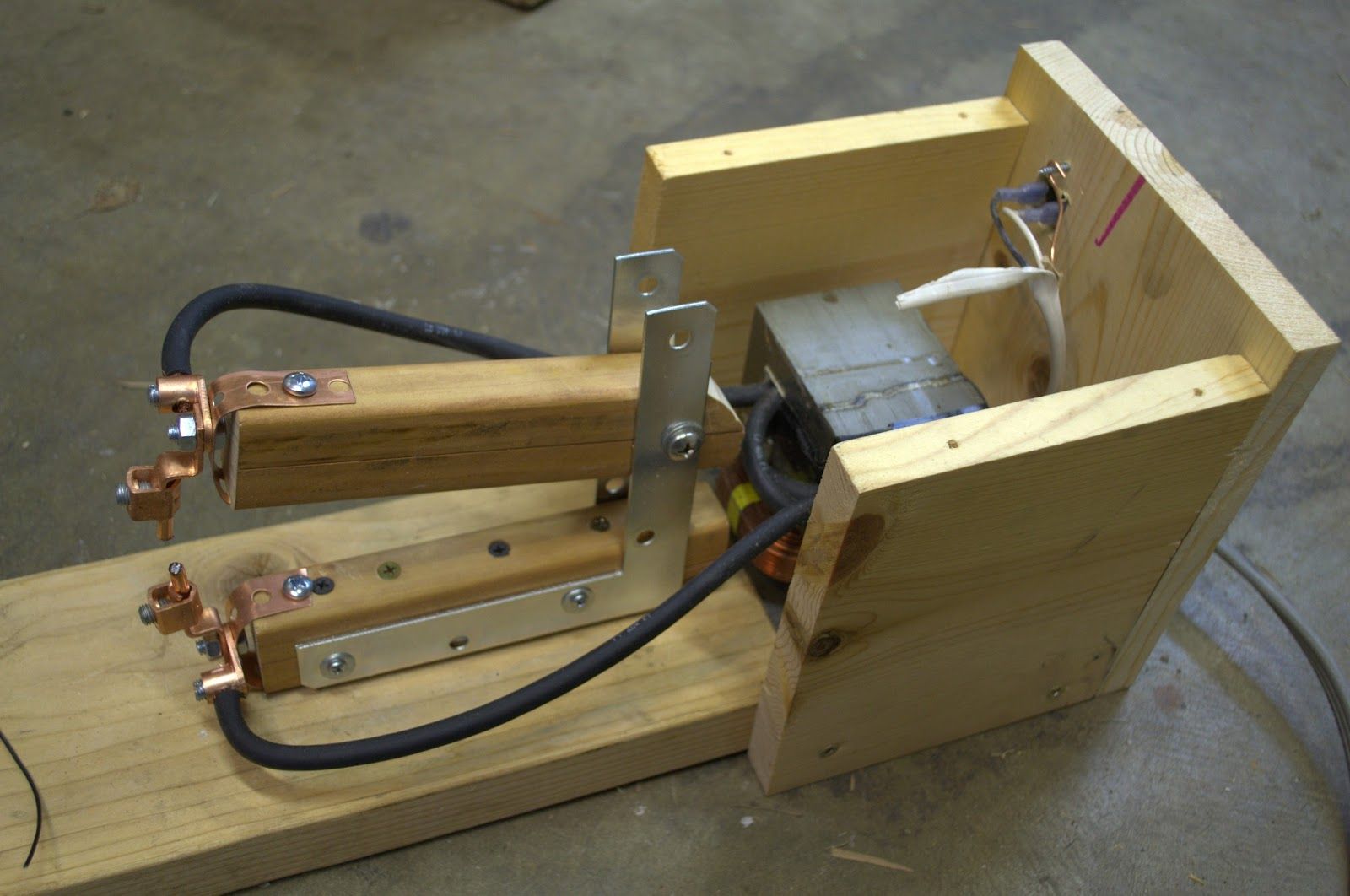
Виды контактной сварки
Контактная сварка — это процесс, при котором пайка соединительных участков производится по всей торцевой площади стыковки. Сварочный процесс выполняется методом сопротивления или плавления. В зависимости от значений этих данных, определяют два режима: жесткую и мягкую пайки. Также можно выделить главные типы сварок:
стыковая;
точечная;
шовная.

Технологический процесс контактной пайки производится точечным способом. Исходник зажимается электродом, через который проходит высокоамперное напряжение. Проходит оно через мелкие каналы изделия, которое плавится, а в заключение производится заполнение стыков сварочным материалом.
Контактная точечная сварка проводиться путем прохождения тока через стык деталей для соединения с одинаковым химическим составом. После полноценного накала в сварочной области происходит осадка. Электроды, передающие ток на изделие, производят осадку, при шовном соединении образуя роликовую форму, которая катится по стыку. Из-за этого сварка такого типа получила название роликовая.
Сваривание сопротивлением
Обработанный участок изделий крепко смыкают друг с другом и подают сварочный ток. Подачу тока останавливают после накала стыкуемых участков до первичного состояния с полной итоговой осадкой.
Подачу тока останавливают после накала стыкуемых участков до первичного состояния с полной итоговой осадкой.
Сваркой сопротивлением можно паять элементы, содержащие низкоуглеродисту
Сваривание непрерывного оплавления
Контактная сварка своими руками под действием непрерывного оплавления осуществляется по таким этапам:
Части изделий плотно зажимаются машинным крепежом и не спеша перемещают подвижный зажим на стыковочные места после запуска прибора.

Накалившись до полноценной температуры, происходит оплавление торцевых краев изделия. По завершению проводится осадка необходимой величины, подачу тока отключают.
Самодельный контактный инвертор можно применять для пайки исходников, состоящих из стандартной нержавейки с диаметром 0,08-0,9 мм или для соединения стальной проволоки диаметром до 1,5 мм.
Инверторы контактного сварочного режима по своему составу имеют два узла, выполняющих определенные функции: выносное спаечное сопло и электроблок трансформатора с микроволновки. В блоке имеется реле, расположенное на панели сварочного трансформатора от микроволновки.
Один вывод обмотки с низковольтными частотами с помощью кабеля подсоединяется с электродным выходом. Во время соединения второй выводной шнур накрепко соединяют с самой надежной частью свариваемого изделия.
Обмотка первичного действия трансформаторног
о устройства от микроволновки подводится к электроблоку с помощью диодной пластины и запускается диагональный тиристорный модуль.Трансформатор от микроволновки вспомогательного питания с минимальной мощностью подает ток от блока регулировки тиристора от микроволновки к диодной подсветке. По итогам в местах стыков должны появиться зазоры, именуемые вырывами, приблизительной шириной в 0,5-0,8 мм.
Далее выставляют режим длительности сварочного импульса при возможных функциях благодаря построечному резистору. Проверочный этап стоит осуществлять в последовательнос
ти с параллельным подключением конденсатора.
Работая методом контактной сварки, мастер должен использовать прорезиненный коврик для заземления, перчатки и каску с затемненным стеклом.
Похожие статьиКонтактная сварка сделать самому своими руками.
 Технология изготовления
Технология изготовления
Контактная сварка сделать самому своими руками. Технология изготовления- Главная
- Политика конфиденциальности
- Q&A
- Новости и общество
- Знаменитости
- Культура
- Экономика
- Окружающая среда
- Бесплатно
- Журналистика
- Природа
- Философия
- Политика
- Переработка
- Погода
- Женские вопросы
- Дом и семья
- Дети
- Пожилые люди
- Отцовство
- Генеалогия
- Праздники
- Воспитание
- Домашние животные
- Беременность
- Подростки
- Еда и напитки
- Шоколад
- Кофе
- Советы по приготовлению
- Рецепты
- Десерты
- Напитки
- Домашняя пивоварня
- Низкокаллорийные продукты
- Главный курс
- Блюда из макаронных иделий
- Рецепты
- Отзывы о ресторанах
- Салаты
- Супы
- Чай
- Вина и спиртные напитки
- Образование
- Среднее образование и школы
- Колледжи и университеты
- Обучение на дому
- Международные исследования
- Языки
- Обучение инвалидов
- Интернет-образование
- Наука
- Репетиторство
- Путешествия
- Кемпинг
- Круизы
- Направления
- Экзотические места
- Авиабилеты
- Отели
- Советы туристам
- Аренда
- Автомобили
- Легковые автомобили
- Классика
- Мотоциклы
- Аренда
- РВС-технология
- Внедорожники
- Грузовые автомобили
- Фургоны
- Спорт
- Аэробика
- Баскетбол
- Бодибилдинг
- Экстремальные виды спорта
- Рыбалка
- Фитнес
- Футбол
- Хоккей
- Боевые искусства
- Наращивание мышечной массы
- Пилатес
- Самооборона
- Теннис
- Легкая атлетика
- Водные виды спорта
- Снижение веса
- Йога
- Книги
- Новости и общество
- Знаменитости
- Культура
- Экономика
- Окружающая среда
- Бесплатно
- Журналистика
- Природа
- Философия
- Политика
- Переработка
- Погода
- Женские вопросы
- Дом и семья
- Дети
- Пожилые люди
- Отцовство
- Генеалогия
- Праздники
- Воспитание
- Домашние животные
- Беременность
- Подростки
- Еда и напитки
- Шоколад
- Кофе
- Советы по приготовлению
- Рецепты
- Десерты
- Напитки
- Домашняя пивоварня
- Низкокаллорийные продукты
- Главный курс
- Блюда из макаронных иделий
- Рецепты
- Отзывы о ресторанах
- Салаты
- Супы
- Чай
- Вина и спиртные напитки
Как сделать контактную сварку своими руками
В процессе соединения разных деталей из металла можно столкнуться с рядом трудностей. Многие пользователи хотят решить проблему самостоятельно. В таком случае самым оптимальным решением является контактная сварка своими руками. О том, что собой представляет такой вид сварки и при помощи какого оборудования она выполняется пойдет речь в этой статье.
Многие пользователи хотят решить проблему самостоятельно. В таком случае самым оптимальным решением является контактная сварка своими руками. О том, что собой представляет такой вид сварки и при помощи какого оборудования она выполняется пойдет речь в этой статье.
Содержание статьи
- Общая информация
- Сварочный аппарат
- Конструктивные составляющие источника тока
- Изготовление выходного трансформатора своими руками
- Устройство контактного блока
- Процесс сборки аппарата
Общая информация
Процесс любой контактной сварки основывается на использовании электрического тока. Он перемещается по всему участку соединения двух свариваемых деталей и образует дугу, которая расплавляет их. На мощность этой дуги оказывает влияние показатель величины тока, время его воздействия и сжатие металлов, от которой зависит размер дуги. Самодельная контактная сварка подразделяется на: стыковую, точечную, шовную и рельефную.
Сварочный аппарат
Чтобы осуществить контактную сварку своими руками надо сконструировать специальный аппарат. Перед тем, как приступить к процессу изготовления устройства, надо ознакомиться с рядом требований, которые необходимо соблюдать в процессе работы. Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать : переносной или стационарный, а затем надо задать основные параметры прибора:
Перед тем, как приступить к процессу изготовления устройства, надо ознакомиться с рядом требований, которые необходимо соблюдать в процессе работы. Чаще всего для проведения сварки деталей в бытовых условиях, применяются аппараты точечной или стыковой сварки. Далее нужно определиться с видом сварочного аппарата, который вы будете использовать : переносной или стационарный, а затем надо задать основные параметры прибора:
- напряжение в самом участке (зоне) сварки,
- ток (переменный или постоянный) и его сила,
- продолжительность сварочного импульса,
- число и размеры электродов.
Определяющим условием в том, как же сделать контактную сварку своими руками является простота сварочного аппарата. Он сконструирован из двух блоков: контактного и источника сварочного тока. В первом расположена непосредственно сама зона сварки. В ней металлы контактируют между собой, посредством электродов к ним поступает электрический импульс и в итоге они соединяются.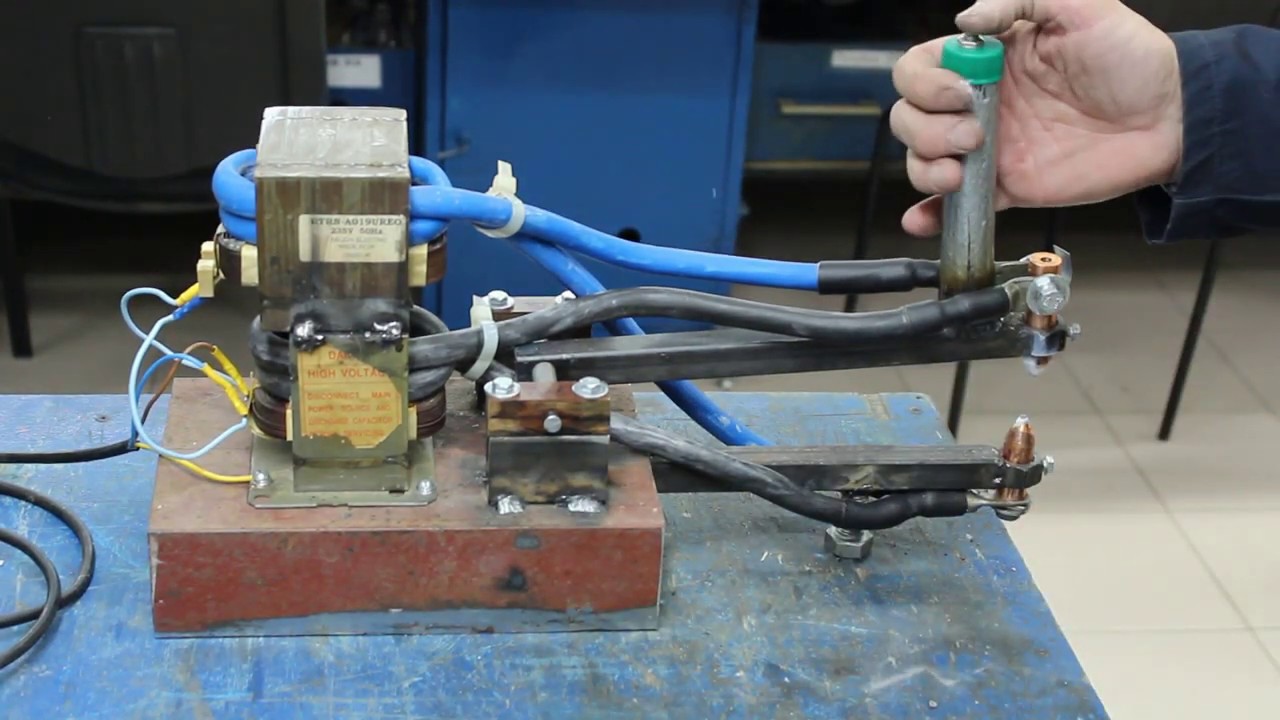 Источник сварочного тока отвечает за то, чтобы этот импульс попал в зону сварки.
Источник сварочного тока отвечает за то, чтобы этот импульс попал в зону сварки.
Схема представлена на рисунке 3.
рис. 3
Конструктивные составляющие источника тока
Основу контактной сварки своими руками составляет электрическая схема с использованием конденсаторов. Импульс сварочного тока образуется за счет разряда конденсатора.
Импульс тока создается во вторичной обмотке трансформатора. К первичной обмотке трансформатора подключены конденсаторы С8-С9. Именно благодаря им образуется разряд, необходимый для получения импульса. Управление разрядом конденсаторов осуществляется в тиристорах Т1 и Т2. По цепочке от входного трансформатора «Ток», заряжается конденсатор. Также в схеме отображено выпрямление тока диодами D6-D7.
Функционирование подобного конденсаторного источника осуществляется по следующему принципу. Когда основная цепь отключается, конденсаторы С8-С9 заряжаются от цепи трансформатора «Ток». В момент, когда система запускается, происходит их разрядка на вторичную обмотку выходного трансформатора Тр3. За контроль продолжительности импульса отвечают цепи Ru1-Ru2 R34 и C10. После того как цепь выключается – процесс повторяется.
За контроль продолжительности импульса отвечают цепи Ru1-Ru2 R34 и C10. После того как цепь выключается – процесс повторяется.
Изготовление выходного трансформатора своими руками
Выходной трансформатор является очень важным и неотъемлемым звеном конструкции источника питания, поскольку от него зависит сила задаваемого тока. Чтобы обеспечить сварку требуемыми параметрами, наиболее оптимальным решением будет изготовление трансформатора самостоятельно. Первое, что необходимо сделать – это найти наборный сердечник. Можно позаимствовать эту деталь у любого силового аппарата. Главное, чтобы он был выполнен из стали, а показатель его сечения был не менее 60 см². Далее, стальные пластины надо плотно укомплектовать и стянуть с помощью болтов, диаметр которых составляет 8 мм. Чтобы придать устройству большую прочность, с боковой стороны сердечник укрепляется П-образным профилем или уголком.
Обмотка первичного типа производится проводом ПЭВ (диаметр – 2,9 мм). Нужно намотать 20 витков. Сам сердечник надо обвить кабельной или трансформаторной бумагой. После чего, нужно намотать витки провода с натягом. Важно, как можно ровнее распределить витки по всей длине стойки сердечника. Сверху на провод нужно положить бумажную обмотку и зафиксировать тесьмой.
Сам сердечник надо обвить кабельной или трансформаторной бумагой. После чего, нужно намотать витки провода с натягом. Важно, как можно ровнее распределить витки по всей длине стойки сердечника. Сверху на провод нужно положить бумажную обмотку и зафиксировать тесьмой.
электросхема выходного трансформатора
Вторичная намотка осуществляется на второй стойке сердечника. Она создается из самодельной шины плоского сечения, которая собирается из 14-16 небольших шинок из меди. Ширина общего сечения равняется 200 м². Нужно сделать два витка. Перед тем как накладывать на сердечник, шину нужно обернуть фторопластовой или изоляционной лентой. Все окончания обмотки направляются на верхнюю часть сердечника, в них делается отверстие, в котором при помощи болта будет крепиться кабель, соединяемый с контактным блоком сварочного аппарата.
Характеристики трансформатора
Мощность
3000 Вт
Напряжение обмоток
первичной – 220 В, вторичной – 15 В
Сварочный ток
до 200 А
Исходя из вышеописанного следует, что без трансформатора, функционирование аппарата для выполнения сварочных работ – невозможно, т. к. основные функции лежат на нем.
к. основные функции лежат на нем.
Устройство контактного блока
Самый простой вариант используется при стыковой сварке. В данном случае ток подается прямо на участки, подвергающиеся сварке. Другими словами, это означает, что окончания вторичной обмотки контактируют со свариваемыми металлами. Один конец – примыкает к одной заготовке, второй – к другой.
Для точечной сварки характерным является применение контактного блока с электродами. Подойдут конструкции с одним или двумя стержневыми электродами. Если использовать один электрод, ток будет попадать на одну из свариваемых деталей, а второй конец вторичной обмотки выходного трансформатора будет контактировать с электродом.
Совет! В процессе работы используйте пистолетный держатель электрода.
Процесс сборки аппарата
Сборка сварочного аппарата требует четкой последовательности выполнения действие. Процесс включает в себя несколько этапов.
В первую очередь, нужно уложить источник сварочного тока в металлический корпус. Электрическое плато собирается на текстолите. Затем его нужно поместить внутрь корпуса источника и вертикально зафиксировать в нем. После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
Электрическое плато собирается на текстолите. Затем его нужно поместить внутрь корпуса источника и вертикально зафиксировать в нем. После чего, готовый выходной трансформатор устанавливается на основание корпуса и фиксируется на нем. Далее, посредством болтов сверху к шине вторичной обмотки прикрепляется сварочный кабель. Другой его конец находится в непосредственном контакте с электродом в контактном пистолете. К контактной колодке, которая расположена на электрическом плато, подсоединяется входной кабель от электрической сети.
готовый аппарат
Для того, чтобы сконструировать аппарат для контактной сварки своими руками, необходимо иметь в наличии все необходимые инструменты, среди которых: болгарка; электродрель; ножовка по металлу; метчик; напильник; зубило; молоток; отвертка; тиски; штангенциркуль; плоскогубцы; нож; ножницы; плашка.
Не забывайте, что контактная сварка, как и любой другой вид соединения деталей предполагает наличие некоторого опыта. Это важно, т.к.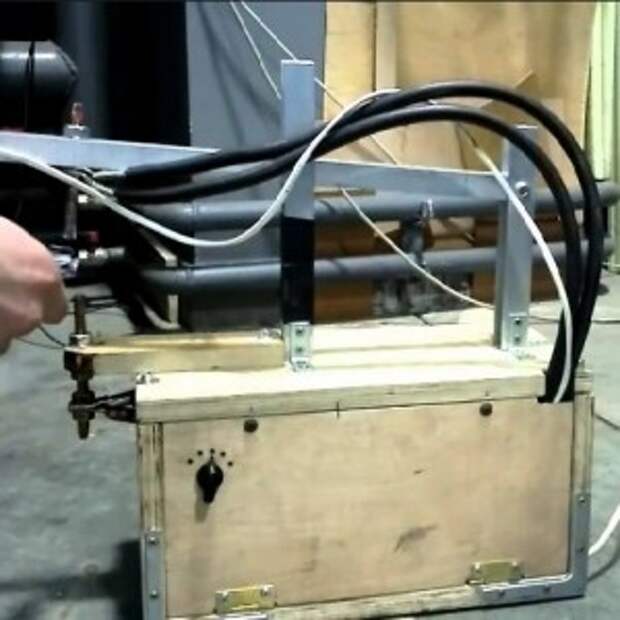 качество и надежность сварочного шва зависит от умений сварщика. Обязательным условием является соблюдение правил техники безопасности. Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.
качество и надежность сварочного шва зависит от умений сварщика. Обязательным условием является соблюдение правил техники безопасности. Выполнять сварочные работы нужно только в специальном защитном костюме, в перчатках и с защитной маской на лице, поскольку велика опасность попадания раскаленного металла на оголенные участки тела.
Подводя итог, отметим, что контактная сварка своими руками – процесс непростой. Но если соблюдать технологию выполнения работы и подойди к ней со всей ответственностью и серьезностью, то результат не заставит себя ждать. Контактная сварка характеризуется широкой сферой применения. Ее можно использовать для соединения деталей металлических изделий, составляющих элементов автомобиля, кузовных деталей, а также для ремонта всевозможных устройств.
Контактная сварка своими руками
Многие домашние мастера и автолюбители сталкиваются с потребностью проведения сварочных работ. Практике известно несколько методик, каждую из них можно самостоятельно освоить, имея определенные теоретические знания и навыки. Самодельная контактная сварка, которая используется для соединения разных элементов стальных труб, алюминиевых и медных проводов, не является исключением.
Практике известно несколько методик, каждую из них можно самостоятельно освоить, имея определенные теоретические знания и навыки. Самодельная контактная сварка, которая используется для соединения разных элементов стальных труб, алюминиевых и медных проводов, не является исключением.
Контактную сварку используют в большинстве случаев для производства серии однотипных изделий или для изготовления сварных соединений деталей, которые имеют большие размеры. Принцип процедуры заключается в разогревании металла с помощью тока, который проходит по нему, путь тока при этом является неоднородным.
Контактная сварка в домашних условиях требует использования мощнейших источников питания, чем в ситуации с электродуговой сваркой, потому что даже в небольших контактных машинах для подобных работ сила тока измеряется тысячами ампер, не вспоминая уже более крупные машины.
Данный технологический процесс производят с нагревом области сварки электрическим током, проходящим через заготовки, с использованием давления.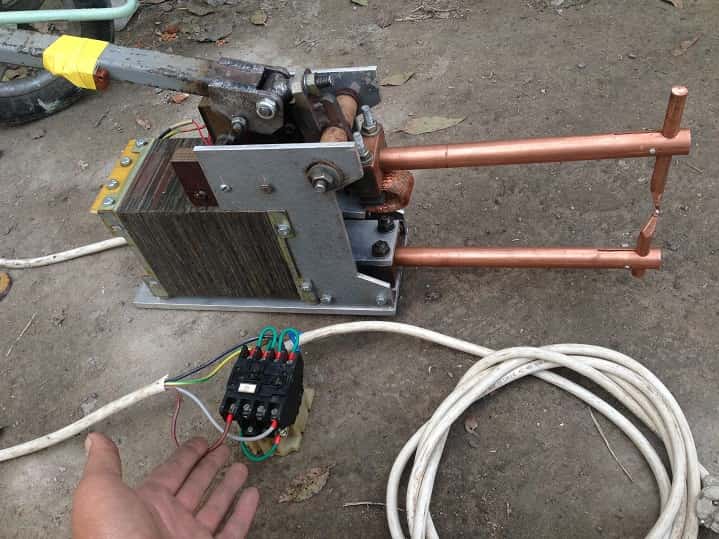 Основными параметрами этого метода сварки являются ток, время протекания тока и сила сжатия. Зависимо от определенных значений этих показателей выделяют жесткий и мягкий режимы сварки.
Основными параметрами этого метода сварки являются ток, время протекания тока и сила сжатия. Зависимо от определенных значений этих показателей выделяют жесткий и мягкий режимы сварки.
Помимо этого, выделяют несколько разновидностей контактной сварки – стыковую, точечную и шовную. Поскольку процесс производится при помощи электродов, которые размещаются по-разному относительно заготовок, то также бывает одно- и двухсторонняя сварка.
Обычно технологию контактной сварки выполняют по точечному типу. Заготовки прижимают электродами, через которые идет в будущем высокоамперный ток. Он проходит по большому числу мелких каналов заготовки, которые разогреваются, и в итоге расплавляется центральная зона точки сварки.
При стыковой сварке ток пропускается через стык деталей примерно одинакового сечения, а после достижения сварочного жара в области сварки осуществляется осадка. Электроды, которые подводят к изделию ток и производят осадку, при шовной сварке имеют форму роликов, которые катятся по шву, поэтому данный способ сварки ещё называют роликовой сваркой.
Виды контактной сварки
Контактная сварка — это процедура, при которой соединение свариваемых деталей совершается по всей поверхности торцов, что стыкуются. Сварка может выполняться сопротивлением или оплавлением (прерывистым или непрерывным).
Сварка сопротивлением
Обработанные детали плотно прижимают между собой и включают сварочный ток. Ток выключают после того, как стыкуемые поверхности нагреты до пластического состояния и проведена осадка. Таким методом принято сваривать детали из низкоуглеродистой стали, которая имеет прямоугольное или круглое сечение площадью приблизительно до 1000 миллиметров квадратных, и легированной стали площадью до 21 миллиметра квадратного.
Цветной металл и его сплавы хорошо свариваются сваркой сопротивлением. Данным видом контактной сварки хорошо сваривать и разнородные металлы – латунь и медь, сталь с медью, разные сорта стали. Сварка сопротивлением нуждается в высокой чистоте свариваемых поверхностей и строгом контроле температуры нагрева. Поэтому данная методика не получила широкого использования.
Поэтому данная методика не получила широкого использования.
Сварка непрерывным оплавлением
Сварку непрерывным оплавлением выполняют в такой последовательности. Детали, которые закреплены в зажимах машины, плавно приводят перемещением подвижного зажима в соприкосновение при включении сварочного тока. При этом осуществляется оплавление свариваемых торцов изделий. Потом проводят осадку на определенную величину и выключают ток.
Подобная методика ручной контактной сварки применяется при сварке тонкостенных труб, рельсов и листов. Допускается сварка разных металлов. Достоинством сварки металла непрерывным оплавлением выступает высокая производительность, а недостатком — существенные потери металла на разбрызгивание и угар.
Сварка прерывистым оплавлением
Сварку прерывистым оплавлением производят чередованием неплотного и плотного контакта свариваемых деталей при включенном токе сварки. Возвратно-поступательные движения зажима способны периодически замыкать сварочную цепь в области контакта деталей, пока их торцы не разогреются до температуры примерно 800—900 градусов по Цельсию.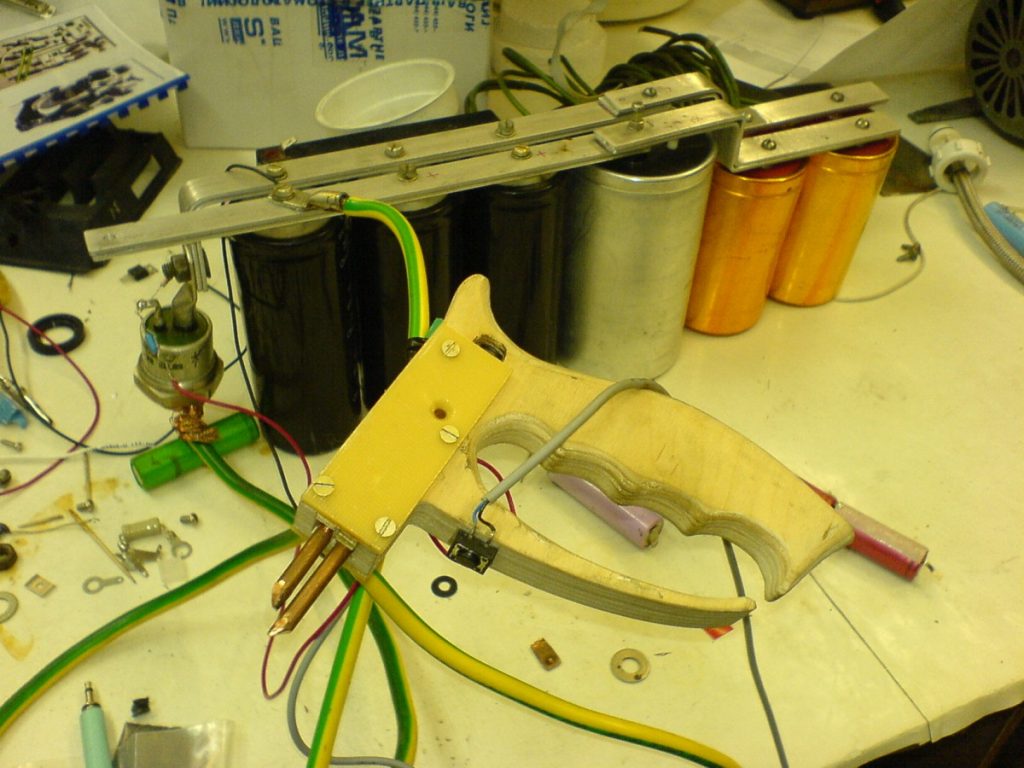
Затем совершается оплавление и осадка. Прерывистым оплавлением принято сваривать низкоуглеродистую сталь в тех ситуациях, когда мощность аппарата недостаточна для осуществления сварки с непрерывным оплавлением.
Данная методика контактной сварки своими руками связана с дополнительными затратами металла, поэтому зачастую подогрев проводят способом сопротивления, включая при замкнутой сварочной цепи ток, а потом разводят детали и занимаются оплавлением и осадкой.
Устройство аппарата для точечной сварки
Самодельный аппарат для контактной сварки можно использовать для сваривания деталей из обычной и нержавеющей листовой стали, которая имеет толщину 0,08 — 0,9 миллиметра, или для соединения проволоки из стали толщиной до 1,5 миллиметра.
Аппараты для контактной сварки в своем составе содержат два функциональных узла — выносной сварочный пистолет и блок питания. Блок питания состоит из реле, что собран на тиристоре и сварочном трансформаторе. К одному выводу его низковольтной обмотки при помощи сварочного кабеля подключается электрод.
При сварке второй вывод надежно соединяется с самой массивной свариваемой деталью. Первичную обмотку трансформатора подключают к сети при помощи диодного моста и включенного в его диагональ тиристора. Трансформатор вспомогательный малой мощности оказывает питание сети управления тиристора и лампы подсветки.
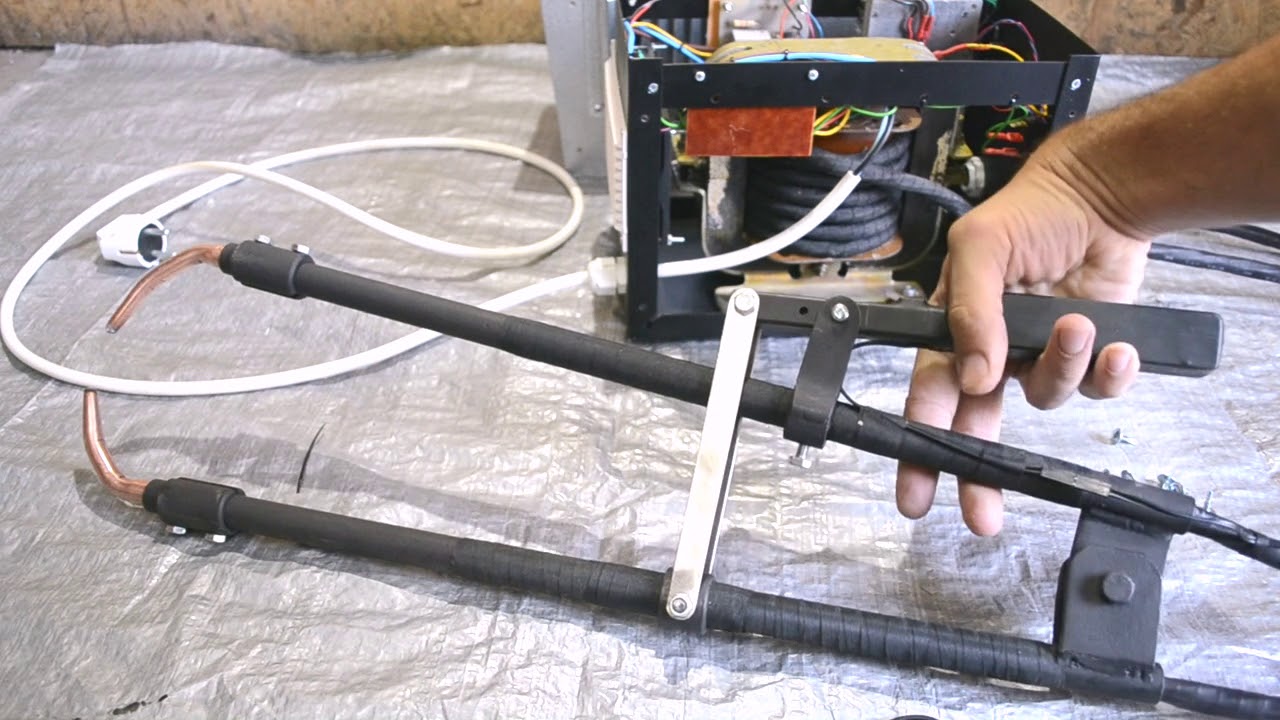
Сварочный пистолет собирают из двух одинаковых деталей по размеру и форме, которые вырезаны из гетинакса, текстолита или другого прочного изолятора. В передней части крепят ламподержатель, микропереключатель и переходник, в задней — размещают выключатель подсветки между держателями и накладками винтами.
Накладки соединяют между собой винтами, которые вкручиваются в ламподержатель, распорные планки и переходник. Между накладками размещается сварочный кабель, который соединяется с переходником с использованием контровочного винта. На сварочном кабеле фиксируются отправляющие провода и коммутируют переключатели.
В отверстия переходников крепят сменные электроды, которые фиксируются при помощи контровочной гайки.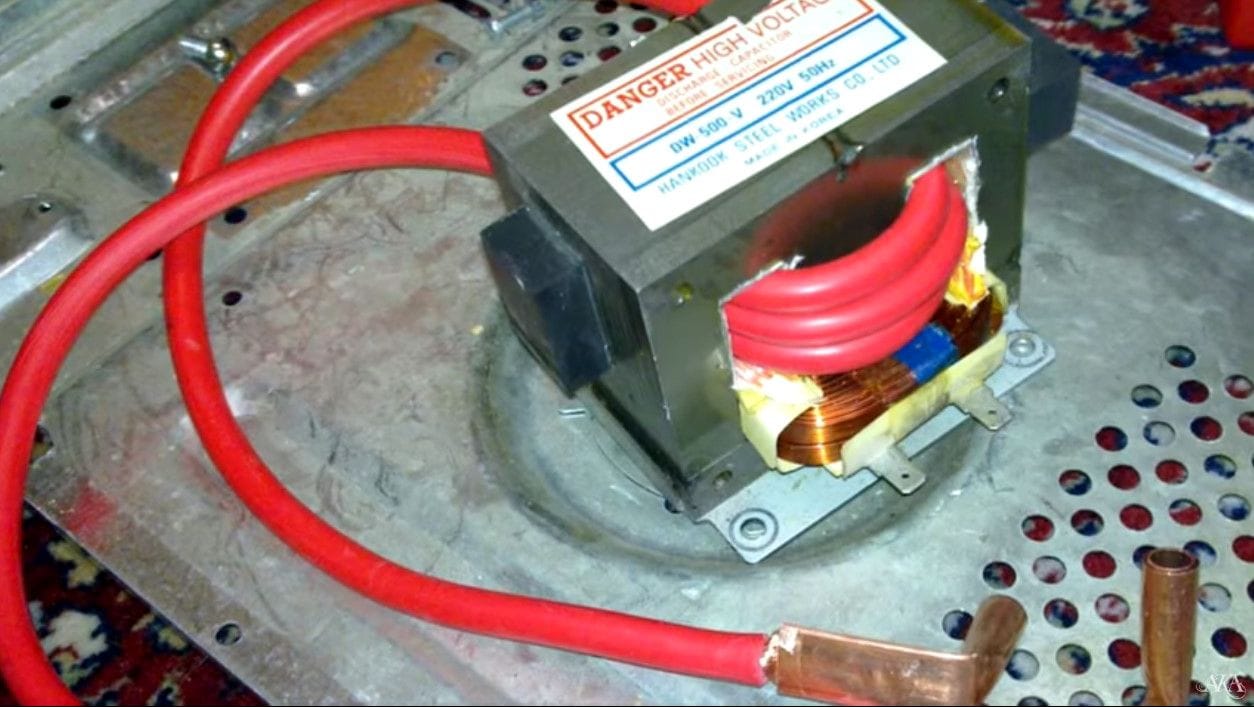 На основании без изоляционной прокладки монтируют второй вывод обмотки трансформатора. Кабель, который подключен к данному выводу, снабжают зажимом любого типа, что предназначен для закрепления на свариваемой детали. Рекомендуемым типом зажима является струбцина.
На основании без изоляционной прокладки монтируют второй вывод обмотки трансформатора. Кабель, который подключен к данному выводу, снабжают зажимом любого типа, что предназначен для закрепления на свариваемой детали. Рекомендуемым типом зажима является струбцина.
Изготовление аппарата для точечной сварки
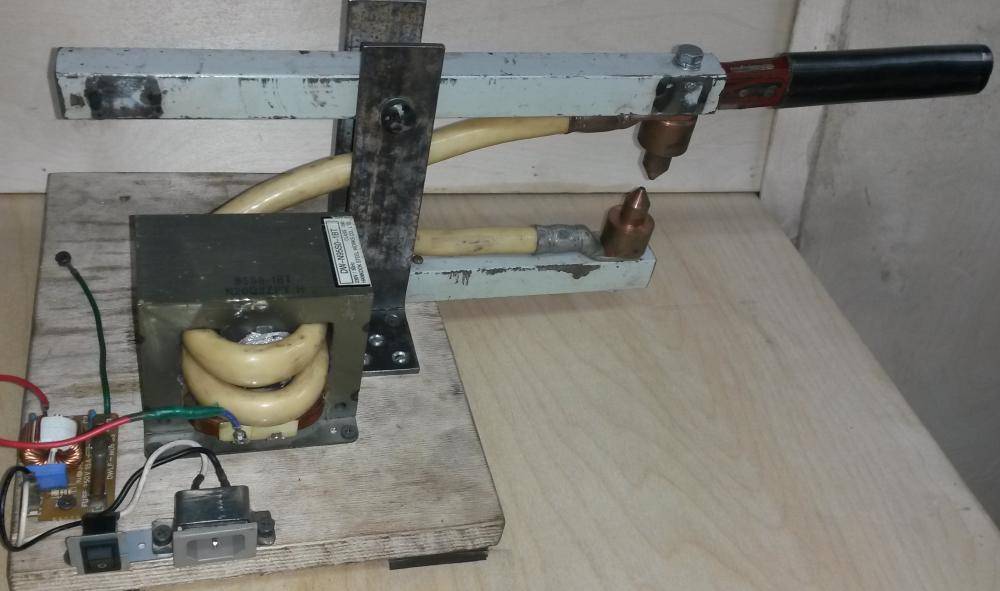
Для сборки оборудования для контактной сварки в домашних условиях рекомендуется использовать нижеследующие рекомендации. Размеры блока питания определяются габаритами трансформатора, поэтому сборку необходимо начинать с него.
Сборка трансформаторов
Особого значения не имеет конструкция трансформатора. Определяющим параметром служит сечение магнитопровода, оно должно быть больше 60 сантиметров квадратных. Магнитопровод вы можете использовать любой.
Намотайте первичную обмотку, которая содержит 160 — 165 витков, на круглом каркасе проводом ПЭТВ, который имеет диаметр 1,62 — 1,7 миллиметра, расположите на одной стороне магнитопровода и от него изолировать с помощью деревянных клиньев. Затем изогните петлей концы шины вторичной обмотки для дальнейшего крепления к ним сварочного кабеля болтами.
Затем изогните петлей концы шины вторичной обмотки для дальнейшего крепления к ним сварочного кабеля болтами.
Изолируйте по всей длине шину перед намоткой лентой из фторопласта или аналогичного материала в один слой. Можете использовать изоленту, сложенную в несколько слоев. Изолируйте друг от друга такой же лентой слои первичной обмотки. Зафиксируйте ее выводы тесьмой. По схеме контактной сварки должны «вперекрышку» собираться пластины магнитопровода.
Стяжку магнитопровода необходимо производить болтами М8 и уголками. Для выпрямления пластин предварительно выполните стяжку. Верхнюю часть магнитопровода удалите после этого и поместите каркасы с обмотками на него. Затем поставьте на место пластины верхней части и выполните окончательную стяжку пластин. Относительно магнитопровода каркасы зафиксируйте деревянными клиньями.
После этого выполните электрическую проверку трансформатора — включите в сеть 220 В и измерьте напряжение на вторичной обмотке, которое в идеале должно составлять 41 В, а обмотки при этом не должны перегреваться. После того, как трансформатор готов, необходимо вычислить габариты основания и вырезать из стали в листах. Детали электронного реле можете разместить на плате из листового текстолита или гетинакса, что имеет толщину 3 — 5 миллиметра.
После того, как трансформатор готов, необходимо вычислить габариты основания и вырезать из стали в листах. Детали электронного реле можете разместить на плате из листового текстолита или гетинакса, что имеет толщину 3 — 5 миллиметра.
Вспомогательный трансформатор бывает любого типа, он обеспечивает на вторичной обмотке напряжение в 6 и 15 Вольт. Самодельный вспомогательный трансформатор вы можете сделать на основе магнитопровода с сечением 1 сантиметр квадратный.
Первичная обмотка должна иметь 8000 витков провода ПЭТВ — 2, который имеет диаметр 0,06 миллиметров, вторичная — 800 витков, обмотка III — содержать 200 витков кабеля с диаметром 0,2 миллиметра. Обмотки между магнитопроводом и собой изолируйте фторопластовой лентой.
Сборка сварочного пистолета
Если вас интересует, как сделать контактную сварку, то запомните, что начинать следует со сварочного пистолета. Его изготовление начинается с создания переходника и электродов. Из листа текстолита вырежьте накладки, габариты которых можно изменять под собственную руку. В ламподержателе просверлите каналы для проводов, которые ведут к лампе подсветки.
В ламподержателе просверлите каналы для проводов, которые ведут к лампе подсветки.
С помощью двух держателей и винтов крепится к накладкам микропереключатель. Распорные планки вы можете изогнуть из полосы оргстекла с учетом размещения на накладках и сварочного кабеля, который проходит через рукоятку. Накладки скрепите винтами, что ввернуты в переходник и распорные планки.
Опаяйте конец сварочного кабеля, вставьте в отверстие переходника и зафиксируйте контровочным винтом. Рекомендуется применять для надежной фиксации накладок специальные клеящие мастики. Притупите острые кромки накладок, а рукоятку обмотайте изолентой.
Если вы выполнили правильно сборку, то аппарат контактной сварки начнет работать сразу же. Для оценки работы собранной электросварки можно поступить так. Приварите несколькими точками к очищенному стальному бруску полоску стального листа, что имеет ширину 10 — 12 миллиметров, а потом оторвите ее плоскогубцами.
В результате в точках соединения должны образоваться отверстия, которые называют вырывами, диаметром около 0,5 — 0,8 миллиметра. Отрегулируйте длительность сварного импульса при возможных отклонениях с помощью подстроечного резистора. Проверку необходимо производить при последовательном и параллельном включении конденсаторов.
Отрегулируйте длительность сварного импульса при возможных отклонениях с помощью подстроечного резистора. Проверку необходимо производить при последовательном и параллельном включении конденсаторов.
Теперь можно перейти к использованию аппарата. «Заземляющий» кабель следует подсоединить к детали, к которой приваривается другая деталь. Затем необходимо включить аппарат, приложить соединяемые детали друг к другу, прижать их плотно электродом сварочного пистолета и нажать на кнопку. Через 1 — 1,5 секунды можно снять электрод с точки, а затем установить на следующую.
Вы ознакомились с технологией и оборудованием для контактной сварки. Напоследок запомните, что мастер, который работает с аппаратом контактной сварки, должен находиться на коврике из резины и использовать перчатки и защитные очки.
__________________________________________________Почитать еще:Что такое сварка сопротивлением? — ТВИ
Сварка сопротивлением, иногда называемая сваркой электрическим сопротивлением (ERW), представляет собой процесс, с помощью которого металлы могут быть соединены вместе путем приложения давления и пропускания сильного электрического тока через комбинацию металлов для нагревания сварного соединения и расплавления металлов, склеивания их вместе. .
.
Он имеет различные формы и области применения, и не требует никаких других материалов, что делает его очень экономичным процессом.
Нажмите здесь , чтобы посмотреть наши последние технические подкасты на YouTube .
Сварка сопротивлением обычно используется для соединения двух простых металлических деталей. Электрический ток подается на металлические листы (или любые соединяемые детали) через сварочные электроды, которые прилагают усилие к листам. Затем эта сила преобразуется в тепло. Тепло генерируется таким образом, что расплавляет металл в точке их соединения — точке «сопротивления» между сопрягаемыми поверхностями. Затем электрод извлекает тепло из расплавленной области сварного шва, который образует сварной шов в точке, где он затвердевает.Сила прикладывается до, во время и после подачи тока, который ограничивает площадь контакта.
Существует множество процессов контактной сварки с различным применением, например, точечная сварка , шовная сварка и стыковая сварка . Каждый из них имеет различное специфическое применение сварки, что делает его оптимальным для конкретной ситуации.
Каждый из них имеет различное специфическое применение сварки, что делает его оптимальным для конкретной ситуации.
1. Точечная сварка сопротивлением
Точечная сварка сопротивлением широко используется в автомобильной промышленности для соединения стали и в аэрокосмической промышленности для компонентов планера, изготовленных из алюминиевых сплавов.Это одна из старейших и простейших форм контактной сварки, при которой сварной шов образуется путем пропускания электрического тока между двумя металлическими компонентами, в то время как они удерживаются вместе между электродами, обычно изготовленными из сплавов на основе меди из-за его превосходной проводимости. характеристики.
2. Сварка контактным швом
Сварка контактным швом представляет собой разновидность стандартной формы точечной сварки, однако вместо точечной сварки внаггетах производится ряд перекрывающихся наггетсов.Обычно это делается путем замены обычных электродов для точечной сварки колесами, которые вращаются при подаче между ними деталей. Таким образом, в процессе получается непрерывный сварной шов, а не одиночное пятно. Шовная сварка часто используется при производстве тонких листов, герметичных контейнеров, таких как топливные баки, и, как правило, не подходит для сварки алюминия.
Таким образом, в процессе получается непрерывный сварной шов, а не одиночное пятно. Шовная сварка часто используется при производстве тонких листов, герметичных контейнеров, таких как топливные баки, и, как правило, не подходит для сварки алюминия.
3. Сварка контактным выступом
Сварка контактным выступом — это форма контактной сварки, при которой электричество, усилие и время сварки концентрируются на выпуклых «выступах» на поверхности.Выступающая сварка обычно используется для сварки более толстых материалов, чем более тонкие металлические детали, для которых обычно требуется точечная сварка, и часто не для металлов. Он используется в основном в электротехнической, автомобильной и строительной промышленности.
4. Стыковая сварка сопротивлением
Стыковая сварка сопротивлением — это процесс, при котором два компонента с одинаковым поперечным сечением могут быть соединены вместе за одну операцию, которая происходит одновременно по всему затронутому объекту, а не только в небольших местах. Применение стыковой сварки часто связано с проволокой и прутками малого диаметра, обычно до 16 мм в диаметре.
Применение стыковой сварки часто связано с проволокой и прутками малого диаметра, обычно до 16 мм в диаметре.
5. Стыковая сварка оплавлением
Стыковая сварка оплавлением аналогична, но в этом случае передача энергии в основном обеспечивается теплом сопротивления, возникающим от самих деталей. Это более быстрый тип контактной сварки, при котором сварщик соединяет детали, применяя некоторое давление, а затем пропуская через соединение сильный ток, который выжигает неровности поверхности.После того, как сварной шов выделит достаточно тепла, детали соединяются путем одновременного применения тепла и давления. В результате получается кузнечный стыковой шов, при котором в стыке не остается расплавленного металла.
- Одинаковые и разнородные металлы можно сваривать
- Высокоавтоматизированный
- Эффективность с высокой производительностью и скоростью сварки
- Экономичный
- Экологически чистый, производит мало отходов и не загрязняет окружающую среду
- Нет необходимости в присадочном металле или посторонних материалах, таких как стержни, флюсы, инертные газы, кислород или ацетилен
- Сложное и часто дорогостоящее оборудование – для использования аппарата контактной сварки обычно требуется высококвалифицированный персонал с технической подготовкой
- Толщина заготовки часто ограничена
- Менее эффективен для материалов с высокой проводимостью
- Требуется высокая электрическая мощность
Сварка | Лазерная гайка
MIG-мягкая сталь и алюминий
ТИГ
Точечная сварка
газовая металлическая дуговая сварка ( GMAW ), иногда называемая его подтипами металлический инертный газ ( MIG ) сварка или металлический активный газ ( MAG ) Сварка , является процесс сварки, при котором между расходуемым проволочным электродом и металлом(ами) заготовки образуется электрическая дуга, которая нагревает металл(ы) заготовки, вызывая их плавление и соединение.
Вместе с проволочным электродом через сварочный пистолет подается защитный газ, который защищает процесс от загрязнений в воздухе. Процесс может быть полуавтоматическим или автоматическим. Источник питания постоянного тока с постоянным напряжением чаще всего используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока. Существует четыре основных метода переноса металла в GMAW, называемые шаровидным, методом короткого замыкания, распылением и импульсным распылением, каждый из которых имеет определенные свойства и соответствующие преимущества и ограничения.
Первоначально разработанный для сварки алюминия и других цветных металлов в 1940-х годах, метод GMAW вскоре был применен к сталям, поскольку он обеспечивал более быстрое время сварки по сравнению с другими процессами сварки. Стоимость инертного газа ограничивала его использование в сталях до нескольких лет спустя, когда использование полуинертных газов, таких как двуокись углерода, стало обычным явлением. Дальнейшие разработки в 1950-х и 1960-х годах сделали этот процесс более универсальным, и в результате он стал широко используемым промышленным процессом. Сегодня GMAW является наиболее распространенным промышленным процессом сварки, предпочитаемым из-за его универсальности, скорости и относительной простоты адаптации процесса к роботизированной автоматизации.В отличие от сварочных процессов, в которых не используется защитный газ, таких как дуговая сварка металлическим электродом в среде защитного газа, этот метод редко используется на открытом воздухе или в других местах с нестабильностью воздуха. Родственный процесс, дуговая сварка с флюсовой проволокой, часто не использует защитный газ, а вместо этого использует электродную проволоку, которая полая и заполнена флюсом.
Дальнейшие разработки в 1950-х и 1960-х годах сделали этот процесс более универсальным, и в результате он стал широко используемым промышленным процессом. Сегодня GMAW является наиболее распространенным промышленным процессом сварки, предпочитаемым из-за его универсальности, скорости и относительной простоты адаптации процесса к роботизированной автоматизации.В отличие от сварочных процессов, в которых не используется защитный газ, таких как дуговая сварка металлическим электродом в среде защитного газа, этот метод редко используется на открытом воздухе или в других местах с нестабильностью воздуха. Родственный процесс, дуговая сварка с флюсовой проволокой, часто не использует защитный газ, а вместо этого использует электродную проволоку, которая полая и заполнена флюсом.
Газовая вольфрамовая дуговая сварка ( GTAW ), также известная как вольфрамовая сварка в среде инертного газа ( TIG ) сварка , представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки защищена от атмосферного загрязнения инертным защитным газом (аргоном или гелием), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы, это не требуется. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит через дугу через столб сильно ионизированного газа и паров металла, известный как плазма.
Зона сварки защищена от атмосферного загрязнения инертным защитным газом (аргоном или гелием), и обычно используется присадочный металл, хотя для некоторых сварных швов, известных как автогенные сварные швы, это не требуется. Сварочный источник постоянного тока вырабатывает электрическую энергию, которая проходит через дугу через столб сильно ионизированного газа и паров металла, известный как плазма.
GTAW чаще всего используется для сварки тонких профилей из нержавеющей стали и цветных металлов, таких как сплавы алюминия, магния и меди.Этот процесс дает оператору больший контроль над сварным швом, чем конкурирующие процессы, такие как дуговая сварка металлическим электродом в среде защитного газа и дуговая сварка металлическим электродом в среде защитного газа, что позволяет выполнять более прочные и качественные сварные швы. Однако GTAW сравнительно сложнее и труднее в освоении, и, кроме того, он значительно медленнее, чем большинство других методов сварки. Связанный процесс, плазменная дуговая сварка, использует немного другую сварочную горелку для создания более сфокусированной сварочной дуги и, как следствие, часто автоматизирован.
Сопротивление Точечная сварка (RSW) представляет собой процесс, при котором соприкасающиеся металлические поверхности соединяются за счет тепла, полученного в результате сопротивления электрическому току.
Заготовки удерживаются вместе под давлением электродов. Обычно листы имеют толщину от 0,5 до 3 мм (от 0,020 до 0,118 дюйма). В процессе используются два профилированных электрода из медного сплава, чтобы сконцентрировать сварочный ток в небольшом «пятне» и одновременно сжать листы вместе. Подача большого тока через пятно расплавит металл и сформирует сварной шов. Привлекательной особенностью точечной сварки является то, что большое количество энергии может быть доставлено к месту за очень короткое время (примерно 10–100 миллисекунд).Это позволяет проводить сварку без чрезмерного нагрева остальной части листа.
Количество тепла (энергии), подводимого к пятну, определяется сопротивлением между электродами, величиной и продолжительностью тока. Количество энергии выбирается в соответствии со свойствами материала листа, его толщиной и типом электродов. Применение слишком малой энергии не приведет к расплавлению металла или плохому сварному шву. Применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию отверстия, а не сварки.Еще одна особенность точечной сварки заключается в том, что энергию, подводимую к точке, можно контролировать для получения надежных сварных швов.
Применение слишком малой энергии не приведет к расплавлению металла или плохому сварному шву. Применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию отверстия, а не сварки.Еще одна особенность точечной сварки заключается в том, что энергию, подводимую к точке, можно контролировать для получения надежных сварных швов.
Выступающая сварка является модификацией точечной сварки. В этом процессе сварной шов локализуется с помощью приподнятых участков или выступов на одной или обеих соединяемых заготовках. Тепло концентрируется на выступах, что позволяет сваривать более тяжелые сечения или уменьшать расстояние между сварными швами. Выступы также могут служить средством позиционирования заготовок.Выступающая сварка часто используется для приварки шпилек, гаек и других винтовых деталей к металлической пластине. Он также часто используется для соединения скрещенных проводов и стержней. Это еще один высокопроизводительный процесс, и несколько выступающих сварных швов могут быть выполнены с помощью подходящего проектирования и приспособления.
Это еще один высокопроизводительный процесс, и несколько выступающих сварных швов могут быть выполнены с помощью подходящего проектирования и приспособления.
5 Типы дефектов сварки сопротивлением, на которые следует обратить внимание в проволочных корзинах
Сварка сопротивлением — это отличный способ соединения двух кусков проволоки из нержавеющей стали для создания прочного и надежного соединения без использования отдельного сварочного материала.При правильном выполнении контактной сваркой можно быстро и без дефектов соединить небольшие куски металла, например те, которые используются в проволочных корзинах из нержавеющей стали.
Однако контактная сварка может оказаться удивительно сложным процессом, особенно для непосвященных. Когда контактная сварка выполнена неправильно, это может привести к нескольким различным дефектам, на которые следует обратить внимание производителям:
#1: Разбрызгивание В то время как сварочные брызги являются обычным явлением для процессов, в которых отдельное вещество действует как связующее вещество, при контактной сварке это является признаком дефекта сварного шва.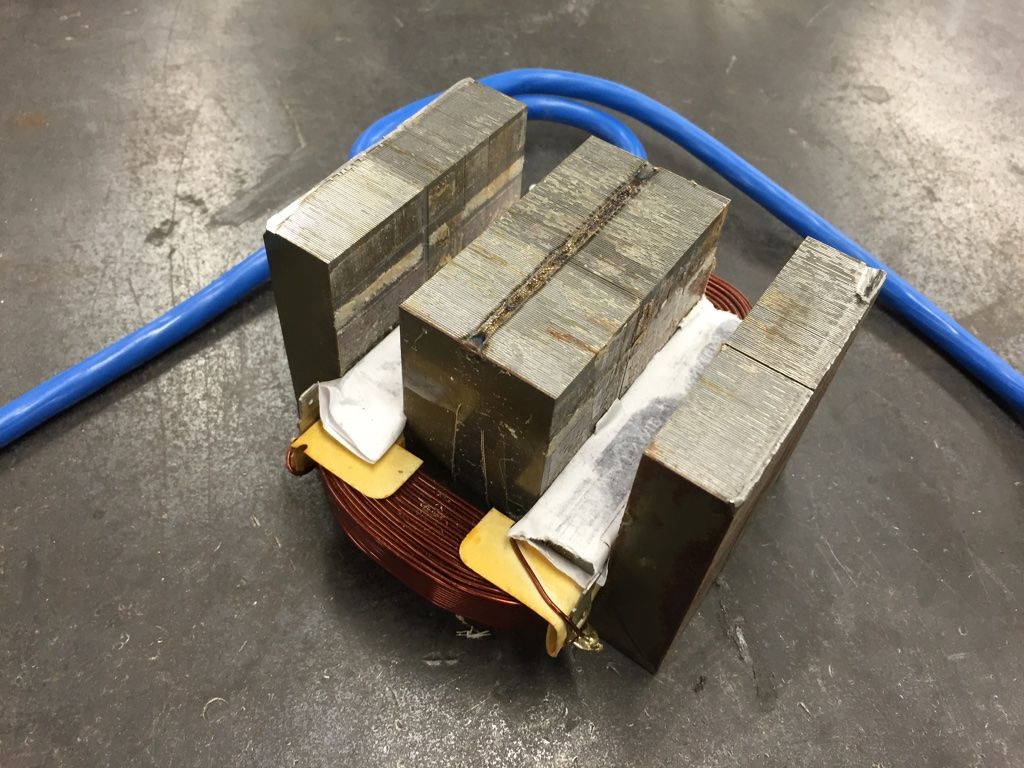 Брызги часто вызваны использованием слишком сильного тока для формирования сварного шва.
Брызги часто вызваны использованием слишком сильного тока для формирования сварного шва.
Здесь разбрызганный материал представляет собой рыхлый металл, случайно сожженный сильным нагревом. Потеря материала в месте сварки может снизить общую прочность готового изделия.
#2: Поверхности с выемкамиДля создания однородных точечных сварных швов требуется невероятно точный контроль давления, прилагаемого к соединяемым металлическим поверхностям. Когда применяется слишком большое давление, сопротивление электрическому току уменьшается, не позволяя металлу достичь необходимой температуры сварки.
При осмотре объекта, сваренного контактной сваркой, сильные вмятины могут свидетельствовать о том, что детали были прижаты друг к другу слишком сильно. Это может указывать на слабый сварной шов, который не был выполнен должным образом.
№3: Трещины в зоне сварки Слишком большое давление может снизить теплоту сварки, но слишком низкое давление также создает проблемы. При недостаточном давлении сварочных электродов в месте сварки сварной шов может стать пористым или даже иметь признаки растрескивания.
При недостаточном давлении сварочных электродов в месте сварки сварной шов может стать пористым или даже иметь признаки растрескивания.
Трещины в месте точечной сварки могут указывать на низкую прочность сварного шва на растяжение, так как два куска металла не были должным образом соединены.
№4: асимметричные метки точечной сваркиВ подавляющем большинстве случаев хорошо выполненная метка контактной точечной сварки должна иметь идеально круглую форму или, по крайней мере, соответствовать форме сварочных головок, используемых для соединения двух металлических частей.
Асимметричные формы указывают на дефекты сварного шва, такие как смещение электродов или наличие посторонних примесей в месте сварки.Это создает более слабый сварной шов, который с большей вероятностью разрушится под давлением.
№5: Выброс металла вблизи места сваркиПросачивание расплавленного металла из места соединения двух металлических частей может указывать на любое количество проблем со сварным швом, например:
- Недостаточное давление сварки;
- Рассинхронизация сварного шва;
- Слишком большой ток; и
- Поверхностное загрязнение.

В любом случае наличие расплавленного металла, вытекающего из-под сварного шва, может свидетельствовать о слабом сварном шве.
Существуют и другие признаки некачественных сварных швов, на которые следует обращать внимание в проволочных корзинах, например, сильные подпалины или физически деформированные детали, но эти следы часто легко обнаружить сразу по сравнению с теми, что указаны в этом списке.
В следующий раз, когда вы будете заказывать набор изготовленных на заказ корзин из стальной проволоки, проверьте их на наличие дефектов контактной сварки. Это поможет избавить вас от головной боли позже.
Особая благодарность Т.Дж. Snow of Tennessee за их опыт в этом вопросе.
Методы контактной сварки
Процесс электросварки сопротивлением включает остановку и сварку паром, которые приводят к слиянию поверхностей, где тепло генерируется электрическим сопротивлением комбинированных материалов и силой, которая используется сварщиками для склеивания материалов вместе в процессе дуговой сварки.
На температуру дуговой сварки влияют различные факторы, такие как металлическое покрытие, геометрия электрода, пропорции заготовки, материалы электрода, усилие прижима, продолжительность сварки и электрический ток. Методы контактной сварки эффективны и предпочтительны, поскольку они не вызывают загрязнения. Однако методы контактной сварки имеют определенные ограничения, поскольку они могут применяться в основном для тонких материалов, а стоимость сварочного оборудования может быть довольно высокой.
Метод точечной сварки используется при соединении внахлест двух металлических листов, подвесок электропроводки, шпилек или выступов. При использовании этого метода сварочное оборудование для плазменной резки и источники питания должны иметь надлежащие размеры для сварки материалов.
При точечной сварке используется электрическая энергия постоянного или переменного тока, а также полупериодного постоянного тока средней или высокой частоты. Метод точечной сварки включает в себя ограниченную деформацию заготовок, эффективное использование энергии, простую автоматизацию, высокую производительность, отсутствие использования присадочных материалов.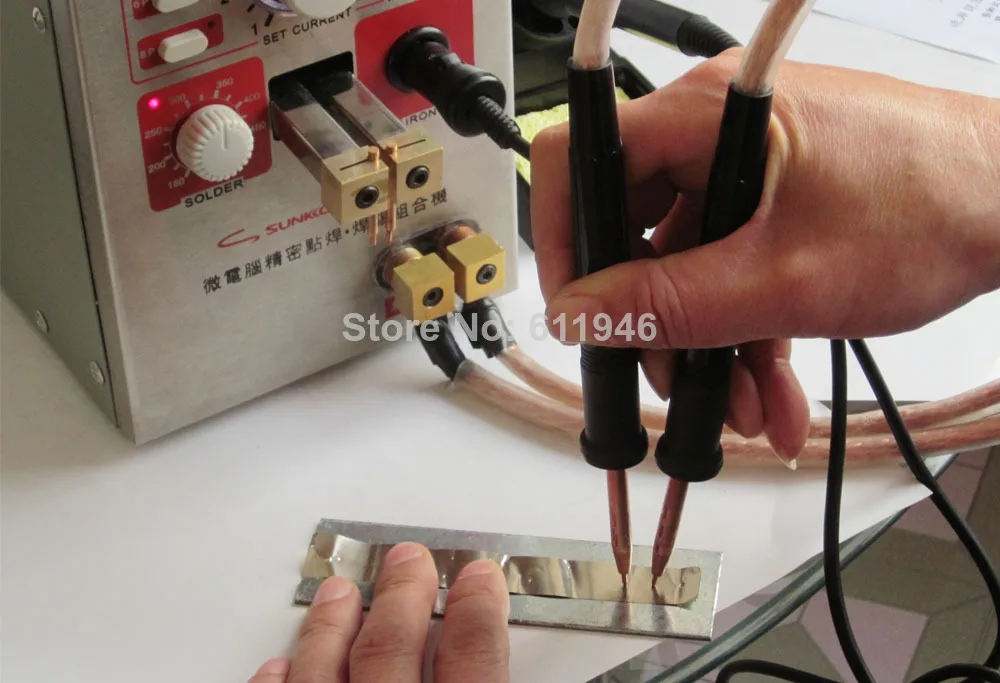
Метод паровой сварки заключается в сварке на сопрягаемой поверхности двух одинаковых металлов. Шов обычно представляет собой процесс, который автоматизирован, это может быть нахлест или стыковое соединение. Паровая сварка использует два электрода для подачи тока и давления.
Электроды имеют форму диска и вращаются при прохождении через них материала. Таким образом, электроды остаются в постоянном контакте с материалом и выполняют длинные сварные швы. Сварочный аппарат для продажи получает энергию от трансформатора, который поступает в низком напряжении и в сети переменного тока с высоким током.
Детали имеют серьезное электрическое сопротивление и во время соединения нагреваются до такой степени, что достигают точки плавления. Паровые сварочные аппараты охлаждаются водой, а при их преобразовании выделяется тепло. Метод паровой сварки приводит к получению прочных сварных изделий, так как соединение выполняется под давлением, а затем под давлением. Как правило, соединение, правильно сваренное контактной сваркой , прочнее материала, из которого оно выполнено.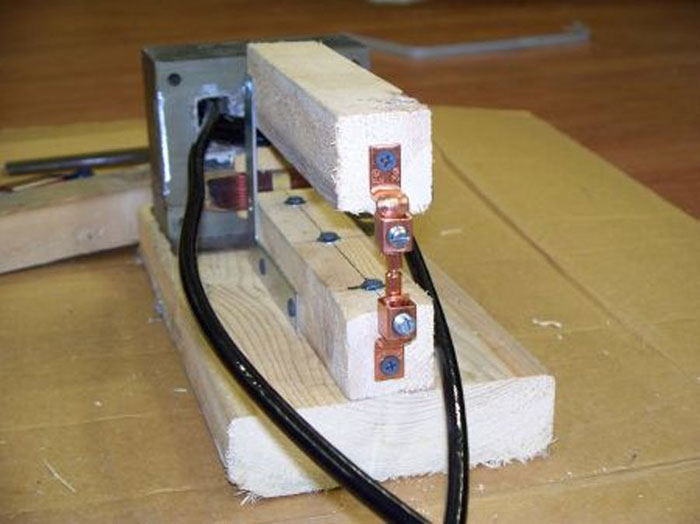 Паровая сварка используется при изготовлении стальных ванн.
Паровая сварка используется при изготовлении стальных ванн.
К другим методам электросварки относятся контактная сварка , рельефная сварка, сварка оплавлением и сварка осадкой .
Компоненты для контактной сварки | AMPCO МЕТАЛЛ
Таблица сравнения сплавовЭто номинальные значения, поскольку эти таблицы используются для целей сравнения. Если требуются конкретные цифры, перейдите на страницу продукта и загрузите листы технических данных для получения точных характеристик.
Д кг/дм3
м МПа
0,5 рупий МПа
А5 %
Полное телосложение
Вт/м.°К
МАКО
D кг/дм3 14.80
МПа —
Rp 0,5 МПа —
А5 % —
Полное телосложение 96
Вт/м.°К —
МАКО 42%
АМПКОЛОЙ® 972
Дисперсионно-твердеющий сплав на основе меди сохраняет механические свойства вместе с хорошей пластичностью в диапазоне 300-500°C
D кг/дм3 8,9
МПа 520
Rp 0,5 МПа 466
А5 % 20
Полное телосложение 152
Вт/м. °К
320
°К
320
МАКО 82%
АМПКОЛОЙ® 944
Медный сплав без бериллия с высокой проводимостью
D кг/дм3 8,7
МПа 938
Rp 0,5 МПа 730
А5 % 5
Полное телосложение 294
Вт/м.°К 156
МАКО 48%
АМПКОЛОЙ® 940
Запатентованный сплав, отвечающий требованиям сплавов класса 3 RWMA без бериллия
D кг/дм3 8,71
МПа 689
Rp 0,5 МПа 517
А5 % 13
Полное телосложение 210
Вт/м.°К 208
МАКО 30%
АМПКОЛОЙ® 95
Медные сплавы бериллия с высокой проводимостью и высокой твердостью
D кг/дм3 8,75
МПа 830
Rp 0,5 МПа 550
А5 % 10
Полное телосложение 240
Вт/м.°К 208
МАКО 52%
D кг/дм3 8,75
МПа 703
Rp 0,5 МПа 496
А5 % 17
Полное телосложение 217
Вт/м.°К 208
МАКО 52%
D кг/дм3
8. 8
8
МПа 740
Rp 0,5 МПа 680
А5 % 12
Полное телосложение 230
Вт/м.°К 300
МАКО 69%
АМПКОЛОЙ® 88
Медные сплавы бериллия с высокой проводимостью и высокой твердостью
D кг/дм3 8,75
МПа 890
Rp 0,5 МПа 680
А5 % 14
Полное телосложение 270
Вт/м.°К 230
МАКО 69%
Sunstone Welders > Выбор сварочных аппаратов > Микроконтактная сварка постоянным током
Точечная сварка сопротивлением на постоянном токе соединяет металлические детали, применяя давление и пропуская сильный ток через ограниченную область.
Система сварки постоянным током использует форму волны постоянного тока. Это допускает быстрый подъем, устойчивый пик и быстрый спад. Этот сигнал похож на квадрат, с резким увеличением энергии на триггере, ровным постоянным пиком энергии, затем резким уменьшением энергии на финише. Это обеспечивает очень точное управление, особенно в нижней части настроек энергии.
Это обеспечивает очень точное управление, особенно в нижней части настроек энергии.
Сварка постоянным током идеально подходит для сварки очень тонкой и тонкой проволокой. Источники питания постоянного тока имеют возможность очень низкого и точного контроля сварочного тока.Одним из основных применений систем сварки постоянным током является сварка термическим сжатием. Сварка постоянным током также очень полезна при ремонте печатных плат и сварке дорожки. Кроме того, сварка постоянным током используется всегда, когда сваривается очень тонкая проволока.
Сварка термическим сжатием использует сварочную систему постоянного тока с электродом термического сжатия. Эти электроды имеют очень тонкий наконечник, который связан. Этот наконечник специально разработан для нагрева и передачи тепла заготовке. Давление прикладывается вниз к суставу, а энергия проходит через электрод TCB.Кончик электрода нагревается, и при приложении давления создается сварной шов. Этот процесс в основном используется при сварке магнитом и очень тонкой проволокой. Тепло наконечника расплавит покрытие магнитной проволоки и создаст сварной шов металл-металл.
Тепло наконечника расплавит покрытие магнитной проволоки и создаст сварной шов металл-металл.
Источник питания:
Компания Sunstone предлагает 2 различных источника питания постоянного тока для сварки. Sunstone Linear DC и Avio Linear DC.
Sunstone Linear DC Оснащен 8-дюймовым сенсорным дисплеем. Это позволяет легко и быстро изменять настройки.Это также дает вам графический вывод формы сигнала сварки. Дает вам возможность графически увидеть, как будет выглядеть ваш сварной шов.
Сварочная головка или ручной инструмент?
Для системы сварки постоянным током существует 3 основных варианта сварки.
Сварочная головка:
Sunstone Wh3125A и Wh2125A предназначены для сварки постоянным током. Они оба имеют пневматическое управление и позволяют регулировать давление в соответствии с вашими требованиями. Это не самые популярные варианты из-за размера большинства проектов сварки постоянным током.В зависимости от вашего применения и доступа к вашим свариваемым деталям, а также от силы, которая может быть приложена к вашим деталям.
Головка для микросварки:
Наиболее популярным вариантом для сварки постоянным током является головка для микросварки. Они очень точно контролируют прикладываемое давление и позволяют регулировать это давление с точностью до грамма. Этот ультратонкий контроль позволяет пользователю регулировать давление в соответствии с любым приложением. Эти сварочные головки имеют пневматическое, сервоприводное и ручное управление ножной педалью.Сварочная головка Sunstone Micro Weld-Head оснащена ножной педалью, которая вручную перемещает сварочную головку вниз для повышения точности. В этой сварочной головке также используются термокомпрессионные электроды для выполнения компрессионных сварных швов. Эта сварочная головка удерживает электрод и прикладывает усилие для выполнения этих типов сварных швов. Головка Sunstone Micro-Weld также включает в себя микроскоп, установленный на свободно плавающем кронштейне, который позволяет вам видеть очень тонкие сварочные проволоки.
Ручное приспособление:
Последний вариант сварки постоянным током — использование ручного приспособления. Они могут различаться по функциям и форме. Насадки для рук варьируются от простых сварочных зондов до пинцетов и рукояток, приводимых в действие давлением. Самая популярная ручная насадка, используемая в сварочных системах постоянного тока, — это насадка с двумя датчиками Micro (DPHP-Micro). Этот ручной инструмент позволяет выполнять термокомпрессионные сварные швы вручную. Это единственная ручная насадка, в которой используется электрод TCB.
Они могут различаться по функциям и форме. Насадки для рук варьируются от простых сварочных зондов до пинцетов и рукояток, приводимых в действие давлением. Самая популярная ручная насадка, используемая в сварочных системах постоянного тока, — это насадка с двумя датчиками Micro (DPHP-Micro). Этот ручной инструмент позволяет выполнять термокомпрессионные сварные швы вручную. Это единственная ручная насадка, в которой используется электрод TCB.
Какие термокомпрессионные электроды доступны?
Различные электроды TCB имеют определенную функцию, помогающую получить желаемый сварной шов.
- TCB-FL – Самый распространенный электрод TCB – используется для сварки всех типов. Плоский наконечник обеспечивает ровный шов.
- TCB-SMFL – Аналогичен FL, но с поверхностью наконечника на 25 % меньше.
- TCB-2525T – Имеет самый маленький наконечник из всех электродов TCB размером 0,010″, квадратный и плоский наконечник для равномерной сварки.
- TCB-SY — наклон 5 градусов из стороны в сторону. Это позволяет электроду выполнять сварку с более глубоким проплавлением с одной стороны.
- TCB-SL — Предназначен для сварки и резки проволоки, SL имеет угол наклона 7 градусов спереди назад.Обрезать проволоку спереди и приварить сзади.
- TCB-U — самый прочный наконечник TCB — используется для приложений с более высокой мощностью / более высоким нагревом, более толстыми магнитными проводами или в высокопроизводительных приложениях.

Сварка сопротивлением
Обычно используется в качестве альтернативы клепке для соединения тонких листов и легкого металла.![]() Сварщик точечной сварки управляет тремя регулировками: подачей тока, синхронизацией сварки и приложенным давлением.Также можно отрегулировать кронштейны электрододержателей, чтобы приспособиться к различным формам работы. Электроды могут быть получены в вертикальном и офсетном виде.
Сварщик точечной сварки управляет тремя регулировками: подачей тока, синхронизацией сварки и приложенным давлением.Также можно отрегулировать кронштейны электрододержателей, чтобы приспособиться к различным формам работы. Электроды могут быть получены в вертикальном и офсетном виде.
Электроды, как правило, изготавливаются из меди, для определенных видов работ они могут иметь наконечник из более твердого материала, например, из вольфрама или медного сплава. Электроды обычно охлаждаются водой, при этом вода подается через полые электроды. При замене электродов следует соблюдать осторожность, чтобы не повредить коническую посадку.
Основной принцип точечной сварки заключается в том, что два соединяемых куска металла зажимаются между двумя медными электродами, которые подключены к источнику питания.Когда электричество передается от одного электрода к другому, металл, зажатый между ними, действует как резистор. Это вызывает накопление тепла и плавит металл, таким образом, сваривая их вместе. Чаевые следует подшивать регулярно и использовать систему охлаждения.
Чаевые следует подшивать регулярно и использовать систему охлаждения.
Принципы контактной точечной сварки
3.1 Нанесение пятна сопротивления на кузов автомобиля
Сварка сопротивлением — это процесс соединения, относящийся к сектору сварки давлением. С помощью локально применяемого тепла и давления.Он имеет очевидную связь с техникой кузнечной сварки, применяемой кузнецами при соединении металла. Процесс сварки сопротивлением был изобретен в 1877 году профессором Э. Томсоном из Филадельфии, США, когда случайное короткое замыкание натолкнуло его на идею того, что первоначально называлось сваркой с коротким замыканием. С начала двадцатого века она использовалась в небольших масштабах в промышленности, но только после Второй мировой войны точечная контактная сварка получила свое реальное начало в автомобильной промышленности.С тех пор он стал наиболее важным методом сварки, используемым при конструировании и массовом производстве кузовов автомобилей.
Сварка сопротивлением широко используется для серийной сборки цельностального кузова и его компонентов из листового металла. Его широкое распространение было вызвано его техническими преимуществами и снижением стоимости. Кузова большинства серийно выпускаемых автомобилей полностью собираются путем сварки стальных штамповок вместе, чтобы получить цельное жесткое шасси и конструкцию кузова.Толщина низкоуглеродистой стали, используемой в этой унитарной конструкции, варьируется от 0,8–1 мм для обшивки или панелей пола до 3 мм для основных конструкционных прессов, таких как подвески. Промежуточные калибры, такие как 1,2 мм, используются для усиления петель, 1,6 мм для элементов конструкции шасси и 1,8–2,5 мм для элементов подвески и рулевого управления. С появлением высокопрочных сталей (сталей HSLA) производители автомобилей производят кузовные панели толщиной 0,55 мм, а конструктивные элементы толщиной от 1.2мм и 2мм. Это уменьшение толщины может быть выполнено без потери прочности.
Его широкое распространение было вызвано его техническими преимуществами и снижением стоимости. Кузова большинства серийно выпускаемых автомобилей полностью собираются путем сварки стальных штамповок вместе, чтобы получить цельное жесткое шасси и конструкцию кузова.Толщина низкоуглеродистой стали, используемой в этой унитарной конструкции, варьируется от 0,8–1 мм для обшивки или панелей пола до 3 мм для основных конструкционных прессов, таких как подвески. Промежуточные калибры, такие как 1,2 мм, используются для усиления петель, 1,6 мм для элементов конструкции шасси и 1,8–2,5 мм для элементов подвески и рулевого управления. С появлением высокопрочных сталей (сталей HSLA) производители автомобилей производят кузовные панели толщиной 0,55 мм, а конструктивные элементы толщиной от 1.2мм и 2мм. Это уменьшение толщины может быть выполнено без потери прочности.
Существует несколько процессов контактной сварки. Точечная сварка сопротивлением является наиболее широко используемым процессом сварки при изготовлении кузовов автомобилей; на каждый корпус приходится от 4500 до 6000 точечных сварных швов, что составляет 80 процентов используемой сварки.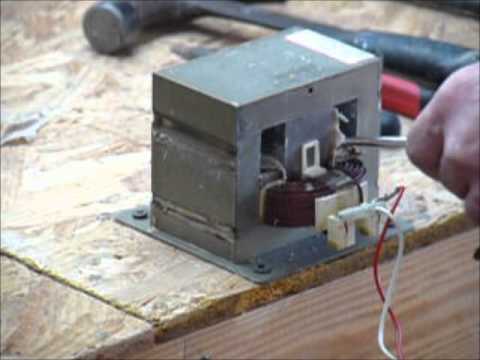 Еще 10 процентов составляют другие процессы контактной сварки; шовная, выступающая, оплавление и стыковая сварка. Оставшиеся 10 процентов распределяются между методами сварки MIG/MAG, используемыми в массовом производстве автомобильных кузовов, в этой области преобладает контактная сварка.
Еще 10 процентов составляют другие процессы контактной сварки; шовная, выступающая, оплавление и стыковая сварка. Оставшиеся 10 процентов распределяются между методами сварки MIG/MAG, используемыми в массовом производстве автомобильных кузовов, в этой области преобладает контактная сварка.
Фундаментальный принцип, на котором основана вся сварка сопротивлением, заключается в том, что сварка производится за счет тепла, полученного от сопротивления протеканию электрического тока через два или более куска металла, удерживаемых вместе под давлением электродами, изготовленными из меди. или медных сплавов. Инженерное определение тепла (тепло, являющееся сущностью всей сварки) — это (энергия) X времени. Это указывает на баланс между подводимой энергией² и временем сварки; следовательно, быстрее сварка; тем больше прижимная сила.Однако инженерное определение сопротивления таково, что чем выше усилие зажима, тем больший ток необходим для получения постоянного тепла. Тепло вырабатывается за счет сопротивления соединяемых частей прохождению сильного электрического тока. Это тепло на стыке двух частей переводит металл в пластическое состояние. При правильном давлении происходит плавление. Конструкция всех машин контактной сварки очень похожа, независимо от конструкции и стоимости.Основное различие заключается в типе губок или электродов, которые удерживают свариваемый объект. Стандартное сопротивление состоит из четырех основных элементов;
Это тепло на стыке двух частей переводит металл в пластическое состояние. При правильном давлении происходит плавление. Конструкция всех машин контактной сварки очень похожа, независимо от конструкции и стоимости.Основное различие заключается в типе губок или электродов, которые удерживают свариваемый объект. Стандартное сопротивление состоит из четырех основных элементов;
Рама: Основной корпус машины, отличающийся по размеру и форме для роботизированного, стационарного и переносного типов.
Электрическая цепь: Состоит из понижающего трансформатора, который снижает напряжение и частично увеличивает силу тока для обеспечения необходимого тепла в месте сварки.
Электроды: Включают механизм для установления и удержания контакта в зоне сварки.
Регулятор времени: Представляет собой переключатели, которые регулируют силу тока, длительность тока и время контакта. Многие теперь включают в себя адаптивные блоки управления процессом (импульсный таймер сварки).
Основные формы контактной точечной сварки классифицируются как: контактная точечная сварка; контактная рельефная сварка; шовная сварка сопротивлением; контактная сварка оплавлением и контактная стыковая сварка.
3.2 Точечная сварка сопротивлением
Точечная сварка сопротивлением в основном ограничивается выполнением сварных швов диаметром приблизительно 6 мм между двумя или более перекрывающимися панелями из листового металла.Этот тип сварки, вероятно, является наиболее часто используемым типом контактной сварки. Искусство планирования производства для точечной сварки заключается в упрощении представления панелей в области взаимного нахлеста панелей. Ограничение точечной сварки заключается в том, что электроды в сборе должны выдерживать наносимые
силы в диапазоне от 2200 Н до 4500 Н для диапазона толщины листовой стали, используемой в конструкции и ремонте автомобилей. Таким образом, проектирование продукта должно учитывать требование, чтобы электроды, которые изготовлены из относительно слабых медных сплавов, нуждались в нормальном доступе к обеим сторонам перекрывающихся панелей, чтобы выдерживать такие электродные усилия.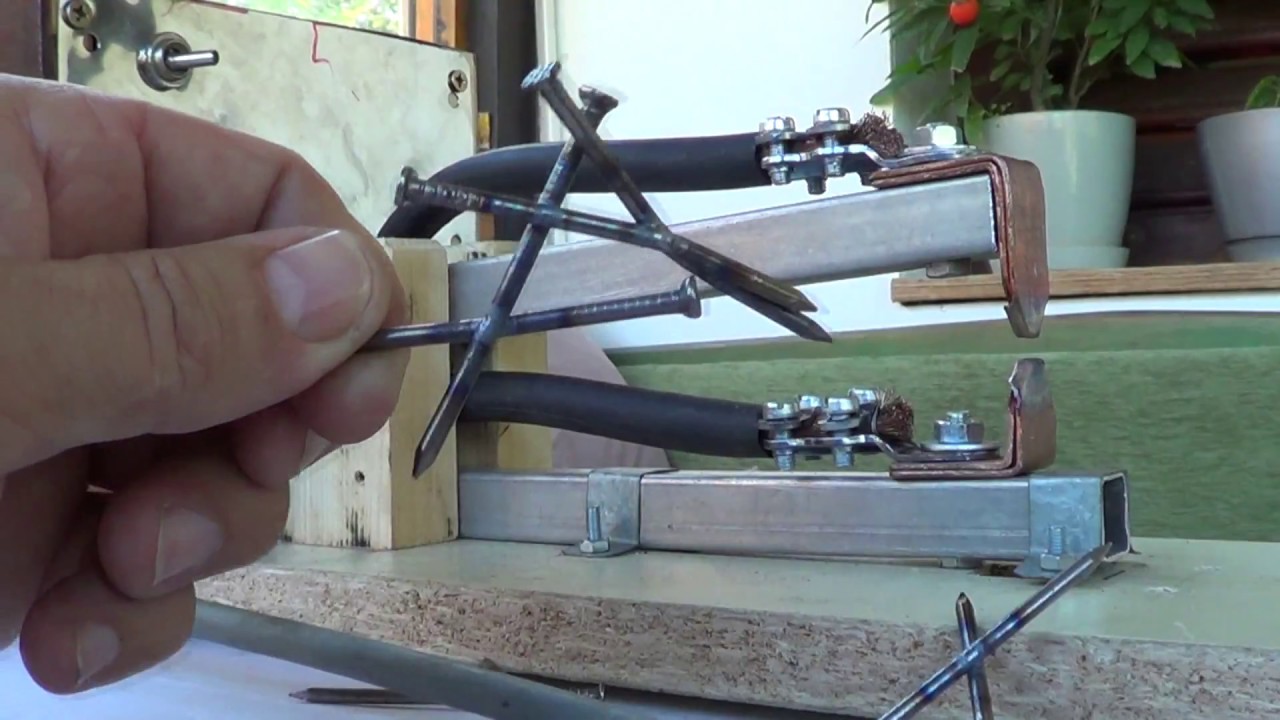 Соединяемый материал помещают между двумя электродами, прикладывают давление, и электрический ток проходит от одного электрода через материал к другому электроду. Существует три этапа изготовления точечной сварки. Сначала электроды подносят к металлу и прикладывают давление перед включением тока. Затем ток включается на мгновение. Затем следует третье время удержания, в течение которого ток отключается, но давление сохраняется. Время выдержки заковывает металл, пока он остывает.
Соединяемый материал помещают между двумя электродами, прикладывают давление, и электрический ток проходит от одного электрода через материал к другому электроду. Существует три этапа изготовления точечной сварки. Сначала электроды подносят к металлу и прикладывают давление перед включением тока. Затем ток включается на мгновение. Затем следует третье время удержания, в течение которого ток отключается, но давление сохраняется. Время выдержки заковывает металл, пока он остывает.
Обычная точечная сварка обычно оставляет на металле небольшие углубления, что часто нежелательно на лицевой стороне готового изделия. Эти углубления сведены к минимуму за счет использования наконечников электродов большего размера на выставочной стороне. Точечная сварка сопротивлением может сваривать металлы разной толщины, используя большую площадь контакта кончика электрода с более толстым листом. Это можно сделать для низкоуглеродистой стали, имеющей разное отношение толщины 3:1.
Существует три вида деформации, вызванной контактной точечной сваркой, которые имеют отношение к изготовлению и ремонту кузова автомобиля. Во-первых, это локальное вдавливание электрода из-за погружения электрода в стальную поверхность. Это механическое искажение — побочный продукт
Во-первых, это локальное вдавливание электрода из-за погружения электрода в стальную поверхность. Это механическое искажение — побочный продукт
.
процесс точечной сварки. Во-вторых, существует небольшая термическая деформация, которая доставляет неудобства при попытке выполнить точечную сварку на демонстрационных поверхностях, таких как панели обшивки, без каких-либо заметных деформаций металла. Наконец, существует грубая деформация, возникающая, когда плохо подогнанные панели прижимаются друг к другу в отдельных местах. Это механическое искажение полностью связано с процессом точечной сварки.Во-вторых, существует небольшая термическая деформация, которая создает проблемы при попытке выполнить точечную сварку на демонстрационных поверхностях, таких как панели обшивки, без какой-либо заметной деформации металла. Наконец, существует грубая деформация, возникающая, когда плохо подогнанные панели прижимаются друг к другу в отдельных местах. Это механическое искажение, совершенно не связанное с процессом точечной сварки; тот же тип деформации с помощью заклепок или любого аналогичного локального метода соединения. Сочетание всех этих искажений способствует общему виду точечной сварки, что практически неприемлемо для потребительского товара.Техника изготовления кузовов автомобилей заключается в том, чтобы фланцы точечной сварки закрывались либо накладками (дверные проемы), либо уплотнительным уплотнителем (окантовка окон и экранов). Шарнирный шарнир — одна из особенностей, которая отличает дешевый кузов массового производства от дорогого кузова ручной сборки. Аппараты для точечной сварки изготавливаются как для постоянного, так и для переменного тока.
Сочетание всех этих искажений способствует общему виду точечной сварки, что практически неприемлемо для потребительского товара.Техника изготовления кузовов автомобилей заключается в том, чтобы фланцы точечной сварки закрывались либо накладками (дверные проемы), либо уплотнительным уплотнителем (окантовка окон и экранов). Шарнирный шарнир — одна из особенностей, которая отличает дешевый кузов массового производства от дорогого кузова ручной сборки. Аппараты для точечной сварки изготавливаются как для постоянного, так и для переменного тока.
Типичная скорость контактной точечной сварки составляет 100 точек в минуту. Чтобы как можно быстрее отводить тепло в месте сварки, электроды, проводники которых иногда охлаждают водой.Хотя многие аппараты для точечной сварки имеют стационарную конструкцию, существует повышенный спрос на более маневренные портативные устройства. Электроды, проводящие ток и создающие давление, изготовлены из медного сплава с низким сопротивлением и обычно полые для облегчения водяного охлаждения. Эти электроды должны содержаться в чистоте и правильно для получения хороших результатов. Сварочные аппараты для точечной сварки широко используются для сварки стали, а при наличии электронного таймера их можно использовать для таких металлов, как алюминий, медь, нержавеющая сталь и оцинкованный металл.
Эти электроды должны содержаться в чистоте и правильно для получения хороших результатов. Сварочные аппараты для точечной сварки широко используются для сварки стали, а при наличии электронного таймера их можно использовать для таких металлов, как алюминий, медь, нержавеющая сталь и оцинкованный металл.
Сегодняшние кузова без шасси удерживают двигатель, подвеску и рулевое управление в нужных местах и спроектированы так, чтобы поглощать удары при авариях путем смятия, тем самым защищая пассажирский салон (и его пассажиров) от ударов и деформации. С точки зрения безопасности, а также механической эффективности, правильная сварка имеет жизненно важное значение в этом виде ремонта.
Конструкция кузова автомобиля требует тщательного выбора листового металла, который до недавнего времени был полностью из мягкой стали. Прочность на растяжение и пластичность, которые хороши для низкоуглеродистой стали, жизненно важны для «сминаемости» (способности поглощать энергию удара), и именно поэтому используются контактные точечные сварные швы. Средняя обшивка кузова соединяется примерно 4500-6000 таких точечных сварных швов. Они остаются пластичными, потому что процесс сварки не изменяет первоначальные характеристики стали. Меньшая масса тела снижает нагрузку на двигатель автомобиля и, следовательно, напрямую влияет на расход бензина.
Средняя обшивка кузова соединяется примерно 4500-6000 таких точечных сварных швов. Они остаются пластичными, потому что процесс сварки не изменяет первоначальные характеристики стали. Меньшая масса тела снижает нагрузку на двигатель автомобиля и, следовательно, напрямую влияет на расход бензина.
Из соображений веса и экономии топлива для некоторых узлов кузова были использованы высокопрочные стали. Поскольку характеристики этих сталей отличаются от свойств низкоуглеродистой стали (мягкой стали), которая по-прежнему составляет 60 процентов корпуса кузова, они вызывают проблемы при ремонтной сварке.Стали повышенной прочности были изготовлены специально для производителей автомобилей, чтобы производить каркасы кузовов из более тонкого, но прочного стального листа. Эти стали менее пластичны и тверже. Прежде всего, они не переносят избыточного тепла из-за плохой сварки, что делает их хрупкими или мягкими или может вызвать деформацию панели. Низкоуглеродистая сталь хорошо переносит избыточное тепло.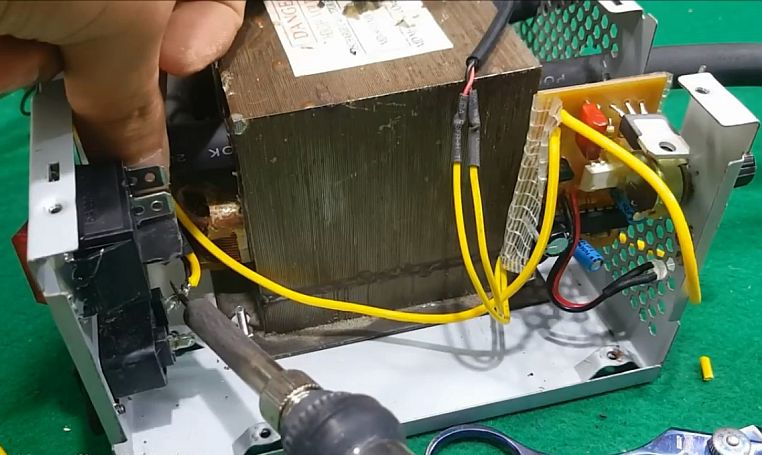 В то время как более старые кузова из мягкой стали, по сути, требовали только настройки сварочного аппарата на толщину металла, современные новые кузова могут содержать сталь до четырех различных значений прочности, твердости и пластичности, некоторые с покрытием с одной стороны, некоторые с двусторонним покрытием и некоторые без покрытия.Листовые материалы с цинковым покрытием требуют использования более тяжелого сварочного оборудования, способного производить более высокий ток для проникновения в цинковое покрытие, а электроды необходимо постоянно очищать, чтобы избежать налипания цинка при сварке.
В то время как более старые кузова из мягкой стали, по сути, требовали только настройки сварочного аппарата на толщину металла, современные новые кузова могут содержать сталь до четырех различных значений прочности, твердости и пластичности, некоторые с покрытием с одной стороны, некоторые с двусторонним покрытием и некоторые без покрытия.Листовые материалы с цинковым покрытием требуют использования более тяжелого сварочного оборудования, способного производить более высокий ток для проникновения в цинковое покрытие, а электроды необходимо постоянно очищать, чтобы избежать налипания цинка при сварке.
Таким образом, ремонт кузовов из низкоуглеродистой стали и стали HSLA требует совершенно иных методов сварки, чем только для низкоуглеродистой стали. Корпуса из низкоуглеродистой стали могут подвергаться контактной точечной сварке, газовой сварке (TIG) или дуговой сварке (MIG); но более прочные стали не должны подвергаться последним двум процессам, потому что они требуют почти в три раза больше тепла, чем контактная точечная сварка. Образующиеся температуры превышают 1350ºC для контактных точечных сварных швов, для соединений аналогичной прочности. Однако более прочные стали с их более высокой прочностью на растяжение, ограниченной пластичностью и большей твердостью особенно уязвимы к нагреву и склонны терять прочность и изменять пластичность при перегреве.
Образующиеся температуры превышают 1350ºC для контактных точечных сварных швов, для соединений аналогичной прочности. Однако более прочные стали с их более высокой прочностью на растяжение, ограниченной пластичностью и большей твердостью особенно уязвимы к нагреву и склонны терять прочность и изменять пластичность при перегреве.
Развитие сварочного оборудования в сочетании с использованием электронного управления открыло путь к новым методам сварки кузовов, которые помогают упростить практические задачи, связанные с кузовами, изготовленными из смеси низкоуглеродистых и высокопрочных низколегированных сталей.Традиционный метод контактной сварки должен был быть
.
улучшен для соединения высокопрочных сталей. Поскольку протекание сварочного тока затруднено покрытием стали, может потребоваться более высокая температура для их разрушения, прежде чем можно будет сформировать сварной шов. Для получения стабильно хороших сварных швов необходимо использовать две или три стадии сварки, причем продолжительность каждой стадии зависит от характера стали и ее покрытия.
3.3 Точечная контактная сварка высокопрочных сталей
Жесткость кузова и его способность выдерживать большие скручивающие и другие нагрузки зависят от метода сборки, используемого для соединения различных панелей кузова.Точечная сварка используется в промышленности по двум причинам: во-первых, потому что это самый прочный и надежный метод соединения двух металлических частей, а во-вторых, из-за полного отсутствия деформации панели при сварке. Для выполнения удовлетворительного ремонта необходимо, чтобы сварные швы транспортных средств имели те же характеристики, что и оригинал.
Сравнение точечной электросварки и кованой сварки показывает, что в обоих этих процессах соединение образуется путем слияния молекул металла.Они были объединены в каждой из двух частей, несмотря на разницу в двух используемых процессах. В случае кузнечной сварки детали нагревают в кузнечной печи, а затем куют до получения однородного материала. В случае процесса точечной сварки пистолет должен иметь устройство давления, которым может управлять пользователь и которое передает давление на электроды, и трансформатор, позволяющий подавать ток высокой силы на электроды..jpg) Точечная сварка является основным методом сварки кузовов.Большая часть производственной сварки выполняется на металле толщиной менее 2,5 мм, хотя точечная сварка может выполняться и при большей толщине. С появлением высокопрочных сталей производители автомобилей производят панели кузова толщиной всего 0,55 мм и используют толщину от 1,2 до 1,5 мм для элементов конструкции. При использовании соответствующего оборудования для этих сталей можно успешно выполнить двустороннюю точечную сварку.
Точечная сварка является основным методом сварки кузовов.Большая часть производственной сварки выполняется на металле толщиной менее 2,5 мм, хотя точечная сварка может выполняться и при большей толщине. С появлением высокопрочных сталей производители автомобилей производят панели кузова толщиной всего 0,55 мм и используют толщину от 1,2 до 1,5 мм для элементов конструкции. При использовании соответствующего оборудования для этих сталей можно успешно выполнить двустороннюю точечную сварку.
3.4 Качество сварки
Для получения качественной точечной сварки необходим тщательный контроль трех факторов:
- Время сжатия
- Время сварки (длительность сварочного потока)
- Время удержания
Основным недостатком, связанным со сваркой в целом, является то, что любой визуальный осмотр сварного шва не дает сведений о качестве сварного шва.Поэтому важно, чтобы оборудование для точечной сварки, используемое при ремонте кузова двигателя, автоматически учитывало внешние обстоятельства, такие как ржавчина, накипь, падение напряжения в сети электропитания и колебания тока.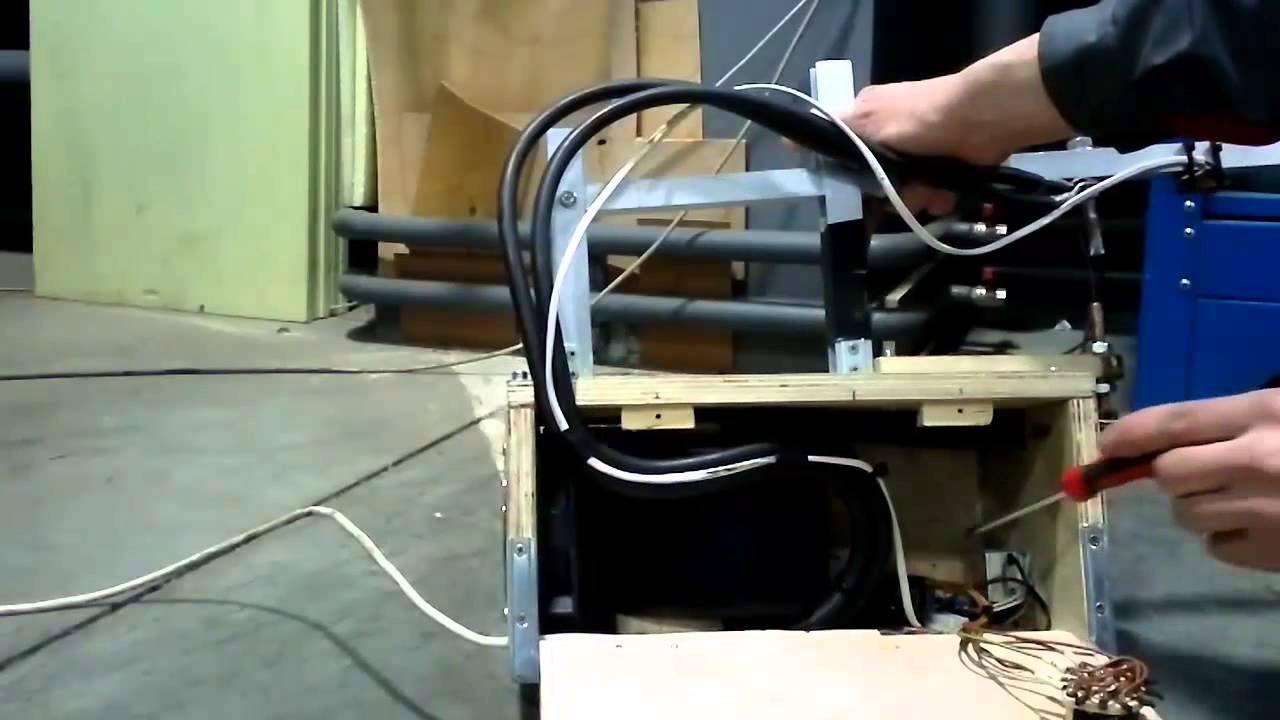
Качество точечной сварки зависит от:
- Прочность сварного шва должна быть равна прочности основного металла. Это проблема прочности на растяжение и однородности самого наггета сварного шва.
- Сварочное тепло не должно никоим образом изменять свойства основного металла.
- Давление сварки должно препятствовать отделению основного металла, чтобы не вызвать деформацию панели и напряжения в сборке.
3.5 Нагрев
При контактной сварке время сварки контролируется либо электронными, либо электро (электрическими) устройствами. Ручные сварочные клещи клещевого типа, поставляемые в мастерские по ремонту кузовов автомобилей, обычно управляются электронным способом с минимальной предварительной настройкой. Время сварки может варьироваться от долей секунды для очень тонких листов стали до одной секунды для более толстых листов стали.Время сварки является важным фактором, поскольку прочность сварного шва зависит от правильной глубины плавления. Для получения такой глубины плавления требуется достаточное время сварки, позволяя текущему времени выделять достаточно тепла, чтобы довести небольшой объем металла до правильной температуры, чтобы обеспечить надлежащее плавление двух металлов. Если достигнутая температура слишком высока, металл будет вытесняться из зоны сварки, что может привести к образованию полостей и трещин в сварке. В некоторых марках высокопрочных сталей трещины вблизи зоны термического влияния появились после операции сварки.
Для получения такой глубины плавления требуется достаточное время сварки, позволяя текущему времени выделять достаточно тепла, чтобы довести небольшой объем металла до правильной температуры, чтобы обеспечить надлежащее плавление двух металлов. Если достигнутая температура слишком высока, металл будет вытесняться из зоны сварки, что может привести к образованию полостей и трещин в сварке. В некоторых марках высокопрочных сталей трещины вблизи зоны термического влияния появились после операции сварки.
3.6 Тепловой баланс
При контактной сварке панелей одинаковой толщины и состава выделяемое тепло будет равномерно сбалансировано в обеих панелях, и в результате получится характерный овальный сварной шов в поперечном сечении. Однако при сварке панелей, изготовленных из сталей разного состава, т. е. обычной низкоуглеродистой стали с высокопрочными низколегированными сталями, будет иметь место несбалансированная скорость нагрева. Эта проблема также возникает при точечной сварке двух сталей разной толщины; более толстые калибры обычно теряют больше тепла, что приводит к неудовлетворительным сварным швам. Для компенсации сварщик должен либо выбрать электрод, изготовленный из материалов, изменяющих коэффициент термического сопротивления, либо изменить геометрию наконечника электрода, либо использовать импульсное оборудование.
Для компенсации сварщик должен либо выбрать электрод, изготовленный из материалов, изменяющих коэффициент термического сопротивления, либо изменить геометрию наконечника электрода, либо использовать импульсное оборудование.
3.7 Электроды
Функции электрода (хром/медь) следующие:
- Подведите ток к зоне сварки.
- Создайте необходимое усилие зажима сварного соединения.
- Способствует отводу тепла из зоны сварки.
Профиль и диаметр поверхности электрода зависят от свариваемого материала.Диаметр лица напрямую влияет на размер самородка. Надлежащее обслуживание
Поэтому поверхность наконечника электрода жизненно важна для обеспечения эффективного протекания тока. Например, если диаметр наконечника от 5 мм увеличить из-за износа до 8 мм, площадь контакта практически удвоится. Это приведет к низкой плотности тока и слабым сварным швам. Несоосность электродов и неправильное давление также могут привести к дефектам сварных швов.
Требования к размеру сварного шва и шагу
Там, где в производстве использовалась точечная сварка сопротивлением, она должна быть воспроизведена с заменой новой точечной сварки, где это возможно.Все такие репродукционные точечные сварные швы должны располагаться на расстоянии 30 мм друг от друга.
При точечной сварке рекомендуется воспроизвести испытательные образцы из того же калибра металла и материала для проведения испытаний на отслаивание, чтобы убедиться, что используемое сварочное оборудование может обеспечить удовлетворительное соединение, соответствующее следующей формуле:
(D = диаметр наконечника, T = толщина пластины, все в мм.)
Рис. 7. Формула для оценки размера кончика электрода (коническая форма)
Минимальный шаг сварки
Прочность отдельных точечных сварных швов определяется шагом точечной сварки (расстоянием между точечными сварными швами). Соединение между панелями становится прочнее по мере уменьшения шага, но если шаг становится слишком маленьким, а точечные сварные швы расположены слишком близко друг к другу, это может привести к шунтированию тока, что фактически отводит сварочный ток к предыдущему точечному сварному шву.
Соединение между панелями становится прочнее по мере уменьшения шага, но если шаг становится слишком маленьким, а точечные сварные швы расположены слишком близко друг к другу, это может привести к шунтированию тока, что фактически отводит сварочный ток к предыдущему точечному сварному шву.
Рис. 8. Шунтирование тока в контактных сварных швах, расположенных в непосредственной близости
Позиционирование точки сварки от края и конца панели
Расстояние до края также определяется положением сварочного наконечника.Даже если точечные сварные швы нормальные, сварные швы не будут иметь достаточной прочности, если расстояние до края недостаточно.
| Толщина панели | Шаг | Маржа |
0,6 | 11 | 5 |
0,8 | 14 | 5 |
1. | 18 | 6 |
1,2 | 22 | 7 |
1,6 | 29 | 8 |
 0
0
Рисунок 9: Шаг сварки
5.0 Требования к электрической мощности и требуемые значения
5.1 Настройка мощности
Количество используемого тока очень важно. Слишком слабый ток дает только легкую липкость, что приводит к недостаточному проникновению. Слишком большой ток вызывает обгорание сварных швов. Точечные швы могут выполняться по одному или несколько швов одновременно, в зависимости от количества используемых электродов. При постоянном приложении электрического тока соединяемая область основных металлов плавится и сплавляется вместе, так как кончики электродов прикладывают давление.
Рисунок 10: Текущий поток
6.0 Требования к продолжительности сварки и настройки таймера
Установка таймера очень важна, так как она контролирует стык тепла, подаваемого в точечный сварной шов. Три самых важных фактора — это ток, время и давление.
6.1 Настройки давления
Поскольку большой электрический ток протекает в концентрированной области, кончики электродов оказывают давление, вызывая контакт поверхностей.
6.2 Деканьютон
Один деканьютон (даН) эквивалентен одному килограмму усилия зажима.В процессе сварки, если ваш сварщик не в состоянии выдержать усилие не менее 300 даН, расплавленный металл вырвется наружу, оставив слабый пористый шов. При сварке новой бористой стали абсолютно необходимо иметь сварочный пистолет, способный выдерживать 300 даН. Бор содержится в основном в секциях шасси всех новых автомобилей.
Рекомендуемое давление наконечника в соответствии с калибром стали:
| Толщина панели (мм) | Давление (кг) | Длина плеча (мм) |
0. | 50 | 250 |
0,80 + 0,30 | 60 | 250 |
0,95 + 0,95 | 70 | 250 |
1,00 + 1,00 | 80 | 250 |
1.25 + 1,25 | 100 | 250 |
1,25 + 2,00 | 120 | 250 |
 55 + 0,55
55 + 0,55 Эти значения давления относятся к быстрорежущим сталям: для обычных сталей может потребоваться снижение давления.
Холдинг
При прекращении электрического тока место сварки постепенно остывает и образует самородок.При приложении давления свойство самородка становится более плотным, а его механические характеристики улучшаются. Во время реальной эксплуатации эти шаги должны быть выполнены в обязательном порядке, так как ими легко пренебречь.
Рисунок 11: Принцип точечной сварки
7.0 Принцип контактной шовной сварки
7.1 Сварка контактным швом
Сварка швов аналогична точечной сварке, за исключением того, что точки перекрывают друг друга, образуя непрерывный сварной шов.При этом куски металла проходят между электродами роликового типа. При вращении электродов подача тока на каждый из них автоматически включается и выключается через промежутки времени, соответствующие скорости, с которой детали должны двигаться. При надлежащем контроле можно получить воздухонепроницаемые и водонепроницаемые швы, подходящие для таких деталей, как топливные баки и панели крыши. Когда точки перекрываются недостаточно долго, чтобы образовался непрерывный шов, этот процесс иногда называют роликовой точечной или стежковой сваркой (рис. 13).Таким образом, работа проходит расстояние между электродами, необходимое для каждого последующего цикла сварки. Работа останавливается на время, необходимое для выполнения каждого отдельного сварного шва, а затем автоматически перемещается на нужное расстояние для следующего цикла сварки. Прерывистый ток обычно необходим для большинства операций шовной сварки. Каждый отдельный сварной шов содержит несколько перекрывающихся точечных сварных швов, в результате чего соединение имеет хорошую механическую прочность, но не является герметичным.
Когда точки перекрываются недостаточно долго, чтобы образовался непрерывный шов, этот процесс иногда называют роликовой точечной или стежковой сваркой (рис. 13).Таким образом, работа проходит расстояние между электродами, необходимое для каждого последующего цикла сварки. Работа останавливается на время, необходимое для выполнения каждого отдельного сварного шва, а затем автоматически перемещается на нужное расстояние для следующего цикла сварки. Прерывистый ток обычно необходим для большинства операций шовной сварки. Каждый отдельный сварной шов содержит несколько перекрывающихся точечных сварных швов, в результате чего соединение имеет хорошую механическую прочность, но не является герметичным.
Мягкая сталь, латунь, никель, нержавеющая сталь и многие другие сплавы могут быть сварены этим методом, хотя его использование в основном ограничено операциями с мягкой и нержавеющей сталью.Максимальная экономия достигается, если общая толщина соединяемых листов перед сваркой не превышает 3,2 мм, поверхности должны быть чистыми и свободными от окалины, что может быть выполнено пескоструйной очисткой, шлифовкой или травлением.
Рисунок 13: Шовная сварка (сварка стежков)
8.0 Принцип контактной рельефной сварки
Процесс сварки заключается в размещении выступов в контакте с сопряженными приспособлениями и выравнивании их между электродами.Электроды на машине в этом случае не заострены, как при точечной сварке, а обычно представляют собой относительно большие плоские поверхности, которые прижимаются к соединению, прижимая выступы друг к другу.
Машина может сваривать как один выступ, так и множество выступов одновременно. Многие переменные, связанные с рельефной сваркой, такие как толщина, вид материала и количество выступов, делают невозможным заранее определить правильный ток. Не все металлы можно сваривать выступающими частями.Латунь и медь не подходят для этого метода, потому что выступы обычно разрушаются под давлением.
8.1 Сварка контактным выступом
Выступающая сварка (рис. 14) представляет собой соединение деталей методом контактной сварки, который очень напоминает точечную сварку. Этот вид сварки широко используется при креплении крепежных элементов к элементам конструкции. Эта точка, где должна быть выполнена сварка, имеет один или несколько выступов, образованных тиснением, штамповкой или механической обработкой.Деформация тисненой металлической поверхности мала и незначительна при толщине тяжелого металла, хотя в случае разной толщины предпочтительно тиснение выступа на более толстом из двух листов.
Этот вид сварки широко используется при креплении крепежных элементов к элементам конструкции. Эта точка, где должна быть выполнена сварка, имеет один или несколько выступов, образованных тиснением, штамповкой или механической обработкой.Деформация тисненой металлической поверхности мала и незначительна при толщине тяжелого металла, хотя в случае разной толщины предпочтительно тиснение выступа на более толстом из двух листов.
9.0 Сварка оплавлением сопротивлением
В процессе сварки оплавлением два соединяемых куска металла зажимаются матрицами из медного сплава, форма которых соответствует размеру каждого куска и которые проводят электрический ток к изделию.Концы двух металлических частей двигаются вместе, пока не образуется дуга. Вспышка через зазор расплавляет металл, и когда два расплавленных конца сближаются, происходит сплавление. Ток отключается сразу после завершения этого действия.
Сварка оплавлением используется для стыковой или угловой сварки листов, стержней, стержней, труб и экструдированных профилей. Имеет неограниченное применение как для черных, так и для цветных металлов. Для некоторых операций штампы охлаждаются водой для отвода тепла от зоны сварки.Наиболее важным фактором, который необходимо учитывать при сварке оплавлением, является точное выравнивание деталей. Единственная проблема, с которой можно столкнуться при сварке оплавлением, — это образовавшаяся выпуклость или увеличенный размер в месте сварки. Если важна площадь отделки сварного шва, то возникает необходимость отшлифовать или обработать соединение до нужного размера.
10.0 Стыковая сварка
При стыковой сварке свариваемые металлы контактируют под давлением, через них пропускают электрический ток, кромки размягчаются и сплавляются друг с другом.Этот процесс отличается от сварки оплавлением тем, что в процессе нагревания применяется постоянное давление, что исключает оплавление. Тепло, выделяемое в точке контакта, полностью обусловлено сопротивлением. Хотя работа и управление процессом стыковой сварки почти идентичны сварке оплавлением, основное отличие состоит в том, что при этом используется меньший ток, имеет постоянное давление и дает больше времени для завершения сварки. Сварочная горелка клещевого типа с мощным сварочным трансформатором (для обеспечения очень короткого времени сварки) оснащена системой сильного давления для выполнения большинства работ, к которым можно подходить с двух сторон по типу клещей.Ряд взаимозаменяемых сварочных манипуляторов и электродов различной формы и длины можно использовать для мгновенного превращения стандартного пистолета в специальный инструмент, который может потребоваться для работы. Специальные комплекты держателей с электродами, специально разработанные для использования на автомобилях отдельных марок, разработаны в сотрудничестве с большинством автопроизводителей.
Сварочная горелка клещевого типа с мощным сварочным трансформатором (для обеспечения очень короткого времени сварки) оснащена системой сильного давления для выполнения большинства работ, к которым можно подходить с двух сторон по типу клещей.Ряд взаимозаменяемых сварочных манипуляторов и электродов различной формы и длины можно использовать для мгновенного превращения стандартного пистолета в специальный инструмент, который может потребоваться для работы. Специальные комплекты держателей с электродами, специально разработанные для использования на автомобилях отдельных марок, разработаны в сотрудничестве с большинством автопроизводителей.
10.1 Аппарат для точечной сварки/электросварки
Обычно используется в качестве альтернативы клепке для соединения тонких листов и легкого металла.Сварщик точечной сварки может управлять тремя регулировками, протеканием тока, синхронизацией сварки и приложенным давлением. Также можно отрегулировать кронштейны электрододержателей, чтобы приспособиться к различным формам работы. Электроды могут быть получены в вертикальном и офсетном виде. Электроды обычно изготавливаются из меди, для определенных видов работ они могут иметь наконечники из более твердого материала, например, из вольфрама или медного сплава. Электроды обычно охлаждаются водой, при этом вода подается через полые электроды. При замене электродов следует соблюдать осторожность, чтобы не повредить коническую посадку.
Электроды могут быть получены в вертикальном и офсетном виде. Электроды обычно изготавливаются из меди, для определенных видов работ они могут иметь наконечники из более твердого материала, например, из вольфрама или медного сплава. Электроды обычно охлаждаются водой, при этом вода подается через полые электроды. При замене электродов следует соблюдать осторожность, чтобы не повредить коническую посадку.
11.0 Настройка оборудования для использования
Наиболее важным моментом в настройке оборудования является:
- Толщина свариваемого листового металла.
- Доступность свариваемых деталей.
- Состояние поверхности свариваемого листового металла (она должна быть как можно более чистой, а также должна быть удалена ржавчина, окалина или краска).
Процедура настройки следующая:
- При выключенном оборудовании убедитесь, что кончики электродов выровнены и имеют правильную форму. Если используются куполообразные наконечники (они обычно дают наилучшие результаты), радиусы наконечников должны составлять 51 мм и 77 мм. при использовании наконечников с усеченным конусом убедитесь, что диаметр соответствует толщине используемого материала; диаметр должен быть равен 3√ t , где t — толщина одного листа в миллиметрах. Убедитесь, что усилие на наконечнике достаточно, не сгибая плечи электрода и не сдвигая наконечники друг относительно друга.
- Включите питание и убедитесь, что индикатор сети (красный) горит.
- Переключатель выбора функции переключения на контактную точечную сварку.
- Включите управление Spotrite и убедитесь, что индикатор готовности горит.
- Проверьте блок утечки на землю, нажав кнопку проверки.
- Установить размер пятна равным нулю.
- Сварка без разбрызгивания путем выбора минимальной температуры и максимальной продолжительности сварки для получения желаемого размера сварного шва.
- Сделайте два сварных шва на расстоянии примерно 51 мм друг от друга. Снимите второй сварной шов, т.е.е. разорвите испытуемый образец и проверьте, соответствует ли сварной шов приблизительно необходимой прочности сварного шва. Размер самородка должен быть 4,5 √ т.
- Увеличивайте настройку размера пятна с нуля за один шаг и выполняйте пять пробных сварных швов при каждой настройке. Если сигнал брака слышен (импульс высокого тона: загорается красный индикатор) для более чем трех сварных швов, уменьшите настройку размера пятна, пока сигнал брака не сработает только два или три раза.
- Постепенно увеличивайте нагрев, чтобы уменьшить фактическое время сварки, пока не произойдет разбрызгивание.Затем уменьшите нагрев на один шаг, чтобы прекратить разбрызгивание. Сейчас оборудование полностью настроено.
 Если используются куполообразные наконечники (они обычно дают наилучшие результаты), радиусы наконечников должны составлять 51 мм и 77 мм. при использовании наконечников с усеченным конусом убедитесь, что диаметр соответствует толщине используемого материала; диаметр должен быть равен 3√ t , где t — толщина одного листа в миллиметрах. Убедитесь, что усилие на наконечнике достаточно, не сгибая плечи электрода и не сдвигая наконечники друг относительно друга.
Если используются куполообразные наконечники (они обычно дают наилучшие результаты), радиусы наконечников должны составлять 51 мм и 77 мм. при использовании наконечников с усеченным конусом убедитесь, что диаметр соответствует толщине используемого материала; диаметр должен быть равен 3√ t , где t — толщина одного листа в миллиметрах. Убедитесь, что усилие на наконечнике достаточно, не сгибая плечи электрода и не сдвигая наконечники друг относительно друга.
Процедура сварки
- Подготовьте поверхность панели, удалив краску, грунтовку и вообще любой изоляционный материал, покрывающий свариваемую поверхность. Эта подготовка является ключевым фактором для качественной точечной сварки. Краску необходимо удалить с помощью жидкости для удаления краски или шлифовки. Если на поверхности панели присутствует ржавчина, лучшим методом подготовки является шлифовка, так как она оставит на поверхности блестящий металлический блеск, который облегчает прохождение электрического тока.
- Обеспечьте правильную регулировку электродов и кронштейнов сварочной горелки.
- Определите подходящий шаг сварки для свариваемой панели в сборе, чтобы получить максимальную прочность.
- Убедитесь, что установлено правильное расстояние от края листовой панели до ближайшего точечного сварного шва.
 Эта подготовка является ключевым фактором для качественной точечной сварки. Краску необходимо удалить с помощью жидкости для удаления краски или шлифовки. Если на поверхности панели присутствует ржавчина, лучшим методом подготовки является шлифовка, так как она оставит на поверхности блестящий металлический блеск, который облегчает прохождение электрического тока.
Эта подготовка является ключевым фактором для качественной точечной сварки. Краску необходимо удалить с помощью жидкости для удаления краски или шлифовки. Если на поверхности панели присутствует ржавчина, лучшим методом подготовки является шлифовка, так как она оставит на поверхности блестящий металлический блеск, который облегчает прохождение электрического тока. Односторонняя точечная сварка
В результате эксплуатационных ограничений обычной двусторонней точечной сварки оборудование для односторонней точечной сварки получило более широкое распространение в отрасли ремонта кузовов автомобилей.Эта система предлагает преимущества обычной точечной сварки без присущих ей проблем с доступом к секциям с двойными стенками. Таким образом, односторонняя точечная сварка является альтернативой обычной двусторонней точечной сварке или может использоваться вместе с ней.
Таким образом, односторонняя точечная сварка является альтернативой обычной двусторонней точечной сварке или может использоваться вместе с ней.
В процессе односторонней точечной сварки вручную один электрод прижимается к панели, при этом электрическая цепь замыкается заземляющим зажимом и кабелем обратно к трансформатору.Это позволяет выполнять сварные швы в местах, где доступ возможен только с одной стороны.
В настоящее время производители используют различные типы стали для изготовления кузовов своих автомобилей, основными тремя из которых являются низкоуглеродистая сталь, оцинкованная сталь и высокопрочная сталь. Это привело к путанице и трудностям в идентификации и сварке. Основная проблема с высокопрочной сталью заключается в том, что она чувствительна к нагреву и ее трудно идентифицировать на транспортных средствах без данных. (Руководство по методам MIRRC Thatcham).При двусторонней сварке эта проблема решается с помощью импульсной сварки, которая максимально удерживает тепло в сварном шве. Некоторое одностороннее оборудование, особенно то, которое работает на высоком токе, не требует импульсной сварки. Вместо этого в этих машинах используется массивный всплеск мощности при постоянном токе 8000 А за очень короткий интервал, что поддерживает температуру точечной сварки ниже рекомендуемой температуры. Другое преимущество этой системы заключается в том, что не нужно определять, является ли сталь высокопрочной или низкоуглеродистой.Проблема с оцинкованной сталью заключается в том, что она имеет очень высокое контактное сопротивление стали из-за расплавления покрытия, в результате чего оно вытекает из сварного шва. Затем, когда сопротивление станет достаточно низким, он автоматически выполнит второй этап сварки с правильными настройками.
Некоторое одностороннее оборудование, особенно то, которое работает на высоком токе, не требует импульсной сварки. Вместо этого в этих машинах используется массивный всплеск мощности при постоянном токе 8000 А за очень короткий интервал, что поддерживает температуру точечной сварки ниже рекомендуемой температуры. Другое преимущество этой системы заключается в том, что не нужно определять, является ли сталь высокопрочной или низкоуглеродистой.Проблема с оцинкованной сталью заключается в том, что она имеет очень высокое контактное сопротивление стали из-за расплавления покрытия, в результате чего оно вытекает из сварного шва. Затем, когда сопротивление станет достаточно низким, он автоматически выполнит второй этап сварки с правильными настройками.
Оборудование для односторонней точечной сварки
Это оборудование варьируется от 2500 до 1200 ампер следующим образом:
- 2500 А с двумя фазами при 415 В
- 8000 А, трехфазный, 415 В
- 1200 А, трехфазный, 415 В
Оборудование может быть использовано для выполнения следующих операций:
Односторонняя точечная сварка: Идеальна, когда доступ к материалу затруднен с обеих сторон. Он подходит для сварки крыльев, передних и задних боковых панелей.
Он подходит для сварки крыльев, передних и задних боковых панелей.
Двухэлектродная односторонняя точечная сварка: Подходит, когда невозможно удовлетворительно прикрепить зажим заземления. Он также позволяет выполнять две точечные сварки одновременно и подходит для сварки порогов на месте.
Точечная сварка с импульсным роликом: Обеспечивает непрерывную точечную сварку вдоль кромки металла внахлест. Он идеально подходит для водосточных желобов и для приваривания заплат к панелям транспортных средств при ремонте коррозии без деформации.
Приварные медные кольцевые шайбы для натяжения: Это позволяет приваривать ряды шайб к поверхности панели. Идеально подходит для удаления больших вмятин с помощью скользящего молотка со специальной насадкой-крючком, которая проходит через кольца, которые позже отламываются при скручивании.
Быстрый съемник: Предназначен для быстрого и эффективного удаления небольших вмятин путем приваривания съемника к панели, вытягивания вмятины и последующего поворота инструмента, чтобы освободить ее от панели.
Медная усадка высоких мест: используется медный инструмент для усадки растянутых панелей, которые были перегружены ковкой.
Углеродная усадка для чрезмерно растянутой панели: используется стержень из угольного карандаша и используется для повторного натяжения поверхности панели, которая лишь слегка растянулась.
Приварка накидных гаек к транспортному средству: это оборудование можно использовать для приваривания накидных гаек, декоративных шпилек и болтов с резьбой к поверхностям панелей, когда их необходимо заменить.
Оборудование для односторонней точечной сварки имеет низкую силу тока, что обеспечивает безопасность оператора. Оборудование использует постоянный ток с максимальным напряжением 12 вольт. Все электроды могут быть закалены в воде, без опасности для оператора при их перегреве, что продлевает срок их службы. Односторонняя сварка с одним электродом и одним зажимом заземления приведет к потерям в металлической панели, а также металлическая панель является плохим проводником электричества.
Чтобы решить эту проблему, Stanners Ltd использует систему, которая дает хорошие результаты за счет использования двух зажимов заземления, правильно расположенных на свариваемых панелях.С помощью этой системы через сварной шов проходит на 20 % больше тока, что приводит к более качественному и прочному сварному шву.
11.1 Контроль точечных сварных швов
Точечные сварные швы контролируются либо по внешнему виду (визуальный осмотр), либо разрушающим контролем. Визуальный осмотр используется для оценки качества внешнего вида (ушибы на кончике, точечные отверстия, брызги, количество точек, положение точки), а разрушающий контроль используется для измерения прочности сварного шва. Большинство разрушающих испытаний требуют использования сложного оборудования, которого нет в большинстве кузовных мастерских.Следовательно, более простой метод, называемый тестом на отслаивание, был разработан для общего использования в мастерской.
11.2 Испытание сварных швов
После настройки оборудования следует выполнить пробный сварной шов с использованием листового металла той же толщины и состояния, что и работа, которую предстоит выполнить.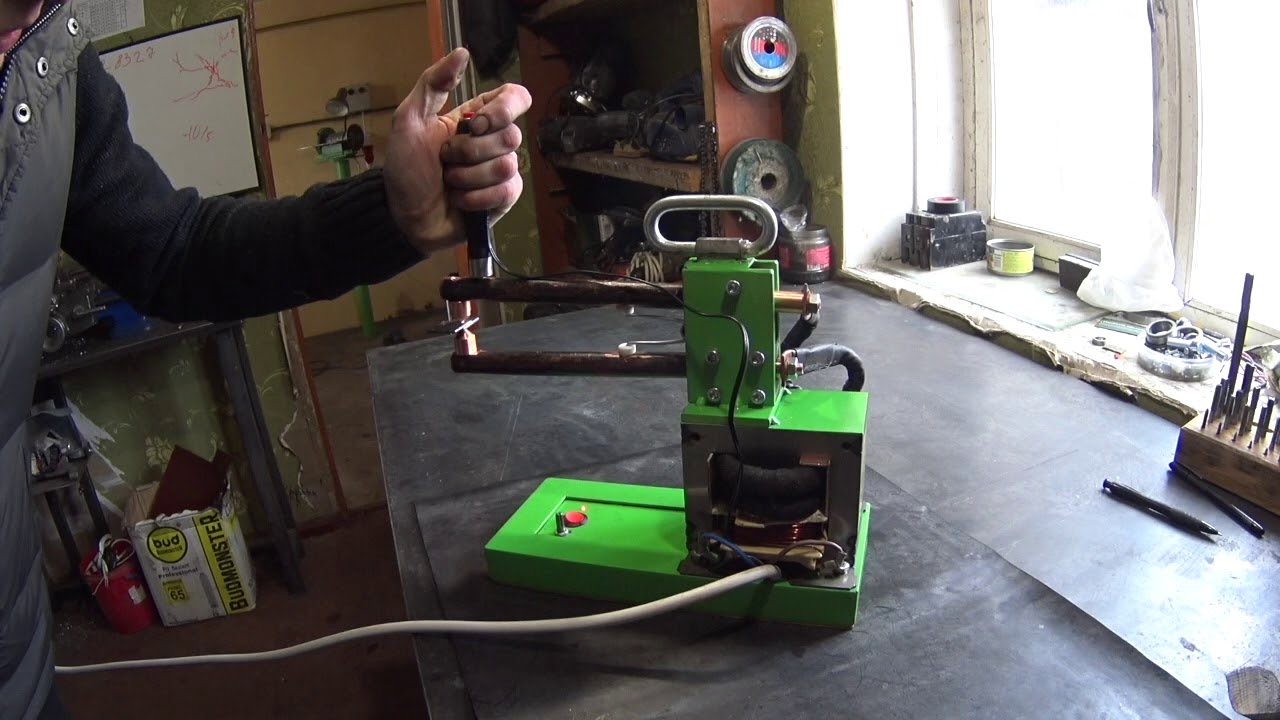 Когда тестовый образец готов, его следует разорвать. Если настройки правильные, соединение «расстегнется», то есть сварной шов
Когда тестовый образец готов, его следует разорвать. Если настройки правильные, соединение «расстегнется», то есть сварной шов
Испытания сварки на сдвиг и отслаивание для сталей HSLA:
При испытании на сдвиг точечных сварных швов, полученных при сварке двух сталей HSLA, может произойти частичное разрушение точечного сварного шва.Если частичное разрушение не превышает 20 % общей площади ядра, прочность сварного шва не должна снижаться.
Принципы разрушающего и неразрушающего контроля контактной точечной сварки
11.3 Устранение дефектов сварки
Перед выполнением теста проверьте следующее:
- Установка времени и управление током.
- Сварите две полосы из соответствующего материала.
- Разорвать соединение путем скручивания.
- Осмотр сварного шва.

Точечная коррозия поверхности указывает на то, что ток включается до приложения давления. Чтобы исправить ситуацию, сбросьте выключатель соленоида, чтобы обеспечить более позднее управление. Слабое соединение с чистой поверхностью указывает на слишком низкое давление. Увеличьте давление, отрегулировав гайку.
Отверстия, прогоревшие в одной пластине, указывают на то, что давление слишком высокое.Чтобы исправить это, уменьшите давление, отрегулировав гайку.
Частично опрокинутый металл указывает на то, что наконечники не полностью соприкасаются. Советы по файлам для исправления.
SPRC: добавлен фосфор
SGACC, E/SGAHC: Лист из оцинкованной стали
SGAC35R: добавлен фосфор (также оцинкованный)
НАЗНАЧЕНИЕ: ШПНО: с гальваническим цинко-никелевым покрытием
№ | Типы панелей. | Материал. |
1. | Панель капота, наружная | SGAC35R |
2. | Панель капота, внутренняя | SGACC |
3. | Верхняя рама, внешняя | SGACC |
4. | Верхняя рама, внутренняя | SGACC |
5. | Передний лонжерон | SPRC35 |
6. | Косынка переднего конца | SPRC35 |
7. | Переднее крыло | СЕНСОР |
8. | Панель передней юбки | SGACC |
9. | Заглушка решетки | SGACC |
10. | Передняя концевая поперечина | SPRC35 |
11. | Порог, внутренний передний | SGACC |
12. | Удлинитель передней верхней рамы | SGACC |
13. | Наружная панель верхней части капота | SGACC |
14. | Внешняя панель передней двери | SGACC |
15. | Внутренняя панель передней двери | СГАСЕ |
16. | Внешняя панель задней двери | SGACC |
17. | Внутренняя панель задней двери | СГАСЕ |
18. | Панель крыши | SGACC |
19. | Передняя стойка, наружная, нижняя | SPRC35 |
20. | Передняя стойка, наружная, верхняя | SPRC35 |
21. | Передняя стойка, внутренняя, верхняя | SPRC35 |
22. | Центральная стойка, внутренняя | SPRC35 |
23. | Центральная стойка, внешняя | SPRC35 |
24. | Передний пол, боковой порог, внешний | SGACC |
25. | Передний пол, боковой порог, внутренний | SGACC |
26. | Боковой порог, внешний задний выступ | SGACC |
27. | Четверть панели, внутренняя | СЕНСОР |
28. | Задняя стойка, внутренняя | SPRC35 |
29. | Панель задней полки | SPRC35 |
30. | Внутренняя панель крышки багажника | СГАСЕ |
31. | Внешняя панель крышки багажника | SGAC35R |
32. | Четверть панели, наружная | СЕНСОР |
33. | Задняя панель юбки | SGACC |
34 | Задняя поперечина пола | SGACC |
35. | Задний лонжерон пола | SGACC |
36. | Порог заднего пола | SGACC |
37. | Усиление крыши | СГАХК |


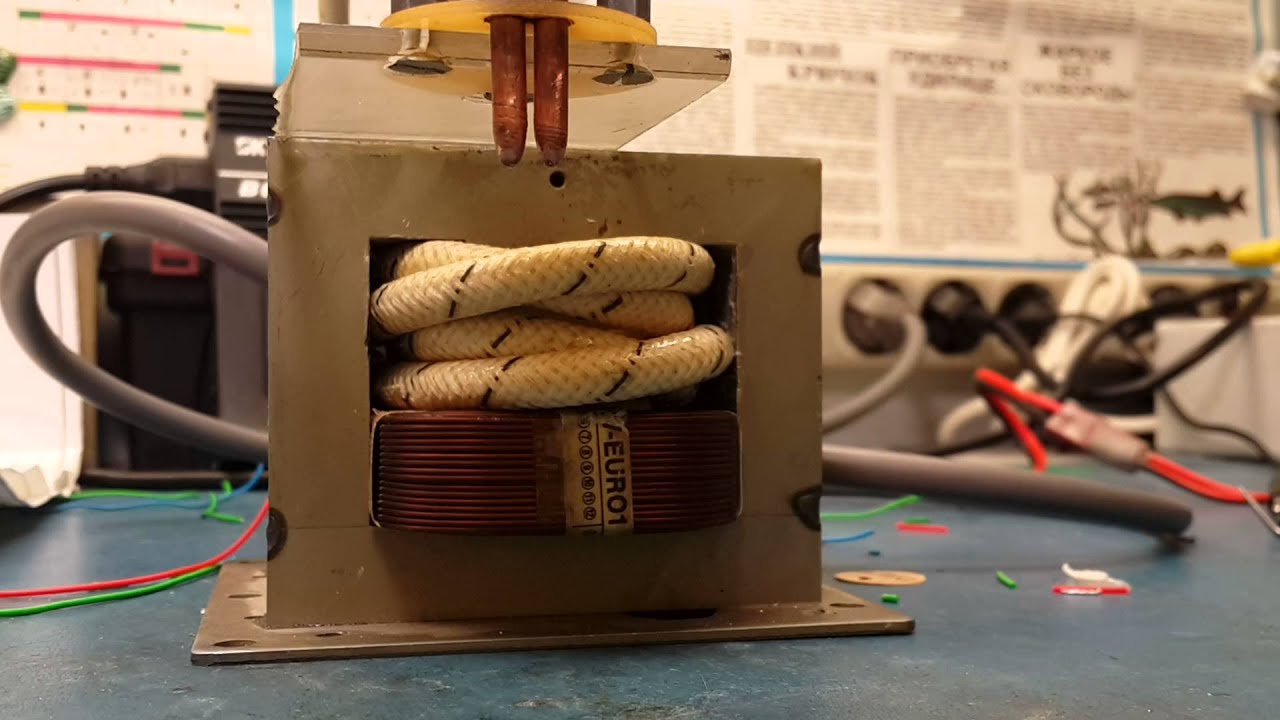



Резюме
- Всегда соблюдайте все инструкции по технике безопасности.
- Чтобы сварка прошла успешно, необходимо соблюдать три условия: сила тока не должна быть слишком высокой или слишком низкой; таймер не слишком длинный и не слишком короткий, а давление установлено правильно.
- При наличии системы охлаждения она должна быть включена. При работе со сварочным аппаратом следует снимать часы, так как они могут намагничиться. Свариваемый металл должен быть чистым – если сварочная ванна загрязняется, это ослабляет сварной шов.
- Наконечники нагреваются, и к ним нельзя прикасаться.
- Для проверки прочности точечного сварного шва мы применяем пробную пробу: точечно свариваем два куска металла вместе и разрываем. Если видимых повреждений нет, это признак плохого точечного сварного шва.Некоторые повреждения указывают на хорошую точечную сварку.
- Помимо точечной сварки существует еще сварка швом. Заготовка удерживается вместе под давлением вращающимися круглыми электродами. В результате получается серия перекрывающихся точечных сварных швов, последовательно выполняемых вдоль шва вращающимися электродами. Этот метод сварки идеально подходит для швов на топливных баках или емкостях.
- Пайка и газовая сварка неприемлемы, за исключением случаев, когда они указаны при производстве. Электросварные швы
- MIG должны использоваться в ремонтных швах, где нет доступа для контактной точечной сварки. Для замены каждого производственного точечного сварного шва необходимо просверлить и/или пробить отверстие, а затем на его месте выполнить сварку методом МИГ-электрозаклепки. Количество сварных швов должно точно соответствовать количеству удаленных точечных сварных швов.
- Если после удаления точечных сварных швов в существующей панели остались отверстия, в каждом отверстии будет выполнен один сварной шов MIG.
- Где применимо, на сварных панелях отсоединяйте, ЭБУ, батареи систем подушек безопасности и генератор переменного тока.
- При необходимости используйте подвесные панели для выравнивания.

 Этот метод сварки идеально подходит для швов на топливных баках или емкостях.
Этот метод сварки идеально подходит для швов на топливных баках или емкостях.
Три качества, которыми должна обладать точечная сварка:
- Прочность сварного шва должна быть равна прочности основного материала.
- Сварочное тепло не должно никоим образом изменять свойства основного металла.
- Давление сварки должно предотвращать разделение металлов, чтобы не вызвать деформацию панели или напряжение в сборке.

Сменные сварные швы, клеи и т. д., показанные на схемах сварки, обозначаются следующими символами:
Точечная сварка | |
Точечные сварные швы (скрытые или невидимые) | |
Сварные электроды MIG | |
Сварка методом MIG Plug Welds (скрыта или скрыта) | |
Шовная сварка MIG | |
Шовная сварка MIG (скрыта или скрыта) | |
Шовные и пробковые сварные швы | |
Клей | |
«Объемные» разрезы (снятие панели) |
Если вы являетесь автором приведенного выше текста и не согласны делиться своими знаниями в целях обучения, исследований, стипендий (для добросовестного использования, как указано в законе об авторских правах США), отправьте нам электронное письмо, и мы удалим ваши текст быстро.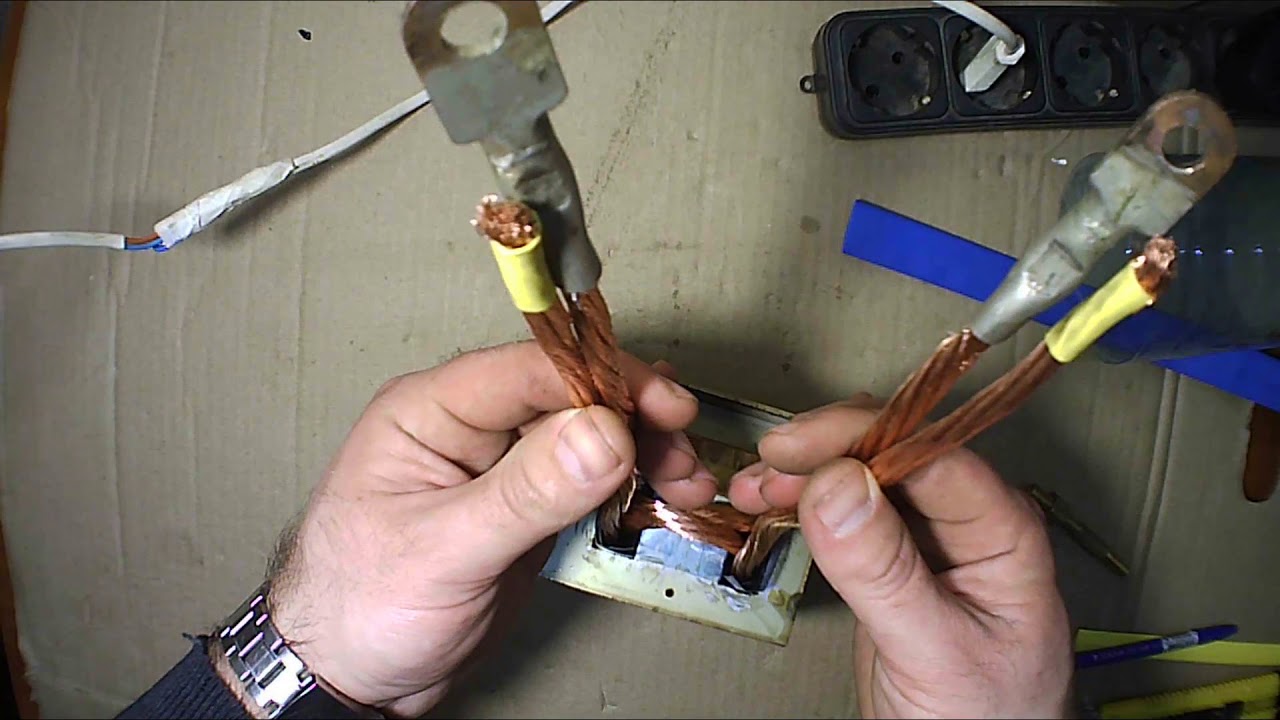 Добросовестное использование — это ограничение и исключение исключительного права, предоставленного авторским правом автору творческого произведения. В законе США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, новостные репортажи, исследования, обучение, библиотечное архивирование и стипендию. Он предусматривает законное нелицензионное цитирование или включение материалов, защищенных авторским правом, в работу другого автора в соответствии с четырехфакторным тестом баланса.(источник: http://en.wikipedia.org/wiki/Fair_use)
Добросовестное использование — это ограничение и исключение исключительного права, предоставленного авторским правом автору творческого произведения. В законе США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, новостные репортажи, исследования, обучение, библиотечное архивирование и стипендию. Он предусматривает законное нелицензионное цитирование или включение материалов, защищенных авторским правом, в работу другого автора в соответствии с четырехфакторным тестом баланса.(источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, носит общий характер и является чисто информативной и по этой причине не может заменить в любом случае совет врача или квалифицированного юридического лица на профессию.