Как сделать электроды своими руками | ММА сварка для начинающих
- Из чего сделать сварочные электроды своими руками
- Процесс изготовления самодельных электродов
Сварочные электроды своими руками — как сделать правильно?
Сегодня электроды на прилавках магазинов присутствуют в огромном ассортименте. Поэтому очень трудно назвать их дефицитным и редким товаром.
Тем не менее, для общего ознакомления и ради интереса, можно попробовать сделать самодельные электроды, так сказать, в домашних условиях. В процессе изготовления электродов своими руками можно понять, как и из чего состоит сварочная обмазка, каким основным материалом изготовления, является стержень электрода.
Из чего сделать сварочные электроды своими руками
Основными материалами при изготовлении сварочных электродов, является следующие компоненты:
- Низкоуглеродистая проволока небольшого диаметра;
- Жидкое стекло;
- Мел в виде порошка, но можно использовать и известняк.


Итак, как уже становится понятным, стержень самодельных электродов будет изготовлен из стальной проволоки. Ее диаметр должен быть небольшим, в пределах 2-3 мм. В процессе изготовления электродов своими руками, проволоку придется нарезать на куски, длина которых должна составлять приблизительно 25 см.
Обмазка для самодельных электродов будет изготовлена из жидкого стекла и мела. Последний компонент, мел, если он в кусках, придется хорошенько растолочь до порошкообразного состояния. Более подробно, о том, как сделать электроды своими руками, можно будет прочесть ниже, в этой статье сайта про ручную дуговую сварку mmasvarka.ru.
Процесс изготовления самодельных электродов
В первую очередь нужно подготовить проволоку для электродов. Она должна быть сделана из низкоуглеродистой стали и нарезана на прутики по 25 см. Затем потребуется измельчить в порошок мел. При этом частицы порошка должны быть максимально мелкими и однородными.
Смешивать мел с жидким стеклом в процессе изготовления электродной обмазки не требуется. Достаточно будет взять кисточку и обмазать жидким стеклом стальные прутья. Затем необходимо будет несколько раз опустить электроды в мел, равномерно распределив его по поверхности проволоки.
Однако на этом изготовление электродов своими руками еще не окончено. После того, как самодельная обмазка подсохнет на проволоке, а обычно это происходит достаточно быстро, электроды нужно будет прокалить. Прокалку электродов осуществляют в электрической духовке, примерно около получаса при температуре в 100 градусов.
Конечно же, сделанные таким образом электроды своими руками не будут обладать высокими характеристиками. Скорее всего, при использовании, самодельные электроды будут прилипать к металлу или того хуже, плохо гореть.
Однако поэкспериментировав с настройками сварочного аппарата, все-таки, можно будет добиться хороших результатов.Еще статьи про сварку:
 А как вы, пользовались когда-нибудь самодельными электродами из проволоки?
А как вы, пользовались когда-нибудь самодельными электродами из проволоки?Можно ли сделать сварочный электрод своими руками?
Многие спрашивают, можно ли изготовить электрод для сварки черных металлов своими руками в домашних условиях?
Ответ нет. Нормальный электрод для сварки самостоятельно вы не сделаете. Потому, что это достаточно наукоемкий процесс, а компоненты, входящие в состав обмазки, не всегда можно приобрести в ближайшем магазине.
Что предлагает нам великий и ужасный интернет в этом плане?
Многочисленные сайты по сварке утверждают, что сделать электрод – это не проблема. Если не вдаваться в подробности такого производства, вам понадобится стальной пруток, мел, измельченный до порошкообразного состояния (мелкая фракции). Жидкое стекло (силикатный клей) наносится на пруток, потом все это дело посыпается мелом и обкатывается, чтобы он равномерно пристал к поверхности прутка. Получается меловой слой какой-то толщины. Самоделка отправляется в печь, духовку или просушивается феном.
Получается меловой слой какой-то толщины. Самоделка отправляется в печь, духовку или просушивается феном.
И вот этим можно варить?
С нашей точки зрения нельзя. С таким же успехом можно варить гвоздем, арматурой или голым металлическим стержнем. Разницы нет. Процесс такой сварки нестабилен, шов трудно будет назвать таковым, а шлак будет практически отсутствовать из-за отсутствия шлакообразующих элементов в составе обмазки.
Если уж делать своими руками, то лучше использовать идею, предложенную сто лет назад двумя американцами. Они придумали просто обернуть пруток бумагой и приклеить ее на жидкое стекло. По крайней мере, это проще, чем возиться с мелом. А идея очень проста. Бумага сгорает, выделяет дым, который и защищает от вредного влияния кислорода. Также такое покрытие каким-то образом улучшало поджиг и положительно влияло на стабильность дуги… И это, конечно, очень сомнительно. Так как легкое зажигание электрической дуги и поддержание ее горения происходит благодаря малой энергии ионизации таких элементов, как натрий, калий и кальций.
Другими словами, можете не ломать голову над составом обмазки и способом нанесения. Если очень хочется поварить, но нечем, а магазины все закрылись на праздники, берите любую подходящую по диаметру и длине железяку, зажимайте ее в электрододержатель и варите – такой процесс сваркой не назовешь, но вполне возможно что-то прихватить таким образом в экстремальных условиях. По крайне мере, это ничем не хуже, чем предложенные выше варианты.
В покрытиях современных электродов используются газообразующие, легирующие, шлакообразующие и стабилизирующие компоненты. Они и обеспечивают тот комфорт и качество сварки, доступное современным сварщикам. Обмазка может содержать в своем составе мрамор, рутил, плавиковый шпат, ферро-марганец, каолин и другое. В роли связующего используется, и здесь ничего не поменялось, жидкое стекло. На качество электродов влияет также давление опрессовки электродного пресса. Читайте статью на эту тему «Как производят сварочные электроды».
Самодельные электроды для сварки.
 Как сделать электроды своими руками Как самому сделать электроды
Как сделать электроды своими руками Как самому сделать электродыВремя от времени нам бывает необходим сварочный аппарат. Как именно можно , мы узнали в одном из прошлых материалов. Однако сварочный аппарат без электродов использовать попросту невозможно, поэтому в дополнении к прошлому материалу мы представляем вашему вниманию урок по изготовлению самодельного сварочного электрода.
Давайте ознакомимся с процессом изготовления электрода, просмотрев видеоролик
Нам понадобится:
— жидкое стекло;
— мел;
— 3-4 мм проволока;
— кисточка.
Жидкое стекло не так сложно найти, как может показаться с первого взгляда. Такое стекло продается практически в любом строительном магазине. С материалами все ясно, и это значит, что можно приступить к процессу изготовления нашего электрода.
Для начала нам нужно размолоть мел в мелкую фракцию. Для этого кладем куски мела в блендер и включаем его.
Теперь намазываем на прутья жидкое стекло. Для этого нужно просто положить прутья на ровную поверхность, намочить кисточку в жидком стекле и нанести его на куски проволоки.
Следующим делом насыпаем на наш прут измельченный в блендере мел.
Теперь пытаемся все равномерно раскатать.
Наш электрод практически готов. На этой стадии нам нужно просто подождать пока он засохнет. После того, как наш электрод затвердел и жидкое стекло на нем загустилось, нужно его прокалить. Для этого нужно поставить электрод в обыкновенную духовку.
Включаем духовку и ставим на температуру 100 градусов по Цельсию. Кладем электроды в духовку на полчаса. Этого времени достаточно, чтобы жидкое стекло затвердело.

Во время плавления в дуге протекают сложные процессы. В итоге окислительно-восстановительной реакции в газовой среде, на границе раздела шлака, металла и дуги происходит легирование, раскисление и окисление, которые создают шов.
Классификация электродов для сварки
Классификация сварочных электродов осуществляется по следующим критериям:
- толщина покрытия стержня;
- материал стержня;
- вид шлака, который образуется во время расплавления;
- тип покрытия;
- назначение для сварки специальных сталей;
- свойства шва металла;
- полярность и тип тока используемого для работы;
- допустимые пространственные положения наплавки или сварки.
Электроды для ручной дуговой сварки должны обеспечивать устойчивое горение и простое зажигание сварочной дуги. Кроме того, желательно, чтобы покрытие электрода расплавлялось правильно, а покрытие шва шлаком происходило равномерно и легко счищалось после окончания работы. При работе в металле шва следует избегать пор и трещин.
При работе в металле шва следует избегать пор и трещин.
Перед тем как выбрать электроды для сварки постоянным током, нужно ознакомиться с их классами:
- УОНИ 13/45 – обладает основным покрытием, и используется для низколегированных и углеродистых сталей. С его помощью можно обрабатывать металлы, имеющие большую толщину, сосуды, работающие под давлением, и устранять дефекты литья.
- УОНИ 13/55 – имеет такое же назначение, как и УОНИ 13/45, а сваривать можно не только сосуды под давлением, но и строительные металлоконструкции.
- ОЗС-12 – применяется для работы с конструкциями из стали низкоуглеродистой. Работа может происходить в любом положении, кроме вертикального.
- ОЗС-4 – дает возможность производить работу по окисленной поверхности, подходит для низколегированных и углеродистых сталей.
- МР-3С – подходит для таких же сталей, как и предыдущий тип, кроме того, он создает аккуратный шов, чем облегчает весь процесс работы.
Типология покрытий для сварочных электродов
Чтобы сделать правильный выбор электродов для сварки, нужно принимать во внимание все тонкости покрытия, тип металла и вид шва. По типу покрытия можно выделить некоторые виды сварочных электродов, для которых мы укажем несколько слов о составе и применении.
По типу покрытия можно выделить некоторые виды сварочных электродов, для которых мы укажем несколько слов о составе и применении.
Материалы с кислым покрытием содержат окиси железа, кремния, марганца и в некоторых случаях титана. Металл шва обладает повышенной склонностью к образованию горячих трещин. Можно использовать эти электроды для сварки переменным током и постоянным.
Варианты с основным покрытием состоят из карбонатов магния и кальция, плавикового шпата CaF 2 . Они становятся незаменимыми для сварки закаливающихся сталей, которые склонны к появлению холодных трещин в результате воздействия водорода, переходящего в околошовную зону из металла.
Такие покрытия с низкой окислительной способностью помогают перемещать из электрода легирующие элементы в шов. Кроме того, они применяются для сварки высоколегированных сталей. Наплавленный таким образом металл стоек к появлению горячих трещин. Можно соединять жесткие конструкции и использовать для толстых швов при наплавке в несколько слоев.
Но у них есть и недостатки: невысокая постоянность горения дуги, склонность к появлению пор при увеличении дуги в швах во время сварки, если на поверхности металла есть ржавчина или окалины.
Электроды с рутиловым покрытием включают в основу рутил, который состоит из двуокиси титана ТiO 2 , а также карбонаты и алюмосиликаты. Перед работой их нужно сушить при 200-градусной температуре 1 час, и только через сутки с ними можно работать. Ими можно варить сталь, на поверхности которой имеется ржавчина и окалина, поры образовываться не будут. Обладают большей стойкостью к появлению горячих трещин, чем электроды с кислым покрытием.
Их преимуществами можно считать: легкое зажигание, большое сопротивление усталости соединений сварки, низкую склонность к появлению пор во время зажигания и быстрого удлинения дуги.
Основным расходным материалом при ручной дуговой сварке являются сварочные электроды. Их наличие является непременным у каждого мастера, иначе варить попросту будет нечем.
Дефицитным данный товар назвать наверное нельзя – на сегодняшний день выбор этих материалов огромен, существуют изделия для соединения разных металлов. Стоимость некоторых видов варьируется в разумных пределах ввиду большой конкуренции на рынке.
Изготовить сварочный электрод своими руками можно в целях эксперимента, ну или в условиях крайней нужны. Нужно понимать, что для изготовления понадобится различное сырье, которого может не оказаться в хозяйстве.
Расходные материалы
Для изготовления самодельных электродов нам понадобятся:
- связующее вещество в виде жидкого стекла;
- известняк или мел;
- низкоуглеродистая проволока подходящего диаметра;
- валик или кисточка.

“Жидкое стекло”, с его пугающим названием, довольно распространенный товар и продается практически в каждом строительном магазине.
Процесс изготовления – пошаговая инструкция
Итак, мы определились с материалами и можем приступать к изготовлению электродов своими руками
1. Первым делом нам нужно измельчить мел до состояния порошка. Сделать это можно с помощью тяжелого металлического предмета, но лучше использовать блендер. Так частицы будут иметь однородную структуру и иметь мелкую фракцию.
2. Берем сталью проволоку и режем на прутья. Можно ориентироваться на заводские размеры и сделать стержни длиной 250 мм.
3. Следующим этапом обмазываем стальные прутья жидким стеклом.
4. Измельченный мел аккуратно распределяем на плоской поверхности. Обмазанным в жидком стекле стальным стержнем раскатываем по этой поверхности, равномерно распределяя частицы мела по телу стальной заготовки.
5. Ждем пока электрод подсохнет, проверяем что жидкое стекло закристаллизовалось и оправляем прокаливаться в духовку на 100 °C на полчаса.
Сварочные характеристики такого электрода будут невысокими, он будет давать много искр, трудно гореть и залипать. Но при подборе правильных режимов сварки и необходимой подготовке свариваемой поверхности можно добиться неплохих результатов. Делитесь своими приемами изготовления электродов или других сварочных материалов.
Медь – один из древнейший известных металлов, которым пользовались еще несколько тысяч лет назад. Многие его считают универсальным и до сих пор, поэтому широкое применение меди в наше время никого не удивляет. Смотря на широкое применение меди Вы, может быть, задумаетесь над сваркой какого-нибудь медного изделия.
Медь обладает рядом прекрасных качеств, которые не свойственны другим металлам. К ним относится высокая электро- и теплопроводность, коррозионная устойчивость и пластичность. Также к ее техническим качествам можно отнести эстетичность, из-за которой металл очень востребован в декоративной отделке.
Также к ее техническим качествам можно отнести эстетичность, из-за которой металл очень востребован в декоративной отделке.
Итак, сварка меди – это очень востребованное дело, потому что медь имеет широкое применение. Однако электроды для сварки меди стоят немалых денег, и многие люди находят выход в изготовлении самодельных электродов, для собственного пользования. Для того чтобы произвести сварку меди Вам нужно очистить медную поверхность металла от окисления, потому что медь – это сильноокисляемый металл. Также при сварке меди Вам нужно использовать всевозможные присадки, например кремний или фосфор.
Так как у меди плохие литейные свойства, то рекомендуется использовать присадочные материалы. В основном используются материалы, в которых в большом количестве содержится фосфор, цинк, иногда серебро и т.п. Для сварки меди практически всегда используются угольные электроды, которые славятся своей невысокой ценой и качеством.
Для того чтобы сделать электроды для сварки меди своими руками Вам нужно, прежде всего, запастись всеми материалами, которые нужны для того, чтобы сделать правильное покрытие . Это такие материалы: ферромарганец 50%, плавиковый шпат 10%, жидкого стекла 20% и 8% ферросилиция. Все эти составляющие нужно тщательно перемешать и нанести на электродный стержень одинаковым слоем. Сам стержень должен быть сделан из медного прута длиной 30 – 40 сантиметров.
Это такие материалы: ферромарганец 50%, плавиковый шпат 10%, жидкого стекла 20% и 8% ферросилиция. Все эти составляющие нужно тщательно перемешать и нанести на электродный стержень одинаковым слоем. Сам стержень должен быть сделан из медного прута длиной 30 – 40 сантиметров.
Нанести слой покрытия Вы можете, просто окунув его в раствор или сделать специальное приспособление, которое будет оппресовывать стержень. Однако многие люди не идут на такие жертвы и покупают обычные угольные электроды или наносят покрытие способом окунания стержня в жидкую массу покрытия. После нанесения покрытия на электрод ему нужно дать время на засыхание, а потом его требуется поместить в специальную печь для прокалки электродов при температуре 500 – 600 градусов в течение 50 минут или одного часа.
После прокалки электроды должны остыть от оптимальной температуры и полностью готовы к использованию. Однако многим людям кажется, что изготавливать электроды самостоятельно сложно и долго , поэтому они готовы купить их у нас. Если относите себя к этим людям, то можете оформить покупку у наших
Если относите себя к этим людям, то можете оформить покупку у наших
У меня была одна знакомая, девушка с хрупкой фигуркой, — сварщица. В быту никто не мог бы и заподозрить, что она владеет столь не женской профессией. И только дырки от искр на рабочих штанах могли служить бесспорным доказательством, что так оно и есть. И, поверьте, никто из коллег-сварщиков не мог сравниться с ней в чистоте и ровности проложенного сварочного шва. Она-то и поделилась со мной одним из своих многочисленных профессиональных секретов — как сделать электроды для сварки своими руками .
Для начала — ликбез какие бывают электроды и из чего состоят.
Электроды вообще делятся на два класса: плавящиеся и неплавящиеся. Мы будем говорить о плавящихся электродах, которые широко используются при выполнении сварочных работ в быту.
Электроды, изготовленные промышленным способом, представляют собой довольно сложный продукт, основой которого является низко-углеродная, легированная или высоколегированная проволока, которая сверху покрывается сложным слоем добавочных веществ. Эти добавочные вещества нужны для того, чтобы образовать особую атмосферу вокруг раскаленного электрода, предотвращающую доступ к нему кислорода и азота из атмосферы. Кроме того, содержащиеся в слое присадки легируют сталь и удаляют из неё вредные примеси.
Эти добавочные вещества нужны для того, чтобы образовать особую атмосферу вокруг раскаленного электрода, предотвращающую доступ к нему кислорода и азота из атмосферы. Кроме того, содержащиеся в слое присадки легируют сталь и удаляют из неё вредные примеси.
Структура электрода
Перечень задач при производстве сварочного шва и вещества, содержащиеся в поверхностном слое электрода, при помощи которых эти задачи решаются:
Шлакообразующие вещества, защищающие металл от азота и кислорода. В их состав входит марганцевая руда, каолин, титановый концентрат, мел, мрамор, полевой шпат, доломит, кварцевый песок.
Раскисляющие вещества, удаляющие из расплавленного металла кислород. В качестве них используются марганец, кремний, алюминий, титан в виде ферросплавов.
Газообразующие компоненты, создающие при сгорании покрытия газовую среду, защищающую расплавленный металл от кислорода и азота воздуха.
В основном это декстрин и древесная мука.Легирующие вещества, придающие металлу шва особые свойства — прочность, жаростойкость, износостойкость, повышение сопротивляемости коррозии. Для этого используются хром, марганец, титан, молибден, никель, ванадий и некоторые другие вещества.
Стабилизирующие элементы, способствующие ионизации сварочной дуги — натрий, калий, кальций.
Связующие вещества, служащие для связывания компонентов покрытия друг с другом и всего покрытия со стержнем электрода. Основным связующим веществом является калиевое или натриевое жидкое стекло (силикатный клей).
 В основном это декстрин и древесная мука.
В основном это декстрин и древесная мука.Однако бывает так, что необходимо срочно наложить шов, а электродов нет и возможности сбегать в магазин тоже нет. Тогда вам поможет совет моей знакомой по изготовлению электродов из стальной проволоки своими руками.
Изготовление электродов.
Для этой цели возьмите стальную проволоку требующегося диаметра. Обычно эта величина колеблется от 1.6 до 6 мм. Разрежьте проволоку на нужное вам количество кусков длиной 35 сантиметров. Приготовьте заранее обмазку для электродов, которая состоит из смеси толченого мела и силикатного клея. Технология обмазки тоже имеет значение: просто окуните вертикально электрод в смесь и медленно вытащите его, оставив сухим верхний конец будущего электрода (примерно 3,5 сантиметра).
Обычно эта величина колеблется от 1.6 до 6 мм. Разрежьте проволоку на нужное вам количество кусков длиной 35 сантиметров. Приготовьте заранее обмазку для электродов, которая состоит из смеси толченого мела и силикатного клея. Технология обмазки тоже имеет значение: просто окуните вертикально электрод в смесь и медленно вытащите его, оставив сухим верхний конец будущего электрода (примерно 3,5 сантиметра).
Сушите электроды в вертикальном состоянии, подвесив к веревке при помощи обычной бельевой прищепки. Электроды высушите до отверждения. Иногда для скорости вы можете высушить электроды в печи, включив проветривание.
Ваши электроды готовы!
Электроды сварочные
Пресс для обмазки электродов своими руками. Электроды для сварки алюминия своими руками
Медь – один из древнейший известных металлов, которым пользовались еще несколько тысяч лет назад. Многие его считают универсальным и до сих пор, поэтому широкое применение меди в наше время никого не удивляет. Смотря на широкое применение меди Вы, может быть, задумаетесь над сваркой какого-нибудь медного изделия.
Смотря на широкое применение меди Вы, может быть, задумаетесь над сваркой какого-нибудь медного изделия.
Медь обладает рядом прекрасных качеств, которые не свойственны другим металлам. К ним относится высокая электро- и теплопроводность, коррозионная устойчивость и пластичность. Также к ее техническим качествам можно отнести эстетичность, из-за которой металл очень востребован в декоративной отделке.
Итак, сварка меди – это очень востребованное дело, потому что медь имеет широкое применение. Однако электроды для сварки меди стоят немалых денег, и многие люди находят выход в изготовлении самодельных электродов, для собственного пользования. Для того чтобы произвести сварку меди Вам нужно очистить медную поверхность металла от окисления, потому что медь – это сильноокисляемый металл. Также при сварке меди Вам нужно использовать всевозможные присадки, например кремний или фосфор.
Так как у меди плохие литейные свойства, то рекомендуется использовать присадочные материалы. В основном используются материалы, в которых в большом количестве содержится фосфор, цинк, иногда серебро и т.п. Для сварки меди практически всегда используются угольные электроды, которые славятся своей невысокой ценой и качеством.
В основном используются материалы, в которых в большом количестве содержится фосфор, цинк, иногда серебро и т.п. Для сварки меди практически всегда используются угольные электроды, которые славятся своей невысокой ценой и качеством.
Для того чтобы сделать электроды для сварки меди своими руками Вам нужно, прежде всего, запастись всеми материалами, которые нужны для того, чтобы сделать правильное покрытие . Это такие материалы: ферромарганец 50%, плавиковый шпат 10%, жидкого стекла 20% и 8% ферросилиция. Все эти составляющие нужно тщательно перемешать и нанести на электродный стержень одинаковым слоем. Сам стержень должен быть сделан из медного прута длиной 30 – 40 сантиметров.
Нанести слой покрытия Вы можете, просто окунув его в раствор или сделать специальное приспособление, которое будет оппресовывать стержень. Однако многие люди не идут на такие жертвы и покупают обычные угольные электроды или наносят покрытие способом окунания стержня в жидкую массу покрытия.
После нанесения покрытия на электрод ему нужно дать время на засыхание, а потом его требуется поместить в специальную печь для прокалки электродов при температуре 500 – 600 градусов в течение 50 минут или одного часа.
После прокалки электроды должны остыть от оптимальной температуры и полностью готовы к использованию. Однако многим людям кажется, что изготавливать электроды самостоятельно сложно и долго , поэтому они готовы купить их у нас. Если относите себя к этим людям, то можете оформить покупку у наших
Сейчас вы узнаете как делают электроды для сварки. Компоненты (кроме алюминиевого порошка), входящие в состав покрытия, проходят сортировку, сушку, дробление, размол и просев через сито с числом отверстий не менее 1200 отв./см2. Ферросилиций после просеивания пассивируют для создания тонкой окисной пленки, предохраняющей кремний от воздействия щелочи. Пассивирование производится посредством нагрева до температуры 700 — 800 градусов и выдержки при этой температуре в течение 2 — 3 часов при периодическом перемешивании. При отсутствии защитной окисной пленки кремний, взаимодействуя со щелочью жидкого стекла, выделяет водород, который вызывает вспучивание обмазки и образует в покрытии газовые пузыри. Взаимодействие щелочи жидкого стекла с кремнием происходит по следующей реакции: Si + 2NaO + Н20 Na2Si03 -f Н2 или Si -f- 2НаО -> Si02 2h3.
Взаимодействие щелочи жидкого стекла с кремнием происходит по следующей реакции: Si + 2NaO + Н20 Na2Si03 -f Н2 или Si -f- 2НаО -> Si02 2h3.
После прокалки ферросилиций вторично пассивируют водой в течение 3 — 5 дней при периодическом перемешивании. Просушенный после пассивирования водой ферросилиций вторично просеивают. Предварительно подготовленные компоненты взвешивают в количестве, соответствующем составу электродного покрытия, и тщательно перемешивают в специальных смесителях или ручным способом. В хорошо перемешанную сухую смесь выливают стекло плотностью 1,3 — 1,5 в количестве 55 — 60% от веса сухой шихты. Сухие компоненты с жидким стеклом тщательно перемешивают в смесителе или ручным способом. Приготовленная сметанообразная масса пропускается через краскотерку или сито с 140 — 250 отв./см2 для получения полной однородности обмазки.
Покрытие на электродные стержни наносят путем однократного или двукратного окунания в полученную массу. Толщина слоя обмазки на электродном стержне зависит от скорости, с которой электрод вынимают из обмазочной массы, и 2 — 19 консистенции покрытия. Чем скорее вынимают электрод, тем толще слой обмазки; если электрод вынимают слишком медленно, слой получается тонким.
Чем скорее вынимают электрод, тем толще слой обмазки; если электрод вынимают слишком медленно, слой получается тонким.
Покрытие наносят на один или одновременно на несколько электродных стержней, последние закрепляют в специальных обоймах-рамках. В процессе нанесения покрытия на электроды необходимо периодически перемешивать обмазочную массу во избежание оседания более тяжелых компонентов на дно. Электродные стержни с нанесенной на них обмазкой устанавливают в вертикальном положении в стеллажах или пирамидах для просушки на воздухе при температуре 20 — 30 градусов в течение 3 — 4 час. После предварительной просушки прокалка электродов производится в электрической печи при температуре 250 — 300 градусов в течение 1,5 — 2 час. Поднимать температуру в прокалочной печи и охлаждать ее следует постепенно для предотвращения растрескивания покрытий. Готовые электроды принимают по внешнему осмотру, технологической пробе, результатам механических испытаний наплавленного металла.
При внешнем осмотре готовых электродов на поверхности покрытия не должно быть обнаружено дефектов (трещин, свищей и отбитых участков), влияющих на качество сварки. Покрытие должно быть нанесено равномерным слоем по всей длине стержня и должно достаточно прочно держаться на нем. Один конец электрода на длине примерно 30 мм должен быть свободен от покрытия, этим концом электрод зажимают в электрододержатель.
Покрытие должно быть нанесено равномерным слоем по всей длине стержня и должно достаточно прочно держаться на нем. Один конец электрода на длине примерно 30 мм должен быть свободен от покрытия, этим концом электрод зажимают в электрододержатель.
Многие спрашивают, можно ли изготовить электрод для сварки черных металлов своими руками в домашних условиях?
Ответ нет. Нормальный электрод для сварки самостоятельно вы не сделаете. Потому, что это достаточно наукоемкий процесс, а компоненты, входящие в состав обмазки, не всегда можно приобрести в ближайшем магазине.
Что предлагает нам великий и ужасный интернет в этом плане?
Многочисленные сайты по сварке утверждают, что сделать электрод – это не проблема. Если не вдаваться в подробности такого производства, вам понадобится стальной пруток, мел, измельченный до порошкообразного состояния (мелкая фракции). Жидкое стекло (силикатный клей) наносится на пруток, потом все это дело посыпается мелом и обкатывается, чтобы он равномерно пристал к поверхности прутка. Получается меловой слой какой-то толщины. Самоделка отправляется в печь, духовку или просушивается феном.
Получается меловой слой какой-то толщины. Самоделка отправляется в печь, духовку или просушивается феном.
И вот этим можно варить?
С нашей точки зрения нельзя. С таким же успехом можно варить гвоздем, арматурой или голым металлическим стержнем. Разницы нет. Процесс такой сварки нестабилен, шов трудно будет назвать таковым, а шлак будет практически отсутствовать из-за отсутствия шлакообразующих элементов в составе обмазки.
Если уж делать своими руками, то лучше использовать идею, предложенную сто лет назад двумя американцами. Они придумали просто обернуть пруток бумагой и приклеить ее на жидкое стекло. По крайней мере, это проще, чем возиться с мелом. А идея очень проста. Бумага сгорает, выделяет дым, который и защищает от вредного влияния кислорода. Также такое покрытие каким-то образом улучшало поджиг и положительно влияло на стабильность дуги… И это, конечно, очень сомнительно. Так как легкое зажигание электрической дуги и поддержание ее горения происходит благодаря малой энергии ионизации таких элементов, как натрий, калий и кальций.
Другими словами, можете не ломать голову над составом обмазки и способом нанесения. Если очень хочется поварить, но нечем, а магазины все закрылись на праздники, берите любую подходящую по диаметру и длине железяку, зажимайте ее в электрододержатель и варите – такой процесс сваркой не назовешь, но вполне возможно что-то прихватить таким образом в экстремальных условиях. По крайне мере, это ничем не хуже, чем предложенные выше варианты.
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
 В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
Поделитесь статьей с друзьями:
Похожие статьи
как собрать аппарат и осуществить процесс самостоятельно.
Сварочные аппараты, применяемые для точечной сварки, вполне могут быть изготовлены самостоятельно. С этой точки зрения подобные приборы считаются одними из наиболее простых и удобных. А предлагаемая разновидность сварки очень часто используется, если нужно сделать быстренько ремонт дома. Именно поэтому мы поговорим подробнее о том, как сделать аппарат, установить электроды для точечной сварки, как выполнять всю процедуру, а также затронем меры предосторожности.Процесс точечной сварки
Как сделать сварочный аппарат?
Самодельная точечная сварка вполне допустима при необходимости выполнения сварочных работ непосредственно в домашних условиях. Сделать аппарат относительно несложно, довольно простым и доступным будет и ремонт прибора. Примечательно, что даже самодельные аппараты для точечной сварки могут быть весьма разнообразны: так, есть схемы по созданию небольших переносных приборов, а есть и предназначенные для габаритных аппаратов. Но в большинстве случаев применяются переносные, т.е. настольные вариации, причем используются такие приборы в целях сварки цветных, черных металлов. К тому же ремонт таких аппаратов значительно проще.
Примечательно, что даже самодельные аппараты для точечной сварки могут быть весьма разнообразны: так, есть схемы по созданию небольших переносных приборов, а есть и предназначенные для габаритных аппаратов. Но в большинстве случаев применяются переносные, т.е. настольные вариации, причем используются такие приборы в целях сварки цветных, черных металлов. К тому же ремонт таких аппаратов значительно проще.
Для самостоятельного конструирования аппарата точечной сварки очень важно быть осведомленным обо всех необходимых элементах прибора.
Прежде всего, понадобится основа, т.е. ключевая конструктивная деталь. Один из доступных вариантов создания аппарата точечной сварки предполагает, что в качестве основы используется базисный трансформатор. И наилучшим вариантом в таком случае будет трансформатор серийного производства (таким является, к примеру, ОСМ-1) либо трансформатор от микроволновой печи. Действительно, подобный трансформатор (от микроволновки) считается достаточно мощным (если говорить о средней по показателям СВЧ-печи). Впрочем, трансформатор можно и не применять. В таком случае требуется использование инвертора. Но заменить трансформатор можно, если имеются достаточные навыки, а также знания для выбора хорошего инвертора.
Впрочем, трансформатор можно и не применять. В таком случае требуется использование инвертора. Но заменить трансформатор можно, если имеются достаточные навыки, а также знания для выбора хорошего инвертора.
Далее необходимо поработать над самим трансформатором. Так, его первичную обмотку можно оставить без изменений (учитывайте при этом, что в ней не должно быть менее двухсот витков). А вот вторичная обмотка подлежит замене на более мощную (иначе вскоре потребуется ремонт аппарата).
Ваша конструкция, может выглядеть, так
Вовсе не обязательно наличие в аппарате точечной сварки регулировки значения величины тока, достаточно лишь ориентироваться в ходе сварки по продолжительности нагрева, а также осуществлять визуальный контроль по окраске.
Держатели электродов можно изготовить с использованием дюралюминиевого прута, диаметр которого составляет 30 мм (это хороший материал, и в ближайшем времени ремонт держателей не потребуется). Что касается самих электродов, то нижний должен быть неподвижным и обязательно изолированным от щечек, а также крепежных болтов. Для изоляции используется клейкая лента, реже – шайбы.
Для изоляции используется клейкая лента, реже – шайбы.
Чтобы закрепить электроды в держателях, допустимо применение двух болтов либо латунных шайб. После этого следует взять какие-либо пружины. Подойдут, например, те, что от раскладушки. Тогда держатели вместе с электродами нужно развести посредством пружины в исходное положение.
Сам аппарат для точечной сварки включается в сеть посредством автоматического выключателя (который при этом рассчитан на ток не меньше, чем 20 А).
Как же управлять собранным аппаратом?
Управление осуществляется посредством магнитного пускателя. Существующие в свободном доступе схемы по созданию прибора точечной сварки предусматривают возможность включения пускателя вследствие нажатия педали.
Очень важно, чтобы трансформатор (корпус), а также его вторичная обмотка были заземлены.
О самом процессе
Технология точечной сварки предполагает наличие сразу нескольких этапов.
Первый из них заключается в том, чтобы сначала совместить в нужном положении соединяемые детали и поместить их между электродами аппарата в прижатом друг к другу состоянии.
Затем соединяемые детали нагреваются и достигают состояния пластичности, при этом совместно подвергаясь дальнейшему пластическому деформированию.
Корпус вашей сварки, может быть, даже из дерева
Для максимально качественной сварки, осуществляемой самостоятельно, очень важно, чтобы скорость перемещения двух электродов сохранялась неизменной, а также чтобы обеспечивалась требуемая величина давления и полностью контактировали соединяемые детали.
Следует учитывать, что при точечной сварке детали, благодаря прохождению тока в качестве кратковременного импульса (длительность такого импульса составляет порядка 0,01-0,1 с), довольно быстро нагреваются.
Отметим, что указанный импульс обеспечивает расплавление металла в зоне непосредственного воздействия электродов и формирование общего для соединяемых деталей жидкого ядра. По окончании импульсивного воздействия детали еще некоторое время удерживаются под давлением для того, чтобы ядро могло остыть и кристаллизоваться.
Обратим теперь внимание на то, что длительность импульса может быть разной. И она определяет необходимые режимы точечной сварки.
От чего же зависит импульсивность?
Учитывать необходимо, во-первых, условия сварки, а во-вторых, мощность аппарата.
Так, при осуществлении точечной сварки таких деталей, которые изготовлены из склонных к закалке видов стали, следует время нагрева увеличить. Это позволит замедлить последующее охлаждение металла. Если же происходит точечная сварка деталей, выполненных из нержавеющих сталей, то нагрев, наоборот, должен быть минимальным по продолжительности. В данном случае это необходимый шаг, поскольку в противном случае нагревание может быть сильным настолько, что повлечет за собой структурные превращения. В конечном итоге, наружные слои металла могут потерять свои антикоррозионные свойства. И тогда ремонт металлического изделия будет не за горами.
Еще нужно понимать, что определенное значение имеет и показатель давления между электродами. Давление должно быть таким, чтобы им обеспечивался надежный контакт соединяемых деталей.
Давление должно быть таким, чтобы им обеспечивался надежный контакт соединяемых деталей.
О мерах предосторожности
Все мероприятия, касающиеся техники безопасности при осуществлении точечной сварки, направлены на защиту от поражения электрическим током, от ожогов и различного рода травм.
В этой связи при самостоятельном изготовлении машины для точечной сварки важно уделить должное внимание заземлению. Особую опасность представляет трансформатор (его первичная обмотка). Впрочем, и вторичная обмотка является небезопасной. Касается все это и инвертора, который также должен быть безопасным.
Очень важно, чтобы был обеспечен доступ к любого вида отключающим устройствам (рубильникам, кнопкам и др.). Пол непосредственно перед аппаратом точечной сварки обязательно должен быть сухим. Необходим также и резиновый коврик. Это касается напольных аппаратов.
Если осуществляется зачистка либо смена электродов, устанавливаются отдельные узлы аппарата, производится его ремонт, то нужно быть предельно осторожным и не допустить возможного перемещения электрода.
К обязательным элементам относится также и спецодежда. Наконец, необходимо обеспечить хорошую проветриваемость помещения.
Как видим, точечная сварка может быть выполнена и своими силами, включая изготовление сварочного аппарата. И нередко небольшой ремонт осуществляется и таким способом. Разумеется, для осуществления сварки нужно иметь достаточные навыки и знания. Важно и соблюдение всех мер предосторожности.
Из чего можно сделать чехол для электродов. Как сделать сварочные электроды своими руками. Процесс изготовления — пошаговая инструкция
Каждый сварщик делает себе из подручных материалов футляр для электродов. В основном из металла, который имеет свойство ржаветь. Соответственно, на электроды попадает влага, они сыреют и теряют качество. Кроме того, металлический футляр тяжеловат. Предлагаю несколько вариантов футляров, легких и нержавеющих, сделанных из пластиковых сантехнических труб разного диаметраДля изготовления понадобится: трубы ПВХ , ножовка по металлу, выпускной клапан (автомоб. ), сифон для мойки, нагревательный элемент (паяльник, термофен, аппарат для склеивания полимерных труб), линейка, острый нож, бутылка объемом 5 л из-под питьевой воды, хольнитены фурнитурные (заклепки для одежды), полоска нержавейки.
), сифон для мойки, нагревательный элемент (паяльник, термофен, аппарат для склеивания полимерных труб), линейка, острый нож, бутылка объемом 5 л из-под питьевой воды, хольнитены фурнитурные (заклепки для одежды), полоска нержавейки.
Вариант №1.
Берем черную трубу (ее легче паять) и разрезаем на две части: 1 — длиной под нужный электрод (№№ 2,3, 4), 2 — нижняя с уплотнительным кольцом (рис. 1).
Конец 2 (со стороны среза) разогреваем термоэлементом (ТЭ) до мягкого состояния и загибаем с помощью выпускного клапана (ВК), формируя крышку будущего футляра. Отрезаем от второй трубы часть с расширителем и уплотнителем и аналогичным образом делаем вторую крышку. Срезанный конец 1 выравниваем и зачищаем от заусенцев. Надев готовые крышки на оба края, собираем воедино футляр А (фото 2).
Вариант №2.
Разрезаем сифон (рис. 2). Раскручиваем левую часть, убираем все неровности, удаляем внутреннюю трубу. Подбираем отрезок трубы нужного диаметра и длины. С помощью ТЭ и ВК одинц заглушаем и сглаживаем до 90 град, угол сгиба. Второй конец плотно загоняем в заготовленную часть от сифона — футляр готов.
Второй конец плотно загоняем в заготовленную часть от сифона — футляр готов.
Вариант № 3.
Трубу № 40 режем на равные части с расчетом, чтобы хватало на загиб краев и формирование днища (рис. 3). В части 2 заглушаем более узкий конец, не трогая расширенный с уплотнительным кольцом. Берем обе заготовки и соединяем, вставив открытые концы один в другой (футляр В).
Вариант № 4.
Разбираем оставшуюся правую часть сифона (рис. 4). Понадобится отрезок трубы, идущий к сифону и уплотнительное кольцо в виде конуса, которое находится на этой трубе с обратной стороны фиксирующей гайки. Подбираем отрезок трубы с нужными размерами. Обрабатываем края от заусенцев.У пластиковой бутылки отрезаем горловину и также снимаем заусенцы.
Надеваем горловину на отрезок с одной стороны, закручиваем крышку — один край готов. Через другой конец отрезка надеваем уплотнительное кольцо (широкой стороной к горловине) и продвигаем вплотную к горловине — оно служит декором. Затем с помощью ТЭ и ВК делаем на свободном конце ровное дно, учитывая длину электродов. Кстати, второй конец также можно сделать из горловины другой бутылки — тогда его можно не подвергать термообработке, а закрутить еще одной крышкой.
Кстати, второй конец также можно сделать из горловины другой бутылки — тогда его можно не подвергать термообработке, а закрутить еще одной крышкой.
Общая деталь
Во всех вариантах есть одна общая деталь. Отрезок трубы длиной 6 см одного диаметра с футляром размечаем вдоль пополам. Разрезаем по линии с одной стороны, удаляем заусенцы. Из полоски нержавейки 1,5×4 см выгибаем скобу, по краям сверлим отверстия (рис. 5). Разместив вдоль, прикладываем ее к отрезку с противоположной от разреза стороны,сверлим в трубе отверстия. Вставляем в них и расклепываем хольнитены.
Я использовал данную фурнитуру, поскольку нижняя юбка хольнитена тоненькая, но прочная и при надевании детали на футляр не будет препятствовать передвижению по всей его поверхности. В дужку скобы вставляем колечко с карабином, за который можно цеплять футляр к ремню на поясе либо к сварочному аппарату при транспортировке (фото 1).
Сергей Новиков
По материалам газеты «Толока. Делаем сами»
Вы заядлый рыболов или просто любите побыть на природе, для того чтобы вам было комфортно и не было вездесущих комаров используйте moskitniesetki. ru , а также москитные сетки и сетки от комаров.
ru , а также москитные сетки и сетки от комаров.
- Проявив немного терпения, из пластиковых бутылок можно сделать «вечную» сетку для живой изгороди, заборчик внутри двора, вольер для выгула мелкой домашней живности.
- Порой требуются метчики с большим диаметром резьбы для нарезания резьб в древесине, пластмассах или в другом мягком материале. А купить их не всегда возможно. Выйти из положения можно, изготовив
- На работе часто приходилось зачищать детали в труднодоступных местах. В итоге сделал специальные зажимы для наждачной бумаги. Они удобны тем, что не нужно набивать или клеить на брус. Достаточно
- Из пластиковых флаконов получаются оригинальные футляры для очков, пеналы, косметички. Для этого достаточно отрезать горлышко и обшить (или обвязать) флакон в соответствии с замыслом.
- Такой замок можно сделать любого размера и диаметра в зависимости от его назначения. Для изготовления понадобятся металлический цилиндр или шестигранник, болт, металлическая трубка, кольцо и скоба.

Основным расходным материалом при ручной дуговой сварке являются сварочные электроды. Их наличие является непременным у каждого мастера, иначе варить попросту будет нечем.
Дефицитным данный товар назвать наверное нельзя — на сегодняшний день выбор этих материалов огромен, существуют изделия для соединения разных металлов. Стоимость некоторых видов варьируется в разумных пределах ввиду большой конкуренции на рынке.
Изготовить сварочный электрод своими руками можно в целях эксперимента, ну или в условиях крайней нужны. Нужно понимать, что для изготовления понадобится различное сырье, которого может не оказаться в хозяйстве.
Расходные материалы
Для изготовления самодельных электродов нам понадобятся:
- связующее вещество в виде жидкого стекла;
- известняк или мел;
- низкоуглеродистая проволока подходящего диаметра;
- валик или кисточка.
«Жидкое стекло», с его пугающим названием, довольно распространенный товар и продается практически в каждом строительном магазине.

Процесс изготовления — пошаговая инструкция
Итак, мы определились с материалами и можем приступать к изготовлению электродов своими руками
1. Первым делом нам нужно измельчить мел до состояния порошка. Сделать это можно с помощью тяжелого металлического предмета, но лучше использовать блендер. Так частицы будут иметь однородную структуру и иметь мелкую фракцию.
2. Берем сталью проволоку и режем на прутья. Можно ориентироваться на заводские размеры и сделать стержни длиной 250 мм.
3. Следующим этапом обмазываем стальные прутья жидким стеклом.
4. Измельченный мел аккуратно распределяем на плоской поверхности. Обмазанным в жидком стекле стальным стержнем раскатываем по этой поверхности, равномерно распределяя частицы мела по телу стальной заготовки.
5. Ждем пока электрод подсохнет, проверяем что жидкое стекло закристаллизовалось и оправляем прокаливаться в духовку на 100 °C на полчаса.
Сварочные характеристики такого электрода будут невысокими, он будет давать много искр, трудно гореть и залипать. Но при подборе правильных режимов сварки и необходимой подготовке свариваемой поверхности можно добиться неплохих результатов. Делитесь своими приемами изготовления электродов или других сварочных материалов.
Приспособления для хранения сварочных электродов. Любой сварщик готовит себе из подручных материалов оборудование для сварки и футляр для электродов. В основном из металла, который имеет свойство ржаветь. Поэтому, на электроды попадает влага, они сыреют и теряют качество. Кроме того, металлический футляр тяжеловат. Устройства для сварки, вот несколько вариантов футляров, легких и нержавеющих, сделанных из пластиковых сантехнических труб разного диаметра.
Для изготовления понадобится: трубы ПВХ, ножовка по металлу, выпускной клапан (автомоб.), сифон для мойки, нагревательный элемент (паяльник, термофен, аппарат для склеивания полимерных труб), линейка, острый нож, бутылка объемом 5 л из-под питьевой воды, хольнитены фурнитурные (заклепки для одежды), полоска нержавейки.
Шаг № 1 . Берем темную трубу (ее легче паять) и разрезаем на две части:
1 — длиной под подходящий электрод (№ 2, №З,№ 4),
2 — нижняя с уплотнительным кольцом (рис. 1). Конец 2 (со стороны среза) разогреваем термоэлементом (ТЭ) до податливого состояния и заворачиваем с помощью выпускного клапана (ВК), формируя крышку будущего футляра.
Отрезаем от второй трубы часть с расширителем и уплотнителем и подобным образом делаем вторую крышку. Срезанный конец 1 выравниваем и зачищаем от заусенцев. Надев готовые крышки на оба края, собираем воедино футляр А (фото 2).
Шаг № 2 . Разрезаем сифон (рис. 2). Раскручиваем левую часть, убираем все выпуклости, удаляем внутреннюю трубу. Выбираем отрезок трубы нужного диаметра и длины. С помощью ТЭ и ВК один конец заглушаем и сглаживаем до 90 град. угол сгиба. Второй конец плотно загоняем в заготовленную часть от сифона футляр готов.
Шаг
№ 3 . Трубу № 40 режем на равные части с расчетом, чтобы хватало на загиб краев и формирование днища (рис. 3). В части 2 заглушаем более узкий конец, не трогая расширенный с уплотнительным кольцом. Берем обе болванки и соединяем, вставив раскрытые концы один в другой (футляр В).
3). В части 2 заглушаем более узкий конец, не трогая расширенный с уплотнительным кольцом. Берем обе болванки и соединяем, вставив раскрытые концы один в другой (футляр В).
Шаг № 4 . Разбираем оставшуюся правую часть сифона (рис. 4). Пригодится отрезок трубы, идущий к сифону и уплотнительное кольцо в виде конуса, которое находится на этой трубе с обратной стороны фиксирующей гайки. Подбираем отрезок трубы с нужными размерами. Обрабатываем края от заусенцев. У пластиковой бутылки отрезаем горловину и также снимаем заусенцы. Надеваем горловину на отрезок с одной стороны, закручиваем крышку один край готов.
Через другой конец отрезка насаживаем уплотнительное кольцо (широкой стороной к горловине) и продвигаем вплотную к горловине — оно служит декором. Затем с помощью ТЭ и ВК делаем на свободном конце ровное дно, учитывая длину электродов. Кстати, второй конец также можно сделать из горловины другой бутылки тогда его можно не подвергать термообработке, а закрутить еще одной крышкой.
Общая деталь . Во всех вариантах есть одна общая деталь. Кусок трубы длиной 6 см одного диаметра с футляром размечаем вдоль пополам. Разрезаем по линии с одной стороны, удаляем заусенцы. Из полоски нержавейки 1,5х4 см выгибаем скобу, по краям сверлим отверстия (рис. 5). Разместив вдоль, прикладываем ее к отрезку с противоположной от разреза стороны, сверлим в трубе отверстия. Вставляем в них и расклепываем хольнитены.
Виды электродов по чугуну. Как сделать своими руками
Виды электродов по чугуну
Содержание статьи:
Варить изделия из чугуна достаточно сложно, поскольку в данном металле присутствует 2,14% углерода, что оказывает отрицательное влияние на качество шва. В месте соединения в результате могут появиться трещины либо мелкие поры.На самом же электроде появляется окалина, он очень быстро тупиться и может даже рассыпаться от перегрева. Поэтому при сварке чугунных деталей стоит использовать соответствующие электроды. Они должны соответствовать виду сварки, а также типу сплава.
Они должны соответствовать виду сварки, а также типу сплава.
Типы электродов по чугуну
Электроды по чугуны могут быть выполнены из различных материалов. В их состав входят:
- чугунные прутки;
- медь и ее сплавы;
- проволока из легированной стали;
- стальные прутки из нержавейки.
Электроды, выполненные из стальной проволоки, имеют маркировку СВ-08 и СВ-08А. Чтобы потребителю было проще определиться с выбором электродов, на них сделана соответствующая маркировка. Наиболее известными считаются следующие варианты электродов:
Электроды ЭМЧС изготавливаются из проволоки с небольшим добавлением углерода. Они имеют трёхслойную обмазку. Благодаря наличию газозащитного слоя, сводится к минимуму появление пузырьков. За счет легирующего слоя сварной шов обладает хорошей прочностью. Шлакоформирующий слой помогает избежать окисления. Данные электроды предназначены для сварки небольших чугунных заготовок на низкой температуре.
Пользуются популярностью электроды ЦЧ-4. Эти электроды являются многокомпонентными. С их помощью можно получить прочный и ровный шов. В данном случае в процессе сварки допускается использовать любую температуру.
Эти электроды являются многокомпонентными. С их помощью можно получить прочный и ровный шов. В данном случае в процессе сварки допускается использовать любую температуру.
Электроды для чугуна, имеющие нержавеющее покрытие, имеют в своём составе карборунд, а также углекислый барий и жидкое стекло.
К неплавящимся стержням можно отнести графитовые электроды, а также вольфрамовые и угольные. Во время их использования добавляется присадочный материал, к примеру, чугунный круг либо проволока.
Если планируется сваривать чугун со сталью, требуется приобрести железоникелевые электроды с маркировкой Ficast NiFe K.
Самыми дорогими стержнями являются электроды МНЧ-1. При их производстве применяется монель-металл, 70% никеля и 30% меди. Как следствие шов получается пластичным и очень прочным. После быстрого остывания на шве не появляются трещины. При необходимости место соединения можно обработать. В момент работы практически не выделяется цементит.
Расходники для сварки на высоких температурах
В этом случае большое внимание стоит уделять не электродам, а непосредственно самому оборудованию. Чугун допускается варить при помощи:
Чугун допускается варить при помощи:
- стальных электродов с маркировкой АНО-4, АНО-5;
- чугунных прутков маркировки А и В;
- электродов ОМЧ-1.
Диаметр расходников следует подбирать исходя из толщины заготовки.
Расходники для сварки на низких температурах
При использовании холодной сварки имеют значение качество применяемых расходников и выполнение работы согласно технологии. В электродах должно быть много меди и никеля. Благодаря никелю сварной шов получится с легкостью отшлифовать. На месте соединения нет трещин либо пор. А медь отвечает за твёрдость и прочность шва.
Для холодной сварки используются такие расходники:
- медно-никелевые с маркировкой МНЧ-2;
- железно-медные ОЗЧ-2 либо ОЗЧ-6;
- никелевые без меди либо железно-никелевые серии ОЗК-4, ОЗК-3, ОЗЖН-2 и ОЗЖН-1.
Как сделать электрод для сварки чугуна
Китайские электроды для сварки чугуна обладают не самым хорошим качеством, поэтому некоторые решаются на самостоятельное изготовление электродов в целях экономии.
Способ №1
Для изготовления расходников для чугуна необходимо накрутить медную проволоку на электрод, к примеру серии АНО-4 при помощи дрели, включённой на малых оборотах. Такой вариант используется для обработки изделий по этапам.
Способ №2
Достаточно легко работать с медным присадочным прутком. Для этого понадобится жидкое стекло, прутки из проволоки по 0,5 м с диаметром 4 мм, металлический порошок либо опилки, а также измельчённая обмазка со стальных электродов.
Как изготовить?
- Прутки обрабатываются наждачкой и обезжириваются.
- Обмазка смешивается с опилками либо металлическим порошком и в полученную массу добавляется 30% жидкого стекла.
- Медь опускается в смесь и аккуратно поднимается. Действия повторяются до того момента, пока на стержне не будет толщина 2 мм. Готовые электроды высушиваются.
- Перед началом сварки расходники прокаливаются в духовке при температуре 250 градусов.
Так как по своему составу самодельные электроды по чугуну похожи на заводские, работать с ними очень удобно.
МЕТАЛЛИЧЕСКАЯ СВАРКА 101: НАЧАЛО РАБОТЫ С РАСПРЕДЕЛЕНИЕМ
Сварка электродами 101Когда люди думают о сварке, в 9 случаях из 10 они представляют сварку электродами. Сварка стержнем обычно является первым процессом, которому мы обучаем, и на то есть веские причины. Сварка стержнем обучает основам сварки, и если вы можете мазать стержень, другим будет легче.
Прежде чем мы забегаем вперед, давайте поговорим о том, что такое электродуговая сварка и для чего она используется. Если вы новичок в сварке, наиболее распространенными процессами являются GMAW (MIG), GTAW (TIG), FCAW (Flux Core) и SMAW (Stick).У каждого процесса есть свои преимущества и недостатки, но сегодня давайте сосредоточимся на палочке.
Преимущества сварки электродом:
1. Мобильность
Одним из самых больших преимуществ процесса сварки электродом является его чрезвычайная портативность. Поток вокруг стержня действует как экран, поэтому нет необходимости манипулировать неуклюжими цилиндрами. Возьмите горсть стержней, вытащите поводки, и вы готовы крутиться и гореть!
Возьмите горсть стержней, вытащите поводки, и вы готовы крутиться и гореть!
2. Сварка во всех положениях
Независимо от того, находитесь ли вы в поле или в гараже, в какой-то момент вам может понадобиться сварка вне положения (горизонтальное, вертикальное, над головой).Некоторые процессы ограничиваются плоским положением из-за текучести лужи или других факторов. Сварка стержнем не является одним из этих процессов. Возможность работать в разных положениях ограничена только вашим выбором электрода.
3. Доступность
По сравнению со своими аналогами сварка электродами является очень доступным процессом. Вы можете купить простую машину для стиков от уважаемой компании менее чем за 500 долларов.
Недостатки сварки электродом:
1. Скорость сварки
Поскольку электрод также является присадочным металлом, сварку можно проводить только в течение короткого промежутка времени, прежде чем потребуется перезарядить другой стержень.
2.
 Низкая эффективность электрода
Низкая эффективность электродаТакие процессы, как MIG и Flux Core, очень эффективны. Вы можете сваривать сотни футов, прежде чем вам понадобится заменить катушку. При сварке электродом около 5% каждого стержня будет потрачено впустую.
НАСТРОЙКА МАШИНЫ
Вот хорошие новости; в сварке электродом не так много переменных, кроме стержня. Проще говоря, когда мы настраиваем машину, мы подключаем заземляющий (или рабочий) кабель к отрицательному выводу, а держатель электрода (или жало) к положительному выводу для DCEP (положительный электрод постоянного тока).В 99% случаев это так просто.
В некоторых случаях вы также используете AC (переменный ток) или DCEN (постоянный ток, отрицательный электрод), но мы вернемся к этому позже.
Выбор электрода
Различные электроды предназначены для различных областей применения. Давайте рассмотрим некоторые распространенные электроды, обсудим их возможности и способы работы с каждым из них.
1. E6010
E6010, чаще называемый 6010, предназначен для работы только на DCEP. Стержни 6010 предназначены для работы с углеродистой сталью.Об электроде из углеродистой стали можно многое сказать по его названию. Давайте углубимся и проанализируем, что на самом деле означает E6010.
Стержни 6010 предназначены для работы с углеродистой сталью.Об электроде из углеродистой стали можно многое сказать по его названию. Давайте углубимся и проанализируем, что на самом деле означает E6010.
E
Буква «E» в начале классификации означает «Электрод».
60
Первые две цифры в стержнях из углеродистой стали всегда указывают на прочность электрода на растяжение. В случае E6010 это означает, что этот электрод имеет предел прочности при растяжении 60 000 фунтов.
1
Третья цифра указывает положения, в которых может использоваться электрод.in. И вот тут становится немного странно. Один на все позиции. Два для плоского и горизонтального.
А вот здесь становится немного сложнее. 1 говорит нам, что мы можем бегать во всех позициях; плоские, вертикальные, горизонтальные и накладные. Но это не говорит нам, можем ли мы бежать вертикально вверх, вертикально вниз или и то, и другое.
E6010 будет работать во всех положениях в любом направлении. Вот почему:
0
Последняя цифра говорит о химическом составе флюса.Таким образом, в данном случае ноль — это высокое содержание натрия целлюлозы.
Шестьдесят десять — это агрессивная, бурная, быстрозамерзающая сварочная ванна. Это означает, что когда мы зажигаем дугу, мы можем копать и выдалбливать, но как только мы выходим из сварочной ванны, она прекрасно замерзает. Это важно, потому что позволяет нам сваривать плоско, горизонтально, вертикально вверх, вертикально вниз и вверху без выпадения расплавленной сварочной ванны.
Сварка с помощью E6010
Когда дело доходит до сварки электродом, есть правильный и неправильный способ.Мы НЕ хотим использовать крайние углы. При сварке стержнем мы обычно хотим использовать небольшой угол сопротивления. Перетаскивание стержня поможет предотвратить скатывание шлака перед лужей, вызывающее пористость и другие дефекты.
Когда вы зажжете дугу, просто сделайте небольшой стежок вперед и назад. Все, что вам нужно сделать, это носить бусину с собой. Двигайте удилище медленно, едва волоча его по материалу с очень небольшим шагом. 6010 производит легкий кристаллический флюс.
Все, что вам нужно сделать, это носить бусину с собой. Двигайте удилище медленно, едва волоча его по материалу с очень небольшим шагом. 6010 производит легкий кристаллический флюс.
Это не так просто, но не спешите.Если вам в глаз выстрелит горячий кусок шлака, это ошибка, которую вы совершите только один раз. Дайте ему остыть, отскоблите его отбойным молотком, поднесите к нему проволочное колесо и двигайтесь дальше.
2. E6011
E6011 очень похож на 6010. Краткий обзор системы нумерации говорит нам, что этот электрод (E) имеет предел прочности на растяжение 60 000 фунтов (60) и может работать во всех положениях (1). Конечная «1» в E6011 указывает состав потока, который позволяет ему работать в DCEP или AC.
При сварке в DCEP с E6011 дуга практически идентична 6010.Большинству новых сварщиков и некоторым опытным профессионалам трудно заметить разницу.
Сварка переменным током с электродами E6011
Переменный ток — вот где вы заметите разницу с электродами 6011. То, что вы заметите, это разница в звуке. В тот момент, когда вы зажжете дугу, вы услышите отчетливый жужжащий звук. Это ток, скачущий вперед и назад или чередующийся, от DCEN к DCEP.
То, что вы заметите, это разница в звуке. В тот момент, когда вы зажжете дугу, вы услышите отчетливый жужжащий звук. Это ток, скачущий вперед и назад или чередующийся, от DCEN к DCEP.
Переменный ток является преимуществом при сварке тонкого материала, так как вы получаете значительно меньшее проплавление.
3. E6013
Следующим стержнем в линейке является еще один очень распространенный стержень, 6013. В отличие от 6010 и 6011, 6013 имеет очень мягкую дугу и плотное шлаковое покрытие. Это удилище может ввести в заблуждение новичков, потому что при правильном использовании вы получите то, что выглядит как большие пористые карманы в шлаке. Это нормально. Как только вы удалите шлак, ваш шов будет в порядке.
Опять же, это электрод с пределом прочности на разрыв 60 000 фунтов, который можно использовать во всех положениях.
«3» указывает на тип флюса.6013 имеет чрезвычайно плотный флюс, который создает рыхлое, легко удаляемое шлаковое покрытие.
Сварка с E6013
6013 может работать на DCEP, DCEN или AC. Независимо от того, какую полярность вы используете, 6013 этого не любит. подвергаться сильным манипуляциям. Зажгите дугу и сделайте небольшое перетаскивание с минимальными вариациями.
Независимо от того, какую полярность вы используете, 6013 этого не любит. подвергаться сильным манипуляциям. Зажгите дугу и сделайте небольшое перетаскивание с минимальными вариациями.
DCEN
Отрицательный электрод быстрее отложит больше материала, поэтому вы получите больше коронки или наростов в профиле валика.
DCEP
Положительный электрод будет работать немного более жестко или агрессивно, чем DCEN.Больше тепла направляется в основной материал, поэтому вы также получите большее проникновение на DCEP.
Переменный ток
Переменный ток — более холодный процесс. по своей природе, поэтому для плавления стержня потребуется больше ампер, но сварка будет производиться с небольшим проникновением. Опять же, это делает удилище 6013 отличным удилищем для легких работ.
3. 7018
Последний стержень, о котором мы поговорим сегодня, это 7018. E7018 — универсальный стержень, который очень часто используется в конструкционной стали. Это стержень с низким содержанием водорода, что делает его очень восприимчивым к влаге. Это. Зачем. 7018 всегда хранится в сушильной печи. Поддержание этих стержней при температуре выше 250 градусов важно для поддержания целостности флюса.
Это стержень с низким содержанием водорода, что делает его очень восприимчивым к влаге. Это. Зачем. 7018 всегда хранится в сушильной печи. Поддержание этих стержней при температуре выше 250 градусов важно для поддержания целостности флюса.
70
Это первый электрод, о котором мы говорим, который не имеет обозначения «60». Это потому что. этот стержень имеет предел прочности на растяжение 70 000 фунтов, тогда как у остальных — 60 000.
1
Еще раз, 1 в третьей цифре означает, что сварка будет выполняться во всех положениях.
8
8 говорит нам, что это низкий поток водорода. Хотеть. чтобы увидеть наглядную демонстрацию того, что. тот. означает? Посмотрите наше видео о количестве диффундирующих частей водорода на миллион в 7018.
Сварка с E7018
7018 работает очень похоже на 6013. Вам действительно не нужно манипулировать им. На самом деле, 7018 представляет собой такой жидкий бассейн, чем больше вы манипулируете им, тем больше у вас шансов уловить шлак. Мы говорили, что «1» означает, что его можно сваривать во всех положениях, помните?
Вот небольшой профессиональный совет: Позиции относятся только к плоскому, горизонтальному, вертикальному и потолочному.Они не обозначают направление. Например, 7018 оценивается по всем позициям. Однако он может двигаться только вертикально вверх. Если вы попытаетесь спуститься вниз, лужа с жидкостью просто выльется.
7018 имеет очень мягкую, маслянистую дугу со средней глубиной проникновения. Его можно запустить в DCEP, DCEN или AC. Приложения для производства конструкционной стали в США почти во всех случаях используют DCEP. В Европе используют 7018 DCEN для открытой корневой трубы, тогда как мы используем почти исключительно 6010. Переменный ток обычно используется в некритических приложениях из-за его низкой проникающей способности.
Теперь вы лучше понимаете электродуговую сварку и различные электроды, попробуйте сами. Не забудьте поделиться с нами своим прогрессом и сообщить нам, какие еще видео вы хотите увидеть на Weld. com.
com.
Поиск и устранение неисправностей дуговой сварки: пошаговые решения
Это простое в использовании руководство по поиску и устранению неисправностей при дуговой сварке. Просто найдите проблему в оглавлении слева или сопоставьте одну из наших многочисленных иллюстраций с проблемой.
Условия, которые часто приводят к проблемам, включают:
- Использование низкокачественного защитного газа со слишком высоким уровнем влажности.Влага в воздухе также может вызвать проблемы.
- Нечистое оборудование
- Нечистые материалы и присадочные стержни
- Неравномерный поток защитного газа
- Изменения параметров сварки
- Поверхностное загрязнение
- Проблемы с газовым покрытием (недостаточный поток газа вызывает загрязнение электродов и деталей)
- Проблемы с заземлением
- Изменения напряжения из-за использования другого оборудования в магазине или неправильное напряжение
- Перегрев из-за короткого замыкания между соплом и электродом
Дефект сварного шва
Поиск и устранение неисправностей дуговой сварки по проблеме
Искажение
Почему возникают искажения:
| Как это исправить:
|
Шаг 1.
Проверить усадку наплавленного металла.- Надлежащим образом закрепите детали или прихватите детали, чтобы избежать усадки.
- Предварительно отформуйте или разделите детали, чтобы учесть усадку сварного шва.
- Проковайте наплавленный металл, пока он еще горячий.
Шаг 2. Проверить равномерный нагрев деталей.
- Для тяжелых конструкций желателен предварительный подогрев.
- Иногда бывает полезно перед сваркой снять деформации прокатки или формообразования путем снятия напряжений.
Шаг 3. Проверьте последовательность сварки.
- Изучить структуру и разработать определенную последовательность сварки.
- Предотвратить чрезмерный локальный нагрев за счет распределительной сварки.
Сварочные напряжения
Шаг 1. Проверьте чрезмерную жесткость соединений.
- Небольшое перемещение деталей во время сварки снижает сварочные напряжения.
- Разработайте процедуру сварки, позволяющую всем деталям свободно перемещаться как можно дольше.

Шаг 2. Проверьте процедуру сварки.
- Используйте как можно меньше сварочных проходов.
- Используйте специальную прерывистую или чередующуюся последовательность сварки и процедуры обратного шага или пропуска.
- Надлежащим образом зажмите детали, прилегающие к стыку. Используйте резервные приспособления для быстрого охлаждения деталей.
Этап 3. Если не существует неблагоприятных условий, напряжения могут быть просто присущи любому сварному шву, особенно в тяжелых деталях.
- Проковка каждого наплавленного металла.
- Готовое изделие для снятия напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) в течение 1 часа на каждые 1,0 дюйма (25,4 см) толщины.
Деформация тонких пластин
Поиск и устранение неисправностей ацетиленового сварного коробления
Рекомендации по поиску и устранению неисправностей дуговой сварки с искривлением
Почему это происходит:
| Решения:
|
Шаг 1.
 Проверить усадку наплавленного металла шва.
Проверить усадку наплавленного металла шва.- Выберите электрод с высокой скоростью сварки и умеренными свойствами проплавления.
Шаг 2. Проверьте, нет ли чрезмерного локального нагрева в месте соединения.
- Предотвратить чрезмерный локальный нагрев пластин, прилегающих к сварному шву, путем быстрой сварки.
Шаг 3. Проверьте правильность подготовки соединения.
- В свариваемых деталях не должно быть избыточного корневого отверстия в стыке между свариваемыми деталями.
- Кромки молоткового соединения тоньше, чем остальные листы перед сваркой. Это удлиняет края, а усадка сварного шва заставляет их возвращаться к исходной форме.
Шаг 4. Проверьте процедуру сварки.
- Используйте специальную прерывистую или переменную последовательность сварки и отступайте или пропускайте процедуру.
- Предварительно нагрейте материал для достижения напряжения.
Шаг 5.
 Проверить крепление деталей.
Проверить крепление деталей.- Надлежащим образом зажмите детали, прилегающие к стыку.Используйте резервные приспособления для быстрого охлаждения деталей.
Плохой внешний вид сварного шва
Устранение проблем с ацетиленом Плохой внешний вид сварного шва
Плохой внешний вид сварного шва Поиск и устранение неисправностей дуговой сварки
Причины плохого внешнего вида сварного шва:
| Решения:
|
Шаг 1.Проверьте технику сварки на правильность манипуляций с током и электродом.
- Убедитесь, что используется надлежащая технология сварки для используемого электрода.
- Не используйте чрезмерный сварочный ток.
- Всегда используйте однородное переплетение или скорость перемещения.
Шаг 2. Проверьте характеристики типа используемого электрода.
- Используйте электрод, предназначенный для данного типа сварного шва и основного металла, а также для положения, в котором должен выполняться сварной шов.
Шаг 3.Проверьте положение сварки, для которого предназначен электрод.
- Не выполняйте угловые сварные швы электродами, расположенными вниз (плоским положением), если детали не расположены правильно.
Шаг 4. Проверьте правильность подготовки шва.
- Тщательно подготовьте все соединения.
Трещины в сварных швах
Как устранить растрескивание под напряжением в сварном шве
Поиск и устранение неисправностей дуговой сварки с трещинами
Почему возникают трещины в сварных швах:
| Решения:
|
 рекомендуемое приложение
рекомендуемое приложениеШаг 1.Проверьте на чрезмерную жесткость сустава.
- Измените процедуру сварки и перепроектируйте конструкцию, чтобы исключить жесткие соединения.
Шаг 2. Сварные швы слишком малы по сравнению с размером соединяемых деталей?
- Избегайте использования небольшого сварного шва между тяжелыми пластинами. Увеличьте размер сварного шва дополнительным присадочным металлом.
Шаг 3. Проверьте каждую остановку процедуры сварки.
- Не делайте сварки в швах. Наплавка металла шва в полном размере на коротких участках 8.Длина от 0 до 10,0 дюймов (от 203,2 до 254,0 мм). (Это называется последовательностью блоков.)
- Последовательность сварки должна быть такой, чтобы концы оставались свободными как можно дольше.
- Предварительный нагрев свариваемых деталей иногда помогает уменьшить высокие усадочные напряжения, вызванные локальной высокой температурой.
- Заполните все кратеры в конце сварочного прохода, перемещая электрод назад по готовому шву на короткое расстояние, равное длине кратера.

Шаг 4.Проверьте качество сварных швов.
- Убедитесь, что сварные швы прочные, а плавление хорошее. Убедитесь, что длина дуги и полярность правильные.
Шаг 5. Проверьте правильность подготовки соединений.
- Подготовьте швы с равномерным и надлежащим раскрытием корня. В некоторых случаях необходимо открытие корня. В других случаях может потребоваться усадка или прессовая посадка.
Подрез
Шаг 1. Проверьте настройку сварочного тока.
- Используйте умеренную скорость сварки и не пытайтесь сваривать на слишком высокой скорости.
Шаг 2. Проверьте правильность обращения с электродом.
- а. Не используйте слишком большой электрод. Если лужа расплавленного металла станет слишком большой, может возникнуть подрез.
- б. Чрезмерная ширина переплетения приведет к подрезу и не должна использоваться. Равномерное переплетение, не превышающее диаметр электрода в три раза, в значительной степени способствует предотвращению подрезов в стыковых сварных швах.
- с. Если электрод находится слишком близко к вертикальной пластине при выполнении горизонтального углового шва, это приведет к подрезу на вертикальной пластине.
 Чрезмерная ширина переплетения приведет к подрезу и не должна использоваться. Равномерное переплетение, не превышающее диаметр электрода в три раза, в значительной степени способствует предотвращению подрезов в стыковых сварных швах.
Чрезмерная ширина переплетения приведет к подрезу и не должна использоваться. Равномерное переплетение, не превышающее диаметр электрода в три раза, в значительной степени способствует предотвращению подрезов в стыковых сварных швах.Неполное проникновение
Устранение неполадок неполного проплавления сварного шва
Пример плохого проникновения
Предложения по поиску и устранению неисправностей дуговой сварки с проплавлением
Почему происходит неполное проникновение:
| Решения:
|
Шаг 1.
 Убедитесь, что электрод предназначен для используемого положения сварки.
Убедитесь, что электрод предназначен для используемого положения сварки.- Электроды следует использовать для сварки в том положении, для которого они предназначены.
- Обязательно оставляйте надлежащие корневые отверстия в нижней части сварного шва.
- Если возможно, используйте резервную планку.
- Сколоть или вырезать заднюю часть соединения и наплавить в этой точке валик металла сварного шва.
Шаг 2. Проверьте размер используемого электрода.
- Не ожидайте чрезмерного проникновения электрода.
- Используйте электроды малого диаметра в узкой сварочной разделке.
Шаг 3. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток для получения надлежащего провара. Не сваривайте слишком быстро.
Шаг 4. Проверьте скорость сварки.
- Контролируйте скорость сварки для проникновения в нижнюю часть сварного соединения.
Пористые сварные швы
Устранение неполадок с пористостью дуговой сварки
Поиск и устранение неисправностей дуговой сварки пористых материалов
Почему возникают пористые сварные швы:
| Решения:
|
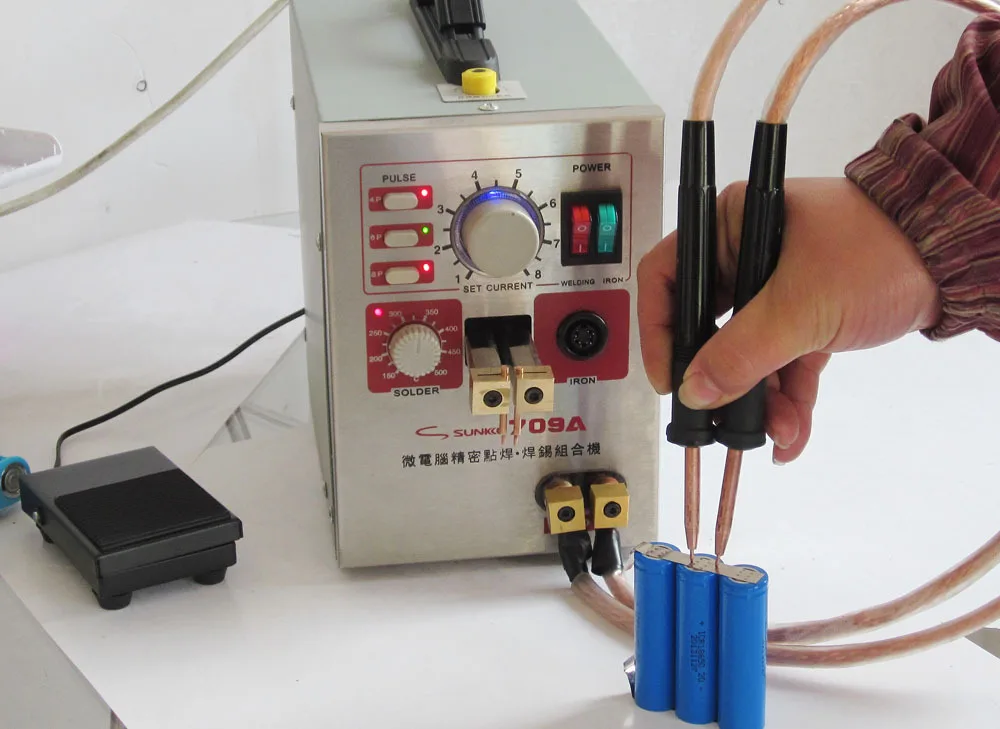 Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.
Удалите конденсат влаги из трубопроводов. Используйте инертный газ для сварки (99,9%). Убедитесь, что используется правильная смесь защитного газа.Шаг 1. Проверьте свойства электрода.
- Некоторые электроды по своей природе обеспечивают более качественные сварные швы, чем другие. Убедитесь, что используются правильные электроды.
Шаг 2. Проверьте текущие настройки и процедуру сварки.
- Сварной шов, выполненный из нескольких валиков, может содержать небольшие отверстия. Плетение часто устраняет эту проблему.
Шаг 3. Проверьте время образования лужи, чтобы убедиться, что оно достаточно для выхода захваченного газа.
- Лужа дольше сохраняет расплавленный металл сварного шва и часто обеспечивает более прочные сварные швы.

Шаг 4. Проверьте, не загрязнен ли основной металл.
- В некоторых случаях причиной может быть основной металл.Проверьте это на наличие сегрегаций и примесей.
Хрупкие сварные швы
Шаг 1. Проверьте тип используемого электрода.
- Неокрашенные электроды дают хрупкие сварные швы. Если требуются пластичные сварные швы, следует использовать экранированные дуговые электроды.
Шаг 2. Проверьте настройку сварочного тока.
- Не используйте чрезмерный сварочный ток, так как это может привести к крупнозернистой структуре и окисленным отложениям.
Шаг 3. Проверьте наличие основного металла с высоким содержанием углерода или сплава, который не был принят во внимание.
- а. Однопроходный сварной шов может быть более хрупким, чем многослойный, поскольку его микроструктура не очищается последовательными слоями металла шва.
- б. Сварные швы могут поглощать легирующие элементы из основного металла и становиться твердыми.
- с. Не сваривайте металл, если его состав и характеристики не известны.

Плохая сварка плавлением
Плохой сварной шов
Поиск и устранение неисправностей дуговой сварки плавлением
Плохой сварной шов Причины:
| Решения:
|
Шаг 1.Проверьте диаметр электрода.

- При сварке швов с узкими канавками используйте электрод, достаточно маленький, чтобы доставать до дна шва.
Шаг 2. Проверьте настройку сварочного тока.
- Используйте достаточный сварочный ток, чтобы наплавить металл и проникнуть в пластины.
- Более тяжелые пластины требуют более высокого тока для данного электрода, чем легкие пластины.
Шаг 3. Проверьте технику сварки.
- Убедитесь, что плетение достаточно широкое, чтобы полностью оплавить боковые стенки соединения.
Шаг 4. Проверьте подготовку шва.
- Наплавленный металл должен сплавляться с основным металлом, а не скручиваться от него или просто прилипать к нему.
Коррозия
Шаг 1. Проверьте тип используемого электрода.
- Неизолированные электроды обеспечивают сварные швы, которые менее устойчивы к коррозии, чем основной металл.
- Защитные дуговые электроды обеспечивают сварку, которая более устойчива к коррозии, чем основной металл.
- Для лучшей коррозионной стойкости используйте присадочный стержень, состав которого аналогичен составу основного металла.

Шаг 2. Проверьте, соответствует ли наплавленный металл коррозионной жидкости или атмосфере.
- Не ожидайте от сварного шва большего, чем от основного металла. Для нержавеющих сталей используйте электроды, коррозионная стойкость которых равна или выше, чем у основного металла.
Шаг 3. Проверка металлургического эффекта сварки.
- При сварке аустенитной нержавеющей стали 18-8 убедитесь, что анализ стали и процедура сварки верны, чтобы сварка не вызывала выделения карбида.Выпадение карбида – это подъем углерода на поверхность зоны сварки. Это условие можно исправить отжигом при температуре от 1900 до 2100°F (от 1038 до 1149°C) после сварки. Таким образом можно устранить коррозию в виде оксида железа или ржавчины.
Шаг 4. Проверьте правильность очистки сварного шва.
- Некоторые материалы, такие как алюминий, требуют тщательной очистки от шлака после сварки, чтобы предотвратить коррозию в процессе эксплуатации.

Хрупкие соединения
Шаг 1.Проверьте закалку основного металла на воздухе.
- В сталях со средним содержанием углерода или некоторых сплавах зона термического влияния может быть твердой в результате быстрого охлаждения. Перед сваркой следует прибегнуть к предварительному нагреву от 300 до 500°F (от 149 до 260°C).
Шаг 2. Проверьте процедуру сварки.
- Многослойные сварные швы склонны к отжигу в зонах сильного термического влияния.
- Снятие напряжения при температуре от 1100 до 1250°F (от 593 до 677°C) после сварки обычно уменьшает твердые участки, образующиеся во время сварки.
Шаг 3. Проверьте тип используемого электрода.
- Использование аустенитных электродов часто бывает успешным при обработке специальных сталей, но зона термического влияния обычно содержит твердый сплав.
Магнитный удар
Шаг 1. Проверьте отклонение дуги от ее нормального пути, особенно на концах стыков и в углах.

- Убедитесь, что земля правильно расположена на рабочем месте. Размещение земли в направлении отклонения дуги часто бывает полезным.
- Полезно разделить землю на две или более частей.
- Сварка в направлении, в котором дует дуга.
- Держите короткую дугу.
- Изменение угла наклона электрода относительно изделия может помочь стабилизировать дугу.
- Магнитный удар сводится к минимуму при сварке переменным током.
Брызги
Пример сварочных брызг
Шаг 1. Проверьте свойства используемого электрода.
- Выберите правильный тип электрода.
Шаг 2. Проверьте, не слишком ли велик сварочный ток для используемого типа и диаметра электрода.
- Используйте короткую дугу, но не используйте чрезмерный сварочный ток
Шаг 3. Проверьте на наличие сколов.
- Окрасьте детали, прилегающие к сварным швам, побелкой или другим защитным покрытием. Это предотвращает приваривание сколов к деталям, и их можно легко удалить. Электроды с покрытием
- дают более крупные сколы, чем электроды без покрытия.
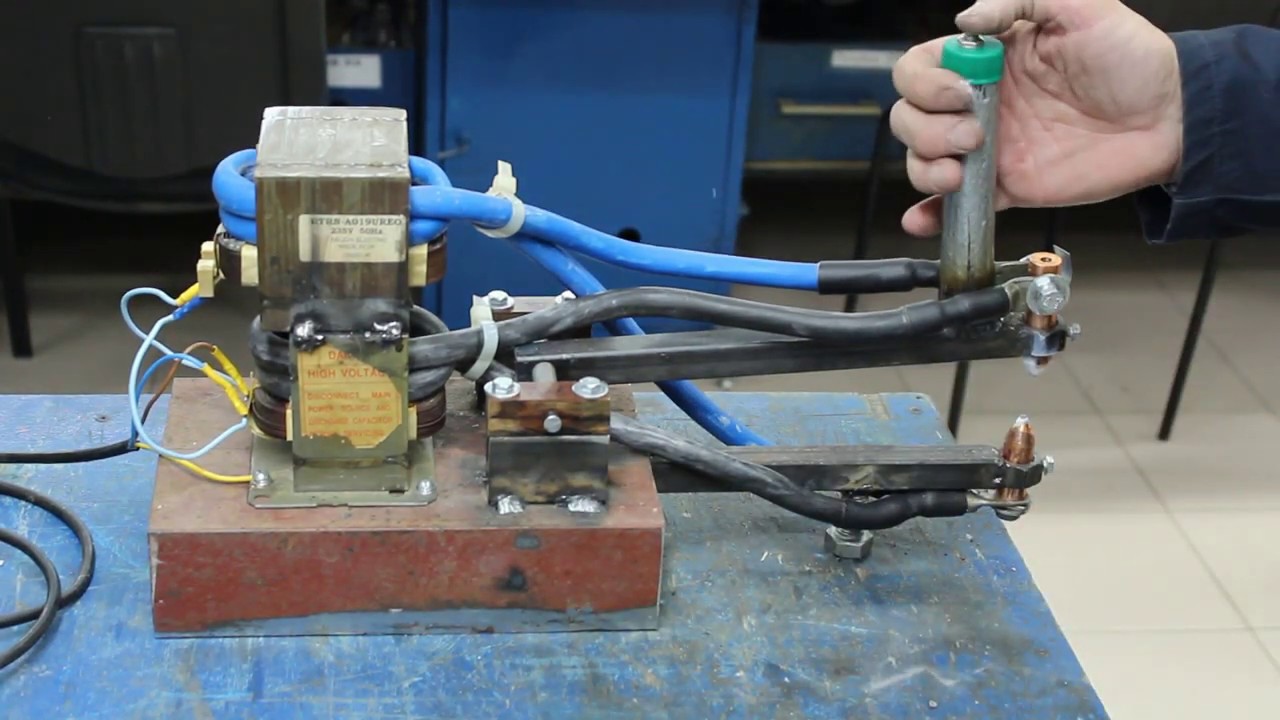 Это предотвращает приваривание сколов к деталям, и их можно легко удалить.
Это предотвращает приваривание сколов к деталям, и их можно легко удалить.Чрезмерный расход электрода
Дуговая сварка Устранение неполадок расхода электрода
Причины необычного расхода электрода:
| Решения:
|
Загрязнение электродов
Причины загрязнения электрода:
| Решения:
|
Заготовка имеет загрязнение вольфрамом
Причины загрязнения вольфрамом:
| Решения:
|
Проблемы со сварочным напряжением
Проблемы со сварочным напряжением:
| Решение:
|
 Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.
Проверяйте несколько раз в день и сверяйтесь с объемом источника питания.Материал электрода
Проблемы с материалом электрода:
| Решение:
|
Качество материала электрода
Причины качества материала электрода:
| Решение:
|
Размеры или геометрия электрода
Поиск и устранение неисправностей дуговой сварки по геометрии или размерам электрода
Причины проблемы:
| Решение:
|
Сварочные кабели
Дуговая сварка Поиск и устранение неисправностей сварочных кабелей
Проблемы со сварочными кабелями
| Решение:
|
 Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинами
Индуктивность также может возникнуть, если силовые кабели проложены рядом с заземленными стальными пластинамиТрудный запуск дуги
Устранение неполадок дуговой сварки, когда сварочная дуга не запускается
Причины затрудненного зажигания сварочной дуги:
| Решения:
|
Дуга не перемещается
Поиск и устранение неисправностей дуговой сварки, когда дуга не перемещается
Причины, по которым не проходит дуга:
| Решения:
|
Другие направляющие
Руководство по поиску и устранению неисправностей для систем дуговой сварки
Наши лучшие сварочные аппараты
Могу ли я сварить алюминий с помощью сварочного аппарата?
Из-за того, насколько грязным и, откровенно говоря, некрасивым может быть процесс сварки алюминия электродуговой сваркой, многие люди просто пришли к выводу, что это невозможно. Это далеко не так, хотя практика требует опыта, осторожности и терпения.
Это далеко не так, хотя практика требует опыта, осторожности и терпения.
Можно ли сваривать алюминий с помощью сварочного аппарата? Да, можно сваривать алюминий с помощью сварочного аппарата. Так как это может быть грязно, лучшие методы:
Существует множество факторов, которые следует учитывать при рассмотрении вопроса о сварке алюминиевой заготовки электродом. Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.
Без соответствующих мер предосторожности вы можете обречь себя на неудачу.Ниже приведены некоторые из наиболее важных деталей, которые следует учитывать при использовании метода сварки электродами.
Лучшие методы дуговой сварки алюминия
Наилучший метод для максимального контроля над процессом сварки алюминия – это сварка переменным током TIG (вольфрам в инертном газе) с использованием смеси гелия или аргона. Это самый чистый и медленный метод, гарантирующий, что останется очень мало беспорядка (что делает его идеальным кандидатом, особенно для сварки тонкого алюминия).
DC (постоянный ток) TIG сварка также приемлема для алюминиевых заготовок.
Однако этот метод рекомендуется больше для более толстых заготовок из-за большей глубины проникновения . Используйте гелий, если вы решили использовать метод сварки TIG на постоянном токе.
Недавно я написал подробную статью о сварке электродами: Ultimate SMAW Guide, взгляните на нее.
У вас есть возможность использовать аргон и флюс при использовании этого метода на алюминии, но есть небольшой шанс, что у вас будет положительный опыт:
- Видимость во время сварки.
- Подготовка сварочного оборудования и заготовки.
- Очистка рабочего места/заготовки.
В-третьих, сварка MIG (металл в среде инертного газа). Это значительно быстрее, чем TIG, но с некоторыми компромиссами. У вас будет ограниченная степень контроля над процессом, поскольку основной металл не будет плавиться без добавления присадочного металла.
Тем не менее, процесс не потребует ни двухтактного, ни шпульного пистолета, если следующие элементы правильно отрегулированы:
- Параметры сварки. К этим настройкам относятся:
- Прямолинейность кабеля MIG
- Натяжение приводного ролика
Можно проклеивать алюминий, и, возможно, к удивлению многих, это можно сделать даже с помощью палки постоянного тока сварочный аппарат (работает лучше, чем можно было ожидать!).
Что нужно знать о сварке алюминия электродами
Алюминиевый стержень DCEP (положительный электрод постоянного тока) обратной полярности. Прежде чем начать, имейте в виду, что при использовании алюминиевой палочки вы заметите, что флюс имеет склонность к разбрызгиванию.
Когда начнет остывать, приобретет вид «грязи». Не пугайтесь, если вы наблюдаете подобное впервые – это вполне нормально для данного процесса.
Конечно, разные типы ремонтных сплавов будут вести себя по-разному, и у вас может не быть такого опыта с типами палочек, которые вы используете.
Такая степень вариации, естественно, обусловлена прежде всего составом флюса. Тем не менее, полезно знать риски и особенности процесса заранее.
К счастью, есть шаги, которые можно предпринять, чтобы сделать процесс более плавным. >> Посмотрите видео ниже
- Перед началом сварки вы можете убедиться, что шов будет немного чище, непосредственно нагревая алюминий с помощью горелки с науглероживающим пламенем.
- Примечание: Преднамеренное применение такого сильного нагрева приводит к образованию копоти на поверхности заготовки.
- Вернитесь к нейтральному пламени.
- Верните концентрированное тепло алюминию.
- Когда сажа рассеется, заготовка достигла 400 ֯F.

Такой предварительный нагрев позволит сварке протекать более плавно. Вы также должны помнить следующее:
- Алюминий рассеивает тепло в четыре раза быстрее, чем углеродистая сталь.
- Алюминий имеет оксидный слой, который для достижения наилучших результатов можно удалить проволочной щеткой из нержавеющей стали.
- Многие люди используют свой шлифовальный круг, предназначенный для углеродистой стали, на своих алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для складывания оксидного слоя в металл. Это также происходит при использовании высокоскоростной проволочной щетки. Наилучшие способы удаления этого слоя включают:
- Опиливание металла с легким давлением шлифования
- Многие люди используют свой шлифовальный круг, предназначенный для углеродистой стали, на своих алюминиевых заготовках и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для складывания оксидного слоя в металл. Это также происходит при использовании высокоскоростной проволочной щетки. Наилучшие способы удаления этого слоя включают:
Как работает сварка электродом
При сварке алюминия помните, что рекомендуемое положение для работы — под углом прямо к желаемому участку (не вверх, вниз или под другим углом).
Недавно я написал подробную статью о сварке электродами: Ultimate SMAW Guide, взгляните на нее.
Вам также необходимо выполнять сварку на относительно высокой скорости перемещения. Сварка также требует короткой дуги, так что помните об этом во время работы. Вот еще несколько ключевых деталей, которые нужно знать о сварке электродами:
- Что происходит при сварке электродом: При сварке электродом ток течет через электрод на заготовку.Заготовку можно считать отрицательным электродом, а палочку — положительным электродом. Когда палка отрывается от заготовки, создается дуга. Чем ближе к заготовке вы держите палку, тем короче будет дуга.
- Как электрод и флюс работают вместе: По мере того, как стержень расходуется в процессе сварки, металл приплавляется к металлу. Флюс защищает расплавленный металл во время сварки, защищая его от атмосферных газов.
- Как работает дуга для сварки деталей: Дуга, возникающая в результате электрического соединения между электродом и заготовкой, нагревает каждый компонент, в результате чего металл электрода достигает плазмоподобного состояния. По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.
 По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.
По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.Вот почему электродуговая сварка подходит и для алюминиевых деталей. Хотя химия работает точно так же, по общему признанию, процесс отличается прежде всего своей беспорядочностью и тенденцией к получению неэстетичных сварных швов.
(Именно поэтому вы должны выбирать электроды, специально предназначенные для сварки алюминия, иначе вы можете получить тусклые результаты. Настоятельно рекомендуется использовать электродные стержни 4043.)
Процесс сварки алюминия стержнем, как правило, очень похож на сварку других металлов, но при работе следует помнить о вышеперечисленных факторах. Прежде чем начать, вам нужно немного обнажить электрод, чтобы сделать процесс более аккуратным.
Для этого вам придется поцарапать кончик палочки о твердую поверхность, чтобы выдержать часть электрода (особенно при использовании алюминиевого электрода).
Связанные материалы: Нужен ли вам шпулемет для сварки алюминия?
Что следует помнить о электродуговой сварке
Во время сварки держите электрод как можно ближе к заготовке, не допуская замерзания стержня (чтобы электрод не застревал в охлаждающей ванне металла).
Чтобы этого не произошло, вы должны просто перемещать стержень, не приближая его слишком близко к заготовке и не слишком замедляя скорость во время сварки.
(Вот почему для этого типа сварки рекомендуется высокая скорость перемещения.)
Это может занять некоторое время, чтобы научиться, так как сварка электродом, также известная как «дуговая сварка металлическим экраном», или SMAW, известна.
Это второе название немного больше раскрывает эту кривую обучения, так как оно дает сварщику полный контроль над электродом. Хотя алюминий можно сваривать электродуговой сваркой, это, конечно, не лучший вариант.
Помните о преимуществах и недостатках этого метода.
| Плюсы | Минусы |
|---|---|
| Оборудование для сварки стержнем относительно дорогое, хотя защитный газ не требуется, так что это финансовый компромисс. | Очень грязный для алюминиевых заготовок.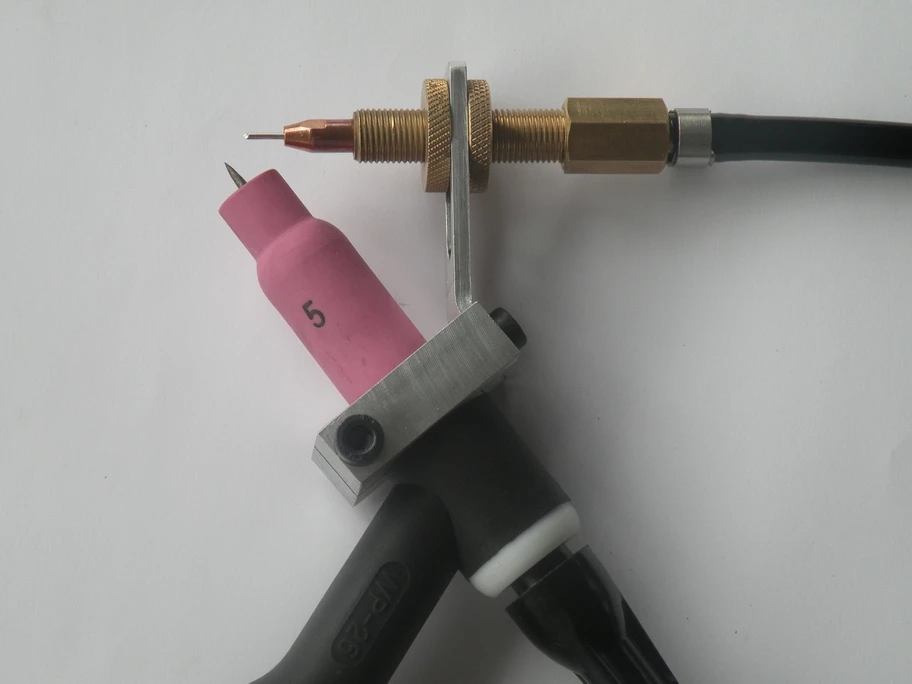 |
| Этот метод по-прежнему хорошо работает на окрашенных или ржавых металлических заготовках. | Флюс имеет свойство разбрызгиваться, и для получения чистого сварного шва требуется большой опыт. |
| Гибкие условия работы из-за отсутствия защитного газа. | Сложно работать с тонкими заготовками |
Если вас интересует сварочное оборудование или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (БЕЗ ДЕРЬМА)
Рекомендуемое чтение
Можно ли сваривать алюминий без газа? Является ли это возможным?
Может ли плазменный резак резать алюминий? | Полное руководство – 2020
Что такое сварка электродом? – Оборудование и способы его выполнения
Сварка электродом выполняется путем зажигания электрической дуги между металлическим электродом и заготовкой. Электрический ток проходит через электрод и вплавляет его в заготовку, образуя сварочную ванну. Электрод покрыт слоем флюса, который плавится и защищает сварочную ванну от загрязнения атмосферой.
Электрический ток проходит через электрод и вплавляет его в заготовку, образуя сварочную ванну. Электрод покрыт слоем флюса, который плавится и защищает сварочную ванну от загрязнения атмосферой.
Флюс образует слой шлака, образующийся поверх наплавленного валика, который необходимо сколоть и счистить щеткой после завершения сварки. Это простая процедура, которая популярна среди сварщиков на открытом воздухе, поскольку на нее не влияет ветер, в отличие от сварки MIG и TIG, в которой используются газовые баллоны.
Что такое сварка электродами (SMAW)?Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде защитного флюса или, неофициально, сварка стержнем, представляет собой процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом. заложить сварной шов.
Электрический ток в виде переменного или постоянного тока от сварочного источника питания используется для образования электрической дуги между электродом и соединяемыми металлами. Заготовка и электрод плавятся, образуя ванну расплавленного металла (сварочная ванна), которая охлаждается, образуя соединение.
Заготовка и электрод плавятся, образуя ванну расплавленного металла (сварочная ванна), которая охлаждается, образуя соединение.
По мере прокладки шва флюсовое покрытие электрода распадается, выделяя пары, служащие защитным газом, и образуя слой шлака, которые защищают зону сварки от атмосферных загрязнений.
Из-за универсальности процесса и простоты его оборудования и эксплуатации дуговая сварка защищенным металлом является одним из первых и самых популярных сварочных процессов в мире.
Он доминирует над другими сварочными процессами в сфере технического обслуживания и ремонта, и, хотя популярность дуговой сварки с флюсовой проволокой растет, SMAW продолжает широко использоваться при строительстве тяжелых стальных конструкций и в промышленном производстве. Этот процесс используется в основном для сварки железа и стали (включая нержавеющую сталь), но этим методом также можно сваривать алюминиевые, никелевые и медные сплавы.
Что нужно для начала сварки? 1. Оборудование для обеспечения безопасности
Оборудование для обеспечения безопасности При сварке самым важным фактором всегда является ваша безопасность. Вы должны прочитать и соблюдать всю информацию и инструкции по технике безопасности, содержащиеся в руководстве для любого оборудования, которое вы используете при сварке электродом.
При сварке вам понадобится защита тела для защиты от тепла, ультрафиолетовых лучей и искр, создаваемых дугой. Огнестойкая одежда с длинными рукавами защитит ваше тело, а защитные очки и сварочный шлем защитят голову и глаза.
Сварку следует проводить только при наличии достаточной вентиляции из-за выделяющихся дымов. Если вы находитесь на улице на ветру, все будет в порядке, но если вы находитесь в помещении, вам нужна вентиляция. Вытяжка – лучший способ удаления паров из помещения.
2. Сварочный аппарат Вы не сможете выполнить сварку электродом без сварочного аппарата. Вы можете использовать многоцелевой сварочный аппарат, который позволит вам выполнять более одного типа сварки, например, MIG, TIG и Stick. Или вы можете использовать только сварочный аппарат, который намного дешевле.
Или вы можете использовать только сварочный аппарат, который намного дешевле.
На рынке много сварочных аппаратов. Вы можете ознакомиться с нашим полным руководством по выбору сварочного аппарата для получения дополнительной помощи.
3. Зажим заземленияЗаземляющий зажим обычно поставляется со сварочным аппаратом. если его следует подключить к сварочному аппарату и закрепить на заготовке.
4. Инструменты для удаления шлака
Сварка электродами приводит к образованию шлака на сварном шве. По этой причине вам нужно будет очистить сварной шов после того, как вы это сделали.Лучше всего использовать шлаковую стружку и молоток, чтобы отколоть шлак, а затем очистить его проволочной щеткой.
5. Выбор электрода Существуют сотни различных типов стержневых электродов, и вам нужно выбрать тот, который соответствует вашему проекту сварки. Наиболее популярны марки 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
При работе с мягкой сталью подойдет любой электрод E60 или E70. 7018, вероятно, самый популярный электрод из всех, и он обеспечивает действительно прочные сварные швы, но 6013 — хороший выбор для начинающих.
Чтобы понять, какой электрод выбрать, нужно понять, что означает каждая из 4 цифр.
- Первые две цифры показывают минимальную прочность на растяжение. Например, электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм будет начинаться с 60. Это должно соответствовать прочностным свойствам основного металла.
- Третья цифра указывает, в каких положениях можно использовать электрод при сварке. Номер один представляет возможность использования в любом положении, в то время как номер 2 можно использовать только в горизонтальном положении.
- Четвертая цифра указывает ток, который можно использовать для электрода, и покрытие электрода. У нас есть справочная таблица для этого ниже.
Сварка электродом — довольно простая установка. Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC/DC-/DC+. Для начала попробуйте несколько электродов 6013 на DCEN на стальной пластине толщиной 3/16 дюйма.
Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC/DC-/DC+. Для начала попробуйте несколько электродов 6013 на DCEN на стальной пластине толщиной 3/16 дюйма.
Итак, вы все настроили, теперь можно приступить к сварке.Убедитесь, что все ваши настройки верны, возьмите пару кусков металлолома и поместите их встык. Сварка стержнем требует определенных навыков, поэтому всегда лучше сначала попрактиковаться на металлоломе, прежде чем прыгать туда и начинать пытаться сваривать реальный проект.
Зажигание дугиКогда весь электрод окажется в держателе электрода, включите сварочный аппарат. Чтобы зажечь дугу, поместите кончик электрода на металл и быстро проведите им, как если бы вы чиркали спичкой.Если дуга образовалась, слегка приподнимите электрод, и тогда вы сможете потянуть за него и металл.
Электрод прилипает к металлу, отламывая его легким поворотом. Если дуга гаснет, значит, вы слишком высоко подняли электрод от поверхности и должны опустить его ниже. Как только дуга зажжется, она должна издать звук, похожий на жарящийся бекон, он звучит громко и агрессивно, тогда вам нужно уменьшить силу тока.
Если дуга гаснет, значит, вы слишком высоко подняли электрод от поверхности и должны опустить его ниже. Как только дуга зажжется, она должна издать звук, похожий на жарящийся бекон, он звучит громко и агрессивно, тогда вам нужно уменьшить силу тока.
После того, как вы зажгли дугу, вы должны провести электродом по стыку, чтобы выполнить сварку.Прежде чем перемещать электрод, необходимо установить его под правильным углом, который составляет от 15 до 30% к вертикали.
Сварочный уголокПосле того, как вы установите нужный угол, медленно потяните электрод к себе. Вы не можете проталкивать электрод, потому что шлак попадет в сварочную ванну и вызовет пористость.
Вам нужно держать руку твердо, поэтому попробуйте положить другой локоть на стол и держать руку, которая держит электрод, чтобы зафиксировать его.Проверьте это несколько раз и устраните неполадки, используя раздел устранения неполадок в конце этого поста.
Если вы выполняете угловую сварку перевернутого Т-образного шва, вы должны отрегулировать угол примерно на 35% вверх от тона горизонта. Это связано с тем, что сварной шов начнет немного опускаться из-за силы тяжести, если угол не отрегулирован, чтобы помочь вытолкнуть валик обратно против силы тяжести.
Чем больше образуется шлака, тем больший угол вам понадобится.Если ваш угол слишком мал, шлак попадет в сварочную ванну и вызовет дефекты сварки.
Распространенные ошибки и способы их уменьшенияКогда вы начинаете сварку электродами, вы, вероятно, совершите несколько ошибок, даже если у вас есть опыт сварки MIG или TIG. Наиболее распространенные ошибки, которые я вижу, это слишком длинная дуга, неправильный угол сопротивления, сварка с неправильной скоростью и неправильная температура.
- Большое количество брызг: Существует множество причин образования слишком большого количества брызг при сварке, одна из наиболее распространенных — слишком длинная дуга. Вы должны держать электрод лишь немного над заготовкой, иначе дуга не сможет сфокусироваться и будет хаотично прыгать, а не быть плавной. Если есть брызги и дуга издает громкий визжащий звук, возможно, вы установили слишком высокую силу тока и должны уменьшить ее.
- Пористость: Одной из основных причин пористости при сварке электродом является расположение электрода под слишком крутым углом. Если вы не удержите шлак в задней части сварочной ванны, потянув электрод назад под углом, шлак смешается с лужей и вызовет пористость.
- Подрез: Подрез — это небольшой кратер на кромке сварного шва между сварным швом и металлической пластиной, который делает сварной шов слабее. Если у вас есть подрез и сварной шов выглядит перегоревшим, попробуйте уменьшить силу тока, потому что он слишком горячий.
- Тонкий наплавленный валик: Идеальный наплавленный валик должен примерно в 2,5 раза превышать диаметр электрода. Если шов действительно узкий, то он не будет иметь достаточного провара. Попробуйте снизить скорость примерно на половину скорости, с которой вы сначала тянули электрод, и вы должны увидеть лучшие результаты.
- Кусковой сварной шов: Если тянуть электрод слишком медленно, присадочный металл будет скапливаться и будет комковатым. Другой причиной является слишком низкая сила тока, что ограничивает проникновение и приводит к тому, что присадочный металл просто сидит поверх соединения.
- Проблемы с запуском дуги: Если у вас возникли проблемы с запуском дуги, это может быть связано с тем, что слишком холодно, что вызывает слабую дугу. Попробуйте увеличить его на 15 ампер или около того и посмотрите, станет ли легче.
 Вы должны держать электрод лишь немного над заготовкой, иначе дуга не сможет сфокусироваться и будет хаотично прыгать, а не быть плавной. Если есть брызги и дуга издает громкий визжащий звук, возможно, вы установили слишком высокую силу тока и должны уменьшить ее.
Вы должны держать электрод лишь немного над заготовкой, иначе дуга не сможет сфокусироваться и будет хаотично прыгать, а не быть плавной. Если есть брызги и дуга издает громкий визжащий звук, возможно, вы установили слишком высокую силу тока и должны уменьшить ее. Попробуйте снизить скорость примерно на половину скорости, с которой вы сначала тянули электрод, и вы должны увидеть лучшие результаты.
Попробуйте снизить скорость примерно на половину скорости, с которой вы сначала тянули электрод, и вы должны увидеть лучшие результаты. Они заставляют это выглядеть легко.
Они заставляют это выглядеть легко.Хотя остальные из нас могут с этим бороться. И нам это не нужно, если мы обратим внимание на пять основных элементов нашей техники: установка тока, длина дуги, угол наклона электрода, манипулирование электродом и скорость перемещения или CLAMS, для краткости. Правильное обращение к этим пяти основным областям может улучшить ваши результаты.
1. Предварительная подготовкаХотя сварка электродом может быть самым щадящим процессом для грязного или ржавого металла, не используйте это как оправдание для неправильной очистки материала. Используйте проволочную щетку или шлифовальную машину для удаления грязи, сажи или ржавчины с места сварки.
Игнорирование этих шагов снижает ваши шансы на получение хорошего сварного шва с первого раза. Грязные условия могут привести к растрескиванию, пористости, несплавлению или включениям. Пока вы это делаете, убедитесь, что у вас есть свободное место для рабочего зажима. Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Хорошее, надежное электрическое соединение важно для поддержания качества дуги.
Встаньте так, чтобы хорошо видеть сварочную ванну. Для лучшего обзора держите голову в стороне и подальше от сварочного дыма, чтобы убедиться, что вы выполняете сварку в месте соединения и держите дугу на передней кромке сварочной ванны. Убедитесь, что ваша поза позволяет удобно поддерживать электрод и манипулировать им.
Не отчаивайтесь! Существует кривая обучения сварке электродом, которая, по мнению многих, получила свое название, потому что при обучении сварке каждый прикрепляет электрод к заготовке.
2. Настройка тока Электрод, который вы выберете, определит, должна ли ваша машина быть настроена на положительный постоянный ток, отрицательный постоянный ток или переменный ток. Убедитесь, что он правильно установлен для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов больше провара при заданной силе тока, чем переменный, в то время как постоянный ток с прямой полярностью и отрицательным электродом лучше сваривает более тонкие металлы. )
)
Правильная настройка силы тока в первую очередь зависит от диаметра и типа выбранного электрода.Производитель электрода обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.
Выберите силу тока в зависимости от электрода (общее эмпирическое правило: 1 ампер на каждые 0,001 дюйма диаметра электрода), положения при сварке (приблизительно на 15 % меньше тепла при работе над головой по сравнению с плоской сваркой) и визуального осмотра. готового шва. Регулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
3. Длина дугиПравильная длина дуги зависит от электрода и области применения.В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердцевины) электрода. Например, 1/8-дюймовый электрод 6010 удерживается на расстоянии около 1/8 дюйма от основного материала.
4. Манипуляции с электродом Каждый сварщик манипулирует электродом по-своему. Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие приемы дают наилучшие результаты. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо.Во многих случаях прямая бусина — это все, что нужно.
Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие приемы дают наилучшие результаты. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо.Во многих случаях прямая бусина — это все, что нужно.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в виде буквы «Z», полукруга или прерывистого шага. Ограничьте движение из стороны в сторону до двух диаметров сердцевины электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте стрингеры.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон соединения, середина позаботится о себе сама.Двигайтесь через середину стыка достаточно медленно, чтобы сварочная ванна могла наверстать упущенное, и сделайте небольшие паузы по бокам, чтобы обеспечить прочное соединение с боковой стенкой. Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро двигались вперед и недостаточно долго держались по бокам.
Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро двигались вперед и недостаточно долго держались по бокам.
Скорость перемещения должна позволять удерживать дугу в передней трети сварочной ванны. Слишком медленное перемещение приводит к образованию широкого выпуклого валика с неглубоким проплавлением и возможностью холодного притирания, когда сварной шов кажется просто сидящим на поверхности материала.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и/или сильно изогнутый валик и, возможно, недостаточное заполнение или подрезку, когда область за пределами сварного шва вогнута или утоплена. Обратите внимание, что ближе к концу бусинки на изображении ниже бусинка кажется непоследовательной, как будто лужа пытается не отставать.
Преимущества сварки электродом- Сварка электродом портативна. Небольшой сварочный аппарат может работать с толстым металлом, он не очень тяжелый, и вам не требуется механизм подачи проволоки или какое-либо дополнительное оборудование, такое как газовый баллон.
- Сварка электродом – лучший выбор для наружных работ. Сварка газом не даст хороших результатов в ветреную погоду.
- Легче освоить сварку TIG, но требует определенных навыков.
- Можно сваривать металл с прокатной окалиной или ржавчиной.

- Для этого требуется больше навыков, чем для сварки MIG, так как вам необходимо держать электрод на определенном расстоянии от металла, пока он сгорает.
- Он производит гораздо больше брызг и шлака.
- Увеличение времени очистки приводит к снижению эффективности.
- Сварка не будет такой сложной и качественной, как TIG.
Тяжело ли сваривать? — MakeMoneyСварка
Я беру полных новичков, обучаю их основам сварки, а если они достаточно серьезны, чтобы научиться сварке своими руками, я обучаю их более продвинутым компонентам сварки.
Если вы никогда раньше не занимались сваркой, ОТЛИЧНО!
Я хочу поделиться с вами тем, как легко вы можете начать работу, но есть некоторые непонятные моменты в обучении сварке-любителю.
Большинство новичков хотят знать…
- С какого процесса сварки следует начать?
- Нужен ли мне сварочный аппарат на 100 или 220 вольт?
- В чем разница между электродами, MIG и TIG?
Я отвечу на все эти и другие вопросы. Итак, если я еще не потерял вас, продолжайте читать, чтобы узнать ответы на эти вопросы и лучший процесс сварки для начинающих.
Поскольку все эти вопросы затуманили ваш разум, позвольте мне рассказать о том, что вам необходимо знать.
Сварка своими руками. В чем разница между методами Stick, MIG и TIG?Во-первых, держитесь подальше от сварки TIG, если вы новичок.
TIG — хороший процесс сварки, но он слишком сложный для тех, кто только начинает. Позвольте мне объяснить, почему.
TIG включает в себя удержание присадочного стержня одной рукой, удерживание горелки TIG другой рукой и регулирование напряжения с помощью ножной педали. Звучит как много? Это для новичка.
TIG используется в производственных процессах, где сварка должна быть очень точной, и вы даже можете сваривать вместе тонкие куски металла, такие как 2 пивные банки.
Как насчет самостоятельной сварки с помощью сварочного аппарата?Сварка стержнем — это хороший сварочный процесс, который используется уже много лет. Он по-прежнему используется в большинстве сварочных мастерских и в полевых условиях, но сварка электродами имеет 3 основных недостатка для самостоятельной сварки.
- Во-первых, большинство сварочных аппаратов работают только от розетки на 220 вольт, что затрудняет начало сварки для многих людей, у которых есть розетки только на 110 вольт.
- Во-вторых, при сварке электродом образуется шлак и много дыма, что затрудняет новичку изучение сварочной ванны и контроль нагрева.Кроме того, вам придется счищать шлак с валиков дуговой сварки.
- И в-третьих, начинающим может быть сложно начать и поддерживать дугу. Когда все, что вы хотите сделать, это наложить сварной шов, но вы даже не можете зажечь дугу, это может разочаровать новичков.
 Когда все, что вы хотите сделать, это наложить сварной шов, но вы даже не можете зажечь дугу, это может разочаровать новичков.
Когда все, что вы хотите сделать, это наложить сварной шов, но вы даже не можете зажечь дугу, это может разочаровать новичков.Это подводит меня к окончательному процессу сварки, самому простому и быстрому способу начать работу для новичков.
Конечно, я говорю о сварке МИГ.
Почему сварка MIG лучше всего подходит для любительской сваркиПричина, по которой самостоятельная сварка с помощью сварочного аппарата MIG и обучение сварке MIG так хороши для начинающих, заключается в том, что прямо из коробки вы можете подключить сварочный аппарат MIG и наложить довольно приличный валик.
Я имею в виду, что это не будет лучший сварной шов в мире, так как он у вас первый, но тем не менее вы не потратили часы, пытаясь сварить.
Что делает любительскую сварку с помощью сварочного аппарата MIG таким замечательным, так это то, что у вас есть 2 варианта.
- С сварочным аппаратом MIG можно использовать рулон проволоки с флюсовым сердечником, поэтому вам не нужно покупать газовый баллон.
- Или вы можете купить газовый баллон и сразу же приступить к прокладке чистых сварных швов без образования шлака.
При использовании аппарата для сварки MIG у вас нет длинного сварочного стержня, как в аппарате для сварки электродом, и нет длинного присадочного стержня, как в аппарате для сварки TIG.
При самостоятельной сварке с помощью сварочного аппарата MIG электрод поставляется в виде мотка проволоки.
При нажатии на спусковой крючок горелки МИГ начинает подавать проволоку из сопла, зажигается дуга и начинает поступать защитный газ (если вы используете газ).
Кроме того, как только вы нажмете на спусковой крючок миг-пистолета, дуга загорится сразу. Как и в любом сварочном процессе, вам придется практиковать свои сварные швы, чтобы получить то, что вы хотите.
Но не требуется много практики, чтобы сделать красивые, гладкие сварные швы с помощью сварочного аппарата MIG.
Я мог бы продолжать и продолжать рассказывать о том, как настроить сварочный аппарат, настроить сварочный аппарат, выполнить сварку, угол горелки, подгонку стыка и МНОГОЕ другое.
4 способа эффективного хранения сварочных электродов и борьбы с влагой — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершите покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю от продаж от Amazon и других партнерских программ.
Сварка – это увлекательное хобби, а также впечатляющая профессия для тех, кто жаждет творить. Но после того, как полетели искры и сварка была завершена, сварочные стержни, также известные как электроды, должны быть правильно уложены и убраны. Но что нужно для хранения этих теплоудерживающих металлов?
Как вы храните сварочные электроды? Сварочные электроды должны храниться в сухом месте с постоянно высокой температурой. Тип электрода, который вы храните, и его производитель будут определять, насколько высокой должна быть температура хранения, а также какую влажность он может выдержать, прежде чем станет непригодным для использования.
Сварочные электроды предъявляют особые требования к хранению, и во многом это зависит от их конструкции. В этой статье мы обсудим, как факторы температуры и влажности играют роль при хранении удилищ, а также рассмотрим неправильные способы хранения этих чувствительных частей оборудования.
Варианты храненияРекламные ссылки Для правильного хранения сварочных прутков потребуется контейнер, который удерживает как тепло, подаваемое на электроды, так и количество влаги, которая может вступить в контакт со сварочными прутьями.Тепло должно препятствовать тому, чтобы электроды поглощали слишком много влаги из воздуха.
* Если сварочные прутки еще не вскрыты, то их не нужно хранить, так как они уже защищены от влаги.
Мы провели обширные исследования и испытания, чтобы найти наилучшие варианты хранения самых разных удилищ. Ознакомьтесь с рекомендуемыми вариантами хранения здесь.
Стержневые печи Стержневые печи идеально подходят для хранения большого количества сварочных электродов. Некоторые стержневые печи имеют встроенный термостат, который может регулировать температуру, если температура снаружи печи влияет на температуру внутри печи. Они хороши для поддержания постоянной температуры и сухости стержней; однако это не самое экономичное решение, стоимость которого составляет от 100 до 10 000 долларов.
Некоторые стержневые печи имеют встроенный термостат, который может регулировать температуру, если температура снаружи печи влияет на температуру внутри печи. Они хороши для поддержания постоянной температуры и сухости стержней; однако это не самое экономичное решение, стоимость которого составляет от 100 до 10 000 долларов.
Существует много различных видов стержневых печей, которые могут удовлетворить все ваши потребности в электродах и спецификации хранения:
- Портативные печи для электродов для сварки — более дешевые, их стоимость составляет около 100–2000 долларов.Их размер идеально подходит для тех, кто часто путешествует и хочет взять с собой сварочные инструменты. Он также идеально подходит для тех, кто хочет иметь профессиональное хранилище, но при этом не занимает слишком много места.
- Настольные электродные печи — намного больше, чем портативные электродные печи, но они не такие большие. Они размером с мини-холодильник и стоят около 1000 долларов. Их место для среднего инвентаря, и они являются более постоянным взносом в мастерскую.
 Их место для среднего инвентаря, и они являются более постоянным взносом в мастерскую.
Их место для среднего инвентаря, и они являются более постоянным взносом в мастерскую.- Сварочные печи под флюсом — самые большие и большие из сварочных печей. Они созданы по последнему слову техники и, несомненно, будут поддерживать ваши сварочные электроды в отличной форме. Их цена может варьироваться от 1000 до 10 000 долларов. Они идеально подходят для крупных предприятий и мастерских, и они могут вмещать невероятное количество сварочных прутков.
При хранении сварочных электродов в печи для электродов важно как можно быстрее входить и выходить из него. Чем дольше двери открыты, тем выше вероятность того, что ваши сварочные стержни будут повреждены влагой.Горячий воздух будет вырываться наружу, а влага хлынуть внутрь, поэтому каждое взаимодействие со стержневой печью должно происходить быстро. №
Стержневые печи предназначены в первую очередь для тех, кто придерживается кодекса, например, для профессиональных отраслей и предприятий. Они подходят не всем и уж точно не требуются для продолжения сварки; они просто способствуют длительному хранению и высококачественным сварным швам. Печи помогают предотвратить повреждение стержней, что предотвращает повреждение сварных швов, которые они создают (что, в свою очередь, может помочь предотвратить травму вас или других) (что, в свою очередь, может помочь предотвратить травму вас или других).
Печи помогают предотвратить повреждение стержней, что предотвращает повреждение сварных швов, которые они создают (что, в свою очередь, может помочь предотвратить травму вас или других) (что, в свою очередь, может помочь предотвратить травму вас или других).
Эти контейнеры подходят для небольшого количества сварочных прутков. Они защищают от влаги и немного лучше по цене, но после открытия их необходимо хранить в шкафу с температурой от 250º до 300ºF.
Сухие ящики Для
Нечувствительных сварочных электродовСварочные электроды могут быть весьма чувствительны к влаге в воздухе и воде в целом; тем не менее, есть несколько сварочных электродов, которые на самом деле можно хранить в герметичных сухих контейнерах при комнатной температуре из-за их нечувствительности к влаге.Они не продержатся так долго, как в духовке, но продержатся немного.
Нечувствительные сварочные электроды можно хранить практически во всем, что является воздухонепроницаемым и сухим.![]() Например, повторно закрывающийся пластиковый пакет можно использовать в течение короткого времени, если он не порвется. Я не рекомендую это, но в крайнем случае это сработает.
Например, повторно закрывающийся пластиковый пакет можно использовать в течение короткого времени, если он не порвется. Я не рекомендую это, но в крайнем случае это сработает.
Рекламные ссылки E-XX10, E-XX11, E-XX12 и E-XX13 можно хранить в сухих коробках, но подробнее об этом см. ниже.
Blue Demon RST-36-MULTI5 Трубка для хранения стержней, многофункциональная- Запаситесь и правильно распределите присадочные металлы
- 1/8 (3.3 мм) Номинальная толщина стенки для превосходной прочности и долговечности. Неопреновое уплотнение для защиты ваших удилищ от воздуха и воды. Доступны варианты внутренней длины 14 (355,6 мм) и 36 (914,4 мм)
- Каждый RST поставляется с пластиковой биркой для идентификации содержимого емкостью 10 фунтов (4,54 КБ). Изготовлены из ударопрочного полиэтилена
от ударов друг о друга и образования трещин, истирания, изгибов, разрывов и других повреждений, которые могут возникнуть при контакте.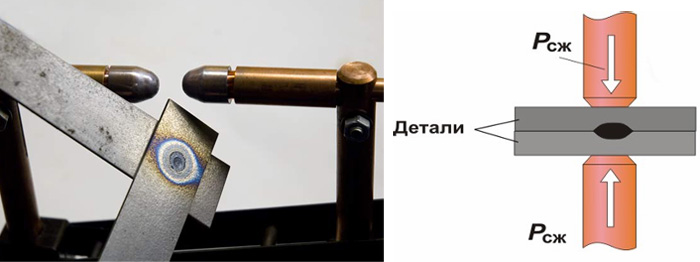 (Это особенно важно при хранении в стержневых печах и в плотно закрытых контейнерах).
(Это особенно важно при хранении в стержневых печах и в плотно закрытых контейнерах).
При хранении сварочных электродов действуют различные факторы, которые могут повлиять на эффективность и срок службы сварочного электрода. Когда элементы выходят из равновесия, а ваш сварочный стержень остается незащищенным, от повреждений может не быть возврата.
Сварочные электроды и влажностьСварочные электроды не выдерживают влажности.Как правило, они не будут работать хорошо, если вообще будут работать, если они мокрые. Влажные сварочные стержни могут вызвать растрескивание поверхности сварочного стержня и большую текучесть шлака в самом сварном шве, что сложно устранить. Часто результатом мокрого сварочного стержня является шероховатая или потрескавшаяся поверхность сварного шва.
Влажные стержни больше не могут эффективно сваривать, потому что они вызывают водородное охрупчивание сварного шва. Водородное охрупчивание вызывает растрескивание сварного шва, особенно если давление составляет 80 000 фунтов на квадратный дюйм или выше. Более твердые металлы в целом более хрупкие, и когда влажный сварочный стержень соприкасается с этим металлом, он становится еще более хрупким, вызывая легкое растрескивание.
Более твердые металлы в целом более хрупкие, и когда влажный сварочный стержень соприкасается с этим металлом, он становится еще более хрупким, вызывая легкое растрескивание.
В более сложных сценариях сварки, в которых используются сварочные электроды с низким содержанием водорода, магазины будут предоставлять только то количество сварочных электродов, которое необходимо для завершения сварки, чтобы избежать отходов. Идея, стоящая за этим, заключается в том, что если стержень должен впитать влагу и в конце концов стать неэффективным, то после завершения процесса сварки следует оставить как можно меньше.
Сварочные стержни с низким содержанием водорода, в частности, должны храниться в сухом месте и вдали от влажного воздуха. Сварочный электрод 7018 является одним из сварочных электродов с самым низким содержанием водорода и печально известен своей низкой устойчивостью к влаге. Покрытие, нанесенное на этот стержень для предотвращения попадания воды во время его изготовления, является причиной того, что он впитывает так много воды, когда его вынимают из упаковки.
Сварочные электроды с низким содержанием водорода идеально подходят для технических и структурных сварочных работ и содержат наименьшее количество водорода в своем покрытии, что позволяет им выполнять плавные и прочные сварные швы.Существует способ подготовить их перед использованием, чтобы свести к минимуму количество водорода, поглощаемого сварочным стержнем, путем покрытия его слоем диоксида титана.
Сварочные стержни и температураТемпература области вокруг сварочного стержня может сильно повлиять на его полезность. Окружение сварочных стержней должно быть горячим, чтобы влага из воздуха испарялась. Более низкие температуры воздуха могут привести к сырости, и это повышает вероятность повреждения ваших сварочных электродов водой.
Для каждого типа сварочного прутка требуется поддерживать свою температуру, которая определяется его структурой и влагопоглощением. Как правило, стержни, которые наиболее склонны к поглощению воды, выдерживают при самых высоких температурах, чтобы любая влага в воздухе удерживалась более агрессивно.
Типы сварочных электродов зависят от кода, также известного как классификационный код AWS (Американского общества сварщиков). На самом базовом уровне это 4-значный код на каждом сварочном стержне, указывающий на его покрытие, структуру и угол, под которым он лучше всего сваривается.
Обычно перед номером стоит буква «Е», что просто означает, что сварочный пруток является «электродом, несущим ток».
Первые две цифры кода обозначают прочность на растяжение. Например, если код E-6010, соответствующая прочность на растяжение будет минимум 60 000 фунтов на квадратный дюйм.
Третья цифра показывает, в каком положении вы можете выполнять сварку с данным сварочным электродом:
- Стойки для всех углов и положений подходят для сварки из
- Стойки только для плоского и горизонтального положения будут работать во время сварки
- плоские положения будут работать во время сварки
Четвертая цифра может иметь много разных значений. Он представляет собой электрический ток, который должен использоваться со сварочным стержнем, а также компоненты флюса, материалы, используемые при изготовлении стержня:
Он представляет собой электрический ток, который должен использоваться со сварочным стержнем, а также компоненты флюса, материалы, используемые при изготовлении стержня:
- Означает, что покрытие и ток обозначаются третьей цифрой
- Обозначает целлюлозно-калиевое покрытие и сварочный ток AC, DCRP и DCSP
- Представляет собой покрытие из диоксида титана и натрия и сварочный ток AC и DCSP
- Представляет собой калий-оксидное покрытие и сварочный ток AC, DCRP и DCSP
- Представляет собой покрытие из порошка железа и титана и сварочный ток AC, DCRP и DCSP
- Представляет собой покрытие с низким содержанием водорода и натрия и сварочный ток только DCRP
- Представляет собой покрытие с низким содержанием водорода и калия и сварочный ток AC и DCRP
- Представляет собой покрытие из железного порошка из диоксида железа и сварочный ток переменного и постоянного тока
- Представляет собой покрытие из железного порошка с низким содержанием водорода и сварочный ток переменного, постоянного тока RP и DCSP
*Сварочные электроды с двумя последними цифрами 10, 11, 12 и 13 выдерживают хранение в герметичном сухом контейнере при комнатной температуре.
Поскольку вода является проблемой для сварочных электродов, существует несколько типов электродов, которые имеют код классификации AWS, оканчивающийся суффиксом «R». «R» указывает на то, что на электроде есть тип покрытия, которое замедляет количество воды, поглощаемой сварочным стержнем. Сварочные стержни с водостойким покрытием можно не хранить на срок до девяти часов.
*Если сварочный пруток с низким содержанием водорода имеет суффикс «R», вам все равно следует поместить его на хранение сразу после использования, так как он по-прежнему очень подвержен повреждениям от влаги независимо от покрытия.Они не могут лежать в течение девяти часов, как сварочные электроды без низкого содержания водорода; в противном случае они будут повреждены.
Важно обращать внимание на классификационный код AWS, поскольку он может определять, насколько строго вы храните свои удилища и как долго они могут храниться вне хранилища. Код указывает на чувствительность удилища.
Другая категория, на которую можно разделить сварочные электроды, — это расходуемые и неплавящиеся сварочные электроды.
Расходуемые сварочные прутки плавятся в процессе сварки, либо просто ломаются, что съедает сам прут до тех пор, пока не останется прутка для сварки. Эти сварочные стержни требуют более частой замены, так как стержень обычно сам используется в качестве связующего или сгорает.
Прутки неплавящиеся сварочные не выгорают и не соединяются со сварным швом; вместо этого они нагревают два соединяемых материала до тех пор, пока материалы не начинают плавиться и смешиваться друг с другом, что в конечном итоге приводит к их соединению.Стержень остается полностью неповрежденным после процесса сварки, и его можно хранить и использовать для другого сварного шва в будущем.
Признаки влаги и повреждений При контакте с водой сварочные стержни могут становиться пористыми как внутри, так и снаружи.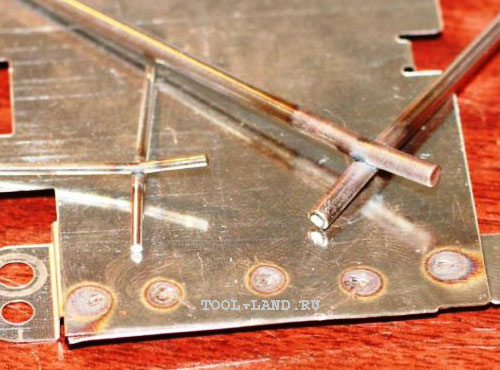 Обнаружить пористость в сварочном стержне без помощи рентгена невозможно, но при сварке появятся признаки повреждения.
Обнаружить пористость в сварочном стержне без помощи рентгена невозможно, но при сварке появятся признаки повреждения.
Сварка, которую вы выполняете, часто будет трескаться из-за поврежденного сварочного стержня, а сварной шов будет выглядеть неустойчивым, непостоянным или неправильным.
Пористость на электроде может быть видна невооруженным глазом только в том случае, если она внешняя. Внешняя пористость также указывает на внутреннюю пористость, а внешняя пористость появляется только тогда, когда сварочный стержень (обычно в категории с низким содержанием водорода) подвергается воздействию большого количества воды.
Влага не единственная угроза для сварочных электродов. Тепло также может возникать в результате постоянного перегрева и повторного нагрева. Не рекомендуется повторно сушить сварочный стержень более трех раз, поскольку слишком сильное тепловое воздействие высокой интенсивности может привести к «выгоранию» покрытия, что проявится в виде сколов, трещин и ломкости сварочного стержня.
Иногда воздействие влаги на сварочные электроды неизбежно, но есть способ спасти ваше оборудование. Существует метод, известный как повторная сушка, который может спасти сварочные стержни из водяной могилы. Это процесс, в котором используется тепло для удаления воды из сварочного стержня до того, как произойдет какое-либо повреждение клеммы.
НагревЛучший способ удалить воду со сварочного электрода – выпарить ее. Однако есть два отдельных метода сделать это: один предназначен для контакта с большим количеством воды, а другой — для менее серьезного воздействия воды (например, оставить ее на воздухе на некоторое время).Низководородные и ненизководородные электроды также сушат при разных температурах и в течение разных периодов времени:
Для низководородных сварочных стержней, если они вступали в непосредственный контакт с водой или подвергались воздействию воздуха с повышенной влажностью, то применяется метод, называемый предварительная сушка в порядке. Стержни следует поместить в печь для стержней при температуре 180-220 градусов (по Фаренгейту) на один-два часа, а затем они могут должным образом высохнуть при нормальной температуре в течение одного часа.
Стержни следует поместить в печь для стержней при температуре 180-220 градусов (по Фаренгейту) на один-два часа, а затем они могут должным образом высохнуть при нормальной температуре в течение одного часа.
Для сварочных стержней с низким содержанием водорода, которые просто слишком долго находились на воздухе, можно просто пропустить метод предварительной сушки и нагревать стержни в течение одного часа при температуре, указанной производителем.
Для сварочных электродов, не относящихся к низководородной разновидности, предварительная сушка сварочных электродов должна быть установлена при температуре 200-230 (Фаренгейт) градусов в течение 30-45 минут, если они соприкасались с большое количество воды. Затем можно сушить их в течение часа при привычной для них температуре.
Если сварочные электроды без низкого содержания водорода не использовались слишком долго, их можно высушить при обычной температуре.
- Предварительная сушка — это метод, который может предотвратить растрескивание или отслаивание покрытия в результате окисления сплавов. Предварительная сушка в течение слишком долгого времени также может привести к повреждению покрытия сварочного стержня, поэтому будьте осторожны, чтобы не переборщить.
- Сушка любого сварочного электрода при температуре выше, чем его предназначение, может привести к поломке сварочного электрода во время сварки, а также к крошению покрытия и оставлению следов.
- При предварительной и повторной сушке размещение сварочных прутков в один слой дает наилучший результат. Убедившись, что ни один из сварочных стержней не закрыт другими, вы обеспечите тщательное высыхание и тем самым идеальное восстановление стержня и его будущих сварных швов.
 Предварительная сушка в течение слишком долгого времени также может привести к повреждению покрытия сварочного стержня, поэтому будьте осторожны, чтобы не переборщить.
Предварительная сушка в течение слишком долгого времени также может привести к повреждению покрытия сварочного стержня, поэтому будьте осторожны, чтобы не переборщить. Когда вы думаете о повторной сушке сварочных стержней, у вас может возникнуть желание засунуть их в кухонную духовку и «выжечь» воду из них. Сопротивляйтесь желанию. Температура, которая должна быть достигнута, чтобы должным образом испарить всю воду из ваших сварочных стержней, будет слишком высокой для вашей печи. Ваша кухня наверняка загорится.
Ваша кухня наверняка загорится.
Иногда вы ничего не можете сделать, чтобы вернуть своему сварочному электроду его былую славу.Когда стержни израсходованы, их невозможно вернуть, и лучше всего просто заменить. Некоторые индикаторы могут сказать вам, пора ли безопасно утилизировать сварочный электрод:
- Если сварочный электрод треснул, это явный признак того, что сварочный электрод не будет работать должным образом, и устранить повреждение невозможно. .
- Если флюс крошится или отслаивается от сварочного стержня, сварочные свойства стержня будут серьезно нарушены и даже могут полностью исчезнуть.
- Если процесс сварки особенно шумный и имеется тонна брызг, то повторная сушка сварочного электрода не требуется (это обычно происходит с электродами с низким содержанием водорода).
- Если на сварочном стержне есть ржавчина, лучше заменить стержень, так как маловероятно, что он вообще будет работать.
- Если на покрытии есть пузыри или заметные дефекты, то сварочная проволока не будет правильно сваривать, и эта проблема не устраняется.

Сварные швы часто имеют большое значение, но если вы хотите, чтобы сварной шов получился особенно безупречным, лучше начать с чистого, свежего стержня, а не со старого, который потенциально пострадал от косвенных повреждений.
Если вы определили, что точка невозврата пройдена, и вы хотите его выбросить, вы можете утилизировать его в красном баке для предотвращения случайных травм и сдать коллекцию отработанных сварочных электродов в утиль. металлический двор и / или переработайте его для получения быстрых денег.
Неправильные методы храненияЧтобы сократить расходы, вы можете услышать некоторые слухи о лайфхаках для хранения в холодильнике и духовке, но это неустойчивые методы хранения и могут иметь опасные последствия.
Лампочка и холодильник Этот широко распространенный метод хранения сварочных электродов может на первый взгляд показаться удобным, но профессиональные сварщики предостерегают от него. Идея состоит в том, что можно взять старый холодильник (изолированный контейнер) и установить внутри него лампочку на 100-150 Вт. С изоляцией и теплом лампочки он кажется идеальным контейнером для сварочных стержней.
Идея состоит в том, что можно взять старый холодильник (изолированный контейнер) и установить внутри него лампочку на 100-150 Вт. С изоляцией и теплом лампочки он кажется идеальным контейнером для сварочных стержней.
Как оказалось, 100-ваттная лампочка не может генерировать достаточно тепла, чтобы поддерживать достаточно горячую среду для ваших сварочных стержней.Более того, нагрев в холодильнике может быть неравномерным по всему пространству, что приводит к повреждению нескольких сварочных стержней влагой.
(Есть также вероятность того, что кто-то, в основном ребенок, может умудриться застрять внутри холодильника, если он заползет внутрь, поэтому может быть опасно оставаться в нейтральных местах).
Бытовые духовки На первый взгляд духовка может показаться идеальным местом для хранения сварочных электродов. Он может удерживать тепло при постоянной температуре, он хорошо изолирован и с уверенностью может достигать более высоких температур. Но это небезопасно.
Но это небезопасно.
Если бы кухонная печь работала как стержневая печь, она, как правило, должна была бы работать при температуре около 400 градусов (для некоторых сварочных стержней даже требуется температура выдержки 750 градусов) и в течение длительных периодов времени. Это катастрофа, ожидающая своего часа, поскольку может произойти взрыв или пожар, потому что печи не были сконструированы так, чтобы выдерживать чрезвычайно высокие температуры в течение нескольких часов подряд.
Морозильная камераСчитается, что вы можете предотвратить попадание влаги на сварочные прутки, если завернуть их в полиэтиленовый пакет и хранить в морозильной камере.Предполагается, что мешок не пропускает воду, а холодный воздух предотвращает влажность. Но происходит обратное.
Когда пакет помещается в морозильную камеру, холодный воздух, встречающийся с более теплой температурой пакета, вызывает конденсацию внутри пакета. АКА, на ваши сварочные стержни попадет дождь. Это, конечно, противоположно желаемому результату, и ваши стержни будут треснутыми, отслаивающимися и, возможно, заржавевшими в зависимости от того, как долго вы оставите их в морозильной камере.
Это, конечно, противоположно желаемому результату, и ваши стержни будут треснутыми, отслаивающимися и, возможно, заржавевшими в зависимости от того, как долго вы оставите их в морозильной камере.
Если вы свариваете для себя и не особо заботитесь о том, чтобы «соблюдать нормы», то, скорее всего, вы не будете беспокоиться о мелочах.
Стержневые печи и герметичные контейнеры Lincoln подходят для профессиональных малых и крупных предприятий, поскольку стоимость хранения соответствует требованиям к пространству, необходимому для всех электродов, и требованиям к идеально свариваемым материалам.
Чтобы построить контейнер для хранения, обеспечивающий надлежащую опору для сварочных прутков, необходимо убедиться, что он обладает всеми необходимыми качествами, такими как:
- Постоянная и регулируемая температура, которая может безопасно достигать 800 градусов
- Хорошая изоляция
- Способность поддерживать постоянную температуру по всему компоненту
- Вентиляция – для удаления влаги
Хотя нет гарантии, что проект сохранит ваши сварочные стержни на 100% сухими, копируя печь для стержней как можно ближе может работать в вашу пользу в конце концов, только с меньшими затратами. Все, что вам нужно сделать, это убедиться, что пункты выше продуманы.
Все, что вам нужно сделать, это убедиться, что пункты выше продуманы.
Возможно, вам также будет полезно испытать свое творение, прежде чем помещать все свои сварочные прутки в недавно изобретенную печь. Посмотрите, как реагируют стержни в течение нескольких дней, и, основываясь на этих результатах, примите меры.
Как очистить сталь для сварки TIG, Как заточить вольфрамовый электрод
Если вы следите за мной в Instagram, вы знаете, что я совсем недавно научился сваривать! И это не так страшно, как я думал! Тем не менее, это требует небольшой подготовительной работы.Лучшие сварные швы получаются при контакте чистого металла с металлом; любые посторонние материалы в зоне сварки могут вызвать дефекты сварки. Сталь обычно жирная, грязная и покрыта ржавчиной и прокатной окалиной, когда вы получаете ее в магазине металлопроката, поэтому вам необходимо очистить сталь, прежде чем вы сможете начать сварку. Всякий раз, когда вы выполняете сварку TIG, все должно быть чистым — от металла до горелки и всего, что между ними. Вот моя типичная подготовительная работа.
Расходные материалы:
Где купить металл
- Местные магазины металлоконструкций
- Плюсы: самые дешевые, за небольшую плату все нарежут, много обрезков можно достать по дешевке.
- Минусы: они обслуживают профессиональную аудиторию, поэтому вам может понадобиться найти кого-то с небольшим терпением, чтобы помочь вам найти лучший тип материала для вашего проекта.
- Интернет-супермаркеты металла
- Плюсы: они нарежут и доставят все, что вы пожелаете, а поскольку они обычно используют машины, разрезы получаются точными.
- Минусы: может быть дорого, и большинство их веб-сайтов немного неуклюжи. Вы должны точно знать, что ищете.
- Магазины товаров для дома
- Плюсы: легкодоступность и доступность
- Минусы: самые дорогие, и они обычно предлагают только более короткие длины (не более 5 футов)
Как очистить сталь для сварки TIG
Используйте угловую шлифовальную машину с лепестковым диском с зернистостью 60 или 80 и счищайте прокатную окалину, пока не получите блестящий металл. Однако вам не нужно очищать весь стержень — просто очистите места, где вы собираетесь сваривать.Затем используйте тряпку и протрите металл ацетоном, чтобы удалить оставшуюся смазку или масло.
Однако вам не нужно очищать весь стержень — просто очистите места, где вы собираетесь сваривать.Затем используйте тряпку и протрите металл ацетоном, чтобы удалить оставшуюся смазку или масло.
Как заточить вольфрамовый электрод
Чтобы получить лучший сварной шов и настроиться на успех, вам нужно подготовить вольфрамовый электрод, заточив его до кончика карандаша. Вы можете использовать для этого настольную шлифовальную машину, но убедитесь, что шлифовальный круг чистый, чтобы не загрязнить вольфрам тем, что находится на круге. Если возможно, назначьте специальный круг только для заточки вольфрама.
Включите шлифовальный круг и дайте ему набрать скорость, поднесите наконечник вольфрама к кругу вдоль и медленно вращайте его, чтобы заточить до острого состояния. Старайтесь не прижимать вольфрамовый электрод к шлифовальному кругу крест-накрест, иначе на электроде появятся микроскопические выступы, что может ограничить сварочный ток и привести к блужданию дуги во время сварки.
После заточки электрода протрите его ацетоном. Также рекомендуется заточить несколько электродов, чтобы иметь их под рукой на случай, если один из них загрязнится.Это делает замену вольфрамового электрода намного быстрее и эффективнее.Подготовка наполнительного стержня
Вы также захотите удалить все масла или загрязнения с наполнительного стержня, поэтому слегка отшлифуйте его мелкозернистой наждачной бумагой, а затем также протрите ацетоном.
Теперь, когда вольфрамовый электрод, сталь и присадочный стержень очищены и подготовлены, вы готовы начать сварку TIG! Посмотрите веселое видео, которое я сняла с сестрами из Shanty 2 Chic. Я не так давно занимаюсь сваркой, но хотел показать вам, как легко начать сварочные проекты, даже если вы новичок! Я подъехал к ним в мастерскую в Форт-Уэрте, провел для них ускоренный курс сварки TIG, и мы сварили основание журнального столика! Скоро появятся планы на кофейный столик, так что следите за обновлениями!
