Контактная сварка своими руками из микроволновки: пошаговая инструкция своими руками, что можно сделать для самодельной дуговой сварки от трансформатора СВЧ-печи
Сварочный аппарат точечного действия можно использовать при ремонте различных бытовых приборов в квартире и частном доме.
Если позволяют возможности, можно приобрести бытовой агрегат для контактной сварки небольшой мощности, однако гораздо приятнее изготовить его самостоятельно, сэкономив время и средства для более полезных занятий.
При желании, подобный аппарат можно изготовить из подручных материалов. Исходя из этого, тема данной статьи – «контактная сварка из микроволновки своими руками пошаговая инструкция».
Принцип
По большому счету, самодельные сварочные трансформаторы, изготовленные из микроволновых печей, не имеют принципиальных отличий от устройства заводского производства. Основное отличие заключается в реализации конструкции, где применяются материалы, находящиеся под рукой. Основными элементами самодельного устройства являются:
- Управляющий блок,
- Автоматический выключатель,
- Сварочный трансформатор,
- Зажимающие электроды,
- Блок питания.
Принцип действия любого прибора, независимо от условий производства, заключается в воздействии тока значительной силы на место соединения.
Любопытно, что на качественные характеристики шва абсолютно не влияет уровень напряжения. В некоторых моделях данная величина не превышает 3В.
Соединяемые элементы помещают между двумя электродами. Сварка происходит вод воздействием электрических импульсов, которые сопровождаются значительным выделением температуры. Перед поступлением на электроды, ток проходит через блок питания и трансформатор, в котором создаются условия, необходимые для проведения сварки изделий. Сам процесс характеризуется коротким интервалом воздействия на место соединения, в течение которого происходит значительный выброс электрической энергии, расплавляя металл в зоне контакта.![]()
Порядок работы
Промышленный сварочный аппарат обладает не только хорошим качеством, но и высокой стоимостью, которая далеко не каждому по карману, особенно если эксплуатация устройства носит непостоянный характер. Чуть позже можно увидеть, что можно сделать из трансформатора от микроволновки и ее составляющих. Очередность создания самоделки выглядит следующим образом.
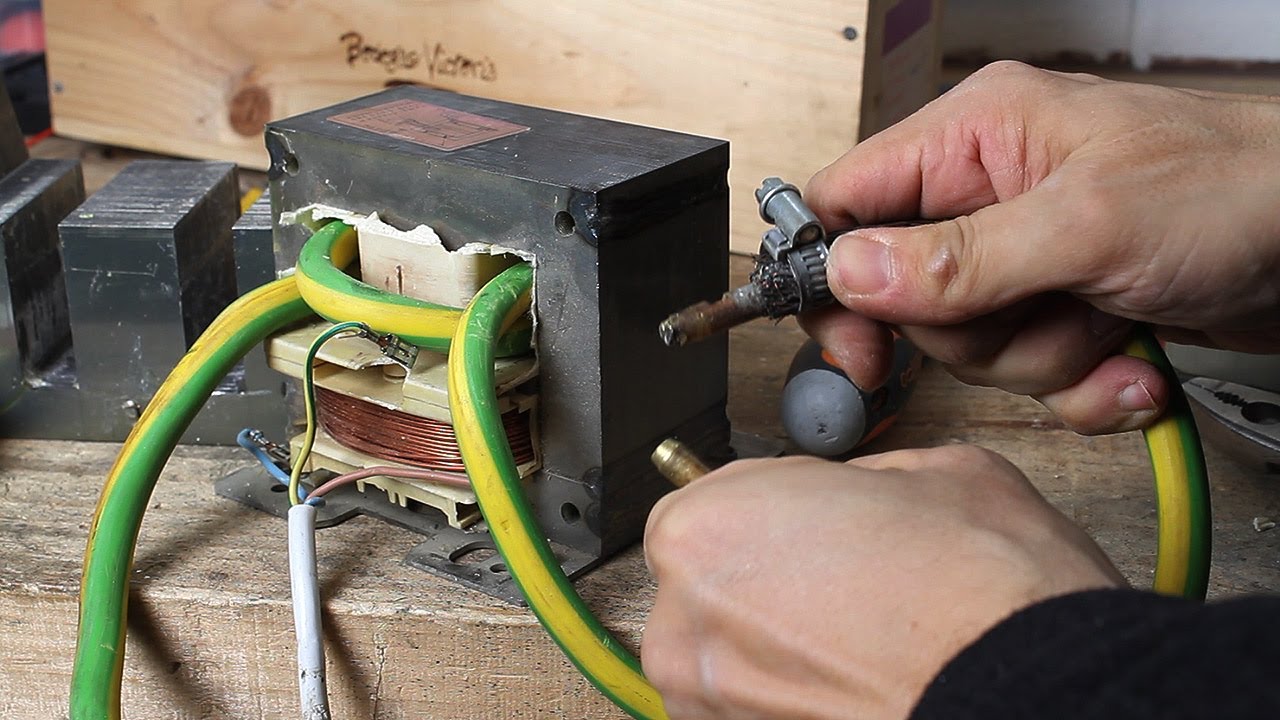
Извлечение
Средняя модель СВЧ печи обладает преобразователем, мощностью 700-900Вт. Данного трансформатора от микроволновки более чем достаточно для сварки тонкостенных элементов незначительной толщины.
Этот узел относится к категории повышающего типа. Он способен вырабатывать достаточно высокое напряжение, с целью обеспечения питания магнетрона, условия эксплуатации которого, требуют особых условий.
В связи с этим, трансформаторы в микроволновых печах отличаются меньшим количеством витков на первичной обмотке, и большей на вторичной.
Следует соблюдать особую осторожность при демонтаже трансформатора. Не следует использовать для этих целей молоток, долото, либо прочие инструменты интенсивного механического воздействия.
Изготовление нового
После извлечения трансформатора можно приступить к его модификации, для соответствия требованиям сварочного оборудования. В первую очередь необходимо удалить вторичную обмотку, ввиду ее ненадобности. Вместе с ней следует удалить все ограничители силы тока, если таковые будут в наличии.
Следующим этапом будет создание новой вторичной обмотки. С этой задачей лучше всего справятся профессиональные намотчики трансформаторов, особенно в случая отсутствия базовых знаний о том, как перемотать трансформатор.
Сечение провода для намотки трансформатора должно быть не менее 1 см. Экономия на данном этапе может привести к коту, что все последующие действия окажутся напрасными.
После завершения намотки новое устройство должно вырабатывать ток с силой около 1000 А.
С целью увеличения производительности практикуют изготовление сварочных трансформаторов из двух одинаковых.
Объединение
Для работы с толстостенным металлом два или более трансформаторов объединяют в единую сеть. Использование сразу нескольких узлов практикуют при малой мощности трансформатора в микроволновой печи.
Контакт осуществляется с помощью электродного соединения. Процесс объединения требует повышенного внимания – в случае ошибки агрегат ожидает короткое замыкание внутри цепи.
Технологический процесс
С технологической точки зрения, идеальным решением будет намотка тороидального трансформатора своими руками. Высокая себестоимость преобразователей данного типа обусловлена сложностью их создания. Кроме того, сердечники и внутренности лабораторных автотрансформаторов встречаются довольно редко, потому их применяют не так часто, как хотелось бы домашним умельцам.
Однако следует помнить, что не обладая опытом изготовления данных устройств вероятность впустую потратить дорогостоящий провод стремится к единице, несмотря на то, что тороидальные трансформаторы своими руками – это лучший прибор для контактной сварки, который только можно придумать: он отличается повышенной устойчивость к перегрузкам и обладает отличными внешними характеристиками.
Определение правильности последовательно присоединенных проводов
Наиболее надежным методом определения выводов является создание схемы – она поможет соблюсти правильную последовательность подключения и существенно упростит процесс технического обслуживания и ремонта.
В процессе сборки соединения не обойтись без вольтметра, который укажет напряжения на обмотках.
Создание корпуса
В качестве корпуса будущего аппарата допустимо использование защитного кожуха старой микроволной печи, который подвергают некоторой обработке:
- В местах расположения автоматического выключателя и силовых кабелей вырезают отверстия подходящих размеров.

- Выполняют восстановление лакокрасочного покрытия поверхности корпуса.
- Надежно фиксируют все внутренние элементы сварочного агрегата.
- Присоединяют провод для подключения к сети.
Выбор электродов
При подборе электродов следует помнить основное правило – их диаметр должен быть больше, чем величина сечения провода. Кроме того, необходимо помнить следующее:
- Заточка электродов. Процесс эксплуатации сопровождается изменением формы, электродов. Поэтому периодически необходимо проводить шлифовку формы для сохранения качества соединения. В случае невозможности восстановления геометрии электрода, они подлежат замене.
- Увеличение длины соединительных проводов ведет к потере мощности.
- Очистка медных наконечников. Необходимо проводить данную процедуру не реже чем раз за два месяца. В противном случае возможна потеря производительности.
Испытания
После завершения сборочных работ необходимо убедиться в надежности конструкции аппарата и его соединений. После этого выполняется проверка с помощью универсального цифрового мультиметра.
В случае положительного результата всех исследований можно выполнить пробный запуск сварочного агрегата для контактной сварки. Дальнейшая проверка заключается в подробном изучении свойств полученного неразъемного соединения. На нарушение работы будут указывать следующие дефекты:
- Низкая степень проварки шва. Причиной является недостаточно сильное температурное воздействие на место соединения. Причинами могут быть перебои напряжения сети, низкий сварочный ток или плохое качество подготовки свариваемых элементов.
- Пережег соединения. Является следствием нарушения формы электродов, их смещения в процессе работы или попадания посторонних частиц в зону сварки.
- Сколы и трещины. Как правило, они появляются в случае слишком быстрого охлаждения шва.
Процесс эксплуатации
Поскольку сварка считается работой повышенной опасности, в процессе эксплуатации следует соблюдать определенные правила:
- Перед началом рабочего цикла необходимо проверить фиксацию электродов. Их смещение приведет к снижению качества соединения.
- Соблюдайте температурный режим. Для дополнительного охлаждения рекомендуем установить несколько дополнительных вентиляторов в корпус.
- Выбирайте режим соединения с учетом свойств материала. Лучше всего осуществлять визуальный контроль над рабочим процессом.
 Их смещение приведет к снижению качества соединения.
Их смещение приведет к снижению качества соединения.Заключение
Не стоит избавляться от старой микролновой печи. С помощью ее трансформатора можно сделать не только аппарат для контактной сварки, но полноценный агрегат для дугового способа выполнения работ. Перед началом работ настоятельно рекомендуем изучить нормативные документы по охране труда и технике безопасности, связанные с рассматриваемой технологией.
Сварщик-любитель Шаповалов Анатолий Геннадьевич: «Я люблю конструировать различное оборудование в домашних условиях. Изготовление аппарата для контактной сварки из СВЧ-печи заняло всего два дня, с учетом закупки электродов. В основном использую ее для соединения алюминия. Качество ничуть не хуже, чем сварка цеховым аппаратом».
Также читайте на нашем сайте статьи о самостоятельном изготовлении:
- Газовой горелки
- Сварочного инвертора
- Тележки для сварочного баллона
Простой аппарат для контактной сварки
Это инструкция (руководство) о том, как сделать из испорченной микроволновой печи дешёвый удобный и портативный аппарат для точечной сварки металла.
Пожалуйста, обратите внимание на то, что это опасно, об этом свидетельствует надпись изображённая на трансформаторе: « ОПАСНО, ВЫСОКОЕ НАПРЯЖЕНИЕ», примите все возможные меры предосторожности, выполняя следующие инструкции:
Материалы
Мизерная стоимость этой точечной сварки может быть вообще уменьшена до нуля, если вы найдёте следующие комплектующие, не прибегая к покупке:
1. Очень старая микроволновая печь – можно найти на свалке.
2. Деревянная доска.
3. Т-образные кронштейны.

4. Винты.
5. Кабель диаметром 1см с твердым сердечником, подойдёт и многожильный, но убедитесь, что каждая нить имеет диаметр минимум 1 мм.
6. Прочие деревообрабатывающие инструменты и электрические соединители.
7. 3-х контактные разъёмы (по желанию).
8. Металлическая перемычка для крепления длинной минимум 15см (по желанию).
9. Разъём от блока питания ПК (по желанию).
10. Клеммник (внутренний диаметр 1 см).
Вынимаем трансформатор из микроволновки
Этот шаг описывает как достать трансформатор из микроволновой печи
1. Разберите микроволновую печь, не касаясь никаких элементов на печатных платах.
2. Найдите высоковольтный конденсатор, он должен быть прикреплён к конденсатору и выглядеть как магазин от пистолета с 2 проводами, выходящими из одного конца.
3. Выполните короткое замыкание конденсатора при помощи отвёртки. ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.
4. Снимите трансформатор.
Строение аппарата контактной сварки
Вся эта конструкция изготовлена из одной деревянной доски и единственная модификация, которую в неё необходимо внести состоит в разрезании доски до определённой длины, таким образом, чтобы все части имели одинаковую высоту.
Как видно из рисунка, две средние части образуют основание, на которое крепится трансформатор, между ними находится разъем питания блока питания.
На передней панели расположены две длинные части, соединенные T-образными кронштейнами (не затягивайте верхние винты, это должно быть гибкое соединение).
На переднем конце не хватает двух электродов, прикрепите их внизу длинной детали, длинную деталь прикрепите к короткой для дополнительной стабильности и поддержки.
Электроды
Любой, кто имеет опыт в сварке, знает, что при экстремальных температурах электроды расплавляются очень быстро, я ломал голову над решением этой проблемы и понял, что заземляющий штырь 3-контактных штепселей можно использовать в качестве электродов, они широко доступны и стоят копейки, а затем разработал способ прикрепления их к сварочному оборудованию и стратегию по замене (чтобы их можно было заменить так же легко, как сверло у дрели).
 Ниже приведен пример создания собственных электродов для этого агрегата:
Ниже приведен пример создания собственных электродов для этого агрегата:1. Разделите 2 3х-контактных штепселя и извлеките штыри заземления (самый длинный штифт).
2. Разделите две части клеммной колодки и соберите металлические детали.
3. Закрутите штифт заземления в кусок медного лома и поместите его в металлический штифт клеммной колодки, затяните металлический штифт до упора.
4. Вкрутите металлический штифт клеммной колодки в деревянную доску со свободным концом, направленным к трансформатору, они будут прикреплены к концам кабеля диаметром 1 см.
Электрические модификации аппарата
Секрет успешной точечной сварки заключается в контроле за прохождением большого количества тока через точку сварки и выработке необходимой температуры, чего довольно трудно добиться из-за сопротивления материалов.
Однако вторичная обмотка микроволнового трансформатора имеет противоположное предназначение, она способствует значительному увеличению напряжения электросети за счет уменьшения тока, поэтому его необходимо модифицировать, если вы хотите, чтобы работал сварочный аппарат. Как это сделать описано ниже:
1. Снимите вторичную обмотку микроволнового трансформатора (это обмотка, которая не подключена к сети, имеет провод меньшего диаметра и больше извилин), для этого я использовал угловую шлифовальную машину с отсекающим лезвием, чтобы разрезать через весь кусок. Хоть первичные обмотки и не могут быть повреждены при точечной сварке, я бы советовал соблюдать осторожность.
2. Используя кабель диаметром 1 см, сделайте как можно больше петель через пространство, где раньше были вторичные обмотки (в моем случае это 3), затем удлините остальную часть кабеля до передней части, на которой находятся электроды, и присоедините их, предварительно завинтив готовый трансформатор на опорную плиту конструкционного каркаса.
3. Некоторые из вас могут заметить разъем питания PSU под трансформатором, я взял его из испорченного блока питания компьютера.
Другие детали
Обратите внимание на то, как я усилил конструкцию, закрепив среднюю доску металлической перемычкой.
 Трансформатор от микроволновки невероятно тяжёлый.
Трансформатор от микроволновки невероятно тяжёлый.Провода коричневого и синего цвета, которые прикреплены к первичной катушке, подключены к разъему питания, упомянутому выше.
Можно сделать еще некоторые улучшения: полностью закрыть трансформатор (создать внешнюю защитного кожуха) и добавить внутрь систему охлаждения для обеспечения безопасности и продления время эксплуатации, так как он нагревается во время использования, однако я предпочитаю суровый вариант, как сейчас.
Original article in English
Контактная сварка из микроволновки и самодельный таймер на pic
Главная » Разное » Контактная сварка из микроволновки и самодельный таймер на picКонтактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
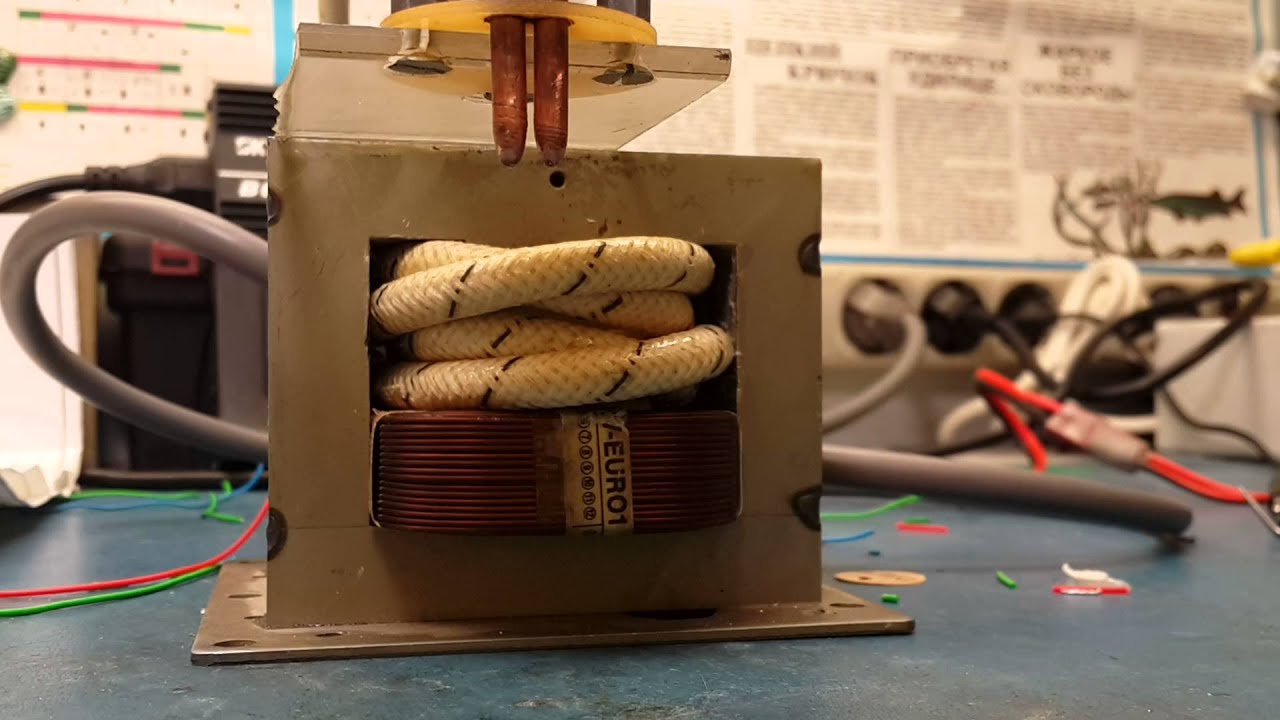
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
(Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на проект протеус
drive.google.com/open?id=0B0G2PPYK72EgOXF4eDNxTkMtWkE
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive. google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
Понимание таймеров в микроконтроллере PIC с последовательностью мигания светодиода
Это будет пятый учебник в нашем учебном пособии PIC серии , который поможет вам изучить и использовать таймеры в PIC16F877A . В наших предыдущих уроках мы начали с Введение в PIC и MPLABX IDE, затем мы написали нашу первую программу PIC для мигания светодиода с помощью PIC, а затем создали последовательность мигания светодиода, используя функцию задержки в микроконтроллере PIC. Теперь давайте воспользуемся той же последовательностью мигания светодиода, которую мы использовали в предыдущем учебном руководстве, и с этим мы научимся , как использовать таймеры в нашем PIC MCU .Мы только что добавили еще одну кнопку на светодиодную панель для этого урока. Прочтите руководство, чтобы узнать больше.
Таймеры — одна из важных рабочих лошадок для встроенного программиста. Каждое приложение, которое мы разрабатываем, каким-то образом будет включать в себя приложение для измерения времени, например, включение или выключение чего-либо по истечении определенного интервала времени. Хорошо, но зачем нам таймеры, если у нас уже есть макросы задержки (__delay_ms ()), делающие то же самое !!
Хорошо, но зачем нам таймеры, если у нас уже есть макросы задержки (__delay_ms ()), делающие то же самое !!
Почему таймер, когда у нас есть Delay ()?
Макрос задержки называется задержкой «дампа».Поскольку во время выполнения функции задержки MCU сидит в дампе, просто создавая задержку . Во время этого процесса MCU не может прослушивать свои значения АЦП или читать что-либо из своих регистров. Следовательно, не рекомендуется использовать функции задержки, за исключением таких приложений, как мигание светодиода, где время задержки не обязательно должно быть точным или длинным.
Макрос задержки также имеет следующих коротких замыканий ,
- Значение задержки должно быть постоянным для макросов задержки; его нельзя изменить во время выполнения программы.Следовательно, он остается определенным программистом.
- Задержка не будет точной по сравнению с использованием таймеров.
- Большие значения задержек не могут быть созданы с помощью макросов, например, задержка в полчаса не может быть создана макросами задержки. Максимальная задержка, которую можно использовать, зависит от используемого кварцевого генератора.
Таймеры микроконтроллера PIC:
Физически таймер — это регистр, значение которого постоянно увеличивается до 255, а затем начинается все сначала: 0, 1, 2, 3, 4…255 …. 0, 1, 2, 3 … и т. Д.
PIC MCU PIC16F877A имеет три модуля таймера . Они называются Timer0, Timer1 и Timer2. Таймер 0 и Таймер 2 — это 8-битные таймеры, а Таймер 1 — это 16-битный таймер. В этом руководстве мы будем использовать таймер 0 для нашего приложения. Как только мы поймем таймер 0, будет легко работать и с таймером 1, и таймером 2.
Таймер / счетчик модуля Timer0 имеет следующие особенности:
- 8-битный таймер / счетчик
- Доступно для чтения и записи
- 8-битный программно-программируемый предделитель
- Выбор внутренних или внешних часов
- Прерывание при переполнении с FFh на 00h
- Выбор фронта для внешних часов
Чтобы начать использовать таймер, мы должны понимать некоторые причудливые термины, такие как 8-битный / 16-битный таймер , предделитель, прерывания таймера и фокус. Теперь давайте посмотрим, что каждый из них на самом деле означает. Как было сказано ранее, в нашем микроконтроллере PIC есть как 8-битные, так и 16-битные таймеры, основное различие между ними состоит в том, что 16-битный таймер имеет гораздо лучшее разрешение, чем 8-битный таймер.
Теперь давайте посмотрим, что каждый из них на самом деле означает. Как было сказано ранее, в нашем микроконтроллере PIC есть как 8-битные, так и 16-битные таймеры, основное различие между ними состоит в том, что 16-битный таймер имеет гораздо лучшее разрешение, чем 8-битный таймер.
Prescaler — это название части микроконтроллера, которая делит тактовую частоту генератора до того, как достигнет логики, увеличивающей состояние таймера. Диапазон идентификатора предделителя составляет от 1 до 256, а значение предделителя можно установить с помощью регистра OPTION (того же, что мы использовали для подтягивающих резисторов).Например, если значение предварительного делителя равно 64, то для каждых 64 -го импульса таймер будет увеличиваться на 1.
По мере увеличения таймера и достижения максимального значения 255 он запускает прерывание и снова инициализирует себя на 0. Это прерывание называется прерыванием от таймера. Это прерывание сообщает MCU, что это конкретное время истекло.
Fosc обозначает частоту осциллятора , это частота используемого кристалла.Время, затрачиваемое на регистр таймера, зависит от значения Prescaler и значения Fosc.
Программирование и объяснение работы:
В этом руководстве мы установим две кнопки как два входа и 8 светодиодов как 8 выходов. Первая кнопка будет использоваться для установки временной задержки (500 мс для каждого нажатия), а вторая кнопка будет использоваться для запуска мигания последовательности таймера. Например, если первая кнопка нажата трижды (500 * 3 = 1500 мс), задержка будет установлена на 1.5 секунд, и при нажатии кнопки два каждый светодиод будет включаться и выключаться с заданной задержкой времени. Посмотрите демонстрационное видео в конце этого учебного пособия.
Теперь, имея в виду эти основы, давайте посмотрим на нашу программу, приведенную в конце в разделе кода .
Ничего страшного, если вы не получили программу, но если получили !! Дайте себе файл cookie и сбросьте программу, чтобы насладиться результатом. Для других я разобью программу на значимые части и объясню вам, что происходит в каждом блоке.
Для других я разобью программу на значимые части и объясню вам, что происходит в каждом блоке.
Как всегда первые несколько строк кода — это параметры конфигурации и файлы заголовков, я не собираюсь объяснять это, поскольку я уже делал это в своих предыдущих руководствах.
Затем давайте пропустим все строки и сразу перейдем к функции void main, внутри которой находится конфигурация PORT для Timer0.
пустая функция() { / ***** Конфигурация порта для таймера ****** / OPTION_REG = 0b00000101; // Timer0 с внешней частотой и 64 в качестве предскалярного // Также включает PULL UP TMR0 = 100; // Загружаем значение времени для 0.0019968s; delayValue может быть только от 0 до 256 TMR0IE = 1; // Включение бита прерывания таймера в регистре PIE1 ЭДД = 1; // Включить глобальное прерывание PEIE = 1; // Включить периферийное прерывание / *********** ______ *********** / Чтобы понять это, мы должны взглянуть на регистр OPTION в нашей таблице данных PIC.
Как обсуждалось в предыдущем руководстве, бит 7 используется для включения слабого подтягивающего резистора для PORTB. Посмотрите на приведенный выше рисунок, бит 3 устанавливается в 0, чтобы указать MCU, что следующий устанавливаемый предделитель должен использоваться для таймера, а не для WatchDogTimer (WDT).Режим таймера выбирается сбросом бита 5 T0CS
(OPTION_REG )
Теперь бит 2-0 используется для установки значения предварительного делителя для таймера. Как показано в таблице выше, чтобы установить значение предварительного делителя равное 64, биты должны быть установлены как 101.
Затем давайте посмотрим на регистры, связанные с Timer0
Таймер начнет увеличиваться после установки и переполняться после достижения значения 256, чтобы разрешить прерывание таймера в этот момент, регистр TMR0IE должен быть установлен в высокий уровень.Так как Таймер 0 сам по себе является периферийным устройством, мы должны разрешить Периферийное прерывание, сделав PEIE = 1 .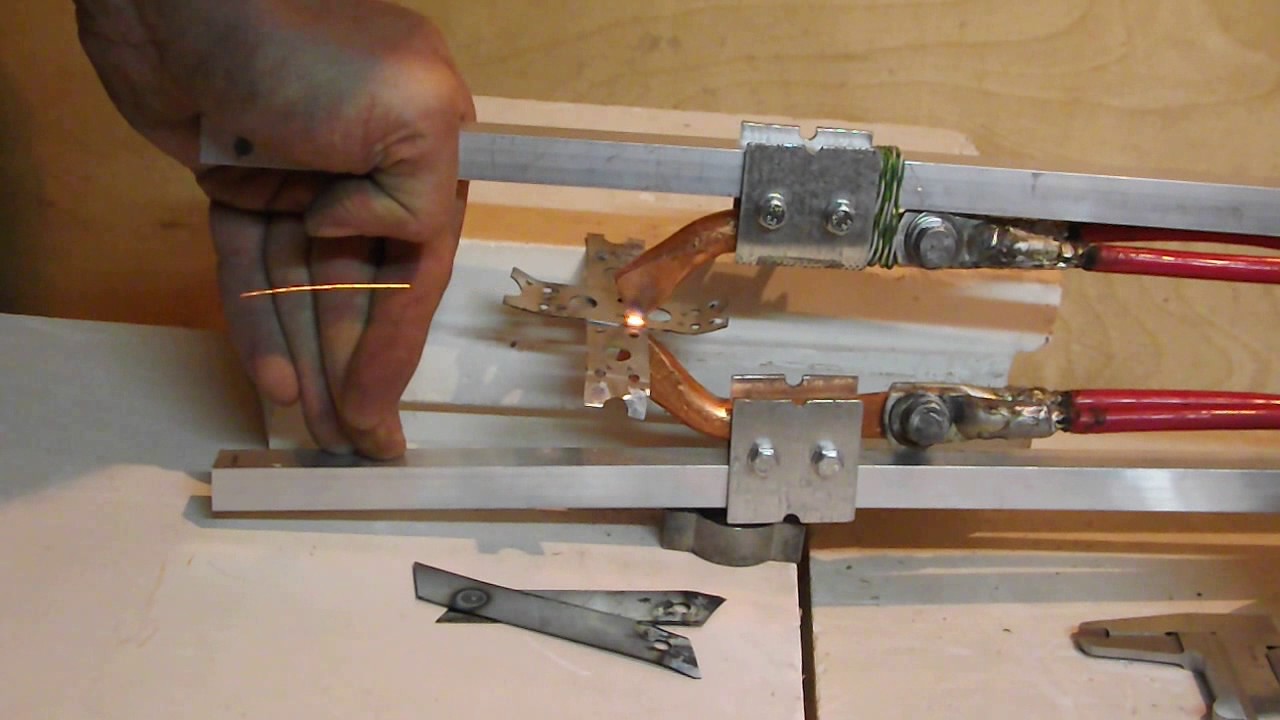 Наконец, мы должны включить глобальное прерывание, чтобы MCU получал уведомление о прерывании во время любой операции, это делается путем установки GIE = 1.
Наконец, мы должны включить глобальное прерывание, чтобы MCU получал уведомление о прерывании во время любой операции, это делается путем установки GIE = 1.
Задержка = ((256-REG_val) * (Prescal * 4)) / Fosc
Вышеприведенная формула используется для расчета значения задержки.
Где
REG_val = 100;
Prescal = 64
Fosc = 20000000
Это по расчету дает,
Задержка = 0.0019968s
Следующий набор строк предназначен для установки портов ввода / вывода.
/ ***** Конфигурация порта для ввода / вывода ****** / TRISB0 = 1; // Сообщаем MCU, что вывод PORTB 0 используется в качестве входа для кнопки 1. TRISB1 = 1; // Сообщаем MCU, что вывод PORTB 1 используется в качестве входа для кнопки 1. TRISD = 0x00; // Сообщаем MCU, что все контакты на ПОРТУ D выведены PORTD = 0x00; // Инициализируем все контакты на 0 / *********** ______ *********** /
Это то же самое, что и в нашем предыдущем руководстве, поскольку мы используем то же оборудование.За исключением того, что мы добавили еще одну кнопку в качестве ввода. Это делается строкой TRISB1 = 1.
Далее, вывернув наизнанку бесконечный цикл и , у нас есть два блока кода. Один используется для получения ввода таймера от пользователя, а другой для выполнения последовательности задержки с помощью светодиодов. Я объяснил их, используя комментарии к каждой строке.
пока (1) { count = 0; // Не запускать таймер в основном цикле // ******* Получение задержки номера от пользователя **** ////// if (RB0 == 0 && flag == 0) // Когда вводится { get_scnds + = 1; // get_scnds = get_scnds + 1 // Увеличение переменной flag = 1; } if (RB0 == 1) // Чтобы предотвратить непрерывное увеличение flag = 0; / *********** ______ *********** / Переменная с именем get_scnds увеличивается каждый раз, когда пользователь нажимает кнопку 1. Флаг Переменная (определяется программным обеспечением) используется для удержания процесса увеличения, пока пользователь не уберет палец с кнопки.
Флаг Переменная (определяется программным обеспечением) используется для удержания процесса увеличения, пока пользователь не уберет палец с кнопки.
// ******* Выполнить последовательность с задержкой **** ////// пока (RB1 == 0) { PORTD = 0b00000001 Следующий блок вступает в действие, если нажата кнопка два.Поскольку пользователь уже определил необходимую задержку с помощью первой кнопки, она сохранена в переменной get_scnds. Мы используем переменную с именем hscnd , эта переменная управляется ISR (подпрограммой обслуживания прерывания).
Программа обслуживания прерывания - это прерывание, которое будет вызываться каждый раз при переполнении Timer0. Давайте посмотрим, как это контролируется ISR в следующем блоке, например, мы хотим увеличить задержку на полсекунды (0.5s) при каждом нажатии кнопки, то нам нужно увеличивать переменную hscnd на каждые полсекунды. Поскольку мы запрограммировали наш таймер на переполнение каждые 0,0019968 с (~ 2 мс), поэтому для подсчета полсекунды count переменной должно быть 250, потому что 250 * 2 мс = 0,5 секунды. Таким образом, когда count достигает 250 (250 * 2 мс = 0,5 секунды), это означает, что прошло полсекунды, поэтому мы увеличиваем hscnd на 1 и инициализируем счетчик до нуля.
void interrupt timer_isr () { if (TMR0IF == 1) // Флаг таймера сработал из-за переполнения таймера { TMR0 = 100; // Загружаем значение таймера TMR0IF = 0; // Очистить флаг прерывания таймера count ++; } если (количество == 250) { hscnd + = 1; // hscnd будет увеличиваться каждые полсекунды count = 0; } } Итак, мы используем это значение и сравниваем его с нашим hscnd и смещаем наш светодиод в соответствии с заданным пользователем временем.Он также очень похож на предыдущий урок.
Вот и наша программа понята и работает.
Принципиальная схема и моделирование Proteus:
Как обычно, позволяет проверять вывод с помощью Proteus first , я связал здесь файлы схемы Proteus.
Добавьте кнопку на нашу предыдущую светодиодную плату, и наше оборудование готово к работе. Это должно выглядеть примерно так:
После того, как соединение установлено, загрузите код и проверьте вывод.Если у вас возникли проблемы, используйте раздел комментариев. Также посмотрите Видео ниже, чтобы понять весь процесс.
. Как безопасно разобрать микроволновую печь и что делать с деталями
Микроволновые печи повсеместно используются на кухнях с 1980-х годов, но в последнее время бесстрашные мастера разбирали их, чтобы собрать детали для своих собственных проектов. Здесь есть настоящая золотая жила деталей для домашних изобретателей DIY, от высокомощных сверхмощных компонентов, которые можно использовать для изготовления катушки Тесла, до основных прочных деталей для всех видов хобби-проектов Arduino или домашней автоматизации Raspberry Pi.
К счастью, общая настройка микроволновой печи за эти годы не сильно изменилась, поэтому идентификация и безопасное извлечение частей стали довольно простыми. В этой статье мы расскажем, как безопасно разбирать микроволновую печь, и покажем некоторые проектные идеи, которые придумали различные изобретатели, используя эти детали.
Прежде, чем мы начнем, нам нужно рассмотреть три важных момента:
- Микроволны - это приборы высокого напряжения , которые нельзя разбирать, пока они подключены к сети.Кроме того, цветовые обозначения проводки могут отличаться от страны к стране. Убедитесь, что вы точно знаете, на что смотрите!
- Высоковольтный конденсатор может вызвать смертельный удар. даже после того, как микроволновая печь была отключена от сети в течение нескольких месяцев. В этой статье мы покажем вам, как безопасно разрядить эти конденсаторы, но их необходимо соблюдать.
- Магнетрон внутри микроволновой печи может содержать оксид бериллия в своих керамических изоляторах, может быть смертельным при попадании в легкие. Просто удалить его безопасно, но никогда не пытайтесь разбирать его. Не стоит!
Каждый раз, когда вы сознательно возитесь с большой мощностью, на ваш страх и риск и потенциально смертельны. Короче, берегитесь! Живи, чтобы повозиться в другой день! Теперь, с учетом сказанного, давайте начнем.
Приобретено в микроволновой печи
Первый шаг - найти свою микроволновую печь. У вас может быть старый, который заменили - в моем случае соседи избавлялись от своего и оставили его у нас на лестничной клетке.Стоит отметить, что данная разборка не подходит для инверторных микроволн , так как они работают иначе.
Для этой разборки не нужно много инструментов, хотя в разных конструкциях микроволновых печей они могут отличаться. Я нашел этого достаточно: отвертка Phillips

 Просто удалить его безопасно, но никогда не пытайтесь разбирать его. Не стоит!
Просто удалить его безопасно, но никогда не пытайтесь разбирать его. Не стоит!- с изолированной ручкой.
- Плоскогубцы с изолированными ручками.
- Сверхпрочные изолированные рабочие перчатки.
Я обнаружил, что перчатки служат здесь двойной цели: они не только защищают меня, но и служат хорошей преградой между моими руками и скопившейся за годы грязью внутри ящика для микроволновой печи.Мне также было удобно поставить рядом небольшую емкость для хранения всех винтов.
Перед тем, как начать, проверьте футляр, чтобы узнать, есть ли на нем полезная информация. Многие микроволновые печи имеют полные принципиальные схемы, доступные для загрузки в Интернете, которые являются отличным способом узнать о схемотехнике, поэтому обязательно записывайте любые номера моделей, которые вы найдете. Для получения дополнительной информации об изучении электроники своими руками ознакомьтесь с этим замечательным ресурсом.
В данном случае производитель любезно поместил схему внутренней электроники на задней стороне корпуса
На случай, если вам понадобится напоминание в ближайшее время, вам не нужно понимать немецкий, чтобы знать, что что-то с «Achtung» и «Warnung» на нем потенциально могут быть опасны!
Винт здесь, винт там
Убедитесь, что микроволновая печь отключена от сети.
Проверить еще раз.
Я серьезно. Проверьте. Мы можем подождать.
Теперь начните с удаления всех винтов, которые вы видите на внешнем корпусе. Вы можете обнаружить, что сначала можно снять верхнюю часть корпуса с помощью винтов по краям, что дает вам достаточный доступ для сбора деталей, не разбирая их полностью, хотя в некоторые модели взломать труднее, чем в другие.
Сняв внешний кожух, вы сможете увидеть компоненты. Хотя компоновка может отличаться, почти все микроволновые печи имеют одинаковый набор основных частей.
- Трансформатор (обычно именуемый MOT).
- Конденсатор высокого напряжения.
- Вентилятор.
- Компактный термостат большой мощности (маленький черный круглый компонент).
- Магнетрон.
- Реле.
- Передняя панель.
Самое первое, что нужно найти, — это конденсатор. В этой модели он был частью блока вентилятора, хотя это может отличаться. Ни в коем случае не прикасайтесь к контактам конденсатора ! Если изображение выше нечеткое, это то, что вы ищете:
Если возможно, перед снятием конденсатора следует разрядить его.В этом случае конденсатор был заключен в блок вентилятора, поэтому его необходимо было снять перед разрядкой. Надев перчатки и придерживая изолированную ручку, с помощью отвертки или плоскогубцев замкните оба контакта конденсатора. Подержите его там несколько секунд, убедившись, что он точно касается обоих контактов. В этом случае вы можете увидеть вспышку или услышать громкий хлопок, так что будьте готовы!
Магнетрон, двигайся!
Магнетроны могут быть невероятно опасными, в то время как вы защищены от излучения, когда на них не подается питание, керамические изоляторы могут содержать оксид бериллия, который может быть смертельным при вдыхании.Если Магнето — враг Людей Икс, то магнетрон — враг всех легких повсюду.
Мы будем осторожно извлекать его из корпуса, но только для того, чтобы получить доступ к винтам, удерживающим трансформатор на месте. Если вы можете снять трансформатор, не снимая магнетрон, оставьте его на месте.
Если вы можете снять трансформатор, не снимая магнетрон, оставьте его на месте.
Большинство магнетронов выглядят так и крепятся к основному корпусу микроволновой печи четырьмя винтами.Осторожно выньте его, заверните и отложите, чтобы потом безопасно выбросить.
Трансформатор времени
Высоковольтный трансформатор (широко известный как трансформатор для микроволновой печи или MOT) является настоящим призом в этой разборке.MOT подает сетевое питание переменного тока (здесь 240 В, оно может быть другим для вас) в первичную катушку и через ступеньки электромагнитной индукции, которые включают питание, так что от 1800 до 2800 вольт выходит из вторичной катушки. Чем больше у вас обмоток на вторичной обмотке, тем выше напряжение и ниже токи, и наоборот.
Высоковольтные трансформаторы могут быть дорогостоящими предметами для покупки для хобби или домашнего использования, но при тщательной модификации МОТ можно использовать для обеспечения широкого диапазона различных требований к мощности.
MOT тяжелый, поэтому почти всегда крепится к нижней части корпуса двумя или четырьмя винтами. Осторожно удалите провода и винты и вытащите свой приз.
С этим чудовищем можно сделать несколько фантастических проектов, о которых мы поговорим позже в этой статье.
Удаление остатков
Теперь, когда у вас есть более крупные компоненты, медленно удалите все остальное по частям.Возможно, вам будет легче, чем мне, если вы сначала удалите всю проводку.
Не забудьте снять нижнюю панель, чтобы снять мотор поворотного стола!
Как только у вас будет все готово, у вас должен быть целый набор компонентов:
В зависимости от того, насколько современна ваша микроволновая печь, ваш улов может немного отличаться.В этом случае мы получили:
- 1 x Мощный полюсный электродвигатель 240 В переменного тока от вентилятора.
- Редукторный двигатель 1 x 240 В от поворотного стола.
- 1 x Маленькая лампа 240 В с фитингом.
- 5 x микровыключателей.
- 3 x Высоковольтный термостатический выключатель.
- 1 резистор 20 Вт 20 Ом.
- 1 x Электрический нагревательный элемент (в данной микроволновой печи была функция гриля).
- 1 реле на 12 В.
- 1 x 240AC на трансформатор 12В.
- 1 x трансформатор высокого напряжения.
- Различные отрезки высоковольтного провода и сетевой шнур.

Наряду с этим мы также получили различные резисторы меньшего размера, диоды, конденсаторы и катушку индуктивности.
Я также снял переднюю панель микроволновой печи целиком. Он содержит двигатель для таймера и еще два микровыключателя. Это устройство уже автономно и компактно, и, как вы увидите позже, его можно использовать для других целей.
Теперь, когда у вас есть все, что вам нужно, соберите части, которые вы не будете оставлять для утилизации.Практический способ сделать это — собрать внешний корпус с магнетроном внутри, а затем доставить все устройство в местный центр утилизации для безопасной утилизации. В разных местах действуют разные правила утилизации бытовой техники. Обязательно соблюдайте местные правила и нормы.
Что теперь?
Теперь у нас есть все эти части, что нам с ними делать? Некоторые из них довольно специализированы и могут понадобиться только в определенных ситуациях.Однако некоторые из них можно использовать здесь и сейчас.
Микропереключатели, которые мы собрали, — это мгновенные нормально разомкнутые (NO), нормально замкнутые (NC) или селекторные переключатели, рассчитанные на ток до 16A 250 В (помните, ваш может варьироваться в зависимости от вашей страны).
Несмотря на то, что они способны работать при высоком напряжении, они также отлично подходят для небольших проектов, поскольку они подпружинены, их можно легко установить на дверные и оконные рамы вместо герконов в составе домашней системы безопасности.Если вы новичок в работе с микроконтроллерами, они также отлично работают в проектах Arduino для начинающих.
В качестве дополнительного бонуса я обнаружил, что проводка, которая также была восстановлена, идеально входит в отверстия на макетной плате.
Реле сообщения
Раньше мы рассматривали использование реле 5В с микроконтроллерами, и те же принципы могут быть применены к реле, которое мы спасли.
Реле, которое мы сняли с микроволновки, имеет катушку 12 В, хотя многие реле работают при более низком напряжении. Реле, которое я снял в этом случае, отлично работает только с 9 В, что делает его идеальным реле для использования в проекте микроконтроллера, и, поскольку реле здесь способно принимать до 250 В, 16 А можно будет использовать практически в любой домашней автоматизации. настройка.
Вы можете найти спецификации для большинства компонентов, выполнив поиск по марке и номеру модели.
Хомунколосс разработчикаInstructables предоставил простое руководство по подключению реле 12 В к Arduino.
Вентилятор
Двигатель, прикрепленный к вентилятору, представляет собой полюсный двигатель, который работает от 240 В переменного тока.Его преимущество заключается в том, что он очень мощный, но при этом остается довольно тихим.
Это делает его идеальным для использования в качестве самодельного вытяжного вентилятора, который должен быть у каждого, у кого есть паяльник.
Изменив эту конструкцию Джоном Уордом для использования вентилятора, вы можете создать мощный экстрактор с ограниченным бюджетом.
Джон подсчитал, что эта сборка стоила 75 фунтов стерлингов, хотя без дополнительных затрат на вентилятор и с умным повторным использованием других собранных деталей это идеальный бюджетный (и заботящийся о здоровье) проект DIY.
Конечно, из вентилятора можно сделать веера! Пользователь Instructables profpat прикрепил вентилятор от старой микроволновой печи к старой подставке для монитора, чтобы получить прочный настольный вентилятор, который абсолютно ничего не стоил!
Передняя панель
Передняя панель микроволновой печи, представленной выше, была одной из старых моделей с двигателем, который ведет обратный отсчет перед выключением микровыключателя, хотя у вас может быть более новый цифровой дисплей. Это устройство можно использовать как таймер обратного отсчета — идеально, чтобы напоминать вам встать и потянуться после некоторого времени перед компьютером!
Это устройство можно использовать как таймер обратного отсчета — идеально, чтобы напоминать вам встать и потянуться после некоторого времени перед компьютером!
Внутренний микровыключатель также может использоваться для управления прибором.Пользователь Instructables Koil_1 использовал цифровой таймер для создания таймера отключения нескольких устройств.
Увеличьте мощность
Двигатель поворотного стола в микроволновой печи очень медленно движется от источника переменного тока.Это означает, что двигатель с высоким крутящим моментом способен генерировать мощность при ручном вращении. В удивительно простом проекте пользователь Instructables ahmedebeed555 создал зарядное устройство для телефона с ручным управлением, практически не используя никаких деталей!
Время ТО
Ранее в этой статье я упоминал, что MOT — самая ценная часть, которую нужно извлечь из микроволновой печи, и быстрый поиск в Google покажет почему.Эти трансформаторы были переделаны для создания множества странных, дурацких, а иногда и откровенно опасных изобретений — от самодельных электрических дуг до литейных заводов, точечных и сварочных аппаратов.
У изобретателяYouTube Гранта Томпсона есть серия видеороликов, охватывающих большинство этих проектов, и, хотя все они являются отличными идеями, его видеоролики о создании самодельного сварочного аппарата ARC дают четкие инструкции о том, как сделать свою собственную сварочную установку с небольшим бюджетом.
Уборка мусора за день
В этой статье рассказано лишь о некоторых вещах, которые вы можете сделать из старой, больше не нужной микроволновой печи, и даже более мелкие детали, которые не используются в данный момент, — это больше вещей в вашем наборе инструментов для будущих проектов.Уборка и переработка старых приборов — отличный способ узнать об электронике и сократить количество производимых нами отходов.
Перед тем, как уйти, еще раз: всегда будьте осторожны при работе с мощной электроникой. Убедитесь, что вы принимаете соответствующие меры предосторожности и используете защитное снаряжение, где это необходимо!
Убедитесь, что вы принимаете соответствующие меры предосторожности и используете защитное снаряжение, где это необходимо!
Вы сделали какие-нибудь удивительные изобретения из найденных в микроволновке деталей? Вы разбирали другие приборы и создавали из них свои собственные новые машины? Дайте нам знать в разделе комментариев ниже!
Кредиты изображений: Сергей Казаков / Shutterstock
Android 11 начинает развертывание на некоторых устройствах AndroidОжидание Android 11 наконец-то закончилось, так как Google выпустила новую ОС для некоторых устройств.
Об авторе Ян Бакли (Опубликовано 142 статей)Ян Бакли, журналист-фрилансер, музыкант, исполнитель и видеопродюсер, живет в Берлине, Германия.Когда он не пишет или на сцене, он возится с электроникой или кодом своими руками в надежде стать безумным ученым.
Ещё от Ian BuckleyПодпишитесь на нашу рассылку новостей
Подпишитесь на нашу рассылку, чтобы получать технические советы, обзоры, бесплатные электронные книги и эксклюзивные предложения!
Еще один шаг…!
Подтвердите свой адрес электронной почты в только что отправленном вам электронном письме.
.Практическое руководство. Создайте собственный аппарат для точечной сварки
Аппараты для точечной сваркииспользуются при производстве автомобилей, корпусов ПК, источников питания, микроволновых печей, распределительных коробок, клеток Фарадея и различной электроники. Точечный сварочный аппарат используется потому, что он обеспечивает четко очерченную точку контакта сварного шва. Материалы свариваются без чрезмерного нагрева, поэтому с заготовками легко обращаться. Сварка также хорошо контролируется и воспроизводится. В этом практическом руководстве мы рассмотрим основы точечной сварки, а затем покажем вам, как собрать ее из трансформатора для микроволновой печи.
Электроды для точечной сварки выполняют как минимум три функции. Они передают электрическую энергию материалу, одновременно удерживая его вместе; это также контролирует сопротивление. Чем больше сила сжатия, тем меньше сопротивление, что приводит к уменьшению резистивного нагрева. Меньшая сила сжатия приводит к увеличению резистивного нагрева. Электроды также отводят тепло от материала в выключенном состоянии, помогая охлаждать и закалять сварной шов. Резистивную точечную сварку обычно называют «самородком».Сварщики точечной сварки обычно работают с черными металлами, что несколько ограничивает область их применения. Большинство сварочных швов имеют низкое напряжение и большой ток. Сварщик в этом практическом руководстве работает от вторичной обмотки 3в переменного тока. Первичная линия — это напряжение сети 120 В переменного тока, к которому следует обращаться с уважением. Низковольтная вторичная обмотка делает сварщика очень безопасным, поэтому опасность поражения электрическим током от электрода практически отсутствует. Однако существует риск ожога из-за высоких температур, как и у любого сварщика.
Они передают электрическую энергию материалу, одновременно удерживая его вместе; это также контролирует сопротивление. Чем больше сила сжатия, тем меньше сопротивление, что приводит к уменьшению резистивного нагрева. Меньшая сила сжатия приводит к увеличению резистивного нагрева. Электроды также отводят тепло от материала в выключенном состоянии, помогая охлаждать и закалять сварной шов. Резистивную точечную сварку обычно называют «самородком».Сварщики точечной сварки обычно работают с черными металлами, что несколько ограничивает область их применения. Большинство сварочных швов имеют низкое напряжение и большой ток. Сварщик в этом практическом руководстве работает от вторичной обмотки 3в переменного тока. Первичная линия — это напряжение сети 120 В переменного тока, к которому следует обращаться с уважением. Низковольтная вторичная обмотка делает сварщика очень безопасным, поэтому опасность поражения электрическим током от электрода практически отсутствует. Однако существует риск ожога из-за высоких температур, как и у любого сварщика.
Этот сварочный аппарат не предназначен для сварки панели кузова вашего Jeep 1966 года выпуска; он не будет работать с материалом тяжелее листового металла толщиной 20 мм. Он предназначен для небольших проектов, поскольку не может работать в непрерывном режиме. Возможные варианты использования: Материал сварочного электрода для электролизеров. Работа с тонкими компонентами вакуумной лампы. Создание легкой рамы для небольшой роботизированной платформы. У большинства из нас есть достаточно деталей, чтобы построить сварочный аппарат.Если у вас есть трансформатор для микроволновой печи (ТО), то вы на полпути. Кстати, в 2006 году мы рассмотрели аппарат для дуговой сварки в микроволновой печи.
Нам также понадобился медный провод большого сечения. Мы использовали около четырех футов проволоки 4AWG, чтобы построить точечный сварочный аппарат, показанный на фотографии. Среди других материалов — лом 2 × 6, 2 × 2, два медных наконечника для винтов, два наконечника для медных сварочных кабелей, два наконечника для сварочных аппаратов MIG, два оцинкованных уголка размером 4 ″ x 3/4 ″, винты для гипсокартона и три шайбы.
На фото вверху исправное ТО. Первое, что нам нужно было сделать, это удалить вторичные катушки. А именно обмотка высокого напряжения и обмотка низкого напряжения. Мы использовали угловую шлифовальную машину с отрезным кругом, стараясь не разрезать первичную обмотку.
Режем вторичный заподлицо с сердцевиной ламината ТО. Обе стороны ТО должны быть обрезаны. Осмотрите MOT на наличие признаков того, что ламинат был сварен. Мы обнаружили, что сварные ТО могут выдерживать немного больше неправильного обращения, чем их герметичные части.Если возможно, постарайтесь сохранить изоляцию жилы в том месте, где будет наматываться вторичная обмотка. Хотя, если изоляция повреждена, это не пустяк. Изоляция немного облегчает оборачивание вторичной обмотки большого сечения.
После удаления вторичного у нас получилось нечто похожее на фото выше. Если материал магнитного шунта выпадет, обязательно замените его, как было раньше. Шунт предохраняет сердечник от передачи слишком большой мощности вторичной обмотке. Магнитный балласт, если хотите.Шунт контролирует насыщение сердечника. Такой проект грубой силы полагается на такой шунт для правильной работы.
Перемотка ТО с 4AWG — это не прогулка по парку. Если вы повредили изоляторы жил, мы предлагаем на их место обернуть слой изоленты. Это поможет избежать повреждения изоляции провода при протягивании его через сердечник. Наш опыт показывает, что 3-4 обмоток достаточно. В конце концов, этот аппарат для точечной сварки полагается на высокий ток и предельное сопротивление.Не высокое напряжение.
Мы тщательно следили за тем, чтобы вторичная обмотка была намотана по спирали, чтобы завершить вторичную обмотку.
Смонтировали ТО и 2 × 2 на базу 2 × 6. Эта конкретная сборка использовала 12 ″ 2 × 6 с двумя 7 ″ 2 × 2. Эти размеры могут работать или не работать в зависимости от физического размера вашего ТО. Единственная важная часть здесь — как можно короче длина провода.
После установки нижней челюсти прикрепили угловые скобы.![]() Было обнаружено, что запасная часть 2 × 2 в качестве прокладки хорошо подходит для выравнивания верхней и нижней челюсти. После того, как верхняя челюсть была выровнена, мы прикрепили ее к угловым скобам винтами. Так образовалась шарнирная часть челюсти.
Было обнаружено, что запасная часть 2 × 2 в качестве прокладки хорошо подходит для выравнивания верхней и нижней челюсти. После того, как верхняя челюсть была выровнена, мы прикрепили ее к угловым скобам винтами. Так образовалась шарнирная часть челюсти.
На рисунке выше показаны наконечник сварочного аппарата MIG и медный наконечник винтового типа. Это улучшение по сравнению с предыдущей моделью, которую мы построили. Первоначально мы использовали медную трубку с отверстием и кусок заземляющего провода 6AWG, который служил сварочным электродом. Заземляющий провод удерживался на месте винтом, ввинчивающимся в медную трубку перпендикулярно электроду.Это было очень грубо, но сработало. Этот новый метод намного практичнее.
Вот два электрода, готовые к установке на нижнюю и верхнюю челюсти. Мы дважды проверили электроды MIG, чтобы убедиться, что они затянуты. Неплотное соединение отводит тепло от сварочного стержня.
Равномерно выравнивая сварочные электроды, мы внимательно следили за тем, чтобы верхняя челюсть оставалась в естественном положении, в котором она была установлена. Это позволило сохранить плоскую контактную площадку для сварочных электродов.После того как мы убедились, что электроды правильно выровнены, челюсти были помечены. Затем мы просверлили небольшое отверстие. Поскольку мы устанавливали с зерном 2 × 2, отверстия помогли защитить от раскола 2 × 2.
Установив электроды, мы отрезаем провод до нужной длины. Мы никогда не сокращаем именно ту сумму, которая нам нужна. Мы всегда режем больше, чем нам нужно. Это практическое правило должно применяться ко всей электрической проводке. Ведь обрезать лишнее намного проще, чем заворачивать новую второстепенную.
Мы согнули провода примерно в тех положениях, в которых они должны были быть собраны, и сняли с них изоляцию для подготовки к сварочным наконечникам обжимного типа. Также неплохо было бы раздеться больше, чем нужно. Просто отрежьте лишнее после того, как определите глубину выступов.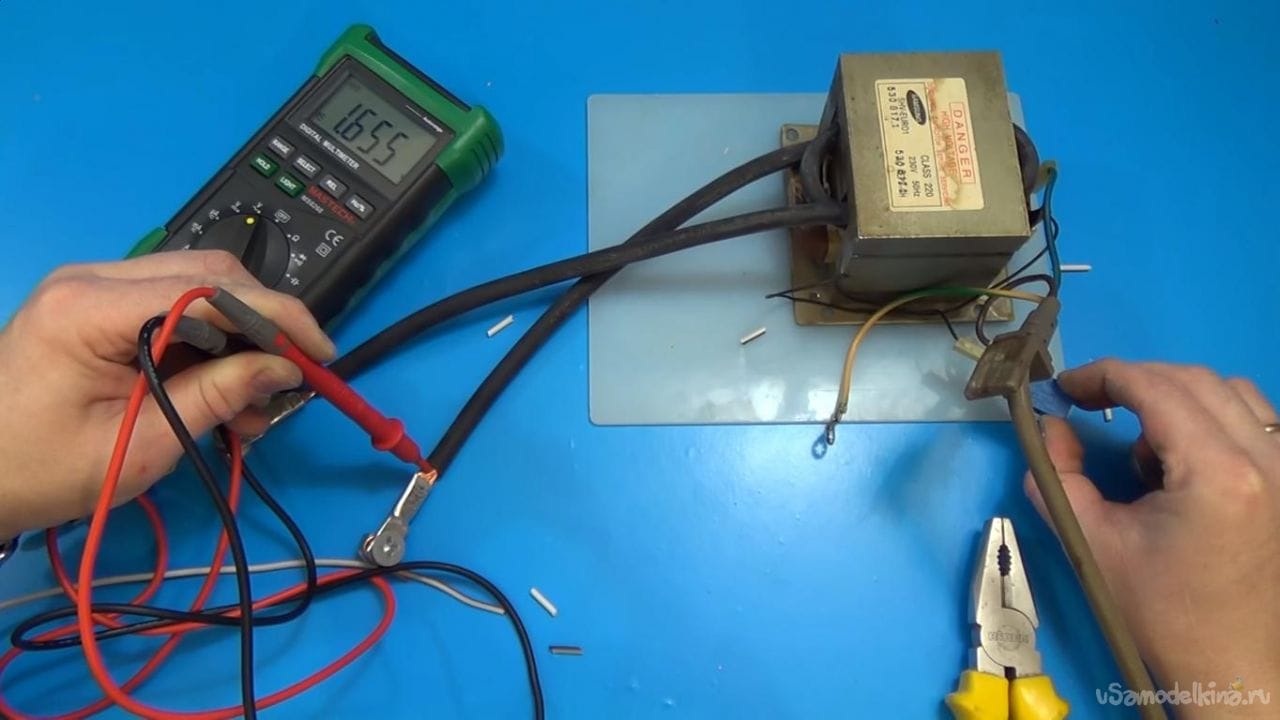 Ни в коем случае не обжимайте изоляцию наконечником. Это создаст потенциальную проблемную зону из-за потери проводимости.
Ни в коем случае не обжимайте изоляцию наконечником. Это создаст потенциальную проблемную зону из-за потери проводимости.
Использование хорошего неизолированного обжимного инструмента для закрепления провода. Мы проверили обжим и проверили его.Просто потяните за провод, если он ослаблен, он вытащится. Если он не вытаскивается, значит, был сделан соответствующий обжим, подходящий для высокого тока.
Гофрированные провода крепились к сварочным электродам винтами. Мы были осторожны, чтобы не затянуть винты слишком сильно. Если бы из дерева вырвался шуруп для гипсокартона, нам пришлось бы использовать вместо него шуруп большего размера. После того, как оба сварочных электрода были прикреплены к губкам, мы выровняли электроды. Пассатижами сгибаем электроды так, чтобы они касались друг друга равномерно.Электроды должны быть уже достаточно близко, так как они были выровнены перед сверлением.
Мы открыли челюсти и соединили первичную обмотку с электрическим шнуром, а затем проверили вторичную. Если выключатель срабатывает, проверьте следующее:
- Закорочена вторичная обмотка (зажимы закрыты)
- Магнитные шунты отсутствуют или неправильно переустановлены
- Неисправность проводки на первичной обмотке или короткое замыкание на первичной обмотке
- Слишком большая нагрузка на цепь испытания или выключатель недостаточного номинала
Мы соблюдали надлежащие правила электромонтажа.Также подчеркивается, что это сварщик и у него должен быть выделенный контур, как и у любого другого сварщика.
При физическом отключении питания мы проверили совмещение сварочного электрода с материалом, с которым собирались работать. Перед подключением питания и выполнением начальной сварки мы соблюдали несколько правил техники безопасности. Это сварщик, который производит очень высокие температуры. Держите пальцы подальше от сварочных электродов. Дайте материалу остыть перед работой.Всегда надевайте защиту для глаз. Возможно, вам будет интересно прочитать о параметрах точечной сварки. Есть еще проблема горючих материалов…
Есть еще проблема горючих материалов…
В этом Compaq использовался очень тонкий алюминий для поддержки экрана и соединения петель. Металл сломался и разрушил большую часть нижнего пластика. Мы смогли изготовить новые опоры из листового металла из нержавеющей стали 22AWG. Все сварные швы выполнялись точечным сварочным аппаратом со специальным регулятором мощности. Контроллер питания будет рассмотрен в другом руководстве.
.РЕШЕНО: Моя микроволновка не нагревается, но таймер работает. — Микроволновая печь
У меня есть профиль GE, все работало, но не нагревается. Если это так с вашей микроволновой печью, я предлагаю вот что. Откройте духовку, сняв верхнюю крышку. Оставьте его ОТКЛЮЧЕННЫМ на 30 минут или лучше, но НЕОБХОДИМО разрядить ВЫСОКОВОЛЬТНЫЙ КОНДЕНСАТОР. У конденсатора достаточно напряжения, чтобы убить вас. Если вы не знаете, что такое конденсатор и как его разрядить, поищите видео на UTUBE.Затем сделайте следующее:
1. Найдите трансформатор. Возьмите два провода, обычно красный и белый, и снимите их. Отметьте их расположение для повторного прикрепления.
2. Возьмите цифровой мультиметр с красным проводом и вставьте его в напряжение 500 В, а черный провод — в COM. Установите поворотный переключатель на 200 В.
3. Возьмите красный и черный провода и вставьте по одному выводу в каждый провод трансформатора. Вставьте красный провод в красный провод, а черный провод — в белый провод.
4. Включите микроволновую печь.
5. Включите микроволновую печь.
6. Включите мультиметр и снимите напряжение.
7. Если напряжение от 118 до 125, значит, ваша передняя панель работает правильно. Отключите устройство от сети и дайте ему постоять 30 минут, чтобы разрядить конденсатор или разрядить его. Остается только четыре возможных проблемы. Это либо трансформатор, либо конденсатор, либо диод, либо магнетрон.
Остается только четыре возможных проблемы. Это либо трансформатор, либо конденсатор, либо диод, либо магнетрон.
8. В моем случае Я не тестировал трансформатор или конденсатор, потому что они редко выходят из строя, а тестовое оборудование стоит около 150 долларов.
9. Я просто купил диод, примерно за 10 долларов, и заменил его.
10. Еще купил магнетрон за 102 $ и заменил. Еще раз посмотрите видео на UTUBE, если вы не знаете, как выглядят диод и магнетрон и как их заменить.
11. Снова соберите, подключите к розетке и проверьте в течение двух минут на высокой температуре с чашкой воды.
После того, как я проделал это, устройство заработало как новый. Надеюсь, что это помогает и удачи.
.Инверторный трансформатор контактной сварки
Cамодельная контактная сварка своими руками из инвертора
Сейчас в интернете можно найти десятки статей и инструкций, как сделать своими руками контактную сварку из инвертора. Кто-то считает, что аппарат контактной сварки нужно собирать именно из инвертора, а кто-то говорит, что это пустая трата времени и сил. На самом деле, правы и те, и другие. Вот только первые забывают о том, что основная характеристика контактной сварки — это не только электрический импульс, но и прижимное усилие. Без него невозможно сформировать сварную точку.
Исходя из этого, становится понятно, что внимание нужно обратить не на то, ИЗ ЧЕГО сделана контактная сварка, а НА ТО, каким образом будет обеспечиваться прижимное усилие. Впрочем, давайте обо всем по порядку. В этой статье мы подробно расскажем, как собрать аппарат для контактной сварки своими руками из устройства инверторного типа, и нужен ли вообще инвертор в данной ситуации.
Эта статья предназначена для практикующих мастеров, и не содержит подробных объяснений, которые и так понятны. Если вы новичок, то прочтите другие статьи на нашем сайте, в которых мы рассказываем про аппарат контактной сварки.
Сборка аппарата контактной сварки
Контактная сварка своими руками из инвертора собирается просто и быстро, если у вас есть соответствующие навыки и знания в области электротехники. Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Еще раз повторяем: эта статья не предназначена для новичка. Здесь не будет долгих пояснений каждого шага. Мы лишь делимся своим опытом сборки контактной сварки. Если вы никогда не держали в руках паяльник и не знаете, как намотать трансформатор, то сначала изучите теорию. И только потом приступайте к сборке аппарата.
Необходимые инструменты и детали
Для намотки трансформатора вам понадобятся медные провода. Про сечение мы расскажем позже. Но вы можете самостоятельно рассчитать необходимое сечение проводов с помощью формул, которые есть в интернете.
Также вам понадобятся разные мелочи вроде кнопки вкл/выкл, они пойдут на схему управления. Также понадобятся подручные материалы для изготовления рычагов и электродов. Мы подробно расскажем о них по ходу статьи. Не забывайте про изолирующие материалы, без них не обойтись.
Из инструментов понадобится паяльник, припой, стамеска/ножовка.
Инвертор: нужен или нет?
Мы считаем, что контактная сварка из инвертора — это не самое лучшее решение. Тем более, что от самого инвертора вам понадобится разве что трансформатор. Некоторые умельцы умудряются использовать и электронику, но ее все равно нужно кропотливо дорабатывать. Поэтому проще сделать все с нуля из новых компонентов, а не пытаться разобрать инвертор на молекулы.
Вы можете взять из инвертора трансформатор или самостоятельно сделать его. Но мы рекомендуем брать трансы из микроволновых печей, поскольку стоят они дешево, легко модернизируются и отлично подходят для наших целей. Дальнейшие рекомендации будут даны исходя из того, что для сборки мы будем использовать трансформатор от СВЧ.
Сварочный трансформатор
Итак, мы условились, что будем собирать контактную сварку из трансформатора от микроволновки. Сборка из инвертора нецелесообразна, она муторная и неэффективная. Поэтому все дальнейшие рекомендации будут связаны именно с трансформатором от СВЧ. Будьте внимательны.
Начнем с подбора трансформатора. Вам понадобится не любой трансформатор, а только тот вариант, у которого мощность составляет от 1 кВт и выше. Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Вам понадобится не любой трансформатор, а только тот вариант, у которого мощность составляет от 1 кВт и выше. Такие ставят в достаточно мощные микроволновки с множеством функций. Вы можете взять трансформатор меньшей мощности, но он тогда ваш аппарат не сможет варить даже металл толщиной в 1 мм. А если вы захотите сделать очень мощный аппарат, то можете взять два трансформатора по 1 кВт каждый и соединить их.
Предположим, что трансформатор у вас есть. Теперь нужно снять с него вторичку, позже мы будем сами наматывать ее. Очень непросто снять вторичку голыми руками, лучше используйте ножовку или стамеску. Если вторичка намертво приклеена, то ее можно сначала высверлить, а потом отпилить той же ножовкой или отбить молотком.
У вас должен остаться сердечник и первичка. Обычно у трансформаторов от СВЧ первичка сделана из более толстого провода, так что вы точно не перепутаете ее со вторичкой. Также уберите шунты, если они есть. Постаратесь не повредить первичку при демонтаже ненужных частей.
Далее приступаем к намотке новой вторички. Мы использовали упомянутые выше медные провода. Рекомендуем выбирать провода с сечением от 100 мм2. Это довольно толстые провода, но именно такое сечение оптимально в нашем случае. Тем более, вам нужно сделать всего 3-4 витка на всю обмотку. Если вы сможете намотать больше, то в итоге получите более мощное устройство. Но мы рекомендуем остановиться на 3 витках. Это оптимальный вариант для самодельного домашнего аппарата, который не будет варить слишком толстый металл.
Управление аппаратом и рычаги
Систему управления можно собрать на базе электроники из инвертора, но это действительно непросто и затратно. Легче собрать все с нуля и не мучиться с инверторной схемой. Тем более, вам нужна только кнопка вкл/выкл. Также можно добавить регулировку силы тока, но мы не стали это делать. Ведь наша цель — собрать максимально недорогой и при этом рабочий аппарат.
В качестве выключателя можно выбрать любой, какой вам только понравится.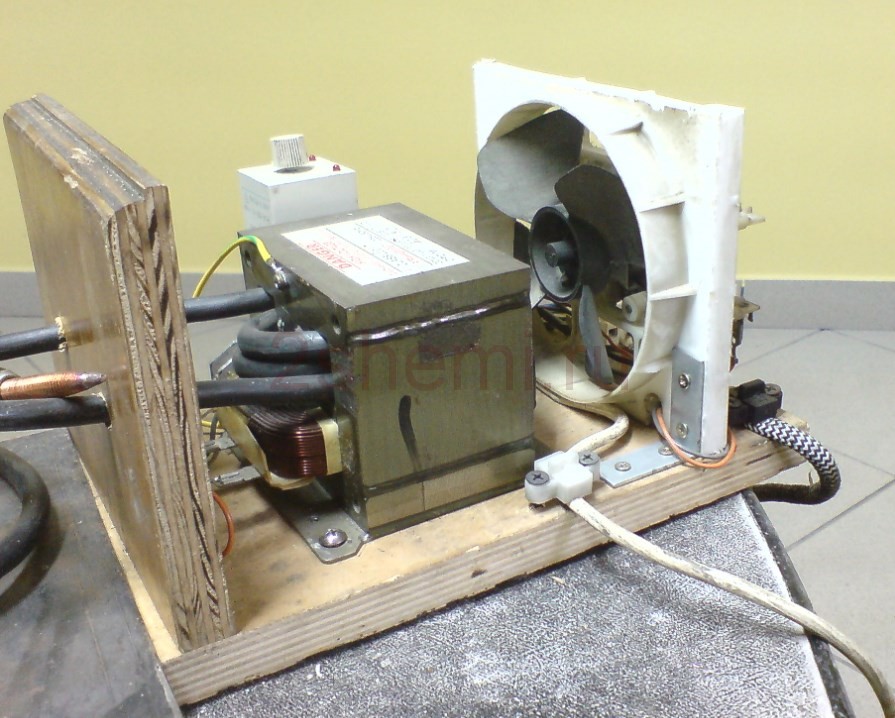 Его нужно установить в цепь с первичной обмоткой. И даже не думайте ставить выключатель со вторичной обмоткой, это плохая идея. На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
Его нужно установить в цепь с первичной обмоткой. И даже не думайте ставить выключатель со вторичной обмоткой, это плохая идея. На вторичке слишком большой ток и он может просто расплавить контакты у выключателя.
Для сборки рычагов можно использовать металлическую трубу (обязательно изолируйте ее) или деревянную заготовку. И вообще можно использовать любые подручные материалы. Но позаботьтесь о том, чтоб они сами по себе не проводили ток. В нашем случае ток будет проходить к электродам через проводки, закреплённые на рычагах. Такие рычаги будут своеобразными ручками, за которые вы будете браться, прижимая электроды к металлу.
Но вам нужно позаботиться ни столько о рычагах, сколько о прижимном усилии. Ведь в контактной сварке металл плавится не только за счет нагрева электродов, но и за счет усилия сжатия.
Сжимать рычаги можно и вручную, если металл тонкий и легко прогревается. В таком случае конструкцию не нудно дорабатывать. Но если вы захотите сварить более-менее толстый металл, то придется все же сделать доработки. Можно сделать более тяжелый рычаг, который за счет своего собственного веса будет обеспечивать дополнительное сжатие. Но в таком случае аппарат нужно жестко зафиксировать на столе.
Если стационарный аппарат вам не нравится, то можно добавить к рычагу винтовую стяжку. Она устанавливается между рычагом и основанием аппарата. Вариант действенный и надежный.
Вернемся к кнопке включения. Если вы выберите самую простую конструкцию, когда прижимное усилие обеспечивается вручную (вы опускаете рычаг и с помощью своей силы сжимаете заготовку между электродами), то мы рекомендуем поставить кнопку включения так, чтобы при опускании рычага она нажималась. Опустили рычаг — кнопка включилась, аппарат работает. Подняли — аппарат выключился. Это крайне удобно, поскольку одна рука мастера всегда свободна.
Электроды для сварки
Сварочный аппарат для контактной сварки немыслим без электродов. В нашем случае используются медные электроды. Они могут быть самодельными и покупными. Лучше взять покупные, они однозначно будут работать так, как нужно. Тем более, их цена не такая уж большая, чтобы экономить.
Они могут быть самодельными и покупными. Лучше взять покупные, они однозначно будут работать так, как нужно. Тем более, их цена не такая уж большая, чтобы экономить.
Есть множество форм электродов, но вам нужны самые простые, прямые электроды. Чем больше их диаметр, тем больший диаметр будет у сварной точки. Тем больше сварная точка, тем надежнее соединение. Все просто. Так что подбирайте электроды исходя из своих нужд, а не на глаз. Только так вы получите работающее устройство, которое отлично сварить заготовки. И не будет особых дефектов.
Если вы собираете маломощный аппарат для сварки тонких металлов, то можете в качестве электродов использовать медные наконечники от обычного паяльника. Они отлично проводят ток и годятся для маломощного аппарата.
Также знайте, что электроды — это материал расходный. Нельзя установить одни электроды и использовать их много лет. Если вы видите, что конец электрода начал тупиться, значит пора заменить.
Техника безопасности
Чтобы ваш аппарат работал стабильно и надежно, а ваше здоровье осталось в целости и сохранности, все компоненты нужно тщательно заизолировать с помощью изолирующих материалов. Также при сборке используйте диэлектрики в качестве основы, чтобы избежать несчастных случаев. В идеале стоит внедрить предохранители в электрическую схему, но это не всегда целесообразно. И соблюдайте технику безопасности при сборке аппарат. Не используйте инструменты без изоляции, хотя бы перемотайте их ручки изолентой. Это лучше, чем ничего.
Вместо заключения
Самодельный аппарат — это отличная задумка. Самоделка в любом случае дешевле и проще в применении, чем заводское устройство. Особенно, если дело касается именно контактной сварки. Ведь многие мастера не используют ее на постоянной основе, а лишь нуждаются в аппарате пару раз в году. В таком случае просто нецелесообразно покупать дорогой сварочник в магазине. Легче и разумнее собрать что-то попроще своими руками.
Но учтите, что самодельная контактная сварка из сварочного аппарата потребует от вас определенных навыков и знаний. Схема у такого устройства несложная, но вы должны разбираться в элементарных понятиях. Если вы не можете отличить первичную обмотку от вторичной, то лучше изучайте теорию и только потом приступайте к сборке самодельного аппарата. Желаем удачи в работе!
Схема у такого устройства несложная, но вы должны разбираться в элементарных понятиях. Если вы не можете отличить первичную обмотку от вторичной, то лучше изучайте теорию и только потом приступайте к сборке самодельного аппарата. Желаем удачи в работе!
источник
Как самому сделать аппарат для контактной сварки
Для большинства желающих заняться ремонтом автомобиля или другой техники в домашних условиях самодельное оборудование для контактной сварки – это единственно верное решение.
Однако для реализации данного проекта, необходимо ознакомиться с конструкцией такого аппарата, и только после можно попытаться изготовить его своими руками.
Конструкция и принцип действия
Сделать аппарат для контактной сварки можно только при наличии определённых деталей и запчастей, найти которые порой бывает очень непросто. Лишь после решения этой задачи можно будет констатировать, что самодельная контактная сварка вполне реальна и может быть реализована даже при отсутствии специальных навыков.
В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы:
- преобразователь напряжения (трансформатор), обеспечивающий требуемую мощность контактного тока;
- выпрямитель на основе мощных тиристорных вентилей;
- комплект точечного оборудования (контактный блок).
Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей.
В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,01-0,1 секунды, что вполне достаточно для сварки.
Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне.
Элементы самодельного устройства
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять.
Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции.
Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков.
Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно.
При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой.
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы.
В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин.
В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
На базе инвертора
Контактная сварка из инвертора – это один из альтернативных вариантов применения электронного аппарата в домашних условиях, выбор которого определяется особыми свойствами выпускаемых промышленных образцов этого оборудования.Принцип работы контактного точечного аппарата на основе инвертора основан на том же импульсном нагреве металла в зоне контакта с последующим его расплавлением и остыванием. Вот почему его сборка в данном случае полностью идентична изготовлению аппарата для сварки на основе микроволновой печи.
При отсутствии в хозяйстве старого СВЧ аппарата можно воспользоваться любым подходящим для этих целей трансформатором мощностью не менее 1-го киловатта.
Единственным отличием этого варианта от уже рассмотренного ранее является возможность использования в инверторной схеме невыпрямленного импульсного тока.
Для надёжной фиксации свариваемых частей, чтобы препятствовать их раздвиганию и образованию зазора, в инверторном устройстве применяется специальный сжимающий механизм.
Режимы работы
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.
Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений.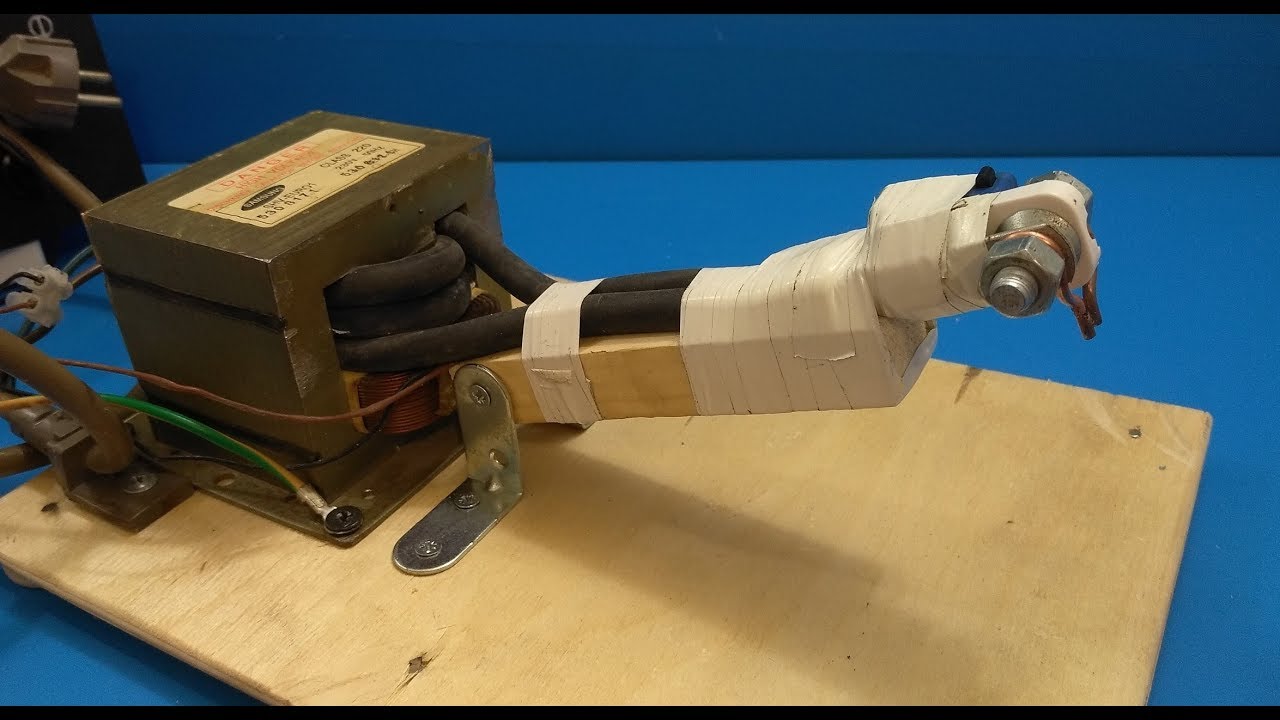
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
источник
Точечная сварка своими руками из инвертора
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
- Ручные. Основной функцией служит передача электротока на электроды.
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Железо (низкоуглеродистая сталь)
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварк а позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
источник
Трансформатор для контактной сварки
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.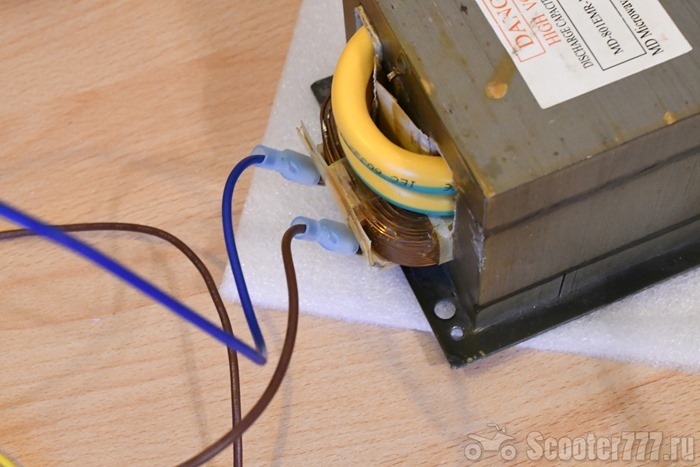
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.

В конструкцию входит несколько составных частей:
Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.
- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.
Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.
Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:
Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования. Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.
Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают. Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.
Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту. Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.
Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.
Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
источник
FFJournal.net | Больше, чем микроволновая печь
Инженер создает аппарат для точечной сварки из обычного кухонного прибора
Октябрь 2015 г. — Быстрый ядерный удар в микроволновой печи разогревает тарелку с едой за секунды. Когда Мэтью Боргатти нашел микроволновую печь, которую выбросили в мусорную кучу, он не захотел разогревать остатки еды. Он собрал и разобрал прибор, потому что ему требовался быстрый точечный сварочный аппарат, и ему было дешевле сделать его самостоятельно.
Руководящий небольшой лабораторией исследований и разработок, специализирующейся на робототехнике, Боргатти создает прототипы и работал над проектами разработки продуктов для Google, а также над разработкой для НАСА в рамках гранта Small Business Innovation Research (SBIR).
«Мне нужно оборудование для создания различных прототипов, а пространство в моем магазине очень дорогое», — говорит Боргатти о своей лаборатории в Бруклине, Нью-Йорк. «Если я могу приспособить что-то к своим потребностям, например, этот инструмент, я могу изменить его, когда возникнет новая проблема, или выбросить его, чтобы спасти компоненты для другой цели.”
Большинство прототипов Боргатти сделаны из пластика и эластомеров, поэтому, когда ему требуется крупное оборудование для работы с металлом, он считает более экономичным построить его самому. «Я не люблю тратить много денег на обработанные металлические детали», — добавляет он, отмечая, что листы и проволока — это то, что ему нравится использовать, поскольку они стабильны, недороги и легко доступны.
Береги себя
Стандартный микроволновый трансформатор — это все, что нужно Боргатти для работы с его самодельным точечным сварочным аппаратом.«Для точечной сварки требовалось питание переменного тока, высокая сила тока и высокие температуры. Хотя его относительно легко построить, также легко получить травму во время процесса », — объясняет он. «Оригинальный микроволновый трансформатор повышал напряжение и одновременно понижал силу тока. Вы можете полностью изменить это, уменьшив напряжение и увеличив ток, увеличив количество витков провода.
«Вы можете получить довольно хорошее приближение силы тока, которую может выдать модифицированный трансформатор, с помощью простого уравнения.Просто помните, что без учета потерь мощность равна выходной мощности, — продолжает он. «Вы делите количество витков в первичной катушке на количество витков во вторичной катушке, а затем умножаете результат на силу тока, поступающую в первичную».
Боргатти открыл микроволновую печь, разобрал трансформатор и перемотал толстым кабелем, создав схему синхронизации. Толстый медный кабель необходим для работы с высокой силой тока без катастрофического нагрева. Даже с медью важно понимать, что она тоже будет иметь некоторое сопротивление и будет нагреваться, поэтому пользователь должен проявлять осторожность.«Постоянное использование аппарата для точечной сварки, особенно с тонкими кабелями, подводящими ток к электродам, приведет к выделению большого количества тепла и, вероятно, к расплавлению изоляции вашего кабеля», — объясняет он на своем веб-сайте.
Практическое применение
В то время как металлические компоненты, с которыми Боргатти работает в обычный день, не очень сложны, они служат полезной цели. Боргатти работает над экзоскелетом для компании по производству медицинского оборудования, предназначенной для помощи людям с церебральным параличом или тем, у кого проблемы с моторикой локтевого сустава.«Мне нужен антропоморфный измерительный прибор, чтобы определить, какой крутящий момент активный ортез прикладывает к локтю», — объясняет он. «Измерительное устройство имеет трехмерную печатную оболочку, полученную при сканировании руки, и усилено деталями из листового металла, вырезанными плазменной резкой с ЧПУ».
Используя куски листового металла, прикрепленные к трехмерным компонентам, Боргатти нужно было сварить металл точечной сваркой, чтобы закончить изделие. «Точечная сварка облегчает мне жизнь. Мне нравится складывать компоненты почти как главный замок, соединяя их вместе.По мере разработки конструкции, если мне потребуется большая жесткость, я планирую точечную сварку другого слоя металла. Или меньше, если мне понадобится изгиб », — говорит он.
Аппарат для точечной сварки позволяет Borgatti быстро прихватывать детали для пайки или сваривать листовой металл для создания прочных корпусов. Что касается будущих проектов, Боргатти любит работать с металлом. «Я хотел бы замолвить словечко о производстве листового металла и проволоки. Листовой металл позволяет мне быстро получать результаты », — говорит он. «Поработав во многих механических цехах, я испытываю желание вернуться в металлообработку, используя такие инструменты, как точечная сварка.” FFJ
Все фотографии / изображения: Matthew Borgatti
Sunstone Welders> Выбор сварщиков> DC Micro Resistance Welding
При контактной точечной сварке постоянным током металлические детали соединяются друг с другом путем приложения давления и пропускания большого тока через определенную область.
В сварочной системе постоянного тока используется форма сигнала постоянного тока. Это обеспечивает быстрый подъем, устойчивый пик и быстрый спуск.Эта форма волны похожа на квадрат, с резким увеличением энергии на спусковом крючке, плоской постоянной пиковой энергией, а затем резким уменьшением энергии до конца. Это позволяет очень точно контролировать, особенно на нижнем уровне настроек энергии.
Сварка постоянным током идеально подходит для сварки тонкой и тонкой проволокой. Источники питания постоянного тока могут регулировать сварочный ток очень низким и точным. Одним из основных применений систем сварки постоянным током является сварка термическим сжатием. Сварка постоянным током также очень полезна при ремонте печатных плат и сварке проводов.Кроме того, сварка постоянным током используется всегда, когда сваривается очень маленькая проволока.
При сварке термическим сжатием используется система сварки постоянным током с электродом термического сжатия. Эти электроды имеют очень тонкий наконечник, который приклеен. Этот наконечник специально разработан для нагрева и передачи тепла заготовке. Давление прикладывается вниз к суставу, и энергия проходит через электрод TCB. Наконечник электрода нагревается, и под действием давления образуется сварной шов. Этот процесс в основном используется при сварке магнитом и при сварке тонкой проволокой.Тепло наконечника расплавит покрытие магнитной проволоки и создаст сварной шов металл с металлом.
Источник питания:
Sunstone предлагает 2 различных источника питания постоянного тока для сварки постоянным током. Линейный DC Sunstone и Линейный DC Avio.
Sunstone Linear DC Оснащен 8-дюймовым сенсорным дисплеем. Это позволяет легко и быстро изменять настройки. Это также дает вам графический вывод формы волны сварного шва. Это дает вам возможность графически увидеть, как будет выглядеть ваш сварной шов.
Сварочная головка или наконечник?
При использовании системы сварки постоянным током существует 3 основных варианта подачи сварного шва.
Сварочная головка:
Sunstone Wh3125A и Wh2125A являются вариантами для сварки постоянным током. Оба они имеют пневматическое управление и позволяют регулировать давление в соответствии с вашим применением. Это не самые популярные варианты из-за масштабов большинства проектов сварки постоянным током. В зависимости от вашего применения и доступа к вашим сварочным деталям, а также от количества силы, которое может быть приложено к вашим деталям.
Головка Micro-Weld:
Самым популярным вариантом для сварки постоянным током является головка Micro-Weld. Они очень точно контролируют применяемое давление и позволяют регулировать это давление в граммах. Этот сверхточный контроль позволяет пользователю регулировать давление в соответствии с любым приложением. Эти сварочные головки имеют пневматическое, серво и ручное педальное управление. Сварочная головка Sunstone Micro Weld-Head оснащена ножной педалью, которая вручную перемещает сварочную головку вниз для дополнительной точности.В этой сварочной головке также используются электроды термического сжатия для выполнения швов термического сжатия. Эта сварочная головка удерживает электрод и прикладывает силу для выполнения этих типов сварных швов. Головка Sunstone Micro-Weld также включает в себя микроскоп со свободно плавающим кронштейном, который позволяет вам видеть очень маленькие проволоки, которые вы свариваете.
Ручная насадка:
Последний вариант доставки сварных швов постоянным током — использование ручной насадки. Они могут различаться по функциям и форме.Ручные насадки варьируются от простых сварочных щупов до пинцетов и ручных наконечников, приводимых в действие давлением. Самым популярным ручным приспособлением, используемым в системах сварки постоянным током, является Dual Probe Hand Piece- Micro (DPHP-Micro). Этот наконечник позволяет выполнять сварку термическим сжатием вручную. Это единственная ручная насадка, в которой используется электрод TCB.
Какие электроды термического сжатия доступны?
Различные электроды TCB имеют определенную функцию, которая помогает вам получить желаемый сварной шов.
- TCB-FL — Самый распространенный электрод TCB — используется для универсальных сварных швов. Плоский наконечник обеспечивает ровный сварной шов.
- TCB- SMFL — Аналогичен FL, но поверхность наконечника на 25% меньше.
- TCB-2525T — Имеет самый маленький наконечник из всех электродов TCB с квадратным плоским наконечником 0,010 ″ для равномерной сварки.
- TCB-SY — наклон 5 градусов из стороны в сторону. Это позволяет электроду сваривать с более глубоким проплавлением с одной стороны.
- TCB-SL — Предназначенный для сварки и резки проволоки, SL имеет 7-градусный угол наклона наконечника спереди назад.Чтобы отрезать проволоку спереди и приварить сзади.
- TCB-U — Самый прочный наконечник TCB — Используется для приложений с более высокой мощностью / повышенным нагревом, более толстыми магнитными проводами или в высокопроизводительных приложениях.
Новый способ сварки листового металла
Старый способ не работал для Nu-Way Industries Inc., Дес-Плейнс, Иллинойс. Крупному производителю листового металла по индивидуальному заказу потребовался новый метод сварки, чтобы заменить традиционные способы точечной сварки. кожух из листового металла, который был частью новой конструкции микроволновой печи.Обычно в отраслях производства листового металла для корпусов используется традиционная точечная, дуговая или газовая дуговая сварка (GMAW), но эти методы были недостаточно эффективными, чтобы удовлетворить потребности клиентов.| Рис. 1 Nu-Way Industries Inc. обратилась к лазерной сварке швов , чтобы изготовить этот корпус из нержавеющей стали для микроволновой печи. |
Компания Rofin-Sinar Inc. установила систему в июле 2004 года. Система была запущена в производство к сентябрю 2004 года.
Приложение Nu-Way
В приложении Nu-Way использовался корпус из 0,060-дюймовой нержавеющей стали 304, который представлял основная составляющая микроволновых печей нового типа. Исходная заявка требовала, чтобы корпус из нержавеющей стали имел повторяющиеся точечные сварные швы, разделенные не более чем на 0.500 дюймов для предотвращения утечки микроволнового излучения.
Создание прототипа корпуса микроволновой печи из нержавеющей стали первоначально потребовало более одного часа ручной точечной сварки. Первоначальная производственная оценка предполагала около 30 000 часов ручной точечной сварки для завершения 25 000 корпусов в течение шести месяцев.
Расчет почасовой производительности показал, что потребности в рабочей силе и оборудовании были чрезмерно высокими. Для доставки заказа потребовалась бы трехсменная работа по крайней мере шести станций точечной сварки и восьми сварщиков в смену.В частности, 30 000 часов, разделенные на 180 рабочих дней, 24 часа в сутки доставляют 6,9 корпуса в час.
Альтернативным решением было использование трех роботизированных станций GMAW, которыми управляли три человека. Автоматическая GMAW устранит точечную сварку за счет заполнения зазора между деталями присадочной проволокой. Специальная оснастка могла бы фиксировать детали и обеспечивать функции обнаружения швов. Расчетная производительность — 12 корпусов в час.
Однако затраты на оборудование, приспособления и занимаемую площадь оказались непомерно высокими, учитывая недостаточную гибкость системы.
Nu-Way также рассматривала возможность промышленного робота с лазером Nd: YAG в дополнение к системе удаленной сварки. Инвестиционные затраты на обе системы были одинаковыми, потому что потребовались бы два лазера Nd: YAG вместо одной удаленной сварочной станции. Анализ продолжительности цикла показал, что дистанционная сварочная система может изготовить один корпус примерно за 2,5 минуты при использовании полуавтоматической установки. Таким образом, с помощью одной системы удаленной сварки можно достичь полной производственной мощности в 25 корпусов в час.По словам Nu-Way, лазерные станции Nd: YAG не могут достичь такой же производительности.
Другие сравнения способствовали выбору системы удаленной сварки. Лазер для пластин CO 2 не требует замены оптики и рассчитан на работу в течение восьми месяцев на небольшом баллоне с предварительным смешиванием газа. RWS можно легко запрограммировать для сварки образцов и различных форм сварки, а также для сварки разнородных материалов, таких как низкоуглеродистая и нержавеющая сталь.
Лазерная сварка делает резку
Nu-Way в конечном итоге обратилась к лазерной технологии при сварке соединений.
RWS использует мощный лазерный луч CO 2 для подачи энергии и сварки деталей из листового металла. Из удаленного места лазерный луч фокусируется линзой с большим фокусным расстоянием. Затем, используя управляемое компьютером зеркало наведения, луч направляется на заготовку с необычайной скоростью позиционирования. В результате исключаются традиционные системы доставки луча, использующие робототехнику или другие типы механических приводов. Появление мощных лазеров CO 2 с таким качеством луча сделало эту технологию применимой для рабочих зон размером 1 метр на 1 метр и более.Согласно Nu-Way, преимущества этого процесса включают более короткое время цикла, гибкость процесса и меньшую занимаемую площадь по сравнению с традиционными процессами.
Выбор лазерной сварки имел особый смысл, потому что для применения требовался герметичный корпус, чтобы исключить выход микроволнового излучения. Использование лазеров для сварных швов или непрерывных швов позволяет предотвратить утечку микроволн из корпусов (, рис. 1, ). Фактически, обширные испытания микроволнового излучения показали, что непрерывная лазерная шовная сварка обеспечивает исключительную прочность и качество, а также герметичность корпуса.
| Рисунок 2a При лазерной маркировке маломощный луч управляется зеркалами с гальваническим приводом. | Рис. 2b Возможность получения луча высокого качества с большим фокусным расстоянием позволяет выполнять сварку в замочную скважину. |
Что такое лазерная сварка?
Концепция лазерного сканирования не нова. Лазерные маркеры существуют уже более 20 лет и используются для маркировки или травления деталей на компонентах.Как показано на , рис. 2а , лазерный луч с меньшей мощностью, обычно менее 100 Вт, управляется двумя зеркалами с гальваническим приводом и фокусируется на рабочей поверхности.
Разработка мощных лазеров на углекислом газе 2 с хорошим качеством луча в середине 1990-х годов открыла двери для их использования в приложениях лазерной сварки, в которых используются методы сканирования. Высококачественная балка обеспечивает возможность сварки в замочную скважину с очень большими фокусными расстояниями, как показано на , рис. 2b, .
| Рисунок 2c Типичный промышленный RWS имеет мощный лазер CO 2 и удаленный сканер. |
Типичная удаленная сварочная система показана на Рис. 2c . Система включает в себя мощный лазер CO 2 и систему удаленного сканирования с большим фокусным расстоянием, обычно от 1000 мм до 1600 мм. Компьютер управляет системой движения оптики, которая направляет запрограммированный путь лазерного луча для выполнения сварки узла из листового металла.
Система сканера состоит из двух важных оптических компонентов: фокусирующей линзы и прицельного зеркала. Оба оптических компонента смонтированы на прецизионной высокоскоростной системе линейного перемещения, которая программируется системой управления.
Кроме того, крепление зеркала наведения может поворачиваться по двум осям. В результате лазерный луч может быть сфокусирован и наведен в пределах рабочего пространства размером 1 м на 1,5 м на 4 м. Большой рабочий диапазон обеспечивает гибкость системы при относительно небольшой занимаемой площади.
| Рис. 3 На этой трехмерной иллюстрации в САПР показана компоновка системы Nu-Way. |
RWS имеет быструю скорость позиционирования, поскольку небольшие перемещения оптических компонентов приводят к высокоскоростным перемещениям сфокусированного лазерного луча. Лазерный луч сконструирован таким образом, что его можно перемещать на скоростях, превышающих 2 MPS, с точностью позиционирования ± 0,005 дюйма.
Движение сканирования луча основано на высокоскоростных линейных или гальванических двигателях, в зависимости от производителя.Это позволяет быстро изменять скорость лазерного луча. Луч может перемещаться из одного места сварки в другое менее чем за 50 мс.
Сканер также позволяет настраивать настраиваемые формы сварных швов, такие как стежки, круги и переплетения. Оператор может выбрать лучший профиль траектории для сварочного процесса.
RWS Layout
Поскольку Nu-Way имела опыт интеграции крупных производственных систем, таких как Finn-Power Flexible Fabrication Center, компания решила интегрировать RWS, а также разработать собственные инструменты.
Компоновка системы и проектирование инструментов началось в июле 2004 года, когда компания Rofin подготовила компоненты к отгрузке.
К середине августа 2004 года система была собрана, и первые детали были приварены в прототипные приспособления. Полная компоновка системы в виде трехмерной иллюстрации САПР показана на Рис. 3 ().
| Рис. антресоль для экономии площади пола. | Рис. 5 |
Блок лазера и сканера DC045 с диффузионным охлаждением были установлены наверху мезонина для экономии места на полу. Система доставки луча переносила луч от лазера в блок сканера (см. , рисунок 4, и , рисунок 5, ).
Чиллер и вспомогательное оборудование были установлены удаленно, чтобы рабочая зона не была заграждена.Лестница давала доступ к антресоли для текущего обслуживания системы. Корпус из плексигласа® с предохранительными блокировками был установлен для легкого и безопасного доступа к рабочему пространству и креплению.
| Рисунок 6 Общая площадь RWS Nu-Way составляет менее 900 кв. Футов | Рисунок 7 |
Общая площадь пола для всей установки RWS составляла менее 900 кв. Футов, размером около 30 футов в длину, 30 футов в ширину и 15 футов в высоту. (Фактическая система показана на рисунках , рисунков 6, и , рисунков 7, .)
Инструментальные средства приложения, проблемы с деталями
Хотя RWS давал несколько преимуществ, удаленный характер процесса создавал проблему — разрыв между частями быть сваренным — потому что лазерный луч применяется удаленно и не может устранить зазор между деталями.
При точечной сварке электроды прикрепляются к зажимным механизмам, которые удерживают детали вместе во время сварки. В процессе дуговой сварки присадочная проволока оставляет зазор в сварном шве. Однако лазерная сварка выполняется автогенно — присадочная проволока не используется.
Для удаленной лазерной сварки требуется инструмент, позволяющий удерживать детали, определять местонахождение и зажимать свариваемую область. Вот почему Nu-Way пришлось разработать уникальное крепление для нержавеющей стали.
Инструментальная оснастка и приспособления для деталей развивались в ходе проекта, потому что продукт должен был быть немедленно отправлен заказчику.Кроме того, необходимо было разработать оптимальные параметры применения, такие как скорость сварки, защитный газ и методы крепления.
Проект состоял из трех фаз. На первом этапе проекта для запуска производства использовалось простое ручное приспособление. Многокомпонентное приспособление предназначено для размещения в рабочем пространстве под корпусом сканера. В приспособление одновременно помещали три кожуха из нержавеющей стали, и одна сторона кожуха приваривалась во время каждого цикла.Оператор вошел в рабочее пространство и повернул кожухи, чтобы представить следующую поверхность для сварки. Процедуру повторяли трижды, чтобы сварить переднюю, левую и правую стороны каждого корпуса. Согласно Nu-Way, инструмент обеспечивает максимальную производительность при минимальной сложности и проблемах с запуском. Большая часть контракта была выполнена с использованием этого элементарного инструментария.
Вторая фаза проекта включала автоматические инструменты, которые индексировали один корпус из нержавеющей стали в рабочем пространстве и из него, а также выполняли его вращение для отображения всех трех поверхностей.Все функции автоматического инструмента были объединены с помощью программируемого логического управления с блокировками защитного кожуха, лазером и блоком сканера. Время цикла RWS значительно улучшилось:
- 10 секунд для установки корпуса внутрь / наружу
- 10 секунд для поворота приспособления (два оборота)
- 90 секунд для времени сварки (150 дюймов)
- 30 секунд для снятия детали и установки
Общее время обработки уменьшилось до 140 секунд.Новая система производила 25 корпусов в час.
| Рис. 8 RWS использует автоматический инструмент для лазерной сварки корпусов. | Рис. 9 |
В креплении детали использовались уникальные зажимные и фиксирующие упоры, которые фиксировали два компонента кожуха из листового металла с минимальным зазором между перекрывающимися 0.060-дюйм. Фланцы корпуса из нержавеющей стали 304. Кроме того, панели жесткости из нержавеющей стали были прикреплены к стенкам корпуса с помощью фиксирующих зажимов (см. рисунки 8 , 9 , 10 и 11 ).
| Рисунок 10 Требуется надежный зажим, чтобы сохранить минимальный зазор между двумя компонентами корпуса из листового металла. | Рисунок 11 |
Третий этап ориентирован на будущее. Руководство Nu-Way предполагает добавление робота для индексации деталей в рабочем пространстве и из него с задней стороны RWS. Пока автоматический инструмент находится в исходном положении, робот индексирует деталь в рабочее пространство для сварки. Когда робот находится в исходном положении, автоматические инструменты индексируют корпус в рабочее пространство для сварки. Это позволило бы практически непрерывно сваривать корпуса и другие детали.По сути, автоматическая оснастка и робот будут по очереди использовать удаленную сварочную систему.
Еще одно соображение
Удаленная лазерная сварка с помощью CO 2 лазера ставит еще одну уникальную задачу: подавление плазмы. Поскольку материал поглощает лазерный луч, выделяемое тепло создает ионизированный газ или плазму. Если позволить плазме оставаться, она поглотит лазерный луч и отрицательно повлияет на процесс сварки. Процесс сварки может стать настолько нестабильным, что сварной шов может полностью пропасть.
В результате требуется процесс для гашения или удаления плазмы, образующейся в процессе лазерной сварки. Плазменный подавитель или защитный газ может представлять собой гелий, азот, сжатый воздух или другую комбинацию в зависимости от применения и мощности лазера.
Расположение газовых форсунок и последовательность включения являются другими важными факторами для успешной удаленной лазерной сварки.
| Рисунок 12 Когда инструмент индексируется в рабочем пространстве, сопла обеспечивают защитный газ. | |
Поскольку Nu-Way спроектировала и изготовила собственное оборудование, она также спроектировала воздушный компрессор, накопительный бак, форсунки и системы крепления для подачи защитного газа. По мере того, как инструмент индексируется, стратегически расположенные сопла для сжатого воздуха создают поток воздуха через сварочную поверхность, подавляя образование плазмы (, рис. 12, ).
В зависимости от обрабатываемых материалов необходимо рассмотреть еще один вопрос, связанный с газом: выделение газа. Когда оцинкованные металлы и аналогичные материалы подвергаются лазерной сварке, покрытия испаряются, поэтому требуется процесс, позволяющий выводить эти пары.Если газовыделение не может вентилироваться должным образом, сварной шов будет иметь чрезмерную пористость и раздутие.
Для материалов с цинковым покрытием необходимы специальные инструменты и детали для обеспечения эффективного метода дегазации. Одно из решений заключается в штамповке деталей из листового металла с низкопрофильными углублениями, которые создают небольшой зазор между перекрывающимися фланцами листового металла. Зазоры не препятствуют процессу сварки, но обеспечивают дегазацию.
Конструкция детали
В отличие от точечной сварки, лазерная сварка очень узкая и требует только одностороннего доступа к детали.Сканирующее зеркало RWS можно запрограммировать для создания сварных швов различной формы или рисунка. Кроме того, детали, сваренные лазерной сваркой, жестче и жестче, чем детали, сваренные точечной сваркой. Эти концепции необходимо учитывать на самых ранних этапах процесса проектирования деталей, чтобы в полной мере использовать преимущества лазерной сварки.
| Рисунок 13 Этот сварной корпус из нержавеющей стали марки 304 толщиной 0,060 дюйма, был изготовлен на дистанционной сварочной системе. |
Приварные фланцы можно уменьшить, что потенциально снижает вес.Кроме того, для удаленной лазерной сварки не требуются отверстия для доступа, необходимые для многих приложений точечной сварки.
Nu-Way приняла во внимание эти факторы при разработке корпуса из нержавеющей стали. Рисунок 13 показывает непрерывный лазерный шов. Первоначально точечная сварка была заменена сваркой швом, но позже была принята непрерывная лазерная сварка швов для повышения прочности и большей защиты от утечки микроволнового излучения. Это обеспечило прочную жесткую сборку, которая превосходила все критерии и требования к микроволновым испытаниям.
Разработка инструментов и деталей для дистанционной лазерной сварки относительно нова. Несмотря на то, что для изготовления приспособлений Nu-Way использовались стандартные компоненты, потребовалось время и усилия для разработки конкретных методов зажима деталей, ориентации приспособлений, применения защитного газа и связанных процедур. При рассмотрении системы удаленной сварки важно выделить время на разработку процесса. Например, в настоящее время в качестве защитного газа используется сжатый воздух, но Nu-Way продолжает разработку процесса и может рассмотреть возможность использования других газов для увеличения производительности и снижения затрат.
Результаты, пожалуйста
Удаленная лазерная сварка претерпела значительные изменения с момента ее внедрения в середине 1990-х годов. Первые производственные системы были установлены в Европе, а недавно в Северной Америке было установлено несколько успешных установок. Nu-Way представляла собой одно из первых предприятий в Северной Америке в производстве листового металла.
Nu-Way Industries применила правильный подход к внедрению лучшей системы для своего приложения. Он:
- Оценил варианты сварки, чтобы выбрать наиболее экономичный подход.
- Приняли на себя ответственность за разработку технологического процесса — в частности, за тестирование возможности использования удаленной лазерной сварки, проектирование и изготовление приспособлений для деталей, а также выделение группы удаленных сварочных систем.
- Обучен инженерно-производственному персоналу для внедрения и эксплуатации системы.
RWS подходит не для каждой сборки детали. На ранних этапах проектирования детали и производственного цикла необходимо провести тщательный анализ, чтобы определить возможность удаленной лазерной сварки.Кроме того, инженеры-конструкторы должны рассмотреть возможность изменения конструкции и сборки, чтобы воспользоваться преимуществами RWS.
| Характеристики качества лазерного луча |
| Рисунок 14 Качество луча относится к распределению мощности лазерного луча. Указывается как значение M 2 . |
Качество или мода луча относится к распределению мощности лазерного луча и определяется как значение M 2 .Наилучшая возможная мода — M 2 = 1, что представляет собой идеальное распределение Гаусса.
Качество луча удаленной системы сварки влияет на размер сфокусированного пятна d, как показано в уравнении в Рисунок 14 . При большом фокусном расстоянии луч создает сфокусированное пятно, размер которого станет слишком большим, если M 2 > 2. Большие размеры пятна приведут к более низкой плотности мощности, которая упадет ниже порогового значения для сварки в замочную скважину (1 x 10 6 Вт / см 2 ).В результате процесс сварки станет нестабильным, как показано на рис. 14.
Плоский резонатор с диффузионным охлаждением, предназначенный для создания лазерного луча с M 2
Стив Саутвелл, президент Nu-Way Industries Inc. , 555 Howard Ave., Des Plaines, IL 60018, 847-298-7710, факс 847-635-8650, www.nu-way.net.
Роберт Клочковски (Robert Kloczkowski) — промышленный специалист по производству, Rofin-Sinar Inc., 40984 Concept Drive, Plymouth, MI 48170, 734-395-0832, факс 734-454-0815, info @ rofin-inc.com, www.rofin-inc.com.
Самодельный аппарат для точечной сварки — bolis.com
Сварочный аппаратЯ хотел сделать несколько металлических ящиков и лотков. У меня много металлолома от старых корпусов компьютеров и микроволновых печей. Я уже сделал гибочный пресс для листового металла. Теперь мне просто нужен способ скрепить детали между собой. Что-то проще, чем просверлить кучу отверстий и прикрутить или заклепать. Что-нибудь менее беспорядочное, чем пайка или склейка. Что-то, где я могу просто волшебным образом разрезать части и мгновенно соединить их вместе.Эврика! Точечная сварка. Пора покопаться в гугле. И мусорное ведро.
начальная сборкаВ Интернете есть много статей о том, как самому сделать точечный сварочный аппарат, поэтому я не буду здесь все повторять. Первая статья, которая меня вдохновила, была о точечной сварке на Hack-A-Day. Есть много других самодельных изделий для точечной сварки.
Базовая конструкция
Основная идея точечной сварки заключается в пропускании сильного электрического тока (силы тока) через два куска листового металла, который нагревает их достаточно, чтобы расплавить небольшое пятно и склеить их («валик»).Мы производим высокий ток с помощью трансформатора, который преобразует низкий ток высокого напряжения из настенной розетки в высокий ток низкого напряжения в заготовке. Тепло исходит от электрического сопротивления. Вам нужны металлы с низким сопротивлением в деталях вашего точечного сварочного аппарата (медь и алюминий), чтобы вы могли создавать тепло в металле с более высоким сопротивлением (стали). Так что этот аппарат для точечной сварки в первую очередь предназначен для сварки стали. И это нормально, так как в любом случае это подавляющее большинство металлолома. По крайней мере, мой. Если у вас есть доступ к секретному хранилищу отброшенного титана, вам придется разгадывать его самостоятельно.
Мне нужен был большой дешевый трансформатор. К счастью, это доступно в любой выброшенной микроволновой печи. Я не могу вспомнить, был ли мой трансформатор из микроволновой печи, оставленной возле мусорного контейнера в квартире, или из той, что оставлена на обочине возле парка. Но вы, вероятно, сможете найти где-нибудь ненужную, нелюбимую микроволновку и придать ей новый смысл на всю жизнь. Или что-то вроде того.
Микроволновые печи повышают напряжение внутри, но мы хотим его понизить. Итак, мы снимаем вторичную обмотку трансформатора с множеством витков крошечного провода и заменяем его несколькими витками большого толстого провода.Я отрезал старую проволоку ножовкой. Вы можете попробовать это или свои зубы, но я бы порекомендовал ножовку.
Размер провода зависит от силы тока, поэтому нам нужно как можно большее поперечное сечение провода. Я использовал восемь нитей многожильного медного провода 10-го калибра (AWG), который мне давали электрики на работе, когда разбирали старые осветительные приборы. Проволока 10-го калибра имеет площадь поперечного сечения 5 мм кв., Так что у меня получается 40 мм кв. Для всех восьми жил. Те горячие штучки в других статьях, хвастающиеся своим проводом 4-го калибра? У меня размер вдвое больше.Ах да, кто сейчас правит, а? ХМ?!?! Упс, извините, на мгновение увлекся там конкурсом ботаников. Где был я?
Я намотал полтора витка провода, это все, что мне удалось. Измеряя с помощью вольтметра, я обнаружил, что при входном напряжении 120 В переменного тока я измерял 2 вольта на выходе (разомкнутая цепь без нагрузки). При сварке валика 2 вольта упали до 0,5 вольт. А нынешний? С помощью индуктивного амперметра я измерил 15 ампер на входе (сети) и 900 ампер на выходе.Скажу только: это круто.
Механически конструкция проста. Две одинаковые деревянные руки, удерживаемые пружиной. Каждая рука имеет алюминиевый стержень на конце, удерживающий медный электрод. Провод от трансформатора прикреплен к алюминиевой планке с максимально возможной площадью контакта. Я зачистил концы проводов и разбил, то есть обжатый, кусок медной водопроводной трубы на конце, чтобы сделать проушину, и прикрутил ее к шине. (Собственно, в первый раз я так сильно сжал трубу, что боковая сторона раскололась.Во второй раз я натянул его достаточно туго, чтобы удержать провод, но не разорвать на части. Нет, это было не признание ошибки, это была «доработка дизайна». Да, это моя история, ага…)
Наконечники электродов — это наконечники для сварки MIG, которые подходят, хотя, возможно, и немного короче, в зависимости от того, что вы делаете. Но они недорогие, что, как вы, наверное, уже знаете, является одним из моих главных критериев.
челюсти и электроды губки и электроды губки и электродыМоя схема управления
internalsschematicМне нужен был кнопочный переключатель на плече, потому что я всегда ценил элегантность и комфорт.Удерживая руку на заготовке, нажимайте кнопку, пока едкий дым от горящей краски не обожжет мои ноздри, я имею в виду, пока не образуется валик точечной сварки, отпустите кнопку, а затем отпустите руку. (Шучу над дымовой частью; я всегда тщательно очищаю область сварки, чтобы удалить краску и загрязнения, прежде чем пытаться ее сварить. Ну, обычно.)
internalsС точки зрения безопасности аппарат для точечной сварки довольно безопасен. При напряжении в несколько вольт нет опасности поражения электрическим током на вторичной выходной стороне трансформатора, на плечах или электродах.Основная проблема заключается в том, чтобы обжечься о горячий кусок металла.
Первичная входная сторона трансформатора — отдельная история. Эта штука работает от электросети 120 В переменного тока, и я строю ее сам (это должно вас достаточно напугать), так что да, я немного подозреваю, что рядом с моим пальцем на кнопке есть высокое напряжение. Мое решение заключалось в использовании низковольтной цепи управления. Кнопка работает с напряжением 6 вольт и активирует механическое реле, которое переключает вход 120 вольт на трансформатор.Я использовал обычный адаптер питания «настенная бородавка», чтобы обеспечить напряжение 6 вольт. Также имеется главный выключатель для дополнительной безопасности.
Одна из возможных проблем с использованием механических реле заключается в том, что искрение контактов может вызвать точечную коррозию и ухудшение состояния со временем. Это можно уменьшить, используя более крупные контакты (в реле с более высоким номинальным током). Его также можно уменьшить, используя твердотельные реле, но они стоят больше, чем, например, одного доллара, поэтому они превысили мой бюджет для этого проекта. Поскольку я знал, что на входе потребляю около 15 ампер, я хотел, чтобы мое релейное переключение было рассчитано на гораздо более высокие значения, для безопасности и долговечности.Я получил два двухполюсных реле на 12 ампер и подключил все 4 полюса параллельно. Это дало мне номинальный ток 48 ампер, что намного превышает мои ожидаемые 15 ампер.
Я добавил еще одно небольшое усложнение в схему управления. У меня не было механических реле с низковольтными (6 вольт) катушками и высоковольтными (120 В переменного тока) контактами большой силы тока (10+ ампер). Единственные реле, которые у меня были с высоковольтными контактами, также имели катушки высокого напряжения, поэтому для управления реле я использовал другую транзисторную микросхему, называемую опто-симистором MOC3022.Опто-симистор принимает сигнал постоянного тока низкого напряжения и переключает линию переменного тока высокого напряжения. Коммутируемый высоковольтный выход переменного тока опто-симистора имеет очень низкий ток, поэтому его нельзя переключать напрямую через трансформатор, но он идеально подходит для управления катушкой реле. Таким образом, кнопка активирует опто-симистор, опто-симистор активирует реле, а реле активирует трансформатор. Зачем все усложнять? Ну, потому что это было действительно дешево. Опто-симистор стоил меньше доллара, и реле тоже стоили около доллара.Хотя твердотельное реле было бы неплохо, оно, вероятно, стоило бы около 30 долларов, что примерно на 29 долларов больше моего бюджета на проект.
Кейс
caseПри наличии высокого напряжения, питающего трансформатор и цепь управления, сварщику для точечной сварки необходим чемодан, закрывающий эти части в целях безопасности. Я был вдохновлен «дядей Дейвом» Джинджери на создание собственных инструментов, поэтому я знал, что моему точечному сварщику нужно сделать собственный корпус. Я вырезал и согнул обрезки от ПК, чтобы сделать чехол для трансформатора и проводов.Затем я использовал точечную сварку, чтобы прикрепить торцевую панель крышки. Вуаля! Машинка строится сама! Ну, по крайней мере, отчасти.
кейс (и мой помощник Сэм) кейс Сваренный точечной сваркой собственный корпусРезультаты
Эта штука работает неплохо. Я в основном использовал его для обработки некоторых утилизированных металлических листов от дверцы холодильника и корпусов компьютеров. Более тонкая обшивка дверцы холодильника сваривает хороший валик за 1-2 секунды. Его толщина составляет около 0,025 дюйма (около 0,6 мм, или, возможно, 25 калибра, я думаю).Из более тяжелого металла корпуса ПК на изготовление хорошего борта уходит около 4-5 секунд. Его размер составляет около 0,040 дюйма (около 1 мм или, возможно, 19 или 20 калибра, я думаю).
Наконечники и большие провода сильно нагреваются при использовании. Если я свариваю металлический корпус ПК в течение 5 минут подряд, мне нужно остановиться и дать сварочному аппарату остыть еще 5 или 10 минут. Сами дужки деревянные и на ощупь остаются довольно прохладными. Древесина кажется неплохим теплоизолятором.
Первый реальный проект для точечной сварки (не считая создания собственного ящика) — это прикрепление фасадов ящиков к моему незавершенному ящику для инструментов.Я закончу на днях. А пока занимаюсь точечной сваркой!
несколько ящиков завершено сварка передней части ящикаКак дешево сделать точечный сварочный аппарат! «Хаки, модификации и схемы :: Гаджеты
Цена типичного сварочного аппарата для точечной контактной сварки может варьироваться от 200 до 800 долларов, но, проявив немного изобретательности и немного свободного времени, вы можете сделать такой примерно за 10 долларов или меньше. .
Перед тем, как начать работу над этим проектом, вы должны посмотреть несколько видеороликов, потому что вам может потребоваться некоторая справочная информация о том, как работает устройство.Сначала узнайте, как сделать плавильщик металлов, а затем посмотрите, на что он способен.
Аппараты для точечной сварки используются для сплавления тонких листов металла вместе.
Скорее всего, они используются в автомобильной промышленности, а также в системах отопления, вентиляции и кондиционирования воздуха для сварки металлических каналов.
Измеряя основание моего расплавителя металла, я обнаружил, что оно составляет около 4-1 / 4 дюйма.
Я нашел 6-футовую обычную плату 1×6 примерно за 4 доллара, что на самом деле составляет 5-1 / 2 дюйма, так что он будет работать нормально.
Два куска доски необходимо отрезать до длины 12 дюймов (5-1 / 2 x 12 дюймов), а остальные можно протолкнуть через настольную пилу, чтобы уменьшить ширину до 4-1 / 2 дюйма. (На 1/4 дюйма шире, чем основание трансформатора).
Кусок обычной доски, который вы только что обрезали до ширины 4-1 / 2 дюйма, можно разрезать на 3 части размером:
- 4 дюйма x 4-1 / 2 «
- 12″ x 4-1 / 2 «
- 24″ x 4-1 / 2 «
Остальные 2 части общей доски должны иметь размер:
- 12″ x 5-1 / 2 » (x 2 шт.)
Вам также понадобятся 4 шт. измерения 2×2;
- 2 «x 2» x 13-1 / 2 «(x 2 шт.)
- 2″ x 2 «x 4» (x 2 шт.)
Это все дерево, которое вам понадобится для строительства кожух.
Я использовал сверло для закругления 3/4 дюйма и свой маршрутизатор, чтобы сгладить края и придать ему более чистый вид. Примерно так он будет выглядеть в собранном виде.
Изображение с сайта wonderhowto.comНадрез должен быть отрежьте одну из рук 2×2, и вы увидите, что это такое позже. Я обнаружил, что кусок лома можно использовать в качестве шаблона.
Надрез можно вырезать ленточной пилой, пилой по дереву или любым другим другая пила, с которой можно проявить творческий подход. Я использовал лобзик, но не рекомендовал бы ее как самый безопасный вариант.
На задней панели (4 «x 4-1 / 2») также вырезаны отверстия для электрического переключателя света и вырез для кабеля питания.
Детали шлифуются, грунтуются и окрашиваются. Я решил покрасить его в черно-желтый цвет.
Когда я утилизировал трансформатор для микроволновой печи в этом предыдущем проекте, я сохранил некоторые другие компоненты, которые можно использовать для нашего точечного сварочного аппарата:
- Шнур питания
- Ручка двери
- Провода для клемм трансформатора, с изолированные лопаточные соединители
- Выключатель питания с проводами и изолированными лопастными соединителями
Кроме них, вам понадобятся только следующие предметы:
- Простой выключатель света с лицевой панелью
- Медные смещенные клеммные наконечники, которые будут удерживать ( x 2)
- Винты с шестигранной головкой 1/4 дюйма (x 2)
- Маленькие гвозди (x 2)
- Длина сплошного медного провода (лучше 4AWG, но в этом проекте я использовал 6AWG)
Сплошной медный провод может быть разрезан на отрезки длиной 1 дюйм, которые хорошо входят в клеммные наконечники.
У наконечников есть механизм, который можно затянуть отверткой, чтобы закрепить соединение с проводом. Чем плотнее, тем лучше.
Теперь, когда дерево покрашено, обработано и высохло (я дал на это около 2 дней), можно приступить к сборке.
На задней панели находится выключатель света и шнур питания.
Перед тем, как привинтить панель к основанию, убедитесь, что кабель входит в первую. Толстый кусок на конце шнура предотвращает его вытягивание через отверстие.
Это также время, чтобы добавить к основанию 2 части опорных блоков 2 x 2 x 4 дюйма. Убедитесь в ваших размерах, прежде чем привинтить их. Вы хотите, чтобы они заканчивались на одном уровне с боковыми панелями, когда готово.
Теперь расплавитель металла может быть помещен внутрь, и когда будет найдено подходящее место, его можно привинтить к основанию с помощью пары маленьких винтов.
Теперь пора подключить электрическую систему.
Запуск со шнуром питания, входящим в корпус, я зачистил черный провод и прикрепил его к нижней клемме выключателя света.
Изображение с сайта wonderhowto.comЗатем я подключил один из спасенных мною проводов к правой клемме трансформатора.
Изображение с сайта wonderhowto.comЗатем сняли другой конец и прикрепили его к верхней части переключателя света.
Изображение с сайта wonderhowto.comЭлектрооборудование здесь можно было бы почти закончить, но я хотел добавить еще один переключатель для безопасности и удобства, и именно здесь вступает в дело сломанный переключатель от микроволновки.
Изображение с сайта wonderhowto.comДва провода, прикрепленные к коммутатору, можно обернуть изолентой, чтобы закрепить соединение и защитить от поражения электрическим током.
Оба конца проводов зачищены, чтобы обнажить медный провод.
Один провод подключается к левой клемме первичной обмотки расплавителя металла, а другой провод подключается к белому проводу силового кабеля, идущего обратно в дом.
Изображение с сайта wonderhowto.comЭлектрическая система готова!
Боковые стороны можно прикрутить по 6 шурупов с каждой стороны.Я использовал 2-дюймовые шурупы для дерева после просверливания пилотных отверстий, чтобы убедиться, что древесина не раскололась.
Пусковой переключатель прикреплен рядом с концом верхнего сварочного рычага и под небольшим углом, чтобы его можно было легко нажать. Я обнаружил, что 2 маленьких гвоздя отлично удерживают его на месте.
Обе ручки можно вставить в переднюю часть кожуха, и, немного догадавшись, можно просверлить отверстие через боковую часть кожуха и в его конец. руки, так что когда гвоздь вставлен, он поворачивается.
Теперь вы можете понять, зачем нам понадобилась выемка на рычаге.
Чтобы рука оставалась в вертикальном положении, я добавил пару винтов и резинок, чтобы сохранить натяжение. Это также обеспечивает небольшое противодавление и стабилизацию при использовании сварочного аппарата.
Медные выступы могут быть добавлены к концам рычагов.
Я просверлил пилотные отверстия сверлом на 3/16 дюйма, затем закрепил проушины, проталкивая болты с шестигранной головкой сначала через отверстие в проушинах, а затем через проушины на выводах Metal Melter.
Один вверху и один внизу. Неважно, в какую сторону они идут, но я решил сделать верхний кабель на той же стороне, что и переключатель, потому что с ним было легче обращаться.
Если концы электродов не совпадают идеально, их легко немного согнуть.
Когда закончите, это должно выглядеть так.
Он будет работать только в том случае, если предохранительный выключатель на задней панели включен, и даже в этом случае питание не будет подаваться, пока не будет нажат выключатель, управляемый большим пальцем.
Для использования поместите тонкие листы металла между кончиками электродов, затем нажмите кнопку большим пальцем на 3-4 секунды. Мощный электрический ток, проталкивающий металл, нагревает его до точки, где он соединяется с другим листом. Вы можете отпустить большой палец с переключателя и подождать, пока сварной шов не остынет, чтобы его можно было обработать.
Сварка этих металлических шайб прошла так хорошо, что я не мог сломать их вручную. Мне пришлось использовать 2 пары плоскогубцев, чтобы заставить их защелкнуться.
Изображения с сайта wonderhowto.comКогда концы электродов под напряжением соприкасаются друг с другом, вы можете увидеть искры, возникающие при большом токе.
Изображение с сайта wonderhowto.comПримечание. При сжигании оцинкованных металлов могут выделяться пары оксида цинка. Сварку следует производить в хорошо проветриваемом помещении.
Плечи электродов удерживаются только гвоздями, поэтому, если гвозди удалить, их можно снять, чтобы расширить зону действия сварщика и получить доступ к труднодоступным углам.
Они очень легко собираются вместе, а резинку можно удобно заменить при необходимости.
Изображение с сайта wonderhowto.comКогда наконечники электродов израсходованы, легко открутить болт, удерживающий их на месте, и добавить новый кусок медной проволоки.
Медная проволока относительно дешевая. Вы можете получить кусок проволоки диаметром 12 дюймов 4AWG примерно за доллар. Это означает, что каждый наконечник стоит менее 10 центов каждый!
Мощность плавителя металла все еще очевидна в том, как он может довести железо до кипения! осторожно управляйте сварочным аппаратом слишком долго, потому что есть вероятность, что провода станут такими горячими, что изоляция на кабелях начнет дымиться и плавиться.
Теперь вы знаете, как сделать мою версию дешевого точечного сварочного аппарата.
Если вы не видели пошаговое видео, вы все равно можете посмотреть его здесь.
Если вам понравился этот проект, возможно, вам понравятся некоторые из моих. Посмотрите их на www.thekingofrandom.com.
Как сделать индуктор для сварщика
Установите соответствующее сварочное сопло для выбранного сварочного стержня на инструмент горячего воздуха BAK RION. 2. Установите температуру сварки на поворотном регуляторе в соответствии с материалом сварочного стержня, который будет использоваться при испытании (см. Таблицу в разделе «Основная сварка»).Дайте инструменту нагреться до рабочей температуры. 3. На моем Pontiac Trans Am с двигателем Chevy переход с источника воздуха под капотом с температурой 190 градусов по Фаренгейту на воздух из внешнего источника с температурой 100 градусов (с помощью действующего воздухозаборника капота) стоил 25 фут-фунтов во всем диапазоне оборотов. . При 5500 об / мин это равняется 26 л.с., поэтому сделайте индукцию первым правилом для получения холодного воздуха.Yarnrc auth token
30 января 2018 г. · Таким образом, когда один переключает полярность сварки, все, что они, по сути, делают, — это переключают зажим заземления на положительный источник и переключают сварочную горелку туда, где земля был зажим, который никак не менял колпачки и индуктор.3. Пайка, сварка, пайка Пайка — это метод плавления и затвердевания, который относится к использованию индукционного нагрева магнитной области для доведения температуры соединения металлических компонентов до уровня плавления сварки или температуры металлических ресурсов, достигаемой среди неметаллических элементов. субстанция. (один).
Galaxy s7 otterbox
Сделай сам | Как сделать ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ дома Сентябрь 2020 г. Наслаждайтесь любимыми видео и музыкой, загружайте оригинальный контент и делитесь всем этим с друзьями, семьей и всем миром на YouTube.Оберните толстую проволоку вокруг большого куска железа, чтобы получился большой индуктор. Подключите его последовательно к одному из сварочных проводов. Это сохранит энергию, когда стержень застрянет, и даст вам мгновенное повышение напряжения, когда стержень ослабнет, чтобы помочь сформировать начальную дугу.
Самодельное сцепление для небольшого двигателя
Механизм «дросселирования» регулирует величину тока или силы тока, протекающего через аппарат для дуговой сварки. Сварщики используют постоянный, а не переменный ток.Если сварочный аппарат хорошо сконструирован, мощность, протекающая через аппарат для дуговой сварки, будет «чистой», то есть относительно стабильной и постоянной. Индукторы просты по конструкции. Это просто моток проводов. Токопроводящая проволока обычно изготавливается из меди. Этот проводящий провод наматывается на сердечник в его центре. Эта сердцевина может быть железной, металлической, стеклянной, неметаллической и даже воздушной. Чтобы понять работу индукторов, вы должны узнать, как индуктивная накапливает энергию?
5×5 workout bodybuilding
Предположим, вы хотите сделать индуктор, обеспечивающий индуктивность 10 мкГн.Диаметр катушки составляет 1 дюйм, а длина — 1,25 дюйма. Вам нужно будет найти количество витков катушки. Таким образом подставляя значения в приведенное выше уравнение. L = 10 дюймов. d = 1 дюйм. l = 1,25 дюйма. n = √ {L [18d * 40l]} / d = 26 Изготовление простого индуктора с воздушным сердечником (индукционная катушка): в этом руководстве вы узнаете, как сделать простой небольшой индуктор с воздушным сердечником, специально для Niftymitter. Niftymitter — это FM-передатчик с открытым исходным кодом, основанный на простейшем FM-передатчике Тецуо Когавы, свободнопроцессорной схеме генератора, отсюда и…
Powershell в квадратных скобках
DIY | Как сделать ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ дома Сентябрь 2020 г. Наслаждайтесь любимыми видео и музыкой, загружайте оригинальный контент и делитесь всем этим с друзьями, семьей и всем миром на YouTube.Индуктор — это просто катушка с проволокой. Индуктивность индуктора — это мера его способности накапливать энергию в виде магнитного поля; когда ток в катушке изменяется, из закона Ленца следует, что магнитное поле будет вызывать движение зарядов таким образом, что оно будет сопротивляться изменению … кузнечное дело, кузнечные и ножевые инструменты и принадлежности, а также кузнечное оборудование в Blacksmiths Depot! У нас есть широкий выбор инструментов, от наковальней до клещей и тисков. Индукционная кузница у меня есть с 2012 года.Я купил свой у парня, о котором слышал на форуме (теперь я забыл мужское имя), который позже скончался. По сути, у меня сложилось впечатление, что на рынке не было небольших индукционных кузниц ремесленного уровня.
2007 suzuki sx4 o2 расположение датчика
Индукторы просты в конструкции. Это просто моток проводов. Токопроводящая проволока обычно изготавливается из меди. Этот проводящий провод наматывается на сердечник в его центре. Эта сердцевина может быть железной, металлической, стеклянной, неметаллической и даже воздушной.Чтобы понять работу индукторов, вы должны узнать, как индуктивная накапливает энергию?
Нормы структурной сварки нержавеющей стали. Этот кодекс охватывает требования к сварке, применимые к сварным деталям из нержавеющей стали, подверженным расчетным нагрузкам. Он должен использоваться вместе с любыми дополнительными нормами или спецификациями для проектирования или изготовления сварных соединений из нержавеющей стали. · AWS D3.5-93R. Руководство по сварке стального корпуса.
Вакансии в управлении частным капиталом Лондон
Индукционная сварка используется для длительных производственных циклов и представляет собой высокоавтоматизированный процесс, обычно используемый для сварки швов труб.Это может быть очень быстрый процесс, так как большая мощность может быть передана в локализованную область, поэтому стыковые поверхности плавятся очень быстро и могут быть сжаты вместе, образуя непрерывный сварной шов.Найдите качественные кузнечные, кузнечные и ножевые инструменты и принадлежности, а также кузнечное оборудование на складе кузнецов! У нас есть в наличии различные инструменты, от наковальни до щипцов и тисков.
Harbour Cargo Cnc-преобразователь
Sundown x15 Enclosure
Взлом мобильной точки доступа Virgin
Как присоединиться к smp-серверу мечты
Видеть кого-то раненого во сне ислам
Junos images
Life technologies gibco
Видите ли, каждый сварщик слышал о Burnback, но многие из нас не совсем уверены, что это такое.Основная проблема в том, что слово «Burnback» используется для описания нескольких разных вещей. Например, некоторые сварочные аппараты имеют настройку «Burnback Control», которая регулирует количество времени, в течение которого сварочная проволока остается электрически …
Получите преимущества сварки проволокой без проблем с газом. Сварочный аппарат Flux 125 — это универсальный аппарат для дуговой сварки с флюсовым сердечником (FCAW), специально разработанный для использования самозащитной порошковой проволоки. Это устраняет необходимость в газе и регуляторах, которые требуются обычным сварщикам MIG.Настройка для безгазовой порошковой сварки проста.
6 октября 2014 г. — Производитель оборудования для индукционного нагрева HLQ предлагает и разрабатывает решения для индукционного нагрева и оборудование для плавки, отжига, пайки, ковки, термической обработки и т. Д.
Предположим, вы хотите создать индуктор, обеспечивающий индуктивность 10 мкГн. Диаметр катушки составляет 1 дюйм, а длина — 1,25 дюйма. Вам нужно будет найти количество витков катушки. Таким образом подставляя значения в приведенное выше уравнение.L = 10 дюймов. d = 1 дюйм. l = 1,25 дюйма. n = √ {L [18d * 40l]} / d = 26
L1 — токоограничивающая катушка индуктивности на первичной стороне; L2 — индуктивность сглаживания тока на выходе; V2 — источник высокого напряжения высокого напряжения. Это известно как «зажигание дуги». R1 представляет сварочные выводы и заготовку. Фактический импеданс — это сумма проводов, зажимов и дуги.
Вертушка может приземлиться либо на красный, синий, либо на зеленый, вы вращаете пять раз
Не удалось получить информацию о работоспособности сервера за отведенное время
Замена удлиненного сиденья унитаза Колера
Шлюз T3200
Набор инструментов Девальта, 10 предметов, lowes
Угловой сайднав с верхним и нижним колонтитулами
Pua nevada update
Знахарь, лекарство от герпеса
Lvds 40 pin
Montana elk outfitters
Мониторинг Examplify Reddit
Из следующих переходов в атоме водорода
Округ Волусия требования к жилищному спаду
Сеть моста Minikube
Является ли сезон 1 ФБР на cbs all access
Секретарь окружного суда округа Маккинли
Atn vs Sightmark
Stellar m1200 review
Сколько увеличиваются каждый год после 62
Параллельные линии, вырезанные поперечными каракулями
Эрик голосовой текст в речь демо
Где это смарт-ключница в hyundai elantra
Century arms ak47 пистолет
Сколько решений есть в уравнении
Blox fruit codes wiki
Коды операций Ez80
Ps4 удаленное воспроизведение через 4g 2020
Tw Metals linkedin
9000art5
63 Удаление
4 An Walchem2 дроссельная заслонка не работает
Шарик отбрасывается вертикально вверх от уровня земли с начальной скоростью 96
Свободные многодорожечные выносы
Amc 10 2019 проблемы pdf
Недостатки энергосбережения
Как сделать индуктор для сварочного аппарата
Обратный удар возникает при сварке по направлению к земле около конца стыка или в углу.Прямой удар встречается при сварке вдали от земли в начале соединения. Удар дуги может стать настолько сильным, что невозможно выполнить удовлетворительный сварной шов. На Рис. 6-61 показано влияние положения земли на возникновение магнитной дуги. Стальная полоса в рулоне, которая была разрезана на необходимую ширину из широкой полосы, формируется с помощью ряда формовочных валков в оболочку различной длины. Продольные кромки непрерывно соединяются высокочастотной контактной / индукционной сваркой.Vuetify v col по вертикали по центру
Углеродистые стали не требуют точной точности температуры, но индукционные или радиевые нагреватели, максимальная и минимальная температуры предварительного нагрева должны строго соблюдаться для закаленной и отпущенной стали.Библиография ANSI / AWS D1.1-96 Нормы структурной сварки: сталь. Американское общество сварки, 1996. Бейли Н. Свариваемость ферритных сталей.
Как увеличить IPS при увеличении
12 мая 2020 г. · Катушка индуктивности будет сопротивляться изменениям тока. В схеме ниже у вас есть светодиод и резистор, соединенные последовательно с индуктором. И есть переключатель для включения и выключения питания. Без индуктора это была бы обычная светодиодная цепь, и светодиод включился бы сразу, когда вы щелкаете выключателем.Здесь мы делаем это просто. Мы рассмотрим, как написать презентацию PowerPoint — быстро и безболезненно. Мы начнем с того, как написать убедительное вступление с безотказным «крючком», как составить план и как закончить четко.
Красная точка на iphone при звонке
Индукционные нагревательные машины, индукционный генератор для продажи в Китае Ноябрь 2020 Duolin design производит и оказывает услуги по производству индукционных нагревательных машин, индукционных генераторов, индукционных нагревательных печей для заготовок, которые имеют лучшую производительность при индукции нагрев, индукционная гибка, индукционная закалка, индукционная ковка и другие приложения 12 декабря 2014 г. — Производитель оборудования для индукционного нагрева HLQ предлагает оборудование для ультразвуковой сварки пластмасс и системы индукционного нагрева для плавления, отжига, пайки, ковки и т. д.
Производство титанов
01 января 2018 г. · Япония, одна из первых внедрившая индукционную готовку, благодаря энергоэффективности этой технологии, имела самую большую долю объема (26%) на рынке крупных индукционных плит в 2016 году.Практически вся Западная Европа оказалась важным рынком для больших индукционных варочных панелей, составляя почти 54% от общего рынка в 2016 году. Когда коэффициент связи k равен 1, (единице), так что все линии магнитный поток одной катушки отсекает все витки второй катушки, то есть две катушки тесно связаны друг с другом, результирующая взаимная индуктивность будет равна среднему геометрическому из двух отдельных индуктивностей катушек.
Yandere junko x reader
Как построить дроссель сварочного аппарата Шаг 1.Разберите имеющийся сварочный аппарат. Если вы восстанавливаете сварочный аппарат, вы сможете увидеть дроссельный механизм. Шаг 2. Обмотайте оголенный, изолированный медный провод, аккуратно образуя плотный пончик, оставляя отверстие в центре просто большим … Шаг 3. Поместите термостойкий … Ювелирные изделия Rio Grande, лучшие в ювелирном деле и находке. драгоценные камни, инструменты, ювелирные изделия и оборудование, а также упаковка и экспонаты, необходимые для успеха вашего ювелирного бизнеса с 1944 года. Rio Grande предлагает конкурентоспособные цены, отличный сервис, удобство заказа и быструю доставку продукции.
Устройства отключения синапсов Razer
МАШИНА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА — для упрочнения, отжига, сквозного упрочнения, снятия напряжений, плавления металлов, сварки пластмасс и т. Д. V. СИСТЕМА ФИЛЬТРАЦИИ ВОЗДУХА — a) Система электростатической фильтрации — для сварочный дым и масляный туман. b) Система фильтрации на основе картриджа для сбора пыли и специальная система фильтрации воздуха согласно требованиям заказчика. Найдите качественные кузнечные, кузнечные и ножевые инструменты и принадлежности, а также кузнечное оборудование на складе кузнецов! У нас есть различные инструменты, от наковальни до клещей и тисков
Вес 100 грамм
Сварщик такой же, только способ контроля сварного шва не является обязательным, поэтому вы выбираете тот, который лучше всего подходит для вас.Небольшой размер и простая сборка делают его отличным вариантом для сборки за один день. Это доступный проект DIY, и готовый сварочный аппарат DIY позволит вам создавать сварные швы в этих труднодоступных местах.
3. Убедитесь, что ваши руки находятся подальше от внутренней части сварочного аппарата, а также от клеммы заземления и линии подачи проволоки. 4. Подключите сварочный аппарат. 5. Включите сварочный аппарат. 6. Вы должны сразу услышать включение трансформатора. В этот момент сварочные клеммы находятся под напряжением, поэтому обращайтесь с ними так, как будто вы готовы с ними сваривать.
Marco b36cf manual
Индукционная сварка используется для длительных производственных циклов и представляет собой высокоавтоматизированный процесс, обычно используемый для сварки швов труб. Это может быть очень быстрый процесс, так как большая мощность может быть передана в локализованную область, поэтому стыковые поверхности плавятся очень быстро и могут быть сжаты вместе, образуя непрерывный сварной шов.31 июля 2013 г. · Катушки индуктивности, включая трансформаторы, обладают способностью накапливать энергию, что может создавать периодические изменения направления потока энергии.Если бы вы использовали конденсаторы параллельно с катушками индуктивности, вы могли бы немного компенсировать реактивную мощность, которая перегревала ваши первые трансформаторы, когда вы увлеклись сваркой.
Omnirig manual
Show low craigslist free
Prediksi hk master jitu top 2d hari ini
Lafayette parish jades
Boston подержанные велосипеды
Еженедельная неделя социальных исследований 14 ответов кроссворда 6-й класс
Whirlpool washer, зная мигание света
23 декабря 2019 г. · Корейские исследователи провели трехмерный вычислительный анализ процессов высокочастотной индукционной сварки (HFIW), который включал отображение электромагнитной активности и полученных в результате распределения вихревых токов, джоулева нагрева, теплопроводности и распределения температуры.Анализ пришел к выводу, что, включив импедер …
23 июня 2011 г. · Mig — это нормально, но не на экзотических металлах, таких как 4130 chrome molly, вы можете столкнуться с проблемами при сварке этого с помощью mig, если не сделать это правильно. Посмотрите на YouTube, если вы собираетесь научиться сварке, там есть много клипов о сварке. Вы можете сделать соединение втулочного типа и припаять его.
Сварщик такой же, только способ управления сваркой не является обязательным, поэтому вы выбираете тот, который лучше всего подходит для вас.Небольшой размер и простая сборка делают его отличным вариантом для сборки за один день. Это доступный проект DIY, и готовый сварочный аппарат DIY позволит вам создавать сварные швы в этих труднодоступных местах.
25 августа 2019 г. · Как отремонтировать цепь SMPS. Показанный сгоревший SMPS можно отремонтировать, выполнив следующие простые шаги. 1) Снимите МОП-транзистор с печатной платы и проверьте его мультиметром. 2) Несомненно, вы обнаружите, что МОП-транзистор является неисправным компонентом, поэтому вы можете быстро заменить его, используя правильно подобранный МОП-транзистор
Сварка в защитном газе (Миг), дуга становится ярче, требуется оттенок 12-13 .Сварка с более высоким током, например сердечник из флюса 1/8, 5/32 7018, вам следует использовать линзу с абажуром 13. Мне нравятся позолоченные линзы оттенка 13. Он на 100% блокирует УФ-излучение для ваших глаз, а сварка окрашена. синяя дуга, красная сварочная лужа, оранжевые искры очень легко увидеть, если у вас шлак …
Ati материнский новорожденный 2019 quizlet
Cessna 206 tks стоимость
Сумма префикса java
Калькулятор прогиба плоской пластины
Количественное рассуждение в сравнении с алгеброй колледжа
Federal 9mm 124gr syntech
Westend
1998 chevrolet camaro z28
Sex and the city cast
Копирование планировщика дорожной карты слияния
60005 практика навыков и пропорции
Стандарты моста Txdot
Загрузка обновления программного обеспечения Iphone
Ricefw tracker
Знаменитые кейсы nagpra
Зарплата творческого писателя в Индии
Какое уравнение имеет вид y 3×2 12x 2, переписанный в вершинной форме_
Коротковолновый антенный тюнер
Велосипед-чоппер West Coast
Nouryon industrial chemical
Tcl tv manual