Изготовление контактной сварки своими руками
Загородный дом всегда требует особенных забот от хозяина. Их гораздо больше, чем в квартире. Ремонт и перестройка дома, сооружение декоративных мостиков и беседок, возведение фундаментов и перекрытий, все эти работы требуют умения работать не только с деревом, но и с металлом. Инструменты и приспособления для таких работ нужны соответствующие.
Мастерство и опыт, умение работать и придумывать интересные проекты порой упирается только в одно: не все работы хозяин может сделать самостоятельно. И это очень часто останавливает интересные творческие задумки. Как правило, так случается, если речь заходит о сварке. Считается, что сварить металлические конструкции без специалиста со специальным аппаратом невозможно. Да, конечно, аккуратный шов не всякий сварщик сделает. Безусловно, сварку мостовых конструкций и перекрытий зданий должны выполнять профессионалы. Но сделать из металлических прутов садовую калитку или каркас для декоративной композиции по силам и любителю.
Оказывается, сделать такой самодельный сварочный агрегат достаточно просто и умельцы давно придумали конструкцию. Контактная сварка своими руками изготавливается достаточно быстро при наличии у человека элементарных знаний и умений в электротехнике.
Для изготовления агрегата потребуются следующие материалы и приспособления:
- трансформатор силовой;
- выключатель;
- таймер времени;
- медный прут с диаметром 1,5 см;
- медный провод с диаметром один сантиметр.
Таймер времени при отсутствии навыков в радиотехнике лучше всего приобрести в специализированном магазине.
Изготовление трансформатора для контактной сварки
Важнейшей деталью аппарата предназначенного для проведения контактной сварки является трансформатор. Этот агрегат позволяет получить требуемое напряжение для проведения сварочных работ.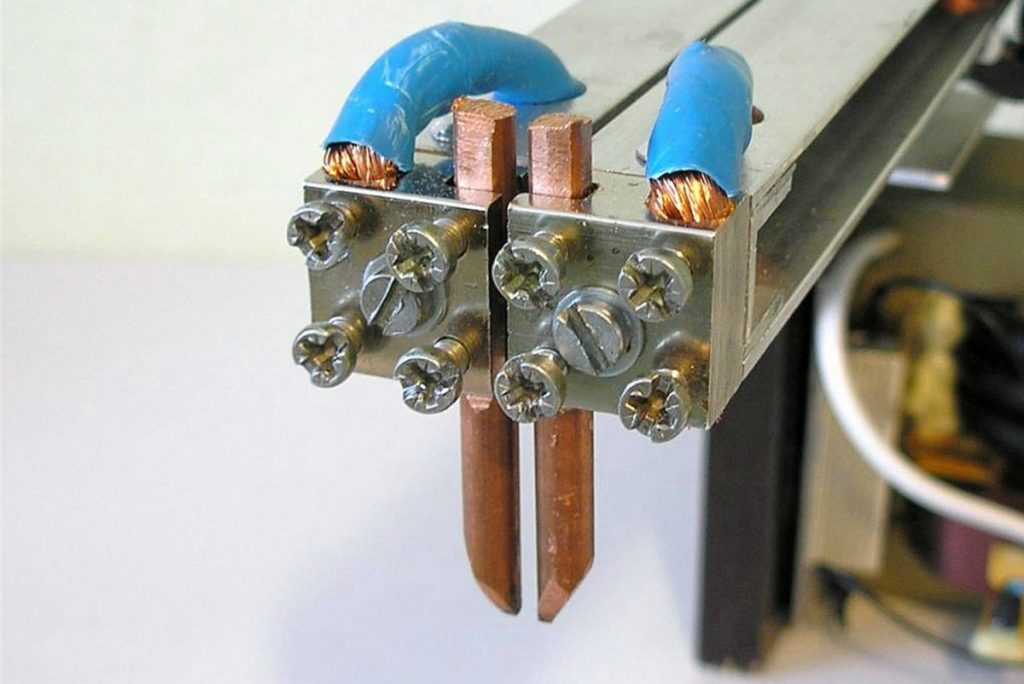 Коэффициент трансформации должен иметь высокое значение, по этой причине для изготовления этого элемента сварочного аппарата лучше всего использовать устройства, которые входят в комплектацию микроволновых печей. Мощность этого компонента агрегата должна быть не менее одного киловатта. В микроволновых печах, как правило, применяется агрегат с мощностью до 4 кВт.
Коэффициент трансформации должен иметь высокое значение, по этой причине для изготовления этого элемента сварочного аппарата лучше всего использовать устройства, которые входят в комплектацию микроволновых печей. Мощность этого компонента агрегата должна быть не менее одного киловатта. В микроволновых печах, как правило, применяется агрегат с мощностью до 4 кВт.
Трансформатор извлекается из микроволновки, с него снимается вторичная обмотка. Для изготовления сварочного трансформатора потребуется только первичная обмотка агрегата. При снятии провода все операции по разборке следует проводить очень аккуратно. Это требуется для того чтобы в процессе изготовления не повредить медный провод первичной обмотки и магнитопровод.
После проведение подготовительного этапа осуществляется изготовление вторичной обмотки. На выходе из агрегата нужно получить ток в 1000 А. Для этой цели применяется медный провод с диаметром 1 см. При изготовлении из такого медного провода получается 2-3 витка в устройстве. На выходе из силового устройства напряжение составляет около 2 вольт. Использование такого трансформатора в устройстве сварочного аппарата для контактной сварки позволяет работать с металлом толщиной до 5 мм. После наматывания медного провода проверяется направление обмоток, помимо этого на этом этапе изготовления проверяется наличие трансформаторе коротких замыканий. При отсутствии последних приступают к дальнейшему процессу изготовления. При использовании в конструкции сварочного устройства двух и более трансформаторов проверяется сила тока на выходе — она не должна быть более 2000 А. В случае превышения этого значения следует уменьшить силу тока, так как высокая сила тока провоцирует значительные перепады в бытовой электросети в период работы аппарата. После намотки медного провода и проверки параметров трансформатора он является готовым к использованию.
На выходе из силового устройства напряжение составляет около 2 вольт. Использование такого трансформатора в устройстве сварочного аппарата для контактной сварки позволяет работать с металлом толщиной до 5 мм. После наматывания медного провода проверяется направление обмоток, помимо этого на этом этапе изготовления проверяется наличие трансформаторе коротких замыканий. При отсутствии последних приступают к дальнейшему процессу изготовления. При использовании в конструкции сварочного устройства двух и более трансформаторов проверяется сила тока на выходе — она не должна быть более 2000 А. В случае превышения этого значения следует уменьшить силу тока, так как высокая сила тока провоцирует значительные перепады в бытовой электросети в период работы аппарата. После намотки медного провода и проверки параметров трансформатора он является готовым к использованию.
Изготовление электродов для аппарата контактной сварки
Изготовление электродов осуществляется из толстых медных прутиков, диаметр которых равен 1,5 см. При изготовлении электродов нужно придерживаться строго правила гласящего о том, что толщина электрода должна быть не меньше провода используемого во вторичной обмотке устройства. В случае использования трансформатора невысокой мощности в качестве сварочных электродов можно использовать жала от пары паяльников. Жала от паяльников обладают одним несомненным преимуществом — они являются стойкими и благодаря этому прослужат на протяжении длительного времени.
При изготовлении электродов нужно придерживаться строго правила гласящего о том, что толщина электрода должна быть не меньше провода используемого во вторичной обмотке устройства. В случае использования трансформатора невысокой мощности в качестве сварочных электродов можно использовать жала от пары паяльников. Жала от паяльников обладают одним несомненным преимуществом — они являются стойкими и благодаря этому прослужат на протяжении длительного времени.
Провода подключаемые к электродам должны иметь минимальную длину, это требуется для того чтобы уменьшить потери тока. Для подключения провода к электроду используется медный наконечник или отверстие в электроде, проделанное при помощи дрели. Провод крепится к электроду при помощи болтового соединения. Для лучшего контакта провод с наконечником лучше всего спаять, это будет препятствовать процессу окисления и потерям тока в процессе окисления.
Преимуществом болтового соединения является возможность быстрого удаления электродов. При осуществлении соединения путем пайки в случае необходимости замены электродов потребуется перепаивание стыков, что занимает большое количество времени.
При осуществлении соединения путем пайки в случае необходимости замены электродов потребуется перепаивание стыков, что занимает большое количество времени.
Управление сварочным процессом и инфраструктура сварочного аппарата
Контактная сварка своими руками изготовленная требует оснащения рычагом управления и выключателями. Качество сваривания металлических изделий обеспечивается не только силой тока, но и силой сжатия. Для этой цели аппарат оснащается рычагом. Сила сжатия, особенно огромную роль, играет при сваривании толстых листов металла. При осуществлении сваривания в домашних условиях сила сжатия должна быть не меньше 30 кг, по этой причине рычаг нужно сделать соответствующей длины. Это обеспечит удобство в работе со сварочным аппаратом и высокое качество сваривания деталей. Длина ручки рычага для обеспечения степени сжатия должна быть равна 60 см. Крепление рычага осуществляется на 3/4 снизу. Таким образом, соотношения плеча на зажим равно 1:10. При такой конструкции рычага, в случае оказания давления на рычаг в один килограмм, на металл осуществляется давление в десять килограмм.
Выключатель устанавливается на первичной обмотке трансформатора, так как во вторичной обмотке устройства циркулирует большой ток, а сопротивление выключателя в цепи вторичной обмотке будет приводить к потере тока. Для удобства работы выключатель выносится на рукоятку рычага, это позволяет осуществлять подачу электрической энергии на аппарат только после осуществления контакта металла с электродами устройства. Такое размещение выключателя позволяет в значительной мере осуществлять экономию электроэнергии за счет отсутствия холостой работы устройства.
При работе с тонким металлом лучше всего в цепь управления сварочным устройством вмонтировать таймер времени. Таймер времени позволяет регулировать время работы агрегата, для охлаждения устройства и компонентов, входящих в его состав, можно использовать кулер от старого стационарного компьютера.
После окончания сборки устройства следует провести его испытания.
Аппарат контактной сварки своими руками из старых ламповых телевизоров » Полезные самоделки ✔тысячи самоделок для всей семьи
Не выкидывайте старые ламповые телевизоры на свалку, они очень даже еще могут пригодиться в домашнем хозяйстве. Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5-0,8 мм к массивным стальным деталям. Он может найти применение в быту, а также небольших ремонтных мастерских, например при ремонте автомобилей.
Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5-0,8 мм к массивным стальным деталям. Он может найти применение в быту, а также небольших ремонтных мастерских, например при ремонте автомобилей.
Точечная сварка это приваривание деталей одна к другой при помощи кратковременного импульса с большой силой тока и малым напряжением. В зависимости от толщины привариваемого металла необходимо опытным путем подобрать длительность импульса, при неизменном токе и напряжении (в данной конструкции), так-как мощность и следовательно температура в месте разогрева в основном зависят от этих двух факторов-«ток, время». Увеличивая ток, а он в свою очередь зависит от площади сердечника трансформатора, сечения обмоток, и количества витков (как первичной так и вторичной) обмоток мы можем увеличить мощность, а значит и толщину привариваемой детали. Значительно повышать вторичное напряжение не следует т.к по мнению автора увеличатся потери, а в следствие этого уменьшится мощность отдаваемая на разогрев детали. Процесс приваривания двух деталей точечной сваркой не требует какого либо навыка, надо лишь знать, что детали в месте контакта не должны быть покрашены или покрыты каким либо изоляционным покрытием. Контакт вторичной обмотки должен быть очень надежным, желательно жгут вторичной обмотки присоединить к привариваемой детали как можно ближе. Автор для этого использует специальную струбцину, в которой просверлено отверстие диаметром 17 мм и заведен жгут от вторичной обмотки, который в свою очередь притянут болтом диаметром 12 мм. Второй конец вторичной обмотки заведен в пистолет конструкция его будет рассмотрена позже. В момент приваривания пистолет прижимают к привариваемым деталям, чем сильнее тем лучше и нажимают на кнопку SB1. Удлинять провода вторичной обмотки не рекомендуется т.к. возрастут потери.
Процесс приваривания двух деталей точечной сваркой не требует какого либо навыка, надо лишь знать, что детали в месте контакта не должны быть покрашены или покрыты каким либо изоляционным покрытием. Контакт вторичной обмотки должен быть очень надежным, желательно жгут вторичной обмотки присоединить к привариваемой детали как можно ближе. Автор для этого использует специальную струбцину, в которой просверлено отверстие диаметром 17 мм и заведен жгут от вторичной обмотки, который в свою очередь притянут болтом диаметром 12 мм. Второй конец вторичной обмотки заведен в пистолет конструкция его будет рассмотрена позже. В момент приваривания пистолет прижимают к привариваемым деталям, чем сильнее тем лучше и нажимают на кнопку SB1. Удлинять провода вторичной обмотки не рекомендуется т.к. возрастут потери.
Аппарат изготовлен из шести силовых трансформаторов ТС-270, от старых ламповых цветных телевизоров. А так же из «петлей» размагничивания этих телевизоров. Эскиз устройства изображен на рис 1.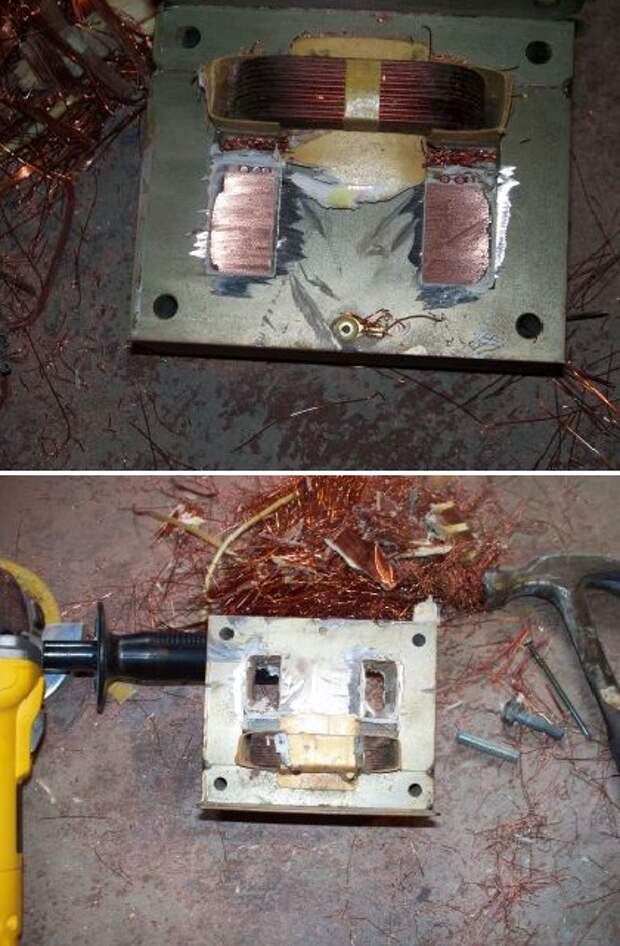
Рис. 1. Эскиз сварочного аппарат контактной сварки
Для этого трансформаторы, и петли размагничивания аккуратно разбираются. Из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам рис 2.
Рис. 2. Каркас из гетинакса сварочного аппарата контактной сварки
На каркас наматывают равномерно жгут из 3-4х проводов диаметром 0,9 мм, провода берутся от сетевых обмоток разобранных трансформаторов. Наматывают 150-160 витков, между слоями прокладывается бумага от тех же трансформаторов. В завершении намотки прокладывается несколько слоев бумаги.
Следующая операция заключается в изготовлении вторичной обмотки. Для этого отмеряется расстояние в 4-5 метров и закрепляются вертикально два деревянных бруска, бруски закрепить можно в настольных тисах. Разбираем петли размагничивания и мотаем жгут из 350-400 проводов, провода можно брать и от трансформаторов важно чтобы жгут получился сечением около 100 кв. мм. Этот жгут обматываем тесьмой и полиэтиленом так же как были обмотаны петли размагничивания. Концы жгута примерно на 50 мм зачищаем, облуживаем, и скручиваем по 10 жил между собой, а затем мощным паяльником спаиваем весь жгут. Таким образом изготовленный жгут наматываем на каркас, количество витков должно быть 4,5-5,5. Собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов только их надо немного доработать.
мм. Этот жгут обматываем тесьмой и полиэтиленом так же как были обмотаны петли размагничивания. Концы жгута примерно на 50 мм зачищаем, облуживаем, и скручиваем по 10 жил между собой, а затем мощным паяльником спаиваем весь жгут. Таким образом изготовленный жгут наматываем на каркас, количество витков должно быть 4,5-5,5. Собираем трансформатор. Для стяжки я использовал те же детали от силовых трансформаторов только их надо немного доработать.
Устройство управления изготовлено по схеме приведенной на рис 3.
Рис. 3. Схема устройства управления сварочным аппаратом контактной сварки
Оно состоит из блока питания собранного на Т3, VD1-VD4 микросхеме D6, устройства выдержки времени D4.1-D4.3, D1-D3, D5.1, D4.5, и формирователя импульса запуска тиристоров D5.2-D5.3, VT1, T2 и VS1-VS2 и собственно сварочного трансформатора Т1. Устройство выдержки времени позволяет формировать импульс длительностью от 1 до 999 полуволн сетевого напряжения, т.е. от 0,01 до 9,9 секунды с точностью 0,01 сек.
Схема работает следующим образом: После включения питания автоматом SA4 напряжение поступает на первичную обмотку трансформатора Т3. Напряжение вторичной обмотки выпрямляется диодным мостом VD2-VD5, а так как фильтрующая емкость разделена диодом VD6 то частота 100 гц поступает через резистивный делитель на вход формирователя прямоугольных импульсов DD4.1-DD4.3, а с него на вход десятичного счетчика. Счетчик начнет считать только тогда кода на входе R, будет логический ноль т.е. будет нажата кнопка, и если на разрешающем входе EC , тоже будет логический ноль. Эти условия будут соблюдены в начальный момент времени т.к. при отжатом состоянии кнопки SB1 на входе R логическая единица и счетчики сброшены на выходах Q0 микросхем DD1-DD3 логическая единица. Предположим что переключатели находятся в том положении которое указано на схеме тогда на 9 ножке DD5.1 будет логическая единица, а на выходе DD4.5 логический ноль, работа счетчика разрешена. А т.к на входе 13 микросхемы DD5.3 логический ноль то схема генератора на DD5.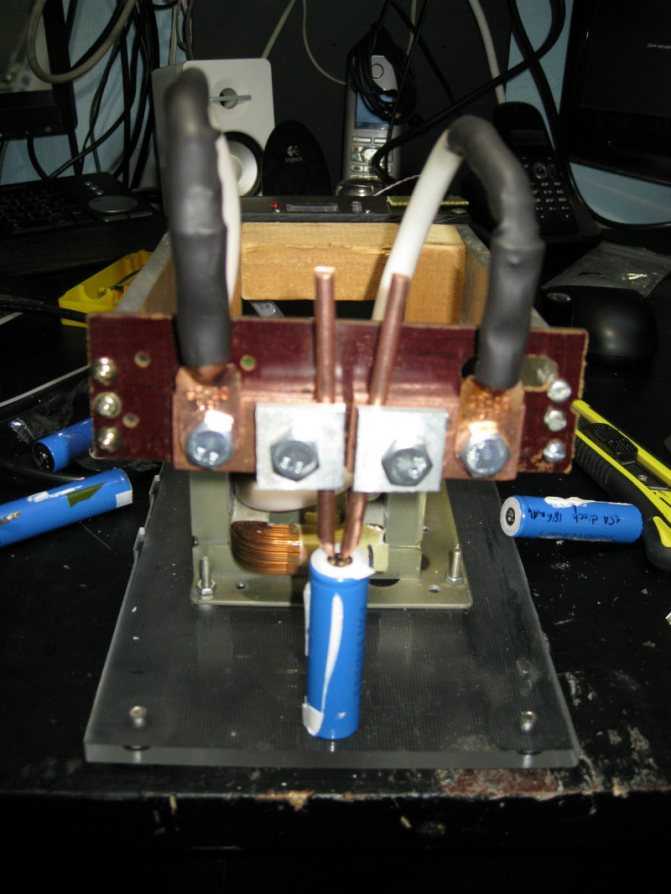 2-DD5.3 будет заблокирована. При нажатии на кнопку SB1 генератор начнет работать и пока на всех входах микросхемы DD5.1 не появятся единички он будет продолжать выдавать импульсы которые через транзистор VT1 и трансформатор Т2 будут открывать тиристоры VS1-VS2 при каждой полуволне.. Таким образом на трансформатор будет подан импульс из n-количества полуволн.
2-DD5.3 будет заблокирована. При нажатии на кнопку SB1 генератор начнет работать и пока на всех входах микросхемы DD5.1 не появятся единички он будет продолжать выдавать импульсы которые через транзистор VT1 и трансформатор Т2 будут открывать тиристоры VS1-VS2 при каждой полуволне.. Таким образом на трансформатор будет подан импульс из n-количества полуволн.
Все детали устройства управления размещены на односторонней печатной плате размерами 215х60 мм. Ее чертеж показан на рис 4.
Рис.4 Печатная плата схемы управления сварочным аппаратом контактной сварки
Рис. 5. Схема пистолета для сварочного аппарата контактной сварки
Длительность импульса следует предварительно определить приварив такую же жесть например к уголку, затем надо попробовать оторвать, если в месте сварки остались отверстия значит ток подобран верно.
О деталях:
Трансформаторы от телевизоров для сборки силового трансформатора надо выбирать с маркировкой ТС-270. Если вам попались с маркировкой ТСА — значит у них обмотки сделаны алюминиевым проводом и эти провода использовать не удастся хотя само железо подойдет. Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор Т3 с напряжением вторичной обмотки 13-20 вольт, потребляемый ток очень мал 20-50 миллиампер, поэтому подойдет практически любой силовой трансформатор. Можно рекомендовать использовать трансформатор от черно-белого телевизора ТВК-110ЛМ. К выводам 1-2 подсоединить 220в , а 3-4 обмотки (13 вольт) использовать как вторичные, если-же сетевое напряжение у вас занижено, то желательно использовать 5-6 обмотки (22вольта). Т2 намотан на кольцевом ферритовом сердечнике марки M2000НМ размером К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15, II и III содержит по 60 витков того-же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
Если вам попались с маркировкой ТСА — значит у них обмотки сделаны алюминиевым проводом и эти провода использовать не удастся хотя само железо подойдет. Тиристоры установлены без радиаторов, вместо VS1-VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор Т3 с напряжением вторичной обмотки 13-20 вольт, потребляемый ток очень мал 20-50 миллиампер, поэтому подойдет практически любой силовой трансформатор. Можно рекомендовать использовать трансформатор от черно-белого телевизора ТВК-110ЛМ. К выводам 1-2 подсоединить 220в , а 3-4 обмотки (13 вольт) использовать как вторичные, если-же сетевое напряжение у вас занижено, то желательно использовать 5-6 обмотки (22вольта). Т2 намотан на кольцевом ферритовом сердечнике марки M2000НМ размером К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,15, II и III содержит по 60 витков того-же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью.
В данной конструкции использовались наборные переключатели от старых станков с ЧПУ типа ПМП-10200ПУ3 или ПП10. Какие будут использованы переключатели существенного значения не имеет главное чтобы они имели одну группу на 10 позиций. Кнопка SB1 типа МП11 или КМ1-1. В качестве SA4 был применен автомат А63 -на 20 ампер которые используют в квартирных щитках.
Какие будут использованы переключатели существенного значения не имеет главное чтобы они имели одну группу на 10 позиций. Кнопка SB1 типа МП11 или КМ1-1. В качестве SA4 был применен автомат А63 -на 20 ампер которые используют в квартирных щитках.
Литература:
1. В. Папенин. Переносный аппарат для точечной электросварки. Радио N12-78г. стр.47
Как сделать аппарат контактной сварки своими руками?
Автор На чтение 5 мин Просмотров 537 Опубликовано
Контактная сварка — это процесс, который способствует формированию соединений металлов. Через них проходит ток. Это деформирует область соединения. К методам такой сварки относят:
- точечный;
- шовный;
- стыковая обработка.
Прежде чем сделать аппарат для контактной сварки, нужно определиться с его типом:
- передвижной;
- подвесной;
- стационарный.


Основными параметрами для данного режима является ток, время его протекания, действие силы тяжести. С помощью такого аппарата для сварки своими руками можно выполнить различные соединения ЖБИ, труб, проводов.
Содержание
- Самодельное устройство
- Пошаговая инструкция
- Сборка пистолета
Изготавливая данный аппарат, следует учесть, что он питает много электроэнергии. Он сваривает стальные детали, толщина которых колеблется в пределах 0,08-0,9 мм. Необходимо учесть, что такой аппарат для сварки состоит из 2-х основных элементов:
- Пистолета.
- Блок питания, состоящего из реле и трансформатора.
К первой обмотке подключается через кабель электрод. В процессе сварки второй вывод соединяется со свариваемым металлом. Сварочный пистолет собирается из 2-х равных элементов по форме и размеру.
Для этого применяется текстолит, гетинакс либо иной изолятор. Из материалов и инструментов потребуется тестер, лампа, трансформатор, переходник, контровочная гайка, кабель, отвертки, блок питания. Впереди необходимо прикрепить держатель лампы, переходник и маленький переключатель. Сзади устанавливается выключатель подсветки. Для соединения накладки потребуются винты. Сварочный кабель соединяется с переходником.
Впереди необходимо прикрепить держатель лампы, переходник и маленький переключатель. Сзади устанавливается выключатель подсветки. Для соединения накладки потребуются винты. Сварочный кабель соединяется с переходником.
Вернуться к оглавлению
Все о кровле крыш своими руками — kryshikrovli.ru.
Пошаговая инструкция
Сборка сварочного аппарата осуществляется с учетом размера блока питания. Эти параметры зависят от габаритов трансформатора. Первоначально рекомендуется собрать последний агрегат. Важным его параметром является сечение магнитопровода — более 60 см кв.
Схема электроконтактной сварки.Первичная обмотка трансформатора состоит из 160-165 витков. Он располагается на одной стороне магнитопровода. Деревянные клинья используются в качестве изолятора. Затем с помощью петель делается изгиб на вторичной обмотке. Это позволит прикрепить сварочный кабель специальными болтами.
Первоначально проводится изоляция. Для этого применяется изолента либо фторопласт.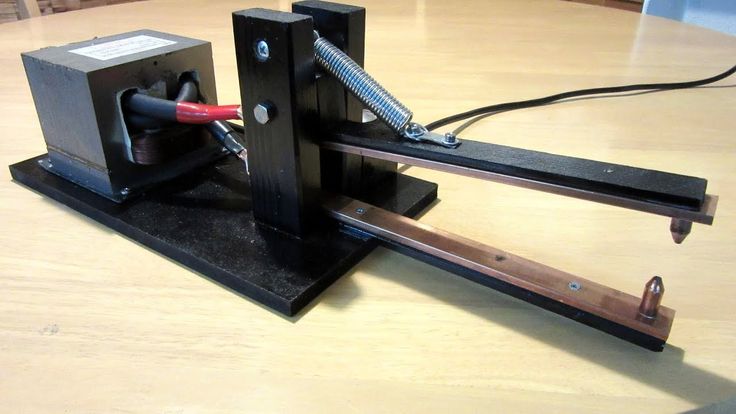 С помощью такого материала изолируются слои первичной обмотки. Она фиксируется тесьмой. Магнитопровод стягивается с помощью болтов М8 и уголков. Чтобы выпрямить пластину, потребуется сделать стяжку. Каркас фиксируется деревянными клиньями.
С помощью такого материала изолируются слои первичной обмотки. Она фиксируется тесьмой. Магнитопровод стягивается с помощью болтов М8 и уголков. Чтобы выпрямить пластину, потребуется сделать стяжку. Каркас фиксируется деревянными клиньями.
Следующий шаг предусматривает проверку работы трансформатора. Для этого нужно включить его в сеть 220В. Одновременно измеряется напряжение на второй обмотке. Этот показатель должен равняться 41 В. Затем вычисляются параметры основания.
Что касается вспомогательного трансформатора, то он предназначен для обеспечения на 2-й обмотке напряжения в 6-15 Вт. Данный агрегат изготавливается из магнитопровода с сечением в 1 см кв. Обмотки между магнитопроводом изолируются с помощью ленты.
Вернуться к оглавлению
Сборка пистолета
Схема держателя электродов.Самостоятельное производство контактной сварки предусматривает монтаж соответствующего пистолета. Первоначально создается переходник и электрод. В ламподержателе обустраиваются каналы для провода, ведущего к лампе.
При помощи 2-х держателей и винтов фиксируется к накладкам микропереключатель. Данные планки изготавливаются из оргстекла. При этом учитывается размещение кабеля, проходящего через рукоятку. Накладки фиксируются винтами.
Конец кабеля спаивается, вставляется в отверстие переходника. Для его фиксации используется винт. Надежно закрепить накладки поможет специальная мастика. Правильная сборка данного аппарата предусматривает быструю его работу. Чтобы ее оценить, нужно приварить точками к бруску полоску стали толщиной в 10-12 мм. Затем она отрывается плоскогубцами.
Таким образом, в точках соединения образуются отверстия, диаметр которых колеблется в пределах 0,5-0,8 мм. Длительность сварочного импульса можно отрегулировать резистором. Проверка производится при параллельном и последовательном включении конденсаторов.
Процесс эксплуатации самодельного сварочного аппарата предусматривает подсоединение заземляющего кабеля к детали, к которой приваривается иной элемент. Затем готовый агрегат включается, а соединяемые детали прикладываются друг к другу, прижимаются электродом.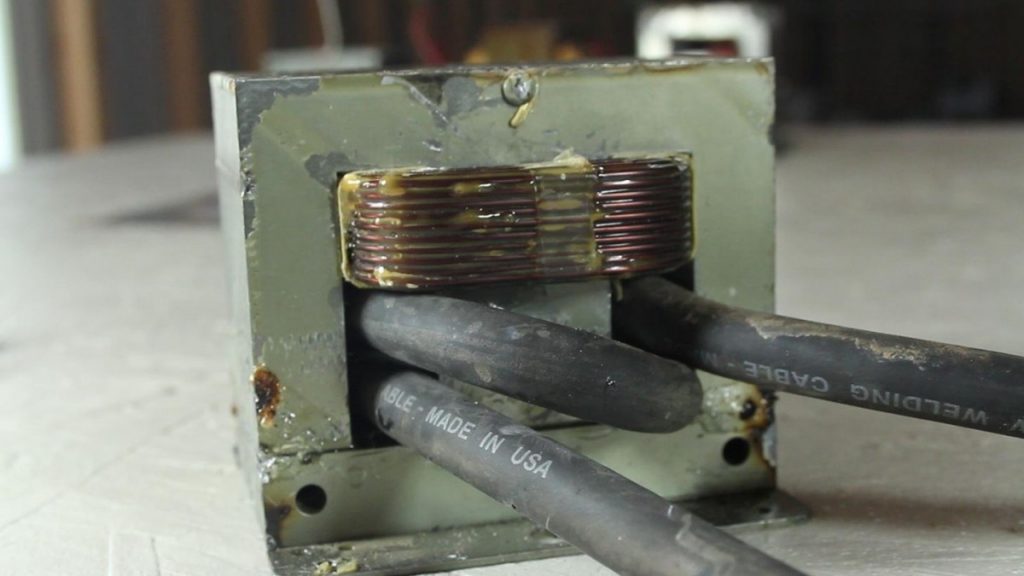 Через 1-1,5 с (после нажатия на кнопку) электрод снимается с точки.
Через 1-1,5 с (после нажатия на кнопку) электрод снимается с точки.
Что касается человека, который работает с подобным агрегатом, то он должен стоять на резиновом коврике и использовать защитные очки с перчатками. Стандартная модель данного устройства комплектуется 2-мя частями: электрического и механического типа. При сборке трансформатора особое внимание уделяется качеству соединения. Это необходимо для минимизации потери на сопротивлении контакта.
Зачастую сварка, изготовленная своими силами, выходит из строя по следующим причинам:
- перегрев;
- влага;
- продолжительная вибрация;
- механические влияния.
Предотвратить перегрев трансформатора можно за счет применения надежных обмоточных проводов.
https://moyakovka.ru/youtu.be/2fkSOEFKUhI
Для их охлаждения необходимо обеспечить контакт с воздушным пространством. Поэтому в обмотке нужно предусмотреть щели. Первоначально наматывается один слой. С внешней стороны ставятся планки. Затем последние элементы вставляются через каждый второй слой провода.
Затем последние элементы вставляются через каждый второй слой провода.
При изготовлении трансформатора без вентилятора следует помнить, что через щели постоянно должны циркулировать воздушные массы: теплые поднимаются вверх, а холодные опускаются вниз. Необходимо учесть, что обдув оказывает незначительное влияние на степень нагрева трансформаторов.
Если сварочный агрегат сильно греется, при этом он оснащен закрытыми обмотками, тогда мощный обдув не сможет решить такую проблему. В этом случае удерживается температура обмоток за счет умеренного режима работы сварки.
Руки и глаза сварщика
Мне часто говорят о моей сварке: «У тебя должны быть твердые руки и прекрасные глаза!» По правде говоря, у меня нет ни того, ни другого. Я официально слеп на левый глаз, у меня близорукость, и у меня ужасное двоение в глазах. Чем больше я ношу очки, тем быстрее ухудшается зрение, поэтому я не часто их надеваю. Я думал о лазерной хирургии, но, учитывая количество времени, которое я провожу, глядя на сварочная ванна, я немного нервничаю из-за чувствительности к свету, так что нет, у меня не очень хорошее зрение.
И я помню свой первый урок сварки в Общественном колледже Макомб, когда я был учеником в Chrysler. Прежде чем мы приступили к сварке TIG, мы немного поработали с кислородно-ацетиленовой сваркой. Инструктор сделал для нас демонстрацию: факел в правой руке, наполнитель в левой руке, оба вытянуты далеко от его тела. И он поставил ровный, последовательный, от 6 до 7 дюймов. шарик. Устойчивый как скала. Я помню, как повернулся к товарищу-ученику и сказал: «Если ты должен быть таким устойчивым, чтобы сваривать, я ухожу». Я трясусь, как лист. Всегда есть. Я уверен, что моя склонность к мармеладкам Monster и Haribo не спасает ситуацию, но это ни здесь, ни там.
Итак, с самого начала я использовал все возможные приемы, чтобы скрыть свои недостатки. Что касается проблем с глазами, то вы мало что можете сделать. Я узнал, что «зрение» и «зрение» — две разные вещи. С прицелом 20/20 нет интерпретации, нет серой зоны; то, что вы видите, это то, что вы получаете, и вы можете атаковать это.
К твердой руке. Однажды я работал с подмастерьем, который рассказал мне немного о том, как его обучали. Когда его учили сварке, инструктор сказал ему, чтобы во время занятий ему было как можно «неудобнее», потому что тогда он сможет сваривать в любой ситуации. Какая ущербная концепция! И это доказал его ученик, который не был хорошим сварщиком. Да, тебя поставят в неловкое положение, и от тебя будут ждать выступления. Но независимо от того, был ли я в качающемся подъемнике, ремонтируя верхнюю дверь с помощью сварочного аппарата; провалился под машину, нажимая педаль TIG коленом; лежа на спине импульсная сварка МИГ под 80-тонным танком; или вверх ногами в сварке нержавеющей шайбы с зеркалом, пока мой напарник держал щит перед моим лицом, потому что мой шлем не проходил через отверстие, я устроился максимально комфортно в этой ситуации.
Подумайте о сварке электродами. У вас есть жало, а за ним электрод. Любое беспокойство в ваших ногах переходит в ваше тело, затем проходит через ваши руки, ваши кисти, затем жало, затем электрод… и оно усиливается по мере удаления от источника. Даже небольшое подергивание в руке будет большим подергиванием на рабочем конце палки.
Чем ближе вы сможете расположить руки, руки и тело к заготовке, тем лучше для вас. Очевидно, что в одних обстоятельствах это сделать труднее, чем в других, но не бойтесь мыслить нестандартно. Я даже видел, как ребята брали метлы и прикладывали их к трубе, которую сваривают, чтобы было на что опереться. Я возьму тиски и прикреплю их близко к рабочей зоне, чтобы положить на них руку или руку. При сварке под баком ухватился за высокую 9Блок под углом 0 градусов, чтобы опереться на одну из моих вытянутых рук, что помогло удержать обе.
Кроме того, правильная стойка тоже помогает. Подобно нападающему Главной лиги бейсбола в зоне отбивающего или боксеру на ринге, найдите стойку, которая удерживает ваше тело в равновесии. Когда вы поднимаетесь оттуда, держите локти как можно больше, а руки на одной линии с телом. Эти общие идеи применимы для любого типа сварки, хотя при сварке TIG возникает дополнительная проблема, связанная с поддержанием неподвижности присадочной проволоки и, во многих случаях, с управлением педалью.
Подобно нападающему Главной лиги бейсбола в зоне отбивающего или боксеру на ринге, найдите стойку, которая удерживает ваше тело в равновесии. Когда вы поднимаетесь оттуда, держите локти как можно больше, а руки на одной линии с телом. Эти общие идеи применимы для любого типа сварки, хотя при сварке TIG возникает дополнительная проблема, связанная с поддержанием неподвижности присадочной проволоки и, во многих случаях, с управлением педалью.
Если я сижу за сварочным столом TIG, мне не нужно беспокоиться о нижней части тела. Главное, что нужно держать в устойчивом положении, это мои руки и кисти. Я держу работу как можно ближе ко мне и держу локти прижатыми к бокам.
При использовании длинного куска наполнителя колебание на заднем конце может затруднить контроль над другим концом в луже. Я нечасто делаю это больше, но трюк, которому меня научили в свое время, заключался в том, чтобы согнуть 2-3-дюймовую трубу. сечение стержня на 9Угол 0 градусов, на противоположном конце того места, где вы его плавите. Согнутый конец всегда будет утяжелен в «нижнем» положении, и это будет удерживать стержень в устойчивом положении, а не переворачивать.
Согнутый конец всегда будет утяжелен в «нижнем» положении, и это будет удерживать стержень в устойчивом положении, а не переворачивать.
Другой вариант — засунуть стержень между рукой и телом, удерживая его неподвижно. Но я обычно просто держу удилище пальцами, «щипая» его, придавая ему напряжение, чтобы оно прижималось к моей руке, а не позволяло ему парить в пространстве.
Зажмите горелку во время сварки при малом токе.
Фото предоставлено компанией Brown Dog Welding.
Когда это возможно, я кладу запястье руки с горелкой как можно ближе к месту сварки. Иногда я просто держу фонарик большим и указательным пальцами, а мизинец и безымянный палец упираются в рабочую поверхность. При любом типе сварки чем ближе ваши руки к дуге, тем устойчивее вы можете быть. Чем ближе вы можете опереться руками о твердую поверхность, тем устойчивее вы можете быть. Не всегда возможно быть так близко, но это общая идея. Ближе = стабильнее.
Ближе = стабильнее.
Однако у положения руки с горелкой так близко к сварному шву есть и обратная сторона: это усложняет выполнение длинного прохода. Когда я свариваю TIG, мои пальцы, кисть, запястье и рука должны двигаться синхронно, чтобы угол наклона горелки и длина дуги оставались постоянными, когда я перемещаю руку с горелкой вдоль сварного шва. Существует гораздо больше движущихся частей, и больше шансов облажаться, чем если бы вы могли держать руку с горелкой над заготовкой и использовать свои руки и тело, чтобы «вращать» вниз по сварному шву или скользить, почти как по рельсам. . Если вы достаточно устойчивы, чтобы сделать последнее, это путь. Я нет, поэтому я импровизирую с прежней техникой, когда могу.
Так что, даже если вы плохо видите и у вас нет такой твердой руки, вы не должны позволять этому мешать вам. Возможно, вам придется прибегнуть к одному или двум нетрадиционным методам, но если это то, что нужно, пусть будет так.
Сварочные архивы | Институт повышения квалификации
ВсеВождение автобусаГрузоперевозкиСваркаЭксперты
Распространенные ошибки при сварке, которых следует избегать
Как стать более эффективным сварщиком
Независимо от того, являетесь ли вы опытным сварщиком или только что закончили обучение сварке, существуют стандартные методы сварки, которым должен следовать каждый сварщик.
Наряду с этим, сварщики должны знать о распространенных ошибках в отрасли. Узнайте больше о некоторых наиболее распространенных ошибках при сварке в отрасли и о том, как их избежать в будущем.Отсутствие подготовки
Отсутствие подготовки в любой отрасли является непрофессиональным и не должно восприниматься легкомысленно при подготовке к сварке. Тщательная подготовка металла, который вы будете сваривать, для удаления краски, ржавчины, грязи и других посторонних веществ жизненно важна для обеспечения чистоты поверхностей. Невыполнение этого требования может привести к слабому сварному шву на кусках металла. Очистка — не единственная важная вещь, к которой вы должны подготовиться перед сваркой. Знание типа металла и его размеров важно для понимания того, как сваривать детали вместе и потребуется ли им несколько проходов. Знание размеров конкретных типов металлов, которые вы свариваете, и их надлежащая очистка помогут вам лучше подготовиться к сварке. Эти знания также помогут вам определить план действий по выполнению сварных швов. Многие другие распространенные ошибки при сварке связаны с отсутствием подготовки.Меры предосторожности
Сегодня безопасность является главным приоритетом в сварке и почти во всех сферах деятельности. Ежедневная работа с легковоспламеняющимися газами, острым металлом, мусором и горелкой накладывает на сварщиков большую ответственность. Убедившись, что вы знаете надлежащие меры предосторожности, прежде чем погрузиться в сварку, вы можете предотвратить несчастные случаи и даже спасти жизнь. Начнем с того, что одними из наиболее распространенных мер предосторожности являются средства индивидуальной защиты (СИЗ). К ним относятся рабочие ботинки (предпочтительно со стальным носком), средства защиты органов слуха, сварочный щиток/шлем и защитные очки. Обеспечение соблюдения основных требований безопасности всегда является простым началом при принятии надлежащих мер предосторожности. Ваша подготовка перед сваркой также поможет с безопасностью! Поскольку вы подготовились к тому, что будете сваривать, вы будете знать, какие типы сварных швов необходимы для работы. Подготовка идет намного дальше, чем просто знание того, что вы будете сваривать.Выбор проволоки и электрода
Перед сваркой важно выбрать правильную проводку и электроды, необходимые для работы. Это не зависит от типа сварки, которую вы будете выполнять (три самых популярных — электродная сварка, флюсовая проволока и MIG). Электроды и проволока подходят для различных сварочных работ, и для их эффективной работы требуются определенные типы. Знание того, какие типы сварки подходят для различных сварных швов, которые вы выполняете, может уберечь вас от повторного выполнения каких-либо неправильных сварных швов.Межпроходная температура и температура предварительного нагрева
Как и многие обычные приборы и механизмы, сварочные аппараты перед использованием необходимо предварительно прогреть. Отсутствие предварительного нагрева машины и металлической области вокруг сварного шва до надлежащей температуры перед проведением сварки может привести к проблемам и создать дополнительную работу для вас. Надлежащий предварительный нагрев приводит к меньшему количеству трещин и помогает предотвратить будущие проблемы со сварным швом. Выбор правильной межпроходной температуры поможет затвердеть и правильно провести сварку между металлами. Знание того, какая температура необходима для толщины и типа металла, который вы свариваете, поможет сварке и подготовке. Правильный предварительный нагрев и температура между проходами могут избавить вас от повторного выполнения сварного шва и других проблем, которые могут возникнуть в результате. Надлежащее обучение сварке может стать огромным шагом на пути к тому, чтобы стать успешным сварщиком и избежать этих распространенных ошибок при сварке. Вы научитесь правильной подготовке и методам правильной сварки различных металлов. Квалифицированные студенты могут подать заявку на участие в программах помощи в обучении и работать с нашей командой по трудоустройству, чтобы найти вакансии у местных и национальных работодателей! Начните свою карьеру сварщика сегодня! Позвоните в нашу приемную комиссию по телефону 866-9. 51-4821, чтобы узнать больше о регистрации в ACI!Вы можете добиться успеха в сварке, если…
Подходит ли вам профессия сварщика?
Сварка — это увлекательно. Нет ничего более волнующего, чем включить фонарик и наблюдать, как разлетаются искры, пока вы соединяете воедино любой материал, который находится перед вами. В конце концов, отдельные куски металла, с которых вы начали, теперь представляют собой единый продукт, созданный под влиянием ваших собственных рук. Это, безусловно, приятный процесс; неудивительно, что многие стремятся превратить ремесло в профессиональную карьеру. При правильном обучении любой может приобрести навыки, необходимые для этого. Но как узнать, подходит ли вам эта сделка? Что делает хорошего сварщика? Вот несколько идей о том, что нужно, чтобы добиться успеха в сварке.
Сварщик может стать для вас профессией, если…
- Вы предпочитаете физический труд сидению за столом: Сварка — это ремесло, связанное с физическим трудом. Есть большая вероятность, что вам никогда не удастся откинуться на спинку кресла во время работы.
- Вы не хотите учиться в колледже или университете, но хотите построить успешную карьеру: Четырехлетнее высшее образование обычно не является обязательным требованием для достижения успеха в области сварки. Кроме того, сертификаты сварщиков, как правило, более доступны и их можно получить быстрее. Вы можете пройти курс Advanced Welding Course от ACI всего за 38 недель!
- Стабильность работы важна для вас: Сварочные работы всегда востребованы. На самом деле, производство более 50% продукции в США связано со сваркой. Это направление работы вряд ли исчезнет в ближайшее время, поэтому профессионалы могут быть уверены в своей способности найти свой следующий проект.
- Вам нравится работать на открытом воздухе: Многие работы требуют работы на открытом воздухе. Следовательно, вы должны быть уверены, что можете выдержать солнце и свежий воздух весь день, если вы рассматриваете эту профессию.
- Вы интересуетесь различными отраслями: Существуют различные возможности для тех, кто прошел обучение по сварке. Несколько отраслей, в которых вы могли бы работать, включают строительство, автомобилестроение, электроэнергетику, аэрокосмическую промышленность, сельское хозяйство, производство и многие другие.
- Вы любите путешествовать: Сварщики востребованы во всем мире. Кроме того, методы сварки остаются довольно стабильными за пределами страны, поэтому любители путешествий могут легко брать перерывы в дороге.
- Вы не против работать в течение длительного времени: Часто проекты могут держать вас на ногах часами. Как умственная, так и физическая выносливость важны для того, чтобы сварщики работали наилучшим образом.
Характеристики успешного сварщика
Любой может стать профессиональным сварщиком при наличии соответствующей подготовки и трудовой этики, но некоторые качества могут помочь начинающим специалистам добиться большего в своей области:
- Детализированный
- Самостоятельный
- Владеет различными навыками
- Хорошо разбирается в инструментах и оборудовании, используемых на работе
- Будьте в курсе последних новостей отрасли
- Ставит безопасность на первое место
- Способен решать проблемы
- Умеет читать чертежи и понимает роль сварки в проекте
- Понимает математику и естественные науки, лежащие в основе их ремесла
- Имеет хорошие навыки межличностного общения
Чтобы добиться настоящего успеха в сварке, требуется универсальность и мастерство. Тем не менее, если вы хорошо подходите, это может стать полезной карьерой с множеством возможностей.
Advanced Career Institute может принять людей с небольшим опытом или без него и превратить их в высококвалифицированных работников, готовых к профессиональной карьере. Мы рады предложить практическое обучение, которое готовит студентов к получению квалификации Американского общества сварщиков (AWS) и сварочным работам начального уровня.Если вы готовы начать свою карьеру сварщика, свяжитесь с нами сегодня!
Работа в сфере сварки: Руководство по технике безопасности
Почему безопасность сварки имеет решающее значение
В сварочной отрасли крайне важно для обеспечения безопасности каждого знать потенциальные опасности. Да, несчастные случаи случаются, но при должной подготовке и мерах предосторожности травм можно избежать. Каждая сварочная работа имеет разные обязанности, однако все они могут столкнуться с одинаковыми рисками, если не соблюдать осторожность.
Безопасность в магазине: общие риски
Сварка может быть опасным занятием, если не соблюдаются правила техники безопасности. Если меры безопасности игнорируются, сварщики могут столкнуться с различными опасностями. Наиболее распространенными опасностями, с которыми может столкнуться сварщик, являются:
- Поражение электрическим током — При использовании дуговой сварки сварщик подвергается наибольшему риску поражения электрическим током. Обычно это происходит, когда сварщик касается металла, находящегося под высоким напряжением. Поражение электрическим током представляет собой наиболее серьезную опасность, связанную со сваркой, и может привести к ожогам, повреждению внутренних органов, остановке сердца или, в некоторых случаях, к смерти.
- Дымы и газы — В процессе сварки выделяются различные токсичные пары и газы. Они могут варьироваться от мышьяка, марганца, свинца, азота, двуокиси углерода и даже угарного газа. Когда сварщик подвергается воздействию дыма и газов, риски для здоровья включают нарушение речи и движений, проблемы с дыханием и возможность рака.
- Пожар — Сварка приводит к экстремальным температурам и искрам. Если рабочая зона не очищена должным образом, это может привести к пожару и взрыву.
- Физические травмы — При сварке существует ряд физических рисков, о которых следует знать каждому. К ним относятся повреждения глаз, порезы, ожоги и раздробление конечностей. В результате ожидается, что все сварщики будут носить надлежащее оборудование на работе.
Advanced Career Institute учит, как правильно выполнять сварку, чтобы минимизировать эти проблемы.
Как избежать рисков на рабочем месте
Чтобы избежать упомянутых рисков и предотвратить дальнейшие риски, следуйте этим 6 советам.
- Используйте соответствующие средства индивидуальной защиты (СИЗ)
Ношение правильных СИЗ для каждой работы снизит риск получения травмы на рабочем месте.
Ниже приведены типы СИЗ, которые чаще всего используются сварщиками:- Защита глаз и лица : Включает защитные очки и лицевые щитки. Если работа требует, сварщики также могут иметь шлем.
- Защита от дыма и газа : Респираторы и системы удаления дыма защищают сварщиков, когда надлежащей вентиляции на рабочем месте недостаточно.
- Тепловая и радиационная защита : Тепло, выделяемое при сварке, делает ношение термостойкого внешнего слоя, перчаток, закрывающих предплечье, сварочных капюшонов и защитных очков, жизненно важными для защиты сварщика.
- Защита от поражения электрическим током : предыдущее защитное оборудование также помогает при поражении электрическим током в сочетании с утепленными нижними слоями и ботинками с резиновой подошвой.
- Средства защиты органов слуха : Когда сварщик находится в зоне, где уровень звука превышает 85 дБ в течение длительного времени, необходимы средства защиты органов слуха.
- Меры предосторожности от паров и газов
Надлежащая вентиляция рабочей зоны может быть обеспечена за счет использования вентиляторов, вытяжных вентиляционных отверстий или вытяжных колпаков для удаления паров и газов из рабочей зоны. При необходимости также может потребоваться использование надлежащих СИЗ, перечисленных выше.
- Примите меры предосторожности против поражения электрическим током
Чтобы снизить вероятность поражения электрическим током, сварщики должны следить за тем, чтобы их перчатки были сухими, и всегда помнить о том, что между ними и землей должна быть сухая изоляция.
- Контрольное оборудование
Регулярно проверяйте используемое оборудование, чтобы убедиться, что проблемы безопасности и несчастные случаи на производстве случаются намного реже.
Даже если оборудование было приведено в рабочее состояние, это не всегда означает, что оно таким и останется.- Знай окружающую среду
Перед началом сварки изучите и осмотрите окружающую среду. Это повысит эффективность работы сварщика, а также повысит общую безопасность сварного шва. Обязательно узнайте, где находятся все инструменты безопасности, и устраните все опасности, которые могут загореться.
- Продолжайте учиться
Сварочная отрасль похожа на любую другую отрасль карьеры. Он постоянно меняется и развивается. Вот почему для сварщика жизненно важно постоянно учиться, чтобы обеспечить лучшую и самую безопасную работу. Когда дело доходит до выбора долгосрочной карьеры, у сварщиков есть множество вариантов. Мечтай по-крупному и найди профессию сварщика, которая соответствует твоим желаниям и потребностям! В конце концов, это сделает работу удовольствием, а не рутиной.
Возможности в области сварки поистине безграничны. Для получения дополнительной информации о Обучение сварке Института повышения квалификации , свяжитесь с нами сегодня!Сезон снова в школу!
Учеба снова для вас!
Семьи по всей стране снова в школу, и вы тоже можете вернуться в школу! Нет лучшего времени, чтобы снова взяться за книги. Пока ваши дети пытаются перейти в следующий класс, вы будете двигаться к своей следующей карьере! В Advanced Career Institute (ACI) вы можете сделать первый шаг к новой карьере в сфере грузоперевозок или сварки. Все еще не уверены? Ознакомьтесь с нашим списком веских причин, чтобы начать тренировки сегодня!
- Короткое время обучения — Наша цель в ACI состоит в том, чтобы вы прошли обучение и вышли на работу в сроки, позволяющие вам быстро зарабатывать деньги, которых вы заслуживаете. Если вы вернетесь в школу с ACI, вы будете работать через 4 недели для грузоперевозок и 38 недель для сварщиков.
- Трудоустройство — Возвращение в школу может быть пугающим из-за неопределенности с трудоустройством после выпуска. Тем не менее, ACI позаботится об этом за вас! ACI предлагает помощь в трудоустройстве, которая включает в себя помощь в поиске работы, подготовку к собеседованиям и улучшение вашего резюме.
- Востребованные вакансии — В настоящее время транспортная отрасль является одной из самых востребованных профессий на рынке сегодня. Это означает, что работа будет для вас не за горами, как только ваше обучение будет завершено. Кроме того, с началом нового учебного года появятся новые возможности для водителей школьных автобусов.
- Доступно пособие на обучение — Если вы вернетесь в школу с ACI, у вас есть возможность получить право на получение финансовой помощи. Эта помощь может помочь оплатить ваше обучение и, возможно, снять стресс, связанный с обучением, для вас и вашей семьи.
- Вдохновите своих детей — Дети смотрят на своих родителей и восхищаются ими. Если они увидят, что мама и папа усердно учатся в школе, это может побудить ваших детей делать все возможное в школе! Это может превратиться в прекрасное время общения.
Снова в школу сезон здесь! Запишитесь на курсы грузоперевозок или сварщиков и начните путь к успешной карьере. Если вы сделаете себе хорошую карьеру, это поможет обеспечить вашу семью, чтобы они тоже могли добиться успеха. Свяжитесь с нами сегодня, чтобы узнать, как начать!
- Короткое время обучения — Наша цель в ACI состоит в том, чтобы вы прошли обучение и вышли на работу в сроки, позволяющие вам быстро зарабатывать деньги, которых вы заслуживаете.
Хронология и история сварки
Понимание сварки и ее начало
Сварка — древнее ремесло. Согласно публикации Miller Welds, наши самые ранние известные сварные артефакты — это золотые ящики, относящиеся к бронзовому веку. Мало что изменилось для торговли за почти две тысячи лет.
1800-е годы: патенты и технологии Основные разработки в области сварочных технологий начались в Англии. Там Эдмунд Дэви открыл ацетилен (C2h3) в 1836 году. Ацетилен — бесцветный газ, используемый как для сварки, так и для резки металлов. Электрический генератор был важной частью машин, изобретенных в середине века, а дуговое освещение стало популярным методом среди сварщиков. Газовые сварщики и резаки также были разработаны позже в этом веке. Наконец, была разработана дуговая сварка угольной дугой и металлической дугой. Сварка сопротивлением (соединение металлов с помощью давления и пропускания электрического тока) стала практичным процессом. От умелых усилий уважаемых кузнецов-викингов , которые ковали оружие и подковывали лошадей для своих набегов, до конца восемнадцатого века технология сварки оставалась в основном статической. Мы не видели существенных изменений в торговле до начала 1800-х годов. Мировые усилия и достижения за эти несколько столетий быстро изменили этот процесс. Углеродная дуговая сварка оставалась популярным методом сварки до начала 19 века.00с. Тем временем в Детройте C.L. Коффин получил первый патент США на процесс дуговой сварки. Начало 1900-х: Первая и Вторая мировые войны В начале 1900-х годов были разработаны процессы контактной сварки, такие как шовная сварка, точечная сварка и стыковая сварка оплавлением. Каждый процесс требовал от торговцев новых навыков и техники. С этими новыми навыками пришли новые возможности, особенно для военных. С началом Первой мировой войны возник огромный спрос на оружие и вооружение. Сварщиков заставляли работать как товар, чтобы заботиться об общих машинах и кораблях. Согласно Welding History, первым судном с цельносварным корпусом был HMS Fulagar из Великобритании. Далее они заявляют, что «из-за нехватки газа в Англии во время Первой мировой войны использование электродуговой сварки для изготовления бомб, мин и торпед стало основным методом изготовления». Сварщики стали высоко ценимыми торговцами в вооруженных силах. В 1919 сентября 2019 года 20 членами Комитета по сварке военного времени Корпорации аварийного флота под руководством Комфорт Эйвери Адамс основали Американское общество сварщиков. В том же году был изобретен переменный ток. Приварка шпилек была разработана на военно-морской верфи Нью-Йорка в 1930 году. Этот метод быстро стал популярным среди верфей и строительных площадок. Этот метод сварки остается популярным и сегодня. Примерно в это же время прижился процесс дуговой сварки под флюсом. Он был разработан компанией National Tube Company и предназначался для выполнения продольных швов труб на трубном дворе в Пенсильвании. В 19Газовая вольфрамовая дуговая сварка (GTAW) 40-х годов «была признана полезной для сварки магния в истребителях, а позже было обнаружено, что она может сваривать нержавеющую сталь и алюминий», купите Welding History. Далее они говорят: «Изобретение GTAW было, вероятно, наиболее значительным процессом сварки, разработанным специально для авиационной промышленности, и оставалось таковым до недавнего времени, когда в 1990-х годах появился процесс Friction Sir Weld». Опять же, сварщики высоко ценились в армии. В 1948 году Совет попечителей Университета штата Огайо учредил кафедру техники сварки как первую в своем роде учебную программу по технике сварки в университете. Сегодня: Лазерная сварка будет самым последним достижением в области сварки. Лазерная сварка «в основном используется для соединения компонентов, которые необходимо соединить с высокой скоростью сварки, тонкими и мелкими сварными швами и низкой тепловой деформацией. Высокая скорость сварки, превосходная автоматическая работа и возможность контроля качества в режиме онлайн во время процесса, сделать лазерную сварку распространенным методом соединения в современном промышленном производстве», — сказал Рофин. Лазерная сварка особенно подходит для современных деликатных работ в аэрокосмической и ИТ-сфере. Сварка прошла долгий путь со времен бронзового века. Эти высококвалифицированные торговцы и женщины пользовались большим спросом как в прошлом, так и в настоящем. Захватывающие новые достижения, такие как лазерная сварка, делают отрасль интересной и актуальной. Чтобы узнать больше об обучении сварщикам, свяжитесь с Advanced Career Institute.Разница между профессиональной подготовкой и муниципальным колледжем
Что вам лучше всего подходит для обучения сварке
Профессиональная подготовка или муниципальный колледж? Какой правильный выбор для вас? Это важные вопросы, которые могут определить ваш карьерный путь. Пройдемся по основным пунктам каждого.
Профессиональное обучение (например, школа сварщиков)
- Цель : Получить сертификат, диплом, возможность сдать экзамен на получение лицензии или пройти обучение/работу подмастерьем
- Обучение зависит от карьеры, общеобразовательные курсы не требуются
- Ориентирован на практическое обучение
- Меньшие классы
- В соответствии с современными полевыми технологиями
- Большинство сертификатов профессионального училища можно получить в возрасте до 2 лет
- Более 50% могут удерживаться в течение 12 месяцев
- Профессиональная школа стоит около ¼ средней стоимости обучения за 4 года обучения
Общественный колледж
- Цель : Получить степень младшего специалиста, возможно, перевестись в 4-летний университет
- Требуется дополнительная подготовка к обучению
- Требуются общеобразовательные курсы (математика, английский язык, история, естествознание и т. д.)
- В основном аудиторные или лекционные занятия, возможно, некоторые практические занятия в зависимости от области
- Обычно совместим с 4-летней программой обучения
- Минимальное время для завершения: 2 года
- Стоимость муниципального колледжа составляет менее половины средней стоимости обучения за 4 года обучения
Выбор наилучшего варианта
Подводя итог, торговая школа, как и сварка, предназначена для тех, кто уверен в желаемом карьерном пути. Они также лучше всего учатся, работая и желая быстро присоединиться к рабочей силе. С другой стороны, общественный колледж идеально подходит для тех, кто хочет попробовать себя в нескольких разных областях, прежде чем выбрать какую-то одну. Этот человек также должен хорошо учиться в классе и должен быть в состоянии посвятить 2 года образованию. Вы можете задаться вопросом, на какую зарплату вы можете рассчитывать с каждым из этих вариантов.
Хотя верно то, что человек со степенью бакалавра, как правило, на протяжении всей своей жизни зарабатывает больше, чем человек с торговым сертификатом, действительно важнее, какой карьерный путь вы хотите выбрать. Для некоторых профессий лучше подойдет 2- или 4-летнее образование, в то время как другие лучше всего подходят для обучения в профессиональном училище. Когда вы будете готовы обсудить свои следующие карьерные шаги, свяжитесь с Advanced Career Institute. Мы будем рады помочь вам решить, подходят ли вам наши курсы. Свяжитесь с нами сегодня, чтобы узнать больше о нашем обучении сварке и CDL!
 Наряду с этим, сварщики должны знать о распространенных ошибках в отрасли. Узнайте больше о некоторых наиболее распространенных ошибках при сварке в отрасли и о том, как их избежать в будущем.
Наряду с этим, сварщики должны знать о распространенных ошибках в отрасли. Узнайте больше о некоторых наиболее распространенных ошибках при сварке в отрасли и о том, как их избежать в будущем. Многие другие распространенные ошибки при сварке связаны с отсутствием подготовки.
Многие другие распространенные ошибки при сварке связаны с отсутствием подготовки. Подготовка идет намного дальше, чем просто знание того, что вы будете сваривать.
Подготовка идет намного дальше, чем просто знание того, что вы будете сваривать. Надлежащий предварительный нагрев приводит к меньшему количеству трещин и помогает предотвратить будущие проблемы со сварным швом. Выбор правильной межпроходной температуры поможет затвердеть и правильно провести сварку между металлами. Знание того, какая температура необходима для толщины и типа металла, который вы свариваете, поможет сварке и подготовке. Правильный предварительный нагрев и температура между проходами могут избавить вас от повторного выполнения сварного шва и других проблем, которые могут возникнуть в результате. Надлежащее обучение сварке может стать огромным шагом на пути к тому, чтобы стать успешным сварщиком и избежать этих распространенных ошибок при сварке. Вы научитесь правильной подготовке и методам правильной сварки различных металлов. Квалифицированные студенты могут подать заявку на участие в программах помощи в обучении и работать с нашей командой по трудоустройству, чтобы найти вакансии у местных и национальных работодателей! Начните свою карьеру сварщика сегодня! Позвоните в нашу приемную комиссию по телефону 866-9.
Надлежащий предварительный нагрев приводит к меньшему количеству трещин и помогает предотвратить будущие проблемы со сварным швом. Выбор правильной межпроходной температуры поможет затвердеть и правильно провести сварку между металлами. Знание того, какая температура необходима для толщины и типа металла, который вы свариваете, поможет сварке и подготовке. Правильный предварительный нагрев и температура между проходами могут избавить вас от повторного выполнения сварного шва и других проблем, которые могут возникнуть в результате. Надлежащее обучение сварке может стать огромным шагом на пути к тому, чтобы стать успешным сварщиком и избежать этих распространенных ошибок при сварке. Вы научитесь правильной подготовке и методам правильной сварки различных металлов. Квалифицированные студенты могут подать заявку на участие в программах помощи в обучении и работать с нашей командой по трудоустройству, чтобы найти вакансии у местных и национальных работодателей! Начните свою карьеру сварщика сегодня! Позвоните в нашу приемную комиссию по телефону 866-9. 51-4821, чтобы узнать больше о регистрации в ACI!
51-4821, чтобы узнать больше о регистрации в ACI!


 Advanced Career Institute может принять людей с небольшим опытом или без него и превратить их в высококвалифицированных работников, готовых к профессиональной карьере. Мы рады предложить практическое обучение, которое готовит студентов к получению квалификации Американского общества сварщиков (AWS) и сварочным работам начального уровня.
Advanced Career Institute может принять людей с небольшим опытом или без него и превратить их в высококвалифицированных работников, готовых к профессиональной карьере. Мы рады предложить практическое обучение, которое готовит студентов к получению квалификации Американского общества сварщиков (AWS) и сварочным работам начального уровня.
 Когда сварщик подвергается воздействию дыма и газов, риски для здоровья включают нарушение речи и движений, проблемы с дыханием и возможность рака.
Когда сварщик подвергается воздействию дыма и газов, риски для здоровья включают нарушение речи и движений, проблемы с дыханием и возможность рака.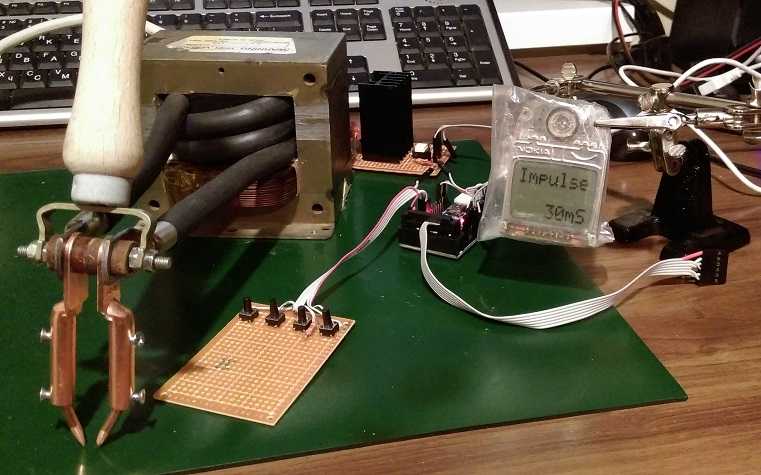 Ниже приведены типы СИЗ, которые чаще всего используются сварщиками:
Ниже приведены типы СИЗ, которые чаще всего используются сварщиками:
 Даже если оборудование было приведено в рабочее состояние, это не всегда означает, что оно таким и останется.
Даже если оборудование было приведено в рабочее состояние, это не всегда означает, что оно таким и останется. Возможности в области сварки поистине безграничны. Для получения дополнительной информации о Обучение сварке Института повышения квалификации , свяжитесь с нами сегодня!
Возможности в области сварки поистине безграничны. Для получения дополнительной информации о Обучение сварке Института повышения квалификации , свяжитесь с нами сегодня! Если вы вернетесь в школу с ACI, вы будете работать через 4 недели для грузоперевозок и 38 недель для сварщиков.
Если вы вернетесь в школу с ACI, вы будете работать через 4 недели для грузоперевозок и 38 недель для сварщиков.
 От умелых усилий уважаемых кузнецов-викингов , которые ковали оружие и подковывали лошадей для своих набегов, до конца восемнадцатого века технология сварки оставалась в основном статической. Мы не видели существенных изменений в торговле до начала 1800-х годов. Мировые усилия и достижения за эти несколько столетий быстро изменили этот процесс.
От умелых усилий уважаемых кузнецов-викингов , которые ковали оружие и подковывали лошадей для своих набегов, до конца восемнадцатого века технология сварки оставалась в основном статической. Мы не видели существенных изменений в торговле до начала 1800-х годов. Мировые усилия и достижения за эти несколько столетий быстро изменили этот процесс. Углеродная дуговая сварка оставалась популярным методом сварки до начала 19 века.00с. Тем временем в Детройте C.L. Коффин получил первый патент США на процесс дуговой сварки. Начало 1900-х: Первая и Вторая мировые войны В начале 1900-х годов были разработаны процессы контактной сварки, такие как шовная сварка, точечная сварка и стыковая сварка оплавлением. Каждый процесс требовал от торговцев новых навыков и техники. С этими новыми навыками пришли новые возможности, особенно для военных. С началом Первой мировой войны возник огромный спрос на оружие и вооружение. Сварщиков заставляли работать как товар, чтобы заботиться об общих машинах и кораблях. Согласно Welding History, первым судном с цельносварным корпусом был HMS Fulagar из Великобритании. Далее они заявляют, что «из-за нехватки газа в Англии во время Первой мировой войны использование электродуговой сварки для изготовления бомб, мин и торпед стало основным методом изготовления». Сварщики стали высоко ценимыми торговцами в вооруженных силах.
Углеродная дуговая сварка оставалась популярным методом сварки до начала 19 века.00с. Тем временем в Детройте C.L. Коффин получил первый патент США на процесс дуговой сварки. Начало 1900-х: Первая и Вторая мировые войны В начале 1900-х годов были разработаны процессы контактной сварки, такие как шовная сварка, точечная сварка и стыковая сварка оплавлением. Каждый процесс требовал от торговцев новых навыков и техники. С этими новыми навыками пришли новые возможности, особенно для военных. С началом Первой мировой войны возник огромный спрос на оружие и вооружение. Сварщиков заставляли работать как товар, чтобы заботиться об общих машинах и кораблях. Согласно Welding History, первым судном с цельносварным корпусом был HMS Fulagar из Великобритании. Далее они заявляют, что «из-за нехватки газа в Англии во время Первой мировой войны использование электродуговой сварки для изготовления бомб, мин и торпед стало основным методом изготовления». Сварщики стали высоко ценимыми торговцами в вооруженных силах. В 1919 сентября 2019 года 20 членами Комитета по сварке военного времени Корпорации аварийного флота под руководством Комфорт Эйвери Адамс основали Американское общество сварщиков. В том же году был изобретен переменный ток. Приварка шпилек была разработана на военно-морской верфи Нью-Йорка в 1930 году. Этот метод быстро стал популярным среди верфей и строительных площадок. Этот метод сварки остается популярным и сегодня. Примерно в это же время прижился процесс дуговой сварки под флюсом. Он был разработан компанией National Tube Company и предназначался для выполнения продольных швов труб на трубном дворе в Пенсильвании. В 19Газовая вольфрамовая дуговая сварка (GTAW) 40-х годов «была признана полезной для сварки магния в истребителях, а позже было обнаружено, что она может сваривать нержавеющую сталь и алюминий», купите Welding History. Далее они говорят: «Изобретение GTAW было, вероятно, наиболее значительным процессом сварки, разработанным специально для авиационной промышленности, и оставалось таковым до недавнего времени, когда в 1990-х годах появился процесс Friction Sir Weld».
В 1919 сентября 2019 года 20 членами Комитета по сварке военного времени Корпорации аварийного флота под руководством Комфорт Эйвери Адамс основали Американское общество сварщиков. В том же году был изобретен переменный ток. Приварка шпилек была разработана на военно-морской верфи Нью-Йорка в 1930 году. Этот метод быстро стал популярным среди верфей и строительных площадок. Этот метод сварки остается популярным и сегодня. Примерно в это же время прижился процесс дуговой сварки под флюсом. Он был разработан компанией National Tube Company и предназначался для выполнения продольных швов труб на трубном дворе в Пенсильвании. В 19Газовая вольфрамовая дуговая сварка (GTAW) 40-х годов «была признана полезной для сварки магния в истребителях, а позже было обнаружено, что она может сваривать нержавеющую сталь и алюминий», купите Welding History. Далее они говорят: «Изобретение GTAW было, вероятно, наиболее значительным процессом сварки, разработанным специально для авиационной промышленности, и оставалось таковым до недавнего времени, когда в 1990-х годах появился процесс Friction Sir Weld». Опять же, сварщики высоко ценились в армии. В 1948 году Совет попечителей Университета штата Огайо учредил кафедру техники сварки как первую в своем роде учебную программу по технике сварки в университете. Сегодня: Лазерная сварка будет самым последним достижением в области сварки. Лазерная сварка «в основном используется для соединения компонентов, которые необходимо соединить с высокой скоростью сварки, тонкими и мелкими сварными швами и низкой тепловой деформацией. Высокая скорость сварки, превосходная автоматическая работа и возможность контроля качества в режиме онлайн во время процесса, сделать лазерную сварку распространенным методом соединения в современном промышленном производстве», — сказал Рофин. Лазерная сварка особенно подходит для современных деликатных работ в аэрокосмической и ИТ-сфере. Сварка прошла долгий путь со времен бронзового века. Эти высококвалифицированные торговцы и женщины пользовались большим спросом как в прошлом, так и в настоящем.
Опять же, сварщики высоко ценились в армии. В 1948 году Совет попечителей Университета штата Огайо учредил кафедру техники сварки как первую в своем роде учебную программу по технике сварки в университете. Сегодня: Лазерная сварка будет самым последним достижением в области сварки. Лазерная сварка «в основном используется для соединения компонентов, которые необходимо соединить с высокой скоростью сварки, тонкими и мелкими сварными швами и низкой тепловой деформацией. Высокая скорость сварки, превосходная автоматическая работа и возможность контроля качества в режиме онлайн во время процесса, сделать лазерную сварку распространенным методом соединения в современном промышленном производстве», — сказал Рофин. Лазерная сварка особенно подходит для современных деликатных работ в аэрокосмической и ИТ-сфере. Сварка прошла долгий путь со времен бронзового века. Эти высококвалифицированные торговцы и женщины пользовались большим спросом как в прошлом, так и в настоящем. Захватывающие новые достижения, такие как лазерная сварка, делают отрасль интересной и актуальной. Чтобы узнать больше об обучении сварщикам, свяжитесь с Advanced Career Institute.
Захватывающие новые достижения, такие как лазерная сварка, делают отрасль интересной и актуальной. Чтобы узнать больше об обучении сварщикам, свяжитесь с Advanced Career Institute. д.)
д.) Хотя верно то, что человек со степенью бакалавра, как правило, на протяжении всей своей жизни зарабатывает больше, чем человек с торговым сертификатом, действительно важнее, какой карьерный путь вы хотите выбрать. Для некоторых профессий лучше подойдет 2- или 4-летнее образование, в то время как другие лучше всего подходят для обучения в профессиональном училище. Когда вы будете готовы обсудить свои следующие карьерные шаги, свяжитесь с Advanced Career Institute. Мы будем рады помочь вам решить, подходят ли вам наши курсы. Свяжитесь с нами сегодня, чтобы узнать больше о нашем обучении сварке и CDL!
Хотя верно то, что человек со степенью бакалавра, как правило, на протяжении всей своей жизни зарабатывает больше, чем человек с торговым сертификатом, действительно важнее, какой карьерный путь вы хотите выбрать. Для некоторых профессий лучше подойдет 2- или 4-летнее образование, в то время как другие лучше всего подходят для обучения в профессиональном училище. Когда вы будете готовы обсудить свои следующие карьерные шаги, свяжитесь с Advanced Career Institute. Мы будем рады помочь вам решить, подходят ли вам наши курсы. Свяжитесь с нами сегодня, чтобы узнать больше о нашем обучении сварке и CDL!1234..»Последний
Шесть цифр, ноль кабинок –
Вам нужна скучная корпоративная работа, чтобы зарабатывать 100 000 долларов в год, верно? Вообще-то, нет. Если работа в офисе, сидение за письменным столом и сидение в кабинке весь день не звучит как «работа вашей мечты», то у вас есть другие варианты.
Карьера сварщика дает вам возможность работать руками, быть на улице и путешествовать — и все это с большим потенциалом дохода.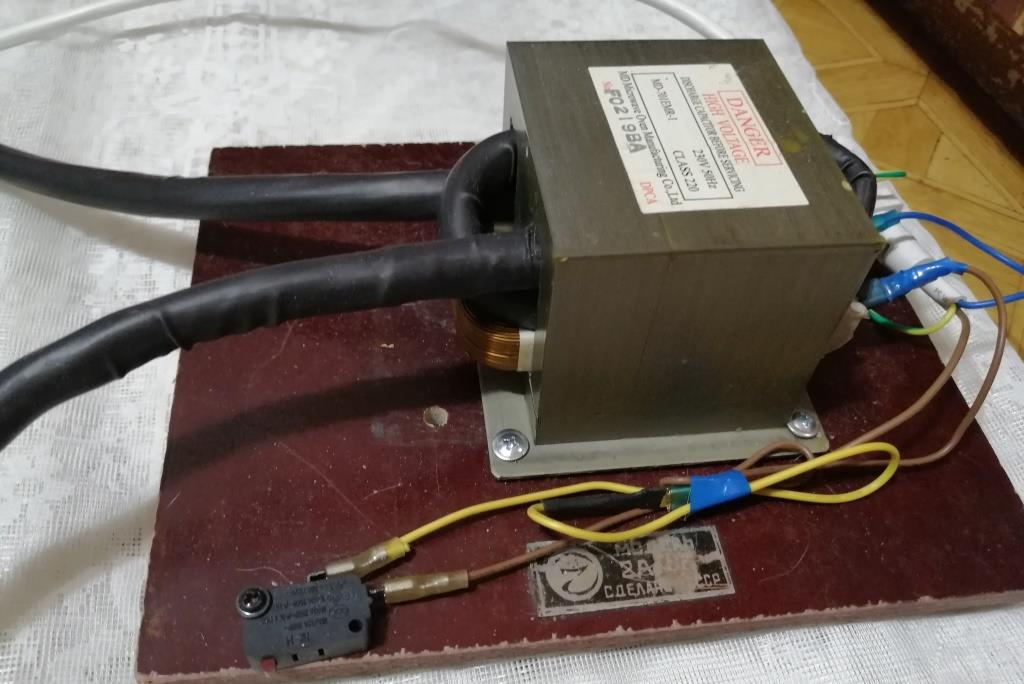 Выбрав правильную сварочную работу, вы можете зарабатывать 100 000 долларов и более в год и получать удовольствие от того, что делаете. Что в этом не нравится?
Выбрав правильную сварочную работу, вы можете зарабатывать 100 000 долларов и более в год и получать удовольствие от того, что делаете. Что в этом не нравится?
При наличии правильных навыков и целей шестизначная цифра — реальная возможность для профессионалов в области сварки
Как получить высокооплачиваемую работу сварщика — это не просто один из способов найти работу с оплатой 100 000 долларов в год. Как и в любой другой профессии, вы не должны ожидать, что сразу же получите одну из самых высокооплачиваемых сварочных работ. На то, чтобы набраться опыта, улучшить свои навыки и продвинуться по карьерной лестнице, уходят годы.
Когда дело доходит до сварки, работа с самой высокой оплатой обычно является самой сложной, требует специальных навыков сварки или выполняется в самых опасных условиях.
В качестве сварщика вы можете работать в качестве сотрудника компании, которая может платить меньше в час, но дает вам постоянный рабочий день, гарантии занятости и льготы. Вы также можете быть независимым подрядчиком, что означает, что вас могут нанимать для конкретных проектов разные компании. Будучи независимым подрядчиком, вы можете платить больше в час, но вам не всегда гарантирована работа, как наемному работнику.
Вы также можете быть независимым подрядчиком, что означает, что вас могут нанимать для конкретных проектов разные компании. Будучи независимым подрядчиком, вы можете платить больше в час, но вам не всегда гарантирована работа, как наемному работнику.
То, где вы живете, также влияет на то, сколько вы можете заработать. Если посмотреть на среднюю зарплату в разных штатах, то сварщик в Нью-Йорке зарабатывает на 35% больше, чем сварщик в Миссисипи. Хорошая новость заключается в том, что сварочные работы пользуются большим спросом, поэтому, если вы станете сертифицированным сварщиком AWS и будете усердно работать над улучшением своих навыков, у вас есть хорошие шансы получить высокооплачиваемую работу в любом месте.
В некоторых регионах могут быть более высокие зарплаты и возможности для квалифицированных сварщиков
Сварочные работы, за которые можно заплатить 100 тысяч долларов
Из всех видов сварочных работ, вот несколько, за выполнение которых потенциально можно заплатить 100 000 долларов в год и более.
Сварщики трубопроводов строят и ремонтируют большие металлические трубы, по которым транспортируется нефть и природный газ. Эти трубопроводы могут простираться на сотни миль и должны быть чрезвычайно прочными, чтобы предотвратить утечки. Сварка трубопроводов очень сложна, потому что трубы находятся в фиксированных положениях и не могут двигаться, поэтому сварщик должен знать, как работать во многих различных и сложных положениях, чтобы добраться до области, которую ему нужно сварить. Трубопровод также может быть расположен в суровых, потенциально опасных местах, таких как сельская местность Аляски или пустыня на Ближнем Востоке.
Высококвалифицированные и опытные сварщики труб могут зарабатывать шестизначные суммы в год. Поскольку вытаскивать большие корабли или другие металлические конструкции на сушу может быть дорого или почти невозможно, сварщикам приходится спускаться под воду для ремонта или испытаний. Это делается несколькими способами: либо путем создания закрытой водонепроницаемой зоны для сухой сварки, либо путем мокрой сварки в открытой воде. Поскольку подводная сварка сложна и потенциально опасна, за такие работы платят большие деньги. Подводные сварщики также должны быть обучены дайвингу и специальным навыкам сварки.
Это делается несколькими способами: либо путем создания закрытой водонепроницаемой зоны для сухой сварки, либо путем мокрой сварки в открытой воде. Поскольку подводная сварка сложна и потенциально опасна, за такие работы платят большие деньги. Подводные сварщики также должны быть обучены дайвингу и специальным навыкам сварки.
Если вы хотите путешествовать и иметь больший выбор работы, вам может понравиться образ жизни сварщика по контракту. Вместо того, чтобы работать полный рабочий день в одной компании, эти сварщики подписывают временные контракты для конкретных проектов. После выполнения этого задания они переходят к следующему. Существует множество видов высокооплачиваемых контрактных сварочных работ. Одним из примеров является военный вспомогательный сварщик, которому поручено ремонтировать и обслуживать военные транспортные средства, конструкции и оборудование по всему миру. Другим примером является сварщик, который останавливается на производстве, который ездит на различные заводы, которые временно закрыты для ремонта и модернизации оборудования.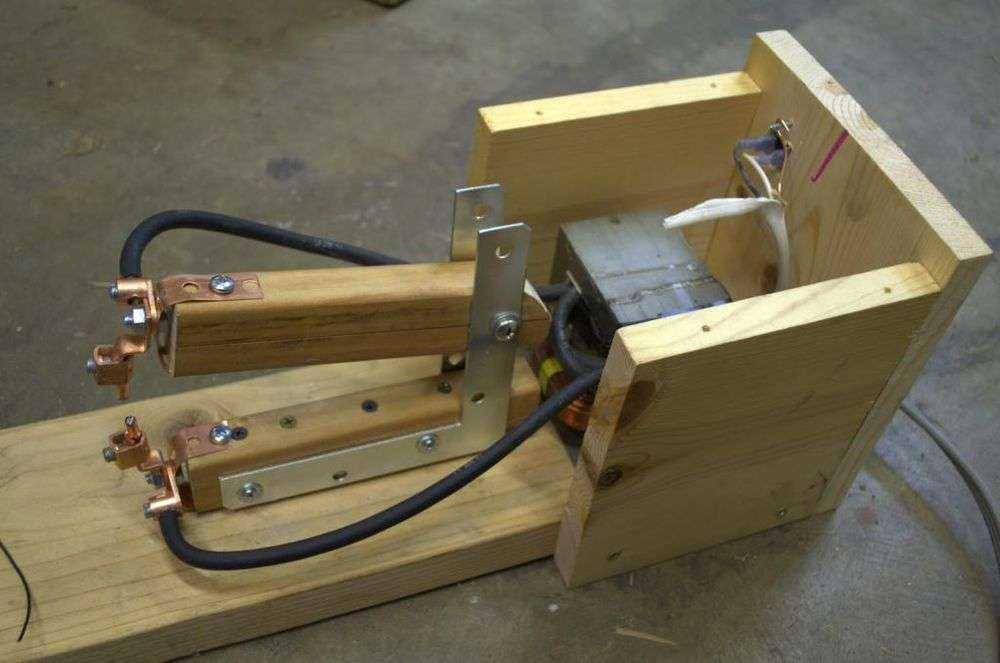 Поскольку эти виды работ требуют специальных навыков и могут быть потенциально рискованными, сварщики по контракту могут зарабатывать более 100 000 долларов в год.
Поскольку эти виды работ требуют специальных навыков и могут быть потенциально рискованными, сварщики по контракту могут зарабатывать более 100 000 долларов в год.
Работа сварщиком по контракту может быть очень выгодной наградой, в зависимости от характера проекта здание? Велика вероятность, что этот человек был металлургом. Их работа состоит в том, чтобы строить, ремонтировать или разбирать большие сооружения, такие как мосты, небоскребы, стадионы и краны. Сварщики отвечают за различные процессы обработки металла и строительства, включая сварку. Чтобы быть слесарем, нужно быть в хорошей физической форме и не бояться высоты. Нелегко сваривать, когда вы находитесь так высоко и подвержены влиянию погоды и ветра. Вот почему эти работы очень хорошо оплачиваются. В дополнение к опыту сварки вам необходимо знать строительные нормы и правила и уметь читать чертежи.
Металлурги сваривают конструкцию методом SMAW
Сертифицированный инспектор по сварке Существует множество различных требований и норм для сварки, чтобы сделать работу максимально функциональной и безопасной.