Трансформатор для сварочного полуавтомата своими руками
На рынке очень много недорогих сварочных полуавтоматов, которые никогда не будут работать нормально, потому что сделаны изначально неправильно. Попробуем это исправить на уже пришедшим в негодность сварочном аппарате.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка – это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков – отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Нашел немного времени пофоткать аппарат изнутри.
Выкладываю потроха)
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ!
РЕЛЕ ТОРМОЗА ДВИГАТЕЛЯ ПОДАЧИ НЕ СТАВИЛ! Это лишнее роскошество и затраты, после отпускания кнопки, и без тормоза останавливается за пол секунды! Были бы с этим неудобства, давно бы все это добавил! Годами много всего переварил шов получается отличный.
 Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следуюшей статье.
Заборы варю без газа, а ответственные места варю с газом, из углекислотного огнетушителя с редуктором) Об Этом и о механизме подачи в следуюшей статье.Коментарии и критика приветствуется)
Силовой трансформатор намотан на ЛАТР 10А
Силовые диоды 250А на радиаторах, всегда чуть теплые.
Дроссель намотан на сердечнике от трансформатора ТС-270, от старого лампового цветного телевизора и принрученный к нему кондер на 47000 мкф.
Дополнительный трансформатор питания двигателя и электроники.
Плата управления оборотами двигателя подачи проволоки.
Разъем горелки, мамка самодельная из сантехники, со встроенным гетинаксом, такую запчасть нигде не нашел)
Механизм подачи, тоже из подручного материала, подробности в следующей статье.
Электромотор от дворников с капейки, стоит на гетинаксовой пластине, для изоляции от корпуса.
Ну и если кто хочет по сложнее аппарат, есть много интересных идей и схемотехники здесь: Самодельные сварочные аппараты, полуавтоматы, схемы
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтомат
Для работы понадобится:
- Инверторный аппарат, который может сформировать сварочный ток в 150 А.
- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.
- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.
Схема сварочного полуавтомата
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора. Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Настройка
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.
Использование
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками.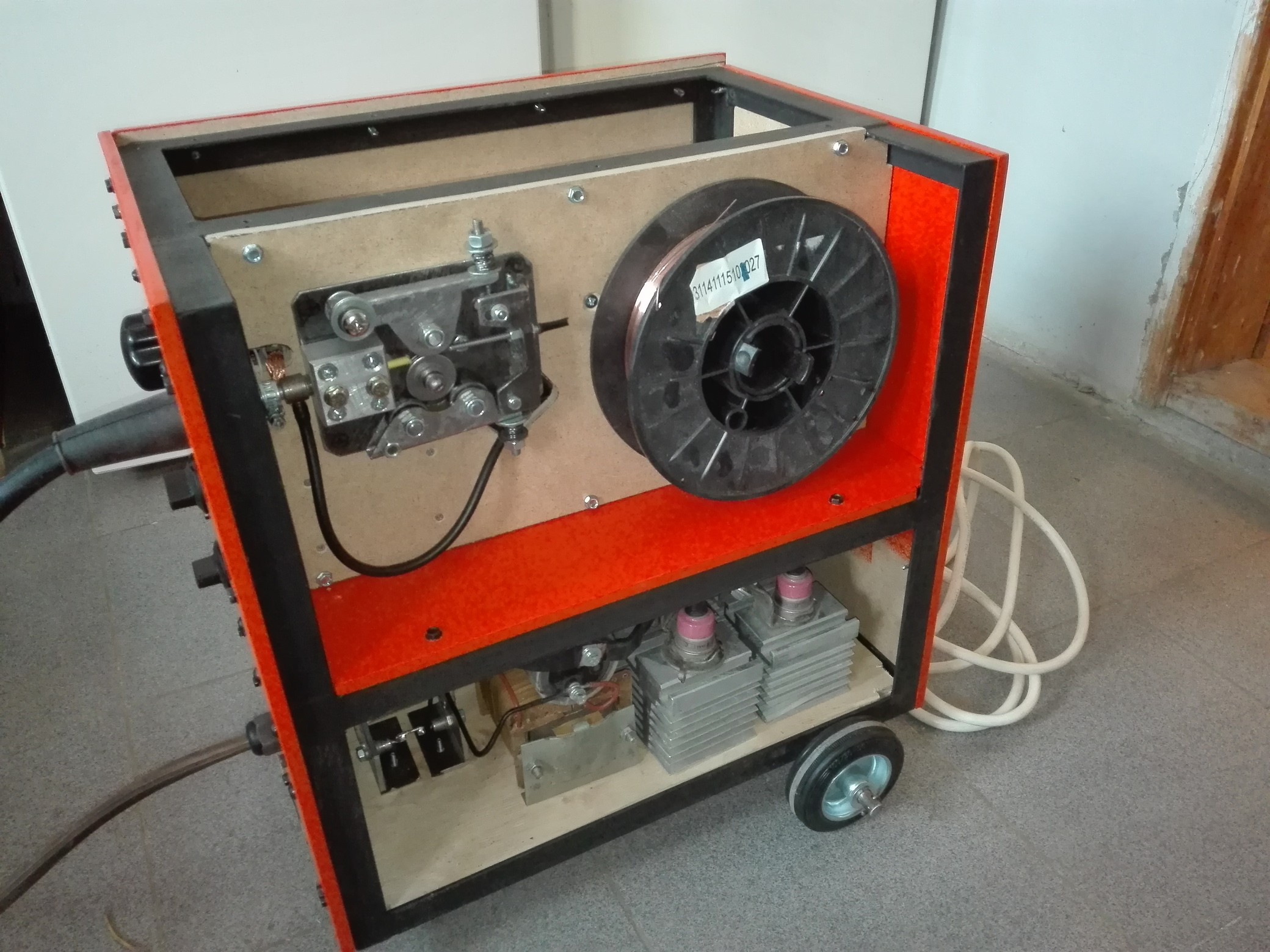 Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
Сварочный полуавтомат своими руками: детали и схема сборки
Сварочный полуавтомат в руках человека, который умеет пользоваться техникой, является многофункциональным и полезным устройством. Благодаря ему рачительный хозяин загородного участка всегда может изготавливать различные металлические конструкции, а также заниматься мелким ремонтом автомобилей, не прибегая к посторонней помощи.
Конечно, можно приобрести агрегат для сварки в торговой сети, благо в настоящее время промышленность предлагает огромное количество моделей, но это может серьезно ударить по семейному бюджету.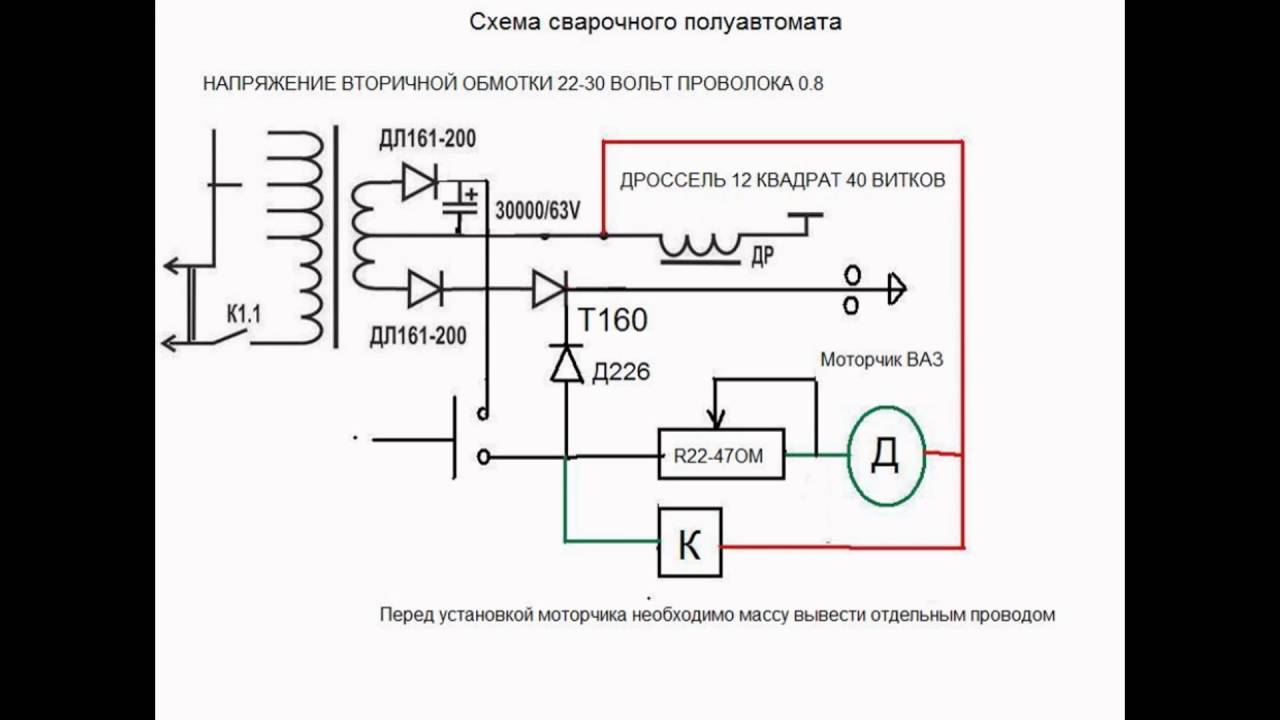 Поэтому народные умельцы, отыскав необходимые детали и схему сборки, сварочный полуавтомат стараются сделать своими руками.
Поэтому народные умельцы, отыскав необходимые детали и схему сборки, сварочный полуавтомат стараются сделать своими руками.
В принципе, сама схема такого устройства особой сложностью не отличается. Обладая небольшими знаниями по электротехнике и умением проводить слесарные работы, можно смело приступать к изготовлению сварочного полуавтомата самостоятельно.
Особенности сварки
Традиционный сварочный аппарат представляет собой трансформатор, который имеет вторичную обмотку высокой мощности. Сварка черных металлов и стали с помощью такого приспособления особой сложности не представляет, но вот медь, алюминий и другие цветные металлы им варить не получится.
А объясняется это очень просто: детали из цветных металлов и сплавов на открытом воздухе очень быстро окисляются, поэтому соединения их не происходит. Для защиты шва приходится в зону сварки подавать элементы, способные ограничить доступ кислорода.
Наиболее качественно такую работу можно произвести самодельными сварочными полуавтоматами, которые по типу защиты делятся на такие виды:
- Сварка происходит под защитой флюсом.
- Соединение образуется в атмосфере инертного газа.
- Процесс стыковки происходит с использованием электродной порошковой проволоки.
Главным условием прочного и качественного соединения является стабильное горение дуги, которое достигается применением постоянного тока.
Устройство самодельного аппарата
Принцип действия полуавтомата для сварки основан на преобразовании электрического тока переменной частоты в постоянный ток. Причем необходимо подать еще к месту соединения сварочную проволоку и защитный инертный газ.
Эти операции осуществляются следующими основными узлами, изготовленного своими руками сварочного полуавтомата:
- Инверторного устройства.
- Блока подачи сварочной проволоки.
- Комплекта аппаратуры защитного газа.
Несмотря на кажущуюся сложность принципиальной схемы сварочного полуавтомата, изготовить его не сложно человеку, который знаком с принципами электротехники.
Изготовление самодельного приспособления
Начинать работу по устройству сварочного полуавтомата своими руками рекомендуется с планирования расположения основных узлов агрегата. В первую очередь необходимо тщательно продумать, из чего сделать внешний корпус агрегата. Он должен быть вместительным, легко открываться и закрываться для очистки, а также, что немаловажно, иметь небольшой вес.
Наиболее оптимальным вариантом считается применение для этих целей корпуса от старого системного блока персонального компьютера. Наличие уже готовых вырезов для охлаждения является огромным плюсом его использования.
Также в таком самодельном сварочном полуавтомате из компьютера уже существует встроенный блок питания с напряжением 12 В, которое необходимо для питания системы подачи проволоки. Если все же не удалось найти системный блок, то для внешнего корпуса вполне подойдет металлический короб соответствующего размера.
Проволоку для сварки лучше применять в стандартных бобинах весом 5 кг, так как их внутренний диаметр хорошо согласуется с полиэтиленовой трубой, используемой для оси вращения.
Проанализировав и скомпоновав элементы для изготовления сварочного полуавтомата своими руками, приступаем к переделке необходимых узлов.
Основные узлы, необходимые для аппарата
Конечно, перед тем как сделать сварочный полуавтомат, нужно заранее подготовить необходимые составляющие части этого устройства. Для этих целей нужно подготовить:
- Устройство, которое будет формировать рабочий ток 150 А – инвертор. Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи.
- Электротехнический узел, который необходим для управления агрегатом.
- Горелки специального назначения.
- Рукав для сварочного полуавтомата необходимый для подачи защитного газа к месту сварки.
- Узел для подачи сварочной проволоки.
- Бобину с проволокой.
Учитывая, что все оборудование имеет большой вес, многие сварщики рекомендуют смастерить своими руками тележку для сварочного полуавтомата.
Изготовление трансформатора
Для сварочного полуавтомата по многим техническим параметрам подходит трансформатор от микроволновой печи. Это изделие представляет собой две катушки с медным проводом. Первичная обмотка трансформатора остается неизменной.
Все операции по переоборудованию сварочного трансформатора для полуавтомата будут производиться на вторичной обмотке. Для уменьшения рабочего напряжения и увеличения выходной силы тока необходимо перемотать вторичную обмотку. При этом нужно правильно рассчитать диаметр медного провода для катушки, ведь как повышенное, так и пониженное напряжение на выходе значительно сказываются на качестве сварного шва.
Работы по перемотке необходимо выполнять с особой осторожностью, чтобы не повредить изоляцию проводников.
Для получения стабильного напряжения на выходе электрическая схема питающего блока также включает в себя выпрямительный мост, конденсатор и дроссель. Применение конденсатора необходимо для сглаживания пульсации напряжения на выходе выпрямителя. Дроссель служит для стабильного поддержания заданного уровня рабочего напряжения.
Газовая горелка
Применение этого устройства обусловлено необходимостью подачи защитного газа к месту образования сварного шва. Чаще всего это приспособление приобретается в торговой сети, так как самостоятельно изготовить его очень сложно, тем более что для сделанного сварочного полуавтомата своими руками применение дорогостоящих моделей не обязательно.
Слишком жесткий шланг значительно затрудняет работу с оборудованием, в то время как мягкий способен к перегибам Поэтому особое внимание следует уделить качеству рукава для сварочного полуавтомата. Исключить изломы шланга возле мест соединения можно вставкой дополнительных пружин.
Механизм подачи проволоки
Основным условием создания качественного сварного шва является равномерная и непрерывная подача проволоки к месту сварки. Для этих целей самодельный сварочный полуавтомат оборудуется системой подачи проволоки.![]()
Для изготовления подающего узла понадобятся:
- Два подшипника, один из которых делается прижимным (регулируемым).
- Прижимная пружина.
- Направляющий ролик.
- Электродвигатель для вращения вала.
- Система крепления механизма.
Питание электродвигателя осуществляется от встроенного источника питания, который расположен в системном блоке. Если корпус собран из отдельного устройства, необходимо собрать автономную схему питания.
Этапы сборки механизма:
- На специальной металлической пластине сверлим отверстия для установки подшипников, а также вала электродвигателя.
- Прикрепляется электрический мотор на обратной стороне пластины.
- На ведущий вал устанавливается направляющий ролик.
- Закрепляются подшипники в верхней и нижней частях.
Устройство системы охлаждения
При эксплуатации сварочного полуавтомата происходит нагрев вторичной обмотки трансформатора. Поэтому возникает необходимость охлаждения агрегата. Для этих целей нужно установить на боковые стороны корпуса вентиляторы. Они устанавливаются напротив трансформатора, при этом должны быть настроены на вытяжку нагретого воздуха.
Для улучшения циркуляции воздуха необходимо просверлить в кожухе 20–50 отверстий диаметром около 5 мм.
Помните, что качественное и эффективное охлаждение электрической части сварочного оборудования положительно влияет на его производительность.
Дополнительное оборудование
Баллон для защитного газа принято приобретать стандартного типа, ведь при работе с газовыми смесями зачастую на первое место выходят показатели мер безопасности оборудования.
Использование углекислоты для защиты места сварки позволяет применять в качестве баллонов емкости огнетушителей. При этом все же придется установить специальный переходник для подключения редуктора.
Для повышения мобильности работы сварочные полуавтоматы для дачи и загородных участков оборудуются специальными тележками. Можно приобрести готовые заводские изделия, но опытные мастера предпочитают делать тележки самостоятельно.
Можно приобрести готовые заводские изделия, но опытные мастера предпочитают делать тележки самостоятельно.
Конструкцию этого приспособления каждый специалист может разработать своими руками. Материалы также могут быть различного типа (швеллер, труба круглая или профильная).
Некоторые особенности эксплуатации
Сварочное полуавтоматическое оборудование, изготовленное своими руками, требует определенного отношения к его эффективной эксплуатации. Помните, что самодельный аппарат не подходит для профессиональной деятельности.
Обязательно необходимо производить минимум один раз в 3–6 месяцев полную очистку оборудования от грязи и пыли. При повышенной эксплуатации эту операцию можно осуществлять чаще. Опытные сварщики рекомендуют очищать оборудование после каждого его применения.
Конечно, современная промышленность выпускает широкий ряд моделей сварочных полуавтоматов, но каждый рачительный хозяин предпочитает изготовить это приспособление самостоятельно. Это не только экономия средств, но и возможность сделать агрегат, отвечающий требованиям мастера.
расходники и комплектующие, причины поломок – Оборудование для сварки на Svarka.guru
Когда возникает необходимость [отремонтировать сварочный полуавтомат], необходимо действовать спокойно и последовательно.
Ремонт любого технически сложного устройства начинается с его осмотра.
Сварочный полуавтомат отличается компактностью и технологичностью в эксплуатации.
При соблюдении всех правил эксплуатации электрических установок, аппарат надежно служит в течение многих лет.
В то же время хорошо известно, что сварочное оборудование требует своевременного обслуживания и правильного хранения.
Очень важно соблюдать режимы сварки, которые прописаны в инструкции по эксплуатации.
И если произошла поломка полуавтомата, то ее нужно своевременно устранить.
Область применения
Применение всех видов сварочных проволок, за исключением самозащитной, подразумевает использование защитного газа. Полуавтомат – оборудование опытных специалистов. С его помощью выполняется тонкая работа соединения цветных и черных металлов, кузовной ремонт транспортных средств и промышленное соединение тонкостенных элементов. Какой нужен газ для сварки полуавтоматом, будет рассмотрено ниже.
Полуавтомат – оборудование опытных специалистов. С его помощью выполняется тонкая работа соединения цветных и черных металлов, кузовной ремонт транспортных средств и промышленное соединение тонкостенных элементов. Какой нужен газ для сварки полуавтоматом, будет рассмотрено ниже.
Составные элементы сварочного полуавтомата
Прежде чем начинать ремонт сварочного полуавтомата своими руками, следует четко представлять себе, из каких узлов и агрегатов состоит полуавтомат.
Стандартная структура сварочного полуавтомата включает в себя следующие узлы и агрегаты:
- источник электропитания;
- устройство для подачи присадочной проволоки;
- источник инертного газа;
- держак с горелкой.
Источник питания, в свою очередь, состоит из трансформатора, выпрямителя, дросселя и других элементов.
Для сварки деталей из любых металлов и сплавов, главным фактором, определяющим качество шва, является стабильность горения дуги.
В процессе обеспечения этой стабильности участвуют все перечисленные элементы.
Устройство подачи присадочной проволоки представляет собой сложный механизм.
Если подача присадочного материала происходит с задержкой, то это сразу же отрицательно отразится на качестве сварного соединения.
Видео:
Полуавтомат качественно варит только в таком состоянии, когда все узлы и агрегаты точно настроены и действуют синхронно.
Невозможно добиться высокого качества сварного шва и в том случае, когда защитный газ подается в зону горения дуги с перебоями. Газ может подаваться из баллона или специальной газораспределительной системы.
Нарушение подачи может происходить по разным причинам, которые необходимо обнаружить и устранить.
Какой газ нужен
Чтобы выбрать, каким газом пользоваться при сварке полуавтоматом, необходимо иметь представление о физических и химических свойствах газа. Выделяют три основные категории:
- инертные;
- активные;
- смеси газов.

Рассмотрим их подробнее.
Выбор газа также зависит от характеристик сварочного аппарата и типа поверхности. Например, чистый азот идеально подходит для соединения медных деталей.
Ацетилен
Данное органическое соединение получило наибольшее распространение. Газ легче воздуха, бесцветный, имеет специфический запах, отличается высокой температурой горения, из-за чего используется при газовой резке металлических изделий.
Для промышленного производства ацетилена применяют специальные генераторы, в которых карбид кальция взаимодействует с водой.
Единственный недостаток – сложность в хранении, поскольку карбид углерода легко впитывает влагу из атмосферы, что создает дополнительные неудобства.
Водород
Широко применяется для соединения алюминиевых изделий и плазменной резки нержавейки. Газ не имеет цвета и запаха. Взрывоопасен. При соединении с воздухом или водой образует гремучую смесь. Его получают путем синтеза воды, при разделении кислорода и водорода в специальных генераторах. Согласно нормативно-правовым актам по технике безопасности, водород запрещено хранить в баллонах под давлением, которое превышает 15 МПа.
Коксовый
Побочный продукт коксохимической промышленности, который образуется при производстве кокса. Газ бесцветный с резким запахом. К его хранению не предъявляют таких жестких требований, как к водороду, несмотря на то, что газ относится к категории взрывоопасных. Транспортировку газа выполняют с помощью трубопроводных магистралей. Не получил широкого распространения, ввиду специфики производства. Применяется только в промышленных районах.
Природные
Представители органической группой углеводородных соединений – метан, пропан и бутан. Отвечают всем требованиям, предъявляемым к сварочным газам. К преимуществам относятся распространенность данного вида, а также относительно невысокая стоимость. Требования к условиям хранения не отличаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клетки с навесом. Искусственный синтез невозможен. Добывается только из природных месторождений.
Искусственный синтез невозможен. Добывается только из природных месторождений.
Пиролизный
Данный вид выгодно отличается от своих собратьев – его не нужно генерировать, поскольку пиролизный газ выделяется при распаде нефтепродуктов. Перед использованием его подвергают предварительной очистки, ввиду излишней химической активности, которая может привести к коррозии горелки. Подходит как для сварочных работ, так и для резки металлоконструкций.
Чистые
К данной группе относятся следующие газы:
- Аргон. В чистом виде используется только при аргонодуговой сварке. Входит в состав разнообразных смесей, в качестве одного из компонентов. Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.
- Гелий. Еще один представитель химически инертной группы. По сравнению с аргоном, обладает большей теплопроводностью и потенциалом ионизации.
Данные свойства гелия обеспечивают соединение большим тепловложением, чем аргон, увеличивая ширину сварочного профиля.
- Углекислый газ. Самый дешевый газ, из всех перечисленных. Данное обстоятельство обеспечивает широкую популярность при проведении работ в условиях ограниченности бюджета. К положительным качеством относят глубокие проникающие способности, особенно полезные при соединении толстолистовой стали. Основной недостаток – слабая стабилизация дуги, и как следствие, достаточно большое количество брызг.
Отличительная особенность данного газа в том, что его разрешено применять без добавления инертных газов.
Газы, используемые как компоненты смеси
Наиболее известным добавочным компонентом является кислород. Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Сварочный шов, выполненный с применением данной смеси известен как «шляпка гвоздя», названный за счет внешнего сходства. Известны трехкомпонентные смеси, в состав которых входит кислород, аргон и углекислота, с различными пропорциями, в зависимости от характера работ.
Азот не получил широкого распространения, в качестве защитного газа. В основном его применяют для соединения меди и нержавейки, поскольку он не вступает в реакцию с данными металлами.
Газовые сварочные смеси и рекомендуемая область их применения.
Характерные неисправности
Основные неисправности видно сразу. Если шов получается с порами и темный, следует заменить баллон. Это признаки влаги в газе. Большое количество искр возникает при работе на одном режиме, когда баллон пустеет и уменьшается давление – расход газа.
С наибольшей нагрузкой работает инвертор. Он имеет сложную электронную плату, систему охлаждения и к нему привязана работа всех остальных механизмов. Поэтому инвертор ломается чаще других узлов полуавтомата.
Несанкционированное прерывание цикла
Причиной прерывания процесса сварки может стать неравномерная подача проволоки. Когда расходный материал движется рывками. В этом случае следует заменить канал новым, гладким внутри. Следует проверить работу натяжного механизма, изменить силку прижима роликов. При необходимости заменить запчасть или полностью весь узел.
При пробое в обмотке катушки высокого напряжения цикл сварки прерывается и не возобновляется. Следует прозвонить обмотки, и непригодную деталь заменить.
В прерывании работы полуавтомата могут быть виноваты плохие контакты. Если они окислились или соединение ослабло, ток будет поступать прерывисто или исчезать. Контакты следует зачистить, покрыть специальной токопроводящей смазкой и затянуть.
Инверторный сварочный аппарат начинает тянуть при температуре – 5⁰. При более низкой он просто перестает работать, прерывая цикл сварки. Надо проверить, при каких условиях эксплуатируется аппарат. Если причина в холоде, то достаточно перенести инвертор в теплое помещение, дать время ему согреться и полуавтомат будет нормально работать.
Надо проверить, при каких условиях эксплуатируется аппарат. Если причина в холоде, то достаточно перенести инвертор в теплое помещение, дать время ему согреться и полуавтомат будет нормально работать.
Сильное дребезжание и гудение
Аппарат начинает гудеть, когда перегружен трансформатор. Это возникает при сварке проволокой или электродом большего диаметра, на какой рассчитан полуавтомат. Гул может возникать при сильной нагрузке на обмотки по причине сильного проседания сетевого тока. Следует проверить по паспорту, какой максимальный диаметр расходного материала допускается и минимальное напряжение, с которым может работать данный аппарат.
Дребезжание сопровождает работу сварочного полуавтомата в случае плохих контактов и возникновения искрения в местах соединения разных узлов. Необходимо заменить изоляцию на новую, закрепить контакты. Возможно, потребуется диэлектрическая вставка между катушками, чтобы они гарантированно не соприкасались и не замыкали.
Перегрев устройства
Чаще всего перегрев сварочного полуавтомата вызывает:
- работа на повышенных режимах;
- несоблюдение периодичности работы и отдыха оборудования;
- сбой в работе вентилятора;
- низкое напряжение в сети;
- пыль покрыла микросхемы и элементы воздушного охлаждения.
При эксплуатации оборудования следует предварительно изучить его технические характеристики не перегружать полуавтоматический аппарат. Во всех паспортах указаны предельные значения тока и режим работы в процентах относительно часа работы. Например, 40% означает, что через каждые 25 минут аппарат должен 35 минут отдыхать. Инверторные полуавтоматы обычно охлаждаются быстро и имеют режим работы 50% и даже 60%. Но прерываться все равно надо.
При ежемесячном осмотре проверяется направление вращения вентилятора, он должен гнать воздух внутрь корпуса. Если на ребрах холодильников и платах осела пыль, оборудование будет греться.
При низком напряжении в сети, аппарат работает с повышенной нагрузкой. Происходит нагрев обмоток и всего преобразователя. В рейтинге полуавтоматов, работающих при пониженных токах, лидирует инвертор. Трансформатор не выдерживает проседание ниже 185В.
Не регулируется сварочный ток
Если рукоятка вращается, а значение тока не изменяется, самая простая поломка – выход стержня ручки из зацепления. Но в основном это нарушение в перемещении сердечника или катушек. Следует разобрать механизм, очистить его от грязи, заменить изоляцию и затянуть клеммы. После этого проверить поворотом ручки перемещение сердечника.
Если все нормально, следует осмотреть магнитопровод на предмет замыкания. Отремонтировать его можно, если незначительно нарушена изоляция.
Критерии выбора
Новичку порой сложно выбрать, какой баллон нужен для полуавтомата, не говоря о газовой смеси. Опытные специалисты рекомендуют обращать внимание на предельный показатель температуры и количество тепла, которое выделяется при горении газа. Сравнительные характеристики сварочных газов находятся в свободном доступе.
Важно! В случае приобретения газа с целью длительного хранения, рекомендуем выбрать готовые смеси промышленного производства. Не занимайтесь синтезом газа самостоятельно – это небезопасно!
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.

Чаще всего дефекты возникают в случае, если варит человек, у которого отсутствуют навыки ведения сварочного процесса. Поделитесь своим опытом сварки полуавтоматом в комментариях к статье.
Читать также: Показания электровлагомера древесины определяются
В обычном воздухе содержится кислород, азот и водород – газы, которые негативно влияют на сварочное соединение, вызывая коррозию, старение и растрескивание металла.
Для обеспечения качественной сварки в воздушной атмосфере приходится применять флюсы, а также электрода с покрытиями. Значительно улучшает результат проведение сварки в газовой среде. Для этого требуется специальный сварочный аппарат и газовые баллоны.
Особенности выполнения
Сварка в среде защитного газа имеет следующие особенности, которые требуют внимания:
- Параметры работ. Подбираются индивидуально для каждой конкретной ситуации. Получить качественное соединение возможно только при условии грамотного сочетания следующих параметров: мощность, тип проволоки, скорость подачи, расход газа.
- Температурный режим. Рабочая плоскость металла нагревается и охлаждается длительный промежуток времени. При соединении некоторых типов поверхности, например, стальных или медных, возможно регулировать температурный режим, путем изменения угла наклона дуги.
- Выбор газа. Существует два способа выполнения работ. В первом случае необходимо использовать углекислоту без добавления каких-либо примесей. Второй вариант – применения различных смесей на базе аргона или других инертных элементов.
- Характер работ. Основное предназначение баллонов – стационарная работа в условиях мастерской. Использование резервуаров с высоким давлением на открытой местности сопряжено с определенными неудобствами.
 Использование резервуаров с высоким давлением на открытой местности сопряжено с определенными неудобствами.
Использование резервуаров с высоким давлением на открытой местности сопряжено с определенными неудобствами.
Схема подключения баллона с углекислотой к газовой магистрали.
Технология работы с применением углекислого газа не имеет принципиальных отличий от деятельности, с использованием прочих газовых смесей. Самое главное – соблюдать технологические требования.
Углекислотный редуктор давления. Регулировка подачи защитного газа
Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Устройство и принцип работы углекислотного редуктора
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
- Впускающий клапан.
- Уплотняющие элементы.
- Камеру с регулирующей мембраной.
- Выпускающий клапан.
- Верхнюю пружину.
- Управляющую пружину.
- Присоединительный штуцер.
- Корпус.
- Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
- Запорный вентиль.
Преимущества
Не зависимо от типа газовой смеси, ее применение имеет ряд преимуществ:
- Качество соединения. Физические свойства шва гораздо выше, по сравнению с использованием автоматического режима. Малое количество брызг в процессе соединения.
- Производительность труда. Эффективность работы повышается благодаря сокращению времени нагрева металла, что в конечном итоге сокращает трудозатраты.
- Стабильная дуга. Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.

Для автомобильного ремонта
Появление бытовых полуавтоматов позволило производить кузовной ремонт автомобиля практически в любом гараже с подключением к сети. Сварка в среде углекислого газа обладает следующими преимуществами:
- Технологическая простота – основы работы с полуавтоматом доступны пониманию широкому кругу лиц;
- Низкая цена углекислоту оказывает положительное воздействие на себестоимость работ;
- Низкая зона температурного воздействия сваривать изделия практически любой толщины;
- Благодаря ограниченному температурному воздействию краска вокруг шва практически не выгорает, что позволяет экономить время и средства на финишной обработке;
- Соединяемые элементы не требуют подгонки.
Инверторный полуавтомат или классический – трансформаторный.
Как и аппараты ручной дуговой сварки покрытым электродом, полуавтоматы бывают трансформаторного и инверторного типа. По качеству сварки трансформаторы и простые инверторы (не синергитические) мало чем отличаются, дугу они держат одинаково. В простом варианте инвертор как и трансформатор делает постоянное напряжение с жёсткой характеристикой (с более жёсткой чем у ручника если точнее), но и только, никаких цифровых сварочных процессов он не поддерживает. На это способна только синергитическая инверторная техника, о которой можно почитать на нашем сайте в справочных материалах.
Читать также: Томас эдисон википедия умственно отсталый
В простом варианте достоинства инвертора несколько в другом – это лёгкий вес, плавная регулировка напряжения, что бывает значительно удобней, слегка меньший расход электроэнергии, возможно, но не обязательно возможность работы с более низкими электросетями. На это необходимо обратить внимание специально, если вам это важно. Инверторное название ещё не гарантия того, что аппарат будет держать падения напряжения сети. Как правило, стандарт – это 15%, который держат все аппараты. Более профессиональные аппараты держат падения от 30% до 50%.
Редуктор
Для работы с любым газом нужен редуктор. Существуют модели, просто показывающие давление в баллоне и с функцией регулирования газового потока.
Последние виды называют регуляторами. Они адаптированы к определенному газу, окрашены в соответствии с цветом баллона. В продаже есть регуляторы со стрелочной шкалой и ротаметрами.
Если планируется провести аргонодуговую сварку, надо взять регулятор с двумя ротаметрами. При работе с нержавейкой нужен поддув с обратной стороны, который сможет контролировать только такая модель регулятора.
В остальных ситуациях вполне подойдет стрелочный регулятор, который к тому же стоит дешевле. Практики считают стрелочную модель более экономной. Она позволяет при грамотном пользовании избежать сброса давления в начале работы. На регуляторах с ротаторами сбрасывание давления вначале практически неизбежно. Это сопровождается некоторыми потерями газа.
Все регуляторы имеют прокладки из инертных полимеров. Загрязнение газов от контакта с ними абсолютно исключается. При сварке приходится пользоваться различными газами. Для таких производственных случаев целесообразно иметь регуляторы, приспособленные для нескольких типов резьбы.
Безопасность
Особенность отечественного менталитета заключается в склонности к экономии, игнорировании многих нормативных требований. В отношении оборудования для сварки пренебрежение правилами безопасности чревато тяжелыми последствиями.
Особенно это касается допустимых сроков использования баллонов. Они должны быть указаны заводом-изготовителем. Если вдруг этой информации нет, то максимальный период эксплуатации составляет 20 лет.
Экспертизу состояния обычных баллонов с объемом до 50 л не проводят. Для больших объемов аттестация может быть проведена. Превышать максимальный срок категорически нельзя. Все модели, выпущенные до 1997 года, не прошедшие аттестацию можно смело сдать в металлолом.
К покупке газовых баллонов для сварки нужно отнестись очень серьезно. Лучше всего найти авторитетного поставщика, убедиться в наличии разрешительных документов, проверить качество маркировки, всей сопроводительной информации. После этого можно смело оформлять заказ.
Лучше всего найти авторитетного поставщика, убедиться в наличии разрешительных документов, проверить качество маркировки, всей сопроводительной информации. После этого можно смело оформлять заказ.
Создаем сварочный полуавтомат своими руками
Зачем создавать сварочный полуавтомат руками? Дело в том, что этот полезный предмет обихода будет стоить около 200 долларов. Если говорить о агрегатах промышленного типа, то уже есть суммы, превышающие 1000 долларов. Соответственно, купить данное устройство может позволить себе далеко не каждый. Если хорошенько покопаться в интернете, можно обнаружить, что самый дешевый сварочный инверторный полуавтомат стоит около 13 тысяч рублей.
Тоже не впечатляет, правда? Так что это еще минимум! Любой 350-й Jasic MIG — это минус 60 тысяч рублей из вашего бюджета.Словом, многое говорит в пользу самостоятельной сборки данного устройства.Понятно, что мы не будем сейчас подробно останавливаться на круге задач, которые позволяет выполнять описываемое устройство, потому что как только вы решите сделать сварочный полуавтомат своими руками, вы наверняка поймете, зачем он нужен. Давайте лучше сосредоточимся на основных сайтах, входящих в его состав.
Самым сложным элементом является механизм подачи проволоки. Качество проволоки зависит от того, насколько качественно она будет сделана.Она в свою очередь влияет на качество сварных швов. Многие, кому удалось сделать сварочный полуавтомат своими руками, использовали коробку передач от автомобильных дворников для создания этого механизма. Кроме того, вам также понадобится электродвигатель. Вторым по важности узлом конструкции является силовой трансформатор. В идеале, конечно, лучше использовать готовое, но если это по каким-то причинам невозможно, то можно накрутить самостоятельно. На какие параметры этого устройства стоит обратить внимание в первую очередь? Это номинальный выходной ток (50 А) и выходное напряжение, которое должно быть от 9 до 15 В.Крайне желательно, чтобы его можно было регулировать, изменяя коэффициент трансформации. Для этого в обмотке (первичной) создаются отводы. Перекоса фаз на линии во время применения устройства можно избежать, используя трехфазный трансформатор и сеть.
Для этого в обмотке (первичной) создаются отводы. Перекоса фаз на линии во время применения устройства можно избежать, используя трехфазный трансформатор и сеть.
Из остальных узлов можно отметить дроссель, необходимый для повышения устойчивости дуги, запорный газовый кран, втулку, через которую подается проволока, пускатель включения.
Для питания двигателя используются самые разные источники тока (постоянные). Самый доступный вариант — реостат, трансформатор и диодный мост. Кстати, если вы создаете сварочный полуавтомат своими руками, то лучше всего разместить все эти компоненты в корпусе агрегата.
Автоматические сварочные аппараты по индивидуальному заказу — все варианты
Универсальные сварочные аппараты не всегда подходят всем. Сварочная бригада Bancroft Engineering не понаслышке знает о преимуществах полностью индивидуализированного решения, изготавливаемого на заказ! Будь то полуавтоматическая или роботизированная сварочная система, за которой вы охотитесь, в специализированных автоматических сварочных аппаратах Bancroft используются новейшие технологии для правильного выполнения работы.
Зная, что стандартизованное оборудование не всегда может дать тот же результат, что и индивидуальное решение, мы создали дополнительные опции и индивидуальные конфигурации для всего нашего оборудования, чтобы удовлетворить требованиям сегодняшней производственной среды.Читайте дальше, чтобы узнать больше обо всех наших возможностях настройки.
Полуавтоматические и полностью автоматизированные варианты
В зависимости от ваших требований к сварке предпочтительнее будет полуавтоматическая сварочная система или полностью роботизированный вариант.
С помощью полуавтоматической сварки оператор получает больше контроля. Оператор загрузит деталь и оценит процесс во время производства. Полуавтоматическая система будет вести деталь через процесс сварки, выравнивает деталь в соответствии со спецификациями и повторяет процесс.
С полностью автоматизированными сварочными аппаратами становится проще. Сварщик или автоматическое оборудование загружают деталь, а робот позаботится обо всем остальном.
Зачем автоматизировать сварочный процесс?Обеспечивает надежную стабильность и эффективность
Повышает скорость производства
Повышает качество сварки (меньшее количество бракованных деталей)
Возможность использования операторами любого уровня опыта
Токарные станки по индивидуальному заказу
Токарные станки для сварки — один из самых универсальных способов сварки промышленных деталей.Семейство сварочных токарных станков Bancroft можно настроить для вертикальной, горизонтальной или наклонной ориентации привода. Также могут быть добавлены синхронизированные шпиндели и автоматизированные приспособления для повышения эффективности. Ознакомьтесь со всеми доступными конфигурациями, доступными для нашего аппарата для кольцевой сварки MIG 605 и модели сварочного токарного станка 1210 прямо здесь.
Ротационные сварочные аппараты на заказ (Welda-rounds)
Bancroft Welda-rounds, обычно называемые аппаратами для круговой сварки или ротационными сварочными аппаратами , представляют собой надежные и компактные инструменты для сварки широкого диапазона деталей.Наши сварочные патроны Welda могут быть сконструированы таким образом, чтобы предлагать как одну, так и несколько горелок, особые конфигурации рамы, приводные базы позиционеров, специальные инструменты и многое другое! Ознакомьтесь с нашей полной линейкой ротационных сварочных аппаратов Welda-Round прямо здесь!
Сварочные аппараты по индивидуальному заказу
Аппараты для линейной шовной сварки обеспечивают непрерывную сварку от конца до конца. Шовные сварочные аппараты лучше всего использовать для однопроходной сварки с полным проплавлением таких деталей, как цилиндры, конусы, коробки и плоские металлические листы.Все шовные сварочные аппараты Bancroft можно полностью настроить в соответствии с вашими потребностями с помощью устройств подачи MIG, TIG-холодной проволоки и AVC. Узнайте больше о наших надежных автоматических сварочных аппаратах здесь.
Максимизируйте свой процесс с помощью автоматических сварочных аппаратов на заказ
Если вы хотите оптимизировать процесс сварки за счет повышения эффективности и получения более прочного конечного продукта, Bancroft Engineering может вам помочь! Наша команда инженеров-сварщиков имеет опыт проектирования полностью автоматизированных сварочных систем по индивидуальному заказу как для малых, так и для крупных предприятий.Готовы к обновлению? Позвоните нам сегодня по телефону 262-786-1880 или по электронной почте: [email protected]
Монтажник-сварщик в Винчестере, штат Вирджиния
Описание работы
Обзор: * Этот человек в составе команды должен соблюдать все правила и нормы безопасности. Ежедневно и вовремя приходите на работу. Точно выполнять свою задачу в качестве монтажника труб и будет работать под руководством Выездного суперинтенданта или менеджера проекта в зависимости от места выполнения рабочего задания.* Основные рабочие функции и требования * Разрабатывает, собирает, устанавливает и обслуживает системы трубопроводов, опоры для труб и соответствующее гидравлическое и пневматическое оборудование для систем пара, горячей воды, отопления, охлаждения и промышленного производства и обработки. * Выбирает тип и размер трубы, а также сопутствующие материалы и оборудование, например опоры, подвески и гидроцилиндры, в соответствии с чертежами и спецификациями. * Нарезание трубной резьбы на трубонарезном станке. * Гнет трубы, используя трубогибочные инструменты и трубогибочный станок.* Собирает и устанавливает различные металлические и неметаллические трубы, трубы и фитинги, включая железо, сталь, медь и пластик. * Соединяет трубы с помощью резьбовых, сварных, механических соединений, герметизированных, паяных, паяных, плавленых или цементированных соединений с использованием ручных инструментов и электроинструментов. * Крепит трубы к конструкции с помощью опор, скоб, зажимов и подвесов с помощью ручных и электроинструментов. * Устанавливает и обслуживает гидравлические и пневматические компоненты машин и оборудования, такие как насосы и цилиндры, с помощью ручных инструментов.* Выполните гидравлические и пневматические испытания на герметичность трубопроводных систем. * Устанавливает, гнет, нарезает резьбу и обрезает трубопроводы. * Подходит труба для сварки Применимые знания, навыки и способности * Опыт эксплуатации ручного или полуавтоматического сварочного оборудования для плавления металлических сегментов с использованием таких процессов, как газовая дуга вольфрама, газовая дуга металлическим электродом и дуговая сварка в среде защитного металла. Сертифицирован по стандартам ASME и AWS. Другие полезные, но не обязательные навыки: ручная пайка и пайка горелкой. * Обладать необходимыми навыками, знаниями и опытом в области сварки и трубопроводов.* Использование ручных и электроинструментов, а также оборудования, такого как резаки и инструменты для металлообработки. * Уметь работать в тесном контакте с другими мастерами и руководить работниками вспомогательного уровня. * Образование и опыт * Предпочтение отдается аттестату средней школы или общего образования (GED) с хорошими математическими навыками. * Хорошие механические способности с хорошими математическими навыками для измерения углов и способность компоновки и изготовления узлов трубопроводов и конструкционной стали. * Основные требования * Должен быть в состоянии регулярно и вовремя приходить на работу.* Должен быть готов и способен следовать порядку подчинения, но также должен быть способен к независимому мышлению и действиям, когда это необходимо. * Хорошие устные и письменные коммуникативные навыки, сильные навыки решения проблем, а также готовность занять руководящую позицию в группе, если это необходимо. Мы предлагаем нашим сотрудникам конкурентоспособную заработную плату и комплексный пакет льгот и всегда ищем людей, обладающих талантом и навыками, необходимыми для нашего постоянного роста и успеха. Равные возможности Работодатель / Ветераны / Инвалиды
Сварщик для работы в одиночку
ICS — ведущий подрядчик общего инжиниринга, специализирующийся на восстановлении окружающей среды, тяжелой промышленности и сложных наземных и подземных проектах в Калифорнии. Ищете новую возможность для сварки ? Не смотрите дальше!
- Работать без наркотиков, включая лекарства, которые могут повлиять на производительность труда и безопасность
- Сварка компонентов в плоском, вертикальном положении и над головой
- Зажигает горелки или включает источники питания и зажигает дугу, касаясь электродами свариваемых металлов, замыкая электрические цепи
- Зажимы, держатели, прихваточные швы, гнутье тепла, шлифовать или болты для получения необходимых конфигураций и положений для сварки
- Управляет ручным или полуавтоматическим сварочным оборудованием для плавления металлических сегментов с использованием таких процессов, как газовая дуга вольфрама, металлическая дуга и порошковая дуга, плазменная дуга и дуга в защитном металлическом корпусе, контактная сварка и сварка под флюсом
- Контролирует процессы подгонки, обжига и сварки, чтобы избежать перегрева деталей, которые могут вызвать деформацию, усадку, деформацию или расширение материалов
- Осматривает детали на предмет дефектов и измеряет детали с помощью линейок или шаблонов для обеспечения соответствия спецификациям
- Распознает, настраивает и использует ручной и электроинструмент, распространенный в сварочной отрасли, такой как оборудование для дуговой сварки в среде защитного металла и газовой дуговой сварки.
- Разметка, расположение, выравнивание и закрепление деталей и узлов перед сборкой с помощью линейки, комбинированных угольников, штангенциркуля и линейки
- Выполняет текущее обслуживание оборудования
- Обнаруживает неисправную работу оборудования или дефектных материалов и уведомляет диспетчера
- Выявить угрозы безопасности и распознать аварийные сигналы
- Посещать ежедневные собрания по безопасности
- Все прочие обязанности, назначенные руководителем бригады и / или бригадиром
Знания, навыки и способности:
- Прочтите, поговорите и поймите инструкции по технике безопасности, правила и положения на английском языке
- Специалист в области сварки SMAW, GTAW и GMAW
- Знание машин и инструментов, включая их конструкцию, использование, ремонт и техническое обслуживание
- Знание сварочных символов
- Знание методов проектирования, инструментов и принципов, используемых при производстве точных технических планов, чертежей, чертежей и моделей
- Способность использовать математику для решения задач, относящихся к функциям сварки
- Способность сосредоточиться на задаче в течение определенного периода времени, не отвлекаясь
- Возможность определения подходящего инструмента (ов) для работы
- Умение читать и понимать сварочные чертежи
- Способность следовать устным инструкциям и передавать словесную информацию в понятной форме
- Умение работать самостоятельно
- Быть доступным для работы по вечерам, ночам и в выходные дни с минимальным уведомлением или без него
- Носить и использовать правильно подогнанные средства защиты, в том числе средства защиты органов дыхания
- Может работать на высоте с защитой от падения
- Возможность многократно преодолевать лестницы
Образование и квалификация:
- Окончание колледжа, профессионального или технического обучения или любое эквивалентное сочетание образования и опыта. От трех до пяти лет опыта в тяжелой промышленности предпочтительно
- Сильные практические знания в области безопасности на стройплощадке
- 40 часов HAZWOPER или 8 часов переподготовки требуется
- Диплом средней школы или GED
Особые требования:
- Сертификат AWS
- Сертификат AWSE очень желателен
- Должен демонстрировать хорошую координацию рук и глаз и ловкость рук
Физические требования:
Выполняя свои обязанности на этой работе, сотрудник должен регулярно разговаривать или слышать.Должен быть в состоянии поднимать и нести 45 фунтов. без посторонней помощи и перемещаться по местности на стройплощадке. Выполните задачи по настройке и очистке на стройплощадке. Сотруднику часто приходится стоять и ходить в течение длительного времени. От сотрудника требуется использовать руки и пальцы, ручку или ощупывание; дотянуться руками и руками; лазить или балансировать; и наклоняться, становиться на колени, приседать или ползать. Специфические способности зрения, необходимые для этой работы, включают близкое зрение, цветовое зрение и способность регулировать фокус.
Рабочая среда:
Характеристики рабочей среды, описанные здесь, являются репрезентативными для тех, с которыми сталкивается сотрудник при выполнении основных функций этой работы.Могут быть сделаны разумные приспособления, позволяющие инвалидам выполнять основные функции.
Основные функции этой работы сотрудник выполняет на открытом воздухе. Сотрудник должен быть готов работать на открытом воздухе в любых погодных условиях, подвергаясь потенциально опасным условиям и потенциально громкому или умеренному уровню шума.
*** ПОЖАЛУЙСТА, НЕТ ВНЕШНИХ ВЕРБОВАТЕЛЕЙ ***
сварщиков | WMC Inc
Сварочные аппаратыWMC обладают широкими возможностями для ручной и автоматической газовой резки, плазменной резки, MIG, TIG (гелиодуговая сварка) и контактной сварки.Наши сварщики имеют большой опыт работы с системами пищевого качества и соответствуют строгим требованиям FDA / NSF. Сварочные сертификаты доступны по запросу.
Сварка — это наиболее распространенный способ неразъемного соединения металлических деталей. В этом процессе металлические детали нагреваются, плавятся и сплавляются, образуя прочную связь. Благодаря своей прочности, сварка используется в судостроении, производстве и ремонте автомобилей, аэрокосмической промышленности и тысячах других видов производственной деятельности. Сварка также используется для соединения балок при строительстве зданий, мостов и других конструкций, а также для соединения труб в трубопроводах, на электростанциях и нефтеперерабатывающих заводах.
Сварщикииспользуют множество типов сварочного оборудования, установленного в различных положениях, таких как плоское, вертикальное, горизонтальное и потолочное. Они могут выполнять ручную сварку, при которой работа полностью контролируется сварщиком, или полуавтоматическую сварку, при которой сварщик использует оборудование, такое как механизм подачи проволоки, для выполнения сварочных работ.
Существует около 100 различных видов сварки. Дуговая сварка — самый распространенный вид. При стандартной дуговой сварке используются два больших металлических зажима типа «крокодил», по которым проходит сильный электрический ток.Один зажим крепится к любой части свариваемой детали. Второй зажим соединен с тонким сварочным стержнем. Когда стержень касается заготовки, создается мощная электрическая цепь. Сильный нагрев, создаваемый электрическим током, заставляет как заготовку, так и стальной сердечник стержня плавиться вместе, быстро охлаждаясь, образуя прочную связь. Во время сварки флюс, окружающий сердечник стержня, испаряется, образуя инертный газ, который служит для защиты сварного шва от атмосферных элементов, которые могут его ослабить.Скорость сварки важна. Изменения скорости могут изменить количество нанесенного флюса, ослабить сварной шов или ослабить окружающий металл из-за увеличения теплового воздействия.
Двумя распространенными, но продвинутыми типами дуговой сварки являются сварка вольфрамовым электродом в среде инертного газа (TIG) и сварка в среде инертного газа металла (MIG). Сварка TIG часто используется с нержавеющей сталью или алюминием. В то время как TIG использует сварочные стержни, MIG использует катушку с непрерывно подаваемой проволокой, что позволяет сварщику соединять более длинные участки металла без остановки для замены стержня.При сварке TIG сварщик держит сварочный стержень в одной руке, а электрическую горелку — в другой. Горелка используется для одновременного плавления стержня и заготовки. При сварке MIG сварщик держит механизм подачи проволоки, который действует как зажим «крокодил» при дуговой сварке. Вместо использования газового флюса, окружающего стержень, TIG и MIG защищают начальный сварной шов от воздействия окружающей среды, продувая инертный газ на сварной шов.
Подобно дуговой сварке, пайка и пайка используют расплавленный металл для соединения двух металлических частей.Однако металл, добавленный во время процесса, имеет температуру плавления ниже, чем у заготовки, поэтому плавится только добавленный металл, а не заготовка. При пайке используются металлы с температурой плавления ниже 800 градусов по Фаренгейту; при пайке используются металлы с более высокой температурой плавления. Поскольку пайка и пайка не расплавляют заготовку, эти процессы обычно не вызывают деформаций или ослабления заготовки, которые могут возникнуть при сварке. Пайка обычно используется для соединения электрических, электронных и других мелких металлических деталей.Пайка обеспечивает более прочное соединение, чем пайка, и часто используется для соединения металлов, отличных от стали, например латуни. Пайка также может использоваться для нанесения покрытий на детали для уменьшения износа и защиты от коррозии.
Квалифицированные специалисты по сварке, пайке и пайке обычно планируют работу по чертежам или спецификациям или используют свои знания о флюсах и основных металлах для анализа соединяемых деталей. Затем эти рабочие выбирают и настраивают сварочное оборудование, выполняют запланированные сварные швы и проверяют сварные швы, чтобы убедиться, что они соответствуют стандартам или спецификациям.Они даже исследуют сварной шов во время сварки. Наблюдая за проблемами со сваркой, они компенсируют это путем регулировки скорости, напряжения, силы тока или подачи стержня. Высококвалифицированные сварщики часто обучаются работе с самыми разными материалами помимо стали, такими как титан, алюминий или пластмассы. Однако у некоторых сварщиков более ограниченные обязанности. Они выполняют рутинные работы, которые уже были спланированы и разработаны и не требуют обширных знаний в области сварочных технологий.
Автоматическая сварка используется во все большем количестве производственных процессов.В этих случаях аппарат или робот выполняет сварочные работы под контролем оператора сварочного аппарата. Установщики сварочных, паяльных и паяльных машин, операторы и участники тендеров следуют указанным схемам, рабочим заданиям или чертежам. Операторы должны правильно загружать детали и постоянно следить за машиной, чтобы гарантировать, что она производит желаемое соединение.
Работа дуговой, плазменной и газокислородной резки тесно связана с работой сварщиков. Однако вместо соединения металлов резаки используют тепло от электрической дуги, поток ионизированного газа (плазмы) или горящие газы для резки и обрезки металлических предметов до определенных размеров.Резаки также разбирают большие объекты, такие как корабли, железнодорожные вагоны, автомобили, здания или самолеты. Некоторые управляют и контролируют режущие машины, аналогичные тем, которые используются операторами сварочных аппаратов. Популярность плазменной резки растет, потому что, в отличие от других методов, она позволяет резать самые разные металлы, включая нержавеющую сталь, алюминий и титан.
Рабочие, занимающиеся сваркой, пайкой и пайкой, часто подвергаются ряду опасностей, включая интенсивный свет от дуги, ядовитые пары и очень горячие материалы.Они носят защитную обувь, очки, капюшоны с защитными линзами и другие приспособления, предназначенные для предотвращения ожогов и травм глаз, а также для защиты от падающих предметов. Обычно они работают в хорошо проветриваемых помещениях, чтобы ограничить воздействие паров. Однако операторы автоматов для сварки, пайки и пайки не подвергаются такому количеству опасностей, и защитная маска или защитные очки обычно обеспечивают адекватную защиту для этих рабочих.
Автоматическая сварка | Цифровая платформа IMTS
Что такое автоматическая сварка?
Автоматическая сварка — это процесс сварки, при котором два объекта или две части одного объекта, сделанного из металлических материалов, соединяются вместе с помощью роботизированных рук, а не рук операторов, чтобы обеспечить большую гибкость сварки. методы, которые может выполнить один сварочный аппарат.
Автоматизированный процесс сварки может принести пользу производителям за счет увеличения грузоподъемности, качества продукции, производительности и эффективности, поскольку такие параметры, как положение и сила горелки, гладкость сварных деталей и т. Д., Компьютеризированы, а результаты продуктов, которые представлены, когда они сделаны, предсказуемы, возможность ошибок, которые могут быть сделаны, может быть соответственно минимизирована.
Сварка — это метод изготовления металлов путем соединения двух частей в одно целое, и это достигается за счет взаимосвязи между плавлением и затвердеванием металлических материалов.По сравнению с другими методами, дающими аналогичные результаты, но использующими другие принципы, сварка обеспечивает наивысшую жесткость и стабильность изделий, прошедших этот процесс.
Чтобы выполнить сварку различных частей деталей или приспособить материалы, которые доступны для сварки, применяются различные методы сварки, такие как сварка TIG, сварка MIG или точечная сварка. Когда в процессе сварки требовалось использовать разные методы, в прошлом один оператор мог выполнять только одну технику за раз.Другими словами, выполнение всего процесса ручной сварки занимает довольно много времени.
С одной стороны, могут быть некоторые ограничения, такие как доступное время работы или точность сварочных деталей и т. Д., Которые могут возникнуть, когда процесс сварки выполняется руками операторов. С другой стороны, производителям, занимающимся крупномасштабным производством, трудно обеспечить единообразие продукта, что влияет на прибыль, которую производители могут получать.
Следовательно, в некоторых случаях автоматическая сварка может быть заменена ручной сваркой, и мы обсудим возможные случаи, когда автоматическая сварка требуется в следующем параграфе.
Когда нужна автоматическая сварка?
Если сравнивать ручную сварку и автоматическую сварку, то, хотя операторы, которые хорошо обучены, обладают способностями хорошо выполнять различные методы сварки, автоматическая операция заменяется ручной сваркой в некоторых случаях, когда:
● Качество продукции является оптимальным. приоритет
Поскольку управление роботизированными манипуляторами, применяемыми для выполнения сварочного процесса, компьютеризировано, процесс выполняется в соответствии с фиксированными параметрами, что предотвращает деформацию изделий и, таким образом, обеспечивает оптимальное качество, которого может достичь автоматическая сварка.
● Требуется крупномасштабная сварка идентичных деталей
Поскольку роботизированные манипуляторы способны выполнять повторяющиеся движения без ограничений, которые могут иметь ручные операторы, автоматическая сварка подходит для повторной сварки идентичных деталей, что дает преимущества при крупномасштабном производстве.
● Квалификация операторов ограничена
Как упоминалось выше, автоматические манипуляторы могут выполнять несколько сварочных операций на одном аппарате, поэтому, когда оператору не хватает некоторых навыков, необходимых для выполнения процесса сварки, автоматизированная сварка также может быть подходящей альтернативой.
Кто отвечает за автоматическую сварку?
Насколько нам известно, сварочный процесс может выполняться как руками оператора, так и роботизированными манипуляторами на сварочном автомате. В зависимости от потребностей производителей полностью ручная или автоматическая сварка больше не является единственным вариантом.
Фактически, когда дело доходит до автоматической сварки, ее можно разделить на полуавтоматическую и полностью автоматическую, которые различаются тем, участвуют ли операторы в процессе или нет.
Под полуавтоматической сваркой подразумевается участие операторов в процессе. Когда выполняется полуавтоматическая сварка, операторы несут ответственность за подачу заготовок на машину и сбор продуктов после того, как они были сварены роботизированными руками.
Однако полностью автоматическая сварка устраняет необходимость в операторах во время процесса. При полностью автоматической сварке все процедуры могут выполняться роботизированными манипуляторами под управлением компьютера, что значительно снижает затраты на трудоустройство рабочих.
Хотя в большинстве случаев, независимо от полуавтоматической или полностью автоматической сварки, операторы необходимы для наблюдения за процессом или обслуживания машины. Таким образом, при принятии решения о выборе полуавтоматической или полностью автоматической машины следует серьезно учитывать несколько факторов, чтобы предотвратить чрезмерные затраты, которые могут повлиять на общую потраченную прибыль.
Нужна помощь в поиске следующего устройства для автоматической сварки?Выставка IMTS объединяет производителей со всего мира.Отправьте нам сообщение с вашими требованиями, и наши эксперты IMTS с радостью ответят на ваши вопросы.
Сварщик производств, Тампа, Флорида 33626
Сварщик производств, Тампа, Флорида 33626 | JobsEQ23 сентября 2020
FabricatorНаш клиент — хорошо известный производитель вывесок, который работает в районе Тампа-Бэй более 30 лет и быстро растет. В настоящее время они ищут изготовителя со сварочным опытом.
Обязанности включают:
• Использовать оборудование для ручной сварки или газовой резки для сварки или соединения металлических компонентов или для заполнения отверстий, вмятин или швов в готовых металлических изделиях.
• Используйте ручное или полуавтоматическое сварочное оборудование для плавления металлических сегментов.
• Следите за процессами подгонки, прожига и сварки, чтобы избежать перегрева деталей или деформации, усадки, деформации или расширения материала.
• Осмотрите детали на предмет дефектов и измерьте детали, чтобы убедиться в их соответствии спецификациям.
• Обозначьте или пометьте материал надлежащим номером работы, отметками деталей и другими опознавательными отметками по мере необходимости.
• Подготовьте все поверхности материала к сварке и удалите неровности с деталей с помощью переносных шлифовальных машин, ручных файлов или скребков.
Требования включают:
• Знание машин и инструментов, включая их конструкцию, использование, ремонт и техническое обслуживание.
• Способность определять вид инструментов и оборудования, необходимых для выполнения работы.
• Хорошие навыки управления временем.
• Знание методов, инструментов и принципов проектирования.
• Знание сырья, производственных процессов, контроля качества, затрат и т. Д.
• Хорошие математические навыки, необходимые для выполнения заданий.
Льготы:
• Несколько планов медицинского обслуживания
• Стоматология
• Зрение
• Несчастный случай, инвалидность, жизнь
• Прямой депозит / платежные карты
• 401 (k)
• Реферальные бонусы
С 1984 года сеть резервов продолжает сотрудничать с лучшие работодатели для предоставления возможностей на офисном, промышленном, профессиональном и техническом рынках.Как компания, находящаяся в собственности семьи и ветеранов, мы уделяем особое внимание опыту кандидатов и корпоративной культуре почти 20 000 сотрудников, которых мы нанимаем ежегодно.