Как сделать аппарат точечной сварки своими руками в домашних условиях: особенности устройства
Рано или поздно у многих людей возникает желание приобрести собственный сварочный аппарат. Но, к сожалению, подобное оборудование отличается высокой стоимостью, поэтому многие ставят приоритет на изготовление самодельного устройства. С помощью имеющихся в свободном доступе схем, чертежей и прочего пошагового руководства предстоящее мероприятие может стать очень простым и понятным.
- Описание и принцип работы
- Важные конструктивные свойства
- Схема точечной сварки
- Особенности устройства и конструкция
- Изготовление клещей для сварочного оборудования
- Точечная сварка из микроволновки
- Заключение
Описание и принцип работы
В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот,
Также он может применяться для изготовления металлических лестниц, ворот,
Принцип работы контактной сварки заключается в следующем: имеющийся в ключевом узле электрический ток способен нагревать отдельные детали стальной заготовки, которые соединены друг с другой. Таким образом происходит формирование особого сварного соединения — шва. Качество результата определяется типом материала, из которого выполнено изделие, а также плотностью. К тому же при проведении сварочных мероприятий следует обратить внимание на такие особенности:
- У сварочной цепи должны присутствовать низкие показатели напряжение — от 1 до 10 ватт.
- Процесс сваривания продолжается на протяжении нескольких секунд.
- Для сварочного импульса характерна большая сила тока.
- Чем меньше зона расплавления, тем выше качество сваривания.
- Сварочный шов должен справляться и выдерживать большие нагрузки.


От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
Более простое решение заключается в сборке сварочной установки с переменной силой тока. Такой прибор способен управлять процессом сваривания посредством изменения продолжительности сварочного импульса, который попадает на заготовку. К тому же, чтобы успешно завершить поставленную задачу необходимо обустроить часовое реле, которым можно управлять автоматическим или ручным путём.
Важные конструктивные свойства
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы.
В данном случае необходимо учесть такие особенности:
- Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
- Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
- Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания
.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
- блок питания.
- цепь для настройки механизма.
- реле к1.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В.
Особенности устройства и конструкция
В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В устройстве электрической цепи предусмотрены конденсаторры: от с1 до с6 с характерными электролитическими свойствами. Их напряжение равно 52 В. К тому же необходимо воспользоваться конденсатором ёмкостью в 46 мкФ.
Основной силовой узел механизма — трансформатор. Он выполняет роль преобразователя одного вида электроэнергии в другой. В данном случае принято использовать магнитный провод на 2,5 А. Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
- первичная обмотка с диаметром 1,5 миллиметров, которую пропитывают лаковым составом.
- второй вариант обмотки с диаметром около двух сантиметров, который оборудован многожильной изоляцией с кремниевоорганическим происхождением.
При выполнении первой обмотки важно обустроить выводы промежуточного типа. Затем обмотку пропитывают специальным лаком, а на первичную катушку наматывают
Изготовление клещей для сварочного оборудования
При желании изготовить самодельную точечную сварку вы должны ответственно отнестись к конструированию клещей.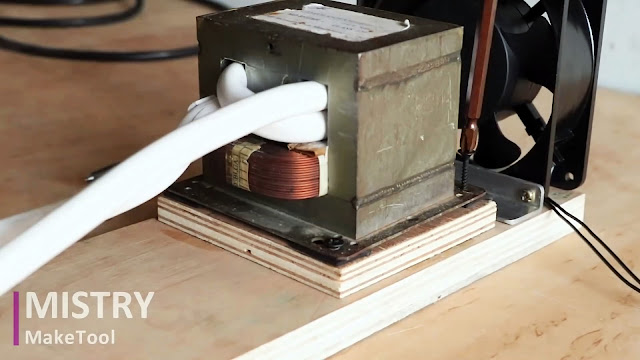 Сегодня применяется две разновидности таких элементов:
Сегодня применяется две разновидности таких элементов:
- стационарные.
- выносные.
Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком — чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Вариант выносных клещей отличается особым удобством работы и компактными размерами. Чтобы контролировать усилия клещей, достаточно поменять длины их вынесения за аппарат. В мете подсоединения таких деталей устанавливают болты, втулки и шайбы, для более надёжной гидроизоляции.
При изготовлении деталей принято использовать медные прутья или бериллиевую бронзу. Также можно воспользоваться жалом от паяльного аппарата с высокими показателями мощности. Что касается диаметра электрода, то он должен соответствовать диаметру провода, к которому подключен.
Чтобы сварочные ядра обладали хорошим качеством, концы электродов сужают и делают небольшими.
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства.
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки — первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки.![]() Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
Заключение
Если корпусная часть высохнет, можно переходить к сборке устройства, соединив рабочие узлы между собой. Затем необходимо отрезать две части медного провода с размером около 25 миллиметров. Они выполняют роль электродов, которые фиксируются в держателе с помощью обычной отвертки. Затем необходимо зафиксировать выключатель с помощью утолщенного кабеля, который предотвратит выпадение. Трансформатор фиксируется с помощью обычных саморезов. Также важно позаботиться о заземлении, которое фиксируется на одной из клемм.
Если внимательно соблюсти все рекомендации и пошаговое руководство, процесс сборки сварочного аппарата будет успешным. В таком случае вы сможете снизить все расходы, лишив себя необходимости покупать дорогостоящее профессиональное оборудование.
Точечная сварка своими руками в домашних условиях — Строим сами
Проще всего сделать в домашних условиях точечную сварку своими руками. Это одна из разновидностей сварки, которая является контактной.
В условиях частного строительства наиболее распространена именно точечная сварка, так как сделать ее самостоятельно проще всего. Другие разновидности точечной сварки, такие как линейная и стыковая, в домашних условиях осуществить невозможно.
Сам по себе процесс сварки представляет собой способ соединения деталей, которые в дальнейшем не разъединяются. Если обратиться к физике, то можно сказать, что процесс соединения происходит за счет межатомной связи в образующемся шве.
Сварка считается одним из самых надежных способов соединения двух металлических деталей, с которым по крепости не сравниться ни один из иных соединений.
Сварка в больших масштабах применяется при возведении многоэтажных зданий, мостов, других конструкций, основой которых является металлический каркас. Современные способы сваривания металла и сплавов позволяют использовать сварочный аппарат в различных условиях: на воздухе, в закрытом помещении, даже под водой.
Современные способы сваривания металла и сплавов позволяют использовать сварочный аппарат в различных условиях: на воздухе, в закрытом помещении, даже под водой.
Конечно, подобные технологии ни к чему в частном строительстве. Но и в обычном хозяйстве применение сварке всегда найдется, используется при этом точечная сварка.
Сама точечная сварка своими руками едва ли доступна для людей, далеких от сварки и не имеющих элементарных представлений о технике. Если же вы знаете, как работать с прибором и принципы его функционирования, сделать сам прибор для точечной сварки для вас не составит труда, тем более полезную информацию можно найти тут expertsvarki.ru/tehnologii/svoimi-rukami-tochechnaya-svarka.html.
Весь процесс точечной сварки укладывается в несколько этапов. Свариваемые детали, приложенные друг к другу, помещаются между электродами сварочного аппарата в нужном месте и плотно прижимаются друг к другу.
Помните, что эксплуатировать сварочные аппараты «кустарного», «самопального» производства опасно! Существует система допуска по электробезопасности к выполнению данного вида работ. Самостоятельные попытки без контроля специалиста могут привести к утрате жизни и здоровья как своей, так и окружающих.
Самостоятельные попытки без контроля специалиста могут привести к утрате жизни и здоровья как своей, так и окружающих.
Затем детали нагреваются до очень высокой температуры, оставаясь при этом сжатыми. После воздействия электрического импульса в зажатом состоянии детали остаются еще некоторое время.
Можно несколько усилить сжатие, чтобы усилить эффект сваривания деталей. Далее давление постепенно ослабевает, а вы получаете в результате крепкое соединение металлических элементов.
Одним из слабых мест такого варианта сваривания является невозможность сделать герметичный шов. А вот положительных моментов можно насчитать несколько:
- Точечные швы достаточно прочные и способны выдерживать высокую нагрузку.
- Аппарат точечной сварки гораздо доступнее остальной аппаратуры.
- Точечные сварочные аппараты достаточно экономичны в эксплуатации.
- Пользоваться точечной сваркой довольно просто, для этого не требуется специального образования.
Перейдем к непосредственному изготовлению аппарата для точечной сварки. С момента изобретения данного сварочного устройства было разработано немало вариантов аппаратов для сварки.
С момента изобретения данного сварочного устройства было разработано немало вариантов аппаратов для сварки.
Ранее их публиковали в технических журналах. Сегодня наши соотечественники сами «изобретают» точечную сварку для личного пользования.
Вариантов здесь может быть множество, но есть и элементы, которые используются в любом случае.
В первую очередь, сварочный аппарат точечного действия невозможен без трансформатора, который обеспечивает большой сварочный ток. Такой трансформатор можно достать, например, из старой микроволновой печи или другой подобной техники.
Для получения большей мощности сварочного аппарата, используются несколько трансформаторов. Перед монтажом их особым образом подготавливают.
С катушки удаляется вторичная обмотка. Если есть необходимость, удаляются также шунты ограничения тока. Словом, с трансформатора удаляются все ненужные детали.
Теперь на трансформатор наматывается новая вторичная обмотка. Это должна быть толстая медная проволока, чтобы устройство могло выдержать высокое напряжение.
Чем больше витков обмотки вам удастся сделать, тем выше напряжение будет в итоге, и дольше будет ток.
Использование одновременно двух трансформаторов наиболее эффективно, если вам необходимо получить аппарат для сваривания металлических деталей большой толщины.
В этом случае первичная и вторичная обмотка соединяется, в соответствии с показателями плюс-минус. Если перепутать показатели, вы получите короткое замыкание в момент включения.
В качестве электродов для аппарата вы можете использовать прутки меди. Для устройств сварки малой мощности подойдут жала от паяльников достаточной мощности.
Электроды требуют периодической проверки, подтачивания и замены. При монтаже постарайтесь сделать провод между трансформаторами и электродами минимальной.
Как и любой сварочный аппарат, аппарат точечной сварки, особенно если вы сделали его своими руками, требует определенной доли осторожности при работе. Не забывайте о технике безопасности, если хотите использовать аппарат и в дальнейшем.
Как сделать сварку точечную своими руками
Используют точечную сварку в промышленности и быту. На заводах точечной сваркой соединяют листы металла, уголки, швеллера. В быту применяют при строительстве своего дома, починке бытовых приборов и кухонных принадлежностей. Как выполнить точечную сварку своими руками, рассмотрим подробнее.
Как осуществляется процесс
Делать сварку своими руками необходимо в несколько основных этапов:
- Заготовки соединяют в нужном положении.
- Соединенные части размещают между двух электродов и плотно зажимают.
- Детали нагревают до температуры начала плавления и металл соединяется под деформацией.
В промышленности этот вид сварки используют для соединения до 700 точек в минуту. Для домашнего использования своими руками достаточно обеспечить большое давление, плюс несколько точек электродов, которые перемещаются на заданном уровне.
Пластичность металлу придает сила кратковременного тока сварки. Продолжительность импульса не больше 0,01–0,1 секунды. Металл в месте крепления электрода плавится и образует жидкую массу. Она застывает и соединяет детали точечно. Ширина детали при точечной сварке в домашних условиях должна быть не больше 5–13 мм.
Продолжительность импульса не больше 0,01–0,1 секунды. Металл в месте крепления электрода плавится и образует жидкую массу. Она застывает и соединяет детали точечно. Ширина детали при точечной сварке в домашних условиях должна быть не больше 5–13 мм.
Кристаллизация расплавленной массы происходит после того, как импульс перестает подаваться электродами. Между собой заготовки соединены под давлением до полного застывания.
Как любой вид сварки точечная имеет свои плюс и минусы. Швы имеют высокую прочность и экономичность при изготовлении. Сварочные работы можно делать автоматизировано, даже в домашних условиях. Из минусов выделяется плохая герметичность, которую создают между деталями, выполняя сварку своими руками.
Особенности работ
Нагрев металла происходит за разный промежуток времени, от секунды до нескольких ее долей. Зависит нагрев, а также продолжительность импульса от ряда факторов:
- мощность сварочного аппарата;
- условий работ;
- типа металла, который обрабатывают.

Так, стали углеродного типа рекомендуется нагревать подольше, чтобы остывание происходило медленнее, шов не растрескался. Аусинтетическую нержавеющую сталь, напротив, нагревают самое короткое время. Иначе внешние точки соединения быстро расплавятся, материал будет подвержен коррозии.
При помощи определенного давления необходимо обеспечить деталям максимальный контакт. Давление подбирается в зависимости от толщины и прочности заготовки. После нагрева сила давления не так важна, так как мелкозернистый сплав уже имеет сцепление. Прочность шва будет равна прочности материала, который сваривают.
Вокруг сварочного ядра должен образовываться поясок, который предотвратит растекание расплавленного металла. Электроды разжимают с небольшой задержкой, чтобы процесс кристаллизации начался.
Выбираем подходящие электроды
Для выполнения точечного соединения своими руками подходят не все виды электродов. Рекомендуем остановить свой выбор на электродах с высокими теплопроводящими и электропроводящими свойствами.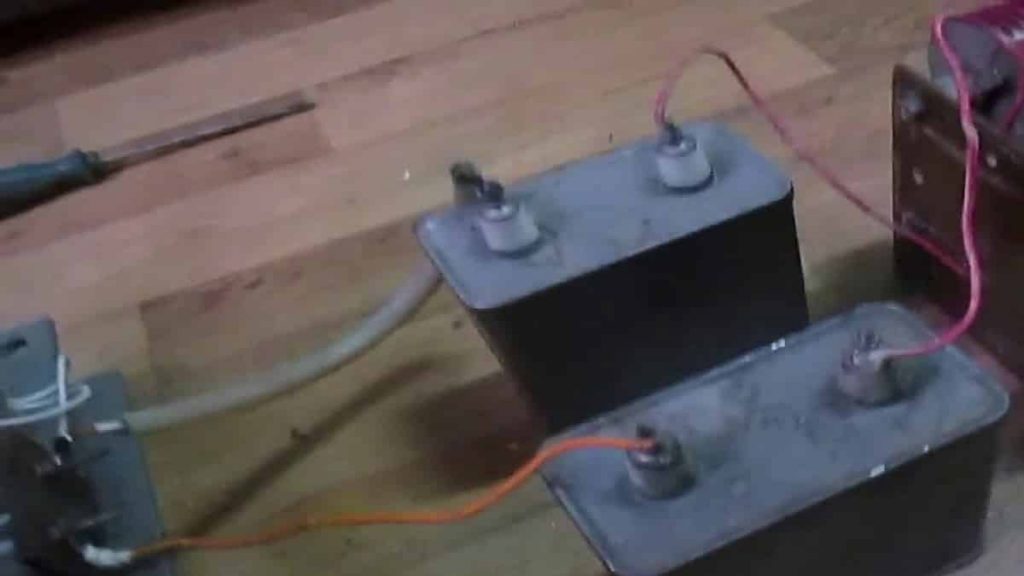 Прочности должно быть достаточной для работы в заданном интервале температурного режима. Немаловажно, чтобы они легко поддавались обработке своими руками.
Прочности должно быть достаточной для работы в заданном интервале температурного режима. Немаловажно, чтобы они легко поддавались обработке своими руками.
Подходят под требования электроды из некоторых видов бронзы с дополнениями кобальта или кадмия, медь электролитическая, медь с хромом и составы на основе вольфрама.
Сплав из меди по теплопроводности и электропроводности выше сплавов бронзы, но износостойкость у него хуже в 4–6 раз. Поэтому для работы своими руками лучше использовать электроды из сплава ЭВ, то есть из чистой меди. Допустимы примеси хрома 0,5–0,7%.
Чтобы повысить срок службы электродов точечной сварки рекомендуем охлаждать их водой.
Немало важен диаметр электрода. Выбирается диаметр в зависимости от толщины обрабатываемого материала. Диаметр электродов должен быть больше толщины свариваемых деталей в 3 раза.
Выбираем сварочный аппарат
Для этого вида сварки своими руками можно подобрать готовый аппарат или сделать его самостоятельно. Оборудование может иметь различный размер и вес. Главное, чтобы его можно было перемещать без труда. Рекомендуем сделать небольшой настольный сварочник. Модель используют для обработки цветного и черного металла.
Оборудование может иметь различный размер и вес. Главное, чтобы его можно было перемещать без труда. Рекомендуем сделать небольшой настольный сварочник. Модель используют для обработки цветного и черного металла.
Схем как делать аппарат много, но выбирать следует ту, где количество деталей минимально. Сделать такой прощу и экономичнее. Конечно, техника не будет иметь высокой мощности, но соединить листы стали до 0,2 мм или провода с ее помощью можно.
Основная задача при изготовлении импульсного сварочного аппарата — создать электрический импульс. Подойдет для сварки небольшой трансформатор. К его нижней обмотке присоединяют обрабатываемую деталь, а к вторичной электроды.
Трансформатор и питание нельзя подсоединять прямой схемой. Для соединения применяется выпрямительный мост и тиристор. Для получения импульса необходим второй источник электричества. Состоит второй источник из трансформатора и еще одного выпрямительного моста. Ток будет концентрироваться в конденсаторе, который производит импульс. Подробнее можно рассмотреть на схеме к статье:
Подробнее можно рассмотреть на схеме к статье:
Работа своими руками будет осуществляться при нажатии импульса (специальная кнопка). Кнопка откроет цепь конденсатора-резистора. Через электрод будет происходить разрядка, которая вызовет импульс тока. А сделать сварку можно, соединив детали тисками.
Сделать точечную сварку своими руками несложно, главное, разобраться в работе и схемах. Если образование достаточно, то собрать сварочный аппарат не составит большого труда и сил, а затраты будут минимальными. Купить готовый аппарат тоже несложно. Различные точечные модели представлены в магазинах широкой линейкой. Цена начинается от 20 000 р.
Похожие статьи
- Аппарат для сварки металлов: особенности собственноручного производства
- Трансформатор для сварки: тонкости собственноручного производства
- Учимся соединять металлические детали
- Особенности точечной сварки и изготовление аппарата своими руками
как собрать прибор в домашних условиях (инструкция и схема)
Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
Содержание статьиПоказать
- Сварочный процесс: схема изготовления
- Сварочный аппарат в домашних условиях
- Производство сварочного оснащения: инструкция.
- Электроды для точечной сварки
Сварочный процесс: схема изготовления
При самостоятельной сборке аппарата необходимо учитывать закон Джоуля-Ленца (Q=I² Х R Х t), в котором говорится: тепловая энергия выделяется в проводниках в определённом количестве пропорционально их сопротивлению, коэффициенту силы тока во времени и в квадрате.
Специалисты советуют уделять должное внимание самодельному механизму, учитывать большую потерю энергии в тонких проводах, использовать электроцепь высокого качества.
Виды контактной сварки:
- Шовная
- Точечная
- Стыковая
В точечной сварке технология аппарата основана на тепловом воздействии тока. Это обеспечивает сварку детали как в одной, так и в нескольких точках.
Размер и особенности структуры контактной поверхности электрода имеют отличия. Это влияет на уровень прочности соединений.
Перечислим несколько существующих ступеней в технологии точечной сварки:
- Совмещаемые компоненты соединяются и размещаются между электродами устройства. Следует расположить компоненты плотно прилегая друг к другу. Это обеспечит формирование уплотняющего пояса возле расплавленного ядра, что не позволит выплёскивание раскалённого метала во время импульса.
- Следующий шаг — нагревание деталей. Они становятся термопластичны, что даёт возможность их видоизменения. Сделать сварку высокого качества возможно в домашних условиях, главное – соблюдать ключевые принципы технологии: поддерживать скорость движения электродов, постоянную величину давления и плотное соединение всех частей.
При прохождении тока образуется импульс, который обеспечивает нагревание сварочного аппарата и позволяет расплавить металл в точках соприкасания с электродами.
Затем образуется общее ядро жидкой консистенции 4-12 мм в диаметре. После воздействия тока на детали, они будут надёжно держаться до охлаждения ядра и его дальнейшей кристаллизации.
Бытовая эксплуатация самодельной точечной сварки позволяет обеспечить машинальную прочность металлических швов без больших расходов, но создать герметичные швы не позволяет.
Государственный стандарт регламентирует технику безопасности, рабочий процесс и сварочное оборудование.
Сварочный аппарат в домашних условиях
Самодельное устройство можно собрать из подручных материалов
На большую мощность самодельного аппарата точечной сварки располагать не стоит: устройство может работать с металлической проволокой 0,3 мм в диаметре; со стальным листом 0,2 мм в толщину.
Конфигурация позволяет приварить наиболее тонкие составляющие из фольги и совершать сварку термопар.
Производят электрод из пистолета с лёгким усилием, что необходимо для прижима объектов небольших габаритов.
Технология производства самодельной точечной сварки не сложная: электрод подключается податливым кабелем ко вторичной трасформаторной обмотке, при этом к нижнему концу следует подключить наиболее массивную часть.
Здесь потребуются выпрямительные мосты, тиристор подключается ко второй детали моста. Открытие первой детали благоприятствует достаточному напряжению у трансформатора к первичной обмотке.
Сварочные клещи заменяются пистолетом, и первый элемент соединяется с концом вторичной обмотки на трансформаторе. При этом второй конец надёжно крепится к аппарату.
Однофазный или трёхфазный ток питает клещи, что позволяет им функционировать. Трансформатор, питающий клещи, снабжает током в несколько кА.
Управляется тиристор нажатием кнопки на рукоятке пистолета. Конденсатор заряжается при подключении к сети добавочного источника (выпрямительных мостов или трансформаторов).
Тиристор закрывается, механизм включается и остаётся открытым до тех пор, пока конденсатор не разрядится.
Отрезок времени, за который конденсатор может разрядиться, регулируется переменным резистором. Кнопка нажимается — формируется следующий импульс и конденсатор заряжается. При повторном нажатии кнопки процесс запускается сначала.
Продолжительность процесса в самодельном устройстве не превышает 0,1 секунду из-за номинала резистора и конденсатора, сила сварочного тока —300-500 Ампер, при этом мощность невелика — 5-10 Ватт. Этих параметров хватит для работы с объектами небольших габаритов.
Самодельная точечная сварка может быть создана из стального трансформатора с толщиной набора 70 мм. При первичной обмотке используется провод ПЭВ-2 0,8 с 300 витками, при вторичной — многожильный провод 4мм в диаметре.
Производство сварочного оснащения: инструкция.
Простейшая самодельная точечная сварка
По мнению экспертов, в качестве основы оборудования следует выбрать трёхфазный понижающий трансформатор.
С катушки снимаются вторичные обмотки, первичные провода и сердечник оставить в первостепенном виде, среднюю проводку обвернуть тем же материалом с 8-10 витками на выходе.
Для самостоятельного производства сварочного оборудования нужен кабель 25 м, медная труба 10-12 мм в диаметре, диск по металлу и болгарка.
Необходимо обеспечить заполнение обоих катушек, находящихся по краям, осторожно намотав вторичную обмотку, используя силовой многожильный трёхфазный кабель. Гибкий провод проводит намотку без надобности разборки оборудования.
Параметры проводов в кабеле — 6-8 мм в диаметре. Один из них должен быть более тонким, но с хорошей изоляцией и устойчивым к мощности тока. Для производства устройства 25 м кабеля. По надобности его можно поменять на провода с меньшим сечением.
Эту работу эффективнее проделывать вдвоём: один человек займётся протягиванием провода, второй – укладкой витков. Для изготовления клеммы нужна труба из меди длиной 30-40 мм и 10-12 мм в диаметре.
Одна её часть разнимается, что образует пластину, в которой проделывается отверстие до 10 мм в диаметре; в другую часть вставляются заранее зачищенные провода. Эксперты советуют обжать провода молотом.
Контакт улучшится, если на наружной стороне трубы проделать несколько насечек.
Новые крепёжные элементы с резьбой М10 заменяют имеющиеся в верхней части трансформатора винты и гайки, к которым далее прикрепляются клеммы от вторичной обмотки.
В текстолитовой плате необходимо проделать 11 отверстий (не более 6 мм в диаметре) для винтов с гайками и шайбами; и основательно прикрепить её к поверхности трансформатора. Данные составляющие обеспечат вывод первичной обмотки.
Электродержатель производится из ¾ трубы 25 см в длину. По углам необходимо сделать выемки, а к держателю приварить кусочек проволоки из металла небольшого размера.
На обратной стороне проделывается отверстие и присоединяется отрезок кабеля, как при вторичной обмотке.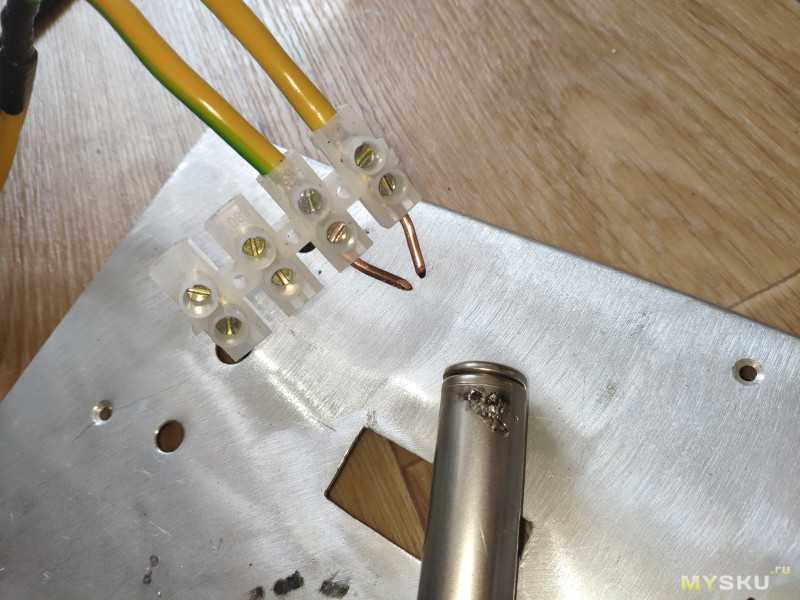 Затем нужно изолировать трубу резиновым шлангом.
Затем нужно изолировать трубу резиновым шлангом.
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Как из инвертора сделать точечную сварку
Споттер представляет собой аппарат, предназначенный для выполнения точечной сварки. Это оборудование широко используется при выполнении рихтовки и восстановлении кузова автомобиля. Благодаря простоте конструкции таких аппаратов сделать своими руками споттер не составит особого труда. Необходимо лишь использовать качественный инвертор, на основе которого выполняется сварочное оборудование. Если изначально споттеры использовались лишь при выполнении различных кузовных работ с автомобилями, то сегодня благодаря универсальности этого оборудования имеется возможность его использования в быту для качественной точечной сварки. С помощью самостоятельно изготовленных сварочных аппаратов выполняются всевозможные металлоконструкции, заборы из арматуры, осуществляется правка поверхностей кузовных панелей без необходимости разборки обшивки.
Необходимо лишь использовать качественный инвертор, на основе которого выполняется сварочное оборудование. Если изначально споттеры использовались лишь при выполнении различных кузовных работ с автомобилями, то сегодня благодаря универсальности этого оборудования имеется возможность его использования в быту для качественной точечной сварки. С помощью самостоятельно изготовленных сварочных аппаратов выполняются всевозможные металлоконструкции, заборы из арматуры, осуществляется правка поверхностей кузовных панелей без необходимости разборки обшивки.
Поиск данных по Вашему запросу:
Как из инвертора сделать точечную сварку
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как своими руками сделать споттер из инвертора
- Контактная сварка из латра своими руками
- Изготовление точечной сварки из инвертора
- Точечная сварка своими руками из инвертора
- Контактная сварка своими руками
- Контактная сварка своими руками из инвертора
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Сварочный аппарат из БЕСПЕРЕБОЙНИКА ?
 youtube.com/embed/5yscTlpWQ8E» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/5yscTlpWQ8E» frameborder=»0″ allowfullscreen=»»/>Как своими руками сделать споттер из инвертора
На рынке инвертор представлен в большом ассортименте, где любой желающий сможет подобрать для сварочных работ дома необходимое оборудование. Альтернативным вариантом является его изготовление своими руками. Следует ознакомиться с конструкцией и особенностями инвертора, нюансами контактной сварки, детальной инструкцией о самостоятельном проведении сварочных работ.
Также мы узнаем о выполнении самодельного сварочного устройства из автомобильных батарей и микроволновки. Не только для автолюбителей и владельцев домов требуются сварочные работы. Сварочный инвертор может потребоваться в небольшой мастерской или дома для монтажа металлических деталей.
Принцип работы инвертора основан на нагреве металла от электротока, после чего происходит его расплавление и застывание с образованием сварочного шва. Чтобы закрепить свариваемые части, защитив их от раздвигания, следует сжать детали электродами, по которым передается ток.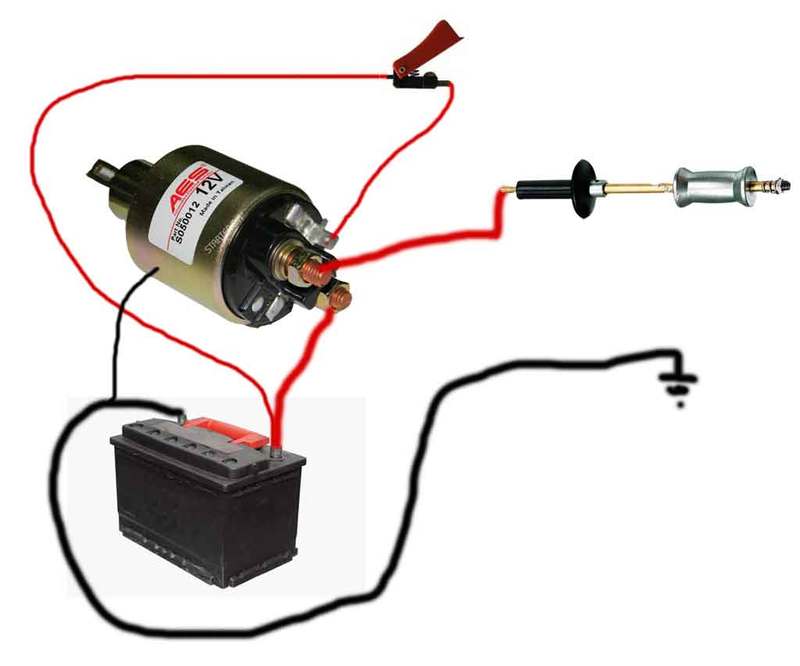
Чтобы выполнять домашнюю сварку, понадобится питание от мощных источников, из-за чего может перегреваться бытовые провода. Поэтому предварительно следует проверить качество проводки и при необходимости осуществить замену.
Таким способом пользуются при монтаже небольших деталей, тонкого материала, прутов из металла толщиной до 0,5 см. Поверхности могут соединяться тремя способами: непрерывным или прерывистым оплавлением, сопротивлением.
Во время сварочных работ с помощью оплавления обрабатываемые детали или металлолисты соединяют и нагревают током до их плавки. Такой технологией можно пользоваться в обработке цветных металлов, низкоуглеродистых сталей, монтаже стали, латуни и меди.
Но таким методом редко пользуются из-за жестких требований к температурам, отсутствию в соединительных зонах примесей. Детали соединяют при включении тока. После того, как края монтируемых деталей будут оплавлены, осуществляется осадка и выключается токовая подача.
Таким способом пользуются в монтаже тонкостенных трубопроводов, но можно соединять заготовки, отличающиеся структурой. Главным преимуществом метода является оперативность выполнения. Однако по сварочному шву может вытекать металл с появлением угара. При последовательном плотном или ослабленном контактировании осуществляют прерывистую оплавку. Таким методом пользуются при недостаточной исходной мощности устройства для непрерывной оплавки.
Главным преимуществом метода является оперативность выполнения. Однако по сварочному шву может вытекать металл с появлением угара. При последовательном плотном или ослабленном контактировании осуществляют прерывистую оплавку. Таким методом пользуются при недостаточной исходной мощности устройства для непрерывной оплавки.
Все перечисленные разновидности сварочных процессом имеют схожую технологию работ, но различаются креплением деталей и токовой подачей. Для бытового сваривания деталей точечным способом можно выполнить устройство своими руками. В нем главными рабочими механизмами будет зажим, устройство подачи напряжения на конденсаторах, у которого на низковольтную обмотку крепится электрод. Другое зажимное крыло является опорным, может монтироваться с деталью больших параметров.
Как было уже сказано, аппарат для сварочных работ контактным способом можно сделать своими руками, где основной деталью является трансформатор от микроволновой печи. Выполняя подобное устройство, надо сделать предварительные расчеты выгодности такого устройства в сравнении с приобретением готового инвертора.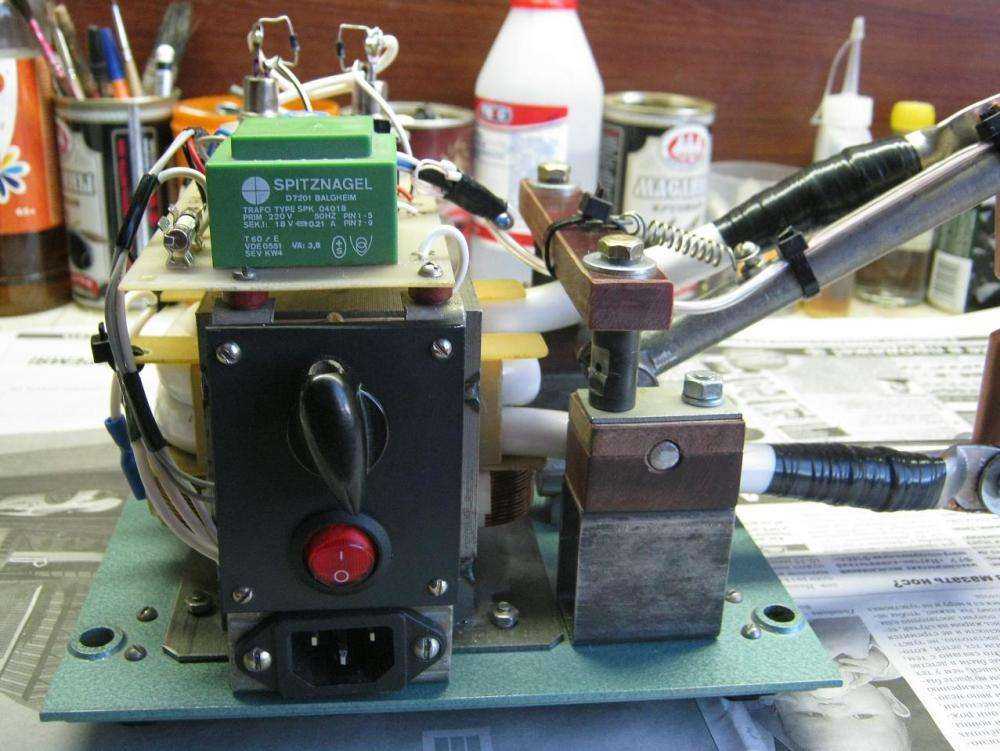 Самой дорогой деталью в самодельном устройстве является трансформатор, остальные расходные материалы основу для крепления деталей, кожух с проводами можно взять из ремонтного сервиса.
Самой дорогой деталью в самодельном устройстве является трансформатор, остальные расходные материалы основу для крепления деталей, кожух с проводами можно взять из ремонтного сервиса.
Следует приготовить трансформатор, мощность которого будет начинаться от 1 кВт, чтобы выполненное из него оборудование для сварки могло соединять листы толщиной до 1 мм. Если вдвое повысить мощность трансформатора, то можно будет обрабатывать листы толщиной до 1,8 мм.
У современных микроволновок мощность трансформатора может составлять 3 кВт. Трансформатор нужно вытащить из защитного кожуха, удалить шунты и вторичную обмотку. Из-за того, что в микроволновке применяется высокое напряжение, на первичной обмотке устройства имеется меньше петель в сравнении с вторичной обмоткой. Чтобы убрать разность потенциалов, мы должны будем модернизировать вторичную обмотку, и адаптировать ее для целей точечной сварки. Трансформатор детально зачищается от остатков шунтов и вторичной обмотки, при потребности можно воспользоваться длинным узким предметом или металлической щеткой.
То есть вторичную обмотку нужно делать новую, а остается в том же виде первичная. Для этого нужно взять многожильные провода, сечение которых не должно быть меньше 1 квадрата из-за высокого напряжения будущего трансформатора. Для вторичной обмотки можно сделать витка проводки получится напряжение 2Вт , но из-за толстого изоляционного слоя его не получится загнуть по катушке. Поэтому провод нужно очистить от изоляции и обернуть его изолентой. При использовании цепи из нескольких трансформаторов, следует объединить выводы вторичных обмоток.
Если применяется один трансформатор, то для него можно использовать корпус микроволновой печки, уменьшить его по длине и ширине.
Кожух для нескольких трансформаторов можно выполнить из железного листа, покрыв его изолирующим материалом изолентой. Чтобы подвести ток к области сваривания, создается рычажное устройство. Во время опускания, второй рычаг будет давить на детали. Выключатель вводится в цепь первичной обмотки, монтируется на верхний рычаг, что поможет одновременно пускать ток и сжимать деталь. В этом случае клещи не будут применяться, а предварительно спаиваются наконечники с проводкой, чтобы предотвратить окисление.
В этом случае клещи не будут применяться, а предварительно спаиваются наконечники с проводкой, чтобы предотвратить окисление.
При контактной сварке будут применяться медные стержни большей толщины в сравнении с размерами проводки. Во время работы они будут подточены или заменены. Во время сварочных работ электрическим сварочным устройством на бытовые сети возлагается высокая нагрузка.
В результате долгой точечной сварки могут расплавиться провода или сломаться бытовое оборудование. Поэтому сварочное устройство может питаться от автономного электроснабжения. Для таких целей подойдет переносной генератор, работа которого осуществляется от дизтоплива или бензина, который можно купить или сделать своими руками.
Потребуется несколько АКБ от машин, бывших в эксплуатации желательно одной энергоемкости. Если применялись аккумуляторы разной мощности, то расчет можно выполнить с помощью самой малой емкости.
Создается цепь из аккумуляторов, которые были последовательно соединены. Также могут применяться любые клещи. В результате анализа всех вариантов самостоятельной сборки оборудования для точечной сварки, становится понятной доступность этого метода. Благодаря вышеизложенной информации пользователи могут получить первоначальные навыки точечной сварки, самостоятельно сделать из имеющихся материалов инвертор для контактной сварки.
Также могут применяться любые клещи. В результате анализа всех вариантов самостоятельной сборки оборудования для точечной сварки, становится понятной доступность этого метода. Благодаря вышеизложенной информации пользователи могут получить первоначальные навыки точечной сварки, самостоятельно сделать из имеющихся материалов инвертор для контактной сварки.
Предыдущая Сварочные маски хамелеон от компании Кентавр. Следующая Светофильтры для сварочных масок. Оставить комментарий Отменить ответ Ваш электронный адрес не будет опубликован.
Контактная сварка из латра своими руками
На рынке инвертор представлен в большом ассортименте, где любой желающий сможет подобрать для сварочных работ дома необходимое оборудование. Альтернативным вариантом является его изготовление своими руками. Следует ознакомиться с конструкцией и особенностями инвертора, нюансами контактной сварки, детальной инструкцией о самостоятельном проведении сварочных работ. Также мы узнаем о выполнении самодельного сварочного устройства из автомобильных батарей и микроволновки. Не только для автолюбителей и владельцев домов требуются сварочные работы. Сварочный инвертор может потребоваться в небольшой мастерской или дома для монтажа металлических деталей. Принцип работы инвертора основан на нагреве металла от электротока, после чего происходит его расплавление и застывание с образованием сварочного шва.
Не только для автолюбителей и владельцев домов требуются сварочные работы. Сварочный инвертор может потребоваться в небольшой мастерской или дома для монтажа металлических деталей. Принцип работы инвертора основан на нагреве металла от электротока, после чего происходит его расплавление и застывание с образованием сварочного шва.
Контактная точечная сварка своими руками. Как сделать контактную сварку из подручных материалов(В домашних.
Изготовление точечной сварки из инвертора
Для большинства желающих заняться ремонтом автомобиля или другой техники в домашних условиях самодельное оборудование для контактной сварки — это единственно верное решение. Однако для реализации данного проекта, необходимо ознакомиться с конструкцией такого аппарата, и только после можно попытаться изготовить его своими руками. Сделать аппарат для контактной сварки можно только при наличии определённых деталей и запчастей, найти которые порой бывает очень непросто. Лишь после решения этой задачи можно будет констатировать, что самодельная контактная сварка вполне реальна и может быть реализована даже при отсутствии специальных навыков. В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы:. Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей. В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,,1 секунды, что вполне достаточно для сварки. Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне. Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы:. Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей. В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,,1 секунды, что вполне достаточно для сварки. Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне. Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Точечная сварка своими руками из инвертора
Точечная сварка своими руками из сварочного аппарата — это совсем не миф. Сделать подобный аппарат под силу каждому, все, что нужно для этого нужно — терпение, старая, либо дешевая китайская сварка, и ровные руки. Итак, опишем о общих чертах принцип изготовления данного прибора. Первым делом, следует разобрать сварочный аппарат. Теперь, тестером определяем количество витков, требуемое на 1 В.
Сделать подобный аппарат под силу каждому, все, что нужно для этого нужно — терпение, старая, либо дешевая китайская сварка, и ровные руки. Итак, опишем о общих чертах принцип изготовления данного прибора. Первым делом, следует разобрать сварочный аппарат. Теперь, тестером определяем количество витков, требуемое на 1 В.
Многие ошибочно полагают, что изготовление аппарата для точечной сварки из инвертора своими руками — очень сложный технологический процесс.
Контактная сварка своими руками
Домашние слесарные работы — часть жизни хозяйственного человека. Одним из наиболее популярных домашних устройств считается точечная сварка. Она предполагает наличие заводского или самодельного сварочного устройства. Создать подобный аппарат, которым будет осуществляться точечная сварка своими руками несложно, необходимо лишь желание и некоторые подручные средства. На сегодняшний день точечная сварка востребована не только в быту, но и в производстве, так как она способна разрешить даже самые трудновыполнимые задачи. В промышленности, как правило, применяют устройства, работающие в автоматическом режиме, в бытовых условиях применяют сварочный аппарат-полуавтомат для точечной сварки.
В промышленности, как правило, применяют устройства, работающие в автоматическом режиме, в бытовых условиях применяют сварочный аппарат-полуавтомат для точечной сварки.
Контактная сварка своими руками из инвертора
Здравствуйте, гость Вход Регистрация. Правила Форума «Электрик». Файловый архив форумов. Искать только в этом форуме? Дополнительные параметры.
Контактная сварка своими руками из Контактная сварка из инвертора своими руками. с. Содержание1 Как сделать точечную сварку своими руками ?.
На рынке инвертор представлен в большом ассортименте, где любой желающий сможет подобрать для сварочных работ дома необходимое оборудование. Альтернативным вариантом является его изготовление своими руками. Следует ознакомиться с конструкцией и особенностями инвертора, нюансами контактной сварки, детальной инструкцией о самостоятельном проведении сварочных работ. Также мы узнаем о выполнении самодельного сварочного устройства из автомобильных батарей и микроволновки.
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Домашние слесарные работы — часть жизни хозяйственного человека.
Контактная сварка своими руками из Контактная сварка из инвертора своими руками. Содержание1 Как сделать точечную сварку своими руками? Как осуществляется точечная сварка своими руками, какой аппарат при этом используется, можно ли его сделать самому — ниже постараемся ответить на все эти вопросы. В промышленном масштабе выбор падает на такой вид сварки, когда нужно соединить сплавы цветных металлов, стали различных марок, когда листы имеют разную толщину, при создании профильных заготовок, например, уголков и др. В домашних условиях точечная сварка нашла свое применение в ремонте бытовой техники, аккумуляторов, кабелей. Сам процесс сваривания заключается в нагревании металлического предмета до состояния пластичности, после чего он деформируется, то есть соединяется.
Точечная сварка в промышленности применяется для соединения цветных и стальных листов, профильных заготовок, уголков и других элементов. В бытовых условиях ее используют для ремонта кузовов автомобилей и домашней техники. На рынке сварочные аппараты стоят дорого, поэтому многие умельцы изготавливают эти агрегаты своими руками из подручных средств.
Трансформатор для точечной сварки. Самодельная точечная сварка
Екатерина
Время чтения: 8 минут
Что только не сделаешь из сварочного трансформатора… Ведь трансформатор — это буквально сердце любого сварочного аппарата. Именно он преобразовывает поступающее из розетки напряжение в ток, пригодный для сварки. Контактная сварка (или точечная сварка) не является исключением. При этом точечная сварка позволяет сформировать довольно прочное и эстетичное соединение даже в домашних условиях.
Из трансформатора можно сделать полноценный аппарат для точечной сварки, который будет простым и надежным.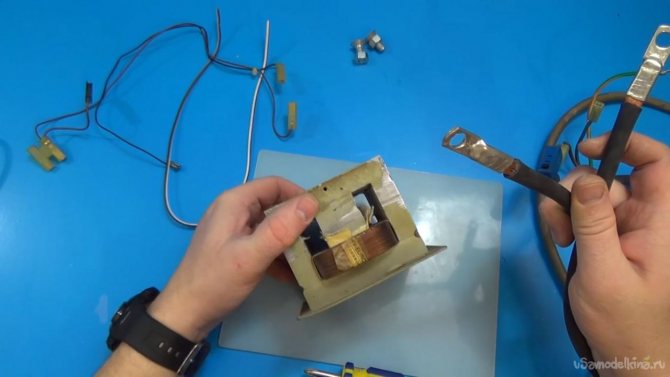 Его единственный недостаток — это отсутствие возможности регулировать ток. Но в домашних условиях вам будет достаточно и самодельного устройства. В этой статье мы очень подробно расскажем, какой трансформатор использовать и как вообще собрать точечную сварку своими руками из сварочного трансформатора.
Его единственный недостаток — это отсутствие возможности регулировать ток. Но в домашних условиях вам будет достаточно и самодельного устройства. В этой статье мы очень подробно расскажем, какой трансформатор использовать и как вообще собрать точечную сварку своими руками из сварочного трансформатора.
Содержание статьи
- Особенности сборки
- Трансформатор
- Увеличение мощности
- Управление
- Электроды
- Нюансы применения
- Вместо заключения
Особенности сборки
Трансформатор
Тема нашей статьи — точечная сварка из трансформатора. Мы будем использовать трансформатор, снятый со старой микроволновки. Он отлично подходит для наших целей. Подбирая трансформатор обращайте внимание на его мощность. Для изготовления точечного аппарата нужен трансформатор мощностью от 1 кВт. Аппарат, построенный на базе этого трансформатора, сможет варить металл толщиной до 1 миллиметра. Если вам нужно больше мощности, можно использовать два трансформатора. Но об этом мы расскажем позже.
Но об этом мы расскажем позже.
Возьмите трансформатор и отсоедините от него магнитопровод с первичной обмоткой. Зачастую на таких трансформаторах «первичка» состоит из нескольких витков толстого провода. Не обязательно снимать эти перечисленные детали с каркаса, достаточно убрать вторичную обмотку. Это можно сделать с помощью ножовки или стамески.
А если «вторичка» приклеена, то придется применить силу и в буквальном смысле вырвать обмотку. Иногда целесообразно высверлить «вторичку», если иные способы не помогают. Постарайтесь не повредить «первичку» и сам магнитопровод при снятии вторичной обмотки. Если у трансформатора есть шунты, то уберите их вместе со «вторичкой».
Далее вам нужно намотать новую «вторичку». Для этого возьмите медный провод с сечением от 100 мм2 (или 1 см в диаметре). Провода толстые, но необходимо именно это сечение. Всего нужно сделать около трех витков. Если вам удастся сделать больше витков, то аппарат получится мощнее. Но мы все-таки рекомендуем увеличивать мощность другим методом. Об этом мы расскажем далее.
Об этом мы расскажем далее.
Увеличение мощности
Как мы уже писали выше, вы можете использовать ни один трансформатор для точечной сварки, но и два. Это необходимо для того, чтобы получить большую мощность, а значит и больший сварочный ток. Такая связка из двух трансформаторов позволит собрать аппарат, способный сваривать толстые металлы.
Конечно, вы можете просто сделать больше витков при наматывании трансформатора, но зачастую окно сердечника не позволяет это сделать из-за толщины провода. В таком случае лучше соединить концы вторичных обмоток у двух трансформаторов. Соединение должно быть последовательным. Это значит, что один провод нужно протягивать через оба трансформатора. Количество витков должно быть одинаковым.
Обязательно следите за направлением витков. У вас не должно быть противофазы.Если вам нужно сделать еще более мощный аппарат, то можно соединить большее количество трансформаторов. Соединение производится тем же методом, что и для двух трансформаторов. Но учитывайте вашу электросеть и заранее подумайте, сможет ли она выдержать такой аппарат. Особенно, если вы собираетесь варить на даче. Применение таких мощных устройств часто приводит к скандалам с соседями и к выбитым пробкам.
Но учитывайте вашу электросеть и заранее подумайте, сможет ли она выдержать такой аппарат. Особенно, если вы собираетесь варить на даче. Применение таких мощных устройств часто приводит к скандалам с соседями и к выбитым пробкам.
Управление
Простота самодельного аппарата для точечной сварки выражается не только во внутреннем конструктиве, но и в органах управления. Все, что вам понадобится — это кнопка «вкл/выкл» и самодельный рычаг для сварочных клещей.
Читайте также: Что такое клещи для точечной сварки?
С выключателем все просто. Выберите тот, который вам больше нравится. Установите его в цепь с первичкой. Ни в коем случае не устанавливайте на вторичку, потому что там ток слишком большой и контакты у вашей кнопки могут расплавиться.
С рычагом все немного сложнее. Вы должны помнить, что при точечной сварке применяется не только местный нагрев металла, но и усилие прижима. Чем толще свариваемый металл, тем больше должно быть усилие. Если вы будете варить тонколистовые заготовки, то вам будет достаточно собственной илы, чтобы опустить рычаг и сжать металл между электродами. Но если вы планируете собрать более универсальный аппарат, то лучше прикрепить его к столу и сделать рычаг подлиннее и потяжелее.
Если вы будете варить тонколистовые заготовки, то вам будет достаточно собственной илы, чтобы опустить рычаг и сжать металл между электродами. Но если вы планируете собрать более универсальный аппарат, то лучше прикрепить его к столу и сделать рычаг подлиннее и потяжелее.
Если есть желание, рычаг можно доработать, добавив к нему винтовую стяжку. Стяжка должна устанавливаться между основанием и самим рычагом. Тогда вам не придется применять собственное усилие для сжатия.
Если у вас будет рычаг с самым простым исполнением, то кнопку включения/выключения можно поставить прямо на него. Опускаете рычаг и одновременно включается ток. При этом вторая рука будет свободна, и вы сможете держать заготовки.
Электроды
Также не стоит забывать про электроды. В точечной сварке используются медные электроды. Чем толще электрод, тем лучше. Электроды можно купить или сделать самому на станке. Но купить проще и быстрее. Если собираете маленький маломощный аппарат, что в качестве электрода можете использовать жало от паяльника.
Электроды — материал расходные. Их нужно подтачивать, поскольку они теряют форму. При окончательной потере исходной формы электрод нужно выбросить и поставить новый.
Электроды подключаются к трансформатору с помощью проводов. Их длина должна быть по возможности минимальной. Соединений тоже должно быть немного, поскольку каждое соединение — это всегда потеря мощностей. Лучше всего, если вы наденете на провода специальные наконечники из меди, с помощью которых провод будет соединяться с электродами.
Наконечники из меди должны быть не просто надеты на провода, а спаяны с ними. Это необходимо, чтобы на месте соединения наконечника с проводом не происходило сопротивление и аппарат мог стабильно работать. На самом деле, это очень непростая работа и спаять наконечник с проводов довольно трудно. Но вы можете купить готовые луженые наконечники, предназначенные для пайки. Тогда задача облегчится.
Некоторые умельцы припаивают не наконечники, а сами электроды, чтобы упростить себе жизнь. Но на деле они только все усложняют, поскольку электроды нужно периодически заменять на новые, а значит отпаивать их. Лучше просто припаяйте один раз наконечники и не делайте больше лишнюю работу. Тем более, наконечник просто почистить от следов окислов.
Но на деле они только все усложняют, поскольку электроды нужно периодически заменять на новые, а значит отпаивать их. Лучше просто припаяйте один раз наконечники и не делайте больше лишнюю работу. Тем более, наконечник просто почистить от следов окислов.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
Вместо заключения
Как видите, точечная сварка своими руками из подручных средств собирается не так уж сложно. У опытного мастера уйдет пара часов на сборку такого устройства. А новичку придется изучить теорию и потренироваться, прежде чем он получит работающий экземпляр. Тем не менее, у самодельной точечной сварки есть множество преимуществ перед покупным аппаратом. Ведь самоделка всегда стоит дешевле и при этом гораздо надежнее, поскольку вы сами выбираете, какое качество будет у деталей.
Похожие публикации
| ||||||||||||||||||||||||||||||||||||||||||||||||
 webpublications.com.au/static/images/interface/as/v3/top.jpg» alt=»» valign=»middle»>
webpublications.com.au/static/images/interface/as/v3/top.jpg» alt=»» valign=»middle»>| Эта проблема | Архивные статьи | Блог | О нас | Свяжитесь с нами |
ПОИСК
| Выпуск: 723 | Раздел: Особенности DIY Tech | 7 июня, 2016 |
Джулиана ЭдгараНажмите на картинку для увеличения | |
Твитнуть |
Каждый автомобиль, изготовленный из стали, использует множество точечных сварных швов для соединения частей кузова. На самом деле, типичный голый кузов содержит около 5000 точечных сварных швов, а некоторые автомобильные заводы производят более 20 миллионов точечных сварных швов в неделю.
На самом деле, типичный голый кузов содержит около 5000 точечных сварных швов, а некоторые автомобильные заводы производят более 20 миллионов точечных сварных швов в неделю.
Точечная сварка прочная, дешевая и быстрая. Могут ли эти преимущества быть применимы и к использованию в домашней мастерской? Ну, новости не все хорошие. Но сначала, как вообще работает точечная сварка?
Как работает точечная сварка
Точечная сварка, также известная как контактная точечная сварка, является одним из старейших процессов электросварки. Элиу Томпсон, американский инженер английского происхождения, изобрел точечную сварку, и его главный патент в этой области был выдан в 1885 году.
Он описал эту сварку как простой процесс: быть подключенным к
[мощность высокого напряжения]
и вторичка из нескольких витков массивного медного кабеля. Концы этого троса были снабжены прочными зажимами, которые захватывали свариваемые куски металла и плотно прижимали их друг к другу. Сильный ток, протекающий через соединение, создавал такой сильный нагрев, что металл расплавлялся и слипался». 0038
0038
На этой диаграмме показано то, что описывал Томпсон.
Трансформатор состоит из первичной обмотки (подключенной к сети) и вторичной обмотки, подсоединенной к сварочным клещам или рычагам. Трансформатор снижает напряжение сети (например, 240 В) до гораздо более низкого напряжения (например, 2 В). В то же время доступный ток на сварочных электродах резко возрастает. Например, если ток, потребляемый от сетевой розетки, составляет 15 ампер, а коэффициент понижения напряжения составляет 120 раз, то ток, доступный на сварочных клещах, в 120 раз больше, или 1800 ампер! (Это предполагает идеально эффективный трансформатор, но вы поняли идею.)
Когда такой сильный ток проходит через сэндвич из зажатых листов металла, более высокое сопротивление, присутствующее в месте соединения двух металлов, вызывает выделение тепла. Этого тепла достаточно, чтобы создать «самородок» расплавленного материала, который при остывании соединил два листа. Металл не добавляется, и сварной шов фактически находится внутри соединения двух листов, а не снаружи их.
На этой диаграмме сравнивается точечная сварка (слева) со сваркой, выполненной путем сверления отверстия в одном листе, а затем с помощью сварки MIG или TIG через отверстие для соединения листов (т. е. сварка электрозаклепками). Обратите внимание, что точечный сварной шов полностью внутренний.
Чтобы тепло выделялось на стыке двух металлов, а не где-либо еще во вторичной цепи, все остальные сопротивления должны быть чрезвычайно низкими. Именно по этой причине точечные сварщики используют толстые медные стержни для формирования плеч и электродов. Это также является причиной того, что, хотя алюминий можно сваривать точечной сваркой, требуемые токи примерно в два раза выше, чем для сварки мягкой стали. (Алюминий является гораздо лучшим проводником, чем сталь, поэтому тепло, выделяемое на стыке двух листов, меньше.)
Параметры сварки
Чем больше ток, протекающий через сопротивление, образованное двумя свариваемыми листами, тем сильнее происходит нагрев. На самом деле, если ток удваивается, теплотворная способность умножается в четыре раза, поэтому небольшие изменения тока имеют большее значение, чем вы ожидаете на первый взгляд.
Помимо количества протекающего тока, еще одним важным фактором является синхронизация каждого шага процесса. Эти шаги:
— Время сжатия – время, в течение которого листы сжимаются электродами до подачи тока.
— Время сварки – как долго протекает ток, часто измеряется в циклах (то есть частота сигнала переменного тока – обычно 50 или 60 циклов в секунду).
-Время удержания – время, в течение которого электроды остаются в контакте со сварным швом после его формирования.
Давление, с которым металлические листы удерживаются вместе, влияет на сопротивление в месте соединения. Если листы зажаты слишком сильно, сопротивление будет ниже (а значит, и нагрев). Но если сила слишком мала, электроды могут прилипнуть к работе, а также может произойти выброс расплавленного материала. Вмятина, образованная электродами, никогда не должна превышать 25 % толщины объединенных листов.
Контроль времени сварки очень важен, и в некоторых машинах это фактически единственный параметр, который оператор может изменить. При слишком длительном времени сварки основной металл может нагреться настолько, что закипит, и металл вылетит из соединения; слишком короткое время, и самородок может сформироваться неправильно.
При слишком длительном времени сварки основной металл может нагреться настолько, что закипит, и металл вылетит из соединения; слишком короткое время, и самородок может сформироваться неправильно.
Время выдержки, когда электроды находятся в контакте со сварным швом, но ток больше не течет, важно для определения скорости охлаждения сварного шва. Давление, приложенное во время выдержки, также способствует проковке сварного шва, когда он еще пластичен.
Проверка сварных швов
В отличие от сварки MIG или TIG, когда внешний осмотр опытным глазом может многое сказать о качестве сварного шва, при точечной сварке внешний осмотр дает относительно мало информации. Поэтому лучшим способом оценки качества точечной сварки является разрушающее испытание образца.
(Обратите внимание, что без этого вида контроля может быть получено совершенно неправильное представление о прочности сварного шва. Особенно при использовании машин меньшей мощности разрушающий контроль образцов сварных швов должен быть выполнен . )
)
Два теста — «отслаивание» и «долото».
Испытание на отслаивание состоит из отслаивания пары кусков, сваренных точечной сваркой. Хорошей точечной сваркой является сварка, в которой:
1. В одном из кусков разорвано отверстие диаметром не менее диаметра заготовок
2. Средний диаметр заготовок превышает указанный в таблице ниже
Необходимые диаметры самородков
|
Справа показан пример испытания на отрыв высококачественного точечного сварного шва, выполненного из листа толщиной 1 мм + 1 мм. Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.
Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.
Испытание долотом вдавливает долото в зазор между соседними точечными сварными швами до тех пор, пока не произойдет разрушение основного металла или сварного шва. Во время испытания долото не должно касаться сварного шва. Опять же, производительность сварного шва оценивается по диаметру сварного шва и по наличию разрыва отверстия в одном из листов.
Аппараты для точечной сварки в домашней мастерской
Самым большим ограничением при использовании аппаратов для точечной сварки в домашней мастерской является величина тока, который можно получить от сети, и, следовательно, величина тока, доступного во вторичной цепи для выполнения сварка. Все крупные промышленные сварочные аппараты рассчитаны на 415 В, трехфазные, поэтому могут быть очень мощными. Но однофазные, общие точки питания, как правило, ограничены номинальным значением 15 ампер, и даже это обычно требует специальной схемы на плате счетчика.
Итак, какие однофазные небольшие ручные точечные сварочные аппараты доступны? А что они могут сварить?
Telwin Modular 20/TI типичен для любителей. Для него требуется вилка на 15 ампер, а максимальный выходной ток короткого замыкания составляет 3800 ампер при вторичном напряжении 2 В.
Устройство имеет таймер, регулируемый от 0,1 до 1,2 секунды, а усилие зажима может варьироваться от 40 до 120 кг. Он весит 10,5 кг и стоит около 1100 австралийских долларов.
Важно отметить, что производитель указывает, что максимальная толщина стального листа, который он может сварить, составляет 1 мм + 1 мм.
Нержавеющая сталь?Нержавеющая сталь имеет более высокое сопротивление, чем низкоуглеродистая сталь, поэтому при одинаковом токе выделяется большее количество тепла. Это означает, что точечный сварщик, способный, например, сваривать мягкую сталь максимальной толщиной 2 мм + 2 мм, вероятно, может сваривать нержавеющую сталь толщиной 3 мм + 3 мм. |

Описанный выше аппарат Telwin является «правильным» сварочным аппаратом от известного производителя. Так что насчет гораздо более дешевых единиц, которые доступны?
Многие дешевые ручные аппараты для точечной сварки, представленные на рынке, имеют электроды, которые сужены до тонких концов, что, в свою очередь, делает самородок меньше в диаметре. Некоторые дешевые аппараты также имеют меньшую мощность, чем Telwin, но при этом утверждают, что могут сваривать более толстые материалы (например, 1,5 мм + 1,5 мм). Очевидно, некоторые вещи здесь не складываются!
Короче говоря, чтобы получить новый аппарат для точечной сварки, который будет давать хорошие точечные сварные швы, скажем, на стальном листе толщиной 2 мм + 2 мм, обычно требуется трехфазный блок с потребляемой мощностью около 16 кВт. Это ставит его вне диапазона домашней мастерской — как по стоимости, так и по требованиям к электропитанию.
Помещая некоторые цифры в контекст, упомянутый в этой истории, Toyota заявляет, что для ремонта некоторых из их нынешних автомобилей требуется давление точечной сварки силой 300 кг вместе с подачей тока 10 000 ампер в течение 0,3 секунды. Хонда говорит 350 кг и 9000 ампер.
Хонда говорит 350 кг и 9000 ампер.
Таким образом, сборка кузова автомобиля с помощью точечной сварки того же качества, что и на заводе, невозможна в домашней мастерской.
Но при этом остается огромное количество изделий из листового металла, которые может сваривать небольшая машина для точечной сварки. Любой проект с использованием необработанного или оцинкованного тонкого листового металла, где вы, возможно, ранее использовали заклепки или винты и гайки, может быть быстро точечной сваркой. Но, вероятно, стоит сэкономить на сварочном аппарате приличной марки, а не на дешевом.
Или… как насчет покупки старой подержанной машины? Именно этим мы и займемся во второй части этой серии.
Построить свой собственный? Итак, если аппарат для точечной сварки состоит только из трансформатора, выключателя, нескольких плеч и электродов, почему бы не собрать свой собственный? И если вы посмотрите в Интернете, вы найдете множество людей, которые сделали это. Один из подходов заключается в использовании трансформатора для микроволновой печи с одной удаленной обмоткой и замененной всего несколькими витками толстого кабеля. Используйте толстый медный кабель для передачи этой энергии на электроды, и все готово. Не совсем так. Основная проблема этих моделей самогоноварения заключается в недостаточном вторичном токе. Вместо тысяч ампер их сотни. Этот более низкий ток позволяет сваривать только очень тонкие материалы или более толстые материалы с очень малой массой. Например, иногда можно увидеть фотографии этих самодельных машин, сваривающих вместе несколько гвоздей или толстых стальных шайб. Но если подставить листовую сталь той же толщины, что и гвозди или шайбы, мощности сварщика не хватит. Это связано с тем, что тепловая масса свариваемых материалов намного выше, чем у мелких предметов, поэтому материал быстро отводит тепло от сварного шва. Если у вас есть особые потребности в проекте (например, сварка очень тонкого листа из нержавеющей стали или приваривание лепестков к аккумуляторным батареям), то может быть достаточно самодельной конструкции, но если вам нужен аппарат для точечной сварки общего назначения, создание собственного с нуля — не лучший вариант. |

 отвечать.
отвечать.Вам понравилась эта статья?
Поддержите AutoSpeed небольшим взносом. Подробнее…
Поделиться этой статьей: | Твит |
| Другие наши самые популярные статьи. | ||||||||||||||||||||
|


Точечная сварка – практическое руководство по контактной сварке
Очень сложно контролировать среду сварки при сварке на уже сваренной поверхности.
См. другие статьи в этом блоге:
Почему сварка швом поверх прихватки приводит к неравномерному сварному шву, выталкиванию и облою?
СУЩЕСТВУЕТ ЛИ МИНИМАЛЬНОЕ РАССТОЯНИЕ МЕЖДУ ТОЧЕЧНЫМИ СВАРКАМИ
Каждый раз, когда сварщик замыкает сварку, необходимые условия сварки неизвестны. Закрывается ли электрод на предыдущем сварном шве полностью, наполовину, рядом с одним или на новом металле. Эта переменная положения изменяет ток шунтирования и, следовательно, условия сварки. Возможно, электрод приземлился между двумя сварными швами, но металл должен быть сжат вместе, что израсходовало большую часть доступной силы. Во время цикла сварки не остается никакой силы, удерживающей сварной шов. Теперь у нас проблемы с маневровым током плюс нехватка сил. Если сила низкая, тепло будет выше, что приведет к горячей точке без сдерживания силы. Это установка на изгнание.
Закрывается ли электрод на предыдущем сварном шве полностью, наполовину, рядом с одним или на новом металле. Эта переменная положения изменяет ток шунтирования и, следовательно, условия сварки. Возможно, электрод приземлился между двумя сварными швами, но металл должен быть сжат вместе, что израсходовало большую часть доступной силы. Во время цикла сварки не остается никакой силы, удерживающей сварной шов. Теперь у нас проблемы с маневровым током плюс нехватка сил. Если сила низкая, тепло будет выше, что приведет к горячей точке без сдерживания силы. Это установка на изгнание.
Выполнение ремонтных работ может привести к значительному волнению и фейерверку. Это не контролируемая среда.
ШВОВАЯ СВАРКА С ПОТОЧНЫМ ОХЛАЖДЕНИЕМ
В некоторых случаях лучше использовать контактную пайку. Требует тепла, но не так сильно. Просто нагрейте и расплавьте припой. Может быть есть паяльная паста, которая выполнит эту работу и заполнит пустоты? Сварщик сопротивления может генерировать тепло таким же образом, просто медленно нагревая. Нагрев может быть в течение нескольких секунд не циклами.
Нагрев может быть в течение нескольких секунд не циклами.
См. другую статью в этом блоге:
ЧТО ТАКОЕ СОПРОТИВЛЯЮЩАЯ ПАЙКА?
Ссылки: RWMA – Руководство по контактной сварке, пересмотренное 4-е издание
Чтобы настроить машину или процесс для получения хороших контактных сварных швов, необходимо предпринять много шагов. Они начинаются при установке машины и продолжаются в повседневной работе. Хорошим источником информации по установке является:
AWS J1.2 «Руководство по установке и обслуживанию машин контактной сварки»
В этом документе изложены многие основные характеристики воздуха, воды и электричества. После их установки переходят к компонентам машины:
МОНТАЖНЫЕ ПОВЕРХНОСТИ – Должны быть электрически чистыми, перпендикулярными или параллельными
ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ – Чистые и затянутые.
ДЕРЖАТЕЛИ – Должны быть в хорошем рабочем состоянии с хорошими чистыми конусами
ЭЛЕКТРОДЫ – КОНУСЫ И ПОВЕРХНОСТИ Должны быть в хорошем состоянии, надлежащего размера и не должны быть повреждены водяными трубками в надлежащем месте.
ПОТОК ВОДЫ — проверьте подачу воды ко всем компонентам
РАСПОЛОЖЕНИЕ ВОДЯНОЙ ТРУБКИ — проверьте наличие электрода AWS J1.2 следовать за. Немедленное последующее наблюдение обязательно для выступающей сварки.
Читать далее:
Никель можно сваривать сопротивлением. Здесь возникает вопрос: можно ли обрабатывать фольгу и подобрать оборудование для ее обработки? Ответ — наверное, да. Оборудование, известное как «Аппарат для микросварки сопротивлением», используется в промышленности для обработки очень маленьких сложных деталей в медицине, электронике, электротехнике и многих других областях. Лучшее место, где можно найти ответ на поставленный выше вопрос, — это Интернет. Поиск поставщиков или пользователей аппаратов микросварки сопротивлением.
Читать далее:
Размер и форма сварного шва зависят от параметров сварки и состояния точечной сварки деталей. Размер, форма и расположение электрода на детали могут иметь значение. График сварки, который представляет собой потребляемую мощность и усилие электродов, будет влиять на формирование гранул. Материал детали, состояние поверхности и плоскостность будут способствовать формированию самородка.
Материал детали, состояние поверхности и плоскостность будут способствовать формированию самородка.
В большинстве режимов сварки указывается желаемый размер заготовки. Сварные швы могут быть разрезаны и измерены. Наиболее распространенный метод заключается в том, чтобы раздвинуть две свариваемые поверхности, чтобы обнажить самородок. Делается это с помощью тисков, плоскогубцев, молотка и зубила.
Результат в графической форме показан ниже:
Самородки могут быть не идеальными кругами. Для расчета размера самородка все они рассчитываются с использованием одного и того же простого среднего размера, как показано на рисунке. Размер сварного шва является нормальным заданным размером. Площадь сварного шва, как правило, не указывается. Если требуется площадь, ее можно рассчитать.
Используя площадь круга: A = πR2 или A = πD2/2
В случае показанного выше рисунка «C» эта формула будет работать. Для экспоната «А» или «Б» математика усложняется. Каждый самородок может различаться по форме и размеру, как показано на рисунках «А» и «В», в зависимости от условий сварки. Расчет площади сварного шва для этих примеров представляет собой математическое упражнение. Возможных вариантов слишком много для рассмотрения в этом блоге.
Расчет площади сварного шва для этих примеров представляет собой математическое упражнение. Возможных вариантов слишком много для рассмотрения в этом блоге.
Ссылки: Руководство RWMA по контактной сварке, 4-е издание
Стандарт AWS – C1.1 Рекомендуемые методы контактной сварки
Обычной практикой является правка колпаков для контактной сварки, используемых в робототехнике и в мастерских. Многие одеваются во время перерывов или смены. В автоматизированных операциях некоторые заправляют очень небольшое расстояние между каждой деталью по мере движения линии. Цель состоит в том, чтобы поддерживать относительно стабильную поверхность электрода, привариваемую к детали. В какой-то момент достигается предел удаления материала, и колпачок необходимо заменить. Вопрос:
Сколько материала можно удалить, прежде чем колпачок перестанет работать?
Предполагается, что повязка устраняет все проблемы с поверхностью и деталь функциональна. Единственным соображением является толщина материала водозаборной скважины. Очевидно, одеваться в водопой — это слишком далеко. В ненаучном тесте, за которым наблюдали лично, было указано, что толщина облицовки является определяющим фактором.
Очевидно, одеваться в водопой — это слишком далеко. В ненаучном тесте, за которым наблюдали лично, было указано, что толщина облицовки является определяющим фактором.
Если толщина лицевой поверхности недостаточно велика, чтобы выдержать прилагаемое усилие сварки, лицевая поверхность электрода разрушится. Перевязка электрода или колпачка должна закончиться до этого. Очевидно, что на толщину лицевой стороны может влиять конструкция лицевой стороны колпачка или электрода.
Многие конечные пользователи указывают на крышке перевязочное кольцо. Некоторые компании имеют стандартные детали с перевязочными кольцами. Некоторые кольца являются лимитами. Другие кольца отмечают отверстие для воды. Фактическое тестирование и проверка их функциональности выходит за рамки этого блога.
Ссылка: RWMA — Руководство по контактной сварке, 4-е издание
Почему и как выполнять точечную сварку с помощью TIG Welder
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после нажатия на мои ссылки».
Точечная сварка выполняется быстро и легко. сильное соединение. В нем не используется флюс или присадочный металл, поэтому нет необходимости измельчите лишний шлак, когда закончите, и нет опасного открытого пламени. Там Однако бывают ситуации, когда использование точечной сварки нецелесообразно. В В некоторых случаях для точечной сварки можно использовать сварочный аппарат TIG. В некоторых случаях, это может быть даже более эффективным, чем другие варианты.
Почему и как выполнять точечную сварку с помощью сварочного аппарата TIG? Если вы не можете получить доступ к обеим сторонам
точка к точечной сварке, или если соединяемый металл особенно тонкий
или вы не можете работать с высокой силой тока, вместо этого вы можете использовать сварочный аппарат TIG.
Подсоедините рабочий провод (часто называемый кабелем заземления) к
доступный кусок металла, надежно зафиксируйте соединительный элемент, поместите
вольфрамовый электрод сварочного аппарата TIG и нажмите педаль, чтобы ударить
сварочная дуга.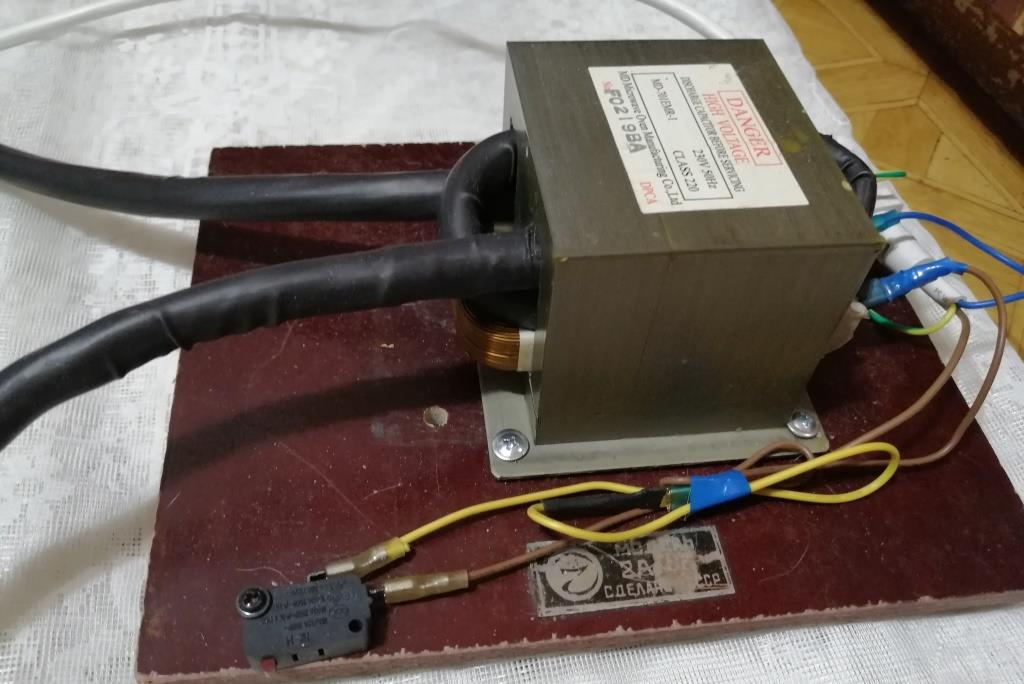
Чтобы понять, когда можно использовать TIG сварщика для точечной сварки, нам сначала нужно знать, как точечная сварка и TIG сварочные работы, преимущества и недостатки каждого из них.
Как работает точечная сварка
Точечная сварка является подгруппой электрических контактная сварка, при которой точки соприкосновения металлических поверхностей соединяются теплота, полученная от сопротивления электрическому току. Заготовки, которые обычно листы толщиной от 0,5 до 3 мм (от 0,020 до 0,118 дюйма) защемляются между два профильных медных электрода.
Большой ток проходит через электроды очень быстро, обычно от 10 до 100 миллисекунд. Это нагревает металл заготовок, потому что они имеют большее сопротивление, чем медь электроды. Заготовки плавятся, а при остывании соединяются в эта точка. Этот процесс происходит только в точке между электродами. предотвращение чрезмерного нагревания остальных листов.
Количество подаваемой энергии зависит от
от многих факторов, включая свойства типа или типов металлов,
свариваемых, толщине заготовок и типу используемых электродов. С использованием
слишком мало энергии не расплавит металл полностью, что приведет к слабому сварному шву.
Однако использование слишком большой мощности приведет к расплавлению слишком большого количества заготовок, в результате чего
в выброшенном расплавленном материале и отверстие в месте предполагаемого сварного шва.
С использованием
слишком мало энергии не расплавит металл полностью, что приведет к слабому сварному шву.
Однако использование слишком большой мощности приведет к расплавлению слишком большого количества заготовок, в результате чего
в выброшенном расплавленном материале и отверстие в месте предполагаемого сварного шва.
Точечная сварка обычно используется для соединения двух листы листового металла, сварная проволочная сетка или проволочная сетка, или любая их комбинация из этого. Точечная сварка обычно не используется для более толстых заготовок, потому что тепло легче рассеивается в окружающий материал.
Широко используется точечная сварка в автомобилестроении, где автоматизированные машины могут производить до 200 точечных сварок за 6 секунд. На другом конце спектра, пятно сварка также используется в ортодонтии для изменения размера молярных колец. Он также используется в производство аккумуляторов.
Преимущества точечной сварки
Точечная сварка имеет множество преимуществ, которые
сделать его предпочтительным методом присоединения во многих ситуациях.
- I это быстро. Приложение тока длится только вопрос миллисекунды. Поскольку тепло локализовано в одном месте, материал может быть быстро перемещается для большего количества сварных швов, особенно если вы оставляете пространство между сварные швы и двойную обратную сторону после того, как они остынут.
- Это просто. Возможна точечная сварка без особых навыков, поэтому его легко автоматизировать. Как только правильное время и силы тока определены, робот может повторять процесс до бесконечности.
- Может соединяться со многими типами металлов и может соединяться разных металлов друг к другу.
- Он может объединять несколько листов одновременно.
Недостатки точечной сварки
Точечная сварка имеет некоторые недостатки, вот почему это не всегда лучший вариант.
- Он может создавать только локализованные соединения , которые могут
быть не таким прочным, как другие виды сварки.
- Соединение деталей необычной формы может оказаться сложной задачей. Поскольку ток плавит металл между медными электродами, вы должен быть в состоянии дотянуться до обеих сторон листов, чтобы расположить электроды.

Некоторые из этих недостатков можно устранить с помощью использование сварочного аппарата TIG вместо точечной сварки. Чтобы понять, как давайте посмотрим на как работает сварочный аппарат TIG.
Как работает сварка TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) также известна
как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Нерасходуемый вольфрам используется, потому что он
имеет самую высокую температуру плавления среди чистых металлов — 3422 °C (6,192 °F),
и, следовательно, не загрязняет сварной шов, вводя следы
электродный элемент. Чистота сварного шва зависит от отсутствия
загрязнение, что если вольфрамовый электрод когда-либо коснется сварочной ванны, он
должны быть изменены (предпочтительно в шлифовальном станке, используемом только для измельчения вольфрама) перед
следующий сварной шов.
Зона сварки дополнительно защищена от окисление или другое загрязнение атмосферы инертным защитным газом. тип используемого инертного газа зависит от типа свариваемого материала, конструкция соединения и желаемый окончательный вид сварного шва. Обычно используется аргон. потому что это помогает предотвратить дефекты из-за различной длины дуги. В гелиарк сварка, гелий используется в качестве инертного защитного газа для увеличения сварного шва провара в стыке, увеличить скорость сварки, а также сваривать металлы с высокой теплопроводность, такие как медь и алюминий.
Рабочий провод (часто называемый
кабель) прикреплен к заготовке или металлической поверхности, на которой находится заготовка.
на. Одна рука держит электрический фонарь. Факел содержит вольфрам
электрод, выступающий примерно на 1/8 дюйма из керамической чашки, через которую
подается инертный газ. Резак следует держать достаточно близко к заготовке, чтобы
убедитесь, что дуга небольшая и содержится в инертном газе, но не настолько
близко, чтобы электрод когда-либо касался заготовки или сварочной ванны. Вы можете
сказать, если это произошло, потому что это приведет к другому звуку и
цвет.
Вы можете
сказать, если это произошло, потому что это приведет к другому звуку и
цвет.
Другая рука держит наполнитель, который сварщик подает в зону сварки по мере необходимости. Обычно этот металл используется для соединения двух заготовок вместе, однако при автогенных сварных швах, таких как точечная сварка, нет используется присадочный металл.
Когда горелка и присадочный металл находятся на месте, дуга зажигается при включении сварочного аппарата TIG с помощью ножной педали. Однажды установлена максимальная сила тока, ножная педаль может использоваться для запуска и постепенно уменьшайте силу тока и возникающее тепло. Этот плавный пуск и мягкий остановка предотвращает температурный шок металла, что может быть важно при сварка некоторых металлов, таких как легированные стали, используемые в автогонках. Тепловой удар может привести к хрупкости сварных швов.
При зажигании дуги горелка сначала
двигался по небольшому кругу, создавая сварочную ванну. Затем горелку откидывают назад
от 10 до 15 градусов от вертикали и перемещается по кромке, с присадочным металлом
добавляется к передней части сварочной ванны по мере необходимости. Присадочный металл удаляется
из сварочной ванны всякий раз, когда горелка продвигается вперед, но не удаляется из сварочной ванны.
конус инертного газа, чтобы избежать загрязнения и окисления. И снова вольфрам.
электрод должен находиться на расстоянии около 1,5–3 мм (0,06–0,12 дюйма) от заготовки.
раз.
Присадочный металл удаляется
из сварочной ванны всякий раз, когда горелка продвигается вперед, но не удаляется из сварочной ванны.
конус инертного газа, чтобы избежать загрязнения и окисления. И снова вольфрам.
электрод должен находиться на расстоянии около 1,5–3 мм (0,06–0,12 дюйма) от заготовки.
раз.
Преимущества сварки ВИГ
Сварка ВИГ представляет собой очень специфический процесс, который предлагает несколько преимуществ.
- Использует меньшую силу тока , чем другие методы. малая сила тока делает его идеальным для соединения очень тонких и тонких металлов. не может справиться с большой силой тока.
- Универсален. Почти каждая переменная в процесс сварки TIG может быть изменен для сварки различных металлов для разных целей.
- Фонарик малый , что делает его способным сварка в сложных положениях.
- Высококачественные сварные швы производятся потому, что
инертный газ и вольфрамовый электрод предотвращают окисление и другие виды
загрязнение.

Недостатки сварки TIG
Конечно, за эти преимущества приходится платить. ТИГ сварка также имеет некоторые недостатки.
- Трудно учиться. Их так много переменных, которые многие сварщики-любители боятся даже попробовать сварку TIG.
- Это медленно по сравнению с другими методами.
Теперь, когда у нас есть понимание того, как точечная сварка и сварщики TIG работают, мы можем видеть, как сварщик TIG может преодолеть некоторые недостатки точечной сварки.
Почему следует выполнять точечную сварку с TIG Welder
Хотя процессы точечной сварки и TIG
сварка кажутся совершенно разными, они имеют достаточно много общего, чтобы сварка TIG
Сварщик действительно может быть использован для производства точечных сварных швов. А именно, оба процесса используют
электрическая дуга вместо открытого пламени для расплавления металла для создания соединения. Зная
это, мы можем использовать преимущества сварщика TIG, чтобы преодолеть ограничения
точечный сварщик.
Проблемы с доступом
Самая важная причина использовать вместо него сварочный аппарат TIG точечной сварки, если у вас нет доступа к обеим сторонам заготовок. А Точечная сварка требует, чтобы заготовки были зажаты между двумя медными электроды в месте сварки.
Если вы не можете добраться до задней части одного из детали, однако, вы можете прикрепить кабель заземления к этой детали и использовать Горелка TIG для точечной сварки другой детали.
Материал не выдерживает большой ток
Еще одна причина использовать сварочный аппарат TIG для точечной сварки. сварка, если материал не может выдержать высокую силу тока. Если металл исключительно тонкий или имеет низкую температуру плавления, большинство методов сварки будут сжигать отверстие в материале вместо создания сварного шва. Изменчивость TIG сварочный аппарат позволяет производить соединение металлов с хрупкими для других процессов.
Например, трудно выполнить точечную сварку
медь точечной сваркой из-за медных электродов точечной сварки
нагреваются с той же скоростью, что и медные заготовки. Вольфрамовый электрод
Сварка TIG, с другой стороны, имеет гораздо более высокое электрическое сопротивление и
температура плавления, что делает возможной точечную сварку медных листов.
Вольфрамовый электрод
Сварка TIG, с другой стороны, имеет гораздо более высокое электрическое сопротивление и
температура плавления, что делает возможной точечную сварку медных листов.
Это особенно касается металлов, подвергающихся тепловой удар. Управление осуществляется ножной педалью сварщика TIG, которая может медленно увеличивать и уменьшать силу тока (и, следовательно, тепло), подаваемую на Сварка необходима на таких металлах, чтобы предотвратить снижение их прочности при экстремальных температурах. температуры.
Качество сварки
Аналогично, если качество сварки должно быть высокая, сварка TIG — единственный метод, который использует конус инертного газа для защиты сварной шов от окисления и других атмосферных загрязнений, сохраняя сварной шов чистый.
Иногда сварщики оказываются в тесноте
точечное переключение между сваркой TIG и точечной сваркой. В определенных сценариях это
может быть проще иметь возможность регулировать настройки сварочного аппарата TIG для получения
точечная сварка вместо того, чтобы выходить, переключая сварочный аппарат TIG на точечную
сварщиком и изменением положения перед переходом на точечную сварку.
Как выполнить точечную сварку с помощью TIG Welder
В TIG необходимо внести некоторые коррективы. сварщику перейти от сварки TIG к точечной сварке.
- Отрегулируйте настройки . возможно, потребуется отрегулировать силу тока, материал электрода и инертный газ. в зависимости от типа металла или металлов, которые будут соединяться. Вы захотите провести несколько тестов на чистом металлоломе, чтобы определить правильный настройки, прежде чем приступить к основному проекту.
- Присоедините кабель вока (кабель заземления) к одной из заготовок, большей или меньшей. доступный кусок.
- Сожмите заготовки вместе. Чтобы получить хорошее соединение, листы металла должны быть хорошо соединены.
Любой воздух или пространство между листами приведет к более слабой связи. Место
сварщики достигают этого, зажимая заготовки между двумя медными
электроды. При использовании сварочного аппарата TIG вам необходимо закрепить их в некоторых местах. другой путь. Компания Eastwood продает комплект для точечной сварки TIG, в который входит зажим.
разработан, чтобы оставить место для специально разработанной керамической чашки для точечной сварки
насадка для горелки TIG, которая удерживает вольфрамовый электрод в правильном положении
расстояние и предотвращает его контакт с заготовкой.
- Расположите горелку TIG так, что вольфрамовый электрод находится близко, но не касается желаемого места сварить.
- Активируйте дугу с помощью ножная педаль, которая будет посылать ток от вольфрамового электрода через конус инертного газа, и в заготовки, нагревая и соединяя их в это место.
 другой путь. Компания Eastwood продает комплект для точечной сварки TIG, в который входит зажим.
разработан, чтобы оставить место для специально разработанной керамической чашки для точечной сварки
насадка для горелки TIG, которая удерживает вольфрамовый электрод в правильном положении
расстояние и предотвращает его контакт с заготовкой.
другой путь. Компания Eastwood продает комплект для точечной сварки TIG, в который входит зажим.
разработан, чтобы оставить место для специально разработанной керамической чашки для точечной сварки
насадка для горелки TIG, которая удерживает вольфрамовый электрод в правильном положении
расстояние и предотвращает его контакт с заготовкой.Безопасность
Сварка ВИГ сопряжена со многими факторами риска. Сварщики
необходимо защитить себя от электрического тока, расплавленного металла, сильного света
тепло, ультрафиолетовые лучи и токсичные газы. Убедитесь, что вы носите адекватные защитные
механизм.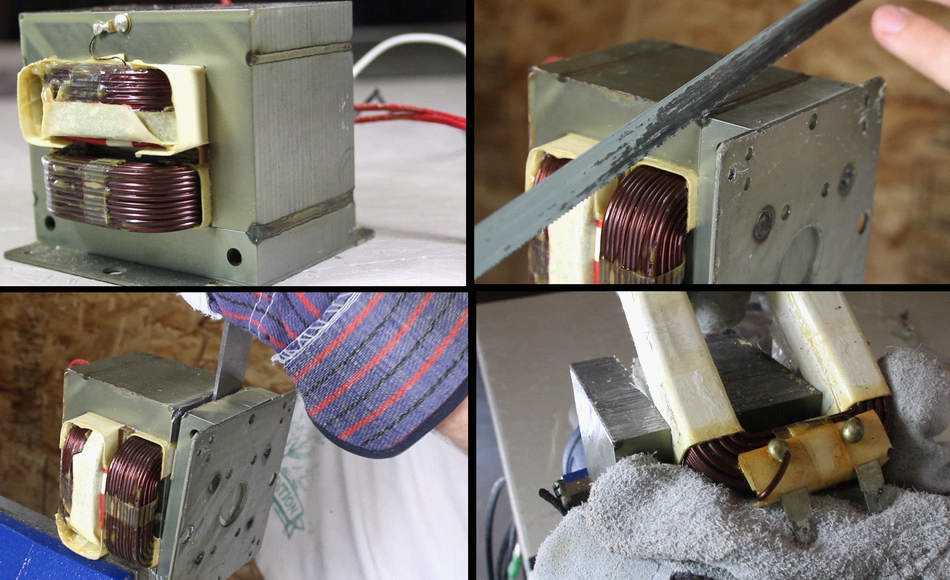
- Легкие и тонкие кожаные перчатки – до защищать от жары и поражения электрическим током
- Рубашки с длинными рукавами и высокой воротник – для защиты кожи от брызг расплавленного металла
- Непрозрачные каски с темным глазком линзы и полное покрытие головы и шеи — для защиты от УФ-повреждений. Потому что Сварка TIG не дает дыма, свет, излучаемый во время сварки, ярче и интенсивнее, чем другие методы сварки.
- Лицевая панель жидкокристаллического типа, самозатемняется под воздействием яркого света зажженной дуги – для защиты глаза от ярких вспышек и воздействия ультрафиолета. Сварочная маска с фиксированной тонировкой также можно использовать линзу, но самозатемняющаяся линза позволяет получить TIG факел на месте с опущенным щитом, что снижает вероятность его выхода из место, когда вы киваете на место.
- Прозрачные шторы для сварки
полиэтиленовой пленки из поливинилхлорида – для защиты находящихся рядом сотрудников от ультрафиолета
лучи, образующиеся во время электрической дуги.
- Надлежащая вентиляция или противогазы – для защиты от ядовитых газов. Дуга сварочного аппарата TIG может разрушить окружающие воздух для образования озона и оксидов азота или разложения очистка и обезжиривание материалов с образованием ядовитых газов. Хотя уровни озона и оксида азота обычно умеренное, продолжительность воздействия, повторное воздействие, а также качество и количество выделяемого дыма может вызвать эмфизему и отек легких, что может привести к ранней смерти.

Всегда лучше перестраховаться, чем сожалеть.
Какой толщины можно выполнять точечную сварку?
Точечная сварка обычно используется для соединения листов металла толщиной менее 3 мм. Если заготовки не одинаковой ширины, они должно быть не более 3:1. Диаметры точечной сварки можно регулировать увеличение или уменьшение ширины электрода и диапазон от 3 мм до 12,5 мм. Прочность соединения зависит от количества и ширины сварных швов.
Вывод
Если бы вам пришлось обследовать большую группу
сварщики, большинство скажет, что вы не можете или не должны точечную сварку с помощью TIG
сварщик. Возможно, это заблуждение связано с тем, что в большинстве случаев
Самый быстрый, простой и эффективный способ — использовать точечный сварочный аппарат. Потому что ТИГ
сварщики настолько пугающие, что многие сварщики предпочитают сверлить отверстия и делать розетку.
или электросварка с помощью сварочного аппарата MIG. Но, как мы видели, в некоторых случаях это может быть
возможно, а в некоторых случаях предпочтительнее точечная сварка с помощью сварочного аппарата TIG.
Возможно, это заблуждение связано с тем, что в большинстве случаев
Самый быстрый, простой и эффективный способ — использовать точечный сварочный аппарат. Потому что ТИГ
сварщики настолько пугающие, что многие сварщики предпочитают сверлить отверстия и делать розетку.
или электросварка с помощью сварочного аппарата MIG. Но, как мы видели, в некоторых случаях это может быть
возможно, а в некоторых случаях предпочтительнее точечная сварка с помощью сварочного аппарата TIG.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваши отзывы!
Оставь мне примечание к твоему рейтингу! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Новое в сварке TIG, точечная сварка с Miller Dynasty 210 dx
- Форум
- Общие веб-форумы по сварке
- Представьтесь
- Новое в сварке TIG, точечная сварка с Miller Dynasty 210 dx
01-12-2020 #1
Новое в сварке TIG, точечная сварка с Miller Dynasty 210 dx
Привет,
Я работаю слесарем в магазине и хочу купить Miller Dynasty 210 DX.
Есть ли функция точечной сварки?Спасибо
Ответить с цитатой
01-12-2020 #2
Re: Новое в сварке TIG, точечная сварка с Miller Dynasty 210 dx
Когда я думаю о точечной сварке, я думаю о двух электродах, которые скрепляют листовой металл и пропускают ток для сварки.
Вы имеете в виду это или что-то вроде предустановленного таймера дуги для лавирования.
Miller Dynasty 280 DX, Lincoln 210 MP
Ответить с цитатой
01-12-2020 #3
Re: Новое в сварке TIG, точечная сварка с Miller Dynasty 210 dx
Добро пожаловать!
ЧЛЕН NRA LIFE
UNITWELD 175 AMP 3 IN1 DC
СРЕДНЯЯ МАШИНА ПЕРЕМЕННОГО ТОКА НА 300 АМП
ПРИЕЗЖАЕМ, БРЭНДОН!
» Те, кто отказался бы от существенной свободы, чтобы купить немного временной безопасности, не заслуживают ни свободы, ни безопасности. БЕНДЖАМИН ФРАНКЛИН Ответить с цитатой
01-12-2020 #4
Re: Новое в сварке TIG, точечная сварка с Miller Dynasty 210 dx
Без точечной сварки. У меня есть старинный Marquette, принадлежавший сварочному аппарату. Я не думаю, что TIG является правильным источником питания для контактной точечной сварки, IE с высоким током и синхронизированной мощностью низкого напряжения.
Я повторно просверливаю точечные сварные швы с помощью Dynasty. Это работает хорошо.
Оптимист обычно ошибается, а когда случается непредвиденное, оказывается неподготовленным. Пессимист обычно прав, когда ошибается, в восторге и хорошо подготовлен.
Ответить с цитатой
01-12-2020 #5
Re: Новое в сварке TIG, точечная сварка с Miller Dynasty 210 dx
Да, я видел функцию точечной сварки на столбе Dynasty 200dx, но не смог найти ее в руководстве Dynasty 210dx, спасибо.
Ответить с цитатой
01-12-2020 #6
Re: Новое в сварке TIG, точечная сварка с Miller Dynasty 210 dx
Спасибо!
Ответить с цитатой
01-12-2020 #7
Re: Новое в сварке TIG, точечная сварка с Miller Dynasty 210 dx
Да, ваше право это было бы для прихватки.
Когда я увидел спотовую функцию на 200dx, я пошел по этому пути. Спасибо за ваш быстрый ответ.Ответить с цитатой
 Есть ли функция точечной сварки?
Есть ли функция точечной сварки?
 БЕНДЖАМИН ФРАНКЛИН
БЕНДЖАМИН ФРАНКЛИН 

 Когда я увидел спотовую функцию на 200dx, я пошел по этому пути. Спасибо за ваш быстрый ответ.
Когда я увидел спотовую функцию на 200dx, я пошел по этому пути. Спасибо за ваш быстрый ответ.« Предыдущая тема | Следующая тема »
Теги для этой темы
dynasty 210 dx, Миллер, точечная сварка
Просмотр облака тегов
Разрешения на публикацию
Pro Spot :: Продукты
Pro Spot :: ПродуктыPro Spot — качественные сварочные системы
i4s | Интеллектуальный точечный сварочный аппарат
i4s | Интеллектуальный точечный сварщик
Интеллектуальный точечный сварочный аппарат i4s включает в себя все то, что технические специалисты любят в i4, и даже больше. Встроенное обучение предоставляет техническим специалистам немедленные ресурсы для выполнения работы быстрее, чем когда-либо. С нами…
Узнать больше.
..Станция заклепки и склеивания PR-5
Станция клепки и склеивания PR-5 предлагает идеальное решение для требовательные заклепки среды рабочего пространства. Он не только упорядочивает все ваши инструменты и расходные материалы в одном удобном замке…
Узнать больше…
Комплект для ремонта ветрового стекла
Комплект для ремонта ветрового стекла (PRO-WRK) — это новая, простая в использовании автоматизированная система для ремонта стекол 4-в-1. Хорошо спроектированный инструмент с прецизионной обработкой изготовлен из алюминиевого сплава, что делает его легким…
Узнать больше…
Комплект для переоборудования Henrob
С помощью комплекта для переоборудования Pro Spot вы теперь можете снимать и устанавливать самопроникающие заклепки (SPR), проникая в труднодоступные места на автомобилях Ford серии F. Добавьте дополнительный адаптер для слепых заклепок…
Узнать больше.
..НГ-15 | Генератор азота
Генератор азота PRO SPOT NG-15 является ценным дополнением к пластиковому генератору NP-3. Сварщик, избавляющий от необходимости покупать баллоны с азотом, сокращающий время цикла и ненужные расходы. Использование памяти…
Узнать больше…
i5 | Smart Welder
Устройство для точечной сварки i5 SMART от Pro Spot оснащено новой среднечастотной трансфорсированной горелкой, способной выдавать 14 500 А с усилием на электроде 1 243 фунта (565 даН). i5 предназначен для обработки всех новых ультравысоких…
Узнать больше…
i4 | Инверторный сварочный аппарат сопротивления
Инверторный сварочный аппарат сопротивления i4 предназначен для сварки трудносвариваемых материалов, таких как борсодержащие стали и усовершенствованные высокопрочные стали (AHSS). Эти новые металлы быстро становятся…
Узнать больше.
..ПХС-101 | Сварочный аппарат на аккумуляторе
Трехфазное питание не требуется! Система точечной сварки постоянным током с питанием от батареи и контролем тока. Hybrid Spot теперь имеет функцию контроля сварочного тока, чтобы показать оператору, какой ток подается на электро…
Узнать больше…
ПР-205МВ | Synergic
MIG WelderPR-205MV — это новый компактный, легкий сварочный инвертор с микропроцессорным управлением, подходящий для процессов сварки MIG/MAG, MMA + TIG. ПР-205МВ не имеет себе равных в сварке и дает возможность…
Узнать больше…
СП-2 | Smart
MIGSP-2 Smart MIG имеет две горелки MIG, которые можно настроить для двух различных основных металлов: алюминия и кремниевой бронзы или стали. Программа защитного газа и сварки с соответствующим синергетическ…
Узнать больше.
..СП-5 ДП | Однофазный двойной импульс
СП-5 ДП | Однофазный двухимпульсный
Сварочный аппарат SP-5 с двойным импульсом MIG был разработан с микропроцессорным управлением и программами сварки, специально предназначенными для ремонта после столкновений. Области применения включают алюминиевую сварку MIG/MAG, сварку MIG Bra…
Узнать больше…
СП-5.3 | 3-фазный сварочный аппарат SMART Double Pulse
MIGНовый сварочный аппарат Pro Spot SP-5.3 SMART Double Pulse MIG представляет собой 3-фазный сварочный аппарат с микропроцессорным управлением, обеспечивающий превосходную производительность сварки любых материалов и любой толщины, независимо от…
Узнать больше…
СП-1 | Pulse
MIGАппарат SP-1 Pulse MIG идеально подходит для сварки нержавеющей стали или алюминия в кузовных мастерских.
В синергетическом режиме микропроцессор контролирует оптимальную стабильность дуги и качество сварки. SP-1 также оснащен…Узнать больше…
ПР-2 | Многоцелевой сварочный аппарат
Сварочный аппарат PR-2 — это универсальная система, которая позволяет пользователю сваривать несколько крепежных деталей от OEM-производителя. PR-2 также может выполнять множество функций односторонней сварки, например, стежковую сварку…
Узнать больше…
НП-3 | Азотный сварочный аппарат для пластика
NP-3 | Азотный сварочный аппарат для пластика
Азотный сварочный аппарат для пластика использует горячий газообразный азот для реструктуризации обычных пластиковых компонентов при ремонте автомобилей — от треснутых поверхностей крышки бампера до шарнирных выступов. Азот используется в качестве с…
Узнать больше…
PS-DA5 | Технология Drawn Arc Technology
Аппарат дуговой сварки Pro Spot PS-DA5 представляет собой новейшую технологию точного вытягивания вмятин при ремонте алюминия.
Используя технологию вытянутой дуги, PS-DA5 легко устанавливает стягивающие ключи и резьбовые шпильки…Узнать больше…
Заклепочник PR-5
Заклепочный пистолет Pro Spot PR-5 накладывает и удаляет заклепки в процессе холодного соединения термочувствительных материалов, таких как алюминий. Заклепочник поставляется с комплектом магнитных матриц для нанесения SPR и сол…
Узнать больше…
Беспыльные шлифовальные системы
Беспыльные шлифовальные системы — это запатентованные уникальные системы, которые безопасно и быстро удаляют пыль при шлифовании и собирают ее непосредственно в одноразовый мешок. Обе системы не содержат элек…
Узнать больше…
HSW-200 | Аппарат для сварки горячими скобами
Аппарат для сварки горячими скобами HSW-200 используется для сварки треснувших или сломанных пластиковых деталей.
Он поставляется с шестью различными типами скоб, которые можно расположить тремя различными способами для различных целей…Узнать больше…
Pro Pull
Pro Pull обеспечивает исключительную гибкость благодаря взаимозаменяемым блокирующим пластинам и регулируемому приварному валу. Pro Pull имеет множество опций, позволяющих максимизировать технику вытягивания вмятин.
Узнать больше…
Тяговая планка для вмятин
Разработанная для вытягивания вмятин как из алюминия, так и для стали, тяговая балка оснащена зажимами с 4 и 6 губками и регулируемыми поворотными опорами для установки как в вертикальном, так и в горизонтальном положении. Его также можно использовать с…
Узнать больше…
Сверло для сварки
Сверло для точечной сварки Pro — это инструмент, который разделяет куски стали путем высверливания точечных сварных швов, оставляя одну сторону нетронутой.
Сверло для сварки поставляется с твердосплавными сверлами, которые безопасно используются для…Узнать больше…
Точилка для наконечников
Точечная сварка зависит от способности проводить высокое напряжение на точном уровне с правильным приложением давления и времени. Этот вид высокоточной работы также требует хорошего технического обслуживания…
Узнать больше…
PR-220MV
PR-220MV представляет собой управляемую микропроцессором многопроцессорную инверторный сварочный аппарат. Все функции легко выбираются на передней панели. Цифровой ЖК-дисплей показывает сварочное напряжение и ток…
Узнать больше…
Комплексная система для ремонта вмятин Pro Pull
Комплексная система для ремонта вмятин Pro Pull
В Pro Pull Complete используется совершенно новый автоматический режим PR-3 для создания точного времени сварки с высокой мощностью и малым временем сварки, необходимого для предотвращения повреждения антикоррозионной защиты на обратной стороне панели.
ПР-3…Узнать больше…
Вытяжка дыма
Линейка вытяжек дыма Pro Spot предназначен для удаления вредных сварочных дымов в разнообразные приложения. Дымы улавливаются с помощью 6-футового огнестойкого гибкого шланга. Pro Spot Fum…
Узнать больше…
Плазменные резаки серии PR
В системах плазменной резки Pro Spot серии PR используется инверторная технология с внутренним компрессором. Серия PR представляет собой портативный однофазный плазменный резак с микропроцессорным управлением, оснащенный…
Узнать больше…
АЛ-5 | Система удаления вмятин из алюминия
Pro Spot AL-5 Аппарат для сварки шпилек с конденсаторным разрядом предназначен для вытягивания вмятин из алюминия, а также может использоваться со стальными шпильками для сварки панелей UHSS без или с очень небольшим нагревом…
Узнать больше.
..Pro Pull Combo
Pro Pull Combo
Получите лучшее из обоих миров с Pro Pull Combo, профессиональным решением для устранения вмятин. С PR-3 Auto, PS-DA5 и различными съемниками на одной мобильной станции вы…
Узнать больше…
Стальная станция
Сварочная станция для ремонта вмятин включает переносную сварочную тележку, сварочный аппарат и все принадлежности, необходимые для вытягивания стальных вмятин. В состав системы входит сварочный аппарат PR-2, универсальная система, позволяющая…
Узнать больше…
Мобильная рабочая станция
Система мобильной рабочей станции Pro Spot имеет множество различных уровней настройки для удовлетворения потребностей любого магазина. Мобильная рабочая станция может быть оснащена всеми аксессуарами, необходимыми для работы с алюминием…
Узнать больше.
..Алюминиевая станция
Система алюминиевой сварочной станции оснащена переносной сварочной тележкой, сварочным аппаратом(ами) и всеми принадлежностями, необходимыми для вытягивания алюминиевых вмятин. Станция для сварки алюминия включает в себя Pro Spot AL-5…
Узнать больше…
Ion Spot
Ion Spot от Pro Spot — это антистатический пистолет, который помогает малярам получить максимально чистую окраску. Он устраняет статическое электричество и пыль одним быстрым и простым действием.
Узнать больше…
Клеевой язычок Набор для ремонта вмятин
Ремонт вмятин стал еще проще благодаря еще одной инновации Pro Spot. Устранение крупных вмятин без подвода тепла. Это имеет решающее значение при ремонте новых передовых термочувствительных материалов, таких как быстрорежущая сталь и алюминий…
Узнать больше.
..
 ..
.. ..
.. ..
.. ..
..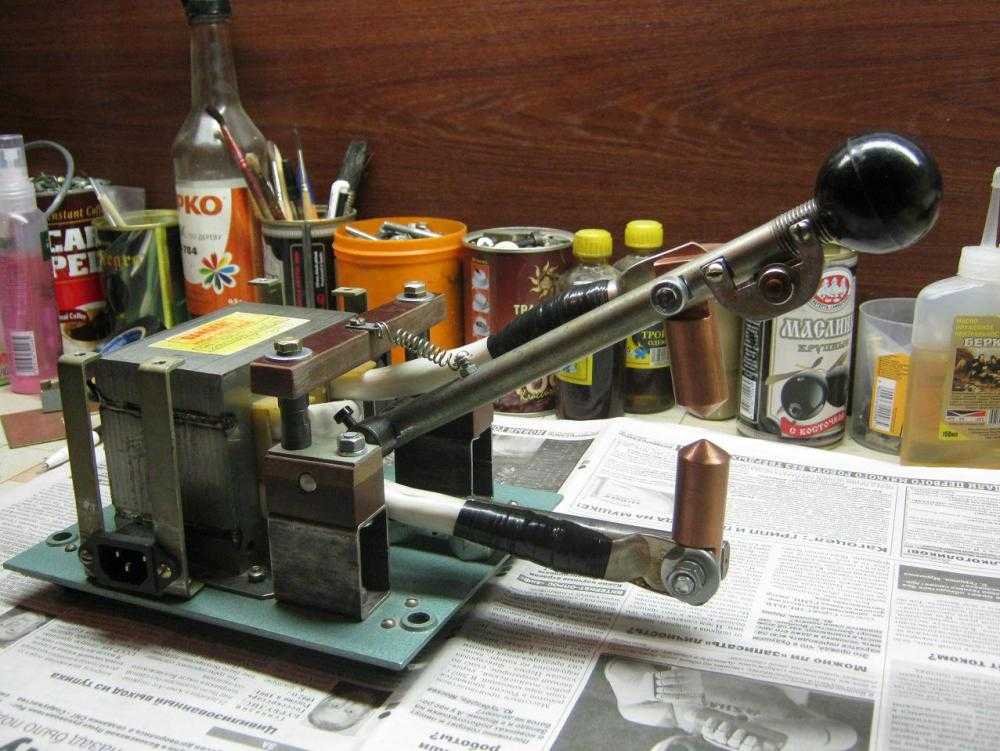 В синергетическом режиме микропроцессор контролирует оптимальную стабильность дуги и качество сварки. SP-1 также оснащен…
В синергетическом режиме микропроцессор контролирует оптимальную стабильность дуги и качество сварки. SP-1 также оснащен… Используя технологию вытянутой дуги, PS-DA5 легко устанавливает стягивающие ключи и резьбовые шпильки…
Используя технологию вытянутой дуги, PS-DA5 легко устанавливает стягивающие ключи и резьбовые шпильки…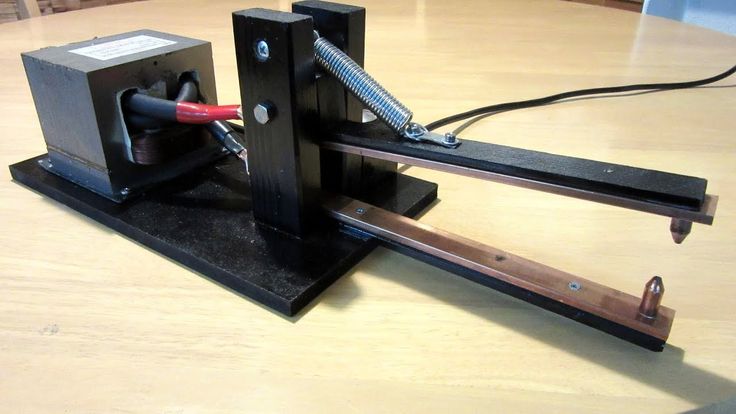 Он поставляется с шестью различными типами скоб, которые можно расположить тремя различными способами для различных целей…
Он поставляется с шестью различными типами скоб, которые можно расположить тремя различными способами для различных целей… Сверло для сварки поставляется с твердосплавными сверлами, которые безопасно используются для…
Сверло для сварки поставляется с твердосплавными сверлами, которые безопасно используются для… ПР-3…
ПР-3… ..
.. ..
.. ..
..Вопросы и ответы с HELU: Роботизированные наборы одежды
Конвейерное производство нового автомобиля. Автоматизированная сварка кузова автомобиля на производственной линии. Роботизированная рука на линии по производству автомобилей работает.
Роботы являются неотъемлемой частью обрабатывающей промышленности во всем мире в той мере, в какой они незаменимы. В производстве роботы и коботы часто сталкиваются друг с другом, работая и взаимодействуя бок о бок с людьми, но также выполняя задачи независимо друг от друга. Новейшие промышленные роботы перемещаются в трехмерном пространстве и поэтому могут выполнять самые разнообразные задачи. Чтобы обеспечить оптимальную производительность системы, необходимо использовать комплект одежды, чтобы робот работал как можно чаще. Региональный менеджер по продажам Гордон Пост обсуждает некоторые вопросы, которые он слышит в этой области о роботизированных системах защиты кабелей.
Пакеты одежды обеспечивают организованный способ защиты пакета наполнителя от опасностей окружающей среды.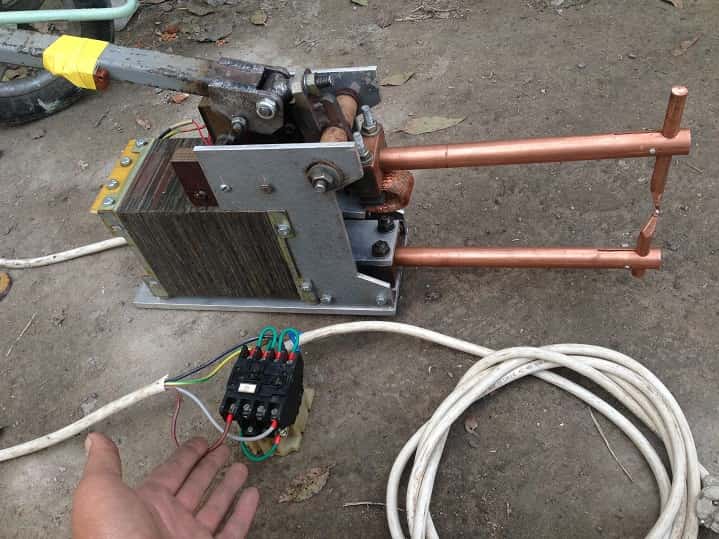
В: Что такое роботизированный комплект одежды и какова его основная функция?
A: Комплекты одежды (также известные как комплекты одежды, шлангокабели, системы инженерного обеспечения и т. д.) обеспечивают организованный способ защиты комплекта наполнителя от опасностей окружающей среды. Им поручено защищать, управлять, закреплять и направлять кабели и шланги в течение миллионов рабочих циклов. В качестве готового к установке узла, который специально разработан для соответствия применению, комплекты одежды имеют жизненно важное значение для сокращения времени простоя на профилактическое обслуживание. Любое промышленное роботизированное приложение, в котором для инструмента End Of Arm Tool (EOAT) требуются различные линии питания, такие как питание сервопривода, сварочное питание, подача воды или воздуха, связь Ethernet и т. д., потребует комплект одежды.
В: Что обычно требуется в пакете заполнения при одевании робота?
A: Чтобы минимизировать сбои наилучшим образом, важно выбирать решения с точки зрения конкретного приложения, а также системы в целом.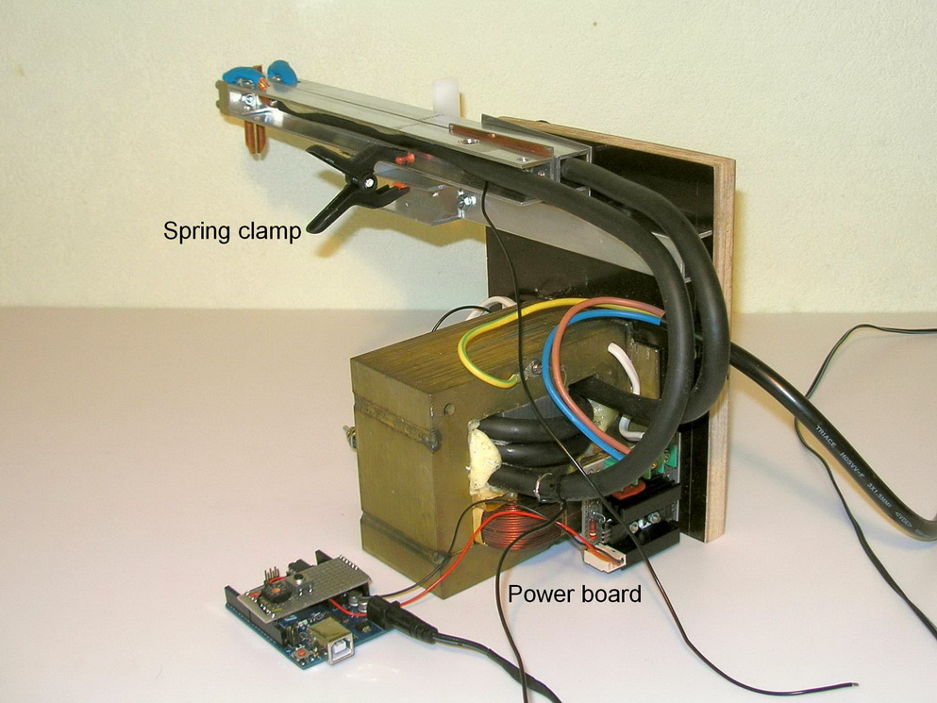 Другими словами, у каждого робота есть задача, которую он должен выполнить. Таким образом, наборы одежды должны быть специально разработаны с учетом полного рабочего цикла каждой задачи. Если мы используем контактную точечную сварку (RSW) в качестве примера, у вас будет изолированный кабельный узел, состоящий из двух кабелей большой мощности и кабеля заземления, который подключается к пистолету для точечной сварки. Кроме того, вам потребуются шланги подачи и отвода воды, которых, в зависимости от конфигурации заказчика, может быть два или три. В приводе сварочной горелки используется серводвигатель, для которого требуется двусторонняя мощность двигателя и кабели обратной связи. Наконец, в зависимости от требований заказчика также используется трехжильный кабель для обратной связи по вторичному напряжению. Все эти кабели и шланги будут проложены внутри пластикового канала, который направляет их вокруг робота и помогает защитить их от запутывания при вращении робота и, в данном случае, от любых сварочных брызг, которые могут возникнуть в процессе сварки.
Другими словами, у каждого робота есть задача, которую он должен выполнить. Таким образом, наборы одежды должны быть специально разработаны с учетом полного рабочего цикла каждой задачи. Если мы используем контактную точечную сварку (RSW) в качестве примера, у вас будет изолированный кабельный узел, состоящий из двух кабелей большой мощности и кабеля заземления, который подключается к пистолету для точечной сварки. Кроме того, вам потребуются шланги подачи и отвода воды, которых, в зависимости от конфигурации заказчика, может быть два или три. В приводе сварочной горелки используется серводвигатель, для которого требуется двусторонняя мощность двигателя и кабели обратной связи. Наконец, в зависимости от требований заказчика также используется трехжильный кабель для обратной связи по вторичному напряжению. Все эти кабели и шланги будут проложены внутри пластикового канала, который направляет их вокруг робота и помогает защитить их от запутывания при вращении робота и, в данном случае, от любых сварочных брызг, которые могут возникнуть в процессе сварки.
В: Чем для автомобильной промышленности требования к одежде для роботов отличаются от неавтомобильных? Что делает это промышленное приложение уникальным?
A: Автомобильная промышленность также использует эти процессы, но также подвергает робота другим факторам стресса, что дополняет факторы, которые необходимо учитывать при разработке комплекта одежды. В автомобилестроении используется множество различных решений для соединения, включая точечную сварку, клепку, лазерную сварку, сварку шпилек, сварку с выступом, нанесение клея, сварку MIG и многое другое, для которых требуются специальные кабели и шланги для роботов для каждого применения. Кроме того, роботы используются в покрасочном цеху, где они подвергаются воздействию других химикатов — лаков, красок и т. д., которые могут нанести ущерб работе, если кабели и шланги не защищены должным образом.
Подводя итог, можно сказать, что комплекты одежды должны выдерживать многочисленные нагрузки в автомобильной промышленности и должны выдерживать любые простои.
В: Удобство обслуживания и стоимость важны для установки комплекта одежды. Какие еще факторы выделяют производителя/поставщика при разработке роботизированной системы защиты кабеля?
A: Как обсуждалось ранее, первоначальный дизайн и разработка должны охватывать как конкретное приложение, так и общую точку зрения системы. Не все готовые системы, основанные на модели робота, подходят для применения, в котором используется робот. Плюсом является наличие производителя, который готов начать с нуля и понимает требования заказчика к кабелям, разъемам, выводам, типам шлангов, а также к монтажу и прокладке общей системы защиты для каждого приложения. Поддержка интеграторов или компаний-производителей роботов на начальных этапах является ключом к обеспечению точных механических и электрических распечаток, чтобы установка прошла гладко. Это очень важно для правильного подключения всех кабелей и правильной работы всех сигналов.
Дополнительными областями, которые выделяют поставщика, являются управление заказами для своевременной доставки, техническое обучение и поддержка по оптимизации комплектов одежды.
Первоначальный дизайн и разработка комплекта одежды для робота должны охватывать специфику приложения, а также общую системную точку зрения. Не все готовые системы, основанные на модели робота, подходят для применения, в котором используется робот.
В: Основываясь на текущих тенденциях, какие улучшения происходят в технологии упаковки одежды?
A: В промышленных условиях используется больше роботов, чем когда-либо прежде, если посмотреть на тяжелых роботов и легких коботов в полевых условиях. Все больше роботов используется в производстве для машинного зрения и приложений для совместной работы, поэтому для поддержки этих приложений будет разработано больше комплектов костюмов для роботов. Еще одна отслеживаемая тенденция — это варианты внутренней одежды для моделей роботов с полыми руками, которые используются для таких приложений, как точечная сварка или погрузочно-разгрузочные работы. Полый рукав обеспечивает полностью внутреннюю прокладку кабеля.
В: Можете ли вы обсудить плюсы и минусы внешней упаковки одежды по сравнению с внутренней системой упаковки одежды?
A: Внешние комплекты одежды быстро собираются, так как все монтажные области легко доступны. Их также легко обслуживать в случае выхода из строя кабеля или шланга, т.е. Порванный канал можно зафиксировать с помощью противоударного протектора, что сведет к минимуму время простоя. И наоборот, внешние пакеты одежды открыты, из-за чего они занимают больше места и, если они не подходят для применения, могут тереться о робота, инструменты или других роботов. Понимание всей системы и приложения для создания решения для конкретного клиента может минимизировать эти риски по сравнению с некоторыми «универсальными» или «готовыми» решениями.
Внутренние пакеты одежды защищены полостью манипулятора робота, чтобы избежать любого нежелательного трения и сильных воздействий окружающей среды. Поскольку они используют внутреннюю структуру робота, общая система состоит из меньшего количества деталей, например, без возвратной пружины.