Правильная пайка латунью. Пайка латуни – надежное соединение в домашних условиях Можно ли запаять латунь
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно!!! Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота. Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..
Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.
Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.
При этом, перегреть деталь — так же плохо, как и не догреть. Я ориентируюсь по цвету меди, как только немного начинает темнеть — значит достаточно.
Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу.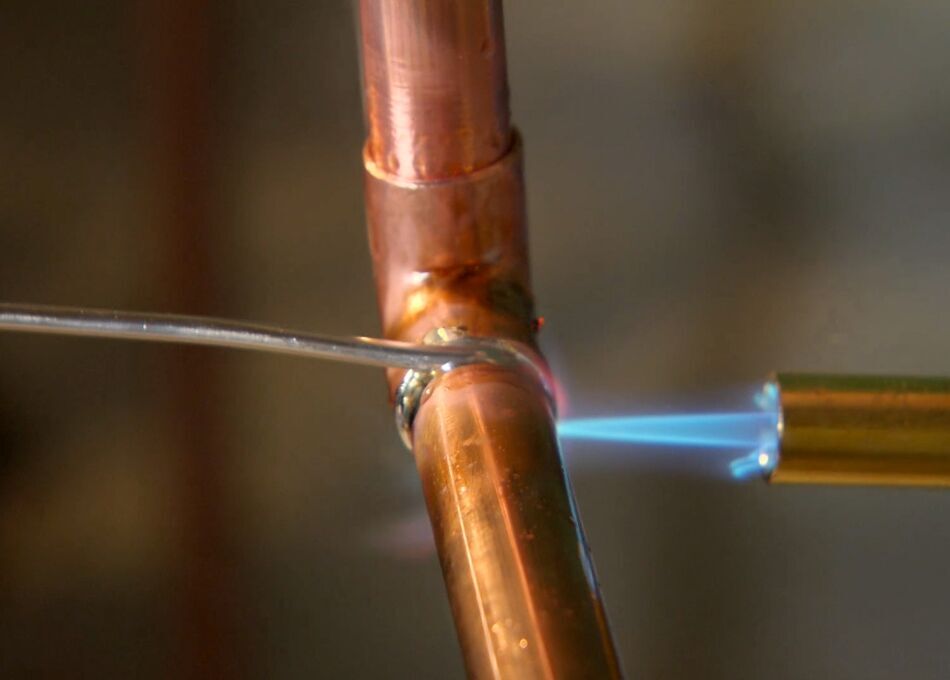 Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.

- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.

В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.

Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.

Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).

Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Пайка латуни и дюралюминия
Compa
Доброго времени суток.
Требуется спаять латунную и дюралевую детальки. Подсажите как ?
С уважением.
Burchitai
пойти в магазин типа «все для сварки» и купить флюс по алюминию. По латуни он пойдет.
Compa
А паять лучше чем ? Горелкой ?
Burchitai
Паяльником
Compa
Я, как бы, не против, но … Инет пишет про горелку в основном. Почему ?
Burchitai
Если детали большие, паяльник не прогреет, нужна горелка, если провод 1,5 — 100 Вт справится. Подойдет для подогрева и газовая плитка
Compa
Это не провод.
Если коротко на пальцах то:
Деталь номер раз — пластина дюралюминия шириной 2,5см толщиной 2мм
Деталь номер два — латунный «пятак» диаметром 4см толщиной 3мм
Так вот нужно к латунному пятаку припаять торцом дюралевую пластину.
ЗЫ: если рыбаки есть — квок это, чтобы понятней было.
skippi
Квок проще из дерева вырезать?
Для изготовления квока используют древесину рябины, вяза, черемухи или яблони. Идеальной наживкой для сома, может послужить либо лягушка, либо кусочек мяса или же воробей.
Compa
Во-первых — СИЛЬНО не проще.
Во-вторых — деревянные есть, хочу попробовать металл.
Ножедел
или же воробей.
Причем желательно подпаленный на углях вместе с перьями!
Compa
Ножедел
Причем желательно подпаленный на углях вместе с перьями!
Вы сами-то хоть одного на ЭТО поймали ? ))
Я тоже читал эти сказки, только к действительности они мало отношения имеют. Окажетесь на острове без еды со снастью на сома и будете на воробья ловить (условно) — помрете с голоду.
Из чего квоки резать — я знаю, спасибо. И понимаю, что цитировать статьи из интернета Вы умеете. Только мы от темы уходим )))
spit
А не проще приклеить поксиполом?
Compa
Проще тогда вообще ничего не делать )))
Нагрузки представляете при такой маленький площади склеивания ? Отвалится все через 5 минут.
Scunc
Compa
Деталь номер раз — пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два — латунный «пятак» диаметром 4см толщиной 3мм
паяльник ватт на 100 вполне справится, ток если паять будеш кислотой, ОБЯЗАТЕЛЬНО после пайки хорошо промой водой с чем нибудь мыльным, типа фейри итд(ибо коррозия ужасна!)
горелкой посильнее будет, ну ет если паяло не справицо
Compa
Так вот я и пытаюсь выяснить, ЧЕМ паять.
Просто сейчас нет для этого пока ничего, все покупать буду, нужно понять, что именно покупать.
Scunc
ну флюс для люминия вполне должон
Compa
А таки паяло или горелка ?
Ножедел
Вы сами-то хоть одного на ЭТО поймали ? ))
Если б не пробовал и не ловил, то и не советовал бы!
А вообще — пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен! Что может быть проще — зайти в магазин с комплектующими для радиолюбителей и объяснить проблему, наверняка и флюс и припой подберут! (по крайней мере у нас, в Кирове, я по таким вопросам не парюсь)
Compa
Попробую до Чипа и Дипа доехать, там на месте посмотрю, что предложат по этой тематике.
Метролог
А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут. ИМХО.
taliban-alex
А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут.
 ИМХО
ИМХО+ мильён,паять две тонкие пластинки? жёсткости точно не будет, я бы взял два одинаковых железки для пайки или склепал на заклёпки ИМХО
Ohotnik.SVK
«А вообще — пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и … посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка…
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще 😊 ).
(В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще 😊 ).
taliban-alex
«А вообще — пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и … посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка…
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).

мда, это здорово, только счас видов алюминия сотни и ни кто не знает что за сплав у него в руках 😊а метод кстати рабочий, сам пробывал и получилось, хотя сейчас у нас продают электроды для простой дуговой сварки, варят алюминий на ура и ни какова аргона ни надо
кот-рыжий
в свое время…. для паийки таких вещей использовал медный купорос разведенный с солью для омеднения поверхности…..
паяетсо на ура… как писали выше или паяльником или горелкой
…. будет интересно стукнись в мыло…. раскажу подробнее
bac75
За прошлую неделю 3 квока сделал. Один из дюральки — пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты — соединил холодной сваркой.
Compa
bac75
За прошлую неделю 3 квока сделал.
 Один из дюральки — пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты — соединил холодной сваркой.
Один из дюральки — пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты — соединил холодной сваркой. Это все уже сделано. Я теперь еще пропаять соединение хочу.
WAE
В качестве флюса для пайки алюминия можно использовать аспирин. Воняет он только сильно при этом.
Вайпер777
можно использовать аспирин.
я с помощью аспирина вобще много что паял, воняет, да, но это же кислота, еще бы не воняло! 😊 Зато всего лишь 18-ваттным паяльничком впаял 6 мм бронзовую втулку длиной 5 мм в латунную трубку без напрягов (дейдвуд для вала на судомодели).
Дрогмот
Хммм… А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
Gunsmith51
Мягкие припои (оловянно-свинцовые) механической прочности не имеют, поставьте 3 заклепки, хоть из ляминевой проволоки, и можно не задумываться. Флюсы для ляминя, что продаются в радиолавках — это такая лажа, сам неоднократно пробовал. Были припои марки «АВИА», они облуживали ляминь без флюса, но рецепта у меня сейчас нет, в составе олово, кадмий, цинк, сварить — отдельная песня, литейщики пары цинка оченно не любят.
Burchitai
Дрогмот
А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
cварщик аргонщик за латунные говорит спасибо 😊
Gunsmith51
отдельная песня, литейщики пары цинка оченно не любят
+100 и не только они
DECEMBER
Для квока такие извращения? Не проще ли склепать буквой Т два алюминиевых уголка и доработать?
dr-feld
Мастера! Пожалуйста, чертежи и фото квока воткните! Сома навалом, квока в глаза ни разу не видал. В нете нашёл только туманные описания.
Кстати, а серебром люминий паяется, или нет?
DECEMBER
dr-feld
чертежи и фото квока воткните!
Захотел 😀… В этом-то и ньюансы… Ложку без ручки представляешь? Крепим её дном к торцу изогнутой рукояти (чтоб с лодки было удобней по воде хлопать. Вогнутая плоскость — это внешняя сторона, ей и хлопаем). Надо поймать «бульканье» определённого тона. Вот каждый под свой водоём, под себя и ловит. Насколько точно поймал, настолько эффективно и будет работать. Сам я его не пробовал, мужик рассказал (каждый август на местном водохранилище ловит. Не сказать, что очень активно, но в этом году взял трёх 12, 14 и около 25кг. Последнего взвешивалили кусками 😊)
dr-feld
И на том спасибо, бум пробовать! Наши местные кг до 10 растут, но то же ничего рыбка.
riff
cварщик аргонщик за латунные говорит спасибо
…и посылает к газосварщику!
Кстати, а серебром люминий паяется, или нет?
Или нет!Только цинком.
riff
Аргоном варится латунь .
Сам-то пробовал?И вообще, АРГОНОМ,ни чего не варится, а СВАРИВАЕТСЯ В СРЕДЕ АРГОНА(ГЕЛИИ и т.д.)!
И даже облегченный чугун -«Сейлуминь» как говорят продавци сковородок.
Чугун бывает серый, белый и ковкий. Облегченного небывает, что-бы там не говорили продавцЫ сковородок. Силумин-алюминиеввый сплав.
CTHUTQ007
Алюминий варится в аргоне, но сварщик должен уметь это делать. В авторизованных сервисах Ауди есть такие или в авиации.
——————
из этой жизни живым никто не выходил
Gunsmith51
Ляминь и сплавы сваривается и в углекислоте, те в любой защитной среде
riff
Уважемый -riff —
К вашему сожалению не Вы один в стране сварщик.
С уважением Валерий.
Уважаемый Валерий, о наличии коллег я осведомлен. Но вопрос остался открытым, есть-ли личный опыт сварки латуней в среде аргона?
Дрогмот
У меня есть такой опыт! Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
Правда ацетиленом это делать приятнее и проще. 🙂
DECEMBER
Дрогмот
Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
В общем-то речь идёт не о пайке латуни и алюминия отдельно (с этим нет проблем), а о пайке их МЕЖДУ СОБОЙ. Признаюсь 😊 — этой комбинации не пробовал. И пайка высокотемпературным припоем с горелкой (а тем более сварка, пусть и в защитной среде) представляется ОЧЕНЬ проблематичной. То есть остаётся вариант низкотемпературным припоем с отдельным облуживанием каждой из деталей. При этом прочность шва будет определяться применённым припоем.
Дрогмот
По моему мнению, ерунда полнейшая получится. Проще сделать либо обе детали из алюминия и аргоном сварить, или из латуни и паять серебром. А вообще, квок из дерева вырезают. :-)или из пластика… И вообще, автор, а почему именно латунь с алюминием?
Пайка латуни газовой горелкой и паяльником: технология, припои, флюсы
Проволока латунная – разновидность цветного металлопроката, произведенная холоднодеформированным методом из медных сплавов.
Проволока латунная сварочная обладает целым комплексом важных свойств:
- Стойкость коррозионная;
- Прочность;
- Пластичность.
Иногда к товарам из медных сплавов выдвигаются особые условия, определяемые факторами последующей эксплуатации: улучшенная упругость, антимагнитные качества, более высокие прочностные показатели.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Латунь
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
 В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.

Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Специфика эксплуатации
Обычно припой для латуни применяется при сварке меди, нержавейки, стали. Паять аналогичный материал таким видом проволоки нецелесообразно, но при отсутствии альтернативы хороший специалист может использовать и этот вариант. Латунный припой может спровоцировать прожигание детали с вероятностью 90%. Это обусловлено тем, что пределы расплавления находятся в границах температуры плавления проволоки, в том числе и бронзовой проволоки. В этом случае лучше выбрать медно-фосфорный или серебряный припой. Продажа металлической продукции – основная специализация ООО «Компания Промышленное Снабжение». В каталоге вы найдёте любой припой для пайки латуни, с помощью которого получится достичь максимальной прочности и термоустойчивости соединения. Изделия целесообразно купить для применения в машиностроительной, сельскохозяйственной отрасли или для частного использования. Интересует стоимость? Цена на латунные припои зависит от марки, размера и прочих факторов. Если необходимо, мы уточним расценки по телефону. Звоните и заказывайте в розницу латунные припои для аргоновой сварки с доставкой в Москве в любом варианте исполнения. Оформить заказ
В каталоге вы найдёте любой припой для пайки латуни, с помощью которого получится достичь максимальной прочности и термоустойчивости соединения. Изделия целесообразно купить для применения в машиностроительной, сельскохозяйственной отрасли или для частного использования. Интересует стоимость? Цена на латунные припои зависит от марки, размера и прочих факторов. Если необходимо, мы уточним расценки по телефону. Звоните и заказывайте в розницу латунные припои для аргоновой сварки с доставкой в Москве в любом варианте исполнения. Оформить заказ
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.

Пайка трубы из латуни
Где используют проволоку из латуни
Проволока из латуни пользуется неизменно высоким спросом. Товар этой категории известен своими хорошими эксплуатационными показателями, превосходящими аналогичные качества медных изделий. Основное назначение латунной проволоки указанного типа – соединение элементов путем газовой сварки латунного состава и наплавки на сталь. Товары активно используются современным человеком в различных сферах деятельности:
- Кораблестроение;
- Автомобилестроение;
- Самолетостроение;
- Приборостроение;
- Обувная отрасль;
- Электротехника;
- Нефтеперерабатывающая отрасль;
- Пищевая отрасль и т.д.
Проволока латунная 0,25 мм очень часто применяется для производства обмотки трансформаторов. Изделия, диаметр которых не превышает 2 мм, востребованы при изготовлении украшений. Относительно недавно (вторая половина 20 в.) используется проволока латунная 0.25 для электроэрозионных станков. Кроме всего прочего, этот тип изделий, сформированный в небольшие сетки, стал незаменимым в современном медицинском оборудовании. Гибкость материала позволяет с легкостью производить из него различные предметы декора.
Изделия, диаметр которых не превышает 2 мм, востребованы при изготовлении украшений. Относительно недавно (вторая половина 20 в.) используется проволока латунная 0.25 для электроэрозионных станков. Кроме всего прочего, этот тип изделий, сформированный в небольшие сетки, стал незаменимым в современном медицинском оборудовании. Гибкость материала позволяет с легкостью производить из него различные предметы декора.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Суть технологии и ее особенности
В первую очередь необходимо ознакомится с особенностями процедуры пайки. Данная технология, в качестве способа создания неразъемных соединений, не столь популярна, как сварка, поскольку показатель прочности у пайки несколько ниже.
Образование шва происходит при расплавлении присадочного материала, который называется припоем. После кристаллизации застывший состав надежно соединяет заготовки.
Отличительной особенностью пайки является подход воздействие на рабочую поверхность. При выборе припоя главным показателем является температура плавления, которая должна быть ниже, чем у основного металла. Он не меняет своего агрегатного состояния, свойства остаются неизменными. Это позволяет соединять заготовки с разнородным составом.
В этом и заключается разница между сваркой и пайкой. При проведении работ, в состав сварочной ванны входят основной металл и присадочный материал. Вместе они формируют шов, что неизменно отражается на качестве металла, который подвергся температурному воздействию. Недаром при строительстве ленточного фундамента каркас крепят с помощью проволоки, а не сварки. Пайка не влияет на параметры основного металла, чем выгодно отличается от прочих технологий соединения.
Выделим основные особенности пайки:
- в качестве присадочного материала используют припой;
- соединяемые изделия не плавятся;
- материалы не взаимодействуют друг с другом;
- походит для соединения миниатюрных элементов.

Метод широко востребован в сфере высоких технологий, благодаря низкому температурному воздействию на поверхность, что является основным показателем для чувствительных к колебаниям температур компонентов плат и электронных схем. Требования к качеству работ изложены в ГОСТе 17325-79.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Приготовление своими руками
Многие мастера предпочитают готовить припой своими руками в домашних условиях. Лучше всего себя зарекомендовала смесь из двух частей серебра и одной части меди.
После проведения замеров, металл расплавляют в тигле и путем перемешивания добиваются получения однородной массы. Охлаждение проходит в холодной воде.
Готовому припою придается нужная форма, после чего производят зачистку с помощью крупного напильника.
Оптимальные размеры тигеля – 20х20. Его основой могут служить графитовые угли из контактных элементов.
Как паять латунь: рекомендации
Для пайки необходимо подложить что-то термостойкое, подойдет пластина из асбеста. На ней размещаются детали, подлежащие спаиванию, смачиваются флюсом, посыпаются припоем в совсем небольших количествах и постепенно нагреваются. Поначалу припой должен только схватить детали, поэтому температуру не нужно сразу поднимать до высоких значений. Как только припой начинает действовать, можно разогревать горелку до 700 градусов, чтобы детали раскалились. Расплавленный припой растечется, надежно заполнив соединения.
На ней размещаются детали, подлежащие спаиванию, смачиваются флюсом, посыпаются припоем в совсем небольших количествах и постепенно нагреваются. Поначалу припой должен только схватить детали, поэтому температуру не нужно сразу поднимать до высоких значений. Как только припой начинает действовать, можно разогревать горелку до 700 градусов, чтобы детали раскалились. Расплавленный припой растечется, надежно заполнив соединения.
Температурный режим в первую очередь зависит от размера деталей. Массивные и крупные требуют постепенного нагревания. Тонкие детали небольших размеров подвержены быстрому нагреву, но латунь перегревать нельзя, за этим нужно следить очень внимательно. Лучше греть изделие с разными по размеру деталями медленно: так самые большие успеют прогреться.
Готовый шов, полученный таким образом, по цвету практически не отличается от основных деталей. Это достигается благодаря тому, что во время пайки описанным методом припой и основной металл смешиваются на стыке. По этой причине тот же самый припой может быть использован и для серебра, при этом шов обретет белый цвет.
В завершение пайки изделие нужно промыть, чтобы избавиться от флюса, оставшегося на его поверхности. После пайки он принимает стеклоподобный вид капель. Для очистки от него достаточно опустить готовое изделие ненадолго в разогретую 3% серную кислоту. Если таким же методом паяется золото, то кислота должна быть 15%. Закрепленная пробирка с кислотой разогревается на газовой плите. Изделие, привязанное за что-то, не реагирующее с кислотой, опускается в пробирку и через короткое время вынимается, после чего его нужно промыть обычной проточной водой.
Этапы проведения работ
Пошаговая инструкция процесса пайки латуни в домашних условиях имеет следующий вид:
- Очистка и обезжиривание места соединения.
- Обработка поверхности флюсом.
- После завершения подготовительных процедур в зону нагрева вносим припой, измельченный до состояния стружки.
- Начинаем постепенный прогрев поверхности. Важно, чтобы пламя постоянно перемещалось, во избежание перегревов.
- После формирования шва прекращаем обработку заготовку и ждем остывания в естественных условиях.
- Смываем остатки флюса.

Качественные характеристики шва зависят от правильности выбора расходных и присадочных материалов, а также соблюдения требований к технологическому процессу.
Можно ли приварить латунь к стали? Что тебе нужно знать!
Последнее обновление
Латунь — один из самых податливых материалов, которые можно использовать в процессе сварки. По сути, это сплав цинка и меди, популярный в качестве основного металла и присадочного материала. Его можно соединять с другими металлами для создания прочных и надежных соединений. Но поскольку температуры плавления латуни и стали разные, сварка латуни со сталью может оказаться сложной, но возможной.
Латунь изготавливается из сплава меди и цинка, а сталь — прочный металл, часто используемый в строительной отрасли. Эти металлы могут быть сплавлены для создания латунной стали. Однако это очень сложный и опасный процесс, и его должны выполнять только опытные сварщики или в присутствии обученного специалиста.
Эти металлы могут быть сплавлены для создания латунной стали. Однако это очень сложный и опасный процесс, и его должны выполнять только опытные сварщики или в присутствии обученного специалиста.
Итак, почему сплавить сталь и латунь так сложно? Какой метод идеально подходит для сплавления стали и латуни? Каковы опасности и меры безопасности, которые вы должны предпринять? Читай дальше что бы узнать.
Почему трудно приварить латунь к стали?
Основной проблемой, связанной со сваркой латуни со сталью, является разница температур. Эти металлы имеют разную температуру плавления. Латунь будет плавиться где-то между 900° и 940° по Фаренгейту, в то время как температура плавления низколегированной стали составляет 2610°F, а температура плавления высоколегированной стали – 2600°F. Чтобы сплавить эти металлы, вы должны нагреть материалы до самой высокой точки плавления, прежде чем пытаться сваривать.
Таким образом, при сварке двух металлов, материалы будут слишком горячими и расплавятся.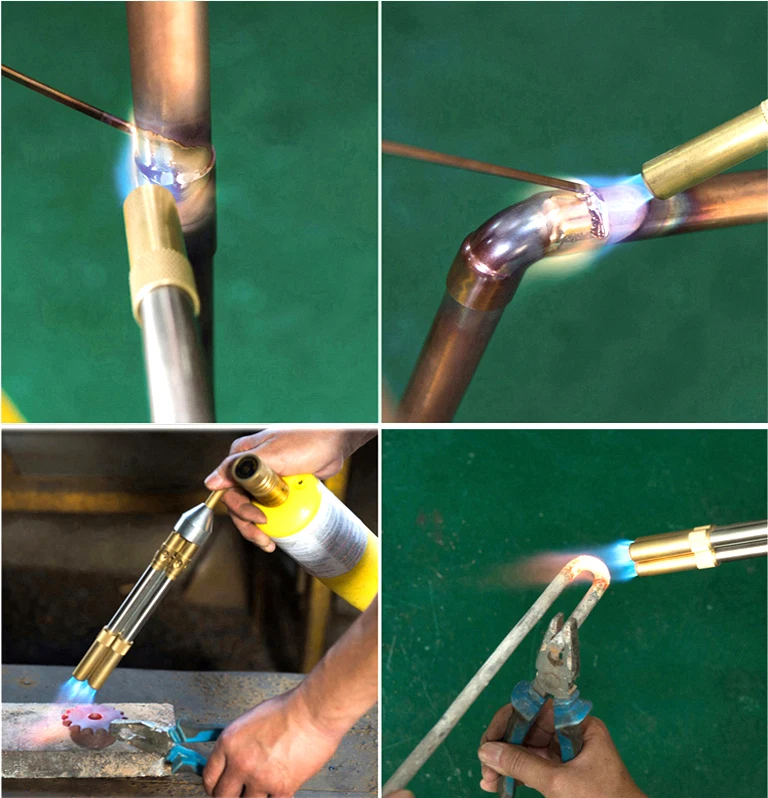 Тепло, выделяющееся в процессе сварки, скорее всего, приведет к образованию пузырьков и выделению газов, что типично при нагревании материалов, содержащих много цинка. Это, в свою очередь, создаст пористый сварной шов, который очень восприимчив к растрескиванию.
Тепло, выделяющееся в процессе сварки, скорее всего, приведет к образованию пузырьков и выделению газов, что типично при нагревании материалов, содержащих много цинка. Это, в свою очередь, создаст пористый сварной шов, который очень восприимчив к растрескиванию.
Также вам необходимо знать процентное содержание цинка в вашей латуни. Процентное содержание цинка в обоих металлах влияет на температуру плавления, что, в свою очередь, влияет на сварной шов. Поэтому крайне важно, чтобы вы знали количество цинка в латуни, прежде чем начинать избегать пористых сварных швов, которые могут треснуть.
Цинковые материалы также создают проблемы при сварке латуни со сталью, поскольку она бурно реагирует на загрязнители окружающей среды. Возможно, вам понадобится защитный газ, например оксиацетилен, для защиты сварного шва.
Кроме того, при плавлении цинка образуются высокотоксичные пары, которые могут нанести вред здоровью сварщика.
 instagram.com/p/Bn50YUKn_kU/?utm_source=ig_embed&utm_campaign=loading» data-instgrm-version=»14″>
instagram.com/p/Bn50YUKn_kU/?utm_source=ig_embed&utm_campaign=loading» data-instgrm-version=»14″>Посмотреть этот пост в Instagram
Пост, которым поделился D_M_mitrijs (@d_m_mitrijs)
Как сварить латунь со сталью?
Как вы могли понять из приведенной выше информации, сварка латуни со сталью возможна, но не рекомендуется. Это не только опасно, но и неприемлемо, поскольку в процессе выделяется чрезмерное количество тепла, которое может нарушить целостность соединения или повредить металлы.
Кроме того, на внешний вид стали влияют различные методы сварки. Итак, вам нужен метод сплавления латуни и стали для создания прочных и долговечных соединений без ущерба для сварного шва и здоровья сварщика.
Популярными методами плавления латуни со сталью являются плавление и пайка. Давайте посмотрим на них.
Пайка латуни со сталью
Пайка — это процесс соединения металлов, при котором два или более металлов сплавляются путем плавления или направления присадочных материалов в соединение. В этом процессе присадочные металлы имеют более низкую температуру плавления, чем основной металл.
В этом процессе присадочные металлы имеют более низкую температуру плавления, чем основной металл.
В отличие от дуговой сварки, дутье использует тепло, подаваемое через печь, горелку, индукцию, сопротивление или погружные источники тепла при температуре 840°F. Дуговая сварка, с другой стороны, использует электричество в качестве основного источника тепла, достигая температуры до 10 000°F.
Во время плавки стали и латуни сначала нагревайте основные металлы до тех пор, пока они не станут достаточно горячими, в идеале раскаленными докрасна. Затем присадочному материалу дают возможность затекать в зазор между плотно прилегающими металлическими деталями за счет капиллярного действия. Затем материал наполнителя нагревают до температуры, немного превышающей его температуру плавления, при этом защищая от окисления с помощью флюса.
Чтобы пайка прошла успешно, необходимо создать подходящую атмосферу для процесса. Вы можете защитить сварной шов с помощью инертных газов, неорганических паров, аммиака, азота, водорода и вакуума. В процессе также используются источники нагрева, такие как печь, индукционная катушка и горелка.
В процессе также используются источники нагрева, такие как печь, индукционная катушка и горелка.
Затем расплавленный металл распределяется по основному металлу посредством процесса, называемого смачиванием. Наконец, он охлаждается, чтобы сплавить заготовки для создания латунной стали, которая является достаточно прочной и долговечной для применения в производстве металлов. Поскольку базовые материалы не плавятся, они, как правило, сохраняют свои физические свойства.
При пайке важно, чтобы сварка была стабильной. Если скорость слишком низкая или расстояние между основным металлом и горелкой слишком мало, вы рискуете расплавить основной металл. Вы также должны работать в проветриваемом помещении, чтобы уменьшить вдыхание опасного газа, выделяемого расплавленным цинком.
Пайка является коммерчески приемлемым процессом, используемым в самых разных отраслях промышленности благодаря высококачественным соединениям и гибкости. Это также более простая альтернатива сплавлению латуни и стали по сравнению с другими методами. Тем не менее, вам нужно много практики, чтобы сделать это правильно.
Тем не менее, вам нужно много практики, чтобы сделать это правильно.
Посмотреть этот пост в Instagram
Пост, опубликованный Яниной Кудлашик (@jainaxjaina)
5 шагов полировки латуни сталью
- Сначала используйте проволочную щетку или наждачную шкурку, чтобы очистить поверхность металла от слоев пыли и ржавчины. Затем очистите поверхности, используя обезжириватель или мыльную воду, чтобы удалить стойкий мусор.
- Во-вторых, расположите металл в наиболее удобном положении. Во многих случаях соединение внахлест является более подходящим, потому что оно прочнее и легче сплавляется, чем соединение с зазором. При необходимости используйте зажимы, чтобы зафиксировать детали на месте.
- В-третьих, нагрейте место соединения двух металлических частей, пока оно не раскалится докрасна.
- Затем поместите прут для пайки в соединение, продолжая нагревать металлические поверхности. Для больших поверхностей рассмотрите возможность нагрева частей соединения до оптимальной температуры. Затем перейдите к следующей соседней области.
- Наконец, после пайки проволочной щеткой очистите припаянную поверхность, чтобы удалить следы окисления или сварки.

Пайка латуни к стали
Пайка — еще один распространенный метод сплавления стали и латуни. При сплавлении этих материалов получается латунная сталь с привлекательным внешним видом, которая в основном используется для отделки кухонь. Припои представляют собой наполнители для изготовления флюса, предотвращающего окисление соединений в процессе пайки.
Метод пайки подобен пайке твердым припоем, но с одним существенным отличием. Пайка происходит при температуре ниже 840°F, а проплавление происходит при температуре выше 840°F.
Для успешного сплавления латуни и стали методом пайки можно использовать серебряные паяльные палочки. Наиболее распространенными серебряными припоями, применяемыми в области сварки, являются SSQ-6, SSF-6 и Super Alloy 1.
Наиболее распространенными серебряными припоями, применяемыми в области сварки, являются SSQ-6, SSF-6 и Super Alloy 1.
Посмотреть этот пост в Instagram
Пост, опубликованный Эриком Араужо (@ewaraujo)
Шестиэтапный процесс пайки
- Сначала тщательно очистите обе металлические поверхности, чтобы удалить все следы окисления и мусор с поверхности металла. Инструменты, которые вы можете использовать для этого шага, включают наждачную бумагу или проволочную щетку. Если вы припаиваете небольшие компоненты, вы также можете использовать проволоку, чтобы создать значительный зазор между соединением и поверхностью сварки.
- После очистки металлической поверхности приступайте к сжатию металлов для подготовки к процессу. Убедитесь, что они прилегают друг к другу как можно плотнее, потому что чем они плотнее, тем лучше сцепление. Это важное соображение, потому что припой действует как клей, поэтому, если зазор слишком большой, ваш припой не удержится.
- После того, как вы подготовили основные металлы, вы можете нанести флюс туда, где должен течь припой. Флюс скрепляет детали для пайки. Вы можете использовать флюс для пайки латуни на основе олова. Убедитесь, что металлы правильно сжаты и расположены под углом, который позволяет флюсу проходить естественным путем через капиллярный метод. Вы также можете использовать кисть для нанесения флюса.
- Когда флюс находится в нужном положении, используйте пропановую горелку, чтобы нагреть оба конца соединения. Специалисты по сварке рекомендуют прикладывать наибольшее количество тепла к самой толстой стороне двух металлов. Продолжайте нагревать до тех пор, пока латунь не изменит цвет, указывая на то, что она достаточно горячая.
- Перед нанесением припоя на два соединения необходимо сначала проверить температуру, чтобы убедиться, что она достаточно горячая, чтобы расплавить припой. Когда она достаточно нагреется, она начнет течь. Помните, что припой всегда течет к источнику тепла, поэтому позиционирование также имеет решающее значение, чтобы избежать несчастных случаев или слабых сварных швов.
- После того, как вы убедитесь, что металлы равномерно сплавились, вам нужно подождать несколько минут, чтобы они остыли. Приступайте к очистке поверхности пищевой содой или водой, чтобы удалить остатки флюса. Флюс может вызывать коррозию металлов, если его не удалить со сварочного шва.
 Это важное соображение, потому что припой действует как клей, поэтому, если зазор слишком большой, ваш припой не удержится.
Это важное соображение, потому что припой действует как клей, поэтому, если зазор слишком большой, ваш припой не удержится. Когда она достаточно нагреется, она начнет течь. Помните, что припой всегда течет к источнику тепла, поэтому позиционирование также имеет решающее значение, чтобы избежать несчастных случаев или слабых сварных швов.
Когда она достаточно нагреется, она начнет течь. Помните, что припой всегда течет к источнику тепла, поэтому позиционирование также имеет решающее значение, чтобы избежать несчастных случаев или слабых сварных швов.Меры безопасности при сварке латуни со сталью
Сварка всегда была опасным процессом сплавления металлов. Однако при работе с латунью необходимо соблюдать дополнительные меры предосторожности. Это потому, что латунь сделана из сплава меди и цинка.
При воздействии экстремальных температур цинк плавится с образованием токсичных паров, оказывающих неблагоприятное воздействие на здоровье сварщика и людей в непосредственной близости.
- См. также : Можно ли сваривать чугун со сталью? Удивительный ответ!
 также : Можно ли сваривать чугун со сталью? Удивительный ответ!
также : Можно ли сваривать чугун со сталью? Удивительный ответ!Поэтому при сварке латуни со стальными пластинами убедитесь, что вы работаете в хорошо вентилируемом помещении. Кроме того, убедитесь, что ваш сварочный шлем достаточно вентилируется.
Кроме того, цинк имеет тенденцию разбрызгиваться в расплавленном виде. Пузырьки, скорее всего, выльют часть расплавленного металла на ваше лицо и кожу. Поэтому, помимо шлема, убедитесь, что у вас есть защитные перчатки и сапоги при работе с латунью.
Заключение
Сварка латуни со сталью – сложный процесс даже для самых опытных сварщиков. Это в основном из-за разницы температур в точках плавления и связанных с этим опасностей для здоровья. Однако это не невозможное усилие.
Вы можете использовать процесс пайки и пайки для сплавления стали с латунью. Метод пайки более популярен, поскольку он использует термическую обработку для получения чистых и прочных соединений и идеально подходит для промышленного применения. Пайка, с другой стороны, является менее популярным вариантом, но позволяет получить достаточно прочный наполнитель для создания прочных соединений.
Пайка, с другой стороны, является менее популярным вариантом, но позволяет получить достаточно прочный наполнитель для создания прочных соединений.
Эти методы не так уж сложны в использовании, если следовать инструкциям. Тем не менее, убедитесь, что у вас есть меры безопасности, чтобы свести к минимуму риски несчастных случаев, связанных со сваркой.
Источники
- Все, что вам нужно знать о пайке металлов
- Как паять латунь паяльником
- Как паять металлы
- Стальные сварочные наконечники
- Меры предосторожности при сварке латуни
- Припои для сварки латуни
Авторы избранного изображения: Philipp_Konietzko, Shutterstock
- Почему сложно приварить латунь к стали?
- Как сварить латунь со сталью?
- Brausing Brass to Steel
- 5 шагов для пылающей латуни со стали
- Паяльница латунь для стали
- Процесс 6 -ступенчатого паяльника
- Серы безопасности, когда сварка латуни для стали
- . Заключение
- . Проблема плавления — Обсуждение украшений
LisaF
#1
Извините, что длинно, но мне нужно добавить свое психическое состояние на
полный удар.Сегодня вырезала брошь в виде собачки. Это из 24-граммовой красной латуни. Он имеет два слоя
. Нижняя часть заполнена, а верхняя часть частично вырезана (позже
будет заполнена смолой). Так что я отшлифовал их, очистил спиртом
, а затем хорошо профлюссировал. Я взял свой желтый припой (из Рио)
и отшлифовал его, очистил и разбавил (согласно какой-то рекомендации
, которую я прочитал в книге). Затем я вырезал свой припой и добавил их
в свой кусок. Я соединил две части вместе и добавил немного переплета
, чтобы они не разошлись во время пайки. Поэтому я беру свою маленькую пропаново-кислородную горелку
Smiths и начинаю паять. Я
грел металл на дне (полный кусок) довольно долго. Переместил
наверх и нагрел вырезанную деталь. Потом вернулся к
дну. Это взад и вперед продолжалось некоторое время. Верх стал
вишнево-красным, НО припой не расплавился. Затем я положил его на угольный блок
, надеясь, что он сохранит немного тепла на дне, чтобы помочь мне.
Все еще не повезло. Расплавилось достаточно частей, чтобы склеить две части вместе, но
недостаточно, чтобы по-настоящему спаять вещь. Я также частично расплавил ухо собаки
сверху. Затем я сделал перерыв, чтобы выругаться и съесть бутерброд с арахисовым маслом
.Таким образом, укрепленный некоторыми основными группами продуктов, я решил
замариновать свою брошь и рефлюкс и попробовать еще раз. Вытащив его из
рассола, я заметил, что он выглядит ржавым. Я думаю, что так выглядел
до травления, но эй, я был слишком занят руганью. :-). я пытаюсь нагреть
снова и он не сдвигается с места. Я думаю про себя, возможно, что припой
не работает. У меня несколько раз не таял. А вот другие
с этим справились просто отлично. Я смотрю в каталоге Rio и замечаю, что температура плавления
для этого припоя средне-высокая. Поэтому я решил снова вырезать конструкцию
и попробовать припой с низким содержанием серебра, думая, что это решит мою проблему с
. 3 пилы позже (я упоминал, что это был проект
с 3 пилами?) У меня есть моя новая собака. Верх и низ. Я еще раз делаю
правильная вещь. Собака: Песок, чистый, флюс. Припой: песок, чистый, фунт-флюс.
На этот раз я использую низкотемпературное серебро. Топлю и топлю. На этот раз часть
тает. Но у меня все еще мало задержек. Я также пытаюсь усилить жар на моей маленькой кузнечной горелке. Я увеличиваю пропан и кислород
поочередно, пока пламя не станет больше (думая все это время
, что мне действительно нужно найти еще какую-нибудь литературу по этой горелке.
пришел очень мало. Думаю, эта горелка не для тех из нас
просто осваиваю азы). Пламя неоднократно гаснет при перемещении
сверху вниз и наоборот. Много ругани, пока перезажигаю
и перенастраиваю. Интересно, это проблема недостаточного давления 02 psi?
Очевидно, факел еще недостаточно разогрелся. Я остановился. Решите, что достаточно
. Я замечаю, что красный ржавый порошок снова на латуни. Я
просматриваю архивы и что-то читал об истощении латуни
и оставленной меди. Угадайте, что происходит. Угадай
это потому, что флюс заканчивается раньше, чем заканчивается сеанс марафонского факела
. Я беру бумагу с высокой зернистостью и приступаю к удалению большей ее части.
Теперь он в кастрюле для травления. Я думаю, пришло время для хорошего бокала
Шираза (спасибо, Австралия).Что здесь происходит и что я могу сделать, чтобы это исправить? Это отличная брошь
, и я знаю, что она будет востребована, но если я не смогу ее припаять, это проблема.Спасибо
Лиза Фаулер
LL Fowler Designs
Fort Collins, CO 80526
США
@LisaFNoel_Yovovich
#2
Привет, Лиза,
Вы не сказали, насколько велика ваша брошь или какой толщины металл, но я
думаю, что горелка Смита Литтла не производит достаточно тепла.
В случае меди и латуни медь очень быстро окисляется, а оксиды
препятствуют течению припоя. С этими металлами важно
быстро нагреть, влезть, расплавить припой и выйти, прежде чем
слишком сильно окислится. У вас есть/можете ли вы получить больший наконечник для вашего фонарика?
Я не уверен, что это хорошая идея — другие, вероятно, смогут
прокомментировать — но я использовал такие горелки со снятым наконечником
, чтобы получить большее пламя.«Ржавое» медное покрытие можно удалить смесью горячего протравливания
с равным количеством обычной перекиси из магазина препарата
— так называемое яркое погружение.Я предлагаю вам попробовать сделать свой дизайн из серебра и посмотреть, как пойдет этот
. На самом деле с серебром намного легче работать, чем с медью или латунью
. Если вы не используете пастообразный флюс, это также может помочь.Еще одно решение для сложных операций пайки (хотя этот
не звучит так, как будто он должен быть таким уж плохим) — обеспечить
вторым источником тепла. Безделушка, такая как «ultralite» на
странице 438 каталога Рио, отлично подходит для доведения сборки до
до температуры, близкой к температуре пайки снизу, поэтому
работу можно закончить только сверху с помощью горелки. Этот
стал для меня спасением, когда я припаивал безель к большой тяжелой подложке.Удачи!
Ноэльmarilyn_smith3
#3
Собака: Песок, чистый, флюс. Припой: песок, чистый, фунт-флюс.
Очистите припой после забивания молотком. Это может собирать масло, которое
препятствует течению припоя.Маленькая горелка, возможно, не самая лучшая для такой пайки
. Вся деталь должна одновременно нагреться до температуры пайки
. Это означает более крупное и густое пламя, а не немного заостренное, хотя и горячее пламя.Э_Лютер
#4
Когда эта тема поднималась здесь раньше, у некоторых людей было
рекомендовал покупать новый припой из другого источника.Вы можете купить дешевую пропановую горелку с большим пламенем.
Этот
может помочь. Кроме того,
Маленький Факел может иметь гораздо большее и горячее пламя, чем вы могли бы подумать. Друг подошел к
, чтобы одолжить мою горелку, чтобы спаять детскую ложку и поджечь 3-дюймовое пламя
, используя наконечник № 5 на моей маленькой горелке.В противном случае, и это трудно сказать по электронной почте, но в остальном я бы
предположил, что это может быть проблема с нагревом. Если ваша часть
большой, а пламя маленькое – и очень распространенная проблема с новыми припоями
– неравномерный нагрев.Элейн
Элейн Лютер
Мастер по металлу, сертифицированный инструктор PMC
http://www.CreativeTextureTools.com™
Труднодоступные инструменты для металлической глиныШкола ювелирного искусства
#5
Лиза,
Держу пари, тебе нужен фонарик побольше.
У меня были десятки учеников
на протяжении многих лет, которые покупали именно эту горелку, не зная об ограничениях
. Они делают для него наконечник в виде бутона розы, который может быть чем-то полезен для
… но в долгосрочной перспективе, если вы собираетесь делать более крупные изделия, такие как
, такие как броши — держу пари, вы будете счастливее с настоящими серебряными мастерами. горелка
. Смит делает один.Брайан П. Маршалл
Стоктонская школа ювелирного искусства
Стоктон, Калифорния, США
209-477-0550
инструктор@jewelryartschool.com
драгоценности[email protected]Джей_Уэйли
#6
Лиза,
Надеюсь, я смогу немного помочь вам с вашей проблемой пайки. Мои студенты
иногда делают очень похожие проекты, спаивая вместе листы серебра или латуни
, и я думаю, что смогу пролить свет на вашу проблему.
Во-первых, купи себе факел побольше. Вам понадобится пламя
, большое и пушистое, а не крошечное острое пламя, как ваш факел
тушит. Горелка Prestolite или ацетиленовая горелка с
самым большим наконечником, которые продаются в магазине сварочных материалов, прекрасно подходят для таких работ.Поднимите давление до максимального безопасного давления на регуляторе. Затем,
, я бы попробовал припаять ваш верхний лист (выкройку) к большому нижнему листу
, убедившись, что они оба абсолютно плоские, и поместив их поверх
подвешенного тяжелого стального экрана. Соедините оба листа вместе, а затем
зафлюсуйте хорошим флюсом из бурной пасты, когда они будут вместе. Не применять
нанесите флюс на каждую деталь и соберите. После того, как эти два листа будут покрыты флюсом
, высушите флюс мягким пламенем, пока он не высохнет. Убедитесь, что
у вас есть достаточная вентиляция, так как это создает пары. Это отличный момент для нанесения нарезанных квадратов припоя на задний лист, располагая их вдоль внешнего края верхнего листа. (Я предпочитаю листовой припой
, а не проволочный припой) Надеюсь, вы не забыли обрезать задний лист
больше, чем верхний лист, чтобы оставить выступ для размещения припоя
на. С горелкой в одной руке и киркой для припоя в другой начните
нагревать листы из-под экрана непрерывным круговым движением
, нагревая как можно более равномерно, чтобы избежать деформации.С помощью отмычки можно оттолкнуть сбившиеся с пути чипы припоя
к краю верхнего листа. Латунь — «грязный» металл, а
быстро окисляется, так что не робейте с пламенем. Когда листы
достигают температуры пайки, припой должен течь между
листов, а капиллярное действие припоя заполнит небольшое пространство
между двумя листами. Я бы не стал пытаться «парить» два
вместе, предварительно расплавив припой на обратной стороне одного из листов. По моему опыту,
никогда не будут лежать так ровно, как если бы вы сначала держали их плоскими, а припой вводили с краев.Вязальная проволока — неоднозначное благословение. Это может быть очень полезно в 90 186 случаях или может почти разрушить некоторые части. Будьте осторожны, или вы можете
легко припаяйте его к вашему изделию.После травления проверьте, есть ли у вас непрерывный шов вокруг
всех краев, и, если у вас есть зазоры или проколы, постучите вместе
с помощью мягкого молотка, чтобы они расположились немного ближе, и оплавьте
/ припой, как до. Когда вы будете удовлетворены тем, что ваши два листа
идеально спаяны, используйте ювелирную пилу, чтобы вырезать нижний лист
, чтобы он соответствовал верхнему. Напильник, песок и т. д.Я бы держался подальше от высокотемпературных припоев, так как они требуют этого
много тепла для плавления, вы можете деформировать или расплавить ваши листы, просто пытаясь
заставить припой расплавиться.Надеюсь, это поможет…
Jay Whaley UCSD Craft CenterPolly_Spencer
#7
Привет, Лиза,
Я думаю, что ваша основная проблема заключается в недостаточном ПОСТОЯННОМ тепле. Я бы посоветовал вам использовать ацетиленовую горелку с большим соплом, чем «маленькая» горелка Смита
. У него такое название не просто так. Выдает
«мало» тепла. Латунь обладает высокой устойчивостью к нагреву и не расплавит
при небольшом злоупотреблении горелкой, я обнаружил, что
, кажется, приветствует это. Он создает значительно более высокий уровень окалины
, чем серебро, поэтому перед пайкой вам нужно убедиться, что он хорошо очищен от
и обработан флюсом. И, к сожалению, если у кого-то есть
, о котором я не знаю, трудно не омеднить
, пока он находится в вашем рассоле. Он склонен к этому.Вам, наверное, лучше попробовать отполировать, не вставляя в
рассол. Хорошие румяна хорошо сочетаются с латунью. Если ничего не помогает,
склепайте его. Он отлично выглядит и не требует пайки (за исключением подложки штифта
, которую необходимо припаять перед клепкой… меньше металла
= меньше тепла = более быстрая и чистая пайка.)Удачи! Надеюсь, это поможет,
Полли Спенсер
Ювелирные изделия Мэри Амалии
148 High St.
Портленд, штат Мэн. 04101
207-772-1285
@Polly_SpencerЯ все еще ищу еще несколько человек, которые хотели бы поделиться 9Дом 0186 во время выставки драгоценных камней. пожалуйста, напишите мне по телефону
James_Miller
#8
Привет, Лиза,
Похоже, у вас проблемы с пайкой. Я ювелир
с 44-летним стажем, поэтому то, что я говорю, работает нормально. Я
использую маленькую горелку на кислородной/пропановой установке уже двадцать
лет, если вы посмотрите мою галерею по орхидее, вы увидите, что я
делает все размеры предметов, и факел работает нормально. Когда я начинаю
проект, я делаю образцы из меди и
латуни, просто чтобы
убедиться, что мои идеи сработают, прежде чем я перенесу их в золото. Рискну предположить, что вам продали латунную проволоку в качестве припоя. Я не знаю желтого припоя
для латуни, который бы хорошо работал, если только вы не хотите использовать золотой припой
. Придерживайтесь использования серебряных припоев. Вот мой метод пайки
меди и латуни. Сначала счистите всю окалину (ржавчину 9).0186, как вещество, которое вы упомянули), вы можете использовать наждачную бумагу, или я использую щетку из стекловолокна
. Убедитесь, что вы держите все поверхности чистыми перед пайкой
, я использую бурный флюс, так как он образует экран на металле
при нагревании и останавливает образование накипи. маленькие
кусочков припоя между слоями, я скрепляю слои
маленькими самодельными зажимами, сделанными из нержавеющей стали, согнутыми в форме буквы U.
Осторожно нагрейте мягким полным пламенем, нагревая весь предмет как можно более равномерно
, и когда металлы достигнут точки плавления припоя, сэндвич
закроется, когда припой потечет. Недавно я сделал серебряный герб
, используя этот метод многослойного наложения, для друга-серебряника, чтобы он установил
в чашу, которую он сделал.Вот несколько фотографий.
Я надеюсь, что это поможет вам и воодушевит вас. Пожалуйста, свяжитесь со мной напрямую по номеру
, если я могу чем-то помочь.С уважением, Джеймс
1 Нравится
Терао
#9
Lisa,
Хотя я мало работаю с красной латунью, я счел полезным «предварительно расплавить» припой
на одной поверхности перед очисткой, повторным флюсованием и соединением
. Это особенно полезно, когда одна деталь намного больше другой. Под «преплавлением» я подразумеваю примерно
сгущать припой или дать ему начать течь и быстро
убирать пламя. Я работаю в основном с серебром, но
должно работать на любом металле.Удачи!
Шерри Тераоmarilin_smith3
#10
От розового легко избавиться, добавив перекись водорода из аптеки
в рассол. Это дает недолговечный сильный травильный раствор
, удаляющий медь. Не оставляйте это слишком долго, так как это вытравит
паяные соединения.Мэрилин
Теккерей Тейлор
#11
Привет всем,
Я много лет пользуюсь фонариком и спаиваю детали
размером с пряжку ремня в западном стиле. Это примерно столько же, сколько
получает в торговле носимыми украшениями, за исключением, может быть, шейных манжет.
Я также изготовил и спаял большие тяжелые браслеты-манжеты с
этот факел – непроблемо. Если вы посмотрите на таблицу свойств топлива в
нашем каталоге или в каталогах большинства поставщиков, вы увидите очень заметную разницу в температуре от
факелов окружающего воздуха (большое густое пламя
) до факелов кислородного топливного газа. Хитрость заключается в использовании правого наконечника горелки
и настроек PSI линии для текущего проекта. Маленький наконечник горелки
номер 7 может сделать гораздо больше, чем вы думаете. Одна
другая заметка, я научился паять с ацетиленовыми воздушными системами, хорошая
старая система освещения presto. Вы можете паять что угодно, если ваша подготовка
хороша и вы достаточно решительны.Латунь плохо поддается пайке, поэтому, как уже упоминалось, ключом к успеху является получение
и быстрое выделение тепла. Также используйте барьерный флюс
для защиты металла, либо борную кислоту и денатурат, либо
присадки, либо волшебное пламя, разбавленное денатуратом. Вы будете
удивлены, насколько хорошо выглядит латунь при использовании барьерного флюса
по сравнению с полным отсутствием флюса.Кстати, я всегда держу фонарик левой рукой, а доминирующей рукой
держу кирку или пинцет. Я также пытаюсь обучать своих
студентов тому же методу, однако все люди разные, и то, что
работает для меня, не обязательно означает, что он работает для всех остальных.Надеюсь, это поможет.
Thackeray Taylor
Rio Grande Техническая поддержка
Обучение начальным и промежуточным классам пайки
800-545-6566 ex 13903Kathy
#12
Латунь ОЧЕНЬ быстро загрязняется при пайке.
Кэти
Лен_и_Джуди_Бьоркма
№13
Латунь ОЧЕНЬ быстро пачкается при пайке.
Боже, Кэти, я этого не понимаю. Я постоянно работаю с латунью.
Я не думаю, что он становится «грязнее» (что именно вы имеете в виду под
этим?) быстрее, чем серебро, медь или нейзильбер. Конечно,
следует быстро оплавить и нагреть, как это наблюдали некоторые другие
.Что действительно сложно в латуни, так это найти подходящие припои,
то есть такие, которые хорошо сочетаются по цвету с латунью и имеют
разные температуры плавления (и, конечно, хорошо текут). Я
завидую ассортименту серебряных припоев (высокий, средний, низкий), который
0186 существует.Джуди Бьоркман
Какой припой вы используете для латуни?
 youtube.com/embed/i4bUd8tl7-Y?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent» allowfullscreen=»true» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»>
youtube.com/embed/i4bUd8tl7-Y?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-US&autohide=2&wmode=transparent» allowfullscreen=»true» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»> Наиболее распространенным типом припоя для латуни является припой на основе свинца. Это связано с тем, что латунь является очень хорошим проводником тепла, поэтому свинец в припое помогает равномерно передавать тепло по соединению. Свинец также делает припой более податливым, поэтому с ним легче работать. Однако припои на основе свинца могут быть токсичными, поэтому важно использовать их в хорошо проветриваемом помещении и после этого мыть руки.
Можно ли паять латунь?
Содержимое
- Можно ли паять латунь?
- Как паять латунь?
- Вам нужен специальный припой для латуни?
- Насколько прочна латунная пайка?
- Как прикрепить латунь к латуни?
- Можно ли паять латунь серебряным припоем?
- Как паять тонкую латунь?
- В чем разница между пайкой и пайкой?
- Работает ли JB Weld с латунью?
- Медь для пайки твердая?
- Какой тип флюса используется для латуни?
- Является ли флюс для пайки таким же, как флюс для пайки?
- Какие бывают типы флюса?
- Нужен ли флюс для пайки латуни?
- Что такое бурный флюс?
- Будет ли паяльник плавить латунь?
Паять можно на латуни, но это не рекомендуется, так как латунь трудно паять.
Если вам нужно припаять латунь, вы должны использовать специальный флюс для пайки латуни и очень горячий паяльник.Как паять латунь?
Поскольку наилучший способ пайки латуни зависит от типа обрабатываемой латуни, желаемой отделки, а также доступного оборудования и материалов. Тем не менее, есть несколько общих советов, которым можно следовать при пайке латуни:
– Убедитесь, что латунь чистая и на ней нет грязи или мусора.
– Используйте флюс при пайке, чтобы облегчить растекание припоя и предотвратить его окисление.
– Используйте паяльник или горелку, подходящие для обрабатываемой латуни.
– Выберите припой, который будет соответствовать латуни по цвету и отделке.
– Нанесите припой на нагретую латунь, а не на паяльник, и дайте ему стечь в соединение.
– При необходимости используйте дополнительный флюс, чтобы облегчить растекание припоя и предотвратить его окисление.
– Дайте припою полностью остыть, прежде чем обращаться с латунью.
Вам нужен специальный припой для латуни?
Нет, специальный припой для латуни не требуется. Вы можете использовать любой тип припоя, который вам нравится.
Насколько прочна латунная пайка?
Прочность припаянной латуни зависит от нескольких факторов, включая качество латуни, качество припоя и навыки человека, выполняющего пайку. Вообще говоря, напаянная латунь не так прочна, как непаянная латунь. Однако, если все сделано правильно, припаянная латунь может быть довольно прочной.
Как прикрепить латунь к латуни?
Вы можете прикрепить латунь к латуни, используя различные методы, в зависимости от конкретного элемента, который вы пытаетесь прикрепить, и желаемых результатов.
Например, если вы прикрепляете кусок декоративной латуни к другому куску латуни, вы можете использовать припой или клей. Если вы прикрепляете функциональную латунную деталь к другой латунной детали, вы можете использовать винт, заклепку или сварку. Лучший способ определить наилучший способ соединения двух кусков латуни — проконсультироваться с профессионалом или кем-то, кто имеет опыт работы с латунью.Можно ли паять латунь серебряным припоем?
Да, можно паять латунь серебряным припоем, но это может быть сложно. При пайке латуни серебряным припоем вы должны быть уверены, что область пайки чистая и на ней нет масла или грязи. Лучший способ сделать это — использовать флюс, который поможет удалить любые загрязнения с участка пайки. Также необходимо следить за тем, чтобы латунь нагревалась равномерно, чтобы серебряный припой растекался равномерно и не создавал неровных пятен.
Как паять тонкую латунь?
Вот несколько советов по пайке тонкой латуни:
-Используйте тонкий слой флюса.
— Нагрейте соединение паяльником, пока флюс не станет прозрачным.
— Добавьте припой в соединение и продолжайте нагревать до тех пор, пока припой не расплавится и не потечет равномерно.
— Снимите утюг и дайте суставу остыть.
— Осмотрите соединение, чтобы убедиться в отсутствии зазоров или пустот.
В чем разница между пайкой и пайкой?
Разница между пайкой и пайкой твердым припоем заключается в том, что пайка — это процесс, при котором два или более металлов соединяются вместе путем плавления и заливки присадочного металла с низкой температурой плавления в соединение, а пайка — это процесс, при котором два или более металлов соединяются вместе путем плавления и заливки присадочного металла с высокой температурой плавления в соединение.
Работает ли JB Weld с латунью?
Да, JB Weld работает с латунью. Его можно использовать для ремонта трещин, заполнения отверстий и наращивания недостающих частей. Это двухкомпонентная эпоксидная смола, которая образует прочную связь при смешивании и затвердевает примерно через 24 часа.
После отверждения его можно шлифовать, сверлить и красить.Медь для пайки твердая?
Во-первых, убедитесь, что латунь чистая. Любая грязь или масла на поверхности латуни могут затруднить получение хорошего паяного соединения. Во-вторых, используйте качественный припой. Дешевый припой с большей вероятностью вызовет проблемы. Наконец, наберитесь терпения и не торопитесь. Спешка с процессом пайки только усложнит его.
Какой тип флюса используется для латуни?
Наиболее распространенным является флюс на основе канифоли. Этот тип флюса относительно дешев, его легко найти, и он хорошо подходит для большинства проектов с латунью. Если вы работаете с очень грязной латунью или вам нужен более сильный флюс, вы можете использовать флюс на кислотной основе, но обязательно внимательно следуйте инструкциям производителя.
Является ли флюс для пайки таким же, как флюс для пайки?
Пайка и пайка — это два разных процесса, которые используются для соединения двух металлических частей.
В обоих процессах используется флюс, который помогает металлам стекаться друг с другом и создает прочную связь. Однако тип флюса, который используется для пайки, отличается от типа флюса, используемого для пайки.Флюс для пайки представляет собой материал, который используется для очистки поверхностей соединяемых металлов и предотвращения окисления. Это также помогает металлам течь вместе и создавать прочную связь. Флюс для пайки — это материал, который используется для очистки поверхностей соединяемых металлов и предотвращения окисления. Это также помогает металлам течь вместе и создавать прочную связь. Однако флюс для пайки также может препятствовать слишком сильному течению металлов, что может привести к ослаблению соединения.
Какие бывают типы флюса?
Существует три типа флюса:
1) Флюс на основе канифоли: флюсы на основе канифоли являются наиболее популярным типом флюса и используются в самых разных областях, включая пайку электроники и изготовление ювелирных изделий.
Канифольные флюсы изготавливаются из комбинации канифоли (сосновой смолы) и других ингредиентов, таких как активаторы и растворители.2) Водорастворимый флюс: Водорастворимые флюсы используются в тех случаях, когда необходимо использовать воду для очистки паяных соединений (например, в сантехнике). Водорастворимые флюсы изготавливаются из различных материалов, включая кислоты, основания и соли.
3) Флюс без очистки: Флюс без очистки используется в приложениях, где нет необходимости в очистке паяного соединения (например, в компьютерных схемах). Флюсы без очистки изготавливаются из различных материалов, включая канифоль, органические химикаты и неорганические химикаты.
Нужен ли флюс для пайки латуни?
Каждый из них имеет свой особый состав и температуру плавления. Для эффективной пайки латуни необходимо использовать флюс, совместимый с используемым припоем. Флюс служит двум целям: он очищает поверхности соединяемых металлов и предотвращает окисление припоя.
 Заключение
Заключение Поэтому я беру свою маленькую пропаново-кислородную горелку
Поэтому я беру свою маленькую пропаново-кислородную горелку  :-). я пытаюсь нагреть
:-). я пытаюсь нагреть 


 Этот
Этот  У меня были десятки учеников
У меня были десятки учеников 
 (Я предпочитаю листовой припой
(Я предпочитаю листовой припой 
 Он отлично выглядит и не требует пайки (за исключением подложки штифта
Он отлично выглядит и не требует пайки (за исключением подложки штифта  Когда я начинаю
Когда я начинаю  Недавно я сделал серебряный герб
Недавно я сделал серебряный герб  Я работаю в основном с серебром, но
Я работаю в основном с серебром, но  Это примерно столько же, сколько
Это примерно столько же, сколько  Также используйте барьерный флюс
Также используйте барьерный флюс 
 Если вам нужно припаять латунь, вы должны использовать специальный флюс для пайки латуни и очень горячий паяльник.
Если вам нужно припаять латунь, вы должны использовать специальный флюс для пайки латуни и очень горячий паяльник.
 Например, если вы прикрепляете кусок декоративной латуни к другому куску латуни, вы можете использовать припой или клей. Если вы прикрепляете функциональную латунную деталь к другой латунной детали, вы можете использовать винт, заклепку или сварку. Лучший способ определить наилучший способ соединения двух кусков латуни — проконсультироваться с профессионалом или кем-то, кто имеет опыт работы с латунью.
Например, если вы прикрепляете кусок декоративной латуни к другому куску латуни, вы можете использовать припой или клей. Если вы прикрепляете функциональную латунную деталь к другой латунной детали, вы можете использовать винт, заклепку или сварку. Лучший способ определить наилучший способ соединения двух кусков латуни — проконсультироваться с профессионалом или кем-то, кто имеет опыт работы с латунью.
 После отверждения его можно шлифовать, сверлить и красить.
После отверждения его можно шлифовать, сверлить и красить. В обоих процессах используется флюс, который помогает металлам стекаться друг с другом и создает прочную связь. Однако тип флюса, который используется для пайки, отличается от типа флюса, используемого для пайки.
В обоих процессах используется флюс, который помогает металлам стекаться друг с другом и создает прочную связь. Однако тип флюса, который используется для пайки, отличается от типа флюса, используемого для пайки. Канифольные флюсы изготавливаются из комбинации канифоли (сосновой смолы) и других ингредиентов, таких как активаторы и растворители.
Канифольные флюсы изготавливаются из комбинации канифоли (сосновой смолы) и других ингредиентов, таких как активаторы и растворители.