основные этапы, особенности, возможные деформации
Двутавровая балка, также известная как двутавр, — элемент, который довольно долгое время применяется в построении конструкций. Раньше ее использовали лишь в промышленном строительстве крупных масштабов.
А теперь двутавр всё больше встречается и в небольших частных строительных работах. Такое распространение связано с тем, что в производство запустили двутавровые балки с особой конструкцией.
Их применяют при строительстве гаражей, небольших магазинчиков, загородных домов и пристроек.
Содержание статьиПоказать
- Актуальность вопроса
- Преимущества двутавровых балок
- Процесс изготовления
- Возможные проблемы и особенности
- Заключение
Актуальность вопроса
Как сделать двутавровую балку самому? Мы поделимся с вами основными этапами этого процесса и расскажем о нюансах, которые важны в процессе работы, если вы хотите избежать деформаций.
Сварная двутавровая балка изготавливается из черного металла. В разрезе она напоминает букву «Н». При изготовлении двутавра тавровое соединение используется два раза. За счет этого он и получил своё название.
В разрезе она напоминает букву «Н». При изготовлении двутавра тавровое соединение используется два раза. За счет этого он и получил своё название.
Виды двутавров:
- прокатные — заготовки для них прокатывают вдоль станка;
- составные (сварные) — несколько заготовок на производстве сваривают друг с другом; их используют чаще всего, потому что при необходимости сделать их можно и на строительной площадке.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Двутавры устойчивы к погодным перепадам и коррозии, невоспламеняемые.
Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.
 Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.
Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
В строительстве сварной тип изделия более универсален. Использование разной стали даёт возможность регулировать металлоёмкость в зависимости от нагрузки.
В месте, где загруженность невысокая, можно использовать лёгкие сплавы, а в частях здания, где давление больше — использовать балки из стали высокой прочности.
И, если размер проката ограничен возможностями и размерами станка, то сварным способом возможно выполнить балки любого размера. Сделать балку, ширина которой будет разной на противоположных концах, на прокатном станке дорого. С составным типом двутавров такой проблемы нет.
Процесс изготовления
В качестве составляющих для варки двутавров рекомендуется использовать легированную сталь. Изделия из неё хорошо впишутся в конструкцию частного дома, однако при масштабном строительстве этот материал проявляет себя не с лучшей стороны.
Изготовление двутавра трудоёмкий процесс, и, если у вас нет опыта в сварочных работах, лучше нанять для этого мастера. Если вы решительно настроены сделать всё своими руками, то следующие советы для вас.
Первый этап — подготовка всех частей, которые впоследствии станут балкой. Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Важно найти помощника, так как детали тяжелые и соединить их в одиночку нелегко. Для создания двутавра рекомендовано автоматическое или полуавтоматическое сварочное оборудование.
Важно наличие флюса — благодаря ему материал не будет разбрызгиваться по сторонам. Можно использовать и технику с применением электродного стержня, но этот способ более трудоёмкий. В конце изделия обрабатываются составом против коррозий.
Самостоятельная сварка — это всегда риск. Неправильное выполнение работы может привести к деформации целой конструкции как до монтажа, так и после.
Для сокращения внутренних деформаций применяют различные техники и очередности сварочных швов. Основными считаются каскадный и обратноступенчатый способы выполнения шва.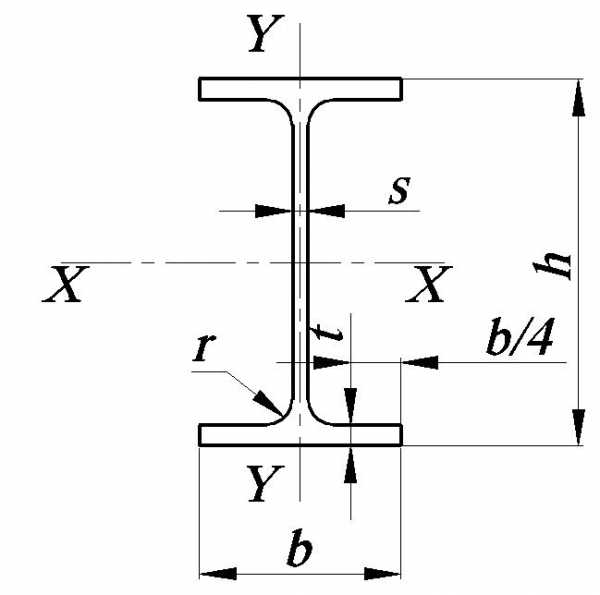
Возможные проблемы и особенности
Чтобы не сталкиваться с основными проблемами, вы должны обеспечить, чтобы готовое соединение не работало на растяжение. Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Тавровые соединения сложно выполнить новичку. При работе с ними нужно учесть все нормативные требования, ведь, если балка станет основой непрочной конструкции, безопасность людей будет под угрозой.
Если до этого вы никогда не выполняли тавровые швы, перед началом работы стоит потренироваться на лишних частях стали. Тавровый шов желательно делать за один подход. Так его прочность будет высокой. У новеньких с этим возникают проблемы в виде подрезов, которых нужно избегать. Поэтому практика перед созданием балок для перекрытия — обязательное условие изготовления двутавров.
Варка электродом имеет особые условия. В случае, если одна из частей балки меньше по толщине, электрод следует наклонять на 60 градусов. Если деталь, которую вы привариваете, толще, то стержень следует держать ровно.
Варианты таврового соединения разнообразны: оно бывает односторонним со скосом, двусторонним без него и наоборот. Скосы могут идти по кривой линии или быть симметричными. Мастера сварочных работ учитывают всё это, чтобы сформировать шов. Именно поэтому наём сварщика с профильным образованием — разумное решение.
Человек со стажем лучше определит желательный тип соединения, рассчитает уровень нагрузки и давления, параметры самой балки. Балка будет основой для кровли и системы скатной крыши, второго, третьего или даже четвертого этажа дома.
Заключение
Двутавровые балки, сваренные с соблюдением всех норм строительства, станут хорошей заменой обычным перекрытиям между этажами. Без учета большого числа особенностей и нужных расчётов крыша, основанная на неправильных балках, точно долго не проживет.
Покупать двутавры лучше у проверенных поставщиков или производителей. Если их качество покажется вам сомнительным, вы будете вправе вернуть или заменить их. А крупные заводы всегда имеют сертификаты, подтверждающие, что их изделия соответствуют нормам ГОСТов.
Варить балки на стройке не стоит, если у вас недостаточно опыта. Лучше закажите их в строительном магазине или найдите надёжного рабочего для этой задачи.
Сварная двутавровая балка: изготовление, сварка между собой
ООО ТП Стальторг изготавливает сварную балку
под заказ.
Используя современные технологии, оборудование и материалы отечественного и зарубежного производства мы обеспечиваем высокое качество выполнения работ при производстве сварной балки
.
Особое внимание наше производство уделяет контролю качества производимой продукции и профессиональной подготовки персонала. На производстве работают высококлассные специалисты с многолетним опытом работы.
Изготовление сварной балки на заказ
- Изготовление сварной балки
производится высококвалифицированными инженерами по современным программным средствам на новейшем компьютерном оборудовании. - Вот поэтому, сварная балка изготовление которой проходит на новейшем оборудовании, соответствует всем стандартам качества.
- Марка: Б1, Б2, Б3 К1, К2, К3, К4, К5, Ш1, Ш2, Ш3, Ш4, Ш5 Изготовление по ГОСТ 26020-83 и по СТО АСЧМ 20-93

Стоимость изготовления сварной балки ст.3 от 41800 руб/тн.
ст.09Г2С
от 48500 руб/тн.
Производство сварной балки
Металлические конструкции из сварной балки
экономически выгодны в строительстве зданий и сооружений.
Использование сварных балок, в качестве строительных металлоконструкций каркасов, дает возможность не только облегчить элементы конструкции, имеющие неоправданно большой коэффициент запаса прочности, но и создать более экономичную форму опор и сечения отдельных элементов, тем самым уменьшить массу металлической конструкции. Процесс изготовления сварных двутавровых балок
экономичен и успешно конкурирует с изготовлением балок способом прокатки.
Звоните или присылайте заявку на e-mail и наши менеджеры ответят на интересующие Вас вопросы. Мы изготавливаем металлоконструкции как для дачных и коттеджных участков, так и для промышленных, строительных объектов.
Сварные металлические двутавровые балки широко используются в строительстве и машиностроении при создании несущих рам, перекрытий, вертикальных опор и других конструкций. По сравнению с горячекатаными элементами той же прочности они имеют несколько меньший вес. Эффективнее всего применение таких двутавров в большепролетных схемах зданий и других сооружений.
Использование сварных двутавровых конструкций в качестве каркасов позволяет снизить площадь сечения элементов, имеющих неоправданно увеличенный коэффициент запаса прочности, и уменьшить их массу, получив при этом экономическую выгоду.
Щелковский завод «Каскад» осуществляет изготовление и продажу сварных балок в Москве и Московской области по ценам производителя. Собственное производство позволяет быстро выполнить заказ на любое количество двутавров данного типа без потери качества продукции.
Этапы изготовления
- Создание заготовки.
Листовая сталь для сварной балки поступает на агрегаты термической резки, где производится ее раскрой на продольные полосы-штрипсы с заданной длиной и шириной. - Фрезеровка кромок.
Металлический двутавр обрабатывается на специальном станке. Фрезеровка кромки необходима для того, чтобы обеспечить лучший провар шва при производстве балки. - Сборка двутавра.
Ее выполняют на специальных станах, обеспечивающих высокую производительность работ. Изготовление сварной балки осуществляется в два этапа: сначала собирают т-образный профиль, затем, после кантования, – н-образный. Для закрепления штрипсов в заданном положении используют гидравлические прижимные механизмы. - Сварка двутавра.
Процесс ведется на автоматических линиях, под флюсом, что обеспечивает высокое качество шва и прочность готовой сварной балки. - Правка.
В процессе производства полки двутавра могут несколько изменить форму вследствие термических деформаций. Поэтому после окончания работ он поступает на роликовый стан, на котором производится выравнивание. - Очистка.
После сварки поверхность двутавра может иметь загрязнения в виде окалины. Поэтому на завершающем этапе сборки сварной балки ее очищают пескоструйной установкой. Возможно нанесение на двутавровые конструкции антикоррозионных грунтовочных составов.

Готовый двутавр проходит визуальный и ультразвуковой контроль качества сварных швов.
Нормативные документы
Параметры двутавров регламентированы ТУ У 01412851.001-95 и СТО АСЧМ 20-93. Сварные швы соответствуют ГОСТ 23118. Возможно также производство балок согласно нормативам для горячекатаной продукции с параллельными полками.
Преимущества сварных двутавровых балок
Сварные балки, по сравнению с горячекатаными двутаврами, часто являются более выгодными. К их основным преимуществам относятся:
К их основным преимуществам относятся:
- меньший вес.
Использование металлических двутавровых балок такого типа значительно облегчает всю строительную конструкцию, не снижая ее прочности, за счет оптимального подбора составного сечения. Общая экономия металла может составлять до 10-15 %; - возможность индивидуального заказа.
Сборка сварной балки позволяет использовать различные марки стали для полок и стенок, повысив прочность на определенных участках, испытывающих большие нагрузки, и снизив на второстепенных, тем самым удешевляя конструкцию; - большая вариативность
. Сварная технология позволяет производить двутавры с асимметричным сечением. Это дает возможность проектировщикам оптимально подобрать площадь сечения балки в соответствии с расчетными нагрузками; - относительная дешевизна продукции
. При аналогичной площади сечения себестоимость производства балки по сварной технологии ниже, чем горячекатаного двутавра.

Производственный процесс предусматривает также изготовление сварной балки требуемой длины в соответствии с габаритами здания. Это не только снижает отходы, но и упрощает монтаж двутавра.
Рекомендуемые схемы сварки двутавровых балок.
Сварку балки с разделкой кромок на вертикальных стенках с двумя поясами производить согласно (рис.1), предварительно разметив на участки длиной не более 300 мм: в последовательности: 1-1, 2-2″, 3-3″, и т.д.
Выполнить 1-й проход сварного щва №1 обратно-ступенчзтым способом от середины к краям с разбивкой на n равных частей.
Сварка последующих проходов сварных швов №1 и №2 выполняется в последовательности 3-4, 5-6, 7-8 до получения заданных геометрических размеров сварного шва (рис.2).
Рис.1 Cварка первого шва
При сварке балок из частей взаимное расположение швов должно быть как показано на (рис. 3).
3).
Примеры расположения сварных швов металлоконструкций типа болок и стоек, а так же их исполнение показано на схеме рис.4.
Основные технологические приемы сборки и сварки конструкций коробчатого сечения можно показать на примере изготовления сварной двутавровой балки с ребрами жесткости. Отдельные листы соединяют в длинные полосы, которые являются полками и стенками двутавровой балки.
На сборочно-сварочном стенде согласно чертежу устанавливают обе полки, стенку и ребра жесткости. Элементы двутавровой балки фиксируют относительно друг друга с помощью прихваток. Длина прихваток 30-40 мм, расстояние между ними 350-400 мм. Сварку двутавровой балки ведут от середины к краям.
Первоначально выполняют все швы в пределах одного центрального контура, ограниченного стенкой, двумя полками и двумя ребрами жесткости, с одной стороны стенки (рис. 5). Затем сваривают швы противоположного контура, т. е. расположенного на другой стороне стенки. На рис. 5 цифрами I-VIII обозначена последовательность сварки контуров.
Порядок наложения швов внутри одного контура обозначен цифрами 1-8. Выбранная технология сварки контуров – в шахматном порядке.
Швы 1, 4, 5 и 7 рекомендуется накладывать обратноступенчатым способом. Такой способ уравновешивания деформаций, заключающийся в чередовании наложения швов по контурам, обеспечивает наименьшего коробления конструкции.
Собрав на плите ферму прихватить каждую перемычку не менее, чем в 2-х местах. Длина прихваток 10±2 мм, высота 5+1мм. Прихватки зачистить, кратера с трещинами подрезать. Обеспечить плавный переход прихваток к основному металлу.
При сборке следить за плоскостностью фермы и по окончании проверить на соответствие требованиям чертежа.
Собранную ферму закрепить в приспособлении для кантовки и установить на ролики. Сварку выполнять от середины фермы к краям. Порядок сварки узлов конструкции показан на (рис.
5, 6). Сварку выполнять двумя сварщиками, с перекантовкой фермы до полной обварки каждой связи. Направление сварки в соответствии с эскизом. Необходимо учесть: начало и конец обрыва дуги должны быть зачищены с плавным переходом на длине шва 10+4 мм.
Необходимо учесть: начало и конец обрыва дуги должны быть зачищены с плавным переходом на длине шва 10+4 мм.
Начало и конец последующего валика должен перекрывать предыдущий валик на 10-14 мм.
Балка сварная
Балка сварная представляет собой металлоизделие, профиль которого напоминает букву «Н» .Отличается такая балка от аналогичной прокатной двутавровой балки способом изготовления и большей экономичностью и рациональностью в применении.
За счёт того,что сварную балку изготавливают до 16м, получается прочная, но более лёгкая металлоконструкция. Использование сварных балок позволяет расширить пролёты здания, сварная балка изготавливается сразу нужной длины, за счёт чего уменьшается количество отходов и экономится время заказчика на монтаж конструкции.
Сварная балка не менее прочна и надёжна,чем горячекатаная балка с металлургических комбинатов.
- В компании ЗАО «Металлоторг» балку сварную изготавливает дочернее её предприятие ООО «Металлострой » на складах в Калуге и Твери.
- Сварную балку производят из листов класса стали С245 (строительная сталь -ст 3) и С345 (низколегированная сталь 09Г2С).
- Сварная балка применение

Применяют сварную балку в строительстве зданий и сооружений гражданского и промышленного назначения, для производства крупных металлоконструкций, линий коммуникаций, для перекрытий, в дорожном строительстве, машиностроении, судостроении и возведении мостов.
За счёт отсутствия у сварной балки поперечных швов, её используют для тех металлоконструкций, которые испытывают поперечные и осевые нагрузки.
Балка 09Г2С может использоваться как при очень низкой температуре минус 70град С,так и при очень высокой до плюс 450 град С.
Сварная балка изготовление
:
1)Сначала создают заготовку из листов, заготавливаются полосы-штрипсы, 2)затем фрезеруют кромку полученных штрипсов на фрезерном станке, чтобы улучшить провар шва, 3)собирают заготовку – сбор Т-образного профиля,а затем кантовка его на 180 град.

4)сварка балки с помощью автоматического сварочного аппарата и 5)правка полок на специальном стане, устранение деформации, окончательная обработка торцов, 6)контроль качества швов. Весь процесс правки, резки, сборки автоматизирован и выполняется на современном оборудовании по ГОСТ 26020 и нормативам СТО АСЧМ 20.
На
сварную балку ГОСТ
или СТО АСЧМ 20, как и на весь металлопрокат в нашей организации, выдаются сертификаты качества.
Сортамент производимой нами сварной балки: 30Ш3 и К3, 35Ш3 и К3, 40Ш2-Ш3, 45Ш1, 40К1-К5, 50Б2-Б3, 50Ш1-Ш4, 60Ш1-Ш4, 70Б1-Б2, 70Ш1-Ш5, 80Б1-80Б2, 80Ш1-Ш2, 90Б1-90Б2, 90Ш1-Ш2, 100Б1-Б4, 100Ш1-Ш4.
На данный момент балка сварная по ст 09Г2С колонная 40К3 и широкополочная 40Ш2 имеется на складах в Москве и Твери, по ст3 широкополочная 45Ш1 и 90Ш2 лежит на складах в Калуге и Твери.
Табличные данные по сортаменту (сварная балка размеры
) аналогичных горячекатаных балок можно просмотреть на нашем сайте или запросить у менеджеров компании.
Сварная балка купить
ЗАО «Металлоторг» силами предприятия ООО «Металлострой» предоставляет такие услуги, как проектирование конструкций и расчёт сварных балок, изготовление сварной балки больших сечений и металлоконструкций любых размеров и форм по чертежам клиента.
ЗАО «Металлоторг» предлагает доставку сварной балки в ближайшие и дальние регионы от складов производства, а также перемещение балки на другие металлобазы, удобные для заказчика; резку металлопроката в размер; отгрузку сборных вагонов сварной балки и горячекатаной.
Наличие складов постоянно пополняется, прайсы на нашем сайте обновляются, что Вы можете отслеживать самостоятельно. Более подробную информацию по
сварной балки цене за тонну
и возможности изготовления конкретной сварной балки или металлоконструкции можно у менеджеров нашей компании по телефону или электронной почте.
За счёт общей онлайн сети любой менеджер с удовольствием поможет Вам по вопросу изготовлению и преобретению сварной балки с любого склада компании.
5,00 / 3
Источник: https://leekey.ru/welded-ibeam-fineness-of-production-welded-beam-production-and-welding-technology/
Сварная двутавровая балка – тонкости производства
Экономическая выгода от применения сварных двутавров для возведения сооружений и зданий дает возможность строительным предприятиям снижать себестоимость работ, гарантируя при этом уникальную надежность строений. Использование таких балок, как и разных видов швеллеров, обеспечивает оптимальную форму сечений и опор отдельных строительных элементов, снижающих общий вес конструкций из металла.
Каркасы из двутавров характеризуются очень высокой прочностью, как, впрочем, и любые другие элементы зданий – рабочие площадки, эстакады, межэтажные перекрытия и так далее.
На данный момент сварные балки без преувеличения незаменимы при строительстве быстровозводимых сооружений, а также в сфере машиностроения. Популярность изделиям добавляет и то, что технология их изготовления весьма экономична.
Производить сварные двутавры можно и мелкими партиями, и серийно.
В первом случае применяется малоэффективная, достаточно-таки примитивная оснастка, что ведет к удорожанию себестоимости готовой продукции.
Зато серийное изготовление сварной двутавровой балки на автоматических станах либо на поточных технологических линиях – экономически очень и очень выгодный процесс. Именно о серийном производстве двутавров на поточных производственных линиях, которые обычно оборудуются множеством специальных установок и приспособлений, обеспечивающих непрерывность процесса, мы и поговорим.
Данный процесс осуществляется в несколько последовательно идущих друг за другом стадий, каждая из которых на сегодняшний день идеально отработана:
- Создание заготовки. На агрегатах термической резки из листового металла изготавливаются необходимые по ширине и длине штрипсы. Современные предприятия работают на установках с ЧПУ, что позволяет одновременно производить раскрой стальных листов несколькими резаками. Конкретная скорость роспуска может составлять до 1 метра за 1 минуту – все зависит от того, какой толщины заготовка используется.
- Фрезеровка кромок. На кромкофрезерном станке осуществляется обработка кромок. Данная операция необходима для того, чтобы улучшить провар шва между стенкой двутавровой балки и ее полкой. Времени она занимает немного, а вот эффект от фрезеровки сказывается впоследствии, когда делается сборка и сварка двутавровой балки.
- Сборка заготовки. Выполняется она на специальных станах, увеличивающих производительность работ в 2–3 раза. Особое внимание при этом специалисты обращают на обеспечение взаимной перпендикулярности и симметрии расположения стенки двутавра и полки. Экономическая и техническая целесообразность применения сборочных станов обусловлена уникальной надежностью и реальным быстродействием механизма, отвечающего за грамотное и точное позиционирование деталей двутавра. Большинство предприятий используют установки с прижимными гидравлическими механизмами, так как закрепление балочных элементов с применением винтов и их последующее освобождение может потребовать немалых затрат времени. С технической точки зрения сборка балки осуществляется в две стадии. Сначала собирается Т-образный профиль, после чего его кантуют на 180 градусов, что дает возможность выполнять непосредственно сборку двутаврового изделия.
- Сварка двутавра. Об этом этапе мы подробно расскажем далее.
- Правка полок готового изделия. Операция необходима в связи с тем, что в процессе производства балки возникает эффект “грибовидности”, вызываемый нагревом металла. Под таким явлением понимают нарушение геометрических форм полок двутавра. Исправить его несложно, достаточно пропустить изделие через специальный стан с большим количеством роликов, которые “подправят” нарушенную геометрию.
 Конкретная скорость роспуска может составлять до 1 метра за 1 минуту – все зависит от того, какой толщины заготовка используется.
Конкретная скорость роспуска может составлять до 1 метра за 1 минуту – все зависит от того, какой толщины заготовка используется. С технической точки зрения сборка балки осуществляется в две стадии. Сначала собирается Т-образный профиль, после чего его кантуют на 180 градусов, что дает возможность выполнять непосредственно сборку двутаврового изделия.
С технической точки зрения сборка балки осуществляется в две стадии. Сначала собирается Т-образный профиль, после чего его кантуют на 180 градусов, что дает возможность выполнять непосредственно сборку двутаврового изделия.Вид сборки двутавра определяется конструкцией и характером выбранного способа сварки поясных швов изделий, а также тем, какие приспособления используются. Как правило, поясные длинные швы на сборочных предприятиях сваривают автоматами под флюсом. Сначала изделие собирается из стенки и поясов, являющихся основными его элементами, затем производится скрепление его поясных швов.
После этого монтируются ребра жесткости, и осуществляется непосредственно сварка двутавровой балки (вручную либо с помощью полуавтоматического оборудования).
Финальная сборка двутавра выполняется в специальном кондукторе или с применением прихваток и хомутов.
В тех случаях, когда изделия изготавливают на автоматизированных линиях, технология сварки двутавровой балки становится менее затратной, причем получаемая продукция отличается идеальной надежностью.
Популярность использования жидкого флюса обусловлена тем, что он значительно улучшает процесс сварки. Нерасплавленный флюс находится под давлением. Это обеспечивает отсутствие явлений разбрасывания и разбрызгивания жидкого металла, что гарантирует беспроблемное образование качественного сварочного шва при высоких (до 4 тысяч Ампер) показателях силы тока.
При сварке открытой дугой из-за разбрызгивания и угара может теряться до 30 процентов металла. Если же выполняется сварка двутавровых балок встык под флюсом, потери составляют от силы два процента, а иногда и меньше (около 1 %). Кроме того, когда горячий металл остывает под флюсом, улучшается выход газа из-под его слоя за счет более медленного охлаждения расплавленной композиции.
Кроме того, когда горячий металл остывает под флюсом, улучшается выход газа из-под его слоя за счет более медленного охлаждения расплавленной композиции.
Несомненно, наиболее оптимальным является процесс автоматического производства и сварки балок двутаврового сечения.
Он гарантирует малые затраты на материалы, требуемые для сварочных работ, снижение числа добавочных операций (не нужно кантовать и позиционировать заготовки) и количества работников, принимающих участие в производственном процессе.
Но кроме него сварка двутавровых балок между собой (в стык) может выполняться при помощи такого оборудования:
- Сварочные манипуляторы. Они имеют высокий уровень автоматизации процесса, вполне рациональную конструкцию, могут дополнительно снабжаться навесным специальным оборудованием. На многих заводах на манипуляторы монтируют сварочные автоматические головки, которые способны работать в атмосфере инертных газов, углекислого газа и под жидким флюсом. Это позволяет предприятиям решать самые разные задачи в области сварки.
- Сварочные самоходные трактора. Пожалуй, самый простой способ сварки двутавра. Но применять его имеет смысл исключительно для изготовления изделий небольшими партиями, при поточном производстве экономическая целесообразность трактора будет совсем маленькой.
- Портальные и консольные установки. На них монтируются комплексы слежения за качеством сварного шва, системы подачи флюса, его переработки и удаления с агрегата. Отличный катет и провар шва на подобных установках достигается за счет того, что сварка производится под 45-градусным углом на стапелях.
Использование двутавровых балок и качественной арматуры для фундамента – гарантия строительства прочных и надежных зданий!
Источник: https://tutmet.ru/balka-dvutavrovaja-svarnaja-tehnologija-sborka-izgotovlenie.html
Сварка двутавровых балок
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса.
Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях.
При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.
Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Сварка полипропиленовых листов
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.

Технология изготовления двутавровых балок
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Электросварные стальные трубы: виды и область применения
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°.
Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки.
Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки.
Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Источник: https://svarkaprosto.ru/tehnologii/svarka-dvutavrovyh-balok
Как сварить двутавровую балку самому: основные этапы, особенности, возможные деформации
Двутавровая балка, также известная как двутавр, – элемент, который довольно долгое время применяется в построении конструкций. Раньше ее использовали лишь в промышленном строительстве крупных масштабов.
А теперь двутавр всё больше встречается и в небольших частных строительных работах. Такое распространение связано с тем, что в производство запустили двутавровые балки с особой конструкцией.
Их применяют при строительстве гаражей, небольших магазинчиков, загородных домов и пристроек.
Актуальность вопроса
Как сделать двутавровую балку самому? Мы поделимся с вами основными этапами этого процесса и расскажем о нюансах, которые важны в процессе работы, если вы хотите избежать деформаций.
Сварная двутавровая балка изготавливается из черного металла. В разрезе она напоминает букву “Н”. При изготовлении двутавра тавровое соединение используется два раза. За счет этого он и получил своё название.
Виды двутавров:
- прокатные – заготовки для них прокатывают вдоль станка;
- составные (сварные) – несколько заготовок на производстве сваривают друг с другом; их используют чаще всего, потому что при необходимости сделать их можно и на строительной площадке.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Двутавры устойчивы к погодным перепадам и коррозии, невоспламеняемые. Их использование значительно ускоряет построение здания. Эти и многие другие причины определяют популярность двутавровых балок в промышленном и частном строительстве.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких – двенадцать метров.
Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков.
Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
В строительстве сварной тип изделия более универсален. Использование разной стали даёт возможность регулировать металлоёмкость в зависимости от нагрузки.
В месте, где загруженность невысокая, можно использовать лёгкие сплавы, а в частях здания, где давление больше – использовать балки из стали высокой прочности.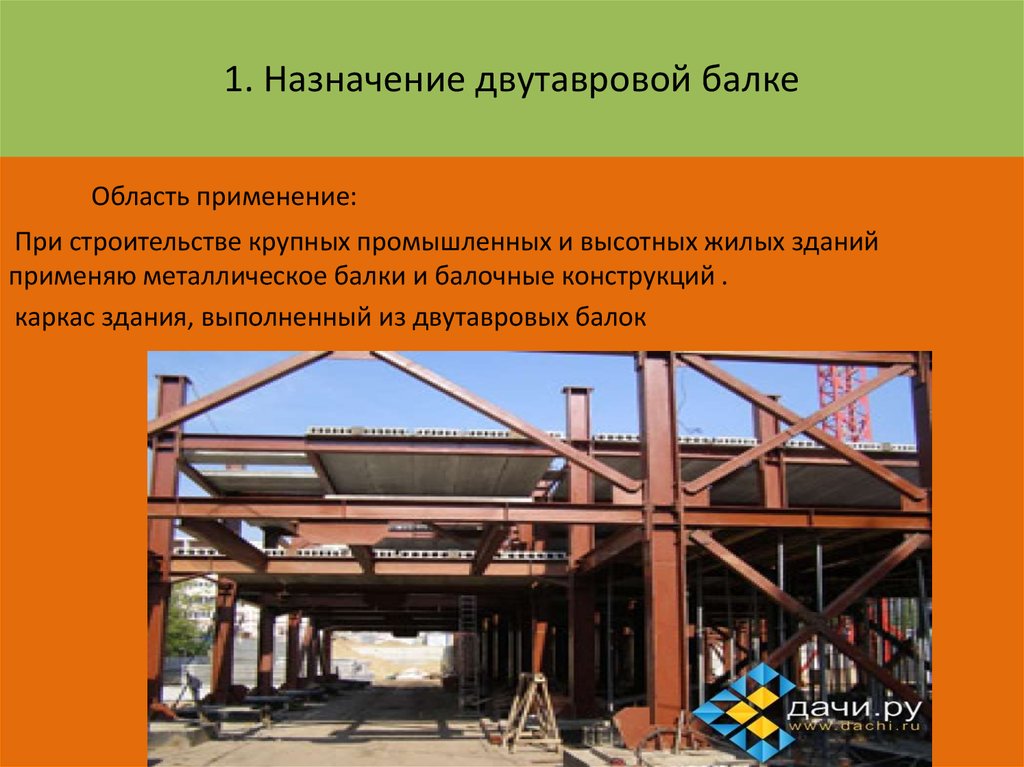
И, если размер проката ограничен возможностями и размерами станка, то сварным способом возможно выполнить балки любого размера. Сделать балку, ширина которой будет разной на противоположных концах, на прокатном станке дорого. С составным типом двутавров такой проблемы нет.
Процесс изготовления
В качестве составляющих для варки двутавров рекомендуется использовать легированную сталь. Изделия из неё хорошо впишутся в конструкцию частного дома, однако при масштабном строительстве этот материал проявляет себя не с лучшей стороны.
Изготовление двутавра трудоёмкий процесс, и, если у вас нет опыта в сварочных работах, лучше нанять для этого мастера. Если вы решительно настроены сделать всё своими руками, то следующие советы для вас.
Первый этап – подготовка всех частей, которые впоследствии станут балкой. Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Проще будет начать сборку с вертикальных частей.
Важно найти помощника, так как детали тяжелые и соединить их в одиночку нелегко. Для создания двутавра рекомендовано автоматическое или полуавтоматическое сварочное оборудование.
Важно наличие флюса – благодаря ему материал не будет разбрызгиваться по сторонам. Можно использовать и технику с применением электродного стержня, но этот способ более трудоёмкий. В конце изделия обрабатываются составом против коррозий.
Самостоятельная сварка – это всегда риск. Неправильное выполнение работы может привести к деформации целой конструкции как до монтажа, так и после.
Для сокращения внутренних деформаций применяют различные техники и очередности сварочных швов. Основными считаются каскадный и обратноступенчатый способы выполнения шва.
Возможные проблемы и особенности
Чтобы не сталкиваться с основными проблемами, вы должны обеспечить, чтобы готовое соединение не работало на растяжение. Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Тавровые соединения сложно выполнить новичку. При работе с ними нужно учесть все нормативные требования, ведь, если балка станет основой непрочной конструкции, безопасность людей будет под угрозой.
Если до этого вы никогда не выполняли тавровые швы, перед началом работы стоит потренироваться на лишних частях стали. Тавровый шов желательно делать за один подход. Так его прочность будет высокой. У новеньких с этим возникают проблемы в виде подрезов, которых нужно избегать. Поэтому практика перед созданием балок для перекрытия – обязательное условие изготовления двутавров.
Варка электродом имеет особые условия. В случае, если одна из частей балки меньше по толщине, электрод следует наклонять на 60 градусов. Если деталь, которую вы привариваете, толще, то стержень следует держать ровно.
Варианты таврового соединения разнообразны: оно бывает односторонним со скосом, двусторонним без него и наоборот. Скосы могут идти по кривой линии или быть симметричными. Мастера сварочных работ учитывают всё это, чтобы сформировать шов. Именно поэтому наём сварщика с профильным образованием – разумное решение.
Человек со стажем лучше определит желательный тип соединения, рассчитает уровень нагрузки и давления, параметры самой балки. Балка будет основой для кровли и системы скатной крыши, второго, третьего или даже четвертого этажа дома.
Заключение
Двутавровые балки, сваренные с соблюдением всех норм строительства, станут хорошей заменой обычным перекрытиям между этажами. Без учета большого числа особенностей и нужных расчётов крыша, основанная на неправильных балках, точно долго не проживет.
Покупать двутавры лучше у проверенных поставщиков или производителей. Если их качество покажется вам сомнительным, вы будете вправе вернуть или заменить их. А крупные заводы всегда имеют сертификаты, подтверждающие, что их изделия соответствуют нормам ГОСТов.
Варить балки на стройке не стоит, если у вас недостаточно опыта. Лучше закажите их в строительном магазине или найдите надёжного рабочего для этой задачи.
Источник: https://prosvarku.info/izdeliya/kak-svarit-dvutavrovuyu-balku-samomu
Сварка двутавровой балки на предприятии. Раскроем секрет производства
Сварка двутавровой балки на предприятии. Раскроем секрет производства
Раскрываем секреты процесса изготовления сварных двутавров. Ручная, полуавтоматическая и автоматическая сварка двутавровых балок.
Сварка двутавровой балки – это технология заменившая старомодные заклепки и штыри, при изготовлении двутавров.
Содержание статьи:
Еще 20 – 30 лет назад, в строительной отрасли использовались балки, скрепленные заклепками, болтовыми соединениями и при помощи штырей. Данная технология крепления имела множество недостатков. Начиная со значительного усложнения строительно-монтажного процесса и увеличения количества комплектующих, что в свою очередь приводило к повышению стоимости строительства в разы.
И заканчивая серьезным увеличением веса балочной конструкции, что повышало нагрузку на несущие элементы здания и, как следствие, уменьшало свободу действий проектировщиков, при создании многоэтажных сооружений. Однако, современные строительные технологии и конструкции постоянно развиваются и совершенствуются.
Результатом такого развития стало появление сварных металлоконструкций.
Главные достоинства применения сварных двутавровых балочных конструкций
Такая конструкция, как двутавровая балка, имеет ряд преимуществ, выделяющих её в ряду других металлоконструкций, использующихся в строительстве:
- Сварные двутавровые металлоконструкции способны выдерживать огромные статические и динамические нагрузки, не теряя при этом своих эксплуатационных показателей. Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.
- Легкость транспортировки и относительная простота монтажа делают двутавровые элементы незаменимыми при строительстве быстровозводимых сооружений.

- Такие балки крайне популярны и широко используются для возведения зданий и сооружений самого разнообразного назначения, поэтому цены на них достаточно демократичны. Для приобретения таких металлоконструкций, достаточно зайти на сайт ближайшего завода-изготовителя и пройти в раздел – продам балку двутавровую. Большинство предприятий предлагают широкий ассортимент двутавровых металлоконструкций, имеющихся на складе, а также изготавливают их на заказ. Также, позвонив в отдел маркетинга, легко узнать сколько стоит балка интересующей марки, в зависимости от тоннажа.
Изготовление двутавровых металлоконструкций
Процесс изготовления металлических балок, имеющих Н – образное (или двутавровое) сечение, достаточно сложен.
Для получения на выходе качественной конструкции, необходимо использование проверенного высококачественного сырья, современных высокотехнологичных производственных механизмов, а также присутствие высококвалифицированных кадров.
В то же время, необходим качественный входной контроль, всесторонний контроль всех этапов изготовления и обработки элементов, а также контроль изделий на выходе. Только такой подход к производству, способен гарантировать высочайшее качество и эксплуатационные характеристики готового изделия.
Только такой подход к производству, способен гарантировать высочайшее качество и эксплуатационные характеристики готового изделия.
Технологию изготовления двутавровых металлических балок, можно условно разделить на следующие этапы:
- На первом этапе производится раскройка листового металла на полосы требуемого размера. Раскройка осуществляется посредствам плазменной резки, при помощи станков с числовым программным управлением. Для этого, используя чертежи, создается программа, автоматически управляющая всеми манипуляциями, производимыми станком. Для изготовления каждой отдельной марки двутавровой балки разрабатывается свой алгоритм для станка. Основными преимуществами использования такого программируемого оборудования являются: возможность раскройки металлического листа сразу несколькими резаками, а также практически идеальное качество и точность резки.
- Следующий этап подразумевает обработку боковых кромок на фрезерном станке. Технология сварки двутавровой балки предполагает фиксацию полок, относительно стенки двутавра при помощи сварных швов. Поэтому, чтобы сварка балки была максимально качественной, грани элементов фрезеруются.
- Третий этап изготовления двутавровой металлической балки включает в себя все сборочные операции. В некоторых случаях, при мелкосерийном производстве, балочные конструкции могут собираться вручную, без использования специализированного оборудования. Однако такой подход значительно снижает качество готовой продукции, увеличивает время изготовления всех элементов и трудозатраты сборщиков, что в свою очередь влечет значительное удорожание готового продукта. На современных металлообрабатывающих заводах такие конструкции ставятся на конвейер и изготавливаются серийно крупными партиями. На крупных предприятиях для сборки таких металлоконструкций используются специализированные(в большинстве случаев гидравлические) станы, которые позволяют достичь идеально симметричности конструкции и перпендикулярности стенки, относительно полок балки. Конвейерную сборку двутавров можно разделить на 2 условные стадии:
 Поэтому, чтобы сварка балки была максимально качественной, грани элементов фрезеруются.
Поэтому, чтобы сварка балки была максимально качественной, грани элементов фрезеруются.- На первой стадии, на стане закрепляются первая полка и стенка. В результате получается Т-образное сечение (тавр или тавровая балка).
 В результате получается Т-образное сечение (тавр или тавровая балка).
В результате получается Т-образное сечение (тавр или тавровая балка).- На второй стадии, после позиционирования и фиксации первой полки и стенки, вся конструкция переворачивается на 180 градусов. К перевернутой балке приставляется вторая полка, которая также позиционируется и фиксируется.
На следующем этапе происходит сварка двутавровой балки. Данный процесс очень сложен, так как напрямую влияет на технические характеристики и долговечность готового продукта, поэтому сварка двутавровых балок будет рассмотрена отдельным пунктом. Завершающим этапом изготовления любой металлической конструкции, в том числе и двутавровой балки, является финишная правка, обработка и выходной контроль качества. В результате сварочных работ, изделие подвергается сильному нагреву, а следовательно происходят тепловые деформации металла. Для исправления таких дефектов используется прокатный станок со множеством роликов, который приводит в норму нарушенные геометрические параметры балки.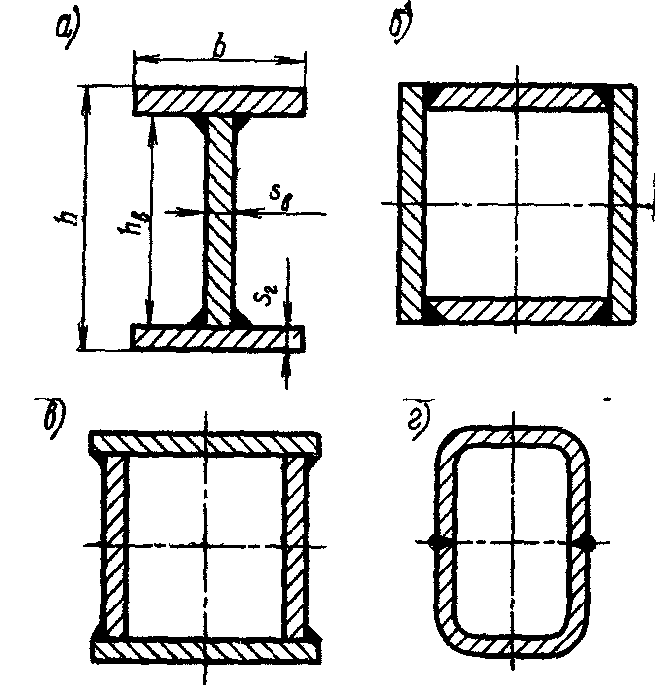 После исправления геометрии, металлоконструкция очищается от всех загрязнений пескоструйными установками и отправляется в покрасочную камеру. После покраски и прохождения всех стадий контроля качества, двутавровая балка отправляется на склад, для последующей отгрузки заказчику.
После исправления геометрии, металлоконструкция очищается от всех загрязнений пескоструйными установками и отправляется в покрасочную камеру. После покраски и прохождения всех стадий контроля качества, двутавровая балка отправляется на склад, для последующей отгрузки заказчику.
Сварочные работы, при изготовлении двутавровых металлоконструкций
Сварка двутавровой балки на крупных металлообрабатывающих предприятиях, происходит на современной автоматизированной линии. Балка попадает в специальный кондуктор, внутри которого происходит проварка поясных швов будущей металлоконструкции под слоем флюса, в полностью автоматическом режиме.
Такая сварка двутавровых балок обеспечивает максимальное качество соединения швов, благодаря использованию защитного слоя флюса.
Во время проведения сварочных работ, слой флюса защищает сварной шов, что позволяет минимизировать разбрызгивание раскаленных капель металла, без ущерба скорости сварки и качеству соединения. Также, благодаря слою флюса, остывание сварного соединения происходит гораздо более плавно и равномерно.
При данном способе проведения сварочных работ, усиление двутавровой балки не требуется, благодаря максимальной прочности и надежности изготовленной конструкции.
В случаях выпуска мелких партий изделий или же отсутствия на предприятии современного сварочного оборудования, сварные соединения могут выполняться вручную. Сварка двутавра может производиться с использованием полуавтоматического аппарата, или же с использованием обыкновенной электродуговой сварки. Элементы будущей балочной конструкции собираются обычными хомутами и зажимами, а затем полностью провариваются. Сварка балки электродуговым методом имеет множество недостатков. К таким недостаткам относятся:
- Низкая скорость производства сварочных работ.
- Достаточно посредственное качество сварных швов, в сравнении с автоматической сваркой под флюсом.
- Недостаточная геометрическая точность готового изделия, вследствие ручной сборки, перегрева и, как следствие, больших деформаций, в отличие от автоматизированного сварочного процесса.
- Серьезные потери (вплоть до 30 процентов) металла, по причине сильного разбрызгивания раскаленных металлических капель в процессе производства сварочных работ.

Итог
Как видно из всего вышесказанного, сварные двутавровые металлоконструкции имеют ряд достоинств, в сравнении с другими видами балок. Сварные двутавры заняли свою нишу на современном строительном рынке и используются в соответствии со своими сильными и слабыми сторонами.
Производство таких металлоконструкций развернуто в большинстве регионов нашей страны, что делает двутавровую балку доступным и относительно недорогим строительным материалом.
Поэтому, благодаря высокой конкуренции в данной нише, любой продавец, на вопрос “продам балку двутавровую”, предоставит хорошие скидки и выгодные предложения.
Источник: http://Montazhnic.ru/svarka-dvutavrovoy-balki-na-predpriyatii-raskroem-sekret-proizvodstva
Сварные двутавровые балки: виды и технология сварки
Двутавровые балки — популярный в строительстве и конструировании механизмов элемент. Они имеют в сечении форму буквы «Н» и несут высокие нагрузки, экономя металл по сравнению с полнотелыми конструкциями.
Они имеют в сечении форму буквы «Н» и несут высокие нагрузки, экономя металл по сравнению с полнотелыми конструкциями.
Сварная балка имеет ряд преимуществ перед полученной способом горячей штамповки. Она может иметь переменное сечение, что важно для наилучшего распределения нагрузок по длине.
Двутавры применяются и в частном строительстве.
Что собой представляет?
- По способу производства двутавровые балки различают на сварные и горячекатаные.
- Сварной двутавр собирается из трех полос прочной высокоуглеродистой стали с помощью электродуговой сварки.
- Преимуществами такой конструкции перед горячекатаными являются:
- способность нести высокие нагрузки, это делает элемент пригодным для перекрытия больших пролетов;
- специальный профиль увеличивает жесткость и сопротивляемость изгибу, поскольку верхняя полоса работает на сжатие, а нижняя — на растяжение;
- способность работать в сложных условиях, при перепадах температур и влажности, в агрессивных средах;
- после прочностного расчета снизить погонную массу проката и совокупную массу конструкций;
- возможность изготовления балок ассиметричного и переменного по длине сечения.

Двутавры прекрасно подходят для строительства быстровозводимых сооружений. Широко используют их как в коммерческом и промышленном, так и в общественном и частном строительстве.
Несмотря на высокий вес стальных балок, их повышенная несущая способность позволяет заметно снизить общий вес здания.
Процесс изготовления
Технология изготовления сварных двутавровых балок не слишком сложна, однако необходимо строго соблюдать ее требования на каждом этапе обработки. Ошибки неминуемо приводят к снижению жесткости конструкции.
Обычно они производятся согласно требованиям ГОСТ. Допускается выпуск их и по техническим условиям предприятия.
ТУ на изготовление стальных сварных двутавровых балок предусматривают разбиение процесса на следующие этапы:
- Проектно-расчетный. На этом этапе следует рассчитать нагрузки, которые должна выдерживать конструкция. По формулам прикладной механики (так любимый студентами сопромат) рассчитывается прочность и жесткость конструкции, определяются ее геометрические размеры и требования к материалу. Строятся рабочие чертежи.
- Раскрой заготовок. Они нарезаются из металлического листа с помощью установки газовой, плазменной или лазерной резки. Обязательно берутся пробы металла и отправляются в лабораторию для подтверждения химического состава и физико-механических свойств.
- Фрезеровка заготовок. С продольных торцов снимаются фаски, разделываются кромки сварных швов.
- Сборочные операции. Детали помещают в специальную оснастку, точно фиксирующую заготовки в правильном положении друг относительно друга и исключающие тепловые деформации изделия. Уникальные по конструкции изделия и малые серии сваривают вручную, при массовом производстве используются сварочные автоматы. Обычно сборку проводят в два этапа: на первом собирают Т- образный профиль, на втором к ней доваривают вторую полосу. Способ ведения электрода выбирают в зависимости от толщины листа, для обеспечения полного провара и качественной геометрии шва. Особо толстые изделия приходится заваривать в несколько проходов.
- Правочные операции. После завершения всех швов необходимо проверить и поправить в случае необходимости все отклонения полученного изделия от заданных геометрических форм. Для этого применяют горячие или холодные правочные станы с массивными валками, корректирующими все возникшие в ходе сварки балки деформации.
 Строятся рабочие чертежи.
Строятся рабочие чертежи.
Как самостоятельно сварить?
Браться за эту непростую для домашней мастерской операции имеет смысл тем умельцам, у которых уже есть достаточный опыт сварочных работ. Или же есть возможность привлечь опытного сварщика.
В качестве заготовок потребуется стальной лист из высоколегированных прочных сплавов. Лучше, если раскрой проведут на металлобазе с помощью стационарной установки.
При раскрое с помощью газового резака потери дорогостоящего металла будут заметными.
Потребуется также оборудование для сварки двутавра под флюсом или в атмосфере защитных газов.
После сборки и правки изделие необходимо будет полностью зачистить и покрыть краской для защиты от коррозии.
Как избежать деформации?
Если просто сварить швы балки, то тепловые деформации практически неизбежны. Изделии поведет, выгнет или закрутит винтом. Чтобы максимально снизить риск возникновения искривлений, следует соблюдать следующее описание технологии:
- сборку проводят на специальном стапеле, наклоненном под углом 45о, это позволяет сформировать ровный шов с правильным катетом;
- сваривают две полосы в Т-образный тавр;
- сначала прихватывают заготовки точечной сваркой через каждые 10-15 см;
- далее проваривают шов с двух сторон с обязательной перекантовкой, так, чтобы гипотенуза шва была горизонтальна;
- проводят правку с помощью ручных или механизированных вальцов;
- повторяют операции для третьей полосы.
Узлы крепления
Для успешного использования двутавра необходимо правильно сопрягать ее с другими элементами строительных конструкций- стенами, колоннами, перекрытиями. Наиболее важным является сопряжение с опорной поверхностью. Типовые проекты предусматривают следующие сварные соединения балки с колонной:
Типовые проекты предусматривают следующие сварные соединения балки с колонной:
- Жестким. Балку приваривают к торцевой пластине, а уже ее крепят к стальной колонне или закладному элементу кирпичной кладки. При этом нет необходимости разделки кромок торцов. Используется для высоконагруженных конструкций.
- Шарнирным, или подвижным. С двух сторон привариваются накладки в плоскостях, параллельных продольной оси. Накладки обрезают и обваривают косыми швами. Нагрузка, которую может выдержать такое соединение, ниже, чем в случае жесткого сопряжения. Для строительства индивидуального дома ее вполне достаточно.
- Существует еще один способ шарнирного соединения: на болтах или заклепках, вставленных в просверленные в торце отверстия.
Жесткий: для статических нагрузок
Двутавр опирается на середину опорной колонны. Обеспечивается высокая устойчивость постройки. Возможен вариант с креплением двутавра сбоку. В этом случае колонну придется усилить, чтобы она выдерживала дополнительные нагрузки на изгиб.
В этом случае колонну придется усилить, чтобы она выдерживала дополнительные нагрузки на изгиб.
Если длины имеющихся балок не хватает для перекрытия на пролет 10 м, то две балки соединяют в стык с помощью накладных пластин. Сварка двутавра встык производится так, чтобы между торцами оставался небольшой зазор для компенсации возможного теплового расширения.
Жесткое соединение выполняют сварным или заклепочным.
Шарнирный: для динамических
Шарнирный способ опирания используют там, где возможны переменные, или динамические нагрузки. Это чаще происходит в зданиях промышленного назначения, в частных домах он используется реже. Для такого соединения формируется опорное ребро на опорном столике. Сюда передается вся нагрузка. Столик делают из высокопрочной листовой стали, на 20-30 мм шире, чем ребро двутавра.
Дефекты
Дефекты снижают прочность и срок службы изделия. При выполнении сварного соединения возникают дефекты, связанные с:
- нарушением технологии сварки двутавровой балки;
- браком в заготовке;
- браком в сварочных материалах;
- термическими деформациями.

Последний вид дефектов наиболее часто встречается при самостоятельном изготовлении сварных балок.
Области применения
Области применения сварных двутавровых балок в строительстве включают в себя:
- несущие конструкции, колонны, раскосины;
- перекрытия как небольших помещений, так и больших пролетов;
- опоры технологического оборудования;
- консоли угловых кранов;
- выносные конструкции: мостики, балконы.
Изделие используется во всех отраслях строительства: промышленное и частное, многоквартирные дома и общественные здания.
Виды
Наиболее часто в строительстве используются сварные двутавры следующих видов:
- Для перекрытий и подвесных путей. Профиль сечения имеет короткие стенки по отношению к главному ребру.
- Для укрепления шахт. Стенки больше, чем главное ребро;
- Обычной ширины, стенки равны ребру, используются для вертикальных опорных конструкций: колонн, пилонов и т. п.
 п.
п.Типы двутавровых балок в зависимости от основных размеров.
В зависимости от точности изготовления балки подразделяются на продукцию обычной точности и высокоточную.
Дополнительные функции в частном домостроении
Сварные балки обладают высокой несущую способность. Поэтому при строительстве малоэтажных индивидуальных домов, в целях экономии, часть балок заменяют на деревянные. Металлические же оставляют в ключевых, наиболее нагруженных местах перекрытия.
- Чтобы знать, как посчитать местную устойчивость стенки, как правильно расссчитать допустимую нагрузку и параметры такой конструкции, необходимо провести полный инженерный расчет.
- Использование таких изделий позволяет на несколько метров увеличить безопорные пролеты, активно использовать «второй свет».
- Металлические сварные балки также используют в качестве несущей основы для балконов и выносных террас.
В гараже двутавр прекрасно справляется с ролью опоры для тельфера. Это дает возможность самостоятельно выполнять сложные операции, такие, как снятие и постановка автомобильного двигателя. Необходимо также провести аккуратный расчет нагрузок на такую консоль.
Это дает возможность самостоятельно выполнять сложные операции, такие, как снятие и постановка автомобильного двигателя. Необходимо также провести аккуратный расчет нагрузок на такую консоль.
Сварная двутавровая балка по многим показателям превосходит горячекатаную. Чтобы сделать ее своими руками, следует соблюдать требования технологического процесса, обладать немалым опытом в сварных работах. Применение сварных балок в частном строительстве позволяет применять такие архитектурные решения, которые были бы недоступны при использовании деревянных балок.
Источник: https://svarka.guru/tehnika/detaley/dvutavrovye-balki.html
изготовление и производство стальной двутавровой, как посчитать местную устойчивость стенки, ту – Определенных деталей и элементов на Svarka.guru
Двутавровые балки — популярный в строительстве и конструировании механизмов элемент. Они имеют в сечении форму буквы «Н» и несут высокие нагрузки, экономя металл по сравнению с полнотелыми конструкциями. Сварная балка имеет ряд преимуществ перед полученной способом горячей штамповки. Она может иметь переменное сечение, что важно для наилучшего распределения нагрузок по длине. Двутавры применяются и в частном строительстве.
Сварная балка имеет ряд преимуществ перед полученной способом горячей штамповки. Она может иметь переменное сечение, что важно для наилучшего распределения нагрузок по длине. Двутавры применяются и в частном строительстве.
Содержание
- 1 Что собой представляет?
- 2 Процесс изготовления
- 2.1 Как самостоятельно сварить?
- 2.2 Как избежать деформации?
- 3 Узлы крепления
- 3.1 Жесткий: для статических нагрузок
- 3.2 Шарнирный: для динамических
- 4 Дефекты
- 5 Области применения
- 6 Виды
- 7 Дополнительные функции в частном домостроении
Что собой представляет?
По способу производства двутавровые балки различают на сварные и горячекатаные.
Сварной двутавр собирается из трех полос прочной высокоуглеродистой стали с помощью электродуговой сварки.
Преимуществами такой конструкции перед горячекатаными являются:
- способность нести высокие нагрузки, это делает элемент пригодным для перекрытия больших пролетов;
- специальный профиль увеличивает жесткость и сопротивляемость изгибу, поскольку верхняя полоса работает на сжатие, а нижняя — на растяжение;
- способность работать в сложных условиях, при перепадах температур и влажности, в агрессивных средах;
- после прочностного расчета снизить погонную массу проката и совокупную массу конструкций;
- возможность изготовления балок ассиметричного и переменного по длине сечения.

Двутавры прекрасно подходят для строительства быстровозводимых сооружений. Широко используют их как в коммерческом и промышленном, так и в общественном и частном строительстве.
Несмотря на высокий вес стальных балок, их повышенная несущая способность позволяет заметно снизить общий вес здания.
Процесс изготовления
Технология изготовления сварных двутавровых балок не слишком сложна, однако необходимо строго соблюдать ее требования на каждом этапе обработки. Ошибки неминуемо приводят к снижению жесткости конструкции. Обычно они производятся согласно требованиям ГОСТ. Допускается выпуск их и по техническим условиям предприятия. ТУ на изготовление стальных сварных двутавровых балок предусматривают разбиение процесса на следующие этапы:
- Проектно-расчетный. На этом этапе следует рассчитать нагрузки, которые должна выдерживать конструкция. По формулам прикладной механики (так любимый студентами сопромат) рассчитывается прочность и жесткость конструкции, определяются ее геометрические размеры и требования к материалу. Строятся рабочие чертежи.
- Раскрой заготовок. Они нарезаются из металлического листа с помощью установки газовой, плазменной или лазерной резки. Обязательно берутся пробы металла и отправляются в лабораторию для подтверждения химического состава и физико-механических свойств.
- Фрезеровка заготовок. С продольных торцов снимаются фаски, разделываются кромки сварных швов.
- Сборочные операции. Детали помещают в специальную оснастку, точно фиксирующую заготовки в правильном положении друг относительно друга и исключающие тепловые деформации изделия. Уникальные по конструкции изделия и малые серии сваривают вручную, при массовом производстве используются сварочные автоматы. Обычно сборку проводят в два этапа: на первом собирают Т- образный профиль, на втором к ней доваривают вторую полосу. Способ ведения электрода выбирают в зависимости от толщины листа, для обеспечения полного провара и качественной геометрии шва. Особо толстые изделия приходится заваривать в несколько проходов.
- Правочные операции. После завершения всех швов необходимо проверить и поправить в случае необходимости все отклонения полученного изделия от заданных геометрических форм. Для этого применяют горячие или холодные правочные станы с массивными валками, корректирующими все возникшие в ходе сварки балки деформации.
 Строятся рабочие чертежи.
Строятся рабочие чертежи.
[stextbox id=’info’]В качестве дополнительной отделки к технологии может быть добавлена дробеструйная обработка. Она сбивает окалину и шлаки и уплотняет приповерхностный слой металла, повышая прочность изделия.[/stextbox]
Как самостоятельно сварить?
Браться за эту непростую для домашней мастерской операции имеет смысл тем умельцам, у которых уже есть достаточный опыт сварочных работ. Или же есть возможность привлечь опытного сварщика. В качестве заготовок потребуется стальной лист из высоколегированных прочных сплавов. Лучше, если раскрой проведут на металлобазе с помощью стационарной установки. При раскрое с помощью газового резака потери дорогостоящего металла будут заметными.
Потребуется также оборудование для сварки двутавра под флюсом или в атмосфере защитных газов.
После сборки и правки изделие необходимо будет полностью зачистить и покрыть краской для защиты от коррозии.
Как избежать деформации?
Если просто сварить швы балки, то тепловые деформации практически неизбежны. Изделии поведет, выгнет или закрутит винтом. Чтобы максимально снизить риск возникновения искривлений, следует соблюдать следующее описание технологии:
- сборку проводят на специальном стапеле, наклоненном под углом 45о, это позволяет сформировать ровный шов с правильным катетом;
- сваривают две полосы в Т-образный тавр;
- сначала прихватывают заготовки точечной сваркой через каждые 10-15 см;
- далее проваривают шов с двух сторон с обязательной перекантовкой, так, чтобы гипотенуза шва была горизонтальна;
- проводят правку с помощью ручных или механизированных вальцов;
- повторяют операции для третьей полосы.
[stextbox id=’info’]Используется также способ проварки швов начиная с торцов навстречу друг другу.[/stextbox]
Узлы крепления
Для успешного использования двутавра необходимо правильно сопрягать ее с другими элементами строительных конструкций- стенами, колоннами, перекрытиями. Наиболее важным является сопряжение с опорной поверхностью. Типовые проекты предусматривают следующие сварные соединения балки с колонной:
- Жестким. Балку приваривают к торцевой пластине, а уже ее крепят к стальной колонне или закладному элементу кирпичной кладки. При этом нет необходимости разделки кромок торцов. Используется для высоконагруженных конструкций.
- Шарнирным, или подвижным. С двух сторон привариваются накладки в плоскостях, параллельных продольной оси. Накладки обрезают и обваривают косыми швами. Нагрузка, которую может выдержать такое соединение, ниже, чем в случае жесткого сопряжения. Для строительства индивидуального дома ее вполне достаточно.
- Существует еще один способ шарнирного соединения: на болтах или заклепках, вставленных в просверленные в торце отверстия.

Жесткий: для статических нагрузок
Двутавр опирается на середину опорной колонны. Обеспечивается высокая устойчивость постройки. Возможен вариант с креплением двутавра сбоку. В этом случае колонну придется усилить, чтобы она выдерживала дополнительные нагрузки на изгиб.
Если длины имеющихся балок не хватает для перекрытия на пролет 10 м, то две балки соединяют в стык с помощью накладных пластин. Сварка двутавра встык производится так, чтобы между торцами оставался небольшой зазор для компенсации возможного теплового расширения.
Жесткое соединение выполняют сварным или заклепочным.
Шарнирный: для динамических
Шарнирный способ опирания используют там, где возможны переменные, или динамические нагрузки. Это чаще происходит в зданиях промышленного назначения, в частных домах он используется реже. Для такого соединения формируется опорное ребро на опорном столике. Сюда передается вся нагрузка. Столик делают из высокопрочной листовой стали, на 20-30 мм шире, чем ребро двутавра.
Для такого соединения формируется опорное ребро на опорном столике. Сюда передается вся нагрузка. Столик делают из высокопрочной листовой стали, на 20-30 мм шире, чем ребро двутавра.
Дефекты
Дефекты снижают прочность и срок службы изделия. При выполнении сварного соединения возникают дефекты, связанные с:
- нарушением технологии сварки двутавровой балки;
- браком в заготовке;
- браком в сварочных материалах;
- термическими деформациями.
Последний вид дефектов наиболее часто встречается при самостоятельном изготовлении сварных балок.
Области применения
Области применения сварных двутавровых балок в строительстве включают в себя:
- несущие конструкции, колонны, раскосины;
- перекрытия как небольших помещений, так и больших пролетов;
- опоры технологического оборудования;
- консоли угловых кранов;
- выносные конструкции: мостики, балконы.
Изделие используется во всех отраслях строительства: промышленное и частное, многоквартирные дома и общественные здания.
Виды
Наиболее часто в строительстве используются сварные двутавры следующих видов:
- Для перекрытий и подвесных путей. Профиль сечения имеет короткие стенки по отношению к главному ребру.
- Для укрепления шахт. Стенки больше, чем главное ребро;
- Обычной ширины, стенки равны ребру, используются для вертикальных опорных конструкций: колонн, пилонов и т.п.
Типы двутавровых балок в зависимости от основных размеров.
В зависимости от точности изготовления балки подразделяются на продукцию обычной точности и высокоточную.
Дополнительные функции в частном домостроении
Сварные балки обладают высокой несущую способность. Поэтому при строительстве малоэтажных индивидуальных домов, в целях экономии, часть балок заменяют на деревянные. Металлические же оставляют в ключевых, наиболее нагруженных местах перекрытия.
Чтобы знать, как посчитать местную устойчивость стенки, как правильно расссчитать допустимую нагрузку и параметры такой конструкции, необходимо провести полный инженерный расчет.
Использование таких изделий позволяет на несколько метров увеличить безопорные пролеты, активно использовать «второй свет».
Металлические сварные балки также используют в качестве несущей основы для балконов и выносных террас.
В гараже двутавр прекрасно справляется с ролью опоры для тельфера. Это дает возможность самостоятельно выполнять сложные операции, такие, как снятие и постановка автомобильного двигателя. Необходимо также провести аккуратный расчет нагрузок на такую консоль.
Сварная двутавровая балка по многим показателям превосходит горячекатаную. Чтобы сделать ее своими руками, следует соблюдать требования технологического процесса, обладать немалым опытом в сварных работах. Применение сварных балок в частном строительстве позволяет применять такие архитектурные решения, которые были бы недоступны при использовании деревянных балок.
Технология сварки двутавровой балки — Технологии и документации
#1 Алекс31
Отправлено 24 January 2017 10:34
Здравствуйте, уважаемые форумчане. Вопрос у меня следующего характера. В проекте заложена сварная балка с ребрами жетскости.
Вопрос у меня следующего характера. В проекте заложена сварная балка с ребрами жетскости.
Нюанс в том, что ребра расположены с двух сторон и поставщик уже сварил балку вдоль, т.е мне остается вварить только ребра жесткости.
1. Вопрос №1. В каком порядке необходимо вваривать ребера? Согласно приведенной ниже схеме учавствуют продольные швы, а они у меня уже готовы.
2. Вопрос №2. Ребра должны ввариваться одновременно с обоих сторон?
ссылочка на чертеж балки в приложении.
Прикрепленные файлы
- Балки БЛ.pdf 172.34К 438 скачиваний
- Наверх
- Вставить ник
#2 Георгий 11
Отправлено 24 January 2017 11:05
Алекс31,а кто хоть схему сварки составлял?Каким образом он думал варить продольные швы под ребрами?
- Наверх
- Вставить ник
#3 Алекс31
Отправлено 24 January 2017 12:58
Алекс31,а кто хоть схему сварки составлял?Каким образом он думал варить продольные швы под ребрами?
Вы имеете ввиду какой вид шва будет сплошной шов или прерывистый?
Сообщение отредактировал Алекс31: 24 January 2017 12:58
- Наверх
- Вставить ник
#4 Георгий 11
Отправлено 24 January 2017 13:46
Алекс31,нет,судя по схеме сварки ребра и полки варятся сразу,хотя сначала должны полки,а потом ребра. Если варить по схеме,то под ребрами полка останется без сварки.
Если варить по схеме,то под ребрами полка останется без сварки.
- Наверх
- Вставить ник
#5 Алекс31
Отправлено 24 January 2017 14:29
Алекс31,нет,судя по схеме сварки ребра и полки варятся сразу,хотя сначала должны полки,а потом ребра.Если варить по схеме,то под ребрами полка останется без сварки.
Нет, я же написал что полки приехали уже от поставщика сваренные и мне осталось вварить только ребра. Рисунок со схемой сварки я приложил как пример. Хорошо, мне сейчас нужно вварить только ребра. Как сварщики должны их правильно вварить? Т.е в каком порядке должны ввариваться ребра? От середины балки с двух сторон и идти к краям балки? Тогда я должен задействовать 4-ех сварщиков?
- Наверх
- Вставить ник
#6 svarnoi69
Отправлено 24 January 2017 14:37
Алекс31, имеется ввиду вварка элементов под №№ 76?
- Наверх
- Вставить ник
#7 Алекс31
Отправлено 24 January 2017 14:51
да, совершенно верно
извините меня пожалуйста за неказистый рисунок ниже приведу схему сварки как вижу ее я
https://yadi. sk/i/sIVt0Jyt3AdwcZ
sk/i/sIVt0Jyt3AdwcZ
Алекс31, имеется ввиду вварка элементов под №№ 76?
2017-01-24_143623.jpg
да, совершенно верно
извините меня пожалуйста за неказистый рисунок ниже приведу схему сварки как вижу ее я
https://yadi.sk/i/sIVt0Jyt3AdwcZ
- Наверх
- Вставить ник
#8 Георгий 11
Отправлено 24 January 2017 15:00
Алекс31,нормативка по сварке таких балок наверняка где то есть,не претендую на правильность.Начать с одного края,потом перевернуть и в такой же последовательности,но уже с доугого края.
- Наверх
- Вставить ник
#9 svarnoi69
Отправлено 24 January 2017 15:00
Алекс31, возможность кантовки балки есть?
- Наверх
- Вставить ник
#10 saper24
Отправлено 24 January 2017 15:06
Да у вас на схеме вме расписано. Варите с середины в разные стороны одновременно. Если опустить те швы что уже есть( длинные продольные 4и5) то варите оставшиеся на ребре согласно порядку обозначенному в схеме. Сварщиков можно и два и четыре . Двое варя l и lll, двое ll и lV, получается от середины по диагонали. А потом переходят на оставшиеся позиции. Так же могут и два сварщика с разных сторн начать согластно нумерации. И один в принципе. Швы все симметричны, врядли в итоге что то куда то выгнет.
Варите с середины в разные стороны одновременно. Если опустить те швы что уже есть( длинные продольные 4и5) то варите оставшиеся на ребре согласно порядку обозначенному в схеме. Сварщиков можно и два и четыре . Двое варя l и lll, двое ll и lV, получается от середины по диагонали. А потом переходят на оставшиеся позиции. Так же могут и два сварщика с разных сторн начать согластно нумерации. И один в принципе. Швы все симметричны, врядли в итоге что то куда то выгнет.
Виды D и С сложите согласно букв А и В, все поймете.
Сообщение отредактировал saper24: 24 January 2017 15:12
- Наверх
- Вставить ник
#11 svarnoi69
Отправлено 24 January 2017 15:13
примерно-приблизительно.
- Наверх
- Вставить ник
#12 Алекс31
Отправлено 24 January 2017 15:22
Да у вас на схеме вме расписано.
Виды D и С сложите согласно букв А и В, все поймете.
 Варите с середины в разные стороны одновременно. Если опустить те швы что уже есть( длинные продольные 4и5) то варите оставшиеся на ребре согласно порядку обозначенному в схеме. Сварщиков можно и два и четыре . Двое варя l и lll, двое ll и lV, получается от середины по диагонали. А потом переходят на оставшиеся позиции. Так же могут и два сварщика с разных сторн начать согластно нумерации. И один в принципе. Швы все симметричны, врядли в итоге что то куда то выгнет.
Варите с середины в разные стороны одновременно. Если опустить те швы что уже есть( длинные продольные 4и5) то варите оставшиеся на ребре согласно порядку обозначенному в схеме. Сварщиков можно и два и четыре . Двое варя l и lll, двое ll и lV, получается от середины по диагонали. А потом переходят на оставшиеся позиции. Так же могут и два сварщика с разных сторн начать согластно нумерации. И один в принципе. Швы все симметричны, врядли в итоге что то куда то выгнет.я правильно трактую ваше предложение https://yadi.sk/i/WAfqnj8h4AeHtQ
со схемой наложения шва самих ребер у меня вопроса не возникает, а вот в каком порядке их вваривать ? вот в чем вопрос
- Наверх
- Вставить ник
#13 Точмаш 23
Отправлено 24 January 2017 16:49
Алекс31,
Вварите в середину одно ребро-с этой стороны балка будет испытывать сжимающие напряжения,а с противоположной -растягивающие. Чтобы компенсировать эти напряжения,вварите ребро с противоположной стороны и в такой последовательности продолжайте.Ваша основная задача заключается в том,чтобы как можно меньше деформировать балку.
Чтобы компенсировать эти напряжения,вварите ребро с противоположной стороны и в такой последовательности продолжайте.Ваша основная задача заключается в том,чтобы как можно меньше деформировать балку.
Какая-то остаточная деформация будет,но ее можно устранить термоправкой полок
Сообщение отредактировал Точмаш 23: 24 January 2017 16:51
- Наверх
- Вставить ник
#14 saper24
Отправлено 24 January 2017 17:24
я правильно трактую ваше предложение
Вот так.
- Наверх
- Вставить ник
#15 денис федотов
Отправлено 24 January 2017 18:04
Исходя из опыта сварки рд «работая под контролем» метало-конструкции варится из середины в обратно-шахматном порядке. На практике работая без контроля сварной варит как удобрение ему. Желательно и с минимальной деформацией которая в 100% будет.
На практике работая без контроля сварной варит как удобрение ему. Желательно и с минимальной деформацией которая в 100% будет.
Сообщение отредактировал Глобул: 25 January 2017 21:15
Добавил читабельности
- Наверх
- Вставить ник
#16 Алекс31
Отправлено 24 January 2017 18:42
после завтра начнем варить обязательно поделюсь результатом. И подскажите пожалуйста сварной шов на длине 400 мм на сколько участков разбить?
- Наверх
- Вставить ник
#17 денис федотов
Отправлено 25 January 2017 09:36
Контроль швов будет проводиться? Если да то какой? Варить будете п/а или рдс?
Сообщение отредактировал Глобул: 25 January 2017 21:13
Добавил читабельности
- Наверх
- Вставить ник
#18 Алекс31
Отправлено 27 January 2017 12:12
Ребятушки, всё прошло отлично. Балка в допуске.
- Наверх
- Вставить ник
#19 saper24
Отправлено 27 January 2017 12:31
Ребятушки, всё прошло отлично. Балка в допуске.
Эксперимент удался)
- Наверх
- Вставить ник
#20 keria
Отправлено 20 February 2017 23:41
И подскажите пожалуйста сварной шов на длине 400 мм на сколько участков разбить?
От середины к краям напроход.
- Наверх
- Вставить ник
Технологическая карта сборки и сварки двутавровой балки. Сварка двутавровых балок между собой встык
Содержание
Что представляет собой двутавровая балка
В строительстве этот элемент применяется очень часто. Он представляет собой металлическое соединение, состоящее из трех частей: верхней и нижней полок, между которыми заключена вертикальная стенка. Конструкция является монолитной. Может производиться прокатным или сварным способом.
Прокатные балки производятся в промышленных цехах из цельного бруса металла. Предварительно разогретую до технологической температуры заготовку пропускают через прокатные петли. В результате она меняет свою форму. В итоге получается двутавр – цельное изделие из металла с большим запасом прочности.
Сварка конструкций выполняется из отдельных ранее подготовленных элементов. Пояс и две металлические полки собираются воедино. Для производства двутавровой сварной балки используются разные сорта стали.
Для производства двутавровой сварной балки используются разные сорта стали.
Виды стыковки двутавровых балок
По типу обработки деталей они подразделяются на два вида — сварной и болтовой. Также существует соединение клепкой (разновидность болтового соединения), но оно сейчас практически не используется. Давайте подробнее рассмотрим актуальные технологии.
Сварная стыковка
В этом случае двутавровые балки соединяют через прокладку или с помощью накладок. При выборе первой технологии прокладку вырезают из стального листа, сопоставимого по толщине с полками. По сути, это прямоугольная деталь, размеры которой немного больше ширины и высоты сечения балки. Алгоритм действий следующий:
- Два соединяемых отрезка балки укладывают на горизонтальное основание, обеспечивающее соосность свариваемых элементов.
- Их торцы в местах сварки предварительно выравнивают торцовкой под прямым углом.
- На кромках нарезают фаски под углом 45 º для получения более глубокого шва.
- Обе детали и прокладку между ними закрепляют на станине струбцинами и приваривают к прокладке с двух сторон. Обычно после прихватки сначала приваривают полки, а затем стенки.
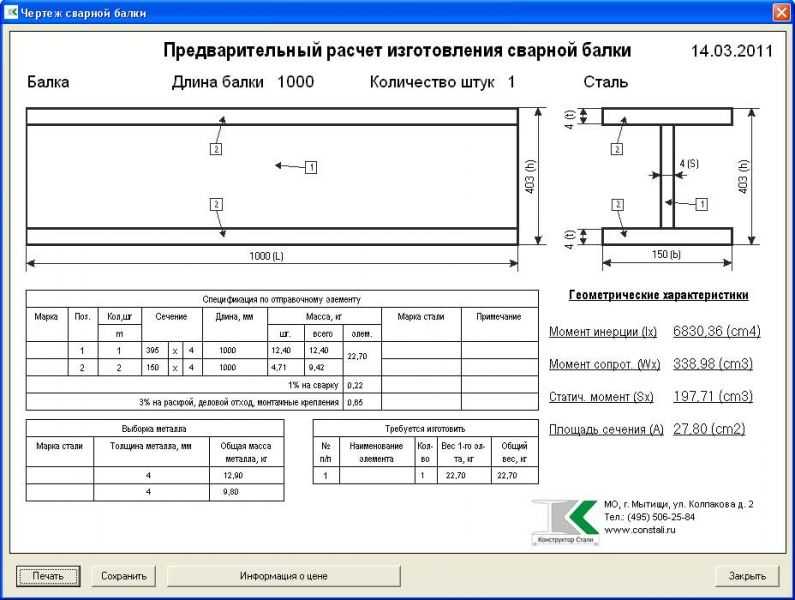
Практикуется сварка и без снятия фаски. В этом случае сначала детали сцепляют между собой точечной сваркой с зазором в два диаметра электрода, которым будет выполняться основная проварка, и проверяют геометрию стыка. Затем проводят сварное заполнение зазоров.
Преимущества стыковки балок через прокладку — простота и низкая трудоемкость работ. Точной подготовки кромок эта технология не требует.
Сварное соединение с использованием накладок
Соединение балок с помощью накладок значительно прочнее стыка через прокладку, поэтому применяется в ответственных строительных сооружениях. На одно соединение заготавливают четыре прямоугольных накладки — две на стенку (с двух сторон) и две на полки (по одной на каждую). При этом есть несколько особенностей:
- По ширине полочные накладки должны быть не меньше полки, а для детали для стенки должны быть достаточной ширины, чтобы их можно было уложить на нее без образования зазора.
- Накладки на стенке могут быть как прямоугольной, так и ромбической формы — со срезанными углами. При этом оба края накладки должны быть симметричны относительно оси балки.

Технология соединения выглядит следующим образом:
- Оба конца балок торцуют под прямым углом, зачищают кромки на 1 см по каждой плоскости, нарезают на них фаски под углом 45° для более прочного шва.
- Детали закрепляют в торец друг другу с минимальным зазором на станине, прихватывают и проверяют совпадение осевой геометрии.
- Затем сваривают сначала полки, затем стенки.
- На втором этапе сварочные швы полученной балки зачищают шлифовальной машиной, опять устанавливают на станине и закрепляют струбцинами накладки.
- Каждую прижатую накладку обваривают по всему контуру.
Преимущество стыковки балок с использованием накладок заключается в том, что суммарная длина проварок накладок заметно больше длины шва в соединении через прокладку. Именно поэтому накладочная стыковка считается более надежной, она способна выдерживать мощные деформационные нагрузки.
Сварное соединение балок под прямым углом
Чтобы оно было прочным, рекомендуется использовать следующую технологию:
- В верхней полке основной балки вырезать равнобедренный треугольник со сторонами от края полки до стенки.
- Верхнюю полку присоединяемой балки обрезать так, чтобы ее форма соответствовала вырезанному углу основной детали.
- Нижнюю полку стыкуемой балки срезать так, чтобы стенки обеих деталей соприкасались под прямым углом.
- После подгонки стыка, зачистки шлифовальным кругом всех торцов и снятия фаски приступить к сварке. Детали закрепить струбцинами так, чтобы зазор между ними был минимальным. После прихватки и проверки геометрии проварить контуры полок, затем стенок. Для усиления прочности соединения на полки приварить прямоугольные накладки.
Аналогичным способом балки соединяют и под другими углами, при этом вырезы полок формируют шаблонами и подгонкой.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.

Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Изготовление
Производство двутавровых балок с помощью сварки является достаточно сложным процессом. Нужно соблюдать большое количество нормативов, правил техники безопасности и технологических требований. Готовый продукт должен иметь строго определенную жесткость, прочность, плотность и многие другие показатели.
Среди всех характеристик особое место занимает плотность – чем она выше, тем лучшего качества балка. Наряду с этим всегда актуальным остается вопрос бережного использования сырья и энергоресурсов. На данный момент профильными институтами большое внимание уделяется разработке новых видов двутавровых балок. Основное направления научной работ – уменьшение металлоемкости конструкции при сохранении показателей прочности и надежности.
Что касается серийного производства сварных балок, то этот процесс является достаточно экономным. Сегодня технология успешно конкурирует с традиционным прокатным методом производства. Изготовление сварных балок можно разделить на несколько этапов:
Изготовление сварных балок можно разделить на несколько этапов:
- Предварительно просчитываются оптимальные параметры жесткости и прочности будущей конструкции. Проверяется марка стали, которая будет использоваться в производстве.
- Готовятся элементы будущего двутавра. Из металла определенной марки отрезаются полосы нужной длины.
- Торцы элементов будущей конструкции фрезеруются. Это важный момент: необходимо, чтобы элементы прочно скреплялись один с другим. Соединение должно быть максимально прочным и жестким. Обрабатываются торцы на специальном оборудовании – торцовочно-фрезерных станках.
- Сборка. Важно правильно выставить и зафиксировать элемента. Полки должны располагаться параллельно по отношению одна к другой, а стенка – строго перпендикулярно. Нужно соблюсти симметричность стенок. Если речь идет о небольшом производстве, то целесообразно отдать предпочтение ручной сборке. Серийное производство организовывается на автоматизированных сборочных линиях. К примеру, на серийном производстве используется стан Z15, предназначенный для сборки балок. Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.
 Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.
Он характеризуется высокой производительностью. Сборка разделена на два этапа. Первый состоит в том, чтобы с вертикальной стенки и горизонтальной полки собрать Т-образное соединение. На втором этапе к нему добавляется еще одна полка и в результате получается полноценный двутавр.- Далее собранные элементы балки привариваются. При этом могут применяться различные технологии сварки. Наиболее часто используются два:
- сваривание электродом с наклоном. Способ подходит для одновременной сварки двух швов. Только нужно учесть, что прогрев металла будет неглубоким;
- способ сварки «лодочкой». Данный вариант позволяет прогреть металл глубоко. Соответственно и шов получается более прочным. Но затраты времени на его формирование будут большими.
- На промышленном производстве применяются мощные сварочные установки, которые могут соединять детали под давлением. В настоящее время есть несколько вариантов исполнения сварочных агрегатов для серийного производства сварных двутавровых балок. Такими, к примеру, являются сварочные манипуляторы. Они характеризуются высокой степенью автоматизации. Другой вариант – самоходные трактора, предназначенные для сваривания заготовок большого размера. Хотя это простой и в то же время надежный способ для серийного производства он не пригоден. Малый бизнес делает упор на ручную сборку. Поэтому их продукция по цене заметно выше.
- По завершению всех выше перечисленных циклов корректируется геометрия конструкции. Во время сварки нагревание и охлаждение стенок может привести к изменению угла между элементами изделия. Требуется правка геометрической формы. Поэтому двутавровая балка пропускается через специальную правильную линию, представляющей собой систему роликов. На выходе получается готовый продукт с геометрически правильными формами.
 Такими, к примеру, являются сварочные манипуляторы. Они характеризуются высокой степенью автоматизации. Другой вариант – самоходные трактора, предназначенные для сваривания заготовок большого размера. Хотя это простой и в то же время надежный способ для серийного производства он не пригоден. Малый бизнес делает упор на ручную сборку. Поэтому их продукция по цене заметно выше.
Такими, к примеру, являются сварочные манипуляторы. Они характеризуются высокой степенью автоматизации. Другой вариант – самоходные трактора, предназначенные для сваривания заготовок большого размера. Хотя это простой и в то же время надежный способ для серийного производства он не пригоден. Малый бизнес делает упор на ручную сборку. Поэтому их продукция по цене заметно выше.Процесс изготовления
В качестве составляющих для варки двутавров рекомендуется использовать легированную сталь. Изделия из неё хорошо впишутся в конструкцию частного дома, однако при масштабном строительстве этот материал проявляет себя не с лучшей стороны.
Изготовление двутавра трудоёмкий процесс, и, если у вас нет опыта в сварочных работах, лучше нанять для этого мастера. Если вы решительно настроены сделать всё своими руками, то следующие советы для вас.
Первый этап — подготовка всех частей, которые впоследствии станут балкой. Необходимо точно высчитать размер составляющих и уровень давления, который они должны выдержать. При помощи хомутов соедините детали в одно целое, учитывая рёбра жесткости. Проще будет начать сборку с вертикальных частей.
Важно найти помощника, так как детали тяжелые и соединить их в одиночку нелегко. Для создания двутавра рекомендовано автоматическое или полуавтоматическое сварочное оборудование.
Важно наличие флюса — благодаря ему материал не будет разбрызгиваться по сторонам. Можно использовать и технику с применением электродного стержня, но этот способ более трудоёмкий. В конце изделия обрабатываются составом против коррозий.
Самостоятельная сварка — это всегда риск.
 Неправильное выполнение работы может привести к деформации целой конструкции как до монтажа, так и после.
Неправильное выполнение работы может привести к деформации целой конструкции как до монтажа, так и после.Для сокращения внутренних деформаций применяют различные техники и очередности сварочных швов. Основными считаются каскадный и обратноступенчатый способы выполнения шва.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Дефекты сварочных работ
Изъяны могут иметь место из-за нарушений требований технологического процесса, недобросовестном исполнении и другим причинам. Наиболее часто возникают проблемы, связанные с изменением кристаллической структуры металла под влиянием высокой температуры. Образуются новые кристаллические зерна, имеющие совершенно другие характеристики по сравнению с исходными.
Дефекты влияют на прочность и жесткость конструкции, снижая эти показатели. Страдает и устойчивость металла к коррозии. В совокупности количество дефектов делает эксплуатацию готового изделия невозможной. Все двутавровые балки проверяются на наличие подобных дефектов.
Страдает и устойчивость металла к коррозии. В совокупности количество дефектов делает эксплуатацию готового изделия невозможной. Все двутавровые балки проверяются на наличие подобных дефектов.
Преимущества применения сварных балок
Сварные двутавровые балки применяются в строительстве зданий разного типа. По сравнению с металлоконструкциями иной конфигурации они обладают важными преимуществами:
- не имеют ограничений по размеру, в то время как для сборных металлоконструкций и швеллеров такие параметры устанавливаются;
- готовый продукт отличается высоким качеством, прочностью, надежностью и долговечностью;
- в процессе производства практически нет вредных отходов, опасных для людей и окружающей среды;
- могут производиться на заказ с предопределенной длиной;
- при необходимости сечение готовой продукции может изменяться, что способствует созданию сложных архитектурных композиций.
Сваривать балки можно из стали разных марок. Для перекрытий с небольшой нагрузкой можно изготовить конструкцию из углеродистой стали, а в местах, где планируются большие механические нагрузки предпочтение отдать монтажу двутавров, выполненных из легированной стали. Такая вариативность позволяет оптимизировать стоимость строительства и снизить его по сравнению с тем, если бы балочные конструкции производились только из высокопрочных металлов. Кроме того, можно снизить материалоемкость за счет оптимизации сечения готовой продукции.
Такая вариативность позволяет оптимизировать стоимость строительства и снизить его по сравнению с тем, если бы балочные конструкции производились только из высокопрочных металлов. Кроме того, можно снизить материалоемкость за счет оптимизации сечения готовой продукции.
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
 Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
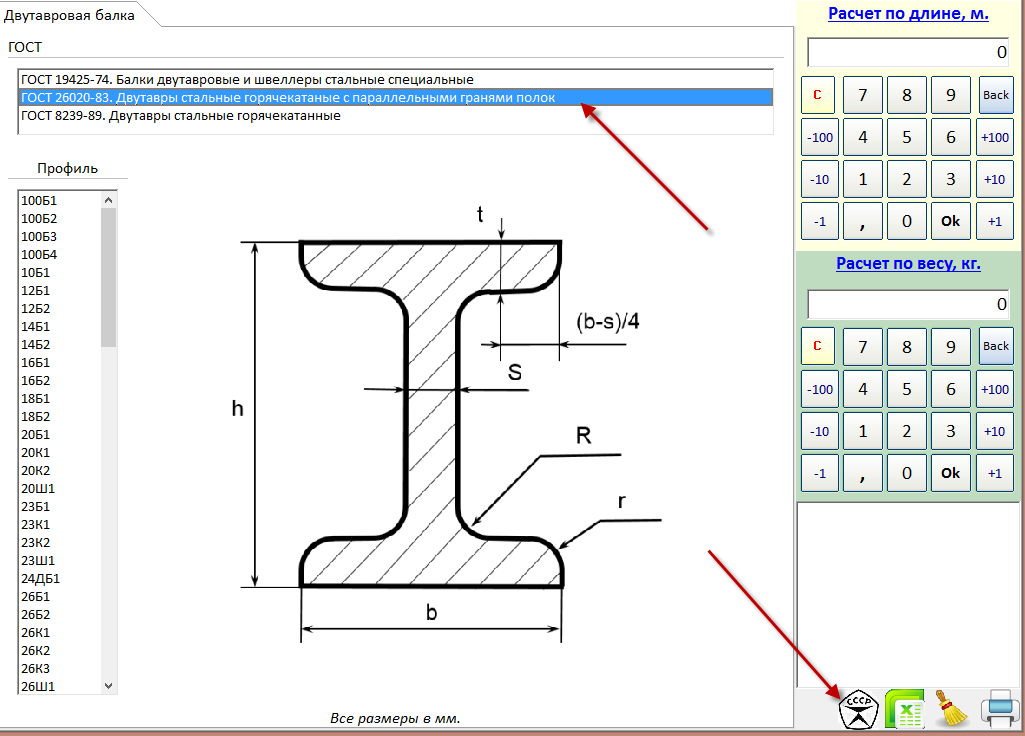
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Область применения
Двутавровые балки сварного типа широко используются в различных областях строительства. Они востребованы в создании:
- несущих конструкций: каркас, фундамент, опоры и т.п.;
- перекрытий между этажами;
- жилых зданий;
- мостов, эстакад и путепроводов;
- складов и торговых центров;
- виадуков и тоннелей;
- стадионов и других сооружений.
Благодаря тому, что сварная балка обладает высокими показателями прочности и надежности она применяется практически во всех отраслях строительства.
Главные достоинства применения сварных двутавровых балочных конструкций
Такая конструкция, как двутавровая балка, имеет ряд преимуществ, выделяющих её в ряду других металлоконструкций, использующихся в строительстве:
- Сварные двутавровые металлоконструкции способны выдерживать огромные статические и динамические нагрузки, не теряя при этом своих эксплуатационных показателей. Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.
- Легкость транспортировки и относительная простота монтажа делают двутавровые элементы незаменимыми при строительстве быстровозводимых сооружений.
 Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.
Благодаря таким характеристикам, в большинстве случаев, усиление двутавровой балки не требуется.- Такие балки крайне популярны и широко используются для возведения зданий и сооружений самого разнообразного назначения, поэтому цены на них достаточно демократичны. Для приобретения таких металлоконструкций, достаточно зайти на сайт ближайшего завода-изготовителя и пройти в раздел — продам балку двутавровую. Большинство предприятий предлагают широкий ассортимент двутавровых металлоконструкций, имеющихся на складе, а также изготавливают их на заказ. Также, позвонив в отдел маркетинга, легко узнать сколько стоит балка интересующей марки, в зависимости от тоннажа.
Как сварить двутавровую балку самому: основные этапы, особенности, возможные деформации
 youtube.com/embed/BNGGtFSi_zc?feature=oembed» frameborder=»0″ allowfullscreen=»» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture»>
youtube.com/embed/BNGGtFSi_zc?feature=oembed» frameborder=»0″ allowfullscreen=»» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture»> Балка сварная двутавровая. Сварные двутавровые балки: виды и технология сварки
Содержание
- Что собой представляет?
- Процесс изготовления
- Как самостоятельно сварить?
- Как избежать деформации?
- Узлы крепления
- Жесткий: для статических нагрузок
- Шарнирный: для динамических
- Производство сварной балки
- Технология изготовления сварной балки
- Завод по изготовлению балок
- Технологии производства сварных балок
- Колонны сварные из двутавра
- Преимущества сварных двутавровых балок
- Процесс изготовления
- Дефекты, которые могут возникнуть при сварке
- Области применения
- Виды
- Возможности
- Расчет и изготовление сварного двутавра
- Как самостоятельно сварить балку?
- Как избежать деформации?
- Узлы крепления сварных двутавровых балок
- Жесткий узел: для статических нагрузок
- Шарнирный узел: для динамических нагрузок
- Дополнительные функции двутавра в частном домостроении
- Виды металлических сварных балок
- Технология производства сварных балок двутаврового сечения
- Возможные дефекты
- Сварка двутавровых балок между собой
- Размеры деревянных двутавровых балок
- Расчет нагрузки на деревянные двутавровые балки
- Как сделать двутавровую деревянную балку своими руками
- Монтаж двутавровой деревянной балки
- Советы и рекомендации
- Заключение
Что собой представляет?
По способу производства двутавровые балки различают на сварные и горячекатаные.
Сварной двутавр собирается из трех полос прочной высокоуглеродистой стали с помощью электродуговой сварки.
Преимуществами такой конструкции перед горячекатаными являются:
- способность нести высокие нагрузки, это делает элемент пригодным для перекрытия больших пролетов;
- специальный профиль увеличивает жесткость и сопротивляемость изгибу, поскольку верхняя полоса работает на сжатие, а нижняя — на растяжение;
- способность работать в сложных условиях, при перепадах температур и влажности, в агрессивных средах;
- после прочностного расчета снизить погонную массу проката и совокупную массу конструкций;
- возможность изготовления балок ассиметричного и переменного по длине сечения.
Двутавры прекрасно подходят для строительства быстровозводимых сооружений. Широко используют их как в коммерческом и промышленном, так и в общественном и частном строительстве.
Несмотря на высокий вес стальных балок, их повышенная несущая способность позволяет заметно снизить общий вес здания.
Процесс изготовления
Технология изготовления сварных двутавровых балок не слишком сложна, однако необходимо строго соблюдать ее требования на каждом этапе обработки. Ошибки неминуемо приводят к снижению жесткости конструкции. Обычно они производятся согласно требованиям ГОСТ. Допускается выпуск их и по техническим условиям предприятия. ТУ на изготовление стальных сварных двутавровых балок предусматривают разбиение процесса на следующие этапы:
- Проектно-расчетный. На этом этапе следует рассчитать нагрузки, которые должна выдерживать конструкция. По формулам прикладной механики (так любимый студентами сопромат) рассчитывается прочность и жесткость конструкции, определяются ее геометрические размеры и требования к материалу. Строятся рабочие чертежи.
- Раскрой заготовок. Они нарезаются из металлического листа с помощью установки газовой, плазменной или лазерной резки. Обязательно берутся пробы металла и отправляются в лабораторию для подтверждения химического состава и физико-механических свойств.
- Фрезеровка заготовок. С продольных торцов снимаются фаски, разделываются кромки сварных швов.
- Сборочные операции. Детали помещают в специальную оснастку, точно фиксирующую заготовки в правильном положении друг относительно друга и исключающие тепловые деформации изделия. Уникальные по конструкции изделия и малые серии сваривают вручную, при массовом производстве используются сварочные автоматы. Обычно сборку проводят в два этапа: на первом собирают Т- образный профиль, на втором к ней доваривают вторую полосу. Способ ведения электрода выбирают в зависимости от толщины листа, для обеспечения полного провара и качественной геометрии шва. Особо толстые изделия приходится заваривать в несколько проходов.
- Правочные операции. После завершения всех швов необходимо проверить и поправить в случае необходимости все отклонения полученного изделия от заданных геометрических форм. Для этого применяют горячие или холодные правочные станы с массивными валками, корректирующими все возникшие в ходе сварки балки деформации.
В качестве дополнительной отделки к технологии может быть добавлена дробеструйная обработка. Она сбивает окалину и шлаки и уплотняет приповерхностный слой металла, повышая прочность изделия.


Как самостоятельно сварить?
Браться за эту непростую для домашней мастерской операции имеет смысл тем умельцам, у которых уже есть достаточный опыт сварочных работ. Или же есть возможность привлечь опытного сварщика. В качестве заготовок потребуется стальной лист из высоколегированных прочных сплавов. Лучше, если раскрой проведут на металлобазе с помощью стационарной установки. При раскрое с помощью газового резака потери дорогостоящего металла будут заметными.
Потребуется также оборудование для сварки двутавра под флюсом или в атмосфере защитных газов.
После сборки и правки изделие необходимо будет полностью зачистить и покрыть краской для защиты от коррозии.
Как избежать деформации?
Если просто сварить швы балки, то тепловые деформации практически неизбежны.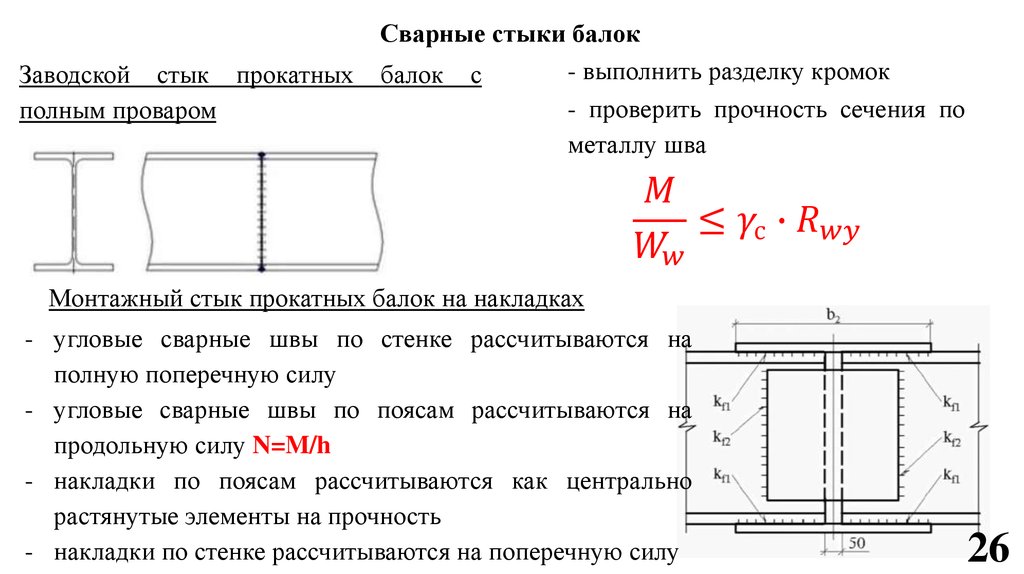 Изделии поведет, выгнет или закрутит винтом. Чтобы максимально снизить риск возникновения искривлений, следует соблюдать следующее описание технологии:
Изделии поведет, выгнет или закрутит винтом. Чтобы максимально снизить риск возникновения искривлений, следует соблюдать следующее описание технологии:
- сборку проводят на специальном стапеле, наклоненном под углом 45о, это позволяет сформировать ровный шов с правильным катетом;
- сваривают две полосы в Т-образный тавр;
- сначала прихватывают заготовки точечной сваркой через каждые 10-15 см;
- далее проваривают шов с двух сторон с обязательной перекантовкой, так, чтобы гипотенуза шва была горизонтальна;
- проводят правку с помощью ручных или механизированных вальцов;
- повторяют операции для третьей полосы.
Узлы крепления
Для успешного использования двутавра необходимо правильно сопрягать ее с другими элементами строительных конструкций- стенами, колоннами, перекрытиями. Наиболее важным является сопряжение с опорной поверхностью. Типовые проекты предусматривают следующие сварные соединения балки с колонной:
- Жестким. Балку приваривают к торцевой пластине, а уже ее крепят к стальной колонне или закладному элементу кирпичной кладки. При этом нет необходимости разделки кромок торцов. Используется для высоконагруженных конструкций.
- Шарнирным, или подвижным. С двух сторон привариваются накладки в плоскостях, параллельных продольной оси. Накладки обрезают и обваривают косыми швами. Нагрузка, которую может выдержать такое соединение, ниже, чем в случае жесткого сопряжения. Для строительства индивидуального дома ее вполне достаточно.
- Существует еще один способ шарнирного соединения: на болтах или заклепках, вставленных в просверленные в торце отверстия.
 Балку приваривают к торцевой пластине, а уже ее крепят к стальной колонне или закладному элементу кирпичной кладки. При этом нет необходимости разделки кромок торцов. Используется для высоконагруженных конструкций.
Балку приваривают к торцевой пластине, а уже ее крепят к стальной колонне или закладному элементу кирпичной кладки. При этом нет необходимости разделки кромок торцов. Используется для высоконагруженных конструкций.Жесткий: для статических нагрузок
Двутавр опирается на середину опорной колонны. Обеспечивается высокая устойчивость постройки. Возможен вариант с креплением двутавра сбоку. В этом случае колонну придется усилить, чтобы она выдерживала дополнительные нагрузки на изгиб.
Если длины имеющихся балок не хватает для перекрытия на пролет 10 м, то две балки соединяют в стык с помощью накладных пластин. Сварка двутавра встык производится так, чтобы между торцами оставался небольшой зазор для компенсации возможного теплового расширения.
Жесткое соединение выполняют сварным или заклепочным.
Шарнирный: для динамических
Шарнирный способ опирания используют там, где возможны переменные, или динамические нагрузки. Это чаще происходит в зданиях промышленного назначения, в частных домах он используется реже. Для такого соединения формируется опорное ребро на опорном столике. Сюда передается вся нагрузка. Столик делают из высокопрочной листовой стали, на 20-30 мм шире, чем ребро двутавра.
Производство сварной балки
Наш завод по производству сварных конструкций занимается производством балок самой разной конструкции. Любая сварная балка, которою мы изготавливаем, специально рассчитывается под условия эксплуатации и определенные нагрузки. Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.
Мы подберем для клиентов не только форму сварной балки, но подскажем, какой металл выбрать для сварного двутавра. Также, исходя из проектной документации, выберем оптимальное оформление сварной конструкции. Наш завод по производству балки возьмет на себя всю ответственность по изготовлению балок из любого типа металла.
Мы и наше производство обладаем всеми необходимыми производственными и техническими мощностями, которые гарантируют необходимые объемы готовых изделий из металлопроката (сварные конструкции), также их качество и надежность. Наши квалифицированные работники выполняют все виды сварочных работ, четко придерживаются данных из проектной документации. Автоматизированное производство позволяет изготавливать сварные конструкции (балки) самой разной сложности по индивидуальным параметрам.
Технология изготовления сварной балки
Каждое производство имеет свои нормы и технологию, изготовление сварных конструкций (балок) не исключение. Технология изготовления балки включает пять основных пунктов:
- Разделение листового металла на полосы. Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство.
- Фрезеровка кромок. Благодаря этой процедуре обеспечивается надежность и необходимая плотность будущих швов и самой сварной конструкции. Весь процесс происходит на специализированном оборудовании.
- Сборка балки. Если все элементы изготовлены с точным соблюдением проектных данных, то процесс сборки балки не предоставляет особых затруднений. Необходимо в точности соблюдать симметрию и перпендикулярность деталей.
- Сварка элементов. Этот процесс полностью автоматизирован, сварные швы контролируются специальными приборами.
- Правка геометрии балок. Во время изготовления балок, часто наблюдается смещение полок и стенок. Необходимо тщательно следить за всем процессом производства, и когда это необходимо поправлять расположение элементов.
 Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство.
Металлический лист на станках с ЧПУ разрезается по необходимым параметрам. Наше современное оборудование позволяет распускать металл на части со скоростью до одного метра в минуту, что довольно быстрое производство.Завод по изготовлению балок
Наш завод по изготовлению балок уже много лет изготавливает сварные конструкции для каркасов зданий. В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе ГОСТ 26020-83 и СТО АСЧМ 20-93
В цехах нашего завода используется самое передовое техническое оснащение, которое позволяет наладить изготовление изделия самого высокого класса. Балки изготавливаются из горячекатаной стали и свариваются в углекислой среде с помощью автоматической сварки под флюсом. Все сварные (конструкции) балки соответствуют необходимым нормам, в том числе ГОСТ 26020-83 и СТО АСЧМ 20-93
От качества балок непосредственно зависит долговечность и надежность всего сооружения, и экономить на безопасности уж точно не стоит. Доверяя изготовление балок опытному и ответственному заводу, Вы гарантированно получаете только высококачественные изделия. Наши сварные конструкции (балки) проверены временем. Если вам необходимо реализовать заказ на изготовление балок, более профессионального производителя, чем наш завод, не найти! Доверяйте только лучшим!
Технологии производства сварных балок
Следующей важной причиной является необходимость изготовления балки с размером более 1000 мм. Такие изделия часто применяются в качестве несущих конструкций для подкрановых путей. Мостовые краны большой грузоподъемности требуют применения мощных двутавров большого номера, но они не прокатываются. Выход один – производство сварной балки. Подобные ситуации, когда нагрузки превышают возможности горячекатаных балок, встречаются достаточно часто.
Такие изделия часто применяются в качестве несущих конструкций для подкрановых путей. Мостовые краны большой грузоподъемности требуют применения мощных двутавров большого номера, но они не прокатываются. Выход один – производство сварной балки. Подобные ситуации, когда нагрузки превышают возможности горячекатаных балок, встречаются достаточно часто.
Последним фактором в пользу сварных двутавров является возможность получения специальных размеров и геометрии, под заказ. Технология прокатки обеспечивает очень широкий ассортимент размеров и соотношений ширины полок к высоте, но изготовление сварной балки с иной геометрией принципиально, ни чем не ограничено.
Колонны сварные из двутавра
Колонный двутавр редко используется в качестве балок перекрытия, или других элементов, не связанных с вертикальной нагрузкой. Широкие и толстые полки практически не дают преимущества при горизонтальной нагрузке, при этом значительно увеличивают расход металла. В итоге колонный двутавр имеет самый большой вес погонного метра среди двутавров, главным его предназначением остаются колонны, в ином качестве его использовать не выгодно.
В связи с этим, заказывая в нашей компании сварные балки для колонн, строители получают дополнительное преимущество по сравнению с приобретением горячекатаного проката. Покупатель может сразу получить не просто колонный двутавр, а полностью готовые к установке колонны. Изделие будет точно соответствовать всем размерам. В заводских условиях, в соответствии с чертежами будут просверлены необходимые отверстия, на колонну будут установлены все дополнительные элементы необходимые по проекту.
Операции сварки будут выполнены в соответствии с ГОСТами и с обязательным контролем качества. При необходимости колонны будут загрунтованы и покрашены.
Преимущества сварных двутавровых балок
Сварные балки, по сравнению с горячекатаными двутаврами, часто являются более выгодными. К их основным преимуществам относятся:
- меньший вес. Использование металлических двутавровых балок такого типа значительно облегчает всю строительную конструкцию, не снижая ее прочности, за счет оптимального подбора составного сечения. Общая экономия металла может составлять до 10–15 %;
- возможность индивидуального заказа. Сборка сварной балки позволяет использовать различные марки стали для полок и стенок, повысив прочность на определенных участках, испытывающих большие нагрузки, и снизив на второстепенных, тем самым удешевляя конструкцию;
- большая вариативность. Сварная технология позволяет производить двутавры с асимметричным сечением. Это дает возможность проектировщикам оптимально подобрать площадь сечения балки в соответствии с расчетными нагрузками;
- относительная дешевизна продукции. При аналогичной площади сечения себестоимость производства балки по сварной технологии ниже, чем горячекатаного двутавра.
 Общая экономия металла может составлять до 10–15 %;
Общая экономия металла может составлять до 10–15 %;Производственный процесс предусматривает также изготовление сварной балки требуемой длины в соответствии с габаритами здания. Это не только снижает отходы, но и упрощает монтаж двутавра.
Процесс изготовления
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие.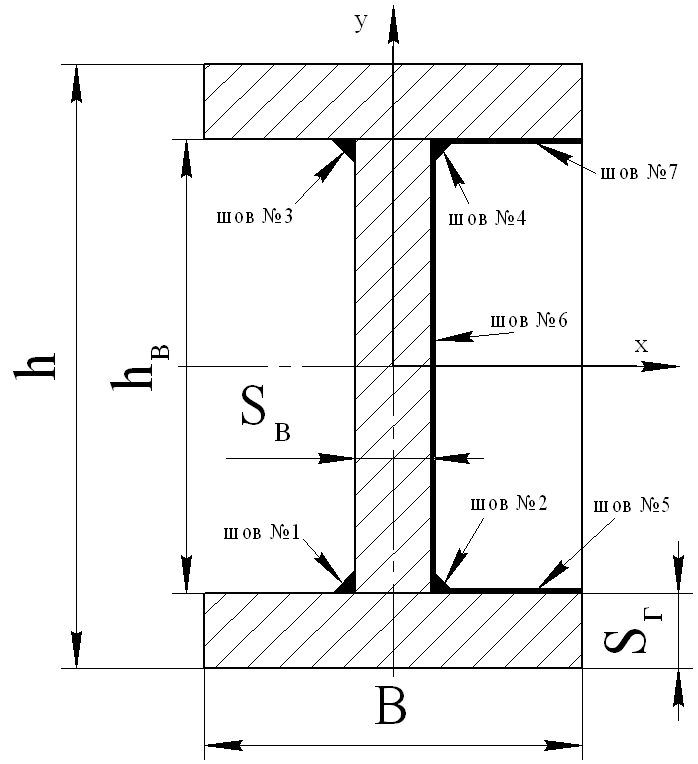 Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
- Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- 6.После всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
 Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр. Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
Дефекты, которые могут возникнуть при сварке
Дефекты в шве и околошовной зоне могут возникать из-за нарушения технологии сварки, несоблюдения правил, небрежности в работе и так далее.Чаще всего дефекты связаны с перекресталлизацией стали, то есть изменения ее структуру под действием высоких температур. Где-то образуются зерна другой фазы стали, которые имеют иные физические свойства. Из-за дефектов может снижаться прочность и жесткость, а также коррозионная устойчивость. Из-за этого эксплуатация такого изделия невозможна. В процессе изготовления все двутавры проверяются на наличие подобных дефектов. Преимущества использования сварных балокПри возведении зданий и сооружений используется большое количество металлоконструкций, в том числе сварныедвутавры. По сравнению с металлопрокатными сварные двутавры имеют большое количество преимуществ:
- Металлопрокатные имеют ограничение по размеру, когда сварная балка таких ограничений не имеет;
- Высокое качество получаемого изделия;
- Отсутствие вредных отходов производства;
- Металлические конструкции, получаемые методом сварки, изготавливаются из различных марок стали. Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;
- Существует также возможность получения сварной балки переменного сечения, благодаря чему могут быть осуществлены любые архитектурные идеи;
- Также за счет гармоничного и правильного подбора сечения вес может быть снижен примерно на 10 %;
- Балки могут быть выполнены на заказ с заранее заданной длиной.
 Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;
Например в местах, где напряжение минимально можно использовать углеродистую сталь, а в местах, которые в последствии будут подвержены высоким нагрузкам – наоборот легированную высокопрочную. Благодаря такой технологии цена может быть снижена, когда прокатный стан осуществляет прокат только одной марки стали;Области применения
Сварная двутавровая балка широко используется в строительстве:
- Различных несущих конструкций, это может быть фундамент, каркас здания и так далее;
- Межэтажных перекрытий;
- Эстакад;
- Мостов
- Путепроводов;
- Тоннелей;
- Виадуков;
- Жилых зданий;
- Торговых центров;
- Складов;
- Стадионов и так далее.

Таким образом, сварная балка имеет очень огромный диапазон применяемости в нынешнем строительстве, она способна обеспечить нужную прочность и жесткость конструкции.
Виды
На данный момент в строительстве применяются следующие виды стальных балок:
- Для подвесных путей. Такая сварная двутавровая балка отличается от остальных небольшой длиной стенок по отношению к главной стенке. Применяются такие изделия для подвесных путей и горизонтальных перекрытий;
- Для армирования шахт;
- Нормальной ширины, когда стенки пропорциональны главной стенке;
- Для колонн;
Также существует классификация балок в зависимости от точности изготовления, различают:·
- Высокоточные изделия;
- Изделия обычной точности;
Возможности
Помимо преимуществ использование стальных балок, выполненных сварным способом, позволит каждому покупателю:
- Увеличить широту пролета здания, так как они имеют большую длину;
- Заказывать различные параметры и размеры, существует огромное количество ГОСТов на двутавры, так что каждый заказчик сможет найти подходящие параметры;
- Архитектура сооружения, как уже было сказано выше, может быть совершенно разнообразной.

Таким образом, сварная балка имеет огромное количество преимуществ, из-за чего чему нашла широкое применение во всех областях строительства. Использование сварных балок помогло человеку улучшить качество конструкций зданий и различных сооружений, повысить их безопасность, а следовательно, и безопасность для людей
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:
Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной.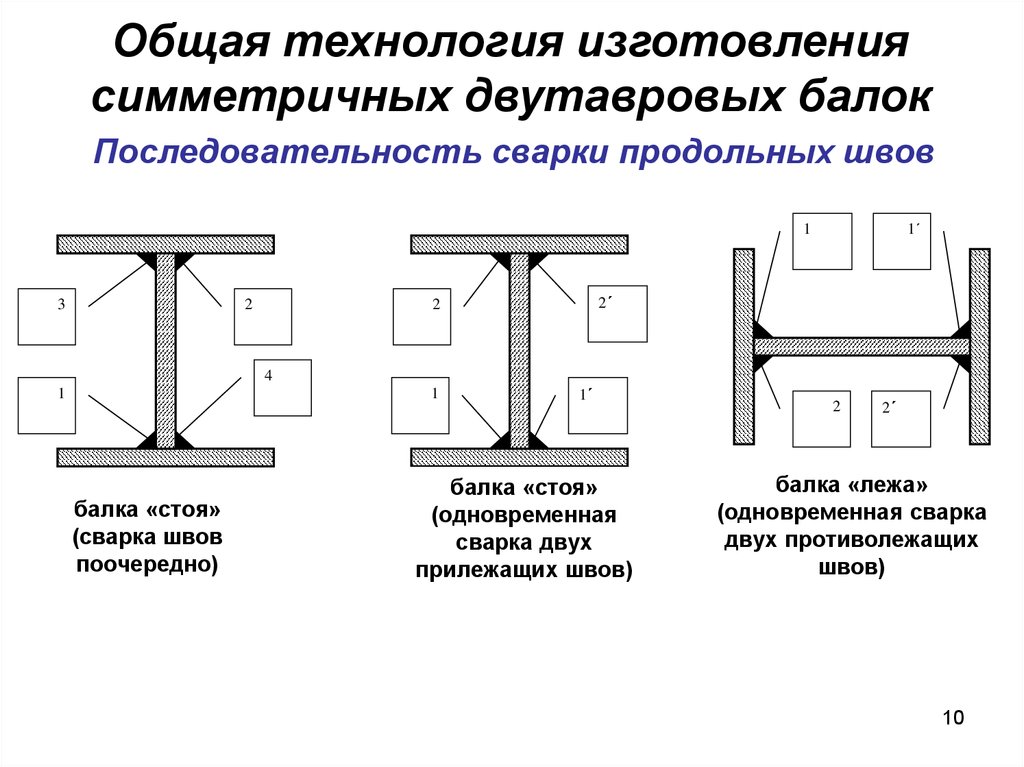 Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:
Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
 Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения.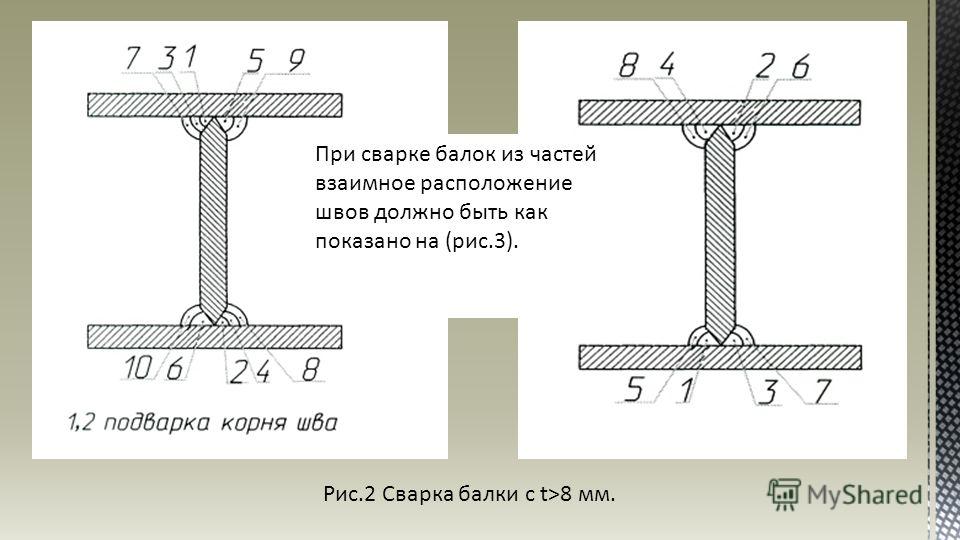 Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.
Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Дополнительные функции двутавра в частном домостроении
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.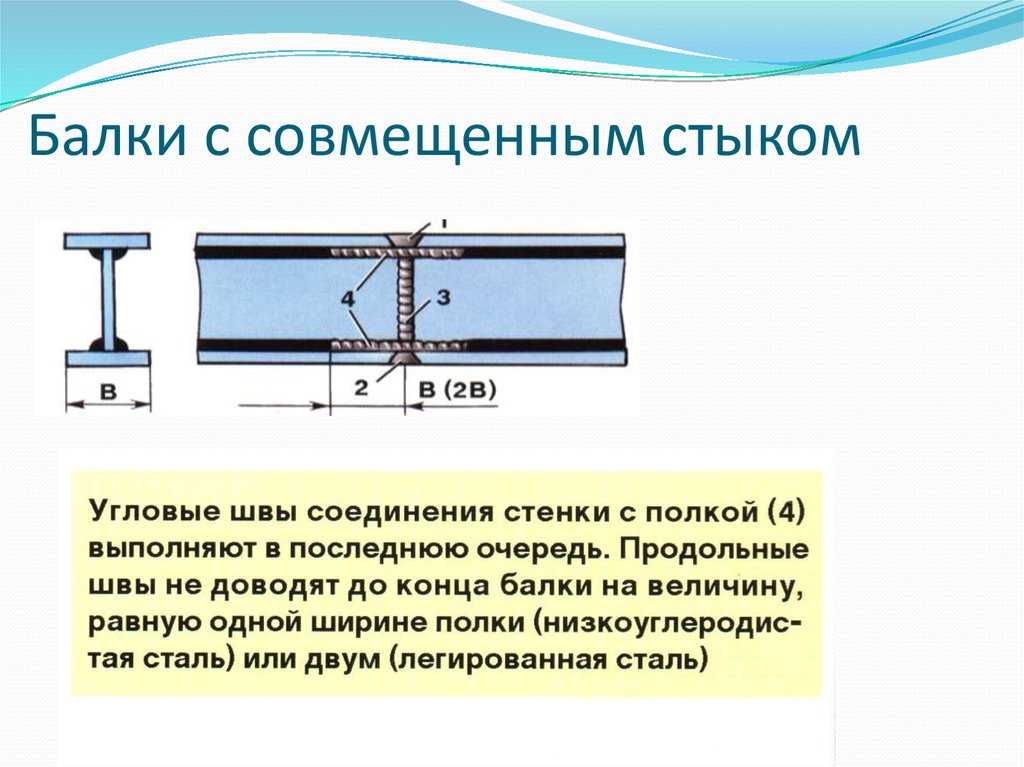
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:
И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.

По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Читайте также: Что такое ММА сварка
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.

Технология изготовления двутавровых балок
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение.
 Их отбраковывают и проваривают снова, если это возможно.
Их отбраковывают и проваривают снова, если это возможно.Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Размеры деревянных двутавровых балок
Размеры и вес деревянной двутавровой балки регламентируются ГОСТ 30244-94 и 8486-86Е, а также некоторыми нормативами СНиП. К нормируемым показателям относится высота изделия, толщина и ширина полки и толщина перегородки;
- высота деревянной двутавровой балки варьируется от 117,6 до 1013 мм;
- ширина полки находится в диапазоне 64-320 мм;
- толщина стенки варьируется от 3,8 до 19,5 мм;
- вес изделия колеблется от 8,7 до 314,5 кг.
Важно! По нормам ГОСТ при изготовлении двутавра для перекрытия можно использовать доски хвойных пород не ниже 2 сорта.
Расчет нагрузки на деревянные двутавровые балки
Определять сечение двутавровой балки для перекрытия приблизительно недопустимо. Рекомендуется для расчетов обратиться к специалисту. Полагаться на готовую документацию не следует: она включает множество поправок и обновлений, которые далеко не всегда имеются в свободном доступе.
Рекомендуется для расчетов обратиться к специалисту. Полагаться на готовую документацию не следует: она включает множество поправок и обновлений, которые далеко не всегда имеются в свободном доступе.
Рассчитать самостоятельно габариты разрешается только в том случае, когда речь идет, например, о деревянной двутавровой балке для опалубки или перекрытия подсобного помещения, причем небольшой площади. В этих случаях риск обрушения и деформации невелик.
При этом нужно выполнять следующие рекомендации:
- если речь идет о нежилом чердаке, то постоянную нагрузку определяют в пределах 50 кг/кв. м, а эксплуатационную – в пределах 90 кг/кв, отсюда общая нагрузка на перекрытие составляет порядка 130 кг/кв. м, а учитывая необходимый запас прочности, ее увеличивают до 150 кг/кв. м;
- если чердак будет часто использоваться, например, в качестве мастерской, то эксплуатационная нагрузка перекрытия возрастает до 195 кг/кв. м, а общая достигает 245 кг/кв. м, с учетом запаса прочности – до 250 кг/кв. м;
- если чердак преобразуется в мансарду, это предполагает больший вес пола и перегородок за счет отделки, кроме этого, в жилой комнате появляется мебель, соответственно, суммарная нагрузка увеличивается до 300 кг/кв. м;
- если речь идет о межэтажном перекрытии, нагрузку для него считают максимальную – не менее 420 кг/кв. м.
 м;
м;Затем следует определить длину балки для перекрытия и необходимую частоту расположения. Как правило, для межэтажного перекрытия или чердачного показатель составляет 50 см. В таблице подбора сечения двутавровой балки находят величину пролета и выбирают изделие допустимого сечения.
Важно! Такое определение является приблизительным, так как таблица не учитывает особенностей конкретного здания и используемых материалов.
Как сделать двутавровую деревянную балку своими руками
Деревянные двутавровые балки можно сделать своими руками. Материалы для изготовления вполне доступны: брус хвойных пород, фанера или плита OSB толщиной в 24–27 мм, а также казеиновый или полиуретановый клей.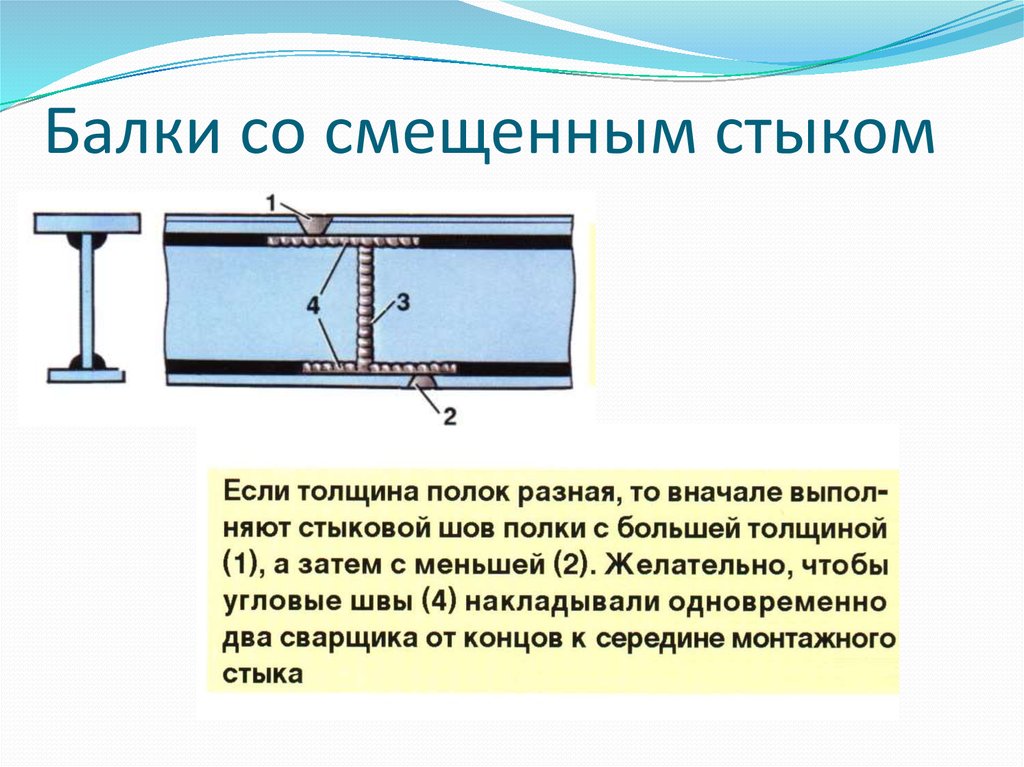 Из инструментов понадобится циркулярная пила, измерительные инструменты, хомуты и швеллер. В идеале следует использовать гидравлический пресс, но если его нет, то его и заменяет швеллер.
Из инструментов понадобится циркулярная пила, измерительные инструменты, хомуты и швеллер. В идеале следует использовать гидравлический пресс, но если его нет, то его и заменяет швеллер.
- Выбирают сухой брус, обрабатывают антисептиком. Размечают пазы с максимальной точностью.
- По разметке с помощью пилы или даже на фрезерном станке делают углубление. Ширина и глубина паза составляет около 10%. Паз должен выполняться точно по осевой линии.
- Перед сборкой двутавровой деревянной балки своими руками из досок кромки плиты или фанеры обтесывают с тем, чтобы обеспечить максимально плотное соединение. Паз промазывают выбранным клеем. Затем вставляют в него перегородку и выполняют прессовку на гидравлическом прессе. Вместо последнего можно использовать хомуты и швеллер. Изделие удерживают под прессом до полного высыхания клея.
Важно! Следует избегать малейших перекосов. Если перегородка не будет идеально вертикальной, прочностные качества двутавровой балки заметно ухудшатся.
Монтаж двутавровой деревянной балки
Перед монтажом изделие обрабатывают антипиренами и антисептиком. Для установки двутавра в перекрытиях подсобных построек особым умением обладать не нужно. Если же предполагается строительство деревянного здания в несколько этажей, лучше обратиться к специалистам.
Монтаж двутавровых балок имеет некоторые особенности:
- для заведения балки в стену в ней нужно сделать отверстия – в деревянных или бревенчатых стенах их вырубают, в кирпичных или бетонных во время кладки образуют специальные ниши для них;
- ниши выстилают рубероидом, чтобы обеспечить гидроизоляцию, балку при укладке в гнездо обмазывают любым водоотталкивающим составом – битумной мастикой, например;
- опорные концы балки для перекрытий должны составлять не менее 150 мм, это нужно учитывать при вычислении длины изделия;
- монтаж начинают от края одной стены, лишь затем закрепляют промежуточные двутавры;
- важно добиться получения горизонтальной поверхности для выравнивания двутавровых балок допускается использовать деревянные плашки, которые подкладывают в ниши при монтаже;
- каждый третий двутавр фиксируют анкерами или распорками;
- свободное пространство в нишах утепляют минватой или заливают цементным составом.
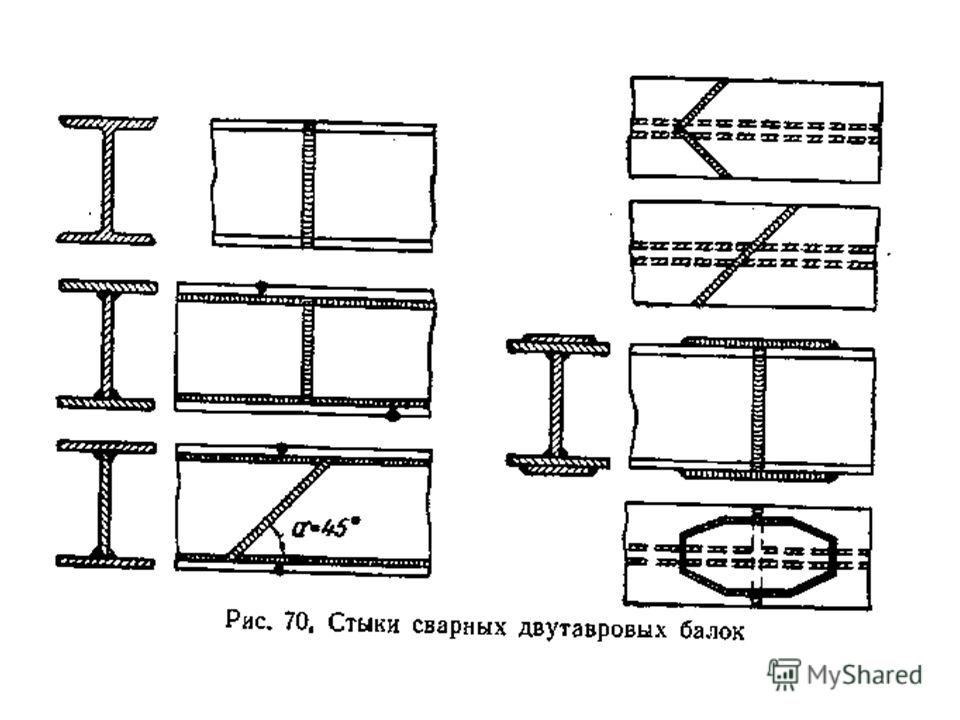
Потолочные балки после возведения крыши подшивают гипсокартоном, вагонкой, досками. Форма двутавра очень удобная для крепления утеплителя.
Советы и рекомендации
Чтобы двутавровая балка из дерева своими руками выполняла свои задачи и прослужила долго, нужно выполнять такие рекомендации:
- при изготовлении своими руками заменять фанеру или плиту OSB доской нельзя, это снижает ее прочность и увеличивает риск деформации;
- перед сборкой материал обязательно нужно высушить, показатель влажности не должен превышать 12%;
- при работах внутри дома стоит использовать клей на водной основе;
- если в помещении предполагается высокая влажность, балки перекрытия оставляют открытыми;
- хранят изделия под навесом или на закрытом складе, оставлять под открытым небом деревянные двутавровые балки нельзя, так как древесина впитывает влагу.
В домашних условиях изготавливают двутавры небольшого сечения. При возведении длинных перекрытий требуется продукция промышленного изготовления.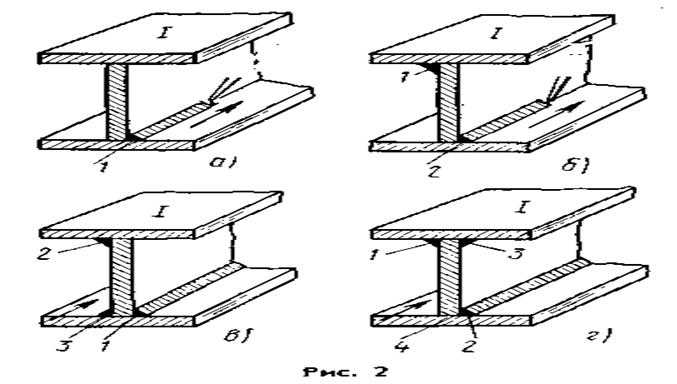
Заключение
Деревянная двутавровая балка для перекрытий – отличная альтернатива металлическому изделию. Такой вариант намного легче и проще в монтаже, поэтому часто используется при сооружении легких каркасных зданий. Кроме того, двутавры небольшого сечения вполне можно изготовить своими руками.
Источники
- https://svarka.guru/tehnika/detaley/dvutavrovye-balki.html
- https://metallokonstrukciy.ru/izgotovlenie-metallokonstrukciy/izgotovlenie-balok
- https://itpmet.ru/metalloizdeliya/svarnaya-balka
- https://kaskad-steel.ru/metallokonstrukcii/svarnie-balki/
- https://svarkalegko.com/tehonology/svarnye-balki.html
- https://KrovGid.com/montazh/svarnaya-dvutavrovaya-balka.html
- https://svarkaprosto.ru/tehnologii/svarka-dvutavrovyh-balok
- https://bouw.ru/article/dvutavrovye-derevyannye-balki-svoimi-rukami
Андрей
Задавайте вопросы в комментариях
Задать вопрос
Помогла ли вам статья?
сварка двух конструкционных балок продольно.

- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- сварка двух конструкционных балок продольно.
28.03.2015 #1
сварка двух конструкционных балок продольно.
хай … я должен сделать структурную раму длиной 15 м. но на рынке доступна только полная длина 12 м. поэтому я хочу сварить 2 балки вместе, чтобы получилось 15 м.
какое сечение лучше для сварки этих i балок вместе…один из наших инженеров дал мне возможность использовать дополнительную пластину на стыке… но из-за избыточной высоты металла шва это невозможно..верхняя и нижняя стороны должны быть ровными..
Ответить с цитатой
28.03.2015 #2
Re: Сварка двух конструкционных балок в продольном направлении.
Можно пойти с открытым рутом.
Прикрепленные изображения Или используйте опорные стержни. Поместите стержни внутрь фланцев и прорежьте отверстия в стенке. Вот разные способы, которыми я это сделал.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Шпулемет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200
Vantage 400Ответить с цитатой
28.03.2015 #3
Re: Сварка двух конструкционных балок в продольном направлении.
Дизайн CEP правильный, и вы можете сделать крысиные отверстия для дополнительной прочности.
Ответить с цитатой
28.03.2015 #4
Re: Сварка двух конструкционных балок в продольном направлении.
Что такое крысиная дыра?
«Где Стикмен???????» — 7А749
«Ш-ш-ш!! Я послал его поймать этот MIC-4, пока он не смотрел!» — дуанеб55
«Я купил несколько вещей Tbone, в отличие от Stick-Man, который сам себе помогает» — TozziWelding
«Stick-man»Ответить с цитатой
28.
03.2015
#5Re: Сварка двух конструкционных балок в продольном направлении.
Также вы хотели бы уточнить у инженера, где будут опоры, чтобы вы хотели соединить двутавровые балки. Просто добавить 3 м может быть не лучшим способом сделать это. Присоединение к ним посередине может лучше сработать для текущей работы. Чертежи и инженер могут сказать вам, что вам нужно знать.
www.georgesplasmacuttershop.com
Продажа и ремонт плазменной резки и сварочных аппаратов — магазин Ebay
Тех.Мо. Дилерские расходные материалы для горелок PT и IPTОтветить с цитатой
28.
03.2015
#6Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Послано Stick-man
Что такое rathole?
Это просто требует умного $$ ответа.Ответить с цитатой
28.03.2015 #7
Re: Сварка двух конструкционных балок в продольном направлении.
Вот сращивание балки с «крысиными дырами».
Ответить с цитатой
28.03.2015 #8
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Послано Stick-man
Что такое rathole?
больше мышиной норы…..LOLИз всего, что я потерял, я больше всего скучаю по своим мыслям.
..
Я знаю достаточно обо всем, чтобы быть опасным……
Тупой не вылечишь..только убей…Ответить с цитатой
28.03.2015 #9
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Послано Stick-man
Что такое rathole?
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
28.03.2015 #10
Re: Сварка двух конструкционных балок в продольном направлении.
Я возьму №3!!!!!!!!!!!!..теперь давайте поговорим о крысином хвосте…………………LOL
Из всего, что я потерял, я больше всего скучаю по своим мыслям…
Я знаю достаточно обо всем, чтобы быть опасным……
Тупой не вылечишь..только убей…Ответить с цитатой
28.03.2015 #11
Re: Сварка двух конструкционных балок в продольном направлении.
Это тест D1.8 «сейсмическая крысиная нора» (который я, вероятно, проведу здесь в ближайшем будущем). Это больше касается прикрепления балки к боковой стороне колонны, но детали, которые она показывает относительно «крысиной норы», аналогичны тому, что вы использовали бы при соединении встык двух частей балки.
Это тестовая сборка. По сути, это проверка вашей способности издавать повторяющиеся звуковые пуски и остановы в середине полного сварного шва.
Последний раз редактировалось HT2-4956; 28 марта 2015 г., 10:25.
Ответить с цитатой
28.03.2015 #12
Re: Сварка двух конструкционных балок в продольном направлении.
я использую rathole как сленг для лазейки. их можно использовать для лучшего доступа для приваривания фланца, как хочет автор, и так, как описано в CEP. Вот видео, перемотайте вперед на 3:45, чтобы увидеть некоторые крысиные норы.
Ответить с цитатой
28.03.2015 №13
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Послано HT2-4956
Вот соединение балки с «крысиными дырами».
Похоже на канал С для меня?Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
29.03.2015 №14
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Послано snoeproe
Мне кажется, что канал C?
Это двутавровая балка. Ты просто смотришь на одну сторону.Посмотрите через крысиное отверстие внизу, и вы увидите, как подложка переходит на фланец с другой стороны стенки.
Ответить с цитатой
29.03.2015 №15
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Послано 123weld
123weld,Извините, что должен быть тем, кто должен сказать вам это, но в этом видео есть довольно крысиный , выглядящий как работа. Я не понимаю, как вряд ли что-то из этого можно считать качеством исполнения кода.
Последний раз редактировалось HT2-4956; 29 марта 2015 г., 08:54.
Ответить с цитатой
29.03.2015 №16
Re: Сварка двух конструкционных балок в продольном направлении.
Я никогда не смотрел это видео, пока не увидел ваше заявление, но должен согласиться. Половина видео смотрит то черный экран то никакая очистка после раздолбания но у него гриндер. Сварные швы выглядят не очень хорошо, и я не уверен, зачем вообще понадобилась крысиная дыра. Если балку можно перевернуть, то нет необходимости в крысиной норе. Сделайте одиночный скос на внешних балках, сначала приварите внутреннюю часть, а затем отшлифуйте и/или выдолбите скошенную сторону в сварной шов, выполненный изнутри. Сращивал так пучки много раз, иногда приходилось проходить рентген.
Ответить с цитатой
29.03.2015 # 17
Re: Сварка двух конструкционных балок в продольном направлении.
Крысиная нора не имеет ничего общего с тем, можно ли перевернуть балку или нет. Стикмен спросил, что такое крысиная нора, поэтому я сказал ему перейти к 3:45 секундам. Если бы он попросил посмотреть качественное видео, я бы сказал ему пойти посмотреть телевизор. если бы он спросил о качестве сварных швов, я бы знал, что могу направить его к вам, ребята.
Ответить с цитатой
29.03.2015 # 18
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально написал HT2-4956
Это двутавровая балка. Ты просто смотришь на одну сторону.
Посмотрите через крысиное отверстие внизу, и вы увидите, как подложка переходит на фланец с другой стороны стенки.
Возможно, это просто мой планшет, но мне показалось, что нижний фланец сужается, как канал c.Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
03-29-2015 # 19
Re: Сварка двух конструкционных балок в продольном направлении.
Я сварил много двутавровых балок. Во всех случаях я просто срезал фланцы, приваривал скос, отшлифовывал другие стороны фланцев и снова приваривал. Сеть подвергается такому же обращению. Вертикальный проход вверх с одной стороны, обратное шлифование другой стороны с помощью прямошлифовальной машины и еще один проход вверх. Я всегда использовал 7018.
Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Таблица ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
30-03-2015 #20
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Послано snoeproe
Может быть, это только мой планшет, но для меня это почти выглядело так, как будто нижний фланец был сужен, как канал c.
Я считаю, что технически двутавровая балка имеет коническую полку, балки с полками сплошной толщины на самом деле являются двутавровыми балками с широкими полками.Ответить с цитатой
30-03-2015 # 21
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Послано Шарон Иглы
Я считаю, что технически двутавровая балка имеет коническую полку, полки сплошной толщины на самом деле широкополочные двутавровые балки.
Хороший вопрос.Ответить с цитатой
30-03-2015 # 22
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Написал Сварщик Дэйв
Я никогда не смотрел это видео, пока не увидел ваше заявление, но должен согласиться. Половина видео смотрит то черный экран то никакая очистка после раздолбания но у него гриндер. Сварные швы выглядят не очень хорошо, и я не уверен, зачем вообще понадобилась крысиная дыра. Если балку можно опрокинуть, то дыра не нужна . Сделайте одиночный скос на внешних балках, сначала приварите внутреннюю часть, а затем отшлифуйте и/или выдолбите скошенную сторону в сварной шов, выполненный изнутри. Сращивал так пучки много раз, иногда приходилось проходить рентген.
Думаю, я должен с этим не согласиться. Если у вас нет крысиной дыры, как вы собираетесь добиться полного проникновения в центр фланца, где он пересекает стенку?Ответить с цитатой
30-03-2015 # 23
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Послано Шарон Иглы
Я считаю, что технически двутавровая балка имеет коническую полку, полки сплошной толщины на самом деле широкополочные двутавровые балки.
Я никогда не видел двутавровую балку с коническими полками. Там, где полки соприкасаются со стенкой, есть небольшой валик, но тогда полки имеют одинаковую толщину. C-образные балки, с другой стороны, имеют хорошую конусность.Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
30-03-2015 # 24
Re: Сварка двух конструкционных балок в продольном направлении.
Первоначально Послано HT2-4956
Я думаю, я должен не согласиться с этим. Если у вас нет крысиной дыры, как вы собираетесь добиться полного проникновения в центр фланца, где он пересекает стенку?
Я думаю, крысиная нора оставляет много места для ошибок. Вы действительно увеличиваете свои шансы закопать шлак или пористость, когда вам нужно заполнить крысиную нору.
Если вы правильно скосили фланцы и добились полного пера с одной стороны фланца, вы уже прошли фланец.Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720Ответить с цитатой
30-03-2015 # 25
Re: Сварка двух конструкционных балок в продольном направлении.
крысиная нора не заполняется. Вот почему важно подумать о радиусе перед тем, как резать. мне моя больше нравится, как толстое сердце валентинки.
Ответить с цитатой
 какое сечение лучше для сварки этих i балок вместе…
какое сечение лучше для сварки этих i балок вместе…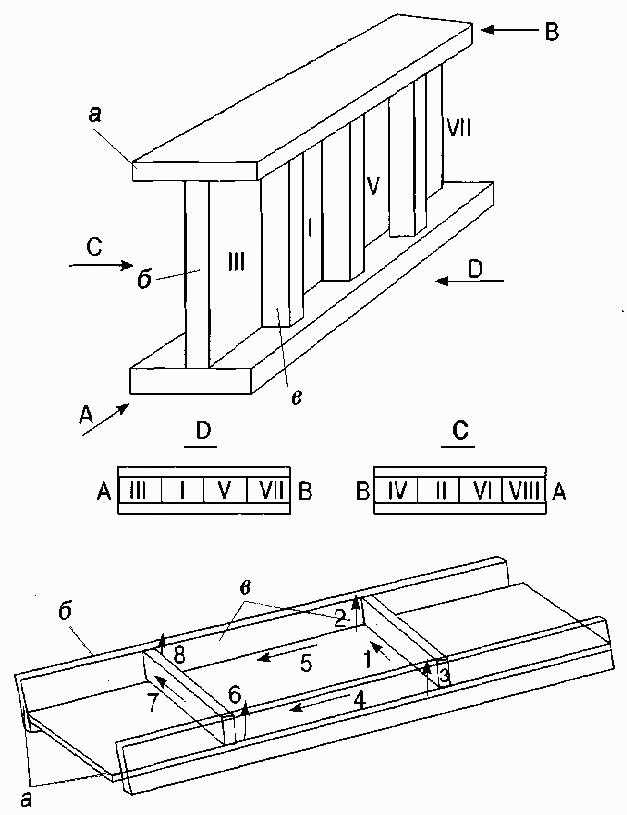 Или используйте опорные стержни. Поместите стержни внутрь фланцев и прорежьте отверстия в стенке. Вот разные способы, которыми я это сделал.
Или используйте опорные стержни. Поместите стержни внутрь фланцев и прорежьте отверстия в стенке. Вот разные способы, которыми я это сделал.
 03.2015
#5
03.2015
#5« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Соединение балок
16.08.2015 #1
Соединение балки
Я подумал, что посмотрю, есть ли у кого-нибудь опыт сращивания балок.Мне нужно соединить ш18х55 длиной 50 футов. Его нужно соединить посередине, чтобы он попал в здание. Невозможно использовать кран или выравнивать все. У меня есть деталь, требующая изгиба 1/4 градуса около 1 1/2″. 1 1/2-дюймовые блоки в центре. Фланцы будут иметь стандартные 30-градусные фаски с пластиной, приваренной к одной балке и прикрепленной болтами к другой на стенке, как моментная рама.
Если я приварю пластину, затем просверлю отверстия и свяжу болтами, как вы думаете, этого будет достаточно, чтобы удержать развал, пока я закончу полный сварной шов на одном фланце? Или это будет слишком сильно тянуть, и мне придется делать обе полные сварки на фланцах одновременно? Планировал прокатную балку, чтобы не пришлось проваривать мышиное отверстие. Также будет закреплена стальная опорная планка. Любая помощь будет оценена по достоинству.
Спасибо.
Ответить с цитатой
16. 08.2015
#2
Re: Стык балок
Не могу прокомментировать процедуру сращивания, но обычно развал — это изгиб, а не резкий момент, не так ли. Я не уверен, просто спрашиваю….Майк
Ответить с цитатой
16.08.2015 #3
Re: Стык балок
Ive соединял луч или два здесь и там.Прикрепленные изображения
Просто предполагаю, что я бы выбрал открытый корень с двойным скосом для деталей соединения. Установите блок в центре. Сделайте один сварной шов, перейдите на противоположную сторону и сделайте этот сварной шов. Продолжайте контролировать луч после каждого сварного шва.
Я соединил много балок, используя доски на каждом конце и веревку, чтобы они оставались прямыми. Главное, много пропускать, не накладывать слишком много шва в одном месте.
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400
Ответить с цитатой
16. 08.2015
#4
Re: Стык балок
Балки бывают холодными или горячими, тепло для вас, если у вас нет машины для их гибки. Вам понадобится большой бутон розы, пропановый или натуральный и темповая палочка 1200. Треугольники от 8 дюймов до нуля прикрепляются к балке из мыльного камня через каждые несколько футов и нагреваются, а изгиб проверяется с помощью веревки и линейки. На это уходит некоторое время, иногда в день с двумя мужчинами. Балки сращены с полными сварными швами ручки и крысиными отверстиями, которые не заполнены, это создает стояк напряжения и растрескивается! Вы можете сделать болтовое соединение, если PE спроектирует и одобрит его.
Ответить с цитатой
16.08.2015 #5
Re: Стык балок
Насколько мне известно, большинство изогнутых балок изгибаются для получения изгиба. Изгиб обычно присутствует, поэтому балка будет стоять ровно, когда нагрузка будет приложена к одной ее стороне. На мой взгляд, будет сложно получить истинные характеристики развала, которые вы ищете, с помощью сварки.
Джейсон
Lincoln Idealarc 250 палка/тиг
Термальная динамика Cutmaster 52
Миллер Бобкэт 250
Стол с ЧПУ Torchmate
Тепловая дуга Hefty 2
Металлурги Местный 720
Ответить с цитатой
16.08.2015 #6
Re: Стык балок
По моему опыту, чтобы получить некоторый развал, упомянутый выше, это единственный способ его получить.
Ответить с цитатой
16.08.2015 #7
Re: Стык балок
Спасибо акструктурал, крысиная нора не будет заполнена.
Ответить с цитатой
16.08.2015 #8
Re: Стык балок
Бенджи,
Мне любопытно.
— расплавленный металл
Ответить с цитатой
16.08.2015 #9
Re: Стык балок
Первоначально Послано Benjie
Что касается керамической подложки, я никогда не использовал ее.
Представьте, что вы пытаетесь заставить лужу прилипнуть к стеклу.
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400
Ответить с цитатой
16.08.2015 #10
Re: Стык балок
Расплавленные металлические здания с трех сторон и линии электропередач с другой.
Ответить с цитатой
16.08.2015 #11
Re: Стык балок
Если это несущая балка (звучит так, как если бы это был изгиб), инженеры-строители предъявляют требования, чтобы все сращивания не превышали 1/3 длины балки.
Надеюсь, это поможет
Ответить с цитатой
16.08.2015 #12
Re: Стык балок
Как инженер, я не в восторге от сращивания балки в центре, потому что центр является точкой наибольшего напряжения.
Последний раз редактировалось raferguson; 16.08.2015 в 17:46. Причина: Добавлено предложение о зоне термического влияния.
Скульптуры из меди и других металлов
http://www.fergusonsculpture.comSyncrowave 200
Миллерматик 211
Пистолет для сварочных аппаратов
Плазменный резак Hypertherm 600
Термическая дуга GMS300
Фонарь Виктор ОА
Самодельная кузнечная пропановая кузница
Ответить с цитатой
16. 08.2015
№13
Re: Стык балок
Прикрепленные изображенияПервоначально написал raferguson
Как инженер, я не в восторге от сращивания балки в центре, потому что центр является точкой наибольшего напряжения.
Странно, ЧП заставил меня срастить эту пролетную балку по центру. Он имеет лицензию в Вашингтоне, Орегоне и Калифорнии. Эта балка стоит там около 14 лет.
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400
Ответить с цитатой
16. 08.2015
№14
Re: Стык балок
Первоначально написал raferguson
Как инженер, я не в восторге от сращивания балки в центре, потому что центр является точкой наибольшего напряжения. Стыковочные пластины, на мой взгляд, были бы обязательными. С точки зрения конструкции вы не можете предположить, что сварной шов такой же прочный, как основной материал. Да, действительно хороший сварщик с хорошо контролируемым процессом может делать прочные сварные швы, но у вас все еще есть зона термического влияния, остаточные напряжения, множество факторов, которые потенциально могут ослабить сварной шов или область вокруг сварного шва.
я не могу сосчитать, сколько балок я соединил по центру и по третям. с тарелками, без тарелок, в магазине и в полевых условиях. Не поймите меня неправильно, некоторые из них предназначались для компаний, летающих ночью, но большинство из них были утверждены инженерами с чертежами для крупных подрядчиков. Я думал, что металл шва должен быть не менее прочным, чем основной металл? до сих пор ни один иск счастливые адвокаты не позвонили по телефону
i.u.o.e. № 15
Квинс, Нью-Йорк и Санни, Флорида
Ответить с цитатой
16.08.2015 №15
Re: Стык балок
Угадайте, сколько из этих 36 x 300 # лучей было сращено в центре? И у нас был ЧП на месте с нами.Прикрепленные изображения
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400
Ответить с цитатой
16.08.2015 №16
Re: Стык балок
Керамическую подложку можно снять, в отличие от подложки, например, при сертификации.
Ответить с цитатой
16.08.2015 # 17
Re: Стык балок
Первоначально Послано Benjie
Расплавленные металлические здания с трех сторон и линии электропередач с другой.
Спасибо,
Мне просто было любопытно, какие ограничивающие факторы.
— Расплавленный металл
Ответить с цитатой
16.08.2015 # 18
Re: Стык балок
Надеюсь, это поможет.
Ответить с цитатой
16.08.2015 # 19
Re: Стык балок
Можно ли перевернуть балку, чтобы сварить ее? Сделал бы это намного проще. Мне любопытно, почему лучи не должны быть приправлены посередине. Трубы по сути представляют собой круглые балки и сращиваются без проблем.
Ответить с цитатой
16. 08.2015
#20
Re: Стык балок
Большое спасибо за помощь, я собираюсь получить керамическую подложку и попробовать ее. Очистка выглядит хорошо для ут
Ответить с цитатой
16.08.2015 # 21
Re: Стык балок
Этот метод используется в основном для сварки балок на месте в полевых условиях.
Ответить с цитатой
16.08.2015 # 22
Re: Стык балок
Может быть, на следующей неделе или через неделю после ожидания окончательных деталей.
Ответить с цитатой
17.08.2015 # 23
Re: Стык балок
Первоначально Послано AKSTRUCTUAL
Этот метод используется в основном для сварки балок на месте в полевых условиях. Это исключает потолочную сварку. Одна вещь, которую я забыл на своем рисунке Пикассо, это крысиные отверстия в верхней части паутины, чтобы вы могли попасть туда с помощью шлифовальной машины и выдолбить, а затем сварить.
особо не занимался стыковкой балок, но часть про вертикаль с бэкером точно на месте! это единственный недостаток керамической подложки, вам действительно нужно «оставаться на мокрой дороге». если вы встанете над своей лужей, и ваш провод касается только керамики (т.е. нет проводки), вам будет плохо.единственный раз, когда я сращивал балку, был на государственной работе. конический фланец, 12xчто-то с c12, я думаю, сверху с фланцами, направленными вниз. приварил шов c12 к верхнему фланцу и после 5 неудачных стыков (из 5 соединений) обнаружил, что стенка и нижний фланец должны быть полностью закрыты. не моя вина, я спросил у своего начальства, должен ли я делать больше фаски, и мне ответили: «НЕТ! Магазин сделал всю подготовку, все, что вам нужно сделать, это заполнить ее !!!!»
наверняка многое узнал о шлифовке.
вещи боссов:
первопроходец 325
maxstar 200мои вещи:
са 200
Транспондер Fronius 180
Линкольн на 100 ампер ж/ф
97 f350 ДИТКевин
Ответить с цитатой
17.08.2015 # 24
Re: Стык балок
Просто любопытно:Требуется ли какой-либо неразрушающий контроль после завершения сварки?
Ответить с цитатой
17. 08.2015
# 25
Re: Стык балок
да
Ответить с цитатой
Сварной шов двутавровой балки — Сварной шов жилой конструкции
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Сварной шов стальной двутавровой балки — Сварной шов жилой конструкции
08.
12.2015
#1Сварка стальной двутавровой балки — сварка жилых конструкций
Во-первых, я новичок во всем этом, и я ищу совета. Моя терминология может быть неверна. Ну, я убираю 2 леденцовые колонны в своем подвале, и у меня есть 6-дюймовая стальная двутавровая балка (толщиной 1/4). На вершине одной из колонн на палочке есть шов, в котором балка была удлинена. В настоящее время есть небольшая пластина с каждой стороны с четырьмя болтами. Нагрузки, которую эта балка должна была нести, больше нет. Сейчас просто держит пол на 1 этаже. Итак, мой вопрос: если я сварю шов с одним 4 дюйма x 48 дюймов x 1/4 с каждой стороны, будет ли это достаточно прочным, или я должен использовать сталь 3/8 дюйма вместо 1/4? Сварка лучше болтового соединения? Кстати сваркой сам не занимаюсь.
Благодарю вас!Последний раз редактировалось Ryan007; 08.12.2015 в 22:21.
Ответить с цитатой
08.12.2015 #2
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Я не понимаю
Если пропала нагрузка, зачем что-то делать?Эд Конли
http://www.screamingbroccoli. com/
ММ252
MM211 (Продано)
Passport Plus и шпульный пистолет
Lincoln SP135 Plus- (Ушел в хороший дом)
Клатч 120В Плазменный резак
Гибочный станок SO 2020
Пиво в холодильникеОтветить с цитатой
08.12.2015 #3
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Нагрузка со второго этажа ушла, а пол первого этажа еще нужно поддерживать.
Ответить с цитатой
09.12.2015 #4
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Вероятно, вы пожалеете, что сделали это. В лучшем случае пол станет очень упругим. В худшем случае ваш этаж будет в подвале.
Балки рассчитаны на заданное расстояние. Если вы уберете опорную колонку, вы, как правило, удвоите это расстояние. Другая вещь, которую вы делаете, это изменение того, где в этой балке находится главный центр сдвига и момента.
В «простой» балке момент (изгиб) максимален на половине пути между опорами, а сдвиг максимален у опоры. В «сложных» балках эти значения немного смещаются, и изгибающие усилия передаются с одной стороны колонны на другую. Нагрузки непосредственно на колонну обычно не учитываются при определении размеров балок.В лучшем случае вы берете самое слабое место вашей «новой» балки (стык) и подвергаете его наибольшей нагрузке (середина). Также нагрузки подобны рычагам. 100 фунтов на квадратный фут минимально, если пролет составляет всего 6 футов, при 12 футах он внезапно становится почти 3/4 тонны из-за расстояния.
Обычно для извлечения колонны требуется более глубокая балка. В одном доме, в котором я работал, им пришлось заменить 8-дюймовую балку на 16-дюймовую, чтобы справиться с новым пролетом, когда владелец хотел убрать колонну в подвале.
Нам действительно нужно много информации, чтобы выполнить то, что вы делаете. Во многих случаях подобная модернизация должна быть одобрена инженером-строителем для соответствия нормам.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
09.12.2015 #5
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Насколько я понимаю, вы хотите удалить опорные колонны (колонны на палочке) из внутреннего пролета двутавровой балки, где верхний этаж поддерживается балкой только посередине?
Если это так, и в зависимости от ширины пролета и прогнозируемой нагрузки на фут, возможно, можно будет просто «окружить» балку длинными приваренными на месте пластинами толщиной 1/4 дюйма.
Изобразите римскую цифру III , где добавленные сварные полосы прикреплены к левой и правой стороне исходной двутавровой балки на внешних краях балки по всей ее длине … Такая конструкция чрезвычайно устойчива к провисанию в середине, а также к силам кручения.
Но даже тогда, как я однажды доказал своему отцу, можно безубыточно и наковальню…. Он закричал: «Мальчик, ты можешь разрушить даже эту наковальню! Убирайся из моей лавки!»
Ответить с цитатой
09.12.2015 #6
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Ответить с цитатой
09.
12.2015
#7Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Ответить с цитатой
09.12.2015 #8
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
спасибо вам за ответы.
Прикрепленные изображения Я попытаюсь объяснить немного лучше. Балка, которую вы видите, когда-то поддерживала первый этаж, а также второй этаж. Таким образом, балка была разработана для удержания этой нагрузки. С тех пор я удалил несущую стену на первом этаже, которая поддерживала второй этаж. Я добавляю «заголовок заголовка», который идет от фундаментной стены к новой красной колонне Lolly (всего 16 футов). Теперь я хочу удалить 2 серые колонны Lolly и иметь боб без поддержки в течение 16 футов (но теперь он несет нагрузку только с пола первого этажа), мне нужно соединить шов на балке (это был мой первый вопрос), что материал я должен использовать? Как вы думаете, достаточно ли прочна только что сращенная балка без двух серых колонн, чтобы выдержать нагрузку только от пола первого этажа?Ответить с цитатой
09.
12.2015
#9Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Не удаляйте посты.
1. Ваш пол, вероятно, не рухнет, но он будет действительно упругим и провисшим, провисание пола затронет все стены вокруг него, и штукатурка/гипсокартон треснет, возможно, на полу появятся волны.
2. Не стоит хлопот. Просто сделайте так, чтобы план цокольного этажа включал столбы. (например, сделайте одну из стоек углом вашего бара, а другую там, где танцуют девушки)
Ответить с цитатой
09.12.2015 #10
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Вам нужен луч побольше.
В дереве они используют 8 дюймов для пролета 8 футов, 10 дюймов для пролета 10 футов и т. Д. Та же логика применима и к стали. Ваша 6-дюймовая балка недостаточно велика. 16 футов без поддержки, я думаю, как минимум 12-дюймовая балка. Небольшой поиск в Google говорит, что вам нужна 12-дюймовая балка, чтобы протянуть 16 футов.Ответить с цитатой
12-09-2015 #11
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Повторяя то, что было сказано ранее.
.. Вам необходимо проконсультироваться с лицензированным инженером-строителем или архитектором в вашем районе, прежде чем что-либо трогать. Тот факт, что вы перенесли нагрузку со второго этажа на внешние стены фундамента, значения не имеет. Пол, все еще поддерживаемый балкой, может по-прежнему нуждаться в одной или нескольких опорах в середине пролета.Обсуждаемые пластины с болтовым креплением предназначены только для выравнивания двух двутавровых балок. Они обеспечивают нулевое сопротивление прогибу под нагрузкой во всех смыслах и целях. Вот почему прямо под этим местом установлена колонна.
Вопрос о том, можете ли вы укрепить или укрепить стенку существующих балок, или вам нужна новая балка, которая намного выше, должен проконсультировать вас эксперт. То, о чем вы просите, — это бесплатный совет от инженера-строителя, который может читать этот форум, или предположение от кого-либо еще, кто хочет высказать свое мнение по вашему вопросу. Никто в здравом уме не ответит на ваш вопрос, опасаясь того, что вы будете делать, когда/если первый этаж в вашем доме просядет или упадет в подвал.
На складе пиломатериалов, где продаются конструкционные балки, вы можете получить бесплатную консультацию по размеру и типу балок, необходимых для перекрытия расстояния в соответствии с установленными строительными нормами. Единственный разумный вариант — заплатить инженеру-строителю за то, чтобы он сказал, что вам нужна новая балка, или как можно безопасно модифицировать существующую балку.
Делайте все, что кажется лучше, но если бы я был на вашем месте, я бы потратил около 200 долларов, чтобы получить гарантированно правильный ответ на ваш вопрос.
Benson’s Mobile Welding — Дейтон, район метро Огайо — сертифицированный AWS инспектор по сварке
Ответить с цитатой
09.12.2015 #12
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Я бы тоже посоветовался с инженером-конструктором.
Но прежде чем вы это сделаете, выясните, сможете ли вы даже установить новую балку (по крайней мере, 16 футов, но, вероятно, на всю длину пролета) в подвал. Если это невозможно, не тратьте деньги на инженера и придерживайтесь именно того, что есть на месте. Если у вас нет забастовки, вы, скорее всего, не получите новую балку подходящего размера в подвал…Ответить с цитатой
09.12.2015 №13
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Первоначально Послано toofast_28
Я бы тоже посоветовался с инженером-строителем.
Если балка не массивная, они обычно проходят через откидные окна подвала. Делал это несколько раз. Если он планирует сделать подвал «пригодным для жизни», почти в каждой юрисдикции теперь требуется хотя бы один дополнительный выход, кроме лестницы с 1-го этажа. Чаще всего, если они не могут выйти, это выходное окно и крутое окно, хорошо спроектированное для использования в качестве лестницы. Когда они впервые начали требовать это, я получил много звонков, чтобы вырезать отверстия в 12-дюймовых бетонных стенах подвала либо для дверей Bilco, либо для выходных окон. В новых домах это не так плохо, поскольку вам действительно не нужно копать вниз так далеко, чтобы обнажить достаточную часть стены, чтобы иметь почти прямое выходное окно. Но прежде чем вы это сделаете, выясните, сможете ли вы даже установить новую балку (по крайней мере, 16 футов, но, вероятно, на всю длину пролета) в подвал. Если это невозможно, не тратьте деньги на инженера и придерживайтесь именно того, что есть на месте. Если у вас нет захода, вы, скорее всего, не получите новую балку подходящего размера в подвал… 0017 Если вы сообразительны, вы устроите так, чтобы сталь проскальзывала внутрь, когда они будут резать стену. Немного размышлений о том, куда пойдет окно по отношению к тому, где вам нужна стальная помощь..
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
12-10-2015 №14
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Один из самых простых способов достать балку в подвале — выломать заднюю часть кармана и просто вставить ее внутрь.
Я предполагаю, что вы сможете использовать балку с широким фланцем 8 или 10 дюймов, в зависимости от того, какой и какого веса вам придется решить это или заплатить эти 200 сотен баксов и иметь душевный покой. Около дня работы на пару, два, три парня поднимают домкратом, поддерживают временные опоры и вставляют их внутрь. То, что у вас есть, сделано для поддержки сварки около 8 футов, это не меняет этого. Упаковать его, хотя и прочно, вероятно, дороже, чем поставить новую балку. Удачи, надеюсь, это хороший человек.Последний раз редактировался Филом Снайдером; 10.12.2015, 00:16.
Ответить с цитатой
12-10-2015 №15
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Шаг A Вызовите инженера-строителя, соединение может быть полностью сварено ручкой, а накладные пластины используются для наращивания балки для увеличения сечения.
можно использовать накладки на стенки и фланцы, а также временные стойки из дерева 4×4 и гидравлический домкрат для их установки. Сварщик коробок жужжания, и это может быть хороший проект, будет в порядке с профессиональным советом. Не сжигайте дом!Ответить с цитатой
12-11-2015 №16
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Работаю в структурной сфере.
Сначала вам действительно нужно проконсультироваться с инженером, как сказано выше. Они дадут вам точно знать, что вам нужно сделать. Во-вторых, вам нужно проверить в городе, районе и т. д., чтобы узнать, нужен ли вам сертифицированный сварщик, если сварка, и нужен ли вам CWI для проверки подгонки и сварки. Если это CJP, более чем вероятно, что они потребуют присутствия CWI во время сварки. Если вы болтаете его, вам также может понадобиться инспектор. Сначала сделайте домашнее задание, прежде чем что-либо делать, ответственность высока, и вам не нужно, чтобы это ложилось на ваши плечи. Удачи!!Ответить с цитатой
12-12-2015 # 17
Re: Сварка стальной двутавровой балки — Сварка жилой конструкции
Вот ваш ответ, я бы использовал инженера
, но если вы хотите срезать углы и сделать это самостоятельно, вот ваш ответ
http://richmond. ky.us/images/codes/f…el%20beams.pdfпервопроходец 302
машина постоянного тока переменного тока молнии
Хобарт Fluxcore
AHP тиг 200x 2015Ответить с цитатой
« Предыдущая тема | Следующая тема »
Метки для этой резьбы
Сварка жилой конструкции
Просмотр облака тегов
Разрешения на публикацию
Все о сварке и изготовлении стальных балок Rsj
В мире сварки вы много слышали о сварке двутавровых балок или RSJ. Но что такое I Beams, как они могут вам помочь и для чего нужны эти лучи? Вот некоторая информация по этому вопросу, чтобы дать вам больше информации о структурных балках, таких как двутавровые и двутавровые балки. Узнайте больше о балках Rsj.
Что такое луч RSJ?
Проще говоря, балка RSJ имеет I-образное или Н-образное поперечное сечение. Горизонтальная сторона известна как фланцы, а вертикальная — как «Паутина». Эти балки очень важны для конструкций, поскольку они, как правило, несут большую нагрузку конкретной конструкции. Мало того, они широко используются в таких вещах, как инженерия. Балки RSJ изготавливаются из конструкционной стали с целью удержания зданий и прочных конструкций. Они созданы из прочной стали, что делает их очень надежными и долговечными. Помимо этого использования, вы можете найти балки RSJ в местах, где вам нужно построить прочную конструкцию, например, в железных мостах. Некоторые люди также используют их для обеспечения лучшей поддержки крыши.
Проще говоря, там, где требуется дополнительная опора для тяжелых предметов, важную роль играют структурные балки, такие как Rsj.
Подводя итоги использования двутавровых балок, вот где они в основном используются:
- Строительство зданий.
- Тяжелые конструкции.
- Мосты.
- Стальные фундаменты.
- И т. д.
Для чего используются балки в конструкции?
Балки RSJ созданы с идеей сохранения прочности и долговечности конструкции. Кроме того, балка RSJ автоматически выдерживает нагрузку и давление. Добавление нескольких лучей RSJ позволит вам равномерно распределить нагрузку и получить потрясающие результаты.
Балки RSJ различаются по размерам, и чем более поддерживающей должна быть конструкция, тем больше требуется балка. Хорошие структурные балки, безусловно, являются одной из самых важных вещей, в которые нужно инвестировать, если вы хотите иметь прочное здание. Они относительно недороги и могут быть предоставлены местным сварщиком.
Почему I-образные балки используются в конструкциях из конструкционной стали?
Двутавровые балки так хороши для этого типа строительства, потому что они очень прочные. Они обеспечивают всю необходимую поддержку для такого строительства. С I-лучами вам никогда не придется беспокоиться о каком-либо давлении или проблемах, которые могут возникнуть со временем. Результаты всегда поразительны и позволяют компаниям экономить деньги.
Поскольку это простая балка из стали, она не такая дорогая, как некоторые другие решения. Это, безусловно, стоящая инвестиция, которая значительно упрощает работу строительных компаний.
Rsj Балки также легко сочетаются с другими строительными материалами. Они не выделяются, но выполняют свою работу.
Кому разрешено сваривать и работать с балками RSJ
Рекомендуется иметь только профессиональных сварщиков с достаточными сертификатами для работы с конструкционными балками в коммерческих и жилых проектах. Сварщики, как правило, должны иметь за плечами многолетний опыт работы в проектах по развитию балок RSJ.
Последнее, что вам нужно, это столкнуться со структурными проблемами в строительном проекте. Нанимайте только профессионального сварщика, который знаком со сваркой балок RSJ и имеет необходимые сертификаты для работы на строительных площадках. Некоторые из сертификатов, которые вы, вероятно, хотели бы, чтобы ваш сварщик имел при работе с балками в проектах сварки конструкций:
- Страхование гражданской ответственности
- Сертификаты ISO
- Кодированный сертификат сварщика
- Карта CSCS
И многое другое…
Квалифицированные сварщики компании Mobile Welding London помогут вам успешно завершить любую сварку, изготовление и монтаж стальных балок в проекте строительства. Мы предлагаем обширные и профессиональные металлоконструкции, на которые вы можете положиться, по всему Большому Лондону.
Обсудите с экспертом ваш проект прямо сейчас, чтобы получить полезный совет и цитату. Звоните по номеру 020 3397 8705.
Можно ли продлить I-луч (RSJ)?
Да, это возможно, и именно здесь возникает потребность в сварке. Но важно сделать выбор в пользу профессиональных сварочных услуг, чтобы убедиться, что все будет в порядке. Обязательно наймите надежного сварщика.
Сертифицированные профессионалы, безусловно, нужны только вам для удлинения балки Rsj, потому что процесс сварки довольно сложен и требует опыта, а также хорошего оборудования.
Сколько стоит I Beams? Балки
Rsj относительно недороги. Вы можете купить балку в Лондоне, Великобритания, по цене около 30 фунтов стерлингов за метр, и цена существенно снижается по мере увеличения количества.
Все конструкционные балки можно приобрести у местного поставщика стальных балок или даже у местного сварщика. Вам также придется добавить некоторые для установки. Это будет зависеть от стоимости труда вашего сварщика.
Какие существуют типы стальных балок?
Существует несколько типов балок. Двутавровая балка изготовлена из катаной стали. У него более широкие полки по сравнению с двутавровой балкой. Отношение полки к стенке имеет тенденцию быть выше. Некоторые считают, что это лучше, чем I Beam, но здесь есть свои проблемы. С другой стороны, двутавровая балка имеет высоту поперечного сечения выше ширины полки. Это важный аспект, который следует учитывать при использовании балок в проекте.
Подводя итоги, можно сказать, что двутавровые балки являются важным элементом любого структурного проекта, требующего несущих балок. Крайне важно, чтобы использование и сварка двутавровой балки в строительном проекте выполнялись только профессиональным сварщиком. Хотя цены различаются, вы можете провести онлайн-исследование и купить балки напрямую у местного поставщика или сварщика.
Нужен мобильный сварщик для проекта несущих балок в Лондоне?
Для сварки и изготовления балок Rsj обращайтесь только к сварщикам, имеющим полную квалификацию для предоставления услуг по проектам структурного строительства. Mobile Welding London предоставляет услуги по сварке и изготовлению сварщиками с 25-летним опытом работы. Мы можем помочь вам с любым проектом, касающимся использования Rsj, I, H и любого другого типа балок для структурных проектов. Услуги охватывают поставку, транспортировку и реализацию стальных балок в вашем офисе в Лондоне.
У нас есть все сертификаты, необходимые для предварительной сварки на строительных площадках, включая карты CSCS, страхование гражданской ответственности, сертификаты кодового сварщика и сертификаты Iso.
* Заранее узнайте у нас о конкретной сертификации, необходимой для вашего проекта.
Чтобы правильно выполнить свой проект по сварке балок или конструкций, свяжитесь с Mobile Welding London по телефону 020 3397 8705 или посетите нашу контактную страницу.
Производство: лазер с ЧПУ, гидроабразивная резка, плазма, сварка | Электрод для сварки постоянным током двутавровой балки | Практик Машинист
лалатеман
Горячекатаный
- #1
Я использовал 6013 для всех своих сварочных работ
теперь, когда мой жужжащий блок переменного тока вышел из строя Я попытался сварить палкой постоянного тока, и я не знаю. . . . Это просто работало не очень хорошо. Neg polariy работал лучше всего, но все же не слишком хорошо. Пробовал несколько настроек усилителя. Сварочный аппарат lincoln 175 TIG/DC.
Думаю, мне нужен другой стержень для сварки двутавровой балки?
Дэйв Лоуренс
Дж.
Л. СарджентАлмаз
- #2
Для хорошего проникновения постоянного тока я бы рекомендовал электрод поз. Я использую много стержня 7018 на электроде постоянного тока +. Если я сварю TIG, то вернитесь к электроду -.
сварочный аппарат
Нержавеющая сталь
- #3
Если вы ищете лучший проникающий стержень, приобретите какой-нибудь 6010 (также известный как Lincoln 5p). вещи. Он работает в обратной полярности, если я правильно помню, это положительный электрод, но я, как известно, ошибался. Вы очень быстро узнаете, если вы подключили его неправильно. Он будет разбрызгиваться и делать почти все, кроме сварки!
Дейл Нельсон
лалатеман
Горячекатаный
- #4
JL спасибо, я возьму 7018 и буду работать с ним.
Шикарно , спасибо , возьму 6010 и тоже буду работать
Дэйв Лоуренс
мальчик-вытиратель
Алмаз
- #5
я согласен
6010 для корневого прохода для проникновения
7018 сверху для прочности и красоты — это проверенный и верный способ «склеить их вместе»
.
, вы должны работать над этим подъемом, так как это предпочтительный метод нанесения.
не удивляйтесь, если вы получите много «dog nu__»
это t и s (сварочный жаргон)
первая пара попыток… фишка в том, что вы на самом деле держите лужу дугой , так что скорость очень важна, чтобы заставить его правильно лежать.
, если вы понимаете это менее чем за 3 фунта. стержня ваш естественный.
ТОМВЕЛДС
Пластик
- #6
Я согласен с мальчиком Виппином. Кроме того, скосите 2 детали перед сваркой.
лалатеман
Горячекатаный
- #7
Хорошо, я пойду с корнем 6010 и наложением 7018. Я получу тренировочную установку и посмотрю, что я могу сделать, прежде чем приступить к настоящему I-лучу. Это подъемный рельс.
Дэйв Лоуренс
мальчик-вытиратель
Алмаз
- #8
, если вы занимаетесь «экипировкой для поднятия над головой»
было бы неплохо наложить сверху кусок стали. №
поддерживайте сустав как можно сильнее. Я положил 1/4 трубы поверх балки с парой полдюймовых отверстий в ней. затем я беру полудюймовый резьбовой стержень до фермы (класс 5, если вы можете его достать, да, www.mcmastercarr.com) и строю седловидный зажим вокруг нижней части фермы с парой пластин толщиной 1/2 или лучше. .
.
. дайте нам больше информации, и мы все сможем помочь
к северу от 54
Алюминий
- #9
Пожалуйста, не экспериментируйте и не изучайте процессы сварки при сборке подвесных компонентов. Многие люди сделали это, но благодаря удаче или хорошей тренировке. У вас есть хорошая тренировка здесь — 6010 — это удилище для корневого прохода. 7018 ПОСЛЕ того, как корень очищен (отколот и измельчен). Корневой проход обычно выглядит неприятно и требует очистки. Вертикаль 7018 также выполняется ВВЕРХ («складывание десятицентовиков»). Чистить после каждого прохода.
Ни один компетентный сварщик не выбрал бы вертикальную или потолочную сварку (подъемное применение), если бы можно было поворачивать сварной объект. Сверните балку, пока вы ее свариваете.
Майк
мальчик-вытиратель
Алмаз
- #10
спасибо майк
это меня тоже немного нервирует.
.
и да гориз. лучше .. мое восходящее замечание состояло в том, чтобы препятствовать использованию спуска, даже если он застрянет в трубе
.
, но в сегодняшнем мире у него может быть только 2 выбора: «мой путь или шоссе».
если не этот тип senario, то подвесной экв. НЕ место для изучения
, и если это так, мы можем попытаться сделать это правильно.
с внешней опорой целостность сварного шва вызывает гораздо меньшую озабоченность… она просто становится плавным переходом балки для тележки…
развешивание вещей — это сделка, которая ДОЛЖНА быть правильной
к северу от 54
Алюминий
- #11
мальчик для битья-
Я думаю, что мы на одной волне; давайте сделаем так, чтобы никто не пострадал.
Какой размер (пролет, стенка, полка, утолщение)?
Где находится соединение (центр или 4 фута от одного конца)?
Какая нагрузка на тележку?
Майк
Идеаларк
Алюминий
- #12
Электрод 6011 был разработан исключительно для переменного тока, легко управляется во всех положениях и имеет отличное проникновение. Он также очень хорошо подходит для окрашенного и / или ржавого металла с очень небольшой подготовкой / очисткой швов, если вообще требуется. 7018 — хороший стержень, но если у вас нет опыта работы с ним, опасность включения шлакоуловителя перевешивает преимущество более высокой прочности на растяжение. Если вы не сделаете несколько довольно гладких валиков, вам, как правило, придется шлифовать соединение, чтобы удалить все шлаковые карманы. Удилище 5P подходит для всех положений, но лучше подходит для постоянного тока. И 6011, и 6010 5P очищаются намного проще. Что касается силы 6011, мы практически не использовали ничего, кроме этого, на всем нашем оборудовании для переездов. Обычная установка заключалась в том, чтобы приварить встык пластины 3/4 дюйма (примерно 4 дюйма x 6 дюймов) к пластинам заднего борта наших лебедок. Таким образом, ВЕСЬ вес приходится на два кронштейна. Когда я говорю о весе, я имею в виду подъем дома с фундамента. Хотя я не знаю, что это за проект, я сомневаюсь, что вы подвергли бы свои сварные швы большему напряжению, чем это. У нас никогда не было никаких проблем. Надлежащая подготовка швов, правильная термофиксация и техника электрода , и у вас не должно быть никаких проблем. 6011 также очень плавно работает на постоянном токе.0018
Дж.
Л. СарджентАлмаз
- №13
Шлаковые карманы с 7018? Я думаю, это так. Я обычно просто постукиваю по шлаку, и он срывается большими лентами, вроде змеиной кожи. Я бы сказал, что куча захваченного шлака связана со сварщиком и условиями сварки, а не со стержнем 7018. Тем не менее, я сварил его в течение 25 лет.
Пока вы не сможете сваривать валики из стержня 7018 без улавливания шлака, я бы посоветовал воздержаться от сварки мостовых кранов или подъемных балок.
мальчик-вытиратель
Алмаз
- №14
Думаю, мы все согласны, сэр….
не лучшее место для изучения
.
так что … когда-либо делали какую-либо ручную подводную дугу …. разговор о змее, это была анконда, проволока была около 1/8 дюйма
… вы могли уложить 3/4 в глубину на 3 / 4 широких V-образных приклада за один проход …. ничего не было видно, просто пришлось слушать, как он хлюпает … раньше использовал его на сборке c-канала, которая держит моборд на 1450 case dozer…
самая крутая хрень, которую я когда-либо держал в руках.
.
не пытаюсь сменить тему, аналогия со змеиной кожей просто навеяла некоторые приятные воспоминания о том, как в 70-х годах я был полным блестяшек
лалатеман
Горячекатаный
- №15
Луч теперь находится над землей, и я поверну его, поэтому я всегда свариваю вниз. Я даже не начну с балки, пока не узнаю, как работает новый сварочный аппарат и стержень. После того, как вся балка будет сварена, я прикреплю большую заплатку сверху и снизу.
Дэйв Лоуренс
Идеаларк
Алюминий
- №16
Ну, Дж. Л. Сарджент, я не верю, что предположил, что 7018 сам по себе вызвал шлакоуловители, я просто знаю, что в руках человека, не имеющего опыта работы с ним, это очень легко может произойти. Хотя я никоим образом не умаляю оригинального плаката, я понял, что его опыт несколько ограничен, хотя и растет. Что касается отслаивания шлака длинными полосами, то да, если у вас правильный температурный режим. Но, как вы знаете, длина дуги на 7018 имеет решающее значение для ее обслуживания и контроля. Электроды 6011/6010 более щадящие и их легче контролировать во всех положениях. Кроме того, вы согласитесь, что 7018 работает намного лучше на постоянном токе, чем на жужжащем блоке переменного тока.
Дж. Л. Сарджент
Алмаз
- # 17
Кроме того, вы согласитесь, что 7018 работает намного лучше на постоянном токе, чем на жужжащем блоке переменного тока.
Нажмите, чтобы развернуть…
Конечно, мне так кажется, но я всегда задавался вопросом, действительно ли реальная прочность сварного шва лучше, если навыки и подготовка к сварке равны.
Ранее я сварил некоторые тяжелые конструкции с помощью переменного тока и без известных проблем. Я делаю сварку, как я рекомендовал выше, в основном сейчас, но те старые сварные швы переменного тока, насколько я могу судить, были в порядке.
Идеаларк
Алюминий
- # 18
JL, после прочтения вашего сообщения, я, вероятно, должен изменить «работает лучше» на «плавнее горит», так как прочность сварного шва должна быть одинаковой, при условии, что все параметры — скорость электрода, длина дуги, диапазон нагрева и т. д. — находятся в пределах нормы. синхронизировать Несколько лет назад я купил практически новую машину переменного тока Lincoln Idealarc (бесконечное регулирование тока), и она, казалось, работала с 7018 очень хорошо, возможно, так же плавно, как и на постоянном токе. Так что да, я соглашусь с вами, что нет никакой разницы в прочности сварного шва. 7018 — прекрасный электрод, только немного более привередливый. Недостатком жужжащих ящиков является то, что большинство из них имеют текущие шаги, а не бесконечное управление, хотя, кажется, я видел несколько небольших устройств с бесконечным управлением.
Джон
лалатеман
Горячекатаный
- # 19
В то время как ГОРЯЧАЯ тема 7018, нет ли 7018, а затем 7018AC, разработанного, предназначенного и предназначенного для дуги переменного тока. У новичков френдли Home Depot и Lowes, которые до сих пор (Боже мой, это потрясающе) продают стержневые сварочные аппараты
(коробка Lincoln AC Buzz) У них есть Lincoln Rod в упаковке по 5 фунтов. с плоской маркировкой 7818AC
Что ж, по первоначальному совету в этой теме я решил получить 6010 для корневого прохода, 7018, чтобы пройтись по нему. Что ж, мой местный магазин Weiller Welind требует 4,93 доллара за фунт X 5 фунтов = 25 долларов + налог за 5 фунтов 6010. , я конечно впечатлен!! ) 6011 Конечно, у Lowes и Depot нет ни 6010, ни «настоящего» 7018. . . . . Так что в Weiller я не стал прыгать за 5 фунтов по 25 долларов за «стержень для корневого прохода», рекомендованный профессионалами. . . .вы парни. . . . Вернулся в депо, все, что у них есть, это 6011 (действительно стержень переменного тока, да?) И, видимо, ублюдок ??? Линкольн 7018АС. Итак, теперь у меня есть Lincoln Precision TIG 175, который делает стержень в постоянном токе. Мой почтенный Legacy Lincoln AC Buzz box 225, по-видимому, умер (вторичное сопротивление бесконечно). Так что для стержня я просто смотрю на dc ROD.
Эта двутавровая балка имеет размер стенки 4 дюйма X 2 3/4 ширины. Я собираюсь приклеить заплатку размером 1 дюйм X 2 дюйма X 24 дюйма сверху и снизу, прожигая ее примерно за 5 проходов хорошо очищенного 6013, а не даже сварить I Beam на всех. Его длина 4 фута (состоит из двух соединенных встык частей длиной 2 фута). У меня есть симпатичная маленькая тележка, рассчитанная на 500 фунтов. Я хочу поставить ее на свой 15-дюймовый поворотный двойной привод LeBlond, чтобы заменить четырехкулачковый патрон на 65 фунтов.
Дэйв Лоуренс
лалатеман
Горячекатаный
- #20
В то время как ГОРЯЧАЯ тема 7018, нет ли 7018, а затем 7018AC, разработанного, предназначенного и предназначенного для дуги переменного тока. У новичков френдли Home Depot и Lowes, которые до сих пор (Боже мой, это потрясающе) продают стержневые сварочные аппараты
(коробка Lincoln AC Buzz) У них есть Lincoln Rod в упаковке по 5 фунтов. с плоской маркировкой 7818AC
Что ж, по первоначальному совету в этой теме я решил получить 6010 для корневого прохода, 7018, чтобы пройтись по нему. Что ж, мой местный магазин Weiller Welind требует 4,93 доллара за фунт X 5 фунтов = 25 долларов + налог за 5 фунтов 6010. , я конечно впечатлен!! ) 6011 Конечно, у Lowes и Depot нет ни 6010, ни «настоящего» 7018. . . . . Так что в Weiller я не стал прыгать за 5 фунтов по 25 долларов за «стержень для корневого прохода», рекомендованный профессионалами. . . .вы парни. . . . Вернулся в депо, все, что у них есть, это 6011 (действительно стержень переменного тока, да?) И, видимо, ублюдок ??? Линкольн 7018АС. Итак, теперь у меня есть Lincoln Precision TIG 175, который делает стержень в постоянном токе. Мой почтенный Legacy Lincoln AC Buzz box 225, по-видимому, умер (вторичное сопротивление бесконечно). Так что для стержня я просто смотрю на dc ROD.
Эта двутавровая балка имеет размер стенки 4 дюйма X 2 3/4 ширины. Я собираюсь приклеить заплатку размером 1 дюйм X 2 дюйма X 24 дюйма сверху и снизу, прожигая ее примерно за 5 проходов хорошо очищенного 6013, а не даже сварить I Beam на всех. Его длина 4 фута (состоит из двух соединенных встык частей длиной 2 фута). У меня есть симпатичная маленькая тележка, рассчитанная на 500 фунтов. Я хочу поставить ее на свой 15-дюймовый поворотный двойной привод LeBlond, чтобы заменить четырехкулачковый патрон на 65 фунтов.
Дэйв Лоуренс
Линия непрерывной сварки двутавровых балок | Galaxie Corporation
Линия непрерывной сварки двутавровых балок | Корпорация Галакси- О
- Контакт
- +1 (734) 727-0600
- Пишите нам
- Купить подержанное оборудование
- Продайте свое оборудование
- Ликвидация завода
- Управление избыточными активами
- Блог
Бренд
Не указан
Модель
Не указан
#
602771
Условие
. Используется
Состояние
.
.
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- ФАЙЛЫ И ПРИЛОЖЕНИЯ
Оснащен
Линия луча Данные входящей катушки:
Макс. Вес катушки: 20 000 фунтов.
Макс. Наружный диаметр рулона: 72 дюйма
Диапазон внутреннего диаметра рулона: 20–29 дюймов
Диапазон ширины: 1 1/2–18 1/4 дюйма
Диапазон толщины: 0,087–0,375 дюйма
Спецификация материала
Материал: мягкая сталь и углерод Сталь
Предел текучести: 45 000 PSI — 80 000 PSI
Производительность линии:
Рабочая скорость линии: 25 — 100 футов в минуту
Процесс: непрерывный для фланцев макс. 0,250 дюйма
Толщина
Старт-стоп до толщины 0,375 дюйма
Накопление полосы: Горизонтальное (3)
Емкость хранения полосы: Скорость калибровочной линии Склад FPM .156″ 100 800 футов
. 165″ 100 700 футов
.188″ 70 650 футов
.200″ 60 600 футов
.250″ 50 500 футов
)
Допуски на отсечку:
Летучая пила: +/- 1/2 дюйма
Годовой тоннаж при непрерывном сварочном процессе на основе одного 8-часового сварочного процесса. Сдвиг
(2000 часов в год): 45 000 тонн
Список оборудования:
Примечание. Элементы, отмеченные *, являются новыми или перестроенными в 1997/1998 гг.
Два (2) разматывателя с одной оправкой
Два (2) 5-роликовых рихтовочных станка (капитальный ремонт) с прижимными валками/столами для снятия кромок
Два (2) устройства для соединения полос (ножницы и концевой сварочный аппарат)
Два (2) горбатых стола (капитальный ремонт)
Две (2) направляющие для скручивания полос
Два (2) горизонтальных накопителя полос
с подающим прижимным роликом
Вращающийся опорный стол для полосы
Внутренняя разгрузочная башня
Выходные прижимные ролики
Направляющие для полосы
Секция подачи полотна
Одна (1) напольная тележка для рулонов
Один (1) разматыватель с одной оправкой
Один (1) 5-валковая машина для правки
с прижимными роликами
Стол для снятия кромок
Один (1) станок для резки и сварки концов (соединение полос)
Одно (1) устройство поворота полосы
Один (1) горизонтальный накопитель полосы (аналогичный фланцу) аккумулятор)
Одна (1) секция ориентации полосы
Технологическая и отрезная секция
Один (1) приспособление для сварки Thermatool
с инструментами для высадки полотна
Съемные блоки для высадки
Направляющие устройства для фланцевых полос
Высокочастотный сварочный стенд с контактами
Два (2) Thermatool Высокочастотные силовые установки
Модель VT 300
Модернизирован в 1998 г.
Одна (1) камера охлаждения луча
с водяными насосами и распылительными трубами
Три (3) стойки для выдвижения луча (восстановлены)
Один (1) выпрямитель луча (восстановлен) )
Одна (1) летающая отрезная пила (перестроенная)
с системой ускорения/измерения ‘Tallyrand’
Выдвижная подставка для пилы
Один (1) конвейер вывода балки и рампы для штабелирования
Одна (1) рампа возврата балки с горизонтальной ленточной пилой
Это полная линия установлены.
Состояние очень хорошее, так как эта линия была значительно модернизирована:
Следующие компоненты были перестроены и модернизированы: сварочные аппараты, электрические элементы управления,
устройства управления Tallyrand для отключения, 3 аккумулятора.
Переключатель ABB
Цифровые приводы Phazecon, 12500
ПЛК Allen Bradley
Запасные части
Запасные пильные полотна
Всю линию можно проверить под напряжением и в рабочем состоянии.