Электроды по алюминию – разновидности и их особенности
Наличие специальных электродов для сварки изделий из сплавов алюминия – не является единственным условием для соединения заготовок в единую деталь. Чтобы получить качественный сварной шов следует еще провести ряд подготовительных мер. В первую очередь следует хорошо подготовить кромки свариваемых деталей к сварке. Для этого кромкам нужно придать необходимый профиль (сточить кромку под угол примерно 45o), а также очистить их от окислов и обезжирить.
Чтобы очистить кромки и произвести их обезжиривание, следует воспользоваться органическими растворителями, также подойдет и щелочной раствор. Обычно кромки обезжириваются ацетоном, растворителем «Уайт-спиритом», и щелочными растворами «РС-1», которые продаются практически во всех магазинах строительных товаров.
Щелочную ванну, если это необходимо, можно без особого труда приготовить своими силами, используя такие компоненты:
1. Вода – 1 литр.
2. Кальцинированная сода – 50 г.
3. Тринатрийфосфат технический – 50 г.
4. Стекло жидкое – 30 г.
Прежде чем произвести обработку свариваемых кромок, полученную эмульсию следует нагреть до температуры примерно 65?C и опустить в нее заготовку на 5 минут.
Затем следует очистить свариваемую кромку от окисления. Зачистка шва производится металлической щеткой из тонких (? 0,1мм) стальных проволочек. После тщательной зачистки, поверхность следует повторно обезжирить растворителем.
Способы сварки алюминия.
Соединять детали в единое целое с помощью сварки можно несколькими способами:
Дуговая ручная сварка.
Выполняется угольными стержнями либо специальными электродами с защитной обмазкой.
Сварка в среде газов.
Для этого используется специальная аппаратура, подающая в точку сварки проволоку и газ, выполняющий защиту кипящего металла от контакта с воздухом. Для этого способа используется азотный газ либо гелий.
При этом методе используется электрод из вольфрама, диаметр которого может быть 0,8 — 1,5 мм, А электрическая дуга защищается азотным газом либо гелием.
Плазменная сварка.
Следует остановиться более подробно на основных видах электродов, которые наиболее часто используются при сварке алюминия.
Угольный электрод.
Это круглый стержень, диаметр которого 6 — 25 мм и длиной 25 – 300 мм. Состоит их коксового угля с различными вяжущими добавками в виде смол или даже дегтя. Также в нем может содержаться металлический порошок или стружка.
С помощью угольных электродов можно производить не только сварку алюминия, но и производить резку, делать наплавку и подготавливать отверстия определенного диаметра. Их функциональная способность намного шире, чем у однотипных металлических электродов. Иными словами – угольные электроды отличаются от других аналогов своей универсальностью.
Отмечу что не стоит путать угольные электроды с графитированными электродами, поскольку графитированные электроды используются вовсе не для сварки, а для плавки металлов в электродуговых печах
Где используются.
1. Сварка любых видов сталей.
2. Сварка легких и тяжелых сплавов (бронза, чугун). В этом случае конец электрода должен быть заточен под углом 65o.
3. Для сварки практически любых цветных металлов. Для сварки, например, медных заготовок, конец электрода должен иметь угол, заточенный под 30o. Применение сварки, по сравнению с традиционной пайкой, позволяет соединять детали сварным швом, который является более прочным. При этом времени на соединение тратится на много меньше чем при пайке.
Большим плюсом этих электродов заключается в том, что их выгорание происходить довольно медленно, поэтому сам стержень не прилипает при соприкосновении к свариваемой детали. Именно из-за этого свойства их рекомендуют использовать при практическом обучении будущих сварщиков.
Способ ведения сварки.
Сварка электродом из угля производится следующим способом. Кромки свариваемых деталей, при помощи угольного электрода, разогреваются до кипящего состояния. После этого в кипящую ванночку вводится алюминиевый прут или проволока, которая плавясь и соединяясь с кипящим метолом свариваемых заготовок, формируют качественный сварной шов.
Плавящиеся электроды для электродуговой сварки алюминия.
Такие электроды используются обычно в условиях, где не присутствует специальное оборудование для сварки именно алюминиевых сплавов.
Марки электродов.
ОЗА-1 — используется для сварки чистого алюминия, имеет минимальное количество примесей. При работе с этими электродами иногда требуется использовать алюминиевые флюсы.
ОЗА 2 – применяются для сварки кремния и алюминиевых сплавов. Не могут использоваться для наплавки, и в некоторых случаях также требуется добавка в виде алюминиевого флюса.
ОК96.10 – имеют щелочно-солевое покрытие. Рекомендуются для сварки технического алюминия, в котором отсутствуют какие-либо примеси. Довольно чувствительны к изменению напряжения, по этому, при его понижение, могут происходить частые прилипания электрода к поверхности свариваемого материала.
ОК96.20 – также покрыты щелочно-солевой обмазкой. Предназначаются для сварки деталей их сплавов алюминия, в состав которых входит магний с марганцем. Стержень электрода также имеет в своем составе определенный процент марганцевой добавки.
Стержень электрода также имеет в своем составе определенный процент марганцевой добавки.
Выбор.
Плавкие электроды или специальные присадки, вводимые при сварке угольным электродом алюминиевых сплавов, должны подбираться именно под основной металл (алюминий). Но при этом рекомендуется, чтобы состав присадок или электродов был близок к составу свариваемого материала. Допустимо минимальное (примерно 0,0001%) присутствие элементов, которые могут улучшить качество сварного шва.
Обычно на упаковке, вместе с маркой электрода, указывается, для какого сплава и сорта металла они предназначены.
Угольные электроды
Угольные электроды
Угольные электроды
Омедненные угольные электроды — это расходный материал для воздушно-дуговой строжки. Используются для пробивки отверстий, резки и строжки стали, чугуна и других металлов и сплавов. Дуга, горящая между изделием и электродом, расплавляет металл, а мощная струя воздуха, подаваемая строгачом, выдувает его и охлаждает угольный электрод.
Угольные электроды применяются в судостроительной, металлообрабатывающей и сталелитейной промышленностях. Незаменимо их применение при производстве металлоконструкций в агрегато- и мостостроении. Особо экономический эффект от использования омедненных угольных электродов виден при демонтаже крупных объектов. Омедненные угольные электроды для сварки резки строжки пробивки отверстий зажимается в строгаче.
Углеродистая сталь и низколегированная сталь, такие как astm a514 и a517
Используйте электроды постоянного тока с DCEP (положительный электрод). электроды переменного тока с трансформатором переменного тока может быть использован, но для этого применения, AC является только наполовину эффективнее, чем в Вашингтоне.
Нержавеющая сталь
Используйте электроды постоянного тока с DCEP (положительный электрод). Электроды переменного тока с трансформатором может быть использован, но для этого применения, переменный ток две раза эффективнее.
Чугун, включая ковкий и ковкий чугун (нодуляр)
Используйте электроды CCDC диаметром 12,7 мм или больше при
наивысшей номинальной мощности тока. Используйте угол 70 ° от и глубина строжка не должна превышать 12,7
мм за проход.
Используйте угол 70 ° от и глубина строжка не должна превышать 12,7
мм за проход.
Медные сплавы (содержание меди 60% и менее)
Используйте электроды CCDC с DCEN (электрод отрицательный) Электрод имеет наивысший ток.
Алюминиевая бронза и алюминиевая никелевая бронза (морской пропеллерный сплав)
Используйте электроды CCDC с DCEN (электрод отрицательный) Электрод имеет наивысший ток.
Никелевые сплавы (содержание никеля более 80% от массы).
Используйте электроды CCAC с переменным током.
Никелевые сплавы (содержание никеля менее 80% от массы)
Используйте электроды CCDC с DCEP (положительный электрод)
на Электрод имеет наивысший ток.
Используйте электроды CCDC с DCEP (положительный электрод) и
до сварка, проволока щеткой в канавку.
Aluminium
Используйте электроды CCDC с DCEP (положительный электрод).
Вы должны почистить щеткой из нержавеющей проволоки перед сваркой. Выталкивание
электрода (длина электрод между резаком и заготовкой) не должен превышать 76,2 мм.
Титан, цирконий, гафний и их сплавы
Не режьте и не строгайте, чтобы подготовиться к сварке или
переплавке, если вы не механически удалите поверхностный слой с поверхности выреза.
Примечание — При предварительном нагреве для сварки, предварительном нагреве для строжки
Угольный электрод OK Carbon DC pointed 4×305 0700007002 Esab
Угольный электрод OK Carbon DC pointed 4×305 0700007002 Esab Артикул Esab: 0700007002 Размеры, мм 4,0 x 305Постоянный ток, А 150-200 Удаление металла, г/см — 10 Канавка, ммШирина 6-8Глубина 3-4Толщина реза, мм 7 Диаметр ..
34 руб Без НДС: 34 руб
Угольный электрод OK Carbon DC pointed 5×305 0700007003 Esab
Угольный электрод OK Carbon DC pointed 5×305 0700007003 Esab Артикул Esab: 0700007003 Размеры, мм 5,0 x 305Постоянный ток, А 200-250 Удаление металла, г/см — 12 Канавка, ммШирина 7-9Глубина 3-5Толщина реза, мм 8 Диаметр . .
.
28 руб Без НДС: 28 руб
Угольный электрод OK Carbon DC pointed 6,35×305 0700007004 Esab
Угольный электрод OK Carbon DC pointed 6,35×305 0700007004 Esab Артикул Esab: 0700007004 Размеры, мм 6,35 x 305Постоянный ток, А 300-350 Удаление металла, г/см — 18 Канавка, ммШирина 9-11Глубина 4-6Толщина реза, мм 9 Ди..
28 руб Без НДС: 28 руб
Угольный электрод OK Carbon DC pointed 6,35×510 0700007104 Esab
Угольный электрод OK Carbon DC pointed 6,35×510 0700007104 Esab Артикул Esab: 0700007104 Размеры, мм 6,35 x 510Постоянный ток, А 300-350 Удаление металла, г/см — 18 Канавка, ммШирина 9-11Глубина 4-6Толщина реза, мм 9 Диа.
52 руб Без НДС: 52 руб
Угольный электрод OK Carbon DC pointed 8×305 0700007006 Esab
Угольный электрод OK Carbon DC pointed 8×305 0700007006 Esab Артикул Esab: 0700007006 Размеры, мм 8,0 x 305Постоянный ток, А 400-450 Удаление металла, г/см — 33 Канавка, ммШирина 11-13Глубина 6-9Толщина реза, мм 11 Диам..
45 руб Без НДС: 45 руб
Угольный электрод OK Carbon DC pointed 8×510 0700007106 Esab (ЕСАБ)
Угольный электрод OK Carbon DC pointed 8×510 0700007106 Esab (ЕСАБ) Артикул Esab: 0700007106Наименование Esab (ЕСАБ): OK Carbon DC pointed 8×510Применение: Угольный электрод круглого сечения не соединяемый (pointed) прим.
65 руб Без НДС: 65 руб
Стержень для резки 3/8” x 18” (10×457мм) 43049007 Esab
Стержень для резки 3/8” x 18” (10×457мм), Esab Стержень для резки 3/8” x 18” (10×457 мм)В упаковке 50 шт. Наименование по Esab: Стержень для резки 3/8” x 18” (10×457мм), (уп.50шт) Наименование по ESAB: 3/8X18 CUTTING RD ..
300 руб Без НДС: 300 руб
Угольный электрод OK Carbon DC pointed 10×305 0700007007 Esab
Угольный электрод OK Carbon DC pointed 10×305 0700007007 Esab Артикул Esab: 0700007007 Размеры, мм 10,0 x 305Ток, А 500-550 Удаление металла, г/см — 49 Канавка, ммШирина 13-15Глубина 8-12Толщина реза, мм 13 Диаметр реза,.
57 руб Без НДС: 57 руб
Угольный электрод OK Carbon DC pointed 10×510 0700007107 Esab
Угольный электрод OK Carbon DC pointed 10×510 0700007107 Esab Артикул Esab: 0700007107 Размеры, мм 10,0 x 510Ток постоянный, А 500-550Удаление металла, г/см — 49Канавка, ммШирина 13-15Глубина 8-12Толщина реза, мм 13Диаме..
96 руб Без НДС: 96 руб
Угольный электрод OK Carbon DC pointed 13×455 0700007108 Esab
Угольный электрод OK Carbon DC pointed 13×455 0700007108 Esab Артикул Esab: 0700 007 108 Размеры, мм 13,0 x 455 Ток постоянный, А 700-900 Удаление металла, г/см — 89 Канавка, мм Ширина 16-18 Глубина 9-13 Толщина реза, мм.
182 руб Без НДС: 182 руб
CutSkill DC Угольный электрод 6,4х305 мм 22043003C Esab
CutSkill DC Угольный электрод 6,4х305мм Esab CutSkill DC Угольный электрод 6,4х305 мм Продукция Esab предназначена для выполнения воздушно-дуговой строжки угольным электродом. Наименование по Esab: CutSkill DC Угольный э..
22 руб Без НДС: 22 руб
Угольный электрод 6,5Х305 22043003 Esab
Угольный электрод 6,5Х305 Esab Угольный электрод 6,5Х305. Продукция Esab предназначена для выполнения воздушно-дуговой строжки угольным электродом. Наименование по Esab: Угольный электрод 6,5Х305 Наименование по ESAB: Ca.
29 руб Без НДС: 29 руб
ARCWATER, Электрод для резки, 5/16”x9” (8×228мм), (уп.50шт.) 42059006 Esab
ARCWATER, Электрод для резки, 5/16”x9” (8×228мм), (уп.50шт.) Esab ARCWATER, Электрод для резки, 5/16”x9” (8×228 мм), (уп.50 шт.) Наименование по Esab: ARCWATER, Электрод для резки, 5/16”x9” (8×228мм), (уп.50шт.) Наимено..
306 руб Без НДС: 306 руб
CutSkill DC Угольный электрод 4,8х305мм 22033003C Esab
CutSkill DC Угольный электрод 4,8х305мм Esab CutSkill DC Угольный электрод 4,8х305 мм Продукция Esab предназначена для выполнения воздушно-дуговой строжки угольным электродом.
19 руб Без НДС: 19 руб
CutSkill DC Угольный электрод 7,9х305мм 22053003C Esab
CutSkill DC Угольный электрод 7,9х305мм Esab CutSkill DC Угольный электрод 7,9х305 мм Продукция Esab предназначена для выполнения воздушно-дуговой строжки угольным электродом. Наименование по Esab: CutSkill DC Угольный э..
31 руб Без НДС: 31 руб
CutSkill DC Угольный электрод 9,5х305мм 22063003C Esab
CutSkill DC Угольный электрод 9,5х305мм Esab CutSkill DC Угольный электрод 9,5х305 мм Продукция Esab предназначена для выполнения воздушно-дуговой строжки угольным электродом.
33 руб Без НДС: 33 руб
Cutskill Стыкуемый Угольный Электрод 15,9мм 24104003C Esab
Cutskill Стыкуемый Угольный Электрод 15,9мм Esab Cutskill Стыкуе мый Угольный Электрод 15,9 мм Продукция Esab предназначена для выполнения воздушно-дуговой строжки угольным электродом. Наименование по Esab: Cutskill Стык..
174 руб Без НДС: 174 руб
Cutskill Стыкуемый Угольный Электрод 19,05×432мм 24124003C Esab
Cutskill Стыкуемый Угольный Электрод 19,05×432мм Esab Cutskill Стыкуе мый Угольный Электрод 19,05×432 мм Продукция Esab предназначена для выполнения воздушно-дуговой строжки угольным электродом. Наименование по Esab: Cut..
Наименование по Esab: Cut..
231 руб Без НДС: 231 руб
Заказать Угольные омеднённые электроды для строжки и резки в наличии на складе в СПб
ESAB Угольный электрод Arcair 6,5х305 ммДля резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
Под заказ
Артикул 22043003
Вес 0.018 кг
Сила тока 300-350 А
Ширина канавки 9-11 мм
Толщина реза 9 мм
Для резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
В наличии
Артикул 22053003
Вес 0. 025 кг
025 кг
Сила тока 400-450 А
Ширина канавки 11-13 мм
Толщина реза 11 мм
Для резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
В наличии
Артикул 22063003
Вес 0.04 кг
Сила тока 500-550 А
Ширина канавки 13-15 мм
Толщина реза 13 мм
Для резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
Под заказ
Артикул 22033003
Вес 0.01 кг
Сила тока 200-250 А
Ширина канавки 6-8 мм
Толщина реза 8 мм
Для резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
Под заказ
Артикул 22082003
Вес 0. 1 кг
1 кг
Сила тока 700-900 А
Ширина канавки 16-18 мм
Толщина реза 14 мм
Для резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
Под заказ
Артикул 22043003C
Вес 0.018 кг
Сила тока 300-350 А
Ширина канавки 9-11 мм
Толщина реза 9 мм
Для резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
В наличии
Артикул 22053003C
Вес 0.025 кг
Сила тока 400-450 А
Ширина канавки 11-13 мм
Толщина реза 11 мм
Для резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
Под заказ
Артикул 22063003C
Вес 0. 04 кг
04 кг
Сила тока 500-550 А
Ширина канавки 13-15 мм
Толщина реза 13 мм
Для резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
Под заказ
Артикул 24104003
Вес 0.14 кг
Сила тока 1000-1200 А
Ширина канавки 20-22 мм
Толщина реза 17 мм
Для резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
Под заказ
Артикул 24124003
Вес 0.21 кг
Сила тока 1200-1400 А
Ширина канавки 24-26 мм
Толщина реза 21 мм
Для резки, строжки, прошивки отверстий
Добавить к сравнению
Цена по запросу
Под заказ
Артикул 22033003C
Вес 0. 01 кг
01 кг
Сила тока 200-250 А
Ширина канавки 6-8 мм
Толщина реза 8 мм
Угольный электрод. Его отличительные особенности
Екатерина
Как показывает статистика и отзывы пользователей, на сегодняшний день более широким спросом пользуются электроды со стальным плавящимся стержнем. Однако, в отдельных случаях, для сварки просто необходим угольный электрод. При помощи такого стержня можно выполнять сварку, резку, плавку. О том, что такое угольные электроды и в чем их преимущества вы узнаете из этой статьи.
Содержание статьи
- Свойства и предназначение
- Разновидности угольных электродов
- Режим сварки
- Принцип сварки
Свойства и предназначение
Сварочный угольный электрод — это такой стержень, ключевым компонентом которого является уголь (кокс).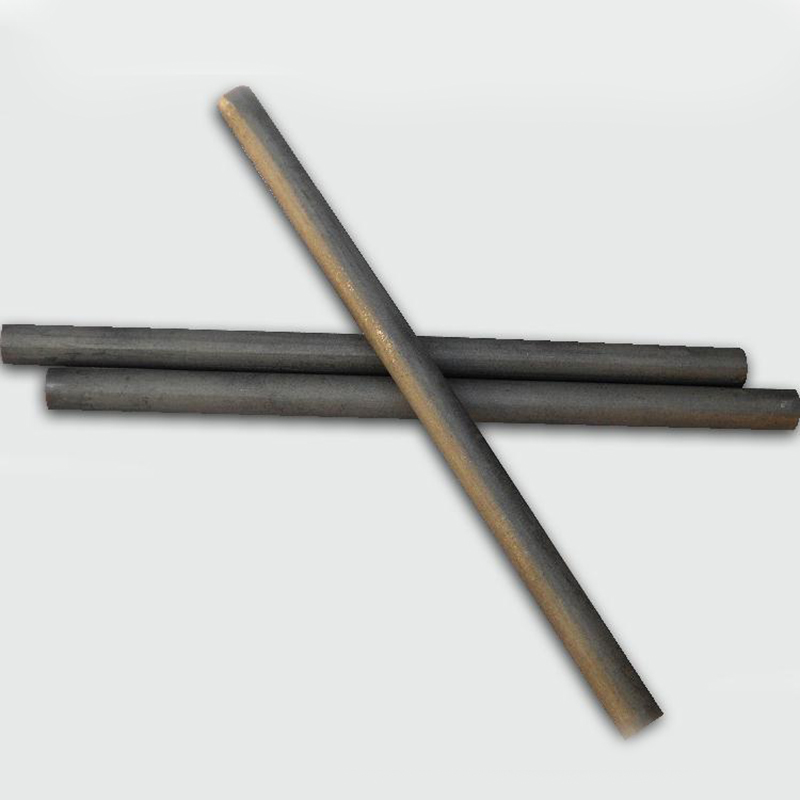 Помимо этого в его состав входят некоторые добавки, среди которых: смола, выступает объединяющим звеном, металлический порошок – придает изделию прочность. Габариты такого электрода по диаметру находятся в промежутке от 1,5 до 25 мм, а по длине – от 25 до 300 мм. Изготавливаются изделия очень легко: изначально создается состав из всех компонентов, затем происходит процесс формовки, и заключительный этап – сушка.
Помимо этого в его состав входят некоторые добавки, среди которых: смола, выступает объединяющим звеном, металлический порошок – придает изделию прочность. Габариты такого электрода по диаметру находятся в промежутке от 1,5 до 25 мм, а по длине – от 25 до 300 мм. Изготавливаются изделия очень легко: изначально создается состав из всех компонентов, затем происходит процесс формовки, и заключительный этап – сушка.
Нужно сказать, что применение описываемых изделий нашло себя во многих строительных работах.
Чаще всего применяется угольный электрод для сварки металлов, для выполнения воздушной духовой резки металлов и иных действий.
Специалисты, выполняющие сварку на профессиональном уровне, отмечают, что описываемые стержни могут применяться для работы не только с медью, но и с некоторыми другими изделиями:
- сталь разных сортов, сюда входит и нержавейка, низколегированная, в которой содержится небольшое количество углерода,
- тяжелые и легкие сплавы, например бронза, чугун.
 Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов, - всевозможные цветные металлы. Кстати следует знать, что здесь можно получить достаточно качественное и надежное соединение, чего нельзя достичь методом обычной пайки. И сам процесс работы по времени будет менее продолжительным.
 Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,Разновидности угольных электродов
Для повышения прочности расходных материалов, в процессе их изготовления начали применять технологию напыления на электроды медного порошка. Другой способ – электролитический. Он подразумевает собой помещение в ванну с электролитом и самого стержня и медного порошка. Под воздействием электрического поля медь оседает на плоскости расходника. Исходом данной процедуры является образование омедненного угольного электрода.
В настоящее время, электрод угольный омедненный выпускается в пяти основных модификациях, которые различаются между собой по форме сечения:
- круглые, у таких изделий диаметр стержня равен 3,2-19 мм;
- круглые бесконечные, за этим видом наименование закрепилось благодаря его экономичности. То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
- плоские, здесь сечение стержней выполнено в прямоугольной форме (в редких случаях в квадратной), размер равен 8-25 мм. Чаще всего применяются для заделки дефектов на поверхностях отливок из стали;
 То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;- полукруглые, у данных изделий сечение составляет – 10-19 мм. В настоящее время они считаются самыми распространенными и пользуются наибольшим спросом. Посредством полукруглых электродов можно решить любые проблемы, которые касаются резки металлических заготовок. В процессе сварки вы получите шов, который приобретет нужную форму;
- полые, применяются нечасто. Характерная черта – используя данный вид электродов можно сформировать U-образную канаву. Диаметр стержня составляет 5-13 мм.
На заметку! Некоторые пользователи отмечают, что когда не было возможности приобрести угольный электрод, а сварку нужно было производить срочно, использовали угли из батарейки.

Однако, такая процедура скорее всего не обвенчается успехом. Если ваша цель — получение качественного и прочного шва, то лучше купить готовое изделие.
Режим сварки
Угольный электрод для сварки входит в категорию неплавких электродов, что и отличает его от других металлических стержней. Таким образом, осуществляя сварочные работы с таким изделием, можно применять исключительно постоянный ток прямой полярности. Это означает, что минус подсоединяется к электроду, а плюс к заготовке из металла.
В определенных ситуациях для сварки необходимо использовать присадочный элемент. Например, при отбортовке тонких металлических заготовок. Такая процедура будет более выгодной и простой. На рынке представлен большой выбор присадок, которые используются при таком виде сварки. Например, если вы работаете с медью, лучше отдать предпочтение бронзовому присадочному материалу.
Также следует обращать внимание на параметры сечения присадочной проволоки или пластины. Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
Совет! Выбирая для сварки электроды угольные омедненные, выбирайте присадочный материал, опираясь на толщину соединяемых заготовок.
Принцип сварки
Выделяется два метода сварки в процессе работы с угольным электродом:
- правый, он подразумевает собой перемещение электрода справа налево, а присадка идет сразу за ним$
- левый, в такой ситуации стержень движется слева направо, а присадка – перед ним.
Правая сварка считается более действенной, в плане применения тепловой энергии в участке сварки. Таким способом удобнее производить сварку деталей большой толщины. Да и скорость самого процесса выше примерно на 20-30%. Однако на практике сварщики отдают большее предпочтение левой технологии.
Подводя итог следует сказать, что чаще всего угольные электроды применяются для сварки медных проводов, в домашних условиях они нашли свое применение в резке металлов.
Похожие публикации
|
Сварка угольным электродом Категория: Сварка металлов Сварка угольным электродом В настоящее время сварка угольной дугой имеет второстепенное значение по сравнению со сваркой плавящимся металлическим электродом. Однако сварка угольной дугой все же имеет промышленное применение. Дуга зажигается между угольным электродом и основным металлом (рис. 1). Обычно применяются постоянный ток и прямая полярность (минус на угольном электроде). Угольный электрод не плавится в дуге, его конец разогревается до очень высокой температуры, создающей мощную термоэлектронную эмиссию. Вид угольной дуги и ее свойства резко изменяются при обратной полярности, когда угольный стержень становится анодом, а основной металл — катодом. Электрод на большом протяжении разогревается до очень высокой температуры; наблюдается усиленное испарение его материала; заостренный конец электрода притупляется и становится плоским. Дуга обратной полярности имеет повышенное напряжение, малоустойчива и не может быть растянута более чем на 10—12 мм при питании от нормальных сварочных генераторов. Дуга прямой полярности практически не науглероживает основной металл, содержание углерода в наплавленном металле даже уменьшается, т. Угольная дуга переменного тока, питающаяся от нормальных сварочных трансформаторов, недостаточно устойчива и на практике редко применяется. Угольная дуга легко отклоняется от нормального положения магнитными полями, потоками воздуха, вследствие неоднородности поверхности металла. Для стабилизации положения дуги иногда применяют вспомогательное продольное магнитное поле, создаваемое соленоидом, ось которого совпадает с осью электрода. Этот прием используется главным образом в автоматах. Для стабилизации положения дуги иногда по линии сварки наносят пасту или порошкообразный флюс, содержащие хорошие ионизаторы дугового разряда; этот способ успешно применяется как при автоматической, так и при ручной сварке. Угольная дуга обладает меньшим тепловым к. п. д., чем дуга металлическая с плавящимся электродом. Химический состав, структура и механические свойства металла, наплавленного угольной дугой при сварке низкоуглеродистой стали, существенно не отличаются от металла, наплавленного металлическим электродом с тонкой ионизирующей обмазкой. Занятость обеих рук в процессе сварки создает неудобства Для сварщика и снижает производительность труда. Поэтому угольная дуга применяется почти исключительно в тех случаях, когда можно обойтись бен подачи присадочного металла в дугу. Это возможно при образовании шва за счет расплавления кромок основного металла или же при помещении присадочного металла на кромки шва до сварки. В этом случае при сварке стали малых толщин (1—3 мм) сварщики достигают рекордной для ручной сварки производительности труда — до 50—70 м/ч сварного шва (рис. 1). Для сварки угольной дугой применяются электроды из электротехнического угля и из синтетического графита. Рис. 1. Формы соединений для сварки угольной дугой Материал электрода расходуется на испарение и сгорает под действием кислорода воздуха; сгорание идет на довольно значительной длине разогретого электрода. Примерные максимально допустимые токи для графитных электродов хорошего качества даны ниже. Напряжение дуги 25—35 в. Небольшие изменения длины дуги не оказывают заметного влияния на качество сварки. Угольный электрод сгорает довольно медленно, не более 5 мм1мин\ дуга весьма устойчива, поэтому сварка угольным электродом очень удобна для механизации процесса. Ток к электроду подводится скользящим контактом; электрод проходит по оси соленоида, создающего магнитное поле, параллельное оси электрода. Институт электросварки им. Е. О. Патона успешно применил углекислый газ С02 для защиты угольной дуги. Полученные удовлетворительные результаты могут быть объяснены образованием окиси углерода СО при взаимодействии углекислого газа с твердым углеродом. Окись углерода является весьма эффективным защитным газом, — она не растворима в металле, восстанавливает окислы и не влияет на углерод,‘содержащийся в металле. Достаточно небольшого содержания СО в газовой смеси, чтобы заметно улучшить качество наплавленного металла. Угольный электрод успешно используется для наплавки порошкообразных твердых сплавов. Он может найти применение для некоторых случаев пайки, резки, термообработки металлов. Реклама:Читать далее:Сварка вольфрамовым электродом
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Теплопроводность материала угольных электродов мала, потому возможно поддерживать высокую температуру катода и получать вполне устойчивую дугу уже при токах 3—5 а. Угольная дуга горит очень устойчиво и может вытягиваться до значительной длины (30—50 мм). Электрод сгорает медленно и не прилипает к основному металлу, поэтому работать угольной дугой сравнительно легко и необходимые навыки для выполнения простейших работ приобретаются быстро.
Теплопроводность материала угольных электродов мала, потому возможно поддерживать высокую температуру катода и получать вполне устойчивую дугу уже при токах 3—5 а. Угольная дуга горит очень устойчиво и может вытягиваться до значительной длины (30—50 мм). Электрод сгорает медленно и не прилипает к основному металлу, поэтому работать угольной дугой сравнительно легко и необходимые навыки для выполнения простейших работ приобретаются быстро. е. происходит выгорание углерода.
е. происходит выгорание углерода. Качество наплавленного металла сможет быть улучшено применением специальных флюсов, наносимых на основной или присадочный металл, но этот метод еще мало разработан. Сварка уголь-ной дугой может быть выполнена с подачей присадочного металла в Дугу (в этом случае у сварщика заняты обе руки) или же без подачи присадочного металла в дугу (у сварщика занята только одна рука). В обоих случаях сварщик работает в шлеме-маске.
Качество наплавленного металла сможет быть улучшено применением специальных флюсов, наносимых на основной или присадочный металл, но этот метод еще мало разработан. Сварка уголь-ной дугой может быть выполнена с подачей присадочного металла в Дугу (в этом случае у сварщика заняты обе руки) или же без подачи присадочного металла в дугу (у сварщика занята только одна рука). В обоих случаях сварщик работает в шлеме-маске. Нормальные электроды имеют форму стержней круглого сечения диаметром 6—25 мм и длиной 200—300 мм с концом, заточенным на конус. Графитные электроды во всех отношениях лучше угольных, и их следует предпочитать. Для угольных или графитных электродов требуются специальные держатели.
Нормальные электроды имеют форму стержней круглого сечения диаметром 6—25 мм и длиной 200—300 мм с концом, заточенным на конус. Графитные электроды во всех отношениях лучше угольных, и их следует предпочитать. Для угольных или графитных электродов требуются специальные держатели. Магнитное поле обжимает дугу, уменьшает диаметр столба дуги, делает ее более жесткой и устраняет ее отклонения. Для защиты наплавленного металла применяются защитные флюсы в форме шнура, скрученного из бумаги и пропитанного растворами различных солей, или в форме пасты, в форме порошка, наносимых на металл до сварки. Шнур непрерывно подается в дугу. В автоматах часто применяется непрерывная подача присадочной проволоки в дугу. В полуавтоматах подача электрода чаще производится периодически вручную, механизируется же перемещение дуги по линии сварки.
Магнитное поле обжимает дугу, уменьшает диаметр столба дуги, делает ее более жесткой и устраняет ее отклонения. Для защиты наплавленного металла применяются защитные флюсы в форме шнура, скрученного из бумаги и пропитанного растворами различных солей, или в форме пасты, в форме порошка, наносимых на металл до сварки. Шнур непрерывно подается в дугу. В автоматах часто применяется непрерывная подача присадочной проволоки в дугу. В полуавтоматах подача электрода чаще производится периодически вручную, механизируется же перемещение дуги по линии сварки. Угольный электрод можно применять для сварки стали, чугуна, алюминия, меди, бронзы и других металлов.
Угольный электрод можно применять для сварки стали, чугуна, алюминия, меди, бронзы и других металлов.Поставщик сварочного оборудования и материалов
ТОВАР ДНЯ
БАРС
Новинка нашего ассортимента БАРСВЕЛД
В каталог
BARSWELD Официальный дилер Официальный дилер в Москве К продукции С Днём мотоциклиста!
Сварочное оборудование
Сварочные тракторы и аксессуары (SAW)
Сварочные принадлежности аксессуары
Вспомогательная химия
Сварочные столы
Сварочные материалы
Газосварочное оборудование
Средства индивидуальной защиты
Компрессорное оборудование
Строительное оборудование
Электростанции
Электротовары
Оборудование для автосервиса
Инструмент и оснастка
Пены и герметики
Отопители
Садовая техника
Самое популярное
Товар
Параметры
Цена
Кол-во
Купить
ПРОМЫШЛЕННЫЕ АППАРАТЫ
Сварочные аппараты для промышленности и строительных объектов.
Товар
Параметры
Цена
Кол-во
Купить
Сварочное оборудование
В каталог
Сварочные материалы
В каталог
Генераторы
В каталог
Наша компания – профессиональный дистрибьютор электротехнической продукции с богатым опытом. Сегодня поставляемый нашей компанией ассортимент удовлетворяет потребности десятков тысяч клиентов: промышленные предприятия, производителей электрощитового оборудования, предприятия инфраструктуры, электромонтажные и строительные компании, частных монтажников, розничные магазины, проектировщиков и частных лиц.
Приобрести продукцию из широчайшего ассортимента, от клеммы до трансформатора, могут клиенты в более чем 800 городах России. Мы всегда тщательно подходим к выполнениям гарантийных обязательств и неуклонно следим за качеством поставляемого оборудования и его соответствии мировым стандартам и нормам электротехнической безопасности.
Мы постоянно работаем над улучшением взаимодействия с нашими клиентами: открываем новые товарные направления, такие как оборудование для систем безопасности и строительный крепеж, создаем новые сервисы, расширяем географию присутствия.
Любые способы оплаты
Скидки постоянным клиентам
Гарантия качества на товар
Стержневые электроды для сварки углеродистой стали
281 продуктов
Стержневые электроды из углеродистой стали служат присадочным металлом для сварки углеродистой стали и других совместимых металлов в задачах SMAW (дуговая сварка в среде защитного металла). Эти сварочные стержни из углеродистой стали имеют покрытие, которое выделяет защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Стержневые электроды из углеродистой стали служат присадочным металлом для сварки углеродистой стали и других совместимых металлов в задачах SMAW (дуговая сварка защищенным металлом). Эти сварочные стержни из углеродистой стали имеют покрытие, которое выделяет защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Эти сварочные стержни из углеродистой стали имеют покрытие, которое выделяет защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Электроды для изготовления металлоконструкций
Электроды для сварки с широкой сваркой с мощностью переменного тока
Электроды для сварки всепозиции с мощностью постоянного тока
Электроды для сварки с высоким отложением
Электроды для высокой скорости
9009Электроды для сварки листового металла при малой силе тока
ЭЛЕКТРОДЫ ДЛЯ ЭЛЕКТРОДЫ для высокой скорости
9009для Сварка труб
E7018-1
Loading. .. .. | ||||||||||||||||||
| Loading… | ||||||||||||||||||
| Loading… | ||||||||||||||||||
| Loading … |
E7018-1 h5R
| Loading… | |||||||||||||||||||||||||||||||||||||
| Loading… | |||||||||||||||||||||||||||||||||||||
| Loading… | |||||||||||||||||||||||||||||||||||||
| Loading… | |||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||
Загрузка . .. .. | |||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||
| . | |||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||
| . | Загрузка … | ||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||
| Загрузка … |
 0044
0044 ..
.. 0044
0044 ..
.. 69.66669.6666996669.666996669.6669.6669.666699666996666996666996666996666966666966666666666666666 гг.
69.66669.6666996669.666996669.6669.6669.666699666996666996666996666996666966666966666666666666666 гг. …
… ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. Дуга образуется между электродом и основным металлом. Электроды для дуговой сварки можно разделить на плавящиеся и неплавящиеся. В то время как в нескольких процессах дуговой сварки используется плавящийся электрод, в других используется неплавящийся электрод. Плавящиеся электроды предназначены для плавления в процессе сварки для подачи присадочного металла. Такие электроды одновременно служат двум целям: (i) помогают в образовании дуги и (ii) подают присадочный металл в соединение. Соответственно, не требуется отдельной подачи присадочного металла. Плавящиеся электроды обычно изготавливаются из металлов с относительно более низкой температурой плавления, а их химический состав в основном остается таким же, как и у основных пластин. Напротив, неплавящиеся электроды не предназначены для плавления при сварке. Они остаются неповрежденными и только помогают в формировании дуги. Они не поставляют присадочный металл. Соответственно, присадочный металл требуется подавать отдельно при сварке.
Дуга образуется между электродом и основным металлом. Электроды для дуговой сварки можно разделить на плавящиеся и неплавящиеся. В то время как в нескольких процессах дуговой сварки используется плавящийся электрод, в других используется неплавящийся электрод. Плавящиеся электроды предназначены для плавления в процессе сварки для подачи присадочного металла. Такие электроды одновременно служат двум целям: (i) помогают в образовании дуги и (ii) подают присадочный металл в соединение. Соответственно, не требуется отдельной подачи присадочного металла. Плавящиеся электроды обычно изготавливаются из металлов с относительно более низкой температурой плавления, а их химический состав в основном остается таким же, как и у основных пластин. Напротив, неплавящиеся электроды не предназначены для плавления при сварке. Они остаются неповрежденными и только помогают в формировании дуги. Они не поставляют присадочный металл. Соответственно, присадочный металл требуется подавать отдельно при сварке. Углерод, графит и вольфрам — три материала, подходящие для использования в качестве электрода для дуговой сварки (поскольку они обладают высокой температурой плавления и высокой электропроводностью). Угольные электроды изготовлены из неграфитизирующейся сажи, связанной подходящим полутвердым связующим. Это неметаллические электроды с относительно более высокой температурой сублимации. Углеродные электроды обычно покрыты тонким медным покрытием; однако на такие электроды не осаждается флюсовое покрытие. Соответственно, для получения стабильной дуги и бездефектного соединения требуется подача защитного газа. Некоторые из процессов дуговой сварки, в которых используется угольный электрод, включают угольную дуговую сварку (CAW) и ее разновидности, такие как сварка двойной угольной дугой (T-CAW), дуговая сварка в среде защитного газа (S-CAW), углеродная резка и т. д.
Углерод, графит и вольфрам — три материала, подходящие для использования в качестве электрода для дуговой сварки (поскольку они обладают высокой температурой плавления и высокой электропроводностью). Угольные электроды изготовлены из неграфитизирующейся сажи, связанной подходящим полутвердым связующим. Это неметаллические электроды с относительно более высокой температурой сублимации. Углеродные электроды обычно покрыты тонким медным покрытием; однако на такие электроды не осаждается флюсовое покрытие. Соответственно, для получения стабильной дуги и бездефектного соединения требуется подача защитного газа. Некоторые из процессов дуговой сварки, в которых используется угольный электрод, включают угольную дуговую сварку (CAW) и ее разновидности, такие как сварка двойной угольной дугой (T-CAW), дуговая сварка в среде защитного газа (S-CAW), углеродная резка и т. д. д.). Это металлические электроды с относительно более низкой температурой плавления по сравнению с угольным электродом. Эти электроды используются в нескольких процессах дуговой сварки, а именно (i) сварка вольфрамовым электродом в среде инертного газа (TIG) и ее варианты, такие как активированная TIG, TIG с замочной скважиной и т. д., (ii) сварка атомарным водородом (AHW), (iii) дуговая точечная сварка. и т. д. Вольфрамовые электроды всегда являются неизолированными электродами (т. е. такие электроды не покрыты флюсом). Обычно на такие электроды также не наносится отдельное покрытие из-за химической инертности вольфрама.
д.). Это металлические электроды с относительно более низкой температурой плавления по сравнению с угольным электродом. Эти электроды используются в нескольких процессах дуговой сварки, а именно (i) сварка вольфрамовым электродом в среде инертного газа (TIG) и ее варианты, такие как активированная TIG, TIG с замочной скважиной и т. д., (ii) сварка атомарным водородом (AHW), (iii) дуговая точечная сварка. и т. д. Вольфрамовые электроды всегда являются неизолированными электродами (т. е. такие электроды не покрыты флюсом). Обычно на такие электроды также не наносится отдельное покрытие из-за химической инертности вольфрама. Такого риска нет с вольфрамовым электродом; однако может произойти дефект включения вольфрама. У угольных электродов есть несколько других недостатков, таких как плохая способность сохранять форму, высокая скорость износа, склонность к поломке при транспортировке и хранении и т. д. Несколько сходств и различий между угольным электродом и вольфрамовым электродом (для использования в дуговой сварке) приведены ниже в формат таблицы.
Такого риска нет с вольфрамовым электродом; однако может произойти дефект включения вольфрама. У угольных электродов есть несколько других недостатков, таких как плохая способность сохранять форму, высокая скорость износа, склонность к поломке при транспортировке и хранении и т. д. Несколько сходств и различий между угольным электродом и вольфрамовым электродом (для использования в дуговой сварке) приведены ниже в формат таблицы.

 Такие электроды имеют меньший срок службы.
Такие электроды имеют меньший срок службы.
 Типичные области применения включают обратную строжку, удаление поверхностных и внутренних дефектов, удаление избыточного металла сварного шва и подготовку кромок под сварку.
Типичные области применения включают обратную строжку, удаление поверхностных и внутренних дефектов, удаление избыточного металла сварного шва и подготовку кромок под сварку. Поскольку напряжение дуги может быть достаточно высоким (до 50 В), напряжение холостого хода источника питания должно быть более 60 В.
Поскольку напряжение дуги может быть достаточно высоким (до 50 В), напряжение холостого хода источника питания должно быть более 60 В. В отличие от ручной дуговой сварки металлическим электродом (MMA) кончик электрода не выдвигается для установки длины дуги. Расплавленный металл непосредственно под кончиком электрода (дугой) сразу же сдувается потоком воздуха. Для эффективного съема металла важно, чтобы поток воздуха был направлен на дугу из-за электрода и проходил под кончиком электрода. Ширина канавки определяется диаметром электрода, а глубина диктуется углом электрода к заготовке и скоростью перемещения. Относительно высокие скорости перемещения возможны при использовании малого угла наклона электрода. Это создает неглубокую канавку: крутой угол приводит к глубокой канавке и требует более низкой скорости движения. Обратите внимание, что электрод с крутым углом может привести к загрязнению углеродом.
В отличие от ручной дуговой сварки металлическим электродом (MMA) кончик электрода не выдвигается для установки длины дуги. Расплавленный металл непосредственно под кончиком электрода (дугой) сразу же сдувается потоком воздуха. Для эффективного съема металла важно, чтобы поток воздуха был направлен на дугу из-за электрода и проходил под кончиком электрода. Ширина канавки определяется диаметром электрода, а глубина диктуется углом электрода к заготовке и скоростью перемещения. Относительно высокие скорости перемещения возможны при использовании малого угла наклона электрода. Это создает неглубокую канавку: крутой угол приводит к глубокой канавке и требует более низкой скорости движения. Обратите внимание, что электрод с крутым углом может привести к загрязнению углеродом. Однако важно, чтобы ширина переплетения не превышала четырехкратного диаметра электрода. Поверхность разделки должна быть относительно свободной от окисленного металла и может считаться готовой к сварке без дополнительной подготовки. Правку шлифованием боковых стенок выемки следует производить, если образовался углеродистый слой. Кроме того, при работе с чувствительным к растрескиванию материалом, таким как высокопрочная низколегированная сталь, потребуется правильная обработка шлифованием или другим утвержденным методом.
Однако важно, чтобы ширина переплетения не превышала четырехкратного диаметра электрода. Поверхность разделки должна быть относительно свободной от окисленного металла и может считаться готовой к сварке без дополнительной подготовки. Правку шлифованием боковых стенок выемки следует производить, если образовался углеродистый слой. Кроме того, при работе с чувствительным к растрескиванию материалом, таким как высокопрочная низколегированная сталь, потребуется правильная обработка шлифованием или другим утвержденным методом. При необходимости при дуговой сварке углеродом можно использовать присадочную проволоку.
При необходимости при дуговой сварке углеродом можно использовать присадочную проволоку.


 youtube.com/embed/Fv9trcAzsU4?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
youtube.com/embed/Fv9trcAzsU4?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»> 
 4 E6013 Классификация
4 E6013 Классификация  Область применения
Область применения 
 1, см. Таблицу I. Буква E обозначает электрод. Первые две цифры, например, 60, обозначают минимальный предел прочности на растяжение в тысячах фунтов на квадратный дюйм металла сварного шва, полученного в соответствии с испытательной сборкой AWS A5.1. Третья цифра указывает положение, в котором электрод способен выполнять удовлетворительные сварные швы. См. раздел 8. Последние две цифры классификации, вместе взятые, указывают на ток, который будет использоваться с электродом, и тип покрытия электрода, как указано в таблице I. Классификации с последними цифрами 5, 6 или 8 имеют низкую водородные покрытия.
1, см. Таблицу I. Буква E обозначает электрод. Первые две цифры, например, 60, обозначают минимальный предел прочности на растяжение в тысячах фунтов на квадратный дюйм металла сварного шва, полученного в соответствии с испытательной сборкой AWS A5.1. Третья цифра указывает положение, в котором электрод способен выполнять удовлетворительные сварные швы. См. раздел 8. Последние две цифры классификации, вместе взятые, указывают на ток, который будет использоваться с электродом, и тип покрытия электрода, как указано в таблице I. Классификации с последними цифрами 5, 6 или 8 имеют низкую водородные покрытия. 

 8 Благодаря толстому покрытию и глубокому дугогасительному стакану электроды, содержащие железный порошок в своем покрытии, могут очень эффективно использоваться с методом «протаскивания». Этот метод заключается в постоянном контакте покрытия электрода с заготовкой (обе стороны угловых сварных швов), что упрощает обращение. Однако метод открытой дуги предпочтительнее при сварке вне положения, а иногда и при выполнении разделочных швов. Механические испытания не показывают существенной разницы в свойствах между одним методом и другим.
8 Благодаря толстому покрытию и глубокому дугогасительному стакану электроды, содержащие железный порошок в своем покрытии, могут очень эффективно использоваться с методом «протаскивания». Этот метод заключается в постоянном контакте покрытия электрода с заготовкой (обе стороны угловых сварных швов), что упрощает обращение. Однако метод открытой дуги предпочтительнее при сварке вне положения, а иногда и при выполнении разделочных швов. Механические испытания не показывают существенной разницы в свойствах между одним методом и другим.  1 Электроды для конкретного применения должны быть выбраны для наплавки металла шва со свойствами и составом, которые равны или лучше, чем у основного металла. См. Таблицы II-V включительно.
1 Электроды для конкретного применения должны быть выбраны для наплавки металла шва со свойствами и составом, которые равны или лучше, чем у основного металла. См. Таблицы II-V включительно.  Например, пластичность однопроходных угловых швов или сварных швов толстолистового металла, выполненных на открытом воздухе в холодную погоду, может снизиться до немногим более половины значения, указанного в Таблице IV и получаемого обычно. Это не означает, что электроды или сварные швы хуже нормальных, а только то, что конкретные производственные условия являются более жесткими, чем условия испытаний для этого электрода.
Например, пластичность однопроходных угловых швов или сварных швов толстолистового металла, выполненных на открытом воздухе в холодную погоду, может снизиться до немногим более половины значения, указанного в Таблице IV и получаемого обычно. Это не означает, что электроды или сварные швы хуже нормальных, а только то, что конкретные производственные условия являются более жесткими, чем условия испытаний для этого электрода. 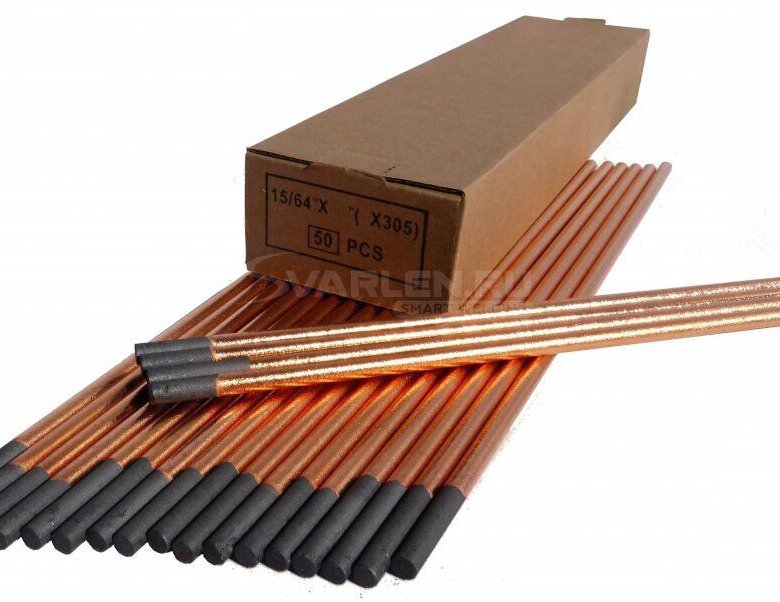
 В случае испытания углового шва необходимо получить как надлежащий профиль углового шва, так и адекватное сплавление в корне. Электроды, отвечающие требованиям испытания углового сварного шва и обладающие надлежащими механическими свойствами, измеренными при испытании на растяжение всего металла сварного шва, обеспечивают надлежащую прочность на сдвиг углового сварного шва.
В случае испытания углового шва необходимо получить как надлежащий профиль углового шва, так и адекватное сплавление в корне. Электроды, отвечающие требованиям испытания углового сварного шва и обладающие надлежащими механическими свойствами, измеренными при испытании на растяжение всего металла сварного шва, обеспечивают надлежащую прочность на сдвиг углового сварного шва.  С другой стороны, на концах стыков, в коротких стыках с большим количеством заходов и остановок, в открытых стыках, а также при сварке небольших, легких стенок, деталей неправильной формы, например труб малого диаметра, электроды с низким содержанием водорода склонны для получения сварных швов плохого радиографического качества. При сварке небольших деталей или деталей с тонкими стенками электроды класса E6013 обычно обеспечивают наилучшее радиографическое качество. Электроды E6027, E7024 и E7028, как правило, дают худшие результаты, но также способны обеспечить хорошее радиографическое качество. Электроды E6012 и E6022 обычно производят сварные швы с наименее благоприятным радиографическим качеством.
С другой стороны, на концах стыков, в коротких стыках с большим количеством заходов и остановок, в открытых стыках, а также при сварке небольших, легких стенок, деталей неправильной формы, например труб малого диаметра, электроды с низким содержанием водорода склонны для получения сварных швов плохого радиографического качества. При сварке небольших деталей или деталей с тонкими стенками электроды класса E6013 обычно обеспечивают наилучшее радиографическое качество. Электроды E6027, E7024 и E7028, как правило, дают худшие результаты, но также способны обеспечить хорошее радиографическое качество. Электроды E6012 и E6022 обычно производят сварные швы с наименее благоприятным радиографическим качеством.  Покрытия также делают дугу нестабильной, что может привести к ухудшению качества сварки, поэтому их необходимо удалить перед сваркой.
Покрытия также делают дугу нестабильной, что может привести к ухудшению качества сварки, поэтому их необходимо удалить перед сваркой.  Электроды этого типа называются «универсальными» электродами и являются наиболее универсальными из доступных, см. раздел 13, E6010, 6011, 6012, 6013, 7014, 7015, 7016 и 7018.
Электроды этого типа называются «универсальными» электродами и являются наиболее универсальными из доступных, см. раздел 13, E6010, 6011, 6012, 6013, 7014, 7015, 7016 и 7018.  Однако положения H, V и OH ограничивают максимальный диаметр, который можно использовать, до 4,8 мм (3/16 дюйма). Соответствующие серии SES W-F показывают рекомендуемые диаметры электродов для конкретных применений.
Однако положения H, V и OH ограничивают максимальный диаметр, который можно использовать, до 4,8 мм (3/16 дюйма). Соответствующие серии SES W-F показывают рекомендуемые диаметры электродов для конкретных применений.  Для односварных стыковых соединений без подложки, например стыковых швов труб, следует использовать E6010 или 6011, по крайней мере, для корневого шва.
Для односварных стыковых соединений без подложки, например стыковых швов труб, следует использовать E6010 или 6011, по крайней мере, для корневого шва.  11. Хранение и кондиционирование электродов полученные результаты. Следуйте рекомендациям производителей по хранению удилищ.
11. Хранение и кондиционирование электродов полученные результаты. Следуйте рекомендациям производителей по хранению удилищ. 

 Лучшим электродом для сварки определенного типа соединения в определенном положении является тот, который обеспечивает самую высокую скорость сварки после выполнения требований по нагрузке, напряжению и прочности.
Лучшим электродом для сварки определенного типа соединения в определенном положении является тот, который обеспечивает самую высокую скорость сварки после выполнения требований по нагрузке, напряжению и прочности.