Нахлест арматуры сколько диаметров. Сколько арматуры. ArmaturaSila.ru
Стыковка арматуры внахлёст
Соединение, после которого соединяемая арматура соединяется в единую ровную линию, называют внахлест. Такое соединение предназначено для того, чтобы перераспределить растягивающие и сжимающие нагрузки. Этот метод соединения имеет следующие правила:
1. Места наименьшего напряжения конструкции – лучшее место для нахлеста.
2. Наложение отрезков арматуры друг на друга должно быть более 50 см. если стержень имеет диаметр 10 мм, то нахлест арматуры друг на друга должен быть не меньше полуметра.
3. Образующие нахлест отрезки арматуры должны быть близки друг к другу по максимуму, но не больше величины двух диаметров.
4. Если брать сечение по армируемому элементу, то на нахлест должно приходиться не более половины всех армируемых «нитей» в каждом из сечений. Другими словами: не допускайте рядом друг с другом несколько нахлестов.
Правильное соединение перекрещивающейся арматуры
Перекрещивающуюся арматуру соединяют методом вязки или сварки. С помощью вязки соединяют любые размеры арматуры. Сваркой соединяют перекрестную арматуру сравнительно большого диаметра (более 20 мм). Пересечение стержней относительно больших диаметров позволяет создать при перекрестном соединении достаточную площадь для контакта.
Вязать или варить арматуру?
Арматура ГОСТ 5781 82 – термически прочный стержень.
В общем, выбор того или иного метода соединения арматуры нужно решать в зависимости от условия на строительной площадке.
Наша компания «СтальХолдинг» предлагает готовые арматурные каркасы и строительную арматуру различного типоразмера. У нас можно найти умеренные цены и выгодные условия сотрудничества. Позвоните нашим менеджерам, чтобы узнать о нас подробнее.
Армирование железобетонных конструкций
Армирование плит, днищ и других подобных конструкций начинают с разметки мелом на основании положения продольных и поперечных стержней.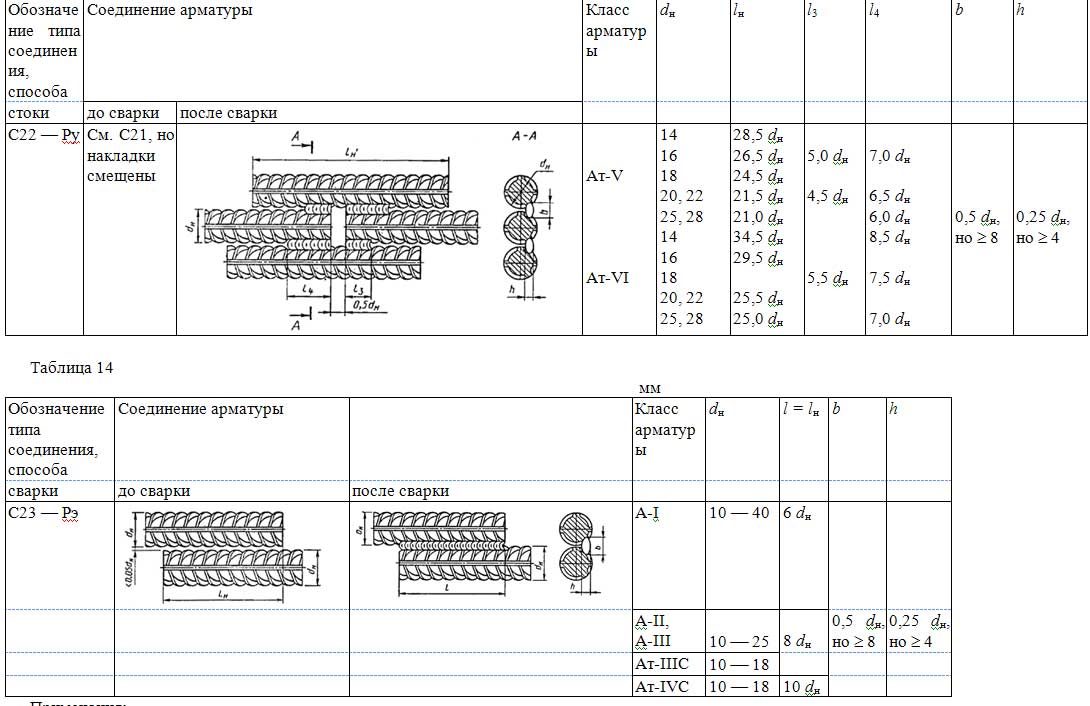 Затем раскладывают стержни и соединяют их между собой. Готовую сетку поднимают на подкладки для обеспечения защитного слоя. При двойном армировании вторую сетку собирают аналогично первой.
Затем раскладывают стержни и соединяют их между собой. Готовую сетку поднимают на подкладки для обеспечения защитного слоя. При двойном армировании вторую сетку собирают аналогично первой.
Армирование конструкций сетками и плоскими каркасами осуществляют, используя краны. которые обеспечивают подачу пакетов арматуры при массе ее до 100 кг непосредственно к конструкции, а при массе более 100 кг — укладку в проектное положение. Плоские арматурные каркасы устанавливаются в опалубку и соединяются между собой распределительной арматурой. Рулонные или плоские сетки устанавливают в опалубку и закрепляют в проектное положение. Стыки сеток выполняют в основном внахлестку. В направлении рабочих стержней нахлест сеток из гладких круглых стержней составляет l 250 мм с расположением в зоне стыка не менее двух поперечных стержней. В сетках из арматуры периодического профиля наличие поперечных стержней в зоне стыка необязательно, но длина нахлеста должна быть равна l + 5 диаметров рабочих стержней.
Армирование конструкций пространственными каркасами и армоблоками производится путем укладки их в полностью или частично установленную опалубку. Предварительно выправляют и выверяют по проекту арматурные выпуски основания и наносят разбивочные оси. Затем краном с помощью стропов или траверс поднимают армоэлементы, устанавливают их в проектное положение по заранее выполненной разметке, выверяют и временно закрепляют растяжками. После этого подгоняют и соединяют арматурные выпуски, освобождают стропы крана.
Рис. 6.12. Способы соединения арматурных стержней. а — стыковка стержней ручной электродуговой сваркой: I — с накладками и двусторонними швами; II — то же, с односторонними швами; III — внахлестку; б — дуговая сварка с принудительным формированием шва крестообразных горизонтальных соединений стержней; в — то же, горизонтального с вертикальным; г — контактная точечная сварка при соединении стержней внахлестку; д — то же, при крестообразном соединении; е — вязка проволокой пересечений стержней: 1 — в начале сваривания: II — то же, в конце; I — соединяемые стержни; 2 — круглые накладки; 3 — электроды; 4 — инвентарные (медные или графитовые) формы; 5 — вязальная проволока; ж — соединение стержней в пересечениях пружинными фиксаторами: I — заводка фиксатора; II — фиксатор в рабочем положении; I — пружинные фиксаторы; з — пластмассовые фиксаторы: I — соединение параллельных стержней; II, III — то же, пересекающихся стержней
Соединение стержней по длине электродуговой сваркой (кроме стыковой сварки) делают внахлестку или с накладками (рис. 6.12, а). Соединение внахлестку с одно- или двусторонней сваркой швов применяется для арматуры диаметром не менее 20 мм. Общая длина шва определяется по расчету. Соединение с накладками используется практически при всех диаметрах арматуры.
6.12, а). Соединение внахлестку с одно- или двусторонней сваркой швов применяется для арматуры диаметром не менее 20 мм. Общая длина шва определяется по расчету. Соединение с накладками используется практически при всех диаметрах арматуры.
Контактная сварка используется для соединения арматурных стержней как по длине, так и поперек. При соединении по длине концы стержней сначала накладывают одни на другой внахлестку на 1..1,5 диаметра арматуры, а затем в процессе сварки осаживают до соосного положения стержней (рис.6.12, г). При крестообразном соединении величину осадки стержней принимают около 0,5 диаметра стержня с меньшей площадью (рис. 6.12, д). Контактную сварку выполняют с помощью мобильных стыковых машин.
Ручную вязку арматуры проволокой применяют при небольших объемах работ или в случаях, когда контактная и дуговая электросварка не допускается.
 Проволочные узлы вяжут с помощью арматурных кусачек или крючками (рис. 6.12, е). Для вязки используется мягкая проволока диаметром около 1 мм.
Проволочные узлы вяжут с помощью арматурных кусачек или крючками (рис. 6.12, е). Для вязки используется мягкая проволока диаметром около 1 мм.С целью ускорения соединения стержней применяют пружинные проволочные фиксаторы диаметром 1,6. 2,8 мм, с их помощью выполняются одно- и двусторонние соединения (рис. 6.12, ж).
В ЦНИИОМТП разработаны способы соединения параллельных и пересекающихся стержней с помощью пластмассовых фиксаторов (рис. 6.12, з), которые одновременно фиксируют толщину защитного слоя бетона.
Для обеспечения требуемой толщины защитного слоя при армировании в качестве фиксаторов используются прямоугольные плитки из бетона или раствора, арматурные упоры, подставки и др.
В предварительно напряженных железобетонных конструкциях для армирования применяют стержни, проволоку и пакеты из нее, проволочные пучки и канаты. Используют два способа натяжения арматуры: на упоры и на бетон. В условиях строительной площадки чаще всего производят натяжение на бетон. При этом способе применяют арматуру из пучков проволоки.

Предварительное натяжение арматуры резервуаров и других цилиндрических сооружений производят специальными навивочными машинами, которые обтягивают арматурой стенки сооружений снаружи после набора бетоном проектной прочности. По окончании навивки арматуры наружные поверхности стен торкретируют или штукатурят высокопрочным цементным раствором.
Части зданий
По какому ГОСТу вяжется арматура
Вязка арматуры является очень важным моментом в строительсте, эта статья раскажет вам о всех подводных камнях этого ремесла. Ненапрягаемые конструкции в современном строительстве армируются укрупненными монтажными элементами, выполненными в виде пространственных и плоских каркасов или сварных сеток. Их обычно изготавливают вне возводимого здания, а затем монтируют с помощь крана. Только в исключительном случае сложная конструкция может армироваться в проектном положении с использованием отдельных стержней, которые соединяются в законченный арматурный элемент вязкой или сваркой.
Ненапрягаемые конструкции в современном строительстве армируются укрупненными монтажными элементами, выполненными в виде пространственных и плоских каркасов или сварных сеток. Их обычно изготавливают вне возводимого здания, а затем монтируют с помощь крана. Только в исключительном случае сложная конструкция может армироваться в проектном положении с использованием отдельных стержней, которые соединяются в законченный арматурный элемент вязкой или сваркой.
В частном строительстве арматура обычно используется при выполнении ленточного фундамента. Самостоятельно вязать ее довольно сложно, поэтому лучше найти двух помощников, которые знают, по какому ГОСТу вяжется арматура. Один человек будет помогать вязать арматуру, а второй будет забирать готовые конструкции и укладывать их в опалубку.
Арматурные стержни перед началом вязки доставляют на строительную площадку. Здесь их режут по определенному размеру. Обычно для монолитного ленточного фундамента используют арматурные короба квадратного сечения, длина сторон которого составляет 40 см. Длина самого короба должна составлять примерно три метра. Арматурные стержни обычно имеют длину 3-6 метров. Поэтому для длинной стороны короба они подходят идеально, а для квадратов их приходится резать.
Длина самого короба должна составлять примерно три метра. Арматурные стержни обычно имеют длину 3-6 метров. Поэтому для длинной стороны короба они подходят идеально, а для квадратов их приходится резать.
Арматуру связывать в принципе не очень трудно, но все-таки для этого требуется определенный опыт. Недаром вязальщик арматуры является отдельной профессией. Для вязки используют специальный инструмент, который называется крючком для вязки арматуры.
Вязка арматуры – это организованный процесс, требующий соблюдения очередности вязки. В первую очередь элемент надо подготовить к монтажу. Если необходимо, то его очищают и выпрямляют. Затем стропуют и подают в зону вязки, где его устанавливают в проектное положение и только потом начинают вязать.
Вязку выполняют с помощью металлической проволоки определенного диаметра или монтажными крюками. При этом стержни складываются накрест, а затем их стыки связываются в середине и по краям. Вязку можно делать вручную или с помощью специального пистолета.
Последний вариант является более оптимальным, поскольку выполняется в автоматическом режиме и значительно экономит время. Ручная вязка арматуры выполняется специальным крючком. Главный недостаток этого способа – большие затраты времени.
Поэтапное изготовление арматурного короба поможет вам узнать, как правильно вязать арматуру:
Вязальный крючок берем в правую руку, а в левую – проволоку, сложенную в два раза.
Пропускаем проволоку под стержень в виде петли, которую захватываем крючком.
Обматываем арматуру проволокой, а свободный конец укладываем на крючок.
Вращая крючок в правую сторону, закрепляем концы проволоки вместе.
Чтобы крепление было прочным надо сделать три оборота.
Снова делаем петлю, а крючок убираем.
Соединение закончено.
Процесс, конечно, долгий, но работа пойдет быстрее с каждым выполненным соединением!
Некоторые опытные строители советуют использовать самозатягивающиеся пластиковые хомуты, с помощь которых ручная вязка существенно облегчается и упрощается.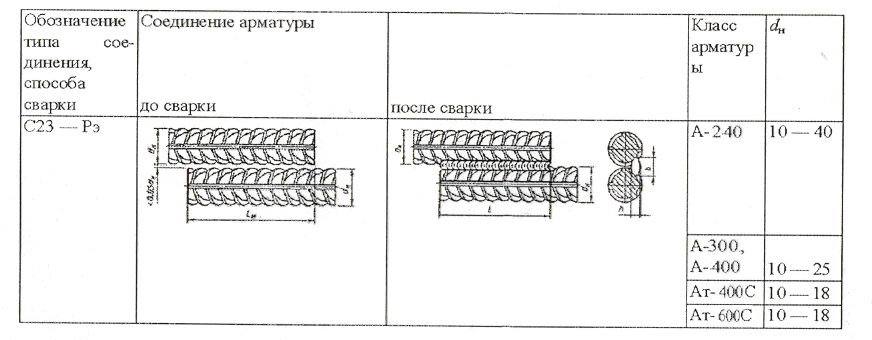 Такие хомуты можно приобрести в любом строительном магазине.
Такие хомуты можно приобрести в любом строительном магазине.
Чаще всего вязку выполняют при строительстве небольших домов. Этот метод рассчитан на небольшой вес здания, которое будет построено на такой опоре. Для многоквартирных домов для соединения арматуры используют сварку. Но этот метод имеет и ряд недостатков. Так как электрическая сварка происходит при высоких температурах, то это уменьшает прочность арматурного стержня. Сварка повышает жесткость всей конструкции, но при уплотнении бетона с помощью вибратора появляется риск потери целостности в местах стыков сварных изделий.
Совет: Не используйте сварку при вязки арматуры, так как это отрицательно влияет на срок службы конструкций.
Как вязать арматуру, чтобы сохранить целостность конструкции? Чаще всего для этого используют способ вязки с помощью проволоки или скоб при формировании каркаса. Благодаря этому способу конструкция получает достаточную прочность соединений. Это также уменьшает риск перелома арматуры после заливки и уплотнения бетона.
Идеальным армированием фундамента считается армирование сплошным контуром арматуры. Но для частного строительства обычно используется арматура класса А400, которую сваривать недопустимо. Как же в этом случае можно обеспечить передачу расчетных усилий от одного арматурного стержня к другому? Это возможно с помощью специальных способов соединения арматуры.
В дачном строительстве самым распространенным вариантом соединения арматуры является соединение нахлестом. Нахлест арматурных стержней должен иметь длину, обеспечивающую передачу расчетного усилия от одного стыкуемого элемента к другому. Как вяжется арматура внахлест и длина перепуска оговаривается в СНиП 52-01-2003. Согласно этому документу соединение нахлестом допустимо для арматуры, диаметр которой не превышает 36 мм.
Соседние соединения арматурных стержней по длине должны разноситься в разбежку таким образом, чтобы в одно сечение не попадало одновременно более пятидесяти процентов арматуры. Считается, что стыки находятся в одном сечении, если их центры расположены пределах данного участка. Минимальное расстояние между соседними стыками должно составлять по нормам АСІ 318-05 не меньше 60 см.
Минимальное расстояние между соседними стыками должно составлять по нормам АСІ 318-05 не меньше 60 см.
В этих же нормативах рекомендуется делать свободные соединения арматурных стержней в конструкциях без предварительного напряжения. Это обусловлено тем, что бетон при свободном соединении охватывает все стороны арматурного стержня и фиксирует его надежнее, чем в том случае, когда стержни связаны проволокой, исключающей обхват по полной окружности. В любом случае длина нахлеста стержней должна быть не меньше двадцати диаметров стыкуемой арматуры, но при этом еще не меньше двадцати пяти сантиметров. При этом, в одном сечении элемента фундаментной ленты соединения могут иметь не больше половины всех арматурных стержней.
Источники: http://steel-holding.ru/poleznie-stati/stykovka-armatury-vnaxlyost.html, http://www.stroitelstvo-new.ru/1/armirovanie_1.shtml, http://1000projects.ru/page.php?see=vyazka-armatury
Комментариев пока нет!
Стыковка арматуры внахлестку – особенности и важные моменты
Архив рассылки «Непрошеные советы» для начинающих проектировщиков. Выпуск № 7.
Выпуск № 7.
Доброе утро!
Сегодня в Непрошеных советах я продолжу тему о рабочих швах бетонирования и стыковке арматуры. Точнее, о швах мы уже поговорили, теперь поговорим о стыковке.
Далеко не всегда на стройку попадает арматура нужной длины, в итоге встает вопрос о том, что ее нужно стыковать. Как и с вопросом о швах бетонирования, многие проектировщики пытаются игнорировать эту проблему и отдают принятие решения на откуп строителям. Все, кто так делает, подвергают риску проектируемую конструкцию.
Строитель не обязан знать о том, где стыковать арматуру. Он состыкует ее в самом удобном для него месте, но одновременно – в самом опасном месте для конструкции. В «Рекомендациях по применению арматурного проката по ДСТУ 3760-98 при проектировании и изготовлении железобетонных конструкций без предварительного напряжения арматуры» хорошо описаны требования (см. п. 2.3.3), парочку, особо важных, я приведу здесь:
1. «Стыки рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в зоне действия максимальных усилий и местах полного использования арматуры. Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
Я привела пример для плиты перекрытия, но подобные схемы можно сделать для любой конструкции, арматура в которой заказана погонными метрами. Иногда проектировщик сразу задает раскладку стержней определенной длины с указанием мест стыковки. Здесь есть риск утонуть в переписке по согласованию все новых мест стыковки, т.к. у строителей может оказаться в наличии арматура совсем не предсказуемой длины. Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
2. «Стыки сварных сеток и каркасов, а также растянутых стержней вязаных каркасов и сеток внахлестку должны располагаться вразбежку. При этом площадь сечения рабочих стержней, стыкуемых в одном месте или на расстоянии менее длины перепуска ll, должна составлять не более 50% общей площади сечения растянутой арматуры.
Стержни должны располагаться по возможности без зазора, максимальное расстояние в свету между стыкуемыми стержнями не должно превышать 4d или 50мм.
Расстояние в свету между стыками, расположенными в разных местах по длине элемента, должно быть не менее 0,5 ll, или в осях стыков не менее 1,5 ll.
Соседние стыки внахлестку должны располагаться на расстоянии в свету не менее 2d и не менее 30 мм». Как все это донести до строителя? Я советую взять за основу рисунок 6 «Рекомендаций…» и привести на чертеже следующую схему:
Обратите внимание, величина нахлестки для рабочей арматуры в верхней и нижней зоне плиты отличается (см. коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
Всегда обращайте внимание на то, что в одном сечении должно быть не более 50% стыков растянутых стержней арматуры. Иногда это требование очень сложно выполнить, особенно в стесненных обстоятельствах, и приходится менять диаметры стержней и их количество.
Вообще, советую Вам вдоль и поперек изучить рекомендации, прежде чем приступать к конструированию нахлестки в конкретной конструкции.
Еще хочу написать о стыковке арматуры в колоннах. Это специфическая тема, разгадка которой для меня еще не найдена. Как раньше, до введения проката по ДСТУ 3760, стыковали арматурные стержни по ГОСТ 5781? Вот рисунок из «Руководства по конструированию жбк»:
Из рисунка ясно, что половина стержней-выпусков выходят из перекрытия на длину нахлестки, вторая половина – на две длины нахлестки. Этим обеспечивается разбежка стыков – не более 50% в одном сечении. Но в гостовской арматуре были совсем другие длины нахлестки – в несколько раз меньше (!), чем для арматуры по ДСТУ 3760. Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Но в гостовской арматуре были совсем другие длины нахлестки – в несколько раз меньше (!), чем для арматуры по ДСТУ 3760. Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Пожалуй, об особенностях стыковки арматуры в колоннах я расскажу в следующем выпуске. Успешного Вам проектирования!
С уважением, Ирина.
class=»eliadunit»>Архитектура. Бытовая техника. Канализация. Лестницы. Мебель. Окна. Отопление. Ремонт. Строительство
Соединяя стальные пруты, армируя ленточный фундамент, у многих возникает естественный вопрос: как грамотно выполнить нахлест арматуры, и какова должна быть его длинна. Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации. Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.
Ведь правильная сборка металлического силового каркаса, позволит предотвратить деформацию и разрушение монолитной бетонной конструкции от воздействующих на нее нагрузок и увеличить безаварийный срок ее эксплуатации. Каковы технические особенности выполнения стыковых соединений, рассмотрим в данной статье.
Типы соединения арматуры внахлест
Согласно требованиям СНиП бетонное основание должно иметь не менее двух сплошных безразрывных контуров арматуры. Выполнить данное условие на практике позволяет стыковка армирующих прутов внахлест. При этом соединения в стыках могут быть нескольких типов:
- Внахлестку без сварки
- Сварные и механические соединения.
Первый вариант соединения широко используется в частном домостроении благодаря простоте исполнения, доступности и невысокой стоимости материалов. В данном случае применяется распространенный класс арматуры A400 AIII. Стыковка нахлеста арматурных стержней без использования сварки может осуществляться как с применением вязальной проволоки, так и без нее. Второй вариант чаще всего используется в промышленном домостроении.
Второй вариант чаще всего используется в промышленном домостроении.
Согласно строительным нормам и правилам соединение арматуры нахлестом при вязке и сварке предусматривает использование прутов диаметром до 40мм. Американский институт цемента ACI допускает использование стержней с максимальным сечением 36мм. Для армирующих прутьев, диаметр которых превышает указанные значения, использовать соединения внахлест не рекомендуется, по причине отсутствия экспериментальных данных.
Согласно строительной нормативной документации запрещено выполнять нахлест арматуры при вязке и сварке на участках максимального сосредоточения нагрузки и местах максимального напряжения металлических прутов.
Соединение нахлеста арматурных стержней сваркой
Для дачного строительства сварка нахлеста арматуры считается дорогим удовольствием, по причине высокой стоимости металлических стержней марки А400С или А500С. Они относятся к свариваемому классу. Что существенно повышает стоимость материалов. Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Использовать пруты без индекса «С», например: распространенный класс A400 AIII, недопустимо, так как при нагревании металл значительно теряет свою прочность и коррозионную стойкость.
Тем не менее, если Вы решили использовать стержни свариваемого класса (А400С, А500С, В500С), их соединения следует сваривать электродами 4…5 миллиметрового диаметра. Протяженность сварочного шва и самого нахлеста зависит от используемого класса арматуры.
Исходя из приведенных данных видно, что при использовании при вязке стальных прутов класса В400С величина нахлеста, соответственно и сварного шва, составит 10 диаметров свариваемой арматуры. Если для силового каркаса фундамента взяты стержни ᴓ12 мм, то протяженность шва составит 120 мм, что, по сути, будет соответствовать ГОСТу 14098 и 10922.
Согласно американским нормам нельзя сваривать перекрестия арматурных стержней. Действующие нагрузки на основание могут вызвать возможные разрывы, как самих прутьев, так и мест их соединения.

Соединение арматуры внахлест при вязке
В случаях использования распространенных прутов марки А400 АIII, что бы передать расчетные усилия от одного стержня другому используют способ соединения без сварки. При этом места нахлеста арматуры связывают специальной проволокой. Такой метод имеет свои особенности и к нему предъявляются особые требования.
Варианты нахлеста арматуры
В соответствие с действующим СНиП безсварочное соединение стержней при монтаже силового каркаса ЖБИ может производиться одним из следующих вариантов:
- Накладка профильных стержней с прямыми концами;
- Нахлест арматурного профиля с прямым окончанием с приваркой или монтажом на протяжении всего перепуска поперечно расположенных прутов;
- С загнутыми окончаниями в виде крюков, петель и лапок.
Вязать такими соединениями можно профилированную арматуру диаметром до 40 миллиметров, хотя американский стандарт ACI-318-05 допускает к использованию стержни диаметром не более 36 мм.
Использование стержней с гладким профилем требует применять варианты нахлестного соединения либо путем приварки поперечной арматуры, либо использовать стержни с крюками и лапками.
Основные требования к выполнению соединений нахлестом
При выполнении вязки стыков арматуры нахлестом существуют определенные строительной документацией правила. Они определяют следующие параметры:
- Величину накладки стержней;
- Особенности расположения самих соединений в теле бетонируемой конструкции;
- Местонахождение соседних перепусков относительно друг друга.
Учет этих правил позволяет создавать надежные железобетонные конструкции, и увеличивать срок их безаварийной работы. Теперь обо всем подробнее.
Где располагать при вязке нахлестные соединения арматуры
СНиП не допускает расположение мест вязки арматуры нахлестом в областях наибольшей нагрузки на них. Не рекомендуется располагать стыки и в местах, где стальные стержни испытывают максимальное напряжение. Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
Все стыковочные соединения прутов лучше всего размещать в ненагруженных участках ЖБИ, где конструкция не испытывает напряжения. При заливке ленточного фундамента перепуски окончаний арматуры разносят в места с минимальным крутящим моментом и с минимальным изгибающим моментом.
В случае отсутствия технологической возможности выполнить данные условия, протяженность нахлеста армирующих стержней берется из расчета 90 диаметров стыкуемых прутов.
Какую делать величину нахлеста арматуры при вязке
Поскольку вязка арматуры внахлест определяется технической документацией, то там четко указана протяженность стыковочных соединений. При этом величины могут колебаться не только от диаметра используемых прутов, но и от таких показателей как:
- Характер нагрузки;
- Марка бетона;
- Класс арматурной стали;
- Мест соединения;
- Назначения ЖБИ (горизонтальные плиты, балки или вертикальные колонны, пилоны и монолитные стены).


В целом же протяженность нахлеста прутов арматуры при вязке определяется влиянием усилий, возникающих в стержнях, воспринимаемых сил сцеплением с бетоном, воздействующими по всей длине стыка, и силами, оказывающими сопротивления в анкеровке армирующих прутов.
Основополагающим критерием при определении длинны напуска арматуры при вязке, берется ее диаметр.
Для удобства расчетов нахлеста армирующих стержней при вязке силового каркаса монолитного фундамента предлагаем воспользоваться таблицей с указанными величинами диаметра и их напуска. Практически все величины сводятся к 30-ти кратному диаметру применяемых стержней.
| Величина напуска арматуры в диаметрах | ||
|---|---|---|
| Диаметр арматурной стали А400, мм | Величина нахлеста | |
| в диаметрах | в мм | |
| 10 | 30 | 300 мм |
| 12 | 31,6 | 380 мм |
| 16 | 30 | 480 мм |
| 18 | 32,2 | 580 мм |
| 22 | 30,9 | 680 мм |
| 25 | 30,4 | 760 мм |
| 28 | 30,7 | 860 мм |
| 32 | 30 | 960 мм |
| 36 | 30,3 | 1090 мм |
В зависимости от нагрузок и назначения железобетонных изделий длина нахлестных соединений стержневой стали изменяется в сторону увеличения:
В зависимости от марки бетона и характера нагрузки, применяемого для заливки монолитной ленты фундамента и прочих железобетонных элементов, минимальные рекомендуемые величины перепуска арматуры в процессе вязки будут следующими:
| Для сжатого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в сжатом бетоне, мм | ||||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 355 | 305 | 280 | 250 |
| 12 | 430 | 365 | 335 | 295 |
| 16 | 570 | 490 | 445 | 395 |
| 18 | 640 | 550 | 500 | 445 |
| 22 | 785 | 670 | 560 | 545 |
| 25 | 890 | 765 | 695 | 615 |
| 28 | 995 | 855 | 780 | 690 |
| 32 | 1140 | 975 | 890 | 790 |
| 36 | 1420 | 1220 | 1155 | 985 |
| Для растянутого бетона | ||||
|---|---|---|---|---|
| Диаметр армирующей стали А400 используемой в растянутом бетоне, мм | Длина нахлеста армирующих стержней для марок бетона (класс прочности бетона), в мм | |||
| М250 (В20) | М350 (В25) | М400 (В30) | М450 (В35) | |
| 10 | 475 | 410 | 370 | 330 |
| 12 | 570 | 490 | 445 | 395 |
| 16 | 760 | 650 | 595 | 525 |
| 18 | 855 | 730 | 745 | 590 |
| 22 | 1045 | 895 | 895 | 275 |
| 25 | 1185 | 1015 | 930 | 820 |
| 28 | 1325 | 1140 | 1040 | 920 |
| 32 | 1515 | 1300 | 1185 | 1050 |
| 36 | 1895 | 1625 | 1485 | 1315 |
Как расположить друг относительно друга арматурные перепуски
Для увеличения прочности силового каркаса фундамента очень важно правильно располагать нахлесты арматуры относительно друг друга в обеих плоскостях тела бетона. СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
СНиП и ACI рекомендуют разносить соединения, таким образом, чтоб в одном сечении было не более 50% перепусков. При этом расстояние разбежки, как определено в нормативных документах, должно быть не менее 130% длинны стыковочного соединения стержней.
Если центры нахлеста вязаной арматуры находятся в пределах указанной величины, то считается, что соединения стержней располагается в одном сечении.
Согласно нормам ACI 318-05 взаимное расположение стыковочных соединений должно находиться на расстоянии не менее 61 сантиметра. Если дистанция будет не соблюдена, то повышается вероятность деформации бетонного монолитного основания от нагрузок, оказываемых на него в процессе возведения здания и его последующей эксплуатации.
 Нормы ACI 318-05 для анкеровки арматуры, работающей как на растяжение (нижний ряд армирования в ленточном фундаменте), так и на сжатие (верхний ряд арматуры) предусматривают нахлест стержней не менее 30 см [пункты 12.15.1 и 12.16.1]. В Международных строительных нормах [пункт R611.7.1.4 IBC/IRC 2003] минимальная длина нахлеста стержней определяется как 40 диаметров стрежней соединяемой арматуры. В справочном пособии «Нормативные требования к качеству строительных и монтажных работ» (СПб, 2002) в разделе 3.2 для арматуры А400 минимальный нахлест определен в 50 диаметров стержня арматуры. Величина нахлеста зависит и от класса (марки бетона: если для бетона класса В15 (M200) минимальный нахлест составляет 50d (диаметров арматуры), то при использовании бетона класса В20 (M250), нахлест можно уменьшить до 40d. Для бетона класса В25 (M300) минимальный нахлест равен 35d. Для арматуры А-I и А-II минимальный нахлест равен 40d. Всегда в расчетах принимается наименьший из диаметров стрежней соединяемой арматуры.
Нормы ACI 318-05 для анкеровки арматуры, работающей как на растяжение (нижний ряд армирования в ленточном фундаменте), так и на сжатие (верхний ряд арматуры) предусматривают нахлест стержней не менее 30 см [пункты 12.15.1 и 12.16.1]. В Международных строительных нормах [пункт R611.7.1.4 IBC/IRC 2003] минимальная длина нахлеста стержней определяется как 40 диаметров стрежней соединяемой арматуры. В справочном пособии «Нормативные требования к качеству строительных и монтажных работ» (СПб, 2002) в разделе 3.2 для арматуры А400 минимальный нахлест определен в 50 диаметров стержня арматуры. Величина нахлеста зависит и от класса (марки бетона: если для бетона класса В15 (M200) минимальный нахлест составляет 50d (диаметров арматуры), то при использовании бетона класса В20 (M250), нахлест можно уменьшить до 40d. Для бетона класса В25 (M300) минимальный нахлест равен 35d. Для арматуры А-I и А-II минимальный нахлест равен 40d. Всегда в расчетах принимается наименьший из диаметров стрежней соединяемой арматуры. Однако рекомендуемые расчетные значения нахлеста исходя из диаметра арматуры, класса бетона и других условий, могут оказаться значительно больше, чем минимально допустимые (в 2-3 и более раз). Более точные значения величин нахлеста стрежней арматуры при прямых свободных и связанных соединениях без сварки можно посмотреть в следующих таблицах: Таблица №50. Рекомендуемые величины нахлеста для соединяемых стрежней арматуры работающих на сжатие на основе требований разделов 12.3 и 12.16 ACI 318-05
Однако рекомендуемые расчетные значения нахлеста исходя из диаметра арматуры, класса бетона и других условий, могут оказаться значительно больше, чем минимально допустимые (в 2-3 и более раз). Более точные значения величин нахлеста стрежней арматуры при прямых свободных и связанных соединениях без сварки можно посмотреть в следующих таблицах: Таблица №50. Рекомендуемые величины нахлеста для соединяемых стрежней арматуры работающих на сжатие на основе требований разделов 12.3 и 12.16 ACI 318-05*Расчеты выполнены компанией-поставщиком металлоизделий для промышленного строительстваDayton Superior (США). **Расчеты приведены для диаметров арматуры, принятых в США («имперские» размеры).
Например, для арматуры диаметром 12 мм расчетное значение длины нахлеста при максимальной нагрузке ряда на растяжение по нормам ACI 318-05 составляет 73 см при свободном соединении и 109 см при связанном соединении.
| Класс бетона по прочности | ||||
| В20 | В25 | В30 | В35 | |
| Ближайшая марка бетона | ||||
| М250 | М350 | М400 | М450 | |
| Длина нахлеста стрежней, см | ||||
| 21,5 | ||||
| 28,5 | 24,5 | 22,5 | ||
| 35,5 | 30,5 | |||
| 36,5 | 33,5 | 29,5 | ||
| 34,5 | ||||
| 44,5 | 39,5 | |||
| 44,5 | ||||
| 49,5 | ||||
| 78,5 | 54,5 | |||
| 76,5 | 69,5 | 61,5 | ||
| 99,5 | 85,5 | |||
| 97,5 | ||||
| 115,5 | 98,5 | |||
| 135,5 | 123,5 | 109,5 |
| Ряд арматуры с максимальной нагрузкой на растяжение | Другие ряды арматуры | |||
| Номинальный диаметр арматуры | Межцентровое расстояние = 2 диаметрам арматуры или более (свободное соединение) | Межцентровое расстояние меньше 2-х диаметров арматуры (связанное соединение) | ||
| Величина нахлеста арматуры, см | ||||
| 13** (12) | ||||
| 19** (18) | ||||
| 29** (30) | ||||
*Расчеты выполнены компанией-поставщиком комплектующих для промышленного строительстваDaytonSuperior (США).
**Расчеты приведены для диаметров арматуры, принятых в США («имперские» размеры).
| Класс бетона по прочности | ||||
| Диаметр арматуры класса А400, мм | В20 | В25 | В30 | В35 |
| Ближайшая марка бетона | ||||
| М250 | М350 | М400 | М450 | |
| Длина нахлеста стрежней, см | ||||
| 28,5 | 24,5 | 22,5 | ||
| 32,5 | 26,5 | |||
| 47,5 | ||||
| 44,5 | 39,5 | |||
| 66,5 | ||||
| 59,5 | 52,5 | |||
| 85,5 | 74,5 | |||
| 81,5 | 81,5 | |||
| 104,5 | 89,5 | 89,5 | 72,5 | |
| 118,5 | 101,5 | |||
| 132,5 | ||||
| 151,5 | 118,5 | |||
| 189,5 | 162,5 | 148,5 | 131,5 | |
| 201,5 | 180,5 |
*Расчеты выполнены специалистами компании поставщика металлоизделий ОАО «Инпром» и Ростовского государственного строительного университета (Ростов-на-Дону, 2010) на основании требований пособия по проектированию «Армирование элементов монолитных железобетонных зданий» (Москва, 2009).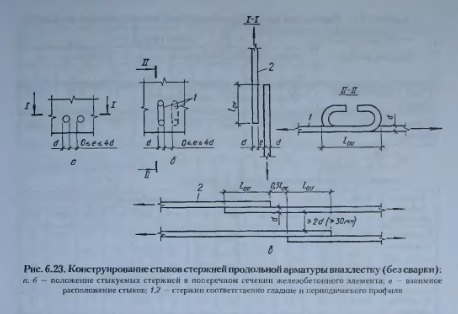
Соединения соседних стержней арматуры должны быть разнесены минимум на 40 диаметров соединяемой арматуры или 1,5 длины нахлеста стержней, но не менее 61 см. В зоне стыковки нахлестом обязательно устанавливают дополнительную поперечную арматуру.
Крестообразные нахлесты стержней арматуры соединяются вязкой отожженной проволокой, пластиковыми фиксаторами [пункт 2.102 СНиП 3.03.01-87] или пластиковыми хомутами.
Соединение (анкеровка) арматуры с помощью стандартного крюка или лапки
Соединение арматуры с использованием стандартного крюка (загиб конца арматуры на угол 180° – арматура класса A-II) или лапки (загиб конца арматуры на угол 90° градусов – арматура класса A-III [таблица 5.2, Голышев, 1990] применяют для соединения арматуры периодического профиля, работающей преимущественно на растяжение. Лапки и крюки не рекомендуется применять для анкеровки сжатой арматуры [пункт 8.3.19 СП 52-101-2003].Максимальный угол изгиба не должен превышать 180°. Загнутый элемент арматуры усиливает скрепление стержня с бетоном.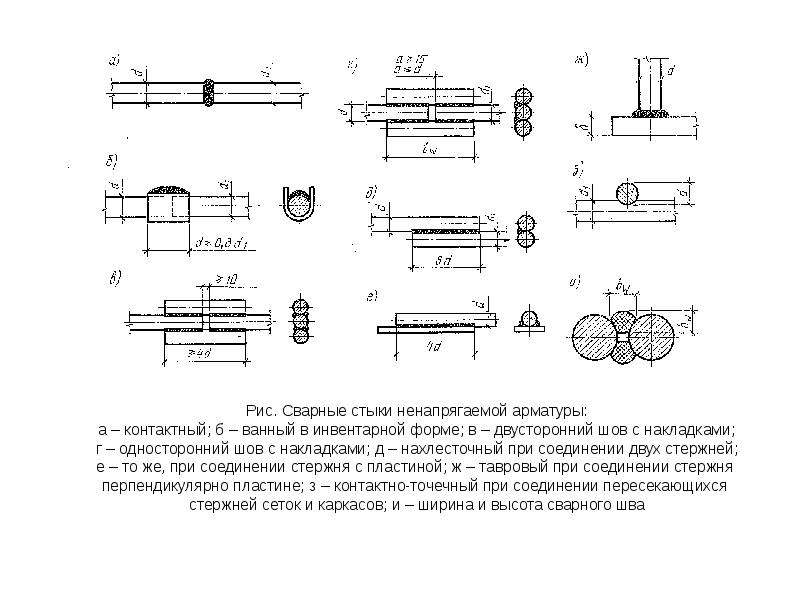
Схема №24. Стандартный крюк и лапка для анкеровки арматуры, работающей на растяжение
Доброе утро!
Сегодня в Непрошеных советах я продолжу тему о рабочих швах бетонирования и стыковке арматуры. Точнее, о швах мы уже поговорили , теперь поговорим о стыковке.
Далеко не всегда на стройку попадает арматура нужной длины, в итоге встает вопрос о том, что ее нужно стыковать. Как и с вопросом о швах бетонирования, многие проектировщики пытаются игнорировать эту проблему и отдают принятие решения на откуп строителям. Все, кто так делает, подвергают риску проектируемую конструкцию.
Строитель не обязан знать о том, где стыковать арматуру. Он состыкует ее в самом удобном для него месте, но одновременно – в самом опасном месте для конструкции. В «Рекомендациях по применению арматурного проката по ДСТУ 3760-98 при проектировании и изготовлении железобетонных конструкций без предварительного напряжения арматуры» хорошо описаны требования (см. п. 2.3.3), парочку, особо важных, я приведу здесь:
1. «Стыки рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в зоне действия максимальных усилий и местах полного использования арматуры. Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
«Стыки рабочей арматуры внахлестку не рекомендуется располагать в растянутой зоне изгибаемых и внецентренно растянутых элементов в зоне действия максимальных усилий и местах полного использования арматуры. Стыки рабочей арматуры внахлестку не допускаются в линейных элементах, сечение которых полностью растянуто». Поясню немного. Мы должны четко донести до строителя, где ему можно стыковать арматуру. Нельзя стыковать в растянутой зоне: то есть, нижнюю рабочую арматуру в плите, например, нельзя стыковать в середине пролета, а верхнюю – над опорами (для многопролетных плит). Именно там плита растянута, об этом нам и эпюра моментов говорит, и даже просто попытка представить, как изогнется перекрытие в процессе нагружения: какие его поверхности будут пытаться растянуться, а какие – сжаться. Очень просто сделать на чертеже вот такую схему:
Я привела пример для плиты перекрытия, но подобные схемы можно сделать для любой конструкции, арматура в которой заказана погонными метрами. Иногда проектировщик сразу задает раскладку стержней определенной длины с указанием мест стыковки. Здесь есть риск утонуть в переписке по согласованию все новых мест стыковки, т.к. у строителей может оказаться в наличии арматура совсем не предсказуемой длины. Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
Здесь есть риск утонуть в переписке по согласованию все новых мест стыковки, т.к. у строителей может оказаться в наличии арматура совсем не предсказуемой длины. Величины L/4 и L/3 берутся из конкретного расчета и могут отличаться от приведенных мной.
2. «Стыки сварных сеток и каркасов, а также растянутых стержней вязаных каркасов и сеток внахлестку должны располагаться вразбежку. При этом площадь сечения рабочих стержней, стыкуемых в одном месте или на расстоянии менее длины перепуска l l , должна составлять не более 50% общей площади сечения растянутой арматуры.
Стержни должны располагаться по возможности без зазора, максимальное расстояние в свету между стыкуемыми стержнями не должно превышать 4d или 50мм.
Расстояние в свету между стыками, расположенными в разных местах по длине элемента, должно быть не менее 0,5 l l , или в осях стыков не менее 1,5 l l .
Соседние стыки внахлестку должны располагаться на расстоянии в свету не менее 2d и не менее 30 мм». Как все это донести до строителя? Я советую взять за основу рисунок 6 «Рекомендаций…» и привести на чертеже следующую схему:
Обратите внимание, величина нахлестки для рабочей арматуры в верхней и нижней зоне плиты отличается (см. коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
коэффициент из таблицы 12 «Рекомендаций…»). В примере я привела схему для арматуры диаметром 12 мм.
Всегда обращайте внимание на то, что в одном сечении должно быть не более 50% стыков растянутых стержней арматуры. Иногда это требование очень сложно выполнить, особенно в стесненных обстоятельствах, и приходится менять диаметры стержней и их количество.
Вообще, советую Вам вдоль и поперек изучить рекомендации, прежде чем приступать к конструированию нахлестки в конкретной конструкции.
Еще хочу написать о стыковке арматуры в колоннах. Это специфическая тема, разгадка которой для меня еще не найдена. Как раньше, до введения проката по ДСТУ 3760, стыковали арматурные стержни по ГОСТ 5781? Вот рисунок из «Руководства по конструированию жбк»:
Из рисунка ясно, что половина стержней-выпусков выходят из перекрытия на длину нахлестки, вторая половина – на две длины нахлестки. Этим обеспечивается разбежка стыков – не более 50% в одном сечении. Но в гостовской арматуре были совсем другие длины нахлестки – в несколько раз меньше (!), чем для арматуры по ДСТУ 3760. Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Для примера глянем: для стержня по ДСТУ диаметром 20 мм в бетоне В25 величина нахлестки составляет 1630 мм (согласно расчету по «Рекомендациям…»). Две длины нахлестки – это уже 3260 мм (иногда, это меньше, чем высота этажа!). Что с этим делать, нормы молчат. Что с этим делают проектировщики? Либо выпускают все стержни на одну величину нахлестки (не скажу, что это верно), либо выбирают способ стыковки сваркой с накладками или методом опрессовки. Но все эти варианты нужно согласовывать с заказчиком – все-таки его деньги и его возможности.
Пожалуй, об особенностях стыковки арматуры в колоннах я расскажу в следующем выпуске. Успешного Вам проектирования!
С уважением, Ирина.
class=»eliadunit»>
Комментарии
1 2
0 #33 Иринa
Во время армирования фундамента или изготовления любого из видов армопояса практически у каждого человека возникает вопрос о том, какой должна быть длина нахлеста, и каким образом правильно его выполнить. Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Действительно, это имеет большое значение. Верно выполненная стыковка стальных прутьев делает более прочным соединение арматуры. Конструкция здания становится защищенной от различных видов деформаций и разрушений. Воздействие на фундамент сводится к минимуму. Как следствие — увеличивается безаварийный срок эксплуатации.
Нахлест арматуры при вязке – это самый простой и при этом по-настоящему надежный вариант соединения арматуры
Типы соединения
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами. На сегодняшний день известны такие методы состыковки арматурных прутьев, как:
- Стыки внахлест, выполненные без сварки:
- нахлест при стыковке с помощью изогнутых деталей (петлей, лапок, крюков).
- нахлест в соединениях прямых прутьев арматуры с поперечной фиксацией;
- нахлест прямых концов прутьев.
- Механические и сварные типы соединений встык:
- с использованием сварочных аппаратов;
- при помощи профессиональных механических агрегатов.

В требованиях СНиП сказано о том, что в бетонном основании необходимо устанавливать как минимум 2 неразрывных арматурных каркаса. Они выполняются фиксированием армирующих прутьев внахлест.
Вариант сплетения прутьев внахлест популярен в частном строительстве. И этому есть объяснение — такой способ доступен, а необходимые материалы имеют невысокую стоимость. Состыковать нахлест стержней арматуры без применения сварки можно с использованием вязальной проволоки.
Промышленное строительство чаще использует второй вариант соединения арматурных прутьев.
Строительными нормами допускается во время соединения арматуры внахлест применение прутьев разных сечений (диаметров). Но они не должны превышать 40 мм из-за отсутствия технических данных, подтвержденных исследованиями. В тех местах, где нагрузки максимальны, запрещается фиксация внахлест как при вязке, так и в случае использования сварки.
Соединение стержней сваркой
Нахлест арматуры с использованием сварки допускается только со стержнями марок А400С и А500С. Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Арматура этого класса считается свариваемой. Но стоимость таких стержней достаточно высока. Самый же распространенный класс — А400. Но его использование недопустимо, так как при его нагревании заметно сокращается прочность и устойчивость к коррозии.
Запрещается сваривать места, где есть перехлест арматуры, независимо от класса последней. Существует вероятность разрывов стержней при воздействии на них больших нагрузок. Так говорят зарубежные источники. В российских правилах разрешается использование дуговой электросварки этих мест, но размер диаметров не должен превышать 2,5 см.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Длина сварочных швов и классов арматуры находятся в прямой зависимости. В работе используются электроды с сечением 4-5 мм. Длина нахлеста при проведении сварочных работ — менее 10 диаметров используемых прутьев, что соответствует требованиям регламентирующих ГОСТов 14098 и 10922.

Монтаж армопояса без применения сварочных работ
При проведении монтажа соединений внахлест при вязке используются прутья самой популярной марки — А400 AIII. Места, где выполнен перехлест, связываются вязальной проволокой. СНиП предъявляют особые требования при выборе такого способа связки.
Сколько есть вариантов фиксации прутьев без сварки?
Соединение арматуры:
- перехлест конечных прутьев;
- нахлест прутьев с прямыми концами с подваркой поперечных стержней;
- с изогнутыми концами.
Если стержни имеют гладкий профиль, возможно применение только 2-го или 3-го вариантов.
Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения
Существенные требования к соединениям
Во время вязания соединений методом нахлеста без применения сварки правилами определяются некоторые параметры:
- Длина накладки.
- Особенности местонахождения узлов в конструкции.
- Расположение перехлестов по отношению друг к другу.

Как уже было сказано, запрещается размещать арматуру, связанную внахлест, в местах наивысшей нагрузки и максимального напряжения. Располагаться они должны в тех местах железобетонного изделия, где отсутствует нагрузка, либо же она минимальна. Если такой технологической возможности нет, размер соединения выбирается из расчета — 90 сечений (диаметров) стыкующихся прутьев.
Технические нормы четко регламентируют, какими должны быть размеры таких соединений. Однако их величина может зависеть не только от сечения. На неё также влияют следующие критерии:
- степень нагрузки;
- марка используемого бетона;
- класс арматуры;
- расположение узлов соединения в конструкции;
- место применения железобетонного изделия.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю
Основополагающим условием при выборе протяженности перехлеста является диаметр арматуры.
Следующая таблица может быть использована для удобного расчета размеров стыковки прутьев при вязании без применения метода сварки. Как правило, их размер подводится к 30-кратной величине сечения применяемой арматуры.
| Сечение арматуры, см | Размер нахлеста | |
| В сантиметрах | В миллиметрах | |
| 1 | 30 | 300 |
| 1,2 | 31,6 | 380 |
| 1,6 | 30 | 480 |
| 1,8 | 32,2 | 580 |
| 2,2 | 30,9 | 680 |
| 2,5 | 30,4 | 760 |
| 2,8 | 30,7 | 860 |
| 3,2 | 30 | 960 |
| 3,6 | 30,3 | 1090 |
Существуют также минимизированные величины связки прутьев внахлест. Они назначаются исходя из прочности бетона и степени давления.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
В сжатой зоне бетона:
| Сечение арматуры (класс А400), см | Класс бетона (прочность) | |||
| В/20 | В/25 | В/30 | В/35 | |
| Марка бетона | ||||
| М/250 | М/350 | М/400 | М/450 | |
| Размер нахлеста (в сантиметрах) | ||||
| 1 | 35,5 | 30,5 | 28 | 25 |
| 1,2 | 43 | 36,5 | 33,5 | 29,5 |
| 1,6 | 57 | 49 | 44,5 | 39,5 |
| 1,8 | 64 | 55 | 50 | 44,5 |
| 2,2 | 78,5 | 67 | 56 | 54,5 |
| 2,5 | 89 | 76,5 | 69,5 | 61,5 |
| 2,8 | 99,5 | 85,5 | 78 | 69 |
| 3,2 | 114 | 97,5 | 89 | 79 |
| 3,6 | 142 | 122 | 115,5 | 98,5 |
При выполнении мероприятий, связанных с армированием бетонных конструкций, возникает необходимость соединить между собой арматурные стержни. При выполнении работ необходимо знать какой перехлёст арматуры, сколько диаметров по СНиП составляет величина перекрытия прутков. От правильно подобранной длины перехлеста, учитывающего площадь поперечного сечения арматуры, зависит прочность фундамента, или армопояса. Правильно выполненный расчет железобетонных элементов с учетом типа соединения обеспечивает долговечность и прочность объектов строительства.
При выполнении работ необходимо знать какой перехлёст арматуры, сколько диаметров по СНиП составляет величина перекрытия прутков. От правильно подобранной длины перехлеста, учитывающего площадь поперечного сечения арматуры, зависит прочность фундамента, или армопояса. Правильно выполненный расчет железобетонных элементов с учетом типа соединения обеспечивает долговечность и прочность объектов строительства.
Виды соединений между арматурными элементами
Желая разобраться с возможными вариантами стыковки арматурных прутков, многие мастера обращаются к требованиям действующих нормативных документов. Ведь удачно выполненное соединение обеспечивает требуемый запас прочности на сжатие и растяжение. Некоторые застройщики пытаются найти ответ согласно СНиП 2 01. Другие – изучают строительные нормы и правила под номером 52-101-2003, содержащие рекомендации по проектированию конструкций из железобетона, усиленного ненапряженной стальной арматурой.
В соответствии с требованиями действующих нормативных документов для усиления ненапряженных элементов применяется стальная арматура, в отличие от напряженных конструкций, где для армирования используются арматурные канаты классов К7 и выше. Остановимся на применяемых методах фиксации арматурных стержней.
Остановимся на применяемых методах фиксации арматурных стержней.
В действующих строительных нормах и правилах (СНиП) подробно описывается крепление арматуры всеми существующими в настоящее время способами
Возможны следующие варианты:
- соединение внахлест вязаных стержней без применения сварки. Фиксация осуществляется с использованием дополнительных стальных прутков изогнутой формы, повторяющих конфигурацию арматурного соединения. Допускается согласно СНиП выполнение нахлеста прямых стержней с поперечным креплением элементов при помощи вязальной проволоки или специальных хомутов.
Нахлест арматуры при вязке зависит от диаметра прутков. Залитые бетоном конструкции из вязаных прутков широко применяются в области частного домостроения. Застройщика привлекает простота технологии, легкость соединения и приемлемая стоимость стройматериалов;
- фиксация арматурных прутков с помощью бытового электросварочного оборудования и профессиональных агрегатов. Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
 Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.
Технология соединения арматуры с помощью сварочных установок имеет определенные ограничения. Ведь в зоне сваривания возникают значительные внутренние напряжения, отрицательно влияющие на прочностные характеристики арматурных каркасов.Выполнить перехлест арматурных прутков с помощью электросварки можно, используя арматуру определенных марок, например, А400С. Технология сваривания стальной арматуры в основном используется в области промышленного строительства.
Строительные нормы и правила содержат указание о необходимости усиления бетонного массива не менее, чем двумя цельными арматурными контурами. Для реализации указанного требования производится соединение стальных стержней с перекрытием. СНиП допускает использование стержней различных диаметров. При этом максимальный размер поперечного сечения прутка не должен превышать 4 см. СНиП запрещает производить соединение стержней внахлест с помощью вязальной проволоки и сварки в местах действия значительной нагрузки, расположенной вдоль или поперек оси.
Фиксация арматурных прутков электросваркой
Стыковка арматуры с использованием электрической сварки применяется в областях промышленного и специального строительства. При соединении с помощью электросварки важно добиться минимального расстояния между стержнями и зафиксировать элементы без зазора. Повышенная нагрузочная способность зоны соединения, растянутой от действия, достигается при использовании арматурных прутков с маркировкой А400С или А500С.
Профессиональные строители обращают внимание на следующие моменты:
- недопустимость применения для сварных соединений распространенной арматуры с маркировкой А400. В результате нагрева значительно снижается прочность и повышается восприимчивость к воздействию коррозии;
- повышенную вероятность нарушения целостности стержней под влиянием значительных нагрузок. Действующие правила разрешают применять электродуговую сварку для фиксации арматуры диаметром до 25 мм;
- протяженность сварочного шва и класс применяемых прутков взаимосвязаны. Таблица нормативного документа содержит всю необходимую информацию о фиксации стержней с помощью электродуговой сварки.
 Таблица нормативного документа содержит всю необходимую информацию о фиксации стержней с помощью электродуговой сварки.
Таблица нормативного документа содержит всю необходимую информацию о фиксации стержней с помощью электродуговой сварки.Нормативный документ допускает при выполнении сварочных мероприятий применение электродов диаметром 0,4-0,5 см и регламентирует величину нахлеста, превышающую десять диаметров применяемых стержней.
Арматуру запрещено соединять в местах максимального напряжения стержней и зонах приложения (концентрированного) нагрузки на них
Соединение арматуры внахлест без сварки при монтаже армопояса
Используя популярные в строительстве стержни с маркировкой А400 AIII, несложно выполнить перехлест арматуры с применением отожженной проволоки для вязания.
- соединение с перехлестом прямых концов арматурных стержней;
- фиксация прутков внахлест с использованием дополнительных элементов усиления;
- связывание стержней с выгнутыми в форме своеобразных петель или крюков концами.
С помощью проволоки для вязания допускается соединять арматуру профильного сечения диаметром до 4 см. Величина перехлеста возрастает пропорционально изменению диаметра стержней. Величина перекрытия прутков возрастает от 25 см (для прутков диаметром 0,6 см) до 158 см (для стержней диаметром 4 см). Величина перехлеста, согласно стандарту, должна превышать диаметр прутков в 35-50 раз. СНиП допускает применение винтовых муфт наравне с проволокой для вязания.
Величина перехлеста возрастает пропорционально изменению диаметра стержней. Величина перекрытия прутков возрастает от 25 см (для прутков диаметром 0,6 см) до 158 см (для стержней диаметром 4 см). Величина перехлеста, согласно стандарту, должна превышать диаметр прутков в 35-50 раз. СНиП допускает применение винтовых муфт наравне с проволокой для вязания.
Дистанция между арматурными стержнями, которые стыкуются нахлестом, в горизонтальном и вертикальном направлении обязана быть от 25 мм и выше
Требования нормативных документов к арматурным соединениям
При соединении прутков вязальным методом важно учитывать ряд факторов:
- взаимное расположение арматуры в пространственном каркасе;
- особенности размещения участков с нахлестом относительно друг друга;
- длину участка перехлеста, определяемую сечением стержня и маркой бетона.
При расположении участка с расположенными внахлест стержнями в зоне максимальной нагрузки, следует увеличить величину перехлеста до 90 диаметром соединяемых стержней.
 Строительные нормы четко указывают размеры стыковочных участков.
Строительные нормы четко указывают размеры стыковочных участков.На длину стыка влияет не только диаметр поперечного сечения, но и следующие моменты:
- величина действующей нагрузки;
- марка применяемой бетонной смеси;
- класс используемой стальной арматуры;
- размещение стыковых узлов в пространственном каркасе;
- назначение и область применения железобетонной продукции.
Следует обратить внимание, что величина нахлеста уменьшается при возрастании марки применяемого бетона.
В тех случаях, когда используется вязальная проволока, дистанция между стержнями нередко принимается равной нулю, так как в данной ситуации она зависит исключительно от высоты профильных выступов
Рассмотрим изменение величины нахлеста, воспринимающего сжимающие нагрузки, для арматуры класса А400 с диаметром 25 мм:
- для бетона марки М250 стержни фиксируются с максимальным перехлестом, равным 890 мм;
- бетонирование арматурной решетки раствором марки М350 позволяет уменьшить нахлест до 765 мм;
- при возрастании марки применяемого бетона до М400 нахлест прутков уменьшается до 695 мм;
- заливка арматурного каркаса бетонным раствором М450 позволяет уменьшить перехлест до 615 мм.

Для усилений растянутой зоны арматурного каркаса перехлест для указанной арматуры увеличен и составляет:
- 1185 мм для бетона М200;
- 1015 мм для бетона М350;
- 930 мм для бетона М400;
- 820 мм для бетона М450.
При выполнении мероприятий, связанных с армированием, важно правильно располагать участки нахлеста, и учитывать требования строительных норм и правил.
- равномерно распределять соединения по всему арматурному каркасу;
- выдерживать минимальное расстояние между стыками не менее 610 мм;
- учитывать марку бетонного раствора и сечение арматурных стержней.
Соблюдение требований строительных норм гарантирует прочность и надёжность бетонных конструкций, усиленных арматурным каркасом. Детально изучив рекомендации СНиП, несложно самостоятельно подобрать требуемую величину перехлеста арматуры с учетом конструктивных особенностей железобетонного изделия. Рекомендации профессиональных строителей позволят не допустить ошибок.
Правила армирования
Правила армирования
Для продольного и поперечного армирования ленточного фундамента используется арматура класса A-III (A400) или А500. Для вспомогательного поперечного армирования (изготовления хомутов), помимо А400 и А500, может использоваться стержневая горячекатаная гладкая арматура класса A-I (А240), А-II, проволока (гладкая арматура) класса Вр-I. Продольные рабочие стрежни арматуры ленточного фундамента воспринимают совместно с бетоном основные нагрузки растяжения и сжатия, действующие вдоль продольной оси фундамента.
Кроме продольных стержней при армировании лент фундамент может устанавливаться поперечная арматура (хомуты) из расчета на восприятие нагрузок, действующих вдоль поперечной оси фундамента. Хомуты устанавливаются в ленту при её высоте более 15см. Также поперечная арматура служит для ограничения развития трещин в бетоне, для удержания продольных стержней в проектном положении, и для закрепления от их бокового выпучивания при воздействии сжимающих нагрузок. В случае сжимающих нагрузок хомуты следует устанавливать с шагом не более 15 диаметров сжатой продольной арматуры и не более 50 см, а конструкция хомутов должна обеспесивать отсутствие выпучивания продольной арматуры в любом направлении. Поперечная арматура устанавливается у всех поверхностей фундамента, вблизи которых устанавливается продольная арматура. Закрепление поперечной арматуры производят путем ее загиба и охвата продольной рабочей арматуры.
В случае сжимающих нагрузок хомуты следует устанавливать с шагом не более 15 диаметров сжатой продольной арматуры и не более 50 см, а конструкция хомутов должна обеспесивать отсутствие выпучивания продольной арматуры в любом направлении. Поперечная арматура устанавливается у всех поверхностей фундамента, вблизи которых устанавливается продольная арматура. Закрепление поперечной арматуры производят путем ее загиба и охвата продольной рабочей арматуры.
Также в фундаменте может использоваться конструктивная арматура, устанавливаемая для восприятия непредусмотренных усилий, таких как усилия от усадки бетона или температурных деформаций. В частности, для фундаментных лент высотой сечения более 70 см рекомендуется установка дополнительной продольной конструктивной арматуры на каждые 40 см высоты ленты. По возможности арматуру следует монтировать укрупненными или пространственными заранее изготовленными элементами, по возможности сокращая объем применения отдельных стержней.
Процент армирования
Существует некий допустимый диапазон армирования, определённый Сводом Норм и Правил (Пункт 7. 3.5 СНиП 52-01-2003 «Бетонные и железобетонные конструкции»), который является одним из определяющих факторов выбора пространственной схемы армирования и может повлиять на выбор сечения ленты фундамента. Этот параметр лежит в диапазоне от 0,3 до 3% для балок, и не менее 0,1% для фундаментов. При армировании ленточных фундаментов, служащих опорой под колонны (например, при строительстве монолитного железобетонного каркаса здания) площадь сечения продольной арматуры для ребра Т-образного ленточного фундамента предусматривают с процентом армирования не менее 0,4% в каждом ряду. Это относительное содержание продольной рабочей арматуры в бетонном элементе от площади рабочего сечения этого элемента. Например, если у вас лента сечением 300х400мм, то площадь S сечения 300*400=120 000 мм.кв. Минимальное сечение арматуры составит 120 мм.кв., или 4 прута арматуры диаметром 8 мм (или 2 прута диаметром 10мм). Максимум можно заложить 10 прутов диаметром 22мм! Меньшее количество арматуры незначительно укрепит бетон и практически будет равно просто силе бетона на разрыв, но и больше 3% арматуры тоже не хорошо — арматуры будет столько, что она не успеет включится в работу, как бетон уже будет разрушен возникшей нагрузкой.
3.5 СНиП 52-01-2003 «Бетонные и железобетонные конструкции»), который является одним из определяющих факторов выбора пространственной схемы армирования и может повлиять на выбор сечения ленты фундамента. Этот параметр лежит в диапазоне от 0,3 до 3% для балок, и не менее 0,1% для фундаментов. При армировании ленточных фундаментов, служащих опорой под колонны (например, при строительстве монолитного железобетонного каркаса здания) площадь сечения продольной арматуры для ребра Т-образного ленточного фундамента предусматривают с процентом армирования не менее 0,4% в каждом ряду. Это относительное содержание продольной рабочей арматуры в бетонном элементе от площади рабочего сечения этого элемента. Например, если у вас лента сечением 300х400мм, то площадь S сечения 300*400=120 000 мм.кв. Минимальное сечение арматуры составит 120 мм.кв., или 4 прута арматуры диаметром 8 мм (или 2 прута диаметром 10мм). Максимум можно заложить 10 прутов диаметром 22мм! Меньшее количество арматуры незначительно укрепит бетон и практически будет равно просто силе бетона на разрыв, но и больше 3% арматуры тоже не хорошо — арматуры будет столько, что она не успеет включится в работу, как бетон уже будет разрушен возникшей нагрузкой. Если расчёт приведёт вас к проценту армирования более 3%, нужно задуматься над увеличением сечения бетонного элемента. Сечение арматуры нетрудно посчитать, но для облегчения и визуализации я составил табличку сечений при разных количествах прутов арматуры:
Если расчёт приведёт вас к проценту армирования более 3%, нужно задуматься над увеличением сечения бетонного элемента. Сечение арматуры нетрудно посчитать, но для облегчения и визуализации я составил табличку сечений при разных количествах прутов арматуры:
Еще один пример из расчёта своего ростверка: У меня было рассчитано сечение ленты-ростверка как 22х30см, Это 66000 мм.кв. Расчёт армирования привёл меня к 6 прутам арматуры диаметром 12мм (3 снизу и 3 сверху) — это 678 мм.кв. арматуры. Посчитаем процент армирования: 678*100/66000=1,027% — он вписывается в допустимый диапазон от 0,1% до 3%, а значит выбранное соотношение между сечением бетона и армированием находится в «равновесии», количество арматуры и бетона экономически и расчётно обосновано. Подошло бы и 5 прутов по 12мм (565*100/66000=0,856%), расчёт по нагрузкам давал 45% запаса по прочности, однако я решил немного перестраховаться заложив 6-й прут и получил 90% запаса.
Диаметр арматуры
Помимо минимального процента армирования существуют и требования по минимальному диаметру арматуры. Например, для продольной рабочей арматуры нельзя использовать арматуру диаметром менее 10мм. Продольную рабочую арматуру рекомендуется назначать из стержней одинакового диаметра. Если же применяются стержни разных диаметров, то стержни большего диаметра следует размещать внизу ленты фундамента, в углах сечения ленты фундамента и в местах перегиба хомутов через рабочую арматуру. Стержни продольной рабочей арматуры должны размещаться равномерно по ширине сечения ленты фундамента. При этом размещение стержней арматуры верхнего ряда над просветами между арматурой нижнего ряда запрещается [пункт 3.94 Руководства по конструированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения, Москва, 1978]. При этом как в сварных, так и в вязаных каркасах диаметр продольных стержней должен быть не менее диаметра поперечных стержней арматуры. Максимальный диаметр сжатых стержней (для верхнего ряда) вряд-ли будет достигнут частными домостроителями, но для справки, он не должен быть более 40мм.
Например, для продольной рабочей арматуры нельзя использовать арматуру диаметром менее 10мм. Продольную рабочую арматуру рекомендуется назначать из стержней одинакового диаметра. Если же применяются стержни разных диаметров, то стержни большего диаметра следует размещать внизу ленты фундамента, в углах сечения ленты фундамента и в местах перегиба хомутов через рабочую арматуру. Стержни продольной рабочей арматуры должны размещаться равномерно по ширине сечения ленты фундамента. При этом размещение стержней арматуры верхнего ряда над просветами между арматурой нижнего ряда запрещается [пункт 3.94 Руководства по конструированию бетонных и железобетонных конструкций из тяжелого бетона без предварительного напряжения, Москва, 1978]. При этом как в сварных, так и в вязаных каркасах диаметр продольных стержней должен быть не менее диаметра поперечных стержней арматуры. Максимальный диаметр сжатых стержней (для верхнего ряда) вряд-ли будет достигнут частными домостроителями, но для справки, он не должен быть более 40мм. Для удобства я собрал эти требования в нижеследующей табличке:
Для удобства я собрал эти требования в нижеследующей табличке:
Минимальное количество стрежней продольной рабочей арматуры в одном ряду
В балках и ребрах шириной более 15 см число продольных рабочих растянутых стержней в поперечном сечении должно быть не менее двух. При ширине элемента 15 см и менее допускается устанавливать в поперечном сечении один продольный стержень. При этом устройство ленточных фундаментов шириной менее 15 см не допускается.
Максимальное количество стержней продольной арматуры в одном ряду и минимальное расстояние между стержнями арматуры
Максимальное количество стержней в одном ряду в поперечном сечении монолитной бетонной балки определяется минимальным расстоянием в свету между отдельными стержнями продольной арматуры. Это минимальное расстояние определено необходимостью свободного протекания бетонной смеси в тело ленты между стержнями арматуры фундамента при заливке бетона, возможностью его уплотнения и хорошей связи бетона с арматурой для совместной работы под нагрузкой. Минимальные расстояния между стрежнями продольной арматуры определены в пункте 7.3.4 СНиП 52-01-2003 “Бетонные и железобетонные конструкции”. Минимальное расстояние между стержнями продольной арматуры не может быть меньше наибольшего диаметра стержней арматуры и не менее 25 мм для нижнего ряда арматуры и 30 мм — для арматуры верхнего ряда при двух рядах армирования. При трех рядах армирования расстояние между стрежнями арматуры в верхнем ряду должно составить не менее 50 мм. При большом насыщении арматурой должны быть предусмотрены отдельные места с расстоянием между стержнями арматуры в 60 мм для прохождения между арматурными стержнями наконечников глубинных вибраторов, уплотняющих бетонную смесь. Расстояния между такими местами должны быть не более 500мм. Например, имеем ленту фундамента сечением 40х30см с двумя рядами арматуры. Создаются следующие ограничения: 1 — защитный слой бетона по 40мм с каждой стороны; 2 — минимальный диаметр арматуры 10мм; 3 — минимальное расстояние между арматурой 30мм.
Минимальные расстояния между стрежнями продольной арматуры определены в пункте 7.3.4 СНиП 52-01-2003 “Бетонные и железобетонные конструкции”. Минимальное расстояние между стержнями продольной арматуры не может быть меньше наибольшего диаметра стержней арматуры и не менее 25 мм для нижнего ряда арматуры и 30 мм — для арматуры верхнего ряда при двух рядах армирования. При трех рядах армирования расстояние между стрежнями арматуры в верхнем ряду должно составить не менее 50 мм. При большом насыщении арматурой должны быть предусмотрены отдельные места с расстоянием между стержнями арматуры в 60 мм для прохождения между арматурными стержнями наконечников глубинных вибраторов, уплотняющих бетонную смесь. Расстояния между такими местами должны быть не более 500мм. Например, имеем ленту фундамента сечением 40х30см с двумя рядами арматуры. Создаются следующие ограничения: 1 — защитный слой бетона по 40мм с каждой стороны; 2 — минимальный диаметр арматуры 10мм; 3 — минимальное расстояние между арматурой 30мм. Итого, соблюдая все ограничения, получается возможным разместить по 6 рядов арматуры, при этом в верхнем ряду нужно один прут исключить для прохождения наконечника вибратора. Допустим, если бы высота ленты была 100 см, то возникает необходимость использовать три ряда арматуры, а это увеличивает минимальное расстояние между арматурой до 50 мм. В этом случае в одном ряду умещается не более 4 прутов арматуры.
Итого, соблюдая все ограничения, получается возможным разместить по 6 рядов арматуры, при этом в верхнем ряду нужно один прут исключить для прохождения наконечника вибратора. Допустим, если бы высота ленты была 100 см, то возникает необходимость использовать три ряда арматуры, а это увеличивает минимальное расстояние между арматурой до 50 мм. В этом случае в одном ряду умещается не более 4 прутов арматуры.
Количество рядов арматуры
В обычных условиях для индивидуальных домов в фундаменте достаточно двух рядов арматуры. Нижний, в большей степени работающий на растяжение и верхний, работающий на сжатие, если не возникнут выталкивающие силы грунтов. При высоте ленты до 70 см средних рядов арматуры делать не нужно, т.к. она там не работает, там не возникает ни растяжений, ни сжатий (если только не аварийная ситуация). Дополнительное продольное армирование может понадобиться, если высота фундаментной ленты превышает 70 см. В этом случае лента фундамента рассматривается как балка, которой требуется конструктивное армирование. Стержни арматуры при конструктивном армировании не у граней балки (в середине ширины балки) не требуются. Они должны ставиться тлько у боковых поверхностей балок высотой поперечного сечения более 70 см. Расстояние между конструктивными стрежнями арматуры по высоте должно быть не более 40 см.
Стержни арматуры при конструктивном армировании не у граней балки (в середине ширины балки) не требуются. Они должны ставиться тлько у боковых поверхностей балок высотой поперечного сечения более 70 см. Расстояние между конструктивными стрежнями арматуры по высоте должно быть не более 40 см.
Площадь сечения таких арматурных стрежней определяется не менее 0,1 % площади сечения бетона, но не от всей площади сечения балки, а от площади, образуемой расстоянием между этими стержнями и половиной ширины балки, но не менее чем 20 см. Например, при расстоянии между рядами арматуры по вертикали в 40 см и ширине ленты 30 см, определяемая минимальная площадь сечения арматуры будет отсчитываться от площади в 400 мм x 300 мм /2 =60 000 мм2 х 0,001=60 мм2 . Эти арматурные стержни должны соединяться хомутами или шпильками диаметром 6 — 8 мм из арматуры класса A-I с шагом 50 см по длине ленты фундамента.
Максимальный шаг между продольными стержнями арматуры
Максимальный шаг установки поперечной арматуры
Толщина бетонного защитного слоя арматуры
Защитный слой бетона, то есть расстояние от поверхности арматуры до соответствующей грани фундаментной ленты, предназначен для обеспечения совместной работы арматуры с бетоном, для закрепления (анкеровки) арматуры в бетоне и возможности устройства соединения арматуры. Также защитный слой бетона предохраняет арматуру от воздействия факторов окружающей среды, конструкций, в том числе и от огня. Толщина защитного слоя бетона зависит от типа конструкции и роли арматуры в ней, ее диаметра и условий окружающей среды.
Также защитный слой бетона предохраняет арматуру от воздействия факторов окружающей среды, конструкций, в том числе и от огня. Толщина защитного слоя бетона зависит от типа конструкции и роли арматуры в ней, ее диаметра и условий окружающей среды.
Для продольной рабочей арматуры толщина защитного слоя должна быть, как правило, не менее диаметра стержня и не менее: 30 мм — для фундаментных балок и сборных фундаментов; 35 мм — для монолитных фундаментов при наличии бетонной подготовки; 70 мм — для монолитных фундаментов при отсутствии бетонной подготовки. При использовании бетонной подготовки (или на скальном грунте) – толщина бетонного защитного слоя снижается в отечественных нормах до 40 мм, а в американских до 25мм. Для сборных элементов минимальные значения толщины защитного слоя бетона рабочей арматуры уменьшают на 5 мм. Для конструктивной арматуры минимальные значения толщины защитного слоя бетона принимают на 5 мм меньше по сравнению с требуемыми для рабочей арматуры. Во всех случаях толщину защитного слоя бетона следует также принимать не менее диаметра стержня арматуры.
По требованиям ACI 318-05 защитный слой бетона на уличную строну для арматуры до 20 мм составляет 25 — 40 мм. Для диаметра арматуры толще 20 мм — 50 мм. Защитный слой для арматуры диаметром до 40 мм на стороне не подверженной действию природных факторов составляет 20 мм. По отечественным нормам защитный слой бетона с обеих сторон составляет 40 мм. Требуемую величину защитного слоя нижней арматуры и проектное положение арматуры в процессе бетонирования можно установить с помощью пластиковых фиксаторов, подкладок из бетона и путем конструирования арматурного каркаса таким образом, чтобы некоторые стержни упирались в опалубку, фиксируя положение каркаса. Нижний защитный слой можно установить, закладывая под нижние стержни арматуры заранее изготовленные бетонные прокладки (сухари) размером 100×100 мм и толщиной, равной требуемой толщине защитного слоя. Применение прокладок из обрезков арматуры, деревянных брусков и щебня запрещается. Также для задания толщины защитного можно использовать пластиковые фиксаторы — спейсеры требуемого стандартного размера.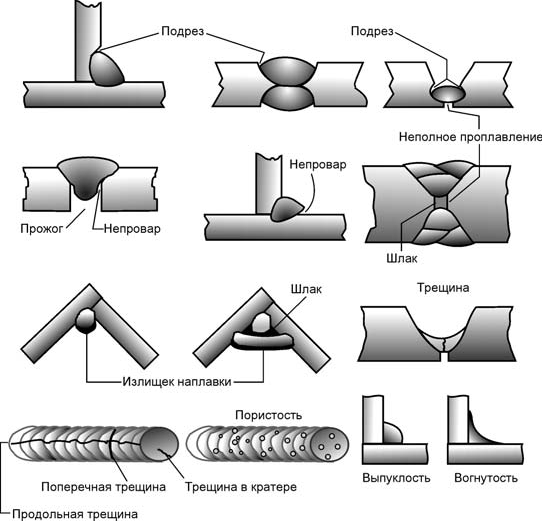 Фиксаторы для арматуры выпускаются в размерах от 15 до 50 мм с шагом размера 5 мм.
Фиксаторы для арматуры выпускаются в размерах от 15 до 50 мм с шагом размера 5 мм.
Толщина защитного слоя для поперечной арматуры бетонных элементов сечением меньше 25 см составляет 1 см, а для элементов сечением более 25 см – 1,5 см.
Требования к поверхности арматуры
Арматуру следует монтировать укрупненными или пространственными заранее изготовленными элементами, по возможности сокращая объем применения отдельных стержней. С бетонной подготовки (подушки) в местах установки арматуры должны быть удалены мусор, грязь, снег и лед. Стержни арматуры должны быть обезжирены, очищены от любого неметаллического покрытия, краски, грязи, льда и снега, отслаивающегося налета ржавчины. Удаляется отслаивающаяся ржавчина с помощью металлической щетки. Разрешается наличие эпоксидного покрытия на арматуре. Существует мнение некоторых строителей — поливать водой арматуру за несколько дней перед укладкой, чтобы она заржавела и к ней сильнее прилипал бетон. В официальных комментариях к нормам указано: Обычная поверхностная неотслаивающаяся ржавчина усиливает силу сцепления арматуры с бетоном.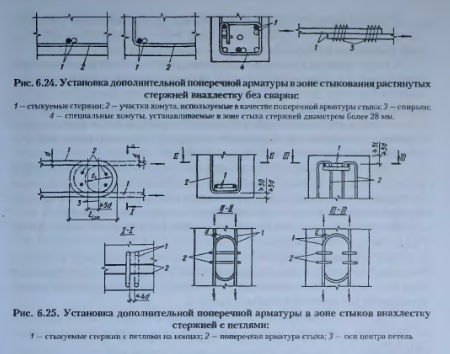 Ржавая поверхность лучше склеивается с цементным гелем в составе бетона. Но отслаивающуюся ржавчину требуется удалить. Арматура периодического профиля имеет в 2-3 раза большее сопротивление выдергиванию, чем гладкая арматура. А арматура с гладкой полированной поверхностью держится в бетоне еще в 5 раз слабее.
Ржавая поверхность лучше склеивается с цементным гелем в составе бетона. Но отслаивающуюся ржавчину требуется удалить. Арматура периодического профиля имеет в 2-3 раза большее сопротивление выдергиванию, чем гладкая арматура. А арматура с гладкой полированной поверхностью держится в бетоне еще в 5 раз слабее.
Сварка или вязка арматуры
Идеальным армированием фундамента является армирование сплошным безразрывным контуром арматуры. Однако, такое безразрывное армирование может быть получено только с использованием сварки или с использованием специальных резьбовых соединителей. В строительстве фундаментов часто применяют арматуру класса А-III А400 — такую арматуру сваривать недопустимо, она сильно теряет в прочности при нагревании. Сваривать можно только арматуру c литерой «С» в маркировке, например А500С. Длина сварного шва для такой арматуры должна быть не менее 10 диаметров. Т.е. если арматура диаметром 12мм, то шов должен быть не менее 120мм. При этом отечественные нормы разрешают дуговую электросварку перекрестий арматуры только не менее 25 мм диаметром.
Соединение арматуры нахлестом – самый распространенный вариант в дачном строительстве из-за своей очевидной простоты исполнения. Однако есть ряд требований, которые необходимо выполнить, чтобы обеспечить правильную работу соединяемой арматуры. Соединение арматуры нахлестом допустимо для арматуры диаметром до 36 мм. Это ограничение связано с отсутствием экспериментальных данных по соединениям нахлестом для арматуры больших диаметров. Соединение арматуры не должно размещаться в местах концентрированного приложения нагрузки и местах наибольшего напряжения. Соединение арматуры нахлестом может производиться:
Со связкой стержней вязальной проволокой. В этом случае расстояние между прутами обусловлено лишь высотой выступов периодического профиля и может приниматься равным нулю.
Без связки. В случае свободного соединения с нахлестом расстояние между стыкуемыми нахлестом стержнями арматуры по вертикали и горизонтали должно быть не менее 25 мм или 1 диаметр арматуры, если диаметр арматуры больше 25 мм, для обеспечения свободного проникновения бетона.
Максимальное расстояние по ширине ленты фундамента между стыкуемыми свободным нахлестом стержнями должно быть не более 8 диаметров стержней арматуры. В нормативах ACI 318-05 рекомендуется делать свободные (не связанные) соединения стержней арматуры в предварительно не напряженных конструкциях. Это объясняется тем, что при свободном соединении бетон охватывает все стороны каждого арматурного стержня и фиксирует стержень арматуры надежнее, чем при обхвате неполной окружности стержня при связке его проволокой с соседним стержнем.Механическим способом. C точки зрения экономии (перерасход арматуры на нахлесты до 27%), и безопасности здания (ограничение объема бетона в месте стыков), арматуру диаметром свыше 25 мм рекомендуется соединять механическим способом (винтовые муфты или опрессованые соединения).
 Максимальное расстояние по ширине ленты фундамента между стыкуемыми свободным нахлестом стержнями должно быть не более 8 диаметров стержней арматуры. В нормативах ACI 318-05 рекомендуется делать свободные (не связанные) соединения стержней арматуры в предварительно не напряженных конструкциях. Это объясняется тем, что при свободном соединении бетон охватывает все стороны каждого арматурного стержня и фиксирует стержень арматуры надежнее, чем при обхвате неполной окружности стержня при связке его проволокой с соседним стержнем.
Максимальное расстояние по ширине ленты фундамента между стыкуемыми свободным нахлестом стержнями должно быть не более 8 диаметров стержней арматуры. В нормативах ACI 318-05 рекомендуется делать свободные (не связанные) соединения стержней арматуры в предварительно не напряженных конструкциях. Это объясняется тем, что при свободном соединении бетон охватывает все стороны каждого арматурного стержня и фиксирует стержень арматуры надежнее, чем при обхвате неполной окружности стержня при связке его проволокой с соседним стержнем. Соседние соединения арматуры по длине должны быть разнесены в разбежку так, чтобы в одном сечении одновременно соединялось не более 50% арматуры. минимальное расстояние между стыками арматуры по длине составляет 61 см. Не более половины всех стержней в одном расчетном сечении элемента фундаментной ленты могут иметь соединения. Стыкование отдельных стержней арматуры и сварных сеток без разбежки допускается при использовании арматуры для конструктивного (нерабочего) армирования.
Не более половины всех стержней в одном расчетном сечении элемента фундаментной ленты могут иметь соединения. Стыкование отдельных стержней арматуры и сварных сеток без разбежки допускается при использовании арматуры для конструктивного (нерабочего) армирования.
Нормы для анкеровки арматуры, работающей как на растяжение, так и на сжатие предусматривают нахлест стержней в 50 диаметров этих стержней, но не менее 30 см. Однако, величина нахлеста зависит и от класса (марки бетона: если для бетона класса В15 (M200) минимальный нахлест составляет 50d (диаметров арматуры), то при использовании бетона класса В20 (M250), нахлест можно уменьшить до 40d. Для бетона класса В25 (M300) минимальный нахлест равен 35d. Для арматуры А-I и А-II минимальный нахлест равен 40d.
В общем, в двух словах: 1 — арматуру лучше вязать, чем варить, 2 — нахлёсты лучше не связывать, а оставлять между прутами расстояние около 25мм.
Наблюдения
Только соблюдая все эти ограничения и рекомендации можно сказать, что вы получите достаточное для большинства случаев армирование без дополнительных расчётов! Жизненные наблюдения показывают, что обычно люди льют столько бетона в фундамены, что если бы они их так же основательно армировали, то можно было бы на их фундаментах строить многоэтажки (правда, несущая способность грунтов обычно никак не учитывается). В большинстве случаев застройщики стремятся к самому минимальному проценту армирования, поскольку бетона у них такое количество, что даже 0,1% арматуры выглядит внушительно.
В большинстве случаев застройщики стремятся к самому минимальному проценту армирования, поскольку бетона у них такое количество, что даже 0,1% арматуры выглядит внушительно.
Основные нарушения правил армирования
Некоторые строители армируют углы ленточных фундаментов и примыканий лент с помощью перекрестий стрежневой арматуры. Такой способ является грубейшим нарушением типовых схем армирования углов и примыканий, ослабляющих конструкцию, который может привести к расслоению бетона. Не смотря на именно такую рекомендацию автора технологии ТИСЭ Яковлева я считаю это совершенно неприемлемым способом.
Арматуру класса А-III можно гнуть в холодном состоянии на угол до 90° по диаметру изгиба с оправкой радиусом равным пяти диаметром сгибаемой арматуры без потери прочности. При загибе арматуры на 180 градусов прочность арматуры снижается на 10%. По американским нормам диаметр оправки для арматуры номинальным диаметром до 26 мм сгибается по диаметру равному шести диаметрам сгибаемой арматуры, а арматура диаметром 28-36 мм сгибается по восьмикратному диаметру.
При этом свободный загибаемый конец арматуры должен быть не короче 12 диаметров стержня арматуры. Нельзя сгибать арматуру, один конец которой уже замоноличен в бетон. Практикуется как минимум два широко распространенных недопустимых приема гибки арматуры. Если заказчик требует от рабочих сгибать арматуру для армирования углов и примыканий фундаментной ленты (как и положено), а не класть ее перекрестиями, то рабочие, ленясь, либо нагревают место сгиба автогеном, на костре или паяльной лампой, либо надпиливают место сгиба арматуры болгаркой. Понятно, что оба способа значительно ослабляют стрежни арматуры, что может привести к разрушению их целостности под нагрузкой. Требование (пункт 7.3.1 ACI 318-08) гласит: Все виды арматуры должны сгибаться в холодном состоянии, если иное не предписано проектировщиком.
Некоторые строители считают, что в качестве рабочей арматуры можно использовать любой металл любой конфигурации: трубы, алюминиевые изделия, плоские листы, отходы от промышленной вырубки деталей, сетку рабицу, проволоку и т.
п. Все эти материалы не обладают требуемыми характеристиками, чтобы адекватно воспринять нагрузки на сжатие или растяжение, и не предохраняют бетон от деформаций и образования трещин. Армирование рельсами также не рекомендуется из-за низкого сцепления бетона с гладкой поверхностью металла. Включение в состав бетона алюминия приводит к химическим реакциям, разрушающим бетон.
 При этом свободный загибаемый конец арматуры должен быть не короче 12 диаметров стержня арматуры. Нельзя сгибать арматуру, один конец которой уже замоноличен в бетон.
При этом свободный загибаемый конец арматуры должен быть не короче 12 диаметров стержня арматуры. Нельзя сгибать арматуру, один конец которой уже замоноличен в бетон.  п. Все эти материалы не обладают требуемыми характеристиками, чтобы адекватно воспринять нагрузки на сжатие или растяжение, и не предохраняют бетон от деформаций и образования трещин. Армирование рельсами также не рекомендуется из-за низкого сцепления бетона с гладкой поверхностью металла. Включение в состав бетона алюминия приводит к химическим реакциям, разрушающим бетон.
п. Все эти материалы не обладают требуемыми характеристиками, чтобы адекватно воспринять нагрузки на сжатие или растяжение, и не предохраняют бетон от деформаций и образования трещин. Армирование рельсами также не рекомендуется из-за низкого сцепления бетона с гладкой поверхностью металла. Включение в состав бетона алюминия приводит к химическим реакциям, разрушающим бетон. Способы соединения арматурных стержней | Армирование железобетонных конструкций
Армирование плит, днищ и других подобных конструкций начинают с разметки мелом на основании положения продольных и поперечных стержней. Затем раскладывают стержни и соединяют их между собой. Готовую сетку поднимают на подкладки для обеспечения защитного слоя. При двойном армировании вторую сетку собирают аналогично первой.
Армирование конструкций сетками и плоскими каркасами осуществляют, используя краны, которые обеспечивают подачу пакетов арматуры при массе ее до 100 кг непосредственно к конструкции, а при массе более 100 кг — укладку в проектное положение.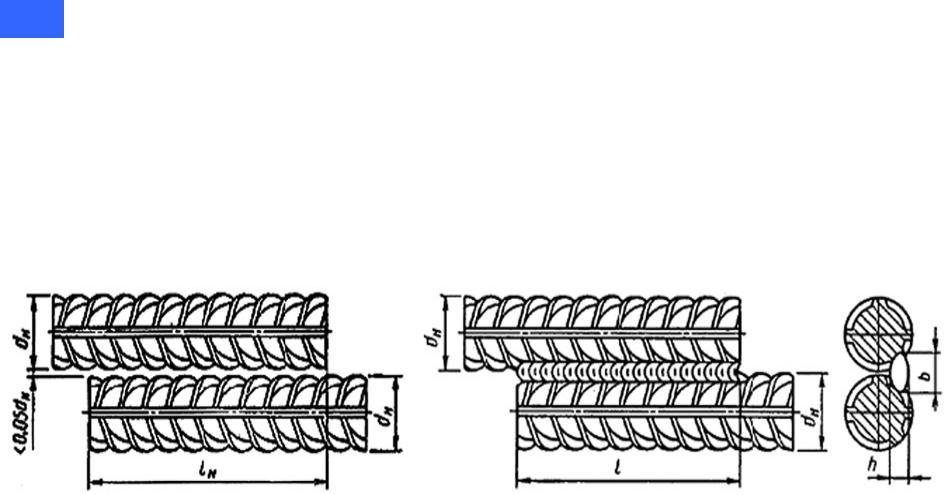 Плоские арматурные каркасы устанавливаются в опалубку и соединяются между собой распределительной арматурой. Рулонные или плоские сетки устанавливают в опалубку и закрепляют в проектное положение. Стыки сеток выполняют в основном внахлестку. В направлении рабочих стержней нахлест сеток из гладких круглых стержней составляет l > 250 мм с расположением в зоне стыка не менее двух поперечных стержней. В сетках из арматуры периодического профиля наличие поперечных стержней в зоне стыка необязательно, но длина нахлеста должна быть равна l + 5 диаметров рабочих стержней. В направлении распределительных стержней сетки могут укладываться либо без нахлеста, либо внахлест или с установкой дополнительной сетки, перекрывающей место соединения основных сеток.
Плоские арматурные каркасы устанавливаются в опалубку и соединяются между собой распределительной арматурой. Рулонные или плоские сетки устанавливают в опалубку и закрепляют в проектное положение. Стыки сеток выполняют в основном внахлестку. В направлении рабочих стержней нахлест сеток из гладких круглых стержней составляет l > 250 мм с расположением в зоне стыка не менее двух поперечных стержней. В сетках из арматуры периодического профиля наличие поперечных стержней в зоне стыка необязательно, но длина нахлеста должна быть равна l + 5 диаметров рабочих стержней. В направлении распределительных стержней сетки могут укладываться либо без нахлеста, либо внахлест или с установкой дополнительной сетки, перекрывающей место соединения основных сеток.
Армирование конструкций пространственными каркасами и армоблоками производится путем укладки их в полностью или частично установленную опалубку. Предварительно выправляют и выверяют по проекту арматурные выпуски основания и наносят разбивочные оси. Затем краном с помощью стропов или траверс поднимают армоэлементы, устанавливают их в проектное положение по заранее выполненной разметке, выверяют и временно закрепляют растяжками. После этого подгоняют и соединяют арматурные выпуски, освобождают стропы крана.
Затем краном с помощью стропов или траверс поднимают армоэлементы, устанавливают их в проектное положение по заранее выполненной разметке, выверяют и временно закрепляют растяжками. После этого подгоняют и соединяют арматурные выпуски, освобождают стропы крана.
Арматурные стержни, сетки, каркасы и другие элементы при установке в конструкцию соединяют на сварке (электродуговая и контактная), связывают проволокой, закрепляют пружинными или пластмассовыми фиксаторами.
Рис. 6.12. Способы соединения арматурных стержней : а — стыковка стержней ручной электродуговой сваркой: I — с накладками и двусторонними швами; II — то же, с односторонними швами; III — внахлестку; б — дуговая сварка с принудительным формированием шва крестообразных горизонтальных соединений стержней; в — то же, горизонтального с вертикальным; г — контактная точечная сварка при соединении стержней внахлестку; д — то же, при крестообразном соединении; е — вязка проволокой пересечений стержней: 1 — в начале сваривания: II — то же, в конце; I — соединяемые стержни; 2 — круглые накладки; 3 — электроды; 4 — инвентарные (медные или графитовые) формы; 5 — вязальная проволока; ж — соединение стержней в пересечениях пружинными фиксаторами: I — заводка фиксатора; II — фиксатор в рабочем положении; I — пружинные фиксаторы; з — пластмассовые фиксаторы: I — соединение параллельных стержней; II, III — то же, пересекающихся стержней
Условные обозначения: h — величина осадка стержней; а — толщина соединения; в’ и в» — вмятины соответственно нижнего и верхнего стержней; г — грат; d’ и d» — диаметры соответственно нижнего и верхнего свариваемых стержней; lн — длина нахлеста
Соединение стержней по длине электродуговой сваркой (кроме стыковой сварки) делают внахлестку или с накладками (рис. 6.12, а). Соединение внахлестку с одно- или двусторонней сваркой швов применяется для арматуры диаметром не менее 20 мм. Общая длина шва определяется по расчету. Соединение с накладками используется практически при всех диаметрах арматуры.
6.12, а). Соединение внахлестку с одно- или двусторонней сваркой швов применяется для арматуры диаметром не менее 20 мм. Общая длина шва определяется по расчету. Соединение с накладками используется практически при всех диаметрах арматуры.
Для выполнения крестообразных соединений арматурных стержней диаметром более 10 мм применяют ручную дуговую электросварку в медных или графитовых формующих элементах (рис. 6.12, б).
Контактная сварка используется для соединения арматурных стержней как по длине, так и поперек. При соединении по длине концы стержней сначала накладывают одни на другой внахлестку на 1..1,5 диаметра арматуры, а затем в процессе сварки осаживают до соосного положения стержней (рис.6.12, г). При крестообразном соединении величину осадки стержней принимают около 0,5 диаметра стержня с меньшей площадью (рис. 6.12, д). Контактную сварку выполняют с помощью мобильных стыковых машин.
Ручную вязку арматуры проволокой применяют при небольших объемах работ или в случаях, когда контактная и дуговая электросварка не допускается. Проволочные узлы вяжут с помощью арматурных кусачек или крючками (рис. 6.12, е). Для вязки используется мягкая проволока диаметром около 1 мм.
Проволочные узлы вяжут с помощью арматурных кусачек или крючками (рис. 6.12, е). Для вязки используется мягкая проволока диаметром около 1 мм.
С целью ускорения соединения стержней применяют пружинные проволочные фиксаторы диаметром 1,6…2,8 мм, с их помощью выполняются одно- и двусторонние соединения (рис. 6.12, ж).
В ЦНИИОМТП разработаны способы соединения параллельных и пересекающихся стержней с помощью пластмассовых фиксаторов (рис. 6.12, з), которые одновременно фиксируют толщину защитного слоя бетона.
Для обеспечения требуемой толщины защитного слоя при армировании в качестве фиксаторов используются прямоугольные плитки из бетона или раствора, арматурные упоры, подставки и др.
В предварительно напряженных железобетонных конструкциях для армирования применяют стержни, проволоку и пакеты из нее, проволочные пучки и канаты. Используют два способа натяжения арматуры: на упоры и на бетон. В условиях строительной площадки чаще всего производят натяжение на бетон. При этом способе применяют арматуру из пучков проволоки. Для закрепления и натяжения проволочной арматуры применяют анкеры различной конструкции: конический, гильзовый, стаканный и глухой. В процессе бетонирования конструкции в ней устраивают каналы диаметром на 10…15 мм больше диаметра пропускаемого арматурного пучка. При длине арматуры до 10 м натяжение ее производят с одного конца, при длине более 10 м — с двух концов. Для обеспечения монолитности конструкции и защиты арматуры от коррозии канал замоноличивают, нагнетая в него цементный раствор не ниже М300.
При этом способе применяют арматуру из пучков проволоки. Для закрепления и натяжения проволочной арматуры применяют анкеры различной конструкции: конический, гильзовый, стаканный и глухой. В процессе бетонирования конструкции в ней устраивают каналы диаметром на 10…15 мм больше диаметра пропускаемого арматурного пучка. При длине арматуры до 10 м натяжение ее производят с одного конца, при длине более 10 м — с двух концов. Для обеспечения монолитности конструкции и защиты арматуры от коррозии канал замоноличивают, нагнетая в него цементный раствор не ниже М300.
Предварительное натяжение арматуры резервуаров и других цилиндрических сооружений производят специальными навивочными машинами, которые обтягивают арматурой стенки сооружений снаружи после набора бетоном проектной прочности. По окончании навивки арматуры наружные поверхности стен торкретируют или штукатурят высокопрочным цементным раствором.
Варианты и способы сварки арматуры
Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства. Соответственно, к жесткости такой конструкции предъявляются повышенные требования. Показатель жесткости, в свою очередь, определяется качеством соединения арматуры сваркой. В настоящее время используется несколько способов сварки. Особенности некоторых из них рассмотрим в статье.
Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства. Соответственно, к жесткости такой конструкции предъявляются повышенные требования. Показатель жесткости, в свою очередь, определяется качеством соединения арматуры сваркой. В настоящее время используется несколько способов сварки. Особенности некоторых из них рассмотрим в статье.
Сварка арматуры: ГОСТ 14098–91
Наиболее распространенными видами соединений считаются:
- электрошлаковое полуавтоматическое;
- ванно-шовное;
- электродуговое ручное;
- контактное;
- ванное.
В ГОСТ определены конструкция, геометрические параметры, виды соединений, получаемые при электродуговой и контактной сварке арматуры.
Положения стандарта действуют в отношении стержней с сечением не больше 30, но не меньше 4 мм, а также металлической проволоки с сечением более мм.
Типы соединений
ГОСТ определяет три их типа:
- нахлесточное;
- стыковое;
- тавровое.

Сварка арматуры нахлестом производится по 2-м рельефам и швами (электродуговой ручной способ). Тавровое соединение выполняется в инвентарной форме (с использованием в ванне одного электрода), под флюсом (в этом случае присадочную проволоку не применяют), механизировано, вручную, контактно (путем непрерывного оплавления изделия с сопротивлением).
Стыковая сварка арматуры осуществляется различными способами. Наиболее распространенными считаются:
- В комбинированных несущих и формующих деталях спаренных прутков одним стержнем.
- Механизированным способом с использованием электродуги и проволоки (порошковой присадки).
- В инвентарной форме.
- Ручным дуговым способом и многослойными швами.
Ванная сварка арматуры
Этот метод используется, как правило, для соединения:
- Арматурных изделий большого диаметра (2-10 см).
- Стыков прутков, расположенных в несколько рядов в железобетонных конструкциях.
- Стыков фланцев, изготовленных из стальных полос с большим сечением.

Прекрасно подходит этот метод сварки арматуры для фундамента и других крупных железобетонных изделий, сложных каркасов при сооружении разных зданий. Он обеспечивает сохранение прочности параметров и жесткости конструкции по всей длине. Такая сварка арматуры позволяет создать единый силовой каркас.
Соединение может выполняться как горизонтально, так и вертикально. Ванную сварку арматуры колонн и других вертикальных изделий можно, таким образом, осуществить без их перемещения и приведения в горизонтальное положение.
Еще одно преимущество состоит в том, что для выполнения соединения используются стандартные приспособления, как при электродуговой сварке.
Важный момент
Ключевое условие для получения качественных стыков при ванной сварке арматуры – четкое совмещение прутков. Необходимо следить за тем, чтобы оси стержней не смещались больше чем на половину своего сечения относительно друг друга.
Для соблюдения этого условия используются кондукторы различного вида. В них геометрические параметры и расположение прутков при сварке арматуры остаются неизменными.
В них геометрические параметры и расположение прутков при сварке арматуры остаются неизменными.
Суть метода
Перед непосредственной сваркой к пруткам присоединяют (приваривают) стальную форму. В ней формируют ванну с расплавленным материалом. Для этого используется электродуга. Торцы прутков под высокой температурой плавятся. Это приводит к созданию одной ванны материала шва.
Перед сваркой арматуры торцы и поверхности прутков зачищаются. С них удаляют окалину, коррозию, грязь. Для этого используется жесткая щетка со стальными щетинками.
После очистки прутки размещают соосно. Между торцами должен быть зазор. Его размер – меньше 1,5 диаметров стержней.
При сварке арматуры колонн в качестве формующего элемента выступает листовая штампованная форма. Она прикрепляется к нижней части сваркой без использования присадок. Заплавление стыка по всей площади сечения производится посредством выполнения колебательных постепенных движений электродом. Относительно осей прутков такие движения производятся перпендикулярно.
Шлаковый излишек удаляется с помощью черпака. Затем конец верхнего прута присоединяют к концу нижнего, после чего направляют металл в форму.
Шлак выпускается из формы через специальное отверстие, которое прожигают электродом. После завершения соединения стержней его заваривают.
Варианты ванной сварки
На практике применяется три способа:
- Полуавтоматический (в керамической форме).
- Одно-, трехфазной электродугой с использованием стальной скобы (ручной вариант).
- Автоматический ванно-шлаковый (в медной форме).
Наиболее экономичным считается вариант, при котором накладки при соединении стержней не используются. Дело в том, что на их изготовление необходимо затратить определенное время и металл. При отсутствии накладок, кроме того, обеспечивается компактное соединение.
Нюансы
Сварка в ванне выполняется при токах с большими показателями. Он может составить 450 ампер, если используются 5-6-миллиметровые электроды.
Если соединение изделий производится при низких температурах, используется ток приблизительно на 10 % выше стандартного. Профессионалы рекомендуют применять стержни УОНИ-13/55.
Профессионалы рекомендуют применять стержни УОНИ-13/55.
При использовании трехфазной сварки следует оставлять зазор на 1,5-2 см больше, чем диаметр электрода. Показатель несовпадения осей стержней арматуры не должна быть больше 5 % площади сечения электродов. Специалисты рекомендуют придать «обратный прогиб» пруткам, если они имеют большую длину.
Устранение зашлаковки
Довольно часто торцы стержней при выполнении ванного сварного соединения зашлаковываются. Это обуславливается быстрым теплоотводом. В результате надежность соединения существенно снижается. Уменьшить вероятность зашлаковки можно:
- Подогрев торцы перед сваркой.
- Используя металлические формы, выполненные из теплопроводных материалов. Как правило, применяются медные элементы.
Скоба
Она используется для закрепления места стыка снизу. Применяется скоба из листовой стали с небольшим содержанием углерода или выполненная из прутков.
Обхват позволяет удержать жидкий металл и предотвращает его течь. Для повышения эффективности фиксации по краям скобы монтируются ограничители, не допускающие растекание шлака по стержню.
Для повышения эффективности фиксации по краям скобы монтируются ограничители, не допускающие растекание шлака по стержню.
Не следует использовать накладные элементы из медных, латунных, бронзовых сплавов. Как правило, они изготавливаются из чистой меди. Такие скобы служат довольно долго.
Контактный метод
Он считается одним из самых распространенных способов сварки. Место контакта изделий оплавляется за счет нагревания до температуры деформации и сдавливания. Осуществляется это посредством пропускания тока по цепи, звеньями которых являются в том числе и сами стержни. Ток появляется в замкнутой цепи, а наибольшее сопротивление при этом концентрируется на участке контакта прутков. Вместе с тем выделяется тепло, которое обеспечивает максимальный нагрев этой области.
Уменьшить время сварки можно, увеличив силу тока до 10, а в ряде случаев до 20 тыс. ампер. В этом случае плавление металла происходит практически мгновенно. Соответственно, время прохождения тока по цепи существенно уменьшается.
Контактное соединение изделий может осуществляться стыковым или точечным способом. Первый используется, когда торцевые части располагаются встык. Точечная сварка арматуры применяется, когда стержни накладываются друг на друга. Они соединяются в нескольких точках одновременно.
Оборудование
Для соединения стержней контактным способом используется профессиональный аппарат. Сварка арматуры должна осуществляться при определенной силе тока и уровне сжатия участка контакта, в течение заданного времени.
Все оборудование условно разделяется на мобильное и стационарное. Простейший аппарат можно собрать самостоятельно. В него должны входить 2 функциональных узла. Первый – блок питания, второй – электродные держатели выносного типа.
Стыковое соединение
Его технология основывается на использовании тепла на торцах изделий. Нагревание происходит за счет прохождения через эти области электротока. Он подается после замыкания цепи посредством соединения концов. Обеспечивается нагрев большим сопротивлением.
После завершения пропускания и отключения тока производится «осадка» разогретого участка. Для быстрого нагрева металла в области соединения и предотвращения потери тепла применяется режим высокой токовой нагрузки.
Стыковая сварка применяется для соединения гладких стержней, диаметр которых не менее 14 мм. Для соединения арматуры, изготовленной горячим способом и имеющей профиль, такой метод применяется, если диаметр прутков не менее 32 мм.
Особенности выполнения работ
Технология стыковой сварки разделяется на два типа:
- Непрерывный способ.
- Прерывистый метод.
Приоритет отдается второму типу. Перед началом работы концу арматуры очищаются от шлаковых образований, остатков краски, ржавчины. Для этого используются зубило, молоток и металлическая щетка. Чистота торцов имеет существенное значение для качества сварки.
Точечное соединение
Оно используется в основном при создании арматурных каркасов, армирующих сеток из прутков с малым сечением.
Можно применять точечную сварку и в домашних условиях, к примеру, при ремонте бытовой техники.
Выполняется соединение двумя способами. В первом случае металл на участке соединения доводится до расплавленного состояния и до формирования литого ядра. Во втором – металл просто нагревается.
Если на участке пересечения точечно соприкасающихся стержней будет проходить большой ток, в этой области возникнет высокая теплоотдача. Это связано с тем, что сопротивление прутков арматуры выше, чем медных проводников, включенных во вторичный контур аппарата для сварки.
Процесс следует проводить при высоких показателях тока. За счет этого повышается не только производительность, но и качество соединения. Для этого применяется мощное дорогостоящее оборудование. В домашних условиях можно использовать компактный аппарат, изготовленный в том числе и самостоятельно.
Ключевым узлом устройства прибора для точечной сварки выступает трансформатор. За счет него генерируется большой ток. В аппарате может использоваться трансформатор стандартного типа ОСМ-1. Однако его необходимо немного модернизировать для получения вторичной обмотки большей мощности.
В аппарате может использоваться трансформатор стандартного типа ОСМ-1. Однако его необходимо немного модернизировать для получения вторичной обмотки большей мощности.
Процесс точечного соединения
Работа выполняется поэтапно:
- Прутки укладываются в определенном положении и помещаются между электродами аппарата. Они плотно прижимаются в участке будущего соединения.
- В область контакта подается ток; происходит нагрев металла до пластического состояния, требуемого для деформации. Благодаря прижатию формируется уплотняющий пояс, который предотвращает растекание металла.
- Токовый импульс должен быть сильным и кратковременным. Это обеспечит образование прочного точечного контакта стержней после прекращения подачи.
Соединение внахлест
Оно предполагает фиксацию стержней, частично наложенных друг на друга. При использовании этого метода прутки образуют одну линию с взаимным перекрытием своей длины на участках стыковки.
Соединение внахлест применяется для распределения продольной сжимающей/растягивающей нагрузки на поверхность стержня. При выполнении работ необходимо следовать некоторым правилам:
При выполнении работ необходимо следовать некоторым правилам:
- Нахлест допускается на участках с минимальным напряжением на конструкцию.
- Стержни разного диаметра должны распределяться равномерно. Однако лучше использовать одинаковые прутки.
- Сварка внахлест применяется для соединения стержней с сечением, не превышающим 20 мм.
- Взаимное наложение прутков должно быть больше 50 см.
Сварку внахлест изделий промышленного назначения, находящихся под повышенной нагрузкой, рекомендуется выполнять с использованием дуговой ручной сварки. Она осуществляется одним-двумя швами с флангов. Чтобы стык получился качественным, длина шва должна превышать диаметр прутков не менее чем в 10 раз.
Ручную дуговую сварку выполняют, как правило, в горизонтальном положении стержней. Для работы применяется обычное оборудование, в состав которого входит трансформатор, газовая горелка, или аппараты с нейтральным газом.
Вязка арматурных каркасов — «КМВ-строитель»
Автор: Valery Imenov. Создано: . Просмотров: 17209. Опубликовано в: Строительные работы
Создано: . Просмотров: 17209. Опубликовано в: Строительные работы
Содержание:
- 1. Заготавливаем арматуру
- 2. Инструмент для работы с арматурой
- 3. Сгибание колец
- 4. Вязка каркаса
Вы занялись строительством собственного дома и перед вами стоит задача устройства монолитного фундамента? Вы освоили все предварительные этапы: произвели разметку, выкопали траншеи, устроили подготовку под фундамент, подготовили шиты для опалубки. На повестке дня вопрос: как изготовить арматурные каркасы? Ниже подробный ответ, на этот вопрос от мастеров бригады kmv-stroitel.ru.
Основная масса арматурных работ, производится с помощью вязки армоконструкций с использованием вязальной проволоки, без применения электросварки. Работа достаточно простая и не требует высокого профессионализма.
Заготавливаем арматуру
Согласно проекта выбираем необходимые диаметры металлопроката и считаем необходимое количество метров для продольных стержней и связывающих колец, которые будут располагаться через определенное расстояние на стержнях. Следует учесть, что места стыковки арматуры выполняются с нахлестом 20 — 80 см или виде дополнительных усилений из отдельных кусков, поэтому следует добавить 5 — 10% к общему количеству на это и на прочие непредвиденные расходы в виде не мерных остатков.
Следует учесть, что места стыковки арматуры выполняются с нахлестом 20 — 80 см или виде дополнительных усилений из отдельных кусков, поэтому следует добавить 5 — 10% к общему количеству на это и на прочие непредвиденные расходы в виде не мерных остатков.
Требуемое количество вязальной проволоки диаметром 1.2 — 2 мм, посчитать довольно не просто, так как количество узлов вязки различно в разных видах каркасов. В среднем для необходимо 10-20 кг проволоки на тонну арматуры. При необходимости ее всегда можно докупить. Купленную арматуру укладываем на деревянные прокладки и укрываем от осадков загрязнений. Ржавый и промасленный металл нам не нужен!
Инструмент для работы с арматурой
Каркасы можно собирать непосредственно на месте, где они будут в дальнейшем располагаться или отдельно, в зависимости от ситуации. Если работать будем отдельно, то выбираем ровную площадку. Изготавливаем 2 — 3 «козла» высотой 70 — 90 сантиметров шириной в пределах метра (пригодятся и в дальнейшем). Сверху каждого «козла» закрепляем отрезок трубы или арматуры диаметром 15 — 20 мм.
Сверху каждого «козла» закрепляем отрезок трубы или арматуры диаметром 15 — 20 мм.
- рулетка для измерений;
- станок для сгибания тонких прутов в кольца;
- болгарка с дисками по металлу (с выбором которых Вам поможет статья: тест абразивных кругов) для резки арматуры в размер;
- самодельный крючок или заводского изготовления инструмент для вязки узлов;
- при необходимости могут пригодятся кусачки, для перекусывания вязальной проволоки и подтягивания узлов.
Сгибание колец
Все каркасы состоят из сеток, соединенных поперечными (распределительными) стержнями или из конструкций, в которых 4 — 8 продольных прута арматуры скреплены кольцами. Значит предварительно нужно связать каркасные конструкции. Внимательно изучаем проект.
Заготавливаем необходимое количество продольных стержней, режем в нужный размер. Отрезаем и необходимое количество распределительных прутов арматуры и с помощью станка сгибаем их в кольца. Их размер определяется проектом, но обычно прямоугольник кольца должен быть меньше на 3 — 5 см со всех сторон, от размера в опалубке, для того чтоб в дальнейшем при заливке бетона, образовался защитный слой вокруг каркаса.
Их размер определяется проектом, но обычно прямоугольник кольца должен быть меньше на 3 — 5 см со всех сторон, от размера в опалубке, для того чтоб в дальнейшем при заливке бетона, образовался защитный слой вокруг каркаса.
Далее, на требуемом расстоянии, раскладываем по «козлам» продольные стержни, на которые с соблюдением проектных размеров, надеваем кольца. Обычно для каркаса фундамента и колонн, расстояние между кольцами составляет 40 см, для перемычек 20 см.
Вязка каркаса
Приступаем к вязке узлов. Нарезанную вязальную проволоку по 20 см, складываем пополам, после сложив еще раз пополам, заводим вокруг прута с кольцом, вставив в отверстие проволоки крючок, крутим его и тем самым затягивая проволоку.
Чтобы ускорить данный процесс, можно вставить крючок (обычный гвоздь с загнутым кончиком) в шуруповерт, например интерскол ДА-18ЭР, так работа пойдет намного быстрей. Однако можно обойтись и с помощью щипцов(кусачек), их применяют в основном в случаях использования толстой вязальной проволоки, когда крючком не получится, он сам будет гнутся от прилагаемого усилия.
Небольшой совет: перед снятием каркаса, привяжите 1 — 2 дополнительных усиления расположенных вдоль него, так он получит определенную жесткость и его будет легче снимать, и устанавливать на нужное место. Готовый каркас снимаем с «козлов» и раскладываем детали следующего. Удачной армировки.
Автор: Valery Imenov
Вам понравилась статья? Поделитесь ссылкой с друзьями в соц. сетях:
Каковы последствия сварки существующих сварных швов?
Следует помнить, что сварка по металлу шва на самом деле является очень распространенным явлением. Ведь многопроходные сварные швы изготавливаются наплавкой по наплавленному металлу! Существует также много общепринятых процедур, при которых сварные швы перекрывают друг друга. Кольцевые швы трубопроводов пересекают швы продольных швов, а штуцеры сосудов высокого давления не всегда могут быть добавлены в области, свободные от заводских стыковых швов. Соединения разъемного тройника также потребуют сварных швов, совпадающих с исходными сварными швами при изготовлении трубопровода.
Соединения разъемного тройника также потребуют сварных швов, совпадающих с исходными сварными швами при изготовлении трубопровода.
Несмотря на то, что сварка на сварке является обычным явлением, тем не менее, существуют некоторые потенциальные проблемы. Особое значение имеют любые различия между процедурами сварки двух перекрывающихся швов. Если подвод тепла различен, например, когда многопроходный кольцевой шов перекрывает однопроходный шов, скорость охлаждения металла шва в этих двух случаях будет разной. Таким образом, металл шва, который был разработан для обеспечения удовлетворительных свойств (в данном случае) при низкой скорости охлаждения, может не так хорошо работать в ЗТВ кольцевого сварного шва с более быстрым охлаждением.Другим фактором, который следует учитывать, является изменение состава двух сварных швов. Например, легирование, которое может потребоваться для получения удовлетворительных свойств в сварном шве с высокой погонной энергией, может привести к плохой микроструктуре и/или чрезмерной твердости при включении в сварной шов с низкой погонной энергией путем разбавления.
Еще одна проблема, на которую следует обратить внимание, — это контроль содержания водорода. Высокопрочный металл сварного шва может быть не в состоянии выдержать водород, введенный в результате сварки поверх него расходуемым материалом с высоким содержанием водорода.
В дополнение к металлургическим факторам следует иметь в виду, что существующий сварной шов с большей вероятностью, чем основной материал, содержит дефекты, такие как производственные дефекты или растрескивание в процессе эксплуатации.Дефекты, которые завариваются, а не оплавляются, могут подвергаться локальному усиленному деформационному возрастному охрупчиванию за счет статического или динамического деформационного старения в области концентрированной деформации на вершине дефекта, оставляя плоский дефект с его вершиной в области низкой ударной вязкости ( ). Dawes MG ). Поэтому важно осмотреть ремонтируемый участок заранее (а также впоследствии), используя соответствующие методы неразрушающего контроля (см. дополнительную информацию ниже). Это особенно важно при ремонте; однако во многих случаях сварные швы в новых конструкциях также регулярно проверяются перед наплавкой.
дополнительную информацию ниже). Это особенно важно при ремонте; однако во многих случаях сварные швы в новых конструкциях также регулярно проверяются перед наплавкой.
Дополнительная информация
Часто задаваемые вопросы: Стандарты, обычно используемые в соединительной промышленности Великобритании: Качество и неразрушающий контроль
Артикул
Доус, М. Г.; Фрэнсис-Скраттон, Н.: «Локально усиленное деформационное старение сталей C и C:Mn и металлов сварного шва». OMAE-95 V.3, ASME (1995), стр. 471-477.
Перехлест усиливающей прокладки с существующим кольцевым стыком трубы
Уважаемый All,У меня есть похожая проблема. Прокладка RF закрывает кольцевой сварной шов на 150 мм. (72-ДЮЙМОВАЯ ТРУБА С 24-ДЮЙМОВЫМ СОЕДИНЕНИЕМ CS ТОЛЩИНА 26 ММ, ДЛЯ ASME B31.1) выдал NCR инженерам, но все равно я не получу удовлетворительного закрытия,
жду ваших ценных комментариев
Regard’s
Faizur Rahman
QA/QC ENGINEER
Во вторник, 14 июля 2015 г. , в 6:00: 50:00 UTC+3, Хафиз Али Алви написал:
, в 6:00: 50:00 UTC+3, Хафиз Али Алви написал:
—
Сделка со всеми,У меня есть вопрос о перекрытии ВЧ-площадки с существующим сварным швом.
У нас есть ситуация, когда необходимо выполнить горячую врезку (NPS 36) на существующем горячем факельном коллекторе NPS 60.Соединение ответвления было определено как заглушка с усиливающей прокладкой в соответствии с ASME B31.3. На чертеже ISO было указано примечание для проверки местоположения горячей врезки перед выполнением задания. Подрядчик (возможно, проглядел примечание ISO) приваривает ответвительную трубу NPS 36, и когда он собирался приварить усиливающую прокладку, он замечает перекрытие усиливающей прокладки с существующим сварным швом трубы.
Теперь подрядчик предложил уменьшить ширину армирующего па до 60 мм, чтобы избежать перекрытия с существующим сварным швом.Мне нужно ваше мнение по этому предложенному решению. Можем ли мы принять это.
Какие еще могут быть решения с учетом требований к сварке.
Код конструкции: ASME B31.3
Материал трубы: ASTM A672
Расчетная темп. 180 °C
Расчетное давление: 3,5 кг/см2 г
Допуск на коррозию: 3,2 мм
Вес коллектора: 15,3 мм
Размер коллектора: 60 дюймов
Размер ответвления: 36 дюймов

http://www.linkedin. com/groups/MaterialsWelding-122787?home=&gid=122787&trk=anet_ug_hm
Мнения, выраженные/обмениваемые в этой группе, являются личными взглядами участников и предназначены только для образовательных целей. Пользователи должны принимать свои собственные решения w.р.т. применимые нормы/стандарты/контрактные документы.
—
Вы получили это сообщение, поскольку подписаны на группу Google Groups «Материалы и сварка».
Чтобы отказаться от подписки на эту группу и больше не получать от нее электронные письма, отправьте электронное письмо по адресу [email protected].
Чтобы опубликовать сообщение в этой группе, отправьте электронное письмо по адресу material-welding@googlegroups.
 com.
com. Чтобы просмотреть это обсуждение в Интернете, посетите https://groups.google.com/d/msgid/materials-welding/1d47d58a-1e5e-4e1f-b31f-e02876a8a175%40googlegroups.ком.
Дополнительные параметры см. на странице https://groups.google.com/d/optout.
Актуальная тема: Сварка арматуры
Не вся арматура создается одинаково.
Клод Гоген, PE, LEED AP
Надлежащая практика сварки арматуры имеет особое значение в производстве сборных железобетонных изделий. Сварка арматуры может служить как средством ускорения производственного процесса, так и созданием экономии материалов. Тем не менее, важно соблюдать осторожность, чтобы обеспечить безопасные методы и произвести качественные структурные сварные швы, которые сохраняют как прочность стали, так и целостность бетонной конструкции.Время от времени отчеты сертификационных аудитов предприятий NPCA указывают на некоторые недостатки, связанные со сваркой арматуры, которые сосредоточены вокруг трех основных требований.
Первым из них является ACI 318-08 Американского института бетона, Требования строительных норм и правил для конструкционного бетона и комментарии. В разделе 3.5.2 ACI 318-08 указано, что сварка арматурных стержней должна соответствовать AWS D1.4, а тип и расположение сварных стыков и других необходимых сварных швов должны быть указаны на проектных чертежах или в спецификациях проекта.
Это подводит нас ко второму стандарту, AWS D1.4 Американского общества сварщиков – Нормы сварки конструкций – Арматурная сталь. Этот код требует, чтобы углеродный эквивалент (C.E.) был рассчитан до сварки. Металлурги обычно определяют свариваемость стали на основе содержания в ней углерода или CE. Чем ниже углеродный эквивалент, тем лучше сваривается сталь. Стали с содержанием углерода менее 0,35 % считаются легко свариваемыми. Согласно таблице 5.2 в AWS D1.4, C.E. для стержней № 7 (22) и больше должен быть менее 0,45%, а для стержней № 6 (19) и меньше, CE должен быть менее 0,55 % для их сварки. Если СЕ не ниже указанного значения, то слитки необходимо предварительно подогреть в соответствии с AWS D1.4. Чем выше прочность и углеродный эквивалент стали, тем больше она подвержена холодному растрескиванию (растрескиванию, возникающему после затвердевания металла) при сварке. Хрупкий шов недопустим, особенно при усталостных или ударных нагрузках.Хрупкие прихваточные швы на холоднодеформированной стали вызывают разрушение арматурных стержней в арматурных каркасах в процессе сборки.
Если СЕ не ниже указанного значения, то слитки необходимо предварительно подогреть в соответствии с AWS D1.4. Чем выше прочность и углеродный эквивалент стали, тем больше она подвержена холодному растрескиванию (растрескиванию, возникающему после затвердевания металла) при сварке. Хрупкий шов недопустим, особенно при усталостных или ударных нагрузках.Хрупкие прихваточные швы на холоднодеформированной стали вызывают разрушение арматурных стержней в арматурных каркасах в процессе сборки.
, используемая в сборных железобетонных изделиях, обычно соответствует либо ASTM A615/A615M-09, Стандартным спецификациям для деформированных и простых стержней из углеродистой стали для армирования бетона, либо ASTM A706/A706M-09, Стандартным спецификациям для деформированных и простых низколегированных сталей. Стержни для армирования бетона. И это подводит нас к нашему третьему и последнему стандарту из Американских стандартов испытаний и материалов.Наиболее распространенная стальная арматура, которую мы видим на заводах, производится в соответствии со стандартами ASTM A615/A615M.
В примечании 1 к этой спецификации указано, что к сварке стали A615 следует подходить с осторожностью, поскольку не было включено никаких специальных условий для улучшения ее свариваемости. По этой причине необходимо учитывать CE, если вы планируете сваривать эту сталь; AWS D 1.4D/D 1.4M рекомендуется для присадочных металлов, температур и требований к производительности/процедуре. Арматура ASTM A706/A706M производится с химическим составом, улучшенным для сварки; это С.E. ограничивается максимум 0,55% и, следовательно, требует незначительной тепловой обработки или вообще не требует ее. Сталь 706 имеет штамп «W» в деформациях арматурного стержня, что указывает на то, что стержень пригоден для сварки.
Формула для CE стали A615 приведена в AWS D1.4 как:
CE = %C + %Mn/6
Спецификация ASTM A706/A706M и Кодекс сварки ANSI/AWS D1.4 имеют одинаковую формулу для CE:
CE = %C + %Mn/6 + %Cu/40 +
%Ni/20 + %Cr/10 – %Mo/50 – %V/10>
где:
С. E. = углеродный эквивалент
E. = углеродный эквивалент
C = содержание углерода
Mn = содержание марганца
Cr = хром
Mo = молибден
Cu – медь
Ni = никель
V = ванадий
Эти значения содержания углерода и марганца указаны в заводских сертификатах или протоколе заводских испытаний (MTR), которые вы получаете от поставщика арматуры. Более того, CE обычно рассчитывается для вас и включается в заводской сертификат.
Рекомендуемые методы сварки прихватками и значения CE, указанные в спецификациях/кодах, перечисленных в этой статье, необходимо соблюдать в полевых условиях, чтобы обеспечить надлежащее изготовление арматурных каркасов.Причина, по которой это так важно, заключается в том, что некачественные прихваточные швы на арматурных каркасах могут не только снизить предел текучести стали, но также снизить усталостную долговечность и долговечность бетона. Так что помните, что в следующий раз, когда вы будете рассматривать возможность сварки стальной арматуры без предварительного подтверждения того, какой это тип стали, и не убедившись, что она действительно пригодна для сварки, искры, которые летят после структурного разрушения, могут сделать вашу горелку тусклой по сравнению с ней.
Дополнительную информацию о сварке арматуры см. в недавно пересмотренной технической заметке на сайте www.precast.org.
Клод Гоген, PE, LEED AP, директор технических служб NPCA.
Дефекты сварки – пошаговые причины и меры профилактики Weld World
Непровар
Непровар определяется как неполный провар в корневой зоне, когда поверхности сплавления корневой зоны полностью не расплавлены. Его можно классифицировать как неполное проникновение и неполное корневое проникновение. Основной причиной этого дефекта является неправильная очистка, низкий сварочный ток, высокая скорость перемещения дуги, короткая длина дуги и отсутствие предварительного нагрева при работе с более толстыми металлами. Предотвращение: Этот дефект сварки можно предотвратить, устранив указанную выше основную причину. Непровар
Непровар
Этот дефект возникает, когда металл сварного шва не проплавляет границы основного металла или боковой стенки основного металла,
Этот дефект может возникать в боковой стенке основного металла или между межпроходной и корневой зонами соответственно. Недостаток сплавления боковой стенки, Недостаток межпроходного сплавления и Недостаточный сплав корня. Основная причина этого Недостатком является неправильная очистка, низкий сварочный ток, высокая скорость движения дуги, короткая длина дуги и отсутствие предварительного нагрева при сварке более толстых металлов.
Недостаток сплавления боковой стенки, Недостаток межпроходного сплавления и Недостаточный сплав корня. Основная причина этого Недостатком является неправильная очистка, низкий сварочный ток, высокая скорость движения дуги, короткая длина дуги и отсутствие предварительного нагрева при сварке более толстых металлов.
Предотвращение: Этот дефект можно предотвратить, устранив указанную выше основную причину.
Подрез Подрез обычно возникает при слишком высоком сварочном токе или при использовании большой длины дуги. Этот дефект также может возникнуть, если соединение заржавело. Это можно увидеть как своего рода канавку, вырезанную в области сварного носка и оставленную незаполненной. Для ремонта, этот дефект требует очистки соединения перед началом сварочных работ, контроля длины дуги и сварочного тока. Критерии приемки: Обычно поднутрение имеет допустимый предел в соответствии с различными нормами и стандартами сварки. Для труб он не должен превышать более 5% толщины листа или 1/32 дюйма или около 0,75 мм. Применяется любое минимальное значение.
Для труб он не должен превышать более 5% толщины листа или 1/32 дюйма или около 0,75 мм. Применяется любое минимальное значение.
В металле сварного шва встречаются два типа включений: шлаковые и вольфрамовые. Шлаковые включения : Шлаковые включения представляют собой тип захвата шлака между слоями сварного шва или между основным металлом и металлом сварного шва, особенно в процессе многослойной сварки, но иногда он может возникать и при однопроходной сварке.Включение шлака происходит при использовании шлакового материала, такого как SMAW, SAW Включение вольфрама: В основном включение вольфрама происходит, когда вольфрам соприкасается с расплавленной сварочной ванной из-за использования короткой длины дуги, использования вольфрама небольшого размера, сильного тока, особенно в процесс ручной сварки, при котором вольфрам используется в качестве электрода, например GTAW. Плазменная дуга . Причина: Низкий сварочный ток, наличие грязи, ржавчины, прокатной окалины, использование поврежденного электрода
Предупреждение: Этот дефект устраняется применением соответствующего сварочного тока, правильной очисткой каждого слоя после окончания сварки, предварительным прогревом соединения
Для ремонта данный дефект необходимо тщательно удалить шлак со шлифовкой и заново заварить.
Зажигание дугиЭтот тип дефекта фактически представляет собой локальную коалесценцию за пределами зоны сварки или на основном металле в любом месте и может возникнуть из-за небрежности сварщика или потери соединения с точкой заземления. Этот дефект может быть предотвращен правильным использованием противопожарного покрытия, плотным соединением заземляющих зажимов и тщательной сваркой.
Когда в основном металле возникает дуговой разряд, температура этой части внезапно становится слишком высокой и снова очень быстро падает.В результате этого может измениться микроструктура металла этой детали, что может привести к хрупкому излому или трещине.
Для ремонта, этот дефект требует глубокой шлифовки до полного устранения, а затем сварки.
Дефекты сварки Трещины
Различные типы трещин возникают в сварном соединении и могут быть классифицированы как: продольные, поперечные, кратерные, горловые, носки, корень, под валиком, зона термического влияния, горячие, холодные или замедленные) Подробнее
Недостаточное заполнениеВ основном этот вид дефекта возникает на поверхности металла шва или ниже поверхности сварного шва, когда поверхность сварного шва заходит на прилегающую поверхность основного металла.из-за неправильных методов сварки и параметров сварки.
Для ремонта, этот дефект требует применения надлежащей техники сварки и параметров сварки. Просто соединение должно быть немного отшлифовано и правильно заполнено тем же сварочным процессом -низкий и трудно ремонтируемый внутри трубы или трубки.Существует два типа смещения, а именно:- Тип Ленье смещения
- Угловой тип смещения
Для ремонта этого дефекта необходимо отшлифовать дефектную часть соединения и снова подготовить требуемую форму.
Вогнутость или выпуклостьЭти виды дефектов возникают, когда металл сварного шва превышает или не достигает указанного допустимого предела сварки из-за сварочного тока и скорости перемещения.
Предотвращение: это можно предотвратить, контролируя ход дуги и сварочный ток. Для ремонта, этот дефект требует шлифовки избыточного металла шва, если он находится в выпуклой деформации или необходимо наварить больше вогнутости (недостаточное количество металла шва). В случае вогнутости корня предпочтительна обратная сварка
IS
Усиление a дефекты сварки?Следует отметить, что армирование является неотъемлемой частью операции сварки в связи с требуемой прочностью сварного соединения.Но в случае избыточного или меньшего армирования, это будет считаться дефектом сварки. Его можно классифицировать как Чрезмерное армирование, Недостаточное армирование. Этот дефект возникает из-за недостатка сварочного тока или медленного хода дуги.
, как правило, действует только на 1/16 дюйма в трубе и 1/8 дюйма в пластине. И этого можно избежать, используя правильный сварочный ток и скорость перемещения дуги. Для всасывания или недостаточного армирования допустимое значение составляет 5% от толщины металла или не превышает примерно .75 мм, в зависимости от того, что меньше, следует учитывать. Для ремонта, данный дефект нуждается в шлифовке лишнего металла шва. или использовать обратный шов в случае недостаточного армирования
НахлестНахлест, как правило, происходит из-за того, что он выходит за пределы носка шва, и он не допускается при любом количестве металла шва. Его можно контролировать с помощью правильной техники сварки и скорости перемещения дуги. Для ремонта этого дефекта необходимо зашлифовать дефектную часть соединения.Прожог
ПрожогПрожог – это нежелательное отверстие, которое проплавляется насквозь в основном металле и может остаться в сварном шве, в основном это происходит из-за чрезмерного сварочного тока или низкой скорости движения дуги, и его можно предотвратить путем уменьшения подводимого тепла. Синхронизация тепла также может использоваться для уменьшения подводимого тепла.
Сварка
БрызгиБрызги, вероятно, представляют собой небольшие частицы металла сварного шва, которые выбрасываются при сварке из-за использования сильного тока и большой длины.Этого можно избежать, используя правильные параметры сварки. и накрывая противопожарным покрывалом.
Для ремонта, этот дефект необходимо надлежащим образом зачистить шлифовкой или зачисткой.
Дуговые кратеры:
Дуговой кратер возникает из-за неправильного завершения сварки, когда сварочная ванна остается незавершенной из-за неправильных методов завершения сварки и может быть отремонтирована с помощью сварки, но должным образом отшлифовать ее, если есть трещина.
Связывать или сваривать арматуру?
Пересмотрено в ноябре 2020 г. и включает обновленные доступные предложения продуктовКогда у вас впереди длительный бетонный проект, вопрос о том, что вам следует связывать или сваривать арматуру, может быть не первым, что приходит на ум.Но это важная часть работы, влияющая на прочность конструкции, легкость заливки, качество используемой арматуры и скорость производства. Какой из них является правильным выбором для вашей следующей работы? Давайте внимательно рассмотрим оба варианта и обсудим, где каждый из них работает хорошо.
Различия между связыванием и сваркой арматуры
Конечно, первое различие между вязкой и сваркой арматуры заключается в том, чтобы выяснить, что указано в спецификациях проекта. Если инженер определил, что арматуру следует прикреплять определенным образом, всегда лучше следовать этим инструкциям.Имейте в виду, что архитектор мог использовать один конкретный стиль крепления из-за того, что он будет встроен во всю конструкцию, а не только в фундамент. Но если это открыто для интерпретации или вы работаете над небольшим проектом дома, вот отличия.
Связующая арматура
Почти для каждого намерения, цели или кода связывание арматурных стержней стало стандартным способом скрепления арматурных стержней. Почему? Связывание сохраняет арматуру прохладной, поэтому у вас не возникнет структурных проблем в будущем.Это позволяет плите и арматуре перемещаться независимо друг от друга в определенной степени, не вызывая переломов напряжения в готовом проекте. Вам не нужно приобретать какой-либо конкретный сорт арматуры, если только этого не требуют спецификации, и гораздо быстрее собрать ее на рабочей площадке, особенно если у вас есть подходящие инструменты для работы. Давайте взглянем на пару инструментов для вязки арматуры:
- Автоматические ярусы арматуры серии BNT-X автоматизируют работу по обвязке с помощью легкого инструмента, в котором используется мощный 18-вольтовый быстро заряжающийся литий-ионный аккумулятор.Каждая связка включает в себя три витка, и в среднем вы получаете до 4000 стяжек на одном заряде батареи, что экономит много времени, которое в противном случае тратилось бы на замену и зарядку батарей. Пистолетная рукоятка позволяет комфортно работать весь день, а катушки с проволокой обеспечивают до 128 витков на катушку. У нас есть три модели, предназначенные для различных размеров арматуры и потребностей в вязке, а также линейка аксессуаров и сменной проволоки.
Сварная арматура
Первый вопрос, который вы должны задать себе при рассмотрении вопроса о сварке арматуры, заключается в том, можно ли ее сваривать вообще.Поскольку качество арматуры не так строго контролируется с точки зрения металлургического качества, средняя арматура, которую вы покупаете в магазине подрядчиков или в большом магазине товаров для дома, не имеет достаточно высокого качества для эффективной сварки. Арматура сварного качества обычно маркируется буквой «W». Но многие инспекторы не разрешают приваривать арматуру, в зависимости от их местных норм, и вам нужно помнить, что нельзя закаливать арматуру, так как это влияет на ее способность обеспечивать надлежащую поддержку в готовом изделии. Многие люди избегают сварки арматуры, потому что бетон и арматура в окончательной детали будут расширяться и сжиматься с разной скоростью, поэтому сварка арматуры создает точки давления, в которых бетон может треснуть.
Теперь, когда вы знаете разницу между вязкой и сваркой арматуры, пришло время применить эти знания на своем рабочем месте или в следующем проекте по благоустройству дома. Если у вас есть какие-либо вопросы о закреплении арматуры, о том, какой инструмент лучше всего подходит для связывания, или о любых других вопросах, свяжитесь с нами. В BN Products мы хотим быть вашим поставщиком всех ваших потребностей в инструментах для арматуры.
Ресурс — Сварка сейсмостойкой арматуры
Арматурный прокат марки 500Е
Описывается как обычная углеродистая (микролегированная) сталь с высокой прочностью на растяжение и пластичностью.Он легко сваривается при соблюдении соответствующих процедур сварки. AS/NZS 1554 Часть 3 Сварка арматурной стали является наиболее распространенным стандартом сварки арматуры в Новой Зеландии. Этот стандарт устанавливает требования к аттестации процедуры сварки для большинства часто встречающихся соединений, включая стыковые соединения, соединения внахлестку и торцевые пластины.
К сожалению, не все сварщики осведомлены о влиянии конструкции соединения на характеристики соединения при сейсмических нагрузках; соединение рассматривается только с точки зрения простой статической нагрузки.Часто сварку арматуры необходимо выполнять на месте из-за ошибок, допущенных подрядчиками, специализирующимися на бетонных конструкциях; не сварка.
Сварщики должны быть проинформированы о том, что у проектировщика могут быть особые требования к соединениям арматуры.
Например, соединение внахлестку (два стержня, расположенных бок о бок) не будет работать так же, как прямое соединение встык.
Арматуракласса 500E может иметь углеродный эквивалент (CE) до 0,49%, что является относительно высоким показателем по сравнению с материалами, подпадающими под действие AS/NZS 1554.1. Более высокие CE требуют тщательного рассмотрения предварительного нагрева, однако для арматуры 500E предварительный подогрев не требуется в большинстве ситуаций, если используются процедуры сварки с контролируемым водородом. Это связано с тем, что общая толщина швов между круглыми стержнями приводит к более медленному охлаждению, чем при той же толщине швов между пластинами.
Для соединений внахлест «предварительный» метод аттестации процедуры допускает некоторый выбор используемых сварочных материалов; расходные материалы, которые не соответствуют механическим свойствам прутка, разрешены при условии, что размер и длина сварного шва соответствуют стандарту.Однако для прямых стыковых сварных швов нет расходных материалов, считающихся предварительно аттестованными, поэтому единственным вариантом является аттестация путем испытаний.
AS/NZS 1554 Часть 3 Сварка арматурной стали находится в процессе внесения поправок для обеспечения технической точности и будет доступна для общественного обсуждения. Проект стандарта скоро будет доступен для общественного обсуждения на веб-странице Standards NZ.
Совершенствуйте свои навыки уже сегодня!
Для тех, в чьи обязанности входит надзор или проверка сварки арматуры, курс HERA Welding Inspection Part 1/Welding Supervisor предоставляет знания, необходимые для обеспечения правильной сварки арматуры.Нажмите здесь для получения дополнительной информации о курсе
Можно ли сваривать арматуру? – СидмартинБио
Можно ли сваривать арматурные стержни?
Да, мы можем приварить прутки вместо притирки, но не рекомендуется в больших количествах.
Как рассчитать стык арматуры?
Соединение внахлест — это когда два куска арматуры соединяются вместе в месте нахлеста стержней. Длина перекрытия рассчитывается по уравнению, умноженному на 30 диаметров стержня. Затем по длине напуска равномерно распределяют минимум четыре комплекта стяжек.
Как соединить два арматурных стержня?
Соединение внахлест является преобладающим методом, используемым для соединения арматурных стержней. Стержни могут располагаться на расстоянии друг от друга или соприкасаться. Для соединений внахлест предпочтительны контактные соединения по той практической причине, что при соединении их легче защитить от смещения во время укладки бетона.
Что такое сращивание арматурных стержней?
Метод, используемый для соединения арматурных стержней таким образом, чтобы усилие эффективно передавалось от одного стержня к другому, называется сращиванием.Сила сначала передается на бетон через связь от одного стержня, а затем передается на другой стержень, образующий соединение, через связь между ним и бетоном.
Почему арматуру не приваривают?
Арматура сварного качества обычно маркируется буквой «W». Многие люди избегают сварки арматуры, потому что бетон и арматура в окончательной детали будут расширяться и сжиматься с разной скоростью, поэтому сварка арматуры создает точки давления, в которых бетон может треснуть.
Какую арматуру можно сваривать?
Свариваемая арматура 4, арматура из низколегированной стали пригодна для сварки. Эта марка арматуры имеет такое соотношение стали и углерода, что делает ее пригодной для сварки. Он не только подходит для сварки, но и сварные швы могут оставаться вместе под значительной нагрузкой после того, как он был загерметизирован в бетоне.
Какова минимальная длина соединения арматуры?
6 дюймов
Арматура стыка должна иметь минимальную длину соединения 6 дюймов (152 мм) для передачи усадочных напряжений.
На сколько следует перекрывать арматурный стержень?
Типичное минимальное нахлест в местах стыков арматуры в стене составляет 40 диаметров арматурного стержня, поэтому арматурный стержень ½ дюйма должен быть перекрыт в местах стыков минимум на 20 дюймов.
Что такое сварное соединение?
A: Соединение, в котором оба стержня приварены к общему элементу соединения, такому как пластина, уголок или другая форма. Прямой тип – это такой, в котором стержни соприкасаются и свариваются друг с другом; могут использоваться одинарные или двойные соединения внахлестку; они подходят только для небольших стержней, предпочтительно № 5 или меньше.
На какой высоте следует делать нахлест арматуры?
Типичное минимальное нахлест в местах стыков арматуры в стене составляет 40 диаметров арматурного стержня, поэтому арматурный стержень ½ дюйма должен быть перекрыт в местах стыков минимум на 20 дюймов. Американский институт бетона (ACI) в основном пишет нормы для бетонных конструкций.
Что такое соединения, сваренные внахлестку?
A: Соединение, в котором оба стержня приварены к общему элементу соединения, такому как пластина, уголок или другая форма.Бары почти выровнены; концы стержней разнесены не более чем на 3/4 дюйма; и поперечное сечение стержней не сварено. Вопрос. Какие типы соединений, сваренных внахлестку, включены в правила AWS? A: Есть два типа: прямой и непрямой.
Сколько диаметров стержней в сварном соединении?
Для определения оптимальных характеристик сварных соединений был испытан 31 образец, в том числе шесть различных диаметров стержней, разделенных на 3 группы, в дополнение к 18 образцам для подробных испытаний нормального армирования.Контент может быть защищен авторским правом. бетонная конструкция.
Зачем арматуру сращивают при строительстве железобетонных конструкций?
Abstract: Из-за ограничений по длине арматурных стержней, а также для того, чтобы сохранить желаемую непрерывность арматуры, арматурные стержни, которые имеют недостаточную требуемую длину, обычно соединяются с другим стержнем во время железобетонного строительства.
Сварка прутков только для плит?
Сварка стержней предназначена не только для плит, она может распространяться на балки и колонны, если длины для стандартного соединения, описанного в сводах правил, недостаточно.
.