Сварка труб под прямым углом 90 градусов
При монтаже металлических конструкций – от каркаса детских качелей до системы отопления, практически всегда приходится иметь дело со сваркой. Процесс этот гораздо сложнее, чем кажется на первый взгляд, и гораздо ответственнее: от качества шва в буквальном смысле слова зависит надежность и долговечность изделия.
Процесс сварки
Сварка: разновидности и особенности
В самом общем виде под ней подразумевают стыковку двух отрезков из одного или разных материалов путем образования неразъемного соединения. Методов такого соединения довольно много. Выделяют две главные группы:
- под давлением – например, ультразвуковая, холодная, прессовая;
- сварка плавлением – термический метод, включающий нагрев соединяемых фрагментов.
Стыковка плавлением делится на два вида:
- электродуговая – ручная, под флюсом, в среде аргона и так далее. Кромки отрезков трубопровода оплавляются под влиянием дугового заряда;
- газовая – всем знакомая ацетиленовая.
 В этом случае края соединяемых труб прогреваются газокислородным пламенем, стыкуются, а зазор заполняется материалом расплавленного прутка.
В этом случае края соединяемых труб прогреваются газокислородным пламенем, стыкуются, а зазор заполняется материалом расплавленного прутка.
Качество такого шва ниже, чем у полученного электродуговым методом. Но последний неприменим к трубопроводу с тонкими стенками – до 3,5 мм.
Метод обеспечивает надежное прочное соединение, но неразъемное. Если речь идет о металлических изделиях, то это является достоинством.
Виды соединений
В зависимости от назначения трубопровода, толщины и диаметра используются разные методы стыковки. В общем виде различают три основные группы.
- Стыковое соединение – считается самым прочным. Используется поперечный стык – для заваривания трубопровода по окружности, и продольный – для соединения деталей. Стыковая сварка позволяет соединить отрезки по оси. Швы используются разные: одинарный для труб с диаметром до 500 мм, и двойной для трубопровода с условным проходом больше 600 мм. На фото – стыковое соединение.
- Сваривание под углом – используется для соединения трубы под разным углом: 90 градусов, 45 градусов, 20 градусов. Надежность такого шва несколько ниже.
- Нахлесточное соединение – стыковка используется только для совмещения трубопровода с дополнительными элементами.

Сварка по прямым углом
Монтаж труб под углом в 90 градусов – не такая уже и редкость, особенно для отопительной системы. Чтобы получить его при обходе комнат, например, используется специальная деталь – угол на 90 градусов. В этом случае для соединения применяется стыковой метод.
Однако при монтаже металлических каркасов и труб малого диаметра могут возникнуть другие задачи.
Подготовительный этап
- Если требуется монтаж двух элементов, которые вместе составляют прямой угол, то подготовка будет состоять в правильной резке трубопровода под 45 градусов. Сделать это просто: на трубу надевается обычная резинка, фиксируется, второй ее край оттягивается вдоль трубы на 325 мм, полученный контур обводится мелом. Срез получается точно под нужным углом.
 Срез получается точно под нужным углом.
Срез получается точно под нужным углом.Во всех других случаях понадобится составление чертежа и расчет кривой, по которой затем нужно будет сделать срез.
- Второй распространенный вариант: труба соединяется врезкой во вторую под прямым углом. В этом случае в отрезке болгаркой делают два надреза под 90 градусов и вырезают полученный клин. Затем постепенно срезая, формируют круглое отверстие. На торце перпендикулярного фрагмента удаляют участок под тем же углом. Зазоры неизбежны, поэтому дальнейшая сварка будет проводиться в несколько этапов.
Рекомендуется сделать чертеж, чтобы добиться более плотной стыковки.
Технология сварки
- Поверхность изделия очищается от масла, грязи, ржавчины металлическими щетками, зона зачистки – 1,5–2 см от кромки. Обрабатываются края.
- При толщине изделия менее 3,5 мм, операция не проводится. Но при величине более 4 мм прогревание становится затруднительным. В этом случае выполняется скос кромки под рассчитанным углом.
- Если применяется газовая сварка, то используются два приема для наложения шва: правый – когда присадочный пруток передвигается вслед за горелкой, и левый – когда пруток оказывается впереди горелки, а ее пламя направлено на незаваренные края. Второй способ обеспечивает более аккуратный шов.
- В случае когда торец одной трубы совмещается со вторым под углом в 90 градусов, заваривание производится в несколько этапов. Сначала наваривается валик на кромке одной детали, а затем второй. После остывания шва края зачищаются от шлака. Операция повторяется до тех пор, пока зазор между элементами не исчезает. Результат будет лучше, если помощник будет удерживать привариваемую деталь под прямым гулом.

Как варить трубы под любым углом, а не только 45 и 90 градусов
Как варить трубы под разным углом в 45 и 90 градусов
Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Резка под 45 градусов
Обычно, если вы поставили цель повернуть трубу на 45 градусов употребляют фитинги, отводы с углом поворота 45 градусов, выполненных из такого же материала, что сами трубы, если трубы железные, то и повороты привариваются из стали. Для ПНД труб есть электросварные либо литые отводы под 45 градусов (практически, что компрессионных фитингов с таким углом поворота у нас отыскать почти невозможно).
Если все таки необходимо отрезать трубу круглого сечения из стали либо различного вида пластмасс, то для этой цели пригодится лекало для резки труб под углом, форма которого рассчитывается ручным либо машинным методом. Задачка значительно упрощается, если под углом 40 5 градусов нужно отрезать железный профиль квадратного сечения.
Задачка значительно упрощается, если под углом 40 5 градусов нужно отрезать железный профиль квадратного сечения.
Для обрезки по-быстрому воспользуйтесь обыденным листом бумаги, сложенным на искосок, что бы размечают поверхность для грядущего реза. Применяя сложенную бумагу, поступают последующим:
- проводят на прямой поверхности профиля в месте, где производится рез, строго перпендикулярную линию;
- прикладывают сложенный на искосок лист бумаги к боковой поверхности острым концом к полосы таким макаром, чтоб верхний край картонного треугольника находился заподлицо с верхней стороной железного профиля.
Рис. 4 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после этого картонный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше пользоваться узким маркером).
Для отпиливания применяют болгарку с диском по металлу, проводя сначала узкую линию по разметке, после завершения равномерно ее углубляя до полного отделения кромок.
Во время работы с болгаркой нужно учесть последующий фактор — при полном обрезании кромок диск а возможно поврежден об острый угол
, что приведет к его износу, а в случае отсутствия защиты на болгарке даже к травмам работника. Потому угловые кромки лучше не обрезать до конца, а оставлять неширокую канавку и потом обламывать, зашлифовывая потом выступ.
Особенности процесса
Видео 2
Сразу следует заметить, что профильные трубы для сваривания очень удобные:
- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.

ВАЖНО! Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.
Видео 3
Изготовка шаблона для обрезки металлопрофиля
Если нужна вырезка массы труб, выполняют шаблон из металлопрофиля большего поперечника по картонному листу приведенным выше методом. Угол наклона инспектируют транспортиром либо строительным угольником — и тогда две кромки купированных деталей шаблона соединяют.
Во время работы на разрезаемую деталь там где удобно одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.
Рис. 3 Отрезание металлопрофиля при помощи стусла
Устройство подачи шпули безынерционной катушки
Движения устройства подачи шпули возвратно-поступательные. Существует 2 вида такого механизма:
- с винтовой передачей;
- с шестерней-кулисой.

Кулисное устройство включает в себя малую шестеренку, шестеренку-паразитку, каретку и направляющие для нее, шток для подачи шпули и ее крепления. Вращается ручка, малая шестеренка начинает тоже вращаться и передает усилие на шестерню-паразитку, которая, в свою очередь, приводит в движение каретку.
Шпуля на штоке движется аналогично каретке. Так леска укладывается на шпулю равномерно.
Для спиннинга лучше использовать БК с винтовым устройством подачи шпули.
Винтовое устройство подачи
Вращение от главной пары передается на каретку через кулачковый вал шестеренки привода. Большинство моделей БК оборудованы бесконечными винтами. Нарезка у таких винтов перекрестная, шаг канавок разный.
Из-за разного шага движение шпули вперед происходит с одной скоростью, назад — с другой.
Так обеспечивается качественная укладка даже очень тонкой лески: верхний слой ее не утопляется в нижний, и леска не запутывается.
Резка под 90 градусов
Чтоб поперек ровно отрезать круглый трубопровод либо металлопрофиль прямоугольного сечения, употребляют лист обыкновенной бумаги. Им оборачивают заготовку таким макаром, чтоб кромки картонного листа совпали, потом его фиксируют на детали с применением скотча либо клея. Болгаркой проводят рядом с кромкой картонного листа узкую линию, после этого ее равномерно углубляют до полного вырезания.
Им оборачивают заготовку таким макаром, чтоб кромки картонного листа совпали, потом его фиксируют на детали с применением скотча либо клея. Болгаркой проводят рядом с кромкой картонного листа узкую линию, после этого ее равномерно углубляют до полного вырезания.
Металлопрофиль либо круглую трубу есть вариант распилить с помощью шаблона, надев у них ровно купированный элемент с огромным внутренним поперечником.
Рукоять
Рукоять задает вращательное движение механизму. У многих БК есть система складывания ручки, срабатывающая после нажатия на кнопку, а также винтовое приспособление для смены расположения рукояти.
Есть модели с отсутствием кнопочной системы. Складывать и переставлять рукоятку в них можно при помощи винтового механизма.
Для этого винт ослабляется, рукоять устанавливается в нужном положении, и винт снова затягивается, фиксируя это положение.
Чтобы переставить рукоять в таком случае винт выкручивается, снимается, рукоять переставляется на противоположную сторону катушечного корпуса, винт вкручивается в отверстие до упора.
Скоростные катушки оборудуются двойной рукоятью. У них может быть и одна ручка, но дополненная компенсатором, который предотвращает вибрации из-за несбалансированности рукояти.
Как разрезать трубу под углом 45 как еще его называют 90 градусов
При необходимо разрезать трубу
под 90 градусов, по другому два по 45 градусов. Вот мой метод. Ссылка на программку Разв.
- подрезают кромки заготовки под прямым углом приведенным ранее методом.
- На круглой торцевой поверхности маркером отмечают четыре равноудаленные точки, расположенные под углами 90 и 180 градусов между собой.
- Создают измерение размера окружности, приобретенный поперечник делят на 3. От 2-ух диаметрально расположенных точек откладывают приобретенное расстояние, после этого эти точки соединяют с 2-мя принципами плавной дугой, проводя линию маркером.
Рис.5 Пример воротникового разреза трубы
- По разметке проводят рез болгаркой и отделяют полукруглые сегменты, затем деталь готова к сварке. При малых некорректностях в сопряжении ее можно уплотнить кувалдой, приставив к круглой поверхности другого элемента.
 При малых некорректностях в сопряжении ее можно уплотнить кувалдой, приставив к круглой поверхности другого элемента.
При малых некорректностях в сопряжении ее можно уплотнить кувалдой, приставив к круглой поверхности другого элемента.Шпуля заполнение, вместимость
Перед закреплением лески шпуля снимается: отвинчиваем винт, который находится перед шпулей и нажимаем кнопку, расположенную на ней (если фрикцион задний).
Далее необходимо открыть лесоукладыватель. Шпулю устанавливаем на ось и затягиваем винт. Силу применять во время установки не нужно. О том, что шпуля установлена, сообщает фиксатор щелчком.
Закрыв лесоукладыватель, приступаем к намотке лески. Для более ровного наматывания леску рекомендуется натянуть. Чтобы не возникало проблем в ходе эксплуатации катушки, от края шпули до лески должно оставаться не менее 2 миллиметров.
Вместимость шпули указывается производителем катушки в руководстве для пользователя.
Бумажное лекало для трубы
Одним из всераспространенных методов, как сделать для труб с круглой поверхностью лекало, является способ, которому пригодится расчерченный лист бумаги, линейка и карандаш. Для получения картонного лекала поступают последующим методом:
Для получения картонного лекала поступают последующим методом:
- Чертят на картонном листе окружность с поперечником обрезаемой трубы, разбивают круг на 16 равных частей, всякий раз деля огромные отрезки на два схожих.
Рис. 6 Как разрезать трубу под 45 градусов – лекало из бумаги
- Определяют длину окружности, умножив ее поперечник на число Пи, равное 3,14.Откладывают миф размер по оба государства от оси окружности равными отрезками, любой из которых делят на 8 равноразмерных частей.
- Проводят от отрезков на прямой вертикальные полосы ввысь и горизонтальные от точек, поставленных на круге.
- Места их скрещения соединяют плавной линией и в конечном итоге получают нанесенный на бумагу шаблон, который вырезают и приклеивают к обрезаемой поверхности. Для обрезки лучше использовать болгарку с диском малого поперечника — поверхность будет криволинейной и с применением огромного диска вырастет погрешность.
Производитель
Созданием и усовершенствованием данного устройства занимается — один из лидеров отечественного научно-технического рынка. Свою деятельность компания осуществляет с 2001 года и за это время добилась значительных успехов в производстве мобильных плазменных комплексов.
Свою деятельность компания осуществляет с 2001 года и за это время добилась значительных успехов в производстве мобильных плазменных комплексов.
На сегодняшний день продает «Горыныч» в 11 стран мира и число заказов увеличивается год от года. Официально приобрести это устройство можно у девяти дилеров в России и в странах СНГ. Кроме продажи дилеры осуществляют сервисное и гарантийное обслуживание в случае необходимости, а также занимаются распространением сопутствующих товаров.
Для личного использования
Для резки железных труб в домашнем хозяйстве употребляется последующий инструмент:
Ручные труборезы. Позволяют обрезать круглые детали с получением ровненького прямого угла среза путем режущих кромок роликов. Существует несколько разновидностей изделий подобного вида, состоящих из единичных роликов как еще его называют их ряда, закрепленных на цепи. В быту подобные устройства встречаются достаточно изредка и поболее подходят для проф выполнения работ.
Болгарка. Является универсальным инвентарем для проведения обрезки всех железных деталей с различными углами, для выполнения работ употребляются особые диски по металлу, которые в процессе использования достаточно стремительно стачиваются. Поэтому есть вариант точно вырезать кривую линию диском малого поперечника.
Является универсальным инвентарем для проведения обрезки всех железных деталей с различными углами, для выполнения работ употребляются особые диски по металлу, которые в процессе использования достаточно стремительно стачиваются. Поэтому есть вариант точно вырезать кривую линию диском малого поперечника.
Рис. 7 Личный инструмент для резки труб
Газовая горелка. Резвый и действенный способ перерезания металла раскаленной струей пламени, имеются такие недостатки как оплавленные кромки, которые осложняют предстоящее сваривание. Газовой горелкой трудно резать
изделие по картонному шаблону, который сгорит, если расчерчена линия, то в струе пламени она фактически не будет видна.
Газовая сварка
Видео 8
Соединение своими руками профильных труб газовой сваркой, очень отличается от электрической. Подготовительная работа к процессу оналогичная. Только все поверхности для состыковки покрывают порошком-флюсом. И готовят присадочную проволоку.
Соединение. Его выполняют двумя способами:
- Тонкостенные изделия соединяют справа налево.
- Если стенки свыше 5 мм – слева направо.
При работе постоянно нужно контролировать положение деталей. Когда трубы остывают, шов зачищается абразивом и на него наносится антикоррозийное покрытие.
Соединение своими руками труб без сварки
Малогабаритные каркасные сооружения собирают без сваривания. При этом соединение профильной трубы без сварки производят с использованием специального приспособления.
Видео 9
Краб-системы
Представляют собой устройства в виде специального хомута в форме краба, который ставиться в конкретное место и соединяет определенный участок профиля. Такое устройство состоит из двух частей, они соединяются гайками и болтами.
В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
Самые популярные хомуты с размером 95х95 мм. Они дают возможность произвести надежные соединения, и гарантируют качественный и прочный крепеж сооружений.
Они дают возможность произвести надежные соединения, и гарантируют качественный и прочный крепеж сооружений.
Изготавливают эти приспособления из оцинкованного, или покрытого составом порошка металла.
Преимущества использования краб-системы
Они дают возможность за короткое время собрать или разобрать сооружение. Все трубопроводы с такими соединением превращаются в разборные.
Крепление профильной трубы без сварки краб-системами, пользуются большой популярностью. С такими соединениями сооружение можно не только быстро переместить, но и сконструировать что-то новое.
ВАЖНО! По показателям прочности такие хомуты-крабы не уступают сварному варианту стыка, но после сварки крепление разобрать нельзя.
Также к достоинствам этих крепежей относят и то, что строение возводиться с небольшими финансовыми вложениями.
Как, недостаток можно выделить тот момент, что крепить им можно трубы небольших размеров.
Хомуты
Используется для профиля к постройке-изгороди. Устройство имеет прямоугольную форму и его составляют две части. Одну из них вкручивают в стенку и вставляют туда трубу. Второй частью труба фиксируется (хомутом и болтами).
Устройство имеет прямоугольную форму и его составляют две части. Одну из них вкручивают в стенку и вставляют туда трубу. Второй частью труба фиксируется (хомутом и болтами).
Фитинги
Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
- Тройники и крестовины. Их используют для ответвления, и они соединяют изделия разного и одинакового размера.
- Угольники. Их применяют, когда нужно изменить направление трубомагистрали.
- Муфты. Они ставятся в месте стыковки.
Теперь вам известно, как осуществить сварку профильной трубы, а видео уроки помогут дать наглядное представление. Так же мы разобрали, какие способы соединения существуют. Используя данную информацию, вы справитесь с работой легко и быстро.
Для промышленного использования
В индустрии для транспортировки жидкостей и газов употребляются трубопроводы огромного поперечника, потому агрегаты для резки труб имеют большой вес и габаритные размеры. Встречаются там и ручные труборезы роторного и хомутного принципа деяния. В начале происходит вращение режущих роликов по круглой поверхности с помощью переставляемой ручки, во 2-м варианте прорезание осуществляется дугообразными пластинами, которые при вращении равномерно сдвигаются.
Встречаются там и ручные труборезы роторного и хомутного принципа деяния. В начале происходит вращение режущих роликов по круглой поверхности с помощью переставляемой ручки, во 2-м варианте прорезание осуществляется дугообразными пластинами, которые при вращении равномерно сдвигаются.
Рис. 8 Промышленные приспособления для резки трубы
Принцип действия
По своим конструктивным особенностям данное устройство является классическим генератором плазмы низкой температуры. Плазму получают с помощью электрической дуги, которая возникает между катодом и анодом. Жидкость нагревается до экстремально высокой температуры и под высоким давлением превращается в узконаправленную плазменную струю.
В качестве рабочей жидкости, которая подвергается нагреву, может служить и вода, и спирт. Стоит отметить, что можно использовать лишь дистиллированную воду или раствор дистиллированной воды со спиртом (содержание спирта в 45%).
Это обстоятельство делает прибор «Горыныч» универсальным, способным работать с самыми разными материалами и выполнять различные виды работ.
Несмотря на достаточно сложный принцип работы, устройство для сварки и резки состоит из трех основных компонентов: непосредственно плазменного генератора, блока питания и системы управления.
Как отрезать чугунную трубу
Основное отличие чугуна от обыкновенной стали — высочайшая хрупкость и большая толщина стен, его точную обрезку нужно делать в таком порядке:
- Прочерчивается по шаблону угол
разметочный посредством чертилки, для
опоры под деталь подкладывают деревянный щит или доску.
- Делают болгаркой неглубокий пропил поверхности по всему периметру.
- Дальше канавку углубляют в течение нескольких проходов до полного отделения 2-ух частей.
Шестеренки и Шестеренка-паразитка
Чем меньше шестерни в главной паре, тем слабее катушка. Для спиннинга нужны увеличенные шестеренки.
FluiDrive Gearling — шестерни главной пары представляют собой зубчатый механизм с плавным движением.
Digital Gear Design — маркировка катушки, в производстве которой были задействованы компьютерные технологии.
Haper Gear — катушка, зубцы шестерней которой подвергаются дополнительной механической обработке, чтобы улучшить сцепление, уменьшить люфты.
Шестерня-паразитка по форме может быть в виде квадрата или круга. Шестеренка квадратной формы способствует более ровному накручиванию лески на шпулю, в том числе и у бортиков. Шестерня-паразитка бывает также эллипсоидной формы, а каретка стыкуется с ней посредством шарниров.
Механизм и скорость вращения ротора в БК
Роторный механизм включает в себя главную пару и подающее шпулю устройство. В роторе есть колесо, которое ведет шестеренку на главном валу. Он начинает вращаться из-за вращения рукоятки. Она монтируется в отверстие с 4-мя гранями, расположенное на валу. Главная пара — редуктор, он имеет конкретное передаточное число.
Скорость, с которой вращается ротор, находится в зависимости от передаточного отношения привода и от того, как быстро вращается рукоятка. По передаточному числу БК для спиннинга классифицируются следующим образом:
- Силовые (катушка делает один оборот, а ротор в течение этого времени от 3,2 до 4,3 оборота) для троллинга, приспособлены для медленной проводки.
- Универсальные (от 4,5 до 6,1 оборота). Темп проводки любой.
- Скоростные (от 6,2 до 7,2) для твитчинга, джига.

Какие работы можно проводить с помощью плазменного генератора Горыныч
Сферы применения данного устройства очень велики и продолжают увеличиваются, так как люди находят все новое использование этому прибору. В данный момент времени применять его можно следующим образом:
- Сварка конструкционных, нержавеющих, легированных сталей, цветных металлов, а также их сплавов.
- Пайка и сварка изделий из цветных металлов.
- Резка стальных, чугунных изделий, цветных металлов, а также их сплавов.
- Пайка твердыми и мягкими припоями с высокой и низкой температурой плавления.
- Плавка металла в небольших количествах в тиглях.
- Поверхностная термическая обработка.
- Вспомогательная обработка металлов в литейном производственном процессе.
- Обработка тугоплавких материалов неорганического и органического происхождения (базальт, кварц, гранит, кварцевое стекло, бетон, мрамор, асбоцемент и другой материал).
- Воронение небольших изделий.
- Порошковое напыление изделий.
- Термическое оксидирование деталей.
- Закалка металлических деталей.
- Обработка термоусадочных материалов.
- Нанесение глазури.
- Изготовление и обработка продукции из стекла.
- Разделка стеклоткани.
- Получение химических соединений.
- Удаление окислов с металлических поверхностей.
- Очистка поверхностей термостойких изделий и различных отверстий в них от загрязнений органического и иного характера.
- Очистка поверхностей и микроотверстий от органических загрязнений в платиновых фильерах.
- Оплавление бетонных поверхностей для уменьшения гигроскопичности.
- Для ювелирных потребностей.
- При незначительных возгораниях в рабочей производственной зоне может использоваться в режиме погашенной дуги для мгновенного пожаротушения.

Как показывает многолетнее использование, плазменный генератор в хозяйстве может заменить такие приспособления, как болгарка, ручная пила, паяльная лампа, сварочный аппарат, газовая горелка и даже высокотемпературный лазерный резак.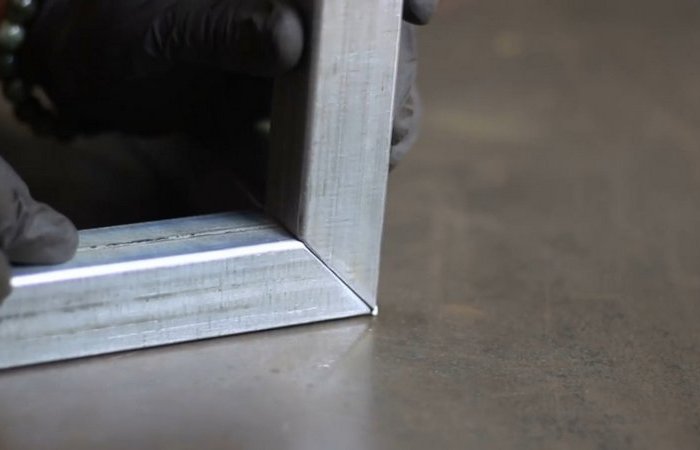
В случае необходимости «Горыныч» можно использовать даже как достаточно яркий фонарь для освещения помещений.
Применение в художественной резке и сварке металла
Подавляющее большинство людей считают, что подобный прибор может только сварить или резать металл, но в реальности все обстоит по-другому. Если приложить к «Горынычу» немного фантазии, то с его помощью можно создавать настоящие произведения искусства.
К примеру, имея заранее приготовленные формы, можно отливать фигурки из металла, стекла или пластика. Для этого достаточно разогреть исходное вещество в тигле и залить его в форме. Обычно нагрев занимает не более 5 минут, а в случае со стеклом и пластиком все происходит еще быстрее.
Также, можно сваривать между собой металл и тем самым создавать любые абстрактные фигуры и конструкции ограничиваясь лишь своей фантазией.
Используя плазменный агрегат можно менять свойства твердотельных материалов. В качестве примера можно привести классическую гранитную плитку. Если её нагреть, то она станет на тон светлее, а ее способность впитывать воду увеличиваться на порядок. Таким образом, даже самую скользкую плитку можно превратить в шершавую и тем самым исключить возможность проскальзывания.
Если её нагреть, то она станет на тон светлее, а ее способность впитывать воду увеличиваться на порядок. Таким образом, даже самую скользкую плитку можно превратить в шершавую и тем самым исключить возможность проскальзывания.
Уход и меры предосторожности
- Леска не должна попадать на вращающиеся детали катушки.
- Оставляя катушку храниться до следующего использования, нужно позаботиться о том, чтобы она была сухая.
- Ежегодно рекомендуют производить открытие корпуса катушки и смазывание ее механизма специальной смазкой.
- Использовать катушку следует согласно инструкции, в противном случае при поломке придется рассчитывать на собственные силы: гарантия не распространена на повреждения, вызванные некорректным использованием БК.
- После применения катушку нужно протирать спиртом (открытые места) и смазывать ролик лесоукладывателя смазкой.
Деталей в безынерционной катушке много. «Безынерционная», т. к. инерции на барабане при забросе нет, положение шпули в катушке фиксированно. Это сложное устройство
Это сложное устройство
Если за ним ухаживать и соблюдать меры предосторожности, БК прослужит много лет. При исправной работе не рекомендуется чаще раза в год разбирать катушку
Со знанием как устроена катушка для спиннинга вас не застанет врасплох никакая поломка!
О профилактике безынерционной катушки смотрите в видео. Приятного просмотра!
Сколько стоит работа наемного сварщика?
Ориентируемся по стоимости на центральный регион РФ. Важно понимать, что работа наемного сварщика измеряется в различных величинах. Ориентир на:
- Сантиметры (от 20 р за единицу).
- Стыки ( от 150 р за один стык).
- Высокая стоимость на сложные (неудобные) конструкции. Ворота, заборы уже в погонных метрах (от 600 за п.м.).
- Метод горячей сварки.
На любом из сайтов цена всегда ориентировочная. Обсуждают конкретные действия на объекте. После чего выставляют счет. Сварщик не только делает шов, но и подготовку. А это трудоемкий процесс.
5 способов как согнуть круглую стальную трубу
Если вам нужен отвод на 90 градусов или просто нужно согнуть круглую трубу, можно воспользоваться одним из способов, как выполнить задуманное быстро и без лишних заморочек.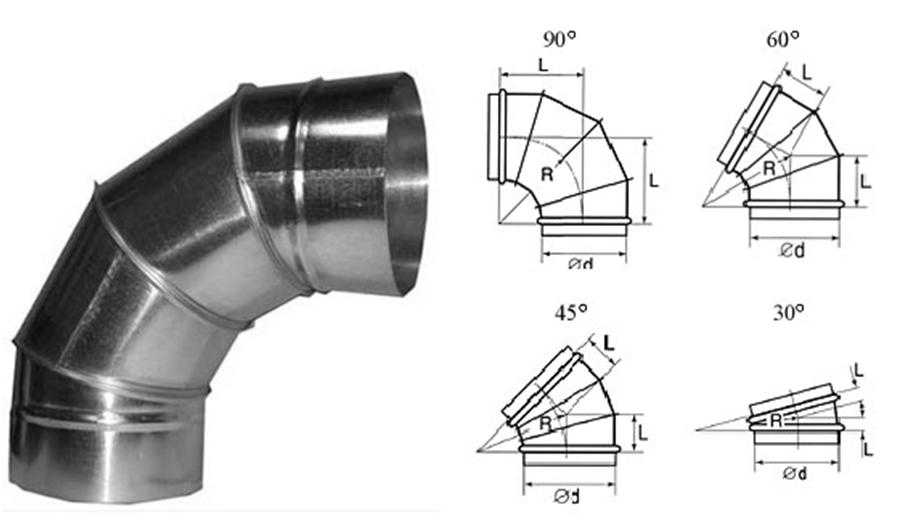
Содержимое
- 1 Как согнуть круглую трубу под 90 градусов без трубогиба
- 1.1 Основные этапы работ
- 1.2 Видео
- 2 Новый способ сварки круглой трубы под 90 градусов
- 2.1 Основные этапы работ
- 2.2 Видео
- 3 Как согнуть стальную круглую трубу под 90 градусов
- 3.1 Основные этапы работ
- 3.2 Видео
- 4 Как согнуть круглую металлическую трубу, используя бумажный шаблон
- 4.1 Разметка и резка трубы
- 4.2 Видео
- 5 Как согнуть круглую трубу под углом без трубогиба
- 5.1 Изготовление бумажного шаблона
- 5.2 Разметка трубы
- 5.3 Видео
Как согнуть круглую трубу под 90 градусов без трубогиба
Если под рукой нет трубогибочного станка, согнуть круглую стальную трубу под углом 90 градусов можно другим способом. Рассказываем, как это сделать. Этим способом поделился автор YouTube канала Neri herreria tv.
Первым делом потребуется сделать разметку.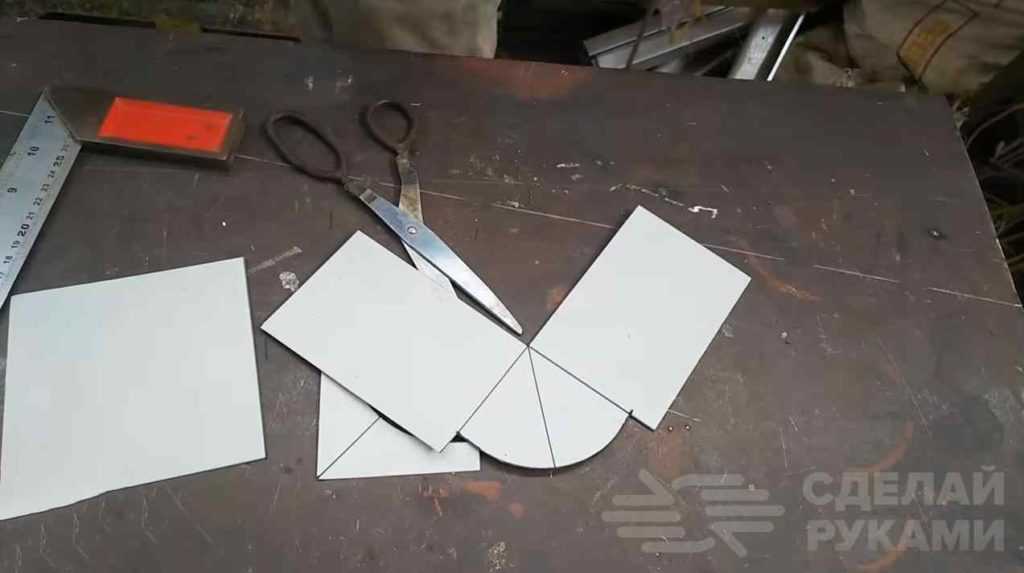 Для этого делаем простой бумажный шаблон.
Для этого делаем простой бумажный шаблон.
Отрезаем лист бумаги нужного размера (по диаметру трубы), потом складываем его пополам, и чертим линию в месте сгиба.
Советуем прочитать: как вырезать седловину в круглой стальной или пластиковой трубе.
От начерченной центральной линии откладываем по две точки по краям. После чего соединяем эти точки линиями, которые должны быть параллельны центральной линии.
Читайте также: Быстрый способ разметки профильной трубыНа следующем этапе оборачиваем бумажный шаблон вокруг трубы, затем делаем разметку, и чертим на ней три продольных линии.
Читайте также: 3 полезных самоделки из пластиковой трубыПосле этого на центральной линии ставим отметки с шагом 0,5 см, и чертим продольные линии, как показано на фото ниже.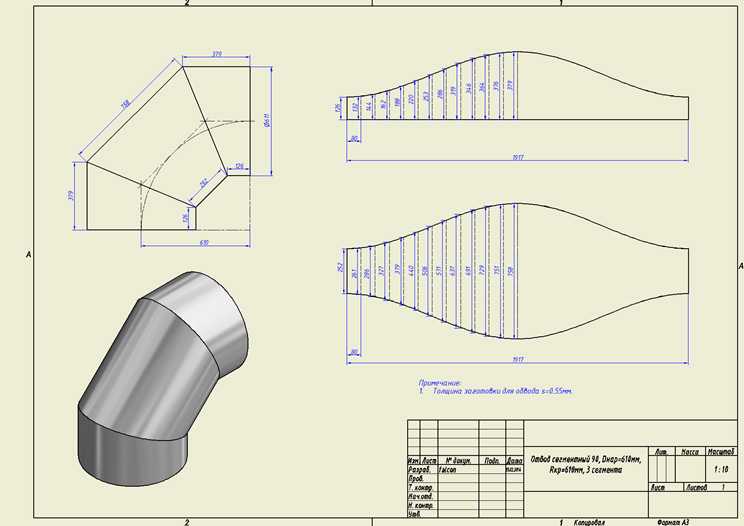
Затем останется только сделать прорези болгаркой, и согнуть трубу. Фиксируем трубу в таком положении, и обвариваем.
Такой способ можно использовать в том случае, если согнутая труба не будет использоваться в системе водопровода, а нужна для изготовления какой-либо металлоконструкции.
Читайте также: как отрезать трубу под 45 градусов с помощью лекала.
Видео
Подробно о том, как согнуть круглую стальную трубу под 90 градусов без трубогиба, можно посмотреть на видео.
Doblez de Tubo Redondo a 90 Grados con Esmeril, Metodo por Cortes.Новый способ сварки круглой трубы под 90 градусов
В данном обзоре автор делится собственным способом сварки круглой трубы под углом 90 градусов. Берите на заметку!
Как сделать сегментный угол, автор показывает на примере трубы диаметром 60 мм. Но этот способ применим к трубам любого диаметра.
Но этот способ применим к трубам любого диаметра.
Первым делом на торце надо будет начертить маркером две линии (параллельно друг друга), разделив таким образом трубу пополам.
Рекомендуем также прочитать статью-обзор: как сделать классные трубные тисы своими руками. Такая самоделка должна быть в арсенале каждого сварщика или слесаря.
От одной из отметок автор откладывает расстояние в 30 мм (диаметр трубы делим на 2) и ставит точку для ориентира.
Основные этапы работ
На следующем этапе при помощи листа бумаги нужно будет соединить точку на расстоянии 30 мм от края с «нулевой» точкой на торце трубы. Чертим две линии с двух сторон.
Далее болгаркой обрезаем кусок трубы по разметке. Таким же способом мастер вырезает второй кусок круглой трубы.
Из пластиковой бутылки автор сделал шаблон, который полностью повторяет срез первой заготовки. И с помощью шаблона вырезаем соединительный сегмент.
На последнем этапе останется только все зачистить и сварить. Вот такой интересный способ.
Вот такой интересный способ.
Видео
Подробнее об этом способе смотрите на видео ниже. Обзор создан на основе видеоролика с YouTube канала Welder DIY.
Как отрезать трубу под 90 градусов новый способКак согнуть стальную круглую трубу под 90 градусов
Для работы нам потребуются:
- стальная круглая труба;
- лист бумаги;
- маркер для разметки;
- линейка;
- болгарка с отрезным диском;
- сварочный аппарат.
Своим личным опытом сгибания стальной круглой трубы под углом 90 градусов поделился с нами автор YouTube канала 5 phút sáng tạo.
Основные этапы работПервым делом необходимо измерить наружный диаметр трубы. Это можно сделать с помощью штангенциркуля или обычной линейкой.
После этого отрезаем полоску из плотной бумаги и оборачиваем вокруг трубы. Стыкуем края, чтобы они были вплотную друг к другу.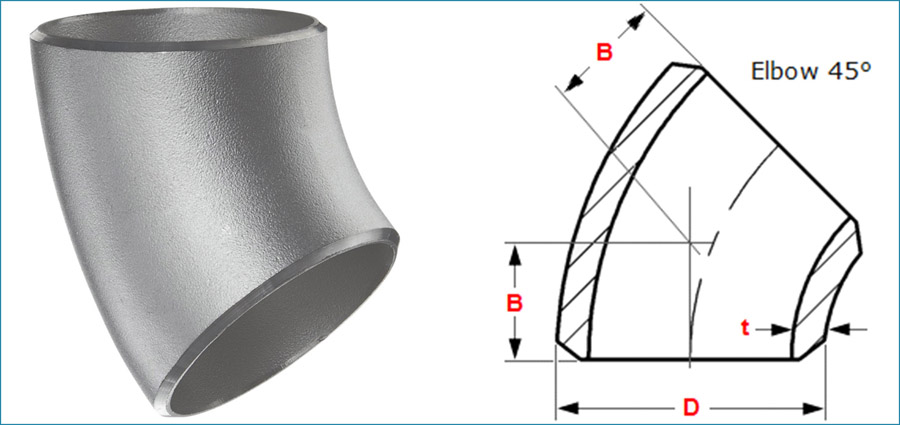
Маркером ставим две отметки параллельного друг другу и чертим линии по всей длине трубы.
На следующем этапе от первой линии (можете выбрать любую из двух начерченных отрезков) откладываем отметки в разные стороны на расстояние 0,5 мм и чертим параллельно еще пару отрезков.
Отступаем от края трубы нужное расстояние и ставим точку.
От этой точки надо будет отложить на боковых линиях несколько точек (расстояния указаны на фото).
На второй линии, которая находится на противоположной стороне трубы, также необходимо сделать разметку, как показано на фото.
После этого соединяем точки на противоположных сторонах трубы между собой (подробный процесс разметки смотрите на видео) и заштриховываем области, которые нужно вырезать с помощью болгарки. Ну и затем вырезаем.
В завершении останется только удалить заусенцы наждачкой или напильником и согнуть трубу под 90 градусов.
Фиксируем сначала на прихватки, потом — обвариваем полностью и зачищаем сварные швы. Результат получается достойный.
ВидеоПодробно о том, как согнуть стальную круглую трубу под 90 градусов, рекомендуем посмотреть в авторском видеоролике ниже.
Cách bo ống tròn thành góc vuông 90 độ nhanh và đẹp ! Secret Pipe cutting tricksКак согнуть круглую металлическую трубу, используя бумажный шаблон
В этой статье рассмотрим один из способов, как в домашних условиях согнуть круглую трубу из металла под углом 90 градусов.
Разметку будем делать с помощью бумажного шаблона, резать — болгаркой.
Первым делом отрезаем кусок плотной бумаги (подойдет офисная бумага для принтера). Оборачиваем ее вокруг трубы, соединяем края и фиксируем изолентой или малярным скотчем.
Устанавливаем шаблон в нужном месте трубы, и делаем отметки маркером по краям.
Далее снимаем шаблон, сгибаем его пополам, чтобы найти центр, и ставим отметки маркером. Надеваем шаблон на трубу, и переносим на нее отметки. На противоположной стороне также ставим отметки.
Надеваем шаблон на трубу, и переносим на нее отметки. На противоположной стороне также ставим отметки.
Рекомендуем прочитать статью-обзор: простой способ, как сделать гроверы из металла своими руками.
На одной стороне трубы чертим одну линию. На противоположной стороне отступаем от отметок по 1 см в каждую сторону, и чертим две линии.
Разметка и резка трубыНа следующем этапе с помощью специального шаблона автор ставит риски с шагом 5 мм. Потом вкруговую чертим линии, как показано на фото.
Берем УШМ с отрезным диском по металлу, и прорезаем трубу по нанесенной разметке.
Уже на этом этапе труба сгибается, но не до конца.
Чтобы согнуть ее под 90 градусов, необходимо дополнительно вырезать кусочки металла в центральной части.
Теперь заготовка сгибается ровно под прямым углом. Обвариваем место соединения. Оставшиеся отверстия можно замазать холодной сваркой. Потом нужно зачистить место соединения наждачкой и покрасить.
Потом нужно зачистить место соединения наждачкой и покрасить.
Понятно, что для системы водопровода такая труба не годится. Использовать ее можно только для изготовления каких-либо декоративных конструкций из металла.
Видео
Пошаговый процесс работ можно посмотреть в видеоролике ниже. Идеей поделился автор YouTube канала Fab2Ku.
How To Bend Metal Pipe At HomeКак согнуть круглую трубу под углом без трубогиба
Если под рукой нет трубогибочного станка, а согнуть трубу надо позарез, то можно воспользоваться альтернативным вариантом, о котором мы расскажем в данной статье.
Своим личным опытом по сгибанию стальной круглой трубы без трубогиба поделился с нами автор YouTube канала Mr Technic. Берите на заметку.
Способ сгибания трубы довольно простой, однако нужно будет немного повозиться с математическими расчетами и разметкой.
Изготовление бумажного шаблона
Первым делом необходимо будет изготовить бумажный шаблон. Для этого нам потребуется плотный лист бумаги или картона.
Для этого нам потребуется плотный лист бумаги или картона.
На бумаге ставим произвольную точку. Откладываем от нее два перпендикулярных отрезка. Угол между ними должен быть 90 градусов.
Далее на вертикальном отрезке от начальной точки откладываем расстояние в 10 см. С помощью циркуля соединяем два отрезка радиусом.
На следующем этапе с помощью циркуля измеряем диаметр трубы, которую нужно согнуть.
Переносим это расстояние на бумагу, отталкиваясь от верхней точке на отрезке, после чего чертим радиус.
«Вооружаемся» ножницами, и вырезаем бумажный шаблон. Разрезаем его на две части, чтобы получились большой и малый радиусы.
Разметка трубы
Отрезаем полосу бумаги, оборачиваем ее вокруг трубы, отмечаем маркером нужную длину, и обрезаем.
Складываем полосу пополам, прикладываем к трубе, и отмечаем две точки. Чертим на трубе продольные линии, которые должны быть параллельны друг другу.
От каждой линии откладываем расстояние по 0,5 мм в обе стороны. Чертим дополнительно еще по две продольных линии, как показано на фото ниже.
Чертим дополнительно еще по две продольных линии, как показано на фото ниже.
Далее, используя значения, полученные путем математических вычислений (подробно об этом можно посмотреть на видео), автор разметил трубу, и вырезал ненужные части.
На последнем этапе останется только зачистить места реза, согнуть трубу под 90 градусов, и заварить швы с помощью сварки.
Вот такой способ сгибания трубы. Напишите в комментариях, что вы думаете по этому поводу.
Видео
How To Bend Round Tube In Any Angle | Tube Bending | mr technicАндрей Васильев
Задать вопрос
обзор лучших способов и хитростей
Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо стыковать под углом. Технология производства таких работ не является стандартной, но знать о ней нужно.
Чтобы создать сложную конфигурацию соединения, требуется резка труб под углом.
Содержание статьи:
- Приёмы резки труб под углом
- Бумажное лекало для трубы
- Программы расчёта углов реза
- Стусло для резки труб
- Простая оснастка под резку
- Нюансы работы с прямоугольным сечением
- Аппараты точной резки
- Промышленные модели (на примере BSM)
- Применение термических способов
- Выводы и полезное видео по теме
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью . При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.
Разрезать трубы в процессе работы с этими элементами монтажа приходится очень часто. Популярный инструмент для таких случаев – так называемая болгарка. С помощью этого инструмента режут прямо и под углом
Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Галерея изображений
Фото из
Резку труб для сборки трубопроводов выполняют, если в продаже нет фитинга, способного решить проблему, или требуется именно фигурный завершающий срез
Соединительный узел путем резки труб изготавливают, если между соседними патрубками меньше 45º. К примеру, если к одной коллекторной трубе подсоединяют три
Для того чтобы выполнить резку с максимальной точностью делают лекала. С их помощью производят разметку трубы
Резку металлических труб под углом в промышленных масштабах выполняют станки с ЧПУ. Частники режут болгаркой, закрепив трубу в тисках, или электропилой с фиксацией трубы в стусле
Отличным подспорьем в пространственной резке металлической трубы станет электролобзик по металлу. Однако перед работой желательно «набить руку» на бросовых обрезках
Однако перед работой желательно «набить руку» на бросовых обрезках
Резать профильную трубу легче и проще всего болгаркой. Фиксировать профиль можно как в тисках, так и в стусле
Если в сборке трубопровода планируется один или два раза сделать рез под углом, достаточно применить электропилу с полотном по металлу
Полимерную трубу под углом допустимо резать обычной ручной пилой, но очень важно зафиксировать ее в стусле, чтобы не испортить материал
Варианты резки трубы под различными углами
Угол между патрубками меньше 45 градусов
Нарезанные из трубы заготовки
Использование болгарки в разрезании труб
Использование электролобзика по металлу
Применение болгарки в резке профиля
Разрезание трубы электропилой
Резка полимерной трубы обычной пилой
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.
Простейший способ получения линии разметки на трубе для производства реза под углом 45 градусов. Используется обычный лист бумаги, который накладывается на корпус трубы в области отреза
Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он «закрывается» сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Галерея изображений
Фото из
Раскроенные под углом из трубы детали должны совмещаться с минимальным зазором. Таким, чтобы после сварки он смог полностью заполниться швом
Если лекала для резки были сделаны неточно, проще отрезать новые элементы, чем подгонять их по факту напильником
Перед сварным соединением фигурно разрезанных деталей следует провести «примерку», чтобы определить участки с зазорами, требующими усиленного шва
Лекала для совершения реза трубы под углом рекомендовано опробовать сначала на обрезках пластиковой трубы соответствующего диаметра. После точной выверки их можно перенести на металлические заготовки
После точной выверки их можно перенести на металлические заготовки
Совмещение разрезанных под углом деталей
Подгонка деталей для точного совмещения
Сварка металлических деталей узла
Варианты разрезания трубы для разветвлений
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
Так выглядит окно компьютерной программы, выполняющей расчет угла среза для трубы круглого сечения. По результатам расчета вырисовывается лекало, которое распечатывается принтером. Лекало используют в изготовлении шаблонов
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.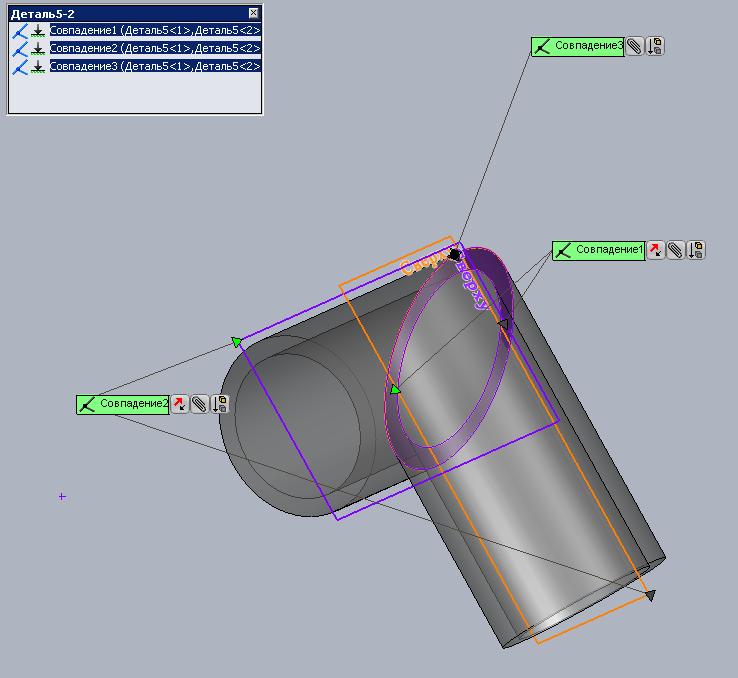
Всё, что необходимо сделать пользователю, – это завести в ячейки «Наружного диаметра» и «Угла среза» соответствующие значения. По этим параметрам сформируется лекало, которое можно отправить на печать.
Пример лекала, полученного методом вычислений в популярной программе Excel. Вычисление точек прохождения кривой осуществляется на основе всего двух заданных параметров – диаметра трубы и требуемого угла среза
Недостаток программы – она не учитывает толщину листа лекала, что приводит к незначительным неточностям.
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.

Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла — инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
Такой выглядит возможная конструкция стусла – приспособления, благодаря которому также можно резать трубы под разными углами. Однако стусло, как правило, удобно применять для реза труб малых
Однако стусло, как правило, удобно применять для реза труб малых
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.
Электромеханическое приспособление для реза трубных элементов, в том числе под разными углами. Используется дисковый резак и несложная механическая система крепления трубы в разных положениях
Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма — маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются , с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.
Резка прямоугольных труб (профильных элементов) под нужными углами обычно выполняется по шаблонам. Такие шаблоны изготавливаются из металлических уголков разных размеров
Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.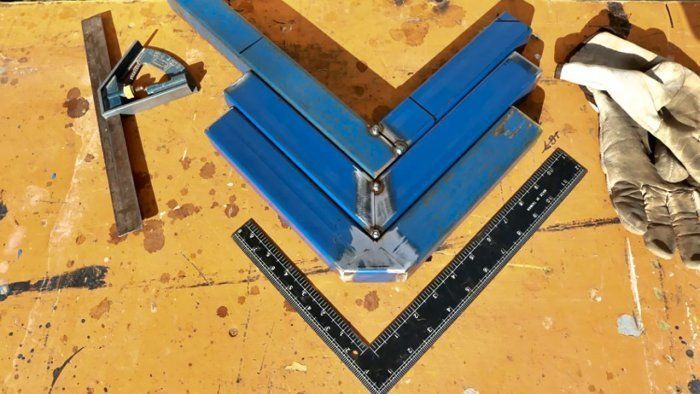
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» — малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.
Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Галерея изображений
Фото из
Установка для резки трубы на объекте
Станок для пространственной резки в семи направлениях
Механизированный ручной газовый прибор
Мобильное устройство для больших труб
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.
Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с . Выпускается широкий модельный ряд устройств «BSM».
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства — термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
Как трубу сварить под 90 градусов.
 Характеристики и применение отвода трубы 90 градусов
Характеристики и применение отвода трубы 90 градусовГлавнаяРазноеКак трубу сварить под 90 градусов
Отвод трубы 90 градусов ГОСТ 17375-2001 100 мм, 159 мм
Металлические трубы различного назначения используются повсеместно. А так как при монтаже и производстве различных конструкций и трубопроводов бывает необходимо соблюдать определенную геометрическую форму, то широко используются дополнительные конструктивные элементы. Одним из таких элементов является отвод. Отвод – специальный фитинг, который изменяет направление течение различных жидкостей и газов.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180О. Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.
Стандарты угловых отводов
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы.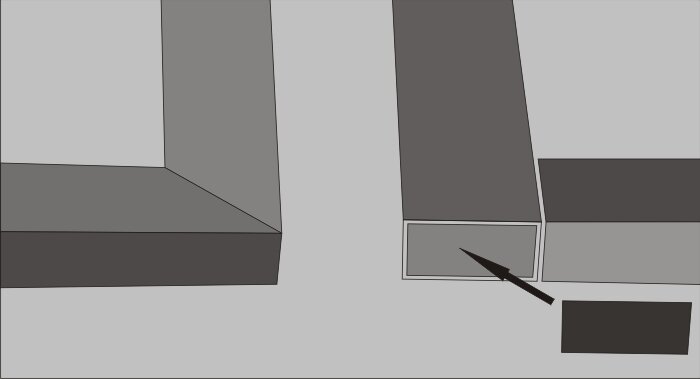 Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.
Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.
Угол по ГОСТ 17375-2001
Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить. Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь.
Качественный шов
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Разметка фитинга
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту. Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой.
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.
Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер. Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45О к поверхности. Круглые трубы желательно варить одним непрерывным швом. После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.
Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
trubygid.ru
Как правильно сварить уголок под 90 градусов. Как правильно сварить. Kak-Delat-Pravilno.ru
товарищи! а как сварить две трубы под 90 градусов?
диаметр одинаковый (что-то около 70 мм). Т.е задача в том, чтобы состыковать торец одной трубы с поверхностью другой. Моя скудная фантазия подсказывает, что можно, например, придать "вогнутость" торцу. Чем? Болгаркой? Или же порезать поверхность второй трубы, чтобы торец второй в неё немножко как бы углублялся. Присоветуйте что-нить, а?Спасибо!
Обсуждение закрыто модератором
если диаметр одинаковый, а угол 90 то все просто торец трубы обрезается в виде /\, а та труба, в которую ввариваете в виде \/. угол между линиями 90 градусов. если угол между трубами не 90, то начинаются хитрые кривые
во. так и попробую. спасибо!
Смотря что ты варишь.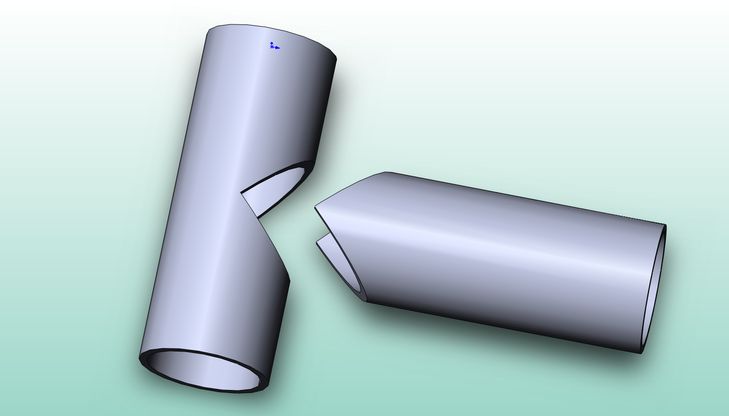 В судостроении релинги когда варят, то горизонтальные трубы просто плющат немного на концах кувалдой.
В судостроении релинги когда варят, то горизонтальные трубы просто плющат немного на концах кувалдой.
Есть софтина, вводишь свои параметры — любое соедине ние под любым углом, со сдвигом от оси итд, прога выводит на печать в масштабе 1:1 шаблон, вырезаешь ножницами, оборачиваешь трубу и мелом намечаешь линию реза. Прога называется Plate "n" Sheet Development. В инете есть, исправленные.
грандиозно! жаль с рабочего скачать не могу. админы сволочи блин!
купите приварной тройник. будет быстрее и красивше. )
во! а может правда ткнуться куда где глушители ваяют и у них прикупить "поворот" 90 град нужного диаметра и вварить его? культурно очень получится.
немножко не то. не хотелось бы чтобы труба подножки имела утолщения
ну почему — может диаметры идеально совпадут? внутрь просто для жесткости что вложить а шов запилить. эх — как говорится были-бы деньги — ткнулся-бы в "тунинх-студию" и сделал.
если тройник будет такого-же диаметра,как труба ,а стыки зачистить.
такие вещи делают красиво и правильно под любым углом, корончатым сверлом по металу.но дорого они стоят. С уважением.
в догонку — ссылка на калькулятор <a href=’http://snip.awardspace.com/’>http://snip.awardspace.com/</a>
а кстати как «оно» называется? ни разу в продаже не видал. наверно правда не там смотрел.
Re:товарищи! а как сварить две трубы под 90 градусов > диаметр одинаковый (что-то около 70 мм). Т.е задача в том, чтобы состыковать торец одной трубы с поверхностью другой. Моя скудная фантазия подсказывает, что можно, например, придать "вогнутость" торцу. Чем? Болгаркой?+++ Смотря что имеется — хоть напильником;)
Или же порезать поверхность второй трубы, чтобы торец второй в неё немножко как бы углублялся. +++ Можно и так. Смотря что за требования к соединению.
подножки на мега-внидарожнег 🙂 т.е за них краном из болота таскать не собираюсь, но чтобы встать на них от души. а мож даже и попрыгать 🙂 ну или какой таз гнилой если бочиной поймать, штоп до порога и двери не достал своей трухой 🙂
Ну тогда просто болгаркой торец трубы подогнать без особых мудрствований, обварить и зачистить.
Как сварить ворота.
Buba написал. Сварщик я начинающий, а вскоре предстоит довольно ответственная работа, нужно будет ворота сварить. Это мой первый большой проект. В целом ход работ понятен, но кое что хотелось бы уточнить. Ворота представляют из себя рамку из уголка, полотно — профнастил, крепление профнастила к рамке на заклепках. Столбы — труба 90 -100 мм. возможно квадратная. Ширина створок 120-140 см. (на месте прикинем). Варить рамку планирую на горизонтальном деревянном щите, затем крепим к столбам и столбы заливаются по месту. Возникли вопросы: какой лучше выбрать уголок? (планируется на 30). Как лучше стыковать углы внахлест под 90 грд. или впритык под 45 грд. Нужно ли приваривать диагональ или достаточно углы треугольными накладками усилить? Как правильно сварить рамку, чтоб ее не повело?
Приветствую! Если еще не сварили добавлю. Варить лучше всего на двух козлах, типа строительных. выставляете их, ложите две длинные стороны, выставляете нужное расстояние между ними, затем отходите в сторону и проверяете параллельность. Делается это просто, присев на уровень уголка смотрите поверх него на второй уголок, оба должны быть параллельны, в случае чего под один из уголков делаете «подкладушку». Прихватываете верхнюю и нижнюю перемычки, проверяете диагонали, они естественно должны быть равны при отклонениях легким ударом молотка в горизонтальной плоскости выравниваете их. Делаете закрепляющие прихватки немного дальше тех на которых собирали, опять проверяете диагональ, так на всякий случай. Начинаете варить, я варю тоже по диагонали, т.е. проварив одну сторону ухожу на диагонально противоположный угол, варю его. потом. диагонали от скручивания не помогут это точно а продольной жесткости должно хватить, сколько высота? Уголок взять лучше 40, ну край 35, или проф трубу 20*40. Преимущество профтрубы в её жесткости, но толщина стенки для новичка не айс. При расчете сторон нужно учесть толщину материала, т.е ширина в размер, а высота -2 толщины материала (ну это при жестких параметрах) Если варить из уголка можно просто подрезать одну полку на ширину уголка. А при установке можно тоже схитрить, прихватить предварительно выложенные на горизонтальной поверхности обе половинки с нужным зазором, получится как бы одна створка, а после навешивания разрезать прихваткиа вообще Вам бы сюда глянутьhttp://www.mastercity.ru/showthread.php?t=32409
Делается это просто, присев на уровень уголка смотрите поверх него на второй уголок, оба должны быть параллельны, в случае чего под один из уголков делаете «подкладушку». Прихватываете верхнюю и нижнюю перемычки, проверяете диагонали, они естественно должны быть равны при отклонениях легким ударом молотка в горизонтальной плоскости выравниваете их. Делаете закрепляющие прихватки немного дальше тех на которых собирали, опять проверяете диагональ, так на всякий случай. Начинаете варить, я варю тоже по диагонали, т.е. проварив одну сторону ухожу на диагонально противоположный угол, варю его. потом. диагонали от скручивания не помогут это точно а продольной жесткости должно хватить, сколько высота? Уголок взять лучше 40, ну край 35, или проф трубу 20*40. Преимущество профтрубы в её жесткости, но толщина стенки для новичка не айс. При расчете сторон нужно учесть толщину материала, т.е ширина в размер, а высота -2 толщины материала (ну это при жестких параметрах) Если варить из уголка можно просто подрезать одну полку на ширину уголка. А при установке можно тоже схитрить, прихватить предварительно выложенные на горизонтальной поверхности обе половинки с нужным зазором, получится как бы одна створка, а после навешивания разрезать прихваткиа вообще Вам бы сюда глянутьhttp://www.mastercity.ru/showthread.php?t=32409
Vladimir_Vas написал. Варить под 45 градусов.
замучаетесь углы ловить, все одно ровно не отрежите
Как осуществляется сварка труб под прямым углом
При монтаже металлических конструкций – от каркаса детских качелей до системы отопления, практически всегда приходится иметь дело со сваркой. Процесс этот гораздо сложнее, чем кажется на первый взгляд, и гораздо ответственнее: от качества шва в буквальном смысле слова зависит надежность и долговечность изделия.
Сварка: разновидности и особенности
В самом общем виде под ней подразумевают стыковку двух отрезков из одного или разных материалов путем образования неразъемного соединения. Методов такого соединения довольно много. Выделяют две главные группы:
- под давлением – например, ультразвуковая, холодная, прессовая;
- сварка плавлением – термический метод, включающий нагрев соединяемых фрагментов.
Стыковка плавлением делится на два вида:
- электродуговая – ручная, под флюсом, в среде аргона и так далее. Кромки отрезков трубопровода оплавляются под влиянием дугового заряда;
- газовая – всем знакомая ацетиленовая. В этом случае края соединяемых труб прогреваются газокислородным пламенем, стыкуются, а зазор заполняется материалом расплавленного прутка.
Качество такого шва ниже, чем у полученного электродуговым методом. Но последний неприменим к трубопроводу с тонкими стенками – до 3,5 мм.
Метод обеспечивает надежное прочное соединение, но неразъемное. Если речь идет о металлических изделиях, то это является достоинством.
Виды соединений
В зависимости от назначения трубопровода, толщины и диаметра используются разные методы стыковки. В общем виде различают три основные группы.
- Стыковое соединение – считается самым прочным. Используется поперечный стык – для заваривания трубопровода по окружности, и продольный – для соединения деталей. Стыковая сварка позволяет соединить отрезки по оси. Швы используются разные: одинарный для труб с диаметром до 500 мм, и двойной для трубопровода с условным проходом больше 600 мм. На фото – стыковое соединение.
- Сваривание под углом – используется для соединения трубы под разным углом: 90 градусов, 45 градусов, 20 градусов. Надежность такого шва несколько ниже.
- Нахлесточное соединение – стыковка используется только для совмещения трубопровода с дополнительными элементами.
Сварка по прямым углом
Монтаж труб под углом в 90 градусов – не такая уже и редкость, особенно для отопительной системы. Чтобы получить его при обходе комнат, например, используется специальная деталь – угол на 90 градусов. В этом случае для соединения применяется стыковой метод.
Однако при монтаже металлических каркасов и труб малого диаметра могут возникнуть другие задачи.
Подготовительный этап
- Если требуется монтаж двух элементов, которые вместе составляют прямой угол, то подготовка будет состоять в правильной резке трубопровода под 45 градусов. Сделать это просто: на трубу надевается обычная резинка, фиксируется, второй ее край оттягивается вдоль трубы на 325 мм, полученный контур обводится мелом. Срез получается точно под нужным углом.
Во всех других случаях понадобится составление чертежа и расчет кривой, по которой затем нужно будет сделать срез.
- Второй распространенный вариант: труба соединяется врезкой во вторую под прямым углом. В этом случае в отрезке болгаркой делают два надреза под 90 градусов и вырезают полученный клин. Затем постепенно срезая, формируют круглое отверстие. На торце перпендикулярного фрагмента удаляют участок под тем же углом. Зазоры неизбежны, поэтому дальнейшая сварка будет проводиться в несколько этапов.
Рекомендуется сделать чертеж, чтобы добиться более плотной стыковки.
Технология сварки
- Поверхность изделия очищается от масла, грязи, ржавчины металлическими щетками, зона зачистки – 1,5–2 см от кромки. Обрабатываются края.
- При толщине изделия менее 3,5 мм, операция не проводится. Но при величине более 4 мм прогревание становится затруднительным. В этом случае выполняется скос кромки под рассчитанным углом.
- Если применяется газовая сварка, то используются два приема для наложения шва: правый – когда присадочный пруток передвигается вслед за горелкой, и левый – когда пруток оказывается впереди горелки, а ее пламя направлено на незаваренные края. Второй способ обеспечивает более аккуратный шов.
- В случае когда торец одной трубы совмещается со вторым под углом в 90 градусов, заваривание производится в несколько этапов. Сначала наваривается валик на кромке одной детали, а затем второй. После остывания шва края зачищаются от шлака. Операция повторяется до тех пор, пока зазор между элементами не исчезает. Результат будет лучше, если помощник будет удерживать привариваемую деталь под прямым гулом.
На видео подробно рассмотрена стыковка плавлением трубопровода под разными углами.
Источники: http://forum.auto.ru/tools/28381/, http://www.mastercity.ru/forums/individualnye-doma-i-postrojki/t188562-kak-svarit-vorota/, http://trubygid.ru/svarka-trub-pod-uglom
Комментариев пока нет!
www.kak-delat-pravilno.ru
Как трубу сварить под 90 градусов — Что мы едим
Комментарии пользователей User User 18.09.2017 — 19:12
Добрый друг у вас.
User User 21.09.2017 — 04:04
ВАДИМ БРАГА Научись трубы варит, Платят за это ахуййена, и вапше сварщиком работать сейчас выгодно.
ВАДИМ БРАГА 22. 09.2017 — 09:25
Я не сварщик,просто по ремонту всему хочу научиться!
User User 24.09.2017 — 00:25
Я тоже сварщик, заебис когда помощник не ноет, и разговорчивий
User User 25.09.2017 — 05:58
ВАДИМ БРАГА Да видно, что человек хороший и безобидний
ВАДИМ БРАГА 26.09.2017 — 06:11
Очень добрый и очень стеснительный!😂
Максим Капустин 20.09.2017 — 03:59
Не зачистил и торопишься,потому непровары.
ВАДИМ БРАГА 22.09.2017 — 15:58
Непровары результат малого тока и быстрого прохождения шва,но тот кто нихера не делает не ошибается.
Темир Шаршенбеков 22.09.2017 — 08:48
5
алексей вахрушев 24.09.2017 — 04:12
варить сначало научись. у меня ребенок лучше сварит.
ВАДИМ БРАГА 26. 09.2017 — 01:34
Спасибо за совет!
BodybagDnB 25.09.2017 — 19:40
Дымоход варили?
ВАДИМ БРАГА 27.09.2017 — 08:27
ДА ДЛЯ БУБАФОНИ!
ДМИТРИЙ КОЛБАТОВ 28.09.2017 — 01:34
витёк огонь)))))
ВАДИМ БРАГА 29.09.2017 — 17:02
Витек главный герой!
Юрий Сомов 30.09.2017 — 16:58
Вот таблица Ексель для создания развёрток линий реза труб под любыми углами. Вносим свой наружный диаметр трубы (там где 135) и необходимый угол отреза (там где 22.5) и получаем свою развёртку для сваривания труб под различными углами. Если нужно получить развёртку врезки трубы в трубу под 90º одного диаметра — делаем развёртку среза под 45º и ровно половину верхней волны разворачиваем вниз.
Серж Осип 03.10.2017 — 08:47
что значит ровно половину верхней волны разворачиваем вниз?
ВАДИМ БРАГА 05. 10.2017 — 14:11
Спасибо!
biz-inv.ru
Сварка труб под прямым углом 90 градусов
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.
Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Галерея изображений
Фото из
Установка для резки трубы на объекте
Станок для пространственной резки в семи направлениях
Механизированный ручной газовый прибор
Мобильное устройство для больших труб
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.
Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с помощью трубореза. Выпускается широкий модельный ряд устройств «BSM».
Самодельный фиксатор
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства – термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки металлопластиковых труб нужны труборезы, способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Как правильно резать трубы из разного металла
Точный распил и обрезка труб зависит не только от грамотно выполненной разметки. Большое значение имеет и материал — металл разной толщины и твердости режется с разными усилиями и побочными эффектами. Чтобы правильно отрезать чугунную трубу, ее не следует пилить на всю глубину насквозь. Чугун — хрупкий металл, поэтому обычно делается несколько надпилов, а потом специалист одним точным ударом зубила отбивает по ним кусок.
Для работы с тонкостенными трубами придется очень точно выверять положение болгарки. При этом мастеру должен правильно подобрать [диски для резки металла болгаркой]. В промышленных условиях для выполнения тех же задач можно использовать специальные труборезы, газорезку и сварочные аппараты.
ВАЖНО ЗНАТЬ: Профильная квадратная труба
Безопасность при обрезке газовой трубы
При работе с газовыми трубами, подключенными к магистрали, важно соблюдать меры безопасности. Сначала перекрыть кран подачи газа, потом убедиться в том, что в трубе ничего нет. Для этого достаточно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
Режем трубу под углом 90 градусов
Для разметки разреза [водогазопроводных труб] под прямым углом можно воспользоваться листом бумаги стандартного формата А4, широкой изолентой или строительным скотчем. Если обернуть достаточно широкий материал вокруг трубы так, чтобы его края точно совпали при наложении, то получится идеальная линия реза. Если скотч или лента плотно приклеились к металлу, можно идти прямо по краю.
Важно уметь правильно пользоваться шлифмашиной, держать ее с определенным усилием и соблюдать правила безопасности. Описанный прием самый простой, он пригоден и того, чтобы обрезать трубу большого диаметра.
Виды сварочных соединений профильных труб
Выбор метода и температурного режима обусловлен толщиной стенок труб, так как деформационное напряжение у профиля выше, это особенно актуально для торцевого крепления, важно, чтобы конструкцию не повело.
- Дуговая, применяется для проката со стенкой от 2 до 6 мм.
- Газовая, не применяется для тонкостенного проката из-за быстрого расплава стали с последующей деформацией.
- Контактная, требует специального оборудования.
Электродуговая сварка
Такой метод позволяет создавать крепеж в любых, даже труднодоступных частях конструкции. Для работы необходимо использовать электроды и аппарат. Работу реально выполнить своими руками, основные ее этапы:
- При касании электродом металла появляется дуга, в этот момент необходимо быстро отвести руку с держателем от рабочей зоны;
- Плавными движениями постепенно наплавляют шов, важно, чтобы металл не скапывал, а растекался по поверхности равномерно;
- Процесс спайки непрерывный, пауза делается только при смене электрода.
- В финишной точке шва, чтобы не было трещин на металле, оставляют дугу на пару секунд, только затем отводят руку.
Возможные виды крепления электросваркой:
- тавровое;
- двух поверхностей внахлест;
- под углом;
- стыковое.
Выбираем электроды для дуговой сварки
Они бывают двух видов:
- образующие расплав при температуре дуги, таким электродом заполняют пространство между кромок;
- жаропрочные, не расплавляющиеся от температуры дуги, в этом случае необходимо дополнительно применять припои.
- сварка инвертором осуществляется электродами типа ОЗЛ, пригодными для нержавеющих сталей;
- какими электродами варить 2 мм профиль – только неплавящимися вольфрамовыми, с сечением не выше 1,5 мм;
- для стенки от 2 до 3 мм нужен 2 мм электрод;
- если толщина от 4 до 6 мм, выбирают 4-х миллиметровые следующих марок: УОНИ-13/55 с основным видом обмазки; МР-3, они легко зажигаются; АНО – универсальные.
Газовая сварка
Поверхности варятся при возгорании смеси ацетилена и кислорода, шов образуется за счет флюса и сварочной проволоки. Газовая сварка используется только для профиля со средней и толстой стенкой, при соединении тонкостенных профилей возможно прогорание и деформация шва. Описание процесса:
- На свариваемые поверхности наносят флюс;
- Присадочная проволока при сваривании тонких стенок вводится в разогретый шов справа налево за горелкой, для толстостенных швов в обратном направлении, до нагрева металла;
- Образовавшийся стык освобождают от окалины, проводят его зачистку, делают антикоррозионную обработку.
Контактная сварка
Этот способ считается наиболее надежным, основан на молекулярном скреплении двух стенок трубы. Слои металла разогреваются насквозь электрической дугой, затем путем сжатия образуется диффузионный слой однородной структуры. Такой вид сварки требует специального оборудования, поэтому в быту не встречается.
О технологии
На чем базируется технология сварки труб электросваркой? Процесс этот – высокотемпературный. Для работ понадобится специальный аппарат и электроды, благодаря которым становится возможным образование электрической дуги, идущей от стержня к кромке соединяемых изделий. В результате плавится материал всех соприкасающихся элементов, образовывается так называемая «сварочная ванна», представляющая собой своего рода «котел», в котором все металлы смешиваются и становятся единым целым.
Масштабы этой ванны разнятся и зависят от таких факторов, как размеры и форма конструкций, режим сварки, нюансы управления дугой и др. В среднем можно ориентироваться на такие параметры: длина -1-3 см, ширина – 0,8-1,5 см, глубина – до 0,6 см. Материал электрода особый – образующий газовую среду над соединением. Тем самым вытесняющий воздух из ванны, уберегающий расплавленный материал от взаимодействия с кислородом. На месте шва появляется шлак, также уберегающий горячий металл от вступления в реакцию с воздухом.
Как вы поняли, в процессе данных работ воздух выступает в качестве вредителя, так что берегитесь его. По окончании действия электрической дуги металл кристаллизируется, превращаясь в шов, объединяющий два элемента в один. Лишний шлак над соединением за ненадобностью удаляется.
Техника сварки труб электросваркой не тяжелая, но интересная. Теперь обсудим, как правильно варить трубу электросваркой самостоятельно – своими силами.
Оборудование для сварки
Наиболее популярным аппаратом для осуществления электродуговой сварки металлических труб является полуавтомат инверторного типа. В процессе работы для обеспечения защиты рабочей зоны от внешних воздействий используется специальный газ, что и позволяет добиться высокой степени точности и герметичности в шве. Снижается популярность аппаратов для ручной дуговой сварки ММА. Это доступный по цене и простой способ получения шва при высокой мобильности оборудования, но у него есть значительные недостатки, среди которых низкая производительность и образование шлака на поверхности шва, который приходится удалять. Что касается техники для сварки пластиковых материалов, то чаще всего используются прессовочные комплексы для спайки. И современные полипропиленовые трубы, и модели из поливинилхлорида спаиваются в машине, имеющей в конструкции торцеватель, захватывающие тиски, пластину для резки (нагревательный элемент) и устройство для заделки швов.
Читать также: Самодельный снегоход с двигателем от мотоцикла
Помогите справиться с обеими трубами для углов 60 градусов
- Форум
- Сварочные веб-дисциплины
- Математика/макет
- Помогите справиться с обеими трубами под углом 60 градусов
21-11-2014 #1
Помогите справиться с обеими трубами под углом 60 градусов
Привет, ребята,
Я использовал шаблоны колпачка в режиме онлайн, когда одна труба встречается с другой, скажем, под углом 90 или 45 градусов, и в этом случае только одна труба была обрезана, чтобы правильно соответствовать круглой поверхности второй (неразрезанной) трубы.
Может ли кто-нибудь указать мне на один случай, когда две трубы встречаются под углом 60 градусов, и я хочу, чтобы обе трубы обрезались так, чтобы они соприкасались равномерно?Ответить с цитатой
22.11.2014 #2
Re: Помогите разобраться с обеими трубами под углом 60 градусов.
Первоначальное сообщение от Northeaster
Привет, ребята,
Я использовал онлайн-схемы перекрытия, когда одна труба встречается с другой, скажем, под углом 90 или 45 градусов, и в этом случае только одна труба была обрезана, чтобы правильно соответствовать круглой поверхности.
Возможно, я не понимаю вашего вопроса, но разве вы не описываете простое соединение под углом, когда обе части обрезаются под одинаковыми углами и соединяются на концах? второй (неразрезанной) трубы.
Может ли кто-нибудь указать мне один из случаев, когда две трубы встречаются под углом 60 градусов, и я хочу, чтобы обе трубы обрезались так, чтобы они сходились ровно?Если это так, то установите ленточнопильный станок или ножовку на 30* и вперед.
Извините, если я неправильно понял ваш вопрос.
Ответить с цитатой
22.11.2014 #3
Re: Помогите разобраться с обеими трубами под углом 60 градусов.
Я думаю, что вы правы, и я думаю, что я просто слишком много думал. Я привык резать дерево или металл (уголок или квадратную трубу) под углом, скажем, 90 градусов (45 градусов для каждого куска).
Наверное, я думал, что круглая труба требует большего количества вырезов типа «копинг», чем просто прямой разрез для соединения с другой стороной… Я полагаю, поскольку они будут вырезаны биот с одинаковым профилем, они должны выровняться для сварка..Спасибо, что внесли здравый смысл, которого мне не хватало!
Ответить с цитатой
22.11.2014 #4
Re: Помогите разобраться с обеими трубами под углом 60 градусов.
Добро пожаловать, но LOL, вы еще не из леса, если вам нужно подрезать оба конца куска трубы или круглого стержня….. Будучи круглым, вы не можете просто положить его на пилу и обрежьте оба конца так, чтобы концы находились в одной вертикальной плоскости, без дополнительных Б.С.
Ответить с цитатой
22.11.2014 #5
Re: Помогите разобраться с обеими трубами под углом 60 градусов.
Это хорошая ветка о том, как справиться с
http://www.pirate4x4.com/forum/shop-…-pictures.html
Эд Конли
http://www.screamingbroccoli.com/
ММ252
MM211 (Продано)
Passport Plus и шпульный пистолет
Lincoln SP135 Plus- (Ушел в хороший дом)
Клатч 120В Плазменный резак
Гибочный станок SO 2020
Пиво в холодильникеОтветить с цитатой
22.11.2014 #6
Re: Помогите разобраться с обеими трубами под углом 60 градусов.
хорошая ссылка на тему — спасибо!
относительно: установка, я думаю, если я срежу каждый конец каждой трубы под углом 30 градусов (сделав треугольное основание с колесиками), я должен быть осторожным, чтобы оба конца были выровнены. Я также мог бы использовать создатель шаблонов и оставить один конец каждой трубы необрезанный, а затем используйте шаблон, чтобы отрезать другой конец каждой трубы, чтобы каждое соединение было стыковым соединением под углом 60 градусов. Таким образом, будет обрезан только 1 конец каждого, и его не нужно будет выравнивать ни с чем другим, за исключением случаев, когда все совмещается и скрепляется.
Ответить с цитатой
22.11.2014 #7
Re: Помогите разобраться с обеими трубами под углом 60 градусов.
Первоначально Послано Northeaster
хорошая ссылка темы — спасибо!
re: подгонка, я думаю, если я срежу каждый конец каждой трубы под углом 30 градусов (сделав треугольное основание с колесиками), я должен быть осторожным, чтобы оба конца были выровнены. Я также мог бы использовать создатель шаблонов и оставьте один конец каждой трубы неразрезанным, а затем используйте шаблон, чтобы отрезать другой конец каждой трубы, чтобы каждое соединение было стыковым соединением под углом 60 градусов. Таким образом, будет обрезан только 1 конец каждого, и его не нужно будет выравнивать ни с чем другим, за исключением случаев, когда все совмещается и скрепляется.
Ага, отличный способ упростить подгонку… Если сначала обрезать окантовку, а потом обрезать по длине, все пойдет очень быстро.LOL, тогда вы можете использовать открытые концы трубы для хранения наполнителя или стержней TIG «)
Ответить с цитатой
22.
11.2014
#8Re: Помогите разобраться с обеими трубами под углом 60 градусов.
Раньше я не замечал, но копируемый мной дизайн имеет только один конец. Спасибо за все советы.
Прикрепленные изображения
Конечно, можно было бы использовать и квадратную трубу, но на угольной свалке находок не было, зато много труб по ценам металлолома.Ответить с цитатой
22.
11.2014
#9Re: Помогите разобраться с обеими трубами под углом 60 градусов.
Мистер, это будет жаркое из свинины! Черт, я не мог позволить себе вешать мясо на эту вышку
Ответить с цитатой
02-09-2015 #10
Re: Помогите разобраться с обеими трубами под углом 60 градусов.
Вот мой любимый инструмент для создания копинговых шаблонов: http://metalgeek.com/static/cope.pcgi
Мне пришлось попробовать разные форматы вывода, чтобы получить правильный масштаб, но как только вы разобрались с этим, получается идеальный шаблон в минута.SqWave 200
Миллерматик 190
Airco 200 AC
Hypertherm PM45
Ленточная пила Boice-Crane
Виктор О/АОтветить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Различные типы фасок и способы их выполнения
Стыковая сварка труб отличается тем, что сварщик обычно не имеет доступа к внутренней поверхности соединения. Поэтому все сварочные операции необходимо производить снаружи. По этой причине края должны быть подготовлены соответствующим образом.
Различные стандарты сварки (ASME, AWS, ISO, EN и т. д.) обычно содержат инструкции, которым необходимо следовать в отношении геометрии фаски. В данной статье описаны наиболее часто встречающиеся в промышленности подготовительные работы в зависимости от толщины стенки свариваемых труб.
1. Формирование фаски на конце трубы
1. Снятие фаски
Снятие фаски — это операция по созданию плоской наклонной поверхности на конце трубы. Отверстие, созданное в результате операции снятия фаски, дает сварщику доступ к общей толщине стенки трубы и позволяет ему выполнить равномерный сварной шов, гарантирующий механическую непрерывность сборки. В основании скосов делается корневой проход, который образует основу для заполнения угла канавки, образованного двумя скосами, последовательными проходами сварки.
2. Облицовка
Облицовка — это термин, используемый для обозначения операции по созданию площадки, состоящей в создании плоской поверхности на конце трубы. Правильная наплавка облегчает выравнивание труб друг относительно друга перед сваркой, а также способствует получению постоянного корневого зазора между деталями. Оба эти параметра являются важными параметрами для поддержания правильной формы сварочной ванны и для обеспечения полного проникновения корневого шва в соединение.
3. Внутренняя зенковка
Производственные допуски труб могут привести к различной толщине по окружности трубы. Это, в свою очередь, может привести к изменениям толщины притупленной поверхности при выполнении фаски. Вот почему при сварке обычно рекомендуется операция растачивания.
Операция заключается в легкой механической обработке внутренней поверхности трубы, чтобы гарантировать, что посадочная или корневая поверхность имеет постоянную ширину по всей окружности трубы. Постоянная ширина земли облегчит выполнение корневого прохода. Этот параметр имеет важное значение при использовании автоматизированных процессов сварки, поскольку машина не способна оценить и компенсировать любые возможные неровности на земле, чего, очевидно, не происходит при ручной сварке.
2. Различные типы фасок, которые используются в зависимости от толщины стенки трубы
1.
Диапазон толщин t ≤ 3 мм (0,118 дюйма)Когда требуется сварка встык для труб со стенками менее 3 мм (0,118 дюйма) ») толстый, скашивать конец трубы вообще не нужно. Технологии дуговой сварки (111, 13х, 141) позволяют проварить трубу на всю глубину за один проход.
При использовании автоматизированного метода сварки (орбитальная сварка или процесс с использованием источников энергии высокой плотности) конец трубы должен быть зачищен, чтобы кромки сварки были идеально перпендикулярны. В зависимости от применения или используемого процесса расстояние между частями будет составлять от g=1/2t до g=0 (особенно для процессов, использующих источники энергии высокой плотности).
2. Диапазон толщин 3 ≤ t ≤ 20 мм (0,787 дюйма)
Когда сварщик имеет доступ только к одной стороне свариваемого соединения, подготовка деталей с открытыми прямоугольными кромками обычно не позволяет металлу сварного шва проникнуть внутрь полностью, если толщина стенок превышает 3 мм (0,787 дюйма). Следовательно, должен быть сделан скос, чтобы сварщик мог сделать корневой проход в нижней части соединения, который затем будет заполнен одним или несколькими дополнительными проходами.
Обычно корневой шов выполняется с использованием процесса 141 для обеспечения наилучшего возможного проплавления (корневой шов используется в качестве основы для последующих сварочных проходов). Из экономических соображений следующие проходы, называемые «заливочными» или «засыпными», выполняются с использованием процесса 13х или 111, который является более производительным (количество наплавленного металла, скорость подачи и т. д.), чем процесс 141. .
Наиболее распространенные углы для V-образных канавок составляют 60° и 75° ((2×30° и 2x 37,5°) в зависимости от применяемого стандарта. Обычно требуется посадочная площадка шириной от 0,5 до 1,5 мм. (0,020 и 0,059″). Зазор между свариваемыми деталями (g) составляет от 0,5 до 1 мм (0,020 и 0,059″).
Однако для этого чаще требуется подготовка J-образных канавок диапазон толщин (Подробности см. ниже). Это особенно актуально при использовании процессов орбитальной сварки. Это также обычный тип подготовки при сварке сплавов, таких как дуплекс или инконель.
3. Диапазон толщин 20 мм (0,787 дюйма) ≤ t
При увеличении толщины стенок свариваемых деталей количество металла шва, которое необходимо наплавить в валик сварного шва, также увеличивается в той же пропорции. Чтобы избежать слишком длительных и дорогостоящих с точки зрения труда и расходных материалов сварочных операций, подготовка сварных швов толщиной более 20 мм (0,787 дюйма) выполняется с использованием фасок, позволяющих уменьшить общий объем фаски.
1. V-образные канавки с двойным углом (или составные V-образные канавки):
Первое решение для уменьшения размера фаски — изменение угла канавки. Начальный угол 30° или 37,5° (до 45°) комбинируется со вторым углом, обычно между 5° и 15°. Первый угол в 30° или 37,5° должен сохраняться, чтобы канавка не стала слишком узкой и сварщик не смог выполнить корневой шов.
Так же, как и одиночные V-образные канавки, для этих препаровок требуется посадочная площадка от 0,5 мм до 1,5 мм (от 0,020 до 0,059 мм).”) и отверстие между частями (g) от 0,5 до 1 мм (0,020 и 0,039 дюйма). Горячий проход для земли обычно выполняется с использованием процесса 141, а операции заполнения — с использованием процессов 13x или 111.
Например, по сравнению со скосом под одним углом 30° (серая зона плюс красная зона), V-образный скос с двойным углом 30°/5° (серая зона) дает экономию около 20 % в отношении сварки. металла для детали толщиной 20 мм (0,787 дюйма).
Потенциальная экономия объема фаски увеличивается пропорционально толщине стенки свариваемой трубы. Следовательно, экономия составит более 35 % для трубы толщиной 30 мм (1,181 дюйма).
2. Одинарные и двойные угловые J-образные канавки
Второе решение для резкого уменьшения объема фаски и, следовательно, количества металла под сварку в J-образной разделке канавки. Канавки J с одним углом состоят из угла, который обычно составляет от 5° до 20°, радиуса канавки (r) и увеличения рабочей поверхности (e). Последний элемент упрощает выполнение корневого прохода, предоставляя сварщику лучший доступ к площадке.
Для корпусов с очень толстыми стенками могут быть выполнены J-образные канавки под сложным углом. Обычно первый угол составляет 20°, а второй – 5°.
J-образные или составные J-образные канавки обычно свариваются либо с очень маленьким, либо с нулевым зазором (g) между деталями.
С точки зрения геометрии фаски должны быть идеальными, чтобы избежать растрескивания и других проблем. Помимо обеспечения точности, которая гарантируется для этого типа подготовки, используемая машина также должна быть способна быстро обрабатывать толстостенные трубы, чтобы соответствовать производственным скоростям, требуемым производителями.
3. Препарирование узких щелей
Разновидностью этого типа фаски является узкощелевая подготовка, которая все больше и больше используется в нефтяной промышленности из-за увеличения толщины стенок труб и поддержания высокой производительности. Техника обычно заключается в выполнении J-образной фаски с одинарным или составным углом с максимально узким отверстием. Это обеспечивает очень существенное снижение количества используемого металла шва и повышение производительности за счет уменьшения времени сварки. Для толщин более 50 мм (1,968″), коэффициент производительности может быть более чем в пять раз выше, чем при сварке с традиционной фаской.
Несмотря на это, при использовании этого метода можно обнаружить большое количество ограничений. Два из них оказывают непосредственное влияние на процесс подготовки под сварку:
Во-первых, геометрия фаски и зазор между деталями должны контролироваться с предельной точностью. Это связано с тем, что отверстие между деталями не дает сварщику доступа к корневой части скоса. В результате весь шов, включая корневой шов, должен выполняться в автоматическом режиме. Автоматические процессы не могут принять какие-либо ошибки в выравнивании или неровности ширины паза, в отличие от сварщика, который способен регулировать положение своей горелки для компенсации любых геометрических ошибок в канавке.
Марка свариваемых материалов представляет собой второй фактор, который необходимо учитывать. Каждый тип материала имеет разные характеристики усадки. Следовательно, геометрия фаски (угол раскрытия) должна быть изучена заранее для каждого сорта. Чем выше степень усадки материала после сварки, тем больше должен быть открыт угол, чтобы предотвратить появление трещин при затвердевании. Изменение угла на несколько десятых градуса может оказать непосредственное влияние на возникновение или отсутствие растрескивания, особенно при сварке сплавов на основе никеля.
Эти типы ограничений требуют длительных и дорогостоящих предварительных исследований. Следовательно, они должны сопровождаться идеально контролируемым процессом обработки фаски. Описание процедуры сварки (DMOS), полученное в результате предварительных исследований, требует, чтобы участки были с точностью до одного миллиметра (0,039 дюйма), углы должны быть с точностью до одного градуса, а свариваемые детали должны быть идеально выровнены, чтобы избежать возможные дефекты сварки. Следовательно, оборудование, используемое для изготовления фаски, должно гарантировать надежное повторное препарирование в любых условиях.
3. Обработка фаски на конце трубы
1. Станки с осевым перемещением
Станки с осевым перемещением оснащены пластиной, которая движется вдоль оси трубы. Режущие инструменты располагаются на пластине для получения требуемой формы фаски. В случае составного скоса будут использоваться инструменты, имеющие форму, идентичную форме необходимого скоса, или их форма образована комбинациями инструментов простой формы. Самые эффективные машины на рынке позволяют использовать четыре инструмента одновременно. Это позволяет выполнять фаску, фаску и зенковку за одну операцию.
Здесь инструменты № 1 и 2 обрабатывают составную фаску (два инструмента могут быть объединены в один инструмент). Инструмент № 3 обращен к поверхности или корню, а инструмент № 4 раззенковывает внутренний диаметр трубы. Инструменты перемещаются параллельно оси трубы. По этой причине станки с осевым перемещением в основном предназначены для снятия фаски и не могут разрезать трубу на две отдельные части. Пример применения: Создание фаски на конце трубы, предварительно обрезанной до нужной длины.
2. Машины радиального перемещения
Машины радиального перемещения, называемые орбитальными машинами, обычно удерживаются на месте снаружи трубы. Пластина держателя инструмента вращается, в то время как обрабатываемая труба остается неподвижной. Инструменты перемещаются перпендикулярно оси трубы с помощью системы механической передачи. В отличие от машин с осевым перемещением, машины с радиальным перемещением выполняют операцию снятия фаски, разделяя трубу на две части. Таким образом, последний тип машины также может использоваться для резки труб или операций по регулировке длины.
Использование инструментов для снятия фаски (№ 2, простой или сложной формы) в сочетании с инструментами для резки (№ 1) позволяет разрезать трубу надвое и выполнить подготовку к сварке (скашивание кромки) за одну операцию. Самые производительные станки способны резать и скашивать несколько десятков миллиметров всего за несколько минут.
Пример применения: Отрезка трубы от исходной базовой трубы. Отрезанные таким образом детали одновременно с операцией резки режут фаску.
PROTEM-Different-types-of-bevels.pdf [pdf] 1.99 MoКолено стальной трубы (45 и 90 градусов) Типы и характеристики
Колено стальной трубы является ключевым элементом трубопроводной системы для изменения направления потока жидкости . Он используется для соединения двух труб с одинаковыми или разными номинальными диаметрами и для поворота трубы в определенном направлении на 45 градусов или 90 градусов.
Запрос на колено 90 градусов
Запрос на локоть 45 градусов
Сколько типов отводов стальных труб?
Колено может варьироваться от угла направления, типов соединения, длины и радиуса, типов материалов.
Классификация по углу направления
Как мы знаем, в зависимости от направления жидкости в трубопроводах колено можно разделить на различные градусы, такие как 45 градусов, 90 градусов, 180 градусов, которые являются наиболее распространенными градусами. Также есть 60 градусов и 120 градусов для некоторых специальных трубопроводов.
Что такое радиус локтя
Радиус колена означает радиус кривизны. Если радиус совпадает с диаметром трубы, он называется коленом с коротким радиусом, также называемым коленом SR, обычно для трубопроводов низкого давления и низкой скорости.
Если радиус больше диаметра трубы, R ≥ 1,5 диаметра, то мы называем это отводом с большим радиусом (LR Elbow), применяемым для трубопроводов высокого давления и высокой скорости потока.
Колено из стальной трубы 90 градусов
Колено из стальной трубы 90 градусов, предназначенное для изменения направления жидкости на 90 градусов, так называемое вертикальное колено. Это общая степень во всех трубопроводных системах, и она чаще всего используется во всех коленах разной степени. (Поскольку это удобно для стальных конструкций и конструкций.)
Отвод 90 градусов с длинным радиусом
LR Отвод 90 градусов стальной трубы устанавливается между трубами или трубопроводами разной длины. Он помогает изменить направление под углом 90 градусов и обычно используется для подсоединения шлангов к насосам, палубным стокам и клапанам.
Колено 90° с коротким радиусом
Колено 90 градусов SR такое же, как упомянутое выше колено трубы, но его диаметр короче. Поэтому этот вид стального отвода часто используется, когда места недостаточно.
Колено стальной трубы 45 градусов
Колено 45 градусов является вторым по распространенности после колена 90 градусов.
Колено 45 градусов большого радиуса
Колено трубы монтируется между двумя трубами таким образом, что направление жидкости может быть изменено на 45 градусов. По сравнению с коленом под углом 90 градусов, колено под углом 45 градусов создает меньшее трение и меньшее давление.
Колено 45 градусов короткого радиуса
SR Колено 45 градусов обычно крепится к меди, пластику, стали, чугуну и свинцу, а также может быть соединено с нержавеющими и резиновыми приспособлениями. Он широко используется в химической, пищевой, водопроводной, электронной промышленности, химических трубопроводах, садоводстве, сельскохозяйственном производстве, трубопроводах солнечного оборудования, трубопроводах кондиционирования воздуха и других областях.
Стальной отвод 180 градусов
Стальной отвод 180 градусов помогает изменить направление на 180 градусов, так как это обычно приводит к низкому давлению. Его применение ограничено системой минимального осаждения и низкой турбулентностью.
Классификация по типам соединений
В зависимости от способа соединения колена могут быть классифицированы как колена под сварку встык, колена под сварку внахлест и колена с резьбой.
Колено для сварки встык
Колено для сварки встык представляет собой стальное колено, изготовленное методом горячего прессования или ковки. Его форма соединения заключается в непосредственном сварке колена и стальной трубы. Отводы под сварку встык в основном используются для отводов с более высоким давлением и температурой, чем другие типы соединений (отводы под сварку внахлест или трубные отводы с резьбой).
90 градусов сварной сварной сварки
90 градусов в длину радиус Радиус Стальный сварной сварной сварки и веса
90 -градус Короткий радиус сварной локол и веса
89 -й роли
Приварное колено с раструбом также приваривается к концу трубы и фитингов. В отличие от отвода под сварку встык, отвод под сварку враструб имеет на конце трапециевидный участок. Мы можем вставить конец трубы в эту область (диаметр колена SW соответствует внешнему диаметру трубы), затем выполнить сварочные работы, чтобы соединить их вместе.
Таким образом, фактический диаметр конца колена SW больше, чем диаметр колена. (То же самое с коленом с резьбой).
Приварное колено под углом 90 градусов
Колено SW Вес в кг
Колено с резьбой
в нить. Его легче устанавливать и снимать, он подходит для ремонта и обслуживания трубопроводов.
Колено с резьбой 90 градусов
Колено THD Вес в кг
Классификация по материалу
В зависимости от материала корпуса клапана колено изготавливается из нержавеющей стали, углеродистой стали и легированной стали.
Колено из углеродистой стали
Материал из углеродистой стали, согласно стандартам:
ASTM 234 WPB и WPC
ASTM A420 WPL6
MSS-SP-75 WPHY 42, 46, 52, 56, 60, 65 и 70
Нержавеющая сталь Колено для трубы
Колено из нержавеющей стали имеет более высокую прочность и более высокую коррозионную стойкость, чем колено из углеродистой стали. Для общей обработки поверхности отводы из нержавеющей стали используются в средах с высокой степенью коррозии, таких как химические заводы, морские и газовые трубопроводы. Обработка поверхности в 2Б или зеркальную, такие используются в пищевой промышленности и санитарных целях.
Материал из нержавеющей стали, соответствующие стандартам:
ASTM A403 WP 304/304L, 316/316L
ASTM A270
Колено 90 градусов из нержавеющей стали
Колено 90 градусов из нержавеющей стали чаще всего используется для трубопроводов из нержавеющей стали. . Помимо этого, имеется колено 45 градусов из нержавеющей стали, оба из которых предъявляют высокие требования к сварке встык, сварке внахлест и резьбовым соединениям.
Как сделать отвод из стальной трубы – 2 варианта
Говоря о формировании этого отвода из стальной трубы, он состоит из многих этапов. Тем не менее, он считается довольно простым по сравнению с другими производственными процессами.
Вариант 1 для изготовления отвода стальной трубы
Сначала мы можем сварить закрытый конец многоугольной круглой оболочки или многоугольной секторной оболочки. Когда труба внутри заполнена средой под давлением, ее поперечное сечение изменит форму с многоугольной на трубчатую. Под действием внутреннего давления сечение будет представлять собой круглую оболочку. Кольцо можно разрезать на четыре изгиба под углом 90 градусов или шесть изгибов под углом 60 градусов или любой другой требуемый размер. Благодаря достижениям в области технологии процесс сварки может применяться в различных приложениях. Например, теперь можно сваривать и изготавливать отводы из стальных труб большего диаметра, особенно большого диаметра с большим радиусом.
Вариант 2
Также можно напрямую приобрести бесшовную трубу или сварную трубу в качестве материала стального отвода, затем нагреть тело трубы с помощью нагревательной машины, а затем протолкнуть тело трубы в разные степени пресс-формы, чтобы сформировать форму локтя.
В общем, углеродистая сталь имеет высокое содержание углерода, что определенно даст вам большую прочность и твердость, но более низкую пластичность. Поэтому те, которые не содержат большого количества легирующих элементов, часто называют углеродистой сталью или прямой углеродистой сталью.
Наш диапазон подачи для Elbows
для Butt Weld Clobe
Стандарт: ASTM A234, MSS SP-75, ASTM A403
Стандарт изготовления: ASME B16.9, DIN26613,
. : Стальной колено 45 градусов, колено 90 градусов стальной трубы, колено 180 градусов
Диапазон размеров: 1/2”, 1”, 2”, 3”, 4”, 6”, 8”, 10”, 12” , 16″, 20″ до 48″.
Толщина: SCH 10, SCH 40, SCH 80
Покрытие поверхности: Окрашенный в черный цвет, лакированный, с эпоксидным покрытием, оцинкованный
Для колена под приварку внахлест (и резьбового колена)
Стандарт: ASTM A105, ASTM A182
Производственный стандарт: /1038 ASME B16.808 903 2”, 1”, 1/2”, 2” и до 4”
Номинальные значения давления: 2000#, 3000#, 6000#, 9000#
Свяжитесь с нами сейчас для немедленного предложения!
Запросить сейчас!
Сопутствующие товары
Tee
Reducer
Cap
Butt Weld Pipe Fittings
Socket Weld Pipe Fittings
7 Most Effective Ways to Weld Pipes Together – Welder Academy
Welding is a very серьезная работа. В любом строительном процессе значительная часть успеха зависит от качественной сварки. Особенно в случае сварки труб вы должны знать основы и хорошо разбираться во всех методах, необходимых для качественного сварного шва.
Выбор эффективного метода сварки труб зависит от нескольких факторов, таких как качество сварки, сложность работы и экономичность. Наиболее распространенными методами являются сварка электродом, сварка TIG и сварка MIG. Существуют также лазерная сварка, атомно-водородная сварка и электронно-лучевая сварка, которые выполняются опытными сварщиками.
В этой статье я расскажу о 7 наиболее эффективных способах сварки труб между собой. Наряду с некоторыми приемами я также дам несколько советов для достижения наилучших результатов. Итак, без лишних слов, давайте приступим к делу.
Основы сварки труб
Сварка — это производственный процесс, в котором используются экстремальные температура и давление для плавления и сплавления двух металлических деталей. Вот несколько важных советов по сварке труб, которые помогут вам правильно начать работу.
Подготовка и меры предосторожности
Перед началом любой сварочной работы убедитесь, что у вас достаточно подготовки и оборудования для ее завершения. Убедитесь, что все предохранительные устройства и защитное оборудование работают правильно и без проблем.
Хорошая подготовка и дезинфекция вашего материала избавят вас от хлопот во время работы. Защитные средства, которые вам необходимо подготовить, включают фартук, защитные каски, грубую одежду, защитные очки, рабочие ботинки и наушники.
Tac Welding
Самый элементарный совет для подходящей сварки — скреплять все материалы. Лучший способ добиться этого — сварить их все вместе прихваточным швом.
После завершения прихватки у вас будет достаточно времени, чтобы сварить все детали аккуратно и с тщательным наблюдением. Вы также можете вырезать и растушевать прихватки, чтобы значительно уменьшить количество дефектов сварки.
Сила тяжести также является важным фактором при сварке, поскольку она постоянно притягивает трубу к падению на землю. Итак, имейте в виду, что независимо от того, насколько легко или технически сложно сваривать каждую сторону, нижняя часть всегда будет намного сложнее в обращении, чем верхняя.
Работа в сегментах
Разделите трубу, над которой вы работаете, на разные сегменты. Место для начала работы — сверху, затем постепенно останавливаясь до угла 45º.
Вы хотите убедиться в своем комфорте и безопасности, прежде чем приступить к следующим шагам. Не забывайте правильно переплетать прихватки в середине каждого прогона. Повторяйте этот процесс, пока не завершите вращение всего сварного шва.
Обеспечение совершенства
Сварка труб отличается от других видов сварки тем, что при этом часто используются сверхпрочные и толстые материалы. Кроме того, сварка труб имеет уникальную характеристику, известную как открытый корень, что означает, что сварщик должен обеспечить полное проплавление трубы для завершения процесса сварки.
Сварка как внутренней, так и внешней стороны трубы может быть сложной задачей для сварщика. Поэтому крайне важно, чтобы сварка трубы была выполнена качественно.
Труба с плохой сваркой может стать причиной катастрофы для всей конструкции, если она когда-нибудь сломается или вытечет жидкость. Если вы хотите решить эту проблему, рекомендуется сварка кромок.
7 Методы сварки труб
Существуют различные методы сварки труб, подходящие для различных ситуаций и отделки. Некоторыми стандартными методами являются метод палочки (SMAW), метод MIG и метод TIG. Мы упоминаем их функциональность вместе со сценариями их использования ниже:
1. Дуговая/стержневая сварка (SMAW)
SMAW означает метод дуговой сварки с защитным металлом, также известный как метод электродуговой сварки. Вообще говоря, это стандартный и наиболее широко используемый процесс для сварки труб любого типа.
В этом методе используется расходуемый электрод с сердечником с флюсовым покрытием, используемый для обеспечения электрического тока. Несмотря на широкое использование, это, пожалуй, не лучший метод сварки труб.
Электрод создает металлическую дугу после контакта с металлом, и этот метод может создавать высокие температуры до 3500°C. Тем не менее, это выгодно для использования, потому что этот метод не требует какого-либо защитного газа и очень эффективен для ржавых металлов.
Кроме того, его немного сложнее освоить, чем другие методы сварки, такие как сварка MIG, но большая часть оборудования, необходимого для этого метода, стоит очень дешево.
2. Сварка вольфрамовым электродом в среде инертного газа (GTAW)
Сварка вольфрамовым электродом в среде инертного газа, или сокращенно сварка ВИГ, представляет собой метод сварки, ставший популярным в 1940-х годах. Однако сварка металла этим процессом достаточно сложна, трудоемка и требует высокого уровня квалификации.
Два куска металла можно сваривать вместе без использования присадочного материала; это также автогенный метод сварки. В результате получается очень качественная сварка без брызг, и этим методом можно конструировать несколько тонких сплавов.
При сварке труб получается красивый шов без трещин и дефектов соединения. Тем не менее, чтобы получить максимальную отдачу от этого конкретного метода сварки, вы должны обладать высокой квалификацией, а также вам нужен внешний защитный газ. Кроме того, этот процесс не подходит для ржавых или грязных металлов.
Если вы ищете самый чистый, стабильный и надежный метод сварки, который прослужит вам долгие годы, этот метод сварки вам подойдет.
3. Сварка металлов в среде инертного газа (GMAW)
Для сварки в этом методе используется защитный газ для металлов, также известный как MIG, при котором используется расходуемый электрический пистолет с постоянной подачей.
Внешний газ, такой как аргон или гелий, эффективен в этом процессе для защиты металла от различных факторов окружающей среды, таких как кислород. Это, в свою очередь, делает весь процесс сварки очень быстрым и непрерывным.
Это довольно простой метод, если вы новичок в мире сварки. Он производит меньше дыма, чем другие его аналоги, и требует гораздо меньшего подвода тепла для правильной работы. Этот метод также обеспечивает более высокую эффективность электрода.
Сварка MIG — это выбор по умолчанию для многих энтузиастов, занимающихся своими руками, и людей, у которых не так много денег, чтобы тратить их на дорогостоящее оборудование.
4. Дуговая сварка с флюсовой проволокой (FCAW)
Дуговая сварка с флюсовой проволокой представляет собой метод, аналогичный методу MIG. Но основное различие между этими двумя методами заключается в том, что MIG использует для сварки сплошную проволоку, тогда как дуговая сварка использует трубчатую проволоку.
Этот метод очень эффективен для толстых материалов, таких как тяжелые трубы. Он также идеально подходит для ремонтных работ и строительства, потому что он относительно прост и экономичен.
Вы можете оптимизировать этот метод, используя самозащитный щит. Кроме того, вы также можете защитить его с помощью различных инертных газов, таких как гелий или аргон.
5. Электронно-лучевая сварка (ЭЛС)
Электронно-лучевая сварка, или сокращенно ЭЛС, представляет собой процесс сварки плавлением, при котором сварщики генерируют большое количество электронов с помощью электрического пистолета. Затем эти электроны разгоняются до очень высоких скоростей с помощью электрических полей.
После ускорения электрических полей они затем плотно фокусируются с использованием отдельного магнитного поля для операции сварки. В результате это создает очень большое количество кинетического тепла, которое плавит металлы и связывает их вместе.
Вы обязательно должны выполнять ЭЛС в условиях вакуума, так как газ может легко рассеять магнитный луч. Таким образом, этот процесс управляется компьютером и автоматизирован с учетом требований к вакууму и использования чрезвычайно высоких напряжений.
Это полезный метод для очень точных требований к сварке, но не очень практичный для повседневного использования. Это также дорого и требует высокого уровня знаний.
6. Сварка атомным водородом (AHW)
Сварка атомным водородом, или AHW, представляет собой процесс термохимической сварки, требующий двух вольфрамовых электродов для создания дуги, необходимой для сварки. Это также делается в газовой камере с водородом.
Дуга помогает разделить молекулы водорода на их атомарные формы, чтобы обеспечить достаточное количество тепла и энергии для сварки. Наполнитель может быть дополнительным аксессуаром в этом методе, который может требоваться или не требоваться в процессе.
В этом методе очень большое количество тепла, от 3400 до 4000°C. Более того, при использовании атомарного водорода и электрической дуги выделяется столько же тепла. Это метод сварки металлов, которые требуют чрезвычайно высоких температур для работы, таких как вольфрам.
Основное различие между AHW и TIG заключается в том, что первый электрод дуги отвечает за формирование дуги в процессе MIG. Для сравнения, два электрода образуют дугу в процессе AHW.
7. Лазерная сварка
При лазерной сварке протокол принципиально отличается от типичного процесса, используемого при сварке труб. В этом методе лазерный луч помогает соединить или сварить термопласт или металл.
Для лазерной сварки используются лазеры с высокой плотностью мощности и метод, известный как механизм замочной скважины. Затем машина концентрирует лазер в крошечном пятне для получения плотности мощности более 100 Вт на квадратный сантиметр площади. В этом высокоэнергетическом состоянии лазер может расплавить металл и соединить их вместе.
Позиции сварки труб
Угол сварки определяет поток присадочного материала. И это может серьезно повлиять на качество вашего сварного шва. Таким образом, знание всех положений при сварке труб необходимо любому сварщику.
Теперь позиции можно разделить на четыре категории: первая, вторая, пятая и шестая (1G, 2G, 5G и 6G) . Ниже я выделяю все положения для сварки труб:
1G Положение с прокаткой
Позвольте мне начать с объяснения вам самого основного положения сварки, известного как положение 1G с прокаткой. Наряду со своим основным назначением, это положение не очень популярно для обычной сварки.
Процесс очень похож на плоскую сварку; труба лежит сбоку. Пока вы свариваете трубу, вы можете вращать ее вокруг горизонтальной оси. Зафиксируйте положение сварки в центре ванны, пока вы откатываете трубу от себя во время сварки. В таком положении место сварщика останется неподвижным, пока он сваривает верх трубы.
Чтобы получить наиболее успешный шов в положении 1G, начните с размещения дуги в центре прихватки. Держите пистолет и трубу перпендикулярно друг другу с углом сопротивления от пяти до десяти градусов. Держите палку на расстоянии ⅝ дюйма или меньше.
Положение 2G
Положение 2G удерживает трубу в вертикальном положении. Поэтому, пока вы свариваете трубу, вы можете вращаться по вертикали или оси Y. Сварщик останется неподвижным в этом положении, хотя сварка должна выполняться со стороны трубы в горизонтальном направлении.
Это положение означает, что вы не можете вращать трубу во время сварки; необходимо предварительно повернуть в фиксированное положение, затем продолжить сварку. Пока вы держите себя в фиксированном месте, убедитесь, что труба находится в нижней части. Это сделает его более стабильным для более эффективной сварки.
Фиксированное положение 5G
В положении сварки 5G сварщик удерживает трубу стабильно горизонтально или вдоль оси X. Таким образом, в отличие от того, что мы видим в положении 1G, труба остается зафиксированной в определенном положении.
На практике это означает, что сварщик не может вращать трубу во время сварки. Таким образом, он должен перемещаться вокруг трубы по оси Y, чтобы выполнить операцию сварки.
Процесс сварки начинается в центре прихваточного шва, сохраняя угол сопротивления от пяти до десяти градусов вместе с вылетом, соответствующим длине. После завершения корневого прохода вы также должны зашлифовать начало и конец сварного шва, прежде чем выполнять заполнение между ними.
Положение для сварки труб 6G
Начинающим сварщикам процесс сварки 6G покажется довольно трудоемким и утомительным. Потому что в положении трубу нужно зафиксировать под углом 45º. На практике это означает, что сварку необходимо выполнять во всех местах, включая сильные и слабые стороны сварщика.
Труба обычно наклонена под углом около 45º к горизонтальной оси X или вертикальной оси Y. Сварщики удерживают трубу в фиксированном положении, а это значит, что ему необходимо вращаться вокруг трубы, чтобы выполнить и завершить весь процесс сварки. Этот процесс не рекомендуется для начинающих сварщиков, так как для его правильного выполнения требуется огромный опыт и технические знания.
Проверка сварки труб
После завершения сварочных работ необходимо убедиться, что весь процесс выполнен идеально. Или же могут быть катастрофы наряду с полным отказом системы.
Ниже перечислены некоторые из наиболее часто используемых методов проверки сварки труб.
Визуальный осмотр
Визуальный осмотр — это самый быстрый, простой и дешевый метод проверки сварки труб. Квалифицированный инспектор, у которого есть много идей о сварке, — лучший выбор для этой работы. Он предоставит ценную информацию о том, является ли сварной шов некачественным или вся конструкция находится в опасности или нет.
Этот метод является полностью субъективным и требует от инспектора осмотра трубы для определения ее качества. Кроме того, выявление нарушения сварки и видимых дефектов может привести к нарушению сварного шва, и в этом отношении критически важна вся система трубопроводов.
Хотя этот метод может работать очень хорошо в некоторых аспектах, он не является надежным для обнаружения внутренних дефектов сварного шва.
Испытание на изгиб
Изгиб — это еще один тип физического испытания, определяющего структурную жесткость и ударную вязкость сварного шва. Основная цель этого испытания — определить, является ли сварка достаточно жесткой или нет. Испытываемый образец обычно изгибают до 180 градусов, чтобы проверить его прочность и структурную жесткость.
Испытание на изгиб в основном определяет качество сварного шва в двух основных областях. Во-первых, фасад или поверхность стыка и корень стыка проверяются на пробу. Затем, после наложения напряжения на эти участки, определяют, держится сустав или нет.
Испытание на проникновение жидкого красителя
Испытание на проникновение жидкого красителя включает распыление красителя поверх металлической поверхности сварного шва. Затем жидкость остается там и ей дается достаточно времени, чтобы просочиться через любые дефекты поверхности. Через несколько часов лишняя жидкость удаляется с поверхности сварки.
После того, как поверхность медленно высохнет, вы сможете увидеть дефекты сварки. Это связано с тем, что краситель вызывает химическую реакцию, подчеркивающую дефекты сварки, невидимые невооруженным глазом.
Этот метод является гораздо лучшей альтернативой визуальному осмотру, поскольку инспектор может быстро определить любые дефекты на поверхности. Это также относительно дешевле.
Рентгеновский контроль
Рентгеновский контроль является наиболее эффективным и практичным методом контроля сварного шва трубы. Этот метод исключительно эффективен для исследования любых внешних и внутренних дефектов сварки. Рентгеновское обследование является обязательным, особенно в тех случаях, когда качество оружия имеет первостепенное значение по соображениям безопасности.
Этот метод работает аналогично рентгеновскому излучению человека; в зону сварки вмонтирована электронно-лучевая трубка. Затем делается снимок всей внутренней и внешней зоны сварки.
Рентгеновский метод очень сложен и дорог. Поэтому выполнять ее должны только профессионалы.
Испытание на изгиб филе
Испытание на излом филе необходимо для проверки корня провара при сварке. Это включает в себя начальную часть и конечную часть сварного шва из-за их тенденции к отказу. Испытание включает в себя изгиб сварных швов в разных направлениях для проверки точки разрыва сварного шва.
Если сварной шов может сгибаться без полного разрушения, испытание считается успешным. Но нужно иметь в виду, что трещины и изломы не должны выходить за пределы 10 миллиметров.
Испытание макротравлением
В этом методе вырезают образец из свариваемой части и берут его для осмотра. Затем отполируйте образец и нанесите на поверхность раствор кислоты.
Решение позволяет проверять различные макроструктурные целостности сварных швов. Например, вы можете исследовать трещины, пористость, размер зерна, литейный шлак, неплотность, водородные чешуйки и т. д. с помощью испытаний на макротравление.
Советы по совершенствованию навыков сварки
Есть определенные моменты, которые необходимо учитывать для повышения качества сварки. Соблюдение этих советов обеспечит вам душевное спокойствие и более жесткую и качественную сварку труб.
Очистка от примесей
Первое, что необходимо сделать перед началом всего процесса сварки, это очистить внешнюю и внутреннюю поверхности труб. Это включает удаление краски, грязи, ржавчины и других загрязнений, которые могут повлиять на качество сварки.
Очистка удалит все дефекты, загрязнения и примеси, которые могут попасть в металл в процессе сварки. Если этот материал останется во время сварки, он создаст дефекты и потенциальные слабые места в сварке.
Вы можете использовать проволочную щетку , чтобы очистить всю ржавчину и пыль сверху и внутри трубы.
Выбор газа для сварки MIG
Для сварки MIG предпочтительна газовая смесь со 100% CO 2 , так как это экономичный вариант, позволяющий выполнять глубокие сварные швы.
Если у вас есть время и деньги, чтобы инвестировать в получение защитных газов более высокого качества, вот несколько вариантов для вас.
- 75 % аргона вместе с 25 % CO 2 улучшат внешний вид сварных швов.
- 85 % аргона вместе с 15 % CO 2 лучше всего подходит для сварки более тяжелых сталей.
- 100% аргон эффективен для сварки алюминиевых труб.
- 90 % аргона в смеси с 7,5 % гелия и 2,5 % CO 2 лучше всего подходит для сварки нержавеющей стали.
Режимы «капли» или «распыление» для толстой стали
Регулировка напряжения, силы тока и скорости сварки проволокой позволяет точно настроить сварку толстого металла. Это отлично подходит для тяжелых труб, которые имеют больше стали.
Доступны два типа режимов переноса – шаровидный перенос и перенос по дуге распыления. Режим шаровидной передачи подходит для более тонких труб с меньшим количеством стали в них. В то время как режим распылительной дуги лучше подходит для более толстых и тяжелых труб, поскольку он обеспечивает глубокое проникновение и большую мощность.
Правила, касающиеся угла, направления и скорости
Правила получения более красивых и качественных сварных швов зависят от нескольких важных моментов. Помня об этих вещах, вы можете рассчитывать на более широкий диапазон успеха при сварке каждый раз.
- Толкай или тяни: Если вы используете электродную или порошковую сварку, перетащите стержень. Или, если вы используете сварку MIG, нажмите на стержень.
- Угол: Угол, под которым держать пистолет, зависит от различных способов сварки. Если вы свариваете проволокой, держите горелку под углом около 15°. Для сварки стержнем вы должны держать угол около 30 °.
- Расстояние между дугами: При сварке MIG или сварке с флюсовой проволокой соблюдайте рабочее расстояние от ⅜ до ½ дюйма. Держите расстояние около ⅛ дюйма, если вы работаете со сваркой стержнем.
- Скорость: Если скорость сварки слишком низкая, будут образовываться выпуклые валики с неглубоким проплавлением, что приведет к потере большого количества металла. С другой стороны, если скорость сварки слишком высока, вы получите узкий валик. Рекомендуемая скорость для сварочных работ составляет около 40 дюймов в минуту.
- Ремонт высокопрочной стали: Поскольку конструкция большинства труб изготовлена из высокопрочной стали, очень важно знать, как правильно приварить их на месте. Перед началом сварочного процесса предварительно прогрейте участок и очистите его от ржавчины и пыли. Предварительный нагрев является важным шагом для предотвращения явления, называемого послесварочным растрескиванием.
- Использование малого диаметра с содержанием водорода позволит получить более глубокий шов. Во время сварки поддерживайте низкую и постоянную скорость сварки, так как при этом газообразный водород выкипает и сварка будет качественной и стабильной.
Знайте, когда армировать
Армирование является ценной концепцией, когда речь идет о сварке труб. После сварки в некоторых местах могут быть трещины или дефекты. Хорошей практикой является усиление точек трубы с более высокими нагрузками, таких как стыки, соединения и изгибы.
Новый материал лучше срезать со старым под углом 30°, чтобы обеспечить лучшее проплавление сваркой во время процедуры армирования. Для более тяжелых и громоздких волынщиков следует выполнять армирование в несколько проходов, чтобы получить наилучший результат.
Типичные ошибки, которых следует избегать при сварке труб
Даже самые опытные сварщики сталкиваются с проблемами и могут в конечном итоге допустить ошибки при выполнении сварочных работ. Итак, вот несколько наиболее распространенных ошибок, на которые следует обратить внимание и которых следует избегать при сварке труб.
- Неполная подготовка: Когда дело доходит до сварки, подготовка является важным этапом. Вам необходимо правильно очистить трубы, подготовить соединения и проверить, подходят ли детали друг к другу. Кроме того, убедитесь, что края достаточно гладкие, предварительно отшлифовав их.
- Несоосность: Несоосность может привести к разрушению конструкции и слишком большому количеству крутых кривых сварки. Если сварщики торопятся выполнить весь процесс, не предпринимая необходимых шагов, это может произойти.
- Подрезка: Подрезка также является распространенной проблемой при сварке труб. Это может быть вызвано такими вещами, как низкое напряжение, неправильный угол или использование неподходящего электрода.
- Неправильная прихватка: Прихватка необходима для обеспечения правильной посадки трубы, а прихватки, оставленные в стыке, расходуются в процессе сварки. Дефект прихваток или использование неправильного присадочного материала может привести к дефектам сварки.
- Пористость: Проблема часто возникает из-за пористости газового потока, неплотных соединений, неправильного защитного газа или даже из-за неправильной подготовки.
- Трещины: Трещины заставят вас начать сварку с нуля. Таким образом, лучший способ избавиться от этой проблемы — использовать точную температуру, правильно очищать поверхность и надлежащим образом шлифовать поверхность.
- Брызги: Брызги – это разброс материала, плавящегося вблизи сварочной дуги. Это вызвано использованием более длинных дуг, неправильной полярностью, подачей дополнительного электричества и т. д.
- Шлак Включение: Шлак возникает из-за неправильного покрытия флюсом. Чтобы уменьшить эту проблему, вы должны выполнять сварку с правильной скоростью и углом, выполнять соответствующую очистку и корректировать использование напряжения.
Заключение
Качественная сварка труб зависит от многих факторов, и я постарался дать вам ответы на все из них. Я также упомянул различные типы методов, которые лучше всего подходят для разных сценариев. Для энтузиастов я предлагаю использовать вольфрамовый инертный газ или метод TIG. Если у вас ограниченный бюджет, вы также можете использовать метод палки.
Теперь, когда вы знакомы с 7 наиболее эффективными способами сварки труб , я надеюсь, что вы будете использовать эти знания, чтобы улучшить свои навыки сварки труб. Удачи в следующих сварочных работах!
Что это такое? Когда они используются?
Первое, чему должен научиться начинающий сварщик, — это сварка встык. Это фундаментальный сустав, который вы будете использовать регулярно.
В этой статье вы узнаете, когда используется стыковой шов, его преимущества и недостатки, а также виды стыковых сварных соединений.
Что такое сварка встык?
Стыковой сварной шов состоит из двух кусков металла, расположенных рядом друг с другом «встык» в одной плоскости. Применение непрерывного шва по центральной линии соединяет детали вместе. Перехлест штока отсутствует, и соединение может иметь корневое отверстие.
Когда следует использовать сварку встык?
Использование сварки встык зависит от отрасли. Он используется с автоматическими сварочными аппаратами или в стандартных приложениях ручной дуговой сварки.
Например, стыковое соединение можно использовать для сварки двух пластин или при сварке фитингов, соединенных встык.
Для получения бесшовных стыковых сварных швов труб требуется снятие фаски с заготовок в зависимости от толщины и необходимого провара. Кроме того, большинство трубных фитингов разработаны с учетом требований к сварке встык, поэтому их можно легко сваривать вместе.
Pros
- Стыковое соединение легко обрабатывается после сварки
- Высокая прочность с полным сплавлением
- Легко проверить на искажение
- Самый простой сварной шов (рядом с угловым швом)
- Подходит для различных металлов
- Несколько менее подвержен загрязнению
- Отлично подходит для непрерывных линейных или кольцевых сварных швов
- Самый легкий сварной шов для послесварочной обработки (шлифовка, полировка, покраска и т. д.)
- Трубные фитинги для сварки встык экономичны
- Сварка встык наиболее эффективна при использовании двух широко используемых сварочных процессов, MIG и TIG
Минусы
- Сварка встык требует скашивания кромок соединения при сварке толстого металла
- Этот сварочный шов склонен к пористости, растрескиванию или неполному провару
- Сложно сваривать тонкий листовой металл без присадочного металла и избежать деформации
- Чувствительность к состоянию поверхности наплавки (площадь расплавленного металла)
- Может потребоваться установка крепления или опорного стержня
Вот короткое видео, показывающее простой стыковой сварной шов:
Типы стыковых сварных соединений
В зависимости от конструкции соединения существует пять типов стыковых сварных швов:
- Квадрат
- Скос
- V-образная канавка
- J Канавка
- U-образная канавка
Выбор конструкции соединения зависит от ширины зазора, толщины металла и назначения свариваемой детали. Обычно вы получаете эту информацию в спецификациях сварки от инженера. Или вы можете выбрать тип приклада на основе информации, представленной ниже.
Стыковой шов с квадратной кромкой
Стыковой шов с квадратной разделкой представляет собой простейшую конструкцию соединения. Используется с металлом толщиной до 3/16 дюйма и когда сварной шов не выдерживает постоянной нагрузки. Соединение может иметь корневое отверстие или иметь плотную посадку между заготовками. Но в зависимости от металла и материала наполнителя может потребоваться раскрытие корня.
Края не скошены, не скошены и не модифицированы каким-либо образом. Они остаются квадратными, а сварной шов наносится по центральной линии между стыкованными деталями.
Сварка с квадратной разделкой требует выравнивания основного металла в одной плоскости. При сварке с раскрытием корня зазор должен быть одинаковым по всему стыку.
Стыковой сварной шов с одинарным скосом
Сварной шов с одинарным скосом требует снятия фаски с одной из пластин основного металла под заданным углом или под углом по вашему выбору. Край другой металлической детали остается квадратным.
Угол скоса зависит от толщины металла и желаемой ширины валика. Корневое отверстие может быть использовано для улучшения проникновения прямоугольной металлической детали.
Стыковой сварной шов с V-образным пазом
Стыковой сварной шов с V-образным пазом представляет собой соединение с двойной фаской. Требуется скосить обе заготовки, чтобы между ними образовался V-образный проем. Это наиболее распространенная конструкция соединения для стыковых сварных швов, используемая для достижения оптимального провара. Всякий раз, когда вы свариваете что-то толщиной более 3/16 дюйма, этот стыковой сварной шов должен быть вашим выбором.
Сделать фаски относительно легко. Вы можете использовать специализированные инструменты, такие как механический кромкорез, или просто взять угловую шлифовальную машину и отшлифовать края металла. Но при работе с толщиной более 3/8 дюйма быстрее использовать плазменный резак или кислородно-ацетиленовую установку для снятия фаски с краев.
Конструкция соединения с V-образным пазом требует значительно большего количества присадочного металла. При работе с экзотическими металлами присадочный материал из сплава TIG увеличит стоимость проекта. Дополнительные затраты на подготовку и присадочный металл в сочетании с увеличением времени, необходимого для выполнения этих сварных швов, делают V-образный паз менее экономичным, чем конструкции с одинарным скосом и квадратным стыковым швом.
Эти соединения обычно используются в производстве и других стандартных сварочных работах. Типичные области применения включают сварку конструкционной стали и труб.
U-образный паз для сварки встык
U-образный паз похож на V-образный, за исключением того, что отверстие между деталями имеет U-образную форму. Края требуют вогнутой обработки, которую трудно сделать, если у вас нет надлежащего оборудования. Он используется в специальных настройках, потому что может снизить затраты по сравнению с V-образным пазом.
Количество присадочного материала, необходимого для заполнения разделки, уменьшается, когда металлические детали подготавливаются для стыковой сварки с U-образной разделкой. Но эта конструкция требует опытного оператора. Косая форма соединения требует дополнительных навыков при контроле сварочной ванны, дуги и присадочного материала.
Благодаря меньшему количеству осажденного присадочного металла U-образный паз также может испытывать меньшее остаточное напряжение. Кроме того, сварной шов будет более прочным, менее подверженным деформации и растрескиванию. Кроме того, любая необходимая термическая обработка для снятия напряжения будет более экономичной.
Сварка встык с J-образной канавкой
Точно так же, как соединение с одинарным скосом представляет собой «половину» V-образной канавки, J-образная канавка представляет собой половину U-образной канавки. Он используется в тех же условиях, что и стыковой сварной шов с U-образной канавкой, но его еще сложнее создать и сварить. Это требует большого мастерства и рентабельно только в том случае, если экономия на присадочном металле превышает дополнительные затраты на механическую обработку и оператора.
Стыковой шов с J-образным пазом проще всего сваривать горизонтально, при этом перпендикулярная кромка находится на нижней поверхности. Но даже в этом случае электрод должен быть наклонен в канавку к вертикальной поверхности, что требует навыков сварщика. У нас есть отдельная статья, посвященная горизонтальной и другим позициям сварки, в которой вы узнаете больше об этом.
Сварка встык, угловой сварной шов и сварка внахлестку
Неопытному сварщику эти три сварных шва могут показаться похожими. Однако они имеют существенные отличия.
Как отмечалось ранее, стыковые сварные швы соединяют две детали в одной плоскости.
Угловой сварной шов имеет треугольный поперечный валик и соединяет две металлические детали под углом 90 градусов в Т-образное соединение, соединение внахлестку или угловое соединение.
Сварка внахлестку соединяет два перекрывающихся куска металла угловыми швами. Нижняя часть получает нижнюю часть сварного шва, а верхняя часть получает вертикальную часть сварного шва под углом 9.Угол 0 градусов. Соединение внахлест также может подвергаться подготовке кромок, как и стыковое сварное соединение, в то время как угловые соединения обычно не требуют снятия фаски с кромок. Вы можете узнать больше в нашей статье о типах сварных соединений.
Закрытие
Каждый сварщик должен знать, как правильно сварить стыковое соединение. К счастью, это самый простой в освоении тип сварного соединения, и он редко требует специальной обработки, как канавки U и J, за исключением профессиональной среды.
Надеюсь, вы узнали что-то полезное. Если вы новичок, не расстраивайтесь, если ваши стыковые сварные швы выходят из строя или заготовки деформируются, особенно при сварке листового металла. Это довольно легко освоить, поэтому продолжайте практиковаться, и вы освоите его.
Концы труб: разъяснение — унифицированные сплавы
Хотя размер является важным фактором при выборе фланцев, отводов и других компонентов вашего трубопровода, концы труб имеют решающее значение для обеспечения надлежащей посадки, герметичного уплотнения и оптимальной производительности. .
В этом руководстве мы рассмотрим различные доступные конфигурации концов труб, сценарии, в которых они чаще всего используются, и факторы, которые следует учитывать при выборе конкретного конца трубы.
Общие концы трубТип выбранного конца трубы определяет, как он соединяется с другими компонентами и для каких применений и компонентов лучше всего подходит труба.
Концы труб обычно относятся к одной из четырех категорий:
- Гладкие концы (PE)
- Резьбовые концы (TE)
- Концы со скошенными углами (BW)
- Механические соединения с канавками или концы с канавками4
- 9000 также может иметь несколько типов концов. Это часто указывается в описании трубы или на этикетке.
Например, 3/4-дюймовая труба SMLS Schedule 80s A/SA312-TP316L TOE имеет резьбу на одном конце (TOE) и гладкую на другом.
Напротив, 3/4-дюймовая труба TBE SMLS Schedule 80s A/SA312-TP316L имеет резьбу на обоих концах (TBE).
Трубы с гладкими концами (ПЭ) Использование и рекомендацииКонцы труб из ПЭ обычно обрезаются под углом 90 градусов к участку трубы для получения плоского и ровного конца.
В большинстве случаев трубы с гладкими концами используются в сочетании с накидными фланцами, фитингами и фланцами с раструбной сваркой.
Для обоих типов требуется угловая сварка с одной или обеих сторон фитинга или фланца, а также у основания фитинга или фланца.
Там, где это применимо, гладкий конец обычно размещается на расстоянии ⅛ дюйма от места, где лежит труба, чтобы учесть тепловое расширение во время сварки.
Это делает их идеальными для систем трубопроводов малого диаметра.
Трубы с резьбовым концом (TE) Использование и рекомендацииОбычно используемые для труб с номинальным размером три дюйма или менее, трубы TE обеспечивают превосходное уплотнение.
В большинстве труб используется стандарт Национальной трубной резьбы (NPT), который описывает коническую резьбу, используемую на трубе, с наиболее распространенным конусом размером 3/4 дюйма на фут.
Этот конус позволяет натягивать резьбу и обеспечивает более эффективное уплотнение.
Однако правильное соединение резьбы на ТЭ трубе необходимо, чтобы не повредить трубы, фитинги или фланцы.
Неправильная сборка или разборка может привести к истиранию или заклиниванию.
Повреждение резьбы или трубы после разъединения может еще больше снизить коррозионную стойкость и гигиенические свойства — две популярные причины выбора трубы из нержавеющей стали.
К счастью, избежать этих опасностей зачастую так же просто, как подготовить резьбу перед сборкой.
Мы рекомендуем и продаем уплотнительную ленту для резьбы Unasco из нержавеющей стали.
Пропитанная никелевым порошком лента удерживает поверхности концов наружной и внутренней резьбы отдельно, а также смазывает соединение для облегчения сборки и разборки.
Трубы со скошенным концом (BW) Использование и рекомендацииИспользуемые со сваркой встык, фитинги труб BW обычно имеют скос под углом 37,5 градусов.
Эти фаски часто наносятся производителями вручную или с помощью автоматизированных процессов для обеспечения согласованности.
Это обеспечивает идеальное сочетание с трубными фитингами и фланцами BW, а также упрощает сварку.
Трубы с канавками Использование и рекомендацииВ механических соединениях с канавками или трубах с канавками на концах трубы для установки прокладки используется формованная или обработанная канавка на конце трубы.
Затем корпус вокруг прокладки затягивается, чтобы зафиксировать соединение и обеспечить оптимальное уплотнение и производительность.
Конструкция упрощает разборку и снижает риск повреждения компонентов трубопровода.
Общие сокращения и стандарты для концов трубКонцевые соединения труб, обычно используемые для трубных ниппелей, часто обозначаются аббревиатурами.
В большинстве случаев первая буква обозначает тип используемого конца, а следующие буквы указывают, какие концы обработаны.
Общие сокращения включают:
- BE: Bevel End
- BBE: Bevel Оба конца
- BLE: BEVER BAGIN COND
- BOE: BEVER ONE END
- BSE: BEVEL MALL END
- 77777 BSE: BEVEL MALL END
- 77777. BSE: BEVEL MALL END
- 777777777777.
- PE: Plain End
- PBE: ОБЩИЕ ОБОДА.0037 TLE: Резьба с большим концом
- TOE: Резьба с одного конца
- TSE: Резьба с малым концом
Если вы хотите узнать больше об общих стандартах для концов труб, вы можете найти информацию от ASME ниже:
- ASME B1.