Сварка труб, трубопроводов ручной дуговой сваркой: технология
0
Опубликовано: 05.04.2017
Сварка различных труб ручной дуговой сваркой заключается в образовании в точке приложения электрода к поверхности трубы высокотемпературной электрической дуги. Под её действием металл электрода расплавляется до жидкого состояния и каплями стекает вниз в точку соединения двух элементов трубопровода, металлическая поверхность которых также расплавляется до полужидкого состояния. Попавшие на стык металлические капли, застывая, соединяют между собой детали и герметизирует шов. Шлак, содержащийся в электроде, всплывает наверх сварочного расплава до момента застывания последнего.
Популярность дугового сваривания определяется именно своей технологической простотой, а также высокой прочностью и герметичностью получаемых швов.
Оглавление:
- Подготовка к сварочным работам
- Особенности дуговой сварки
- Порядок подготовительных работ
- Различные техники выполнения дуговой сварки
- Сварка с поворотом стыка
- Сварка без поворота стыка
- Сварка труб в зимних условиях
Подготовка к сварочным работам
Качественная ручная сварка труб определяется, помимо самого сварочного аппарата, ещё и правильным выбором электродов:
- Для труб большого диаметра следует выбрать электроды с целлюлозной плёнкой;
- Для сваривания угловых швов и т.н. «прихваток» необходимо взять электроды с рутиловым покрытием;
- Для сложной варки применяются комбинированные (целлюлозно-рутиловые) электроды.
Для дугового сваривания труб в бытовых условиях потребуются, помимо собственно сварочного аппарата, ещё и трансформаторы-выпрямители, а лучше взять их более продвинутую версию – инверторы. Эти устройства потребуются для преобразования переменного тока в постоянный.
При выборе сварочных аппаратов отдайте предпочтение модели с несколькими режимами работы, адаптированными под особенности применения «целлюлозных» и «рутиловых» электродов, а также способных работать с конкретной маркой стали и толщиной трубопровода.
Особенности дуговой сварки
При проведении дуговой варки труб следует учитывать несколько важных нюансов:
- Включать аппарат следует в тот момент, когда электрод только-только прикоснулся к поверхности трубы.
- При сварке труб необходимо постоянно отслеживать длину электрической дуги, поскольку она определяет размер газовой оболочки, препятствующей попаданию воздуха в зону сварку.
- Двигать электрод в зоне сварочных работ следует плавно. Это позволит равномерно распределить по шву расплавленный металл с электрода.
- Толщину направления друг на друга металла трубных элементов определяют лёгкие скользящие движения сварщика из стороны в сторону.
- При варке толстостенных труб большого диаметра необходимо выполнять внутренние и внешние сварные швы.


Порядок подготовительных работ
Сварка труб ручной сваркой потребует от вас ряда подготовительных действий:
- Зачистить зону сварочных работ от грязи и масел.
- Для качественного сваривания элементы трубопровода необходимо установить «встык» и выровнять друг относительно друга.
- Выставить оптимальный режим сварки и установить на сварочный аппарат электроды, отвечающие технологическим требованиям.
- Перед началом сварочных работ установите на трубах заземляющие контакты.
- Чтобы надёжнее закрепить элементы трубопровода друг с другом, сделайте по окружности несколько прихваток – небольших сварных швов, фиксирующих точное положение свариваемых элементов.
Различные техники выполнения дуговой сварки
Сварку трубопроводов можно выполнять несколькими технологическими способами:
Сварка с поворотом стыка
Сначала делаются три прихватки на 4, 8 и 12 часов. Затем выполняются два основных шва примерно с 1 до 5 часов и с 11 до 7 часов. После этого труба поворачивается на 90 градусов и наносятся завершающие швы, которые полностью герметизируют соединение двух швов.
Затем выполняются два основных шва примерно с 1 до 5 часов и с 11 до 7 часов. После этого труба поворачивается на 90 градусов и наносятся завершающие швы, которые полностью герметизируют соединение двух швов.
Сварка без поворота стыка
Данная технология применяется при работе со стационарными трубопроводами, которые невозможно двигать. Первый слой выполняется снизу-вверх, а вторые и третьи можно выполнять как сверху-вниз, так и снизу-вверх.
Сварку труднодоступных мест, например, части трубопровода, прижатой к бетонной подушке или к кирпичной стене, необходимо производить через врезку – технологическое отверстие сверху трубы. Когда сварочные работы завершены, технологическое отверстие также заваривается.
Сварка труб в зимних условиях
При отрицательных температурах происходит быстрое охлаждение сварочной зоны, а удаление раскалённых газов из расплавленного металла, наоборот, затрудняется. Из-за этого трубная сталь становится хрупкой, от чего резко возрастает опасность возникновения термического разрушения стали, появления горячих трещин, отходящих от сварного шва, а также закалочных структур.
Из-за этого трубная сталь становится хрупкой, от чего резко возрастает опасность возникновения термического разрушения стали, появления горячих трещин, отходящих от сварного шва, а также закалочных структур.
Чтобы избежать этих дефектов, необходимо, во-первых, максимально плотно соединить друг с другом элементы трубопровода, во-вторых, необходимо раскалить поверхность металла до светло-красного оттенка, наконец, в-третьих, силу тока необходимо увеличить на 10-20%.
Это позволит добиться вязкого и пластичного сварного шва, который надежно герметизирует зазор между трубами даже при сильном морозе.Сергей Одинцов
tweet
Сварка высокопрочных труб
Краткое содержание
Сегодня существует множество методов сварки высокопрочных труб в полевых условиях, и лишь полное понимание всех этих процессов позволит выполнить все требования по качеству и производительности сварки.
Введение
Сегодня при строительстве магистральных трубопроводов инженерам приходится преодолевать множество проблем: более высокое рабочее давление, кислые среды, тяжелые условия окружающей среды, все более строгие нормативные кодексы, вопросы защиты окружающей среды и особенности новых высокопрочных марок стали. Все эти требования нужно балансировать с необходимостью придерживаться бюджета и сроков проекта и при этом выполнить все применимые требования к качеству. Хорошее знание процессов сварки поможет подрядчику выполнить все эти задачи. Также это знание поможет инженеру по спецификациям понять, что конструкторские и нормативные требования можно выполнить сразу несколькими способами, которые не обязательно связаны с большими затратами.
Сегодня для сварки магистральных трубопроводов используется несколько процессов и их сочетаний. Сюда входит ручная дуговая сварка покрытым электродом (процесс SMAW), сварка самозащитной порошковой проволокой (FCAW-S) и сварка стальным электродом в газовой среде (GMAW). В случае GMAW также нужно учитывать метод переноса металла – короткой дугой, контролируемой короткой дугой (как в случае режима металла силами поверхностного натяжения, Surface Tension Transfer®), струйным и крупнокапельным методом. В этой статье мы уделим особое внимание тем процессам, которые обеспечивают наиболее высокое качество и производительность сварки в полевых условиях при минимальных затратах.
Сюда входит ручная дуговая сварка покрытым электродом (процесс SMAW), сварка самозащитной порошковой проволокой (FCAW-S) и сварка стальным электродом в газовой среде (GMAW). В случае GMAW также нужно учитывать метод переноса металла – короткой дугой, контролируемой короткой дугой (как в случае режима металла силами поверхностного натяжения, Surface Tension Transfer®), струйным и крупнокапельным методом. В этой статье мы уделим особое внимание тем процессам, которые обеспечивают наиболее высокое качество и производительность сварки в полевых условиях при минимальных затратах.
Обзор сталей для трубопроводов
Современные трубные стали имеют более высокую прочность, чем когда-либо до этого. Они разрабатываются специально с учетом потребностей сварки. Две самые распространенные марки стали для нефтегазовых магистральных трубопроводов соответствуют API 5LX или иным подобным стандартам.
Таблица 1. | ||||||||
X42 | X46 | X52 | X56 | X60 | X65 | X70 | X80 | |
Прочность на разрыв (килофунтов/кв. дюйм) | 60 | 63 | 66 | 71 | 75 | 77 | 82 | 90-120 |
Предел текучести (килофунтов/кв. дюйм) | 42 | 46 | 52 | 56 | 60 | 65 | 70 | 80 |
 Классы прочности по стандарту API 5L
Классы прочности по стандарту API 5L
Прочность стали можно повысить несколькими способами – в том числе добавлением дополнительных химических элементов, микролегированием и холодным вытягиванием труб при изготовлении на трубном заводе.
Процессы сварки
Очевидно, что первым этапом сварки труб является коревой проход. По нескольким причинам его можно назвать и самым важным. Во-первых, этот проход – самый сложный в исполнении. Он требует от оператора большого опыта работы с ручной сваркой, точного контроля процесса сварки и положения горелки. Автоматические процессы требуют от сварщиков высоких технических навыков и применения совершенных вспомогательных и позиционирующих систем. На сегодняшний день предпочтительным процессом автоматической сварки является сварка металлическим электродом в среде защитного газа (GMAW), которая обычно используется с применением внутреннего медного опорного кольца или, в случае достаточно большого диаметра трубы, внутренней системы сварки. Оба этих метода еще больше усложняют процесс сварки и накладывают определенные ограничения на применение традиционных методов переноса металла в режиме GMAW.
Оба этих метода еще больше усложняют процесс сварки и накладывают определенные ограничения на применение традиционных методов переноса металла в режиме GMAW.
В случае опорных колец возникает риск чрезмерного накопления меди в корневом валике. В случае внутренних систем сварки труба должна иметь определенный минимальный диаметр, ниже которого использование системы будет непрактичным. В идеале процесс сварки должен допускать сварку корневых швов без опорных колец и внутренних систем сварки, образовывать корневой шов из достаточно прочного материала и наплавление достаточного объема для создания шва нужной толщины. Также этот шов должен быть лишен внутреннего подрезания и пористости, иметь достаточное сплавление и высокие механические свойства.
Говоря о корневой сварке, также нужно помнить о скорости сварки. Скорость прокладки трубопроводов в немалой степени зависит от того, как быстро можно сделать корневой проход. Сварку можно несколько ускорить, если ее будет вести сразу несколько операторов, однако такой метод часто оказывается слишком непрактичным. Поэтому скорость сварки имеет критически важное значение – высокая скорость позволит в срок завершить проект и тем самым сократить стоимость аренды оборудования.
Поэтому скорость сварки имеет критически важное значение – высокая скорость позволит в срок завершить проект и тем самым сократить стоимость аренды оборудования.
Сегодня большинство трубопроводов прокладывается в развивающихся странах, часто в незаселенных регионах с негостеприимным климатом, а сварщиков обычно приходится нанимать из местного населения. Это означает, что процесс должен быть пригоден для применения в неблагоприятных погодных условиях, в том числе при сильном ветре, экстремальной температуре и влажности. При этом местные сварщики уже должны обладать всеми необходимыми навыками или быть способны быстро ими овладеть. Все необходимое сварочное оборудование должно быть прочным, надежным и долговечным.
При анализе всех этих факторов становится ясно, что для этих задач лучше всего подходят сварка металлическим электродом в среде защитных газов и сварка самозащитной порошковой проволокой. Сварка в защитном газе (см. Рисунок 1) даже в случае высокопрочных сталей позволяет вести сварку на спуск электродами с покрытием целлюлозного типа вместо низководородистых электродов. Так как электроды с покрытием целлюлозного типа во время сварки выделяют достаточный объем защитных газов и имеют сфокусированную мощную дугу, они обычно лучше подходят для корневой сварки и обеспечивают более точный контроль. Высокое давление дуги удерживает сварочную ванну и шлак при сварке на спуск, и при этом имеет высокую скорость сварки. В случае электродов с низким содержанием диффузионного водорода для защиты сварочной ванны обычно используется шлак, который может привести к загрязнению сварочной ванны с задней стороны шва, снижению механических характеристик наплавления и увеличению риска порообразования. Относительно небольшая глубина проплавления низководородистых электродов по сравнению с целлюлозными также означает необходимость использовать более широкие зазоры, что приводит к увеличению времени сварки и замедлению строительства. Электроды с покрытием целлюлозного типа пригодны для корневой сварки на скорости больше 356 мм/мин и при этом образуют ровное наплавление толщиной не более 1,6 мм.
Так как электроды с покрытием целлюлозного типа во время сварки выделяют достаточный объем защитных газов и имеют сфокусированную мощную дугу, они обычно лучше подходят для корневой сварки и обеспечивают более точный контроль. Высокое давление дуги удерживает сварочную ванну и шлак при сварке на спуск, и при этом имеет высокую скорость сварки. В случае электродов с низким содержанием диффузионного водорода для защиты сварочной ванны обычно используется шлак, который может привести к загрязнению сварочной ванны с задней стороны шва, снижению механических характеристик наплавления и увеличению риска порообразования. Относительно небольшая глубина проплавления низководородистых электродов по сравнению с целлюлозными также означает необходимость использовать более широкие зазоры, что приводит к увеличению времени сварки и замедлению строительства. Электроды с покрытием целлюлозного типа пригодны для корневой сварки на скорости больше 356 мм/мин и при этом образуют ровное наплавление толщиной не более 1,6 мм.
При использовании электродов с покрытием целлюлозного типа растрескивания можно избежать соблюдением должной температуры предварительного подогрева и температуры перед наложением последующего слоя, а также с помощью процедур, которые позволяют создать необходимую перемычку корневого шва. Температура предварительного подогрева и температура перед наложением последующего слоя зависят от химического состава металла. Создание необходимой перемычки также можно упростить применением подходящего размера электрода в средней или нижней части диапазона этого электрода. Вероятность растрескивания корневого валика можно свести к минимуму, если центрирующий зажим не сдвигать до завершения второго прохода.
Сварка самозащитными порошковыми проволоками (см. Рисунок 2) обладает всеми преимуществами сварки целлюлозным электродом в защитных газах: высоким давлением дуги, большой глубиной проплавления и отличным контролем над сварочной ванной при сварке на спуск. Кроме того, данный процесс обладает преимуществами автоматических процессов – высокой производительностью наплавки и скоростью сварки, большой продолжительностью работы дуги и низким содержанием диффузионного водорода. Самозащитная проволока часто больше подходит для корневой сварки, чем сварка в защитных газах. В частности, такой процесс используется для сварки стали класса X80, для которой водородное растрескивание основного металла характерно не для корневой сварки, а для последующих проходов.
Самозащитная проволока часто больше подходит для корневой сварки, чем сварка в защитных газах. В частности, такой процесс используется для сварки стали класса X80, для которой водородное растрескивание основного металла характерно не для корневой сварки, а для последующих проходов.
При сварке GMAW защита наплавления обеспечивается за счет разложения флюса в дуге. В случае самозащитной порошковой проволоки проволока состоит из основного материала и стабилизаторов, которые выделяют защитный газ в момент попадания в дугу. Оба процесса пригодны для использования под открытым небом в тяжелых погодных условиях – в том числе при экстремальной температуре и на сильном ветру. Как сварка целлюлозными электродами в защитных газах, так и сварка самозащитной проволокой могут быть быстро изучены любым оператором, уже имеющим опыт работы с другими типами сварки в защитных газах.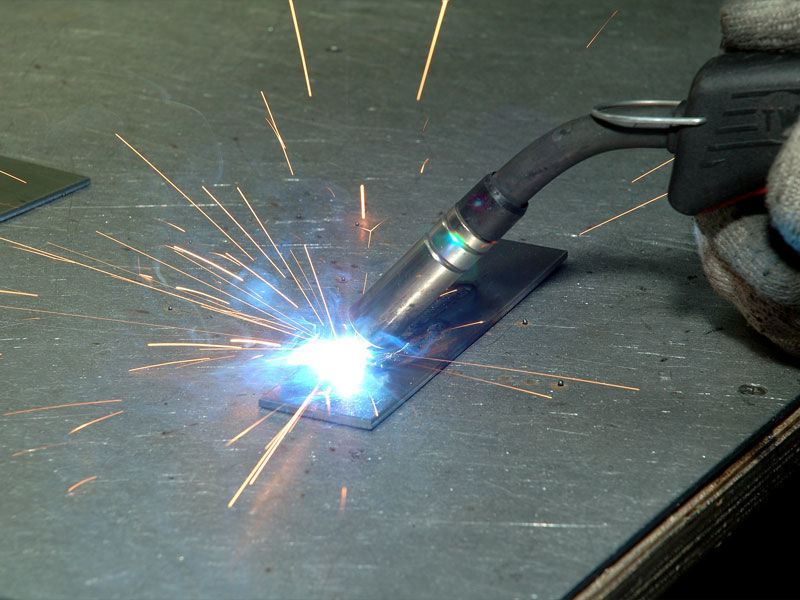 Например, недавно один инструктор смог обучить больше 90 сварщиков, абсолютно незнакомых со сваркой самозащитной проволокой, которые затем успешно сдали сертификацию API 1104.
Например, недавно один инструктор смог обучить больше 90 сварщиков, абсолютно незнакомых со сваркой самозащитной проволокой, которые затем успешно сдали сертификацию API 1104.
Таблица 2. Электроды для сварки труб на спуск | ||||||||
КЛАСС AWS | Классы прочности по API 5L | |||||||
X42 | X46 | X52 | X56 | X60 | X65 | X70 | X80 | |
КОРНЕВЫЕ ПРОХОДЫ | ||||||||
E6010 | X | X | X |
|
|
|
|
|
E7010G |
|
| X | X | X | X |
|
|
E8010G |
|
|
| X | X | X | X | X |
E71T-13H8 | X | X | X | X | X | X | X | X |
ГОРЯЧИЕ, ЗАПОЛНЯЮЩИЕ И ОБЛИЦОВОЧНЫЕ ПРОХОДЫ | ||||||||
E6010 | X | X | X |
|
|
|
|
|
E7010G |
|
| X | X | X | X |
|
|
E7010G |
|
| X | X | X | X | X |
|
E71T8-K6 | X | X | X | X | X | X | X |
|
E91T8-G |
|
|
|
|
|
|
| X |
Обратите внимание, что в таблице выше для сварки стали класса X80 после завершения корневого и горячего прохода рекомендуется только сварка самозащитной проволокой.
Оба процесса могут обеспечить механические характеристики, которые соответствовали или превышали бы минимальные требования большинства нормативных кодексов. Ниже приведены результаты тестирования труб разной толщины при использовании типичного сварного соединения, изображенного на Рисунке 3.
Таблица 3. Сталь марки 5LX70, толщина 18 мм | ||
Характеристики | Предел прочности на разрыв (МПа) | Предел текучести (МПа) |
Заявленный | 82 | 70 |
Фактический | 113 | 90 |
Наплавление (E8010-G) |
|
|
Фактический | 83 | 77 |
Ударная вязкость по Шарпи с V-образным надрезом (50 Дж при -46°C) |
|
|
Таблица 4. | ||
Характеристики | Предел прочности на разрыв (МПа) | Предел текучести (МПа) |
Заявленный | 90-120 | 80 |
Фактический |
|
|
Наплавление (E91T-8-G) |
|
|
Прочность на разрыв с уменьшенным сечением | 96 |
|
Ударная вязкость по Шарпи с V-образным надрезом |
|
|
 Сталь марки 5LX80, толщина 18 мм
Сталь марки 5LX80, толщина 18 мм
Рентабельность сварки
Мы не затронули еще один важный аспект – рентабельность сварки. На нее влияет множество факторов – стоимость расходных материалов, оборудования, труб и многие иные расходы, которые не входят в тему этой статьи. В качестве относительного индикатора стоимости мы использовали время, необходимое на выполнение одного сварного соединения. При этом мы исходим из того, что при аналогичной стоимости оборудования и труда наиболее подходящим индикатором стоимости будет время изготовления каждого соединения. Меньшая продолжительность сварки означает меньшие затраты и большую производительность. Для большей простоты все данные для сравнения приведены для изображенного выше стандартного сварного соединения. В реальности для упрощения сварки труб со стенками большой толщины можно использовать более сложную разделку кромок. Сравнение приведено для труб со стенками толщиной 19 мм и диаметром 1219 мм.
На нее влияет множество факторов – стоимость расходных материалов, оборудования, труб и многие иные расходы, которые не входят в тему этой статьи. В качестве относительного индикатора стоимости мы использовали время, необходимое на выполнение одного сварного соединения. При этом мы исходим из того, что при аналогичной стоимости оборудования и труда наиболее подходящим индикатором стоимости будет время изготовления каждого соединения. Меньшая продолжительность сварки означает меньшие затраты и большую производительность. Для большей простоты все данные для сравнения приведены для изображенного выше стандартного сварного соединения. В реальности для упрощения сварки труб со стенками большой толщины можно использовать более сложную разделку кромок. Сравнение приведено для труб со стенками толщиной 19 мм и диаметром 1219 мм.
Таблица 5. Типичные процедуры сварки на спуск, положение 5G | ||
Тип электрода | Сила тока (ампер) | Скорость сварки (см/мин) |
Корневые проходы | ||
5/32 EXX10 | 135 DC+ | 28 |
. | 190 DC- | 19 |
Горячие проходы | ||
5/32 EXX10 | 170 DC+ | 38 |
5/64 E71T-8-K6 | 245 DC- | 38 |
Заполняющие и облицовочные проходы | ||
3/16 EXX10 | 200-240 DC+ | по необходимости |
5/64 E71T-8-K6 | 300 DC- | по необходимости |
 068E71T-13H8
068E71T-13H8
Таблица 6. Продолжительность сварки | ||
Тип прохода | Продолжительность прохода (мин) | Общая продолжительность (мин) |
Любые EXX10 | 13. | 241 |
Корневые EXX10, самозащитная проволока | 13.7 | 184 |
Любые, самозащитная проволока | 20.2 | 164 |
 7
7
Эти цифры означают человеко-часы сварки. На сварку самозащитной порошковой проволокой уходит меньше всего времени, однако сочетание сварки в защитных газах и сварки самозащитной проволокой позволит проложить в каждый отдельно взятый день наибольшую длину трубопровода благодаря сэкономленному времени при корневой сварке. Такое сочетание приведет к наиболее оптимальному балансу между общими временными затратами и длиной проложенного трубопровода за определенное время.
Заключение
Как Вы можете убедиться, сварка в защитных газах и сварка самозащитной порошковой проволокой – это самые затратоэффективные процессы высококачественной сварки в полевых условиях. Наиболее оптимальным решением для полевой сварки магистральных трубопроводов часто является сочетание этих двух процессов сварки.
Наиболее оптимальным решением для полевой сварки магистральных трубопроводов часто является сочетание этих двух процессов сварки.
Литература
Welding Handbook, 8th Edition, (1991) American Welding Society, Miami
The Procedure Handbook of Arc Welding, 13th Edition, (1994), Lincoln Electric Company, Cleveland
Как это устроено: технология дуговой сварки прямошовной трубы
Рекомендуем
#Отрасль
Предприятия ТМК выбрали направления для внедрения передовых решений компаний-стартапов
ТМК провела на Волжском трубном и Таганрогском металлургическом заводах диагностические сессии корпоративного акселератора по выявлению потребностей бизнеса в новых продуктах и технологиях.
2 минуты
#Искусство Трубы как искусство: заводы ТМК Мы много рассказывали про то, как трубы становятся арт-объектами по всему миру. Пришло время начать рассказ о заводах ТМК!
3 минуты
#Производство
Огонь, вода и трубы. Ч.1
Металлург может вечно смотреть на три вещи: огненно-красную расплавленную сталь, водоочистные суперсовременные комплексы и трубы, с виду лаконичные и простые, но являющиеся результатом невероятного объема работы. Первая фотоподборка посвящена огню.
2 минуты
#Экология
Технологии чистой воды
На ЧТПЗ состоялась торжественная церемония закладки капсулы с чистой водой, символизирующей следующий этап модернизации систем водопользования — начало строительства комплекса по очистке промышленно-ливневых стоков AQA Баланс.
4 минуты
#НашиЛюди
Представители ВТЗ вышли в финал конкурса «Лучший специалист неразрушающего контроля – 2022»
Инженеры отдела неразрушающих методов контроля ВТЗ Дмитрий Кабанов и Роман Пяткин стали победителями отборочного этапа Всероссийского конкурса «Лучший специалист неразрушающего контроля – 2022».
2 минуты
#Образование ПНТЗ помог школам Первоуральска подготовиться к учебному году Первоуральский новотрубный завод в рамках реализации инициатив по устойчивому развитию оказал помощь одиннадцати подшефным школам и детскому саду в регионе присутствия.
2 минуты
#Спорт
Меткость чемпионов
Детская секция стендовой стрельбы работает на базе стрелково-спортивного клуба «Синара» при поддержке СинТЗ.
3 минуты
#Экология
Галина Голубкова: «Мы восстанавливаем равновесие между производством и окружающей средой»
На вопросы о новом комплексе AQA Баланс, который позволит перевести завод на систему оборотного водоснабжения, ответила главный эколог ЧТПЗ Галина Голубкова.
3 минуты
#История
Как владелец завода оставил потомкам фотохронику
Заслуживает внимания личность Дмитрия Павловича Соломирского, благодаря нетривиальному (для тех лет) увлечению которого мы можем посмотреть, как выглядел современный промышленный гигант ТМК почти полтора века назад.
5 минут
#Образование
На программу «Профессионалитет» при поддержке ТМК поступило 365 абитуриентов в трех регионах России
В 2022 году приемная кампания при участии предприятий ТМК прошла в трех регионах РФ — Волгоградской, Оренбургской и Свердловской областях.
2 минуты
Next page
Сайт использует файлы «cookie» с целью персонализации сервисов и повышения удобства пользования веб-сайтом. Если вы не хотите использовать файлы «cookie», измените настройки браузера.
Сварка труб d100 и больше — Страница 2 — Ручная дуговая сварка — ММA
#21 blazen79
Отправлено 12 August 2012 11:01
Всё понятно, но вот как то так
- Наверх
- Вставить ник
#22 som
Отправлено 12 August 2012 11:04
Думаю зависимо! Сейчас задача сделать утяжку на корне, чтоб слесарю удобнее было под подварку точить.
 Ежели малым током варить, то проблемы со ссплавлением, а на повышенном токе «лёгкий» отрыв, чтоб валик внутренний не вылез.
Ежели малым током варить, то проблемы со ссплавлением, а на повышенном токе «лёгкий» отрыв, чтоб валик внутренний не вылез.а у меня обр. валик получается одинаковый при обоих способах
- Наверх
- Вставить ник
#23 70rufs
Отправлено 12 August 2012 11:23
при прохождении безотрывно «вытягиваю» дугу без переноса металла попеременно то на левую, то на правую кромку
Если приходится делать так, значит зазор велик. При прохождении корня шов ниточный (движения концом электрода назад-вперед, без поперечных колебаний). Впрочем, на этапе обучения, чтобы видеть проплавленное окошко. .. В дальнейшем окошко скорее угадывается, поскольку большую часть времени, особенно при сварке в потолочном положении скрыто от глаз сварщика силуэтом электрода.
.. В дальнейшем окошко скорее угадывается, поскольку большую часть времени, особенно при сварке в потолочном положении скрыто от глаз сварщика силуэтом электрода.
- Наверх
- Вставить ник
#24 СварщикРучник
Отправлено 12 August 2012 12:29
Если приходится делать так, значит зазор велик. При прохождении корня шов ниточный (движения концом электрода назад-вперед, без поперечных колебаний). Впрочем, на этапе обучения, чтобы видеть проплавленное окошко… В дальнейшем окошко скорее угадывается, поскольку большую часть времени, особенно при сварке в потолочном положении скрыто от глаз сварщика силуэтом электрода.
Да. Может зазор великоват, может разделка без притупления. Тут много вариантов (в т, ч. и руки )
Может зазор великоват, может разделка без притупления. Тут много вариантов (в т, ч. и руки )
А вот насчет потолка немного не согласен. Да, закрывает, но ведь когда электрод отводите сразу видно что там и как. Так что никаких гадалок!
Cum Deo!
- Наверх
- Вставить ник
#25 som
Отправлено 12 August 2012 12:56
Да притупление гуляет от 0.5 до 1.5мм так как разделка делалась на токарном станке . зазор выставляю прутком электрода (3мм) уже нельзя — разделка под полуавтомат заточена 22гр. фаска. тогда электрод не пролезет «ниточным»?? попробую.. Да кстати — на источнике подцеплено в тему обратной полярности. Пробовал прямой — обмазка плавится хуже, козыряет; сильно оплавляется кромка — обр./5774cdd11e38e77.s.siteapi.org/img/01620646074353f42b46fc9c9fc009b15fb30bcf.jpg) валик широкий и размазанный. Электроды только уоньки, потому что ребята приехав после аттестации сказали что варили трубу и пластины Уонькой.
валик широкий и размазанный. Электроды только уоньки, потому что ребята приехав после аттестации сказали что варили трубу и пластины Уонькой.
- Наверх
- Вставить ник
#26 СварщикРучник
Отправлено 12 August 2012 16:42
На этих электродах главное с током не переборщить. Уж больно они текучие как только чуть завысишь ток. Где-то это хорошо, но в данном случае даже и не знаю. Короче кому как на руку ляжет ! Лично я не могу без отрыва варить уони на завышенном токе . Все течет и я начинаю психовать и крыть всё матом, народ идет курить от греха, а я убавляю ток и начинаю медленно и нудно исправлять косяк
Cum Deo!
- Наверх
- Вставить ник
#27 jaan
Отправлено 12 August 2012 18:21
som, Электрод для «корня» возьмите 2 или 2. 5 мм (если конечно есть) т.к. 3 -ка для этой трубы, большой. «Притупление» 1.5- 2мм .. Варится с «опиранием » на обмазку электрода,и «дуга» должна гореть в трубе…Сам электрод как бы «вдавливаешь» в трубу…Словами это трудно описать…легче показать…) То что Вы называете » 7 -ю часами» это называется » ВЫХОД» …это уже не » потолок» но еще и не «вертикал»…. вот на нём у начинающих сварных( кто учится варить трубы) всегда трудности ,там надо менять положение электрода(наклон).
5 мм (если конечно есть) т.к. 3 -ка для этой трубы, большой. «Притупление» 1.5- 2мм .. Варится с «опиранием » на обмазку электрода,и «дуга» должна гореть в трубе…Сам электрод как бы «вдавливаешь» в трубу…Словами это трудно описать…легче показать…) То что Вы называете » 7 -ю часами» это называется » ВЫХОД» …это уже не » потолок» но еще и не «вертикал»…. вот на нём у начинающих сварных( кто учится варить трубы) всегда трудности ,там надо менять положение электрода(наклон).
- Наверх
- Вставить ник
#28 Конс
Отправлено 12 August 2012 21:19
Проивет всем коллегам в сварочной упряжке!Выскажу своё, небольшое мнение (всётаки 22 года сплошного рентгена и ультразвука).
Начну с трубы. На взрослых диаметрах, стенках и давлениях существуют довольно жёсткие требования по зазорам, разделке, смещению, ширине шва и пр. На этом останавливаться не буду. На соломе всё несколько иначе. Контроля практически нет. Ну разве что в котельных и то шарик протолкать и систему надавить слегка . А так- не течёт и ладно, десятку держит- прекрасно. Какой зазор вылез, то и варим. О центраторах многие и не слышали.
На взрослых диаметрах, стенках и давлениях существуют довольно жёсткие требования по зазорам, разделке, смещению, ширине шва и пр. На этом останавливаться не буду. На соломе всё несколько иначе. Контроля практически нет. Ну разве что в котельных и то шарик протолкать и систему надавить слегка . А так- не течёт и ладно, десятку держит- прекрасно. Какой зазор вылез, то и варим. О центраторах многие и не слышали.
Электроды. Это вопрос сугубо индивидуальный( опять же когда нет особых требований и начальство привозит что просишь). Когда я начинал варить нам иногда приходилось самим делать электроды( дифсит был), «окурки» в ведро собирали и сдавали в конце смены . Сейчас выбор маркировок и производителей оч. большой. УОНИ начинающим не рекомендую. Варить ими может и приятней, но… когда они варят. Сам по себе электрод капризный: не любит грязи, влаги, ржавчины( мгновенно выдувает пору). Ток надо выставлять больший(прим. 10А)- весьма возможен прожёг. Шлак из шва удалить весьма проблематично. Жёсткие (причём, если 45ми уоньками ещё как-то на трубе можно, то 55е и 65е лучше не использовать). Дорогие (45-е дороже МР-овских, и намного, а характеристики практически те же). Сильно подвержены дутью(чуть с массой прошиб и- «козырёк») МОЁ мнение- годятся только на мет. конструкцию. МР3 или ОЗС12- нормальный вариант. МР- пожёще, ОЗС- шлакуют чуть больше, зато на розжиге без проблем. МОЁ мнение- для сантехники, в быту( кстати 108-я труба в один проход без всякой разделки и нормально держит 25 фишек). По производителям. Раньше, из наших, лучшими у нас были питерские электроды, потом все остальные, и в конце- Лосиный остров. Я предпочитаю судиславские ОЗСки.
Жёсткие (причём, если 45ми уоньками ещё как-то на трубе можно, то 55е и 65е лучше не использовать). Дорогие (45-е дороже МР-овских, и намного, а характеристики практически те же). Сильно подвержены дутью(чуть с массой прошиб и- «козырёк») МОЁ мнение- годятся только на мет. конструкцию. МР3 или ОЗС12- нормальный вариант. МР- пожёще, ОЗС- шлакуют чуть больше, зато на розжиге без проблем. МОЁ мнение- для сантехники, в быту( кстати 108-я труба в один проход без всякой разделки и нормально держит 25 фишек). По производителям. Раньше, из наших, лучшими у нас были питерские электроды, потом все остальные, и в конце- Лосиный остров. Я предпочитаю судиславские ОЗСки.
По технологии. Варить трубу не значит варить пластину. На трубе важен угол. Отрыв- без отрыва- ваше личное дело( единственное при температурах ниже минус 5- не рекомендуется. На нормальной стенке сам тыркаться не захочешь. Просто надо руку поставить. Хотел бы я посмотреть как варить неповоротную 100-ку уонями). Корень надо варить электродом до 3мм. Кстати о видео( см. выше)- не могу понять как за три электрода можно пройти корень на 219й трубе. Шлаком забить- да, заварить… Если это правда- приглашаю на работу.
Кстати о видео( см. выше)- не могу понять как за три электрода можно пройти корень на 219й трубе. Шлаком забить- да, заварить… Если это правда- приглашаю на работу.
Как варить сдесь уже писали. От себя скажу- если внешний вид шва тебе нравится, то скорее всего там всё нормально. Когда выходишь на стык- расслабся, не нервничай, не суетись. Не запаникуй если что-то не получилось. Неисправимых вещей нет.
- Наверх
- Вставить ник
#29 som
Отправлено 14 August 2012 08:58
Конс спасибо. Моя цель — В совершенстве отточить неповоротную трубу более 100мм в любых пространственных положениях, без сомнения сдавая в лабораторию образцы, ну и катушку . Электроды применяю те которые выдают при аттестации. Пробовал ОЗС, выклянченные у сварщика сантехников; МР3 и АНО21 из своих закромов; ОК53 — любопытство удовлетворено сполна. Зачем я вообще впрёг свои мозги и руки в тему освоения ручника!? ..Да меня на работе задолбали этим вопросом… Моё личное мнение: ручник — столб на котором держится вся электродуговая сварка. К сожалению людей которых зовут ассами этого ремесла стало гораздо меньше… и делятся знаниями они неохотно. ..и я догадываюсь почему ручники-трубачи это закрытая секта и я в неё хочу.
Пробовал ОЗС, выклянченные у сварщика сантехников; МР3 и АНО21 из своих закромов; ОК53 — любопытство удовлетворено сполна. Зачем я вообще впрёг свои мозги и руки в тему освоения ручника!? ..Да меня на работе задолбали этим вопросом… Моё личное мнение: ручник — столб на котором держится вся электродуговая сварка. К сожалению людей которых зовут ассами этого ремесла стало гораздо меньше… и делятся знаниями они неохотно. ..и я догадываюсь почему ручники-трубачи это закрытая секта и я в неё хочу.
- Наверх
- Вставить ник
#30 som
Отправлено 14 August 2012 09:43
Как то на работе муссируя навязанную мной тему о РДС я промолвил фамилию человека с которым давно знаком и который на фоне проблем с работой в городе подзавязал со сваркой. Через некоторое время когда разговоры утихли ко мне подошёл чел принимавший участие в дебатах и тихо переспросил-: «ты правда с ним общаешся?»… «Ну да..» » ты знаком с типом бравшим второе место на конкурсе по России в упражнениях с ручником!».. Во дела!. Так вот почему он узнав что я решил освоить ручник сунул мне три вида уонек которыми варят «под контроль» со словами — «только это.. тренеруйся». Надо сходить к нему с пузырём и списком вопросов
Через некоторое время когда разговоры утихли ко мне подошёл чел принимавший участие в дебатах и тихо переспросил-: «ты правда с ним общаешся?»… «Ну да..» » ты знаком с типом бравшим второе место на конкурсе по России в упражнениях с ручником!».. Во дела!. Так вот почему он узнав что я решил освоить ручник сунул мне три вида уонек которыми варят «под контроль» со словами — «только это.. тренеруйся». Надо сходить к нему с пузырём и списком вопросов
- Наверх
- Вставить ник
#31 BelaZZ
Отправлено 15 August 2012 10:28
Когда я воочию увидел,как надо варить трубу,то все мои «навыки»,приобретённые до этого,показались мне смешными.Но когда я подсел на эту тему более серьёзно,то понял,что и то,что узрел в той среде,куда попал,очень далеко от совершенства. Литература,фильмы,You Tube (как не странно),на многие вещи открыли глаза.В той организации,где «подсел» на трубу,сварка хоть и велась «по технологии»,но от этой технологии она отличалась,как яйца от почек.Теоретические и практические знания и навыки контингента оставляли желать лучшего,не смотря на НАКСы и годы сварки за плечами.То есть учиться было не у кого,а очень хотелось овладеть ПРАВИЛЬНОЙ сваркой трубы.Горы катушек,куча видео,правильные электроды за свои деньги,всякие эксперименты — ток,наклон,зазор,притупление,скорость,эл.держатели,время и желание.А со стороны коллег полное непонимание,зачем тебе это надо,мол и так покатит.Более менее сносно научился таки варить,хотя до совершенства ещё далеко,да и аргон сделал своё «черное дело»,значительно облегчив корневой проход.Были мысли и за курсы,и за наставника,но ни того,ни другого в реальной досигаемости не было,так сам и постигал.По поводу замечания,что никто не хочет делиться опытом.Это не так.Просто эта тема сварки не раз уже поднималась уже не на одном форуме и разобрана уже по полочкамИной раз,отвечая на вопрос,создаётся впечатление,что уже не раз на него отвечал и тупо повторяешься.
Литература,фильмы,You Tube (как не странно),на многие вещи открыли глаза.В той организации,где «подсел» на трубу,сварка хоть и велась «по технологии»,но от этой технологии она отличалась,как яйца от почек.Теоретические и практические знания и навыки контингента оставляли желать лучшего,не смотря на НАКСы и годы сварки за плечами.То есть учиться было не у кого,а очень хотелось овладеть ПРАВИЛЬНОЙ сваркой трубы.Горы катушек,куча видео,правильные электроды за свои деньги,всякие эксперименты — ток,наклон,зазор,притупление,скорость,эл.держатели,время и желание.А со стороны коллег полное непонимание,зачем тебе это надо,мол и так покатит.Более менее сносно научился таки варить,хотя до совершенства ещё далеко,да и аргон сделал своё «черное дело»,значительно облегчив корневой проход.Были мысли и за курсы,и за наставника,но ни того,ни другого в реальной досигаемости не было,так сам и постигал.По поводу замечания,что никто не хочет делиться опытом.Это не так.Просто эта тема сварки не раз уже поднималась уже не на одном форуме и разобрана уже по полочкамИной раз,отвечая на вопрос,создаётся впечатление,что уже не раз на него отвечал и тупо повторяешься. Здесь уже только желание,тренировка,нормальные электроды,сварочник с нормальными регулировками и ТТХ(тоже немаловажен) и фото в студию,чтобы можно было что то посоветовать реально,по ситуации.Если есть «под рукой» реальный спец,то это уже 50% успеха,мне с этим не повезло. Из базовых советов,так это про баланс тока,толщины стенки,диаметра электрода,зазора,притупления и скорости.Всё это доходит со временем.То что посоветует профессионал,исходя из своего видения проблемы,не подойдёт начинающему,хотя первый предложит наиболее выгодный и удобный вариант,но чтобы применить эти рекомендации осознанно,надо время.Это как и с вождением авто.Сначала шаблоны и штампы,а потом реальное понимание и умение.
Здесь уже только желание,тренировка,нормальные электроды,сварочник с нормальными регулировками и ТТХ(тоже немаловажен) и фото в студию,чтобы можно было что то посоветовать реально,по ситуации.Если есть «под рукой» реальный спец,то это уже 50% успеха,мне с этим не повезло. Из базовых советов,так это про баланс тока,толщины стенки,диаметра электрода,зазора,притупления и скорости.Всё это доходит со временем.То что посоветует профессионал,исходя из своего видения проблемы,не подойдёт начинающему,хотя первый предложит наиболее выгодный и удобный вариант,но чтобы применить эти рекомендации осознанно,надо время.Это как и с вождением авто.Сначала шаблоны и штампы,а потом реальное понимание и умение.
Удачи!Ждём твои твои труды в студию!
- Наверх
- Вставить ник
#32 stepan_svarka
Отправлено 15 August 2012 14:25
Наша организация приобрела автомат для сварки стыков труб , скажите какую квалификацию (подготовку) должен иметь сварщик что бы иметь право выполнять работы на данном сварочном оборудовании , спасибо . Степан
Степан
- Наверх
- Вставить ник
#33 Metallist
Отправлено 15 August 2012 20:28
А я тоже хочу в секту!
Только тренероваться буду сам. Многое понял, когда варил сам, без чьей либо помощи.
Но в самом начале просто необходим хороший учитель, иначе получится икс-ня.
Кстати — на Ютубе как то не очень много видео по электросварке. Да и во многих роликах есть комментарии, после которых уже стремно считать данное видео как правильное…
Занимаюсь собирательством ценной информации о электрогазосварке.
- Наверх
- Вставить ник
#34 jaan
Отправлено 15 August 2012 20:42
stepan_svarka, Отучиться(стать оператором ) данного оборудования,на него также учатся как на РД , или другой вид сварки.
- Наверх
- Вставить ник
#35 som
Отправлено 16 August 2012 05:43
Удачи!Ждём твои твои труды в студию!
Выйду из больничного в понедельник. Сфотаю свои потуги без купюр.. Надеюсь подмогнёте. А за Удачу спасибо.
- Наверх
- Вставить ник
#36 70rufs
Отправлено 16 August 2012 08:17
К сожалению людей которых зовут ассами этого ремесла стало гораздо меньше.
 .. и делятся знаниями они неохотно. ..и я догадываюсь почему
.. и делятся знаниями они неохотно. ..и я догадываюсь почемуДа, тут есть сложности. Сварщик варит руками, а рассказывать вынужден словами. А для этого нужно уметь адекватно облекать свою моторику в вербальную форму. А для этого нужно самому понять, почему кончик электрода движется так, а не иначе, именно с таким ускорением именно в этой точке траектории. То есть, помимо умения варить, необходимо обладание еще как минимум двумя специфическими навыками, что большая редкость. Оттого и появляются такие словесные конструкции, как «удерживай каплю на кончике электрода при сварке снизу вверх…». На самом деле сварщик пытался сказать, что электрод должен двигаться как-то так: траектория слегка утрирована
Сообщение отредактировал 70rufs: 18 August 2012 08:10
- Наверх
- Вставить ник
#37 BelaZZ
Отправлено 16 August 2012 09:23
Я,когда начинал учиться варить трубу,то применял такие методы. Собирал катушку ( 159 х 6,меньше не стоит для первых шагов) и варил сначала только потолок.Как раз на один электрод хватает прохода в этом положении,затем катушку повернул и опять «потолок».Во-первых и результат виден,и подкорректировать можно на последующем участке.ПОсле уже перешёл на дальнейшее продвижение,но дальше сложностей,в принципе,никаких.Выход,замки и удержание св.ванны в верхней плоскости ,думаю,не составят особого труда.Все эти тренинги не займут особо много времени (у меня его и не было в достатке,так,промеж дел).Много сварки в моей работе составляют поворотные стыки.Так вот я совместил работу с практикой.Не тупо проворачивая трубу варить стык,а постепенно занижая планку начала сварки.Так как стыки «под просветку»,то особо не побалуешь,тем более варили мы ОЗС-12,а LB были личной инициативой и не фигурировали официально.Это уже позже фирма стала для меня лично покупать данный тип электродов,да и все стыки на базе пошли через меня,правда корень уже аргоню,только облицовка РДС.
Собирал катушку ( 159 х 6,меньше не стоит для первых шагов) и варил сначала только потолок.Как раз на один электрод хватает прохода в этом положении,затем катушку повернул и опять «потолок».Во-первых и результат виден,и подкорректировать можно на последующем участке.ПОсле уже перешёл на дальнейшее продвижение,но дальше сложностей,в принципе,никаких.Выход,замки и удержание св.ванны в верхней плоскости ,думаю,не составят особого труда.Все эти тренинги не займут особо много времени (у меня его и не было в достатке,так,промеж дел).Много сварки в моей работе составляют поворотные стыки.Так вот я совместил работу с практикой.Не тупо проворачивая трубу варить стык,а постепенно занижая планку начала сварки.Так как стыки «под просветку»,то особо не побалуешь,тем более варили мы ОЗС-12,а LB были личной инициативой и не фигурировали официально.Это уже позже фирма стала для меня лично покупать данный тип электродов,да и все стыки на базе пошли через меня,правда корень уже аргоню,только облицовка РДС. На данный момент,наверное,уже сам далёк от качественного сварного корня ручной сваркой 🙂
На данный момент,наверное,уже сам далёк от качественного сварного корня ручной сваркой 🙂
- Наверх
- Вставить ник
#38 som
Отправлено 16 August 2012 09:24
Да, тут есть сложности. Сварщик варит руками, а рассказывать вынужден словами.
Вот вот. А я давно говорил.. от меня отмахивались — надо всем сварщикам вживлять USB 2.0 корневой разветвитель. Проводок чик! трубный стык качнул.. Пришёл заказ и материал по нерже.- драйвер по РАДС с компа главного сварщика хлоп!.. в обед музычку, ну парнушку там . А если серьёзно. В моём случае на первом месте жаба — что кто то захотел поиметь опыт наработанный долгими родами ЛИЧНОГО шва.
- Наверх
- Вставить ник
#39 som
Отправлено 16 August 2012 09:30
повернул и опять «потолок».
..неплохое решение, беру на вооружение. а то прихватываю глухо и попер снизу вверх.
- Наверх
- Вставить ник
#40 Metallist
Отправлено 16 August 2012 13:29
А у меня седня наконец то, швы красивые получились трубные!!! Урааа!!!
Варил газовую трубу электрухой. Стыков 20 нафигачил!
Стыков 20 нафигачил!
Занимаюсь собирательством ценной информации о электрогазосварке.
- Наверх
- Вставить ник
Сварочные работы при монтаже сантехнических систем
Ручная дуговая сварка трубопроводов из низкоуглеродистой, низколегированной стали и чугуна. Сварка трубопроводов имеет свои особенности, обусловленные тем, что эти конструктивные элементы обычно работают под давлением, следствием чего являются высокие требования к качеству сварочных работ. Трубы под сварку выбирают по внутренним диаметрам. В одну группу объединяют трубы, имеющие расхождение по внутреннему диаметру до 1 %, но не более 2 мм. Концы труб под сварку разделывают и обрабатывают — обрезают, снимают фаски механическим способом (резцом, фрезой или абразивным кругом).
Трубы из низколегированных и низкоуглеродистых сталей могут быть обработаны газовой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов термической резки. Трубы тщательно очищают от попавших внутрь загрязнений (комьев грунта, грязи, камней и т.д.), после чего концы труб подготавливают к сварке. Торцы, скошенные кромки, а также прилегающие к ним поверхности очищают от грязи, мас’ла и окалины. Перед сборкой необходимо проверить правильность подготовки кромок и зачистить их до металлического блеска. Подготовка под сварку предусматривает выправку деформировавшихся при перевозке концов труб, проверку формы, состояния и совпадения кромок, трубы центрируются, проверяется правильность выставленных зазоров. При сборке стыков трубопроводов (или их секций) должно быть обеспечено правильное фиксированное взаимное расположение стыкуемых труб и деталей, а также свободный доступ к выполнению сварочных работ.
Трубы тщательно очищают от попавших внутрь загрязнений (комьев грунта, грязи, камней и т.д.), после чего концы труб подготавливают к сварке. Торцы, скошенные кромки, а также прилегающие к ним поверхности очищают от грязи, мас’ла и окалины. Перед сборкой необходимо проверить правильность подготовки кромок и зачистить их до металлического блеска. Подготовка под сварку предусматривает выправку деформировавшихся при перевозке концов труб, проверку формы, состояния и совпадения кромок, трубы центрируются, проверяется правильность выставленных зазоров. При сборке стыков трубопроводов (или их секций) должно быть обеспечено правильное фиксированное взаимное расположение стыкуемых труб и деталей, а также свободный доступ к выполнению сварочных работ.
Трубы больших диметров можно взаимно фиксировать при помощи стяжечных приспособлений. Трубы небольших диаметров (до 100 мм включительно) собирают с прихваткой и с полным проваром корня коренного шва. Высота прихватки определяется толщиной стенок трубы и должна быть не менее 3 мм при толщине стенки до 10 мм и 5-8 мм при толщине стенки более 10 мм. Прихватку выполняют теми же электродами, которыми будут варить коренной шов. К качеству прихватки предъявляются те же требования, что и к основному сварному шву. Если при внешнем осмотре прихватки обнаружены поры и трещины, ее удаляют механическим способом. Допускается выполнять сборку труб из низкоуглеродистых и низколегированных сталей путем приваривания к ним технологических пластин или накладок, которые удаляют механическим способом по мере заполнения шва.
Прихватку выполняют теми же электродами, которыми будут варить коренной шов. К качеству прихватки предъявляются те же требования, что и к основному сварному шву. Если при внешнем осмотре прихватки обнаружены поры и трещины, ее удаляют механическим способом. Допускается выполнять сборку труб из низкоуглеродистых и низколегированных сталей путем приваривания к ним технологических пластин или накладок, которые удаляют механическим способом по мере заполнения шва.
При сварке поворотных стыков ось трубы располагают горизонтально или вертикально. Если вращение стыка затруднено, то сварку выполняют в два поворота.
При сварке труб диаметром до 200 мм на стеллажах окружность стыка разделяют на две равные части. Каждый слой шва начинают с нижней части, смещаясь от нижней точки трубы вверх на 20-30 мм. Конец шва следует перекрывать на 20-30 мм. Стыки труб диаметром от 200 до 500 мм при сварке на стеллажах разбивают на 3-4 участка и сваривают снизу вверх, поворачивая каждый участок, располагая его вертикально. Второй слой заваривают участками, равными половине длины окружности, сначала с одной, а затем с другой стороны стыка снизу вверх. Последующие слои сваривают так же, как и второй слой, но с поворотом трубы на 180° или смещением начальной точки сварки на 50-60 мм от начала предыдущего слоя.
Второй слой заваривают участками, равными половине длины окружности, сначала с одной, а затем с другой стороны стыка снизу вверх. Последующие слои сваривают так же, как и второй слой, но с поворотом трубы на 180° или смещением начальной точки сварки на 50-60 мм от начала предыдущего слоя.
Свариваемость и свойства сварных соединений во многом определяются составом чугуна и его структурой. Чугуны различают по форме содержащегося в нем графита. Физические свойства чугуна указывают в его маркировке. Так, индексом «СЧ» маркируют серый чугун, чаще всего применяемый для изготовления конструкций. Механические свойства серому чугуну придает углерод, находящийся в несвязанном состоянии с кристаллами углерода пластинчатой формы.
Высокопрочный чугун маркируют индексом «ВЧ». Графит в этом виде чугуна имеет шаровидную форму за счет введения магния. Ковкий чугун маркируется индексом «КЧ». Увеличение пластичности основного материала обусловлено длительным Отжигом чугуна, что придает графиту хлопьевидную форму и позволяет ему находиться в свободном состоянии. Белый чугун («БЧ») содержит углерод в виде химического соединения цементита, который придает чугуну высокую твердость и хрупкость, что ограничивает его применение в конструктивных целях.
Белый чугун («БЧ») содержит углерод в виде химического соединения цементита, который придает чугуну высокую твердость и хрупкость, что ограничивает его применение в конструктивных целях.
Технологию, режимы и материалы сварки чугунных трубопроводов подбирают в зависимости от вида чугуна и условий его эксплуатации. Сварку можно выполнять и холодным, и горячим методами. При сварке чугуна возможны такие дефекты, как охрупчивание сварного соединения и образование трещин вследствие остаточных напряжений и деформаций. Образование на поверхности сварочной ванны тугоплавких оксидов способствует появлению непроваров. Для борьбы с этими явлениями применяют предварительный и сопутствующий подогрев, обеспечивающий нужную структуру сварного соединения. Процесс подготовки свариваемых поверхностей практически такой же, как в ранее рассмотренных вариантах, и включает в себя очистку деталей, разделку кромок и т.д. Для того чтобы в процессе сварки расплавленный металл не вытекал, сварку лучше выполнять в нижнем’ положении с формовкой сварочной ванны.
Сварку выполняют стальными, никелевыми, железно-никелевыми, медно-никелевыми и медно-железными электродами.
Газовая сварка трубопроводов. Прокладка трубопроводов диаметром до 100 мм редко обходится без сварки. При газовой сварке трубы сваривают стыковыми соединениями с выпуклым швом. Выпуклость шва зависит от толщины стенки и обычно находится в пределах 1-3 мм. Трубы со стенками толщиной до 3 мм сваривают без скоса кромок, выдерживая стыкс зазором, равным половине толщины стенки трубы. При сварке труб с более толстыми стенками кромки разделывают, выполняя скос под углом 35-45°. Острые кромки притупляют, чтобы они не оплавлялись при сварке.
При сварке труб необходимо следить за тем, чтобы расплавленный металл не протекал во внутреннюю полость, что снижает сечение трубопровода. Сварку трубопроводов целесообразно вести поворотным методом, выдерживая нижнее положение шва. Однако при монтажных работах это далеко не всегда возможно, поэтому сваривают потолочные и вертикальные швы. Сварку начинают с одной из точек и выполняют четырьмя участками, разделяющими периметр трубы на четыре равные части. В труднодоступных местах, где нельзя приблизить горелку к сварочному шву, выполняют сварку «с козырьком». Для этого в трубе вырезают козырек, сваривают труднодоступные места с внутренней стороны трубы, прикладывают козырек на место и заваривают остальные швы.
Сварку начинают с одной из точек и выполняют четырьмя участками, разделяющими периметр трубы на четыре равные части. В труднодоступных местах, где нельзя приблизить горелку к сварочному шву, выполняют сварку «с козырьком». Для этого в трубе вырезают козырек, сваривают труднодоступные места с внутренней стороны трубы, прикладывают козырек на место и заваривают остальные швы.
Сварка трубопроводов из легированных и разнородных сталей.
При изготовлении и монтаже технологических трубопроводов применяется свыше 40 марок легированных сталей. Обработка и сварка труб из этих сталей затруднены наличием легирующих элементов. Для получения сварного соединения хорошего качества необходимо правильно выбрать вид и способ сварки, сварочные материалы, режимы сварки, а также термическую обработку (предварительный и сопутствующий подогрев, высокий отпуск и отжиг после сварки и т.д.). При изготовлении и монтаже трубопроводов из легированной стали применяются ручная дуговая сварка, автоматическая и полуавтоматическая сварка под флюсом, ручная и автоматическая аргонодуговая и полуавтоматическая и автоматическая в среде углекислого газа.
При ручной дуговой сварке труб из легированных сталей число слоев сварного шва зависит от толщины стенки трубы и расположения шва в пространстве. Первые два слоя накладываются электродами диаметром 2,5-3 мм, последующие слои — электродами диаметром 4 мм. При сварке поворотных стыков сварочный ток равен 80-100 А для аустенитных электродов диаметром 3 мм и 100-120 А для электродов диаметром 4 мм; для перлитных электродов диаметром 3 и 4 мм — соответственно 100-120 А и 120-160 А. При сварке неповоротных стыков сила тока должна быть меньше примерно на 15 %. Сварка выполняется, как правило, постоянным током обратной полярности при короткой дуге.
Режимы сварки поворотных стыков под флюсом подбираются исходя из диаметра свариваемых труб, толщины их стенки и свойств свариваемых материалов. Сварка ведется на постоянном токе обратной полярности. У труб со стенками толщиной До 20 мм все слои шва должны свариваться на одном режиме. При толщине стенки труб более 20 мм после заполнения разделки скорость сварки уменьшают на 60-70 %. Коррозионно-стойкие стали (хромоникелевые и хромистые) следует сваривать на минимальных режимах тока при максимально возможных скоростях. Диаметр сварочной проволоки при сварке под флюсом легированных сталей не должен превышать 2 мм. В качестве сварочного оборудования при сварке под флюсом применяются полуавтоматы серии ПШ (ПШ-5, ПШ-54 и др.) или автоматы ТС-17М, ТС-35 и др.
Коррозионно-стойкие стали (хромоникелевые и хромистые) следует сваривать на минимальных режимах тока при максимально возможных скоростях. Диаметр сварочной проволоки при сварке под флюсом легированных сталей не должен превышать 2 мм. В качестве сварочного оборудования при сварке под флюсом применяются полуавтоматы серии ПШ (ПШ-5, ПШ-54 и др.) или автоматы ТС-17М, ТС-35 и др.
При аргонодуговой сварке неплавящимся электродом рационально сваривать трубы с толщиной стенки до 2,5 мм. При ручной сварке диаметры вольфрамового электрода и присадочной сварочной проволоки должны примерно быть равны толщине стенки трубы (до 4 мм) или притуплению (при комбинированной сварке). Сварочный ток (А) в этом случае будет равен 40 диаметрам неплавящегося электрода (мм). Сварка ведется на переменном и постоянном токе прямой полярности при помощи любой серийной сварочной горелки (например, типа АР).
Сварку плавящимся электродом рекомендуется использовать при толщине стенок трубы более 2,5 мм.
Для аргонодуговой сварки поворотных стыков труб применяют серийные автоматы с плавящимся электродом типа АСДП, АДПГ, АДСВ, полуавтоматы типа ПШП-10, ПДА-300 и др.
Сварка неповоротных стыков может осуществляться на автоматах типа АТВ, АТ, ТАМ, ОКА и других с неплавящимся электродом.
В среде углекислого газа могут свариваться хромоникелевые аустенитные стали (в основном жаропрочные), некоторые средне- и низколегированные стали. Сваривать трубы в среде углекислого газа можно автоматами типа ТСГ (например, ТСГ-7М) и полуавтоматами А-547У, ПДПГ-300, ПТВ, ПДПГ-500 плавящимся электродом диаметром 0,5-1,2 мм на постоянном токе обратной полярности.
При полуавтоматической сварке швы могут накладываться во всех пространственных положениях. При толщине стенок труб 4-8 мм и диаметре сварочной проволоки 0,8-1,2 мм сварочный ток (для поворотных стыков) составляет 90-130 А при напряжении 18-22 В для аустенитных сварочных проволок. При сварке неаустенитными проволоками сварочный ток на 10 % выше.
При сварке труб из легированных сталей любыми способами необходимо учитывать следующие технологические особенности:
- трубы из перлитных, мартенситно-ферритных и мартенситных сталей должны свариваться без перерывов. При вынужденных перерывах обязательно обеспечивают медленное и равномерное охлаждение металла, изолируя его любыми термоизоляционными материалами. Свободные концы труб при сварке должны закрываться во избежание образования тяги воздуха;
- сваренные стыки труб должны остывать медленно;
- в трубах из аустенитных сталей перед сваркой каждого последующего слоя предыдущий слой {или прихватка) должен полностью остыть на воздухе;
- в процессе сварки поверхность труб защищают от попадания брызг расплавленного металла любым надежным способом. По окончании сварки стыки труб очищаются от шлака, брызг и окалины. Запрещается наплавка клейма.
В практике современного строительства нередко осуществляется сварка труб из разнородных сталей, при которой соединяют различные по составу и структурному состоянию стали или сталь и металл шва, различающиеся по структуре. Применение аустенитных электродов для сварки неаустенитных сталей без последующей термической обработки допустимо при толщине стенок труб до 18 мм. Прихватка и сварка первых слоев, подварочного шва должны выполняться электродами диаметром не более 3 мм. Сварку следует проводить на умеренных режимах сварочного тока: 60-80 А при диаметре электрода
Применение аустенитных электродов для сварки неаустенитных сталей без последующей термической обработки допустимо при толщине стенок труб до 18 мм. Прихватка и сварка первых слоев, подварочного шва должны выполняться электродами диаметром не более 3 мм. Сварку следует проводить на умеренных режимах сварочного тока: 60-80 А при диаметре электрода
2 мм, 100-120 А при диаметре электрода 4 мм на возможно короткой длине дуги. Стали, кромки которых должны перед сваркой подогреваться, необходимо медленно охлаждать после сварки, а также при вынужденных перерывах в работе.
Приварка фланцев к трубам. Плоские фланцы приваривают к трубам сварными швами двух видов. При давлении в трубопроводе до 1 МПа фланцы приваривают без образования фаски на фланце (рисунок ниже, а). При этом высота шва составляет 5-10 мм в зависимости от диаметра трубы, а расстояние of торца трубы до края фланца — на 1 мм больше.
а — для труб с давлением среды 0,25-1 МПа; б — сдавлением 1,6-2,5 МПа
Приваривать фланцы к патрубкам рекомендуется в приспособлении, которое состоит из нижнего неподвижного фланца и верхнего, поворачивающегося на шарикоподшипнике.
Патрубок с прихваченным фланцем устанавливают на приспособлении. При образовании кратера сварщик плотно опирает электрод чехольчиком обмазки в стык свариваемых деталей, держа электрод с наклоном 40-45° к горизонтальной плоскости и плавно поворачивая верхний фланец левой рукой по мере плавления электрода. Электрод остается неподвижным, а шов образуется за счет поворачивания свариваемых деталей. Сварка производится непрерывно, без обрыва дуги. Таким же способом сваривают внутренний шов.
Сварка трубопроводов в условиях низких температур. При сварке трубопроводов в зимних условиях, когда температура наружного воздуха ниже -20 °С, необходимо выполнять следующие мероприятия. Перед стыкованием внутреннюю полость труб очищают от снега и льда, стыки труб тщательно просушивают. Место сварки защищают от ветра и снега.
Прихватку труб нужно производить особенно тщательно. Прихватку можно заменить сплошной проваркой коренного слоя шва. Ручную дуговую сварку стыков выполняют только электродами Э42А или Э50А с основным покрытием или Э42 с газозащитным покрытием. При дуговой электросварке при температуре наружного воздуха ниже -10 °С на каждые 10 ° С понижения температуры силу тока увеличивают на 4-6 %. Исправление дефектов швов при низких температурах производится только с применением газовой резки (выплавкой) дефектных мест и заваркой их по еще теплому или подогретому металлу.
При дуговой электросварке при температуре наружного воздуха ниже -10 °С на каждые 10 ° С понижения температуры силу тока увеличивают на 4-6 %. Исправление дефектов швов при низких температурах производится только с применением газовой резки (выплавкой) дефектных мест и заваркой их по еще теплому или подогретому металлу.
Для работы на открытом воздухе при температуре ниже -25 °С рекомендуется применять дуговую сварку на постоянном токе или газовую сварку с газовыми генераторами, приспособленными для работы при низких температурах. Во время сварки и при остывании стыков концы труб рекомендуется закрывать инвентарными пробками.
При зимних наружных сварочных работах может возникнуть необходимость предварительного подогрева, применение которого определяется маркой стали, ее толщиной и температурой окружающей среды. Подогрев осуществляют газовыми горелками, нагревателями комбинированного действия, гибкими пальцевыми нагревателями, индукторами. При подогреве следует соблюдать равномерность нагрева сварочной зоны.
как варить с водой, как правильно варить трубы отопления
Содержание:
Виды сварки
Особенности сварки водопроводных труб
Сварочные работы встык
Обработка кромок
Первоначальный нагрев труб
Ручная дуговая сварка
Сварка труб с водой
Всю трубопроводную арматуру можно воедино собрать сваркой. Такое крепление считается одним из самых надежных, не требующих внедрения дополнительных приспособлений. Сварка водопроводных труб − явное подтверждение сказанному выше.
Виды сварки
Технологический процесс сваривания составляющих трубопроводной арматуры может быть:
- термическим;
- термомеханическим;
- механическим;
- электромеханическим.
В свою очередь, термическая сварка, которая в действительности представляет плавление, классифицируется как:
- лазерная;
- электронно-лучевая дуговая;
- газовая;
- плазменная и т. д.
 д.
д.Благодаря магнитоуправляемой дуге, можно выполнить термомеханическое сваривание. Последнее бывает стыковым контактным.
Особенности сварки водопроводных труб
Механический процесс сварки можно произвести способом трения и взрыва.
Согласно категории носителя, сварочные методы классифицируются по типу:
- лазерных;
- газовых;
- дуговых;
- плазменных.
Согласно требованиям получения стыковочного шва, сварка бывает:
- свободной;
- принудительной.
Защитить зону сварки можно при помощи:
- газов;
- проволоки-электродов;
- флюса.
Технологический процесс сварки постоянно автоматизируется и механизируется, поэтому классифицируется, как:
- ручной;
- автоматизированный;
- механизированный;
- роботизированный.

Сварочные работы встык
Если вы стыкуете изделия из нержавейки, то лучше применить дуговой способ. При сварке трубы с водой, являющейся частью единой магистрали, в 60 процентах случаев специалисты прибегают к автоматическому дуговому варианту под флюсом.
Если по каким-то причинам механический метод недопустим, то сваривание изделий лучше выполнить ручным дуговым. Тогда шов может принимать всевозможные положения в пространстве: быть вертикальным, нижним, потолочным. При механическом либо автоматизированном способе сварки электроды движутся по окружности совмещения. Их скорость достигает 8-20 м/ч, при ручном варианте − 20-60 м/ч.
При наличии газовой защиты можно воспользоваться:
- активными и инертными газами;
- их одновременным смешением.
В данной ситуации электродом может быть как плавящийся, так и неплавящийся инструмент.
К дуговому методу с газовой защитой прибегают, когда арматура водопровода стыкуется в разных положениях.
Обработка кромок
Перед тем, как варить трубы отопления, потребуется обязательная их проверка на наличие сертификатов качества, соответствие ТУ и монтажному проекту. Необходимо тщательно проверить, отличаются ли кромки соединительной арматуры трубопровода по форме и размерам. Если нет, то необходимо достигнуть данных характеристик путем дополнительной мехобработки.
Для этой цели по трубам небольшого диаметра можно пройтись фаскоснимателями, торцевателями, труборезами или шлифовальными машинками. Если диаметр трубного изделия большой, то лучше воспользоваться гидроабразивной резкой, фрезерным устройством или шлифовальной машинкой.
При обязательных захлестах или врезке катушек можно прибегнуть к термическим методам сварки, например:
- воздушно-дуговой резке с последующей шлифовкой изделия на величину не более полмиллиметра;
- газокислородной с дальнейшей обработкой краев абразивом;
- резке и строжке особыми электродами без мехобработки;
- воздушно-плазменной резке с обработкой, не превышающей миллиметр.

Особое внимание необходимо обратить на обязательную очистку труб от мусора перед монтажом и дальнейшую обработку краев и прилегающей плоскости до десяти миллиметров.
Первоначальный нагрев труб
Благодаря стартовому подогреву, можно добиться правильной терморегуляции в ходе сварочных работ. При этом скорость охлаждения металлических изделий взаимосвязана с характеристиками сварочного шва при температуре 500-800°С.
Если по окончанию процесса сварки материал трубы быстро охладится, то получится достаточно прочная, но не пластичная структура.
При желании можно менять скорость охлаждения кромок, но для этого потребуется:
- корректировка их первоначальной температуры;
- подогрев;
- учет толщины стенок составляющих водопровода.
С помощью первоначального подогрева создаются комфортные условия для активной эвакуации из сварочной зоны и стыка диффузионного водорода, а также изделие более защищено от возникновения трещин.
При корректном определении нужной температуры первоначального подогрева особое внимание следует уделить таким параметрам, как:
- структура материала;
- толщина стенки;
- температура наружного воздуха;
- разновидность покрытия электрода.
Подогрев и поддержание стабильной температуры в месте сварочного стыка обеспечивают газовые или электронагреватели. Местом нагрева называют площадь изделия, составляющую около 75 мм от стыка в каждую сторону.
Ручная дуговая сварка
Чтобы понять, как варить трубу с водой, лучше воспользоваться ручным дуговым способом. В ходе этого процесса совмещаются некоторые секции или составляющие единой трубопроводной арматуры, можно перейти через всевозможные барьеры, крановые узлы, захлесты, катушки, отводы и др.
Выбор числа электродов находится в прямой зависимости от разновидности самих инструментов и объема металла, подлежащего плавлению. Также от материала стыкуемой арматуры зависят технологические нюансы самого процесса ручной дуговой сварки.
Также от материала стыкуемой арматуры зависят технологические нюансы самого процесса ручной дуговой сварки.
Перед процедурой нужно, определившись с правилами эксплуатации и маркой стали, правильно подобрать материалы. Затем сделать грамотный выбор оборудования, методики и плана дальнейших действий. Нередко размер поперечного сечения и толщина стенки находятся в прямой зависимости от этих параметров.
Сварка труб с водой
В этой ситуации приемлемы три варианта, непосредственно зависящие от вида электродов, которые могут быть:
- газозащитные;
- с покрытием.
Сварочные работы могут проводиться и с одновременным использованием двух видов электродов: первым − газозащитного типа, которым нужно пройти у корня стыка и в горячем проходе; вторым − с покрытием − для облицовочных и заполняющих изделий.
При ведении сварочных работ с помощью электродов газозащитного типа движения колебательного типа отсутствуют, а край инструмента для сварки опирается на края трубного изделия. Работы осуществляются под напряжением от 75 В.
Работы осуществляются под напряжением от 75 В.
Если диаметр электрода 3,25 мм, то сила тока может быть 110 ампер, если 4 мм, то 120 ампер в полувертикальном положении и 160 ампер − в нижнем. В остальных случаях сила тока может варьировать от 100 до 140 ампер. При этом скорость сварки колеблется от 16 до 22 м/ч.
Ведение сварочных работ с электродом с покрытием происходит, в противоположность первому варианту, с колебательными движениями снизу вверх. От ширины разделения шва зависит величина амплитуды. Нередко, когда требуется много сварки одновременно на разных участках, прибегают к услугам нескольких специалистов, применяющих поточно-расчлененный способ. При крупногабаритных трубных изделиях сварочные работы могут выполнять даже четыре работника. Если же в наличии только пара людей, то лучше вести разносторонние действия снизу вверх от надира. Затем каждый следующий слой смещать от низа оборудования примерно на 50-60 миллиметров.
Соблюдая все наши рекомендации, вы поймете, как правильно варить трубы отопления, а сам процесс вам не покажется трудновыполнимым.
Как лучше сварить трубу?
Дуговая сварка защитным металлом (SMAW), также известная как электродуговая сварка, обычно является процессом сварки труб по умолчанию. Простой поиск в Интернете по теме «сварка труб» дает бесчисленное количество изображений сварщиков, использующих этот процесс, а также множество учебных пособий о том, как правильно сваривать трубы с помощью сварки электродом. Однако, несмотря на его широкое применение, SMAW, вероятно, не лучший способ сварки труб. Это просто процесс сварки, который использовался для сварки труб дольше всего.
После разработки SMAW появились и получили широкое распространение несколько других процессов дуговой сварки. Процессы дуговой сварки с подачей проволоки, такие как дуговая сварка металлическим электродом в газе (GMAW) и дуговая сварка с сердечником под флюсом (FCAW), значительно проще в выполнении, чем традиционная сварка электродом. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) требует большого мастерства в использовании, но обеспечивает более чистые, точные и надежные сварные швы, которые служат дольше и лучше противостоят коррозии и высокому давлению, чем сварка, выполненная с использованием других процессов. Делает ли это GTAW лучшим способом сварки труб? Это зависит от.
Процессы дуговой сварки с подачей проволоки, такие как дуговая сварка металлическим электродом в газе (GMAW) и дуговая сварка с сердечником под флюсом (FCAW), значительно проще в выполнении, чем традиционная сварка электродом. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) требует большого мастерства в использовании, но обеспечивает более чистые, точные и надежные сварные швы, которые служат дольше и лучше противостоят коррозии и высокому давлению, чем сварка, выполненная с использованием других процессов. Делает ли это GTAW лучшим способом сварки труб? Это зависит от.
Какой метод сварки предлагает наилучший метод сварки труб, зависит от того, какие качества процесса сварки считаются наиболее важными для данного проекта. Например, если скорость важнее всего, руководитель проекта может счесть FCAW лучшим вариантом. Принципы, применяемые в FCAW, в основном такие же, как и в SMAW, но в FCAW флюс обеспечивается сердечником проволочного электрода. Благодаря использованию проволочного электрода с непрерывной подачей, процесс выполняется быстро, а благодаря флюсу он также прост в использовании и прощает далеко не идеальные условия окружающей среды. Однако сварные швы, которые он производит, не идеальны. Для более качественного сварного шва необходимо выбрать процесс сварки с использованием газовой защиты.
Благодаря использованию проволочного электрода с непрерывной подачей, процесс выполняется быстро, а благодаря флюсу он также прост в использовании и прощает далеко не идеальные условия окружающей среды. Однако сварные швы, которые он производит, не идеальны. Для более качественного сварного шва необходимо выбрать процесс сварки с использованием газовой защиты.
Дуговая сварка GMAW и GTAW использует инертный газ для защиты сварного шва в процессе сварки. Использование этого газа обеспечивает более стабильный, предсказуемый и надежный сварной шов, чем процессы с использованием флюса. Хотя использование защитного газа означает, что этот процесс не идеален для полевых работ — газ может легко сдуться ветром, — качество сварных швов, выполненных с использованием этих процессов, привело к тому, что в некоторых проектах используются специальные барьеры или даже возводятся целые конструкции, позволяющие использование сварочных процессов в среде защитных газов. Хотя GMAW превосходит GTAW по скорости, процесс GTAW имеет ряд важных преимуществ, о которых мы поговорим ниже.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) отличается от других процессов сварки в среде защитного газа тем, что в ней используется неплавящийся вольфрамовый электрод. Наконечник вольфрамового электрода, используемого при сварке GTAW, также должен быть тщательно отшлифован до правильной формы, которая зависит от типа свариваемого металла. Защитный газ обтекает вольфрам, и когда зажигается дуга, электрод образует очень маленькую расплавленную лужицу, которая остается чистой и может быть направлена с невероятной точностью.
В руках опытного сварщика с помощью дуговой сварки GTAW получаются очень аккуратные, точные и надежные сварные швы. К преимуществам сварки труб GTAW относятся:
- Универсальность: Одинаково хорошо сваривает черные и цветные металлы. Процесс GTAW также отлично подходит для сварки экзотических металлов и сплавов, таких как титан, Inconel®, Monel® и других сплавов специального назначения. Его можно использовать для очень тонких металлов, которые могут прожечься SMAW, FCAW или GMAW, и его можно использовать для выполнения либо автогенных сварных швов, либо сварных швов, требующих присадочного материала.
- Качество: При правильном выполнении GTAW производит невероятно чистые сварные швы без шлака и брызг. Сварные швы GTAW также гораздо менее подвержены включению загрязняющих веществ, таких как водород и кислород, или случайным включениям, таким как углерод и другие металлы. Такие высококачественные сварные швы особенно важны при сварке труб, так как трубопроводы часто находятся под давлением.
- Надежность: Стабильность, качество и чистота сварки GTAW означают, что получаемые сварные швы гораздо более механически стабильны, чем сварные швы, выполненные другими методами. В результате сварные швы GTAW имеют меньше слабых мест и в большей степени способны противостоять боковой нагрузке, сжатию и внутреннему давлению. Аккуратность поверхности сварного шва также обеспечивает гораздо меньше возможностей для химической коррозии, что важно для трубопроводов, которые могут включать транспортировку агрессивных газов и жидкостей.
 Его можно использовать для очень тонких металлов, которые могут прожечься SMAW, FCAW или GMAW, и его можно использовать для выполнения либо автогенных сварных швов, либо сварных швов, требующих присадочного материала.
Его можно использовать для очень тонких металлов, которые могут прожечься SMAW, FCAW или GMAW, и его можно использовать для выполнения либо автогенных сварных швов, либо сварных швов, требующих присадочного материала.
Преимущества дуговой сварки в среде защитного газа делают ее лучшим способом сварки труб для тех, кто ищет качественные сварные швы. К сожалению, ручная сварка GTAW имеет ряд недостатков. Освоить этот процесс сварки сложно, и сварщику требуется много обучения и опыта, прежде чем он сможет правильно сваривать GTAW. Это также очень медленный процесс, и, как результат, ручное выполнение сварных швов труб с глубокими или узкими разделками занимает непомерно много времени. Обычно, если используется ручная GTAW для сварки труб, она используется только для корневого прохода — части сварного шва, находящейся в фактическом контакте с находящимся под давлением или коррозионным материалом в трубе, — в то время как остальная часть канавки заполняется с использованием FCAW, GMAW. или даже процессы SMAW. Однако разработки в области автоматизации устранили многие недостатки GTAW, позволив выполнять надежные сварные швы GTAW с использованием орбитальной сварки.
Почему автоматизированная орбитальная сварка GTAW является лучшим способом сварки труб Орбитальная сварка — это механизированный процесс сварки, который позволяет сварщику программировать контроллер сварки с параметрами сварки, такими как скорость подачи присадочного материала, скорость перемещения, сварочный ток, напряжение дуги и другие параметры. Автоматизируя процедуру сварки, орбитальная сварка GTAW упрощает процесс для оператора и обеспечивает решение проблемы поиска квалифицированных сварщиков GTAW.
Автоматизируя процедуру сварки, орбитальная сварка GTAW упрощает процесс для оператора и обеспечивает решение проблемы поиска квалифицированных сварщиков GTAW.
Автоматические орбитальные сварочные аппараты могут работать как с непрерывной, так и с автогенной подачей проволоки. Подача проволоки значительно ускоряет процесс орбитальной сварки GTAW для швов с узкими разделками и других типов сварки, требующих большого количества присадочного материала. Автоматизированная сварка GTAW может повысить производительность как при сварке толстостенных труб, так и при сварке труб, где не требуется присадочный материал. Аппараты для орбитальной сварки GTAW производят высококачественные сварные швы проще и эффективнее, чем ручная GTAW, что делает автоматическую орбитальную сварку GTAW лучшим способом сварки труб.
Компания Arc Machines, Inc. является лидером отрасли в области систем орбитальной сварки GTAW, предлагая продукты, необходимые для выполнения высококачественных сварных швов труб для сложных нефтехимических, производственных и других промышленных проектов. По вопросам, касающимся продуктов, обращайтесь по телефону [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами по телефону , чтобы договориться о встрече.
По вопросам, касающимся продуктов, обращайтесь по телефону [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Arc Machines приветствует возможность обсудить ваши конкретные потребности. Свяжитесь с нами по телефону , чтобы договориться о встрече.
Введение в сварку труб под уклон
По FABTECH Expo,
Освоение техники сварки целлюлозными электродами расширяет возможности трудоустройства
НАТАН ЛОТТ И ДЖЕЙМС КОЛТОН II
Натан Лотт (Nathan Lott) — менеджер по работе с клиентами, ESAB Welding and Cutting Products, Ганновер, Пенсильвания. Джеймс Колтон II — AWS CWI, доцент и заведующий кафедрой инженерных технологий сварки Пенсильванского технологического колледжа, Уильямспорт, Пенсильвания,
Джеймс Колтон II — AWS CWI, доцент и заведующий кафедрой инженерных технологий сварки Пенсильванского технологического колледжа, Уильямспорт, Пенсильвания,
Перепечатано с разрешения: The AWS Welding Journal
Добыча и транспортировка природного газа, а также нефтяная и химическая переработка и транспортировка воды требуют сварки в полевых условиях трубопроводных труб API 5L марок X42 или X52. Для этой тонкостенной трубы, как правило, 0,5 дюйма или меньше, многие процедуры сварки требуют сварки под наклоном с использованием процесса дуговой сварки металлическим электродом в среде защитного газа (SMAW) и целлюлозных (EXX10) электродов. Пенсильванский технологический колледж (PCT), расположенный в Уильямспорте, штат Пенсильвания, между двумя крупнейшими в штате регионами, где проводится гидроразрыв пласта, преподает сварку труб вниз по склону в рамках своей программы «Технологии сварки и производства».
Эта статья включает информацию из школьной программы и передает советы, которые преподаватели дают ученикам. На рисунках показана труба диаметром 6 дюймов, сортамент 80 (стенка 0,4375 дюйма). Любые конкретные параметры или размеры, используемые в реальном проекте, всегда должны соответствовать предоставленным Спецификациям процедуры сварки (WPS), а также применимым нормам, таким как API 1104, Стандарт для сварки трубопроводов и связанных с ними объектов, и Кодекс ASME по котлам и сосудам под давлением, раздел IX.
На рисунках показана труба диаметром 6 дюймов, сортамент 80 (стенка 0,4375 дюйма). Любые конкретные параметры или размеры, используемые в реальном проекте, всегда должны соответствовать предоставленным Спецификациям процедуры сварки (WPS), а также применимым нормам, таким как API 1104, Стандарт для сварки трубопроводов и связанных с ними объектов, и Кодекс ASME по котлам и сосудам под давлением, раздел IX.
Почему даунхилл и EXX10?
В ситуациях, когда требуется ручная сварка в полевых условиях, SMAW остается предпочтительным процессом, поскольку он сводит к минимуму требования к оборудованию, а квалифицированные операторы могут стабильно получать качественные сварные швы. На тонкостенных трубах сварка под наклоном позволяет операторам работать «горячо и быстро», повышая производительность по сравнению со сваркой вверх по склону, которая необходима для более толстостенных труб для увеличения подводимого тепла для обеспечения полного провара.
Для контроля расплавленной сварочной ванны и предотвращения скатывания шлака перед ванной при сварке под наклоном требуется «быстрозамерзающий» целлюлозный электрод EXX10. Эти электроды имеют тонкое покрытие (от 10 до 12% по весу), которое содержит около 30% целлюлозы (древесной муки) и связанное с ней содержание влаги. Другие ингредиенты включают натриево-силикатное связующее, диоксид титана для создания быстрозастывающего шлака, раскислители, такие как ферромарганец и ферросилиций, а также другие элементы, которые варьируются в зависимости от производителя.
Эти электроды имеют тонкое покрытие (от 10 до 12% по весу), которое содержит около 30% целлюлозы (древесной муки) и связанное с ней содержание влаги. Другие ингредиенты включают натриево-силикатное связующее, диоксид титана для создания быстрозастывающего шлака, раскислители, такие как ферромарганец и ферросилиций, а также другие элементы, которые варьируются в зависимости от производителя.
Во время сварки тепло дуги плавит целлюлозу и превращает ее в монооксид углерода, диоксид углерода и большое количество водорода. Углекислый газ становится защитным газом, а водород увеличивает напряжение дуги, создавая движущую, глубоко проникающую дугу, что является желательной характеристикой при сварке шва с открытым корнем в полевых условиях, а также для проплавления ржавчины и грязи при ремонте в полевых условиях. Целлюлозные электроды также легко ударяются, что делает их хорошо подходящими для прихваточных швов.
Электроды EXX10 создают сварочную ванну, которая хорошо смачивается и распределяется, но достаточно быстро схватывается, что делает этот электрод идеальным для сварки под наклоном.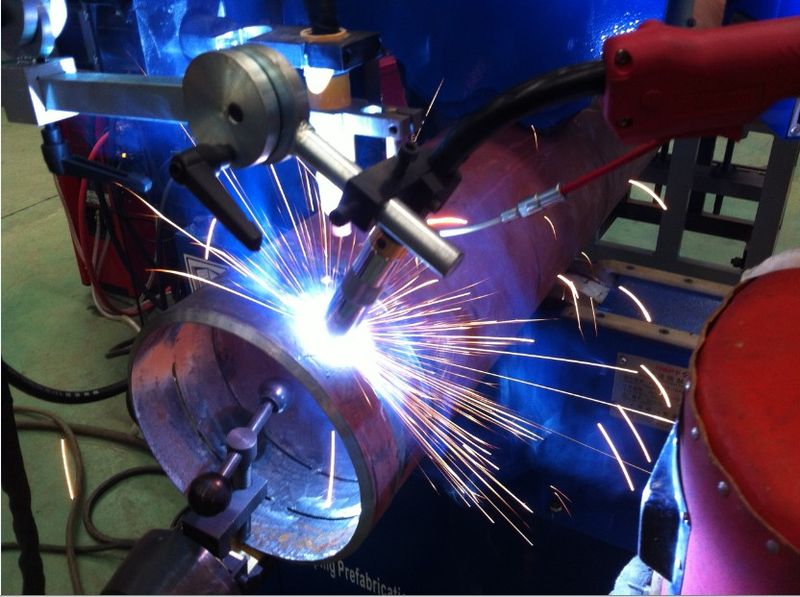 Наплавленный валик плоский с крупной рябью и покрыт тонким, рыхлым шлаковым слоем, который легко снимается, что позволяет избежать шлаковых включений при многократных проходах. Интересно отметить, что первый электрод с покрытием, запатентованный в 1904 году Оскаром Чельбергом, был целлюлозного типа.
Наплавленный валик плоский с крупной рябью и покрыт тонким, рыхлым шлаковым слоем, который легко снимается, что позволяет избежать шлаковых включений при многократных проходах. Интересно отметить, что первый электрод с покрытием, запатентованный в 1904 году Оскаром Чельбергом, был целлюлозного типа.
Источники питания для EXX10
Для электродовEXX10 требуется положительная полярность электрода постоянного тока (DCEP) и большее напряжение, чем для других электродов. Источники питания, предназначенные для работы с электродами EXX10, имеют высокое напряжение холостого хода (OCV), то есть напряжение на электроде до зажигания дуги. Думайте о высоком OCV как о садовом шланге с включенной водой, но закрытой насадкой. Хорошее электрическое давление напрямую связано с положительным запуском дуги. Типичные значения OCV варьируются от 60 до 90 В.
Источники питания для электродов EXX10 также имеют хороший индуктор (индуктор сопротивляется изменению проходящего через него электрического тока). Катушки индуктивности действуют как резерв мощности, поддерживая дугу, пока оператор манипулирует электродом. Сварочные генераторы постоянного тока с их мощным магнитным полем и плавной выходной мощностью исторически устанавливали стандарт для характеристик дуги EXX10. Тем не менее, новое поколение инверторов было разработано для обеспечения оптимальных результатов при сварке целлюлозными электродами, поэтому при сварке в полевых условиях можно использовать легкие портативные устройства. Эти инверторы имеют «целлюлозный» режим работы, который имитирует «падающую» кривую вольт/ампер, предпочтительную для сварки труб. Они могут создавать более четкую, мощную и движущую дугу, которая улучшает сварку с открытым корнем и характеристики дуги EXX10, а также они имеют функцию регулируемой силы дуги, поэтому операторы могут адаптировать дугу в соответствии с областью применения и личными предпочтениями.
Катушки индуктивности действуют как резерв мощности, поддерживая дугу, пока оператор манипулирует электродом. Сварочные генераторы постоянного тока с их мощным магнитным полем и плавной выходной мощностью исторически устанавливали стандарт для характеристик дуги EXX10. Тем не менее, новое поколение инверторов было разработано для обеспечения оптимальных результатов при сварке целлюлозными электродами, поэтому при сварке в полевых условиях можно использовать легкие портативные устройства. Эти инверторы имеют «целлюлозный» режим работы, который имитирует «падающую» кривую вольт/ампер, предпочтительную для сварки труб. Они могут создавать более четкую, мощную и движущую дугу, которая улучшает сварку с открытым корнем и характеристики дуги EXX10, а также они имеют функцию регулируемой силы дуги, поэтому операторы могут адаптировать дугу в соответствии с областью применения и личными предпочтениями.
Установка
Спускная труба обычно требует прилежащего угла в 60 градусов или скоса в 30 градусов. По сравнению с 75-градусным включенным углом или 37,5-градусным скосом для сварки труб вверх (необходимо для снижения вероятности захвата шлака при использовании электрода EXX18), более узкий угол снижает требования к наплавке и повышает производительность.
По сравнению с 75-градусным включенным углом или 37,5-градусным скосом для сварки труб вверх (необходимо для снижения вероятности захвата шлака при использовании электрода EXX18), более узкий угол снижает требования к наплавке и повышает производительность.
В зависимости от диаметра трубы скос заканчивается на 1⁄16 дюйма. или 3⁄32 дюйма. корневая поверхность (плоская) для поддержки тепла дуги. Операторы обычно называют эти размеры корневой поверхностью «копейка» и «никель» соответственно. Поскольку для сварки трубы требуется открытый корень для обеспечения полного проплавления, WPS требуют корневого отверстия между секциями трубы, при этом корневое отверстие обычно имеет тот же размер, что и поверхность корня.
В зависимости от WPS, диаметра трубы и личных предпочтений операторы могут выбирать, хотят ли они установить 1⁄16- или 3⁄32-дюйма. корневую поверхность и корневые отверстия, а также использовать 1/8- или 3/32-дюйма. электрод для корневого прохода. Если применение позволяет, авторы предпочитают выбирать никелевую поверхность основания и отверстие основания и 5/32 дюйма. электродом, потому что он обеспечивает гибкость, если корневое отверстие сужается по мере того, как труба нагревается, охлаждается и сжимается. Если 3⁄32 дюйма. корневое отверстие сужается, у оператора может быть достаточно широкое отверстие, чтобы протолкнуть расплавленный металл к задней стороне соединения, а также возможность уменьшить до 1/8 дюйма. электрод. Если 1⁄16-дюйм. корневое отверстие затягивается, существует более высокая вероятность того, что оператору потребуется использовать шлифовальную машину, чтобы открыть корневое отверстие, чтобы обеспечить проникновение.
электродом, потому что он обеспечивает гибкость, если корневое отверстие сужается по мере того, как труба нагревается, охлаждается и сжимается. Если 3⁄32 дюйма. корневое отверстие сужается, у оператора может быть достаточно широкое отверстие, чтобы протолкнуть расплавленный металл к задней стороне соединения, а также возможность уменьшить до 1/8 дюйма. электрод. Если 1⁄16-дюйм. корневое отверстие затягивается, существует более высокая вероятность того, что оператору потребуется использовать шлифовальную машину, чтобы открыть корневое отверстие, чтобы обеспечить проникновение.
После установки толщины корневого отверстия операторы выполняют четыре или более прихваточных шва длиной 1 дюйм в положениях на 12, 3, 6 и 9 часов, чтобы сохранить толщину корневого отверстия и удерживать трубу на месте. Обратите внимание, что размер допустимого прихваточного шва зависит от диаметра трубы. Прихватки должны быть отшлифованы до голого металла, а концы зачищены.
Успешная сварка труб требует хорошей настройки: концентрически выровняйте концы труб и обеспечивайте равномерное раскрытие шва по всей окружности. Если настройка не идеальна, исправьте ее сейчас, если это вообще возможно.
Если настройка не идеальна, исправьте ее сейчас, если это вообще возможно.
Корневой проход: четыре ключевых корректировки
Установите сварочный ток в соответствии с WPS, а затем в соответствии с личными предпочтениями. Типичные начальные значения составляют от 80 до 90 А для 1/8-дюймового. электрод и от 105 до 115 А для 5/32-дюймового. электрод. Зажгите дугу на прихваточном шве в верхней части трубы, удерживая стержень перпендикулярно трубе. Оператор отчетливо услышит дугу при ее прохождении через трубу, а за электродом откроется небольшая «замочная скважина». В этот момент наклоните электрод и начните двигаться к нижней части трубы, удерживая угол сопротивления от 5 до 15 градусов и двигаясь по прямой линии (например, без переплетения).
Снаружи трубы будет видно очень мало света дуги. Опытные сварщики труб знают, как прочитать замочную скважину и сделать одну из четырех регулировок, чтобы контролировать размер замочной скважины, который должен примерно соответствовать ширине корневого отверстия. Если оператор не видит замочную скважину, это указывает на недостаточное проникновение. Чтобы исправить ситуацию, оператор может выполнить одно или несколько из следующих действий:
Если оператор не видит замочную скважину, это указывает на недостаточное проникновение. Чтобы исправить ситуацию, оператор может выполнить одно или несколько из следующих действий:
- Увеличение силы тока, обычно выполняемое на лету помощником сварщика с дистанционным управлением силой тока.
- Удерживайте более длинную дугу, что увеличивает напряжение и общее тепловложение.
- Используйте больший угол сопротивления, который возвращает больше тепла обратно в сустав.
- Уменьшить скорость движения.
Если замочная скважина слишком велика, оператор может внести одно или несколько из следующих исправлений:
- Уменьшить силу тока.
- Увеличивайте скорость движения до тех пор, пока замочная скважина не достигнет нужного размера.
- Уменьшите длину дуги, чтобы снизить напряжение и «охладить» сварочную ванну.
- Держите электрод более перпендикулярно.
Новичкам обычно нужно сильнее надавить на электрод, чем они думают («закапывать стержень» — распространенная инструкция). Иногда правильное давление может привести к небольшому изгибу стержня, особенно с электродом меньшего диаметра и узким корневым отверстием.
Иногда правильное давление может привести к небольшому изгибу стержня, особенно с электродом меньшего диаметра и узким корневым отверстием.
Операторы могут столкнуться с двумя проблемами при корневом проходе. Одна из проблем заключается в том, что дуга может отклоняться в сторону, и это может быть вызвано проблемой концентричности покрытия электрода. В SMAW кратер покрытия или чашеобразное образование покрытия, выходящее за пределы плавящегося сердечника проволоки, выполняет функцию концентрации и направления дуги. Концентрация и направление потока дуги достигается наличием кратера покрытия, чем-то похожего на сопло водяного шланга, направляющего поток металла шва. Когда покрытие не концентрично основной проволоке, неправильное направление дуги приводит к непостоянству сварных швов, плохому экранированию и неполному провару. Электрод плавится неравномерно, оставляя выступ на той стороне, где покрытие наиболее тяжелое. Это состояние часто называют «пальцевым ногтями».
Во избежание заедания гвоздями протолкните тонкую сторону электрода глубже в канавку, чтобы направить силу дуги в соединение. Вторая проблема, имеющая аналогичное решение, — это дуновение дуги, когда магнитные силы пытаются подтолкнуть дугу к одной стороне соединения. В этом случае подтолкните электрод к противоположной стороне соединения и попытайтесь создать более равномерную скорость плавления. Дуговой разряд может быть вызван плохим заземлением. Убедитесь, что труба хорошо заземлена; изменение положения зажима заземления может решить проблему.
Вторая проблема, имеющая аналогичное решение, — это дуновение дуги, когда магнитные силы пытаются подтолкнуть дугу к одной стороне соединения. В этом случае подтолкните электрод к противоположной стороне соединения и попытайтесь создать более равномерную скорость плавления. Дуговой разряд может быть вызван плохим заземлением. Убедитесь, что труба хорошо заземлена; изменение положения зажима заземления может решить проблему.
Старые электроды также могут вызывать проблемы при сварке. В то время как электроды EXX18 с низким содержанием водорода будут поглощать влагу и вызывать проблемы, целлюлоза в электродах EXX10 может высыхать, оставляя недостаточно газов для правильной работы электрода.
Горячий проход
Хороший корневой шов создаст усиление на внутренней стороне трубы, которое находится на одном уровне с внутренней частью. Снаружи корневой шов оставляет выпуклый (горбатый) валик шва с «тележными следами» шлака с обеих сторон. Отшлифуйте борт дисковой шлифовальной машиной, чтобы немного сгладить борт и обнажить гусеницы вагонов, так как они могут задерживать шлак. Не шлифуйте валик слишком тонко, так как он должен выдерживать тепло горячего прохода, при котором шлак поднимается вверх, чтобы он присоединялся к новому слою шлака, а не задерживался.
Не шлифуйте валик слишком тонко, так как он должен выдерживать тепло горячего прохода, при котором шлак поднимается вверх, чтобы он присоединялся к новому слою шлака, а не задерживался.
Если WPS позволяет увеличить диаметр электрода, обратите внимание, что использование 5/32-дюймового. электрод и более нагретый электрод лучше расплавляют шлак. Однако, используя 5⁄32- или 3⁄16-дюймовый. Электрод позволит наложить больше металла шва в канавку, чтобы заполнить канавку быстрее. При использовании большего количества металла сварного шва необходимо соблюдать осторожность при использовании электродов большего размера, чтобы использовать правильную технику, чтобы избежать разрывов, которые могут попасть в ловушку.
При выполнении горячего прохода может потребоваться легкое переплетение для заполнения шва, а удержание более длинной дуги также помогает расширить бассейн и увеличить поступление тепла. В противном случае электрод не требует особых манипуляций, пока не достигнет дна сустава. Здесь при сварке трубы в положении 5G или 6G бассейн может иметь тенденцию к провисанию. Если вы работаете с помощником, попросите помощника уменьшить силу тока. Кроме того, многие операторы используют шаговое движение: перетащите электрод вперед, чтобы расплавить шлак, отойдите на диаметр электрода назад, чтобы дать переднему краю ванны возможность остыть, затем двигайтесь вперед и повторяйте.
Здесь при сварке трубы в положении 5G или 6G бассейн может иметь тенденцию к провисанию. Если вы работаете с помощником, попросите помощника уменьшить силу тока. Кроме того, многие операторы используют шаговое движение: перетащите электрод вперед, чтобы расплавить шлак, отойдите на диаметр электрода назад, чтобы дать переднему краю ванны возможность остыть, затем двигайтесь вперед и повторяйте.
Если бассейн становится жидким и стремится опережать дугу при переходе из положения «2 часа» в положение «4 часа», существует ошибочное представление о том, что силу тока следует уменьшить. Чаще всего решение состоит в том, чтобы увеличить силу тока и использовать дополнительную силу дуги, чтобы протолкнуть бассейн обратно в соединение. Кроме того, может потребоваться увеличить скорость движения, чтобы оставаться впереди пула.
При переходе к нижней части трубы обязательно сохраняйте угол сопротивления. Большой процент дефектов сварки возникает из-за неправильного угла наклона электрода между 4 и 8 часами.
Обратите внимание, что после корневого прохода WPS может потребовать электрод E7010 или E8010; независимо от электрода типа EXX10 методика будет одинаковой. Также обратите внимание, что некоторые производители электродов предлагают электроды EXX10 и EXX10 «плюс». Электроды «плюс» создают чуть более узкую и менее плавную дугу, поэтому операторы предпочитают их для корневого прохода. Стандартные электроды EXX10 создают чуть более плавную дугу, которая помогает смачивать боковые стенки на горячем проходе и распределять лужу на заполняющем и закрывающем проходах.
Заливка и крышка
Для заполнения и закрытия операторы обычно используют самый большой разрешенный электрод, часто 3/16 дюйма. чтобы обеспечить большее осаждение и помочь создать более широкий пул. На самом деле, кепку, сделанную за один проход, часто называют «кепкой для пула».
Для первого прохода заполнения используйте переплетение, чтобы обеспечить сцепление со стенкой трубы. Перемещение электрода из стороны в сторону и создание перевернутой U-образной формы является обычным явлением, так как удерживает более длинную дугу, чем для предыдущих проходов. В сочетании с правильным углом сопротивления эти методы предотвращают провисание центра бассейна.
Перемещение электрода из стороны в сторону и создание перевернутой U-образной формы является обычным явлением, так как удерживает более длинную дугу, чем для предыдущих проходов. В сочетании с правильным углом сопротивления эти методы предотвращают провисание центра бассейна.
Поскольку одним из наиболее распространенных дефектов является недостаточное заполнение, может потребоваться добавление «зачистки» для наращивания металла шва так, чтобы он был заподлицо или почти заподлицо с верхней частью соединения. Точки между позициями 2 и 5 и 7–10 часов печально известны низкими точками в центре, и может потребоваться добавление прохода стриптизерши в этой области.
Защитный проход должен доводить металл сварного шва до точки, в которой заглушка находится заподлицо на высоте не более 1/16 дюйма над поверхностью трубы. Без необходимости врезки в стенку трубы можно использовать меньшие токи, чем для заполняющего(их) прохода(ов).
Практика ведет к совершенству
Сварка трубы вниз по склону целлюлозными электродами не сложнее, чем сварка вверх по склону, но для этого требуются другие методы. Навыки, полученные для сварки в гору, просто не применимы. Например, метод «взмах и пауза», необходимый для сварки на подъем EXX10, не подходит для сварки на спуск, а шлаковые системы для основных и рутиловых электродов обеспечивают совершенно разные характеристики.
Навыки, полученные для сварки в гору, просто не применимы. Например, метод «взмах и пауза», необходимый для сварки на подъем EXX10, не подходит для сварки на спуск, а шлаковые системы для основных и рутиловых электродов обеспечивают совершенно разные характеристики.
В Технологическом колледже Пенсильвании студенты тратят 80 часов на вводный курс по сварке труб на спуске. Курс обеспечивает хорошую основу и позволит студентам узнать, есть ли у них способности к этому процессу. Однако, как и во всех сварочных работах, есть только один способ приобрести мастерство: провести время в кабине и попрактиковаться — спускаться вниз.
Сварка труб
Сварка труб является обычным делом. Трубы используются для транспортировки нефти, воды, газа и т. д. Давление внутри трубы может варьироваться от вакуумметрического до манометрического, достигающего нескольких сотен фунтов на квадратный дюйм. Для таких соединений механические соединения, такие как заклепки, резьбовые соединения и т. д., не подходят для этой цели, поэтому становится необходимой сварка. В этой статье мы коснемся некоторых аспектов сварки труб, таких как этапы сварки труб, положения сварки труб, многопроходная сварка труб и различные процессы, используемые для сварки труб.
д., не подходят для этой цели, поэтому становится необходимой сварка. В этой статье мы коснемся некоторых аспектов сварки труб, таких как этапы сварки труб, положения сварки труб, многопроходная сварка труб и различные процессы, используемые для сварки труб.
Сварка позволяет получить герметичное соединение с высокой прочностью. Кроме того, сварное соединение имеет меньший вес и снижает стоимость монтажа. Сварка труб обычно выполняется с помощью различных процессов электродуговой сварки, таких как SMAW, FCAW, GTAW, GMAW, SMAW и т. д., в зависимости от диаметра и толщины трубы.
Подготовка к сварке труб
Скос трубы
Резка трубы
Очистка трубы
Выравнивание сустава
Опорные кольца и прихваточная сварка.
Положения для сварки труб
Горизонтальный сварной шов труб
Сварка горизонтальной трубы в фиксированном положении
Сварка вертикальной трубы в фиксированном положении
Многопроходная дуговая сварка труб
Корневые бусины
Наполнители и отделочные бусины
Процессы сварки труб
Дуговая сварка труб защищенным металлом
Ручная кислородно-ацетиленовая сварка труб
Подготовка к сварке труб
Когда трубу необходимо сварить, сначала необходимо снять фаску, чтобы получить правильную подготовку кромки. Перед этим нам также может понадобиться обрезать трубу в зависимости от ситуации. После этого труба должна быть зачищена, правильно подогнана подкладными кольцами и прихваточными швами. Перед всем этим необходимо установить положение сварки и процесс сварки для выполнения соединения.
Перед этим нам также может понадобиться обрезать трубу в зависимости от ситуации. После этого труба должна быть зачищена, правильно подогнана подкладными кольцами и прихваточными швами. Перед всем этим необходимо установить положение сварки и процесс сварки для выполнения соединения.
Ниже мы обсудим несколько этапов сварки труб:
Снятие фаски с труб
Подготовка правой кромки между двумя частями важна для получения необходимой прочности соединения.
Обычно при толщине основного металла до ¾ дюйма (19 мм) достаточно угла 32,5° с обеих сторон с основанием 1/16 дюйма (1,6 мм), чтобы образовалась V-образная канавка. Для более тяжелых труб предпочтительнее U-образный паз.
Резка трубы
Перед сваркой иногда необходимо разрезать трубу, чтобы она соответствовала определенному требованию длины. Если резка производится в мастерской, возможна распиловка. Однако, если резка производится в полевых условиях, кислородно-ацетиленовый метод является одним из немногих возможных вариантов.
Резка должна выполняться по правильной окружности, перпендикулярной осевой линии трубы. Это можно сделать, пометив поверхность трубы карандашом из мыльного камня. Для этой цели можно использовать плотную бумагу, кожаную ленту или листовой прокладочный материал с краем, превышающим длину окружности трубы.
Материал оборачивается вокруг трубы и внахлест. А разметка делается по краю материала. После резки скос труб можно сделать с помощью кислородно-ацетиленового резака или любого другого подходящего средства. Угол резания может быть 30°-35°, с небольшим количеством притупления.
Очистка трубы
Для получения сварного шва хорошего качества очень важна надлежащая очистка свариваемых поверхностей. Перед сваркой скошенные поверхности должны быть очищены от ржавчины, окислов, грязи, окалины и любых других посторонних веществ. Если снятие фаски производилось с помощью кислородно-ацетиленовой резки, перед началом сварки необходимо в обязательном порядке удалить остаточные оксиды на поверхности реза.
Очистку можно производить с помощью любых подходящих средств, таких как напильник, проволочная щетка, шлифовальный круг, полировальный круг и т. д. Очистка стороны внутреннего диаметра так же важна, как внешняя сторона и скошенные поверхности. Следует соблюдать осторожность, чтобы очистить скошенную поверхность, а также некоторую длину как на внутренней, так и на внешней поверхности.
Выравнивание стыка
Правильная подгонка стыка существенно влияет на окончательную пригодность стыка для применения. Поэтому важно правильное выравнивание и прихватка таким образом, чтобы выравнивание не нарушалось из-за прихватки.
Одним из способов выравнивания является использование зажима для выравнивания. Концы двух труб можно надежно зафиксировать в этом хомуте. После установки зажима необходимо обеспечить расстояние между корнями. Для кислородно-ацетиленовой сварки расстояние между корнями должно составлять приблизительно 1/8 дюйма (3,2 мм). Для дуговой сварки расстояние между корнями зависит от диаметра используемого присадочного стержня.
Расстояние между корнями должно быть не менее диаметра наполнителя.
Для выравнивания труб прямо, если зажим для выравнивания труб недоступен, можно разработать приспособление. Функция приспособления заключается в том, чтобы осевые линии двух труб совпадали, а расстояние между корнями в стыке было одинаковым по всей окружности стыка. Для труб малого диаметра в качестве простого приспособления может служить железный уголок, как показано на рисунке ниже. Для больших диаметров может потребоваться использование сечения швеллера или двутавровой балки для получения удовлетворительной посадки.
Если в корне используется опорное кольцо, расстояние между корнями должно быть не меньше диаметра заполняющего стержня, используемого для корневого шва. Опорное кольцо позволяет выполнять соединения с полным проваром. Однако его использование иногда не допускается из-за других конструктивных факторов. Ниже приводится краткое обсуждение использования опорных колец.
Опорные кольца и прихватки.

Опорные кольца обеспечивают полное проникновение в шов, избегая избыточного проникновения в корне. Использование опорного кольца также предотвращает попадание металла во внутренний диаметр трубы из-за прожога или брызг, разбрызгиваемых во время сварки.
Опорные кольца также помогают физически выровнять две трубы так, чтобы их осевые линии были совмещены друг с другом. При сборке опорное кольцо вставляется внутрь одной из труб, а вторая труба надевается поверх опорного кольца. Однако использование опорного кольца иногда ограничивается конструктивными факторами.
Если по проекту требуется плавный невозмущенный поток жидкости внутри трубы, то не допускается использование опорного кольца.
Опорные кольца бывают нескольких типов, как показано на следующем рисунке.
Иногда вместо подкладного кольца также используются расходные вставки. Расходуемые вставки различных типов, такие как Y-образные, плоские или перевернутые — Т-образные и т. д. Вставки классифицируются в соответствии со стандартом SFA 5. 30 ASME, раздел II, часть C Кодекса по котлам и сосудам под давлением.
30 ASME, раздел II, часть C Кодекса по котлам и сосудам под давлением.
Опорные кольца или расходуемые вставки обычно изготавливаются из того же материала, что и материал трубы.
После того, как опорное кольцо установлено на место, выполняется прихватка в четырех-шести местах по окружности. Количество прихваток зависит от диаметра трубы. Для больших труб может потребоваться до восьми прихваточных швов. Сварка прихватками удерживает трубы на месте, не допуская нарушения выравнивания из-за усадочных напряжений, создаваемых корневыми швами.
Положения сварки трубы
Положение сварки трубы определяется состоянием варочной панели. Сварщик обычно мало что говорит. Иногда труба может быть зафиксирована, а в некоторых ситуациях сварщик может свернуть трубу таким образом, чтобы всю сварку можно было выполнять в горизонтальном положении.
Ниже мы обсуждаем обычно используемые положения сварки при сварке труб:
Горизонтальный сварной шов труб
В этом положении соединение прихватывается прихватками в четырех-шести точках, расположенных на равном расстоянии друг от друга вокруг сварного шва. Помимо прихваточных швов, по окружности также могут использоваться перемычки и/или клинья. Эти детали важны, когда требуется, чтобы деформация из-за сварки была сведена к минимуму.
Помимо прихваточных швов, по окружности также могут использоваться перемычки и/или клинья. Эти детали важны, когда требуется, чтобы деформация из-за сварки была сведена к минимуму.
При этом типе сварки работа выполняется на двух роликах, обычно с приводом от двигателя.
При ручной сварке кислородно-ацетиленовой горелкой или электродами для дуговой сварки сварку начинают в точке С, как показано на рисунке, и продолжают в направлении В. Положение в точке С почти вертикальное. По мере приближения к точке B положение приближается к плоскому положению. Угол кислородно-ацетиленовой горелки или ручного электрода следует изменить, чтобы компенсировать это изменение.
Когда это завершено, труба вращается с помощью роликов, так что точка B теперь занимает более раннее положение C. И снова прокладывается проход.
Это повторяется до тех пор, пока не будет покрыта вся окружность. После укладки первого прохода второй проход наносится аналогично первому проходу и так далее, пока не будет заполнена вся толщина.
Если толщина трубы менее ¼ дюйма, для заполнения толщины достаточно одного прохода. При толщине более четверти дюйма лучше всего делать многопроходный шов.
Сварка в фиксированном положении горизонтальной трубы
В этом положении ось трубы фиксируется в горизонтальном положении параллельно земле.
Как и при горизонтальном положении сварки катаной трубы, и в этом положении – стык подгоняется и прихватывается в четырех-шести местах. После прихватки положение не должно нарушаться.
Теперь сварку можно выполнить двумя способами, как показано на рисунках 4 и 5 ниже.
В методе, показанном на рисунке выше, сварка выполняется последовательно. Последовательный способ используется для минимизации искажений. Если не соблюдать последовательность, деформация может деформировать соединение таким образом, что центры труб на двух свободных концах будут не соосны друг другу.
В идеальном состоянии концентричность центров во всех четырех точках обеих труб должна иметь нулевой сдвиг относительно друг друга. То есть все четыре точки должны лежать на одной прямой. Однако дисторсия не позволяет этому случиться. В трубах больших диаметров порядка 100 дюймов смещение концентричности может достигать нескольких дюймов!
Одной из стратегий, позволяющих устранить это искажение, является последовательная сварка. Рекомендуемая последовательность, состоящая из четырех шагов, приведена ниже:
- Начинайте сварку в положении «6 часов» и продолжайте в направлении «3 часа». Выполните один проход сварного шва.
- На следующем этапе снова начните сварку в положении «6 часов» и продолжайте в направлении «9 часов». Проложить один проход.
- Затем начните сварку в положении «3 часа» и двигайтесь к положению «12 часов». Выполните один проход сварного шва.
- Затем снова начните сварку в положении «9 часов» и продолжайте в направлении «12 часов». Внесите один пропуск.
На этом заканчивается укладка в один проход по окружности. Следуйте аналогичной последовательности и в последующих проходах, заполняя всю толщину. Инженер-сварщик может разработать другую последовательность, основываясь на поведении соединения в процессе сварки.
Суть в том, чтобы распределить тепло по окружности, чтобы слишком много тепла не концентрировалось в одном месте.
Другая часто используемая последовательность показана на рисунке 5 ниже.
В этой последовательности сварка начинается в 12 часов и продолжается до 6 часов до 3 часов. На следующем этапе сварка снова начинается в 12 часов и продолжается до 6 часов. В обе ступени закладывается один проход.
Последующие проходы наносятся аналогичным образом до заполнения всей толщины.
При использовании дуговой сварки скорость сварки намного выше по сравнению с кислородно-ацетиленовой сваркой.
Если толщина превышает четверть дюйма, рекомендуется использовать многопроходную сварку, так как качество сварки за один проход вряд ли будет хорошим.
Сварка вертикальной трубы в фиксированном положении
В этом положении трубы располагаются вертикально таким образом, что оси обеих труб расположены вертикально, перпендикулярно земле. Сварщик обходит трубу сваркой по внешнему диаметру трубы.
Вращение трубы не происходит. И сварка может быть сделана непрерывно, пока толщина не будет заполнена.
Многопроходная дуговая сварка труб
Корневой валик
При многопроходной сварке корневой валик наплавляется с установленными зажимами для выравнивания труб. Корневая сварка требует большего мастерства, чем последующие проходы. Следует соблюдать осторожность, чтобы добиться надлежащего срастания корней без избыточного проникновения.
При использовании опорного кольца необходимо обеспечить полное слияние с опорным кольцом. Корневой валик должен быть отложен настолько, насколько это позволяют вкладыши выравнивающего зажима. Как только корневые валики нанесены, зажим можно снять, а последующую толщину можно заполнить.
Наполнительные валики и отделочные валики
При укладке валиков наполнителя следует соблюдать осторожность, чтобы добиться полного слияния с боковыми стенками, а также корневым швом. Это позволяет заварить любой подрез, вызванный наложением корневого шва.
Отделочные валики наносятся в конце и обычно наносятся легким плетением. См. рисунок выше.
Процессы сварки труб
Кислородно-ацетиленовая сварка и дуговая сварка металлическим электродом в среде защитного газа являются наиболее часто используемыми процессами сварки труб, особенно когда сварку необходимо выполнять в полевых условиях. В цеху также могут использоваться другие процессы, такие как дуговая сварка металлическим электродом в среде защитного газа, дуговая сварка с флюсовой проволокой, дуговая сварка под флюсом и т. д.
Оборудование для кислородно-ацетиленовой сварки дешевле, чем сварочный аппарат SMAW; также, он не требует наличия электроэнергии. Таким образом, процесс кислородно-ацетиленовой сварки используется при наличии таких ограничений, особенно при небольшой толщине трубы.
При большой толщине трубы обычно используется процесс SMAW. Благодаря своей маневренности и универсальности (штучные электроды доступны практически для всех видов металлов), SMAW находит широкое применение.
В следующих параграфах немного обсуждается процесс SMAW и процесс ацетиленокислородной сварки труб.
Дуговая сварка труб защищенным металлом
Когда требуется сварка труб, изготовленных из металлов, которые трудно сварить другими способами, обычно используется SMAW. Сюда входят такие металлы, как алюминий, магний и никелевые сплавы с высоким содержанием хрома.
Количество проходов зависит от толщины основного металла, размера электрода и используемого сварочного тока. Однако при сварке в неустановленном положении количество проходов выше. Это связано с тем, что сварщик намеренно ограничивает размер валика, чтобы контролировать его.
Используемые стержневые электроды размером от 1/8 дюйма до 5/32 дюйма (от 3,2 мм до 4 мм) для корневого прохода. Для заполняющих проходов можно использовать электроды диаметром 5/32 дюйма (4 мм). Для чистовых проходов можно использовать электроды диаметром 3/16 дюйма (4,8 мм). Использование электродов меньшего диаметра позволяет ограничить погонную энергию и добиться измельчения зерна.
Ручная кислородно-ацетиленовая сварка труб
Ручная кислородно-ацетиленовая сварка используется при небольшой толщине трубы. Количество проходов зависит от толщины трубы, толщины трубы и положения сварки трубы.
Немного о сварке труб. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
Какие методы сварки используются для труб?
Какие методы сварки используются для труб?- Дуговая сварка в защитном металле (SMAW)
- Газовая дуговая сварка металлическим электродом (GMAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка под флюсом
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
Сварка труб используется в различных отраслях, включая строительство, нефть и газ, водоснабжение, производство и производство электроэнергии. Это важный и специализированный процесс изготовления.
Производители должны разбираться во многих процессах сварки, чтобы производить свою продукцию наилучшим и безопасным способом. Применение, материал, температура, доступность наполнителя и другие факторы играют роль в определении того, какой подход лучше всего подходит. Чтобы помочь вам лучше понять этот вопрос, ниже приведены пять процедур сварки труб и их отличия друг от друга.
Сварка — это эффективная технология соединения, которая дает производителям ряд преимуществ. Сварка устраняет необходимость в соединителях между секциями трубы, делая производство менее трудоемким и более рентабельным.
Сварные трубы имеют лучший поток, поскольку фитинги добавляют дополнительное сопротивление потоку жидкости по трубе. Эта упрощенная деталь также менее подвержена протечкам и трещинам. Сварные трубы также очень легко и быстро ремонтируются, поскольку они не требуют разборки или повторной сборки.
Ниже приведены пять методов, используемых для получения этих преимуществ труб:
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) Ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде защитного флюса и даже дуговая сварка дымохода и электродуговая сварка. все названия сварки SMAW.
В этом методе электрод плавится за счет тепла, выделяемого электрической дугой. Этот расплавленный материал аккуратно наносится на части металлической трубы для их соединения. Основным преимуществом использования сварки SMAW является то, что она не требует флюса или защитного газа — она проста, портативна и требует минимального оборудования.
Однако из-за уменьшенного хода метод SMAW менее продуктивен, чем другие. Сварщики также должны убедиться, что их сварочные аппараты оснащены электродами, подходящими для данного материала.
Сварщики также должны учитывать стабильность дуги, глубину провара, скорость наплавки металла и возможности позиционирования при выполнении сварного шва высокого качества. Существенное влияние на эти факторы оказывает химический состав флюсового покрытия на электроде.
Дуговая сварка металлическим газом (GMAW) Сварка металлическим газом в среде инертного газа (MIG) и сварка металлическим активным газом (MAG) — это два метода дуговой сварки металлическим электродом (GMAW). Они подают защитный газ вдоль электрода, нагревая две соединяемые секции металлических труб.
Поскольку он выполняется с использованием полуавтоматических или полностью автоматизированных устройств, этот процесс быстрее, универсальнее и производительнее, чем SMAW. Он также обеспечивает превосходную скорость осаждения, минимальную опасность улавливания шлака и низкое образование дыма.
Однако для создания высоких сварных швов этот метод требует дополнительного контроля со стороны сварщика. Его инструменты также нуждаются в постоянном напряжении и прямом источнике питания. Снаружи это невозможно без кожухов, так как сварочный газ может рассеиваться ветром.
Дуговая сварка порошковой проволокой (FCAW) При дуговой сварке порошковой проволокой (FCAW) электродная проволока сплавляется с металлическими секциями трубы с использованием тепла, выделяемого электрической дугой. Эта электрическая дуга используется для плавления как постоянно подаваемой проволоки, так и металлической поверхности.
Этот метод подразделяется на две подкатегории: FCAW с самозащитой и FCAW с газовой защитой. В методе защиты от газа используются полуавтоматические устройства для увеличения скорости и производительности, однако ветер может разрушить защитный газ и вызвать проблемы с пористостью. Самозащитный подход позволяет избежать этого, не используя защитный газ, хотя в целом он менее продуктивен.
Преимущество сварки FCAW заключается в том, что она больше подходит для сварки на открытом воздухе и более толстых материалов. Он также более портативный и доступный, чем метод GMAW. FCAW превосходит GMAW по скорости наплавки и стабильности дуги. Он также требует меньше подготовки и очистки металлических труб, чем другие методы.
Недостатком использования этого подхода является выделение токсичных газов, которые могут снизить видимость сварного шва во время работы. Он также производит больше дыма, чем другие методы. Пористость может возникнуть, если газ не рассеивается до затвердевания сварного шва. Еще одним недостатком является количество образующегося шлака, который необходимо удалять с каждого слоя сварного шва. Не рекомендуется сваривать более тонкие трубы.
Это полуавтоматическая технология сварки с использованием невидимой сварочной дуги. Во время этого процесса между постоянно подаваемым электродом и металлической трубой создается электрическая дуга. Дуга покрыта слоем порошкообразного флюса. Когда этот флюс плавится, он действует как проводник между металлом и электродом, защищая зону сварки.
В результате электрическая дуга «погружается» под флюсовую оболочку. Поскольку трассировка сложна, эту технику сложнее выполнить. Тем не менее, он обеспечивает наибольшую скорость наплавки из всех доступных методов сварки труб, а также хорошую сварку без дефектов.
Этот метод подходит для применений, требующих продольных и кольцевых стыковых швов, а также для сварки квалифицированными сварщиками. Это чаще всего используется в производстве материалов для трубопроводов и сосудов под давлением.
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), является наиболее часто используемым методом сварки нержавеющих и цветных металлов. Он создает свой сварной шов с фиксированным плавящимся электродом. Эта процедура занимает больше времени, чем даже SMAW.
Сварка ВИГ невероятно универсальна, поскольку ее можно использовать для широкого спектра металлов и областей применения. Он также обеспечивает высококачественные сварные швы, что делает его идеальным для важных и точных сварочных задач.
Однако, поскольку сварка выполняется полностью вручную, ее качество сильно зависит от навыков сварщика. Кроме того, он имеет более низкую скорость осаждения и большие затраты на оборудование и рабочую силу, чем другие методы.
Piping Mart
Pipingmart — это портал B2B, специализирующийся на промышленных, металлических и трубопроводных изделиях. Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
5 Методы сварки труб
Какие методы сварки используются для труб?
- Дуговая сварка в защитном металле (SMAW)
- Газовая дуговая сварка металлическим электродом (GMAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка под флюсом
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
Сварка труб находит свое место во многих отраслях промышленности — строительстве, нефтегазовой, водной, промышленной, энергетической и многих других. Это невероятно важный и специализированный метод изготовления.
Существует несколько методов сварки, которые производители должны знать, чтобы производить свою продукцию наилучшим и безопасным способом. Такие факторы, как область применения, материал, температура, наличие наполнителя и другие факторы, играют решающую роль в том, какая техника лучше всего применима. Чтобы дать вам лучшее понимание этой темы, вот пять методов сварки труб и их отличия друг от друга.
Почему мы свариваем трубы?
Сварка — эффективный метод соединения, дающий много преимуществ производителям. Сварка устраняет необходимость в фитингах между секциями трубы, что может сделать изготовление более трудоемким и экономичным.
Сварные трубы обладают улучшенным потоком, так как фитинги обеспечивают большее сопротивление жидкости потоку через трубу. Эта обтекаемая секция также менее подвержена утечкам или трещинам. Сварные трубы также, как правило, очень легко и быстро ремонтируются, поскольку они не требуют разборки или повторной сборки.
Вот пять методов, используемых для получения этих преимуществ труб:
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Сварка SMAW имеет много названий, например, ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде флюса и даже дымоход и палочная сварка.
В этом методе электрод плавится за счет тепла, выделяемого электрической дугой. Этот расплавленный материал вручную наносится на секции металлической трубы, чтобы соединить их вместе. Основное преимущество сварки SMAW заключается в том, что она не требует ни флюса, ни защитного газа — она проста, портативна и требует минимального оборудования.
Однако техника SMAW менее производительна, чем другие, из-за более низкого ходового элемента. Кроме того, сварщики должны убедиться, что их сварочные аппараты оснащены подходящим электродом для данного материала.
Чтобы получить сварной шов хорошего качества, сварщики также должны учитывать стабильность дуги, глубину проплавления, скорость наплавки металла и позиционные возможности. На эти факторы большое влияние оказывает химический состав флюсового покрытия электрода.
Дуговая сварка металлическим газом (GMAW)
Методы дуговой сварки металлическим газом (GMAW) включают методы сварки в среде инертного газа (MIG) и сварки в среде активного газа (MAG). Они подают защитный газ вдоль электрода, который нагревает две соединяемые секции металлических труб.
Этот метод имеет большую скорость, универсальность и производительность, чем SMAW, так как он выполняется с помощью полуавтоматических или полностью автоматических инструментов. Он также обеспечивает высокую скорость осаждения, отсутствие риска захвата шлака и низкое образование дыма.
Однако этот метод требует от сварщика большего контроля для получения высококачественных сварных швов. Его инструменты также требуют постоянного напряжения и постоянного источника питания. На открытом воздухе без кожухов это делать нельзя, так как сварочный газ может рассеиваться ветром.
Дуговая сварка порошковой проволокой (FCAW)
В методе дуговой сварки порошковой проволокой (FCAW) используется тепло, выделяемое электрической дугой, для сплавления присадочной проволоки электрода с металлическими секциями трубы. Эта электрическая дуга возникает между непрерывно подаваемой проволокой и металлической поверхностью, расплавляя оба материала.
Этот метод имеет две подкатегории: самозащитный и газозащитный FCAW. В методе с защитным газом используются полуавтоматические инструменты для обеспечения высокой скорости и производительности, но ветер может нарушить подачу защитного газа и привести к дефектам пористости. Самозащитный метод позволяет избежать этого, не используя защитный газ, но в целом менее производительен.
Преимущество сварки FCAW заключается в том, что она предпочтительнее для сварки на открытом воздухе, а также для более толстых материалов. И это более портативно и удобно, чем метод GMAW. FCAW обеспечивает более высокую скорость наплавки и лучшую стабильность дуги, чем GMAW. Он также требует меньше подготовки и очистки металлических труб, чем другие методы.
Недостатком использования этой технологии является выделение вредных газов, которые могут ухудшить видимость сварного шва во время работы. Он также производит больше дыма, чем другие методы. Пористость может стать проблемой, если этот газ не сможет рассеяться до того, как сварной шов затвердеет. Еще одним недостатком является количество образующегося шлака, который необходимо удалять для каждого слоя сварного шва. Не рекомендуется для сварки более тонких материалов труб.
Дуговая сварка под флюсом
Это полуавтоматическая технология, при которой сварочная дуга невидима. В этом процессе между постоянно подаваемым электродом и металлической трубой образуется электрическая дуга. Образуется слой порошкообразного флюса, покрывающий дугу. Когда этот флюс плавится, он обеспечивает проводимость между металлом и электродом, что защищает зону сварки.
Таким образом, электрическая дуга «погружена» под слой флюса. Это делает эту технику более требовательной к выполнению, поскольку трассировка затруднена. Тем не менее, он обеспечивает качественную, бездефектную сварку, а также самую высокую скорость наплавки из всех доступных методов сварки труб.
Этот метод идеально подходит для опытных сварщиков, а также для операций, требующих продольных и кольцевых стыковых сварных швов. Это наиболее распространено для изготовления трубопроводных труб и материалов для сосудов высокого давления.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), является наиболее распространенным методом сварки нержавеющих и цветных металлов. Он использует фиксированный расходуемый электрод для создания сварного шва. Этот процесс занимает больше времени, чем даже SMAW.
Сварка ВИГ очень универсальна и подходит для различных металлов и областей применения. Он также производит высококачественные сварные швы, что делает его идеальным для ответственных и высокоточных сварочных работ.
Однако это качество во многом зависит от навыков сварщика, так как оно полностью ручное. И он имеет гораздо более низкую скорость осаждения и более высокие затраты на оборудование и рабочую силу, чем другие методы.
Key Takeaway
Методы сварки труб требуют специальных знаний, навыков и оборудования, что делает эту область очень специализированной в отрасли производства труб. Понимание основ каждой технологии имеет решающее значение для тех, кто заинтересован в изготовлении металлических труб для их применения.
Нужны экспертные знания и услуги в области сварки? Отправьте сообщение Supreme Pipe сегодня. Мы знаем лучший процесс сварки для вашего применения, исходя из ваших потребностей и приоритетов. Мы гарантируем, что мы поставляем металлические трубы лучшего качества для вашего проекта.
Поделись этим блогом
Распространенные ошибки, которых следует избегать при сварке труб
Сварка труб или изготовление труб — это метод, при котором две трубы соединяются вместе. Этот процесс достигается с помощью различных методов сварки, таких как дуговая сварка, сварка MIG, сварка TIG и некоторые другие методы сварки.
Возможности трудоустройства сварщиков с годами увеличились благодаря процветающей промышленности.
СВЯЗАННЫЕ: ШОВОВАЯ СВАРКА: ПРИМЕНЕНИЕ, ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
Однако для сварки труб в промышленности требуются квалифицированные рабочие. Поскольку сварка представляет собой сложный процесс, вероятность возникновения ошибок весьма значительна.
Таким образом, точность и устойчивость являются ключевыми факторами в этой области.
Ошибки при сварке труб могут быть как у новичков, так и у профессионалов. Понимание их — лучший способ предотвратить такие случаи в первую очередь.
Ошибки при сварке ведут к дефектам сварки. Недавно Honda пришлось отозвать некоторые из своих моделей CR-V из-за дефектного сварного шва, который мог привести к утечке топлива. Катастрофа подводной лодки «Курск» — еще один пример того, как дефекты сварки могут причинить огромный вред не только машинам, но и человеческим жизням.
Процесс сварки труб должен быть точным, поскольку любая ошибка может привести к утечке груза. Давайте рассмотрим некоторые из распространенных ошибок при сварке труб, которые распространены в отрасли.
Подготовка трубы очень важна, когда речь идет о сварке труб. Существует лишь несколько сварочных процессов, не требующих подготовки заготовки перед сваркой.
Эта подготовка труб начинается с обеспечения того, чтобы края, подлежащие соединению, были гладкими и однородными.
Во многих случаях соединяемые трубы подвергались какой-либо резке или сварке до того, как попали в руки сварщика. Поэтому перед фактическим процессом сварки часто используется процедура поверхностного шлифования, чтобы получить правильные края.
Следующим шагом является очистка труб от всех видов смазок, масел и других загрязнителей, присутствующих на поверхности труб.
Без соблюдения надлежащих методов подготовки труб сварной шов, вероятно, столкнется с многочисленными проблемами, такими как включение водорода, захват шлака и непровар. В конечном итоге это приводит к более слабым сварным швам и дефектам сварных швов.
Несмотря на то, что наполнитель приспосабливается к незначительным выравниваниям поверхностей, его возможности ограничены. Когда части не соединены с правильным выравниванием, мы видим такие случаи, как скос со слишком крутым углом.
Самые популярные
Подгонка деталей является стандартной процедурой при сварке труб. Однако иногда мы видим, как сварщики торопятся с процессом, и это создает дефекты сварки, связанные со смещением, которые одновременно неприглядны и конструктивно слабее по сравнению с надлежащим сварным швом.
WPS или Спецификация процедуры сварки — это документ, содержащий информацию, предназначенную для сварщиков, помогая им выполнять сварные швы в соответствии с требованиями кодекса. Слишком часто опытные сварщики игнорируют такую документацию.
Но это не лучший выбор. Сварка труб имеет множество переменных, от материала трубы до типа сварного шва, который используется в процессе.
В WPS содержится вся информация, имеющая отношение к процессу сварки, например, тип сварки, позиции сварки, классификация присадочного материала, температуры предварительного нагрева, температуры последующего нагрева, обработка сварного шва и многое другое.
Всегда рекомендуется обращаться к WPS перед началом сварочного процесса.
Препарирование швов не имеет универсальной процедуры, которой можно следовать. Эти процедуры меняются в зависимости от типа используемой сварки.
Подготовка соединения для сварки электродами не такая, как при сварке МИГ. Оба они требуют разного набора подходов, и использование правильного метода для правильного сварного шва — единственный способ обеспечить идеальные сварные швы труб.
Не соблюдая правильную процедуру сварки, вы получите серьезные дефекты сварки.
Защитный газ используется для защиты сварного шва от взаимодействия с атмосферными газами, такими как водород и азот. Многие процессы сварки, такие как лазерная сварка, используют защитные газы для создания более качественных сварных швов.
Однако одно из наиболее распространенных заблуждений, которое есть у многих сварщиков, заключается в том, что большее количество защитного газа обеспечивает лучшую защиту. Однако это неверно, а в некоторых случаях может даже негативно сказаться на сварном шве.
Сварочный газ высокого давления на полной скорости расходует много защитного газа без каких-либо преимуществ. Кроме того, сила защитного газа может взбалтывать сварочную ванну.
Всегда рекомендуется использовать регулятор расхода, чтобы убедиться, что сварной шов получает надлежащее количество защитного газа.
Многие сварщики винят источники питания в пористости сварных швов. Источник питания не может вызвать пористость сварного шва.
Однако другие факторы, такие как замена катушки с проволокой, использование неподходящего газа или отсутствие предварительной подготовки деталей, часто приводят к пористости сварных швов.
Это говорит о том, что сварщик должен проявлять осторожность на каждом этапе процесса, чтобы обеспечить хорошее соединение труб. Вещи, которые кажутся безобидными, например, мгновенное прерывание потока газа, могут создать пористость в сварных швах.
Дуговая сварка часто вызывает образование шлака. Флюсовое покрытие играет важную роль в образовании шлаковых включений.
Сварщики должны использовать правильную скорость и угол, чтобы обеспечить минимальное образование шлака. Включение шлака также можно предотвратить, используя правильное напряжение сварочной проволоки.
Очистка между проходами сварки — еще один способ предотвратить накопление шлака.
Для сварки труб требуется прочный и безупречный шов. Почему это важно, легко понять, потому что плохие сварочные работы приводят к утечкам, которые могут привести к серьезным повреждениям в зависимости от удерживаемой жидкости.
ОТНОСИТЕЛЬНО: ХОЛОДНАЯ СВАРКА: СОЕДИНЕНИЕ МЕТАЛЛОВ БЕЗ НАГРЕВАНИЯ
Следовательно, ошибки недопустимы. Как сварщик, вы должны убедиться, что каждый шаг процесса выполнен в совершенстве.
Когда вы делаете каждый шаг с осторожностью и совершенством, вы не оставляете права на ошибку.