Как сварить тонкий алюминий импульсной сваркой❓| Показываю на примере бюджетного полуавтомата TORROS MIG 200 PULSE | Euro Welder
🙏Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!После обзорных статей на бюджетную новинку китайского полуавтомата TORROS MIG 200 PULSE, который имеет функцию импульсной сварки, некоторые читатели с недоверием отнеслись к возможности данной модели сваривать тонкий алюминий на предельно низких токах. Я обещал сделать демонстрацию и подробный отчёт по настройкам — выполняю!
Данный обзор также поможет выставить правильные настройки и на других аппаратах с функцией импульсной сварки, поэтому не отключаемся — будет полезно!
Для начала, я бы советовал посмотреть небольшой видео-ролик, который я подготовил для этой статьи, чтобы Вы представляли как это происходит:
Теперь переходим к детальнейшей настройке и пояснениям, поехали!
Первое, с чего начинаем — это откручиваем шланг горелки от евро-разъёма и вынимаем металлическую спираль:
Выкручиваем латунный колпачок и вытягиваем металлическую спираль.
Базовую металлическую спираль необходимо поменять на специальную — тефлоновую, которой нет в стандартном комплекте аппарата и её нужно купить отдельно (стоит недорого).
Это нужно для того, чтобы мягкая алюминиевая проволока легче скользила по каналу, не затормаживаясь в металлической спирали, которая выполнена пружиной и имеет множество рёбер. Тефлоновая спираль внутри полностью гладкая:
Тефлоновая спираль сварочной горелки для сваривания алюминия.Далее нам нужно вытащить направляющую металлическую цангу, которая будет мешать установке тефлонового канала. Делается это очень просто: выкручиваем шестигранный болтик, фиксирующий цангу (на фото обозначен красным кружком), а затем выкручиваем фиксатор и вынимаем толкающий ролик (на фото показан красной стрелочкой):
Цанга, отделённая от канала. На фото я уже закрутил другой толкающий ролик.Далее, чтобы не забыть, Вам необходимо заменить этот самый толкающий ролик на U-образный, который идёт в комплекте с аппаратом.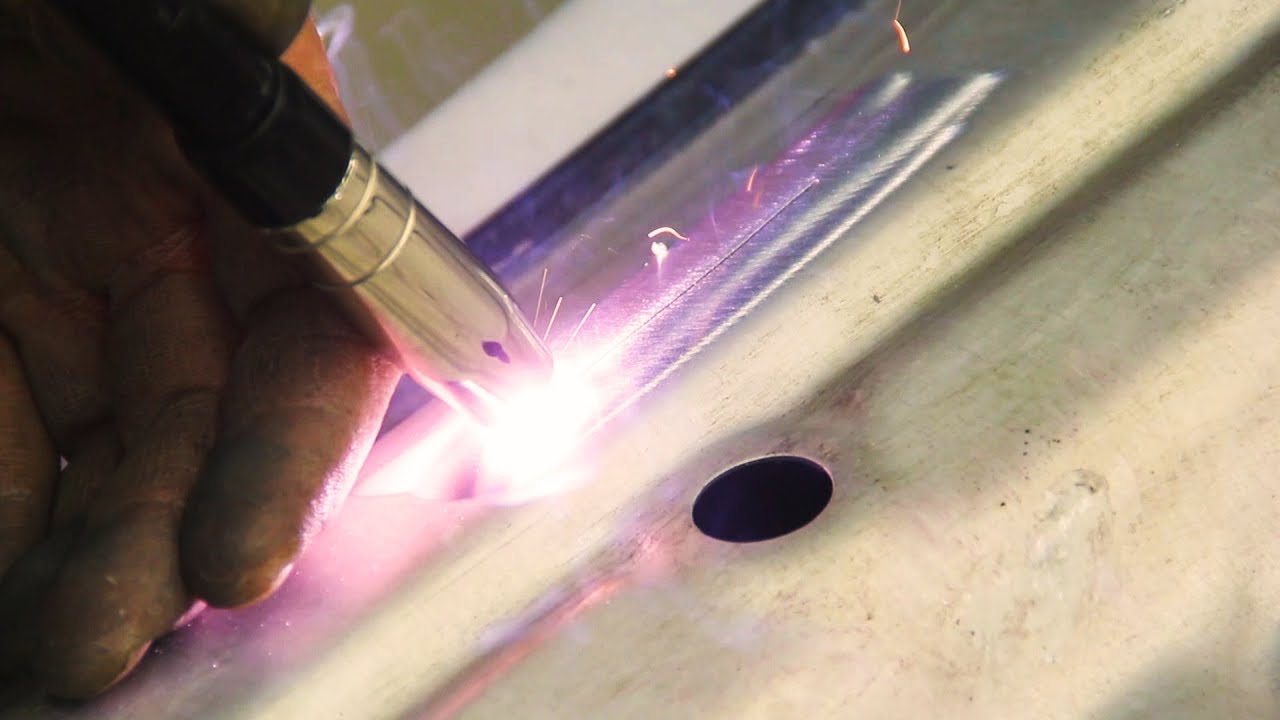 U-образные канавки на ролике, котором мы заменяем ролик с П-образными канавками, позволяет не крошить стенки мягкой алюминиевой проволоки:
U-образные канавки на ролике, котором мы заменяем ролик с П-образными канавками, позволяет не крошить стенки мягкой алюминиевой проволоки:
Следом проталкиваем тефлоновый канал и при необходимости (если купили длинный) отрезаем его таким образом, как указано на фото:
Торцы тефлонового канала отмечены стрелочками — делайте именно так, не больше, не меньше.Дальше устанавливаем проволоку и тут, именно в этом аппарате, есть подвох — производитель не предусмотрел переходник на маленькие катушки, поэтому приходится «колхозить», изобретая что-то своё или просто покупать сразу большие:
Самодельный переходник для маленьких проволочных катушек из шпильки на 16. (гайки на конце шпильки я запечатлел неверно, их там не надо:)После смены фиксатора катушки (только если Вы используете маленькую), Вам необходимо завести проволоку в каналы под прижимные ролики и защёлкнуть фиксатор. Заметем зажать кнопку на держателе горелки и проволока (сначала медленно, затем быстро) протолкнётся в канал до появления проволоки из медного контакта:
Заметем зажать кнопку на держателе горелки и проволока (сначала медленно, затем быстро) протолкнётся в канал до появления проволоки из медного контакта:
Также обратите внимание на то, как собрана ваша цепь — нам нужна обратная полярность: «плюс» на держателе, «минус» на массе. В качестве защитного газа используется аргон (у меня не самый чистый — около 97%). Значение на расходометре будет достаточно установить на 6-8 литров в минуту:
Значение расходометра аргона на редукторе и собранная цепь обратной полярности.*При сварке алюминия, обычно также устанавливается специальный медный контакт на «выход» из горелки, отверстие которого проточено чуть шыре диаметра проволоки. Это делается для того, чтобы проволока при нагреве и расширении не застревала в этом отверстии.
Так вот к сварке алюминия такими низкими токами это не относится. Можете спокойно использовать стандартный наконечник для стали по диаметру используемой проволоки.
Можете спокойно использовать стандартный наконечник для стали по диаметру используемой проволоки.
Ну, а теперь самое интересное — настройка параметров инвертора.
Самая важная функция импульсного режима сварки — это его возможность сваривать тонкий металл с небольшим тепловложением, что позволяет избегать прожогов.
Работает это так: после нажатия контактной кнопки на держателе, проволока подаётся на металл и зажигается так называемая дежурная дуга (базовый ток) небольшой мощности, которая слегка плавит кромки металла. В эту дугу, через отдельный трансформатор внутри аппарата, подаётся импульсный ток (установленный Вами) с частотой импульсов, которую мы можем регулировать. Один импульс (1 Герц) — создаёт одну каплю металла.
Схема импульсной сварки.Поскольку мы собираемся сваривать очень тонкий металл (я использовал 1.2 мм), то нам необходимо использовать минимально возможные силу тока и напряжение (предминимальное или минимальное) и подобрать уместное количество капель (Герц) под эти параметры.
Я создал галерею из фото по всем устанавливаемым параметрам отдельными фотографиями (гортайте вправо и читайте описание):
Первое, что делаем, это устанавливаем минимальную силу тока. В данном аппарате при MIG-сварке — 20 Ампер. Напряжение я также занизил от предлагаемых аппаратом изначально — до минус 16%. Гортайте вправо ->->->Первое, что делаем, это устанавливаем минимальную силу тока. В данном аппарате при MIG-сварке — 20 Ампер. Напряжение я также занизил от предлагаемых аппаратом изначально — до минус 16%. Гортайте вправо ->->->Первое, что делаем, это устанавливаем минимальную силу тока. В данном аппарате при MIG-сварке — 20 Ампер. Напряжение я также занизил от предлагаемых аппаратом изначально — до минус 16%. Гортайте вправо ->->->Первое, что делаем, это устанавливаем минимальную силу тока. В данном аппарате при MIG-сварке — 20 Ампер. Напряжение я также занизил от предлагаемых аппаратом изначально — до минус 16%. Гортайте вправо ->->->Теперь аппарат хорошо настроен и можно сваривать тонкие алюминиевые детали без полного и даже частичного прожога обратной стороны шва, однако тут нужно знать ещё несколько ключевых моментов:
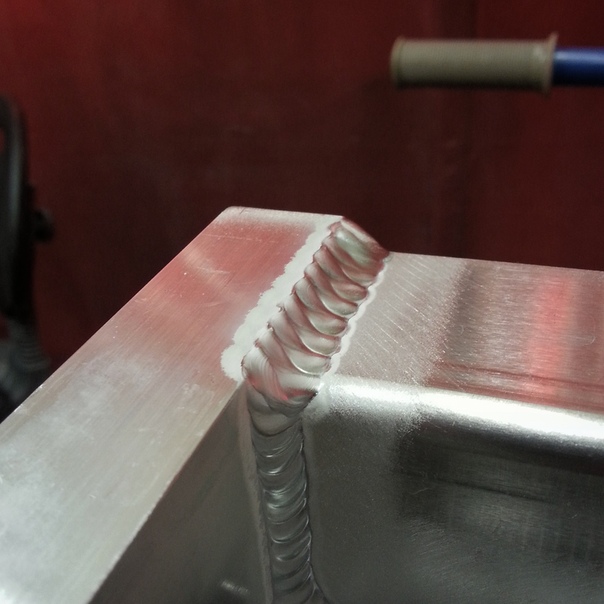
Результат сварки алюминиевых пластин толщиной 1. 2 мм встык. Ещё фото справа->->Результат сварки алюминиевых пластин толщиной 1.2 мм встык. Ещё фото справа->->
2 мм встык. Ещё фото справа->->Результат сварки алюминиевых пластин толщиной 1.2 мм встык. Ещё фото справа->->Первое, что нужно понимать — это то, что алюминий славится своей мощнейшей оксидной плёнкой, температура плавления которой, сильно превосходит температуру плавления самого алюминия в чистом виде. Поэтому перед сваркой Вам необходимо обязательно удалить оксидную плёнку любым доступным способом: кордовым кругом, металлической щёткой, фибровым кругом с помощью УШМ и т.д. Также, для более чистой сварки после зачистки, лучше обезжирить ацетоном (я не обезжиривал).
Второе — это специфика сварки алюминия, которая требует небольшой скорости в начале шва, умеренной скорости в середине и увеличению скорости сварки в конце шва. Всё это обусловлено очень высокой теплопроводностью алюминия — он очень быстро нагревается. Советую выполнять движения горелкой чуть вперёд-чуть назад, принцип которого я описывал в статье по этой ссылке.
Третье. На таких низких значениях тока дуга горит очень тускло и поэтому Вам понадобится сварочная маска способная осветлять стекло до минимальных 4-6 DIN.
На таких низких значениях тока дуга горит очень тускло и поэтому Вам понадобится сварочная маска способная осветлять стекло до минимальных 4-6 DIN.
Сварка алюминия в целом не трудная, но требует немного практики и точной настройки оборудования. Желаю Вам только удачных швов! 🙏 С Уважением E.W.
Как варить алюминий полуавтоматом: особенности процесса
Главная › Новости
Опубликовано: 23.02.2019
Сварка алюминия в аргоне. Настройка аппарата на примере INTER TIG 200 AC/DC PULSEСварка алюминия — довольно сложная задача, справиться с которой под силу только мастерам с навыками сварщика. Алюминий — капризный металл, для его сварки полуавтоматом необходимо использовать качественный инвертор. Как правило, для этой работы подходит любой полуавтомат, но качество сварочного шва может быть обеспечено только сварочным инвертором со специальной функцией сварки алюминия. Кроме того, если вам важен эстетичный внешний вид обрабатываемой детали, то обязательно пользуйтесь аппаратом с функцией импульсной сварки. Подойдет и сварочный инвертор с аргонодуговой сваркой на переменном токе. Сварка алюминия полуавтоматом популярна благодаря высокой скорости работы.
Кроме того, если вам важен эстетичный внешний вид обрабатываемой детали, то обязательно пользуйтесь аппаратом с функцией импульсной сварки. Подойдет и сварочный инвертор с аргонодуговой сваркой на переменном токе. Сварка алюминия полуавтоматом популярна благодаря высокой скорости работы.
Сварка алюминия в среде аргона
Схема полуавтомата для сварки алюминия.
Какие требования необходимо соблюдать?
При работе с алюминием используются чистый аргон или его смесь с гелием, которые выполняют функцию защитного газа. Второй вариант чаще всего используют при работе с толстыми листами. Перед началом работы запаситесь алюминиевой сварочной проволокой для полуавтоматов, ее сечение должно быть сплошным.
TIG-сварка или Сварка аргоном для новичка.С чего начать?
Таблица характеристик электродов для сварки.
Горелка обязательно должна быть расположена на прямом без перегибов и скручиваний шланге не длиннее 3 м. Это связано с тем, что алюминиевая проволока очень мягкая. Обычный канал в горелке рекомендуется заменить тефлоновым, который специально предназначен для обработки алюминия.
Если длины шланга горелки вам для работы недостаточно, то можно приблизить аппарат к обрабатываемой заготовке. Если такой возможности тоже нет, то для работы вам подойдет только полуавтомат с отдельно подающим механизмом. Обратите также внимание на необходимость использовать наконечники с большим отверстием, чем для сварки стали, так как алюминий расширяется сильнее.
Электроды для сварки алюминия подходят не всякие. Для лучшего результата можно использовать электроды одной из следующих разновидностей:
ОЗАНА-1 И ОЗАНА-2; ОК 96.10, ОК 96.20 И ОК 96.50; неплавящиеся электроды.Электроды, относящиеся к первой категории, получили широкое применение чуть больше 10 лет назад. Ими обрабатывают технический алюминий марок А3, А2 , А1 и А0.
Электроды второй категории обладают щелочно-солевым покрытием. Они применимы для работы с различными сплавами этого металла в зависимости от типа электрода. В большинстве случаев для них необходим предварительный нагрев до +150-300°С.
Варить алюминий можно и при помощи неплавящихся электродов из вольфрама. Они зажигают сварочную дугу и поддерживают ее стабильную работу. Их диаметр варьируется от 2 до 6 мм, оптимальный диаметр для каждого отдельного случая определяется с учетом толщины обрабатываемого изделия. Электроды из чистого вольфрама работают хуже, чем электроды с различными присадками, например, из цикория.
Сварка алюминия инвертором предполагает использование недешевых электродов, поэтому необходимо внимательно подбирать подходящий для вашей работы вариант.
Особенности сварки
Схема процесса сварки алюминия полуавтоматом.
Сложности при сварке алюминия в первую очередь возникают из-за оксидной пленки, которая появляется на его поверхности в процессе обработки сварочным аппаратом. Температура, при которой расплавляется данная оксидная пленка, составляет порядка +2050°С, что намного выше, чем температура расплавления основного материала.
Технология сварки подразумевает, что оксидная пленка будет пробита, а затем расплавится и сам металл. Для этого идеально подходит импульсный способ сварки. Так как алюминий хорошо проводит тепло и плавится при относительно низкой температуре, есть риск, что при сварке деталь зажжется. Избежать этого можно, если перед тем, как варить алюминий, его немного подогреть. Предварительный нагрев детали увеличит глубину ее провара.
Перед сваркой необходимо почистить обрабатываемую деталь при помощи металлической щетки, чтобы разбить оксидный слой было проще.
Разбить оксидный слой будет проще, если перед сваркой вы почистите обрабатываемую деталь при помощи металлической щетки. Деталь будет лучше проплавлена, при этом времени процесс займет меньше. Начинать варить деталь необходимо в течение суток после зачистки.
Деталь будет лучше проплавлена, при этом времени процесс займет меньше. Начинать варить деталь необходимо в течение суток после зачистки.
В ходе работы необходимо следить за поддержанием постоянной длины дуги. Это правило универсально, оно действует и при сварке других металлов. При длине дуги, большей необходимой, деталь не расплавится, а при меньшей — зажжется. Необходимая длина дуги зависит от химического состава обрабатываемого материала, так как теплопроводность различных сплавов разная. Среднее значение для алюминия — 12-15 мм.
Заварить кратер в конце шва бывает достаточно сложно. Это связано с тем, что алюминий остывает довольно быстро. Устранить эту проблему можно, если пользоваться специальным полуавтоматом, который в самом начале процесса сварки дает сильный ток, хорошо пробивающий оксидную пленку, а затем меньший, позволяющий без труда заварить кратер в конце шва.
Таким образом, для сварки алюминия должного качества необходимо применять специальное оборудование, пригодное для данной цели. Электроды для сварки алюминия должны обладать определенными параметрами. Кроме того, этот металл обладает некоторыми специфическими особенностями, которые нужно учитывать при работе, в противном случае вам грозит порча обрабатываемых деталей и расходных материалов.
Электроды для сварки алюминия должны обладать определенными параметрами. Кроме того, этот металл обладает некоторыми специфическими особенностями, которые нужно учитывать при работе, в противном случае вам грозит порча обрабатываемых деталей и расходных материалов.
Как варить алюминий полуавтоматом без аргона видео
Даже дети знают, что алюминий обычно вариться вольфрамовым электродом в среде аргона (TIG сварка). Но, то что люминьку можно сваривать полуавтоматом известно не всем.
Также желательная тефлоновая вставка в рукав, продается в сварочных магазинах, хотя я работаю без проблем без нее. Наконечник под алюминий берем на 0.
 2 мм больше чем диаметр проволоки. Если проволока 0,8 мм то наконечник нужно брать 1 мм, если проволока 1 мм тогда наконечник 1,2 и т. д. Либо купить специально наконечник под алюминиевую проволоку. Защитным газом для нашего вида сварки будет не углекислота или смесь а чистый аргон. Ну и как вы поняли сама проволока тоже должна быть из алюминия, хотя я видел попытки «умельцев» варить алюминий обычной стальной СВ08Г2С:).
2 мм больше чем диаметр проволоки. Если проволока 0,8 мм то наконечник нужно брать 1 мм, если проволока 1 мм тогда наконечник 1,2 и т. д. Либо купить специально наконечник под алюминиевую проволоку. Защитным газом для нашего вида сварки будет не углекислота или смесь а чистый аргон. Ну и как вы поняли сама проволока тоже должна быть из алюминия, хотя я видел попытки «умельцев» варить алюминий обычной стальной СВ08Г2С:). Полуавтоматическая сварка, конечно, не дотягивает до ювелирности TIGa, но по продуктивности превосходит его намного. Когда нужно что-то наплавить, или заварить зазор то тут полуавтомат лидирует с отрывом. На заводах из-за высокой продуктивности используют именно MIG.
Например ремонт клапанной крышки от ВАЗ 2105, которую я специально для этой записи сначала повредил молотком заняла не более 3 мин.
Даже дети знают, что алюминий обычно вариться вольфрамовым электродом в среде аргона (TIG сварка). Но, то что люминьку можно сваривать полуавтоматом известно не всем.
Для такого процесса нужен мощный полуавтомат, с такой же протяжкой. Моя самоделка подходит по всем параметрам www.drive2.ru/l/288230376152884642/ . Кстати, уже пять лет без единой серьезной поломки этот агрегат трудится в моей мастерской, каждый день, на благо автомобилей клиентов, уничтожая иногда по 5 кг проволоки за 2 дня:)
Полуавтоматическая сварка, конечно, не дотягивает до ювелирности TIGa, но по продуктивности превосходит его намного.
Например ремонт клапанной крышки от ВАЗ 2105, которую я специально для этой записи сначала повредил молотком заняла не более 3 мин.
Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки.
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т.
 к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
 к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:
При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
Любой аппарат, работающий в полуавтоматическом режиме, должен обеспечить стабильную подачу присадочной проволоки, достаточный импульс для разрушения окисного слоя и дальнейшего поддержания дуги или работу с использованием переменного тока. Для этого нужно выполнять следующие правила:
Для этого нужно выполнять следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.


При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Сварка алюминия в полуавтоматическом режиме от поставщика Evek GmbH / Evek
.Вас интересует сварка алюминия на полуавтомате? Поставщик Evek GmbH предлагает купить сварной алюминий по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Технические характеристики
Спрос на алюминиевые изделия в промышленности и быту связан с положительными характеристиками этого металла.Однако его сварка сопряжена с рядом трудностей. Минимальные временные затраты — это метод импульсной электросварки (MIG / MAG) с использованием сварочного полуавтомата. Этот метод позволяет исключить влияние тонкой поверхностной пленки оксида металла и, как следствие, получить надежное соединение.
Сварочная проволока и защитный газ
При сварке алюминиевых сплавов методом MIG / MAG необходимо использовать сварочную проволоку с защитным покрытием поверхности.В этом случае сама сварка, чтобы предотвратить окисление металла, проводится в среде защитного газа. С увеличением плотности такого газа повышается надежность защиты, поэтому на практике используется аргон, а не азот или оксид углерода. Присадочная проволока подается автоматически от специального агрегата, а сварщик вручную перемещает горелку.
С увеличением плотности такого газа повышается надежность защиты, поэтому на практике используется аргон, а не азот или оксид углерода. Присадочная проволока подается автоматически от специального агрегата, а сварщик вручную перемещает горелку.
Срочность аргона
Защитная атмосфера необходима, иначе сварной шов получается пористым и гораздо менее прочным, а образующиеся при сварке шлаки трудно отделить от металла; Кроме того, без защитной атмосферы происходит сильное разбрызгивание алюминия.Поставщик Evek GmbH предлагает купить алюминий отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Актуальность сварочной проволоки
Сварка методом MIG / MAG особенно широко применяется в таких отраслях, как авиастроение и судостроение. Проволока, используемая для этого способа сварки алюминия, имеет следующий состав (основа-алюминий):
| Химический элемент | Кремний | Утюг | Медь | Марганец | Магний | Хром | Цинк | Титан |
| Содержание,% | 0. 08 08 | 0,11 | 0,02 | 0,12 | 4,95 | 0,13 | 0,006 | 0,13 |
Механические характеристики проволоки должны соответствовать следующим требованиям:
- Предел временного сопротивления, МПа — 260… 270;
- Предел текучести, МПа — 120… 125;
- Относительное удлинение,% — 27… 25.
Москва. Поставщик, цена
Вас интересует сварка алюминия на полуавтомате? Поставщик Evek GmbH предлагает купить сварной алюминий по цене производителя.Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнерскому сотрудничеству.
Помогите мне определить мой продукт Bernard или Tregaskiss
Помогите мне идентифицировать мой продукт Tregaskiss или Bernard
Какой товар вы хотите идентифицировать?
Сварочная горелка MIG
Как ваш пистолет расположен относительно сварного шва?
Ручной (Бернар полуавтомат)
Как охлаждается ваш полуавтоматический пистолет MIG?
Мой пистолет MIG с воздушным охлаждением
Горловина пистолета MIG — это самый простой способ визуально идентифицировать ваш продукт. На что из перечисленного похож ваш пистолет MIG?
На что из перечисленного похож ваш пистолет MIG?
Не видите здесь свой продукт? Обратитесь в нашу службу технической поддержки за помощью.
Мой пистолет MIG с водяным охлаждением
Сварочным роботом (Tregaskiss)
Как охлаждается ваш сварочный робот-пистолет?
с воздушным охлаждением и соплом с водяным охлаждением (через внешние водяные линии)
Пушка закреплена на месте (Трегаскисс)
У вас есть стационарный автоматический пистолет MIG Tregaskiss.На что из перечисленного похож ваш товар?
Не видите здесь свой продукт? Обратитесь в нашу службу технической поддержки за помощью.
Станция очистки сопел (Tregaskiss Reamer)
РазверткиTOUGH GUN TT3 и TT3E можно визуально идентифицировать снаружи следующим образом:
TOUGH GUN TT3 (Аналоговый) развертка
- Установочные переключатели находятся на стороне развертки (черно-желтая панель с 4 круглыми кнопками, показанными выше)
- Серийный номер на табличке начинается с TT —
TOUGH GUN TT3E (Ethernet) развертка
- Переключатели настройки находятся на задней части развертки (черно-желтая панель с 4 круглыми кнопками, показанными выше)
- Серийный номер на табличке начинается с TTE —
Расходные материалы для пистолета МИГ
Какие расходные материалы есть на моем пистолете MIG?
Самый простой компонент, который поможет вам определить, какая серия расходных материалов установлена на вашем пистолете (ах) MIG, — это контактный наконечник. Сравните свой контактный совет с изображениями ниже и перейдите по ссылке, чтобы узнать больше.
Сравните свой контактный совет с изображениями ниже и перейдите по ссылке, чтобы узнать больше.
AccuLock ™ Контактный наконечник
- Форма: больше, закругленная спереди, суженная посередине и длинный хвост сзади
- Резьба: грубая
- Rollmark: замок с логотипом AccuLock
Не видите здесь свой продукт? Обратитесь в нашу службу технической поддержки за помощью.
Какой вкладыш для пистолета MIG я использую?
Вкладыш для алюминиевой проволоки
У нас есть варианты алюминиевых футеровок, которые подходят для большинства наших серий расходных материалов. Пожалуйста, нажмите на одну из спецификаций ниже, чтобы получить доступ к этой информации:
Если вы хотите обсудить варианты алюминиевого покрытия, обратитесь за помощью в нашу службу технической поддержки.
Вкладыш для медной проволоки
Латунный конец лайнера уникален для каждой серии лайнеров. Сравните латунный конец вашего лайнера с изображениями ниже:
Сравните латунный конец вашего лайнера с изображениями ниже:
Не видите здесь свой продукт? Обратитесь в нашу службу технической поддержки за помощью.
Короткая гильза на шею моего пистолета
Бронзовая подкладка для алюминия Прыжок для роботизированных горелок MIG Tregaskiss с опцией тросового тормозаНе видите здесь свой продукт? Обратитесь в нашу службу технической поддержки за помощью.
Дополнительные ресурсы
Спецификации и руководства пользователя
Поддерживать
Практическая подготовка для сварщиков полуавтоматов (алюминий)
Название учреждения: OÜ A1koolitus (a1koolitus.ее)
Название программы: Практическая подготовка для сварщиков-полуавтоматов — 119 академических занятий
Учебная группа и начало разработки учебной программы: 521 Механика и обработка металлов. Компетенция четвертой категории стандартов сварки.
Компетенция четвертой категории стандартов сварки.
Уровень образования: Дополнительное образование взрослых
Языки обучения: эстонский, русский или английский
Время и объем обучения: Ежегодно 17 учебных дней.
Информация о регистрации на обучение: Регистрация на месте
Целевая группа и стартовые условия: Взрослые (от 18 лет) будут допущены к обучению сварщиков на основании заявления. Все кандидаты, которые соответствуют требованиям для поступления и сдали тест на месте, также будут допущены к зачислению на курс.
Разделение на группы: Группировка студентов производится с учетом уровня знаний и разговорной речи.
Общий объем обучения (академических уроков):
119 академических часов, из них
105 академических уроков практики,
14 академических уроков Подготовка к экзамену — Визуальный контроль
Методика обучения: Практические занятия на индивидуальном сварочном участке заключаются в выполнении инструктором различных заданий.
Онлайн-уроки: Нет
Цель обучения: По окончании обучения сварщик сможет сваривать широкий спектр сварочных изделий, деталей и строительных конструкций.Для более качественного выполнения работы (для продуктов, требующих особого контроля) проконсультируйтесь со своим руководителем, координатором или мастером. Сварщик использует следующие методы сварки: полуавтоматическая сварка (MIG 131).
Результаты обучения:
По окончании обучения сварщик:
Ознакомлен с рабочими чертежами, рабочими инструкциями и технологической картой (WPS)
Умеет правильно подобрать рабочий и сварочный инструмент
Может настраивать сварочное оборудование и выбирать режимы
Могу правильно организовать рабочее место
Можно выбрать подходящие средства самозащиты
Может создавать, собирать детали и создавать сборки
Умеет проводить контроль качества и при необходимости устранять дефекты
Может выполнять полуавтоматическую сварку и механическую обработку деталей
Содержание обучения:
1. 1 Организация рабочего места, подбор и подготовка продукции и необходимых вещей к работе
1 Организация рабочего места, подбор и подготовка продукции и необходимых вещей к работе
1.1.1 Ознакомление с чертежом, должностной инструкцией и технологической картой (WPS)
1.1.2 Выбор инструмента
1.1.3 Выбор сварочного оборудования
1.1.4 Монтаж сварочного оборудования и выбор режима
1.1.5 Правильное управление рабочим местом
1.1.6 Подбор средств индивидуальной защиты
1.2 Подготовка и проверка деталей и швов
1.2.1 Подготовка и сборка детали
1.2.2 Испытание и наладка сварочных агрегатов
1.3 Контроль качества и устранение неисправностей
1.3.1 Проверка сварных швов и устранение неисправностей
1.3.2 Контроль сборки
1.3.3 Итоговый контроль
1,4 Полуавтоматическая сварка и постобработка деталей
1.4.1 Проведение полуавтоматической сварки
1.4.1.1 Осветите хранилище
1.4.1.2 Размораживание рулонов до плоского положения PA, PF, PC, PE
1. 4.1.3 Сварка Т-образных швов в позициях PA, PF, PC, PE, PB, PD
4.1.3 Сварка Т-образных швов в позициях PA, PF, PC, PE, PB, PD
1.4.1.4 Сварка швов в позициях ПА, ПФ, ПК, ПЭ
1.4.2 Среднесрочный контроль
1.4.3 Последующая обработка готового продукта
1.5 Подготовка к экзамену
1.6 Визуальный контроль
Описание учебной среды: Теоретические и практические секции будут проходить по адресу Паэ 29, Таллинн. Безопасность и чистота гарантированы.Для изучения теории у нас есть 4 класса. В зависимости от предмета каждый класс вмещает более 30 человек. Теоретическая часть выдается в руки (или на карты памяти) для закрепления знаний после урока. Мы также предоставляем средства индивидуальной защиты и рабочее снаряжение для практических занятий.
Перечень учебных материалов: WPS при необходимости
Требования к выпуску, включая методы оценки и критерии оценки: По крайней мере, 80% посещаемости являются обязательными для завершения обучения. Кроме того, необходимая деталь должна быть сварена в соответствии с WPS и соответствовать критериям оценки.
Кроме того, необходимая деталь должна быть сварена в соответствии с WPS и соответствовать критериям оценки.
Оформляемые документы: Полный сертификат, если соблюдены требования при его получении. Свидетельство об участии, если результаты обучения не были достигнуты, но студент участвовал в исследовании. Сертификат выдается в зависимости от количества посещенных часов, но не в том случае, если студент прошел менее половины уроков.
Резюме: Курс предназначен для специалистов по металлу (продвинутый уровень), которые в своей повседневной работе занимаются качественной и точной сваркой.Курс направлен на получение профессиональных теоретических и практических знаний. Студент, окончивший курс, сможет применить полученные знания, а именно, сваривать различные материалы и детали с учетом выполнения своих повседневных обязанностей с использованием инструментов и сварочного оборудования. После прохождения курса и сдачи выпускного экзамена студент готов к работе или прохождению стажировки.
Формирование итогового результата:
Оценка
Знание и использование профессиональной терминологии, успешное прохождение практической части курса
Визуальный осмотр WPS
Учебная программа утверждена: 01.12.2019
05 -ТЕОРИЯ И ПРАКТИКА ЗАЩИТНЫХ ГАЗОВЫХ СМЕСЕЙ ДЛЯ ПОЛУАВТОМАТИЧЕСКИХ ШВОВ (1) .pdf — ТЕОРИЯ И ПРАКТИКА ЗАЩИТНЫХ ГАЗОВ ДЛЯ ПОЛУАВТОМАТИЧЕСКИХ СМЕСЕЙ
1
ТЕОРИЯ И ПРАКТИКА ЗАЩИТНЫХ ГАЗОВЫХ СМЕСЕЙ ДЛЯ ПОЛУ-
АВТОМАТИЧЕСКИЕ СВАРКИ
В.В. ВАЙДЯ
*
АБСТРАКТНЫЕ
В статье описывается влияние добавления кислорода и углекислого газа к аргону на дугу.
стабильность для полуавтоматической сварки металлов в стали, алюминии и сплавах с высоким содержанием никеля.
Изучаются комбинации газовых составов при образовании дыма.Эффект изменения
окислительный потенциал защитного газа от химического состава, механических свойств и диффузии
обсуждается содержание водорода в металле шва. Влияние азота на ферритные, аустенитные и
Кратко описаны дуплексные сварочные металлы. КЛЮЧЕВЫЕ СЛОВА
GMAW, FCAW, MCAW, окислительный потенциал, диффузионный водород, пористость, отслеживающая червяк
ВСТУПЛЕНИЕ
Краткое описание процессов сварки GMAW, MCAW и FCAW
Газовая дуговая сварка металлическим электродом или GMAW — это процесс дуговой сварки, включающий автоматическую
подача непрерывного расходуемого электрода, который защищен газом, подаваемым извне.Поскольку в оборудовании предусмотрена автоматическая саморегуляция электрических характеристик
дуга и скорость наплавки, единственное ручное управление, необходимое сварщику для полуавтоматического
операциями являются позиционирование орудия, наведение и скорость движения.
Такая же установка оборудования используется для процесса дуговой сварки порошковой проволокой (FCAW) или сварки металла.
процесс порошковой дуговой сварки (MCAW). В этом варианте сварочного процесса сварочный наполнитель
металл или расходный материал имеет поперечное сечение с сердечником, в отличие от сплошного металлического поперечного сечения
присадочный металл, используемый для процесса GMAW.
КЛЮЧЕВЫЕ СЛОВА
GMAW, FCAW, MCAW, окислительный потенциал, диффузионный водород, пористость, отслеживающая червяк
ВСТУПЛЕНИЕ
Краткое описание процессов сварки GMAW, MCAW и FCAW
Газовая дуговая сварка металлическим электродом или GMAW — это процесс дуговой сварки, включающий автоматическую
подача непрерывного расходуемого электрода, который защищен газом, подаваемым извне.Поскольку в оборудовании предусмотрена автоматическая саморегуляция электрических характеристик
дуга и скорость наплавки, единственное ручное управление, необходимое сварщику для полуавтоматического
операциями являются позиционирование орудия, наведение и скорость движения.
Такая же установка оборудования используется для процесса дуговой сварки порошковой проволокой (FCAW) или сварки металла.
процесс порошковой дуговой сварки (MCAW). В этом варианте сварочного процесса сварочный наполнитель
металл или расходный материал имеет поперечное сечение с сердечником, в отличие от сплошного металлического поперечного сечения
присадочный металл, используемый для процесса GMAW. Поперечное сечение с сердечником представляет собой металлическую
трубка или формованная внешняя металлическая оболочка и сердечник, заполненный ферросплавами и неметаллическими
порошки.
Шлакообразователи в сердечнике проволоки FCAW позволяют использовать этот процесс во всех положениях. На
Напротив, процесс MCAW имеет очень мало неметаллических компонентов в сердечнике, ограниченный
максимум 5% по весу. Таким образом, валик сварного шва MCAW не может быть легко нанесен из
положение, и на затвердевшем сварном шве не будет шлакового покрытия.Поверхность сварного шва MCAW будет
напоминают месторождение GMAW, содержащее островки силикатов металлов. Многопроходная MCAW или
Следовательно, сварка GMAW требует минимальной очистки между проходами. Напротив, многопроходная FCAW
Для получения качественного шва потребуется удаление шлака между проходами. (Ссылка 1)
*
Директор по сварочным технологиям и развитию бизнеса, Air Liquide Canada Inc., 1250 René-Levesque Blvd.,
Монреаль, Квебек, Канада. h4B 5
E6
Поперечное сечение с сердечником представляет собой металлическую
трубка или формованная внешняя металлическая оболочка и сердечник, заполненный ферросплавами и неметаллическими
порошки.
Шлакообразователи в сердечнике проволоки FCAW позволяют использовать этот процесс во всех положениях. На
Напротив, процесс MCAW имеет очень мало неметаллических компонентов в сердечнике, ограниченный
максимум 5% по весу. Таким образом, валик сварного шва MCAW не может быть легко нанесен из
положение, и на затвердевшем сварном шве не будет шлакового покрытия.Поверхность сварного шва MCAW будет
напоминают месторождение GMAW, содержащее островки силикатов металлов. Многопроходная MCAW или
Следовательно, сварка GMAW требует минимальной очистки между проходами. Напротив, многопроходная FCAW
Для получения качественного шва потребуется удаление шлака между проходами. (Ссылка 1)
*
Директор по сварочным технологиям и развитию бизнеса, Air Liquide Canada Inc., 1250 René-Levesque Blvd.,
Монреаль, Квебек, Канада. h4B 5
E6
GMAW Основы сварки алюминия
Сварка алюминия методом газовой дуговой сварки
Сварка алюминия методом GMAW не сильно отличается от сварки низкоуглеродистой стали или других материалов. При сварке всех материалов оператор должен всегда следовать рекомендуемым передовым методикам. Цель этой статьи — дать сварщику основную информацию об успешной сварке алюминиевых сплавов.
При сварке всех материалов оператор должен всегда следовать рекомендуемым передовым методикам. Цель этой статьи — дать сварщику основную информацию об успешной сварке алюминиевых сплавов.
Основные этапы процесса
1. Подготовка алюминия: Для успешной сварки алюминия сварщик всегда должен заботиться о чистке основного материала и удалении оксида алюминия и углеводородного углерода, загрязняющих поверхность материала.
а. Оксид алюминия на поверхности материала плавится при 3700 F, а основной металл алюминия плавится при 1200 F.Оставление оксида на поверхности основного материала уменьшит проникновение присадочного металла в заготовку.
г. Для удаления оксидов алюминия используйте только проволочную щетку из нержавеющей стали. Использование стальной щетки приведет к загрязнению основного металла из-за наложения углерода в алюминий. Другой способ очистки алюминия — это использование чистящих растворов, которые доступны у большинства дистрибьюторов сварочных работ и промышленных поставщиков. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой.Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов. Было сказано, что если вы думаете, что основной материал чистый, очистите его снова.
При использовании растворов для химического травления обязательно удалите их из работы перед сваркой.Чтобы минимизировать риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов. Было сказано, что если вы думаете, что основной материал чистый, очистите его снова.
2. Предварительный нагрев алюминия. Предварительный нагрев алюминиевой заготовки помогает избежать растрескивания сварного шва. Температура предварительного нагрева не должна превышать 230 F. Обычно предварительный нагрев требуется только при сварке толстых материалов; он также может помочь сварщику при сварке тонкого сечения к более толстому.Еще одним фактором, о котором следует подумать, должна быть конструкция соединения, например, следует пересмотреть скос, когда сварка пластин в плоском положении может быть лучшим выбором.
3. Сварочная проволока: Есть несколько различных марок и размеров алюминиевой сварочной проволоки; Сварочная проволока марок 4043 и 5356 является наиболее распространенной, однако существует несколько других марок, которые зависят от области применения и основного металла. Всегда консультируйтесь с производителем, какой сплав лучше всего подходит для свариваемого основного металла. В Интернете доступно несколько руководств по выбору проводов.
Всегда консультируйтесь с производителем, какой сплав лучше всего подходит для свариваемого основного металла. В Интернете доступно несколько руководств по выбору проводов.
4. Защитные газы: Защитный газ используется для защиты сварочной ванны от внешних загрязнений. Наиболее распространенным защитным газом при сварке алюминия является 100% аргон из-за его хорошего очищающего действия и профиля проплавления. При сварке более толстых секций ½ дюйма или более обычно используется смесь 75% гелия и 25% аргона, поскольку она создает более горячую дугу и способствует проплавлению.
5. Угол сварочного пистолета: в случае алюминия использование угла проталкивания, а не угла вытягивания приведет к лучшему очищающему эффекту, уменьшению загрязнения сварных швов и улучшенному покрытию защитным газом.
6. Скорость движения: сварка алюминия требует использования более высоких значений силы тока и напряжения по сравнению со сталью, а также более высоких скоростей движения. Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
7. Сварные швы выпуклой формы: при сварке алюминия кратерное растрескивание является причиной большинства отказов. Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении.Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую или бугорчатую форму. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Хотя сварка алюминия методом MIG может представлять некоторые проблемы, требующие немного больше навыков для получения приемлемых сварных швов по сравнению со сталью, при небольшой практике и правильном оборудовании сварщик обнаружит, что уделение внимания деталям приведет к качественной сварке.
Пистолет MIG с водяным охлаждением
Обзор
За более чем 44 года работы по сварке алюминиевых и стальных прицепов, D / F Machine Specialties полуавтоматическая сварочная горелка с пистолетной рукояткой MIG 650 А с водяным охлаждением модели NC-21 / HT-21 предназначена для сварки алюминиевых прицепов с принудительной сваркой.
Полуавтоматическая сварочная горелка MIG с пистолетной рукояткой на 650 ампер с водяным охлаждением D / F предлагает конструкцию с полной взаимозаменяемостью длины сопла для ручной MIG-сварки алюминия и нержавеющей стали с использованием проволоки диаметром от 0,030 до 1/8 дюйма. Горелка может быть адаптирована для точечной или непрерывной сварки плавлением и идеально подходит для сварки алюминиевой и нержавеющей проволокой 3/64 «и 1/16». Пистолетный пистолет D / F является превосходной альтернативой пистолетам Miller XR-Pistol-Pro и XR-A, а также пистолетам MK Products Prince XL® Push-Pull Pistol Grip Gun.
Горелка D / F известна тем, что при правильном охлаждении сварщик может схватить хромированный передний корпус с водяным охлаждением (а не медное газовое сопло / чашку) горелки голой рукой, и он будет холодные на ощупь секунды после сварки. При наличии подходящего чиллера это можно сделать даже после 4 часов дуги. Убедитесь, что подача охлаждающей воды имеет минимальный расход 1 галлон в минуту (для каждого внутреннего корпуса), 40 фунтов на квадратный дюйм (максимум 80 фунтов на квадратный дюйм) с резервуаром на 6 галлонов и рекомендуемой холодопроизводительностью 30 000 БТЕ / час. Характеристики пистолета зависят от используемого защитного газа, времени дуги, времени охлаждения и температуры воды на входе. Температура воды на выходе не должна превышать 27 ° C (80 ° F). Выход воды из резака и кабель питания не охлаждается, пока охлаждающая жидкость не пройдет через резак и не выйдет из воды и кабеля питания. Если вода не течет через резак D / F в течение как минимум 1 минуты до зажигания дуги, при подаче электроэнергии и попадании воды на «горячую» воду / выходной кабель и кабель питания будет образовываться пар. Пар может за секунды повредить внутренние детали горелки, что приведет к утечке.Он также может задуть воду / погасить факел и шнур питания. Реле потока может быть установлено после обратной линии, чтобы обеспечить присутствие охлаждающей жидкости в обратной линии до зажигания дуги. При использовании GMAW с высоким напылением, высокой плотности тока, большой силы тока, предварительного нагрева или длительных периодов времени дуги требуется охлаждающий жидкостный охладитель с большим резервуаром.
Характеристики пистолета зависят от используемого защитного газа, времени дуги, времени охлаждения и температуры воды на входе. Температура воды на выходе не должна превышать 27 ° C (80 ° F). Выход воды из резака и кабель питания не охлаждается, пока охлаждающая жидкость не пройдет через резак и не выйдет из воды и кабеля питания. Если вода не течет через резак D / F в течение как минимум 1 минуты до зажигания дуги, при подаче электроэнергии и попадании воды на «горячую» воду / выходной кабель и кабель питания будет образовываться пар. Пар может за секунды повредить внутренние детали горелки, что приведет к утечке.Он также может задуть воду / погасить факел и шнур питания. Реле потока может быть установлено после обратной линии, чтобы обеспечить присутствие охлаждающей жидкости в обратной линии до зажигания дуги. При использовании GMAW с высоким напылением, высокой плотности тока, большой силы тока, предварительного нагрева или длительных периодов времени дуги требуется охлаждающий жидкостный охладитель с большим резервуаром. Точный контроль температуры поддерживает постоянную температуру охлаждения 13 ° C (55 ° F), тем самым продлевая срок службы сварочного оборудования и, в частности, продлевая срок службы газового сопла и токоотвода.D / F Machine Specialties не производит и не продает чиллеры, мы их только рекомендуем. Щелкните здесь, чтобы увидеть наши рекомендуемые чиллеры.
Точный контроль температуры поддерживает постоянную температуру охлаждения 13 ° C (55 ° F), тем самым продлевая срок службы сварочного оборудования и, в частности, продлевая срок службы газового сопла и токоотвода.D / F Machine Specialties не производит и не продает чиллеры, мы их только рекомендуем. Щелкните здесь, чтобы увидеть наши рекомендуемые чиллеры.
Каждый сварочный пистолет D / F Machine Specialties полностью собран и готов к установке. Чтобы завершить установку, укажите кодовый номер, размер проволоки, марку / модель механизма подачи проволоки (механизмы подачи проволоки Lincoln, механизмы подачи проволоки Miller, механизмы подачи проволоки Tweco, механизмы подачи проволоки ESAB и механизмы подачи проволоки с быстрым разъединением EURO) и входное отверстие (при необходимости ) необходимо указать при заказе.Если требуются специальные сварочные инструменты или аксессуары, отличные от перечисленных ранее, проконсультируйтесь с заводом. Подберите подходящий адаптер для механизма подачи проволоки MIG.
Если вам нравятся все сверхпрочные, надежные конструктивные особенности и низкая стоимость сварочного пистолета D / F с водяным охлаждением и пистолетной рукояткой, но вы всегда хотите иметь изогнутый пистолет, пожалуйста, ознакомьтесь с нашим NCC / HTC, Mighty MIG , а также полуавтоматические ручные пистолеты HTC-E / HTCE-A с водяным охлаждением, 55 градусов.
Характеристики
- Внутренний корпус и сопло с водяным охлаждением
- NC-21S — Дополнительное точечное сопло с прямым охлаждением
- Небольшая передняя часть для труднодоступных мест
- Длина сопла может быть увеличена путем применения любого из трех (3) узлов сопла с водяным охлаждением разной длины
- Дополнительный комплект изогнутых сопел
- Дополнительный тепловой экран
Описание модели
- NC-21 — N Обычный пистолет с водяным охлаждением C ollet Action (скользящий токовый наконечник)
- HT-21 — H Пистолет Eavy Duty, с водяным охлаждением T с резьбой Current Tip
- NC-21-A — N нормальный режим, W / C C ollet Action (вставной наконечник) — высокая производительность (серия A )
- HT-21-A — H eavy Duty, W / C T Наконечник с резьбой (CuCrZr) — большой емкости (серия A )
Характеристики модели
| МОДЕЛЬ | ТОК МОЩНОСТЬ | ВЕС (ПРИМЕР.  ) ) | ОХЛАЖДЕНИЕ ТРЕБУЕТСЯ | РЕКОМЕНДУЕМЫЙ ПРОВОД ДИАМОМ . ДИАПАЗОН | ИНСТРУКЦИЯ РУКОВОДСТВО |
|---|---|---|---|---|---|
| NC-21 | 650 ампер при 100% рабочем цикле | 2,5 фунта | 5 пинт / мин | 0,030 «-1/8» твердый / с сердечником, 3/64 «-3/32» AL | 163WP |
| HT-21 | 650 ампер при , 100% рабочий цикл | 2.5 фунтов | 5 пинт / мин | 0,030 «-1/8» твердый / с сердечником, 3/64 «-3/32» AL | 163WP |
| HT-21-A, HT-21-A | 650 ампер при , 100% рабочий цикл | 2,5 фунта | 5 пинт / мин | 0,030 «-1/8» твердый / с сердечником, 3/64 «-3/32» AL | 161WP |
Размеры ствола
| МОДЕЛЬ | Длина с соплом 3 « | Длина с соплом 4 « | Длина с соплом 5 « | Диаметр корпуса ствола | Диаметр жиклера ж / б |
|---|---|---|---|---|---|
| NC-21 / HT-21 | 9. 25 « 25 « | 10,25 дюйма | 11,25 дюйма | 1,625 « | 1,125 « |
| NC-21-A / HT-21-A | 9,25 дюйма | 10,25 дюйма | 11,25 дюйма | 1,625 « | 1,445 « |
Коммунальная станция № 45196
Станция D / F требуется для всех установок резаков D / F. В типичных современных схемах горелки используется сборный узел кабеля с выводом питания.Горелки D / F используют альтернативный подход к настройке. В горелках используются отдельный газовый шланг, шланг для подачи воды, вывод воды и кабель питания, а также кожух / кабелепровод. Когда один кабель выходит из строя, его просто заменяют вместо того, чтобы прикреплять полностью новый унифицированный кабельный узел; огромная экономия средств! Здесь также вступает в игру D / F Utility Station. Газовый шланг, шланг для подачи воды и кабель для подачи воды и питания подключаются к существующим линиям заказчика через подстанцию. Кабели резака D / F подключаются к передней (см. Справа) подстанции.В тыльную часть (см. Ниже) подстанции помещаются инженерные сети заказчика. Подробнее читайте на странице продукта D / F Utility Station.
Кабели резака D / F подключаются к передней (см. Справа) подстанции.В тыльную часть (см. Ниже) подстанции помещаются инженерные сети заказчика. Подробнее читайте на странице продукта D / F Utility Station.
Для получения дополнительной информации о правильном использовании D / F Utility Station и просмотра различных вариантов подключения резака загрузите один лист «Варианты подключения резака».
Тепловой экран № 14525
Естественно, производители и производители за прошедшие годы приняли ряд мер по борьбе с тепловым воздействием. Хотя сильная жара, безусловно, может раздражать сварщика, ее воздействие — это не просто вопрос комфорта.Также необходимо учитывать важные аспекты безопасности, ответственности и производительности. Отражающее тепло при очень горячей сварке. Отражающий тепло и сварочная лужа, которые появляются при сварке алюминия методом MIG, становятся еще более горячими. Тепловой экран D / F Machine Specialties для пистолета MIG направляет тепло от рук, значительно снижая температуру. В отличие от других теплозащитных экранов, теплозащитный экран D / F имеет двойную конструкцию. Внешняя стена отражает тепло и обеспечивает изоляцию от внутренней стены.Он также защищает руки и горелку от сварочных брызг. Более того, теплозащитный экран удобен и легок, поэтому его можно установить на пистолет D / F без ущерба для производительности. Вы даже не заметите там теплозащитного экрана.
В отличие от других теплозащитных экранов, теплозащитный экран D / F имеет двойную конструкцию. Внешняя стена отражает тепло и обеспечивает изоляцию от внутренней стены.Он также защищает руки и горелку от сварочных брызг. Более того, теплозащитный экран удобен и легок, поэтому его можно установить на пистолет D / F без ущерба для производительности. Вы даже не заметите там теплозащитного экрана.
Комплект изогнутых сопел № 13925
Дополнительный комплект изогнутых форсунок доступен с форсункой 55 °, которую можно установить вместо обычной газовой чашки. Изогнутое сопло можно поворачивать в любом направлении от передней части резака.Комплект доступен с изогнутыми токовыми наконечниками, рассчитанными на диапазон диаметров проволоки 0,035 -1/16 дюйма для жесткой проволоки и 3/64 дюйма -1/16 дюйма для алюминиевой проволоки. См. Страницу Советы по контактам для сварки D / F MIG для получения дополнительной информации о наконечниках изогнутого тока. Загрузите один лист продукта для получения дополнительной информации о комплекте изогнутых сопел.
Подробнее
Помните великолепную сварочную горелку Airco Aircomatic модели AH50-B, которая использовалась исключительно для точечной сварки алюминия и твердой проволоки газовой дугой (MIG)? По конструкции очень похожи на Linde ST-5 и ESAB ST-21 (арт.995950), но с улучшениями и новыми функциями и зарекомендовавшим себя в качестве превосходной альтернативы, ручной пистолет MIG с ручным пистолетным захватом D / F с водяным охлаждением представляет собой прочную универсальную ручную сварочную горелку MIG с водяным охлаждением, предназначенную для работы при сварочных токах до 600 ампер в непрерывном режиме с использованием всех видов защитных газов. В горелке используется конструкция с пистолетной рукояткой для удобного управления сваркой в режиме старт-стоп и простоты использования, а ее линейная конструкция позволяет вводить все рабочие линии через цилиндр горелки.Как и ESAB ST-21, пистолет D / F легко подключается к механизму подачи проволоки ESAB MIG-35. Пистолет DF также предназначен для использования со всеми механизмами подачи проволоки, имеющими водяное охлаждение, и может работать со всеми типами сварочной проволоки диаметром от 0,035 дюйма до порошковой проволоки диаметром 1/8 дюйма и диаметром от 3/64 дюйма до 3 /. 32-дюймовый алюминиевый провод.
Пистолет DF также предназначен для использования со всеми механизмами подачи проволоки, имеющими водяное охлаждение, и может работать со всеми типами сварочной проволоки диаметром от 0,035 дюйма до порошковой проволоки диаметром 1/8 дюйма и диаметром от 3/64 дюйма до 3 /. 32-дюймовый алюминиевый провод.
Чтобы обеспечить максимальную защиту от злоупотреблений при повседневном обслуживании, горелка с пистолетной рукояткой имеет прочную конструкцию, все металлические части которой хорошо изолированы от токоведущих элементов.Встроенный корпус и пистолетная рукоятка позволяют использовать пистолет D / F в самых разных областях, обеспечивая простоту маневрирования и удобство в эксплуатации. Для облегчения маневрирования все рабочие линии соединены изнутри с корпусом резака и выходят через заднюю часть корпуса резака. В горелке можно использовать либо резьбовые контактные наконечники, либо вставные контактные трубки, которые фиксируются гайкой цанги, поставляемой с горелкой. Контактный наконечник можно быстро и легко заменить, отвинтив металлическое сопло и гайку цанги и сняв наконечник. Шесть металлических форсунок с водяным охлаждением разной длины и внутреннего диаметра. доступны для использования с пистолетом D / F для непрерывной сварки плавлением и для точечной сварки. Требования к водяному охлаждению для пистолета D / F описаны ниже.
Шесть металлических форсунок с водяным охлаждением разной длины и внутреннего диаметра. доступны для использования с пистолетом D / F для непрерывной сварки плавлением и для точечной сварки. Требования к водяному охлаждению для пистолета D / F описаны ниже.
Естественно, производители и производители за прошедшие годы приняли ряд мер по борьбе с тепловым воздействием. Хотя сильная жара, безусловно, может раздражать сварщика, ее воздействие — это не просто вопрос комфорта. Также необходимо учитывать важные аспекты безопасности, ответственности и производительности.Отражающее тепло при очень горячей сварке. Отражающий тепло и сварочная лужа, которые появляются при сварке алюминия методом MIG, становятся еще более горячими. Тепловой экран D / F Machine Specialties для пистолета MIG направляет тепло от рук, значительно снижая температуру. В отличие от других теплозащитных экранов, теплозащитный экран D / F имеет двойную конструкцию. Внешняя стена отражает тепло и обеспечивает изоляцию от внутренней стены. Он также защищает руки и горелку от сварочных брызг. Более того, теплозащитный экран удобен и легок, поэтому его можно установить на пистолет D / F без ущерба для производительности.Вы даже не заметите там теплозащитного экрана.
Он также защищает руки и горелку от сварочных брызг. Более того, теплозащитный экран удобен и легок, поэтому его можно установить на пистолет D / F без ущерба для производительности.Вы даже не заметите там теплозащитного экрана.
Сравнение пушек, пушек и катушек
Преимущества пистолета Push Gun
Подача алюминиевой проволоки с помощью системы «только толкание» очень выгодна. Пистолет D / F с водяным охлаждением легко подключается к Millermatic 350P и XR-AlumaFeed и является превосходной альтернативой Miller XR-Pistol-Pro и XR-A, а также пистолетной рукоятке MK Products Prince XL® Push-Pull. Пистолет. Пистолет D / F недорог в отличие от двухтактных горелок MIG и пистолетов с катушкой, представленных сегодня на рынке.Двухтактные резаки также очень хрупкие, их сложно обслуживать, и они состоят из большего количества деталей. Для толкающего пистолета требуются приводные ролики с U-образной канавкой для обеспечения большего поверхностного контакта с проволокой, нейлоновый вкладыш и соответствующее давление приводных роликов. Благодаря использованию корпуса, армированного сталью D / F, поддерживающего гильзу, пистолет D / F может проталкивать алюминиевую проволоку диаметром 3/64, 1/16 и 3/32 дюйма на расстояние до 15 футов. Пистолет-пистолет можно подключить к устройству подачи проволоки и источнику питания любого производителя, можно использовать большие катушки с проволокой, что сокращает расходы, время простоя и износ резака за счет замены катушек, как в пистолете для катушек.Катушечный пистолет должен заменять рулон после использования каждого фунта проволоки, по сравнению с катушкой на 8 или 15 фунтов в двухтактной системе. В ограниченном пространстве катушка может ограничивать доступ, что требует от оператора использования более длинного вылета. Если оператор использует несколько фунтов алюминия в день, несколько минут, необходимых для смены катушек, могут сложиться. Кроме того, существует вероятность возгорания при достижении конца катушки, поэтому многие операторы останавливаются, когда на катушке остается несколько оборотов.
Благодаря использованию корпуса, армированного сталью D / F, поддерживающего гильзу, пистолет D / F может проталкивать алюминиевую проволоку диаметром 3/64, 1/16 и 3/32 дюйма на расстояние до 15 футов. Пистолет-пистолет можно подключить к устройству подачи проволоки и источнику питания любого производителя, можно использовать большие катушки с проволокой, что сокращает расходы, время простоя и износ резака за счет замены катушек, как в пистолете для катушек.Катушечный пистолет должен заменять рулон после использования каждого фунта проволоки, по сравнению с катушкой на 8 или 15 фунтов в двухтактной системе. В ограниченном пространстве катушка может ограничивать доступ, что требует от оператора использования более длинного вылета. Если оператор использует несколько фунтов алюминия в день, несколько минут, необходимых для смены катушек, могут сложиться. Кроме того, существует вероятность возгорания при достижении конца катушки, поэтому многие операторы останавливаются, когда на катушке остается несколько оборотов.
Ограничения для катушечного пистолета
Поскольку катушечный пистолет больше толкающего пистолета, иногда бывает трудно получить близкий доступ к сварному шву.Кроме того, пистолет-распылитель может удерживать только катушку с алюминиевым проволочным электродом весом 1 фунт, поэтому замена выполняется часто. Кроме того, эти маленькие катушки обычно не самый экономичный способ покупки проволоки.
Ограничения пистолета Push-Pull
Как правило, самым большим недостатком двухтактной системы является то, что она требует наибольшего количества компонентов и является самой дорогой. Пистолеты Push-Pull также очень хрупкие и не служат так долго.
по сравнению со сваркой «пуш-пул»
Толкающий пистолет также имеет преимущества перед пистолетом-пушкой по многим причинам.Как правило, самым большим недостатком перемещения проволоки на большие расстояния с помощью двухтактной системы является то, что она требует наибольшего количества компонентов и является самой дорогой. Пистолет D / F очень легко установить на стреловой системе, чтобы снять с него весь вес. Установив механизм подачи проволоки и источник питания на 4-колесную тележку, теперь вы можете легко преодолевать большие расстояния. Пистолеты Push-Pull также очень хрупкие и служат не так долго (месяцы против лет). Двухтактные пистолеты в 2-3 раза дороже пистолета D / F.В среднем они служат всего до 9 месяцев, и вам придется либо заменить резак, либо отремонтировать, установив новый двигатель стоимостью более 400 долларов. И последнее, но самое главное, поскольку в пистолете D / F используется 4-дюймовый контактный наконечник, который утоплен в системе водяного охлаждения, не только повышается стабильность дуги, срок службы наконечника увеличивается в 7-1, а также имеется встроенный провод. Выпрямление.Если оператор использует несколько фунтов алюминия в день, несколько минут, необходимых для замены катушек или двигателей, могут сложиться.
Пистолет D / F очень легко установить на стреловой системе, чтобы снять с него весь вес. Установив механизм подачи проволоки и источник питания на 4-колесную тележку, теперь вы можете легко преодолевать большие расстояния. Пистолеты Push-Pull также очень хрупкие и служат не так долго (месяцы против лет). Двухтактные пистолеты в 2-3 раза дороже пистолета D / F.В среднем они служат всего до 9 месяцев, и вам придется либо заменить резак, либо отремонтировать, установив новый двигатель стоимостью более 400 долларов. И последнее, но самое главное, поскольку в пистолете D / F используется 4-дюймовый контактный наконечник, который утоплен в системе водяного охлаждения, не только повышается стабильность дуги, срок службы наконечника увеличивается в 7-1, а также имеется встроенный провод. Выпрямление.Если оператор использует несколько фунтов алюминия в день, несколько минут, необходимых для замены катушек или двигателей, могут сложиться.
Подача алюминиевой проволоки
Подача алюминиевой проволоки только с помощью системы проталкивания очень выгодна. Поскольку пистолеты с принудительным управлением, такие как пистолет-пулемет D / F, могут подключаться к механизму подачи проволоки и источнику питания любого производителя, можно использовать катушки с проволокой весом 300 фунтов, что снижает расходы, время простоя и износ резака за счет замены катушек. как в катушечном пистолете. В пистолете для катушек необходимо менять рулон после использования каждого фунта проволоки, по сравнению с катушками большого размера, используемыми в пистолетах D / F.Кроме того, существует вероятность дожигания при достижении конца катушки, поэтому многие операторы останавливаются, когда на катушке остается несколько оборотов.
Поскольку пистолеты с принудительным управлением, такие как пистолет-пулемет D / F, могут подключаться к механизму подачи проволоки и источнику питания любого производителя, можно использовать катушки с проволокой весом 300 фунтов, что снижает расходы, время простоя и износ резака за счет замены катушек. как в катушечном пистолете. В пистолете для катушек необходимо менять рулон после использования каждого фунта проволоки, по сравнению с катушками большого размера, используемыми в пистолетах D / F.Кроме того, существует вероятность дожигания при достижении конца катушки, поэтому многие операторы останавливаются, когда на катушке остается несколько оборотов.
Производство прицепов
При производстве высококачественных алюминиевых прицепов важно учитывать долговечность и прочность сварных соединений. В частности, с алюминием это своего рода тонкая настройка процесса, чтобы получить сварной шов, который будет правильно проплавлен при немного более высокой температуре и немного меньшей скорости движения. Кроме того, выбор правильного диаметра проволоки имеет решающее значение для получения оптимально прочного сварного шва алюминия.Поскольку пистолет-пистолет D / F с водяным охлаждением может работать с широким спектром проволоки и может подключаться к любому источнику питания и механизму подачи проволоки, чтобы принимать любые необходимые параметры сварки, он является превосходным выбором для ручной сварки алюминия MIG и изготовления прицепов.
Сварочные братья: TIG и MIG
Мы получаем много вопросов о сварке в Wiley Metal. Один из наиболее часто задаваемых вопросов — «Вы это делаете?» Давайте разберемся в теме сварки. Мы делаем это. Мы делаем много этого. Мы также получаем МНОГО вопросов о различиях между сваркой TIG и MIG.
TIG и MIG считаются братьями сварки. Это два разных процесса сварки, каждый из которых имеет свои преимущества и недостатки. Давайте подробнее рассмотрим каждый.
Сварка TIG
Инициалы TIG обозначают инертный газ вольфрама. Ее также часто называют GTAW или газо-вольфрамовой дуговой сваркой. Для простоты мы будем придерживаться TIG. Это процесс дуговой сварки, в котором для создания сварного шва используется вольфрамовый электрод. В процессе используется инертный защитный газ, такой как аргон или гелий, для защиты сварного шва от атмосферного загрязнения.Присадочный металл обычно используется при сварке TIG, и этот процесс часто используется при сварке металлов, таких как нержавеющая сталь, и некоторых цветных металлов, таких как магний, алюминий и медные сплавы.
Ее также часто называют GTAW или газо-вольфрамовой дуговой сваркой. Для простоты мы будем придерживаться TIG. Это процесс дуговой сварки, в котором для создания сварного шва используется вольфрамовый электрод. В процессе используется инертный защитный газ, такой как аргон или гелий, для защиты сварного шва от атмосферного загрязнения.Присадочный металл обычно используется при сварке TIG, и этот процесс часто используется при сварке металлов, таких как нержавеющая сталь, и некоторых цветных металлов, таких как магний, алюминий и медные сплавы.
Сварка МИГ
Термин MIG-сварка относится к сварке металла в инертном газе. При сварке MIG между плавящимся проволочным электродом и обрабатываемым металлом образуется электрическая дуга. В результате получаются сильно нагретые детали, которые заставляют их плавиться и соединяться вместе. При сварке MIG используется непрерывно подаваемый присадочный металл, и этот процесс считается полуавтоматическим.Сварка MIG использует полуинертные газы для предотвращения загрязнения и обычно используется внутри помещений. Он часто используется в проектах, связанных со сталью.
Он часто используется в проектах, связанных со сталью.
Преимущества и недостатки
Итак, кто из этих двух братьев лучше всего подходит для вашего проекта? Это зависит от самого проекта.
Сварка TIG — это более точный процесс, требующий больше времени и навыков. Результатом является то, что сварные швы обычно очень чистые, гладкие и не требуют дополнительной полировки или шлифовки. Сварка TIG обычно используется для небольших проектов, которым нужен законченный вид.
Поскольку сварка MIG представляет собой полуавтоматический процесс с непрерывной подачей присадочного металла, он лучше подходит для длительных производственных циклов. Сварка MIG — самый популярный вид сварки в производстве металлов. Сварные швы не такие чистые, как сварка TIG, и для придания сварным швам более законченного вида часто используется воронение или шлифовка.
Выбор между сваркой MIG и TIG может зависеть от множества факторов, включая свариваемые материалы, видимость сварных швов и размер участка.