можно ли, каким газом (аргоном, углекислотой), током
Варить алюминий полуавтоматом довольно сложно. Такая работа требует учета множества нюансов и особенностей самого материала. Но при большом желании можно освоить процесс выполнения и таких сварочных работ. Подходящее оборудование, четкое следование руководству, несколько тренировок – и вы будете варить алюминий не хуже профессионального сварщика.

Схема точечной холодной сварки алюминия.
Основные особенности и сложности варки алюминия
Главной сложностью варки алюминия полуавтоматом является оксидная пленка, которая образуется на поверхности алюминия при контакте с воздухом. Удаляется она путем соответствующего химического воздействия. Такая особенность требует предварительной обработки алюминия т.н. флюсами перед началом варки полуавтоматом. Дополнительно алюминиевое изделие нужно очистить металлической щеткой.
При варке алюминия полуавтоматом понадобится не только сварочный аппарат, но и ряд дополнительных приспособлений. В домашних условиях варка может выполняться двумя основными способами, кардинально отличающимися друг от друга:
- При помощи газовой горелки.
- Путем подачи электрического напряжения.

Схема сварки алюминия полуавтоматом.
Прежде чем приступать к чистовой сварке алюминия полуавтоматом, вам нужно научиться контролировать дугу и поддерживать ее в постоянном состоянии, не допуская перегревания и залипания. Это даст вам возможность выполнять достаточно прямолинейную работу. После подготовки определенного количества тренировочных швов вы получите нужные навыки и сможете варить алюминий полуавтоматом не хуже профессионального сварщика.
Для работы вам понадобится:
- Сварочный аппарат и электроды.
- Газосварка.
- Прибор для нагрева заготовки перед варкой. Греть приходится до 250-400 градусов, поэтому обычно нагрев выполняется в печи.
- Алюминиевая проволока.
Важные параметры сварки алюминия
Для успешного сваривания алюминия полуавтоматом нужно подобрать подходящие электроды. Необходимо учитывать не только особенности самого алюминия, но и толщину заготовок. Для варки алюминия полуавтоматом отлично подходят электроды ОЗР и ОЗР-2, ОЗА и ОЗА-1, можно использовать электроды ОЗАНА и ОЗАНА-1. Правильный выбор электродов – это уже половина успеха.
После этого нужно поработать над подбором подходящего тока для сварки алюминия полуавтоматом. При этом тоже необходимо учитывать толщину заготовок. Придерживайтесь значений, которые указывает производитель электродов на упаковке своей продукции, и проблем не возникнет.

Процесс электро сварки алюминия.
Что касается работы с алюминиевой проволокой, нужно прежде всего научиться своевременно ее использовать. Крайне нежелательно долго хранить проволоку после вскрытия упаковки. Лучше покупать ее непосредственно перед работой и в таком количестве, которое понадобится для ее выполнения. Хранение в открытом состоянии приводит к окислению поверхности проволоки и снижению ее характеристик.
Перед началом работы тщательно очистите место будущего шва от загрязнений, жира, масла и прочих веществ. Это нужно сделать перед тем, как приступать к сварке. Слишком не затягивайте, т.к. поверхность алюминия в самые краткие сроки снова покроется оксидом. Для разрушения оксидной пленки выполняется катодное распыление на постоянном обратном токе. Также пленка успешно разрушается при переменном токе.
Варка алюминия полуавтоматом должна выполняться в защитной газовой среде. Чаще всего применяется аргон. Но в случае с алюминием лучше использовать его смесь с гелием либо один гелий. Он имеет более высокую теплопроводность, что позволяет увеличить температуру сварочной ванны. Это важное преимущество при работе с толстостенными деталями. Благодаря защитной газовой среде риск появления пор в сварном шве существенно уменьшается.
Что нужно знать о MIG-сварке алюминия?
Варить алюминий с использованием стандартных аппаратов для MIG/MAG сварки можно, но это не самый лучший вариант. Добиться оптимального качества можно при использовании импульсно-дуговых агрегатов, имеющих специальную программу для варки алюминиевых изделий.

Схема процесса сварки алюминия полуавтоматом.
Импульсно-дуговые агрегаты комплектуются уже готовыми программами для работы с разными материалами и их сплавами. Достаточно лишь выставить ручной переключатель в нужное положение. При необходимости выставляется нужная сила тока. Остальные же параметры настраиваются автоматически.
Еще одной особенностью варки алюминия полуавтоматом является то, что проволока, используемая при такой работе, гораздо мягче, чем стальная проволока. Поэтому для подачи рекомендуется использовать четырехроликовый механизм. Подходят только ролики с U-образной канавкой.
Проволока подается через тефлоновую трубку. Специальное покрытие снижает трение и исключает риск повреждения материала. Суммарная длина горелки должна быть не больше 3 м. По возможности нужно использовать прямой шланг. Если толщина проволоки не превышает 0,8 мм, рекомендуется использовать горелки типа Push-Pull. В таких механизмах есть дополнительное устройство для подачи проволоки, что дает возможность удлинить шланг до 10 м.
В процессе работы горелку нужно держать под наклоном в 10-20 градусов к вертикали. Между соплом горелки и свариваемыми изделиями должно быть расстояние в 1-1,5 см.
Увеличение расстояния требует обязательного повышения давления защитного газа с целью обеспечения защиты сварочной ванны.Важно определить оптимальный расход газа. Рекомендуется придерживаться следующих значений:
- При работе с проволокой диаметром 1 мм – 12-14 л/мин.
- При использовании проволоки диаметром 1,2 мм рекомендуемый расход газа составляет 14-16 л/мин.
- При работе с проволокой 1,6 мм расход газа нужно поддерживать на уровне 18-22 л/мин.

Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона.
Нужный расход газа устанавливается при помощи поплавкового регулятора давления.
Современные полуавтоматы с режимом импульсно-дуговой сварки оснащаются специальной 4-тактной функцией. На первом такте происходит активизация импульса тока. Режим имеет такие особенности, которые позволяют исключить сварочные дефекты в начале работы. Нужна такая 4-тактная функция для следующего.
Когда дуга обрывается в конце сварки, происходит усадка сварочной ванны. Это в подавляющем большинстве случаев приводит к появлению т.н. кратера. Могут образоваться усадочные трещины. Чтобы этого не случалось, на четвертом такте происходит плавное снижение сварочного тока, что дает возможность исключить образование трещин и заварить кратер. Второй же и третий такты – рабочие.
Еще одним специфическим методом импульсно-дуговой сварки алюминия является т.н. интерпульс-метод. У него есть множество преимуществ, среди которых можно выделить:
- Высокое качество и хороший внешний вид шва. Эти показатели сравнимы с аналогичными характеристиками для TIG-сварки.
- Снижение нагрева шва.
- Снижение коробления и термических деформаций.
Полезная информация о TIG-сварке алюминия

Сварка TIG.
TIG-сварка алюминия ведется при переменном токе. В продаже доступен большой выбор моделей сварочных аппаратов, выдающих ток от 170 до 600 ампер. Такая сварка имеет ряд важных особенностей, без учета которых сложно добиться качественного результата. Прежде всего, это положение горелки. Ее нужно держать под наклоном в 15-40 градусов к вертикали. Подача присадочного материала осуществляется под наклоном в 10-30 градусов к заготовке.
Что касается расхода защитного газа, в данном случае он должен составлять 5-12 литров за 1 минуту. Конкретный расход подбирается с учетом диаметра керамической форсунки горелки. Нужно организовать работу так, чтобы после завершения сварки защитный газ еще в течение некоторого времени поступал в зону сварки. Это обеспечит высокую защиту шва и охлаждение неплавящегося электрода.
Пошаговая инструкция по газовой сварке алюминия
Перед началом работы нужно подготовить инструменты и материалы. Помимо перечисленных в начале инструкции инструментов, дополнительно нужно подготовить небольшой алюминиевый прут. Благодаря ему можно будет получить более надежный и качественный шов.

Устройство горелки для TIG сварки.
Для работы могут использоваться стержни нескольких модификаций. Конкретный вариант выбирается с учетом процента алюминия в металле и толщины заготовки. Стержень может содержать порядка 3% марганца и более, иметь диаметр 2-4 мм. Обычно такие стержни продаются на развес, так что вы без проблем сможете купить необходимое количество материала.
После завершения подготовительного этапа можно приступать к основной работе. В первую очередь выполняется тщательная зачистка изделий в местах будущего соединения. В этом вам поможет металлическая щетка. После того как контакты и близлежащая к ним поверхность будут зачищены, обработайте места стыков флюсом. Такая обработка исключит появление окисной пленки и позволит сварить алюминий полуавтоматом.
Далее вам нужно нагреть газовую горелку до требуемой температуры и прогреть с ее помощью место сварного соединения. В процессе выполнения данной операции прикладывайте к шву дополнительный стержень. Огонь его расплавит, расплавленный металл перемешается с основной смесью, в результате чего будет получено надежное соединение.
Руководство по электрической сварке алюминия
Для выполнения такой сварки нужно иметь определенные знания и опыт. Для начала вы должны уметь выбирать оптимальный диаметр электрода. Электрод выполняет очень важную функцию. За счет него осуществляется подогрев металла до требуемой температуры и замыкание контакта в месте сварки.

Положение горелки и присадочного материала при сварке внахлест.
Также нужно уметь выбирать подходящий режим работы сварочного аппарата. Все это требует учета состава алюминия, толщины изделий и прочих важных характеристик. Так что без наличия необходимых знаний вы сможете подобрать оптимальные параметры только опытным путем, потратив на это время и испортив некоторое количество заготовок и расходных материалов.
Электрическую сварку можно использовать для соединения алюминиевых заготовок толщиной не более 4 мм. У этого метода есть ряд существенных недостатков:
- Не самое лучшее качество сварного шва.
- Сильное разбрызгивание металла в процессе работы.
- Образование плохо отделяемого шлака. В дальнейшем из-за шлака на материале может образоваться ржавчина.
Соберите все перечисленные ранее инструменты. Подготовьте сварочный полуавтомат и электроды. Лучше всего для такой работы использовать электроды с алюминиевым покрытием. Они плавятся быстрее, чем стальные изделия, и позволяют выполнять работу с гораздо более высокой скоростью.
Включите сварочный полуавтомат. Алюминиевые изделия средней толщины варятся на температуре 250-300 градусов. Более массивные детали требуют температуры порядка 400 градусов.
После подогрева алюминия его нужно медленно охладить. Охлаждение должно быть именно медленным и равномерным.

Схема устройства сварочного полуавтомата.
Это позволяет исключить появление кристаллизационных трещин и обеспечить достаточный уровень проплавления при минимуме затрат электричества. Если варятся массивные детали, выполняется локальный подогрев.
Начинайте варить изделия. Помните о том, что при сварке алюминия запрещается делать электродом поперечные колебания. После завершения сварки уберите со сварного шва шлак, промойте шов и еще раз обработайте его металлической щеткой. Эта обработка очень важна, без нее конструкция начнет покрываться ржавчиной.
Таким образом, варить алюминий полуавтоматом довольно сложно. И связаны все эти сложности, в первую очередь, с особенностями материала. Для того чтобы работа была максимально качественной и у вас без проблем получалось доводить швы до конца с заделкой кратеров, нужно использовать специальные агрегаты с режимом импульсной сварки.
Можно, конечно же, обойтись и более традиционными моделями, но в таких ситуациях понадобятся некоторые навыки обращения со сваркой и придется потратить больше времени. Следуйте инструкции – и все получится. Удачной вам работы!
Как сварить алюминий полуавтоматом? — новости и статьи
1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
Большая теплопроводность. Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
Наличие оксидной пленки. Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.
Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
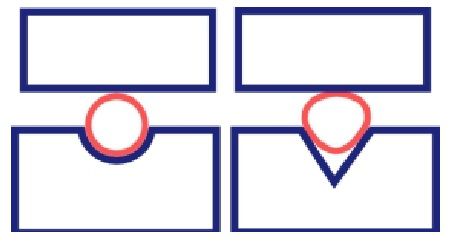
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
 |  |
| Рисунок 2 | |
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
 |  |
| Рисунок 3 | Рисунок 4 |
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun (рис. 6).
 |  |
| Рисунок 5 | Рисунок 6 |
— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с бОльшим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .
Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
Рисунок 8
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл.2.
| Таблица 2 | ||||||||||||
Диаметр проволоки, мм | Тип защитного газа | Токи струйного переноса, А | ||||||||||
| 0.8 | 100% Аргон | 85-95 | ||||||||||
| 1.0 | 100% Аргон | 105-115 | ||||||||||
| 1.2 | 100% Аргон | 130-140 | ||||||||||
| 1.6 | 100% Аргон | 175-185 | ||||||||||
Таким образом, мы выяснили, что для сварки алюминия полуавтоматом не обязательно иметь очень дорогое оборудование, хоть оно и позволяет добиться наилучшего качества швов. Достаточно правильно подготовить свой полуавтомат и поверхность алюминия, а также подобрать режим сварки, который позволит получить струйный перенос металла.
Как правильно варить алюминий полуавтоматом? — Моя ковка
Сварка алюминия — довольно сложная задача, справиться с которой под силу только мастерам с навыками сварщика. Алюминий — капризный металл, для его сварки полуавтоматом необходимо использовать качественный инвертор. Как правило, для этой работы подходит любой полуавтомат, но качество сварочного шва может быть обеспечено только сварочным инвертором со специальной функцией сварки алюминия. Кроме того, если вам важен эстетичный внешний вид обрабатываемой детали, то обязательно пользуйтесь аппаратом с функцией импульсной сварки. Подойдет и сварочный инвертор с аргонодуговой сваркой на переменном токе. Сварка алюминия полуавтоматом популярна благодаря высокой скорости работы.

Схема полуавтомата для сварки алюминия.
Какие требования необходимо соблюдать?
При работе с алюминием используются чистый аргон или его смесь с гелием, которые выполняют функцию защитного газа. Второй вариант чаще всего используют при работе с толстыми листами. Перед началом работы запаситесь алюминиевой сварочной проволокой для полуавтоматов, ее сечение должно быть сплошным.

Таблица характеристик электродов для сварки.
Горелка обязательно должна быть расположена на прямом без перегибов и скручиваний шланге не длиннее 3 м. Это связано с тем, что алюминиевая проволока очень мягкая. Обычный канал в горелке рекомендуется заменить тефлоновым, который специально предназначен для обработки алюминия.
Если длины шланга горелки вам для работы недостаточно, то можно приблизить аппарат к обрабатываемой заготовке. Если такой возможности тоже нет, то для работы вам подойдет только полуавтомат с отдельно подающим механизмом. Обратите также внимание на необходимость использовать наконечники с большим отверстием, чем для сварки стали, так как алюминий расширяется сильнее.
Электроды для сварки алюминия подходят не всякие. Для лучшего результата можно использовать электроды одной из следующих разновидностей:
- ОЗАНА-1 И ОЗАНА-2;
- ОК 96.10, ОК 96.20 И ОК 96.50;
- неплавящиеся электроды.
Электроды, относящиеся к первой категории, получили широкое применение чуть больше 10 лет назад. Ими обрабатывают технический алюминий марок А3, А2 , А1 и А0. Кроме того, они применимы для работы с литейным браком и сплавами алюминия. Данные электроды способны обеспечить ровное горение дуги, шов, сходный по свойствам с основным металлом, и возможность легкого отделения шлаковой корки.
Электроды второй категории обладают щелочно-солевым покрытием. Они применимы для работы с различными сплавами этого металла в зависимости от типа электрода. В большинстве случаев для них необходим предварительный нагрев до +150-300°С.
Варить алюминий можно и при помощи неплавящихся электродов из вольфрама. Они зажигают сварочную дугу и поддерживают ее стабильную работу. Их диаметр варьируется от 2 до 6 мм, оптимальный диаметр для каждого отдельного случая определяется с учетом толщины обрабатываемого изделия. Электроды из чистого вольфрама работают хуже, чем электроды с различными присадками, например, из цикория.
Сварка алюминия инвертором предполагает использование недешевых электродов, поэтому необходимо внимательно подбирать подходящий для вашей работы вариант.
Вернуться к оглавлению
Особенности сварки

Схема процесса сварки алюминия полуавтоматом.
Сложности при сварке алюминия в первую очередь возникают из-за оксидной пленки, которая появляется на его поверхности в процессе обработки сварочным аппаратом. Температура, при которой расплавляется данная оксидная пленка, составляет порядка +2050°С, что намного выше, чем температура расплавления основного материала.
Технология сварки подразумевает, что оксидная пленка будет пробита, а затем расплавится и сам металл. Для этого идеально подходит импульсный способ сварки. Так как алюминий хорошо проводит тепло и плавится при относительно низкой температуре, есть риск, что при сварке деталь зажжется. Избежать этого можно, если перед тем, как варить алюминий, его немного подогреть. Предварительный нагрев детали увеличит глубину ее провара.

Перед сваркой необходимо почистить обрабатываемую деталь при помощи металлической щетки, чтобы разбить оксидный слой было проще.
Разбить оксидный слой будет проще, если перед сваркой вы почистите обрабатываемую деталь при помощи металлической щетки. Деталь будет лучше проплавлена, при этом времени процесс займет меньше. Начинать варить деталь необходимо в течение суток после зачистки.
В ходе работы необходимо следить за поддержанием постоянной длины дуги. Это правило универсально, оно действует и при сварке других металлов. При длине дуги, большей необходимой, деталь не расплавится, а при меньшей — зажжется. Необходимая длина дуги зависит от химического состава обрабатываемого материала, так как теплопроводность различных сплавов разная. Среднее значение для алюминия — 12-15 мм.
Заварить кратер в конце шва бывает достаточно сложно. Это связано с тем, что алюминий остывает довольно быстро. Устранить эту проблему можно, если пользоваться специальным полуавтоматом, который в самом начале процесса сварки дает сильный ток, хорошо пробивающий оксидную пленку, а затем меньший, позволяющий без труда заварить кратер в конце шва.
Таким образом, для сварки алюминия должного качества необходимо применять специальное оборудование, пригодное для данной цели. Электроды для сварки алюминия должны обладать определенными параметрами. Кроме того, этот металл обладает некоторыми специфическими особенностями, которые нужно учитывать при работе, в противном случае вам грозит порча обрабатываемых деталей и расходных материалов.
Как варить алюминий полуавтоматом
При сваривании алюминия полуавтоматом следует использовать специальную алюминиевую проволоку, которая подается в зону сваривания через сварочный рукав. Подача происходит с помощью специального пистолета с роликов, которые установлены в подающем механизме. Если Вы имеете опыт сваривания стали полуавтоматической сваркой, то при сваривании алюминия Вам следует немного сменить тактику.
Алюминий является мягким металлом, и скорость подачи проволоки должна быть достаточно высокой. Алюминий еще и хороший проводник тепла и поэтом для качественного провара и хорошего сварного шва, требуется производить сваривание детали из алюминия на большем токе, чем при сваривании обычного металла. Начиная сваривание с большего сварочного тока, Вы можете потом его постепенно сбавлять. На большом сварочном токе производить сваривание алюминия еще проще.
Для сваривания алюминия стоит использовать более мощный сварочный аппарат для проведения сварочных работ с толстым металлом. Если Вы будете регулярно проводить сваривание алюминия, то полуавтоматический сварочный аппарат должен быть мощностью не менее 200 Ампер. Идеальным режимом для сваривания является режим импульсивного сваривания. Данный режим необходим для исключения возможности перегрева и прожога детали. Также сваривание импульсом обеспечивает высокую чешуйчатость и высокое качество сварочного шва.
Сваривание алюминия требует среду защитного газа в виде чистого аргона или же смеси аргона для листов большой толщины. Как правило, для сварки алюминия применяется смесь аргона и углекислого газа. Такая технология не требует использования новых шлангов или специальных рукавов.
При выборе сварочной проволоки требуется правильно подходить к этому делу. Если хотите применять проволоку 0,8, то сопло для подачи должно быть не менее 1 миллиметра. Такой подбор необходим, потому что алюминий при нагревании расширяется больше, чем сталь. Это значит, что для работы потребуются контактные наконечники с большими отверстиями, чем отверстия, которые используются для стальной проволоки такого же диаметра.
Канавки у роликов для подачи сварочной проволоки в подающем механизме должны быть U-образной формы, чтобы алюминиевая проволока не заминалась в них. Для идеального сваривания нужно использовать сварочный аппарат с 4-х роликовым прижимным механизмом. Подача проволоки будет намного больше, чем при сваривании стали. Все меры, которые были перечислены выше, необходимы для того, чтобы сварочный аппарат при сваривании не закусывал мягкую алюминиевую проволоку при ее подаче во время сварочного процесса.
Для того чтобы уменьшить трение алюминиевой проволоке в горелке требуется применять неметаллический кабельный канал. В основном такие каналы изготавливают из графита или тефлона. Также при сваривании стоит обратить внимание на горелку. Шланг горелки не должен быть длиннее 3 метров и не иметь скручиваний, а быть прямым.