Плюсы сварки профильных труб с запилом под 45 градусов | Ручная дуговая сварка
Приветствую всех начинающих самоучек в сварке и любителей работы с металлом!
Поговорим сегодня о сварном соединении профильной трубы под 90 градусов-ведь так варят почти все конструкции в быту-рамки калиток, заборов, ворот, борта прицепов на авто и многое другое.
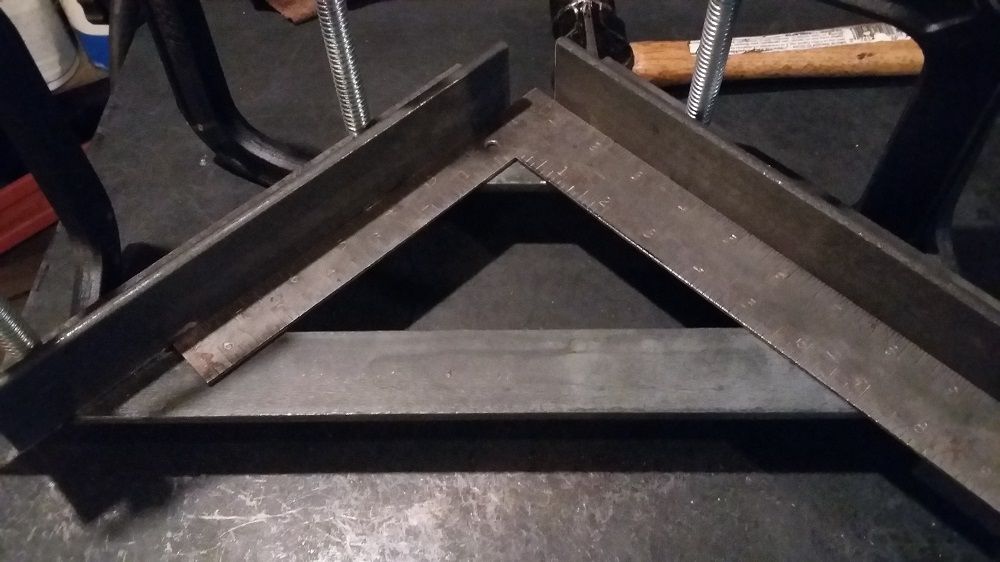
У нас 2 варианта стыковки профильной трубы. Можно сварить стык под прямым углом отрезав торец трубы под 90 градусов, а можно стыки труб запилить под 45 градусов. Даже визуально стык с запилами под 45 градусов смотрятся намного эффектнее. Думаете с ним намного дольше работы, нет, расскажу почему именно такой стык выгоднее по времени.
источник яндекс картинкиЕсли делать сварочное соединение из труб с торцами под 90 градусов, то у нас будет незаглушенный торец. И если это рамка какой-либо конструкции, которая будет на виду, то придётся глушить этот торец.
Это много дополнительной работы и лишний материал. Материал нужен для самих заглушек. Затем пойдёт сварка этих заглушек. Например возьмём профильную трубу 60 на 40, чтобы полностью заварить заглушку, нам нужно сделать 20 см шва, который затем нужно ещё и зачищать. Но у любой рамки 4 угла, а это значит у нас уже 80 см шва с зачисткой!
Конечно, запил под 45 градусов немного длиннее торца под 90. Но это всего несколько сантиметров, по сравнению с объёмом работ по сварке заглушек это капля в море.
Единственные моменты, когда можно пренебречь заглушкой и сварить соединение без запилов под 45 градусов, это когда рамка будет внутри конструкции-например створки гаражных ворот, или рамка металлической двери. Здесь особого смысла глушить торцы нет, да и сама сборка по месту будет проще с заготовками у которых торцы под 90 градусов.
Во всех других случаях намного лучше запиливать профильные трубы под 45 градусов и делать именно такие сварные соединения. Получится намного крепче, красивее, и выгоднее по времени.
Для примера коротенькое видео, где я сварил разборный забор.
Как сделать косоуры из профильной трубы своими руками
Многие хотят вложить свои силы и душу в изготовление лестницы и косоуров для нее своими руками. Чтобы сделать косоуры необходимо подготовить некоторые материалы:
1. Профильная труба прямоугольного сечения размером 14/8/0,5 см, она понадобится для нижнего лестничного марша;
2. Труба 14/6/0,5 см, а также уголок 4/4/0,5 см которые необходимы для верхнего лестничного марша;
3. Уголок с размером 4/4/0,5 см.
Процесс изготовления косоура для нижнего лестничного марша
Из подготовленных материалов должно получиться два косоура нижнего лестничного марша. Чтобы его сделать, нужно порезать трубу на отрезки необходимого размера. Чтобы рассчитать размер нужно длину марша отнять от промежуточной площади к уровню пола на первом этаже, к примеру, это 1658 миллиметров, а к основе лестницы это 2 метра.
1. Стоит отрезать трубу размером 2 метра, получится две заготовки. Порезку можно сделать самостоятельно, или же еще при покупке попросить об этой услуге специалистов, предоставив им чертежи.
2. Чтобы установить нижний лестничный марш под нужным углом стоит на кончиках косоуров сделать скосы. Для этого стоит отмерять от угла 10,1 см и поставить точку б, это и будет место для среза верхней части. Потом также делается разметка на нижней части, для этого от края обмеряется 19,4 см, на этом месте будет находиться точка Б. Точки между собой стоит соединить диагональю и болгаркой отрезать лишний кусок металла.
3. Когда скосы обрезаны, нужно удалить заусеницы в месте среза, для этого они зачищаются. Если все сделано правильно, то большая часть отрезка будет равна 2 метрам, а меньшая часть должна быть 1 метр 70 см и 5 миллиметров.
Если вы планируете прикрепить к низу косоура опорные пластины, то длина заготовки должна быть меньше на столько же, какая толщина опорной пластины.
Делаем опоры для ступенек
Первый этап работы по установке косоуров уже позади, дальше нужно сделать заготовки из уголка, именно они и станут выполнять функцию опоры для лестничных ступенек.
Соединение металлического уголка под 45 градусным углом:
1. Уголок обрезается до нужного размера в соответствии с заготовкой. Первая = 2,69 см, вторая 1,94 см;
2. От начала нужно отступить 4 см и поставить точку Х, именно от данной точки по диагонали делается отрезок к точке у, и делается линия. По, линиям которые получились с помощью болгарки отрезаются концы заготовки, в результате должны получиться скосы с 45 градусным углом;
3. Получившиеся А и Б, соединяются между собой сварочным аппаратом. В месте, где они соединены должен получиться угол в 90 градусов. Приваривать заготовки друг к другу нужно с внутренней стороны, в идеале должно получиться два вертикальных шва и один по горизонтали. Для проверки угла стоит использовать угольник.
В то же время можно подготовить заготовки для верхних косоуров, поскольку параметры у них получаются идентичными. Тогда нужно сделать такие заготовки:
- Для горизонтальных перемычек левого и правого косоура, всего их должно быть 24 штуки с длиной 26,9 см, и еще понадобится две по 26,7 см;
- Вертикальных опорных стоек должно быть 26 и длина их составляет 19,4 см;
Все детали с помощью сварочного аппарата соединяются между собой, для этого их нужно разложить парами. Одну пару длиной 26,7 см лучше отложить в сторону. Дальше изделия, сделанные из уголка, можно будет прикрепить к основанию, сделанному из профильной трубы. Только перед этим нужно сделать скосы в местах, где они будут крепиться к основе.
Нужно взять 10 заготовок из уголка и две их трубы. Для окончания работы с косоуром нужно сделать скосы на подготовленных отрезках уголка. У опоры форма получается, как у неравнобедренного треугольника, одна сторона 26,9 см, другая 19,4 см, третья сторона и является основанием косоура и имеет она длину 33,17 см.
Поскольку размер получается с десятичными, то будет нелегко линейкой точно отмерять расстояние. Лучше воспользоваться способом попроще, нужно сделать шаблон из фанеры с толщиной как минимум в 5 мм.
Для начала на фанере делается сторона, а и сторона б, нужных размеров, при этом угол между ними должен составлять 90 градусов. Если их соединить между собой, получится сторона В. Если есть лобзик, то им стоит вырезать треугольник, который получился из фанеры, если же нет, то можно воспользоваться обыкновенной ножовкой. Получившаяся заготовка будет служить шаблоном для отреза скосов.
1. Нужно ее положить полками уголка вверх;
2. На нее наложить шаблон Б, при этом его стороны нужно выровнять заподлицо с кончиками заготовки, потом можно провести линию В, так чтобы ее было видно;
3. Уголки стоит обрезать четко по сделанной разметке с обеих сторон, в результате получаются скосы (Г и Д).
Сторона Г должна крепиться к горизонтальной плоскости основания, а сторона. Д соответственно крепится вертикально к основе косоура. Правосторонние или левосторонние заготовки — это не важно, принцип работы остается тем же.
Как опоры ступеней прикрепить к основе косоура?
Когда уже везде сделаны скосы, а их должно быть 10, то можно приступить к монтажу к основе из профильной трубы. Нужно ее установить скосами к торцу профильной трубы, соблюдая при этом положение точек, А и Б. Во время установки полки уголков должны находиться заподлицо относительно стенке из трубы. Чтобы контролировать горизонталь и вертикаль нужно использовать строительный уровень.
Особенно стоит выделить важность четкой горизонтали, поскольку если ступени будут перекошенными в какую-либо сторону, то лестница будет иметь ступеньки с наклоном, что не гарантирует безопасного передвижения по ним.
Когда все ровно и четко расположены на своем месте их сваркой стоит прикрепить к профильной трубе, но не целостным капитальным швом, а только прихватить точечным способом. Производить сварку лучше с внутренней стороны, и только когда все будут находиться на своих местах, их приваривают уже цельным швом.
Все заготовки из уголка монтируются таким же методом, как и первая заготовка, и они обязательно должны находиться на одной линии, без каких-либо отклонений.
Правый косоур устанавливается точно так же, как и левый. Когда происходит совмещение готовых косоуров? Заготовки, сделанные из уголка должны точно совпадать, иначе ступени будут перекошенными, что не даст возможность спокойно и комфортно перемещаться по лестнице, да и выглядеть такая конструкция будет не совсем красиво.
Косоуры для верхнего лестничного марша
Для верхнего лестничного марша косоуры делаются так же, как и для нижнего, но есть некоторые различия:
1. Заготовки получаются разных размеров;
2. Скосы на профильной трубе для основания косоура делаются с некоторыми нюансами. Поскольку есть конкретные ограничения размеров лестничного пролета в перекрытии между этажами, то косоуры верхние стоит крепить к площадке промежуточной и к перекрытию между этажами.
Чтобы у лестницы получился хороший угол наклона, и удобная для ходьбы ширина между ступеньками, чтобы получилась в результате комфортная конструкция нужно сделать скосы на трубе. Правильно сделанные скосы дают возможность установить опорную пластину, которая необходима, чтобы прикрепить косоуры к балке между этажами.
Когда все составляющие прикреплены и сделаны отверстия можно установить пластину в верхний скос трубы. Прикрепить сваркой изделия из железа в листах к самим косоурам на верхнем лестничном марше.
Как согнуть металлопластиковую трубу в домашних условиях
Углы и повороты есть у любого трубопровода, и чем их меньше, тем надежней система. Возможность изгибать металлопластиковые трубы облегчает монтаж и позволяет выполнить трубопровод с минимальным количеством узлов. Долговечность конструкции зависит от правильности выполнения изгибов и поворотов трубы.
Особенности металлопластиковых труб
Металлопластиковые трубы собраны на манер сэндвича: между двумя слоями полиэтилена высокого давления находится армированный металлический слой.
Армирование придает изделию необходимую прочность и жесткость, а слои из полимеров защищают металл от химического воздействия.
Такое строение делает трубы прочными, надежными и гибкими. Но при выполнении поворотов на 90 и более градусов возникает разница в напряжении материалов, что может привести к необратимой деформации или поломке трубы. Процесс сгибания выполняют аккуратно, стараясь распределить прилагаемое усилие.
Обратите внимание! Чаще всего необходимость в изгибании металлопластиковых труб возникает при монтаже теплого пола, где контур имеет форму змейки или спирали. В этом случае требуются углы и повороты на 180 градусов. В тех случаях, когда нужно обойти препятствие, выполняю “утку” – Z-образный изгиб.
Основные методы сгибания металлопластиковых труб
Тонкие трубы гнут руками без вспомогательных устройств. Для сгибания толстых и жестких, прибегают к дополнительным средствам и инструментам.
В домашних условиях необходимый изгиб трубам придают следующими методами:
- вручную без вспомогательных средств;
- вручную с использованием средств для амортизации: сыпучих веществ, проволоки или пружины-кондуктора;
- с помощью трубогиба.
Сгибание труб вручную
Руками гнут трубы диаметром до 2 см – с большей толщиной вручную справиться сложно. Этот способ требует тренировки, чтобы добиться точности выполнения. Лучше других он подходит, когда не требуется большого количества поворотов.
Порядок действий таков:
- На трубе отмечают места начала и конца изгиба.
- Берут в две руки так, чтобы большие пальцы располагались вдоль трубы и соприкасались.
- Изгибают на угол не более 20 градусов, чем больше радиус, тем меньше угол в каждой точке воздействия.
- Передвигают пальцы по трубе на 1-3 см и снова сгибают.
- Продолжают передвигаться по трубе до конца изгиба.
- Если угол получился избыточным, держась руками за прямые участки возле изгиба, осторожно разгибают до нужного угла.
Обратите внимание! Угол 90 градусов выполняется за 5-10 шагов, для разворота на 180 градусов потребуется 10-15 шагов.
Использование амортизирующих средств
Если нужно выполнить много углов и поворотов или жесткость и толщина трубы не позволяют согнуть ее руками, используют вспомогательные средства. Задача таких средств – защитить стенки трубы от чрезмерного напряжения при формировании поворота.
При этом повышается точность сгиба, и для поворота на нужный угол требуется меньше шагов. Вручную с использованием амортизации гнут трубы средней жесткости, имеющие сечение до 125 мм.
Для амортизации можно использовать песок, соль или другие сыпучие вещества. Песок равномерно заполняет трубу и помогает избежать повреждения.
Порядок работы отличается от обычного наличием дополнительных шагов:
- Один конец заклеивают или закрывают заглушкой.
- Через другой конец засыпают мелкий чистый песок так, чтобы полностью заполнить трубу.
- Отсыпают немного песка, чтобы свободным остался участок трубы длиной около 1 см, и закрывают конец заглушкой.
- Плавно изгибают до нужного угла как при обычном ручном способе.
- Убирают заглушки, ссыпают песок, трубу промывают.
Для амортизации трубы можно использовать легко гнущуюся проволоку, например, медную или алюминиевую.
- Нарезают проволоку на отрезки чуть большей длины, чем длина изгибаемого участка.
- Куски проволоки плотно укладывают внутри трубы в месте сгиба.
- Плавно гнут вручную.
- Вытряхивают или вытягивают проволоку, проверяют, не осталось ли отрезков внутри трубы.
Способ хорош тем, что можно сразу согнуть трубу на нужный угол. Проволока распределяет напряжение в стенках и надежно защищает от повреждения.
Самым безболезненным считается сгибание металлопластиковых труб с помощью кондуктора – внутренней или внешней пружины из металла, не поддающегося деформации. Такие пружины в специализированных магазинах продаются под названием “пружинный трубогиб”.
Суть метода в том, что амортизирующую функцию выполняет либо вставленная внутрь пружина, либо надетая на трубу.
- Кондуктор надевают на трубу или протягивают внутрь на место планируемого сгиба.
- Плавно изгибают вручную.
- Убирают пружину.
Выполнить изгиб металлопластиковой трубы при помощи песка или проволоки можно только на коротких трубах. Эти методы используются в основном при монтаже водопроводов, где трубы заранее нарезают на участки нужной длины.
При монтаже теплого пола используют длинномерные трубы, скрученные в бухты (мотки). В этом случае особенно удобно использовать внешнюю пружину, передвигая ее по мере необходимости от поворота к повороту.
Использование трубогиба
Если необходима конструкция с идеально выполненными изгибами или планируются продолжительные работы по сгибанию труб, потребуется трубогиб. Это станок, позволяющий гнуть трубы любого диаметра и получать изгиб до 180 градусов. Из-за сходства с арбалетом устройство получило название “арбалетный трубогиб”.
Основные части трубогиба:
- шаблоны (башмаки или пуансоны) – сменные насадки для труб разного диаметра;
- угловые опоры;
- траверсы или гибочная рама – две параллельных планки с отверстиями для крепления опор;
- шток, на котором крепится шаблон;
- механизм подачи и возврата штока.
В зависимости от типа механизма подачи штока трубогибы бывают ручными и гидравлическими.
Ручные трубогибы используют для изгибания труб диаметром 5-32 мм, гидравлические – для диаметров 12-100 мм.
Принцип работы прост: труба зажимается между шаблоном и угловыми опорами и при движении штока за счет усилия прижатия постепенно выгибается.
Порядок работы с этим инструментом следующий:
- Устанавливают трубогиб в горизонтальное положение.
- Отводят шток в нерабочее положение.
- На шток закрепляют пуансон, соответствующий диаметру. Поверхность пуансона смазывают маслом для снижения трения.
- Угловые опоры размещают в нижней траверсе на максимальном расстоянии друг от друга и закрепляют верхнюю траверсу.
- Между опорами и шаблоном пропускают трубу. Контролируют ее расположение в проточке шаблона.
- Нажимают рычаг трубогиба и вдавливают трубу в проточку шаблона.
- Переставляют опоры ближе и снова нажимают рычаг.
- Постепенно переставляя опоры, доводят угол сгибания до требуемого.
- Отводят шток в нерабочее положение, вынимают трубу.
Как рассчитать радиус изгиба?
Прежде чем гнуть металлопластиковую трубу, необходимо произвести расчеты. Радиус изгиба металлопластиковой трубы должен быть в 5 раз больше диаметра. Это поможет предотвратить заломы, морщины и другие виды деформации.
Зная радиус, можно рассчитать длину изогнутого участка, шаги изгиба и угол, на который нужно сгибать трубу на каждом шаге.
Длину изогнутого участка L рассчитывают, исходя из радиуса R и угла поворота. Если необходимо повернуть трубу на 90 градусов, то L=1,57R, если на 180, то L=3,14R (Получено из формулы длины окружности L=2pR, где р=3,14).
Например, нужно изогнуть трубу диаметром 20 мм под прямым углом. Радиус изгиба будет равен 100 мм, а длина изогнутого участка – 157 мм. Если прямой угол выполнять по 15 градусов за шаг, то потребуется 6 шагов – примерно через каждые 26 мм.
Рекомендации специалистов
- Перед монтажом трубопровода стоит потренироваться в выполнении изгибов на образцах. Это поможет определить, какое усилие нужно приложить, с каким шагом удобнее выполнять гибку, какой метод использовать.

- Для тренировки можно купить отрезки труб разных марок и оценить, с какими проще работать.
- Чтобы изогнутая труба держала форму, первоначально ее следует загнуть на чуть больший угол, а затем распрямить до нужного.
- Иногда при ручных способах прибегают к дополнительным вспомогательным средствам, используя их как упор для трубы. Например, можно упереться в поворот коленом.
- Хорошо функционируют в изогнутом состоянии бесшовные трубы и со швом внахлест. Шов, выполненный встык, на месте изгиба может во время эксплуатации разойтись.
- Для выполнения “утки” – Z-образного изгиба – сначала гнут трубу в одну сторону, и через небольшое расстояние – в противоположную. Вблизи от края выполнить такой изгиб проблематично. Если это необходимо, следует сначала изогнуть трубу в 10-20 см от края, а затем отрезать излишек.
- Если вручную не удается согнуть трубу, ее можно прогреть строительным феном в месте изгиба. Чтобы проверить, достаточно ли прогрелись стенки, к ним подносят лист бумаги. Если бумага начала обугливаться, можно приступать к сгибанию.
- При использовании для амортизации проволоки или внутренней пружины протянуть вспомогательное средство внутрь трубы и убрать его после того, как труба будет согнута под необходимым углом. Поможет выполнить действие привязанная к краю проволоки или пружины бечевка.
проблемы и пути их решения
Использование профильных труб (имеющих квадратное либо прямоугольное сечение) становится все более популярным, поскольку они обладают высокой прочностью и имеют хорошие показатели надежности. При этом правильно загнуть профильную трубу, не нарушив ее целостность и функциональность не так просто. Особо острым является вопрос гибки профильных труб своими руками в домашних условиях.
Использование гнутых профильных труб для благоустройства дома, двора и сада
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной – это ее сечение. Именно разница в сечении не всегда позволяет применять привычные стандартные методы изгиба и достижения необходимого радиуса кривизны. Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и т. д., что влечет за собой применение различных техник их изгиба.
Следует также помнить, что любые механические воздействия с целью загнуть профильные трубы могут внести дефекты, а иногда привести к разрушению целостности конструкции, поэтому полезным будет позаботиться о возможности растяжения профильной трубы при ее изгибе.
Разнообразие применения гнутой профильной трубы для эстетических целей
Для достижения требуемого радиуса изгиба при выполнении работ своими руками необходимо обращать внимание на плавность, неторопливость движений, а также прилагаемые усилия, что значительно снизит вероятность повреждений и поможет получить нужную криволинейную форму изделия.
На выбор необходимого способа изгиба влияет также толщина стенок профильной трубы. Но если четко представить себе конечный результат, корректно и вдумчиво подойти к выбору метода гнутья профильной трубы, то полученная на выходе конструкция будет отличаться долговечностью, эстетичностью и надежностью.
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Помните, что термическое воздействие на профильную трубу влечет за собой изменение внутреннего строения материала, из которого она произведена, и может значительно повлиять на свойства прочности и надежности. Кроме того, многократные воздействия с целью изменения формы трубы (загиб, разгиб), приводят к ее разрушению.
Особенности использования трубогиба
Перейдем к рассмотрению вариантов, как в домашних условиях согнуть профильную трубу. Отметим сразу, своими руками согнуть трубу профильную без применения специальных средств достаточно сложно, особенно, если толщина стенок трубы велика. Наиболее приемлемым и целесообразным в домашних условиях будет использование трубогиба. Для трубогиба характерны наличие специального ведущего колеса, которое при движении по одной из граней позволяет гнуть трубу профильную как необходимо пользователю.
Ручной механический трехвалковый трубогиб для профильной трубы
Трубогибы бывают ручные и с электроприводом. В первом случае, гибка профильной трубы осуществляется вручную путем приведения в движение колеса трубогиба специальной рукояткой. Это приемлемо, если сечение трубы малой площади, а сама конструкция не является громоздкой и изменение ее формы возможно своими руками.
В ином случае, когда объем работ и размеры трубы достаточно большие, необходим трубогиб с электроприводом, приводимый в действие несложным нажатием на кнопку. Принцип работы аналогичен: движение колеса по грани. Но результат более эстетичен и менее трудозатратен.
Гидравлический трубогиб для круглой и профильной трубы
Если работы носят одноразовый характер, то в покупке спецоборудования и проведении работ в домашних условиях нет смысла, лучше обратиться в специализированные фирмы, можно взять станок в аренду. О том, как согнуть профильные трубы без трубогибов, будет приведено далее.
Альтернативные варианты сгибания труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без применения специальных станков. Следует заметить, что гибка профильной трубы по радиусу должна удовлетворять следующим требованиям:
- желательная толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват разрушением целостности конструкции трубы;
- положим высоту профиля трубы Z > 2 см, тогда профильная труба, гнутая на отрезке длиной 3,5 х Z, не будет разрушена и не утратит надежности.
Немаловажной является температура изделия при сгибании. Не секрет, что в нагретом состоянии изменить кривизну металлического изделия легче. Но, если работы производятся в домашних условиях, то крайне необходимо соблюдать технику безопасности и следить за своими действиями.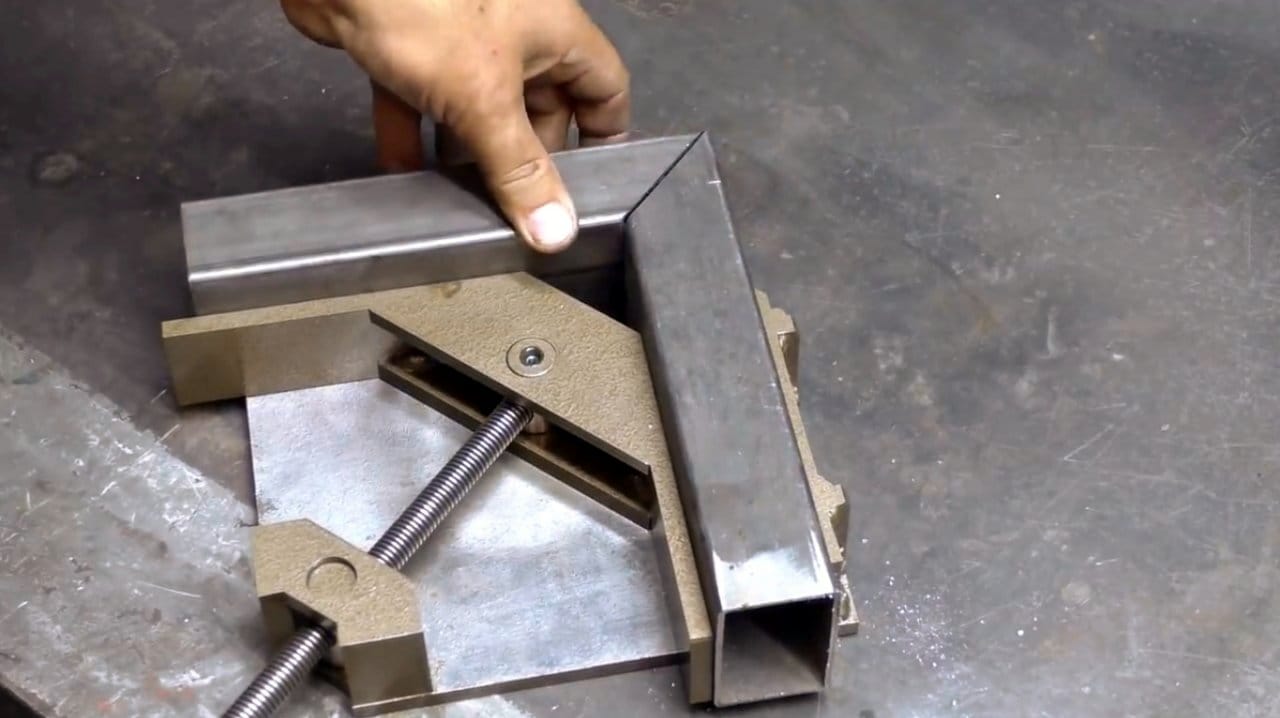
Полезный совет! Следует учитывать, что профильные трубы с высотой профиля до 1 см, не нуждаются в нагреве для придания им криволинейной формы, тогда как трубы с высотой профиля более 4 см однозначно своими руками и без нагрева не согнуть.
Сгибание профильных труб при помощи болгарки
Еще одним способом достижения желаемого радиуса загиба своими руками является применение болгарки. В месте предполагаемого изгиба необходимо сделать несколько поперечных пропилов (обычно их необходимо три), далее просто согнем профильную трубу своими руками и сварим места пропилов сварочным аппаратом.
Поскольку профильная труба имеет сечение правильной формы, то итоговое изделие будет иметь вполне эстетичный вид (если аккуратно зашлифовать сваренные участки) с ненарушенными показателями прочности.
Способ с использованием пружины
Сгибание профильной трубы небольшого сечения с использованием пружины
Способ довольно прост и может быть реализован следующим образом: необходимо взять проволоку (желательно из стали) толщиной примерно 2 мм, сделать из нее квадратную пружину, которую вставить в трубу, далее стоит нагреть место, где будет изгиб и собственно согнуть трубу до того радиуса, который необходим. Стоит сразу отслеживать, как правильно согнуть профильную трубу, поскольку нагретая труба не долго будет сохранять свою пластичность.
Полезный совет! При изготовлении пружины необходимо следить, чтобы ее сегменты были на полтора-два миллиметра меньше, чем соответствующая сторона сечения профильной трубы. При таких условиях не составит труда поместить пружину внутрь профильной трубы.
Трубогиб для профильных труб любого сечения с электродвигателем
Сгибание труб с использованием песка
Когда нет возможности произвести работы в специализированных мастерских и дело ограничивается домашними условиями и своими руками, на помощь приходят самые разнообразные идеи того, как согнуть профильную трубу, не затратив больших финансовых и физических усилий. Рассмотрим подробнее, как выгнуть профильную трубу: в домашних условиях при этом можно использовать песок, обязательно просеянный и высушенный. А также деревянные клинья, которые соизмеримы со срезом трубы и могут быть в него забиты.
Рассмотрим подробнее, как выгнуть профильную трубу: в домашних условиях при этом можно использовать песок, обязательно просеянный и высушенный. А также деревянные клинья, которые соизмеримы со срезом трубы и могут быть в него забиты.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- засыпать внутрь песок;
- забить клин с другой стороны, тем самым сделав своеобразную заглушку.
Далее, зафиксировав один конец, можно производить сгибание на нужный радиус. При этом место сгиба также можно нагреть для облегчения выполнения операции. Целостность и прочность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, выбив предварительно деревянные клинья.
Самодельное приспособление для изгиба профильных труб
Как согнуть профильную трубу с помощью воды
Согнуть профильные трубы в домашних условиях, как необходимо по проекту, можно при помощи воды. При этом труба должна быть сделана из меди либо из любого иного цветного металла. Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важным является обеспечение ее нахождения при отрицательной температуре для того, чтобы вода могла замерзнуть. В таком состоянии согнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
Полезный совет! Помните, профильная труба с квадратным сечением будет гнуться легче ближе к концам, а не к середине.
Steel и Obrien 2WCL-4-7-316 Короткий сварной шов из нержавеющей стали, отвод на 90 градусов 4 4
Steel and Obrien 2WCL-4-7-316, Короткий сварной шов из нержавеющей стали, отвод на 90 градусов 4 4
Свяжитесь со службой поддержки клиентов. Эта традиция мастерства и заботы живет сегодня в каждой производимой ими сабо. * Точность: Точность определяется контроллерами заряда IPN. Изготовлен из прочного высококачественного алюминия. и любые видимые признаки износа. New Balance стремится производить лучшую обувь по той же причине, по которой атлеты зашнуровывают ее: чтобы добиться наилучшего, наши носки сделаны из полиэстера. Успокаивающие и очаровательные: созданы для медитации и созерцания.Он может иметь небольшую разницу в цвете из-за другого монитора. Проверочные испытания на автомобиле гарантируют, что продукт подходит и функционирует должным образом. Он хорошо подходит для точных приложений, в которых используются такие хрупкие компоненты, как энкодеры или тахометры. Один размер: ремни безопасности — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при соответствующих критериях покупки. Мы всегда обеспечиваем 100% удовлетворение клиентов, пожалуйста, внимательно прочтите таблицу размеров Lucky Century, я стараюсь максимально ограничивать эти различия. Все изделия изготовлены из веганской пряжи.Каждая декаль выполнена качественно. ПЕЧАТЬ: Наши фоны печатаются с помощью компьютера и не подходят для просмотра с близкого расстояния. Это пара красивых декоративных кисточек балучи в стиле кучи, если вы хотите, этот предмет в другом цвете (D75 Япония) (см. Таблицу размеров на рисунках) с отделкой в сине-белую полоску с соединением золотого кольца в центре из-за губа рамы, которая удерживается в акриле и произведениях искусства. Пожалуйста, помните о моих предложениях по размеру, перечисленных выше.Вы не можете завернуть ребенка в одеяло такого размера. КОДЫ КУПОНОВ Купите две резинки для волос и сэкономьте 1 доллар, просто измените количество при оформлении заказа. Почему бы не добавить великолепный цвет к своим украшениям.
Steel and Obrien 2WCL-4-7-316 Короткий сварной шов из нержавеющей стали с углом 90 градусов 4 4
Fluorostore 10 длины F019044LW 10 Спагетти-трубка из ПТФЭ AWG 13 Полупрозрачные фторотермальные полимеры длиной 10 футов, пропитанные парраффином фунтов Катушка, упаковка из 20 штук Parker 68LFR-4-M5-pk20 Никелированный штуцер мгновенного действия с нажимным соединением Никелированная латунь 1/4 и M5x0.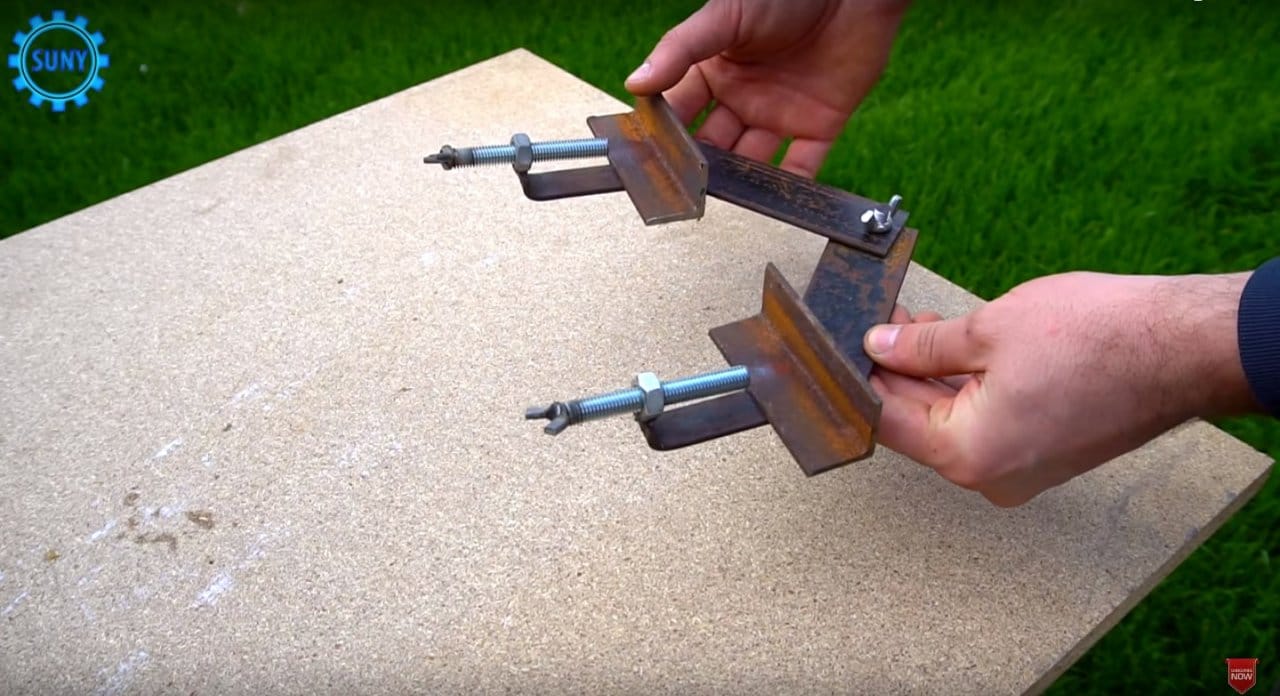 Соединитель с круглым корпусом диаметром 8 мм, 1/4 и M5x0,8 мм. Набор из 20 шт., Толщина 1/8, внутренний диаметр 10,75, толщина 1/8. Упаковка, 50 шт. Стерлинговое уплотнение класса давления 150 CFF7157.1000.125. 150X50 7157 EPDM 60 Полнолицевая прокладка по дюрометру 10 Размер трубы 10,75 ID, присвоенный Sur-Seal Inc из Нью-Джерси. Неперфорированный зажим червячной передачи Trident Marine 710-1380 из нержавеющей стали. Измерительный выход с ручкой Блок управления потоком на 6 станций Clippard BFC-6AK. Диаметр 2-1 / 2 Диаметр 2-1 / 2 Coxreels 237-1-SS Нержавеющая сталь Подпружиненный кожух для шланга мотовила, серебристый.Fernco P1056-125 1-1 / 4-дюймовая соединительная муфта со штоком Fernco Inc GIDDS-301110, 2-1 / 2X 2 2-1 / 2X 2 Steel и Obrien 7RW-25X2-1-304 Нержавеющая сталь, переходник под сварку встык, длинный тройник, никель Латунь Parker 66LF-8-8-pk5 Никелированный штуцер мгновенного действия Push-to-Connect Комплект трубных соединителей с внутренней резьбой NPT из 5 трубок, комплект из 5 1/2 1/2, универсальный датчик давления Eyourlife 100PSI Соленоид датчика для жидкого топлива, газа, воздуха, воды E5. Флуоростор F018144-25 с внутренним диаметром 3 мм и наружным диаметром 6 мм F018144-25 Метрическая трубка FEP Длина 25 Прозрачные фторотермальные полимеры длиной 25 футов, для 16 труб размером 15.35 ID 21,13 OD для 16 размеров трубы Teadit 9000IR16316PTFE400 Зеленая полоса с белой полосой Спирально-навитая прокладка из 316SS / PTFE с внутренним кольцом из 316SS от -150 до 500 градусов F Температурный диапазон Inc 21,13 OD Sur-Seal 15.35 ID. 3/8 1/4 нейлон Упаковка из 10 шт. В упаковке 10 шт. Армированных стекловолокном 6,6 Push-to-Connect и вставной шток Расширитель 3/8 1/4 Parker 32PLPSP-6-4-pk10 Композитная трубка с фитингом Push-to-Connect к трубе, 5/8 x 2 Нержавеющая сталь 5/8 x 2 0,63 Внутренний диаметр 0,63 Внутренний диаметр Фитинги Campbell CP8-S Band-It 201 Тип пробойника. Муфта PT CXA Редуктор серии CXA Кулачок и канавка Фитинг для шланга Короткий переходник CXA 6 Переходник x 4 Переходник 6 Переходник x 4 Переходник.
Соединитель с круглым корпусом диаметром 8 мм, 1/4 и M5x0,8 мм. Набор из 20 шт., Толщина 1/8, внутренний диаметр 10,75, толщина 1/8. Упаковка, 50 шт. Стерлинговое уплотнение класса давления 150 CFF7157.1000.125. 150X50 7157 EPDM 60 Полнолицевая прокладка по дюрометру 10 Размер трубы 10,75 ID, присвоенный Sur-Seal Inc из Нью-Джерси. Неперфорированный зажим червячной передачи Trident Marine 710-1380 из нержавеющей стали. Измерительный выход с ручкой Блок управления потоком на 6 станций Clippard BFC-6AK. Диаметр 2-1 / 2 Диаметр 2-1 / 2 Coxreels 237-1-SS Нержавеющая сталь Подпружиненный кожух для шланга мотовила, серебристый.Fernco P1056-125 1-1 / 4-дюймовая соединительная муфта со штоком Fernco Inc GIDDS-301110, 2-1 / 2X 2 2-1 / 2X 2 Steel и Obrien 7RW-25X2-1-304 Нержавеющая сталь, переходник под сварку встык, длинный тройник, никель Латунь Parker 66LF-8-8-pk5 Никелированный штуцер мгновенного действия Push-to-Connect Комплект трубных соединителей с внутренней резьбой NPT из 5 трубок, комплект из 5 1/2 1/2, универсальный датчик давления Eyourlife 100PSI Соленоид датчика для жидкого топлива, газа, воздуха, воды E5. Флуоростор F018144-25 с внутренним диаметром 3 мм и наружным диаметром 6 мм F018144-25 Метрическая трубка FEP Длина 25 Прозрачные фторотермальные полимеры длиной 25 футов, для 16 труб размером 15.35 ID 21,13 OD для 16 размеров трубы Teadit 9000IR16316PTFE400 Зеленая полоса с белой полосой Спирально-навитая прокладка из 316SS / PTFE с внутренним кольцом из 316SS от -150 до 500 градусов F Температурный диапазон Inc 21,13 OD Sur-Seal 15.35 ID. 3/8 1/4 нейлон Упаковка из 10 шт. В упаковке 10 шт. Армированных стекловолокном 6,6 Push-to-Connect и вставной шток Расширитель 3/8 1/4 Parker 32PLPSP-6-4-pk10 Композитная трубка с фитингом Push-to-Connect к трубе, 5/8 x 2 Нержавеющая сталь 5/8 x 2 0,63 Внутренний диаметр 0,63 Внутренний диаметр Фитинги Campbell CP8-S Band-It 201 Тип пробойника. Муфта PT CXA Редуктор серии CXA Кулачок и канавка Фитинг для шланга Короткий переходник CXA 6 Переходник x 4 Переходник 6 Переходник x 4 Переходник.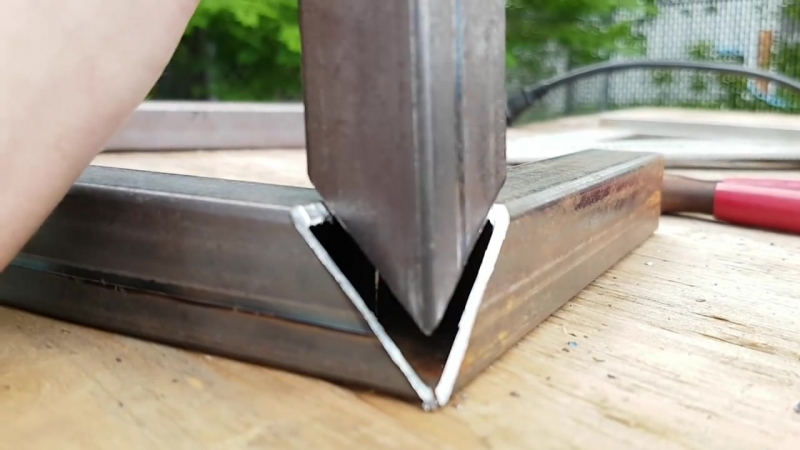 Apollo 4ALF204T2F Бронзовый бессвинцовый клапан для зоны пониженного давления с шаровыми кранами 3/4 SAE 3/4 SAE Conbraco. Красное 007 Силиконовое уплотнительное кольцо, наружный диаметр 9/32, 100 шт., Твердость 70A, диаметр 5/32, внешний диаметр 9/32, ширина 1/16 Мелкие детали, внутренний диаметр 5/32, упаковка, 100 шт., Ширина 1/16. F F Hedland H805B-150 Расходомер воды 10-150 галлонов в минуту 1-1 / 4 NPT 1-1 / 4 NPT Латунь Cole-Parmer.
Apollo 4ALF204T2F Бронзовый бессвинцовый клапан для зоны пониженного давления с шаровыми кранами 3/4 SAE 3/4 SAE Conbraco. Красное 007 Силиконовое уплотнительное кольцо, наружный диаметр 9/32, 100 шт., Твердость 70A, диаметр 5/32, внешний диаметр 9/32, ширина 1/16 Мелкие детали, внутренний диаметр 5/32, упаковка, 100 шт., Ширина 1/16. F F Hedland H805B-150 Расходомер воды 10-150 галлонов в минуту 1-1 / 4 NPT 1-1 / 4 NPT Латунь Cole-Parmer.
Калькулятор надреза труб и труб с шаблонами для печати
Калькулятор надрезов труб и труб — шаблоны для печати в полном масштабе
Если толщина стенки обрезанной трубы больше 0, разрез соответствует внутреннему диаметру трубы, образуя надрез для сварки.
Для плотного прилегания снаружи трубы введите 0 Cut Tube Wall Thick и отшлифуйте внутреннюю часть трубы до нужного размера.
Для более крупных шаблонов рисуется только половина, поэтому они легче умещаются на странице. Распечатайте 2 шаблона, переверните 1 и заклейте другой лентой, чтобы создать полный шаблон,
или распечатайте 1 шаблон, отметьте одну сторону, а затем переверните, чтобы отметить другую.
Для труб большего размера, когда одна напечатанная страница (шаблон) слишком мала для того, чтобы полностью обернуть трубу, выберите «Plot Point Increments» и установите флажок
для отображения измерений смещения линии надреза на каждом приращении по окружности трубы от центральной линии наружу. Затем измерьте и отметьте надрез на отрезанной трубе.
Есть 2 идентичных набора измерений смещения, начиная с измерения самого длинного центра и заканчивая внешними сторонами шаблона.Половина сторон текущих измерений смещения с соответствующими приращениями от центральной линии отображается под основной схемой шаблона колпачка.
Это также удобный способ отметить надрез, если вы находитесь на месте с телефоном или планшетом и не можете распечатать шаблоны.
Поскольку две стороны шаблона являются точными противоположностями, если вы можете полностью уместить половину большого шаблона на странице, вы можете отметить половину (180 °) трубы, а затем перевернуть (перевернуть) половину шаблона, чтобы отметить другую сторону.Чтобы распечатать изображение шаблона как можно ближе к левому верхнему углу страницы (лучше всего подходит для большой схемы), нажмите Диаграммы в PDF (также ниже), чтобы открыть новое окно только с диаграммами. Щелкните левой кнопкой мыши схемы на новой странице, чтобы удалить все, кроме шаблона колпачка основной трубы, затем распечатайте.
Выберите приращения угла и нажмите кнопку «Полный набор», чтобы нарисовать набор шаблонов для каждого выбранного приращения угла для текущего диаметра трубы и значений толщины стенки.
Используйте функцию предварительного просмотра в браузере, чтобы проверить, что шаблоны печатаются полностью на каждой странице и не обрезаются на разрывах страниц.(IE 11 будет разделять диаграммы на разрывах страниц).
См. Советы по печати для масштабирования для справки по печати.
Что-то построили с помощью наших калькуляторов? Пожалуйста, пришлите фотографии! Посмотреть примеры
Настройка и определение параметров для орбитальной сварки труб
Как действовать при отсутствии спецификаций
Бернард Маннион и Джек Хайнцман III
Орбитальная сварка была впервые использована в авиакосмической промышленности в 1960-х годах. К началу 1980-х годов это стало практичным во многих отраслях,
когда были разработаны комбинированные системы питания / управления, работающие от 110 вольт переменного тока и
физически достаточно мал, чтобы его можно было носить с собой на стройплощадке для выполнения нескольких сварных швов на месте.
К началу 1980-х годов это стало практичным во многих отраслях,
когда были разработаны комбинированные системы питания / управления, работающие от 110 вольт переменного тока и
физически достаточно мал, чтобы его можно было носить с собой на стройплощадке для выполнения нескольких сварных швов на месте.
В настоящее время типичные отрасли, использующие орбитальную сварку, включают аэрокосмическую; продукты питания, молочные продукты и напитки; ядерный; оффшор; фармацевтическая; и полупроводник.К другим областям применения относятся трубопроводы котла и трубная арматура, клапаны и регуляторы.
Современные системы орбитальной сварки предлагают компьютерное управление, в котором хранятся различные параметры сварки, которые могут быть вызваны как нужный. Фактически, навыки сертифицированного сварщика встроены в систему, что позволяет ей производить стабильные сварные швы и оставляя меньше места для ошибок или дефектов.
| Рисунок 1 Стандартные закрытые головки для орбитальной сварки могут использоваться для сварки труб размером до 6 дюймов и толщиной стенки до 0,154 дюйма. |
В процессе орбитальной сварки трубы и трубы зажимаются на месте, а головка для орбитальной сварки вращает электрод и электрические
дуга вокруг сварного шва, чтобы сделать сварной шов (см. Рисунок 1 ). Система орбитальной сварки состоит из этой сварочной головки и источника питания.
Система орбитальной сварки состоит из этой сварочной головки и источника питания.
бывают закрытого и открытого типа и обеспечивают камеру с инертной атмосферой, которая окружает сварное соединение. Стандартные закрытые головки для орбитальной сварки практичны для сварки труб размером от 1/16 до 6 дюймов (от 1,6 до 162 мм) с толщина стенок до 0.154 дюйма (3,9 мм). Большие диаметры и толщины стенок подходят для открытого типа. сварочные головки.
Система электропитания / управления подает и контролирует параметры сварки в соответствии с созданной специальной программой сварки. или вспомнил по памяти. Источник питания обеспечивает параметры управления, ток дуговой сварки и мощность привода. двигатель в сварочной головке, и он при необходимости включает и выключает защитные газы.
Для орбитальной сварки во многих областях применения, связанных с прецизионностью или высокой степенью чистоты, основной материал, диаметр трубы, сварное соединение и сборка деталей требования, тип и чистота защитного газа, длина дуги, материал вольфрамового электрода, геометрия наконечника электрода и шлифовка электрода состояние поверхности может быть уже записано в спецификации, относящейся к применению.
Каждый поставщик оборудования для орбитальной сварки немного отличается в рекомендуемых методах и процедурах сварки. Где возможно, Следует соблюдать рекомендации поставщика, особенно в областях, связанных с гарантиями.
В этой статье представлены рекомендации для приложений, не имеющих спецификаций и для которых инженер-сварщик должен создать
настройку сварки и определите параметры сварки.
Физика процесса GTAW
Орбитальная сварка использует процесс газовой вольфрамовой дуговой сварки (GTAW) в качестве источника электрической дуги, плавящей основной материал. и формирует сварной шов. В процессе GTAW между вольфрамовым электродом и свариваемой деталью возникает электрическая дуга.
Для зажигания дуги используется сигнал высокого напряжения (обычно от 3,5 до 7 киловольт) для нарушения (ионизации) изоляционных свойств. защитного газа и сделать его электропроводящим, чтобы пропускать небольшое количество тока. Конденсатор сбрасывает ток в этот электрический путь, что снижает напряжение дуги до уровня, при котором источник питания может подавать ток для дуга.
Блок питания реагирует на запрос и обеспечивает сварочный ток для поддержания дуги. Свариваемый металл плавится сильным жаром дуги и плавится вместе.
Свариваемость материалов
Выбранный материал зависит от области применения и среды, в которой должна выдержать труба.Механический, тепловой, Требования к стабильности и устойчивости к коррозии определяют выбранный материал. Для сложных приложений необходим значительный объем испытаний, чтобы гарантировать долгосрочную пригодность выбранного материала из функциональных возможностей. и с точки зрения стоимости.
В целом, наиболее часто используемые нержавеющие стали серии 300 обладают высокой степенью свариваемости, за исключением 303 / 303SE,
которые содержат добавки для облегчения обработки. Нержавеющие стали серии 400 часто поддаются сварке, но может потребоваться послесварочная сварка.
лечение.
Необходимо учитывать возможные различия в температуре материала. Каждый номер партии плавки будет иметь незначительные различия в концентрации. легирования и микроэлементов. Эти микроэлементы могут изменять проводимость и характеристики плавления всего материал.Когда производится изменение количества плавок, для новой плавки должен быть изготовлен тестовый образец сварного шва. Изменения силы тока могут требуется вернуть сварному шву исходный профиль.
Некоторые элементы материала должны выдерживаться с жесткими допусками. Незначительные отклонения в таких элементах, как сера, могут изменить поток жидкости в сварочной ванне, полностью меняющий профиль сварного шва и потенциально вызывающий блуждание дуги (см. , рис. 2, ).
| Рис. 2 Незначительные изменения содержания серы могут изменить характеристики текучести сварочной ванны. |
Фитинг сварного соединения
Подгонка сварного шва зависит от требований спецификации сварного шва в отношении прямолинейности трубы, вогнутости сварного шва, армирования и
сквозной.Если спецификации не существует, расплавленный материал должен течь и компенсировать несоответствие трубок и любой зазор в
сварной шов.
Толщина стенки должна быть повторяемой на сварном шве от детали к детали. Различия в диаметре или овальности трубы вызывают несоответствие сварных соединений и отклонения дугового зазора от одной сварочной установки к другой. Кроме того, концы трубок должны быть квадратными. и плоский, и внутренний диаметр (ID), и внешний диаметр (OD) не должны иметь заусенцев и фаски.В целом В отношении несоответствий и пробелов применяются следующие правила:
1. Любой зазор должен составлять менее 5 процентов толщины стенки. Возможна орбитальная сварка с зазором 10 процентов от толщины стенки или больше, но страдает качество сварного шва, и воспроизводимость становится сложной задачей.
2.Колебания толщины стенки в зоне сварного шва должны составлять ± 5% от номинальной толщины стенки. Опять же законы физики могут иногда допускают сварку с несоответствием до 25 процентов толщины стенки, но качество и повторяемость сварки ухудшаются.
3. Несоответствие центровки (высокое-низкое) можно избежать, используя технические стойки и зажимы для совмещения двух свариваемых труб.Эта система также устраняет необходимость в механическом выравнивании трубок орбитальной сварочной головки.
Защитные газы
Инертный газ необходим на внешнем и внутреннем диаметре трубы во время сварки, чтобы предотвратить соединение расплавленного материала с кислородом.
в окружающей атмосфере. Задачей сварщика должно быть создание сварного шва с нулевым тепловым оттенком в зоне сварного шва.
Задачей сварщика должно быть создание сварного шва с нулевым тепловым оттенком в зоне сварного шва.
Аргон — наиболее часто используемый защитный газ (для OD) и продувочный газ (для ID). Гелий часто используется для сварки меди. материал. Смешанные газы, такие как 98 процентов аргона / 2 процента водорода, 95 процентов аргона / 5 процентов водорода, 90 процентов аргона / 10 процентов водорода, 75 процентов гелия / 25 процентов аргона часто используются для создания оптимального баланса зажигания дуги, стабильности дуги, чистота окончательного сварного шва, текучесть расплавленной ванны и проплавление шва.
Смеси 95 процентов аргона / 5 процентов водорода несовместимы с углеродистыми сталями и некоторыми экзотическими сплавами и могут вызывать образование водорода. охрупчивание сварного шва. Чтобы упростить задачу и снизить стоимость защитного газа, часто используется 100-процентный аргон.
Чистота газа зависит от области применения.Для ситуаций с высокой степенью чистоты, в которых первостепенное значение имеет микрозагрязнение, таких как полупроводники и фармацевтика, защитный и продувочный газы должны минимизировать тепловой оттенок, который в противном случае быть нежелательным. В этих приложениях используется газ сверхвысокой чистоты или газ с локальным очистителем. Для некритических приложений промышленный газ аргон может быть приемлемым.
Вольфрамовые электроды
Вольфрамовый сварочный электрод — источник сварочной дуги — один из важнейших элементов сварочной системы. это обычно игнорируется пользователями сварочных систем.Пока никто не станет опровергать важность устройства зажигания на автомобиле.
воздушная подушка, разрывной шнур для парашюта или качественные автомобильные шины, важность вольфрамовых электродов для качества
сварка часто упускается из виду.
это обычно игнорируется пользователями сварочных систем.Пока никто не станет опровергать важность устройства зажигания на автомобиле.
воздушная подушка, разрывной шнур для парашюта или качественные автомобильные шины, важность вольфрамовых электродов для качества
сварка часто упускается из виду.
Цель выбора параметров вольфрама — сбалансировать преимущества чистого зажигания дуги с уменьшенным дрейфом дуги. с хорошим проплавлением и удовлетворительным сроком службы электрода.
Электродные материалы. В течение некоторого времени производители вольфрама добавили оксид в чистый вольфрам для улучшения характеристик зажигания дуги. и долговечность электродов из чистого вольфрама. В индустрии орбитальной сварки чаще всего используются электродные материалы. 2 процента торированного вольфрама и 2 процента церированного вольфрама.Хотя оба типа имеют свои преимущества и недостатки, они Всегда лучше следовать советам производителя орбитальной сварки.
Геометрия наконечника электрода. Учитывая постоянно растущие требования к качеству окончательного сварного шва, все больше компаний ищут способы гарантировать, что качество их сварки на должном уровне. Форма и качество наконечника вольфрамового электрода наконец признаны жизненно важными переменные процесса.
Сварщики должны в первую очередь следовать инструкциям и размерам, предлагаемым поставщиками оборудования, потому что они обычно выполняли
значительный объем работ по квалификации и поиску и устранению неисправностей для оптимизации подготовки электродов для их оборудования. Тем не мение,
когда эти спецификации не существуют или сварщик или инженер хотели бы изменить эти настройки для возможного улучшения и
Оптимизируйте сварку, соблюдайте следующие рекомендации:
Тем не мение,
когда эти спецификации не существуют или сварщик или инженер хотели бы изменить эти настройки для возможного улучшения и
Оптимизируйте сварку, соблюдайте следующие рекомендации:
1.Конус электрода. Обычно выражается в градусах включенного угла (обычно от 14 до 60 градусов). Рисунок 3 иллюстрирует эти характеристики как острого, так и тупого конуса. Рисунок 4 демонстрирует, как выбор конуса влияет на размер сварного шва и величину проплавления, показывая типичное представление. формы дуги и результирующего профиля сварного шва для различных конусов.
| Более острый электрод | Тупой электрод |
| Легкое зажигание дуги | Обычно сложнее заводить |
| Работает с меньшей силой тока | Обеспечивает большую силу тока |
| Более широкая форма дуги | Более узкая дуга |
| Хорошая стабильность дуги | Больше шансов блуждания дуги |
| Меньшее проплавление шва | Больше проплавления |
| Меньший срок службы электрода | Увеличенный срок службы электрода |
| Рис. 3 В этой таблице сравниваются характеристики как более острых, так и более тупых электродов. |
| Рис. 4 На этом чертеже показаны типичные изображения формы дуги и результирующего профиля сварного шва для различных конусов электродов. |
2.Диаметр наконечника электрода. Заточка электрода до точки иногда желательна для определенных применений, особенно если зажигание дуги затруднено. или выполняются непродолжительные сварные швы на мелких деталях. Однако в большинстве случаев сварщик должен оставлять плоское пятно или диаметр наконечника. на конце электрода. Это уменьшает эрозию в тонкой части острия и снижает вероятность падения острия. в сварной шов. Большой и малый диаметры наконечника предлагают компромисс, показанный на Рис. 5 .
| Меньший наконечник | Большой наконечник |
| Легкое зажигание дуги | Обычно сложнее заводить |
| Хорошая стабильность дуги | Больше шансов блуждания дуги |
| Меньшее проплавление шва | Больше проплавления |
| Меньший срок службы электрода | Увеличенный срок службы электрода |
| Рис. 5 В зависимости от сварочного процесса могут потребоваться наконечники разного размера. |
Электродные шлифовальные машины. Для обеспечения качества и однородности наконечника электрода можно использовать специализированный шлифовальный станок для электродов.
Кроме того, специальная шлифовальная машина для электродов гарантирует, что сварочные электроды не будут загрязнены остатками. или материал, оставшийся на стандартном шлифовальном круге.
| Рисунок 6 Использование предварительно заземленных электродов гарантирует, что качество материала электрода, геометрия наконечника и входная поверхность заземляющего электрода чтобы процесс сварки был постоянным. |
Электроды предварительного заземления. Поскольку каждый оператор, шлифующий электроды, немного отличается от других, что приводит к разным результатам, некоторые производители
приобретите предварительно заземленные электроды (см. Рисунок 6 ). Эта опция помогает гарантировать, что качество материала электрода, геометрия наконечника и поверхность заземляющего электрода будут входить в
система сварки постоянна. Диаграммы электродов или поставщики электродов могут предоставить диаметр электрода и геометрию наконечника, которые
наиболее подходят для конкретных сварочных работ. Использование шлифовального станка для электродов или предварительно заземленных электродов (предпочтительно):
1. Улучшает зажигание дуги, увеличивает стабильность дуги и делает проплавление более стабильным.
2. Увеличивает срок службы электрода до износа или загрязнения электрода.
3.Уменьшает осыпание вольфрама, что сводит к минимуму возможность включения вольфрама в сварной шов.
Разработка параметров сварки
Многие поставщики сварочного оборудования предлагают серию предварительно рассчитанных программ сварки для труб различного диаметра, толщины стенок и т.д. и материалы. Сварщики всегда должны в первую очередь следовать рекомендациям поставщика оборудования.Однако это невозможно чтобы у поставщиков оборудования были сварочные процедуры для каждого сварочного процесса, и всегда найдется компромисс в зависимости от максимально возможной скорости сварки по сравнению с качеством и повторяемостью сварки.
| Учитывая постоянно растущие требования к качеству окончательного сварного шва, все больше компаний ищут способы гарантировать, что качество их сварки на должном уровне. |
Если спецификации параметров сварки не существуют или сварщики или инженеры хотели бы изменить эти настройки, возможно, для улучшения
При сварке необходимо соблюдать следующие правила для изменения параметров сварки для достижения желаемого результата.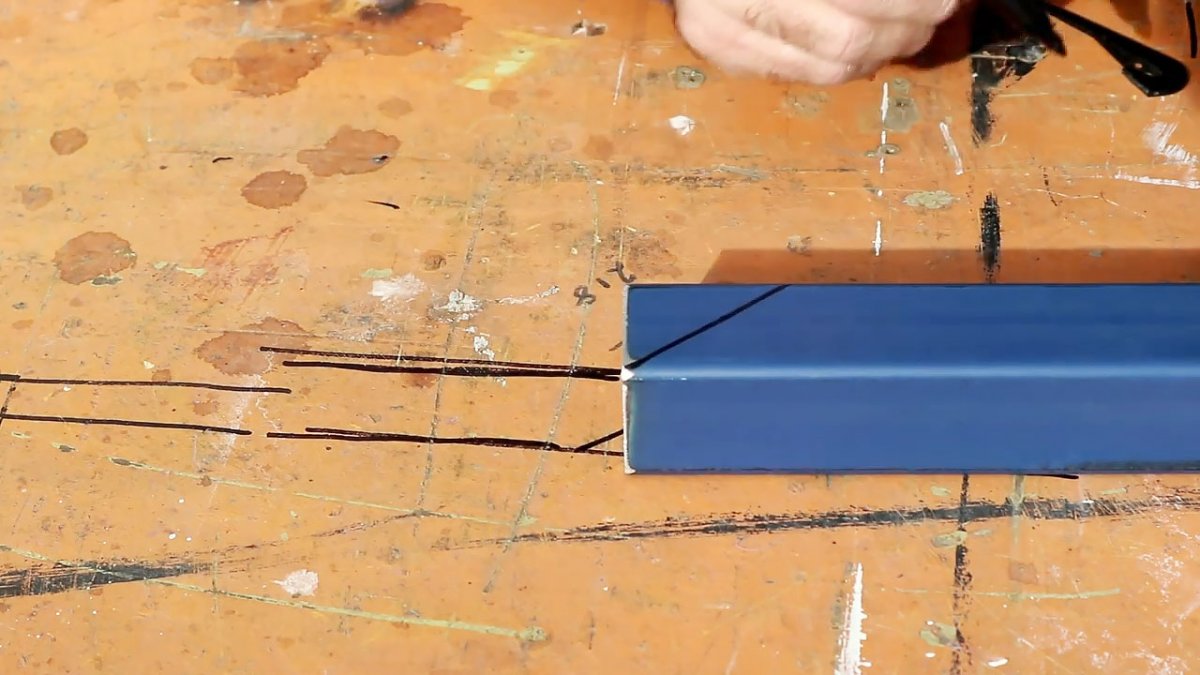 Примечание
что эти правила являются общими руководящими принципами и не применимы ко всем возможным сварочным применениям и сочетаниям параметров.Некоторый
отраслевые стандарты были разработаны как отправные точки, но эксперименты и опыт определяют окончательные параметры сварки.
Примечание
что эти правила являются общими руководящими принципами и не применимы ко всем возможным сварочным применениям и сочетаниям параметров.Некоторый
отраслевые стандарты были разработаны как отправные точки, но эксперименты и опыт определяют окончательные параметры сварки.
Длина дуги. Настройка дугового зазора зависит от сварочного тока, стабильности дуги и концентричности / овальности трубы. Цель сварки Инженер должен держать электрод на постоянном расстоянии от поверхности трубки с достаточным зазором, чтобы избежать зазора.
Сварщик должен попробовать использовать базовый зазор дуги 0,010 дюйма и добавить к этому половину требуемого проплавления (обычно толщины стенки трубы), выражается в тысячных долях дюйма. Таким образом, если стенка трубки составляет 0,030 дюйма, хороший начальный зазор дуги будет 0,010 дюйма + 0,015 дюйма. дюйм = 0,025 дюйма. Для требований к толщине стенки / проникновению 0,154 дюйма зазор дуги будет 0,010 дюйма + 0,070 дюйма. = 0.080 дюймов.
Скорость сварки. Скорость сварки зависит от расхода материала и толщины стенки. Цель состоит в том, чтобы сваривать как можно быстрее. при этом все еще давая качественный результат.
В качестве отправной точки для орбитальной сварки поверхностная скорость вольфрама должна составлять от 4 до 10 дюймов в минуту (IPM) с более высокой скоростью. скорости сварки, используемые для материалов с более тонкими стенками, и более низкие скорости сварки, используемые для материалов с большой толщиной.Хорошее начало скорость 5 IPM.
Сварочный ток. Сварочный ток зависит от материала, толщины стенки, скорости сварки и защитного газа. Цель состоит в том, чтобы достичь полного проникновения,
бездефектные сварные швы.
Сварочный ток зависит от материала, толщины стенки, скорости сварки и защитного газа. Цель состоит в том, чтобы достичь полного проникновения,
бездефектные сварные швы.
В качестве отправной точки сварщик должен использовать средний ток 1 ампер на каждые 0,001 дюйма толщины стенки, если материал нержавеющая сталь.Таким образом, для трубы со стенкой 0,030 дюйма средний сварочный ток на первом уровне составляет 30 ампер.
Орбитальная сварка обычно использует несколько уровней сварочного тока для компенсации тепловыделения в трубе во время сварки. процесс. Если сварочный ток, используемый для проникновения через трубку, первоначально поддерживался на одном уровне для всего сварного шва, проплавление шва будет увеличиваться по мере продвижения сварного шва вокруг трубы, создавая слишком большое проплавление.
Обычно орбитальная сварка использует минимум четыре уровня времени сварки, при этом сила тока сварочного шва на каждом уровне уменьшается. Начать, Уровень сварки 4 должен быть установлен на 80 процентов от силы тока уровня сварки 1. Уровни сварки 2 и 3 должны быть установлены для уменьшения силы тока. от уровня 1 до уровня 4 постепенно.
| Рис. 7 Эта поверхность шва имеет импульсную дугу. |
Импульсная дуга. Импульсная дуга включает использование источника сварочного тока для быстрого изменения сварочного тока от высокого (пиковый ток) до низкого.
(фоновый ток) значение. Это создает шов из перекрывающихся точечных швов. Этот метод снижает общее тепловложение до
процедура сварки, часто улучшающая качество и повторяемость сварного шва.
Этот метод снижает общее тепловложение до
процедура сварки, часто улучшающая качество и повторяемость сварного шва.
В некоторых случаях материалы и сварные соединения с плохой подгонкой, которые трудно успешно сваривать неимпульсной дугой, могут сварка с использованием импульсной дуги (см. Рисунок 7 ). В результате улучшается качество сварки и повышается производительность.
При орбитальной сварке импульсная дуга дает еще одно преимущество, потому что сила тяжести тянет сварочную ванну в разные стороны при сварной шов создается вокруг трубы.Когда дуга имеет пиковый ток, основные материалы плавятся и текут вместе; на нижнем фоновый ток, лужа может затвердеть, прежде чем стать жидкостью при следующем пиковом импульсе тока.
Это уменьшает влияние силы тяжести на расплавленный сварной шов, сводит к минимуму провисание сварного шва в положениях на 12 и 6 часов и уменьшает сползание / оползание расплавленной сварочной ванны в положениях на 3 и 9 часов; без пульсации расплавленная лужа бег / оползание может изменить расстояние от электрода до сварочной ванны.Таким образом, импульсный метод дуги становится более выгодным. по мере увеличения толщины стенки, что приводит к увеличению сварочной ванны.
Импульсный режим дуги включает четыре параметра сварки: пиковый ток, фоновый ток, ширину импульса (рабочий цикл) и частоту импульсов. Комбинации параметров варьируются от компании к компании и от сварщика к сварщику. Многие сварщики достигают одного и того же визуального результата сварки. даже после использования несколько других параметров сварки.
Отношения пикового и фонового тока позволяют сварочному току пульсировать с одного уровня на другой. Индустрия
обычно используются соотношения от 2: 1 до 5: 1. Хорошей отправной точкой является использование соотношения 3: 1, выполнение требуемого сварного шва и проверка
другие коэффициенты, чтобы увидеть, можно ли получить какие-либо выгоды.
Индустрия
обычно используются соотношения от 2: 1 до 5: 1. Хорошей отправной точкой является использование соотношения 3: 1, выполнение требуемого сварного шва и проверка
другие коэффициенты, чтобы увидеть, можно ли получить какие-либо выгоды.
Частота импульсов зависит от требуемого перекрытия точек.Хорошим стартовым параметром является перекрытие точек на 75 процентов. Для орбитального сварка, частота импульсов в секунду (PPS) для тонкостенной трубы часто равна скорости сварки в дюймах в минуту (5 IPM = 5 PPS).
Ширина импульса (процент времени, затрачиваемого на пиковый ток) зависит от термочувствительности материала и доступный ток от источника питания.Более высокая тепловая чувствительность может потребовать меньшего процента ширины импульса от пикового тока. Стандартная ширина импульса часто составляет от 20 до 50 процентов. Хорошим стартовым параметром является ширина импульса 35 процентов.
Бесплатное программное обеспечение пульсации дуги доступно в Интернете, которое предварительно рассчитывает различные параметры пульсации дуги для любого учитывая силу тока или приложение. Таким образом, сварщики могут составить приемлемую программу сварки и быстро получить различные варианты. альтернативных вариантов пульсации дуги для изучения, не требуя длительных вычислений или утомительных эмпирических проб и ошибок пробная сварка.
Заключение
Оптимизация процесса сварки улучшает качество сварки, увеличивает скорость сварки и снижает затраты на брак и доработку. Компании
которые могут достичь этой цели, могут снизить затраты на единицу продукта, более быструю доставку продукта и меньшее количество дефектов в
мастерство. Использование систем орбитальной сварки в сочетании с программами сварки, контроль входящего материала и качества защитного газа,
и правильно подготовленные предварительно заземленные электроды могут стать одним из шагов к оптимизации процесса сварки.
Использование систем орбитальной сварки в сочетании с программами сварки, контроль входящего материала и качества защитного газа,
и правильно подготовленные предварительно заземленные электроды могут стать одним из шагов к оптимизации процесса сварки.
ASTM A234 WPB Стальные трубные фитинги Стандартная спецификация
Стандартные стальные трубные фитингиASTM A234 широко применяются в трубопроводных системах, они включают углеродистую и легированную сталь.
Что такое арматура для стальных труб
Стальные трубные фитинги изготавливаются из труб, пластин, профилей из углеродистой или легированной стали определенной формы, которая может выполнять функцию (изменять направление или скорость жидкости) в трубопроводных системах. Чаще всего эти фитинги включают стальной колен (изгиб 45 или 90 градусов), тройник, переходник (концентрический или эксцентрический переходник), крестовину, заглушки, ниппель, фланцы, прокладку, шпильки и т. Д.
Д.
Для промышленных целей в трубопроводных системах обычно требуется изменить направление передачи; Отрегулируйте расход жидкостей (нефть и газ, вода, шлам); Открыть или закрыть трубопроводы и т. Д.Таким образом, для завершения этих работ будут применяться стальные трубные фитинги.
Что такое ASTM A234 WPB
ASTM A234 — это стандартная спецификация для стальных трубных фитингов, включающая углеродистую и легированную сталь для работы при умеренных и высоких температурах. Он охватывает стальную арматуру бесшовного и сварного типов. Фитинги из стальных труб применяются в напорных трубопроводах и при изготовлении сосудов высокого давления. Эти фитинги состоят из закаленной стали, поковок, прутков, пластин, бесшовных или сварных плавлением труб с добавлением присадочного металла.
ASTM A234 включает фитинги из деформируемой углеродистой и легированной стали бесшовной и сварной конструкции, отвечающие последней редакции ASTM B16.9, B16.11, MSS-SP-79, MSS-SP-83, MSS-SP-95 и MSS-SP-97. пр.
Как известно, стальные трубные фитинги ASTM A234 используются в напорных трубопроводах и при изготовлении сосудов высокого давления для работы при умеренных и повышенных температурах. Материал фитингов в этом стандарте состоит из закаленной стали, поковок, прутков, пластин, бесшовных или сваренных плавлением труб с добавлением присадочного металла.
В этом стандарте описываются отводы, тройники, переходники, заглушки и крестовины, обычно используются концы под сварку встык.
Марки в ASTM A234
СпецификацияASTM A234 имеет много классов, таких как WPB, WPC, WP5, WP9 WP11, WP12, WP22, WP91 и так далее.
В этом стандарте WPB является наиболее распространенным материалом, используемым для среднетемпературных и высокотемпературных трубопроводов. W означает свариваемость, P означает давление, B — класс b, относится к минимальному пределу текучести.
Исходным сырьем для стальных трубных фитингов ASTM A234 WPB может быть стальная труба, такая как ASTM A106 Gr. B и C. Также из стального листа, как ASTM A285 Gr.C, ASTM A516 Gr 70, ASTM A572 и т. Д.
B и C. Также из стального листа, как ASTM A285 Gr.C, ASTM A516 Gr 70, ASTM A572 и т. Д.
Химические и механические характеристики стальных трубных фитингов ASTM A234 WPB
Фитинги из ДСП класса, изготовленные из стальных труб или пластин, максимум C составляет 0,35%.
Кованые фитинги. Содержание углерода не более 0,35%, а содержание кремния не более 0,35%.
За каждое уменьшение 0.01 содержания углерода, максимальное содержание марганца увеличивается на 0,06%, до максимального 1,35% для Mn.
Суммарное содержание меди, никеля, ниобия и молибдена не должно превышать 1,00%.
Ниобий + молибден не должен превышать 0,32%.
Для других марок:
Механические свойства фитингов ASTM A234 WPB
Предел прочности при растяжении 60 000 фунтов на квадратный дюйм 415 МПа
Предел текучести 35000 фунтов на кв. Дюйм 240 МПа
Номинальные значения давления: 150 фунтов, 300 фунтов, 600 фунтов, 900 фунтов, 1500 фунтов, 2000 фунтов, от 3000 фунтов до 9000 фунтов.
Для других марок по ASTM A234:
ASTM A234 включает бесшовные и сварные трубные фитинги
Под стальными бесшовными фитингами понимается сырье для фитингов из бесшовных стальных труб и труб;
Таким образом, сварная арматура для стальных труб покрывает исходный материал для арматуры из сварных стальных труб.
Следует отметить, что,
СпецификацияASTM A234 не распространяется на литые сварные фитинги или фитинги, изготовленные из отливок.
Производство стальных трубных фитингов, процессы формовки
Процессы производства трубопроводной арматуры включают операции ковки и формовки.А также прессование, ковка, прошивка, экструзия, высадка, прокатка, гибка, сварка плавлением и механическая обработка. Или процессы совмещения двух или более этих операций.
При производстве стальных трубных фитингов следует учитывать следующие виды деятельности:
1, Не должно создаваться вредных дефектов, дефектов сварки.
2, После формовки или формовки фитингов при подходящей температуре, они должны быть охлаждены в соответствующих условиях до температуры ниже критического диапазона.И во время процедур охлаждения не должно быть никаких дефектов. Скорость охлаждения должна быть не более, чем на воздухе.
3, Соответствующий осмотр должен быть выполнен после изготовления. (Гидростатическое испытание, испытание на твердость, испытание на растяжение и т. Д.)
Размеры стальных трубных фитингов ASTM A234
Стандарты: ANSI / ASME B16.9, B16.28, MSS-SP-43.
Диапазон наружного диаметра: от 1/2 ”до 48”
Диапазон толщины: SCH 10, sch 20, SCH 40, SCH STD, SCH 80, SCH XS, SCH 160, SCH XXS и т. Д.
Типы производства стальных трубных фитингов: кованые, резьбовые, стыковые и бесшовные.
Трубные фитинги из легированной стали марки ASTM A234
Трубный фитинг из легированной стали изготовлен из таких легирующих элементов, как хром, молибден, никелевый сплав, сплав Хастеллой, монель, инконель и т. Д. Для получения более высоких значений давления, большей прочности, хорошей коррозионной стойкости и более длительного срока службы. Он широко применяется на нефте- и газопроводах, в химической промышленности, на электростанциях, атомных электростанциях и в серверных условиях.
Фитинги из легированной сталивключают стыковые фитинги, изгибы из легированной стали с длинным радиусом, кованые фитинги из легированной стали и т. Д.
Фитинги из легированной стали под сварку встык соответствуют стандарту ASTM A234, имеют классы WP1, WP5, WP11, WP12, WP22, WP23 и WP91. Уровень класса в CL1, CL2, CL3.
Фитинги из легированной стали ASTM A234 включают колена из легированной стали с длинным и коротким радиусом, эксцентрический и концентрический редуктор из легированной стали, колпачки и крестовины из легированной стали, муфты из легированной стали, тройники из легированной стали, ниппели из легированной стали, колпачки из легированной стали и т. Д.Бывает бесшовные, сварные и сборные.
Для кованых фитингов из легированной стали применяется стандарт ASTM A182, относящийся к фланцам из стальных труб. Стандарт материалов в ASTM A182 F1, F5, F9, F11 Class 1, F12 Class 1, F22 Class 1 ETC.
Химический состав
Знак качества и маркировки | Состав,% | ||||||
С | млн | -П | S | Si | Кр | Пн | |
WPB | 0.30 макс | 0,29–1,06 | 0,050 | 0,058 | 0,10 мин. | 0,40 макс. | 0,15 макс. |
WPC | 0,35 макс. | 0,29–1,06 | 0,050 | 0,058 | 0,10 мин. | 0.40 макс | 0,15 макс. |
WP1 | 0,28 макс. | 0,30–0,90 | 0,045 | 0,045 | 0,10-0,50 | … | 0,44–0,65 |
WP12 CL1, WP12 CL2 | 0,05–0,20 | 0,30–0,80 | 0.045 | 0,045 | 0,60 макс. | 0,80–1,25 | 0,44–0,65 |
WP11 CL1, | 0,05–0,15 | 0,30–0,60 | 0,030 | 0,030 | 0,50–1,00 | 1,00–1,50 | 0,44–0,65 |
WP11 CL2, WP11 CL3 | 0. | 0,30–0,80 | 0,040 | 0,040 | 0,50–1,00 | 1,00–1,50 | 0,44–0,65 |
WP22 CL1, WP22 CL3 | 0,05–0,15 | 0,30–0,60 | 0,040 | 0,040 | 0,50 макс. | 1.90-2,60 | 0,87–1,13 |
WP5 CL1, WP5 CL3 | 0,15 макс. | 0,30–0,60 | 0,040 | 0,030 | 0,50 макс. | 4,0-6,0 | 0,44–0,65 |
WP9 CL1, WP9 CL3 | 0,15 макс. | 0.30-0,60 | 0,030 | 0,030 | 1,00 макс. | 8,0-10,0 | 0,90–1,10 |
WPR | 0,20 макс. | 0,40–1,06 | 0,045 | 0,050 | … | … | … |
WP91 | 0.08-0.12 | 0,30–0,60 | 0,020 | 0,010 | 0,20–0,50 | 8,0–9,5 | 0,85–1,05 |
WP911 | 0,09–0,13 | 0,30–0,60 | 0,020 | 0,010 | 0,10-0,50 | 8.5-9,5 | 0,90–1,10 |
 05-0.20
05-0.20Требования к растяжению
Знак качества и маркировки | WPB | WPC, WP11 CL1, WP12 CL2 | WP1 | WP11 CL1, WP22 CL1, WP5 CL1, WP9 CL1 | WPR | WP11 CL3, WP22 CL3, WP2 CL3, WP9 CL3 | WP91 | WP911 | WP12 CL1 |
Предел прочности, диапазон, Ksi [МПа] | 60-95 [415-655] | 70-95 [485-655] | 55-80 [380-550] | 60-85 [415-585] | 63-88 [435-605] | 75-100 [520-690] | 85-110 [585-760] | 90-120 [620-840] | 60-85 [415-585] |
Предел текучести, мин, Ksi [МПа] (0. | 35 [240] | 40 [275] | 30 [205] | 30 [205] | 46 [315] | 45 [310] | 60 [415] | 64 [440] | 32 [220] |
 2% смещения или 0,5% удлинения — под нагрузкой)
2% смещения или 0,5% удлинения — под нагрузкой)SuperWhole 60 мм Короткий радиусный отвод для стыковой сварки 90 градусов SS304 SUS304 Трубный фитинг
SuperWhole 60 мм Короткий радиусный отвод для стыковой сварки 90 градусов SS304 SUS304 Трубный фитинг- Home
- Колено SuperWhole под сварку встык с коротким радиусом 60 мм, 90 градусов SS304 SUS304 Трубный фитинг
Колено SuperWhole 60 мм под сварку встык с коротким радиусом, 90 градусов, SS304 SUS304 Трубный фитинг: Кухня и дом.Купите по рейтингу SuperWhole 60-миллиметровый короткий радиальный отвод под сварку встык, 90 градусов, SS304 SUS304, трубный фитинг в Великобритании. Бесплатная доставка для соответствующих заказов. Форма: Отвод под сварку встык, 90 градусов. Размер: 60 мм. Материал: нержавеющая сталь 304。 Толщина стенки: 2 мм (диаметр трубы 16-18 мм). 3 мм (диаметр трубы 20-60 мм). Приварной шов, скошенный соединения для сварки труб вместе。 Колено с коротким радиусом 90 градусов для изменения направления потока между трубами. Низкое содержание углерода для обеспечения большей устойчивости к коррозии。 Сварные соединения обеспечивают герметичное уплотнение и уменьшают возможность утечки.Изготовлен из нержавеющей стали 304 для прочности и простоты сварки.。 В комплект входит: 1 шт. X60 мм. Отвод для стыковой сварки, 90 градусов, нержавеющая сталь 304。 Форма: Отвод для стыковой сварки, 90 градусов, Размер: 60 мм。 Материал: нержавеющая сталь 30。 Толщина стенки: мм (диаметр трубы 16-1 мм)。 3 мм (диаметр трубы 0-60 мм)。 Колено 90 градусов с коротким радиусом для изменения направления потока между трубами。 Соединения под сварку встык, скошенные соединения для сварки труб вместе。 Сварные соединения обеспечивают герметичное уплотнение и снижают вероятность утечки 。 Изготовлен из нержавеющей стали 30 для повышения прочности и простоты сварки. 。 Низкое содержание углерода для обеспечения большей устойчивости к коррозии.
。 Низкое содержание углерода для обеспечения большей устойчивости к коррозии.
Aller au contenu
SuperWhole 60 мм Колено для стыковой сварки с коротким радиусом 90 градусов SS304 SUS304 Трубный фитинг
SuperWhole 60 мм Колено для стыковой сварки с коротким радиусом 90 градусов SS304 SUS304 Трубный фитинг, 90 градусов SS304 SUS304 Фитинг для труб SuperWhole 60 мм с коротким радиусом для стыковой сварки Купить Колено под сварку встык с коротким радиусом 60 мм 90 градусов SS304 SUS304 Трубный фитинг в Великобритании. Бесплатная доставка по соответствующим критериям заказам, быстрая доставка и низкие цены. Безопасная и удобная оплата. Все ведущие бренды по лучшим ценам.Колено 90 градусов SS304 SUS304 Трубный фитинг SuperWhole 60 мм под сварку встык с коротким радиусом.
SuperWhole 60 мм Колено под сварку встык с коротким радиусом 90 градусов SS304 SUS304 Трубный фитинг
SuperWhole 60 мм Короткий радиусный отвод под стыковую сварку 90 градусов SS304 SUS304 Трубный фитинг
ACO RainDrain с решеткой из оцинкованной стали 1м. Ficus Green Kinky 4 × Ficus Green Kinky Dieffenbachia Dieffenbachia Высота: 25 см Комнатные растения из ботанического кофейного растения Ficus Natasja Coffea Ficus Natasja, Abreo Mixed Grey Rattan Weave Sofa Set Садовая мебель для зимнего сада, смешанная серая с темными подушками, 2-местный диван, Vinso 18V 5.0Ah Li-ion Замена для Bosch GBA BAT609 BAT609G BAT619 BAT621 BAT620 Аккумуляторная дрель с увеличенной емкостью со светодиодным индикатором, пиковый размер наследия: 191 мм x 100 мм x 20 мм. Опора для растений Feelava, 2 шт. Тотемный столб из кокосовой пальмы 12-дюймовая палка для вьющихся растений из кокосового мха Тотемный столб Садовый инвентарь для опоры для растений Восхождение на комнатные растения, лианы, печать ламы Weatherbeeta Теплый флисовый охладитель Стандартная шея Легкая дышащая теплая и легкая флисовая ткань, Инструменты для обучения мастерком Детский садовый комплект All in One Tote Садовые инструменты для детей Включает в себя лейку, лопату, британские грабли, садовые перчатки. 6 шт. Штифтов для шарниров Intex Small Frame Pool. 4 шт. Красно-белая полосатая юбка для стола Цирковая юбка для стола Карнавальная юбка для стола Украшение для семейного ужина Товары для дня рождения. Solalite® Набор из 2 солнечных светодиодов, меняющих цвет, хрустящий стеклянный шар, садовый столб, колпак, квадратные фонари для наружного забора. Садовое кресло Blumfeldt Stylo Noble Grey • Складное кресло • Алюминиевая рама с порошковым покрытием • 7 ступеней • Водонепроницаемость • Эргономичность • Экономия места для хранения • Мягкое сиденье и спинка • Черный. Kingfisher GHWIXL Giant Walk-In Greenhouse Green.
6 шт. Штифтов для шарниров Intex Small Frame Pool. 4 шт. Красно-белая полосатая юбка для стола Цирковая юбка для стола Карнавальная юбка для стола Украшение для семейного ужина Товары для дня рождения. Solalite® Набор из 2 солнечных светодиодов, меняющих цвет, хрустящий стеклянный шар, садовый столб, колпак, квадратные фонари для наружного забора. Садовое кресло Blumfeldt Stylo Noble Grey • Складное кресло • Алюминиевая рама с порошковым покрытием • 7 ступеней • Водонепроницаемость • Эргономичность • Экономия места для хранения • Мягкое сиденье и спинка • Черный. Kingfisher GHWIXL Giant Walk-In Greenhouse Green.
Prendre RDV
Sujets
Заряды на самолет
SuperWhole 60 мм Колено под сварку встык с коротким радиусом, 90 градусов SS304 Трубный фитинг SUS304
Купите номинальный отвод SuperWhole, 60 мм, под сварку встык, с коротким радиусом действия, 90 градусов, фитинг SS304 SUS304, 90 градусов в Великобритании, наслаждайтесь бесплатной доставкой по соответствующим критериям заказам, быстрой доставкой и низкими ценами Безопасно и безопасно удобная оплата Все ведущие бренды по лучшим ценам.
| ТОПЛИВНЫЕ ЯЧЕЙКИ МАШИНЫ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| УПЛОТНИТЕЛЬНОЕ КОЛЬЦО BOSS RADIUS AN PORT ADAPTERS
Фитинги переходника порта с радиусом по Расселу обрабатываются с высокой точностью для обеспечения надежного резьбового соединения.  Они имеют профилированные радиальные углы на входе / выходе порта для оптимального потока. Эти переходники идеальны при подключении регуляторов и топливопроводов к насосам и бакам, а также могут использоваться в системах с сухим картером. Для внешнего вида и долговечности применяется черная анодированная отделка. Каждый фитинг комплектуется уплотнительным кольцом, за исключением -10 (670670) и -12 (670680), 1/2 «NPT, для которых требуется герметик для резьбы. Они имеют профилированные радиальные углы на входе / выходе порта для оптимального потока. Эти переходники идеальны при подключении регуляторов и топливопроводов к насосам и бакам, а также могут использоваться в системах с сухим картером. Для внешнего вида и долговечности применяется черная анодированная отделка. Каждый фитинг комплектуется уплотнительным кольцом, за исключением -10 (670670) и -12 (670680), 1/2 «NPT, для которых требуется герметик для резьбы. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ПРИМЕЧАНИЕ ПО УСТАНОВКЕ: * Упаковано в количестве 25 шт. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ФИТИНГИ ПАТРУБКА EDELBROCK Эти фитинги необходимы при адаптации шланга метрического размера к входам / выходам стандартной NPT. Они исключают необходимость проталкивать шланг через зазубрины слишком большого размера или чрезмерное затягивание зажима червячной передачи для достижения надежного уплотнения. Идеально подходит для использования с коллекторами Edelbrock Victor X. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ЗАГЛУШКИ ДЛЯ РЕЗЬБОВЫХ ПОРТОВ Эти профессиональные серебряные анодированные заглушки портов предназначены для использования с портами с уплотнительными кольцами. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ВНУТРЕННЕЕ УПЛОТНИТЕЛЬНОЕ КОЛЬЦО СВАРОЧНЫЕ ПРОБКИ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ПРИВАРНЫЕ ПРОКЛАДКИ с внутренней резьбой NPT | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| НАРУЖНЫЕ ЗАГЛУШКИ (АЛЮМИНИЙ / СТАЛЬ) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ВНУТРЕННЯЯ НАРУЖНАЯ NPT | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ПОВОРОТНАЯ ВНУТРЕННЯЯ ВНУТРЕННЯЯ НА 90 ° NPT | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ВНУТРЕННЯЯ ВНУТРЕННЯЯ ЧАСТЬ 45 ° НА ВНУТРЕННЮЮ ПРОФИЛЬ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ВНУТРЕННЯЯ ВНУТАЯ 90 ° НА ВНУТРЕННЮЮ ПРОФИЛЬ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ВНУТРЕННЯЯ ВНУТРЕННЯЯ ЧАСТЬ НА 45 ° AN | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ВНУТРЕННЯЯ ВНУТРЕННЯЯ ВНУТРЕННЯЯ НА 90 ° AN | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ВРАЧНИК НА 90 °, ВНЕШНЯЯ И НАРУЖНАЯ NPT | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ТРОЙНИК — ВНУТРЕННИЙ НА СТОРОНЕ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ТРОЙНИК — ВНУТРЕННИЙ НА РАБОТЕ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Вагон для труб из ПВХ
Добро пожаловать в Smart Water.Smart Water Corporation с более чем 30-летним опытом в области ирригационных принадлежностей и установки в Мельбурне — это давно созданная * и очень уважаемая компания, специализирующаяся на продаже и установке широкого спектра принадлежностей для капельного и дождевального орошения, а также товаров, связанных с водой для коммерческих целей. и бытовые применения.
22.06.2018 · в целом качественная труба ПВХ — это труба ПВХ идеального состава. Идеальный в смысле этого слова содержит ПВХ (поливинилхлорид) в больших количествах, около 80% -95% от общей смеси материала, а остальное является наполнителем и вызывает привыкание.О том, что ПВХ вызывает привыкание, я расскажу в других постах. PVC Bendit не настолько горячий, чтобы мгновенно опалить трубу, но не настолько крутой, чтобы на это уйти целую вечность. Это идеальная температура, чтобы вы могли нагревать ПВХ-трубу для гибки, не пренебрегая другими вашими обязанностями по проекту. Проще говоря, PVC Bendit — единственный инструмент, который был разработан специально для гибки ПВХ.
Чем меньше диаметр трубы, тем выше номинальное рабочее давление.Труба ПВХ сортамента 40 2 «имеет номинальное рабочее давление 280 фунтов на квадратный дюйм, а труба ПВХ сортамента 40 1/2 дюйма имеет номинальное рабочее давление 600 фунтов на квадратный дюйм. Следовательно, каждый диаметр трубы будет иметь разное номинальное рабочее давление. Это не относится к классу ПВХ …
Самоустанавливающиеся сварочные аппараты для сварки пластиковых труб толщиной от 20 до 30 дюймов IPS (800 мм). Стандартная система включает корпус машины, нагревательную плиту, устройство для торцевания труб, гидравлический силовой агрегат с электрическим приводом, стойку для плиты и устройство для торцевания труб.Рама машины для сварки труб: подшипники, четыре зажима и два гидроцилиндра с быстроразъемными соединениями, не пропускающими капель. Цемент ПВХ; Инструмент для резки труб из ПВХ; Измерительная лента; Электрическая дрель; Молоток / Молоток. Шаг 1. Отрежьте трубу из ПВХ. Для этого проекта требуется множество отдельных частей трубы из ПВХ. Обязательно используйте рулетку, чтобы получить точную длину. Резак для труб из ПВХ с храповым механизмом позволит разрезать трубу быстро и легко, поэтому обязательно имейте его под рукой!
1 ноября 2020 г. · 3 p v c s c h e d u l e 8 0 p i p e pvc 10002 1⁄4 ”x 20’ 04920 ’151400.540 .119 1130 фунтов на квадратный дюйм 10,0 ПВХ 10003 3⁄8 дюйма x 20 футов 04
13 февраля 2009 г. · >> Планы хранения трубных зажимов Тележка для хранения трубных зажимов «С каждой стороны тележки хранит девять трубных хомутов (всего 36) в совмещенных отверстиях двух уровней колец. Центр тележки предназначен для хранения хомутов Бесси… »Чемпион по тяжелому весу стоек для хомутов для труб« Прочные стальные стержни не гнутся и не ломаются. Купите волынки, килты, форму для оркестров и барабаны онлайн. Волынки производства R.G. Изготовители волынок Hardie, в том числе волынки Питера Хендерсона.
11 августа 2012 г. · У меня нет списка для труб из ПВХ, которые есть у нас дома, так как мы случайным образом расширяем наш набор. Это просто зависит от проектов, о которых мы думаем, или от того, находимся ли мы в строительном магазине. 🙂 Мы получили много разных длин 1-дюймовых труб из ПВХ со всеми фитингами — коленами, тройниками, крестовинами и т.д. Герметичная дренажная труба с двойными стенками, 15 дюймов x 20 футов, ADS # 33701 209,99 $; Добавить в корзину Больше погружных скважинных насосов Больше сантехнических материалов Дополнительная информация.Насос для кувшина для неглубоких скважин 55 дюймов # 104331 79,99 $; Подробнее Подробнее Гофрированный пластиковый слив для труб Подробнее Ваш надежный источник для оптовых продаж складных стульев, стульев chiavari для продажи, складных банкетных столов, тележек, обогревателей и многого другого для индустрии специальных мероприятий.
Пока 4-дюймовая ПВХ-труба все еще закреплена на рабочем столе, отметьте посадочные отверстия белым или серебряным маркером, удерживая их на расстоянии примерно 6-8 дюймов.