способы стыковки, как варить швеллера
Используемые технологии
Существует несколько технологий, подходящих для качественной сварки швеллеров. Но мы расскажем о самой, на наш взгляд, удобной и часто используемой.
Электродуговая сварка
Электродуговая технология — неоспоримый лидер. А все потому, что производители предлагают большой ассортимент электродов для работы с самыми разнообразными типами металлов. К тому же, электродуговая сварка может осуществляться в самых труднодоступных местах, в том числе на высоте. Конечно при условии, что сварочный аппарат компактный и его можно повесить на плечо.
Сварка швеллеров: электродуговая или газовая?
Электродуговая сварка имеет ряд преимуществ, так как выбор электродов большой, плюс их параметры обеспечивают более удобные условия для осуществления сварки швеллеров. Вот какие рекомендации нужно соблюдать при использовании электродуговой сварки:
- Все соединения следует выполнять внахлест, температура прокалки – 250 градусов.
- Места соединения очищают от загрязнений и ржавчины, работают короткой дугой.
- Сваренные конструкции не должны использоваться при температуре ниже 40 градусов.
Газовая сварка – еще один способ соединения швеллеров, которым пользуются не всегда по причине высокой температуры нагрева. Из-за этого меняются характеристики металлов, что негативно сказывается на всей конструкции. Но если нужно устранить дефекты готовых металлоконструкций, то подходит именно газовая сварка.
Распространенные соединения
Сварка встык
Сварка встык швеллера — любимое соединение всех новичков. Оно применяется для практики или для сварки неответственных конструкций. Может выполняться как с лицевой, так и с внутренней стороны. Но при сварке с внутренней стороны нужно следить, чтобы не было непроваров. Также шов можно сформировать только с одной стороны, но при этом необходимо подваривать корень шва.
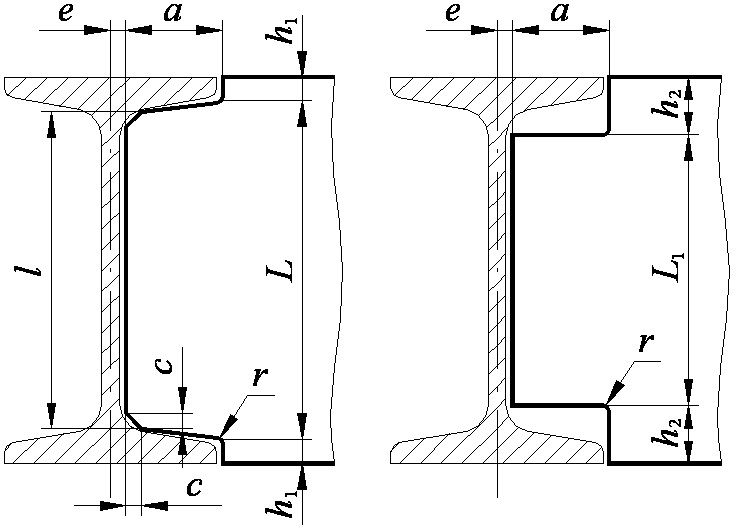
Если толщина стенок швеллера превышает 6 миллиметров, то необходимо разделать кромки. Разделка может быть V или X-образной. Оптимальный угол — 30 градусов, если толщина не более 12 миллиметров.
Приступим к сварке. Для начала состыкуйте два швеллера стенками друг к другу. Стыковка должна быть максимально точной, лучше делать ее не на глаз, а с помощью специального центратора. Зазор между двумя швеллерами не должен превышать 3 миллиметров. Чтобы заготовки не расходились в разные стороны во время сварки нужно сделать временную прихватку. Прихватка приваривается к обеим деталям с помощью сварных точек.
Зазор между двумя швеллерами не должен превышать 3 миллиметров. Чтобы заготовки не расходились в разные стороны во время сварки нужно сделать временную прихватку. Прихватка приваривается к обеим деталям с помощью сварных точек.
Шов необходимо вести от середины швеллеров к краям. Примите к сведению, что такое соединение не очень надежное. Чтобы его усилить можно использовать накладки. Далее мы поговорим об этом подробнее.
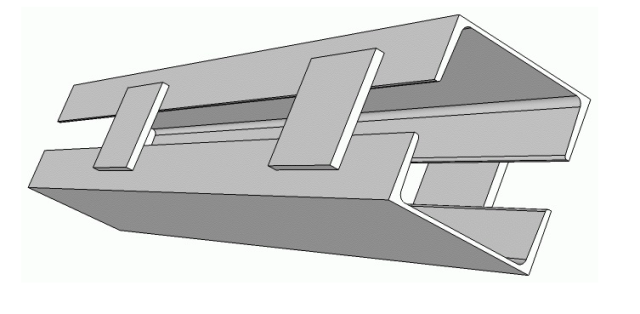
Сварка с применением накладок
Сварка швеллеров с накладками уже надежнее, чем обычная сварка встык. Это доказывает и тот факт, что зазор между швеллерами может доходить до 8 миллиметров. Саму накладку нужно разместить со стороны сварного соединения. Накладка выбирается исходя из толщины и размера швеллеров. Чем больше и толще швеллера, тем прочнее должна быть накладка. При сварке необходимо проварить две стороны накладки.
Теперь подробнее. Чтобы выбрать накладку нужно знать примерные размеры швеллеров, которые вы собираетесь варить. Мы рекомендуем делить длину швеллера на 5. Так вы получите рекомендуемую длину накладки. Толщина накладки должна быть такая же, как и толщина швеллера. Всего должно быть две накладки. С внутренней, и с наружной стороны. При этом наружная накладка должна быть длиннее, чем внутренняя.
Так вы получите рекомендуемую длину накладки. Толщина накладки должна быть такая же, как и толщина швеллера. Всего должно быть две накладки. С внутренней, и с наружной стороны. При этом наружная накладка должна быть длиннее, чем внутренняя.
Соединение внутрь
Иногда швеллера сваривают «полками» внутрь. Техника та же, что и при сварке встык, только зазора либо нет, либо он очень маленький. Сварку внутрь выполнить сложнее, чем встык. Так что такое соединение может стать следующим в вашей учебной практике.
Сварка выполняется следующим образом. Перед сваркой тщательно подготовьте металл. Не используйте болгарку, иначе соединение будет непрочным. Состыкуйте два швеллера горизонтально и симметрично. Закрепите их с помощью струбцин. Желательно сделать шов с разделкой кромок, но иногда допускается небольшой зазор. Сварка выполняется от середины швеллера к его краям.
Главный недостаток такого метода сварки швеллеров — необходимость работы в идеальных условиях. Вы не сможете выполнить сварку в труднодоступных местах. Чтобы шов получился качественным, нужно варить строго в горизонтальном нижнем положении. Если варить в других условиях, то вы просто нерационально потратите время, силы и комплектующие. Логичнее варить встык или с применением накладок.
Чтобы шов получился качественным, нужно варить строго в горизонтальном нижнем положении. Если варить в других условиях, то вы просто нерационально потратите время, силы и комплектующие. Логичнее варить встык или с применением накладок.
В целом, такое соединение применяется нечасто. Но если у вас есть возможность варить в нижнем горизонтальном положении, и вы выбираете месту сваркой встык и сваркой внутрь, то рекомендуем выбрать второй вариант. Он все-таки более надежный.
Смещенное соединение
Смещенное соединение швеллеров — это сложная работа, которую выполняет целая команда из сварщиков. Такое соединение необходимо в случаях, когда нужно сварить разные конструкции из швеллеров, и при этом эти швеллера имеют разные размеры.
Сварку нужно начинать с тех мест, где швеллеры наиболее толстые. Необходимо комбинировать разные соединения: и встык, и угловые, и продольные. При этом каждое соединение будет иметь свои нюансы. Соединение встык выполняется просто и без проблем, а вот угловое должны выполнять два сварщика сразу. А при выполнении продольных швов нельзя формировать их до конца швеллера.
А при выполнении продольных швов нельзя формировать их до конца швеллера.
Как сваривать двутавровые балки
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.
Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.
Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык
Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом
Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Источник: https://svaring.com/welding/detali/svarka-dvutavrovyh-balok
Примечание
Все соединения и методы, которые мы описали выше, подходят для сварки большинства конструкций, в которых используются швеллера. При этом вам не обязательно нужно использовать только один метод соединения. Вы можете комбинировать, например, соединение встык и соединение с накладками в разных частях металлоконструкции. Самое главное — рассчитать все нагрузки. Ведь порой в некоторых узлах соединение не должно быть «на века».
Самое главное — рассчитать все нагрузки. Ведь порой в некоторых узлах соединение не должно быть «на века».
Но какой бы метод вы ни выбрали, всегда помните, что нужно соблюдать последовательность действий. Нельзя сначала разделывать кромки, а потом зачищать металл, после чего варить. Все этапы должны быть выполнены в соответствии с технологией. Если в ГОСТах указано, что сначала выполняется очистка металла, а потом все остальное, то следуйте этим правилам. И вообще ГОСТы — это ваши лучшие друзья. Ведь в них прописаны все особенности, которые нужно учитывать в работе. Как мы уже писали выше, рекомендуется вести шов от середины швеллера к его краям. При этом сначала варят наиболее толстую часть швеллера. Чтобы лучше осознавать результат, который вы хотите получить после выполнения работ, воспринимайте сварное соединение как дефект. Да, именно так. Ведь шов в любом случае ухудшает прочность всей конструкции, пусть и незначительно. Да, даже самое качественное соединение способно уменьшить прочность до 10%. Поэтому постарайтесь выполнить работу так, чтобы прочность уменьшалась лишь на пару процентов. Так вы достигнете хорошего результата.
Поэтому постарайтесь выполнить работу так, чтобы прочность уменьшалась лишь на пару процентов. Так вы достигнете хорошего результата.
Что касается режима сварки, то это очень обширная и непростая тема. Силу тока и прочие параметры нужно выбирать исходя из толщины и типа металла. Если варите электросваркой, то следите за скорость формирования шва. Оптимальная скорость — 20 метров в час.
Как сварить швеллер между собой
Любое сварное соединение ослабляет конструкцию и отдельные его узлы.
Поэтому в строительстве для уменьшения сварных соединений при повышенных нагрузках на опорные балки несущих конструкций принято использовать швеллерный и двутавровый металлопрокат.
Сварка швеллера при монтаже несущих частей конструкции представляет особую важный этап, но часто вызывает затруднения и невозможность выполнить строгие правила сваривания (ГОСТ).
Сварка швеллеров между собой
Главная » Статьи » Сварка швеллеров между собой
Сварка швеллеров и двутавров своими руками | Строительный портал
Возведение современных сооружений и зданий невозможно без металлических конструкций и металлопроката. Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Содержание:
Использование швеллера
Швеллер представляет собой металлическое изделие, которое получается посредством прессования и горячего проката на производстве. Швеллер от других изделий металлопроката отличается своеобразным П-образным сечением, которое позволяет добиться высокого сочетания конструкционных характеристик при минимальном расходе металла.
Понятие швеллера
Материалом для изготовления швеллеров является алюминий, низколегированная и углеродистая сталь. Номер швеллера равняется расстоянию между его 2 внешними гранями. Бывают швеллеры специального и общего назначения. Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 — 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 — 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Если вы хотите знать, как выглядят швеллеры, и какими они бывают, то нужно обратиться к их классификации. Существует 5 серий швеллера: специальная серия, серия с определенным уклоном внутренней грани полок, экономичная серия с параллельными гранями полок, легкая серия с параллельными гранями полок и серия с параллельными гранями полок. Нержавеющие швеллеры также характеризуются повышенной жесткостью и высокими эксплуатационными характеристиками.
Как важные конструкционные элементы швеллеры применяют в станкостроении, машиностроении, вагоностроении и строительстве. Хорошие прочностные характеристики позволяют применять швеллеры при возведении больших построек на стержневой основе, строительстве мостов, установке больших пролетов в жилых и промышленных зданиях.
В строительной сфере швеллер применяют для сборки металлоконструкций. Перфорированные швеллеры позволяют создавать прочные металлоконструкции вдали от производственной площадки. Швеллер служит для ремонтных работ, изготовления стеллажного и складского оборудования, армирования железобетонных конструкций, создания опор линий электропередач, нефтяных вышек и мостов.
Широкая сфера использования швеллера позволяет использовать для его изготовления обычную и нержавеющую сталь. Нержавеющие швеллеры хорошо себя зарекомендовали себя как изделия для работы в агрессивных средах с риском повышенной коррозии. Гнутые швеллеры широко используются при возведении каркасов.
Сварка швеллеров
Чтобы узнать, как сварить два швеллера, вам предстоит выбрать один из двух вариантов. Выбор напрямую зависит от условий эксплуатации, другими словами от нагрузок, которые действуют на конструкцию, ее длину и степень ответственности. Швеллеры, скорее всего, будут подвергаться внецентренному изгибу или сжатию, потому что можно осуществить чистое сжатие, если нагрузки приложены в центре ядра сечения изделия.
Перед началом сварки необходимо свериться со стандартом ГОСТ и пересмотреть все необходимые параметры. Вы, безусловно, знаете, что любые сварочные соединения ослабляют первоначальную конструкцию. Сварочные швы при этом будут иметь большую прочность, чем главный металл, однако на границе сплавки металл на 10-20% потеряет собственную прочность.
С целью сварки швеллеров принято использовать электроды УОНИ, которые позволяют создать самый качественный шов. Однако с подобными электродами нужно уметь работать. Если раньше вы не знаете, как приварить швеллер с помощью электрода, и никогда не использовали этих электродов, то стоит предварительно потренироваться на заготовках, что похожи на будущую конструкцию.
Электроды являются стержнями из металла, что имеют специальное покрытие, от которых зависит качество шва, его стойкость, прочность и сопротивляемость ржавчине, а также служат инструментом для электродуговой сварки. По ним протекает ток. Качественный шов без электродов выполнить невозможно.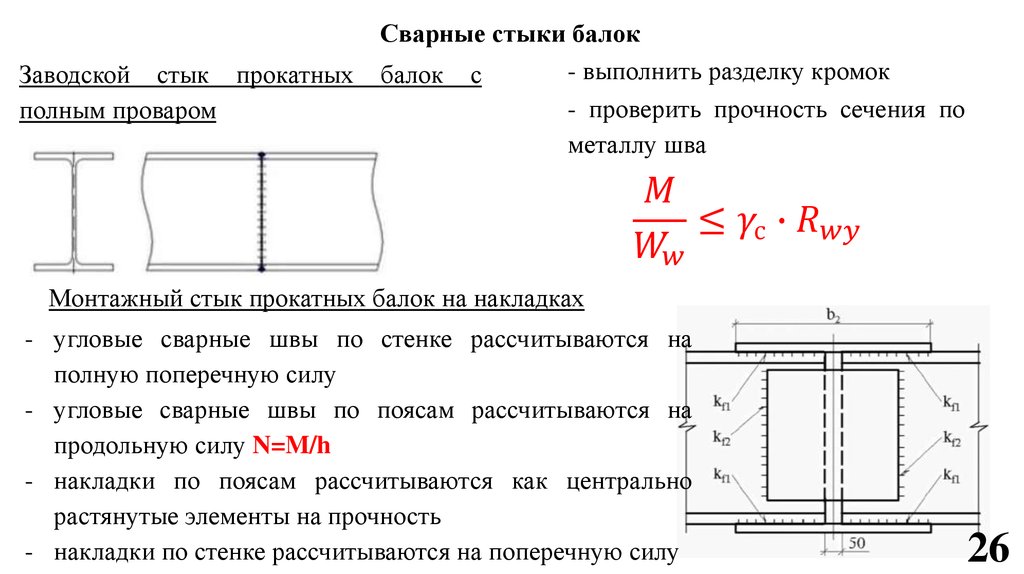 Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Электроды УОНИ применяются для сварки наиболее ответственных узлов. Конструкции, что варятся этим электродом, изготовлены из углеродистых и низколегированных сталей. Эти электроды рекомендуются к использованию в условиях работы сварной конструкции при температуре до минус 40 градусов мороза. Ток должен быть постоянным, полярность – обратной.
Львиную долю конструкции принято изготавливать именно этим способом сварки. Перед сваркой швеллера при помощи электродов УОНИ нужно полностью избавить металл от загрязнений и ржавчины. Сварку проводят на полярной стороне короткой дугой. Возьмите на заметку, что во время практических тренировок вы можете потратить близко пяти килограммов электродов за одну неделю перед тем, как усилить швеллер.
Для соединения двух швеллеров путем сварки полками внутрь необходимо разделать кромки или проводить сварку с зазором. Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Чтобы правильно сделать шов, сварите для начала более толстые элементы, потом можно браться за более тонкие. Следует запомнить, что все накладки обваривать необходимо по контуру. Если не сделать этого, то между данными деталями получатся зазоры, в которые может попасть влага, что провоцирует развитие щелевой коррозии. А коррозия, что накопилась за года, способна разорвать конструкцию.
Если вы не знаете, как правильно сварить швеллер без помощника, то можете для этого применять струбцины. Варить можно прихватками. Выполните с одного конца швеллера шов, а потом второй. Поступите с другого конца аналогично. Потом по очереди можно две стороны прихватками через один метр. Если шов заварить полностью, то другой разойдется. Варить необходимо с разных сторон и различных концов.
Использование двутавров
Двутавр называют наиболее рациональным профилем для элементов, которые работают на изгиб в плоскости самой большей жесткости, потому что по сравнению с прочими профилями он имеет большой момент сопротивления. Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Понятие двутавров
Металлургические заводы зависимо от геометрических параметров выпускают несколько разновидностей двутавров, которые соответствуют определенной области применения. Обыкновенные двутавровые балки имеют уклон внутренней грани полок и обозначаются соответственным их высоте номером.
В ассортимент входят профили от номера 10 до номера 60. У большинства двутавров по условиям технологии прокатки стенки намного толще, чем это требуется условиями их устойчивости. Небольшая ширина полок провоцирует то, что жесткость балки значительно отличается от главных осей. Если вы хотите знать, как сварить два двутавра, то помните, что нужно обеспечить устойчивость балки и предусмотреть её промежуточное закрепление.
Широкополочные двутавровые балки имеют грани полок, что размещены параллельно друг другу. Прокатываются подобные двутавры трех типов: широкополочные, нормальные и колонные. Высота балочных профилей достигает 1000 миллиметров. Колонные профили отношение ширины к высоте полок имеют больше, чем балочные, что повышает устойчивость элемента в плоскости самой малой жесткости и не нуждаются в дополнительном закреплении.
Тавровые профили металлургическими предприятиями не прокатываются, их получают посредством продольного роспуска широкополочного двутавра. Их можно использовать в качестве самостоятельного элемента поясов ферм. Для тельферов и подвесных кранов используют специальные двутавры с повышенной толщиной для предотвращения отгиба полок.
Сварка двутавров
Двутавровые балки состоят из 3 удлиненных листовых элементов, к которым относятся стенка и два пояса. Специально для высоких балок рассчитаны ребра жесткости, повышающие устойчивость сжатых элементов. В таких балках основные швы представляют собой стыковые швы поясов и стенки, а также угловые швы, соединяющие пояс и стенку.
Во время создания сварной двутавровой балки сначала узнайте, как рассчитать двутавр. Принято сварить стыки поясов и стенки, потому что эти швы выступают самыми ответственными. При сборке пояса и стенки необходимо, чтобы продольные оси листов, что состыкуются, ложились по прямой линии. Следите, чтобы смещение стыков за пределы допускаемых норм не выходило.
При этом выдерживайте зазор в соответствии с чертежом. Собранные стыки необходимо сварить вручную с помощью высококачественных электродов, полуавтоматом или автоматом под флюсом. После того, как вы сварили пояса и стенку, они отправляются на сборку балки.
Двутавровую балку собирают из трех главных элементов, швы которых принято сваривать автоматом. Обязательно устанавливаются поперечные ребра жесткости. Нанесите две риски посередине пояса, их расстояние должно ровняться толщине вертикальной стенки. В метре друг от друга установите и прикрепите сборочные уголки. Также вы можете использовать хомут для уничтожения зазора между поясом и стенкой.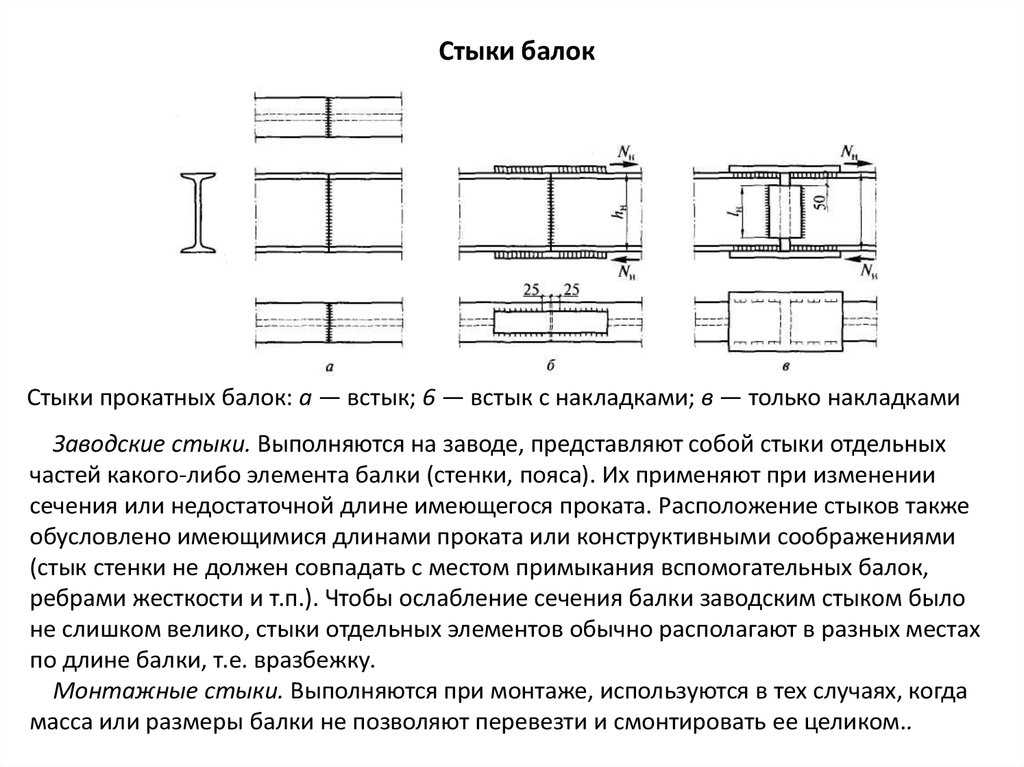
Однако самым главным моментом является процедура сварки стыков балок. Если вы не помните, как правильно сварить двутавр, то стоит незаваренными оставить поясные швы на длине в 1,5 метров с каждой стороны от стыка. Монтажные стыки необходимо создавать в определенной последовательности. Сначала сварите стык вертикальной стенки, затем — стык пояса, потому что он получится несколько растянутым.
После таких манипуляций заварите стык пояса, который работает на сжатие. После сварки стыков балки необходимо доварить поясные швы на незаваренных участках. Стыки двутавровых балок выполните высококачественными электродами. Сварку между собой балок принято выполнять подобным образом, но с ответственностью нужно относиться к каждому сварочному процессу.
Таким образом, если для вас решающим критерием служит скорость и простота, а не качество, тогда вы можете соединить два швеллера встык. Но использование электродов УОНИ по стандарту ГОСТ позволяет получить красивый и надежный шов. При соединении двутавров сваривайте швы главных элементов автоматом.
При соединении двутавров сваривайте швы главных элементов автоматом.
Швеллерные приварные опоры используются для трубопроводов различного назначения. Заказать которые вы можете здесь https://optrub.ru/opory-shvelernye-privarnye.htm
strport.ru
Как сварить или состыковать швеллер между собой
Швеллер является важным элементом самых различных металлоконструкций, в том числе рамных. Чаще всего он выполняет функции восприятия разнообразных механических нагрузок – сжимающих, растягивающих, изгибающих, крутящих. Однако для формирования требуемой пространственной конфигурации жесткого каркаса (рамы) необходимо соединять отдельные швеллеры между собой с помощью сварки, качество которой должно обеспечивать участку соединения механические характеристики, сравнимые с характеристиками цельного швеллера.
Варианты стыковки швеллеров
По взаимному расположению швеллеров в месте их соединения различают следующие варианты:
- полками внутрь,
- полками наружу,
- смешанное,
- с полками, перпендикулярными плоскости каркаса.


Также распространено крестообразное соединение диагональных связей, в которых швеллера располагаются «стоя» или «лежа.
Требования к сварке швеллеров
- В первую очередь свариваются толстые элементы швеллера (полки), после чего приступают к сварке тонкой стенки.
- Не следует варить по внутренним граням полок и в углах соединения полки и стенки швеллера, поскольку это приведет лишь к ослаблению конструкции.
- Стык двух швеллеров должен иметь зазор 2 – 3 мм для исключения образования «горки» при его обварке, после зачистки которой произойдет ослабление сварочного шва.
- Если к конструкции не предъявляются особые требования по прочности и надежности, а важна скорость и простота выполнения работы, то можно выполнять соединение швеллеров встык с двухсторонним обвариванием (без накладок).
- Кромки торца, по которому происходит стыковка, формируются V- или X-образно (соответственно, для тонкого или толстого профиля) под углом 30° – 60°.
- На стыке соединяемых деталей не должно быть горизонтальных и вертикальных переломов.
- Стыковка может производиться с использованием листовых накладок, которые должны располагаться симметрично относительно продольной оси сечения.
- Зона сварного соединения без накладок не менее чем на 5% (в ряде случаев до 20%) слабее прочности швеллера, что необходимо учитывать в проектных расчетах.
- При использовании накладок стык между торцами швеллеров можно не обваривать, поэтому его ширина может достигать 50 мм.
Накладки рекомендуется полностью обваривать по контуру примыкания, что предотвратит проникновение между ними и швеллером влаги, приводящее к щелевой коррозии. Если это невозможно зазор между накладкой и швеллером заполняется антикоррозийным материалом. Для повышения плотности их контакта следует использовать прижимные струбцины.
Кромки накладок на полки швеллера должны быть параллельны кромкам полок. При проварке стыка накладки на полки устанавливаются лишь после зачистки шва и контроля его качества.
Наращивание длины швеллера
В некоторых случаях необходимо соединять два коротких швеллера по прямой для увеличения длины. Тогда эффективен следующий способ:
- между торцами швеллеров предусматривается зазор 2 – 3 мм,
- накладки толщиной как полки швеллера устанавливаются в требуемую позицию и привариваются по всему периметру,
- между перпендикулярными накладками предусматривается зазор 2 – 3 мм, который проваривается до швеллера,
- зазор между швеллерами проваривается до накладок.
Поскольку основным несущим швом является стык швеллеров, находящийся снаружи, то удобство его проварки гарантирует надежность соединения. Кроме того, расположение накладок внутри обеспечивает сохранение внешних размеров швеллера.
Также распространено следующее решение для торцевого соединения швеллеров:
У нас можно недорого купить:
- Швеллер 10П
- Швеллер 12у
- Швеллер 20 У
metallmagnit.ru
Как сварить или состыковать швеллер между собой
Как сварить или состыковать швеллер между собой
Швеллер является важным элементом самых различных металлоконструкций, в том числе рамных. Чаще всего он выполняет функции восприятия разнообразных механических нагрузок – сжимающих, растягивающих, изгибающих, крутящих. Однако для формирования требуемой пространственной конфигурации жесткого каркаса (рамы) необходимо соединять отдельные швеллеры между собой с помощью сварки, качество которой должно обеспечивать участку соединения механические характеристики, сравнимые с характеристиками цельного швеллера.
Чаще всего он выполняет функции восприятия разнообразных механических нагрузок – сжимающих, растягивающих, изгибающих, крутящих. Однако для формирования требуемой пространственной конфигурации жесткого каркаса (рамы) необходимо соединять отдельные швеллеры между собой с помощью сварки, качество которой должно обеспечивать участку соединения механические характеристики, сравнимые с характеристиками цельного швеллера.
Варианты стыковки швеллеров
По взаимному расположению швеллеров в месте их соединения различают следующие варианты:
- полками внутрь,
- полками наружу,
- смешанное,
- с полками, перпендикулярными плоскости каркаса.
Также распространено крестообразное соединение диагональных связей, в которых швеллера располагаются «стоя» или «лежа.
Требования к сварке швеллеров
- В первую очередь свариваются толстые элементы швеллера (полки), после чего приступают к сварке тонкой стенки.
- Не следует варить по внутренним граням полок и в углах соединения полки и стенки швеллера, поскольку это приведет лишь к ослаблению конструкции.
- Стык двух швеллеров должен иметь зазор 2 – 3 мм для исключения образования «горки» при его обварке, после зачистки которой произойдет ослабление сварочного шва.
- Если к конструкции не предъявляются особые требования по прочности и надежности, а важна скорость и простота выполнения работы, то можно выполнять соединение швеллеров встык с двухсторонним обвариванием (без накладок).
- Кромки торца, по которому происходит стыковка, формируются V- или X-образно (соответственно, для тонкого или толстого профиля) под углом 30° – 60°.
- На стыке соединяемых деталей не должно быть горизонтальных и вертикальных переломов.
- Стыковка может производиться с использованием листовых накладок, которые должны располагаться симметрично относительно продольной оси сечения.
- Зона сварного соединения без накладок не менее чем на 5% (в ряде случаев до 20%) слабее прочности швеллера, что необходимо учитывать в проектных расчетах.
- При использовании накладок стык между торцами швеллеров можно не обваривать, поэтому его ширина может достигать 50 мм.

Накладки рекомендуется полностью обваривать по контуру примыкания, что предотвратит проникновение между ними и швеллером влаги, приводящее к щелевой коррозии. Если это невозможно зазор между накладкой и швеллером заполняется антикоррозийным материалом. Для повышения плотности их контакта следует использовать прижимные струбцины.
Кромки накладок на полки швеллера должны быть параллельны кромкам полок. При проварке стыка накладки на полки устанавливаются лишь после зачистки шва и контроля его качества.
Наращивание длины швеллера
В некоторых случаях необходимо соединять два коротких швеллера по прямой для увеличения длины. Тогда эффективен следующий способ:
- между торцами швеллеров предусматривается зазор 2 – 3 мм,
- накладки толщиной как полки швеллера устанавливаются в требуемую позицию и привариваются по всему периметру,
- между перпендикулярными накладками предусматривается зазор 2 – 3 мм, который проваривается до швеллера,
- зазор между швеллерами проваривается до накладок.

Поскольку основным несущим швом является стык швеллеров, находящийся снаружи, то удобство его проварки гарантирует надежность соединения. Кроме того, расположение накладок внутри обеспечивает сохранение внешних размеров швеллера.
Также распространено следующее решение для торцевого соединения швеллеров:
У нас можно недорого купить:
Больше информации по теме: https://metallmagnit.ru
mymylife.ru
Сварка швеллеров и двутавров своими руками
Возведение современных сооружений и зданий невозможно без металлических конструкций и металлопроката. Металл – один из старейших материалов, который люди использовали еще с давних времен. С развитием технологий среда применения металлических изделий значительно расширилась: из металла изготавливают множество конструктивных элементов и заготовок. Швеллеры, трубы, металлические уголки и двутавры широко используются при возведении зданий. Поэтому частные застройщики и интересуются, как сварить швеллер или двутавр.
Швеллер представляет собой металлическое изделие, которое получается посредством прессования и горячего проката на производстве. Швеллер от других изделий металлопроката отличается своеобразным П-образным сечением, которое позволяет добиться высокого сочетания конструкционных характеристик при минимальном расходе металла.
Понятие швеллера
Материалом для изготовления швеллеров является алюминий, низколегированная и углеродистая сталь. Номер швеллера равняется расстоянию между его 2 внешними гранями. Бывают швеллеры специального и общего назначения. Изделия имеют высоту порядка 40 – 500 и ширину полок близко 32 — 115 миллиметров. Зависимо от длины конечного изделия, они бывают мерной, кратной мерной и немерной длины, кратной мерной и мерной длины с остатком около 5% от массы партии.
Если вы хотите знать, как выглядят швеллеры, и какими они бывают, то нужно обратиться к их классификации. Существует 5 серий швеллера: специальная серия, серия с определенным уклоном внутренней грани полок, экономичная серия с параллельными гранями полок, легкая серия с параллельными гранями полок и серия с параллельными гранями полок. Нержавеющие швеллеры также характеризуются повышенной жесткостью и высокими эксплуатационными характеристиками.
Как важные конструкционные элементы швеллеры применяют в станкостроении, машиностроении, вагоностроении и строительстве. Хорошие прочностные характеристики позволяют применять швеллеры при возведении больших построек на стержневой основе, строительстве мостов, установке больших пролетов в жилых и промышленных зданиях.
В строительной сфере швеллер применяют для сборки металлоконструкций. Перфорированные швеллеры позволяют создавать прочные металлоконструкции вдали от производственной площадки. Швеллер служит для ремонтных работ, изготовления стеллажного и складского оборудования, армирования железобетонных конструкций, создания опор линий электропередач, нефтяных вышек и мостов.
Широкая сфера использования швеллера позволяет использовать для его изготовления обычную и нержавеющую сталь. Нержавеющие швеллеры хорошо себя зарекомендовали себя как изделия для работы в агрессивных средах с риском повышенной коррозии. Гнутые швеллеры широко используются при возведении каркасов. Сварка швеллеров
Чтобы узнать, как сварить два швеллера, вам предстоит выбрать один из двух вариантов. Выбор напрямую зависит от условий эксплуатации, другими словами от нагрузок, которые действуют на конструкцию, ее длину и степень ответственности. Швеллеры, скорее всего, будут подвергаться внецентренному изгибу или сжатию, потому что можно осуществить чистое сжатие, если нагрузки приложены в центре ядра сечения изделия.
Перед началом сварки необходимо свериться со стандартом ГОСТ и пересмотреть все необходимые параметры. Вы, безусловно, знаете, что любые сварочные соединения ослабляют первоначальную конструкцию. Сварочные швы при этом будут иметь большую прочность, чем главный металл, однако на границе сплавки металл на 10-20% потеряет собственную прочность.
С целью сварки швеллеров принято использовать электроды УОНИ, которые позволяют создать самый качественный шов. Однако с подобными электродами нужно уметь работать. Если раньше вы не знаете, как приварить швеллер с помощью электрода, и никогда не использовали этих электродов, то стоит предварительно потренироваться на заготовках, что похожи на будущую конструкцию.
Электроды являются стержнями из металла, что имеют специальное покрытие, от которых зависит качество шва, его стойкость, прочность и сопротивляемость ржавчине, а также служат инструментом для электродуговой сварки. По ним протекает ток. Качественный шов без электродов выполнить невозможно. Сегодня известно несколько видов механизированной сварки швеллеров, однако по-прежнему популярностью пользуется методика ручной дуговой сварки.
Электроды УОНИ применяются для сварки наиболее ответственных узлов. Конструкции, что варятся этим электродом, изготовлены из углеродистых и низколегированных сталей. Эти электроды рекомендуются к использованию в условиях работы сварной конструкции при температуре до минус 40 градусов мороза. Ток должен быть постоянным, полярность – обратной.
Львиную долю конструкции принято изготавливать именно этим способом сварки. Перед сваркой швеллера при помощи электродов УОНИ нужно полностью избавить металл от загрязнений и ржавчины. Сварку проводят на полярной стороне короткой дугой. Возьмите на заметку, что во время практических тренировок вы можете потратить близко пяти килограммов электродов за одну неделю перед тем, как усилить швеллер.
Для соединения двух швеллеров путем сварки полками внутрь необходимо разделать кромки или проводить сварку с зазором. Между деталями принято оставлять зазор в 3 миллиметра. Если вы этого не сделаете, наплавка на металл пойдет горкой, а последующая зачистка болгаркой заподлицо спровоцирует то, что шов ослабнет.
Чтобы правильно сделать шов, сварите для начала более толстые элементы, потом можно браться за более тонкие. Следует запомнить, что все накладки обваривать необходимо по контуру. Если не сделать этого, то между данными деталями получатся зазоры, в которые может попасть влага, что провоцирует развитие щелевой коррозии. А коррозия, что накопилась за года, способна разорвать конструкцию.
Если вы не знаете, как правильно сварить швеллер без помощника, то можете для этого применять струбцины. Варить можно прихватками. Выполните с одного конца швеллера шов, а потом второй. Поступите с другого конца аналогично. Потом по очереди можно две стороны прихватками через один метр. Если шов заварить полностью, то другой разойдется. Варить необходимо с разных сторон и различных концов. Использование двутавров
Двутавр называют наиболее рациональным профилем для элементов, которые работают на изгиб в плоскости самой большей жесткости, потому что по сравнению с прочими профилями он имеет большой момент сопротивления. Двутавровые профили находят применение в конструкциях, которые работают на сжатие в качестве составного или самостоятельного сечения. Именно поэтому перед тем, как соединить двутавр, нужно узнать об особенностях этого процесса.
Понятие двутавров
Металлургические заводы зависимо от геометрических параметров выпускают несколько разновидностей двутавров, которые соответствуют определенной области применения. Обыкновенные двутавровые балки имеют уклон внутренней грани полок и обозначаются соответственным их высоте номером.
В ассортимент входят профили от номера 10 до номера 60. У большинства двутавров по условиям технологии прокатки стенки намного толще, чем это требуется условиями их устойчивости. Небольшая ширина полок провоцирует то, что жесткость балки значительно отличается от главных осей. Если вы хотите знать, как сварить два двутавра, то помните, что нужно обеспечить устойчивость балки и предусмотреть её промежуточное закрепление.
Широкополочные двутавровые балки имеют грани полок, что размещены параллельно друг другу. Прокатываются подобные двутавры трех типов: широкополочные, нормальные и колонные. Высота балочных профилей достигает 1000 миллиметров. Колонные профили отношение ширины к высоте полок имеют больше, чем балочные, что повышает устойчивость элемента в плоскости самой малой жесткости и не нуждаются в дополнительном закреплении.
Тавровые профили металлургическими предприятиями не прокатываются, их получают посредством продольного роспуска широкополочного двутавра. Их можно использовать в качестве самостоятельного элемента поясов ферм. Для тельферов и подвесных кранов используют специальные двутавры с повышенной толщиной для предотвращения отгиба полок.
Сварка двутавров
Двутавровые балки состоят из 3 удлиненных листовых элементов, к которым относятся стенка и два пояса. Специально для высоких балок рассчитаны ребра жесткости, повышающие устойчивость сжатых элементов. В таких балках основные швы представляют собой стыковые швы поясов и стенки, а также угловые швы, соединяющие пояс и стенку.
Во время создания сварной двутавровой балки сначала узнайте, как рассчитать двутавр. Принято сварить стыки поясов и стенки, потому что эти швы выступают самыми ответственными. При сборке пояса и стенки необходимо, чтобы продольные оси листов, что состыкуются, ложились по прямой линии. Следите, чтобы смещение стыков за пределы допускаемых норм не выходило.
При этом выдерживайте зазор в соответствии с чертежом. Собранные стыки необходимо сварить вручную с помощью высококачественных электродов, полуавтоматом или автоматом под флюсом. После того, как вы сварили пояса и стенку, они отправляются на сборку балки.
Двутавровую балку собирают из трех главных элементов, швы которых принято сваривать автоматом. Обязательно устанавливаются поперечные ребра жесткости. Нанесите две риски посередине пояса, их расстояние должно ровняться толщине вертикальной стенки. В метре друг от друга установите и прикрепите сборочные уголки. Также вы можете использовать хомут для уничтожения зазора между поясом и стенкой.
Однако самым главным моментом является процедура сварки стыков балок. Если вы не помните, как правильно сварить двутавр, то стоит незаваренными оставить поясные швы на длине в 1,5 метров с каждой стороны от стыка. Монтажные стыки необходимо создавать в определенной последовательности. Сначала сварите стык вертикальной стенки, затем — стык пояса, потому что он получится несколько растянутым.
После таких манипуляций заварите стык пояса, который работает на сжатие. После сварки стыков балки необходимо доварить поясные швы на незаваренных участках. Стыки двутавровых балок выполните высококачественными электродами. Сварку между собой балок принято выполнять подобным образом, но с ответственностью нужно относиться к каждому сварочному процессу.
Таким образом, если для вас решающим критерием служит скорость и простота, а не качество, тогда вы можете соединить два швеллера встык. Но использование электродов УОНИ по стандарту ГОСТ позволяет получить красивый и надежный шов. При соединении двутавров сваривайте швы главных элементов автоматом.
__________________________________________________
sosedi-online.ru
Как сварить швеллера встык
За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения. Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые). Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.
Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Варианты сварки швеллеров
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.
Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 — 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.
Сварка при помощи накладок
Метод обеспечивает прочность соединения немногим уступающий монолиту. Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва. Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом. При установке накладок с обеих сторон, наружная делается длиннее внутренней.
Соединение внутрь
Для создания усиленных балок швеллеры попарно сваривают в коробочки, соединяя боковые полки между собой. Технология аналогична стыковому методу, но выполняется с минимальным зазором или без него. Швеллеры устанавливают горизонтально и скрепляют струбцинами. Соединение начинают с середины, продвигаясь к концам. Шов нельзя зачищать болгаркой, так как это снижает его прочность.
Сборка коробочки возможна только в нижнем положении, когда швеллеры размещены горизонтально. Если это условие невыполнимо соединение выполняют стыковым швом усиленным накладками.
Смещенное соединение
Метод применяется для соединения швеллеров между собой, если они разного размера. Работа выполняется бригадой сварщиков. Сначала соединяют стыки с толстым металлом. Сварку встык проводят по стандартной схеме. Угловые соединения выполняются одновременно двумя сварщиками, ведущими швы от краев к середине. Продольные стыки не доваривают до края балки на ширину профиля из низкоуглеродистой стали, на легированных размер увеличивается вдвое.
Требования, предъявляемые к сварке швеллеров
Для создания прочной конструкции сварные соединения должны выполняться в соответствии со следующими требованиями:
- сначала сваривают полки, затем более тонкие элементы;
- недопустимо сваривание внутренних углов профиля, поскольку это снижает прочность балки;
- между торцами должен быть зазор 2 — 3 мм, чтобы не пришлось счищать «горку» со шва, что приводит к снижению его надежности;
- легкие конструкции, не подверженные значительным нагрузкам в процессе эксплуатации, можно собирать двухсторонней сваркой встык;
- недопустимо появление на стыках горизонтальных и вертикальных изломов.
Независимо от метода соединения последовательность работ должна соответствовать ГОСТ. Если там указано, что разделка кромок проводится после очистки, это нужно неукоснительно выполнять. Кроме этого в документе указаны требования к материалу швеллеров, которые необходимы при расчете конструкции.
Швеллер – востребованный в строительстве вид фасонного проката с поперечным сечением П-образной формы. Для создания конструкций различного назначения применяют сборно-разборные болтовые соединения, неразборные – заклепочные и сварные. Сварное соединение – надежное и долговечное, но только при точном следовании технологии. Ее нарушение может стать причиной ослабления конструкции, поэтому сварочный процесс и его результаты подлежат постоянному контролю. Наиболее распространенный способ соединения фасонного проката между собой – электродуговая сварка.
Технологические требования по сварке двух швеллеров встык без накладок
Сварка встык без дополнительного усиления применяется только для неответственных конструкций, если важна скорость и простота процесса. Этапы:
- Подготовка торцов кромок. При толщине стенок до 6 мм скос кромок не требуется, при толщине 6-12 мм он составляет 30°, более 12 мм – скос выполняется под углом 60° с внутренней стороны соединяемых элементов.
- В первую очередь свариваются более толстые элементы – полки.
- Далее соединяются стенки.
- Обваривание – двухстороннее без накладок. В некоторых случаях может провариваться только одна сторона профиля.
Внимание! Зона шва, выполненного встык, на 5-20% слабее, по сравнению с телом профиля, что обязательно учитывают при проектировании.
Как правильно сварить швеллеры встык с использованием накладок?
Если необходимо получить шов, прочность которого не уступает прочности тела профильного проката, используют накладки, толщина которых зависит от толщины стенок заготовки. Один из нормативных документов, регламентирующих качество получаемого соединения, – ГОСТ 15164.
- Торцы заготовок подготавливаются и свариваются друг с другом.
- Шов изнутри зачищают до ровной поверхности.
- Внутри заготовки приваривают стальную полосу той же марки и толщины, что и основной металл. Опытные сварщики советуют приваривать на шов не полосу, а шестиугольник, который обваривается со всех сторон.
- Снаружи также наваривают шестиугольную накладку, но размер ее должен быть больше, по сравнению с внутренней.
Накладки необходимо приварить по полному контуру, иначе в зазоры может попасть влага, вызывающая коррозию стали. При невозможности выполнить это условие в зазоры заливают антикоррозионный состав. Соединяемые элементы должны укладываться в линию без переломов в горизонтальной и вертикальной плоскостях.
Швеллер является частью самых разных металлических конструкций. Обычно его роль заключается в восприятии различных механических нагрузок – на сжатие, растягивание, изгиб, кручение, пр. Часто при требованиях конфигураций металлоконструкций требует сваривать жесткий рамочный каркас. При этом стальное изделие после сварки должно все также оставаться цельным изделием с неизменными механическими характеристиками.
Любые работы по сварке имеют способность ослаблять отдельные узлы швеллера. Именно для уменьшения сварных работ используется при возведении ответственных конструкций швеллерный сортамент, а также двутавровые балки. Сварка швеллера – это важный этап, который часто на объекте вызывает затруднение, невыполнение трудоемких условий государственного регламента.
Что нужно знать
Виды металлопрофилей – горячекатаный стальной профиль, гнутый типоразмер, сделанный холодной прокаткой – не сказываются на характер, выбор сварки. Самое прочное соединение получается у моделей с параллельными полками, которые имеют маркировку «П».
К сварке швеллеров предъявляются требования:
Свариваются сначала толстые элементы профиля, то есть полки, затем приступают к свариванию тонких элементов.
Нельзя сваривать внутренние грани полок – углы соединений сторон. Такой подход приведет только к ослаблению целостности детали, всей конструкции.
Два швеллера должны иметь зазор 2-3 мм. Это поможет исключить частую проблему возникновения «горки», после которой придется зачищать поверхность, а значит – существенно ослаблять сварочный шов.
Для неответственных легких металлоконструкций, где не важны требования надежности, минимальный вес элементов строения, можно проводить соединение швеллеров встык сваркой с двух сторон.
Кромки торцов, где протекает сваривание, закручиваются V-, X- образно, для толстого, тонкого края, соответственно. Угол при этом от 30 до 60 градусов.
Исключаются переломы по вертикали, горизонтали на стыке свариваемых элементов.
Стыковка по правилам проводится при помощи листовых накладок. Они располагаются только симметрично продольной оси сечения.
Создавая проект, необходимо учитывать, что зона сварного шва слабее других частей типоразмера на 5-20%.
Несколько советов
Листовые накладки лучше всего варить сразу по всему контуру прилегания. Это исключит проникновение между ними швеллерной поверхностью влаги, других ненужных составов. Влажность всегда губительна для металлов, особенно при сварочных работах, она грозит возникновением коррозии. Часто используются антикоррозийные материалы.
Проблемами здесь могут быть разные факторы: техника сваривания, человеческий фактор (отсутствие опыта, специализации), неправильно выбранный шов. Следует помнить, что сварка по ГОСТу всегда будет прочнее, рекомендациями пренебрегать нельзя.
Какая сварка бывает?
Электродуговая. Самый предпочтительный тип соединения. Здесь применяется короткая дуга средней мощности. Обязательно проводить проверки на внутренние дефекты.
Газовая кислородная. Применяется в редких случаях из-за получения большой зоны нагрева. Негативное термическое влияние ослабляет большую поверхность детали, приводит к внутренним напряжениям металла, сильной деформации всего металлопрофиля.
Где заказать швеллерный металлопрокат?
Металлобаза «Сталь-Инвест» предлагает услуги по продаже, доставке, резке металлических профилей. К вашим услугам – большие объемы металлопродукции на складах, отсутствие долгого ожидания доставки, детали в соответствии ГОСТ. Позвоните по телефону +7 (863) 308-94-58, уточните все детали заказа, получите экспертную консультацию.
By : adminСварной швеллер своими руками — техника, пошаговая инструкция, инструменты и материалы
Швеллер — стандартный профиль металлических элементов из черного проката. Характерная черта этой балки — п-образное сечение. При помощи него создают конструкции разных размеров для возведения малых и крупных построек.
Сами балки достаточно прочные, так что надёжность готового строения будет зависеть только от выполнения швов.
Дефекты и деформации в соединении швеллеров могут вызвать быстрое разрушение конструкции под нагрузками и влиянием природных факторов. О технологиях сварки внутрь, со смещением, с накладками и других мы расскажем в этой статье.
Содержание статьиПоказать
- Виды технологии
- Распространенные соединения
- Встык
- Использование накладок
- Соединение внутрь
- Со смещением
- Примечание
- Заключение
Виды технологии
Для соединения швеллеров применяют несколько технологий, но самая распространённая из них — электродуговая сварка.
Она простая и удобная в исполнении. Эта технология лидирует в списке методов, используемых мастерами сварки. Это из-за возможности работать с любыми сплавами и сталями при помощи различных типов электродных стержней.
Сварочные аппараты с применением электрической дуги могут быть компактными и переносными, поэтому использовать их можно для сварки на высотках и других местах, в которые трудно «доставить» другие виды оборудования.
Для сварки швеллеров подходят стержни УОНИ, так как они прекрасно справляются с соединением стальных элементов. Однако, их использование требует от мастера знание многих нюансов, и новичкам нужно будет потренироваться, чтобы приступить к работе.
Но, освоив применение УОНИ, вы точно будете довольны результатом. Перед работой их обязательно нужно прогреть в электрической печи при температуре в 200-250 градусов. Так из стержня уйдёт лишняя влага.
Металлические детали тоже нуждаются в подготовке. В любых условиях важно, чтобы места соединения не были покрыты частичками пыли или грязи, не имели дефектов и не были окрашены. Так вы защитите шов от деформаций.
Не рекомендуем использовать переменный ток и прямую полярность — они не подходят для профиля сварных швеллеров. Кроме того, саму дугу лучше укоротить. Низкая температура не критична для электро дуги, но не должна быть ниже -35-40 по Цельсию.
Распространенные соединения
Ниже представлены самые популярные соединения сварных швеллеров.
Встык
Встык сварить детали сможет даже мастер-новичок. Это первое, чему нужно научиться, перед тем, как создавать крупные конструкции. Это простой метод, но использовать его для соединения несущих или других важных соединений нельзя.
Сваривать встык можно с наружной и внутренней части детали. Во втором варианте сварщик должен следить, чтобы каждый сантиметр стыка проварился полностью, так как с первого раза это может не получиться.
Надо проваривать и основание шва, но лишь с одной стороны.
Если стенки сварного швеллера толстые (больше 6 миллиметров), кромки балки нужно рассечь. Это можно сделать «буквой V» или «буквой Х». При толщине не больше двенадцати мм, лучше всего разделять края под острым углом (примерно 30 градусов).
После подготовки можно начинать сварку. Плотно приложите стенки швеллеров одна к другой. Если ваш глазомер «хромает» воспользуйтесь центратором, так как стыковка требует точности.
Промежуток между балками должен быть меньше трёх миллиметров. К обеим деталям обязательно на время приварите прихватку, используя сварные точки. Это нужно, чтобы элементы не двигались относительно друг друга по ходу.
Соединение должно идти от середины к кромкам. А, чтобы увеличить прочность шва, можно добавить дополнительные накладки.
Использование накладок
В отличие от стыковой, сварка с накладками может стать основой прочной конструкции. В её случае даже расстояние между сварными швеллерными балками может быть больше — вплоть до восьми мм. Разместите накладку с той стороны, где будет сварной шов.
Ширина и плотность накладок напрямую зависят от ширины сечения швеллера: чем толще сама балка, тем тоще должны быть и накладки для неё. Последние обязательно провариваются с изнаночной и внешней сторон.
На что обращать внимание при выборе накладки? Лучше всего иметь точные размеры швеллера, но можно и прикинуть примерно. Длина накладки будет равна длине швеллера, делённой на пять.
Её толщина в идеальном случае будет такой же, как и толщина балки. Но учтите, что накладки нужны с обеих сторон соединения, причем та, что снаружи — обязательно большей длины.
Соединение внутрь
Часто сварные швеллерные балки соединяют боковыми частями -«полками» — вовнутрь. Этот метод похож на стыковой, но в его случае промежутка между элементами не оставляют совсем (или оставляют, но незначительный).
Это сложный шов, и изучать его технику лучше, когда вы уже знакомы с предыдущими.
Для подготовки деталей не рекомендуется использовать болгарку. Из-за неё конструкция будет неустойчивой. Лучше возьмите шлифовальный круг. Приложите швеллеры друг к другу плотно, улучшите их устойчивость столярными струбцинами.
Можно разделить кромки, как при сварке встык, но небольшое расстояние не критично. Тут сваривать нужно так же — от центра к краю.
Эта технология требует безукоризненных условий. Сложные для доступа места обработать не получится, так как вертикальное или угловое положение соединения не даст вам сделать правильный сплошной шов.
Не пытайтесь экспериментировать с этим соединением — так вы только потратите время и расходники. В «экстремальных» условиях «возьмите» соединение встык или с накладками.
Метод не популярный из-за большого количества правил. Но, если вы в любом случае свариваете балки горизонтально, используйте именно его. Так шов будет плотным, без зазоров, а вся конструкция — устойчивой.
Со смещением
Соединение со смещением сложно выполнить в две руки. Оно довольно сложное. На стройках и производстве его используют несколько людей одновременно.
Смещение нужно тогда, когда соединять нужно целые комплексы из сварных швеллеров. Также оно помогает, когда балки разного размера.
Шов начинают с того места, где деталь толще. Смещенная сварка — это объединение разных соединений: стыкового, углового, продольного.
Последний, например, нельзя доводить до конца стыка, в создании углового принимают участие как минимум два мастера, и только со швом встык нет особых проблем нет.
Примечание
В конструкции можно использовать не один вид соединения. Рассчитайте нагрузки, которые она будет испытывать, так вы сможете понять, где какой шов нужен.
Место, на которое приходится большой вес, обработайте с помощью накладок, а то, где не важна устойчивость — встык. Так вы сэкономите время и материалы. Все методы, о которых мы рассказали, подходят для скрепления швеллерных балок в любом случае.
Главное — учитывайте последовательность этапов сварки. Нельзя вразброс выполнять подготовительные работы, делая зачистку после разделки кромок, например. Технология всегда предполагает, что зачистка — первое, что вы должны сделать, приступая к работе.
Если вы не будете обращать на это внимание, результат работы будет не самым приятным. Ознакомьтесь с ГОСТами для сварочного процесса — они хорошо описывают шаги.
Мы рекомендуем начинать сварку с той части сварного швеллера, которая толще. Ведите дугу от центра стыка к краям швеллеров. Даже если соединение выполнено правильно, смотреть на него нужно как на деформацию.
Это логично, так как обработка и плавка стали уменьшает её прочность. Работая, старайтесь делать так, чтобы прочность падала всего на 2-3 процента от начальной.
Такое восприятие поможет вам работать внимательнее и на выходе получить нужную металлоконструкцию.
Скорость, сила тока и напряжение индивидуальны для балок разных размеров. Эти параметры, так же, как и тип электрода, выбирайте в зависимости от вида стали, из которой изготовлен швеллер.
Скорость, с которой формируется соединение, тоже может быть разной, но чаще всего она составляет примерно двадцать метров в час.
Заключение
Кажется, что создание массивных конструкций из сварного швеллера — задача сложная. Это не так, она лишь имеет свои нюансы.
В основном важны лишь две детали — точное совмещение балок перед варкой и соблюдение методики.
Последнее касается любого типа сварки и соединения. В любом случае, одна лишь теория не поможет вам совершенствоваться. Наш основной совет — практикуйтесь как можно чаще, и вы достигнете того уровня, к которому стремитесь!
Как приварить уголок к швеллеру
Лестница из швеллера – прочная и надежная конструкция, изготавливаемая с одним или несколькими маршами, прямой или винтовой конфигурации. Может устанавливаться снаружи или внутри зданий любого назначения – жилого, промышленного или административного. С помощью декоративных элементов из полимеров, древесины, металла и стекла конструкцию адаптируют к любому интерьеру или стилю фасада.
Преимущества лестниц из швеллера и уголка
Для конструкций из прочного стального профиля характерны:
- Устойчивость к повреждениям, высоким и низким температурам. Все элементы обрабатывают грунтовкой с последующим окрашиванием или грунт-эмалью – составом «два в одном». Это обеспечивает стойкость металлоконструкции к влаге.
- Способность ступеней выдерживать значительную нагрузку.
- Простое обслуживание в процессе эксплуатации.
- Широкий перечень возможных конструктивных вариантов – традиционных и оригинальных.
При изготовлении своими руками и отсутствии дорогих элементов – кованых или изготовленных из эксклюзивных материалов – лестница из швеллера имеет вполне доступную стоимость.
Основные условия при проектировании
При проектировании лестницы учитывают основные правила:
- Уклон конструкции для жилых строений – 30-40°.
- Количество ступеней для одномаршевых вариантов должно быть не более 18, двухмаршевых – не более 16 штук на марш.
- В двухмаршевой модели ширина площадки обычно равна ширине маршей.
- Лестницы из швеллера и других видов проката, ведущие в жилом доме на второй этаж, рекомендуется изготавливать не уже 0,8 м.
- Ширина ступени – примерно 30 см, высота – 14-20 см. В домах с детьми или людьми с ограниченными физическими способностями высоту ступеней делают не более 12 см.
- Для стыковки элементов используют сварку или резьбовые соединения. Первый вариант более надежный, поэтому для лестниц с высокой нагрузкой выбирают именно его. Конструкции, выполняющие функции аварийных или пожарных лестниц, дополнительно усиливают.
- Ступени наружных лестниц изготавливают из древесины или рифленого листа.
Варианты конструкций
Лестницы конструируют с различными механизмами фиксации ступеней:
- Тетива. Это опорный элемент, на который опираются ступени. Используется только в паре. Классический вариант, отличающийся наибольшей надежностью.
- Косоур – наклонная балка, на которой сверху на специальной гребенке располагаются проступи. Косоур может быть один или их может быть несколько.
- Мощная центральная опора. К ней крепятся ступени винтовой лестницы.
Маршевая лестница из швеллера с косоурами
Для изготовления мало- и средненагружаемых конструкций обычно используется прокат с П-образным сечением №12 или более. Однако в каждом случае желательно произвести профессиональный расчет нагрузки. Затем с его помощью – определить, какой номер швеллера подходит для сооружения конкретной лестницы. Швеллер и уголок в основном используют для изготовления каркаса, полностью скрываемого ступенями и облицовочными материалами.
Краткое описание изготовления простейшего варианта каркаса:
- швеллер располагают с двух сторон от ступеней полками внутрь или наружу;
- из уголка изготавливают гребенки, привариваемые к швеллеру;
- гребенки и перемычки из уголка, соединяющие их, служат опорами для ступеней;
- каркас фиксируют к вертикальным и горизонтальным ограждающим конструкциям анкерами;
- после окончания монтажных работ и испытаний на прочность проводят антикоррозионную обработку всех металлических элементов.
Для облицовки металлической лестницы из швеллера, располагаемой внутри помещения, используют гипсокартонные листы, пластик, древесные материалы, стекло. Ступени изготавливают из дерева, камня, толстого стекла, металла. Главное требование – обеспечение антискользящей поверхности проступей. Для проступей лестниц, располагаемых снаружи, используют рифленый или просечно-вытяжной лист, обладающий хорошими антискользящими характеристиками.
Самостоятельно изготовить из швеллера винтовые и другие сложные лестничные конструкции сложно. И, как правило, для устройства винтовых лестниц или моделей на одном центральном косоуре используют другие виды металлопроката, чаще всего – профильные трубы.
Швеллер – востребованный в строительстве вид фасонного проката с поперечным сечением П-образной формы. Для создания конструкций различного назначения применяют сборно-разборные болтовые соединения, неразборные – заклепочные и сварные. Сварное соединение – надежное и долговечное, но только при точном следовании технологии. Ее нарушение может стать причиной ослабления конструкции, поэтому сварочный процесс и его результаты подлежат постоянному контролю. Наиболее распространенный способ соединения фасонного проката между собой – электродуговая сварка.
Технологические требования по сварке двух швеллеров встык без накладок
Сварка встык без дополнительного усиления применяется только для неответственных конструкций, если важна скорость и простота процесса. Этапы:
- Подготовка торцов кромок. При толщине стенок до 6 мм скос кромок не требуется, при толщине 6-12 мм он составляет 30°, более 12 мм – скос выполняется под углом 60° с внутренней стороны соединяемых элементов.
- В первую очередь свариваются более толстые элементы – полки.
- Далее соединяются стенки.
- Обваривание – двухстороннее без накладок. В некоторых случаях может провариваться только одна сторона профиля.
Внимание! Зона шва, выполненного встык, на 5-20% слабее, по сравнению с телом профиля, что обязательно учитывают при проектировании.
Как правильно сварить швеллеры встык с использованием накладок?
Если необходимо получить шов, прочность которого не уступает прочности тела профильного проката, используют накладки, толщина которых зависит от толщины стенок заготовки. Один из нормативных документов, регламентирующих качество получаемого соединения, – ГОСТ 15164.
- Торцы заготовок подготавливаются и свариваются друг с другом.
- Шов изнутри зачищают до ровной поверхности.
- Внутри заготовки приваривают стальную полосу той же марки и толщины, что и основной металл. Опытные сварщики советуют приваривать на шов не полосу, а шестиугольник, который обваривается со всех сторон.
- Снаружи также наваривают шестиугольную накладку, но размер ее должен быть больше, по сравнению с внутренней.
Накладки необходимо приварить по полному контуру, иначе в зазоры может попасть влага, вызывающая коррозию стали. При невозможности выполнить это условие в зазоры заливают антикоррозионный состав. Соединяемые элементы должны укладываться в линию без переломов в горизонтальной и вертикальной плоскостях.
Способы сварки швеллеров между собой по ГОСТу
Швеллер – один из главных элементов из которых состоит металлоконструкция. Для формирования нужной структуры каркаса требуется сварка швеллеров. Сварной узел имеет хорошую надежность, но любые нарушения в технологии сварки могут привести к ослаблению всей конструкции. В связи с этим сварка является самым сложным и контролируемым этапом при производстве металлоконструкций.
Виды стыковки швеллеров
Выбор соединения прямо пропорционально зависит от размеров конструкции и действующих на нее сил.
Различают следующие варианты взаимного расположения швеллеров:
- полки швеллеров обращены внутрь;
Выбор определенного варианта связан с:
- условиями наложения шва;
- протяженности места сваривания и количества задействованных рабочих для его наложения;
- вида сил и мест их воздействия;
- типа и габаритных размеров швеллера;
- требуемой расчетной устойчивостью и полной нагрузки на сооружение.
Применяемые виды сварки
Электродуговая сварка
Огромный выбор типов электродов по их номинальным характеристикам и особенности работы ими обеспечивают неоспоримое преимущество перед остальными видами сварки и делают его предпочтительным для данной задачи. Самый лучший шов мы получим в случае применения электродов УОНИ. При работе данными электродами следует учесть их особенности и рекомендации:
- По возможности соединения должны быть выполнены внахлест.
- Для использования данного электрода нужен предварительный опыт работы с ним.
- Перед применением электрод подлежит прокалке в спец. печи на протяжении часа. Температура прокалки 250 С.
- Места соединений изделий должны быть очищены от загрязнений, ржавчины и подготовлены согласно ГОСТу 5264-80.
- Сварщик должен работать короткой дугой средней мощности, постоянным током и обратной полярностью.
- Металлоконструкция сваренная данным электродом не должна использоваться при температуре ниже – 40 С.
Газовая сварка
Данным типом при сварки швеллеров зачастую не пользуются из-за огромной области и температуры нагрева. Данные факторы являться источником образования внутренних напряжений в структуре металла и общих деформаций негативно влияющих на всю металлоконструкцию. Тем не менее газовую сварку часто используют для устранения изъянов готовых конструкций или порезки заготовок с последующим снятием кромок.
Типы сварки
Сварка швеллеров встык
Данное соединение применяют для не ответственных конструкций. Сварка выполняется с лицевой, тыльной стороны и с условием хорошей толщины провара. Монтажный шов сперва выполняют на тонкой, а после на более толстой части швеллера. Допускается выполнение данного шва с одной стороны изделия с обязательной подваркой корня шва.
Последовательность наложения швов
Потребность в снятие кромок определяется исходя из толщины полок швеллера:
- 6 мм и менее-скос кромок не требуется.
- 6-12 мм – скос делают под углом 30 .
- 12 мм и более-скос кромок выполняется под тупым углом на внутренней стороне заготовки. Шов выполняют V и Х-образным.
- Швеллер размещается стенками горизонтально.
- Снимают кромки в зависимости то толщины металла.
- Производится стыковка двух балок с зазором не больше 3 мм.
- Производится временная прихватка заготовок между собой точками с шагом в 40 мм.
- Анализируется правильность созданной конструкции.
- Окончательная обварка поверхности стыка проводится непрерывно от середины стенки в сторону полок.
Для улучшения сварных характеристик и предотвращения появления трещин в местах сварки советуется выполнить усиление проката подкладками сразу после установки изделия. При приварке П-образного проката только в стык, без накладок, сваренное соединение будет слабее чем сам швеллер.
Сварка швеллеров с накладками
Зазор при стыке двух свариваемых деталей устанавливают не больше 8 мм. Накладка размещается со стороны сварного шва. Толщина усиления зависит от режима сварки и размеров проката.
Накладки усиления обязательно обойти электродом по всей плоскости. При невозможности кругового обвара все зазоры заполнить веществом, препятствующим коррозии.
- Швеллера привариваются торцами друг к другу согласно технологических норм ГОСТа.
- Шов внутри швеллера зачищается к плоскости.
- Во внутреннюю часть швеллера приваривается усиление – лист стали имеющий длину равную 5-ти кратной ширине швеллера. Ширина листа ровна ширине швеллеров, толщина листа берется равноценной толщине материала швеллера. Полоса заваривается лишь по продольным сторонам.
- Вторая полоса крепится в качестве ребра и заваривается по обеим сторонам от полосы. Ребро должно быть хорошо проварено по контуру с двух сторон и вплотную к полосе.
Прочностные характеристики срощеного данным методом изделия уступят монолиту на малость.
Соединение швеллеров внутрь
Для создания усиленной пустотелой балки можно соединить два изделия полками внутрь. Выполнение такого соединения одинаково со сваркой двух швеллеров встык. Данное соединение применяют при требовании конструкций средней мощности.
- Заготовки установить полками горизонтально напротив друг друга.
- Скрепить струбцинами.
- Шов выполнить либо по ГОСТу с разделением кромок, либо оставить зазор.(величину зазора выбирают в зависимости от толщины швеллера, но не менее 3 мм).
- Шов необходимо производить по методу прихвата либо от середины к краям.
Собрать данную конфигурацию в непригодных для данной работы условиях при сборке конструкции реально лишь при проведении сварочных работ в горизонтальной плоскости и нижнем положении. В иных случаях боле разумным и простым будет использование стыковых швов с усилением их листами-подкладками.
Смещенное соединение
Такая сварная конструкция производится несколькими сварщиками и применяется для объединения швеллеров с различными геометрическими размерами. Сварку начинают с мест, имеющих более толстый металл. Соединение встык производят, руководствуясь стандартными нормами, а угловые соединения требуется производить синхронно двумя сварными (от края к середине). Продольные швы нельзя накладывать до конца балки. Это расстояние зависит от соединяемых материалов и площади полки проката. Для углеродистых сталей данное расстояние приравнивается к ширине полки, а для легированных металлов приравнивается к двукратной ее ширине.
При сборе металлоконструкций различной степени сложности и конфигурации используются выше перечисленные нами методы и типы сваривания швеллеров. Любая металлоконструкция может быть разбита на отдельные небольшие самостоятельные узловые соединения, в которых будут применимы вышеописанные методы.
Любая сварка швеллеров или двутавров требует соблюдения заранее определенного ряда действий и точного порядка проведения монтажных работ. Сборку любой металлоконструкции всегда нужно начинать с середины и продвигаться к краям, одновременно сварку начинают со швеллеров имеющих более толстый профиль металла. При компоновке не рекомендуется размещать сварные швы близко друг к другу, данные места лучше укреплять применяя подкладные листы из металла и вспомогательные усилительные конструкции. Любой сварной шов сам по себе уменьшает прочность всей металлоконструкции на 5-7 процентов, хотя материал сварного шва обладает более лучшими прочностными характеристиками, чем материал основной детали. Сварочный режим и быстрота наложения сварного шва напрямую зависит от выбранного вами вида соединения, но наилучший при работе ручной электросваркой считается 20 м/ч.
Чтобы создать отличное прочное соединение необходимо перед сваркой хорошо зачистить места будущих соединений, и обработать кромки согласно рекомендациям ГОСТа. Полосы укрепления после приварки встык нужно размещать только снаружи швеллеров. Сварка во внутренних углах швеллера приведет к ослаблению всей конструкции, поэтому проводить работы во внутренних углах узла не желательно.
Балки и возможные варианты их сваривания
Стыковое соединение между одинаковыми швеллерами. Накладные монтажные швы выполняются на тонком металле (1,2), а после на более толстом 3. Соединение используется для получения маломощных конструкций.
Комбинированное соединение. После выполнения стыковых соединений часто дополнительно применяют и угловой шов (4). При этом продольные швы никогда не доводят до окончания балки на расстояние, которое зависит свариваемых металлов и ширины полки швеллера. Так для низкоуглеродистой стали это расстояние равняется ширине полки (В), а для легированных металлов — двум размерам полок (2В). Для выполнения конструкций средней мощности используют такой вид соединения.
Соединение со смещенным стыком. Данное соединение выполняется двумя сварщиками и используется для сваривания швеллеров с разными по толщине полками. Первый шов выполняется для более толстого металла (1). Стыковое соединение (3) проводится согласно правилам, а угловые соединения (4) необходимо проводить одновременно двумя сварщиками (от краев балки к середине).
При изготовлении более сложных металлоконструкций используются эти же методы сваривания. Вся конструкция разбивается на отдельные узловые соединения, в которых происходит сваривание швеллеров. Монтаж конструкции всегда начинают от середины к краям и со швеллеров из более толстого металла, а после из более тонкого. Близко друг к другу швы располагать не желательно, лучше использовать подкладки из металла и дополнительные усиления конструкции.
Соединение швеллеров требует определенной последовательности действий и точного плана выполнения монтажа. Важность каждого шва нельзя недооценивать, так как существует большой риск потери всех преимуществ использования швеллеров для прочности конструкций.
Лестница из швеллера и уголка – особенности и нюансы
Довольно часто в строительстве для изготовления лестниц используют профильный металл. При их установке внутри помещения каркас могут дополнительно облицовывать деревом или гипсокартонном для улучшения внешнего вида, а иногда его просто окрашивают. Все зависит от стиля и предназначения помещения, материальных возможностей и приоритетов владельца, а также дизайнерских задумок. Существует множество конструкторских решений, наиболее распространенным из которых является металлическая лестница из швеллера и уголка. Ее устанавливают как внутри, так и снаружи дома. Нередко такие конструкции встречаются в подвалах.
Конструктивные особенности
Любая лестница должна быть удобной и надежной. Косоуры или тетивы из швеллера обеспечивают ей значительный уровень прочности, поэтому устанавливать такие конструкции можно даже в помещениях, где предполагаются максимальные нагрузки. Главное, чтобы стыковые соединения (сварные, болтовые или заклепочные) их выдержали.
Наклонные элементы из швеллера выдерживают большие нагрузки на прогиб, а ребра жесткости увеличивают их прочность. К полу, а в некоторых случаях и к стене, каркас крепится при помощи анкерных болтов. Металлические уголки служат опорой для ступеней, а место их установки определяется в зависимости от конструктивных особенностей лестницы.
В случае необходимости монтажа поворотной лестницы, на швеллерах делают загибы. Для этого в местах поворота вырезают клинья, балку нагревают, перегибают и сваривают. Для усиления сварных швов дополнительно на месте стыка приваривают пластину из стали. Но этот процесс является слишком ответственным и трудоемким, поэтому рекомендуется металлические лестницы делать прямомаршевыми, а если без поворота обойтись нельзя, то наилучшим вариантом будет монтаж промежуточной площадки.
Зачастую металлические каркасы облицовывают деревом, стеклом, плиткой или камнем, декорируют коваными элементами. Под любой стиль находятся интересные решения. В этом случае получается неплохое сочетание более дешевой несущей основы из швеллеров, соединенных между собой в нескольких местах, и опор для ступеней, выполненных их уголков, с более дорогостоящей отделкой.
Уличные лестницы облицовывают достаточно редко, проступи на них укладывают из рифленых или просечно-вытяжных листов, а подступенки и вовсе не делают.
Для безопасности передвижения лестница из швеллера и уголка ограждается перилами. Они могут изготавливаться из различных материалов и иметь простую или замысловатую форму, в зависимости от месторасположения и замысла дизайнера. Многое в оформлении зависит и от материального благосостояния заказчика.
Преимущества и некоторые нюансы
Достоинств у лестницы из швеллера и уголка достаточно много, среди которых можно отметить следующие:
- неприхотливость в уходе;
- стойкость к механическим воздействиям и атмосферным влияниям;
- отсутствие скрипов и вибрации;
- визуальная легкость необлицованной конструкции;
- широкие возможности оформления.
Следует отметить, что швеллер можно устанавливать по-разному. Если его полки обратить наружу, то внешне конструкция приобретет определенную изюминку. А если полки повернуть внутрь, то лестничный каркас станет прочнее.
Изготовление маршевой лестницы
Металлическая лестница служить будет достаточно долго и надежно, но для ее установки потребуются определенные навыки и умение работать со сварочным аппаратом, который есть не в каждом доме. Поэтому целесообразнее пригласить специалиста, иначе готовый марш может оказаться несколько перекошенным. Но если опыт работы с металлом имеется, можно смело приступать к работе.
Традиционно лестницу изготавливают из двух швеллеров и нарезанных по размеру уголков. Вначале сваривают опорную раму, затем каркас для ступеней. Он может устанавливаться двумя способами:
- сверху швеллера;
- с внутренней стороны рамы.
В первом случае уголки приваривают к верхним полкам швеллера. А второй вариант предусматривает предварительный крепеж уголков к наклонным балкам изнутри. К ним, в дальнейшем, приваривают остальные элементы каркаса ступеней. Сварные швы зачищают и шлифуют, металл грунтуют антикоррозийными смесями и покрывают красящими составами.
Готовая конструкция будет иметь достаточно большой вес, поэтому для ее установки желательно воспользоваться подъемным механизмом. Если такой возможности нет, то необходимо привлечь достаточное количество помощников. И только после монтажа и закрепления лестничного марша можно приступать к оформлению ступеней, облицовке лестницы и установке перил.
06.07.2014 в 20:07
Делаем лестницу из швеллера своими руками
Преимущества лестницы из швеллера
Для того чтобы смонтировать металлический каркас, можно воспользоваться уголком, швеллером, профильной трубой или металлическим профилем. Наибольшую популярность при изготовлении своими руками получили лестницы из уголков и швеллеров. Используя гипсокартон или деревянные панели, можно произвести отделку.
Благодаря применению швеллера, мы получаем целый ряд преимуществ :
- Широкие возможности оформления.
- Прочность, благодаря которой будущая конструкция способна выдерживать большие нагрузки.
Главное условие для обеспечения прочности — качественные стыковые соединения.
- Способность выдерживать максимальные нагрузки на прогиб.
- Отсутствие посторонних шумов при ходьбе – каркас, выполненный из швеллера, не скрипит и не вибрирует.
- Простота ухода – металл при правильной обработке не подвержен коррозии.
- Стойкость к влиянию атмосферных осадков и ультрафиолетового излучения.
- Стойкость к механическим воздействиям.
- Лёгкость монтажа.
- Широкий простор для дизайна – комбинируя уголки и швеллеры, можно соорудить конструкцию любой формы.
- Возможность сконструировать лестницу любого типа.
Наиболее популярен для самостоятельного изготовления закрытый каркас. Он предполагает, что конструкция, собранная из уголка и швеллера, будет скрыта с помощью ступеней, облицовочных материалов и декоративных перил. При этом аккуратность швов не имеет значения, ведь они будут зашиты другими материалами. Условие только одно — способность выдерживать высокие нагрузки.
В качестве материала для этих целей подойдут практически универсальные швеллеры с номером от восьмого до двенадцатого. Можно использовать и выше, но это приведёт к удорожанию конструкции. Чтобы не сомневаться в выборе, стоит сначала рассчитать нагрузки на каркас и его длину.
Расчёт лестницы
Особых правил для расчёта лестницы из швеллера нет :
- Для начала стоит сделать замеры помещения — высота от пола первого до пола второго этажа, проекция лестничной конструкции на пол помещения, размеры проёма.
- Далее определяемся с длиной лестницы. Она будет напрямую зависеть от угла наклона. Так, наиболее комфортными считаются цифры в пределах от 30 до 45 градусов.
- Ширина лестницы. Этот параметр должен быть не менее 90 сантиметров. При большей ширине рекомендуется усиливать конструкцию, чтобы не произошёл прогиб ступеней.
- Параметры ступени. Наиболее комфортными величинами являются 30-40 сантиметров для проступи и 20-25 сантиметров для подступенка. При этом для более точного расчёта стоит воспользоваться следующими формулами:
- формула удобства: e — j = 12 см;
- формула безопасности: e + j = 46 см.
- формула шага: 2 j + e = 62 (60-64) см;
Где e — размер проступи, а j — размер подступенка.
- Если лестничный марш предполагает наличие забежных ступеней, то стоит учитывать, что узкая часть проступи должна быть не менее 10 сантиметров, а средняя — не менее 20 сантиметров и при этом одинаковой у всех ступеней.
Чтобы уменьшить площадь, занимаемую лестничной конструкцией, без ущерба для комфортности эксплуатации, можно сделать проступь немного выступающей на несущую конструкцию. При этом такой выступ не должен превышать четырёх сантиметров.
Изготовление каркаса
Изготовление каркаса лестницы из швеллера
Как правило, изготовление лестничной конструкции предусматривает использование двух швеллеров. Их нарезают в соответствии с размером уголков. Первым этапом идёт сваривание опорной рамы, а затем переходят к каркасу для ступеней, который устанавливают либо сверху швеллера, либо располагая по внутренней стороне рамы. Если рассматривать первый способ, то тут необходимо приварить уголки к верхней полке швеллера. При втором крепление уголков происходит на наклонные балки изнутри конструкции.
Если говорить о закрытом каркасе, то конструкция будет представлять из себя несущую основу. Для того, чтобы её смонтировать, уголки приваривают к швеллерам, после чего используют попарное соединение их между собой. Уголки будут служить опорой, на которой монтируют ступени.
Для надёжности крепления элементов ступени важно правильно выбрать толщину уголка. Она зависит от материала обшивки и предполагаемой нагрузки.
Существует два способа укладки ступеней на уголки :
- Непосредственно крепление сверху конструкции, тем самым закрывая уголок.
- Второй способ предусматривает установку дополнительной рамы, которая приваривается к уголку. В неё и помещается проступь ступени, оказываясь окружённой металлом.
Для обеспечения максимальной устойчивости каркаса необходимо произвести крепление лестничной конструкции к полу и стене. Для этого используют анкерные болты. Но есть ещё более надежный способ — бетонирование нижней части конструкции каркаса.
После того как все работы со сваркой закончены, необходимо зачистить и отшлифовать сварные швы. После чего металлические элементы рекомендуется прогрунтовать антикоррозийными смесями, затем произвести покрытие красящими составами.
Для облицовки лестницы из швеллера подойдут самые различные материалы — гипсокартон, дерево, стекло или даже камень. Выбор будет зависеть от того, какое стилистическое решение вы захотите придать лестничной конструкции. Если речь идёт об организации лестницы вне дома, то можно использовать металлический рифлёный лист. Такую уличную конструкцию можно украсить кованными перилами.
Облицовка ступеней лестницы рифлёными листами
Маршевая лестница отличается простой конструкцией. А вот при создании лестницы винтового или поворотного типа потребуются особые умения. Много времени уйдёт на то, чтобы просто произвести замеры мест поворота, вырезание клиньев, нагревание профиля для сгиба его в необходимую форму и, наконец, приваривание металлических пластин, чтобы повысить прочность изгиба. Для работы потребуются профессиональные навыки сварщика, поэтому, если вы не обладаете таковыми, лучше отказаться от изготовления своими руками в пользу привлечения специалистов.
По окончании работ с созданием каркаса необходимо перейти к обработке лестницы грунтовкой, покраске и отделке. К этому этапу стоит приступать только после того, как убедитесь в надёжности всех креплений. Установку ступеней и перил производят также после обработки.
Лестница из швеллера своими руками
Сегодня благодаря активному развитию передовых технологий сварки и металлообработки становится возможным производство металлических изделий более высокого качества и оригинального дизайна. Повышение мастерства в сфере ковки и сварки позволяет многим мастерам создавать еще более сложные ювелирно созданные изделия из металла. Прогресс достиг и сферу производства лестничных конструкций. Сегодня лестница из швеллера своими руками выполняется все чаще. Подробнее расскажем о том, каким образом она может выглядеть, и какие ее виды популярны среди населения в последнее время.
Преимущества
Среди достоинств подобных конструкций можно назвать следующее:
- При условии защиты металла от коррозийных процессов, такая лестница отличается устойчивостью к любым атмосферным явлениям, а так же к перепадам температурного режима;
- Конструкция отличается воздушностью;
- Благодаря свойствам швеллера, из которого такая лестница произведена, она характеризуется прочностью и стойкость к механическим повреждениям;
- Подобная лестница неприхотлива в процессе эксплуатации;
- Ступени такого сооружения не будут сгибаться даже под довольно ощутимым весом. Они так же не вибрируют и не станут издавать скрипы;
- Благодаря структуре материала и широким возможностям его обработки дизайнеры могут создавать самые непредсказуемые и оригинальные работы, как видно на фото;
- Если при создании изделия не применяется такая техника обработки металла как ковка, то стоимость строительных работ не будет отличаться своей дороговизной.
Металлическая лестница с деревянными степенями
В виду того, что в холодный период времени подобные конструкции из швеллеров могут замерзнуть и покрыться слоем льда, их ступени нужно выполнять только из рифленой стали или из дерева.
Наружное применение
Если же Вы задумали создать изделие из металла на второй этаж и поместить ее не внутрь дома, а снаружи, то Вам будет полезно прочить статью до конца.
И действительно, не всегда у хозяев есть возможность соорудить своими руками лестничную конструкцию внутри дома. Иногда внутреннее пространство дома настолько ограничено, что никакая, будь-то даже самая простая, конструкция в него не поместиться.
В таком случае можно сконструировать маленькую воздушную лесенку из металлического швеллера вокруг дома, как показано на фото. Она не только будет отличаться своей функциональностью, но и своеобразно украсит фасад здания и придаст ему современный облик.
Весьма разнообразные материалы используют при создании современных лестниц. Такими материалами выступают:
- металлические профили;
- профильные трубы;
- стальные листы;
- арматурная сталь.
При этом косоуры нередко выполняют из уголка или швеллеров.
Самостоятельное конструирование
Собственноручное сооружение металлической конструкции происходит поэтапно:
- Швеллеры, которые опираются на основание, держат опорную конструкцию. Этот этап сопровождается подбором основных параметров конструкции. Необходимо также учитывать толщину материала для облицовки;
- Если покрасить швеллер, обращённый своими полками наружу, то он будет смотреться довольно привлекательно; Если же его полки обращены внутрь, то каркас такого изделия отличается повышенной прочностью, но при этом уменьшается лестничная ширина;
- Для того чтобы снизить расход строительного материала, ступень можно изготовить из уголка и вмонтировать внутрь швеллера;
- Чтобы придать конструкции большую прочность, нужно наварить косынки на ее внутреннюю полку таким образом, чтобы на них опирался край ступени, как показано на видео.
Открытый центральный и двойной косоур
Производство металлических лестниц с открытым косоуром нужно начинать с конструирования этой детали. Он будет выполнять несущую функцию. Материалом для создания этого элемента выступает профильная прямоугольная труба, которая стыкуется из горизонтальных, вертикальных заготовок. Однако перед этим в обязательном порядке нужно определиться с параметрами будущих ступеней, а так же с тем, какое их количество потребуется. Все швы потребуется обработать угловой шлифмашинкой.
Никелированная площадка или уже готовые ступени монтируются на косоуры. Для того, чтобы ступени были защищены от прогибания, по бокам одиночного косоура устанавливаются консоли.
Специальные программы визуализации помогут понять, насколько правильно Вы выполнили расчеты параметров будущей лестницы, а так же оценить, как она впишется в общую атмосферу дома.
Подведем итоги
Если у Вас присутствует хотя бы малейший опыт сварочных работ, тогда выполнить сварную лестницу из металлических швеллеров своими руками будет не сложно. Тем более, что многие ее элементы можно приобрести уже в готовом виде. Останется изготовить только несколько модулей и собрать все в единую конструкцию.
Приварить к трубе швеллер
Содержание:
- 1 Методы сварки
- 1.1 Электродуговая сварка
- 1.2 Газовая сварка
- 2 Варианты сварки швеллеров
- 2.1 Сварка встык
- 2.2 Сварка при помощи накладок
- 2.3 Соединение внутрь
- 2.4 Смещенное соединение
- 3 Требования, предъявляемые к сварке швеллеров
- 4 Что нужно знать
- 4.1 К сварке швеллеров предъявляются требования:
- 4.2 Несколько советов
- 4.2.1 Какая сварка бывает?
- 4.3 Где заказать швеллерный металлопрокат?
- 4.4 Похожие записи:
За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения. Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые). Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.
Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Варианты сварки швеллеров
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.
Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 — 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.
Сварка при помощи накладок
Метод обеспечивает прочность соединения немногим уступающий монолиту. Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва. Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом. При установке накладок с обеих сторон, наружная делается длиннее внутренней.
Соединение внутрь
Для создания усиленных балок швеллеры попарно сваривают в коробочки, соединяя боковые полки между собой. Технология аналогична стыковому методу, но выполняется с минимальным зазором или без него. Швеллеры устанавливают горизонтально и скрепляют струбцинами. Соединение начинают с середины, продвигаясь к концам. Шов нельзя зачищать болгаркой, так как это снижает его прочность.
Сборка коробочки возможна только в нижнем положении, когда швеллеры размещены горизонтально. Если это условие невыполнимо соединение выполняют стыковым швом усиленным накладками.
Смещенное соединение
Метод применяется для соединения швеллеров между собой, если они разного размера. Работа выполняется бригадой сварщиков. Сначала соединяют стыки с толстым металлом. Сварку встык проводят по стандартной схеме. Угловые соединения выполняются одновременно двумя сварщиками, ведущими швы от краев к середине. Продольные стыки не доваривают до края балки на ширину профиля из низкоуглеродистой стали, на легированных размер увеличивается вдвое.
Требования, предъявляемые к сварке швеллеров
Для создания прочной конструкции сварные соединения должны выполняться в соответствии со следующими требованиями:
- сначала сваривают полки, затем более тонкие элементы;
- недопустимо сваривание внутренних углов профиля, поскольку это снижает прочность балки;
- между торцами должен быть зазор 2 — 3 мм, чтобы не пришлось счищать «горку» со шва, что приводит к снижению его надежности;
- легкие конструкции, не подверженные значительным нагрузкам в процессе эксплуатации, можно собирать двухсторонней сваркой встык;
- недопустимо появление на стыках горизонтальных и вертикальных изломов.
Независимо от метода соединения последовательность работ должна соответствовать ГОСТ. Если там указано, что разделка кромок проводится после очистки, это нужно неукоснительно выполнять. Кроме этого в документе указаны требования к материалу швеллеров, которые необходимы при расчете конструкции.
Металлоконструкц ии или любые сварные детали бывают различной формы. Это трубы всевозможного диаметра, швеллер, профильные трубы, двутавр и пр.
При сварке таких деталей как труба и швеллер целесообразней использовать усиливающие пластины-косынки . Эти пластины используют для жесткой связи между свариваемыми деталями. Приварка данных деталей производится следующим способом. Если трубы связываются между собой крест на крест, то на места предполагаемых соединений с трубами привариваются квадраты размером примерно 150х150 мм. или 200х200 мм. Далее к этим пластинам привариваются распорки, в качестве которых используют уголок размером не менее 65 или 73. Также на перекрестии между распорками приваривается пластина и на каждом примыкании пластины к уголками делается сварной шов.
В случае если производится сварка швеллера и труб, например в свайном (винтовом) фундаменте, то необходимо сначала нарезать швеллер, непосредственно в размер имеющийся между сваями. Далее осуществить сварку каждого куска швеллера к трубам с обеих сторон швеллера. Это производится для большей жесткости всей конструкции за счет большего размера шва примыкания швеллера и трубы.
В случае если нет возможности нарезать швеллер кусками в размер. То возможно осуществить приварку одной «палкой», т.е. во весь размер конструкции. В этом случае рекомендуется проварить все примыкания со всех сторон. Для сварки лучше использовать электроды «4» для лучшего сплавления металлов и хорошего шва.
При сварке конструкции из труб, например, опор для трубопровода, мостов, эстакад и пр. необходимо на концах труб сделать прорези такой же шириной как и пластины, которые будут использоваться в качестве косынок. Далее пластины привариваются к вертикальной или горизонтальной трубе, являющееся элементом каркаса. Далее на приваренную пластину прорезью одевается труба и обваривается со всех примыкающихся к пластине сторон. И так далее привариваются все элементы конструкции.
Самое важное в сварке любой конструкции это просчитать все элементы по несущей способности и нагрузкам. При правильных расчетах сваренная конструкция будет служить долгие годы.
Для сварки, например, конструкции для установки опоры ЛЭП необходимо сварить два шве
Швеллер является частью самых разных металлических конструкций. Обычно его роль заключается в восприятии различных механических нагрузок – на сжатие, растягивание, изгиб, кручение, пр. Часто при требованиях конфигураций металлоконструкций требует сваривать жесткий рамочный каркас. При этом стальное изделие после сварки должно все также оставаться цельным изделием с неизменными механическими характеристиками.
Любые работы по сварке имеют способность ослаблять отдельные узлы швеллера. Именно для уменьшения сварных работ используется при возведении ответственных конструкций швеллерный сортамент, а также двутавровые балки. Сварка швеллера – это важный этап, который часто на объекте вызывает затруднение, невыполнение трудоемких условий государственного регламента.
Что нужно знать
Расположение типоразмеров в местах стыковки выполняется несколькими главными способами: полками внутрь, гранями наружу, смешанное, со сторонами модели, перпендикулярными плоскости каркаса. Практикуется крестообразная стыковка швеллеров: профиля ставятся диагонально специальными связями.
Виды металлопрофилей – горячекатаный стальной профиль, гнутый типоразмер, сделанный холодной прокаткой – не сказываются на характер, выбор сварки. Самое прочное соединение получается у моделей с параллельными полками, которые имеют маркировку «П».
К сварке швеллеров предъявляются требования:
Свариваются сначала толстые элементы профиля, то есть полки, затем приступают к свариванию тонких элементов.
Нельзя сваривать внутренние грани полок – углы соединений сторон. Такой подход приведет только к ослаблению целостности детали, всей конструкции.
Два швеллера должны иметь зазор 2-3 мм. Это поможет исключить частую проблему возникновения «горки», после которой придется зачищать поверхность, а значит – существенно ослаблять сварочный шов.
Для неответственных легких металлоконструкций, где не важны требования надежности, минимальный вес элементов строения, можно проводить соединение швеллеров встык сваркой с двух сторон.
Кромки торцов, где протекает сваривание, закручиваются V-, X- образно, для толстого, тонкого края, соответственно. Угол при этом от 30 до 60 градусов.
Исключаются переломы по вертикали, горизонтали на стыке свариваемых элементов.
Стыковка по правилам проводится при помощи листовых накладок. Они располагаются только симметрично продольной оси сечения.
Создавая проект, необходимо учитывать, что зона сварного шва слабее других частей типоразмера на 5-20%.
Несколько советов
Листовые накладки лучше всего варить сразу по всему контуру прилегания. Это исключит проникновение между ними швеллерной поверхностью влаги, других ненужных составов. Влажность всегда губительна для металлов, особенно при сварочных работах, она грозит возникновением коррозии. Часто используются антикоррозийные материалы.
Проблемами здесь могут быть разные факторы: техника сваривания, человеческий фактор (отсутствие опыта, специализации), неправильно выбранный шов. Следует помнить, что сварка по ГОСТу всегда будет прочнее, рекомендациями пренебрегать нельзя.
Какая сварка бывает?
Электродуговая. Самый предпочтительный тип соединения. Здесь применяется короткая дуга средней мощности. Обязательно проводить проверки на внутренние дефекты.
Газовая кислородная. Применяется в редких случаях из-за получения большой зоны нагрева. Негативное термическое влияние ослабляет большую поверхность детали, приводит к внутренним напряжениям металла, сильной деформации всего металлопрофиля.
Где заказать швеллерный металлопрокат?
Металлобаза «Сталь-Инвест» предлагает услуги по продаже, доставке, резке металлических профилей. К вашим услугам – большие объемы металлопродукции на складах, отсутствие долгого ожидания доставки, детали в соответствии ГОСТ. Позвоните по телефону +7 (863) 308-94-58, уточните все детали заказа, получите экспертную консультацию.
Похожие записи:
Сращивание каналов C
20.11.2006 #1
Сращивание каналов C
Энергетические компании используют эти оцинкованные траверсы для тяжелых нагрузок. Они представляют собой оцинкованный швеллер размером 4 дюйма x 1 и 1/2 дюйма, около 5,5 фунтов на фут, 3/16 дюйма на стенке и чуть более 1/4 дюйма в начале фланца.
Прикрепленные изображения Поскольку они имеют ширину всего 1 и 1/2 дюйма на фланце. у них нет возможности сузиться до 3/16 пункта. Они вырезаются ножницами и поставляются с предварительно пробитыми отверстиями для изоляционных штифтов и монтажного оборудования, а затем дважды подвергаются горячему погружению. Некоторым может быть больше 30 лет. Хорошая вещь. Любой красный цвет, который вы видите здесь, — это старая добрая железная глина из местной грязи.В любом случае, учитывая, что длина каждой составляет 4 фута, я подумал, что смогу соединить их встык, чтобы получить секции с шагом в четыре фута. Проблема в том, что при стыковке и сварке как есть без обрезки у меня будут отверстия диаметром 3/4 дюйма с каждой стороны соединения на фланце, сверху и снизу. Отверстия большего размера на стенке, но достаточно далеко друг от друга, чтобы не беспокоить меня. Много. Взгляните. Это может быть потенциальным материалом для трейлера, если я придумаю, как справиться с узким фланцем. Не горячая вещь, просто то, над чем я медленно работаю.
У меня есть, может быть, 70 или 80 футов этого и со временем могут появляться случайные, поэтому я хотел бы получить от них что-то, если это не станет полной болью.0005Вот два 4-футовых футера вместе.
Ответить с цитатой
20.11.2006 #2
Re: Сращивание канала C
Тогда что с ними делать? Сделать стойки, рамы, крепления?
Приятно иметь бесплатный металл!Джон
— Экстраординарный фабрикант, автомобильный чокнутый!
— Кровоточащий Миллер Блю!http://www.
weldfabzone.comОтветить с цитатой
20.11.2006 #3
Re: Сращивание канала C
Первоначально Послано MicroZone
Тогда что с ними делать? Сделать стойки, рамы, крепления?
Я думаю о маленьком прицепе для орудий.
Хорошо, когда есть свободный металл! Что-то в диапазоне от 5000 до 6000 фунтов. Если это не сработает, мне все равно понадобится небольшая наружная платформа, внешний железный рабочий стол, подставка для топлива, переносной пресс и некоторые другие тяжелые вещи. От бесплатного железа отказаться невозможно.Ответить с цитатой
20.11.2006 #4
Re: Сращивание канала C
Похоже, что проще всего отрезать их, чтобы они в конечном итоге были 3 фута 9 дюймов, в противном случае возьмите медную подложку и заварите их.
Никто из нас не любит иметь дело с цинком, но, как говорит парень на другом сайте, я часто «Если это бесплатно, это для меня».
Хорошая находка, Сэнди,
МайкСтарый Камнелом
«Опыт — это имя, которое каждый дает своим ошибкам»
Хобарт G-213 портативный
Миллер 175 миг
Стик переменного/постоянного тока Miller Thunderbolt
Настройка Виктора О/А
Отрезная пила MakitaОтветить с цитатой
20.11.2006 #5
Re: Сращивание канала C
Если вы немного скосили свой конец и получили 100-процентное проникновение, то вам не о чем беспокоиться.
Если канал будет использоваться для чего-то критического, удалите часть с отверстиями во фланцах.
Я бы вырезал отверстия во фланце, перед сборкой обтачивал фаску на внутреннем профиле и обтачивал оцинковку примерно на дюйм.
Сначала сделайте сварку внутреннего профиля, затем отшлифуйте внешний шов кромкой дисковой шлифовальной машины до получения прочного металла.
Нет необходимости шлифовать внутренний профиль заподлицо, и во многих случаях усиление внешнего профиля также можно оставить.
Вы проделали хорошую работу, сохранив все в порядке.Ответить с цитатой
20.11.2006 #6
Re: Сращивание канала C
Чтобы просто сделать материал или что-то, что не критично по прочности, сварите его так же, как вы сделали Сэнди.
Но для чего-то критичного (а я бы назвал прицеп или козловой кран или пресс критическим по нагрузке приложением), я бы предложил срезать пару дюймов канала, чтобы избавиться от отверстий возле зоны сварного соединения. Обрежьте канал настолько, чтобы получить твердый металл, по крайней мере, на несколько дюймов с обеих сторон зоны сварки.
Любой разрыв в конструкции является слабым местом. Просто сварив его, есть или могут быть металлургические несплошности, хотя и небольшие. Вам не нужны дополнительные слабые места от отверстий.
Если вы хотите получить адскую прочность, соедините секции швеллера встык, предварительно обрезав пару дюймов от концов, чтобы добраться до твердого металла возле сварного шва, а затем переверните две секции спиной к спине и сдвиньте стыки в шахматном порядке. а затем соедините части вместе и сделайте из всего этого БАЛКУ. Сделайте свой прицеп, козловой кран или пресс из ЭТОГО. Сильный, и вы бы расположили разрывы сварного шва по разным «сторонам» готовой балки.
Да, я часто склонен все усложнять. Ему не нужно летать, поэтому можно сделать его сильным.
Кстати, как ты набрал столько бесплатных каналов? Энергетическая компания даже не выбросила всю эту сталь на свалку в счет утилизационных расходов? Или вы были спасателем на ремонте/что-то еще?
Ответить с цитатой
20.11.2006 #7
Re: Сращивание канала C
Спасибо, ребята,
Вы говорите мне то, что я надеялся не услышать, но в значительной степени ожидал.
Наверное, вопрос отчаяния. Выйти из этого с хорошими маленькими участками с шагом в 4 фута было слишком привлекательно, чтобы не попробовать, пока я не посмотрел на эти отверстия, как они закончились. Я буду вырезать их с этого момента. Я не хочу тратить время на их заполнение. Четыре из них доставят столько же хлопот, сколько и стык встык. Эту тяжелую гальву больно резать. Забивает лезвие. Придется поискать в усах лезвие с 10 зубьями.Я проткнул их изнутри, затем выдолбил снаружи и заполнил. Получилось неплохо. Флюсовая сердцевина хорошо врезалась и прошла на начальном проходе.
Мой сын работает обходчиком в муниципальной энергетической компании. Когда они заменяют столб, они устанавливают все новое оборудование. Нет с тех пор, как вернули в эфир 20-летние вещи. Он уже обесценился. Если я продолжу его, он отложит их для меня. В противном случае они отправляются в мусорное ведро.
Большое спасибо, ребята.
Ответить с цитатой
Что такое сварка встык?
Пьер Янг
Сварка может быть привлекательной для многих людей. Установите металлы, опустите визор, зажгите дугу и приступайте к делу. То, что еще несколько часов назад могло быть просто грудой металлических деталей, возникнет из слепящего белого каления как нечто практичное и полезное. Но понимание стыковых сварных швов важно для того, чтобы это произошло.
Так что же такое сварка встык? Сварка встык является наиболее распространенным типом соединения, используемым при изготовлении конструкций и систем трубопроводов. Это кольцевой сварной шов, при котором расплавленный металл наносится вокруг соединения.
Способность лепить и формировать новое ценное оборудование или целые конструкции из нескольких случайных кусков металла может быть воодушевляющей, и это одна из причин, по которой многие люди приходят в эту профессию. Это не просто жизнь, а страсть сварщиков.
Что такое сварка встык?
Как производители металла, мы можем пилить, резать, шлифовать, гнуть, пробивать, надрезать и полировать сложные конструкции. Сварка — это место, где происходит настоящее волшебство. Обычные детали комбинируются и соединяются вместе для создания ворот и заборов вокруг вашей собственности, удлинителей рам для транспортных средств и дополнительных функций для машин.
Для выполнения сварных швов хорошего качества требуются как знания, так и практика, особенно в отношении сварных швов. Существует только два основных типа непрерывного сварного шва: угловой и 9-гранный.0047 сварка встык . Некоторые сварщики заметят, что их больше, но по сути все они являются просто модификациями углового или стыкового шва.
Два куска недрагоценных металлов соединяются вместе и закрепляются либо на верстаке, либо на креплениях. Обычно между металлами будет зазор около 1/8 дюйма (3 мм). Сварщик зажигает дугу и подает присадку в зазор, создавая лужу расплавленного металла. Затем бассейн перемещают по длине шва с добавлением дополнительного наполнителя непрерывным потоком.
Между металлами оставляют зазор, чтобы расплавленный металл проникал глубоко внутрь соединяемых деталей. Если зазор между металлами оставить слишком маленьким, металл может проникнуть недостаточно глубоко. Если вы оставите слишком большой зазор, вы получите большой шов на противоположной стороне деталей.
Толщина металла также влияет на степень проникновения. Если ваши металлические детали имеют размер более 3/16 дюйма, обычно применяется фаска на одном или обоих верхних краях. Это может сделать зазор шире и позволить металлу более эффективно стекать по всей толщине металла. И наоборот, если металлические детали слишком тонкие, может вообще не быть необходимости оставлять зазор между деталями.
Типы стыковых сварных соединений
Стыковые сварные швы выполняются различными способами, каждый из которых служит своей цели. Типичные примеры стыковых сварных соединений включают следующее:
Src: https://www. twi-global.com Квадратный стыковой сварной шов
Квадратный стыковой сварной шов в основном используется для проектов, где металлы размером 3/16 дюйма или меньше по толщине. Квадратное стыковое сварное соединение достаточно прочное, но его не рекомендуется использовать, если готовая конструкция будет подвергаться ударным нагрузкам или усталости при длительном использовании.
Подготовить стык несложно, так как требуется только соединение краев металлических пластин. Тем не менее, для достижения наилучшего результата важно точно совместить металлы по всей длине соединения. Также необходимо обеспечить достаточное раскрытие корня шва, чтобы наполнитель мог проникнуть глубоко внутрь.
Стыковой шов с канавками
Если вы собираетесь сваривать металлы толщиной более 3/16 дюйма, вам, вероятно, потребуется использовать стыковое соединение с канавками. Целью проточки металлических пластин является придание соединению необходимой прочности. Более толстые металлы имеют больше места для нанесения наполнителя, а нанесение канавок на листы обеспечивает более прочное соединение.
Если вы применяете сварной шов с разделкой для вашего проекта, очень важно, чтобы угол разделки был достаточным, чтобы позволить электроду залить соединение. Если канавка слишком узкая, наполнитель не проникнет достаточно глубоко и через некоторое время треснет. Однако вам также необходимо избегать чрезмерного снятия фаски с металлического листа, потому что это может привести к потере как металла сварного шва, так и времени, не дав вам необходимой выгоды.
Стыковое сварное соединение с проточкой может быть либо с одинарной разделкой только с одной стороны, либо с двойной разделкой, с разделками с обеих сторон. Это зависит в основном от толщины металла и типа сварных швов, которые вам нужно сделать. Более толстые металлы могут иметь канавки с обеих сторон, в то время как тонкие листы должны иметь канавки только с одной стороны. Если вы работаете над разными проектами, вам, вероятно, придется использовать оба стиля, поэтому лучше изучить оба стиля.
V-образный стыковой шов
Одинарная V-образная стыковая сварка чаще встречается на рамах толщиной от 1/4 дюйма до 3/4 дюйма. Угол скоса для соединения составляет около 60 градусов для листа и 75 градусов для трубы в целом. Подготовить металл можно с помощью специального станка для снятия фаски или резака. Подготовка V-образного сварного шва более затратна, чем квадратного стыкового соединения. Вам также потребуется больше присадочного материала для этого сварного шва, чем для квадратного соединения.
Преимущество этого сварного шва в том, что он прочнее квадратного стыкового соединения. Однако не рекомендуется, если готовая конструкция искривлена в корне сварного шва.
Двойной V-образный сварной шов
Двойной V-образный сварной шов отлично подходит для различных проектов. Его основное преимущество заключается в том, что для металлов толщиной более 3/4 дюйма можно нарезать канавки с обеих сторон. Однако его можно использовать на более тонких металлических пластинах, где критична прочность при нагрузке.
Подготовка двойного V-образного шва занимает больше времени, чем одинарного V-образного шва. Количество требуемого наполнителя меньше; однако, поскольку пространство между двумя канавками уже, чем это было бы для одной V-образной канавки только с одной стороны.
Так как сварочный аппарат выделяет много тепла во время производства, при сварке двойного V-образного соединения следует чередовать сварку. Запустите сварочный аппарат по всей длине металла с одной стороны и дайте ему остыть, прежде чем продолжить сварку с другой стороны. Это помогает создать более симметричное соединение и сводит к минимуму вероятность коробления.
Преимущества стыковой сварки
Многие сварщики предпочитают использовать стыковую сварку в своих проектах, потому что она обеспечивает достаточно прочный шов и ее легко применять в различных ситуациях. Он предлагает следующие преимущества для пользователей.
- Несколько стыковых сварных швов могут быть созданы по всей площади соединения с различными размерами и формами сечения. Например, сварка встык используется на всем, от ободов велосипедных колес до железнодорожных рельсов. Вам необходимо убедиться, что соединяемые секции должны точно совпадать. Вы также можете создавать угловые соединения с помощью стыковой сварки, такие как те, которые вы, возможно, видели в сварных металлических оконных рамах.
- Сварку можно выполнять для самых разных материалов, таких как стали, алюминий, нержавеющая сталь, никелевые сплавы, титан и т. д.
- Сварка создает сплошное фазовое соединение. Любой расплавленный металл и загрязнения, образовавшиеся в месте удара, выдавливаются в осадку в процессе нагрева. Это гарантирует, что затвердевание, пористость и растрескивание не будут проблемой.
- Процесс сварки может выполняться в автоматическом или полуавтоматическом режиме без включения дуги под другим углом. Вы можете контролировать соединение после каждого удара, чтобы определить качество сварки.
- Стыковой сварной шов прочный и надежно герметизированный.
- Идеально подходит для непрерывной стальной конструкции в трубах, так как соединения между фитингами и трубами в системе трубопроводов обладают хорошей прочностью.
- Стыковые сварные швы обычно имеют гладкую поверхность, так как присадочный материал оседает в канавке.
- Фитинги для сварки встык имеют низкую стоимость.
- Стыковые сварные соединения занимают меньше места в конструкции.
Присадочный материал для стыковой сварки
Стальные стержни должны быть зажаты с усилием, чтобы свести их вместе для стыковой сварки. В большинстве случаев для сварки металла вы будете использовать медь класса 3. Он является хорошим проводником и обеспечивает хороший механический износ, прочность и долговечность.
Стальной заусенец или выпуклость, которые могут образоваться во время сварки встык, следует удалить. Вы можете сделать это вручную или с помощью кусачек.
Похожие вопросы
В чем разница между сваркой внахлест и встык? Между раструбным и стыковым швом есть несколько различий. Например, между ними есть разные швы и канавки, другое обнаружение, другое приложение, и они имеют разную стоимость. Подробнее о различиях можно прочитать здесь.
Тройниковые соединения используются для сварки двух пластин или сегментов с поверхностями, расположенными примерно под углом 90 градусов друг к другу в соединении. Однако поверхность одной пластины или детали не находится точно в той же плоскости, что и вывод другой поверхности.
Каковы стандарты фаски при сварке?Во многих случаях фаски трубы, например, нормальная фаска составляет угол 37,5 градусов. Ключевой момент, о котором следует помнить, заключается в следующем: каким бы ни был уровень, способность поддерживать этот угол в пределах допустимого уровня является лишь одним из важнейших ключей к фантастическому скосу.
О Пьере Янге
Здравствуйте, я Пьер Янг, сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Выбор подготовки стыкового шва
Перейти к содержимому
В процессе выбора подходящей подготовки стыкового шва для толстолистового металла (более 1 дюйма) наиболее очевидным соображением, несомненно, является экономия соединения — практика минимизации объема металла шва, необходимого для заполнения шва. Это стремление удерживать затраты на низком уровне, безусловно, понятно, поскольку производитель не хотел бы наплавлять больше металла сварного шва, чем это абсолютно необходимо для обеспечения прибыльности.
Однако с увеличением толщины соединяемых листов объем металла шва растет еще быстрее из-за геометрии сварного соединения, т. е. углов скоса. Итак, какие совместные конфигурации обеспечивают наилучшую экономию? Далее это будет изложено более подробно. Но прежде чем углубляться в эту область, необходимо сначала обсудить другие важные факторы, которые необходимо учитывать при выборе соответствующей конструкции соединения.
Одним из таких факторов является требование, чтобы сварной шов физически соответствовал выбранному процессу сварки и любому сопутствующему сварочному оборудованию (соплам, горелкам и т. д.). Рассмотрим случай, когда конструкция соединения включает скос (по крайней мере, на одной стороне соединения) и корневое отверстие . Два примера предварительно квалифицированных AWS D1.1 конструкций соединений с этим типом подготовки показаны на рисунках 1 и 2 .
Конструкция соединения B-U3c-S, показанная в Рис. 1 для дуговой сварки под флюсом, показывает прилежащий угол 70 градусов, который определяется путем сложения угла скоса 35 градусов на обеих пластинах. Поскольку прилежащий угол этого стыка относительно велик, то корневое отверстие можно сделать узким, не опасаясь того, что сварочная дуга не сможет проникнуть достаточно глубоко в стык. Напротив, конструкция соединения B-U2-S, показанная на На рис. 2 показан относительно небольшой прилежащий угол в 20 градусов. Поскольку угол скоса невелик, корневое отверстие должно быть увеличено настолько, чтобы обеспечить полное проникновение через соединение.
Несмотря на то, что упомянутые выше две конфигурации соединения довольно распространены, есть случаи, когда производителю было бы полезно использовать конструкцию соединения со скосом и основанием гранью (без зазора). Та же логика относительно доступа к сварному шву, которая использовалась в предыдущем абзаце, применима и в этой ситуации.
Поскольку зазор небольшой (или отсутствует), угол скоса должен быть физически достаточно большим, чтобы соответствовать процессу сварки и сварочному оборудованию. Но теперь есть дополнительное соображение относительно того, является ли поверхность корня, также известная как «конец», идеальной с учетом глубины проплавления выбранного процесса сварки и параметров.
При указанном размере притупления уровень провара будет в первую очередь определяться сварочным током и скоростью перемещения. Интуитивно видно, что с увеличением сварочного тока увеличивается глубина проплавления. Более того, с уменьшением скорости перемещения сварки уровень проплавления увеличивается при прочих равных условиях. Таким образом, если изменение процесса и параметров сварки невозможно (как это происходит в случае аттестованных процедур сварки), то еще более важно уделить особое внимание правильному размеру притупляющей поверхности, чтобы обеспечить адекватное проплавление через сварку. корень, как показано на Рисунок 3 .
Это вызывает еще одну важную проблему, связанную с конструкцией соединения «скос и притупление». Совместная подготовка разделки существенно влияет на форму площади поперечного сечения сварного шва первого прохода. Крайне важно, чтобы сварной шов имел отношение ширины к глубине не менее 1,25, чтобы снизить чувствительность сварного шва к трещинам. Отношение ширины к глубине 1,25 может быть легко достигнуто, когда прилежащий угол составляет не менее 70 градусов. Отношение ширины к глубине, связанное с соединением, которое имеет прилежащий угол 60 градусов или меньше, может привести к поверхностным или даже подповерхностным трещинам по осевой линии. Однако после нанесения первого прохода чувствительность к трещинам, связанная с включенным углом, перестает быть проблемой. Это явление выражается в Рисунок 4 .
Для того чтобы решить проблему присущей V-образным соединениям чувствительности к растрескиванию, некоторые производители выбирают конфигурацию соединения с U-образным пазом, как показано на Рисунок 5 . Термин «U-образная канавка» происходит от применения подготовки радиуса или частичного круга в нижней части соединения. Этот радиус плавно переходит в узкий прилежащий угол. Из-за большого отношения ширины к глубине, обеспечиваемого этой конфигурацией U-образной канавки, обеспечивается естественная защита от растрескивания. При использовании узкого угла скоса с U-образной канавкой склонность к растрескиванию не увеличивается так, как с V-образной канавкой.
Другой тип конфигурации узкого конического соединения, обычно называемого составным соединением, показан на рис. 6 . При изготовлении составного соединения со скосом угол прилегания в нижней части соединения делается большим (скажем, 100 градусов). Продвигаясь на небольшое расстояние вдоль боковой стенки, прилежащий угол резко меняется на гораздо более узкий прилежащий угол (скажем, 15 градусов). Хотя эти два типа конструкций соединений с узким зазором снижают чувствительность к образованию трещин, они не лишены недостатков. Одним из таких недостатков является то, что пластины необходимо обрабатывать во время подготовки, а не резать факелом, что значительно увеличивает стоимость изготовления. Однако это возражение может быть несколько компенсировано дополнительной экономией, поскольку можно использовать меньшие прилежащие углы, и, следовательно, для этих соединений требуется меньше металла сварного шва, чем для их аналогов с V-образной канавкой.
Как будто этого недостаточно, изготовитель может использовать двусторонние пазовые соединения. Принято считать, что, поскольку двухсторонние сварные швы с разделкой кромок обеспечивают большую экономичность соединения, поскольку требуемый металл сварного шва составляет примерно 50 процентов от их односторонних дополнений (см. рис. 7 ), можно ожидать, что двусторонние соединения почти На 50 процентов дешевле в строительстве.
Другим предполагаемым преимуществом использования двусторонних соединений является то, что, поскольку требуется половина металла сварного шва, вероятность возникновения дефектов сварки также уменьшается вдвое. И еще одно логическое предположение, обычно связанное с двухсторонними сварными швами с разделкой кромок, заключается в том, что, поскольку используется меньшее количество проходов сварки, в основном материале, окружающем сварной шов, присутствует более низкий уровень остаточных напряжений. Итак, учитывая эти очевидные преимущества двусторонней сварки разделкой кромок, зачем кому-то использовать одностороннюю сварку разделкой кромок?
Хотя двусторонние сварные швы действительно улучшают экономичность соединения, основываясь только на геометрии сварного соединения, это не обязательно верно, однако, что они сокращают стоимость производства вдвое. Поскольку подготовка шва теперь должна выполняться с двух сторон пластины, а не с одной, затраты на рабочую силу и резку удвоятся.
Еще одна проблема, связанная с затратами на двусторонние сварные швы с разделкой кромок, заключается в том, что необходимо наплавлять два корневых прохода вместо одного. Как известно производителям сварки, корневые швы, как известно, трудно наплавить — недостаточное проплавление, трудное удаление шлака и подрез боковой стенки — это лишь некоторые из проблем, связанных с корневым швом. Кроме того, корневые швы обычно требуют больше времени для наплавки, чем заполняющие и закрывающие проходы, что компенсирует экономию, полученную за счет уменьшения металла шва, связанного с двусторонними разделочными швами.
Те же проблемы, что и при сварке корневого шва двухсторонних разделочных швов, возникают и при потолочной сварке, которую необходимо выполнять, если сварной шов нельзя переместить для сварки снизу. И даже если изменение положения сварного соединения может произойти, оно не является разовым явлением для каждого двустороннего сварного соединения. Напротив, сварные швы должны наноситься методом уравновешивания, аналогичным показанному на рис. 8 , для достижения оптимального контроля деформации.
В то время как двухсторонняя сварка разделкой кромок действительно обеспечивает большую экономичность шва по сравнению с односторонней сваркой, экономия может быть сведена на нет, если не используется надлежащее оборудование для механизации и позиционирования, чтобы снизить затраты на подготовку и обработку. И даже если такое оборудование используется, экономия по сравнению с односторонними швами не обязательно может быть два к одному. Тот же тип аргументов «за» и «против» должен быть взвешен, чтобы принять обоснованное решение при выборе между подготовкой швов с U-образными и V-образными канавками, а также конфигурациями с малым скосом или с большим скосом.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Calendar & Events
IMTS
12-17 сентября, 2022
Чикаго, Иллинойс
Amcon
Атланта, Джорджия
6 различных типов сварных соединений – в чем отличия?
Последнее обновление
Изображение предоставлено: Hortlander, Flickr
Вы затрудняетесь с терминологией сварочных соединений или не знаете, как сварить конкретное соединение наилучшим образом для вашего проекта? Без тщательного руководства или значительного опыта это может быть сложно. Читайте дальше, и вы узнаете о шести соединениях, их различиях и о том, на что следует обращать внимание при их сварке.
Существует два типа сварных швов, выполняемых в шести различных соединениях. Все они просты для понимания, и когда каждое имя будет объяснено, вы оцените полезные словесные крючки, которые каждое имя должно запомнить.
Типы сварных швов
Эти два сварных шва могут быть выполнены абсолютно одинаково. Может быть разница в их силе в зависимости от того, как они подготовлены и выполнены в своих настройках, но в основном это пространство, в которое вы вплавляетесь, определяет его название.
1. Стыковой сварной шов
Стыковой сварной шов – это когда две поверхности разных листов плотно прилегают друг к другу и заподлицо по их вершинам. Иногда они расположены под небольшим углом, но в основном выровнены прямо. Этот сварной шов получил свое название, потому что две пластины обычно соприкасаются друг с другом впритык.
Этот тип сварного шва может иметь участки, вырезанные из углов пластин различной формы и размера. Они называются подготовкой к сварке и добавляются для обеспечения большей глубины сварного шва. Соединение также может иметь два квадратных конца без какой-либо подготовки под сварку. Чем больше подготовки к сварке добавлено, тем прочнее будет соединение, что приведет к увеличению времени работы. Поэтому, когда проект не требует этого, лучше сварить их квадратные концы, а не резать заготовки для сварки.
2. Угловой шов
Этот тип сварного шва находится во внутреннем углу двух пластин. Чаще всего угол имеет угол 90°, но он может быть любым меньшим углом, если вы можете сваривать его, и любым углом больше примерно до 145°. Он получил название «галтель», потому что «галтель» — это старое слово, используемое для описания треугольного куска материала, похожего на форму внутреннего угла, к которому вы привариваете угловой шов. Я помню скругление по термину «заполнить его», потому что, когда есть угол, который нужно сварить, вы заполняете его сварным швом, в отличие от стыкового шва, где вы обычно покрываете его сварным швом.
Типы сварных соединений
Ниже приведены шесть типов сварных соединений
1. Тройник
Тройник, как следует из названия, представляет собой соединение в форме буквы T. Один кусок металла укладывается плоская, а другая секция приваривается стоя на боку или концом вверх. Это простое соединение. Хотя этот сварной шов, как правило, проще во многих отношениях, его выполнение может оказаться сложным из-за того, что сварной шов растягивается в любом направлении из-за отсутствия удерживающей площади поверхности между двумя сварными швами.
Он почти всегда имеет сварные швы по обеим сторонам вертикальной пластины и часто имеет сварные концы, в результате чего четыре стороны привариваются к опорной пластине.
Что нужно знать при сварке тройниковых соединений
Важно знать, как сварные швы растягивают и деформируют металл. Часть, которая стоит вертикально, должна быть под определенным углом, и если вы прихватите ее под правильным углом и сварите там, она всегда будет тянуться к той стороне, которую вы сварите первой. Поэтому необходимо сварить его таким образом, чтобы этого не произошло. Есть два хороших способа предотвратить это, они описаны ниже. Используемый материал и требования к отделке поверхности определяют наилучший способ обеспечения того, чтобы соединение заканчивалось в пределах допустимого угла.
Первый вариант
Прикрепите тарелку, чтобы она располагалась под правильным углом и в нужном месте. Затем прикрепите распорки к обеим свариваемым секциям, проверяя по ходу, что они не сдвинулись и не потянулись в процессе. Как только будет достаточно скобок, чтобы остановить его движение, выполните четыре шага завершения. Сварите соединение полностью, подождите, пока оно остынет, отрежьте скобы (убедитесь, что вы не врезаетесь в работу) и зашлифуйте сварной шов мягким шлифовальным диском, например, шлифовальным кругом, чтобы оставить чистую поверхность. Этот вариант можно использовать для небольших работ, но обычно он используется для больших участков, где правка после сварки затруднена.
Второй вариант
Прикрепите пластину под небольшим углом к той стороне, которую вы будете сваривать первой, чтобы при сплавлении она заняла нужное положение. Это требует опыта и никогда не будет освоено сразу . Вам нужно будет узнать, насколько пластина будет тянуть в различных обстоятельствах, потому что она будет меняться в зависимости от материала и размера ваших сварных швов. Со временем вы научитесь делать это аккуратно, а пока продолжайте практиковаться в постепенной корректировке кусочков тарелки, чтобы почувствовать это.
После завершения сварки проверьте правильность угла. Убедитесь, что ваш измерительный инструмент очищает сварной шов для точного измерения. Например, если стык должен быть 90°, квадрат, который вы используете, потребует, чтобы угол между двумя измеряемыми сторонами был срезан, чтобы при использовании он очищал сварной шов.
Если угол не правильный, постучите по сварной пластине мягким молотком, чтобы она встала на место. Чем горячее сварной шов, тем легче он будет двигаться. Убедитесь, что он изгибается в месте сварки, а не изгибается складка на пластине над сварным швом. Не используйте стальной молоток; в противном случае вы можете помять пластину при ударе по ней.
2. Квадратное соединение
Квадратное соединение похоже на тройниковое соединение, только это L, а не T. Пластина A лежит ровно, а пластина B стоит на своем конце заподлицо с концом пластины A, чтобы свариться встык. На другой стороне пластины будет угловой сварной шов под углом 90°. Пластины могут быть одинаковой или разной длины, ширины и толщины. Любой конец пластины A также может быть приварен к пластине B, в зависимости от требований проекта. Название «квадратный сустав» относится к тому, что это 9Соединение 0 °, тот же угол, что и квадрат.
Что нужно знать при сварке квадратного соединения
Квадратные соединения, как правило, не такие прочные, как тавровые соединения. Квадратное соединение имеет стыковой шов с одной стороны и угловой шов с другой, что придает ему неравномерную прочность, в отличие от тройникового соединения, которое имеет два угловых шва с каждой стороны. В стыковой сварной шов целесообразно включить подготовку под сварку, чтобы увеличить прочность соединения. Следуйте любому из двух вариантов, приведенных в разделе о тройниковом соединении, чтобы закончить соединение квадратным сечением, а не угловым соединением из-за вытягивания пластины А.
3. Стыковое соединение
Это соединение для большинства стыковых сварных швов, отсюда и его название. Две пластины соединяются друг с другом и заподлицо по верхней и нижней поверхностям. Этого сварного шва может быть труднее достичь из-за того, что у него меньше визуальной направляющей линии для выполнения прямого сварного шва, в отличие от большинства других соединений. Он также требует подготовки к сварке, чтобы придать ему достаточную прочность, если только это не критический сварной шов или не имеет большую выпуклость с глубоким проплавлением.
Что нужно знать при сварке стыковых соединений
При сварке стыковых соединений, чем больше будет подготовительных работ, тем прочнее будет сварка. Будьте осторожны, не продуйте дно, если у вас есть обширная подготовка к сварке. Часто для этого необходим подварочный шов. Подварочный шов — это когда вы заполняете небольшой участок в нижней части сварного шва сварным швом, прежде чем сваривать его полностью.
Хотя большее количество сварных швов обеспечивает более прочный сварной шов, если вы приложите к нему слишком много тепла, избыточная температура приведет к искривлению или искривлению вашего изделия. Сварка с обеих сторон помогает, но при слишком сильном нагреве пластины могут деформироваться.
4. Соединение внахлестку
Соединение внахлест – это когда одна пластина накладывается на другую, оставляя две секции для угловых сварных швов, одну сверху и одну снизу. Часто это самый надежный сварочный шов из-за большой площади поверхности между сварными швами. Лично я считаю, что это самое легкое соединение для сварки. Термин «соединение внахлестку» происходит от конца слова «перекрытие». Две перекрывающиеся пластины описываются сокращенным термином «соединение внахлестку».
Что нужно знать при сварке соединений внахлестку
Эти соединения легко свариваются. Когда они расположены в нужном месте, больше не о чем беспокоиться, кроме как просто приварить их. Это отличное соединение для начала сварки. Если вы сможете включить эти соединения в свой проект, это добавит дополнительную прочность там, где в противном случае ее может не хватать.
Как и в случае с другими соединениями, будьте осторожны, чтобы не нагреть сварные швы слишком сильно, так как они все равно могут деформироваться, даже если они имеют приличное сечение внахлест. Если есть перекос пластин, то он будет на концах без изгиба внахлест, так как они являются самым слабым местом.
5. Соединение по кромке
Соединение по кромке — это когда две пластины располагаются лицом к лицу друг с другом, как соединение внахлестку, но края по крайней мере на одной стороне соединяемых деталей встречаются. На нем всегда есть один стыковой сварной шов. Иногда это все, что у него будет, но он может сваривать и другие три стороны с помощью угловых или стыковых сварных швов.
Что нужно знать при сварке кромочных швов
Если у вас есть только один стыковой шов, помните, что при сварке пластина, скорее всего, отделится, как моллюск. Имеет смысл зажать или закрепить сварной шов перед сплавлением соединения. Если на нем есть несколько сварных швов, краевой шов может быть сплошным соединением, таким как соединение внахлестку, из-за большой площади поверхности, зажатой между сварными швами.
Придать хороший вид кромочному шву может быть непросто, если он сваривается без предварительной подготовки под сварку. Хорошей практикой является, если позволяет время, вырезать одиночный V-образный стык между пластинами. Это обеспечит гораздо большую прочность и даст более красивый конец.
6. Угловое соединение
Как следует из названия, это соединения, в которых соприкасаются только углы двух пластин. Угол между пластинами варьируется, но часто он составляет 90° и оставляет большую букву V для заполнения. Любая сторона углового соединения обычно сваривается, но внутренний угол иногда остается без сварки. Когда они сварены правильно, они могут давать гладкую вогнутую поверхность, которая выглядит фантастически.
Что нужно знать при сварке угловых соединений
Убедитесь, что угловые соединения закреплены зажимами или скобами, чтобы они не выходили из угла. Не нагревайте его слишком сильно, так как это усилит тягу. Даже если он закреплен, сильная жара может деформировать сустав. Ему нужно будет снять тепловое напряжение, которое останавливает скоба, поэтому вместо этого он может исказить весь проект. Имейте в виду, что прочность пластин зависит только от угла, так как обычно это все, что сваривается, если не используются постоянные скобы. Поэтому убедитесь, что угол имеет безупречные сварные швы.
Заключение
Должно быть легко определить, какой тип сварных соединений использовать для вашего проекта, в зависимости от положений, в которых должны находиться ваши детали, доступа, доступного для сварки, и прочности, необходимой для вашего проекта. Всегда выясняйте нагрузку, которую будет нести каждая деталь, чтобы убедиться, что вы используете для нее правильные соединения.
Запомните словосочетания, которые есть в каждом названии, чтобы отнести их к нужному суставу, так как их названия облегчают их узнавание. Не стесняйтесь делиться своими комментариями или задавать любые вопросы ниже о типах сварных соединений, которые вы можете использовать.
Похожие сообщения:
- Обзоры сварочных аппаратов MIG
- Какой плазменный резак мы рекомендуем выбрать при ограниченном бюджете?
- Сколько стоит сварка дифференциала? Цены и руководство
- Типы сварных швов
- 1. Butt Weld
- 2. Fillet Weld
- 1.
- Типы сварки сварки
- 1. Tee Saint
- Что узнать, когда сварки
- 2. Квадратное соединение
- Что нужно знать при сварке квадратного соединения
- 3. Стыковое соединение
- Что нужно знать при сварке стыковых соединений
900 3 сварка внахлестку - 4. Соединение внахлестку
- Что нужно знать при сварке кромочных соединений
- Что нужно знать при сварке угловых соединений
Полнопроходная сварка в канале
Дэйв,
У меня была возможность работать в сталелитейной мастерской с очень хорошим производителем лестниц (старый парень, который знал, что делал). Он был очень дотошным. То, что я сделал с моим вызовом сварки, было имитацией сварки, которую он обычно делал. После того, как я стал инженером, я поместил его сварной шов в символ с предварительным сварным швом PJP, дополненным примечаниями. Затем я переадресовал свой вызов инспекторам и инженерам-сварщикам, таким как Боб Шоу, а затем вернулся в несколько хороших мастерских за их мнение.
Как бывший сварщик, инспектор по сварке, а теперь наполовину быстрый инженер-строитель, я называю сварку лучшим, что я мог придумать с помощью людей, которые действительно знали свое дело (сварщиков, инспекторов, кодировщиков).
Я не хочу критиковать, но я не понимаю, как вы называете сварной шов, который вы предлагаете, квадратным стыковым швом, а затем называете одиночный скос? Это либо квадратный стык, либо сварной шов со скосом. Любой квадратный стыковой шов имеет очень небольшое ограничение по толщине. Толщина будет 3/4 дюйма (MC 12×10,6; k = 3/4 дюйма), а максимально допустимый для любого предварительно квалифицированного сварного шва с квадратным стыком CJP составляет всего 1/4 дюйма. Для одинарного скоса под углом 60 градусов потребуется много сварного шва. наплавленный материал, большое количество шлифовки или резки под фаской и, вероятно, ограничит сварщика процессом SAW. цеховые процессы). Не так много мастерских могут выполнять SAW вручную. Обратная строжка — это еще один трудный процесс, особенно когда вы приближаетесь к филе. Опять же, я не намерен критиковать. Если это работает для вас, это нормально. чтобы получить отзывы от инспекторов для их интерпретации.
Вы правы в том, что указанный вами сварной шов не является CJP. Это будет PJP. CJP часто запускают сложный неразрушающий контроль. Неразрушающий контроль особенно сложен, если требуется рентгенография или ультразвуковое исследование. Честно говоря, я не знаю простого метода неразрушающего контроля для этого конкретного вида сварного шва. Это еще одна причина, по которой я предпочитаю требовать визуального осмотра. Инспектор будет наблюдать за настройкой и процессом, чтобы убедиться, что инженер получает указанный эффективный сварной шов. Еще одна проблема заключается в том, что толщина фланца варьируется. Вот почему я указываю букву E как толщину материала минус 1/8″.
Я предпочитаю не показывать угол, отверстие корня или отросток. Я оставляю это на усмотрение магазина и показываю только эффективную толщину, которую, как я знаю, магазин может предоставить. Это облегчает жизнь сварщикам, инспекторам и, прежде всего, мне.
С уважением,
Гарольд Спраг
От кого: [email protected] [mailto:[email protected]]
Отправлено: Понедельник, 13 октября 2008 г. 15:52
909542 [email protected]: sea .org
Тема: Re: RE: Полная сварка ручкой на канале
В течение последних 45 лет я призывал к квадратному стыковому сварному шву с обеих сторон стенки и 60-градусному одиночному скосу с нулевым зазором и нулевой корневой поверхностью, а также символом обратной зарезки для обоих фланцев. Я знаю, что это не сварной шов CP, поэтому я не называю его таковым.
Эти стрингеры в некоторых регионах также называют «изогнутыми».
Дэйв Лоуэн
[email protected]
Альберта 780.470.5187
Калифорния 510.550.7514
13 октября 9008 г.0047 [email protected] написал:
Это распространенная проблема. Это также известно как стрингер сломанной задней лестницы. Будьте осторожны, чтобы получить то, что задумали. Если вам действительно нужна полная сварка ручкой, укажите, что вам нужно. Если вы получите настоящий сварной шов с полным пером, у вас будут отходящие выступы, и у вас будет отверстие для доступа к сварному шву через полотно. Это будет некрасиво.
Теперь архитектор возненавидит это отверстие и укажет, что ни у одного другого из существующих стрингеров со сломанной спинкой не будет отверстия для сварки, и он будет прав.
У вас как у инженера дилемма. Плывите вверх по течению в мире условностей или разрабатывайте что-то, что удовлетворит большинство.
Я разговаривал со многими гуру сварки и производства и пришел к следующему:
Покажите символ сварного шва PJP с буквой E в месте, указывающим эффективную толщину сварного шва. В конце символа сварки укажите:PJP E=MTL ТОЛЩИНА — 1/8″
ОТВЕРСТИЕ ДЛЯ СВАРКИ НЕ ТРЕБУЕТСЯ
NDT НЕ ТРЕБУЕТСЯ
ТРЕБУЕТСЯ ВИЗУАЛЬНЫЙ КОНТРОЛЬ
Покажите тот же символ сварного шва для сварного шва стенки. Рассчитайте, достаточно ли этого для нужного сварного шва.При необходимости его можно установить заподлицо.
Приведенный выше сварной шов будет иметь подготовленную скошенную поверхность. Это будет близко к CJP, но не совсем. Это будет похоже на все другие сварные швы на косоурах лестницы, но у вас будет некоторое представление о том, что у вас есть. Подавляющее большинство этих сварных швов, существующих в полевых условиях, представляют собой просто стыковые сварные швы, которые не прошли предварительную квалификацию, и вы не имеете представления о толщине эффективного сварного шва.
Перейдите к любому проекту, где есть сломанный стрингер, и вы не найдете отверстие для сварки, даже если сварка была указана как CJP. Это заставляет задуматься, какой сварной шов был предоставлен. По крайней мере, с примечаниями, которые я сейчас использую, я получаю определяемый сварной шов и его проверяют.С уважением,
Гарольд Спраг
******* ****** ******* ******** ******* ***** ** ******* *** * Прочтите список часто задаваемых вопросов по адресу: http://www.seaint.org/list_FAQ.asp * * Это электронное письмо было отправлено вам через Ассоциацию инженеров-строителей * Ассоциация Южной Калифорнии (SEAOSC) сервер. Чтобы * подписаться (бесплатно) или отказаться от подписки, перейдите по адресу: * * http://www.seaint.org/sealist1.asp * * Вопросы по адресу [email protected]. Помните, что любое электронное письмо, которое вы * отправляете в список, является общественным достоянием и может быть повторно опубликовано * без вашего разрешения. Обязательно посетите наш * веб-сайт по адресу: http://www.seaint.org ******* ****** ****** ****** ****** * ****** ****** ********
Получите больше от Интернета. Узнайте 10 скрытых секретов Windows Live. Узнайте сейчас
Как сварить стыковое соединение
9 декабря 2015 г.
Одним из самых простых сварочных соединений является стыковое соединение. Он не самый сильный, но один из самых полезных, особенно для кузовных работ. Этот тип соединения используется всякий раз, когда вы стыкуете две детали вместе, а затем свариваете их в месте соединения. Стыковая сварка тонколистового металла может быть сложной, поскольку более тонкий металл имеет тенденцию прогорать по краям. Это не значит, что это невозможно, просто существуют методы, которые можно использовать для минимизации этих проблем.
Поскольку край куска металла поглощает тепло быстрее, чем твердая поверхность, вам необходимо изменить технику работы с электродом. Независимо от того, используете ли вы сварку с подачей проволоки, дуговую сварку или сварку TIG, вам необходимо быстро перемещать электрод и танцевать вокруг зоны сварки, чтобы избежать прожога. С помощью метода сварки стержнем это можно сделать с помощью сварочного аппарата , который перемещает электрод внутрь и наружу подобно игле швейной машины, когда вы нажимаете на спусковой крючок.
При правильном выполнении стыковое соединение должно иметь выступ с обеих сторон металла. Один из способов обеспечить это — зажать 2 детали с одинаковым зазором между ними. Набор зажимов для стыковой сварки и подложки Eastwood удерживает листовой металл на небольшом расстоянии друг от друга для лучшего проникновения сварного шва, а также помогает удерживать изделие плотно, чтобы предотвратить коробление от тепла. Эти зажимы также помогают предотвратить ползание , которое возникает при попытке металла отойти от тепла рабочей зоны.
Даже при использовании зажимов первым шагом в стыковом соединении является прихватка по всей длине соединения. Начните со сварки через каждые несколько дюймов на одинаковом расстоянии, затем вернитесь назад и заполните больше прихваточных швов между первым набором. Прежде чем перейти к последнему валику, вы должны сделать сварные швы на расстоянии около дюйма друг от друга по всему стыку. Даже при использовании этой техники будут некоторые искажения, которые впоследствии нужно будет устранить, но это поможет свести их к минимуму.
Некоторые сварщики предпочитают использовать технику плетения/зигзага или круговой сварки с более тонкими металлами. Это оставляет вас с более широким валиком, чем вам нужно, но помогает распределить тепло сварного шва, чтобы свести к минимуму прожог и деформацию. Прежде чем выполнять стыковые сварные швы на чем-то важном, потренируйтесь с электродом под разными углами, скоростью перемещения и длиной дуги, пока вы не освоитесь с толщиной, которую вам нужно сварить, и отработайте технику, чтобы избежать прожигания.
На приведенном выше рисунке показаны 4 различных сварных шва в поперечном сечении, которые вы, вероятно, увидите при выполнении стыковых соединений сваркой TIG. На рисунке B показана правильная техника, в то время как примеры A , C и D имеют различные проблемы.
A: Распространенная ошибка новичков заключается в том, что они накладывают слишком много валика на верхнюю сторону соединения, чтобы не прожечь его. Это может быть из-за того, что сварной шов был недостаточно горячим или, что более вероятно, из-за того, что электрод не находился достаточно близко к поверхности для надлежащего провара. Чтобы стыковое соединение было приемлемым, валик должен охватывать оба края с обеих сторон изделия, чтобы не было видно следов исходного края.
B: Это пример правильного проплавления стыкового соединения. На обеих сторонах изделия виден валик, причем нижний валик немного меньше, чем верхний сварной шов.
C: Когда у вас будет слишком много проплавления, сварной шов начнет показывать подрез и примет эту форму. Вы можете видеть, как буртик начал провисать через соединение и не полностью заполнять верхнюю сторону. Подрезка — это когда толщина сварного шва на самом деле меньше, чем свариваемая деталь, что означает слабое соединение.
D: Это показывает еще большее проникновение и подрезание; верхняя бусина приняла почти вогнутую форму. Это еще худший пример, чем тот, что был непосредственно выше.
В дополнение к обычным проблемам существует также несколько различных способов подготовки металла перед сваркой. Следующее действительно применимо только при сварке металла толщиной 1/8″ или больше, потому что чем тоньше, вы почти всегда будете прожигать.
Первый и наиболее распространенный способ – сварка встык квадратной формы. Это делается, когда две плоские части стоят друг против друга. это используется для более тонких металлов и сварки TIG. При сварке металла толщиной более 3/16″ этот метод не следует использовать, так как сварной шов не проникнет достаточно глубоко в металл и не будет таким прочным.
Следующий тип стыкового соединения известен как коническое или двойное V-образное соединение. Этот тип шва обязателен при сварке металла 1/4″ – 3/4″. Когда края каждой детали отшлифованы, образуется впадина или канавка для сварного шва, что дает больше площади поверхности для сварного шва, соединяющего две панели.
Третий тип стыкового соединения известен как двойной скос или двойная буква «V» и является самым прочным типом стыкового соединения. Этот тип соединения используется в местах, где прочность сварного шва имеет решающее значение. Этот тип сварки обычно используется при сварке металла толщиной более 3/4 дюйма, но также может использоваться для более тонких металлов, если требуется большая прочность.
Правда, прочность сварных швов при выполнении стыковых соединений с панелями кузова не так критична, как при ремонте конструкции. Тем не менее, правильно сваренные стыковые соединения улучшат внешний вид ремонта с меньшим количеством шлифовки и шпаклевки кузова. Хорошо сделанный шов также прослужит намного дольше, в то время как плохо сделанный ремонт может треснуть и испортить краску и кузов уже через несколько миль езды.