как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы, пошаговое руководство
Содержание:
Инструменты для сваривания ПП труб
Разнообразие насадок
Разрезание труб перед свариванием
Последовательность сварки труб ПП
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.

Сварить пропиленовые трубы как можно лучше несложно, главное — выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Надеть фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструменты для сваривания ПП труб
Перед тем, как сварить полипропиленовые трубы, например, для системы подачи воды, нужно обзавестись стандартным набором инструментов:
- паяльник;
- рулетка;
- ножницы;
- крепежные болты для фиксации насадок к паяльнику;
- строительный уровень;
- шаблон для контроля отверстий;
- шестигранник.

Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения, на паяльнике загорается красный светодиод, который гаснет после достижения требуемой температуры. Это сигнал к тому, что инструментом можно пользоваться.
Разнообразие насадок
Деталями, которые нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником, болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем, как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями до 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сварки труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует.

В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке ПП труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология. .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную прочность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы.
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.

Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это приготовить требуемый инструмент и выполнять сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Как своими руками варить пластиковые трубы большого диаметра сварочным аппаратом – видео инструкция
Сварка труб большого диаметра
Пластиковые трубы свариваются диффузионным способом. Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой.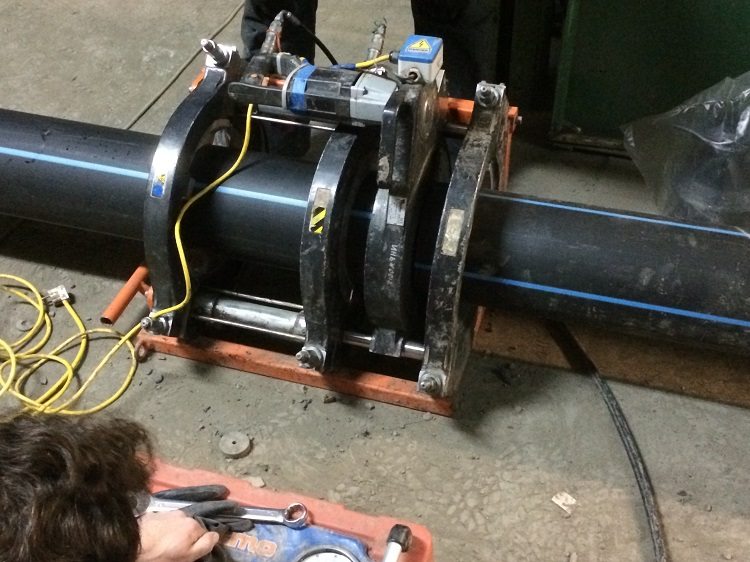 В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Стандартными размерами пластиковых труб считаются малые и средние диаметры – до 75 мм. Размер канализационной трубы составляет 110 мм, а стояков – 220 мм. Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Особенности сварки больших труб
Машина для сварки пластмассовых труб
Пластиковые материалы сделали трубные технологии менее трудоёмкими. Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Машины для стыковой сварки отличаются сложной комплектацией и высокой ценой. Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением. Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Трубы пластиковые большого диаметра
Перед началом сварочного процесса следует как можно более ровно обрезать края фрагментов. При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Последовательность работы на сварочном аппарате для габаритных пластиковых элементов
В комплекте устройства должны быть подвижные хомуты, центратор с зажимами, сварочное зеркало для нагрева торцов. Инструкция к прибору поможет правильно выполнить работу. Очень полезными бывает видео из интернета, которое наглядно демонстрирует этапы процесса.
Аппарат для сварки габаритных труб
- Свариваемые части фиксируются в центраторе. Одна часть крепится неподвижно, другая может передвигаться вдоль рамы аппарата. Это важно для создания нужного усилия при стыковке частей.
- Торцы выравниваются до образования плоской поверхности стыков. Эта процедура обеспечивает и зачистку соединяемых поверхностей. После этого обработанных частей нельзя касаться руками.
- Торцы прижимаются к сварочному зеркалу для нагрева. Под оптимальным давлением на краях фрагментов образуется грат, наплыв расплавленного пластика. Это необходимо для формирования прочного шва. После создания грата давление минимизируется, нагрев продолжается. Скорость прогрева составляет 1 мм за 10 секунд. Зная толщину стенки изделия, можно высчитать время прогрева.
- Решающим моментом является быстрое удаление нагревательной поверхности и совмещение стыков. Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
- Затем сварная конструкция охлаждается на воздухе, формируется ровный и симметричный шов.
 Это важно для создания нужного усилия при стыковке частей.
Это важно для создания нужного усилия при стыковке частей. youtube.com/embed/eSFToVCOS4w?rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/eSFToVCOS4w?rel=0″ frameborder=»0″ allowfullscreen=»»> Последовательность действий сварщика хорошо изучать по видео в интернете. Эти уроки очень полезны для людей, не имеющих подобных навыков. Рекомендуется тщательное изучение инструкций по работе с аппаратурой и строгое соблюдение норм безопасности. Как показывает практика, сварить крупные полимерные трубы своими руками – это сложная, но выполнимая задача.
Как сварить полипропиленовые трубы: схема и полезные советы
Полипропиленовые трубы и фитингиПластиковые трубы в системе отопления стали использоваться сразу, как только они появились на рынке. О преимуществах данного вида изделий говорить много не нужно, поскольку сама жизнь сделала их наиболее популярными и лучшими на сегодня. Нас же будет интересовать один вопрос, который волнует многих потребителей — как правильно сварить полипропиленовые трубы, чтобы они прослужили долго. Ведь именно этот вид труб сегодня делает возможным их монтаж своими руками без потери качества работ.
Но не все так просто, как может показаться на первый взгляд. Поэтому будем разбираться в этом вопросе досконально.
Содержание
- Сварка полипропиленовых труб
- Этапы сварки
- Некоторые особенности
- Полезные советы
- Заключение по теме
Сварка полипропиленовых труб
Начнем с того, что для соединения полипропиленовых труб вам обязательно понадобятся пластиковые фитинги. Без них данный процесс не провести. Это переходные элементы в виде угольников, тройников или муфт.
Самое важное для новичков — понять, что сами трубы нагреваются снаружи, а фитинги только изнутри. По сути, при нагреве материала под действием высокой температуры происходит его диффузия, то есть размягчение. Нагретые таким образом предметы вставляются друг в друга, и уже буквально через 2–3 секунды получается плотное и прочное соединение с высоким показателем герметичности стыка. А это очень важно.
Некоторые задают вопрос — можно ли спаять две трубы без фитинга? В принципе, стык в стык запаять трубы можно, и такая технология существует. Но прочность подобного соединения очень низкая. Так что прослужит трубопровод недолго.
Но прочность подобного соединения очень низкая. Так что прослужит трубопровод недолго.
Этапы сварки
В первую очередь разогревается сварочный аппарат. Но перед этим на него надевается специальная насадка, которая представляет собой нагревательную пару в виде муфты и дорна. В зависимости от того, какого диаметра трубы, надевается и соответствующая насадка. Опытные мастера аппарат прочно закрепляют на станине, чтобы он не двигался, потому что при сварке на него будут действовать определенные механические нагрузки.
Затем сварочный аппарат включается в розетку напряжением 220 вольт, а тумблером устанавливается необходимая для сварки температура. Обычно это 260С.
Каких важных критериев правильной сварки вы должны придерживаться?
- Точно выдерживать время нагрева материала. Чуть меньше или чуть больше, и за качество можно уже не отвечать.
- Соблюдение температурного режима.

Кстати, специальная насадка для сварочного аппарата — это прибор, одна сторона которого нагревает внутренний диаметр трубы, а вторая внешний. Для пайки двух труб без использования фитингов вам понадобится соответствующая насадка. Это для информации.
Теперь, когда сварочный аппарат готов, можно переходить к процессу сварки. Для этого одновременно нужно на дорны насадки надеть с одной стороны конец трубы, а с другой фитинг. Запомните, что это делается одновременно. Вставлять в насадку два предмета надо с небольшим усилием и давить до тех пор, пока они оба не упрутся в ограничительную планку с каждой из своих сторон. Через несколько секунд их можно снять и соединить между собой. Это самый важный момент.
Внимание! Нельзя стыковать трубу и фитинг между собой, прокручивая их друг относительно друга. Нужно просто один вставить в другой, доведя соединение по длине до конца. Именно это дает гарантию, что стык будет стопроцентно герметичным.

Некоторые особенности
Этапы варки трубЕсли проводятся ремонтные работы в системе отопления, где смонтированы полипропиленовые трубы, то велика вероятность, что на стыке труб может оказаться вода. Варить такой стык нельзя, потому что вода под действием высоких температур превращается в пар. А он обязательно в теле стыка образует воздушные поры, которые снижают качество и герметичность соединения.
Опытные мастера, чтобы избавиться от влажности внутри трубы, используют обычный хлебный мякиш. Они из него делают пробку, которая поглощает воду. Как только отопительная система начнет работать, мякиш попросту растворится в теплоносителе. Но учтите, что мякиш долго не сможет сдерживать влагу, потому что он имеет высокий показатель поглощения. Секунд 10–15 у вас есть, так что сварить трубы вы успеете.
Теперь несколько слов о времени для сварки. Период, который выделяется на нагрев трубы и фитинга зависит от толщины изделий и их диаметра. Понятно, что на толстые трубы времени уйдет больше, чем на тонкие. Для примера — полипропиленовая труба диаметром 20 мм нагревается 2–3 секунды, а диаметром 32 мм 5–6 секунд. Здесь важно как не перегреть, так и не сократить нагрев.
Для примера — полипропиленовая труба диаметром 20 мм нагревается 2–3 секунды, а диаметром 32 мм 5–6 секунд. Здесь важно как не перегреть, так и не сократить нагрев.
И еще один момент. При нагреве полипропиленовых труб происходит их линейное расширение. Обычно один стык удлиняется на 5 миллиметров, и это необходимо учитывать при проведении монтажного процесса. Есть в линейке пластиковых изделий полипропиленовые трубы с металлическим армирующим слоем. Так вот они не имеют линейного расширения, поэтому среди производителей и специалистов носят название стабильных.
Полезные советы
Монтаж ПЕ труб- Монтаж полипропиленового трубопровода обычно проводится участками и зависит от конфигурации проводки отопительной системы. Обычно этим материалом выполняется весь контур. Но если в системе обогрева установлен отопительный котел, то подключение к нему возможно только через металлический патрубок. К тому же длина этого патрубка не должна быть меньше 1,5 м.
- Оптимальный вариант — насаживать полипропиленовые трубы на специальные пластиковые хомуты. Это крепежные трубные элементы, которые не только надежны, но и стоят недорого.
- Рекомендуем перед началом сваривания трубной системы, если вы в этом деле новичок, немного потренироваться. Для этого купите несколько лишних фитингов, отрежьте от трубы несколько кусков и попробуйте их сварить. Обязательно тщательно подготовьтесь. Приобретите все необходимые элементы в большем количестве, чем требуется.
- Точно по схеме разрежьте полипропиленовые трубы и разложите их по требуемому порядку. Концы труб и фитингов очистите от грязи и пыли. Если обнаружили масляные пятна или включения, обязательно обезжирьте их, используя любой растворитель. Если вы будете сваривать пластиковые трубы с металлическим армированием, то верхний полипропиленовый слой и металлический на концах труб надо обязательно снять. Если в качестве армокаркаса используется стекловолокно, то эту процедуру делать не надо.
- Ни в коем случае не пытайтесь остудить стык какими-нибудь быстрыми способами — холодным воздухом или водой. Все должно происходить естественно. Быстрое охлаждение пластика может привести к образованию внутри напряжений, которые просто-напросто снизят надежность и прочность соединения.
- И последнее — это соосность. Старайтесь сварить трубы так, чтобы они представляли собой прямолинейный отрезок. Нарушение данного показателя может привести к образованию складок, трещин и других дефектов, снижающих качество проведенной работы.
 Это крепежные трубные элементы, которые не только надежны, но и стоят недорого.
Это крепежные трубные элементы, которые не только надежны, но и стоят недорого. Все должно происходить естественно. Быстрое охлаждение пластика может привести к образованию внутри напряжений, которые просто-напросто снизят надежность и прочность соединения.
Все должно происходить естественно. Быстрое охлаждение пластика может привести к образованию внутри напряжений, которые просто-напросто снизят надежность и прочность соединения.Заключение по теме
Как видите, ничего сложного нет. Но обязательно прислушайтесь к тем советам, которые прозвучали в статье. Сварочный стык — это не резьбовое соединение, которое можно легко разобрать и переделать. Если уж что-то пошло не так, то это потребует дополнительных расходов — и временных, и трудовых, и денежных. Так что не стоит торопиться, сваривая полипропиленовые трубы не спеша. Дешевле будет.
Читайте далее:
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь.
 Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.Содержание:
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.

Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.

Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос — как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
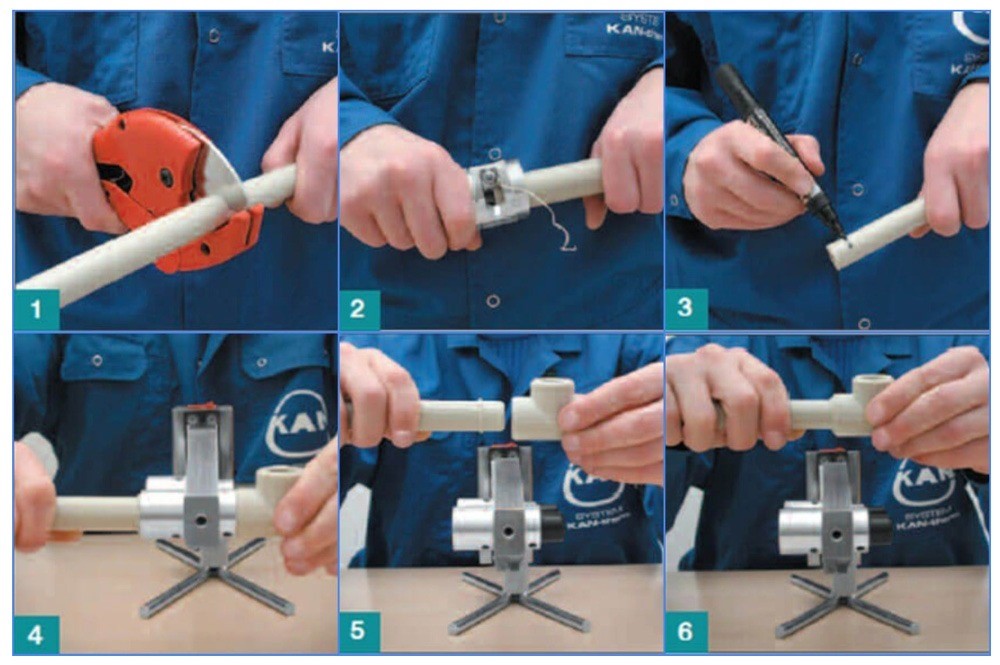
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
-
Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
- Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
-
Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Содержание
- 1 Общее влияние температуры при стыковочных работах
- 2 Как сваривать полипропиленовые трубы вручную
- 3 Нюансы выдержки нужного теплового режима
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2. Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
Похожие статьи:
Набор для сварки пластикавосстанавливает сломанную трубу без клея.
Инструменты
Малком Компани Инк. 19 декабря 2007 г.
- Профиль компании
- Новости компании
- Сайт компании
Поделиться:
Сводка пресс-релиза:
Разработанный для ремонта трубопроводных систем SCH 40 и 80 без клея, набор для сварки пластиковых трубопроводов включает в себя программируемый инструмент горячего воздуха Weldy® Plus с регулируемым нагревом и потоком воздуха, насадку для сварки труб и 2 фунта Сварочный пруток из ПВХ, ПЭ или ПП. Инструмент горячего воздуха оснащен цифровым дисплеем 120 В, 1500 Вт, показывающим установленную и фактическую температуру. С регулируемой температурой от 180 до 1200°F и потоком воздуха от 7 до 17,5 кубических футов в минуту, комплект подходит для ремонта ирригационной системы и общего обслуживания.
Оригинальный пресс-релиз:
Набор для пластиковой сварки ремонт сломанной трубы без клея
Компания Malcom Company, Inc., Тивертон, Род-Айленд, представляет новый комплект для сварки пластика, включающий все необходимое для быстрого и без клея ремонта систем трубопроводов из ПВХ SCH 40 и 80 из ПВХ. Комплект для сварки пластиковых труб Malcom включает в себя программируемый инструмент горячего воздуха Weldy® Plus с регулируемым нагревом и воздушным потоком, сопло для сварки труб и 2-фунтовый сварочный аппарат. поставка сварочной проволоки из ПВХ, ПЭ или ПП. Этот комплект, разработанный для ремонта трубопроводных систем SCH 40 и 80 без клея, также доступен с насадками для ремонта вкладышей, резервуаров и других изделий. Обладая запрограммированными настройками для различных применений, программируемый инструмент горячего воздуха Weldy® Plus в комплекте для сварки пластиковых трубопроводов Malcom оснащен цифровым дисплеем 120 В, 1500 Вт, показывающим заданную и фактическую температуру. Переменная температура регулируется в диапазоне 180–1200 °F, а расход воздуха регулируется в диапазоне 7–17,5 кубических футов в минуту. Области применения включают ремонт ирригационных систем и общее техническое обслуживание. Комплект для сварки пластиковых труб Malcom стоит от 39 долларов.9.00; в комплекте с 2 фунтами. поставка сварочной проволоки из ПВХ, ПЭ или ПП. Литература предоставляется по запросу. За дополнительной информацией обращайтесь: Malcom Company, Inc. Джон Биксби, директор по маркетингу 590 Fish Rd. Тивертон, Род-Айленд 02878 (800) 289-7505 ФАКС (401) 624-3081 Электронная почта: [email protected] www.malcomcompany.com
Больше услуг
Просмотреть все официальные документы и тематические исследования
Просмотреть все ресурсы
- Аддитивное производство / 3D-производство
- Автоматика
- Предприниматели
- Промышленность 4.0
- Технология
- Бизнес и промышленность
- Нормативно-правовой акт
- Перекрепление
- САПР и БИМ
- Изготовление на заказ
- СТЕРЖЕНЬ
- Маркетинг по электронной почте
- События
- Лидогенерация
- Маркетинг
- Ретаргетинг
- ROI и аналитика
- Стратегия продаж
- SEO
- Социальные сети
- Стратегия веб-сайта
- Клеи и герметики
- Сельскохозяйственная и фермерская продукция
- Изделия для архитектурного и гражданского строительства
- Автоматический идентификатор
- Химикаты и газы
- Чистящие средства и оборудование
- Системы связи и оборудование
- Компьютерное оборудование и периферия
- Строительное оборудование и принадлежности
- Элементы управления и контроллеры
- Изготовление на заказ
- Дисплейное и презентационное оборудование
- Электрооборудование и системы
- Электронные компоненты и устройства
- Взрывчатые вещества, вооружение и вооружение
- Крепеж и скобяные изделия
- Оборудование для измерения расхода жидкости и газа
- Пищевая промышленность и приготовление
- Товары и оборудование для здоровья, медицины и стоматологии
- ОВКВ
- Этикетки Теги Вывески и оборудование
- Принадлежности и оборудование для лабораторий и исследований
- Смазочные материалы
- Машины и инструменты для обработки
- Транспортировка и хранение материалов
- Обработка материалов
- Материалы
- Механические компоненты и узлы
- Механическая передача мощности
- Горнодобывающая промышленность, бурение нефтяных скважин, продукты и оборудование для переработки
- Изделия для монтажа и крепления
- Непромышленные товары
- Оптика и фотоника
- Упаковочные продукты и оборудование
- Краски и покрытия
- Мебель для растений и аксессуары
- Портативные инструменты
- Печатное и копировальное оборудование
- Оборудование для розничной торговли и продаж
- Робототехника
- Оборудование для обеспечения безопасности
- Датчики, мониторы и преобразователи
- Услуги
- Программное обеспечение
- Испытания и измерения
- Продукция текстильной промышленности
- Тепловое и отопительное оборудование
- Таймеры и часы
- Продукция транспортной отрасли
- Системы технического зрения
- Управление отходами и оборудование для обработки отходов
- Сварочное оборудование и расходные материалы
Найдите и оцените OEM-производителей, производителей на заказ, сервисные компании и дистрибьюторов.
Будьте в курсе отраслевых новостей и тенденций, анонсов продуктов и последних инноваций.
Найдите материалы, комплектующие, оборудование, расходные материалы для техобслуживания и многое другое.
Более 10 миллионов моделей от ведущих OEM-производителей, совместимых со всеми основными программными системами САПР.
Начать поиск поставщиков Заявите о профиле своей компании ico-arrow-default-right ico-supplierБолее 500 000 подробных профилей поставщиков
ico-white-paper-case-studyБолее 300 000 статей и технических документов
ico-product6 миллионов+ промышленных товаров
ico-cadБолее 10 миллионов 2D- и 3D-чертежей САПР
Отказы пластиковых сварных труб
Сварка пластмасс — это техника, которую многие люди неправильно понимают. Стороннему наблюдателю это кажется довольно простым; вы нагреваете пластиковую поверхность до тех пор, пока она не размягчится, прижимаете ее к другой пластиковой поверхности и ждете, пока соединение остынет. Работа выполнена?
Неудавшийся сварной стык между трубой и коленчатым фитингом из высотного офисного здания.
Не совсем. Существует множество различных методов сварки пластмасс, и каждый из них имеет свои тонкости, особенности и детали, которые необходимо учитывать и понимать, если сварка должна быть выполнена успешно.
Сварка пластмасс используется во многих отраслях промышленности и для множества применений, но одна из наиболее важных – это сварка пластиковых (полимерных) труб. С точки зрения Хокинса, это также, вероятно, наиболее распространенное применение сварки пластмасс, с которым мы сталкиваемся, когда расследуем и сообщаем о причинах отказов.
Для судебно-медицинского эксперта ключом к обнаружению причины отказа пластикового сварного соединения является правильное понимание того, как этот сварной шов должен был быть выполнен успешно. Это знание дает нам хорошее представление о том, на что следует обращать внимание, чтобы затем объяснить, почему сварка не работает так, как ожидалось. Первая часть этой статьи будет кратким введением в общие методы сварки пластмасс (труб) и ключи к их правильному использованию. Во второй части статьи будут описаны некоторые типичные типы отказов и представлены некоторые примеры, которые Хокинс видел в ходе наших исследований.
УСПЕШНАЯ СВАРКА ПЛАСТИКОВЫХ ТРУБ
В принципе упрощенный взгляд на то, как делаются сварные швы пластмасс, описанный в первом абзаце этой статьи, верен. Это процесс, который включает в себя размягчение и соединение поверхностей материалов или деталей (труб) для создания соединения. Существует множество доступных методов, позволяющих добиться размягчения пластиковых поверхностей двумя способами:
- Применение или выделение тепла
- «Растворение» полимера на склеиваемой поверхности химическим растворителем
Сварка пластмасс используется только с термопластичными полимерами (не термореактивными). Это означает, что свариваемые материалы размягчаются при высоких температурах и затвердевают при низких (т.е. нормальных) температурах. Хороший сварной шов должен создавать «идеальную» смесь полимерных «цепочечных» молекул в смешанной области, образованной поверхностями двух частей.
Способность термопластичных полимеров как размягчаться (или плавиться), так и затвердевать без какого-либо необратимого изменения их свойств позволяет термоклей или методы термической сварки. Две пластиковые поверхности толкаются или прижимаются друг к другу после размягчения под действием тепла. Затем они удерживаются вместе по мере того, как пластик остывает и затвердевает, устраняя границу между двумя частями. Однако в методах термической сварки можно найти множество методологий. Некоторые общие процедуры кратко описаны в следующем разделе.
При сварке растворителем химический растворитель смешивается с полимерными «цепочками» на поверхности пластика, что дает этим полимерным цепям больше свободы для перемещения друг вокруг друга и для смешивания с цепями соседней детали. После того, как две части соединены вместе, растворитель испаряется, а затем смешанные полимерные поверхности снова затвердевают в течение короткого периода времени (обычно несколько минут).
Пластиковые сварные соединения из двух секций. «Коленчатый» шов слева был выполнен методом «горячего плавления», в то время как пример справа был выполнен с помощью «сварки растворителем». Стрелки указывают смешанные «области сварки», где поверхности смешались, чтобы эффективно сформировать единую деталь.
Общие методы термической сварки пластмасс
Термосварка: Распространенный метод, при котором тепло воздействует непосредственно на соединяемые поверхности с использованием нагретой матрицы или инструмента (иногда «стержня») для расплавления поверхностей труб. Это характерно для трубопроводов водопроводного типа, где используется нагретый «папа» для раструбов фитингов, таких как колена или муфты, и «мама» для концов труб (см. ниже).
Техник, использующий нагретый инструмент с наружной/внутренней резьбой (выделено) для выполнения сварных соединений между трубами.
Сварка горячей пластиной: Этот метод часто используется для относительно больших или громоздких деталей, таких как пластиковые трубы большого диаметра. Две части (например, концы труб) помещаются в инструмент по обе стороны от нагретой «пластины». Контакт с горячей пластиной размягчает концы труб, после чего пластину снимают, чтобы концы труб можно было соединить вместе до того, как они остынут. Это создает «стыковое» соединение между двумя отрезками трубы.
Инструмент для сварки горячей пластиной, используемый для соединения секций пластиковых труб большого диаметра.
Электромуфтовая сварка: Это еще один метод, который часто используется для соединения секций пластиковых труб. металлические проволоки, которые нагреваются электрическим током. Затем к ошейнику подключается машина с помощью пары кабелей, по которым электрический ток передается по проводам. Машина обрабатывает сварку автоматически, контролируя температуру и время.
Следующая ссылка иллюстрирует электромуфтовую сварку в видеоклипе (опубликованном на YouTube компанией KPS Petrol Pipe System TM ): визуально похоже на паяльник для расплавления пластиковой поверхности. Инструмент подается с пластиковым «сварочным стержнем» (часто через трубку), который добавляет пластиковый наполнитель между склеиваемыми поверхностями. Этот метод обычно используется для ремонта (см. ниже). Хотя он часто используется с трубами, он в равной степени применим и к другим пластиковым деталям.
Ремонт пластмассового компонента.
Инфракрасная/бесконтактная сварка: В целом похожа на сварку горячей пластиной, но использует инфракрасный (бесконтактный) источник тепла для размягчения поверхности трубы (или детали). Отсутствие прямого контакта устраняет риск потери материала из-за «прилипания» к нагревательной плите, но этот процесс обычно требует больше энергии, чем сопоставимый метод нагрева с прямым контактом.
Сварка горячим газом/горячим воздухом: Это еще один «бесконтактный» метод термической сварки, в котором используется «пистолет» горячего воздуха (или газа) для размягчения пластиковых поверхностей, а также присадочный стержень для добавления материала в соединение. Этот метод также часто используется для ремонта в качестве альтернативы скоростной сварке.
Экструзионная/инжекционная сварка: Эти методы используются для больших/громоздких деталей и обычно выполняются с использованием ручного инструмента, который «выдавливает» или «впрыскивает» струю (часто называемую «шариком») расплавленного полимера. в сварной шов. В то время как экструзионная сварка обычно используется для сварки поверхностей этих больших, громоздких деталей, тогда как инжекционная сварка в основном используется для ремонта. Наконечник «инжектора» обычно уже, чем у экструдера, и он нагнетает расплавленный полимер в пустоту или щель, чтобы заполнить ее и произвести ремонт.
Ручной экструзионный сварочный аппарат, используемый для соединения. [1]
Ключевые аспекты успешной сварки пластмасс
Успешная сварка пластмасс требует определенных знаний, опыта и соответствующего планирования; это тот случай, если вы свариваете трубы или любые другие детали. Во-первых, для рассматриваемых частей должна быть выбрана правильная техника. Например, из методов, описанных выше, термосварка отлично подходит для выполнения многих соединений между трубами относительно небольшого диаметра, например, для водопровода в коммерческом или большом жилом здании. Для сравнения, электромуфта или метод на основе растворителя могут быть более подходящими для труб большего диаметра, таких как канализационные трубы в коммерческом здании. Сварка горячей пластиной больше подходит для больших региональных водопроводных или газораспределительных труб. Необходимо учитывать детали процесса сварки, наряду с другими проблемами, такими как затраты на рабочую силу и энергию.
С технической точки зрения есть несколько фундаментальных факторов, которые необходимо учитывать для успешной сварки пластмасс. Кратко их можно обобщить следующим образом:
i) Свариваемость: Некоторые типы термопластичных материалов по своей природе более «свариваемы», чем другие.
ii) Выбор материалов: Разнородные полимеры обычно плохо смешиваются. Для успешной сварки следует использовать такие же или очень похожие типы пластика.
iii) Подготовка поверхности: Пыль, масло, жир, грязь и влага препятствуют процессу смешивания. Перед сваркой может потребоваться удаление окисленных или поврежденных поверхностей.
iv) Место и условия сварки: Трудный доступ к деталям (например, при размещении в узких нишах или под высокими потолками) может сильно затруднить успешную сварку. Кроме того, условия окружающей среды (например, жарко/холодно, влажно/сухо, ветрено и т. д.) будут влиять на параметры сварки, такие как время достижения подходящей температуры сварки, а также время, необходимое для охлаждения материала. после присоединения.
Слева: сварка в ограниченном пространстве может быть очень сложной.
Справа: сварка в экстремальных погодных условиях ставит интересные задачи. [2]
После выбора материалов и техники, а также планирования подготовки, условий и параметров, существует три основных фактора для достижения успешного сварного шва:
i) Время: необходимо достаточное время. чтобы свариваемые поверхности достигли нужной температуры, чтобы позволить смешивание, а также для того, чтобы детали снова остыли.
ii) Температура: Должна быть достигнута достаточная температура для достижения нужной степени размягчения. Однако слишком высокая температура может привести к вытеканию расплавленного полимера из соединения или вызвать объемное повреждение или деформацию свариваемых труб/деталей. Каждый тип пластмассы и каждый отдельный компонент имеют определенный температурный диапазон, в котором следует работать.
iii) Давление: между деталями должно быть приложено достаточное давление, чтобы способствовать смешиванию поверхностей, но не настолько, чтобы либо сжимать материал. вдали от рабочей зоны или повредить детали.
Типичные сбои пластиковых сварных сварных соединений
Отказы пластиковых сварных суставов могут быть широко классифицированы как:
I) Трещины и полости
II) Включения
III) Деформация
IV). : Это может быть вызвано деградацией полимерного материала; например, при воздействии тепла во время или после процесса сварки или при химическом воздействии, например, при сварке растворителем. Такое воздействие может не вызвать немедленного разрушения, но может инициировать процесс либо медленного роста трещины, либо процесса, при котором общие свойства и целостность пластиковой трубы со временем ухудшаются. Если пластиковая труба выходит из строя таким образом, в районе сварного соединения или рядом с ним, то одной из задач для судебно-медицинских экспертов Хокинса является определение того, было ли повреждение вызвано или инициировано либо во время процесса сварки, либо после него, когда труба находилась в процессе сварки. оказание услуг.
Медленный рост трещин является относительно распространенным видом разрушения пластиковых трубопроводов из-за таких механизмов, как растрескивание под воздействием окружающей среды (ESC). Пример, показанный ниже, относится к трубе, которая, как считается, вышла из строя из-за ESC, инициированного воздействием химического вещества в вода, которую несли трубы (после установки). Однако подобные неисправности могут быть вызваны воздействием других химических веществ, например, тех, которые используются при сварке растворителем.
Пример трубы из АБС-пластика в разрезе с мелкими продольными трещинами на внутренней поверхности (отверстии).
Включено: Это относится к «посторонним предметам», которые попадают в сварочный материал при размягчении пластика. Чаще всего они являются результатом плохой очистки и подготовки поверхности, а также могут быть вызваны нечистой средой во время процесса сварки. Например, было бы очень трудно избежать загрязнения частицами песка, если бы сварка пластика проводилась на ветреном пляже или в пустыне без надежной защиты. Посторонние частицы могут выступать в качестве концентрации напряжений и/или точек начала образования трещин, поэтому, если трубопровод подвергается нагрузке во время эксплуатации, это может привести к отказу механического типа (т. е. перегрузке). Присутствие посторонних частиц также снижает общую прочность и качество сварного соединения, поэтому добросовестный техник должен позаботиться о том, чтобы сварочный материал был как можно более чистым.
Другим типом включений могут быть «пузырьки» газа или воздуха, которые попадают в материал сварного шва. Это имеет тот же эффект, что и инородная частица, поскольку действует как потенциальная начальная точка трещины и снижает общую прочность сварного шва.
Деформация: Этот тип отказа включает два основных типа. Во-первых, в процессе сварки стык может перегреваться, что приводит к размягчению и деформации склеиваемых поверхностей, а иногда и всего материала трубы. Во-вторых, две детали (например, труба и фитинг) могут быть неправильно выровнены при сварке, поэтому либо образуется неправильный угол или положение, либо труба не вставляется на полную глубину фитинга. Отказы от деформации не всегда являются катастрофическими, но они могут вызвать проблемы, либо нарушая поток жидкости через какой-либо трубопровод, либо вызывая трудности с установкой или применением.
Разделение стыка: Это один из наиболее распространенных типов поломки во всех трубопроводах, в том числе там, где они соединяются с помощью сварки пластика. Отрывы чаще всего являются результатом ошибки в процессе сварки, которая не позволяет получить полноценный сварной шов. Например, полимерные поверхности могли быть недостаточно нагреты из-за неправильного или неполного контакта с нагревательным инструментом (например, при термосварке), или детали могли быть извлечены из источника тепла слишком рано, до того, как была достигнута необходимая температура. было достигнуто.
Пример, показанный во введении к этой статье, был таким случаем. Недостаточный нагрев не позволял полностью вставить трубу в коленчатый раструб, а это означало, что поверхности компонентов не стыкуются должным образом. Изображения ниже иллюстрируют влияние этого недостатка тепла на целостность и долговечность соединения, когда участок неисправного соединения был «раздавлен» в губках тисков, и такое же испытание было применено к хорошо сделанному локтевому суставу. . В хорошо сделанном стыке (слева) стык остался неповрежденным, несмотря на то, что стенки трубы были прижаты «плоско». Однако недостаточно нагретый стык (справа) вышел из строя, несмотря на то, что деформировался значительно меньше, чем хорошо сделанный стык. Отсутствие тепла, подаваемого на соединение справа, означало, что прочность соединения была намного ниже, чем должна была быть, из-за неполного смешивания поверхностей полимера.
Участки двух сварных соединений, выполненных термосваркой, «сдавливают» в тисках. Хорошо сделанный стык (слева) не разрушился, несмотря на то, что деформировался гораздо меньше, чем недостаточно нагретый стык (справа).
В другом примере разрыва стыка произошел отказ нескольких стыков в трубопроводе ABS[3], по которому шла горячая вода в промышленном здании. Соединения были выполнены с помощью сварки растворителем, и было обнаружено, что некоторые соединения полностью или частично разошлись в средней точке сварных соединений (см. ниже). Однако при разрезе швов никаких дефектов там не было видно. В основе сварных соединений, сваренных растворителем, часто находится «зона воздействия растворителя» (SAZ), где остатки растворителя все еще присутствуют внутри полимерного материала, поскольку они не полностью испарились.
Частично разъединенный сварной шов в трубопроводе из АБС-пластика .
После исследования было обнаружено, что температура стеклования (T g ) АБС-полимера была значительно снижена в SAZ по сравнению с «объемным» материалом. В таких полимерах, как ABS, T g — это температура, выше которой материал из относительно твердого и жесткого становится мягким, вязким и «резиноподобным». На участках трубопровода, где температура воды была самой высокой, Т г в САЗ было превышено, что привело к размягчению стыков, поэтому внутреннее давление воды раздвинуло их.
Подобные отказы также могут возникать, если перед вводом соединения в эксплуатацию выдерживается недостаточное время для охлаждения (или испарения). Если сварной шов не полностью «застыл», то (например) приложение внутреннего давления может раздвинуть соединение.
В заключение я надеюсь, что эта статья продемонстрировала, что сварка пластиковых труб является универсальным процессом с многочисленными преимуществами. Эти преимущества включают снижение веса и стоимости (по сравнению с использованием креплений или металлических труб), а также эстетические и водо-/газонепроницаемые соединения, которые являются прочными, гибкими и долговечными. Однако достижение всех этих преимуществ зависит от принятия правильных решений в отношении используемых материалов и процессов, а также от правильного и последовательного выполнения для создания успешных сварных соединений. Плохие решения и неправильная техника часто приводят к отказу, а когда пластиковые сварные соединения выходят из строя, результатом часто является обширное (и дорогостоящее) повреждение водой. Инженеры компании Hawkins могут оказать квалифицированную помощь в определении причин этих сбоев, а также дать полезные рекомендации по предотвращению повторения дорогостоящих сбоев.
Джон Эмм (Jon Emm) — дипломированный инженер по материалам, который исследует дефекты материалов в металлах, полимерах и композитах. Он также расследует утечки воды и масла, телесные повреждения, насильственные проникновения и пожары. Он расследовал несколько инцидентов с крупными потерями, вызванными выходом из строя сварных пластиковых труб в промышленных и коммерческих зданиях. До прихода в Хокинс в 2007 году Джон работал над проектами по разработке аэрокосмических материалов, включая радиопоглощающие покрытия (технология невидимости) и конструкции из композитных материалов для таких клиентов, как Airbus, Lockheed Martin и AgustaWestland.
[1] Фотография предоставлена The Three Essentials for Plastic Welding — Articles — STANMECH Technologies Inc. изготовлен из термопластичной смолы под названием акрилонитрил-бутадиен-стирол
Как правильно сваривать пластиковые трубы
В комплекте:
- Инструменты для сварки полипропиленовых труб;
- Начало работы;
- Ошибки сварки;
- Зачем тебе дорогой паяльник?;
Пару лет назад коллега менял газовый котел на даче. Работа заняла немного времени: коллега с мастером купил фитинги и полипропиленовые трубы, оставил мастеру ключи, и на следующий день все было готово. Работу оценил: отлично установлен котел, проведено отопление, установлено 5 радиаторов — и все это на 1 ден. Коллеге все понравилось, в том числе и цена. И я задумался: не слишком ли высока цена за однодневную работу? На всякий случай посоветовался со знакомым застройщиком. Назвал цену на подключение котла и сориентировал по стоимости точки (радиатора отопления, например) — сумма сошлась.
Через пару месяцев меня пригласили на мастер-класс по установке отопления загородного дома. Там проводят мастер-классы для всех желающих, в том числе по строительству и прокладке коммуникаций. Преподаватель доходчиво объяснил, как правильно сваривать пластиковые трубы. Мне показалось крайне полезным послушать специалиста, так как в будущем хотелось попробовать провести сантехнику на даче самостоятельно.
Инструмент для сварки полипропиленовых труб
Итак, что потребуется для монтажа водопровода или системы отопления из полипропиленовых труб? В первую очередь необходимо приобрести аппарат для сварки пластиковых труб. Многие называют его паяльником. Цены на такое устройство самые разные. Обычно в комплекте с устройством идет три комплекта насадок для самых распространенных труб диаметром 20, 25, 32 мм (внешний диаметр). Пластиковую трубу можно пилить электролобзиком, резать болгаркой, но это не очень удобно. Трубу лучше разрезать, и для этого в продаже есть специальные секаторы-ножницы.
Режут трубу намного быстрее, и рез получается намного ровнее, без заусенцев. В магазине этот секатор называется «ножницы для пластиковых труб».
Но на самом деле эти ножницы очень похожи на усиленный садовый секатор, и они прекрасно срезают ветки.
Вернемся к вопросу сварки полипропиленовых труб. Обратите внимание, что все характеристики полипропиленовой трубы написаны прямо на ней.
Если максимальная температура на трубе +95°С, эта труба для отопления, +20°С для водопровода.
Начало работы
Устанавливаем на аппарат насадку под диаметр труб, которые собираетесь сваривать. Включите сварочный аппарат. Ждем, пока он нагреется до +260°С (должна загореться зеленая лампочка).
Берем две детали, которые нужно сварить: трубу и муфту диаметром 25 мм. По таблице в инструкции к сварочному аппарату указываем время прогрева. Для 25-й трубы – 7 секунд или чуть больше. Ни в коем случае нельзя перегревать трубу! Осторожно положите трубу и муфту на сварочный аппарат.
Не надо выкручивать детали! Его нужно сразу посадить строго перпендикулярно паяльнику. Отсчет 7 секунд.
Снимаем заготовки и соединяем их не перекручивая при соединении! В течение первых 4-5 секунд можно изменить положение деталей, например, выпрямить соединение.
Сначала я подумал, что учитель ошибся, объясняя нам все на пальцах. С виду работа просто элементарная! Но потом стал показывать, что может быть, если трубы приварить неправильно.
Ошибки сварки
Для проверки качества сварки необходимо разрезать трубы по сварному стыку. Если на срезе видна граница сварного шва, значит, что-то пошло не так. И такое соединение рано или поздно может дать течь. Обычно такая ошибка возникает при перегреве деталей, искривлении насадки на паяльнике или при перекручивании заготовок при стыковке.
При перегреве деталей может возникнуть еще один очень неприятный дефект — сильно сужается проходное сечение.
Если сантехника накосячила при установке, к сожалению, вы никак не сможете ее проконтролировать. Вы удивитесь, почему вода в трубе не течет, напор маленький, батарея не греет или греет очень мало.
Какой из этого вывод? Если вы собираетесь проводить отопление на даче своими руками, не поленитесь, потренируйтесь и сделайте десяток пробных сварных соединений. Разрежь их, посмотри, что получится.
Вторым этапом обучения сварке пластиковых труб может стать изготовление необходимого в крестьянском хозяйстве изделия, например, табуретки. Она никогда не бывает лишней на даче! Спаяв табуретку, вы почувствуете все тонкости процесса сварки пластика. А ваши косяки при сборке табурета не приведут к протечкам системы отопления или водопровода.
Зачем тебе дорогой паяльник?
Иногда может потребоваться сварка трубы большого диаметра — 40 мм, например. В комплекте моего аппарата такой насадки не было. Но я купил комплект из двух насадок — 32 мм и 40 мм.
В магазине я задал учителю волнующий меня вопрос: «Зачем покупать дорогой паяльник, когда можно найти дешевый?» Он ответил: «Хороший паяльник отличается от бюджетного только качеством тефлонового покрытия сварочных сопел. Бюджетный пластик может начать гореть уже через полгода, а профессиональный паяльник нормально работает 10 лет при ежедневном использовании».
Выводы делайте сами, теперь обязательно буду делать водопровод на даче сам, а из остатков сварить кучу полезных вещей.
Идеи ландшафтного дизайна в садуКонструкции и инструменты5 распространенных ошибок при сварке растворителем
В следующем видео вы можете получить наши лучшие советы по созданию идеального сварного шва. Кроме того, обязательно избегайте распространенных ошибок, перечисленных ниже, чтобы получить наилучшие результаты.
1. Неправильный выбор цемента для работы
Убедитесь, что вы используете правильный цемент для работы в зависимости от материала трубы, размера трубы и условий работы. Если в вашем проекте используется труба из ХПВХ, обязательно используйте цемент из ХПВХ. Для трубных фитингов из ПВХ используйте ПВХ-клей. Для трубных фитингов из АБС используйте цемент АБС. Если вы используете неправильный цемент, вы не создадите нужный сварной шов.
Цементы на растворителях также следует выбирать в зависимости от размера трубы. Чем больше труба, тем более густая вязкость вам нужна. Например, если ваша труба имеет диаметр 6 дюймов, вы можете использовать цемент средней плотности, но если ваша труба имеет диаметр 8 дюймов, вам следует использовать цемент высокой плотности. Вы можете найти максимальный рекомендуемый размер трубы, указанный на банке с цементом. Наконец, убедитесь, что ваш цемент соответствует условиям рабочей площадки. Если вы знаете, что будете работать при температуре ниже 40°F, выберите цемент, состав которого полностью затвердевает при таких температурах, например, всепогодный цемент Oatey, одобренный для применения при температурах до -15°F. Точно так же, если вы будете работать во влажных или влажных условиях, важно выбрать цемент, который разработан для отверждения во влажных условиях, например, Oatey Rain-R-Shine или один из наших цементов с добавлением лавы. Вы также должны учитывать, работаете ли вы с системой питьевой воды или безнапорной системой DWV, и выбрать правильный цемент для этого приложения.
2. Неправильная подготовка трубы
Надлежащая подготовка трубы перед сваркой растворителем помогает снизить вероятность отказа. Чтобы должным образом подготовить трубу, необходимо:
- Отрезать трубу под прямым углом – Это обеспечивает максимальную площадь поверхности для создания сплавления и прочности соединения, обеспечивая прочное соединение.
- Удаление заусенцев с трубы — если не удалить заусенцы с трубы, кусочки пластика могут вырваться и перемещаться по системе, что может привести к засорению таких элементов, как аэраторы. Заусенцы также могут улавливать определенные типы мусора, что в конечном итоге может привести к блокировке системы DWV.
- Снятие фаски на трубе. Если не снять фаску с трубы или не скосить наружную кромку, острые кромки могут соскребать цемент со стенок фитинга при вставке трубы. Это потенциально может привести к блокировке или утечкам.
- Очистите трубу — убедитесь, что на ней нет грязи или жира, которые могут помешать прилипанию цемента к трубе и уменьшить его способность обеспечивать надлежащее сплавление и прочность соединения или царапать внутреннюю часть фитинга, создавая пути утечки.
- Проверка посадки с натягом. Прежде чем наносить грунтовку или цемент на трубу или фитинг, убедитесь, что сопротивление на 1/3–2/3 ступицы фитинга обеспечивает хорошую посадку с натягом. Фитинги слегка сужаются и предназначены для очень плотного прилегания друг к другу. Если труба и фитинг не подходят друг другу, это может привести к слабому соединению, отслоению трубы или плохому соединению.
3. Пропуск грунтовки* или ее неправильное нанесение
Грунтовка должна использоваться для создания сварного шва на трубах из ПВХ и ХПВХ. Растворители в грунтовке смягчают трубы и фитинги, делая их более пористыми и позволяя цементу образовывать более прочную связь. Нанося грунтовку, убедитесь, что вы наносите ее агрессивно на фитинг, трубу и фитинг еще раз, обязательно повторно погружая его между каждым нанесением. После того, как вы загрунтовали трубу и фитинг, у вас есть 5 минут, чтобы нанести цемент и закончить соединение. Слишком долгое ожидание повлияет на создание хорошего сварного шва.
*Труба из АБС является исключением; никогда не используйте грунтовку для труб из АБС.
4. Не дожидаясь соответствующего времени схватывания и отверждения
После сборки соединения его следует оставить в покое на рекомендуемый период времени. Время схватывания — это количество времени, необходимое для того, чтобы соединение достигло необходимой прочности, чтобы соединение не нарушалось при небольших движениях.
Время отверждения зависит от материала трубы, размера трубы, температуры окружающей среды и влажности. Во влажных зонах подождите 50 % дополнительного времени для полного отверждения сварного шва.
Просмотрите наш обзорный документ для получения дополнительной информации обо всех наших цементных предложениях и времени их отверждения/схватывания. Вы также можете ознакомиться с нашими полными инструкциями по сварке растворителем с использованием цементов Oatey.
5. Недостаточный поток воздуха
По той же причине, по которой вам нужно ждать соответствующего времени отверждения для вашего проекта, в водопроводной системе, где вы завершаете сварку растворителем, должен быть поток воздуха. Без надлежащего воздушного потока растворитель не сможет испариться. Это может привести к выходу из строя трубы или соединения, поскольку растворители продолжают размягчать поверхности труб и фитингов.
Благодаря нашим советам по созданию идеального сварного шва с использованием растворителя и знаниям о том, как избежать распространенных ошибок, вы готовы к созданию долговечных и герметичных соединений.
Как использовать клей на растворителе для соединения пластиковых канализационных труб
В этом проекте вы узнаете, как использовать клей на растворителе для соединения пластиковых канализационных труб, чтобы создать канализационную трубу для ванны, умывальника, раковины, душа или прибора. . Также узнайте о различных типах пластиковых труб и фитингов для сварки растворителем, а также о том, для чего они используются, например, для впускных клапанов, заглушек доступа, переходников для труб и т. д.изгибы 0 градусов. Кроме того, узнайте, сколько времени требуется для высыхания и отверждения сварного шва с растворителем, а также как соединиться с существующей канализационной трубой.
Что такое сварка растворителем?
Сварка растворителем или сварка растворителем — это, как я уверен, вы поняли из названия, метод соединения двух кусков пластиковой канализационной трубы с помощью специального клея, известного как цемент для сварки растворителем.
В абзаце выше вы, возможно, заметили слово «навсегда» — мы употребили это слово намеренно, так как после того, как будет нанесен растворитель и трубы соединены вместе, все, они будут соединены до конца вечности.
Имея в виду вышеизложенное, сварка растворителем часто не рассматривается как самостоятельный вариант, когда речь идет о создании участка сточной трубы, а системы с запрессованной посадкой и сжатием отходов являются более простым вариантом для работы, но мы категорически не согласны.
Все компоненты, необходимые для сварки растворителем, включая трубу из ПВХ, соединение для сварки растворителем и клей для сварки растворителем
Сливная труба, сваренная растворителем, очень часто прослужит намного дольше, чем при использовании одного из других вариантов, что значительно снижает вероятность любых утечек ( особенно если вы санируете душевой сток, который будет скрыт под полом), и он также намного более обтекаемый и компактный, чем его аналоги, а это означает, что его можно спрятать и упаковать гораздо проще.
Конечно, это отличный вариант, если вам нужно установить слив для раковины, ванны или даже стиральной машины, но прежде чем мы подробно рассмотрим, как использовать канализационные трубы, сваренные растворителем, всегда полезно сначала посмотреть на все остальные доступные варианты.
Что можно сказать о других доступных системах канализационных труб?
Несмотря на то, что в 99% случаев мы всегда рекомендуем использовать сварку растворителем, чтобы точно знать, что это лучший вариант, важно рассмотреть другие доступные варианты, которые также можно использовать для изготовления канализационных труб. .
Компрессионные сливные трубы
Система компрессионных отходов в принципе аналогична сварке растворителем в том смысле, что прямые участки труб вставляются в соединения и муфты, но вместо клея, скрепляющего их вместе и предотвращающего утечку, используется резиновое уплотнение. вставляется в зазор между трубой и соединением, а завинчивающаяся крышка удерживает его на месте.
Если вы когда-либо занимались сантехническими работами и использовали компрессионный соединитель из меди, то он точно такой же, только немного больше и сделан из пластика, а не из меди.
Несмотря на то, что при правильной сборке с использованием трубопроводов и компонентов правильного размера компрессионные отходы идеально подходят почти во всех ситуациях, сами соединения и фитинги довольно большие и громоздкие, и они заметно выделяются, что затрудняет их маскировку и накрытие. вверх.
Кроме того, по сравнению с сваркой растворителем компрессионные трубы и фитинги также довольно дороги. Если вы хотите узнать больше о компрессионных сливных фитингах, ознакомьтесь с нашим проектом здесь.
Стандартный компрессионный сливной фитинг
Вставные сливные фитинги
Вставные сливные фитинги работают по тому же принципу, что и компрессионные фитинги, в том смысле, что они оснащены резиновым уплотнением, чтобы заполнить пустоту между фитингом и трубой и сделать соединение водонепроницаемость, но в этом случае нет компрессионного колпачка, чтобы вставить уплотнение на место и удерживать его там.
В случае фитингов с нажимной посадкой это резиновое уплотнение, которое удерживает трубу на месте благодаря тому, что оно плотно облегает трубу, предотвращая любое движение, а также делая само соединение водонепроницаемым.
Как и в случае прессованных отходов, эта система отходов также имеет тенденцию быть немного громоздкой и неприглядной (не такой большой, как прессованные отходы), а также довольно дорогостоящей по сравнению со сваркой с использованием растворителя.
Типичный сливной фитинг с вставной посадкой
Подводя итог, можно сказать, что фитинги с вставной посадкой и компрессионные фитинги большие, громоздкие и во многих отношениях довольно неприглядные, и хотя они занимают свое место и иногда бесценны, сварка с использованием растворителя имеет тенденцию намного проще, намного надежнее, намного аккуратнее и намного дешевле в работе.
Какие существуют типы фитингов и трубопроводов для сварки растворителем?
В приведенном ниже списке указаны все элементы на изображении ниже (этикетки идут в направлении часового механизма, начиная с кастрюли с растворителем). Это одни из наиболее распространенных типов трубных фитингов, и в большинстве случаев они предоставят вам достаточно вариантов для строительства практически любого типа трубопровода:
Выбор канализационных труб для сварки растворителем
Существует довольно много различных вариантов фитингов и трубопроводов для сварки растворителем, поэтому вы можете быть уверены, что сможете легко построить любую форму или длину канализационной трубы, которую вы можете себе представить, и придать ей форму практически на любой плоской или неровной поверхности.
Как соединить канализационную трубу с растворителем
Для целей этого проекта мы собираемся соединить новую раковину в ванной наверху с канализационной трубой.
Ванная комната является частью перестроенного чердака, поэтому была добавлена новая канализационная труба для стока туалета, а слив из раковины был подведен к ней.
Спланируйте трубопровод перед сваркой его растворителем
Из-за того, что после сварки трубопровода растворителем его нельзя будет снова разобрать или, по крайней мере, не разобрать на отдельные части, самое важное, что нужно сделать перед тем, как вы на самом деле сварить все это вместе, чтобы установить участок, обрезав все ваши трубы по длине, насухо установив фитинги, а затем поместив всю партию на место, чтобы убедиться, что она подходит.
Сделав это, вы можете быть полностью уверены, что все подходит как надо, а если нет, вы все равно можете легко удалить разделы.
Если вы сварите все это вместе, а затем установите и обнаружите, что что-то не так, вам, скорее всего, придется начинать все сначала, а также, скорее всего, вы потеряете немало фитингов и труб.
Запланированная сливная труба для новой раковины, сваренная растворителем – изображение предоставлено diynot.com0588
Поскольку отходы из раковины будут проходить прямо через стену за раковиной в пространство для хранения между жилым помещением и карнизом, к счастью, там было достаточно места для игр, поэтому у нас было более чем достаточно места для размещения. и проверьте трубопровод перед подключением.
Поскольку раковина была новой, она еще не была закреплена на месте, поэтому первой задачей было установить раковину с сифоном, прикрепленным к выпускному отверстию раковины, чтобы мы могли точно видеть, где будет выходить труба. стена.
Установив раковину, мы как можно точнее измерили высоту от пола до центра выхода из сифона, а затем отметили это место на стене.
Затем мы использовали кольцевую пилу диаметром 48 мм, чтобы прорезать отверстие в стене. Это также дало бы нам 8 мм свободы вокруг самой трубы для движения и регулировки.
Канализационная труба раковины, проходящая через стену в пространство для хранения
Измерьте и отрежьте всю вашу трубу по длине
Затем через отверстие в ловушку была вставлена рулетка. Вторая пара рук помогла удостовериться, что лента полностью вошла в ловушку, вплоть до ошейника.
Затем было проведено измерение внутри пустоты для определения длины первого участка трубопровода. На этом этапе нам пришлось немного потрудиться, так как нам нужно было на глаз определить точку, в которой поворот на 90° должен был привести к сливу стока вниз к канализационной трубе, чтобы все было точно на одной линии.
Сделав замеры, пришло время отрезать кусок трубы по длине.
Используя рулетку, мы измерили и отметили точку отреза на нашем куске трубы, а затем отрезали трубу до нужной длины. При резке любой трубы убедитесь, что сам разрез абсолютно ровный.
Труба с маркировкой «Готово к резке»
Любые разрезы под углом могут привести к тому, что труба не полностью войдет в соединение, в которое она вставлена, и это может увеличить риск утечек.
Совет : чтобы получить квадратный срез, полезно иметь точную линию, которой нужно следовать. Чтобы получить правильную линию, оберните кусок картона или аналогичного гибкого материала с прямым краем вокруг трубы в точке разреза, убедившись, что прямой край совпадает с самим собой и находится на одной линии, а затем нарисуйте линию вокруг трубы, следуя край.
Приведенный выше совет даст вам красивую прямую линию, которую вы можете затем разрезать, чтобы получить красивый квадратный край.
Использование картона для разметки прямой линии вокруг трубы
С точки зрения того, что использовать для резки, лучше всего использовать ножовку, так как она даст хороший тонкий рез, но можно также использовать обычную пилу. Также стоит отметить, что вы можете купить специальные труборезы для ПВХ, которые обычно работают с трубами диаметром чуть более 40 мм.
После того, как вы сделали разрез, вам нужно привести его в порядок. Если после резки остались какие-либо «заусенцы» или фрагменты, это также может привести к неправильной посадке трубы в стыке или к тому, что фрагменты резки заполнят любые пустоты вместо сварного шва.
Заусенцы и мусор, оставшиеся после резки
Все это может привести к появлению слабых мест и увеличить вероятность утечек.
Пройдитесь по внутренней и внешней стороне обрезанного края трубы напильником или мелкозернистой наждачной бумагой (зернистостью около 240) и хорошенько зачистите, удаляя все отходы и заусенцы, пока не получите гладкую поверхность. край.
Кроме того, всегда рекомендуется очищать все свариваемые поверхности подходящим обезжиривающим очистителем, а также следить за тем, чтобы они были чистыми и свободными от грязи и пыли
Обрезав и очистив нашу трубу, мы вставили ее в слив раковины.
Изгиб 90°, сваренный растворителем, был затем подогнан к другому концу таким образом, чтобы мы могли затем измерить длину трубы, необходимой для спуска к канализационной трубе.
Для крепления к нашей канализационной трубе мы собираемся соединиться с ремешком на бобышке (подробнее об этом ниже). Прежде чем мы приступим к фактической фиксации этого на месте, на данный момент наденьте бобышку на трубу именно в том месте, где она должна быть, чтобы у вас была точная точка для измерения.
Хомут на выступе со вставленной сливной трубой
После измерения отрежьте этот участок трубы до нужной длины, используя описанные выше методы. После этого окончательно отрежьте последний участок трубы, который будет вставлен в переходник бобышки
Помните, что при измерении убедитесь, что ваши фитинги закреплены всухую и установлены на место, чтобы вы могли измерить расстояние до основания каждого фитинга. воротник.
Как подключиться к канализационной трубе
На этом этапе вы можете подумать; Как вы на самом деле подключаете свои новые отходы раковины к канализационной трубе? Для непосвященных это, безусловно, правильный вопрос.
Для этого мы будем использовать ремешок на боссе. По сути, это воротник, который крепится к канализационной трубе и позволяет вставить канализационную трубу.
Чтобы установить ремешок на бобышку, сначала необходимо использовать кольцевую пилу, чтобы вырезать отверстие в канализационной трубе. Прежде чем вырезать какие-либо отверстия, отметьте точную точку на трубе для вашего отверстия, убедившись, что оно находится в правильном месте для фактической канализационной трубы.
Чтобы вырезать отверстие, используйте коронку диаметром 48 мм, которую мы использовали выше. Это будет немного меньше, чем нужно, но лучше иметь возможность сделать точную настройку, чем делать отверстие слишком большим.
На нижней стороне бобышки имеется небольшой выступ. Эта кромка входит в отверстие, которое вы только что прорезали, чтобы обеспечить достойную герметизацию и отсутствие утечек.
Сама кромка немного больше, чем у 48-мм канцелярского ножа, поэтому вам придется использовать напильник, чтобы выпилить отверстие, чтобы оно подошло правильно. Опять же, как только он подойдет, очистите все заусенцы, а затем нанесите шарик силикона вокруг внешней стороны кромки, прежде чем надеть его на канализационную трубу.
После того, как вы наденете втулку на трубу, закрепите или завинтите зажим, которым втулка крепится к трубе.
Последним этапом работы является вставка соответствующего вставного адаптера бобышки, соответствующего размеру используемой канализационной трубы. У вас должны быть переходники на 32 мм и 40 мм на выбор.
32-миллиметровый переходник с вставной посадкой
Эти удобные маленькие резиновые переходники вставляются в верхнюю часть втулки, а затем сливная труба вставляется в переходник, образуя водонепроницаемое уплотнение между ними.
Совет : Вставить адаптер в бобышку, а также прорезать сливную трубу может быть довольно сложно, так как они плотно прилегают друг к другу. Чтобы помочь с этим, распределите немного жидкости для мытья посуды по всем поверхностям, и это должно позволить всем хорошо скользить вместе.
Сухая подгонка и проверка перед сваркой растворителем
После того, как хомут на бобышке установлен, а все трубы обрезаны по длине, пришло время проверить все на подгонку, прежде чем склеивать.
Сначала вставьте секцию трубы в переходник бобышки, а затем добавьте фитинг на другой конец. В этом случае мы используем изгиб на 90°, но это может быть любой тип фитинга, и это будет зависеть от того, что вы делаете.
Затем мы установили длинную часть трубы, чтобы она подходила к сливной трубе, проходящей через стену, а также добавили еще 90° наклониться к этому.
Наконец, мы надели колено 90° на канализационную трубу от раковины.
Установив все трубопроводы, мы внимательно осмотрели их, чтобы убедиться, что все фитинги плотно прилегают и ничего не толкается, не тянется и не подвергается какой-либо нагрузке.
Убедившись, что все в порядке, мы сняли длинный отрезок трубы вместе с фитингами, чтобы все это сварить.
Прежде чем приклеивать, мы обработали все концы труб и фитингов очистителем/обезжиривателем, чтобы убедиться, что вся грязь и жир удалены.
Начиная с выступа, мы отвинтили верхнюю часть емкости с растворителем, чтобы открыть щетку, прикрепленную к самой крышке. С приличным (но не слишком большим) количеством клея-растворителя на кисточке мы наносим его на участок внешней стороны трубы, которая будет вставлена в фитинг, а затем также протираем внутреннюю часть самого фитинга.
Нанесение клея на растворителе на секции трубы
При этом убедитесь, что все поверхности хорошо покрыты.
После полного закрытия вставьте трубу в фитинг, убедившись, что она полностью вставлена, пока не коснется манжеты, чтобы полностью зафиксироваться.
Некоторые рекомендуют скручивать трубу, когда вы ее вставляете, чтобы лучше распределить клей на растворителе, а другие говорят, что вы никогда не должны этого делать.
Честно говоря, мы попробовали оба подхода без каких-либо проблем, и, насколько мы видим, пока в шве достаточно цемента, у вас не должно возникнуть никаких проблем.
Когда вы будете вставлять трубу в фитинг, у вас, вероятно, будет выдавливаться излишек сварного шва. Вытрите это тканью.
Две пластиковые трубы успешно сварены вместе растворителем
Клей для сварки растворителем довольно быстро высыхает, и он почти сразу начинает отходить, при этом большинство вариантов производителя становятся водонепроницаемыми примерно через 10-20 минут. Большинство из них также полностью затвердевают примерно через 8 часов, но всегда рекомендуется оставить на 24 часа перед использованием.
Сварив первый стык, теперь можно уверенно переходить к остальным, каждый раз используя один и тот же процесс для склеивания.
Если возможно, спланируйте все сварочные работы так, чтобы вам не нужно было «принуждать» что-либо разделять, чтобы установить секцию трубопровода на место. Практически во всех случаях вы должны быть в состоянии собрать все правильно, без необходимости разбирать детали или сгибать трубы, чтобы вставить их в фитинг.
Теперь, когда все успешно сварено растворителем, как мы предложили выше, дайте ему 24 часа для полного отверждения, а затем проведите полное испытание с проточной водой, внимательно осмотрев каждый шов на наличие признаков просачивания воды.
Если утечек нет, все готово, отличная работа!!
Весь контент проекта написан и подготовлен Майком Эдвардсом, основателем DIY Doctor и отраслевым экспертом в области строительных технологий .
training.gov.au — CPCPCM3012A — Сварка пластиковой трубы методом плавления
Отображаемый контент был создан третьей стороной, хотя были предприняты все попытки сделать этот контент как можно более доступным, но это не может быть гарантировано. Если вы столкнулись с проблемами, связанными с содержимым этой страницы, рассмотрите возможность загрузки содержимого в его исходной форме
История изменений
Неприменимо
Дескриптор устройства
Дескриптор устройства | Эта единица компетенции определяет результаты, необходимые для сварки плавлением полимерных труб из полиэтилена (PE), полипропилена (PP) и полибутилена (PB) (утвержденных в соответствии с австралийскими стандартами), а также для испытаний соединений в пластиковых трубах до DN300 для водоснабжения, санитарии и применение только ливневых стоков. |
Приложение устройства
Применение блока | Эта единица компетенции поддерживает развитие навыков сварки пластиковых труб с использованием различных методов плавления. Площадка для рабочего приложения может быть как жилой, так и коммерческой и может быть новой рабочей площадкой или существующей структурой, которую ремонтируют, расширяют, восстанавливают или обслуживают. |
Лицензионная/нормативная информация
Неприменимо
Предварительные требования
Необходимые единицы | ||
КПКПКМ2023А | Выполнить требования по охране труда | |
Информация о возможностях трудоустройства
Навыки трудоустройства | Этот модуль содержит навыки трудоустройства. |
Элементы и критерии производительности Предварительное содержание
Элементы описывают основные результаты единицы компетенции. | Критерии производительности описывают производительность, необходимую для демонстрации достижения элемента. Там, где используется текст, выделенный жирным курсивом, дополнительная информация приводится в разделе требуемых навыков и знаний, а также в заявлении о диапазоне. Оценка эффективности должна соответствовать руководству по фактическим данным. |
Элементы и критерии эффективности
ЭЛЕМЕНТ | КРИТЕРИИ ЭФФЕКТИВНОСТИ |
1. Подготовьтесь к работе. | 1.1. Рабочие чертежи и спецификации получают от руководителя работ и требований к работе. 1.2. Требования безопасности (OHS), связанные со сваркой плавлением полиэтиленовых труб, и требования по охране окружающей среды на рабочем месте соблюдаются на протяжении всей работы. 1.3. Требования к обеспечению качества определяются и соблюдаются в соответствии с требованиями на рабочем месте. 1.4. Задачи планируются и упорядочиваются вместе с другими, участвующими в работе или затрагиваемыми ею. 1.5. Подбираются и проверяются на исправность инструменты, оборудование и материалы для сварки плавлением одобренных полимерных труб, в том числе средства индивидуальной защиты (СИЗ). 1.6. Рабочая зона подготовлена для обеспечения эффективной сварки плавлением одобренных полимерных труб. |
2. Определите требования к сварке. | 2.1. Требования к сварке определяются из спецификаций или имеющейся информации. 2.2. Сварочное оборудование собирается и проверяется на исправность в соответствии с инструкциями производителя. |
3. Трубы сварные и опрессовочные. | 3.1. Соединения готовятся с использованием инструментов и методов в соответствии со стандартами и техническими условиями. 3.2. Испытательные сварные швы выполняются и проверяются в соответствии с техническими условиями. 3.3. Сварка плавлением выполняется в соответствии со стандартами, планами и спецификациями. 3.4. Сварные швы проверяются визуально на соответствие стандартам. 3.5. Соединения труб испытываются под давлением и проверяются в соответствии со стандартами и техническими условиями. 3.6. Детали испытаний и контролируемые результаты проверяются на точность и документируются в соответствии с требованиями регулирующего органа, а также планами и спецификациями. |
4. Очистить. | 4.1. Рабочая зона расчищается, а материалы утилизируются или перерабатываются в соответствии с законодательством штата или территории, установленным законом и регулирующим органом, и процедурами на рабочем месте. 4.2. Инструменты и оборудование очищаются, проверяются, обслуживаются и хранятся в соответствии с рекомендациями производителя и процедурами на рабочем месте. 4.3. Доступ к информации и документация заполняются в соответствии с требованиями рабочего места. |
Необходимые навыки и знания
НЕОБХОДИМЫЕ НАВЫКИ И ЗНАНИЯ |
В этом разделе описываются навыки и знания, необходимые для этого устройства. |
Требуемые навыки |
Требуемые навыки для этого подразделения:
|
Требуемые знания |
Требуемые знания для этого раздела:
|
Справочник по доказательствам
РУКОВОДСТВО ПО ДОКАЗАТЕЛЬСТВАМ | |
Справочник по фактическим данным содержит рекомендации по оценке и должен быть прочитан вместе с критериями эффективности, требуемыми навыками и знаниями, заявлением о диапазоне и Руководством по оценке для учебного пакета. | |
Обзор оценки | Эта единица компетенции может быть оценена на рабочем месте или в близкой имитации рабочей среды при условии, что моделируемые или основанные на проектах методы оценки полностью воспроизводят условия, материалы, действия, обязанности и процедуры на рабочем месте в сфере сантехники и услуг. |
Критические аспекты оценки и доказательства, необходимые для демонстрации компетентности в этом разделе | Лицо, демонстрирующее компетентность в этой области, должно быть в состоянии представить доказательства:
|
Контекст и конкретные ресурсы для оценки | Эта компетенция должна оцениваться с использованием стандартных и разрешенных методов работы, требований безопасности и экологических ограничений. Оценка основных базовых знаний обычно проводится за пределами площадки. Оценка должна соответствовать требованиям соответствующих нормативных документов или австралийских стандартов. Ресурсные последствия оценки включают:
При необходимости должны быть внесены разумные коррективы для людей с ограниченными возможностями в процессы оценивания. Это может включать доступ к модифицированному оборудованию и другим физическим ресурсам, а также предоставление соответствующей поддержки в оценке. |
Метод оценки | Методы оценки должны:
Достоверность и достаточность доказательств требует, чтобы:
Процессы и методы оценки должны, насколько это практически возможно, учитывать языковые, грамотные и математические способности кандидата в отношении оцениваемой компетенции. Дополнительные доказательства компетентности могут быть получены из соответствующей заверенной документации от третьих лиц, таких как действующие руководители, руководители групп или специалисты по обучению. |
Заявление о диапазоне
ЗАЯВЛЕНИЕ О ДИАПАЗОНЕ | |
Заявление о диапазоне относится к единице компетенции в целом. Это позволяет использовать различные рабочие среды и ситуации, которые могут повлиять на производительность. Формулировка, выделенная жирным курсивом, если она используется в критериях эффективности, подробно описана ниже. Также могут быть включены основные рабочие условия, которые могут присутствовать при обучении и оценке (в зависимости от рабочей ситуации, потребностей кандидата, доступности предмета, а также местного отраслевого и регионального контекста). | |
Безопасность (OHS) должна соответствовать законодательству и правилам Содружества, штатов и территорий и может включать: |
|
Экологические требования охватывают: |
|
Требования к обеспечению качества могут включать: |
|
Инструменты и оборудование включают: |
|
Материалы : |
|
Законодательные и регулирующие органы включают: |
|
Информация может включать: |
|