особенности техники, необходимое оборудование, нюансы
Изделия из алюминия распространены достаточно широко, их можно встретить и на предприятиях, и в быту.
Это обусловлено его свойствами. Алюминий — легкий и пластичный металл, но не отличается прочностью, поэтому изделия из него ломаются достаточно часто.
Раньше нам надо было нести поломанную вещь в мастерскую, а сегодня мы можем сами выполнить ремонт на дому.
Для этого нам надо приобрести инвертор с необходимым инвентарем, изучить инструкции – и можно приступать к сварке алюминия.
Содержание статьиПоказать
- Основные особенности сваривания алюминия
- Инструкции
- Сварочное оборудование
- Последовательность
- Заключение
Основные особенности сваривания алюминия
Мало кто из сварщиков скажет вам, что алюминий является его любимым материалом для сварки. Сварка алюминия инвертором требует большого опыта и соответствующих навыков. Главная сложность, с которой сталкиваются при сваривании этого металла и сплавов с его содержанием – образование на поверхности свариваемых деталей окисной пленки. Образуется она под воздействием кислорода, который содержится в воздухе.
Сварка алюминия инвертором требует большого опыта и соответствующих навыков. Главная сложность, с которой сталкиваются при сваривании этого металла и сплавов с его содержанием – образование на поверхности свариваемых деталей окисной пленки. Образуется она под воздействием кислорода, который содержится в воздухе.
Температура, при которой плавится алюминий – 600 градусов, тогда как оксидная пленка начинает плавиться при температуре в 2000 – 2500 градусов. Поэтому первое, что необходимо сделать – удалить эту пленку и избегать окисления в дальнейшем.
Делается это при помощи разных инструментов: металлических щеток, наждачной бумаги, шлифовальных машин и т.д. Для достижения максимального результата рекомендуется использовать последовательно несколько методов очистки. Как защитить поверхность от окисления при сваривании мы посоветуем ниже.
Неудобством при таких работах является то, что прочность алюминия заметно ухудшается при температурных скачках. При этом металл может расплавиться и вытечь из зоны сварки, поэтому нужен постоянный контроль температуры в зоне работ.
При этом металл может расплавиться и вытечь из зоны сварки, поэтому нужен постоянный контроль температуры в зоне работ.
Еще одна сложность, с которой мы столкнемся при сварке инвертором – свойство этого металла сохранять неизменным свой цвет при любой температуре. В связи с этим сложно добиться равномерного шва по всей его протяженности.
Материал не обладает высокой упругостью, поэтому при остывании деталей после сварки возможно образование микротрещин.
Учитывая все эти нюансы, вы сможете добиться требуемого результата.
Инструкции
Вот основные правила, обязательные к исполнению при сварке инвертором алюминия:
- Необходимо защищать зону сварочного процесса от окисления поверхности свариваемых деталей. Эту защиту можно обеспечить, используя различные газы. Для такой защиты рекомендуется использовать инертные газы, хорошо подходит для этих целей аргон либо смесь аргона с гелием. Оптимальным выбором для таких задач является оборудование с функцией дуговой сварки;
- Сваривают алюминиевые детали используя электроды, не плавящимися при работе, как правило, вольфрамовыми.
 Во время сварки алюминия инвертором надо периодически очищать их поверхность от окислов, которые могут негативно повлиять на качество шва;
Во время сварки алюминия инвертором надо периодически очищать их поверхность от окислов, которые могут негативно повлиять на качество шва; - Ток для этого типа сварки применяется переменный. При этом сила тока устанавливается выше, чем при работе с деталями из стали;
- Свариваемые поверхности необходимо предварительно прогреть. Так мы сможем избежать деформации сварного шва, возникающей из-за резкого скачка температуры;
- Также в предварительном прогреве нуждаются электроды. Делается это обычно в муфельной печи.
 Во время сварки алюминия инвертором надо периодически очищать их поверхность от окислов, которые могут негативно повлиять на качество шва;
Во время сварки алюминия инвертором надо периодически очищать их поверхность от окислов, которые могут негативно повлиять на качество шва;Сварочное оборудование
Используются для сварки алюминия инверторы различной производительности и уровня автоматизации. Если вы не можете использовать аппарат полуавтоматического типа, вам может пригодиться приставка к инверторному аппарату, позволяющая формировать переменный ток.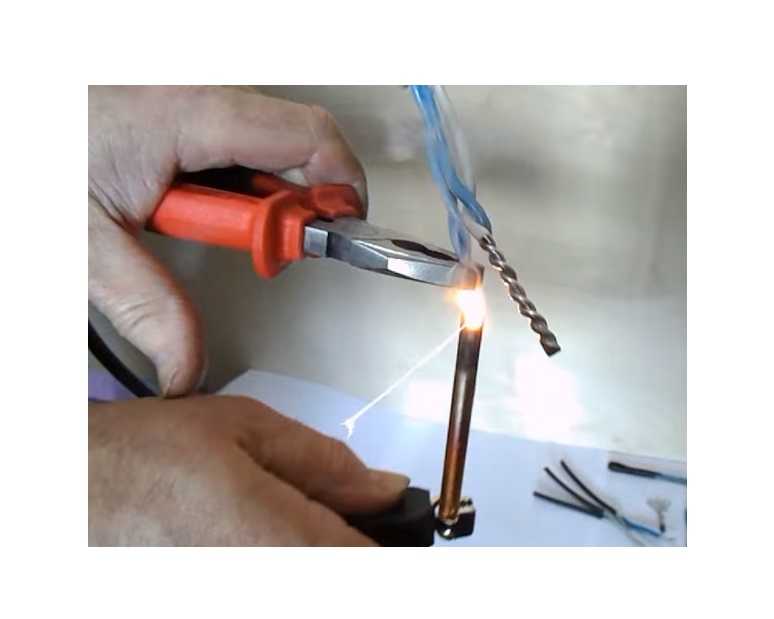
Если мы свариваем при помощи инверторного аппарата класса «TIG» — рекомендуется использовать электроды из вольфрама, не плавящиеся при использовании. Также при такой сварке допускается использование сварочной проволоки, содержащую высокий процент магния.
Рекомендованный диаметр – 2 -5 мм. Марки проволоки: АК, АД, АО. Электроды маркируются так: российского производства – ОЗА, ОЗАНА, ОЗР, импортного – ОК 96.20, ОК 96.40, Kobatech — 213.
Диаметр проволоки для инверторов полуавтоматического типа должен быть 0,8 – 1 мм. Она продается в катушках, расфасованная по 0,5 килограмм. Специалисты рекомендуют проволоку из сплава лития и кремния марок ER 4043 и ER 5356. Также хорошо подходит для такого типа сварки проволока из того же материала марок СВ – АК5 или СВ – АМГ5.
Если нам необходима более точная сварка инвертором с образованием тонкого шва – тогда лучше всего использовать сварку дугой. Для защиты сварочной области в этом случае используется аргон. Он поможет нам избежать образования грубых швов и пор.
Он поможет нам избежать образования грубых швов и пор.
Нам необходимо добиться высокой температуры для плавления окисной пленки, поэтому используем мы переменный ток, а газ защищает сварочную зону от повторного образования пленки.
С помощью этого метода можно производить ремонт тонкостенных алюминиевых изделий. Однако не надо забывать об очистке используемых электродов, при его применении они часто загрязняются.
Последовательность
При любых процессах важно строго соблюдать инструкции. Особенно это необходимо при сварке алюминия инвертором. Для начала настраиваем сварочное устройство. Переключаем регулятор тока на АС (переменный ток). Затем регулируем полярность.
Изначально ее баланс установлен 50/50. Если мы свариваем детали из алюминия без примесей – регулятор необходимо перемещать против часовой стрелки, если мы свариваем сплавы – по часовой стрелке.
Силу тока выставляем в зависимости от двух параметров – толщины свариваемых поверхностей и диаметра электрода.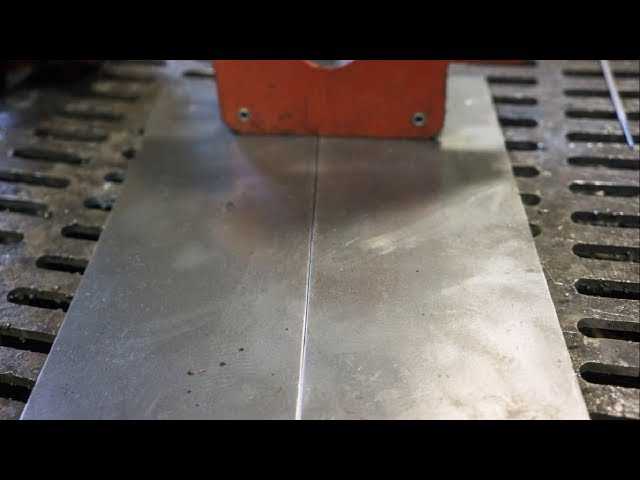 К примеру, если мы свариваем детали толщиной 2 мм, электродом с диаметром 3мм — сила тока должна составлять 60 А. От толщины детали зависит также выставляемое время затухания дуги. При толщине свариваемого листа 2 мм устанавливаем значение 3сек.
К примеру, если мы свариваем детали толщиной 2 мм, электродом с диаметром 3мм — сила тока должна составлять 60 А. От толщины детали зависит также выставляемое время затухания дуги. При толщине свариваемого листа 2 мм устанавливаем значение 3сек.
Последняя настройка инвертора, которую надо установить — сила продувки защитным газом сварочной зоны и ее время, это влияет на охлаждение шва.
После установки всех настроек аппарата необходимо подготовить свариваемый материал. Мы уже говорили о том, что для предотвращения образования окисной пленки, металл необходимо обработать при помощи наждачной бумаги, железной щетки и т.д. Однако кроме механического способа мы можем применить и химическую очистку. Для этого метода применяется раствор хлорида цинка на водной основе.
После того, как поверхность очищена, необходимо выполнить ее предварительный прогрев. Рекомендованная температура прогрева – 400 градусов. Выполнять прогревание свариваемых деталей необходимо не торопясь, равномерно прогревая поверхности.
 Теперь все готово к сварке.
Теперь все готово к сварке.Подавать электрод или проволоку надо под углом 15 градусов к поверхности, делая это легкими прикосновениями, от начала сварочной ванны. Надо сделать несколько проходов. При выполнении этих условий мы получим равномерный шов высокого качества.
Заключение
Мы видим, что, при наличии необходимого оборудования и соблюдении всех условий и правил, мы можем добиться хороших результатов.
Однако необходимо помнить, что сваривание деталей из алюминия инвертором – процесс сложный, и начинающим сварщикам не стоит сразу приступать к чистовому этапу.
Рекомендуется предварительно потренироваться, и делать это лучше под присмотром мастера, имеющего большой опыт сварки алюминия инвертором. Так вы быстрее приобретете необходимый опыт и навыки. Желаем успехов!
Так вы быстрее приобретете необходимый опыт и навыки. Желаем успехов!
Как обычным инвертором варить алюминий
Сварка алюминия – сложный технологический процесс. Здесь есть некоторые особенности не свойственные сварочному процессу других металлов.
Во-первых, на поверхности расплавленного алюминия образуется оксидная пленка не зависимо от наличия защитной среды. В качестве таковой для сварки алюминия используют только аргон. Сложность в том, что температура плавления алюминия 660°С, а оксид алюминия плавится при температуре 2050°С. При температуре 2518°С наступает порог кипения. Поэтому велика вероятность прожога металла.
Поскольку оксидная пленка служит барьером, и не дает возможности работать с металлом на малых температурах, возникает необходимость избавиться от этой пленки. За неимением нужных технологий, сварщики пытались делать это механически концом электрода. Современное оборудование позволяет с этим бороться. Секрет кроется в использовании переменного тока высокой частоты. Почему именно переменный ток? Поток электронов возвращаясь в обратном направлении, то есть от металла к электроду сильней прогревает поверхность жидкого металла и оксид алюминия расплавляется.
Почему именно переменный ток? Поток электронов возвращаясь в обратном направлении, то есть от металла к электроду сильней прогревает поверхность жидкого металла и оксид алюминия расплавляется.
Во-вторых, алюминий обладает высокой теплопроводностью, как следствие, локально прогреть кромки свариваемых деталей практически невозможно, тепло очень быстро распространяется и улетучивается во внешнюю среду. Массивные детали предварительно прогревают. Для тонкого, листового алюминия большое количество тепла создается за счет мощности дуги. Также необходимо соизмерять это с низкой температурой плавления алюминия и высокой температурой плавления оксидной пленки. Процесс противоречивый, поэтому и применяется переменный ток. Из-за своего возвратного движения, электроны разрушают оксидную пленку.
В-третьих, алюминий очень быстро кристаллизуется и по окончании сварки в конце шва образуется не очень красивый кратер. Многие сварщики полагаются на свое мастерство, но все-таки лучше довериться сварочным аппаратам, которые оснащены функцией снижения сварочного тока в конце сварки. Это позволяет закончить сварочный шов без образования нежелательных кратеров.
Это позволяет закончить сварочный шов без образования нежелательных кратеров.
Сварка алюминия полуавтоматом в аргоне
Сварка алюминия полуавтоматом в режиме MIG/MAG позволяет преодолеть сопротивление оксидной пленки. Название говорит само за себя MIG (metal, inert gas), то есть происходит присадка металла плавящегося электрода в сварочную ванну, в среде инертного газа. Смысл полуавтоматической сварки заключается в том, что плавящийся электрод или проволока подается толкающими роликами автоматически, а горелку сварщик ведет вручную.
Для сварки алюминия используется однородная проволока высокого качества. Скорость подачи проволоки сварщик регулирует полагаясь на свои способности и уровень мастерства. Профессионалы предпочитают делать это ножной педалью. Можно задавать нужное значение скорости подачи проволоки на самом аппарате. При сварке массивных изделий требуется более глубокий провар, и количество присадочной проволоки увеличивается.
Для достижения отличного результата используют сварочные полуавтоматы с режимом импульсной сварки. На основной сварочный ток накладывается дополнительный ток высокой амплитуды. Этот процесс происходит с заданной частотой (регулировка этого параметра также предусмотрена). Импульсы с легкостью пробивают оксидную пленку.
На основной сварочный ток накладывается дополнительный ток высокой амплитуды. Этот процесс происходит с заданной частотой (регулировка этого параметра также предусмотрена). Импульсы с легкостью пробивают оксидную пленку.
Основная задача импульсов – мелкокапельный перенос электродного металла и перемешивание его с основным металлом.
Второе происходит за счет ударного вторжения капли в сварочную ванну. Хорошо подобранная частота импульсов обеспечивает эстетически красивый шов.
Необходимое оборудование
Для сварки алюминия необходим источник (аппарат) выдающий переменный ток. На постоянном токе технология не получится.
На постоянном токе технология не получится.
На аппарате должны быть функции:
- бесконтактного поджига;
- заварки кратера;
- регулировки баланса тока.
Этих настроек (рассмотрены ниже) хватит для проведения качественной аргоновой сварки алюминия.
Газ аргон должен быть чистым, приобретайте баллоны без атмосферного воздуха. Если редуктор на баллоне с аргоном стоит российского производства, то рекомендуется поставить расход 12-15 л/мин. А если чешской марки, то достаточно 8 литров.
Сварка алюминия. Советы и рекомендации
Немногим более чем за 100 лет алюминий из редчайшего и дорогого материала превратился в необходимую составляющую нашей жизни. Области его применения все более расширяются, соответственно растут промышленные объемы потребления этого металла.
Именно механические и антикоррозийные свойства, малый удельный вес алюминия является определяющими фактороми, который позволяет создавать легкие и в то же время прочные конструкции.
Способы сваркиДля сварки деталей из алюминия и его сплавов применяется как MIG- так и TIG(AC)-сварка. Скорость TIG-сварки в три раза ниже, чем скорость MIG-сварки, но внешний вид шва получается более качественным.
Основные рекомендации по сваркеПрежде, чем впервые приступить к работе с алюминием, сварщик должен ознакомиться особенности материала и технологией его сварки.
Чистый алюминий проводит электрический ток в четыре раза лучше, чем сталь, поэтому процесс его сварки имеет свои технологические особенности. Способность проводить тепло у алюминия (около 2,2 Вт/см K) также значительно выше, чем у стали (около 0,6 Вт/смK). Например, у таких часто применяемых алюминиевых сплавов как AlMg4,5Mn или AlMg5 теплопроводность составляет от 1,2 до 1,3 Вт/см K, что также выше значения теплопроводности стали.
Из-за высокой теплопроводности выполнять высокопроизводительную сварку весьма затруднительно по причине недостаточной глубины проплавления. Кристаллизация сварочной ванны происходить очень быстро и, поэтому возможно неполное газовыделение, приводящее к образованию пор в сварном шве. Чтобы избежать этого, необходимо увеличивать силу сварочного тока, производить предварительный подогрев детали, и использовать в качестве защитного газа, гелий или его смесь с аргоном. На начальный участок сварного соединения также возможна некоторая непрочность шва из-за недостаточного провара по причине «непрогретости» деталей. Технически эта проблема решается путем использования функционального 4-тактного режима, реализованного на сварочных аппаратах MERKLE.
В первом такте сварки можно задать импульс сварочного тока большей силы, чем основной, который ускорит нагрев свариваемых деталей.
Материалы и сварочная проволокаСпектр алюминиевых сплавов сегодня весьма широк. Что касается алюминиевой сварочной проволоки, общим требованием является ее своевременное использование. Время хранение при вскрытой упаковке должно быть сведено к минимуму, так как быстрое окисление поверхности ведет к ухудшению качества проволоки. Особенно вредно влияние высокой влажности воздуха.
Что касается алюминиевой сварочной проволоки, общим требованием является ее своевременное использование. Время хранение при вскрытой упаковке должно быть сведено к минимуму, так как быстрое окисление поверхности ведет к ухудшению качества проволоки. Особенно вредно влияние высокой влажности воздуха.
Кромки и околошовная зона свариваемых деталей должны быть тщательно очищено от загрязнений. Это должно быть сделано непосредственно перед сваркой. За очень короткое время алюминий покрывается слоем оксида алюминия (Al2O3).
Защитные газы для сваркиАлюминий и алюминиевые сплавы должны свариваться в среде защитных инертных газов. В основном для этого применяется аргон. Но предпочтительнее использовать газовую смесь аргона и гелия. Более высокий показатель теплопроводности гелия определяет соответственно и более высокую температуру сварочной ванны, что оказывается преимуществом при сварке металлических листов большой толщины. Применение смеси защитных газов способствует более полному газовыделению и потенциальному отсутсвию пор.
Стандартные MIG/MAG-аппараты подходят для сварки алюминия весьма условно. Оптимального результата можно добиться, используя синергетические импульсно-дуговые аппараты, которые снабжены специальной программой для сварки алюминия. В качестве рекомендации: — для сварки алюминия толщиной 6 мм необходимо использовать сварочный аппарат с возможностью регулировки тока сварки до 300 A.
Импульсно-дуговая сваркаСинергетические импульсно-дуговые сварочные аппараты располагают готовыми программами для выполнения сварки различных материалов. Эти программы имеют оптимальную настройку для различных сплавов. Ручной переключатель на панели управления дает возможность выбрать любую программу. С помощью кнопочного управления на регуляторе энергии нужно выбрать только силу тока. Настройка всех остальных параметров производится микропроцессором автоматически.
Подача проволокиАлюминиевая проволока значительно пластичнее стальной. В связи с этим рекомендуется четырехроликовое подающее устройство для того, чтобы прижимное усилие распределялось на каждую пару роликов. Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Необходимо соблюдение правильного выбора диаметра канавки и диаметра проволоки, чтобы уменьшить деформацию проволоки.
В связи с этим рекомендуется четырехроликовое подающее устройство для того, чтобы прижимное усилие распределялось на каждую пару роликов. Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Необходимо соблюдение правильного выбора диаметра канавки и диаметра проволоки, чтобы уменьшить деформацию проволоки.
Для сварочной горелки в применяется тефлоновая направляющая для уменьшения трения проволоки. Общая длина горелки не должна превышать 3 м, а рукав во время сварки должен оставаться по возможности прямым. При использовании проволоки диаметром
0,8 мм рекомендуется применение Push-Pull-горелки. В этой горелке встроен миниатюрный механизм подачи проволоки, что позволяет увеличить длину горелки до 10 м.
При сварке горелка располагается под углом 10–20° к вертикали. Расстояние между соплом горелки и свариваемыми деталями должно быть 10–15 мм. При большем расстоянии необходимо значительно увеличивать подачу защитного газа.
При большем расстоянии необходимо значительно увеличивать подачу защитного газа.
Рекомендуется следующий расход:
- Диаметр проволоки 1,0 мм — 12–14 л/мин
- Диаметр проволоки 1,2 мм — 14–16 л/мин
- Диаметр проволоки 1,6 мм — 18–22 л/мин
Для установки необходимого расхода газа рекомендуется использовать ротаметры.
Функциональные режимы сваркиВ современных импульсно-дуговых сварочных аппаратах реализованы функциональные режимы сварки, в частности 4-тактный, который позволяет настроить отдельно сварочные параметры на каждом этапе выполнения сварного шва. В первом такте в начальной стадии выполнения сварки активируется более высокий сварочный ток, который ускоряет прогрев свариваемых деталей. При этом можно избежать сварочных дефектов в начальной стадии процесса сварки.
Окончание процесса сварки также чревато образованием дефектов. Кроме образования незаваренного кратера, также возможно образование горячих трещин в результате усадки расплавленного металла сварочной ванны при охлаждении. Реализация функции понижения тока в третьем такте можно полностью избежать появления вышеуказанных дефектов.
Реализация функции понижения тока в третьем такте можно полностью избежать появления вышеуказанных дефектов.
Одним из специфических методов импульсно-дуговой сварки является интерпульс-метод, который имеет преимущества перед другими методами при сварке алюминия. В этом случае на основной пульсирующий ток, добавляется второй программируемый импульс тока. Внешний вид сварного шва выглядит так же, как и при TIG-сварке.
Преимуществами интерпульс-метода являются:
- внешний вид и качество шва как при MIG-сварке;
- уменьшение нагрева шва;
- уменьшение термических деформаций свариваемого изделия.
Для сварки алюминия TIG-аппаратами производится переключение на переменный ток (AC). Имеется большой выбор сварочных аппаратов от 170 A до 600 A
Положение горелки при TIG-сваркеГорелка располагается по направлению сварки под углом 15–40° к вертикали. Присадочный материал вводится в сварочную ванну под углом 10–30° по отношению к поверхности заготовке.
Присадочный материал вводится в сварочную ванну под углом 10–30° по отношению к поверхности заготовке.
Количество защитного газа составляет примерно 5–12 л/мин в зависимости от диаметра керамической форсунки TIG-горелки. После окончания сварки газ необходима продувка защитным газом для защиты сварного шва и охлаждения неплавящегося электрода.
Доктор-инженер Ульрих Пранк MERKLE Schweissanlagen-Technik GmbH
Сварка алюминия полуавтоматом — особенности, требования к оборудованию, технология: tvin270584 — LiveJournal
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. В статье мастер сантехник расскажет, о правилах сварки алюминия полуавтоматом.
Алюминий — пожалуй самый капризный металл
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).

Преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек.

- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва.
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка MIG/MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
На выбор полуавтомата для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
 Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;Все варианты можно условно разбить на такие основные группы:
- Бюджетные;
- Среднего класса;
- Среднего класса с импульсным режимом;
- Промышленные модели с импульсным режимом.
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт. Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C.
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Подготовка к сварке
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке.
Технология сварки алюминия
В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
Поперечное движение может привести к хрупкости свариваемой поверхности.
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
При завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
Видео
В сюжете — Сварка алюминия полуавтоматом
В сюжете — Для начинающих сварщиков сварка алюминия полуавтоматом
В сюжете — Как настроить полуавтомат под сварку алюминия
В продолжение темы посмотрите также наш обзор Как правильно вести электрод во время сварки
Источник
https://santekhnik-moskva.blogspot.com/2021/06/Svarka-alyuminiya-poluavtomatom.html
Как наносить шарики из вольфрама для сварки алюминия
Понимание сварки со всеми ее терминологиями и методами требует тяжелой работы. В большинстве случаев новичкам сложно понять, почему и как что-то делается. Одной из таких путаниц является сверление вольфрама. Почему вы должны шариковать вольфрам перед сваркой? Обычный вольфрам тоже не работает?
Одной из таких путаниц является сверление вольфрама. Почему вы должны шариковать вольфрам перед сваркой? Обычный вольфрам тоже не работает?
Алюминий сложнее сваривать. Сварщикам часто легче работать со сталью или стальными сплавами, потому что алюминий нагревается при более высоких температурах. Для сварки алюминия обычно используется TIG. Иногда сварщик может использовать MIG и для сварки алюминия.
Для сварки вольфрамовым электродом в среде инертного газа (TIG) требуется неплавящийся вольфрамовый электрод. В нем используется тепло, выделяемое электрической дугой, возникающей между вольфрамовым электродом и металлической заготовкой. Традиционно для зажигания дуги использовался заостренный вольфрамовый электрод, но теперь мы знаем, что вольфрамовый шарик в форме шарика дает лучшие результаты. Сварка вольфрама для сварки алюминия требует от сварщика выполнения ряда шагов. Хотя наплавка вольфрамовых шариков — не единственный метод, который гарантирует лучшие результаты сварки, он является одним из основных, наряду с техникой сварки, защитной проволокой и инертным газом, используемым при сварке алюминия.
Каковы уникальные проблемы сварки алюминия?
Сварщики часто обнаруживают, что сваривать алюминий сложнее, чем обычную сталь, и для этого требуются специальные настройки и приспособления. Так что же делает сварку алюминия такой сложной задачей? Основное различие между алюминием и сталью заключается в теплопроводности и пористости двух материалов.
Теплопроводность
Алюминий является гораздо лучшим проводником тепла, чем большинство металлов. Хотя это делает алюминий чрезвычайно полезным в других областях применения, при сварке он доставляет огромное неудобство. Более холодные части металла продолжают отводить тепло от сварочной ванны и могут сделать сварной шов более слабым и менее проникающим. Чтобы решить эту проблему, для сварки алюминия требуются значительно более высокие температуры по сравнению со сталью.
Пористость
В жидкой форме алюминий поглощает водород. Но когда он начинает затвердевать, он не может удерживать водород в прежней форме. Таким образом, водород приводит к образованию пузырьков в алюминии, что приводит к проблемам с пористостью. Хотя водород не способен вызывать трещины в алюминиевых сварных швах, горячее растрескивание все же происходит. Иногда смесь аргона и гелия в качестве защитного газа помогает уменьшить образование пузырьков водорода и, таким образом, уменьшает пористость.
Таким образом, водород приводит к образованию пузырьков в алюминии, что приводит к проблемам с пористостью. Хотя водород не способен вызывать трещины в алюминиевых сварных швах, горячее растрескивание все же происходит. Иногда смесь аргона и гелия в качестве защитного газа помогает уменьшить образование пузырьков водорода и, таким образом, уменьшает пористость.
По этим причинам сварка алюминия требует большей концентрации, больше техники и больше контроля температуры.
Почему вольфрам используется при сварке?
Вольфрам является предпочтительным металлом, который используется при сварке, потому что это металл с температурой плавления среди всех чистых металлов. Вольфрам плавится при очень высокой температуре 3 422 °C (6 192 °F). При сварке вольфрам должен быть неплавящимся. Таким образом, вольфрам используется для изготовления электродов, поскольку он выдерживает высокие температуры и не выгорает в процессе. Следует ожидать некоторой эрозии, которая называется «выгоранием», но, как правило, вольфрам справляется со сваркой алюминия лучше, чем другие металлы.
Традиционно использовался только чистый вольфрам, но сейчас существует множество вольфрамовых сплавов, одобренных Международной организацией по стандартизации и Американским обществом сварщиков, которые обладают более высокими качествами, чем обычный вольфрам.
Что такое вольфрамовые шарики?
Вольфрамовое накатывание означает простое смягчение и округление заостренных краев вольфрамовых электродов. При работе с электродами из чистого вольфрама считается необходимым скатывание.
Почему вольфрам в шариках?
Вольфрамовый шарик, как говорят, работает лучше и создает лучшую дугу, чем острые заостренные вольфрамовые электроды. Когда для изготовления электродов использовался только чистый вольфрам, считалось необходимым скатывать электроды в шарики для оптимальной работы, но сегодня ответ меняется.
Поскольку на рынок поступает так много различных вольфрамовых сплавов, и все они одобрены Американским обществом сварщиков, ответ на вопрос «Необходимо ли вольфрамовое шарикование для сварки алюминия?» изменилось. Если вы выберете вольфрамовые сплавы для изготовления электродов, которые будете использовать при сварке алюминия, вам вообще не нужно их комкать. Некоторые из распространенных одобренных сплавов включают:
Если вы выберете вольфрамовые сплавы для изготовления электродов, которые будете использовать при сварке алюминия, вам вообще не нужно их комкать. Некоторые из распространенных одобренных сплавов включают:
Вольфрам с церием
Оксид церия (или оксид церия) в качестве легирующей добавки повышает стабильность дуги и имеет дополнительное преимущество, заключающееся в том, что он не является радиоактивным!
Лантанированный вольфрам
Сплав оксида лантана (или лантана) также улучшает стабильность и характеристики дуги, а также не является радиоактивным.
Торированный вольфрам
Оксид тория (или торий) обеспечивает отличные характеристики дуги и отлично подходит для общего применения. Хотя это один из лучших материалов для работы, он радиоактивный и может представлять больший риск для здоровья, чем любой другой.
Циркониевый вольфрам
Вольфрамовые электроды, содержащие оксид циркония (или циркония), улучшают стабильность дуги, а также увеличивают срок службы электрода, поэтому вам не нужно постоянно заменять электроды.
Как вольфрам скатывается для сварки алюминия?
Если вы работаете с чистым вольфрамом и вам нужно скатать вольфрам для сварки алюминия, вот что вам нужно сделать. Наденьте защитную одежду и приступайте к работе. Не зацикливайтесь на том, чтобы сделать идеальный шарик на кончике; просто убедитесь, что вольфрам закруглен.
- Заточите одну сторону электрода из чистого вольфрама до заостренного конца с помощью точильного станка.
- Отложите заточенный электрод в сторону на 10 минут, дайте ему остыть.
- Заточите другой край электрода так же, как и другой конец.
- Поместите вольфрамовый электрод в горелку TIG.
- Заземление сварочного аппарата TIG должно быть соединено с токопроводящей рабочей поверхностью, а поверх него должен быть помещен кусок алюминия.
- Поместите острый конец электрода на расстоянии 1/8 дюйма от куска алюминия. Теперь запустите сварочный аппарат. Дайте сварочному аппарату поработать 2-3 минуты, пока на конце электрода не появится шарик размером 1/3 диаметра вольфрамового электрода.
- Снова дайте электроду отдохнуть. После того, как он остынет, вы можете использовать его для сварки алюминия.

Вот и все — полное пошаговое руководство о том, как использовать вольфрамовые шарики для сварки алюминия. Тем не менее, чистый вольфрам больше не рекомендуется сварщиками, так что избавьте себя от хлопот и выберите лучшую альтернативу, которая не потребует от вас шарить его в первую очередь.
Похожие вопросы
Какой инертный газ лучше всего использовать при сварке алюминия?
Идеальным выбором в качестве защитного газа при дуговой сварке алюминия является 100% чистый аргон. Чистый газ аргон и чистый газ гелий — два лучших варианта для использования во всех видах сварочных работ.
Опасно ли скручивание вольфрама?
Некоторые вольфрамовые сплавы радиоактивны и могут представлять опасность для здоровья, но в остальном образование шариков на вольфрамовом электроде не более опасно, чем сама сварка. Заточка торированного вольфрама может привести к образованию радиоактивной пыли, которая может быть очень вредной при проглатывании.
Можно ли использовать заостренный вольфрамовый электрод?
Да, можно, и традиционно много использовался заостренный электрод, но вольфрам лучше скатать шариками, чтобы повысить стабильность дуги и повысить производительность.
Какой тип вольфрама следует использовать для сварки?
Вы можете выбрать один из нескольких типов вольфрама:
• Редкоземельная смесь
• Торированный
• 2% лантановый
• Циркониевый
• 0,8% Циркониевый
О Пьере Янге
Привет, я Пьер Янг, квалифицированный сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Настройка параметров инверторного аппарата для сварки TIG
| How-To
Технологии, лежащие в основе конструкции сварочных аппаратов, постоянно развиваются. Хотя инверторные сварочные аппараты какое-то время определяли лидерство на рынке, теперь многие основные сварочные аппараты используют эту технологию. Нет никаких сомнений в том, что инверторные сварочные аппараты имеют много преимуществ по сравнению с их простыми трансформаторными и выпрямительными братьями, но есть кривая обучения, чтобы понять, когда и как использовать эти расширенные функции.
За последние несколько лет многие строители модернизировали свои аппараты для сварки TIG, и многие люди просто не знают, с чего начать настройку своих новых ультрасовременных инверторных аппаратов. Этот краткий учебник поможет вам быстро и легко освоиться.
Начнем с определения инверторной технологии. Все сварочные аппараты берут ток, поступающий из розетки в вашем гараже или магазине, и преобразуют его в тип тока, необходимый для сварки. В США наиболее распространен ток 120 и 240 В, и он подается со скоростью 60 циклов в секунду или Герц (Гц). Все сварщики используют трансформатор для преобразования этого высоковольтного тока в более низкое напряжение, подходящее для сварки, а схема позволяет аппарату подавать ток большой силы в течение длительных периодов времени.
В США наиболее распространен ток 120 и 240 В, и он подается со скоростью 60 циклов в секунду или Герц (Гц). Все сварщики используют трансформатор для преобразования этого высоковольтного тока в более низкое напряжение, подходящее для сварки, а схема позволяет аппарату подавать ток большой силы в течение длительных периодов времени.
Эта схема более эффективна на более высоких частотах, поэтому инверторные машины повышают ток с частотой 60 Гц примерно до 10 000 Гц, чтобы максимизировать эту эффективность. Схема управления также позволяет использовать такие функции, как пульсация, управление формой волны переменного тока и частотой дуги переменного тока. Вскоре мы подробно рассмотрим эти настройки.
Первое, что бросается в глаза при работе с инверторными машинами, — это размер и вес — они намного меньше и легче, чем старые «традиционные» машины, — которые практически не изменились с середины прошлого века. Помимо того, что они легче, инверторные машины намного эффективнее и потребляют лишь часть мощности, необходимой для старых машин. Вот почему в последние несколько лет большинство производителей перешли на инверторы.
Вот почему в последние несколько лет большинство производителей перешли на инверторы.
В этой статье мы будем использовать первоклассный аппарат Miller Dynasty 350, и, хотя простая сенсорная панель управления может отличаться от других инверторных сварочных аппаратов, принципы выбора и настройка каждой переменной будет одинаковой для всех сварочных аппаратов.
Компания Miller, к их чести, проделала большую работу по упрощению панели управления. У некоторых других инверторных сварочных аппаратов может быть более дюжины регулировочных циферблатов, но у аппаратов Миллера есть одна регулировочная шкала, а также аккуратные вертикальные столбцы настроек с одной сенсорной кнопкой для каждого столбца, которая циклически переключает параметры, упрощая настройку. и понять. Имеется три цифровых индикатора, отображающих каждый параметр по мере его установки и дающих вам краткую визуальную справку по выбранным вами настройкам.
Начнем с левого столбца для поля Полярность. Это одна из самых простых настроек: если вы свариваете алюминий (или магний), вы выбираете режим переменного тока (переменный ток), для всех остальных видов сварки вы выбираете режим постоянного тока (постоянный ток). Видишь, я говорил тебе, что это будет легко!
Это одна из самых простых настроек: если вы свариваете алюминий (или магний), вы выбираете режим переменного тока (переменный ток), для всех остальных видов сварки вы выбираете режим постоянного тока (постоянный ток). Видишь, я говорил тебе, что это будет легко!
Следующий столбец предназначен для процесса. Здесь возможны три настройки. Верхний выбор для высокочастотной импульсной сварки TIG. Это наиболее часто используемый режим, при котором сварочная дуга может устанавливаться без касания электродом основного металла. Следующий выбор для TIG Touch Start. Это в основном используется в ситуациях, когда высокочастотные дуговые разряды не разрешены. Маловероятно, что вы будете использовать это, если только вы не свариваете чувствительную электронику, но при необходимости оно есть. Нижний выбор предназначен для сварки стержнем на переменном или постоянном токе.
Переходим к следующему столбцу, они управляют выходом. Эти элементы управления настроены в соответствии с типом используемого вами контроллера. Верхней настройкой является дистанционный стандарт, который используется при использовании ножного или ручного управления для модуляции силы тока во время сварки. Следующая настройка предназначена для удаленного удержания триггера 2T. Это позволяет предварительно установить силу тока на сварочном аппарате, а одно нажатие кнопки запуска на горелке включает ток, а второе прикосновение выключает его. Нижняя настройка — «Вкл.», при которой сварочный ток поддерживается постоянно и используется для сварки электродом или для сварки TIG с подъемной дугой без дистанционного управления силой тока.
Верхней настройкой является дистанционный стандарт, который используется при использовании ножного или ручного управления для модуляции силы тока во время сварки. Следующая настройка предназначена для удаленного удержания триггера 2T. Это позволяет предварительно установить силу тока на сварочном аппарате, а одно нажатие кнопки запуска на горелке включает ток, а второе прикосновение выключает его. Нижняя настройка — «Вкл.», при которой сварочный ток поддерживается постоянно и используется для сварки электродом или для сварки TIG с подъемной дугой без дистанционного управления силой тока.
Центральная колонна предназначена для генератора импульсов, который обычно используется только для сварки постоянным током. Это позволяет сварочному току автоматически переключаться между верхней настройкой «Пик» и более низкой настройкой «Фон». По моему опыту, немногие сварщики-любители понимают или используют эту функцию. Одним из больших преимуществ использования генератора импульсов является то, что вы можете снизить температуру при сварке тонких металлов, что может значительно уменьшить количество искажений. Если вы занимаетесь кузовными работами, я предполагаю, что вам понравится эта функция.
Если вы занимаетесь кузовными работами, я предполагаю, что вам понравится эта функция.
Верхнее значение для PPS (импульсов в секунду). Некоторые люди устанавливают это на низкое число, например, 1 PPS, и они используют пульсацию, как метроном, чтобы рассчитать время добавления наполнителя, помогая добиться эффекта «копейка за копейкой», который ценят многие строители. Более высокое значение PPS обеспечивает более плавный эффект волнистости, более узкую полосу и более высокую скорость перемещения.
Следующая настройка предназначена для пиковой силы тока. Это устанавливает процент времени, в течение которого ток должен быть максимальным; 40-50 процентов — хорошее место для начала. Последняя настройка предназначена для фоновой силы тока, которая задается в процентах от пиковой. Именно здесь реализуются преимущества охлаждения импульсных настроек, и 25 процентов — хорошая отправная точка. Нижний индикатор показывает, включен или выключен импульсный датчик.
Следующий столбец для секвенсора. Это используется в основном для производственной сварки или для автоматизированных приложений и позволяет вам установить пусковую силу тока, начальное время нарастания для достижения пиковой силы тока, время снижения и конечную силу тока. Маловероятно, что многие из наших читателей будут использовать эту функцию для создания одноразовых грузовиков.
Следующая колонка — меню газовых раскопок. Верхняя настройка предназначена для предварительной подачи или времени, в течение которого защитный газ должен поступать до того, как загорится дуга. Для большинства приложений достаточно одной или двух десятых секунды. Средняя настройка предназначена для постпотока, т. е. времени, в течение которого газ продолжает течь после того, как дуга гаснет. Рекомендуемая настройка – одна секунда на каждые 10 ампер. Нижняя настройка используется для предотвращения залипания или короткого замыкания электрода при сварке электродом.
Крайний правый столбец предназначен для Waveshape. Это мощная функция, уникальная для инверторных сварочных аппаратов, позволяющая регулировать многие параметры переменного тока.
Сначала я собираюсь описать функцию Баланса, хотя это третий элемент списка ниже. Это позволяет изменить процент времени, в течение которого ток находится в режиме EN (отрицательный электрод) и режиме EP (положительный электрод). Самый простой способ понять это — вы обмениваете очистку на проникновение. Для достаточно чистого металла 75-процентное EN должно быть хорошим началом. С алюминием, подвергшимся атмосферным воздействиям или алюминием с покрытием, более низкий процент EN, который обеспечивает более эффективное очищающее действие, может работать лучше. Слишком маленькое процентное содержание (менее 60 процентов) может повредить острие на кончике вольфрамового электрода.
Верхнее значение позволяет настроить EN Amperage. Это не то же самое, что время, в течение которого он включен, которое было установлено с помощью элемента управления «Баланс». Следующая настройка позволяет вам установить силу тока ЭП самостоятельно. Рекомендуемые значения: от 1 до 0,75, например, 100 ампер EN и 75 ампер EP, но не более 2 к 1, например 100 ампер EN и 50 ампер EP. Установленное здесь соотношение будет сохранено, когда вы вернетесь на главный экран.
Следующая настройка позволяет вам установить силу тока ЭП самостоятельно. Рекомендуемые значения: от 1 до 0,75, например, 100 ампер EN и 75 ампер EP, но не более 2 к 1, например 100 ампер EN и 50 ампер EP. Установленное здесь соотношение будет сохранено, когда вы вернетесь на главный экран.
Нижняя настройка предназначена для частоты переменного тока. Низкая частота (менее 100 Гц) обеспечивает мягкую, широкую дугу, которая может быть полезна для тонких краев наружного углового соединения. Чем выше частота, тем уже конус дуги, и он будет более стабильным при сварке тавровых соединений, внутренних углов и материалов различной толщины. Более высокие частоты обычно используются на тонких материалах, начиная с 200 Гц. Вы можете поэкспериментировать, чтобы увидеть, что лучше всего работает для вас.
В левом верхнем углу панели управления есть кнопка «Память», которая позволяет сохранять девять программ в режиме TIG с постоянным током, девять в режиме TIG на переменном токе, девять в режиме DC Stick и девять в режиме AC Stick. Если вы неоднократно выполняете определенный тип сварки, эти настройки памяти могут быть очень полезными.
Если вы неоднократно выполняете определенный тип сварки, эти настройки памяти могут быть очень полезными.
Вы можете подумать, что на этом мы закончили, но есть скрытое меню настройки, которое я пройду очень кратко. Это позволяет настраивать начало дуги, формы сигналов и многое другое. Чтобы получить доступ к этому меню, нажмите и удерживайте кнопку «А» (сила тока) и нажмите кнопку «Газ копать». Затем вы можете переключаться между различными вариантами, многократно нажимая кнопку Gas Dig, внося необходимые изменения.
Аппарат имеет настройки начала дуги по умолчанию для вольфрама диаметром 3/32 дюйма, но если вы регулярно используете другой диаметр, вы можете подключить машину, чтобы настроить начало дуги по своему усмотрению. Вы также можете изменить форму сигнала переменного тока, выбрав между Advanced Square, Soft Square, Triangle и Sine Wave. Я обнаружил, что настройки по умолчанию мне очень подходят, но вы можете поэкспериментировать с этими настройками, если хотите. Треугольная форма сигнала удерживает тепло на самом низком уровне, при этом наибольшие преимущества наблюдаются на тонких металлах.
Треугольная форма сигнала удерживает тепло на самом низком уровне, при этом наибольшие преимущества наблюдаются на тонких металлах.
Есть еще несколько настроек, которые вы можете сделать в этом меню настроек, но я рассмотрел функции, которые, я думаю, наши читатели оценят больше всего. Дайте мне знать, если у вас есть конкретные вопросы, и, возможно, они могут быть рассмотрены в будущих колонках профессора Хаммера.
Если вы еще не пробовали новые инверторные сварочные аппараты, вас ждет настоящее удовольствие!
На панели управления этой машины имеется семь столбцов настроек, каждый столбец управляется кнопкой, а также поворотным диском управления и тремя цифровыми окнами дисплея. Первый столбец предназначен для полярности. Это позволяет выбирать между сваркой на переменном и постоянном токе. Если вы не свариваете алюминий или магний, вы, вероятно, будете использовать постоянный ток. Вторая колонка предназначена для процессов. Он позволяет выбрать высокочастотный импульс сварки TIG, сенсорный запуск сварки TIG и режим Stick. Верхняя настройка обычно используется для сварки TIG. Третья колонка предназначена для выхода. Это позволяет вам переключаться между дистанционным стандартом, который является нормой при использовании ручного или ножного управления силой тока, или дистанционным 2T, который используется с дистанционным переключателем включения и выключения. Средняя колонка позволяет вам установить генератор импульсов. Это может уменьшить нагрев и деформацию при сварке листового металла. Эту функцию можно включать и выключать. Здесь мы устанавливаем 30 импульсов в секунду. Пятая колонка предназначена для Sequencer, который предназначен для автоматизированной или производственной сварки и, вероятно, не будет часто использоваться производителями классических грузовиков. Шестая колонка называется Gas Dig. Здесь вы устанавливаете предварительную и заключительную подачу защитного газа, а также можете вносить коррективы, чтобы предотвратить прилипание электрода при дуговой сварке. Последняя колонка предназначена для AC Waveshape, где доступны некоторые из самых больших преимуществ инверторной технологии.
Верхняя настройка обычно используется для сварки TIG. Третья колонка предназначена для выхода. Это позволяет вам переключаться между дистанционным стандартом, который является нормой при использовании ручного или ножного управления силой тока, или дистанционным 2T, который используется с дистанционным переключателем включения и выключения. Средняя колонка позволяет вам установить генератор импульсов. Это может уменьшить нагрев и деформацию при сварке листового металла. Эту функцию можно включать и выключать. Здесь мы устанавливаем 30 импульсов в секунду. Пятая колонка предназначена для Sequencer, который предназначен для автоматизированной или производственной сварки и, вероятно, не будет часто использоваться производителями классических грузовиков. Шестая колонка называется Gas Dig. Здесь вы устанавливаете предварительную и заключительную подачу защитного газа, а также можете вносить коррективы, чтобы предотвратить прилипание электрода при дуговой сварке. Последняя колонка предназначена для AC Waveshape, где доступны некоторые из самых больших преимуществ инверторной технологии. Это позволяет вам установить баланс переменного тока, частоту и выбрать одну из нескольких волновых форм. Здесь мы устанавливаем частоту на 200 Гц. Вот пример того, как генератор импульсов может уменьшить искажения на листовом металле. Стык слева был сделан с импульсным генератором, и вы можете видеть, что зона термического влияния меньше. Когда вы подносите линейку к сварному шву, сделанному без импульсного генератора, вы видите, насколько сильно деформировался металл. На сварном шве Благодаря импульсному генератору искажения значительно уменьшаются. Еще одна полезная функция — контроль баланса переменного тока. Для чистого металла может подойти значение 75 процентов. Для выветрившегося или сильно окисленного материала более низкое значение обеспечит более высокую очистку, возможно, до 60 процентов. Частота дуги переменного тока может быть установлена в широком диапазоне. В этом примере частота 60 Гц позволяет дуге плавно соединять края этих панелей из листового металла. Более высокая частота сужает конус дуги и фокусирует его в более узкой области.
Это позволяет вам установить баланс переменного тока, частоту и выбрать одну из нескольких волновых форм. Здесь мы устанавливаем частоту на 200 Гц. Вот пример того, как генератор импульсов может уменьшить искажения на листовом металле. Стык слева был сделан с импульсным генератором, и вы можете видеть, что зона термического влияния меньше. Когда вы подносите линейку к сварному шву, сделанному без импульсного генератора, вы видите, насколько сильно деформировался металл. На сварном шве Благодаря импульсному генератору искажения значительно уменьшаются. Еще одна полезная функция — контроль баланса переменного тока. Для чистого металла может подойти значение 75 процентов. Для выветрившегося или сильно окисленного материала более низкое значение обеспечит более высокую очистку, возможно, до 60 процентов. Частота дуги переменного тока может быть установлена в широком диапазоне. В этом примере частота 60 Гц позволяет дуге плавно соединять края этих панелей из листового металла. Более высокая частота сужает конус дуги и фокусирует его в более узкой области. Это идеально подходит для выполнения сварных швов в узких местах, таких как V-образное соединение между этими двумя пластинами, которые были сварены при частоте 200 Гц.
Это идеально подходит для выполнения сварных швов в узких местах, таких как V-образное соединение между этими двумя пластинами, которые были сварены при частоте 200 Гц.Trending Pages
Лучшие электромобили — самые популярные модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — модели гибридных автомобилей с самым высоким рейтингом
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это самые экономичные пикапы 907, которые вы можете купить
Это внедорожники с лучшим расходом топлива
Trending Pages
Лучшие электромобили — самые популярные модели электромобилей
Сколько стоит Tesla? Вот разбивка цен
Лучшие гибридные автомобили — модели гибридных автомобилей с самым высоким рейтингом
Каждый электрический внедорожник, который можно купить в США в 2022 году
Это самые экономичные пикапы 907, которые вы можете купить
Это внедорожники с лучшим расходом топлива
Как сварить алюминий TIG
6 февраля 2018 г.
Сегодня мы собираемся провести ускоренный курс по сварке алюминия методом TIG и, надеюсь, сможем помочь вам почерпнуть несколько полезных советов. Сварка алюминия TIG — это то, с чем у многих новичков возникают проблемы. Мы видели, как сварочные аппараты возвращались, потому что пользователь думал, что они работают неправильно, когда это было связано с неправильными настройками или техническими проблемами. Я попытаюсь показать вам правильную технику сварки алюминия и несколько советов для начинающих.
На передней панели Eastwood TIG 200 AC/DC находится настройка силы тока. Эта ручка регулируется там, где вы выполняете сварку с помощью переключателя на спусковом крючке. В противном случае вы будете использовать педаль для изменения силы тока. Под ручкой силы тока находится регулировка предварительного потока. Настройка предварительной подачи — это время, в течение которого сварщик будет подавать защитный газ, прежде чем зажжется дуга. Это означает, что когда вы нажмете на эту педаль, будет задержка перед запуском дуги. Рядом с этой ручкой находится то, что мы называем настройкой эффекта зазора, и я собираюсь поговорить об этом немного подробнее, но это используется только для стороны переменного тока, когда вы свариваете алюминий или любой другой металл, для которого требуется переменный ток. Последняя ручка на TIG 200 — это наш постфлоу. Этот параметр позволяет определить время, в течение которого сварщик продолжает подавать защитный газ на сварной шов. Это предотвратит «шок» сварного шва от примесей в воздухе, когда он переходит из жидкого состояния в твердое. Сегодня мы будем сваривать на стороне переменного тока, поэтому мы переключим переключатель переменного/постоянного тока в положение переменного тока. Полезно узнать, что представляют собой все распространенные типы алюминия и как они реагируют при сварке. Когда вы свариваете старый или использованный алюминий, он будет грязным, и это может быть алюминий более низкого качества в зависимости от использования и возраста.
Это означает, что когда вы нажмете на эту педаль, будет задержка перед запуском дуги. Рядом с этой ручкой находится то, что мы называем настройкой эффекта зазора, и я собираюсь поговорить об этом немного подробнее, но это используется только для стороны переменного тока, когда вы свариваете алюминий или любой другой металл, для которого требуется переменный ток. Последняя ручка на TIG 200 — это наш постфлоу. Этот параметр позволяет определить время, в течение которого сварщик продолжает подавать защитный газ на сварной шов. Это предотвратит «шок» сварного шва от примесей в воздухе, когда он переходит из жидкого состояния в твердое. Сегодня мы будем сваривать на стороне переменного тока, поэтому мы переключим переключатель переменного/постоянного тока в положение переменного тока. Полезно узнать, что представляют собой все распространенные типы алюминия и как они реагируют при сварке. Когда вы свариваете старый или использованный алюминий, он будет грязным, и это может быть алюминий более низкого качества в зависимости от использования и возраста.
Эффект зазора или баланс переменного тока — одна из наиболее важных настроек при сварке алюминия. Когда вы свариваете алюминий на переменном токе, ваш сварочный аппарат прыгает между положительным электродом и отрицательным электродом. Если вы думаете об этом как о синусоидальной волне, когда она идет вверх и вниз, ваш сварочный аппарат представляет собой переменный ток, идущий от положительного электрода к отрицательному электроду.
Так почему переменный ток важен? Давайте покажем вам на некоторых образцах алюминия. Алюминий всегда находится в состоянии коррозии на поверхности, и это создает оксидное покрытие, которое загрязняет сварной шов. Положительный электрод очистит металл и сожжет коррозию или оксид на поверхности. Во время сварки вы увидите, как дуга танцует, очищая металл, пока металл не станет чистым и дуга не стабилизируется. Чередование между положительным и отрицательным электродом происходит БЫСТРО, и кажется, что все это происходит в одном процессе во время сварки. Когда он идет к отрицательной стороне электрода, он нагревает деталь, чтобы вы могли сваривать. На этом образце вы можете увидеть белый ореол вокруг сварного шва. Этот ореол — наша область очистки, и он должен выходить вокруг фактического сварного шва, чтобы предотвратить попадание любых загрязняющих веществ в сварочную ванну.
Когда он идет к отрицательной стороне электрода, он нагревает деталь, чтобы вы могли сваривать. На этом образце вы можете увидеть белый ореол вокруг сварного шва. Этот ореол — наша область очистки, и он должен выходить вокруг фактического сварного шва, чтобы предотвратить попадание любых загрязняющих веществ в сварочную ванну.
Регулятор Clearance Effect или AC Balance изменяется с положительной шестерки на отрицательную шестерку. Я обнаружил, что «золотая середина» для большинства профессий находится примерно в районе отрицательной тройки. Чем более негативным будет эффект зазора, тем большее проникновение вы получите, но тем меньше будет площадь очистки. Это означает, что вам нужен хороший поток защитного газа, ваш металл должен быть чистым, и ваша техника также должна быть хорошей. Иногда при ремонте бывших в употреблении деталей алюминий грязный из-за многолетнего неправильного обращения или тип алюминия более низкого качества, и вам может потребоваться пойти дальше в положительном направлении, чтобы получить дополнительный эффект очистки. Я могу перейти к отрицательному значению для проекта, и это увеличит вашу зону очистки, но проплавление сварного шва будет уменьшено. Эта настройка предназначена для получения нужного количества очистки при сохранении надлежащего проникновения, и может потребоваться несколько тестовых проходов, чтобы настроить вашу машину.0007
Я могу перейти к отрицательному значению для проекта, и это увеличит вашу зону очистки, но проплавление сварного шва будет уменьшено. Эта настройка предназначена для получения нужного количества очистки при сохранении надлежащего проникновения, и может потребоваться несколько тестовых проходов, чтобы настроить вашу машину.0007
Вы можете видеть первый сварной шов на этом образце. Я вывел машину на максимум на отрицательных шести. Эффект зазора. Очищенная область с белым ореолом крошечная и едва окружает сварочную ванну. Любое изменение угла наклона горелки или случайные загрязнения могут повредить сварной шов, поэтому вероятность ошибки минимальна. Затем я увеличил шкалу, и вы можете видеть, что очищающая полоса становится больше вокруг внешней стороны сварного шва. Вы можете видеть, что сладкое пятно находится прямо вокруг отрицательных трех или четырех. Вы можете видеть, чем ближе я подходил к нулю или положительной стороне, тем больше площадь очистки и сварочная ванна. Мы получаем чистый сварной шов, но также значительно увеличивается сварочная ванна и тепло. Это может не быть проблемой для этого образца, но если вы свариваете что-то действительно важное, что вы не можете коснуться края, или что-то близкое к тому, что просто не может нагреться, тогда вам нужно больше придерживаться этого. отрицательную сторону столько, сколько вы можете. Если вам нужна дополнительная помощь в сохранении тепла и небольшой сварочной ванны, вы можете настроить машину ближе к отрицательной стороне и потратить больше времени на подготовку детали. Вы можете предварительно нагреть алюминий в духовке или с помощью горелки, чтобы выжечь загрязнения в порах. Вы также можете усердно чистить деталь. Вы можете начать с шлифовальной машины или проволочной щетки из нержавеющей стали, чтобы очистить поверхность, а затем использовать ацетон. Последние бусины находятся на плюсовой стороне. Это означает, что он висит на этой положительной стороне дольше. Он направляет много тепла на сам электрод, а не на заготовку. Это означает, что он очищает большую площадь, но если вы позволите ему работать слишком долго в этом режиме, он перегреет вольфрам, и наконечник может даже расплавиться или упасть и загрязнить сварной шов. В большинстве домашних гаражей и сварочных работ нет особой причины использовать положительную сторону эффекта зазора.
Это может не быть проблемой для этого образца, но если вы свариваете что-то действительно важное, что вы не можете коснуться края, или что-то близкое к тому, что просто не может нагреться, тогда вам нужно больше придерживаться этого. отрицательную сторону столько, сколько вы можете. Если вам нужна дополнительная помощь в сохранении тепла и небольшой сварочной ванны, вы можете настроить машину ближе к отрицательной стороне и потратить больше времени на подготовку детали. Вы можете предварительно нагреть алюминий в духовке или с помощью горелки, чтобы выжечь загрязнения в порах. Вы также можете усердно чистить деталь. Вы можете начать с шлифовальной машины или проволочной щетки из нержавеющей стали, чтобы очистить поверхность, а затем использовать ацетон. Последние бусины находятся на плюсовой стороне. Это означает, что он висит на этой положительной стороне дольше. Он направляет много тепла на сам электрод, а не на заготовку. Это означает, что он очищает большую площадь, но если вы позволите ему работать слишком долго в этом режиме, он перегреет вольфрам, и наконечник может даже расплавиться или упасть и загрязнить сварной шов. В большинстве домашних гаражей и сварочных работ нет особой причины использовать положительную сторону эффекта зазора.
На мой взгляд, правильная очистка обрабатываемой детали, вероятно, является проблемой номер один, с которой сталкиваются новички при сварке алюминия методом TIG. Думайте о сварке алюминия, как будто вы находитесь в операционной. Вот к какой чистоте вы должны стремиться, чтобы ваши детали были подготовлены, если это возможно. Чем чище алюминий, тем лучше он сварится. Вот эта деталь — новенькая алюминиевая деталь со склада металла. На нем есть защитное покрытие, которое предотвращает быстрое окисление при хранении. Он может выглядеть чистым, но как только вы начнете сварку, вы обнаружите, что в сварном шве плавают загрязнения. Если металл чистый или новый, для начала вы можете взять баллончик с ацетоном или наш Low-Voc Pre и шлифовальный круг или проволочную щетку из нержавеющей стали и протереть деталь. После удаления этого покрытия алюминий должен иметь матовый, матовый вид. Как только деталь будет вытерта, а ацетон или PRE испарится, вы готовы к сварке.
Для современных инверторных сварщиков мы предлагаем использовать гибридный вольфрам, такой как вольфрам E3 с «фиолетовой полосой». Это позволит вам сваривать любой тип материала, не меняя вольфрам, как старые трансформаторные TIG-сварщики. При заточке вольфрама мы предлагаем заточить кончик до острого кончика, а затем положить на конец небольшую плоскую поверхность. Если вы хотите изменить форму дуги, вы можете увеличить плоскость на кончике или изменить угол заточки.
Теперь, когда сварочный аппарат включен, я хочу отметить, что мы предлагаем использовать 100% аргон в качестве защитного газа на 99% ваших сварочных работ TIG. Это верно для большинства материалов, будь то алюминий, нержавеющая сталь или мягкая сталь. Я также предпочитаю увеличивать подачу защитного газа для алюминия, чтобы увеличить охват газа при сварке.
Для этого сварного шва я установил макс. около 130 ампер. Большую часть времени я буду немного приваривать под этим, но это место, которое дает мне диапазон движения педали, который мне нравится. Этот диапазон движения важен, поскольку он позволяет мне менять вещи на лету, и если мне нужно получить немного больше силы тока от машины, чтобы нагреть область, которую я могу, а затем я могу отступить в конце заготовки. .
Я начну с создания дуги, и вы можете видеть, что она очищается по тому маленькому белому ореолу, который вы видите, и дуга танцует, как мы говорили. Как только я немного нагрею металл и он будет достаточно очищен, я могу медленно увеличить давление на педаль, что увеличит силу тока и нагрев. Вы увидите, как сварочная ванна начнет открываться и мерцать там, где алюминий превратился в жидкость. Затем вы начнете видеть небольшое отверстие в передней части лужи, и вы захотите добавить наполнительный стержень к передней передней кромке, где он «открывается». Будьте осторожны, чтобы не подвешивать присадочный стержень рядом с вольфрамом слишком долго, так как это может привести к тому, что присадочный стержень начнет плавиться только от тепла, исходящего от сварного шва.
После того, как вы поместите свой первый мазок присадочной проволоки в ванну, вы можете пройти примерно половину расстояния сварного шва и добавить еще один мазок наполнителя. Продолжайте повторять этот процесс по мере продвижения, убедившись, что вы позволяете очищающему действию продолжать работать во время движения. Чем горячее становится заготовка, тем быстрее вам нужно будет двигаться, иначе вам придется уменьшить силу тока, чтобы компенсировать это. Ближе к концу сварного шва я предпочитаю медленно отпускать педаль и добавлять последний мазок присадочного стержня к концу ванны и продолжать отпускать педаль, перемещая горелку к нижнему краю ванны до тех пор, пока вы полностью от педали. Убедитесь, что горелка висит над сварным швом, чтобы защитный газ покрыл сварочную ванну, пока она полностью не остановится.
Если вы мгновенно отдергиваете горелку, вы удаляете этот защитный газ из сварного шва, и он «сотрясается», что может привести к образованию ямки или трещины на конце сварного шва. Яма или трещина могут со временем распространиться и выйти из строя. Вы можете видеть, что в верхнем сварном шве выше есть кратер в центре последнего кусочка сварного шва и небольшие трещины, исходящие из кратера. Это то, что вы обычно видите, если защитный газ удаляется из сварного шва слишком быстро.
Мы надеемся, что эти советы и рекомендации помогут вам начать обучение сварке алюминия методом TIG.
Сварочная системаподходит для двухтактной сварки алюминия.
Сварщики
Линкольн Электрик Компани 06 мая 2003 г.
- Профиль компании
- Новости компании
- Веб-сайт компании
- Загрузить спецификацию
Поделиться:
Сводка пресс-релиза:
Пакет Ready-Pak™ K2145-2 включает усовершенствованную модель процесса Invertec™ V350-PRO с возможностью импульсной сварки MIG, шкаф подачи проволоки Cobramatic®, модуль Python® push- пистолет, регулятор и шланг, катушка с проволокой 16 фунтов и необходимые кабели. Имея 350 А при рабочем цикле 60 %, инверторная сварочная система сваривает тонкие листы металла, а также тяжелые алюминиевые и нержавеющие или стальные листы. Он подходит для импульсной и неимпульсной сварки на производстве и в мастерских.
Оригинальный пресс-релиз:
Lincoln Electric предлагает новую систему Ready-Pak™ для импульсной сварки алюминия
Самая передовая сварочная система на рынке для двухтактной сварки алюминия Кливленд, Огайо — Компания Lincoln Electric представляет новейшую систему Ready-Pak™, включающую усовершенствованную модель процесса Invertec™ V350-PRO с импульсной сваркой MIG возможности, недавно модернизированный шкаф механизма подачи проволоки Cobramatic® и новый двухтактный пистолет Python®. Эта комбинация представляет собой пакет с самой современной технологией, доступной на рынке, для сварки алюминия в особо ответственном режиме. Тем не менее, эта сварочная система на основе инвертора не только способна сваривать сложный тонкий листовой металл, но и с рабочим циклом 350 ампер при 60 процентах, V350-PRO является достаточно мощным, чтобы справиться со многими проектами с тяжелыми алюминиевыми, нержавеющими или стальными листами. Выберите этот пакет для сложных применений импульсной или неимпульсной сварки на производстве и в производственных цехах. В дополнение к превосходным сварочным характеристикам, полный пакет доступен при заказе всего одного номера продукта. В комплект K2145-2 входят: o Усовершенствованная модель процесса Invertec V350-PRO o Инвертор и тележка механизма подачи проволоки o Шкаф Cobramatic o Регулятор расходомера Harris® и шланг o Пистолет Python o 16-фунтовая катушка SuperGlaze® 3/64″ 5356 проволоки o Питание Кабель для подачи и рабочий кабель Вот элементы, которые делают эту систему «обязательной» для сварки алюминия: Источник питания Усовершенствованная модель процесса Invertec V350-PRO оснащена встроенной панелью управления, которая устраняет путаницу с импульсным подвесом и путаницу с кабелем. идеально подходит для сварки алюминия, стали или нержавеющей стали.Этот источник питания обеспечивает самый широкий диапазон выходной мощности в своем классе от 5 до 425 А и рассчитан на 350 А при рабочем цикле 60%. Он обеспечивает сварку постоянным током или постоянным напряжением выход для сварки Stick, TIG, MIG, Pulsed, Power Mode(TM) или Arc Gouging.Для сварки MIG Invertec V350-PRO обеспечивает выбор управления дугой для мягкой или четкой дуги при использовании различных типов проволоки.Кроме того, этот расширенный Возможности модели процесса, которые мы Режимы ввода для импульса, импульса на импульсе (TM) и режима мощности (TM). Например, функция Pulse-on-Pulse контролирует подвод тепла к алюминиевому листу, обеспечивая щадящую дугу для менее опытных операторов. Это также позволяет V350-PRO хорошо справляться с плохой подгонкой. Cobramatic Шкаф механизма подачи проволоки Cobramatic® Push-Pull недавно был обновлен новыми функциями, обеспечивающими еще более высокую производительность подачи проволоки. Усовершенствованный блок по-прежнему обладает свойствами, которые операторы ожидают от шкафа механизма подачи проволоки Cobramatic, включая превосходную подачу проволоки с технологией push-pull, которая практически устраняет трение в линии, обеспечивая плавную подачу и минимизируя повреждение проволоки. Пистолет Python Новый пистолет Python отличается эргономичной конструкцией рукоятки с равномерно сбалансированным распределением веса спереди и сзади для лучшего ощущения и контроля. Устройство оснащено сенсорным управлением и упрощенной настройкой и регулировкой благодаря многооборотной регулировке скорости подачи проволоки в нижней части и откидной крышке приводного ролика в верхней части. Запатентованная система EZ-Lock позволяет пользователям менять или поворачивать стволы в любое время. Компания Lincoln Electric, Кливленд, Огайо, является мировым лидером в разработке и производстве оборудования и расходных материалов для дуговой сварки, роботизированных сварочных систем, оборудования для плазменной и газокислородной резки. Для получения дополнительной информации о Invertec V350-PRO / Cobramatic Ready-Pak запросите брошюру E5.9.1, связавшись с The Lincoln Electric Company по адресу 22801 St. Clair Avenue, Cleveland, OH 44117-1199, по телефону 1-888-355-3213 или на веб-сайте компании: www. lincolnelectric.com. Cobramatic® и Python® являются зарегистрированными товарными знаками MK Products, Inc.
. Скачать спецификацию
Больше услуг
Просмотреть все официальные документы и тематические исследования
Просмотреть все ресурсы
- Аддитивное производство / 3D-производство
- Автоматика
- Предприниматели
- Промышленность 4.0
- Технология
- Бизнес и промышленность
- Нормативно-правовой акт
- Перекрепление
- CAD и BIM
- Изготовление на заказ
- ШТОК
- Маркетинг по электронной почте
- События
- Ведущее поколение
- Маркетинг
- Ретаргетинг
- Окупаемость инвестиций и аналитика
- Стратегия продаж
- SEO
- Социальные сети
- Стратегия веб-сайта
- Клеи и герметики
- Сельскохозяйственная и фермерская продукция
- Изделия для архитектурного и гражданского строительства
- Автоматический идентификатор
- Химикаты и газы
- Чистящие средства и оборудование
- Системы связи и оборудование
- Компьютерное оборудование и периферийные устройства
- Строительное оборудование и материалы
- Органы управления и контроллеры
- Изготовление на заказ
- Дисплейное и презентационное оборудование
- Электрооборудование и системы
- Электронные компоненты и устройства
- Взрывчатые вещества, вооружение и вооружение
- Крепеж и оборудование
- Оборудование для измерения расхода жидкости и газа
- Обработка и приготовление пищи
- Товары и оборудование для здоровья, медицины и стоматологии
- ОВКВ
- Этикетки Теги Вывески и оборудование
- Принадлежности и оборудование для лабораторий и исследований
- Смазочные материалы
- Машины и инструменты для обработки
- Транспортировка и хранение материалов
- Обработка материалов
- Материалы
- Механические компоненты и узлы
- Механическая передача мощности
- Горнодобывающая промышленность, бурение нефтяных скважин, продукты и оборудование для переработки
- Изделия для монтажа и крепления
- Непромышленные товары
- Оптика и фотоника
- Упаковочные продукты и оборудование
- Краски и покрытия
- Мебель для растений и аксессуары
- Портативные инструменты
- Печатное и копировальное оборудование
- Оборудование для розничной торговли и продаж
- Робототехника
- Оборудование для обеспечения безопасности
- Датчики, мониторы и преобразователи
- Услуги
- Программное обеспечение
- Испытания и измерения
- Продукция текстильной промышленности
- Тепловое и отопительное оборудование
- Таймеры и часы
- Продукция транспортной отрасли
- Системы технического зрения
- Управление отходами и оборудование для обработки отходов
- Сварочное оборудование и расходные материалы
Найдите и оцените OEM-производителей, производителей на заказ, сервисные компании и дистрибьюторов.
Будьте в курсе отраслевых новостей и тенденций, анонсов продуктов и последних инноваций.
Найдите материалы, комплектующие, оборудование, расходные материалы для техобслуживания и многое другое.
Более 10 миллионов моделей от ведущих OEM-производителей, совместимых со всеми основными программными системами САПР.
Начать поиск поставщиков Заявите о профиле своей компании ico-arrow-default-right ico-поставщикБолее 500 000 подробных профилей поставщиков
ico-white-paper-case-studyБолее 300 000 статей и технических документов
ico-product6 миллионов+ промышленных товаров
ico-cadБолее 10 миллионов 2D- и 3D-чертежей САПР
TIG200-D Инверторный сварочный аппарат TIG 200 А
Обзор плюс
PrimeWeld TIG200-D 200-амперный инверторный сварочный аппарат TIG обеспечивает входное питание двойного напряжения 120/240 В, что позволяет выполнять сварку практически в любом месте. Когда вы будете готовы добавить красоту, силу и мастерство настоящей сварки TIG в свой цех, этот аппарат для сварки TIG и электродуговой сварки постоянным током на 200 ампер станет самым экономичным способом сделать это.
Удобство дуговой сварки и качество TIG
Этот сварочный аппарат TIG с инверторным полевым МОП-транзистором выдает 190 ампер при подключении к сети 240 В, чего достаточно для сварки стали толщиной 7/16 дюймов за один проход. Режим Stick производит 185 ампер. При работе на входе 120 вольт функция TIG выдает 145 ампер, а сторона палки выдает 140 ампер.
Нижний предел мощности 10 ампер для любого процесса является достаточно мягким нагревом для сварки листового металла 24-го калибра. Для дополнительного контроля нагрева в PrimeWeld предусмотрена педаль, позволяющая избежать перегрева заготовки, которая является важной частью сварки листового металла.
Дополнительные функции для этого сварочного аппарата для сварки TIG на 200 А
Регулируемый постпоток : Этот аппарат для сварки TIG на 200 А не только упрощает использование дуговой сварки, но также включает регулируемый постпоток для защитного газа. TIG200-D устанавливает продувку газа на 2 или 5 секунд нажатием переключателя. При работе с низкими уровнями тока переведите переключатель в положение 2S в течение 2 секунд потока, а при работе с высоким током переключите переключатель 2S/5S в течение 5 секунд постпотока.
Быстрое изменение процессов: Вы можете выбрать, какой процесс сварки вы используете, простым переключением переключателя с MMA на TIG и быстрой сменой проводов.
Усовершенствованный источник питания: Этот аппарат для сварки TIG с инвертором MOSFET обеспечивает ровную дугу независимо от того, какой процесс вы используете защитите свои инвестиции от повреждений из-за перегрева или скачков тока.
Цифровой дисплей: Работать в каске и защитном снаряжении в условиях дыма, искр и изменения освещения достаточно сложно. Цифровой индикатор позволяет быстро, точно и эффективно отслеживать текущие уровни. Больше не нужно щуриться, чтобы понять, насколько горяча ваша рабочая среда.
Высокочастотный запуск дуги: TIG200-D оснащен высокочастотным бесконтактным запуском, что позволяет сохранить вольфрамовый электрод и расходные материалы, избегая загрязнения сварочной ванны сварочным электродом. материал электрода.
Ножная педаль управления нагревом: Попробуйте найти другой сварочный аппарат TIG на 200 А с технологией MOSFET, двойным входным напряжением, высокочастотным запуском дуги И НОЖНОЙ ПЕДАЛЬЮ УПРАВЛЕНИЯ НАГРЕВОМ по этой цене!
Даже если вы можете найти устройство со всем этим от другого производителя, только PrimeWeld TIG200-D поставляется с Legendary PrimeWeld Support
Беспроблемная 3-летняя гарантия связаться, дать отличный совет и знать, что нужно, чтобы сохранить сварку.СКАЧАТЬ PDF
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ И ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ
Информация о гарантии
3-летняя гарантия
PrimeWeld предлагает беспроблемную 3-летнюю гарантию. * Нажмите здесь, чтобы узнать больше.
Служба поддержки клиентов
Служба поддержки клиентов, запасные части, техническая поддержка находятся в США.
Щелкните здесь, чтобы позвонить нам по телефону (856) 500-2000.
Особенности плюс
Инверторный сварочный аппарат TIG 200 А Особенности:
- Двойной вход 120/240 В
- MOSFET Инвертор питания
- Сварочный аппарат постоянного тока (ММА)
- Сварочный аппарат TIG постоянного тока (GTAW-PD)
- Начать сварку из коробки
ЗАЩИТНЫЕ ХАРАКТЕРИСТИКИ:
- Холодный электрод
- Защита от перегрузки по току
- Защита от перегрева
- Защита от скачков напряжения
ХАРАКТЕРИСТИКИ TIG (GTAW):
- Высокочастотный запуск дуги
- Последующая подача защитного газа
- Переключатель постпотока 2S/5S
- Ножная педаль в комплекте!
STICK ARC (MMA) ХАРАКТЕРИСТИКИ:
- Качественный 10-футовый зажим
- Переход с TIG на Stick с помощью переключателя
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ:
- Соединители Dinse
- Цифровой индикатор мощности
- Встроенный соленоид защитного газа
- Переключатель режимов TIG/MMA (стик)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Размер выключателя:
- (120 В) 30 А / (240 В) 50 А
Выходная мощность TIG в амперах:
- 120 вольт: 10-145 ампер
- 240 вольт: 10-190 ампер
Мощность дуги в амперах:
- Дуга 120 В: 10–140 А
- Arc 240 вольт: 10-185 ампер
Рабочий цикл TIG постоянного тока:
- 60 процентов при макс. номинальном режиме (120/240 В)
- 100 процентов при 112 А (120 В)
- 100 процентов при 147 А (240 В)
Ручка рабочего цикла (ММА): 9 шт.0045
- 60 процентов при макс. номинальном (120/240 В)
- 100 процентов при 108 А (120 В)
- 100 процентов при 143 А (240 В)
Постпоток газа:
- Низкий ток 2 секунды
- Высокий ток 5 секунд
Вес:
- 23 фунта
Технические характеристики плюс
Таблица технических характеристик
| Параметр | ТИГ200Д | |
|---|---|---|
| Процесс сварки | DC GTAW DC-SMAW | |
| Инверторный тип | МОП-транзистор | |
| Входное напряжение | 1 фаза переменного тока, 110 В +/- 15 % | 1 фаза переменного тока, 220 В +/- 15 % |
| Входная частота | 50/60 Гц | 50/60 Гц |
Входной разъем типа Предварительно смонтированный для NEMA 6-50P *для предусмотрен адаптерот NEMA 6-50 до NEMA 5-15 (для работы от 220 В или 110 В) | 5-15P НЭМА *См. | 6-50P НЭМА |
| Номинальный входной ток | ТИГ: 35,7 А ММА: 55,8 А | ТИГ: 26А ММА: 39,5 А |
| Номинальное выходное напряжение | ТИГ: 15,8 В ММА: 25,6 В | ТИГ: 17,6 В ММА: 27,4 В |
| Номинальный выходной ток | ТИГ: 145А ММА: 140А | ТИГ: 190А ММА: 185А |
| Напряжение холостого хода | 56,0 В | |
| Зажигание дуги (ВИГ) | Высокочастотный пуск (ВЧ-старт) | |
| Рабочий цикл | См. таблицу рабочих циклов | |
| Потребляемая мощность без нагрузки | 40 Вт | |
| Эффективность | >=80% | |
| Коэффициент мощности | 0,73 | |
| Класс изоляции | Ф | |
| Класс защиты от проникновения пыли (IP) | ИП21 | |
| Масса | 10,4 кг / 22,9 фунта | |
| Габаритные размеры | 405 x 214 x 337 мм / 15,9 x 8,4 x 13,3 дюйма | |
| Пульт дистанционного управления | Дополнительно | |
| Зависит от процесса сварки | ||
| Газ: постпоток | от 2 с до 5 с | |
Входное напряжение и рабочий цикл
| Тип сварки | Входное напряжение | Рабочий цикл |
|---|---|---|
| ТИГ | 110 В | 145 А/15,8 В при 60 % |
| 112 А/14,5 В при 200 % | ||
| 220 В | 190 А/17,6 В при 60 % | |
| 147 А/15,9 В при 100 % | ||
| Палка | 110 В | 140 А/25,6 В при 60 % |
| 108 А/24,3 В при 100 % | ||
| 220 В | 185 А/27,4 В при 60 % | |
| 143 А/25,7 В при 100 % |
*примечание: все значения даны при 25°C
Что включено плюс
Инвертор TIG200-D, 200 А, аппарат для сварки TIG В комплекте:
- Горелка TIG wp-17 с кабелем длиной 13 футов
- Зажим заземления с 12-футовым кабелем
- Держатель электрода с 12-футовым кабелем
- Адаптер питания с 220 В на 110 В
- Маска для рук и кисть-молот
- Аргоновый шланг
- Ножная педаль управления силой тока с кабелем длиной 16,40 футов
- Руководство пользователя
Как использовать плюс
Как использовать
Установка для сварки TIG на постоянном токе
- Включите аппарат с помощью кнопки ВКЛ/ВЫКЛ на задней панели аппарата.
- Выберите функцию TIG с помощью селекторного переключателя TIG/MMA.
- Подсоедините разъем горелки ВИГ к клемме горелки ВИГ и затяните его.
- Подсоедините разъем кабеля заземления к положительной клемме и затяните его.
- Подсоедините провод дистанционного управления ножной педалью к 5-контактному разъему. Или подключите провод выключателя горелки к 5-контактному разъему.
- Подсоедините газовый регулятор (не входит в комплект) к баллону и подсоедините газовую линию к регулятору.
- Осторожно откройте вентиль газового баллона. Установите расход на 15-25CFH (7-12LMN).
Селекторные переключатели плюс
Селекторные переключатели
- ВКЛ/ВЫКЛ : Этот переключатель включает питание машины при включении и выключает машину при переключении в положение выключения. ПРИМЕЧАНИЕ. Переключатель включения/выключения находится на задней панели TIG200D.
- MMA/TIG : Обеспечивает выбор режимов сварки TIG или SMAW (Stick). Выбор положения TIG обеспечивает функцию сварки TIG. Выбор 9Позиция 0101 MMA
Китайский производитель сварочных аппаратов, инверторный аппарат, поставщик запасных частей для сварки
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Горячий сварочный аппарат
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Популярные продукты
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/Фабрика | |
| Сертификация системы менеджмента: | ИСО 9001, ИСО 20000 | |
| Доступность OEM/ODM: | Да |
Shenzhen General Welder Technology Co.