Точечная сварка электродом тонкого металла. Как варить инвертором тонкий металл – наши советы
Сварка тонкого металла — вопрос, который сегодня часто волнует и начинающих сварщиков, и тех, кто работает со сваркой уже давно, но впервые столкнулся с проблемами, которые возникают при сварке изделий, изготовленных из тонкого металла. А изделия могут быть самыми разными. Тонколистовой металл сегодня применяется как при производстве автомобилей, так и при изготовлении катеров или моторных лодок. Да и другие современные товары часто изготавливаются именно из такого металла и связано это, в первую очередь, с вопросами рентабельности производства.
Таким образом, сварка тонкого металла электродом — процесс достаточно востребованный, но при этом обладающий своими тонкостями, учитывать которые необходимо для качественного выполнения работ.
Сложности сварки тонкого металла.
Основная проблема, которая возникает, когда ведется работа с тонколистовым металлом — это то, что любое неосторожное движение электрода может привести в появлению в металле сквозного отверстия — то есть, металл прожигается и становится совершенно не пригодным для дальнейшего использования.
Еще одной проблемой при сварке подобных изделий является то, что ведется она на малых токах, и если даже совсем немного увеличить расстояние между электродом и поверхностью изделия, сварная дуга тут же обрывается. Одним словом, для ведения такого процесса требуется достаточно большой практический опыт, позволяющий правильно выбрать ток, при котором ведется сварка, скорость подачи электрода и длину сварной дуги.
Существуют и другие сложности при сварке тонколистовых металлов или изделий из них. Например, кромка изделия должна быть подготовлена к сварке особым образом, да и не все виды сварных соединений здесь подходят — существуют те соединения, которые применяются чаще всего, и те, которые применять можно только в крайних случаях, когда другого выхода из ситуации нет. Кроме того, большое значение имеет конкретная толщина листа и пространственное расположение сварного шва. Одним словом, особенностей, которые необходимо учитывать при сварке изделий из тонколистового металла, достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Кроме того, большое значение имеет конкретная толщина листа и пространственное расположение сварного шва. Одним словом, особенностей, которые необходимо учитывать при сварке изделий из тонколистового металла, достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Основные требования при сварке тонкого металла.
- Большое значение при сварке тонкого металла имеет толщина выбранного электрода. Толщина электрода зависит от толщины самого металла. Если толщина металлического листа примерно 3 мм, то сварку необходимо производить электродами диаметром 3-4 мм. Для сварки металла с меньшей толщиной следует выбирать и более тонкие электроды. Как правило, диаметр электрода должен соответствовать толщине листа. Например, для листа толщиной 2,5 мм, необходимо выбрать и электрод с тем же диаметром.
- Также особые требования при выполнении сварки тонного металла предъявляются и к сварочному току. Ток зависит и от толщины металла, и от диаметра электрода.
 Если ведется сварка металла толщиной 3 мм, то необходимо выбирать сварной ток в диапазоне от 140 до 180 А. При применении более тонких электродов и ток, необходимый для проведения сварочных работ, снижается до 10-90 А.
Если ведется сварка металла толщиной 3 мм, то необходимо выбирать сварной ток в диапазоне от 140 до 180 А. При применении более тонких электродов и ток, необходимый для проведения сварочных работ, снижается до 10-90 А. - Очень важно в случае работы с тонкими металлами обратить самое пристальное внимание и на вид выбираемых электродов. Для сварки на малых токах тонколистового металла рекомендуется выбирать электроды с такими видами покрытия, которые гарантированно дают легкое возбуждение дуги и ее устойчивое горение. Кроме того, такие электроды должны плавиться очень медленно и в результате плавки давать жидкотекучий металл.
 Если ведется сварка металла толщиной 3 мм, то необходимо выбирать сварной ток в диапазоне от 140 до 180 А. При применении более тонких электродов и ток, необходимый для проведения сварочных работ, снижается до 10-90 А.
Если ведется сварка металла толщиной 3 мм, то необходимо выбирать сварной ток в диапазоне от 140 до 180 А. При применении более тонких электродов и ток, необходимый для проведения сварочных работ, снижается до 10-90 А.Основные способы сварки тонкого металла.
Сварку тонкого металла можно производить как полуавтоматическим аппаратом, так и с применением ручной дуговой сварки. Сварка полуавтоматом производится гораздо легче, так как подобное оборудование отлично справляется с теми проблемами, которые могут возникнуть при сварке на малых токах. Но далеко не все домашние мастера являются обладателями подобного оборудования, поэтому чаще всего применяется именно ручная дуговая сварка.
Существует несколько способов сварки, которые могут быть применены в данном случае.
- Непрерывная сварка всего шва. Здесь очень важно выбрать правильный ток (лучше всего начать с диапазона 40-60 А) и правильную скорость ведения электрода, так как при слишком быстром движении электрода корень сварного шва не проварится, а при слишком медленных движениях сварщика в металле будут образовываться дырки.
- Прерывистая сварка. Этот вид сварки можно еще назвать «сварка точками». Именно этот способ сварки чаще всего применяют, когда ведется работа с тонкими металлами. Сварка ведется с помощью коротких точечных соприкосновений электрода и свариваемого металла. Также можно не только «ставить точку» электродом на металле, а проводить короткие линии. Особенностью данного способа является то, что сварной ток устанавливается слегка выше, чем обычно. Движения сварщика должны быть достаточно быстрыми, чтобы свариваемый металл не успевал остывать.
Итак, сварка тонкого металла электродом имеет свои особенности, которые необходимо учитывать при выборе электродов и сварочного тока.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Электроды для сварки существенно облегчили жизнь человека, и создали массу полезных и надежных вещей методом «сваривания швов» между двумя металлическими деталями. На самом деле, электрод имеет предельно простую конструкцию — это проволока в форме стержня со специальным покрытием или без покрытия. На сегодняшний день вы сможете найти более 200 разновидностей электродов, которые различаются не только маркой и изготовителем, но и механическими свойствами шва, допустимым градусом изгиба, возможной степенью вязкости и так далее. Но самые распространенные являются такие особенности:
- Неметаллические.
- Металлические.

Это самое важное дифференцирование и уже из этой особенности выводятся следующие типы. К примеру, неметаллические сварочные стержни могут быть только неплавящимися, так как их изготавливают из графита или угля. В отличие от них, металлические электроды могут быть плавящимися и неплавящимися. Об этом более детально и в скором времени вы сможете определить самостоятельно какими электродами варят какие металлы.
О классификации металлических электродов.
Металлические электроды могут подразделяться на два вида:
- Плавящиеся.
- Неплавящиеся.
Материал для изготовления первого типа металлических электродов — это тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь. Главная область применения данных электродов — это защитная газовая сфера, плазменная резка и сварка, которые требуют огромных температур, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа применяют сварочную проволоку трех типов: углеродистая, легированная и высоколегированная. Такие сварочные стрежни покрываются специальным защитным составом, чтобы обезопасить электрод от окисляющего влияния кислорода и обеспечивает более эффективное горение сварочной дуги.
Такие сварочные стрежни покрываются специальным защитным составом, чтобы обезопасить электрод от окисляющего влияния кислорода и обеспечивает более эффективное горение сварочной дуги.
О покрытых и непокрытых электродах.
В наше время покрытые сварочные электроды (рис.1) находятся в большем ассортименте, чем не покрытые. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное множество материалов, но разделяются всего на несколько типов:
- Рутиловое.
- Кислое.
- Основное.
- Целлюлозное.
Непокрытые сварочные стержни — это прообраз современных электродов, и его использовали в самом начале развития технологии сварочных приборов. На сегодняшний день, непокрытый электрод имеет область применения в защитной газовой среде.
Особенности покрытых электродов и область их применения.
В современном мире сварки стандартным материалом покрытий электродов является кислое вещество на основе оксидов кремния, железа и марганца. Главная особенность состоит в том, что используя электрод с оксидным покрытием можно создать горячие трещины в металле. Его область применения, по сути, универсальна, так как этот стержень годится для сварки, как при переменном, так и постоянном токе. По ГОСТу классификация этого стержня имеет наименование: марка Э38 и марка Э42.
Главная особенность состоит в том, что используя электрод с оксидным покрытием можно создать горячие трещины в металле. Его область применения, по сути, универсальна, так как этот стержень годится для сварки, как при переменном, так и постоянном токе. По ГОСТу классификация этого стержня имеет наименование: марка Э38 и марка Э42.
Следующий тип стержней — это электроды марки Э42, а также Э46. Для изготовления покрытия используется рутиловый концентрат, и в результате мы получим превосходный рутиловый стержень для работы с полуспокойной и спокойной сталью. Рутиловый электрод создает более качественные швы и не создает трещин как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы сведете к минимуму потери металла и упростите удаление шлаков после сварки. Похожие по особенностям покрытия являются ильменитовые стержни.
А, к примеру, электроды с основным покрытием производят с помощью нанесения на поверхность стержня фтористых и карбонатных соединений. Главная область применения — это спокойные металлические конструкции, и при этом, особенностями стержней с таким покрытием является высокий уровень пластичности и также ударной вязкости. Кроме того, основной электрод имеет схожее свойство с рутиловыми стержнями: препятствует созданию горячих трещин на швах. По ГОСТу этот сварочный электрод представлен марками: Э42А, Э55, Э50А, Э60, Э46А.
Главная область применения — это спокойные металлические конструкции, и при этом, особенностями стержней с таким покрытием является высокий уровень пластичности и также ударной вязкости. Кроме того, основной электрод имеет схожее свойство с рутиловыми стержнями: препятствует созданию горячих трещин на швах. По ГОСТу этот сварочный электрод представлен марками: Э42А, Э55, Э50А, Э60, Э46А.
Последний тип покрытых электродов — это стержни с целлюлозным веществом в состав, которого входят натуральные органические составы, среди которых важнейшим является целлюлоза. Главная область применения сварочных стержней с целлюлозным покрытием — это спокойные и полуспокойные стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция будет на «земле», а также и на весу или сверху вниз, что является достоинством данных электродов. По ГОСТу эти стержни можно отыскать под таким наименованием: Э50, Э46, Э42.
Для того, чтобы точно узнать какими электродами варят какие металлы, рекомендуем перед покупкой сварочных стержней детально ознакомиться с инструкцией и описанием на упаковке, потому что стержни для сваривания цветного металла нельзя использовать для сварки чугуна или стали. Для подробной консультации обращайтесь к продавцу.
Размер диаметра электрода является одним из основных параметров при выборе, так как требуется подбирать расходные материалы толщиною, примерно, как основной металл. Естественно, что рано или поздно приходится сталкиваться с тонкими листами, сваривание которых не только является сложным технологическим процессом, который требует большого опыта, но и его невозможно провести без специальных материалов и инструментов. В большинстве случаев их стараются соединить при помощи газовой сварки, но если таковой возможности не имеется, то приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не во всех марках есть материалы, которые могут удовлетворять данному запросу, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества обмазки по отношению к количеству материала на стержне. Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Как правило, это одна треть от общей массы. Такие вещи сложнее в изготовлении и они не так часто применяются. С появлением небольших домашних инверторов, которые имеют небольшой диапазон работы, тонкие стали более популярными, так как мощность той техники могла расплавить максимум 3 мм присадочный материал.
Самые тонкие электроды для дуговой сварки достаточно сложные в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует подбирать специальные режимы, но для получения качественных результатов этого может оказаться недостаточно. Здесь нужен практический опыт, так как есть большой риск перепаливания основного металла. Также есть ряд требований к оборудованию, к примеру, держатель должен надежно фиксировать электрод. У должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость проведения процесса намного выше, чем в стандартной ситуации.
Защита, которую создает обмазка, является относительно небольшой, за счет тонкого слоя покрытия. Но этого может хватать, так как сварочная ванна также небольшого размера. Желательно использовать флюс для металла, чтобы улучшить свойства сваривания и защитить шов. Здесь нужно хорошо регулировать баланс глубины проваривания, чтобы наплавленный металл взялся на основном, но при этом не получилось дыр. Также стоит учитывать, что при сварке тонкого металла есть вероятность появления температурной деформации. Чтобы этого не случилось, шов следует делать не сразу на всей протяженности, а небольшими полосками. Также нужно сделать прихватки по всей длине, чтобы все не сгибалось.
Электроды для сварки металлов 1 мм относятся к узкопрофильным и профессионалами используются редко. Но они не имеют альтернативы, так что в арсенале профессионала они обязательно должны быть. Главное их правильно подобрать, а потом использовать согласно технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, которым можно осуществить дуговую сварку тонких изделий без большого риска перепалить заготовку;
- Электроды для имеют относительно небольшую стоимость, так что всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды быстро подготавливаются, так как просушка и прокалка занимает относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
Размеры тонких электродов от различных фирм производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно!Ни в коем случае не стоит стараться проваривать заготовки, толщина которых на несколько миллиметров больше, чем толщина электрода.»
Режимы и особенности применения
Главной особенностью применения является более высокая скорость сваривания. В отличие от , где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
В отличие от , где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
- Сварка тонкого металла: каковы сложности работы
- Режимы сварки и электроды
- Технологический процесс
- Инвертор и работа с тонким металлом
- Сварка тонкого металла: практические советы профессионалов
Сегодня настало время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Следовательно, для того чтобы сваривать тонкий металл, нужны специалисты и мастера. Варить тонкий металл очень непросто, это весьма сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как результат, испорченную деталь.
Тонкий металл можно сваривать самыми разными способами:
- ручная электродуговая;
- непрерывистая;
- прерывистая;
- полуавтоматическая;
- газовая.
Сварка тонкого металла: каковы сложности работы
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Вернуться к оглавлению
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра. Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер. Данные размеры применяются при , толщина которого 3 мм. Чтобы варить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Величина тока находится в пределах 10-90 ампер.
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
Вернуться к оглавлению
Технологический процесс
Варить тонкий металл обыкновенной ручной электродуговой сваркой достаточно сложно. Чтобы исключить беспрерывные прожоги на всей длине свариваемых торцов пользуются определенной технологией:
- подбираются электроды маленького диаметра;
- устанавливается самый маленький сварочный ток;
- чтобы сварочная дуга имела устойчивое горение, применяют токи высокой частотности. С этой целью подключается осциллятор.
Заранее подбирается соединение, при котором полностью исключаются прожоги.
При толщине металлического листа тоньше 2 мм наилучшим будет электрод, диаметр которого не превышает 1,6 мм. Он обязательно должен иметь соответствующее покрытие. Значение сварочного тока регулируют так, чтобы его хватило для плавки электрода. Обычно оно колеблется в диапазоне 50-70 ампер. Применяя осциллятор, получают нормальное горение дуги. Прибор помогает быстро получить дугу, он исключает возникновение прожигов.
Вернуться к оглавлению
Инвертор и работа с тонким металлом
После появления сварочных инверторов сварочная операция стала доступна практически любому человеку. Ранее пользовались аппаратами, которыми было очень сложно работать, они имели большой вес и сложную настройку. Сварка инвертором очень проста, она не вызывает никаких сложностей и доступна новичку. Необходимо просто знать несколько основных правил.
Когда выполняется сварка инвертором, происходит поиск баланса, при котором не должен возникать прожиг и не должно иметь место прилипание электрода. Иными словами, эффективность сварки напрямую зависит от:
- зазора между поверхностью металла и электродом;
- силы тока;
- скорости передвижения электрода;
- плавности хода.
Все эти факторы являются самыми сложными для тех, кто впервые начал заниматься сварочным делом. В этом случае очень важно иметь хороший глазомер, специфические навыки. Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Малоопытному сварщику сложно быстро установить нужную силу тока на инверторе, чтобы исключить прожиг металла и получить надежное соединение.
Варить инвертором тонкий металл — далеко не простое дело. Это сложно даже опытному мастеру. Поэтому в большинстве случаев применяется аргонно-дуговая . Она позволяет свести к минимуму появление прожига, шов получается гладким и имеет красивый внешний вид.
Однако не всегда импульсная сварка возможна, приходится варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Какими электродами варить тонкий металл
Прежде всего, стоит отметить, что тонким металлом считается металл толщиной 2 или менее миллиметров. В наше время такой металл находит все более широкое применение, потому что для изготовления деталей для сваривания такой толщины не нужно использовать большое количество металла, и, как следствие, Вы можете приобрести такие детали по более выгодным ценам.
Чаще всего со свариванием тонкого металла можно столкнуться при работе с профильными трубами. В большинстве своем толщина металла профильных труб не превышает 2 миллиметров, поэтому производить сваривание таких конструкций можете показаться весьма сложным.
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой. К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра. Подбирать сварочный электрод для сваривания тонкого металла Вам нужно исходя из Ваших ожиданий от конструкции и типа металла.
Подбирать сварочный электрод для сваривания тонкого металла Вам нужно исходя из Ваших ожиданий от конструкции и типа металла.
Для сваривания тонкого металла многие используют непрерывную сварку по длине всего шва. Значение сварочного тока равняется 40 – 60 Амперам, а, может быть, больше или меньше, потому что такие параметры зависят от типа сварочного аппарата.
Главное, что Вам нужно достичь при сваривании тонкого металла это проваривание, но не прожиг металла. При проведении сваривания тонкого металла непрерывистой дугой Вам нужно вести электрод со средней скоростью, потому, что превысив ее, Вы проварите только верх шва, понизив – прожжете металл.
Вторым способом сваривания тонкого металла является сваривание с прекращением дуги. В основном при сваривании тонкого металла используется данный способ сваривания. Если же металл при сваривании слишком тонкий или Вы используете слишком большой сварочный ток, то Вам можно использовать точечное сваривание, позволяющее производить сваривание точками, при этом, не прожигая металл.
Происходить сварочный процесс должен достаточно быстро, чтобы металл не успевал остывать. Даже при сваривании точечным способом Вам нужно быть предельно внимательными, что не прожечь металл или сделать поверхностный шов, который не будет способен выполнять свою работу.
А теперь переходим к свариванию тонкого металла полуавтоматом. Да, действительно, производить сваривание полуавтоматической сваркой намного проще, нежели другими способами сваривания. Примечательно, что данный сварочный аппарат может производить сваривание на маленьком токе. При сваривании полуавтоматической сваркой можно производить сваривание непрерывно и точками.
Производить сваривание разным способами с использованием полуавтоматического сварочного аппарата не имеет значения, потому что для успешного сварочного процесса Вам нужно просто в определенные моменты вовремя нажимать на кнопку. Все дело не в сварочных аппаратах, а в опыте сварщика и его желании учиться и использовать современные качественные электроды и технологии сваривания.
Как сварить тонкий металл менее 1 мм с зазором. Можно даже электродами 3 мм. | Ручная дуговая сварка
Друзья, всех приветствую!
источник яндекс картинкиПо просьбам комментаторов к нашим статьям, сегодня расскажу и покажу технику сварку тонкого металла ( менее 1 мм) электродом 3 мм. К тому же мы специально усложним задачу, и сваривать тонкий металл придётся с зазором. Самоучкам в сварке будет очень познавательно и полезно. Поехали!
Для примера я взял старый неисправный массовый зажим. Толщина металла из которого он сделан составляет менее 1 мм, а если быть точнее 0.7 мм.
Раньше я уже измерял толщину этой детали с помощью штангенциркуля.
На этом зажиме я сделал пропил диском толщиной 1 мм, это будет наш зазор. То есть мы будем заваривать этот пропил.
Электрод мы будем использовать толщиной 3 мм. Электроды с рутиловым покрытием, марка АНО-21. Такие электроды-с рутиловым покрытием, очень легко повторно зажигаются, и поэтому ими хорошо варить точками.
Силу тока выставил на отметке примерно 50 ампер.
Сама техника сварки такого непростого соединения будет происходить вот таким образом.
Сначала мы сделаем несколько тычков в одно место, чтобы образовалась наплавка,соединяющая две кромки. А вот теперь, зажигаем на этой наплавке электрод на долю секунды, моментально образовывается сварочная ванна, и в этот момент мы будем прерывать сварочную дугу, но прерывать особым способом.
Сварочную дугу мы будем быстро уводить в сторону и чуть назад, этим действием мы скидываем сварочный шлак с ванны, и следующий поджиг будет быстрей и легче-мы не теряем времени чтобы дуга пробила этот шлак и начала взаимодействовать с металлом шва.
Иначе, если не скидывать шлак и не оголять металл шва, то время следующего образования сварочной ванны увеличиться, и вероятность прожогов многократно вырастет. И сваривать такой тонкий металл с зазором станет очень непросто.
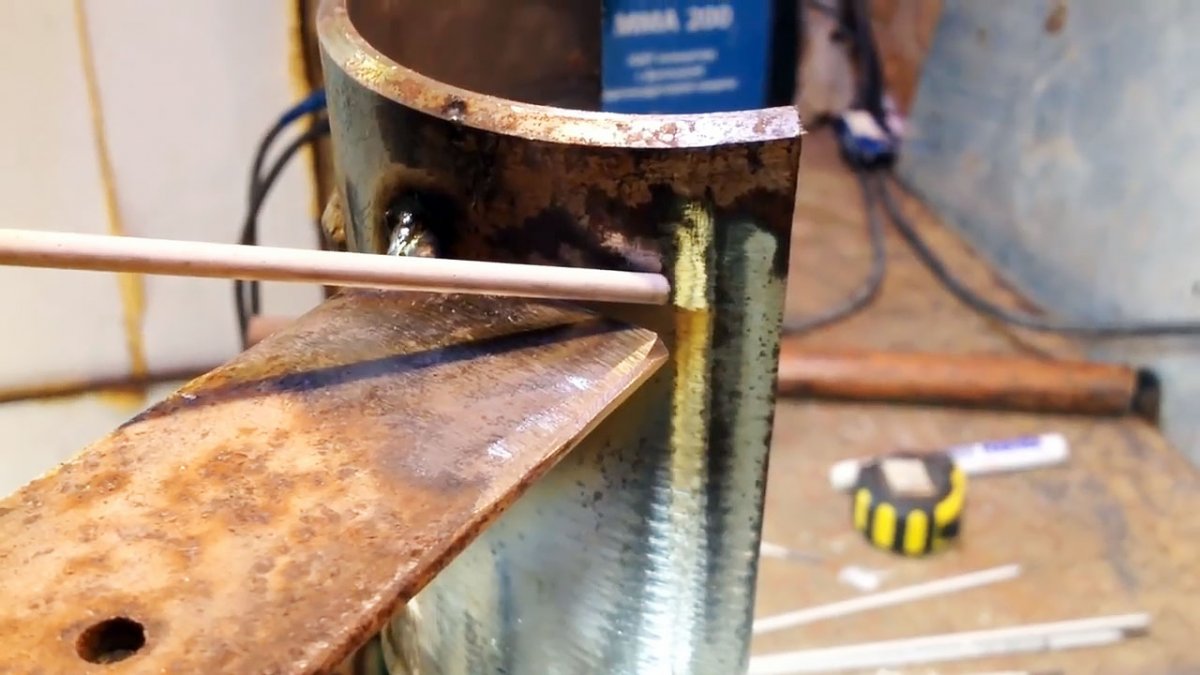
И вот таким движением электрода мы точка за точкой свариваем наш тонкий металл 0. 7 мм, да к тому же с зазором в 1 мм.
7 мм, да к тому же с зазором в 1 мм.
Вот и всё, сварка завершена. На наглядном примере вы увидели, что можно сваривать электродом очень тонкий металл.
А теперь давайте посмотрим наглядное подробное видео, где я всё рассказываю и показываю саму эту сварку.
Как сваривать тонкий металл электросваркой
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.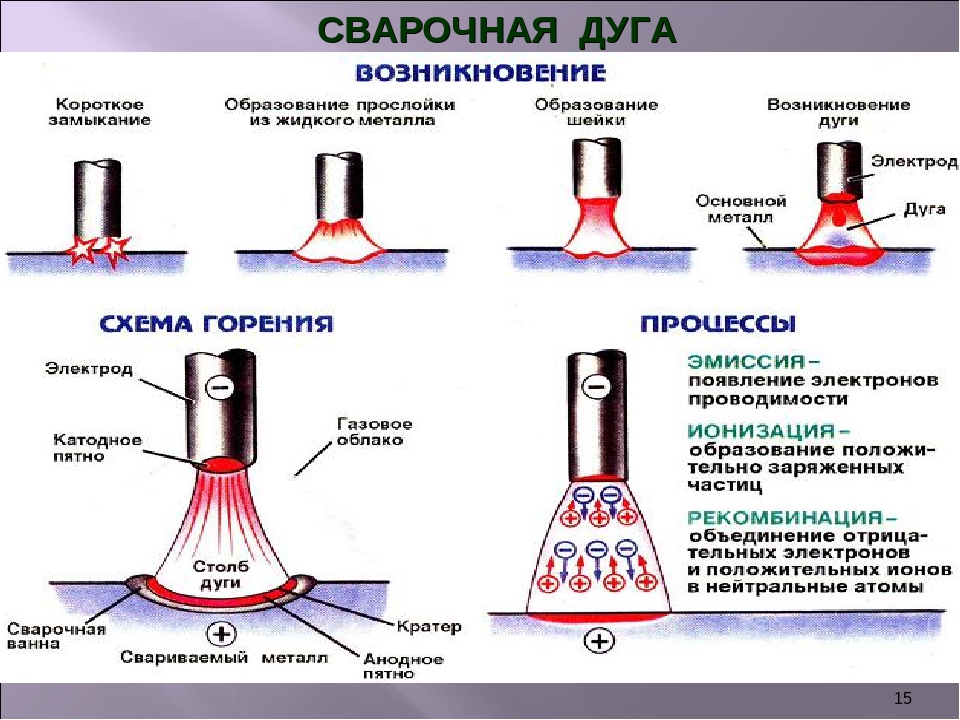
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.

Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.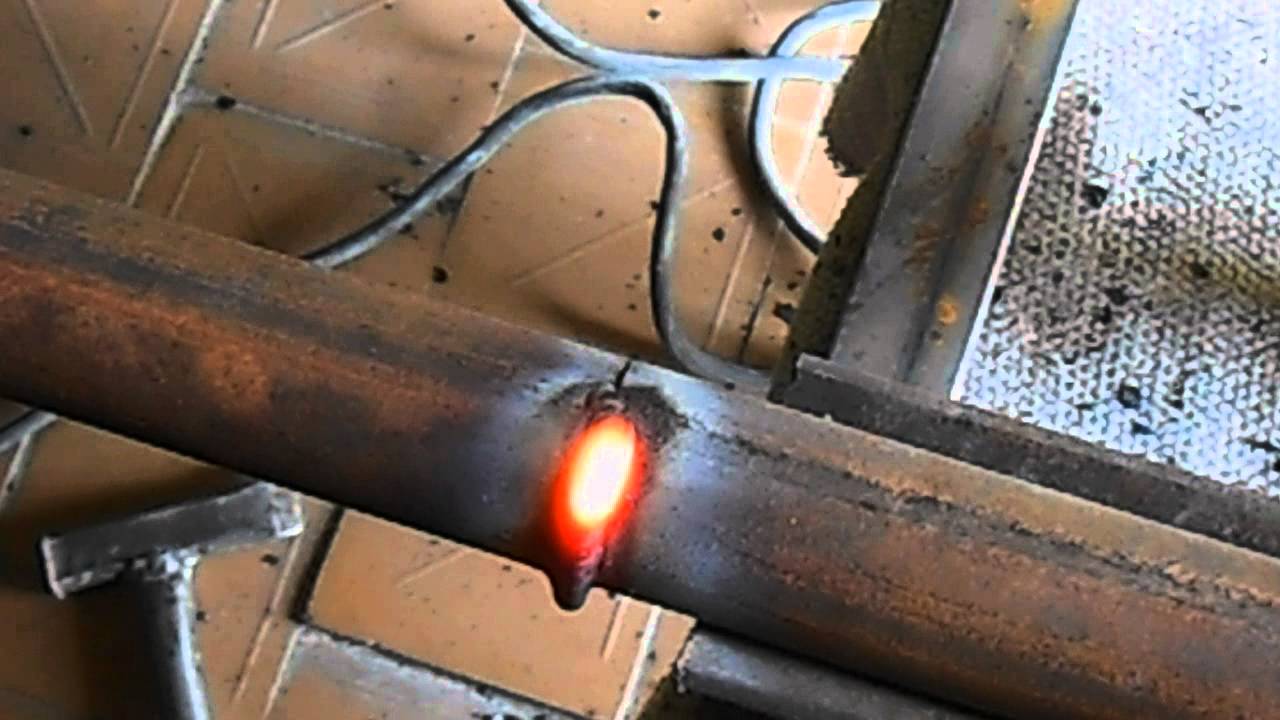
Металл считается тонким, если его толщина составляет не более 5 мм. На сегодняшний день такой материал широко применяется в различных областях, поэтому с его сваркой рано или поздно сталкивается каждый, кто имеет дачный участок. Сварка тонколистового металла имеет некоторые особенности, которые должен знать как профессиональный сварщик, так и новичок. Поэтому далее будет рассмотрено, как сварить тонкий металл своими руками.
Любое неосторожное движение при сварке тонколистового металла, может привести к прожигу обрабатываемого материала.
Сложности при сварке тонколистового металла
Главная проблема при соединении тонкого металла электросваркой заключается в том, что любое неосторожное движение сварочным аппаратом может привести к прожигу обрабатываемого материала, то есть в нем может возникнуть незапланированное сквозное отверстие. С другой стороны, излишняя осторожность может привести к недостаточной прочности соединения и возникновению непровара.
Еще одной сложностью является то, что процесс сварки выполняется на малых токах, и если даже совсем немного увеличить расстояние от электрода к металлу, то дуга тут же обрывается. Поэтому для проведения подобных работ необходимо иметь определенные навыки и умения, которые позволят сварщику правильно выбрать рабочий ток, скорость подачи электродов и длину дуги.
Поэтому для проведения подобных работ необходимо иметь определенные навыки и умения, которые позволят сварщику правильно выбрать рабочий ток, скорость подачи электродов и длину дуги.
Схема сварки тонкого металла при помощи инверторной сварки.
Следует отметить, что при соединении тонкого металла не все способы сварки подходят одинаково хорошо — существуют определенные соединения, которые применяются чаще всего, и те, которые рекомендуется использовать только в крайних случаях. При этом огромное значение имеет толщина свариваемого материала и пространственное расположение шва. Одним словом, сложностей, которые могут возникнуть при выполнении сварочных работ, достаточно много. Главное — уметь анализировать все моменты и преодолевать любые трудности с наименьшими затратами времени и сил.
Требования при сварке тонколистового металла
Большое значение при выполнении подобных сварочных работ имеет толщина используемого электрода и значение рабочего тока. Эти 2 параметра напрямую зависят от толщины металла. Для первоначального выбора толщины электрода и рабочего тока можно воспользоваться таблицей, приведенной ниже.
Для первоначального выбора толщины электрода и рабочего тока можно воспользоваться таблицей, приведенной ниже.
| Толщина заготовки, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Сечение электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Рабочий ток, А | 50-60 | 110-120 | 110-160 | 140-160 | 140-300 |
При необходимости сделать потолочный или вертикальный шов, рекомендуется использовать электроды с сечением не более 4 мм. Если присутствует разделка кромок или нужно заделать зазор между деталями, то корневой шов можно создавать сварной проволокой диаметром 2-3 мм.
При работе с тонким металлом не менее важно правильно выбрать и тип применяемых электродов. Для сварки небольшим током необходимо использовать электроды с таким покрытием, которое позволяет добиться легкого возбуждения дуги и ее стойкость. Также такие электроды должны плавиться медленно, давая при этом жидкотекучий металл.
Также такие электроды должны плавиться медленно, давая при этом жидкотекучий металл.
Способы сварки тонколистового металла
Одним из двух способов сварки тонколистового материала является непрерывная сварка всего шва, при котором электрод ведется по всему шву без отрыва от металла.
Сваривать металл небольшой толщины можно ручной дуговой сваркой или полуавтоматом. Для новичков лучше использовать полуавтоматический аппарат, так как работать им значительно легче. Но далеко не в каждом хозяйстве имеется подобное оборудование, поэтому обычно соединение металла выполняется ручной дуговой сваркой.
Существует 2 способа сварки тонкого металла:
- непрерывной сваркой всего шва;
- точечной сваркой.
В первом случае электрод ведется по всему шву без отрыва от металла. Данный способ обычно используется при необходимости создания потолочных швов. При этом очень важно внимательно следить за тем, чтобы корень шва хорошо проварился, но сам металл не прожигался. Если вести электрод слишком быстро, то корень шва не проварится, а сам шов будет наложен поверх стыка. Если же вести медленно, то существует большая вероятность прожигания заготовки.
Если вести электрод слишком быстро, то корень шва не проварится, а сам шов будет наложен поверх стыка. Если же вести медленно, то существует большая вероятность прожигания заготовки.
Второй метод предусматривает гашение дуги при выполнении сварочных работ. Этот способ является наиболее оптимальным решением при сварке тонколистового металла. В этом случае значение рабочего тока устанавливается немного больше обычного, чтобы корень шва хорошо проварился.
Подготовительные работы
При выполнении сварочных работ вам могут понадобиться такие инструменты и материалы:
- сварочный аппарат;
- электроды;
- ножницы по металлу;
- крепежные элементы;
- наждачная бумага;
- обезжиривающее средство.
Перед тем как сваривать металл, нужно правильно его подготовить к данным работам. При этом очень важно тщательно очистить место будущего соединения от различных загрязнений: ржавчины, краски, жира, антикоррозийного покрытия и т. п. Наличие указанных загрязнений приведет к получению сварного шва низкого качества. Это обусловлено тем, что:
п. Наличие указанных загрязнений приведет к получению сварного шва низкого качества. Это обусловлено тем, что:
- загрязнения плохо проводят электрический ток;
- некоторые вещества при термическом воздействии выделяют газы, что приводит к разбрызгиванию жидкого металла во все стороны;
- выделяемые газы делают шов пористым;
- при проведении работ возможно сильное задымление.
После того как металл очищен, можно переходить к закреплению свариваемых поверхностей друг возле друга. Для этого применяются различные зажимы, струбцины, фиксаторы, рычаги, стяжные уголки, временные крепления на саморезах, болтах и т.п.
Технология сварки тонкого металла
Сварка листового металла может производиться внахлест или встык. Вертикальные швы рекомендуется выполнять стыковым способом, а горизонтальные — внахлест.
Сварка внахлест. Сначала подготовленные листы налаживаются друг на друга таким образом, чтобы на всем протяжении шва ширина перекрытия была не менее 4-6 мм. С помощью крепежных элементов нужно добиться плотного прилегания верхней заготовки к нижней. Зазора между листами быть не должно, так как в противном случае при проведении сварочных работ произойдет прожиг верхнего листа.
С помощью крепежных элементов нужно добиться плотного прилегания верхней заготовки к нижней. Зазора между листами быть не должно, так как в противном случае при проведении сварочных работ произойдет прожиг верхнего листа.
Затем подберите электрод с наиболее оптимальным сечением и установите требуемое значение рабочего тока.
Перед сваркой самой заготовки рекомендуется потренироваться на ненужном куске металла аналогичной толщины
Это поможет правильно выбрать рабочий ток без повреждения изделия. После этого прихватите листы в нескольких местах. Прихват осуществляется небольшими шовными перемычками с шагом 5-10 см. Для этого электросварка ведется с периодическим гашением дуги. Время непрерывного горения дуги будет зависеть от рабочего тока и толщины заготовки. Например, для листа толщиной 1 мм оно должно составлять не более 3 с.
После прихвата можно производить сварку непрерывным швом, периодически перемещая электрод в новую зону стыка. Это позволит избежать сильного коробления материала. Особенно это актуально в том случае, если длина соединения достаточно большая (более 25 см). Начните варить с одного края, после этого перейдите на другой край, а затем переместитесь в центр.
Сварка встык. В этом случае необходимо добиться между свариваемыми заготовками минимального зазора. Для осуществления сварки встык нужно воспользоваться вспомогательной металлической подкладкой, которая устанавливается под место соединения. Дальнейший сварочный процесс осуществляется так же, как и в первом случае.
Для соединения металлических частей, используется большое количество приборов и методов сварки. Но, когда речь, идёт про соединение тонких (меньше 2 мм) заготовок, тогда далеко не все способы и аппараты подойдут для этой цели. Такой металл еще называют «тонколистовым». Его используют во многих сферах, таких как:
- автомобилестроение, кораблестроение, авиастроение и железнодорожный транспорт;
- всевозможные корпусные конструкции;
- обшивочные части зданий
Сварка тонколистового металла не обошла стороной домашних мастеров и умельцев. Ввиду того, что сварочные инверторы приобрели довольно широкое распространение в быту, возникает резонный вопрос: возможна ли сварка тонкого металла в домашних условиях с помощью инверторного сварочного аппарата? В данной статье попробуем разобраться как правильно варить металл электродом , выяснить тонкости и нюансы этого процесса.
Ввиду того, что сварочные инверторы приобрели довольно широкое распространение в быту, возникает резонный вопрос: возможна ли сварка тонкого металла в домашних условиях с помощью инверторного сварочного аппарата? В данной статье попробуем разобраться как правильно варить металл электродом , выяснить тонкости и нюансы этого процесса.
Предупреждение и советы начинающим сварщикам
Если вы неопытный в сварке тонкого метала, лучше сперва ознакомьтесь с технологией и особенностями. Перед сваркой нужных вам деталей, потренируйтесь на ненужных остатках или на бракованной заготовке. Тогда будет видно, как себя ведёт плавящийся металл электрода, и как держится дуга. При инверторном сваривании используется лишь малый ток, потому что нельзя прерывать рабочий промежуток между электродом и заготовкой. Для любого вида сварки, нужно защитное снаряжения и одежда: кожаные термостойкие перчатки, грубая невоспламеняющаяся одежда, сварочный шлем или очки, желательно сапоги с толстой резиновой подошвой.
Последовательность выполняемых работ при сварке инверторным аппаратом
Подготовка к работе
Как варить тонкий металл инвертором правильно знают далеко не все. Поэтому ниже представлена пошаговая инструкция для начинающих В ней описана последовательность работы при сваривании дуговой электросваркой тонкого металла :
- Подбираем электрод и величину сварочного тока. Зачастую на корпусе сварочного аппарата написана сила тока для разных толщин метала. Оптимальным значением будет 35-40 А. Выбираем электроды для сварки тонкого металла согласно таблице
- Теперь в держатель ставим выбранный электрод, зажимаем клемму массы на обрабатываемой заготовке.
- Важно отменить что свариваемые детали должны плотно прилегать друг к другу
Процесс выполнения работ
- Сварка начинается с точечной прихватки электродом для сварки тонкого металла по краям, далее делается точка по центру будущего шва. Так металл не успевает прогреться и внутреннее напряжение распределяется равномерно. Точки выполняются короткими движениями.
- После каждого нанесения место сварки необходимо зачистить металлической щеткой для удаления следов шлака.
- Процесс нанесения точек продолжается, пока они не начинают перекрывать друг друга, при этом шов становится сплошным. Важно не торопиться и давать металлу остыть после каждого прохода точками, тогда металл не коробит и геометрия изделия не нарушается.
- После того как точечный шов стал сплошным, для герметичности, можно пройти его сплошным швом на очень короткой дуге опирая электрод на обмазку и вести нужно достаточно быстро.
 Точки выполняются короткими движениями.
Точки выполняются короткими движениями.Опытные сварщики советуют свариваемую поверхность наклонить относительно горизонта и вести сварочный шов от низа к верху. Шов необходимо “тянуть”, в таком случае шлак будет стекать и выдуваться давлением сварочной дуги.
Главный недостаток в сваривании тонкослойных металлических изделий является большая вероятность прогорания, деформации и повреждения металла.
 Основная причина, неаккуратная работа сварщика, в последствии испорченное изделие.
Основная причина, неаккуратная работа сварщика, в последствии испорченное изделие.Из всего вышесказанного можно сделать вывод, что качественная дуговая сварка электродом тонких листов металла может быть только при тщательном изучении особенностей процесса и правильно подобранном оборудовании. Сделать нужную дугу для сварки возможно лишь опытным сварщиком, который уже набил руку и подыскал необходимую величину тока.
Для правильного понимания процесса рекомендуется просмотреть данное видео
Сварка тонкого металла — Pcity.su
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого.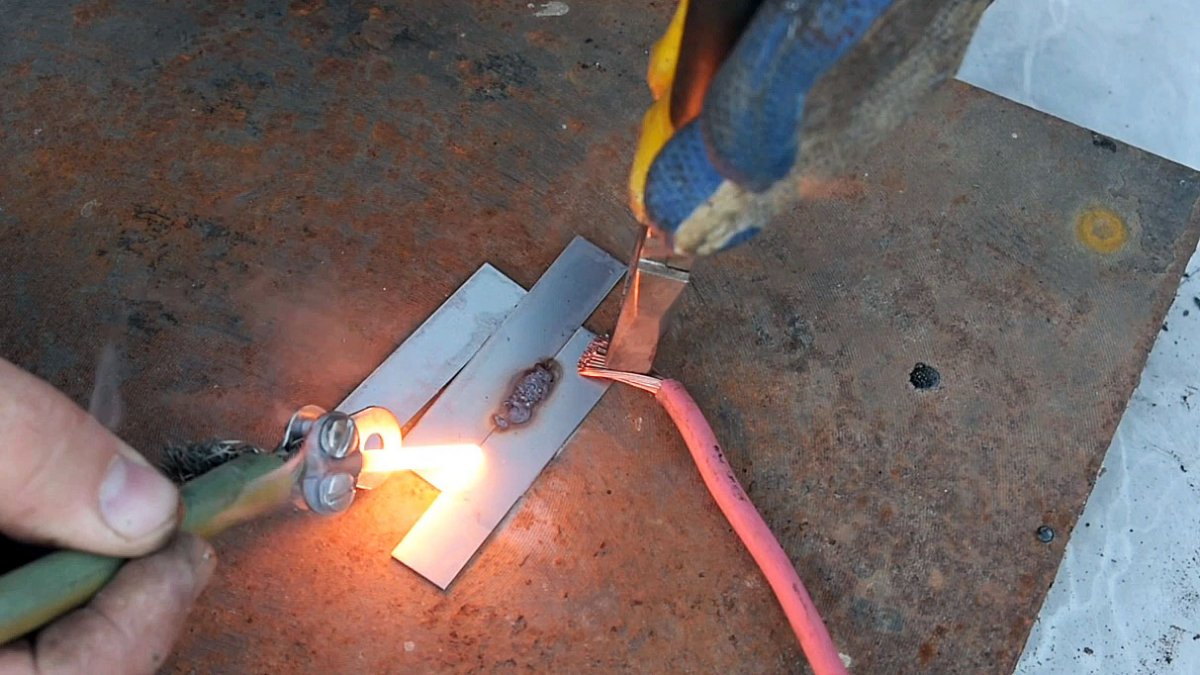 Такой способ называется прерывистым швом.
Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Источник:
http://stroychik.ru/tools/svarka-tonkogo-metalla
Как варить тонкий металл электродом
Ремонт тонкостенных деталей и конструкций сложен даже для квалифицированных сварщиков, которые знают, как сваривать листовой металл большой толщины. Этот опыт бесполезен при работе с тонкостенными заготовками, которая выполняется по иным правилам. Без знания специфики сваривания тонкого металла электродом невозможно создать качественное соединение.
Особенности сварки тонколистового металла электродом
Проблемы, возникающие в ходе сваривания тонкого металла, похожи на брак при работе с толстостенными заготовками. Соединение листов толщиной меньше 2 мм затруднено несколькими факторами:
- Из-за малой толщины часто прожигается металл при неверной установке тока или медленном ведении электрода.
- Если, опасаясь прожога, сварку тонколистового металла проводить слишком быстро, останутся несоединенные места. Не проваренные участки также остаются при увеличении длины дуги, из-за чего кромки прогреваются слабо, а расплав растекается по поверхности. После очистки шов не будет герметичным, уменьшится его стойкость к излому и разрыву.
- При сварке по тонкому металлу с обратной стороны стыка образуется выпуклый валик. Проблему наплыва решают подкладыванием подложек, снижением силы тока, изменением способа наложения шва.
- Из-за сильного нагрева возможна деформация заготовок в виде волн и изгибов. Их после остывания выправляют резиновым молоточком, если нет особых требований по внешнему виду. В противном случае перед свариванием тонкого металла принимают меры для предотвращения перегрева.
- Из-за неумения держать короткую дугу или при установке малого тока, у новичков нередко залипают электроды при сокращении промежутка между ними и стыком. Шов становится не равномерным и не качественным.

Выбор электродов и настройка режимов сварки
Для сварки тонкого 3 мм металла нужны марки с рутиловой обмазкой, замедляющие плавление сердечника, иначе они будут быстро сгорать. На концах электродов с тугоплавким покрытием образуется козырек, препятствующий повторному розжигу дуги. Сердечник должен быть сделан из того же материала, что и заготовки или близкого по составу. Работа выполняется аппаратом переменного или постоянного тока, поэтому предпочтительны универсальные электроды. Перед сваркой тонкого металла их необходимо прогреть при температуре 170⁰C. После предварительного прокаливания легче зажигается и удерживается дуга без образования брызг.
После предварительного прокаливания легче зажигается и удерживается дуга без образования брызг.
В зависимости от толщины заготовок, диаметр электрода и сила тока определяются по таблице:
Толщина заготовки, мм
Ток
Диаметр электрода, мм
Если у аппарата есть настройка начального напряжения, необходимо установить начальный ток на 20% ниже рабочего. Это избавит от прожога при зажигании дуги. Если такая опция отсутствует, сварку по тонкому металлу начинают с разжигания дуги на графитовой пластине с последующим переносом на стык.
Поскольку для сварки на тонком металле нужен малый ток, диапазон регулировки должен начинаться с 10 А. Если у аппарата минимальное значение выше, массу подключают через стальную пружину или балластное устройство, которые снижают ток до требуемого значения. При наличии импульсного режима можно сваривать сталь толщиной менее 0,5 мм. В промежутках между импульсами заготовки будут остывать.
Технология сварки
Перед свариванием тонкого металла заготовки возле стыка и в месте подключения массы очищают от грязи. Работу выполняют в следующем порядке:
- Для лучшего зажигания дуги с кончика электрода удаляют 5 мм покрытия.
- Чтобы при сварке на тонком металле уменьшить вероятность деформирования, заготовки прихватывают между собой точками или отрезками длиной 1 см по всей длине соединения.
- Электрод держат на расстоянии 2 — 3 мм от поверхности стыка. Для качественной сварки тонкого металла длина дуги не должна быть больше диаметра сердечника электрода.
- Наложение шва начинают после образования сварочной ванны. При движении дуги она должна сохранять овальную форму, перемещающуюся вдоль стыка.
- Чтобы расходник не залипал, нельзя им тыкать по стыку во время наложения шва. Новичкам лучше пользоваться аппаратом с опциями антиприлипания и форсирования дуги.
- При сваривании листового металла держатель держат под углом 45 — 60⁰. При большем наклоне шов будет всплывать, образуя выпуклый валик, не проваривая кромки заготовок.
- Шов накладывается слева направо или к себе, вертикальное соединение выполняется снизу вверх.
- Сварку на тонком металле проводят без рывков и остановок с равномерной скоростью без поперечных движений.
- При работе постоянным током соблюдается обратная полярность, когда держатель подключен к плюсу. Это снижает вероятность прожога, так как уменьшается нагрев его кончика.
- После остывания соединения сбивают шлак, проводят проверку на отсутствие не проваренных участков и прожогов.
 Новичкам лучше пользоваться аппаратом с опциями антиприлипания и форсирования дуги.
Новичкам лучше пользоваться аппаратом с опциями антиприлипания и форсирования дуги.Способы сварки тонких листов металла
Когда листы необходимо соединить под углом, сварку тонкого металла выполняют методом отбортовки. Для этого края заготовок загибают под нужным углом и прихватывают между собой с шагом 5 — 10 см. Затем стык проваривают сплошным швом, не прерывая дуги.
Для соединения внахлест листы накладывают один на другой с перекрытием 1 — 3 см. Таким образом создается основание для наложения шва. Чтобы не было зазора, сверху кладут что-нибудь тяжелое. Дугу ведут в основном по нижнему листу, чтобы не допустить подрезов верхнего.
Для соединения встык листы кладут вплотную один к другому без зазора и разделки кромок, прихватывают в нескольких местах. В зависимости от требований и условий соединение выполняется:
- Точечным швом, если нет требований по герметичности. По всей длине стыка делают прихватки с промежутками, равными трем диаметрам электрода.
- Сваркой тонкого металла в шахматном порядке отрезками по 10 см. При таком способе тепло равномерно распределяется по стыку без его деформации.
- Прерывистым способом. Начав сварку по тонкому металлу, электрод кратковременно отводят от шва, а затем продолжают накладывать с той же точки. В моменты прерывания дуги температура заготовок понижается. Чтобы не допустить чрезмерного остывания, работу выполняют инвертором, настроенным на ток немного больше требуемого.
- Теплоотводящей проволокой диаметром 2 — 3 мм уложенной заподлицо вдоль стыка. Для сварки на тонком металле лучше использовать расходник, очищенный от покрытия. Дугу ведут по проволоке, на которую приходится большая часть тепловой нагрузки. Кромки нагреваются периферийными токами. После удаления проволоки не остается заметных следов. Этим же способом заваривают места прожогов.
- На металлических пластинах из меди, отводящих излишки тепла, которые подкладывают снизу.
Сварка оцинкованных листов
Перед свариванием тонкостенного металла, покрытого цинком, места возле стыка зачищают до стали шлифовальной машинкой, наждачной бумагой или щеткой с металлической щетиной. Для быстрого удаления покрытия его можно выжечь, дважды пройдясь дугой по стыку. Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Начинающим сварщикам не стоит сразу браться за освоение сваривания встык, так как для его проведения нужен опыт и твердая рука. Лучше сначала потренироваться на соединении внахлест, где ниже вероятность прожога. После обретения навыков будет проще освоить более сложные способы.
Источник:
http://svarkaprosto.ru/tehnologii/svarka-tonkogo-metalla-elektrodom
Техника сварки тонкого металла инвертором
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Источник:
http://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Как варить тонкий металл
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
Источник:
http://svarkalegko.com/tehonology/kak-varit-tonkij-metall.html
Специфика сварки инвертором тонкого металла
При выполнении сварной операции приходится придерживаться иных правил, нежели при сварке толстостенных конструкций, что осложняет подбор режима и вида электродов. Но если не учитывать специфику сваривания тонколистового металла при работе, получить высококачественные швы не получится.
Специфика сварки тонких металлов инвертором
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.
Опишем их подробно:
- Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод.
Если этого не сделано, можно пропалить металл или оставить на нем непровары. Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности. - Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва. - При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
[box type=”info”]На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.[/box]Общие принципы сваривания тонких листов металла инвертором
Сварка тонкого листового металла будет успешной, если заранее выставить точные настройки на сварном аппарате:
- при толщине металла 0,5 мм сила тока должна равняться 10А, а диаметр электрода ‒ 1 мм;
- при толщине металла 1 мм сила тока должна равняться 25-35, а диаметр электрода ‒ 1,6 мм;
- при толщине металла 1,5 мм сила тока должна равняться 45-55, а диаметр электрода ‒ 2 мм;
- при толщине металла 2 мм сила тока должна равняться 65, а диаметр электрода ‒ 2 мм;
- при толщине металла 2,5 мм сила тока должна равняться 75, а диаметр электрода ‒ 3 мм.
Сварка металла с маленькой толщиной тонким электродом выполняется током, сила которого ниже, чем при работе с толстыми листами металла. Это позволяет свести риск появления прожогов и подтеков к нулю.
Прекрасно зарекомендовали себя в данной сфере инверторные агрегаты, позволяющие сваривать металл переменным напряжением и с высокой частотой.
Если настройки сварочного аппарата позволяют, нужно выставить уровень стартового напряжения меньшего значения, нежели рабочий ток приблизительно на 20%. Это позволит устранить пропаленные участки при розжиге электродуги и поможет начинать сварку непосредственно в месте соединения.
Если нет возможности отрегулировать стартовый ток вручную при дуговой сварке, можно зажечь электрод на толстой поверхности, а потом перенести его на стык.
[box type=”fact”]Особенностью сварки тонкого металла инвертором считают необходимость работы на малых токах, для чего настройки агрегата поддерживают рабочие значения амперметра на уровне 10-30 А.[/box]Когда минимальное значение регулируемой величины превышает эти параметры, понизить силу тока можно с помощью дополнительного сопротивления в цепи. Для этого пружину из высокоуглеродистой стали помещают между изделием и кабелем массы.
Также в такой ситуации может помочь установка балластника для понижения тока до актуального уровня.
Если в настройках агрегата присутствует импульсный режим, можно воспользоваться этой функции. Чрезмерно тонкие листы стали нужно сваривать прерывистой дугой. Точечная сварка выполняется следующим образом: импульсный ток автоматически разрывает дугу, предоставляя металлической поверхности время, чтобы остыть.
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно. Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов.
[box type=”fact”]На заметку! В бытовых целях для необъемных операций мастера чаще используют именно ручную дуговую сварку ввиду ее дешевизны и возможности смастерить агрегат своими руками.[/box]В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал.
Схема сварки тонкого листа металла.
Существует разные техники и методы сварки, актуальные для данного случая:
- При выполнении непрерывной сварки всего шва важно правильно подобрать ток.
Оптимальный диапазона ‒ 40-60 А. Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами. - Прерывистую сварку также называют сваркой точками.
Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие электроды, одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
[box type=”info”]На заметку! Особенность прерывистой сварки заключается в том, что так можно варить даже очень тонкие металлические листы. Главное выставить чуть более высокий, нежели обычно, сварной ток, и добиться быстрых движений, дабы не дать остыть свариваемому материалу.[/box]
Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
- Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
- При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко.
Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Подведем итоги
Сваривание тонкостенных металлических конструкций обладает рядом особенностей, что важно понимать неопытному сварщику: нужно знать, какими электродами стоит работать, а также понимать, как правильно варить металл инвертором.
Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть. Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.
Источник:
http://tutsvarka.ru/vidy/svarka-tonkogo-metalla-invertorom
Техника сварки тонкого металла инвертором
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Источник:
http://wikimetall.ru/metalloobrabotka/svarka-elektrodom-tonkogo-metalla.html
Сварка тонкого металла. Особенности и практические рекомендации
Сварка тонкого металла вызывает большие трудности у начинающих сварщиков и мастеров-любителей. Но чесно говоря, я долго сомневался, нужно ли писать статью на эту тему. Дело в том, что, чтобы осветить тему сварки тонкого металла, потребуется создание целого видеокурса или даже нескольких. Я не знаю, как эту тему можно раскрыть в статье. Тем более, что читать на эту тему не так эффективно, как смотреть видео и повторять увиденное.
Тем не менее, я понимаю, что начался строительный сезон, и многим нужно варить сейчас, а не ждать моих уроков. Поэтому, я всё же что-то попытаюсь прояснить на эту тему.
Итак, основная проблема при сварке тонкого металла — это очень тонкая грань между прожогом металла и прилипанием электрода. Иногда вместо прилипания электрода случается другая проблема — такой дефект, как непровар. Если сварочный ток чуть выше и/или сварщик задерживает электрод в одной точке, то наступает прожог металла насквозь, т.е., дырка. Если же сварочный ток чуть ниже, то получается или непровар и детали попросту отваливаются, или же электрод прилипает к свариваемым деталям. Кроме того, на малых токах даже при незначительном увеличении зазора между электродом и тонким металлом детали, дуга сразу же обрывается. Что делать?
Сварка тонкого металла требует тщательного подбора параметров сварки
Собственно, ответ кроется в названной проблеме — более тщательно сварке тонкого металла скорость движения электрода и длину дуги. Как говорится, «ловкость рук и никакого мошеннства».
Но в этом и заключаются сложности для начинающих сварщиков, т.к. на начальном этапе сварки трудно понять, какой сварочный ток наиболее оптимален, чтобы не наделать дырок, но при этом достаточно проварить тонкий металл для надёжного соединения. И без долгой практики в сварке трудно определить и поддерживать правильную скорость движения электрода и правильную длину дуги.
Но если бы дело было только в этом, то это было бы слишком просто!
Дело в том, что сварка тонкого металла требует подготовки кромок к сварке, а также есть наиболее предпочтительные виды сварных соединений и нежелательные, которые можно использовать лишь в случае крайней необходимости. Также это всё зависит от конкретной толщины металла — ведь понятие «тонкий» очень относительное. И, конечно, влияет пространственное положения шва и особенности конкретного сварного соединения. Основы сварки я рассказал, а остальное уже дело частного случая — нужно разбирать различные конкретные ситуации.
Я и дальше постараюсь раскрыть эту тему, но пока у вас есть, что делать — займитесь более точным сварке тонкого металла и уделите масимальное внимание скорости движения электрода и длине дуги. И особенно равномерности движения электрода и постоянству дугового зазора!
В комментариях напишите, что у вас получилось.
Понравилась статья? Тогда обязательно нажмите социальные кнопки
Ещё по теме:
Ошибки при выполнении сварочных швов
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Как сваривать металл качественно и надежно, соблюдая технологию
Сварочные работы незаменимы на любом производстве, где собирают корабли, самолеты или металлоконструкции, в строительной отрасли и для бытового применения. С появлением компактных сварочных аппаратов появилась возможность их использования в быту. Теперь каждый человек получил возможность сварить нужную деталь в условиях гаража или на дачном участке, но от доступности техники вопрос — как сваривать металл – не теряет своей актуальности. Незамысловатый, на первый взгляд процесс, на самом деле технологически сложен и требует профессиональных навыков. Сварка выполняется правильно, если грамотно выбран аппарат, электрод, сила тока и подобран точный лист металла по толщине.
Учимся управлять электродугой
Электродуговая сварка самая известная, что и привело к появлению небольших бытовых аппаратов, хотя на заводах используют значительно более мощную технику. Кроме электрической дуги, металл можно сваривать при помощи потока плазмы в среде аргона, но подобный метод потребует набор спецсредств, которые недоступны простому обывателю. Аргонная сварка, несомненно, выигрывала у дуговой по качеству, потому что только в газу можно было сварить алюминий или нержавейку, но затем разработали специальные электроды с покрытием из вольфрама, которые позволяют отказаться от суеты с газовыми баллонами и варить любой капризный металл.
Перед началом работ надо подготовить металл, достаточно убрать грязь и жирные пятна, которые помешают лучшему соединению деталей между собой. Если у вас тонколистовой металл, то чтобы варить, а не прожигать насквозь, потребуется взять электрод толщиной в пределах 3—4 мм. Подготовив средства защиты (маску с темным стеклом, перчатки и специальную одежду), можно включить сварочный аппарат. Если человек первый раз собирается варить, то надо объяснить, что у сварочного аппарата есть два зажима, на один из щупов подаётся ток, а другой крепится к низу детали, чтобы замыкалась сеть и появлялась дуга.
Электрод надо правильно установить в держатель, а второй держатель подсоединить к детали, рядом с местом, где будут варить соединение. Для зажигания дуги надо слегка постукать электродом по поверхности металла, добившись появления искры. После появления дуги начинаем варить, при помощи медленных и аккуратных движений в месте стыка металлов. Движения должны происходить по возвратно-поступательной траектории. Если делать все правильно, то периодически надо останавливаться, чтобы осмотреть качество шва. Если речь идет о сварке металла толщиной 1 мм, то вряд ли там будет шлак, а вот на более толстом металле в 5 мм вполне возможно, что в процессе появятся посторонние включения, которые можно убрать, используя щетку.
к меню ↑Почти ювелирная работа
Разумеется, простой, 5 мм металл сварить достаточно просто, даже новичку без квалификации. А вот тонкий металл толщиной 1 мм вызывает много затруднений. Опытные сварщики используют несколько хитростей, чтобы не допустить прожога металла. Например, на сварочном месте используют специальные толстые медные подкладки, которые позволяют быстро отводить тепло из места сварочных работ, либо соединяемые детали фиксируют между металлическими закладными деталями, чтобы металл на шве не растекался.
Варить правильно тонкий металл можно не только непрерывным движением, но специальной техникой, которая подразумевает перерыв или короткое гашение дуги. Если у вас деталь толщиной 1 мм сваривайте ее точками, то есть просто касайтесь, чтобы получить дугу, а затем отпускайте. Все это делать нужно в определенном ритме, чтобы металл в месте касания не успевал остывать, но в то же время можно импровизировать, иногда удлиняя время соприкосновения. Попрактиковавшись, каждый сможет найти оптимальный ритм, чтобы красиво и надежно сварить тонкую деталь толщиной 1 мм.
Если для сваривания тонкого металла используется аппарат на постоянном токе, то надо провести ликбез по поводу разных типов подключений. Если “масса” подключена к электроду, а минус, соответственно, закреплен на детали 1 или 5 мм, то возникает ток прямой полярности, который создает больше тепла, и, разумеется, лучше подойдет не для тонкого металла, а для резки толстых деталей, труб, профилей и уголков. Но стоит поменять местами наш плюс и минус, то мы получаем ток обратной полярности, который идеально подходит для толщины 1 мм и 5 мм. Хитрость в том, что при обратной полярности электрод расходуется быстрей, и деталь значительно меньше нагревается. То есть любые прожоги просто исключены. Поэтому правильно брать обратную полярность для тонких металлов.
к меню ↑Нюансы технологии
Как ни странно, но металл, всего 5 мм в толщину, не совсем просто сварить, потому что возникают другие трудности. Если в детали 1 мм сварщик боится ее прожечь, то в более толстых, 5-миллиметровых листах, не позволяющих правильную разделку кромок, напротив, могут возникать непровары, которые сказываются на прочности конструкции. Без разделки кромок очень трудно подобрать определенную силу тока, которая давала бы нужное количество тепла, чтобы деталь получилась без непроваров. По сути, что такое непровар? Это место, концентрирующее напряжения вокруг себя при ударных и динамических нагрузках на металлическую конструкцию. Если сварщик не хочет допустить разрушения в будущем своей конструкции, он не должен допускать непроваров. Чтобы их избежать также используют специальные подкладки, не позволяющие металлу в 5 мм утекать, или подваривают шов с задней стороны, чтобы исключить появление натеков.
Вряд ли, в будущем, такие нюансы вам понадобится знать, потому что подобные случаи возникают в труднодоступных местах наподобие сварки труб для газа, где очень важно не допускать дефектов, так как труба работает под давлением газа. Все, что можно сварить для бытовых нужд, можно сделать обычным аппаратом с переменным током и электродами 3—4 мм. Если вы первый раз взяли в руки держатель с электродом, то профессионалы из этой области советуют начать со сварки небольших металлических пластин толщиной 5 мм.
Используйте наголовный щиток, который сам висит на голове, что позволяет варить деталь, придерживая ее свободной рукой. Правильно подобрать силу тока и электродов в зависимости от толщин металлов можно в специальных таблицах, которые прилагаются к сварочному аппарату или напечатаны в специальной литературе по сварочным работам.
Похожие статьиТочечная сварка тонким металлическим электродом. Как приготовить тонкий металл с помощью инвертора
Сварка тонкого металла — вопрос, который сегодня часто волнует как начинающих сварщиков, так и тех, кто давно занимается сваркой, но впервые столкнулся с проблемами, возникающими при сварке изделий из тонкого металла. И продукты могут быть самыми разными. Листовой металл сегодня используется как при производстве автомобилей, так и при производстве лодок или моторных лодок. Да и из такого металла часто делают и другие современные изделия, и это связано, в первую очередь, с вопросами рентабельности производства.
Таким образом, сварка тонкого металла электродом — процесс востребованный, но в то же время он имеет свои тонкости, которые необходимо учитывать при качестве работ.
Сложность сварки тонкого металла.
Основная проблема, возникающая при работе с листовым металлом, заключается в том, что любое неосторожное движение электрода может привести к сквозному отверстию в металле — то есть металл горит и становится совершенно непригодным для дальнейшего использования. С другой стороны, излишняя осторожность здесь тоже может навредить, так как недостаточно плотный контакт электрода с металлом приводит к недостаточно качественному сварному шву — а проще говоря, в этом случае сварка отсутствует вообще, возникает так называемое неплавление. образовалось, то есть недостаточно хорошее соединение свариваемых поверхностей между собой.
Еще одна проблема при сварке таких изделий заключается в том, что она проводится при малых токах, и даже если расстояние между электродом и поверхностью изделия увеличивается очень незначительно, сварочная дуга сразу же гаснет. Словом, для проведения такого процесса требуется довольно большой практический опыт, позволяющий правильно выбрать ток, при котором будет вестись сварка, скорость подачи электрода и длину сваренной дуги.
Есть и другие сложности при сварке листового металла или изделий из него.К примеру, кромка изделия должна быть особым образом подготовлена к сварке, и здесь подходят не все типы сварных соединений — есть те составы, которые используются чаще всего, а те, которые можно использовать только в крайних случаях, когда есть Другого выхода из ситуации нет. Кроме того, большое значение имеют удельная толщина листа и пространственное расположение сварного шва. Словом, тех особенностей, которые необходимо учитывать при сварке изделий из листового металла, достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Основные требования к сварке тонкого металла.
- Большое значение при сварке тонкого металла имеет толщина выбранного электрода. Толщина электрода зависит от толщины самого металла. Если толщина металлического листа около 3 мм, то сварку следует производить электродами диаметром 3-4 мм. Для сварки металла меньшей толщины следует также выбирать более тонкие электроды. Обычно диаметр электрода должен соответствовать толщине листа.Например, для листа толщиной 2,5 мм необходимо подбирать электрод с таким же диаметром.
- Также особые требования при сварке тонкого металла предъявляются к сварочному току. Сила тока зависит от толщины металла и диаметра электрода. Если сваривается металл толщиной 3 мм, то необходимо выбирать сварочный ток в пределах от 140 до 180 А. При использовании более тонких электродов ток, необходимый для сварки, снижается до 10-90 А.
- При работе с тонкими металлами очень важно обращать пристальное внимание на тип выбранных электродов. Для сварки листового металла на малых токах рекомендуется выбирать электроды с такими видами покрытия, которые гарантированно обеспечивают легкое возбуждение дуги и ее стабильное горение. Кроме того, такие электроды должны плавиться очень медленно и в результате плавления образовывать текучий металл.
Основные методы сварки тонкого металла.
Сварка тонкого металла может производиться как в полуавтоматическом режиме, так и при ручной дуговой сварке.Полуавтоматическая сварка намного проще, так как такое оборудование отлично справляется с проблемами, которые могут возникнуть при сварке на малых токах. Но не все домашние мастера являются обладателями такого оборудования, поэтому чаще всего применяется ручная дуговая сварка.
В этом случае можно использовать несколько способов сварки.
- Сплошная сварка всего шва. Очень важно выбрать правильный ток (лучше всего начинать с диапазона 40-60 А) и правильную скорость движения электрода, так как если электрод движется слишком быстро, корень сварного шва не сваривается, и если сварщик двигается слишком медленно, в металле образуются дыры.
- Прерывистая сварка. Этот вид сварки еще можно назвать «точечной сваркой». Именно этот способ сварки чаще всего используется при работе с тонкими металлами. Сварка осуществляется короткими точечными контактами электрода и свариваемого металла. Вы также можете не только «растопить» электрод по металлу, но и провести короткие линии. Особенностью этого метода является то, что сварочный ток устанавливается немного выше обычного. Движения сварщика должны быть достаточно быстрыми, чтобы свариваемый металл не успевал остыть.
Итак, сварка тонкого металла электродом имеет свои особенности, которые необходимо учитывать при выборе электродов и сварочного тока. Конечно, очень важно создать определенную скорость и равномерность движения электрода, чтобы сварной шов был гладким и качественным. Кроме того, очень важно следить за тем, чтобы зазор между электродом и свариваемой поверхностью был постоянным. Конечно, все эти навыки вырабатываются далеко не в первый раз, но в этом случае упорство и практический опыт сварщика намного важнее его теоретических навыков и квалификации.
Сварка тонким металлическим электродом позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно реставрировать автомобили и ремонтировать многие другие тонкостенные изделия. Однако такой процесс довольно сложный, сделать качественно без опыта очень сложно.
В этом материале мы разберем все нюансы сварочных работ на листовом металле, каковы проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку при плохом соединении.
- Обжиг заготовки.
- Прилипание электрода.
- Деформация материала.
Выгорание — наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Именно избыточная мощность способствует быстрому плавлению металла и образованию дырок.
Прилипание электрода происходит в двух случаях: при малой силе тока и непосредственной близости кончика расходного материала к поверхности металла.Эти два негативных фактора способствуют образованию неровностей стыков и, как следствие, ухудшению качества сварки.
Сплошной шов — частая ошибка новичков в сварке. Боясь обжечь металл, кончик электрода удаляется на большое расстояние, и расплав просто растекается по поверхности. В результате при зачистке получается, что шов неровный и нет соединенных участков.
Деформация также является довольно частым явлением при сварке листового металла.Это следствие воздействия высоких температур.
Как проводится сварка тонкого металла и как решить проблему брака?
Выбор режимов и электродов
Для сварки тонкостенных конструкций лучше всего использовать инвертор. Такие устройства имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, используемая при таких работах, зависит от толщины деталей и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров.Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице вы можете увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
Это приблизительные данные, более точную регулировку прибора можно определить опытным путем, попробовав варить металл.
При использовании электродов тонких типов необходимо учитывать, что скорость их плавления выше, а это значит, что шов нужно делать быстрее.
Основные требования к выбору расходных материалов такие же, как и при сварке стандартных конструкций.Покрытие и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно приготовить листовой металл и оцинковку.
Обучение
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массовый держатель.
Оцинкованный листовой металл на месте будущей сварки можно очистить шлифовальной машиной от защитного покрытия. Но можно готовить прямо на нем, цинковый слой при работе сгорит.
Сварка
Алгоритм сварки тонкого металла следующий.
- Электрод на конце можно отклеить на длину около 5 мм, это будет способствовать быстрому горению поджога.
- По всей длине будущего шва необходимо сделать точечные прихватки материала (во избежание дальнейшей деформации). Для этого произведите кратковременный поджог и приварите края металла в виде острия или длиной 10 мм.
- Дуга зажигается просто — это делается двумя способами. Либо постукивая кончиком электрода по металлу, либо ударяя. Длина дуги оптимальна в пределах 2-3 миллиметров. Обычно расстояние электрода от металла должно быть в пределах диаметра расходного материала!
- После этого формируют ванну из расплавленного металла и начинают выводить шов.При этом сварочная ванна должна иметь удлиненно-овальную форму. Это свидетельствует о получении качественного шва.
- Во избежание прилипания электрода не «втыкайте» его в поверхность.
В этом плане начинающим сварщикам очень удобно использовать инвертор с дополнительными функциями защиты от прилипания и дуги. Если электрод расположен слишком близко к металлу, он снимает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. При большом растяжении дуги инвертор дает дополнительное напряжение и процесс сварки не прерывается.
- Поводок для шва, устанавливающий держатель с электродом под углом 60 градусов. Лучше всего выбирать положение, близкое к прямому углу, но с видом на сварочную ванну и сам шов. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо или на себя, вертикальные соединения выполняются снизу вверх. В этом случае при сварке нужно делать боковые движения зигзагами (елочкой).
- Также нужно контролировать скорость передвижения. Он должен быть прогрессивным и таким же.
После отделочных работ нужно сбить шлак и осмотреть состав на предмет отсутствия пробок и прожогов на металлической поверхности.
Методы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сварки, можно использовать некоторые подходящие методы.
Перекрытие. Если конструкция позволяет, листы можно класть один на другой.В этом случае главное не обжечь поверхность, расположенную внизу.
Точечное подключение. Технологически такой шов выполняется в виде деревенских прихваток. Дуга загорелась, металл в нужном месте закипел и погашен. А потом на протяжении всего соединения с шагом в 3 диаметра электрода все повторяется.
По электроду. Если есть опасность обжечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву.В процессе сварки нужно эти места хорошо прокипятить. Таким же образом можно заварить прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда держатель кабеля выставлен на плюс, а масса на минус. Обратная полярность снижает количество тепла на кончике электрода, что помогает предотвратить ожоги.
Если необходимо сварить массивную деталь тонким металлом, то дуга зажигается на толстостенной заготовке и передается в процессе сварки в месте соединения.
Для отвода лишнего тепла под самые тонкие детали можно подложить медную полоску. Медь — очень жаропрочный материал, который предотвращает возгорание и утечку расплавленного металла.
Что вы думаете о такой работе, как сварка листового металла? Если у вас есть большой опыт сварки сварных соединений тонких материалов, поделитесь им в комментариях к статье.
Электроды для сварки облегчили человеку жизнь, а методом «сваривания швов» между двумя металлическими частями создали множество полезных и надежных вещей.На самом деле электрод имеет предельно простую конструкцию — это проволока в виде стержня со специальным покрытием или без него. Сегодня можно найти более 200 разновидностей электродов, которые различаются не только маркой и производителем, но и механическими свойствами сварного шва, допустимой степенью изгиба, возможной степенью вязкости и так далее. Но наиболее распространены такие особенности:
Это наиболее важное отличие, и следующие типы уже являются производными от этой функции.Например, неметаллические сварочные стержни могут быть только неплавкими, поскольку они сделаны из графита или угля. Напротив, металлические электроды могут быть плавкими и неплавкими. Об этом подробнее и вскоре вы сможете самостоятельно определять, какие электроды какие металлы варят.
О классификации металлических электродов.
Металлические электроды можно разделить на два типа:
Материал для изготовления металлических электродов первого типа — это тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь.Основная область применения этих электродов — сфера защитного газа, плазменная резка и сварка, где требуются высокие температуры, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа используется сварочная проволока трех типов: углеродистая, легированная и высоколегированная. Такие сварочные стержни покрыты специальным защитным составом, который защищает электрод от окислительного действия кислорода и обеспечивает более эффективное горение сварочной дуги.
Об электродах с покрытием и без покрытия.
В настоящее время сварочные электроды с покрытием (рис. 1) представлены в большем ассортименте, чем электроды без покрытия. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное количество материалов, но делятся они всего на несколько видов:
- Рутил.
- Кислый.
- Главное.
- Целлюлоза.
Сварочные стержни без покрытия являются прототипом современных электродов и использовались в самом начале развития технологии сварочного оборудования.Сегодня электрод без покрытия находит применение в среде защитного газа.
Особенности покрытых электродов и сфера их применения.
В современном мире сварки стандартным материалом для покрытия электродов является кислотное вещество на основе оксидов кремния, железа и марганца. Основная особенность заключается в том, что при использовании электрода с оксидным покрытием в металле могут возникать горячие трещины. Область его применения, по сути, универсальна, так как этот пруток подходит для сварки как переменным, так и постоянным током.Согласно ГОСТ классификация этой штанги имеет название: марка Е38 и марка Е42.
Следующим типом стержней являются электроды марок Е42 и Е46. Для изготовления покрытия используется рутиловый концентрат, и в результате мы получаем отличную рутиловую сердцевину для работы с полуспокойной и гладкой сталью. Рутиловый электрод создает лучшие швы и не создает трещин, как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы минимизируете потери металла и упростите удаление шлака после сварки.Прутки ильменита по своим характеристикам аналогичны покрытиям.
А, например, электроды с основным покрытием получают нанесением фторидных и карбонатных соединений на поверхность стержня. Основная область применения — это спокойные металлоконструкции, и в то же время особенностями стержней с таким покрытием является высокий уровень пластичности, а также ударной вязкости. Кроме того, основной электрод имеет то же свойство, что и рутиловые стержни: он предотвращает образование горячих трещин на швах.По ГОСТу данный сварочный электрод представлен марками: Е42А, Е55, Е50А, Е60, Е46А.
Последний вид покрытых электродов — это стержни с целлюлозным веществом в составе, в состав которого входят природные органические соединения, среди которых наиболее важным является целлюлоза. Основная область применения сварочных стержней с целлюлозным покрытием — это стали со спокойным и полутихающим покрытием. Кроме того, использование таких стержней возможно не только при условии, что конструкция стоит на земле, но и по весу или сверху вниз, что является преимуществом этих электродов.По ГОСТу эти стержни можно встретить под следующими названиями: Е50, Е46, Е42.
Чтобы точно знать, какие электроды заваривают какие металлы, мы рекомендуем внимательно прочитать инструкции и описание на упаковке перед покупкой сварочных стержней, поскольку стержни для сварки цветных металлов нельзя использовать для сварки чугуна или стали. За подробной консультацией обращайтесь к продавцу.
Диаметр электрода — один из основных параметров при выборе, так как необходимо подбирать расходные материалы с толщиной примерно такой же, как у основного металла.Естественно, рано или поздно приходится иметь дело с тонкими листами, сварка которых — это не только сложный технологический процесс, требующий большого опыта, но и невозможный без специальных материалов и инструментов. В большинстве случаев их пытаются соединить с помощью газовой сварки, но если это невозможно, приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не у всех марок есть материалы, которые могут удовлетворить этот запрос, поскольку в некоторых случаях толщина начинается от 2 мм.Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества покрытия по отношению к количеству материала на стержне. Как правило, это треть от общей массы. Такие вещи сложнее в изготовлении и используются не так часто. С появлением небольших домашних инверторов, которые имеют небольшой диапазон действия, тонкие стали более популярными, поскольку мощность этого метода могла расплавить до 3 мм присадочного материала.
Самые тонкие электроды для дуговой сварки довольно сложны в использовании, так как скорость их плавления намного выше, чем у стандартных. Для этого следует выбирать специальные режимы, но этого может быть недостаточно для получения качественного результата. Здесь нужен практический опыт, так как есть большой риск перевязки основного металла. К оборудованию также предъявляется ряд требований, например, держатель должен надежно фиксировать электрод. Должна быть точная регулировка, чтобы можно было точно выбрать желаемую силу тока.Скорость процесса намного выше, чем в стандартной ситуации.
Защита, которую создает покрытие, относительно мала из-за тонкого слоя покрытия. Но этого может быть достаточно, так как сварочная ванна тоже небольшая. Желательно использовать флюс для металла, чтобы улучшить сварочные свойства и защитить шов. Здесь необходимо хорошо отрегулировать баланс глубины закипания, чтобы металл шва брал на себя основной, а дырки не прорабатывал.Также стоит учесть, что при сварке тонкого металла есть вероятность термической деформации. Чтобы этого не произошло, шов нужно делать не сразу по всей длине, а небольшими полосками. Также нужно сделать перчатки во всю длину, чтобы все не гнулось.
Электроды для сварки металлов 1 мм узкопрофильные и редко используются профессионалами. Но альтернативы им нет, поэтому они должны быть в арсенале профессионала.Главное правильно их выбрать, а потом использовать по технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, который можно использовать для дуговой сварки тонких изделий без большого риска перегрузки заготовки; Электроды для
- стоят относительно недорого, поэтому всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды готовятся быстро, так как сушка и прокаливание занимает относительно мало времени.
Недостатки тонких электродов
- Электроды для сварки тонким металлом инвертором не предназначены для работы с толстыми деталями, так как они не смогут закипеть до нужной толщины;
- Есть сложности с работой, так как техника сварки отличается от обычной;
- Из-за своих размеров они быстро заканчиваются и часто приходится менять расходные материалы;
- Недостаточный слой покрытия снижает надежность защиты сварочной ванны;
- Часто требуются дополнительные расходные материалы;
- Не все марки выпускаются в таком маленьком варианте, поэтому иногда возникают трудности с подбором.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого изготовлен стержень, и от того, что входит в состав покрытия.
Размеры тонких электродов различных производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Кроме того, в линейках присутствуют материалы толщиной от 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди брендов, производящих такие размеры, можно найти:
- МП-3;
- MR-3C;
- УОНИ-13 45;
- УОНИ-13 55;
- Е-46;
- АНО 21.
Выбор
Электроды для сварки листового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы сердцевина металла шва совпадала с основной. Это обеспечит лучшее соединение, так как по краям шва не будет образовываться слабых мест, и вся конструкция будет более однородной.Также стоит опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно! Ни в коем случае нельзя пытаться варить заготовки, толщина которых на несколько миллиметров превышает толщину электрода».
Режимы и особенности применения
Главная особенность приложения — более высокая скорость сварки. Напротив, если этот фактор вызван более высокой текучестью, вязкость остается неизменной.Благодаря этому соединение в вертикальном и потолочном положении становится проще. Это один из немногих случаев, когда можно брать электроды меньшего диаметра, чем основной металл, особенно если речь идет о сварке потолка. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и может произойти брак. Чем больше толщина, тем менее заметна эта разница, хотя здесь есть зависимость от того, какой металл используется.
- Сварка тонких металлов: какие проблемы
- Режимы сварки и электроды
- Технологический процесс
- Инвертор и обработка тонких металлов
- Сварка тонких металлов: практические советы от профессионалов
Сегодня то время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека.Все современные автомобили, бытовая техника и многое другое изготавливаются из тонкого металла. И не последнее место в этом вопросе занимает экономия. Использование толстого металла просто нерентабельно.
Следовательно, чтобы сварить тонкий металл, нужны специалисты и мастера. Готовить тонкий металл очень сложно, это очень сложный процесс, так как любая ошибка влечет за собой подгорание металла и, как следствие, повреждение детали.
Тонкий металл можно сваривать разными способами:
- ручная электрическая дуга;
- непрерывный
- прерывистый
- полуавтомат;
- газ.
Сварка тонкого металла: проблемы
Основная проблема работы с очень тонким металлом — тончайшая грань, связанная с прожиганием металла, с возникновением прилипания электрода.
Иногда не прилипает, но появляется другой дефект, так называемое непровар.
При неправильной настройке сварочного тока, например, завышении его значения или задержке электрода на одном месте, металл прожигается.
При малом значении тока образуется неплавление, сварка деталей не происходит, они отваливаются, может происходить слипание.
Если значение тока недостаточное, увеличение расстояния между свариваемыми деталями и электродом приводит к обрыву дуги.
Вернуться к содержанию
Режимы сварки и электроды
Для варки тонкого металла необходимы электроды малого диаметра. Обычно не превышает 4 мм. В этом случае значение тока должно быть в пределах 140-180 ампер.Эти размеры действительны при толщине 3 мм. Чтобы сварить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Текущее значение находится в пределах 10-90 ампер.
Для проведения сварочных работ при подаче небольшого тока необходимо использовать электроды со специальным покрытием. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды очень медленно плавятся, получают текучий металл, за счет чего шов приобретает красивый вид.
Все вышеперечисленные требования полностью соответствуют OMA-2.Включает:
- титановый концентрат;
- руда ферромарганцевая;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность дуги. Это просто необходимо, когда готовится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создавать стабильную дугу, используемую при сварке деталей из углеродистой стали.
Вернуться к содержанию
Технологический процесс
Сваривать тонкий металл обычной ручной дуговой сваркой довольно сложно.Чтобы исключить сплошные прожоги по всей длине свариваемых концов, используют определенную технологию:
- Отобраны
- электродов малого диаметра;
- установлен наименьший сварочный ток;
- , чтобы сварочная дуга имела стабильное горение, используются токи высокой частоты. С этой целью подключается осциллятор.
Заранее подбирается соединение, при котором полностью исключены ожоги.
Если толщина металлического листа меньше 2 мм, электрод, диаметр которого не превышает 1.6 мм — лучший. Он должен иметь соответствующее покрытие. Величину сварочного тока регулируют так, чтобы его хватило на расплавление электрода. Обычно он колеблется в пределах 50-70 ампер. С помощью осциллятора получается нормальное горение дуги. Устройство помогает быстро получить дугу, исключает возникновение ожогов.
Вернуться к содержанию
Инвертор и обработка тонкого металла
После появления сварочных инверторов сварка стала доступна практически каждому.Раньше использовались устройства, с которыми было очень сложно работать, они имели большой вес и сложную настройку. Инверторная сварка очень проста, не вызывает затруднений и доступна новичку. Вам просто нужно знать несколько основных правил.
При сварке инвертором производится поиск баланса, в котором не должно быть горения и залипания электрода. Другими словами, эффективность сварки напрямую зависит от:
- зазор между металлической поверхностью и электродом;
- сила тока;
- скорость движения электрода;
- плавность хода.
Все эти факторы являются наиболее сложными для тех, кто впервые начал заниматься сваркой. В этом случае очень важно иметь хороший глаз, специфические навыки. Чем больше готовишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут добиться успеха и получить хороший результат.
Неопытному сварщику сложно быстро выставить на инверторе необходимую силу тока, чтобы исключить подгорание металла и получить надежное соединение.
Приготовить тонкий металл инвертором — дело далеко не простое.Это сложно даже опытному мастеру. Поэтому в большинстве случаев используется аргонодуговая дуга. Он позволяет свести к минимуму появление пригорания, шов гладкий и имеет красивый внешний вид.
Однако импульсная сварка не всегда возможна, необходимо варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Как сваривать тонкий металл с помощью сварочного аппарата MIG, TIG или Stick
Многие профессиональные сварщики рекомендуют метод дуговой сварки для соединения тонкостенных металлов.Тем не менее, вы можете решить проблемы соединения тонкостенных материалов с помощью нескольких сварочных процессов. Давайте поделимся некоторыми полезными советами по этим процессам сварки тонких металлов. Не пропустите нашу статью о сварочных машинах для листового металла.
Вариант сварки MIG (металл в инертном газе)
Сварочный аппарат MIG использует электричество для плавления и соединения металлических деталей. Трудно сваривать тонкостенные материалы с помощью техники сварки MIG. Однако этот метод представляет собой прерывистый процесс, который требует охлаждения материала перед его повторным плавлением.
Другие названия этой техники — метод газовой дуговой сварки (GMAW) или «пистолет для горячего клея». Выберите подходящую проволоку и защитный газ перед использованием технологии MIG-сварки тонких листов. Поскольку эта техника требует большого опыта, проявленное терпение может дать результаты. Не забывайте, что вам тоже понадобятся советы от нас.
Начинающие сварщики могут не знать, что использование электродной проволоки наименьшего диаметра может дать эффективные результаты. В процессе сварки MIG тонких листов ваши шансы избежать прожога и деформации невелики.Однако проволока меньшего диаметра может обеспечить разумный контроль над процессом сварки.
Обычно электродные проволоки меньшего диаметра плавят тонкие металлы с низким уровнем нагрева. Они предотвращают перегрев основного металла вокруг сварного шва. Если возникает ошибка с низкой скоростью наплавки, сварщики быстро ее исправляют.
Когда началась сварка MIG?
Люди узнали об этой технике только в 1940-х годах. Во время процесса сварки MIG электрическая дуга создает короткое замыкание между постоянно запитанным катодом (отрицательная клемма) и анодом (положительная клемма).
Этот принцип применяется к сварке тонкостенных деталей автомобилей, скульптур и металлических конструкций. Как правило, тепло от короткого замыкания и инертного (инертного) газа способствует расплавлению тонкого листа металла.
Кроме того, эти элементы (электричество и инертный газ) обеспечивают правильное сочетание. Когда температура снижается, металл остывает и превращается в полезный кусок сварного металла.
Как сваривать тонкий металл с помощью сварочного аппарата MIG
Установите режим сварки
Использование модели переноса короткого замыкания (SCT) для тонкостенных металлов может обеспечить идеальные сварные швы.Кроме того, режим SCT снижает деформацию сварных швов на стыке. Этот режим SCT сводит к минимуму любые проявления прожога (луж расплавленного металла).
Он включает передачу слабого тепла, но некоторые аппараты MIG имеют предварительно заданные режимы для передачи импульсов при коротком замыкании и импульсов в импульсе. Это программируемая функция, которая выбирает различные условия сварки.
Защитный газ
Защитный газ важен, потому что он определяет внешний вид валика. Выбирайте защитные газы с более высокой концентрацией аргона для параметров сварки SCT.Идеальна газовая смесь от 75 процентов (аргон) до 25 процентов (двуокись углерода).
Поскольку аргон передает меньше тепла, чем CO2, во время сварки будет меньше брызг. Если вы свариваете сплошную проволоку с тонкими листами основного металла, положительный электрод (EP или обратная полярность) будет правильным выбором.
Выбор присадочного металла
Используйте присадочный металл (проволоку), который тоньше тонкого листового металла. Большинство сварщиков используют проволоку диаметром 0,023 и 0,024 дюйма для обработки тонколистового металла.Варианты диаметра проволоки для металлов 18-го калибра, например проволоки из нержавеющей стали, составляют 0,030 и 0,034 дюйма.
Угол резака
В модели SCT выровняйте угол резака, чтобы предотвратить прожог. Независимо от положения сварки (плоского, верхнего и горизонтального) соблюдайте короткое расстояние между контактным наконечником и рабочей поверхностью. Когда между металлическими частями и контактными наконечниками большое расстояние, это может вызвать нестабильную дугу.
Преимущества сварочного аппарата MIG
- Сварочный пистолет MIG прост в эксплуатации, если у вас есть базовые навыки.
- Спусковой крючок сварочного пистолета оснащен функцией остановки и запуска.
- Сварные швы MIG эстетичны.
- Это идеальный способ сварки скульптур с тонкими металлическими листами.
Недостатки MIG Welder
- Диапазон его применения ограничен.
- Если основной металл слишком тонкий или толстый, сварочные аппараты MIG могут быть не лучшим вариантом.
- Они выделяют тепло, слишком сильное для тонких алюминиевых материалов, но слабое для чугуна.
- Во влажной и ветреной среде метод сварки MIG не является идеальным вариантом.
Как использовать сварочные аппараты TIG для тонких металлических листов
В отличие от процесса сварки MIG, метод сварки TIG обеспечивает чистые и прочные швы. Этот метод идеально подходит для сварки металлов толщиной не менее шести миллиметров. Однако вы должны настроить аппарат TIG на оптимальные настройки перед использованием его для сварки тонколистовых металлов.
Применение правой педали управления и настройки мощности
Обычно сварочные аппараты TIG имеют ножные педали.Педаль регулирует мощность нагрева вашей машины. Когда вы используете меньшие электроды с меньшей мощностью, легко предотвратить прожог.
Выберите подходящий присадочный металл
Церированный вольфрам (1/16 дюйма) и торированный вольфрамовый электрод (0,020 и 0,040 дюйма) идеально подходят для фокусировки дуги на тонких металлах. Однако обычные сварщики TIG используют заостренные электроды, которые позволяют лучше контролировать дугу.
Они могут помочь точно сфокусировать дугу на сварных соединениях. При изготовлении металлов из тонких листов важно минимизировать деформацию с помощью подходящих присадочных металлов.Если вы свариваете стальные материалы с тонкими листами методом TIG, сфокусируйте вольфрам на сварном шве и шлифуйте под углом, параллельным длине. Больше информации здесь.
Некоторые основные приемы сварки TIG
Обычно сотрясение или взбивание горелки приводит к короблению или прожогу. Когда дуга фокусируется на определенной точке, она нагревает основной металл. При использовании сварочного пистолета TIG следите за тем, чтобы двигаться по прямой и с максимальной скоростью.
Неравномерное распределение тепла приводит к короблению и деформации сварных швов.Используйте технику пропуска сварки, чтобы выполнить серию сварных швов и избежать деформаций.
Преимущества сварочных аппаратов TIG
- Создает тонкие сварные швы на тонких металлах и сводит к минимуму вероятность разбрызгивания.
- Это лучший выбор, когда специалистам требуется точная сварка.
- С помощью вольфрамового стержня вы можете легко сваривать тонкие алюминиевые и стальные материалы.
Недостатки сварочного аппарата TIG
- Это метод, который могут применять только опытные сварщики.
- Этот стиль сварки требует значительного обучения.
- Новички тратят больше времени на изучение аппарата TIG, чем методы MIG. Таким образом, начинающий сварщик должен начать с установки MIG (или гибридных машин), прежде чем приобретать навыки сварки TIG.
Как сварить тонкий металл с помощью сварочного аппарата
Дуговая сварка экранированного металла (SMAW) — это еще одно название процесса ручной сварки. Этот способ сварки предшествует другим типам, но это простой процесс, обеспечивающий прочные сварные швы.При сварке штучной сваркой электрод нагревается и расплавляет заготовку, образуя сплав.
Это специальный расходный стержень с флюсовым покрытием. Создавая защитный экран вокруг сварных швов, этот флюс помогает минимизировать риск загрязнения.
Однако многие опытные сварщики не используют сварку штучной сваркой, поскольку в процессе этого процесса выделяется много тепла на тонких материалах. Шансы на прогорания очень высоки. Кроме того, сварка палкой — это метод, при котором сварочный шов остается со шлаком.
Заключительное примечание
Мы обсудили три основных процесса сварки тонкостенных материалов. Это методы сварки Stick, TIG и MIG. Цель состоит в том, чтобы применить идеальный процесс сварки, обеспечивающий достаточную механическую прочность. Мы уверены, что после прочтения этой статьи вы получите безупречный сварной шов во время вашего проекта.
Как приготовить металл 2 мм. Как сваривать тонкий металл электросваркой
Сварочный процесс, предназначенный для создания соединения тонкого металла со сварным швом.Для многих изделий тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла качественная, с учетом параметров прочности, вязкости, пластичности.
Сварка тонкого металла качественная, если учесть такие параметры как:
- прочности;
- антикоррозийная стойкость;
- пластик;
- вязкость.
Как варить тонкий металл инвертором и в каких условиях его сваривать?
Виды сварки листового металла и их особенности
Соединять листы тонкого металла приходится довольно часто.Многие детали и механизмы изготовлены из таких материалов:
- лодки;
- моторных лодок;
- автомобилей.
Качественная сварка возможна только после изучения тонкостей этого процесса.
Основной особенностью соединения тонкого металла является вероятность его повреждения электродами с образованием непригодного для использования продукта. Неумелое обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению металлических поверхностей.Для создания правильной сварной дуги только опытные мастера, обладающие навыками подбора тока для сварки.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитывается положение соединительного шва и толщина свариваемого листа.
Условия, которые необходимо соблюдать при сварке тонкого металла
Перед тем, как начать, нужно выбрать размер электрода с диаметром, равным толщине листа. Величину тока выбирают в зависимости от диаметра электрода.Большое внимание уделяется покрытию электродов, выбирайте элементы, имеющие длительный период плавления.
Для соединения изделий используется сварочный инвертор, позволяющий обеспечить хорошую производительность. Сварка тонкого металла без особого труда выполняется современным сварочным аппаратом, имеющим малый вес и высокую производительность. Работа инвертором осуществляется от источника постоянного тока. Для соединения тонкого металла используются электроды любой марки. При работе с устройством рекомендуется регулировать силу тока в пределах 10-15 А.При использовании электродов диаметром 1,6 мм получается качество.
Инвертор имеет идеальные вольт-амперные характеристики, которые можно отрегулировать для конкретного вида сварки. Мощность, потребляемая устройством, меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство для соединения тонких металлов
В первую очередь необходимо изучить устройство сварочного механизма, что очень сложно из-за использования высоких значений напряжения, силы тока, максимальных частот.При этом происходит двукратное преобразование напряжения из переменного тока в 220 В, на постоянную и высокую частоту. В состав инвертора входят импульсные батареи, состоящие из модулей. Цифровые процессоры с программными микросхемами координируют работу элементов сварочного аппарата.
Инвертор может выполнять несколько программ:
- исключить напряжение на сварочной дуге при замыкании;
- создать дополнительный импульс тока;
- для обеспечения разрушения преград из жидкого металла при сварке короткой дугой.
Рабочий процесс на сварочном аппарате
Многие вещи можно создать своими руками в квартире или на даче, используя сварку. Отремонтировать автомат, подключить металл намного проще, если использовать инвертор.
Для работы необходимо подготовить:
- электродов;
- сварочный аппарат;
- перчатки;
- тиски; Молоток
- ;
- кисть;
- маска для лица;
- комбинезон из плотной ткани;
- емкость с водой для ликвидации возможных пожаров.
Перед сваркой важно убедиться, что напряжение в приборе и работающей сети согласовано. Необходимо осмотреть вилку, розетку и кабель и проверить их исправность. Категорически запрещается работать на неисправном оборудовании.
Аппарат для сварки кладут на твердую поверхность, предварительно проверив его заземление. Изучив толщину изделий, выбираем электроды. С помощью ручки на устройстве зафиксируйте необходимое количество тока.
Перед тем как соединить металл с инвертором, необходимо очистить заготовки от грязи и ржавчины. Затем металлические листы зажимаются в тисках. Электрод помещается в отверстие держателя. Дуга создается прикосновением и постукиванием по металлической пластине. После образования дуги необходимо не отпускать ее, проведя электрод по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. При остывании шва частицы шлака удаляются молотком, а поверхность полируется до появления блеска.
Процесс управления сварочной дугой
При сварке необходимо контролировать зазоры между металлическим изделием и касающимся его электродом.
Такие же размеры образовавшегося зазора — стабильная гарантия отлаженного технологического процесса. При уменьшении размера заданного зазора получается арочный шов с участками расплавленной его боковой части. С увеличением расстояния процесс сварки становится невозможным: искажаются размеры самой дуги, и металл сваривается с некоторым уклоном в сторону.Только соблюдение указанного зазора при сварке позволяет сварить плоский красивый шов.
Формирование стандартного шва инвертором
Соединение деталей при сварке должно производиться так, чтобы не менять скорость электрода, иначе не получится образовать ровный шов. Жидкость сварного шва намного ниже, чем у основной части металла.
Образовавшаяся дуга способна захватить весь основной металл, отодвигая всю ванну на исходное место, образуя сварной шов.Задача сварщика — расположить шов на одной прямой с металлом. Создав руками зигзаги и описав дугу, можно легко проложить плоский шов.
Весь процесс сварки зависит от качества электрода.
В таких случаях необходимо не упускать из виду размеры места расположения сварного шва. Стоит примерить и расположить ванну строго по кругу. Благодаря равномерно раскачивающим движениям образуется шов, но необходимо следить за его образованием на одном краю металлической пластины, а затем контролировать его образование в верхней части ванны.
Направляя электрод ближе к металлической заготовке, образовать приподнятый шов. Большинство сварщиков добиваются плоского шва и движения ванны за счет значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45-90 ° для формирования идеального шва и контроля над ванной.
Особенности подключения металла малой толщины к инвертору
Сварщик при работе ориентируется на полярность электродов. Их величина влияет на долговечность сварного шва и прочность всего стыка.
Электроды обратной полярности образуют глубокий шов. При работе определите, как использовать зарядку и как ее подключить. Положительный заряд нагревается сильнее. Качественный шов образуется, если наблюдать его при сварке. Создавая рабочий угол электрода в пределах 30 °, электрод приближают к металлу и образует красное пятно до появления капли расплавленного металла. Сварной шов образовался после соединения всех капель на листах между собой.
Преимущества сварочных инверторных выпрямителей
Сварка тонких металлов выполняется аппаратами во многих отраслях промышленности из-за их низкой материалоемкости.Сваривать металл легко за счет высокого постоянства дуги и получения качественных конечных показателей. Инверторы используются для аргонодуговой сварки, главной ценностью которой является качество сварного шва.
Если производится полуавтоматическая сварка, то инвертор способен контролировать движение металла, уменьшая его разбрызгивание.
Самая современная технология — плазменная сварка. При его использовании увеличивается производительность труда за счет изменения скорости резания, постоянной сварочной дуги.
Работа со сварочным аппаратом требует правильного обращения со сложным оборудованием, в противном случае возникают неисправности.Методика не работает, при неправильных настройках нарушаются правила использования продукта. Если сварка невозможна при включенном устройстве, возможно, неисправен кабель.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается прилипание электрода. Процесс связан с пониженным напряжением в сети. Недостаточное количество контактов, образующихся при окислении стыков, приводит к выходу сварочного аппарата из строя.Чем тоньше и меньше дуга, тем больше вероятность выхода из строя инвертора. В особых случаях в модуле возникает неисправность, которую устраняет сервисная служба.
Как правильно выбрать сварочный аппарат?
Производители сварочных инверторов должны указать в документах продолжительность включения устройства.
Изучив весь объем предлагаемых работ, можно приступать к приобретению аппарата для сварки. В первую очередь следует учитывать параметры свариваемых заготовок.Электроды подбираются в зависимости от толщины свариваемых листов. Величина силы тока устанавливается в зависимости от марки металла и его размеров.
Режимов работы устройства:
- крайний;
- средний;
- долговечный.
Низкое сетевое напряжение в пределах 190 В приводит к низким значениям тока для сварки. Кабели нельзя использовать для работы длиннее 15 м. Они дают низкий сварочный ток.
Еще одна важная деталь — это учет характеристик электросети.При его низком значении необходимо использовать устройства, работающие при колебаниях напряжения 220 +/- 5%.
Аппарат тепловой защиты зависит от соблюдения режима работы. Он рассчитан на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для поддержания инвертора в рабочем состоянии — это учет особенностей сварки. Устройства с уменьшением холостого хода применяют при работе во влажных помещениях, колодцах, резервуарах.
Инвертор не работает при температуре ниже 0 ° C, и резкие перепады температуры вызывают конденсацию внутри плат.
Приобретая инвертор, следует помнить, что он используется в быту для любых сварочных работ, имеет хорошие характеристики и во многом превосходит другое сварочное оборудование.
Теперь Сварка тонкого металла нужна как никогда . Современные автомобили, лодки, лодки и многие другие современные товары не могут обойтись без использования тонкого металла, ведь производить продукцию по советским меркам экономить металл в наше время просто невыгодно.
Как видите, очень востребована сварка тонкого металла, как и мастера, умеющие сваривать такой металл.На самом деле сварка такого металла — очень сложный процесс, потому что при малейшей ошибке металл сгорает и становится непригодным для использования. При сварке тонкого металла применяется ручная дуговая сварка, а не прерывистая и прерывистая сварка, а также сварка на полуавтоматическом сварочном аппарате. Реже используется для сварки тонких металлов газовой сваркой.
Итак, теперь рассмотрим основные требования к сварке тонкого металла: толщину электрода, требуемый ток и тип электродов.Для сварки тонкого металла необходимо использовать электроды диаметром 3-4 миллиметра и силой тока от 140 до 180 Ампер. Такие параметры электродов должны быть только для металла толщиной 3 миллиметра. Чтобы сварить даже более тонкий металл, нужно использовать электроды от 0,5 мм до 2,5. Следовательно, для таких электродов необходимо использовать ток от 10 до 90 Ампер.
Для сварки на слабом токе необходимо использовать электроды со специальным покрытием, обеспечивающим легкое возбуждение и устойчивое горение.Также они должны медленно плавиться и давать расплывающийся металл, что придаст шву отличный вид.
Электрод ОМА-2 соответствует этим требованиям. Его покрытие включает 36,5% титанового концентрата, 6% ферромарганцевой руды, 46,8% муки и многое другое — в общем, все, что необходимо для стабильного и постоянного горения дуги — что должно присутствовать при сварке тонкого металла. ОМА-2 идеально подходит для сварки тонких металлов, поскольку имеет стабильную дугу, которая используется при сварке углеродистой стали.
Электроды MT-2 также хорошо подходят для сварки, которые, как и OMA-2, отлично подходят для сварки тонких металлов и имеют те же качества, что и OMA-2.Однако сварку электродами МТ-2 лучше всего проводить на постоянном токе обратной полярности. Также, если свариваемый металл достигает толщины более 1 миллиметра, то можно смело применять переменный ток.
Вы также должны помнить, что вы обеспечите отличные результаты сварки, если будете выполнять сварку сверху вниз, потому что это уменьшает глубину проплавления свариваемых деталей. Также в некоторых случаях применяется газовая сварка, но она «калечит» будущее изделие, деформируя его.Многие специалисты не рекомендуют газовую сварку. Слушаться или нет — решать вам.
Лучше всего действовать по совету специалистов и купить электроды ОМА-2 или МТ-2 и готовить со спокойной душой. Кстати, чтобы купить эти электроды, не нужно далеко ходить: их можно заказать через пункт меню «Контакты», выбрав свой
являются одними из самых доступных. Их чаще всего используют в бытовых целях для выполнения небольшого объема работ. Но часто при недостаточном опыте мастера сталкиваются с множеством проблем, начиная от прожига заготовки и заканчивая недостаточно прочным стежком.
Самое сложное — это сварка тонкого металла — наши советы новичкам помогут избежать самых распространенных ошибок.
Основные правила
В первую очередь нужно внимательно изучить возможности той или иной модели инвертора. К ним относятся максимальный (минимальный) диаметр электрода, сила тока (для домашнего использования достаточно 160 А) и значение напряжения холостого хода (до 80 В). Исходя из этого, можно определить режим работы аппарата для сварки металла определенной толщины.
Помимо вышеперечисленных параметров необходимо учитывать следующие факторы:
- Технические характеристики металла шва. От этого будет зависеть.
- Выбор режима работы в зависимости от силы тока и направления сварки. Для каждой марки электрода эти параметры индивидуальны. Чаще всего они указаны на упаковке.
- Подготовьте место для работы. Лучше всего выполнять их на открытом воздухе, так как в процессе сварки будет выделяться газ.
Особое внимание следует обратить на марку электродов. Если необходимо варить малоуглеродистые стали или металлы со средним содержанием этого компонента, выбирайте угольные электроды. По такому же принципу подбираются расходные материалы для создания сварных соединений легированных и высоколегированных марок сталей.
После подготовки рабочего места и металла можно ознакомиться с процессом сварки. Для создания комфортной обстановки рекомендуется использовать специальный. С его помощью можно контролировать качество шва, не останавливая процесс.
Металл должен располагаться на удобном расстоянии от рабочего. При необходимости листы (деталь) фиксируются струбцинами. Для лучшего качества сварного шва рекомендуется следовать рекомендациям профессионалов.
Полярность
Электроды должны быть подключены к положительной клемме. Таким образом, на металлическую поверхность не будет чрезмерной тепловой нагрузки. Используя такое соединение, можно получить качественный широкий шов с неглубокой проплавкой.
Позиция
При выполнении работ место сварки должно быть в поле зрения. Вне зависимости от направления угол наклона электрода составляет 30-35 ° относительно шва. Так вы сможете контролировать состояние металла и газовой бани. Следует опасаться вытекания расплавленной массы из поля сварки.
Сначала электрод подносится к материалу, но не касается его. По мере образования растопленной капли можно начинать движение фиксирующей ручки по шву.Рекомендуется сначала «набить руку» на ненужные куски металла аналогичной толщины, а затем приступить непосредственно к основной работе. При сварке листов толщиной менее 1 мм соединение выполняется внахлест.
Радиатор
Одна из самых частых ошибок неопытного сварщика — перегрев стали. Особенно это актуально для тонкостенных деталей и листов. Следовательно, необходимо организовать максимальный отвод тепла из зоны сварки. Для этого можно использовать тонкие листы меди.Важно, чтобы они плотно прилегали к обратной стороне свариваемого металла без образования зазоров.
Это лишь малая часть профессиональных «фокусов». Чтобы создать действительно надежный и качественный сварной шов в тонкостенном металле, необходимы два компонента — хороший инвертор и опыт. Последнее приходит со временем, и чем больше будет сделано работы, тем быстрее вы научитесь делать хороший сварной шов.
- Особенности инверторной сварки тонких металлов
- Методы сварки тонких металлов полуавтоматические
- Сварка тонких металлов внахлест
- Футерованный сварной шов
Сейчас, наверное, у кого-то есть дача или дом на даче.Потому что инвертор в домашнем хозяйстве незаменим. Часто возникает необходимость приготовить тонкий металл. Но не все умело готовят тонкий металл на полуавтомате, так как процесс имеет свои особенности. О них и поговорим дальше.
Особенности инверторной сварки тонких металлов
Инвертордля сварки сейчас пользуется все большим спросом и имеет своих вентиляторов, потому что удостоен некоторых из преимуществ. Приобретенный в срок полуавтомат придет на помощь в любой ситуации: с его помощью можно отремонтировать забор, ворота или изготовить различные металлоконструкции.Инвертор продается в любом магазине, где они представлены. сварщики. Домашний умелец, не имеющий опыта работы с подобным оборудованием, должен знать, как его правильно использовать или как варить металл с помощью инвертора или полуавтомата, который отличается от других тем, что содержит электрический блок. Благодаря ему вес значительно ниже, а рабочий процесс намного эффективнее.
Полуавтомат имеет еще одну отличительную особенность в том, что он отлично проявляет себя при низком напряжении.Что очень ценное качество для тех, кто работает над устройством в частном доме на даче. Самое главное, когда нужно что-то приготовить, не забывайте о требованиях личной безопасности.
Обязательно наденьте плотный костюм и перчатки из плотного материала, защищающего от ожогов от капель металла. Обязательным условием является использование маски для сварщиков или защитного экрана, потому что есть риск поражения глаз ультрафиолетовым излучением. В большинстве случаев бытовые агрегаты для сварки металла очень слабые, поэтому рекомендуется подбирать электроды до 2-х.5 мм. Можно и более тонкие электроды. Но если брать их толще, вряд ли они хоть как-то подействуют.
Конечно, с инвертором готовить намного проще, чем с обычным агрегатом. Даже такая операция, как установка тока, может быть выполнена одним движением ручки, которая включает ток. Диапазон его мощности — 20-100 А. Мощность тока подбирается, ориентируясь на особенности предстоящей работы и параметры электродов.
Понятно, что чем тоньше сварочный электрод и лист металла, который планируется сваривать, значение тока должно быть меньше и, наоборот, чем толще сварочный электрод и металл, тем больше значение тока.
Вернуться к содержанию
Методы сварки тонких металлов полуавтоматы
Как подключить инвертор тонкий металл? Для этого используются различные методы: встык и внахлест, с помощью несъемной прокладки и без нее.
Вернуться к содержанию
Сварной металлический шов внахлест внахлест
Прежде всего, листы укладываются друг на друга. Затем плотно соедините края верхнего и нижнего листа между собой, приложив нагрузки.Зазоров между металлом быть не должно. Затем установите такой параметр, как значение сварочного тока. Стальной лист толщиной 1 мм соответствует размерам в диапазоне от 30 до 50 А. Если толщина листов имеет отклонения от указанной здесь, то ток либо уменьшается, либо увеличивается.
Следующий пункт — приклеивание металлических листов друг к другу. Выполняется короткими шовными перемычками по всей площади сустава. Сваривайте с перерывами, беря электрод и, не задумываясь, прикладывая (то, что называется «гасим дугу»), при этом материал не должен успевать остывать.После этого происходит полная стыковая сварка листов прерывистым способом. Электрод иногда помещают в холодную зону стыка, что позволяет материалу не сильно коробиться.
Вернуться к содержанию
Шов сварной футерованный
Важно учитывать, что при более коротком непрерывном шве металл меньше коробится. Затем стараются сделать так, чтобы зазор между концами стали был минимальным. Лучше, конечно, если его не будет.Для сварки требуется тонкая металлическая накладка, прокладываемая под стык. Без него выполнить стыковку тонкой стали практически невозможно.
Технология аналогична методу перекрытия: установить значение тока с помощью зажимов и выполнить подключение прерывистым шагом. Может быть использован такой вариант, как привлечение стальной неотдвижной футеровки. В этом случае стальная полоса помещается в межсекционный стык толщиной, равной этому параметру у листа.
Важно убедиться, что эта полоса прилегает к листу как можно плотнее. Тогда к заготовкам будет привариваться вагонка, даже если между ними останется небольшой зазор. Бывают ситуации, когда укладывать невыдвижную полосу нельзя. Затем под стык кладут толстую медную полосу, чтобы листы не подгорели из-за отвода тепла. Такая полоса после процесса сварки вытаскивается. Если требуется сварка двух горизонтально расположенных труб, то работа начинается снизу.Причем процесс сварки будет идти снизу вверх. Подъемы выполняйте плавно и постепенно, медленно. В противном случае нить будет хрупкой или трубка пригорит.
В процессе работы следует обращать внимание на качество сварного шва и плавления металла. Следовательно, когда металл горит, сварочный ток превышен. Потом его просто сокращают. В случае плохого проплавления стыка существует вероятность того, что напряжение низкое и его необходимо добавить. Инверторные аппараты для сварки деталей позволяют плавно изменять величину тока при работе с ними.
Именно по этой причине они отличаются простотой использования и простотой обращения.
При сварке следует соблюдать предельную точность и выполнять все требования, тогда о какой неуверенности в работе на таком устройстве можно говорить. И даже неопытный человек, который ничего подобного не держал в руках, сможет освоить этот процесс. Удачного освоения сварочного процесса!
- Сварка тонкого металла: в чем сложности работы
- Режимы сварки и электроды
- Технологический процесс
- Инвертор и работа с тонким металлом
- Сварка тонкого металла: практические советы профессионалов
Сегодня время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека.Все современные станки, бытовая техника и многое другое изготавливается из тонкого металла. И не последнее место в этом вопросе занимает экономика. Использовать толстый металл просто невыгодно.
Следовательно, чтобы сварить тонкий металл, нужны специалисты и мастера. Готовить тонкий металл очень сложно, это очень сложный процесс, так как любая ошибка влечет за собой подгорание металла и, как следствие, повреждение детали.
Тонкий металл можно сваривать разными способами:
- ручная электрическая дуга;
- непрерывный;
- прерывистый;
- полуавтомат;
- газ
Сварка тонкого металла: какие сложности работы
Основная проблема работы с очень тонким металлом — самая тонкая кромка, связанная с прожогом металла, с появлением налипания электрода.
Иногда не прилипает, но появляется другой дефект, так называемое непровар.
При неправильной настройке сварочного тока, например, завышении его значения или задержке электрода на одном месте, металл прожигается.
При малых значениях тока образуется непровар, детали не свариваются, отваливаются, возможно прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом приводит к обрыву дуги.
Вернуться к содержанию
Режимы сварки и электроды
Чтобы приготовить тонкий металл, нужны электроды небольшого диаметра. Обычно не превышает 4 мм. В этом случае значение тока должно быть в пределах 140-180 ампер. Эти размеры применимы для, толщина которых составляет 3 мм. Чтобы металл стал намного тоньше, используйте электроды диаметром 0,5-2,5 мм. Величина силы тока находится в пределах 10-90 ампер.
Для проведения сварочных работ при подаче небольшого тока необходимо использовать электроды со специальным покрытием.С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды очень медленно плавятся, у них получается расплывающийся металл, из-за чего шов приобретает красивый вид.
Все вышеперечисленные требования полностью соответствуют «ОМА-2». Включает:
- титановый концентрат;
- руда ферромарганцевая;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность дуги. Это просто необходимо, когда разваривается тонкий материал.
Электрод типа «ОМА-2» считается лучшим для работы с тонким материалом. Он может создавать стабильную дугу, используемую при сварке деталей из углеродистой стали.
Вернуться к содержанию
Технологический процесс
Сварить тонкий металл обычной ручной дуговой сваркой довольно сложно. Чтобы исключить сплошные прожоги по всей длине свариваемых концов, используйте определенную технологию:
- Отобраны
- электродов малого диаметра;
- установлен наименьший сварочный ток;
- , чтобы сварочная дуга имела устойчивое горение, используются токи высокой частоты.Для этого подключается осциллятор.
Предварительно выбранное соединение, полностью исключившее прогорание.
Если толщина металлического листа меньше 2 мм, лучше всего подходит электрод диаметром менее 1,6 мм. У него должно быть соответствующее покрытие. Величина сварочного тока настраивается так, чтобы его хватило на расплавление электрода. Обычно он колеблется в пределах 50-70 ампер. Применяя осциллятор, получаем нормальную дугу. Устройство помогает быстро получить дугу, исключает возникновение горения.
Вернуться к содержанию
Инвертор и работа с тонким металлом
После появления сварочных инверторов сварка стала доступна практически каждому. Раньше использовались устройства, с которыми было очень сложно работать, они имели большой вес и сложную настройку. Инверторная сварка очень проста, не вызывает затруднений и доступна новичку. Вам просто нужно знать несколько основных правил.
Когда выполняется инверторная сварка, ищется баланс, при котором не должно происходить горения и не должно происходить прилипания электрода.Другими словами, эффективность сварки напрямую зависит от:
- зазор между металлической поверхностью и электродом;
- сила тока;
- электродных скоростей; Плавность хода
- .
Все эти факторы являются наиболее сложными для тех, кто впервые начал заниматься сварочным бизнесом. В этом случае очень важно иметь хороший глаз, специфические навыки. Чем больше готовишь, тем лучше получается. Только навыки, приобретенные в процессе работы, помогут добиться успеха и получить хороший результат.
Неопытному сварщику сложно быстро установить на инверторе необходимую силу тока, чтобы исключить выгорание металла и получить надежное соединение.
Приготовить тонкий металл инвертором далеко не просто. Это сложно даже опытному мастеру. Поэтому в большинстве случаев используется аргонная дуга. Он позволяет свести к минимуму появление пригорания, шов гладкий и имеет красивый внешний вид.
Однако не всегда возможна импульсная сварка, готовить нужно инвертором.Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Stick Welding — Изучите основы выбора электродов, методов сварки и настроек аппарата.
Эта страница посвящена сварке штангой и разбита на три раздела:
Сварка штангой- Общий обзор терминов по сварке штангой, общие вопросы, основное оборудование и принципы работы сварки штангой.
- Безопасность сварщика, подготовка стыков, выбор электродов
и установка оборудования. - Методы сварки палкой и основные рекомендации для различных металлов.
Что такое ручная сварка?
Ручная сварка технически определяется как «дуговая сварка защищенного металла». Термин «сварка палкой» — это общепринятый жаргонный термин, принятый в сварочной промышленности, потому что электрод, сваривающий металл, имеет форму «стержня».
Сленговый термин «сварка стержнем» происходит от типа электродов стержневого типа, используемых для сварки, как показано на этом рисунке.Самое простое объяснение того, как работает ручная сварка.Сварка палкой — это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод — это правильный термин), который плавит и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение при этом присадочный металл.
Оборудование для ручной сварки
Оборудование для ручной сварки — это самый простой из всех процессов электродуговой сварки. Устройство для ручной сварки состоит из четырех частей:
- Источник питания постоянного напряжения (CV) / Устройство для ручной сварки.
- Держатель электрода / стержня.
- Зажим заземления.
- Электроды / стержни для сварки штангой.
Ручная сварка — переменным или постоянным током?
Сварочные аппараты могут работать как на переменном, так и на постоянном токе, в зависимости от типа используемого электрода. Источник питания постоянного тока может сделать что угодно для большинства тяжелых промышленных работ или любителей. Кондиционер используется очень редко. Источники питания для ручной сварки имеют постоянное напряжение или CV, что означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Сварочный аппарат на 140 А — это более чем достаточно мощности, чтобы сварить что угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат. Это всего лишь тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 А можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один шов! Мы свариваем корпуса кораблей толщиной 1 дюйм с током всего 120 ампер.
В чем разница между сваркой Stick, MIG и TIG?
Ручная сварка и сварка TIG используют один и тот же источник питания с постоянным напряжением, и сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку.
Сварка MIG использует источник постоянного тока или CC и не подходит для сварки Stick и TIG. Кроме того, MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG требуется система подачи проволоки вместо одного электрода для подачи сварочного шва.
Сколько стоит оборудование для сварки паять?
Все зависит от того, какой бренд вы выберете, для чего он вам нужен и на что готовы потратить!
Хороший сварочный аппарат начального уровня / профессиональный сварочный аппарат, такой как Longevity StickWeld 140 на рисунке ниже, будет стоить менее 300 долларов США или около 25 долларов в месяц при финансировании, он очень портативный, весит всего 13 фунтов, работает от 110 или 220 вольт и может делать все, что угодно. тебе нужно. Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Превосходный сварочный аппарат начального уровня — долговечность StickWeld 140Аппараты для ручной сварки более высокого уровня могут стоить более 10 000 долларов США, но они используются в тяжелом промышленном производстве, и большинству людей и предприятий не требуется и половины наворотов, или такого типа мощности. Ниже представлен список производителей качественного сварочного оборудования. На стороне никогда не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Независимо от того, насколько вы хороший сварщик, будет сложно сделать хороший шов!
- Сварщик с долгим сроком службы — отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Everlast Welders — Еще одно отличное сварочное оборудование начального уровня, которое переходит в профессиональный уровень.
- ESAB — Один из лучших производителей сварочного оборудования промышленного качества, самого высокого класса, но недешевого.
- Miller — Еще одна марка
отличного промышленного качества, и ее оборудование может делать все, что угодно, но цена также высока. - Lincoln Electric — они существуют уже давно, и они делают хорошие сварочные аппараты промышленного класса, хорошо известные для сварки трубопроводов.
Сколько времени нужно, чтобы научиться сварке клеем?
Все зависит от того, чем вы хотите заниматься? Если вы просто хотите провести общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам отремонтировать сломанное крыло трактора или сварить систему стеллажей. Ваш сварной шов не будет выглядеть хорошо, возможно, он будет очень грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, по крайней мере, 500 часов обучения. Сварка промежуточного уровня требует около 900 часов практики.Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вас интересует обучение, вы можете найти здесь местные школы сварки.
Что можно сварить с помощью сварочного аппарата?
Аппараты для ручной сварки лучше всего работают с толстыми металлами и не подходят для тонких листов. Они отлично подходят для изготовления металлоконструкций, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 и более.Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Вы можете выполнить сварку прилипанием:
- Сталь
- Нержавеющая сталь
- Сплавы на основе никеля
- Хром
- От нержавеющей стали к обычной стали
- Алюминий (не лучший выбор, но он справляется со своей задачей)
Как работает сварка прилипанием ?
Сварка работает так. Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и оседать металл в стыке, и получается сварной шов.
Miller Dialarc Источник питания для стержневой сварки Заземленная сварка клещамиЗдесь происходит то, что электричество от сварочного аппарата проходит через стержень и дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться, и покрытие вокруг стержень создает защиту от кислорода, который загрязняет сварной шов.Вот почему сварка штучной сваркой технически называется дуговой сваркой SMAW / дуговой сваркой защищенным металлом. Это экран вокруг металлического электрода, из-за которого возникает дуга. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), образуя кратер и заполняя стык.
Основы безопасности при сварке
В отличие от многих других профессий, где проповедуют безопасность и где могут произойти несчастные случаи и травмы, неудачи при сварке в основном неизбежны, если правила техники безопасности не соблюдаются в точности! Сварка без надлежащих средств защиты серьезно навредит вам без исключения … И даже может убить! Отнеситесь к этому серьезно.
Надлежащее защитное оборудование для сварки.Первое, что вам нужно сделать, это приобрести соответствующую одежду и защитное снаряжение.Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым токсичен! Основное необходимое оборудование:
- Сварочный шлем
- Хлопковая рубашка с длинными рукавами или кожаная сварочная куртка.
- Кожаные сварочные перчатки.
- Брюки из хлопка или любых негорючих материалов.
- Кожаная или огнеупорная обувь.
- Респиратор или вентилятор, если вентиляция является проблемой.
- Огнетушитель при наличии легковоспламеняющихся материалов.
Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок — носить кроссовки! Рано или поздно падающий расплавленный металл прожжет дыру в крышке, и все, что вы можете сделать, это выдержать ожог, пока он не остынет!
Сварщик мгновенно прожигает. Все, что я сделал, — это ненадолго расстегнул свою кожаную куртку в течение дня 105 градусов, потому что мне было жарко!После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или опрометчивы.Наиболее частая травма называется «вспышкой». Я еще не встречал сварщика, который бы не обгорел. Вспышка исходит от ультрафиолетового света, который излучает сварочный стержень. Технически вспышка — это УФ-излучение. Это все равно что получить солнечный ожог на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги попадает прямо в глаза. Кажется, будто в ваших глазах песок, но на самом деле это волдыри на глазных яблоках, точно так же, как волдыри от солнечных ожогов, которые появляются на коже.
Лучшая часть вспышки — это то, что вы не узнаете ее до тех пор, пока она у вас не появится позже той ночи или дня. Не забывайте идти на пляж и в ту ночь вы понимаете, что завтра будете похожи на омара! Да вот и все.
Также случаются ожоги третьей степени, и если вы промокнете от пота или в дождливую погоду, вы, вероятно, получите шок. Кроме того, не проводите сварку рядом с легковоспламеняющимися материалами, это может привести к пожару или взрыву. Сварщики часто поджигают свою одежду от искр или тепла. Прочтите предупреждающие таблички на вашем оборудовании и делайте, как сказано!
Подготовка сварного шва
Свариваемая область должна быть очищена от прокатной окалины, ржавчины, масла, воды и краски как минимум. Даже у лучших сварщиков, в которых присутствуют эти вещества, сварной шов будет слабым и ужасно выглядящим. Большой секрет лучших сварщиков в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Чистое сварное соединениеКак правило, вы хотите отшлифовать сварное соединение до блестящего металла минимум на 1 дюйм назад.Некоторые работы требуют шлифовки на 2 дюйма назад.
Труба с прокатной окалиной, зачищенная на расстоянии минимум 1 дюйм.Я сварил снаружи после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на выскакивающие пузыри! Я просушил участок, измельчил и подумал, что все в порядке. Чего я не ожидал, так это того, что тепло от сварки притягивало воду, которая была скрыта внизу.
Итак, я налил воды рядом с тем местом, где собирался сварить.Я думал, что тепло испарит воду по бокам и сохранит зону сварного шва сухой. Звучит логично, правда? Совершенно неверно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Урок усвоен! Подготовка швов является обязательной, и она может буквально повредить сварной шов. В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все сначала.
Обозначения электродов для сварки стержнем / SMAW
Перед тем, как выбрать электрод для сварки, необходимо понять, что означают обозначения электродов.Это означает буквы и цифры на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для контактной сварки начинали обозначение с буквы «E», что означало электрод. В наши дни на многих удилищах есть только номера.
Первые две цифры на электроде указывают на прочность сварочного присадочного металла. Электрод 6010, использующий первые две цифры (60XX), обеспечивает минимум 60 000 фунтов прочности на разрыв на квадратный дюйм сварного шва.7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, к чему относятся две последние цифры, так это к потоку или экранированию стержня. Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Выбор стальных электродов для сварки стержневыми электродами / SMAW
Вот список электродов для стальных стержневых электродов, для чего они используются и в каких положениях можно сваривать их.
Сварной шов палкой, выполненный с использованием E7018- 6010 с глубоким проплавлением, хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для сварных швов с открытым корнем.
- 6011 Глубокое проплавление хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 Мягкое проплавление хорошо работает во всех положениях и требует более чистого шва.
- 7018 Мягкое проплавление хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 Мягкое проплавление хорошо работает в плоских положениях и требует чистого шва.
Для большинства людей три лучших электрода для использования:
- Для фиксации ржавых и грязных металлов E6010 — лучший выбор. Он прожигает много мусора, действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним простым в использовании электродом ничто не сравнится с E6013! У него приличное проплавление, с ним очень легко сваривать, и сварной шов выглядит намного более гладким, чем у E6010.
- Если у вас чистый металл и вам нужен красивый сварной шов во всех положениях, E7018 в значительной степени является отраслевым стандартом.
Выбор электрода для сварки нержавеющей стали Stick / SMAW
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете. Вот два наиболее распространенных электрода из нержавеющей стали:
- E308L-16 — самый обычно используется.Применяется для сварки нержавеющей стали марок 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Картинка ниже сделана для E309L-16.
Выбор электрода для сварки алюминия стержнем / SMAW
Сварка алюминия с помощью устройства для ручной сварки не очень распространена. Если вы решили сваривать алюминий с помощью аппарата для ручной сварки, материал должен быть достаточно толстым, чтобы выдержать контакт с электродом.Сварка алюминия палкой лучше всего подходит для толстых материалов. Если вы свариваете более тонкий алюминий, используйте сварочный аппарат MIG или TIG на 1/8 дюйма.
Самый распространенный алюминиевый стержневой электрод — это E4043, который сваривает в плоском, горизонтальном и вертикальном положениях. На более толстых металлах вы также хотите предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к распаду зоны сварки и падению на пол.
Базовая установка сварочного аппарата для стержневой сварки
Первым шагом в настройке сварочного аппарата является выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, рекомендованный производителями.
Miller Dialarc Блок питания для стержневой сваркиТеперь вы готовы настроить сварочный аппарат под металл, который вы будете сваривать. Возьмите металлолом, толщина которого максимально приближена к толщине металла, который вы будете сваривать. Это важно, поскольку сварка металлов разной толщины требует разных настроек. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, заставив каплю воды зашипеть, но та же самая спичка не имеет возможности нагреть сковороду, чтобы сделать то же самое.В данном случае это не совпадение, а настройки силы тока!
Уловка состоит в том, чтобы научиться настраивать сварщика, чтобы слушать потрескивание горящего стержня, не глядя на него и зная, правильно ли настроена сила тока. Зажигайте дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть установлен достаточно горячим, чтобы стержень плавно обжигался без прилипания, и стержень не должен становиться вишнево-красным, иначе настройки будут слишком высокими.
После того, как вы услышите звук от электрода, вы позже научитесь ощущать вибрацию горящего электрода, и это также многое расскажет о сварном шве. Наконец, вы делаете визуальный осмотр сварного шва. Он гладкий, шершавый, слишком плоский и так далее.
Большинство мастеров сварочного цеха, которые проводят собеседования со сварщиками, проводят им испытание сварного шва и по звуку сварного шва знают, выдержит ли этот сварщик испытание.
Базовая техника сварки штангой
Перед тем, как приступить к сварке — а это очень важно — устройтесь поудобнее, возьмитесь за ручку двумя руками и соберитесь всеми возможными способами, чтобы обеспечить удобное положение.Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль — важнейший фактор!
Как вызвать дугу?
легче сказать, чем сделать. Вначале вы обнаружите, что стержень прилипает, и флюс, вероятно, отколется и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение катанию на велосипеде.Даже у лучших сварщиков такое случается время от времени. Чтобы зажег дугу, если вы носите подходящие сварочные перчатки и высохли, вы можете наклонить стержень другой рукой почти как палку для бассейна и ударить по ней. Как только дуга загорится, вы кладете эту руку другой рукой на сварочную рукоятку.
Я воткнул этот электрод во время сертификационного испытания сварки.Еще один способ зажигания дуги — удар по металлу, как спичкой. Это работает хорошо, но вначале вы, скорее всего, обнаружите, что дуга загорится, и потеряете ее.Это снова становится достаточно комфортным для управления электродом.
Устранение сколов флюса из-за неудачных зажиганий дуги — это то, что вам нужно научиться делать. Чтобы исправить любые сколы флюса, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии около дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что снятие стержня с держателя и царапание им о чем-то, чтобы удалить использованный флюс, помогает перезапустить дугу позже.Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Методы сварки палкой
Для начала так много начинающих сварщиков ищут идеальный образец для сварки, в том числе и я сам много лет назад.
Безупречная техника сварки — это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически адаптируются к необходимому сварному шву, и ваши рисунки меняются по мере необходимости.
Паттерны для сварки палочкой
Вот три наиболее часто используемых метода / схемы сварки:
- Взбивание стержня, перемещение его вперед и назад.
- Круги для плавления металла круговыми движениями.
- Плетение из стороны в сторону (для более широких швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает распределять сварной шов более равномерно. Как правило, ширина сварного шва должна быть в два раза больше ширины электрода и не более 4 электродов. Сварные швы могут быть шире, если это позволяет рабочая площадка.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, у которых нет большого количества флюса.Например, E6010, E6011 и E6013 можно взбить, потому что у них очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, поскольку движение вперед и назад помогает сжигать загрязнения. Взбивание лучше всего работает с более тонкими металлами, угловыми сварными швами (где два куска металла соединяются как L) и открытыми корневыми швами, когда сварщик сваривает обе стороны стыка с одной стороны.
Это открытый корневой шов, который я сделал на трубе с помощью техники легкого взбивания с помощью E6010.Сварной шов проникает так, как будто он был сварен с обеих сторон, потому что в стыке есть зазор.Круговая сварочная техника
Круговая сварка — хорошая техника для начинающих сварщиков, поскольку их можно использовать с большинством электродов и они помогают контролировать скорость передвижения. Все, что вам нужно сделать, это сделать круг, который слегка перемещается вперед при каждом повороте.
Плетение Сварка
Плетение обычно используется для более широких сварных швов, и его можно адаптировать к узким с помощью очень небольшого движения. Большинство сварщиков, которые занимаются сваркой в течение длительного времени, используют легкие движения из стороны в сторону для своих сварных швов, и результат отличный.На более широких сварных швах переплетение также работает очень хорошо, но некоторые рабочие стороны не позволяют использовать более широкие сварные швы. Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Техника плетения широкого сварного шваПоложение стержня для сварки штангой
Это еще одна область, где учебник, рекомендации производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы штанги и направления движения, которым следует большинство людей. После достаточно продолжительной сварки можно использовать любой угол наклона стержня! Обычно я направляю удочку прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы на расстоянии 2 дюймов от стены. В некоторых областях невозможно добиться правильного угла наклона штанги. Я тоже прохожу рентген-тесты с этими запрещенными углами стержня, и у меня не было проблем. Все это происходит естественно, если достаточно практики.
Обзор стержневых ангелов и положений
- Плоская или 1G — стержень перемещается на угол от 10 до 30 градусов в направлении вашего движения.
- По горизонтали или 2G вы направляете штангу вверх на угол от 30 до 45 градусов и тянете ее в направлении своего движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх под углом от 30 до 45 градусов.
- Над головой или 4G — то же самое, что и плоский или 1G, за исключением того, что стержень направлен вверх.
Угол плоского сварочного электрода
На рисунке ниже показан правильный угол между стержнем и электродом для сварки в плоском положении.В этом примере стержень перемещается слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Плоский сварочный электрод под угломУгол для горизонтальной сварки
В этом примере горизонтальной сварки необходимо, чтобы электрод был направлен под углом от 30 до 45 градусов с небольшим наклоном в направлении движения. На этой картинке движение слева направо.
Сварка стержневым электродом под углом в горизонтальном положенииСварочный электрод под углом в вертикальном положении
При сварке в вертикальном положении есть два способа передвижения.Вертикально вверх и вертикально вниз. У них обоих одинаковый угол наклона штанги, за исключением того, что вертикальный спуск работает с E6010, E6011 и E6013. Другие электроды, такие как E7018, имеют большое количество флюса и обычно прилипают к этому направлению движения и захватывают шлак в сварном шве. Вертикальная сварка выполняется с направлением электрода под углом от 30 до 45 градусов, как показано на рисунке ниже.
Вертикальный верхний угол электродаНаклонный сварочный электрод
Верхняя сварка аналогична плоской сварке. Вы перетаскиваете электрод в направлении движения от 10 до 30 градусов.Кстати, потолочная сварка ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Сварка наклона стержневого электрода под угломНарушение правил по углу наклона электродов
Ниже приведены два снимка I сварного шва, который я сделал перетаскиванием вверх вместо того, чтобы направить электрод вверх. Уловка с изменением угла наклона электрода заключается в том, что после того, как вы построите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.
Перемещение вертикально вверх по боковой стенке трубы с волочением. Когда у вас есть полка сварного шва, вы можете перетащить ее и получить более гладкий вид. Мой вертикальный угол подъема вверх. Учебник не всегда правильный! Сделав полку из сварного шва, я тащусь в гору, как сварочную трубу.Strata CXM315PRO Компактный инверторный сварочный аппарат MIG / ARC
Strata CXM315PRO Компактный инверторный сварочный аппарат MIG / ARC | Proline IndustrialFreight Free более $ 99
Корзина
Фильтры
Поиск
Эта машина дает отличные результаты при обработке алюминия, нержавеющей и мягкой стали и имеет элементы управления, которые легко настроить и использовать Полусинергетическое управление обеспечивает широкая зона наилучшего восприятия напряжения, которая упрощает поиск правильных настроек, обеспечивая низкий уровень разбрызгивания и качественные сварные швы даже для не очень опытного сварщика.
Обладает отличной стабильностью дуги в диапазоне напряжений, включая более низкие настройки, означающие, что эта модель идеально подходит для широкого спектра применений, от тонких металлических деталей до MIG от 1 мм до 5 мм, а возможность порошковой проволоки гарантирует, что вы сможете более толстый материал до 13 мм.
* 315 А, газовая / безгазовая сварка MIG, 235 А, MMA
* Защита от пониженного напряжения и перегрузки
* Низкая пусковая нагрузка
* Горячий старт / усилие дуги на MMA (дуга)
* Принимает 5 кг или полные 15 кг рулонов проволоки
* Прочные колеса обеспечивают простоту транспортировки
* Лифтовой запуск постоянного тока на TIG
* Подходит для катушечного пистолета (доступен катушечный пистолет с 8-метровым выводом)
Эта машина обеспечивает отличные результаты при обработке алюминия, нержавеющей и мягкой стали, а также имеет элементы управления, которые легко Настройка и эксплуатация Полусинергетическое управление обеспечивает широкую зону наилучшего восприятия напряжения, что упрощает поиск правильных настроек, обеспечивая низкий уровень разбрызгивания и качественные сварные швы даже для не очень опытного сварщика.
Обладает отличной стабильностью дуги в диапазоне напряжений, включая более низкие настройки, означающие, что эта модель идеально подходит для широкого спектра применений, от тонких металлических деталей до MIG от 1 мм до 5 мм, а возможность порошковой проволоки гарантирует, что вы сможете более толстый материал до 13 мм.
* 315 А, газовая / безгазовая сварка MIG, 235 А, MMA
* Защита от пониженного напряжения и перегрузки
* Низкая пусковая нагрузка
* Горячий старт / усилие дуги на MMA (дуга)
* Принимает 5 кг или полные 15 кг рулонов проволоки
* Прочные колеса обеспечивают простоту транспортировки
* Запуск лифта постоянного тока на TIG
* Допускается катушечный пистолет (доступен катушечный пистолет с 8-метровым выводом)
Токен идентификатора экземпляра
Удалить токенТребуется разрешение
Запросить разрешение Не могу найти, кто вы находясь в поиске?
Нажмите здесь, чтобы связаться с нами, или позвоните в нашу дружную команду по телефону 0800 699 353.
Выбор правого стержневого электрода
Сварка штангой требует много практики, а выбор правильного электрода для работы может оказаться сложной задачей.
Доступен широкий ассортимент стержневых электродов, каждый из которых обладает различными механическими свойствами и работает с определенным типом источника сварочного тока. При выборе стержневого электрода учитывайте тип основного металла, стыковку и положение сварки. Прежде чем приступить к сварке, следует учесть приведенные ниже рекомендации.
Оцените свой основной металл
Шаг первый — определите состав основного металла. Ваша цель — подобрать (или точно сопоставить) состав электрода с типом основного металла, это поможет обеспечить прочный сварной шов. Если сомневаетесь, задайте себе эти вопросы:
Как выглядит металл?
Если вы работаете с сломанной деталью или компонентом, проверьте наличие крупной и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
Металл магнитный?
Если основной металл магнитный, велика вероятность, что основным металлом является углеродистая или легированная сталь. Если основной металл немагнитен, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или сплав цветных металлов, такой как алюминий, латунь, медь или титан.
Какие искры испускает металл при прикосновении к болгарке?
Как показывает практика, большее количество вспышек в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
Долото «вгрызается» в основной металл или отскакивает?
Долото вгрызается в более мягкий металл, такой как низкоуглеродистую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
Чтобы предотвратить растрескивание или другие проблемы со сваркой, согласовывайте минимальный предел прочности электрода на разрыв с пределом прочности основного металла. Вы можете определить это, обратившись к первым двум цифрам классификации AS / NZS (см. Рисунок 1).Например, число «43» на электроде 4313 указывает на то, что присадочный металл дает сварной шов с минимальным пределом прочности на растяжение 430 МПа, что означает, что он будет хорошо работать со сталью с аналогичной прочностью на растяжение.
Некоторые электроды могут использоваться только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими источниками. Чтобы определить правильный тип тока для электрода, обратитесь ко вторым двум цифрам классификации AS / NZS (см. Рисунок 1), которые представляют тип покрытия и тип совместимого сварочного тока (см. Рисунок 2).
Рисунок 1
Рисунок 2
Например, электрод E4916 можно использовать в плоском, горизонтальном, вертикальном и верхнем положении (все).
Тип используемого тока также влияет на профиль проплавления сварного шва. Например, электрод, совместимый с DCEP, такой как E4310, обеспечивает глубокое проплавление и создает чрезвычайно плотную дугу. Он также может «прокапывать» ржавчину, масло, краску и грязь.Электрод, совместимый с DCEN, например E4312, обеспечивает мягкое проплавление и хорошо работает при перекрытии двух стыков или при сварке высокоскоростных сильноточных угловых швов в горизонтальном положении.
Электрод, совместимый с переменным током, такой как E4313, дает мягкую дугу со средним проваром и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и стыковка
Для толстых материалов требуется электрод с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва.Электроды с классификационными номерами AS / NZS, оканчивающимися на 15, 16 или 18, обладают превосходными характеристиками с низким содержанием водорода и хорошей ударной вязкостью (высокими значениями ударной вязкости) для адаптации к остаточным напряжениям.
Для тонких материалов вам понадобится электрод, создающий мягкую дугу, такой как 4313. Кроме того, электроды меньшего диаметра обеспечат неглубокое проникновение, чтобы предотвратить прожог на более тонких материалах.
Вам также нужно будет оценить дизайн и подгонку стыка. Если вы работаете над стыком с плотной посадкой или стыком без фаски, используйте электрод, обеспечивающий дугу копания, чтобы обеспечить достаточное проникновение, например E4310 или E4311.Для материалов с широкими корневыми отверстиями выберите электрод, например E4312, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения швов с разделкой кромок.
Затем оцените условия, в которых будет находиться сварная деталь. Если он будет использоваться в высокотемпературной или низкотемпературной среде, подвергаясь повторяющейся ударной нагрузке, электрод с низким содержанием водорода и более высокой пластичностью снизит вероятность образования трещин. Также проверьте характеристики сварки. Если вы работаете в критически важных областях, таких как изготовление сосудов высокого давления или котлов, вероятно, потребуется использовать электрод определенного типа.
Для достижения наилучших результатов удалите излишки прокатной окалины, ржавчину, влагу, краску и жир. Чистые основные металлы помогают предотвратить пористость и увеличить скорость движения. Если очистка основного металла невозможна, электроды E4310 или E4311 создают глубокую проникающую дугу, которая может прорезать загрязнения.
Если вам нужна помощь в выборе сварочного электрода, позвоните одному из наших специалистов по присадочным металлам.
Национальный
Фухай Лю — 0419 864 812
Мэтью Хефферан — 0417096 188
Крейг Робертсон — 0439 278960
Новый Южный Уэльс
Родни Хиггинс — 0418 877 953
Южный Квинсленд
Рохин Резерфорд — 0413 045 914
Западная Австралия
Алекс Лонгман — 0412 417 246
Лучшие сварщики листового металла 2021
0Последнее обновление: 13 января 2021 г.
Сварка листового металла — непростая задача, но, немного попрактиковавшись у правильного сварщика, с ней можно справиться, как и с любым другим видом сварки.К сожалению, сварщики обычно не рекламируют определенные виды сварки, такие как сварка листового металла. Поэтому мы написали обзоры пяти лучших машин для тонких сечений, чтобы помочь вам найти подходящий именно вам.
У нас есть ряд проверенных нами аппаратов для сварки TIG, MIG и многоцелевых процессов. Мы приводим плюсы и минусы каждого из них, чтобы вы имели полное представление о доступных вариантах и о том, что в них хорошего и слабого при сварке листового металла.
Краткий обзор избранного
5 лучших сварщиков листового металла
1.PRIMEWELD TIG225X — Лучший выбор для сварщика TIG
По нашему мнению, PRIMEWELD TIG225X — лучший сварочный аппарат TIG для обычных покупателей для сварки листового металла. Он имеет хороший диапазон настроек с выходом постоянного и переменного тока, чтобы дать вам разнообразие для типа проекта из листового металла, для которого он может понадобиться. Горелка CK Superflex с воздушным охлаждением идеально подходит для сварки с низким током. Он удобен и легко адаптируется к различным сценариям сварки листового металла.
Ножная педаль работает эффективно, но не самая удобная в использовании; однако ею легче пользоваться стоя, чем традиционной педалью.Сварщик имеет более высокий диапазон силы тока, чем тот, который необходим для листового металла, но его возможности, а также доступная цена делают его лучшим приобретением для сварочного аппарата TIG для листового металла.
Еще одним преимуществом этого сварщика является то, что PRIMEWELD не имеет себе равных в сфере обслуживания клиентов. Это одна из самых безопасных компаний по сварке, так как она гарантирует, что вы от начала до конца довольны своим сварщиком. Мы настоятельно рекомендуем этот аппарат, если вам нужно сваривать листовой металл TIG.
Плюсы
- Возможности импульсной дуги
- Достигает низкого диапазона силы тока
- AC / DC
- Включает ножную педаль и пальцевый переключатель
- Высокочастотный пуск
- Функции подъема / спуска
Минусы
- Ножной педалью неудобно
2.Hobart 500559 Handler 140 — Top MIG Welder Pick
Хотя листовой металл в первую очередь является сваркой TIG, бывают случаи, когда бывает удобно иметь доступный сварочный аппарат MIG для плавления листового металла. Hobart Handler 140 MIG — лучший доступный сварочный аппарат MIG для листового металла.
Это одна из самых высококачественных машин на рынке по невероятно низкой цене. Он не имеет большого диапазона силы тока, но предоставляет все необходимое для сварки листового металла методом MIG.
Это простой аппарат с очень небольшим количеством настроек, но он обеспечивает впечатляющий напор и может работать до низкого диапазона силы тока, чтобы обеспечить гладкую сварку без раздува соединения.Если вам нужен высококачественный сварочный аппарат MIG, которому вы можете доверять, он сможет справиться с обширной сваркой листового металла, этот аппарат — лучший вариант.
Плюсы
- Качественный станок
- Достигает низкого диапазона силы тока
- Простота использования
- Низкая цена
Минусы
- Неточная диаграмма сварки
3. Инвертор Weldpro 200 A — Верхний универсальный сварочный инструмент
Если вы выполняете сварочные работы на автомобилях и нуждаетесь в разнообразных сварочных аппаратах MIG и TIG, многофункциональная машина Weldpro 200 Amp — лучший вариант для обработки листового металла автомобилей.
Это один из самых технологически продвинутых сварочных аппаратов, доступных в этой низкой ценовой категории.
Этот сварочный аппарат представляет собой синергетический аппарат с предварительно заданными внутренними параметрами, которые определяют наилучший диапазон настроек для конкретной сварки листового металла. Не всем это нравится, поскольку это ограничивает ваши собственные возможности настраивать параметры, но вы все равно можете многое изменить. Практически нет ничего, что вы бы хотели настроить для сварки листового металла, если бы в нем еще не было предварительно настроено.
Это небольшая машина, которую легко транспортировать для работы на объекте, и она отлично подходит для сварки листового металла в автомобилях, поскольку для выполнения проекта не требуется несколько машин. Он отлично подходит как для сварки TIG, так и для сварки MIG.
По цене этого сварочного аппарата и всех его возможностей нет других универсальных сварочных аппаратов, которые мы бы рекомендовали для работы с листовым металлом. Вы можете заплатить в два или три раза больше за лучшую машину, но она предлагает все необходимое для сварки листового металла в автомобилях и доступна по цене для обычного покупателя, поэтому мы настоятельно рекомендуем ее.
Плюсы
- Машина определяет сложные настройки
- Станок универсальный
- Автоматический выключатель сварки
- Простота установки и использования
- Идеально для автомобильных работ
Минусы
- Желтый цвет легко пачкается
4. Сварочный аппарат AHP AlphaTIG 200X, 200 А
Аппарат AHP AlphaTIG 200X не является нашим лучшим аппаратом для сварки TIG, но он отлично подходит, если вы в первую очередь свариваете листовой металл, и обладает достаточной силой тока, если вам нужно больше.Если вам нужно выполнить сварку алюминиевого листа, это первоклассный сварщик алюминия. Некоторым машинам сложно плавить алюминий хорошо, но это сваривает его красиво и просто, так что вы можете с легкостью выполнять свои проекты.
Горелка оснащена высокочастотным бесконтактным пускателем, который позволяет легко образовывать дугу без загрязнения, так что вам не составит труда начать сварку. Это гарантирует высочайшее качество сварных швов, которое может быть при правильной сварке.
Зажим заземления, к сожалению, некачественный, а ножная педаль — не самый удобный вариант использования.Однако, помимо этих двух проблем, он невероятно доступен и сравним со сварочными аппаратами TIG на высшем уровне рынка.
Плюсы
- Возможности импульсной дуги
- AC / DC
- Включает ножную педаль и пальцевый переключатель
- Высокочастотный пуск
- Отличная функция сварки штангой
Минусы
- Ножной педали не хватает комфорта
- Зажим заземления плохого качества
5.Lotos TIG200ACDC 200A AC / DC Сварочный аппарат TIG для алюминия
Lotos TIG200ACDC — хороший аппарат для сварки TIG за свою цену, но это более простой аппарат. Вы можете заплатить аналогичную цену за сварочный аппарат PRIMEWELD TIG225X или AHP AlphaTIG 200X и получить больше за свои деньги. Однако, тем не менее, он работает хорошо.
Поставляется с ножной педалью, но без пальцевого переключателя. Ножная педаль полезна и намного лучше, чем некоторые другие, но это не лучшая педаль из имеющихся. Он известен своими проблемами с точностью и отсутствием реакции, но обычно он хорошо работает, когда вы привыкаете к нему.
Он хорошо сваривает алюминиевый лист, что удобно, а высокочастотная пусковая горелка означает, что ваши сварные швы не загрязняются. Есть несколько полезных настроек для сварки листового металла TIG, например, регулировка понижения тока, но нет функций повышающего тока или импульсной дуги.
Мы не рекомендуем его как лучшего сварщика листового металла. Тем не менее, это невысокая цена, и если вы только начинаете, освоить функции легко, что сделает его хорошим начинающим сварщиком.
Плюсы
- AC / DC
- Включает педаль
- Высокочастотный пуск
- Нисходящий циферблат
- Начинающий сварщик TIG
Минусы
- Отсутствие импульсной дуги
- Мало настроек сварщика
- Ножная педаль не самая лучшая
- Без пальцевого переключателя
Справочник покупателя
Прежде чем приступить к покупке сварочного аппарата для листового металла, необходимо проработать несколько соображений, которые существенно повлияют на то, какой сварщик вам подойдет лучше всего.У каждого человека разные предпочтения, и каждый из них ищет разные сильные стороны. Эти три фундаментальных момента показывают, о чем следует подумать перед покупкой.
Ваш опыт
Полезно реалистично подумать о том, какой у вас был опыт сварки, чтобы вы могли выбрать лучший аппарат для ваших способностей. Сварка с максимальными возможностями и повышение профессионального уровня сварщика часто достигается благодаря сварке на наиболее подходящем аппарате.
У некоторых аппаратов так мало настроек, что они предоставляют минимальные возможности для настройки сварочного аппарата в соответствии с требованиями вашего проекта и несколько вариантов для изучения различных функций.Другие созданы для опытных сварщиков, и тому, кто учится, будет сложно использовать их для эффективной сварки.
Честно взглянув на свой опыт и зная, какой сварщик подходит для вашего текущего этапа и целей на будущее, вы сможете решить, какой сварщик будет наиболее выгодным для покупки.
Ваши проекты
Как только вы получите реальное представление о своих способностях, узнайте, какие именно проекты из листового металла вы будете сваривать.Чаще всего это происходит при сварке листового металла методом TIG, но бывают случаи, когда более экономично выполнять сварку методом MIG. Если бы вы купили одноцелевой сварочный аппарат TIG, вы могли бы сильно порезаться.
Для большинства резервуаров из нержавеющей стали и аккуратных сварных швов листов лучше всего подходят тонкие, прочные и легко поддающиеся сварке сварные швы TIG. Сварочный аппарат MIG не даст вам требуемой отделки или необходимой защиты уплотнения, но если вы свариваете стальной лист с покрытием или не требует тонкой декоративной отделки, сварочный аппарат MIG является наиболее экономичным.
Для таких проектов, как ремонт автомобилей, кожухи и ограждения, обычно требуется смесь сварных швов TIG и MIG, в зависимости от конкретного проекта. Наличие многозадачного сварочного аппарата полезно, так как вы можете использовать один аппарат для наиболее эффективного выполнения работы.
Ваш бюджет
Ваш бюджет будет иметь большое влияние на сварщика, которого вы подумаете о покупке, поскольку, как правило, вы не можете покупать сверх установленного бюджета. Почти все порядочные сварщики когда-то приходили с дорогой ценой, но теперь это уже не так.Сейчас на рынок выходит гораздо больше машин с более низкой ценой, чем более дорогие.
Есть несколько высокопроизводительных машин, которые несравнимы с недорогими машинами, но многие недорогие варианты — отличная покупка, особенно для хобби или в качестве легкой машины для мастерской. Однако некоторые недорогие сварочные аппараты — пустая трата денег, поэтому не торопитесь покупать только по цене.
Заключение
Есть несколько отличных сварщиков листового металла, и наши пять обзоров основаны на лучших машинах за ваши деньги, доступных в Интернете.Лучшим аппаратом TIG для сварки листового металла является PRIMEWELD TIG225X 225 A IGBT AC / DC TIG Welder. Он способен выполнять сварку при очень низком токе для точной сварки и имеет широкий диапазон настроек, поэтому вы можете создавать наилучшие сварные швы для каждого типа соединения листов. Эта машина сопоставима с аппаратами TIG вдвое дороже, и мы ее настоятельно рекомендуем.