Шовная (роликовая) контактная сварка: применение, схема, ГОСТ
Технология шовной контактной сварки была разработана в конце XIX века. Сварка ведется без плавящегося электрода и присадочного материала. Нагрев и расплавление небольшой области заготовок происходит за счет электрического разряда высокой интенсивности, периодически пропускаемого между двумя роликовыми электродами, к которым прикладывается значительно усилие на сжатие. Шов состоит из множества перекрывающихся зон проплавления. Метод предназначен для сваривания тонкого листового проката, в том числе и имеющего сложные пространственные формы.
 Шовная контактная сварка
Шовная контактная сваркаОписание технологии шовной сварки
Листовые заготовки накладываются друг на друга и сжимаются роликовыми электродами с большой силой. На электроды периодически подаются мощные импульсы тока, сила которого достигает тысяч ампер. Протекающий ток сильно нагревает контактное пятно между электродами, доводя метал до плавления. По окончании импульса зона расплавления кристаллизуется под сильным давлением, образуя шовный материал и соединяя заготовки в единое целое. Ролики перекатываются на соседний участок заготовки, подается следующий импульс и рабочий цикл повторяется. Вдоль линии шва образуется цепочка пятен точечной контактной сварки овальной формы. Эти пятна могут частично перекрываться, образуя непрерывную и герметичную шовную линию.
В зависимости от типа передвижения деталей и способа подачи импульсов тока шовная контатная сварка продразделяется на :
- Шаговая. Давление роликов постоянно, детали перемещаются рывками, при остановке подается рабочий импульс. Получается прерывистая цепочка точек, сваренных контактным способом. Применяется при сваривании цветных сплавов и легких металлов. Не обеспечивает герметичности шовного материала.
- Непрерывная. Усилие прижима постоянно, ток также подается постоянно. Практически применяется редко из-за быстрого расходования роликов, высокого расхода электроэнергии и перегревания свариваемых деталей, приводящего к их короблению.
- Прерывистая. Усилие прижима сохраняется неизменным, скорость подачи заготовок также постоянная. Импульсы подаются с такими перерывами, чтобы обеспечить непрерывную линию шва за счет частичного перекрытия зон точечной контактной сварки.

Схема шовной сварки (принцип работы)
Прерывистая контактная шовная роликовая сварка позволяет получить надежное и герметичное шовное соединение при приемлемом расходе роликов и электроэнергии. Степень перекрытия сварных зон регулируется путем подстройки скважности (периода следования) импульсов. Эта технология шовной сварки получила наибольшее распространение. Требования к проведению операции описаны в стандарте ГОСТ 15878-79.
Скачать ГОСТ 15878-79
Машины и станки контактной сварки
Для роликовых электродов чаще всего используют бронзу. Изготавливают их в виде заостренных дисков диаметром 35-45 см, ширина рабочего обода 4-10 мм. Для сваривания сложных заготовок применяют аппараты с двумя и более роликовых пар.
Потребляемая мощность аппаратов варьируется в пределах от 25 до 300 киловатт.
Маломощными считают станки в 25-40 киловатт, средняя мощность — 4-100 , машины большой мощности потребляют от 100 до 300.

Машина МШ-2203
Устройство средней мощности МШ-2203 требует трехфазного электропитания 380 вольт, рабочий ток — до 22 тысяч ампер. Усилие прижима достигает 5 тонн
Сваривает машина контактной шовной сварки стальные листы толщиной до 1 мм. Существует две модификации – с вылетом роликов 400 и 700 мм.
Устройство машины для шовной контактной сварки
Основной несущей конструкцией аппарата является станина. На ней крепятся все остальные узлы:
- источник питания;
- кронштейн неподвижного ролика;
- кронштейн подвижного ролика;
- устройство прижима;
- механизм подачи заготовки
Устройство прижима может быть ручным, пневматическим, гидравлическим или комбинированным. Ручной (точнее, ножной) привод обладает наименьшей мощностью.
Роликовые электроды изготовлены в виде сужающихся к краям бронзовых дисков, они закреплены на концах кронштейнов с помощью подшипников скольжения.

Устройство машины для шовной контактной сварки
Источник питания обеспечивает периодическую подачу тока большой мощности на электроды. Он также питает привод устройства прижима и механизма подачи. Источник питания у современных аппаратов выполняется по инверторной импульсной схеме с двойным преобразованием напряжения. Это позволяет снизить габариты устройства и исключить броски напряжения в питающей сети.
Шовные машины-клещи
Кроме стационарных сварочных машин, производители выпускают также переносные, или подвесные устройства. Они предназначены для сваривания тонкостенных изделий сложной конфигурации. Источник питания по-прежнему размещается на полу цеха, а ролики и устройство прижима смонтированы на подвижных клещах. Клещи с помощью шарнирного пневмопривода устанавливаются в положение, необходимое для работы.

Шовные клещи
Роликовый стенд для контактной сварки
Для сваривания конструкций в форме цилиндра (или системы сопряженных цилиндров), используют роликовые стенды. Они отличаются большим вылетом кронштейнов роликов, что позволяет сваривать достаточно крупные и протяженные конструкции. Стенд оснащен большим числом регулируемых опор, позволяющих закрепить цилиндрические заготовки разной длины и диаметра. Роликовые электроды приводятся в движение червячной передачей. Заготовки вращаются на стенде, и таким образом ролики проходят всю линию шва. На стендах получают ровные и герметичные швы высокой прочности.

Роликовый стенд для контактной сварки
Область применения
Шовная технология контактной сварки позволяет делать прочные, долговечные и герметичные швы, надежно соединяющие тонкостенные заготовки. Она находит применение в следующих отраслях:
- Тонкостенные сварные трубы для трубопроводного транспорта и технологических установок.
- Резервуары и сосуды низкого давления для химической, пищевой, транспортной промышленности.
- Герметичные кожухи механизмов и приборов, транспортных средств.
- Конструкции из тонколистового проката для промышленного оборудования и бытовой техники.

Производство, оборудованное машинами шовной сварки
Технология отличается от других сварных технологий наибольшей производительностью. Установка средней мощности выдает за час несколько сотен метров сварного шва.
Как получить герметичный шов
Герметичность шва обеспечивается созданием цепочки частично перекрывающихся точек контактной сварки. Сварное пятно после импульса, прошедшего через роликовые электроды, имеет форму овала.
Если правильно сочетать скорость подачи заготовок и периодичность следования сварных импульсов, то овалы будут перекрываться своими боковыми частями, образуя непрерывный и герметичный шовный материал.
Шовная контактная сварка — Википедия
Материал из Википедии — свободной энциклопедии
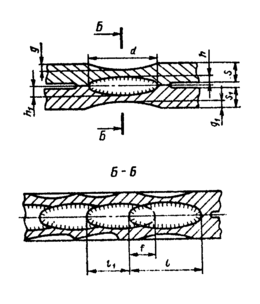 Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h1 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва;
Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой: s и s1 — толщина детали; d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h1 — величина проплавления; g и g1 — глубина вмятины; l — длина литии зоны шва; f —величина перекрытия литых зон шва; l1 — длина не перекрытой части литой зоны шва;Шо́вная конта́ктная сва́рка, также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих одна другую и образующих герметичный шов.
Шовная сварка осуществляется на специальных сварочных станках с двумя (или одним[1]) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм
Частным случаем этого вида сварки является шовная конденсаторная сварка.
Шовная сварка является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
- Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм[2]. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
- Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерываемом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием литых ядер сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм[2]. Способ прерывистой шовной сварки получил наибольшее распространение[1][2] благодаря меньшему перегреву роликов и заготовок.
- Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм[2]. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, бериллиевая бронзы и другие сплавы
Шовная (роликовая) сварка: технология, машины
Роликовая (шовная) сварка соединяет в нахлест детали прерывистым или непрерывным швом. Получение последнего, герметичного шва происходит при перекрытии каждой следующей точки на 22-35 % предыдущей.
Устройство шовных машин схоже с аппаратами для точечного соединения. Составляющие части данных станков:
- станина;
- механизмы вращения и сжатия;
- электроды с креплениями;
- трансформатор.
Устройство машины для шовной сварки

Станина у станков — это ровная, массивная сварная или литая конструкция, которая выполняет роль надежной подставки. Механизмы сжатия могут быть комбинированными — пневмопривод взаимодействует с электродвигателем или раздельными (электромоторным, пневматическим, педальным). Сжатие с помощью педали (ручной труд человека), проигрывает другим системам.
Электроды для шовных машин, как вы уже можете догадаться, выполнены в форме дисков, которые вращаются через редуктор или иную систему приводящую их в движение. Часть станков используется для шаговой роликовой сварки, при остановке роликов происходит подача тока на свариваемые изделия.
Сами ролики крепятся на валу, при перпендикулярной сварке, ведущим выступает верхний ролик, а при продольном соединении — ведущий уже нижний.
Практически все машины, имеют в своей конструкции — импульсный прерыватель тока. С его помощью удается получить качественную сварку деталей из нержавеющей стали и цветных металлов. Прерыватели бывают двух типов: ламповые и механические.
Шовные машины (клещи)
Помимо стационарных агрегатов на рынке встречаются переносные (подвесные) модели с клещами. В устройстве таких станков имеются: клещи, трансформатор и подвесная система с пневматическим приводом, которая передвигает клещи вдоль и проворачивает их вокруг своей оси.
Видео: принцип работы клещей шовной сварки.
Описание технологии шовной сварки
Детали ложатся одна на другую и сжимаются с особым усилием между двух роликов (электродов). После подачи тока на электроды, металл заготовок нагревается и плавится. От прокатывания деталей между роликами, получаются сварные точки, которые могут перекрывать или не перекрывать друг дружку.

Шовная сварка от видов перемещения заготовок и подачи тока подразделяется на:
- шаговую;
- непрерывную;
- прерывистую.
1. Шаговая шовная сварка. На материал идет постоянное давление, заготовки перемещаются с перерывами (пошагово), при остановке роликов подается ток. Данный способ востребован для соединения цветных и легких сплавов.
2. При непрерывной технологии получается сплошной шов — на дисковые электроды идет постоянное сжатие и ток, детали тоже в движении непрерывно.
Способ не нашел широкого применения из-за перегрева заготовок и ускоренного износа роликов. Также для эффективности процесса, требуется основательная зачистка деталей и идентичность материала и толщина свариваемых листов.
3. Прерывистая контактная шовная сварка более всего известна. Давление на ролики постоянное, перемещение материала непрерывно, а подача тока происходит импульсами (с перерывами). С помощью регулировки частоты импульсов тока и скорости движения роликов, настраивается получение герметичного шва.
Видео: контактная шовная сварка.
https://www.youtube.com/watch?v=RyPVrhanfIQ
Машины и станки
Все машины для шовной сварки имеют дисковые ролики (электроды), бронза основной материал для их изготовления. От предназначения станка диаметр дисков может быть от 350 до 450 мм, а ширина рабочей поверхности от 4 до 10 мм.
Для двухсторонней сварки применяются агрегаты с 1, 2 и более роликами, различной конструкции.
На рынок поставляются агрегаты с мощностью от 25 до 300 кВА, которые делятся на маломощные и повышенной мощности.
К маломощным относятся станки с маркировкой АШП-25, МШМ-25М, МШМ-50 и Ш-50-1. Применяются для продольной и поперечной сварки изделий толщиной 1-2 мм.
Шовные машины большой мощности — это от 100 до 300 кВА.
Машина шовной сварки МШ-2203
Агрегат переменного тока, прессового вида. Сваривает поперечные и продольные швы, имеет регулировку давления и скорости сварки.

На рынок поставляется в 2 вариантах:
- с вылетом хобота 40 см;
- с вылетом хобота 70 см.
МШ-2203 работает при температуре от 0° С до 40° С в закрытых вентилируемых зданиях. Подробные технические характеристики представлены в таблице:
Основные характеристики других шовных машин смотрите в таблице ниже. В ней представлены отечественные станки с доступным интерфейсом для любого человека, с разными режимами сварки.

Роликовый стенд для сварки
Отдельные виды работ выполняют на специальных стендах или стеллажах.
Например, роликовый стенд изобрели для сварки изделий цилиндрической формы. За счет вращения заготовок, получается ровный и герметичный шов. В устройство стенда входят роликовые опоры и червячный привод для их вращения.
Видео: аппарат контактной шовной сварки цилиндрических деталей ТТ-84.
P.S. Как вы понимаете, такие машины для роликового соединения применяются в промышленных масштабах. Для личных целей, существуют другие аппараты.
Шовная контактная (роликовая) сварка: особенности, достоинства и недостатки
Основная цель каждого вида сварки стоит в получении качественного и прочного шва, который в дальнейшем сможет спокойно выдержать повышенные нагрузки. От этого будет зависеть износостойкость металлической конструкции.
Иногда в условиях производства применяется шовная сварка, во время которой соединение деталей выполняется внахлест. В результате получается прочное соединение, но все же предварительно стоит рассмотреть важные особенности этой технологии.

Что такое шовная сварка
Роликовая сварка — это вид сваривания, во время которого металлические конструкции объединяются швов, полученным в результате подведения тока к крутящимся дисковым электродам и применения силы тока. Основа шва состоит из ряда точек сваривания. Данная технология сваривания чем-то напоминает контактную технологию, но вместо конических электродов во время нее применяются роликовые.
Стоит отметить! Во время рабочего процесса ролики постоянно катаются по области линии шва, именно это обеспечивает плотное прижатие соединяемых элементов друг к другу. Также это защищает сварное соединение от попадания влаги и газов.
Шовный или роликовый сварочный процесс часто применяется для соединения труб из металлических листов, герметичных камер и других конструкций. Его удобно использовать для соединения тонких листов из металлической основы.
Достоинства и недостатки
Контактная шовная сварка успела хорошо зарекомендовать себя среди опытных сварщиков. Это обеспечивается за счет наличия положительных свойств:
- сварка обладает высокой производительностью. Сваривание больших металлических конструкций занимает мало времени. По этой причине данную технологию можно приспособить к конвейерному производству;
- швы получаются ровными и прочными, их качество удивляет даже профессионалов;
- во время сварочного процесса не нужно применять защитный газ, флюс, присадочные материалы;
- при этой технологии наблюдается высокий уровень культуры труда. Рабочим нет необходимости применять комплектующие, которые могут загрязнить рабочую одежду и зону, в которой выполняются работы.

Но у данного вида сварки имеются некоторые недостатки, которые обязательно нужно учитывать во время рабочего процесса. Она не предназначена для сваривания разных видов металлов. При помощи нее невозможно сварить элементы с толщиной более 3 мм. Кроме этого во время данной технологии требуется использовать дорогостоящее оборудование.
Виды шовной сварки
Роликовая или шовная сварка может выполняться при помощи разных технологий, которые позволяют получить прочное и ровное соединение. Выделяют всего три вида:
- Непрерывная сварка. Во время нее металлические заготовки устанавливаются между двумя заготовками и прокатываются, вместе с этим на область металла оказывается воздействие сварочного тока. Ток передается в непрерывном режиме, именно это и легло в название данного процесса. Однако этот метод применяется редко. Это связано с тем, что во время него происходит перегревание роликов-электродов, соединение выходит некачественным, также его можно применять для сваривания деталей с толщиной не больше 1 мм.
- Прерывистая сварка. Этот метод считается самым популярным и востребованным. Свариваемые детали прокатываются между двумя роликами, ток поступает в прерывистом режиме. Во время процесс требуется правильно настроить частоту импульсов тока и скорость вращения роликов.
- Шаговая сварка. Во время этой технологии свариваемые детали располагаются между роликами, но при подаче тока не применяется прокатка, а именно в момент формирования сварной точки детали остаются в неподвижном состоянии. Этот процесс применяется редко, но он незаменим в случаях, когда требуется сварить алюминиевые изделия.
Контактная и роликовая сварка чем-то похожи, но при последней технологии производится сваривание внахлест. Этот метод часто применяется на предприятиях, где необходимо соединить тонкие изделия, металлические листы, трубы и другие компоненты. Но не стоит забывать про важные особенности, от которых зависит правильное проведение технологии.
Интересное видео
Роликовая сварка | Сварак
Роликовая сварка, схема
Общая характеристика
Роликовая сварка является таким усложненным видом точечной сварки, когда точки так тесно, с перекрытием, сближены между собой, что образуется полоса сплошного соединения. В отличии от других видов этой сварки, она применяется она для изготовления различного рода тонкостенных изделий, требующих:
- прочности
- плотности
Ход роликовой сварки
Примеры роликовой сварки
Толщина свариваемых деталей обычно не превосходит 3 мм.
Диаграммы изменения тока, давления и скорости вращения роликов приведены на рис.
- Давление в течение всей сварки остается неизменным.
- Во избежание перегрева ток пропускается отдельными импульсами.
- Сила тока, длительность сварочных импульсов и пауз между ними выбираются так, чтобы, во-первых, при каждом импульсе образовалась полноценная сварочная точка и, во-вторых, чтобы эти точки перекрывали друг друга «а 1/2 — 2/3 их длины.
пример роликовой сварки 2 | пример роликовой сварки 3 | пример роликовой сварки 4 |
пример роликовой сварки 5 | пример роликовой сварки 6 | пример роликовой сварки 7 |
Перемещение деталей относительно роликов или вращение роликов обычно непрерывное, как показано на рис. Реже применяется так называемая шаговая сварка (рис, б), когда ролики вращаются с остановками. Ток включается при неподвижных роликах, во время паузы они поворачиваются и перемещаются по детали на некоторое расстояние (1,5—4,5 м) для сваривания очередной точки и т. д. Механическая часть машины здесь существенно усложняется, линейная скорость сварки ниже, чем при первом способе. Ввиду того, что образование и отвердевание ядра происходит при неподвижных роликах, охлаждение поверхности детали здесь более интенсивнее, а уплотнение расплавленного ядра более полное, так как они происходят в момент продолжающегося давления неподвижного ролика (при первом способе затвердевание ядра происходит частично уже тогда, когда зона сварки вышла из- под электродов).
Роликовая сварка в схеме
Приминение
Примеры роликовой сварки
Шаговую сварку целесообразно применять в тех случаях, когда особенно опасен перегрев наружной поверхности детали, например при сварке плакированного дюралюминия и в других случаях.
На рис, в приведена сварка с непрерывным течением тока. Применяется она относительно редко — для соединения тонких (до 1 мм) листов малоуглеродистой стали.
Параметрами режима роликовой сварки являются сила тока, давление, скорость сварки, длительность импульса и паузы, ширина рабочей поверхности роликов. Оказывает некоторое влияние я диаметр роликов.
- Сила тока в 1,5—2 раза больше, чем при точечной сварке.
- Это объясняется тем, что во избежание перегрева поверхности листов режим сварки каждой элементарной точки должен быть достаточно жестким
- Увеличение тока требуется также в связи с шунтированием, которое венду непосредственной близости смежных точек достигает значительной величины. Примерно в таком же соотношении принимается и давление.
Скорость сварки а суммарное время импульса и паузы находятся в следующей зависимости:
роликовая сварка
где Vсв —скорость сварки в м/мин;
а — шаг точек в мм:
tсекtn —длительность импульса и паузы в сек.
Шаг точек зависит от толщины н рода металла. Для малоуглеродистых и низколегированных сталей шаг составляет 2,8—3,2 от толщины более тонкой детали, для нержавеющей стали — 2,4—2,8 и для легких и цветных металлов и сплавов 2,0—2,4.
Пример сварочных электродов для сварки
Аппарат для роликовой сварки
Физические характеристики.
Время сварки и время паузы между собою должны находиться в определенном соотношении. Для малоуглеродистой стали tсв= (1 — 2) tn, для нержавеющей стали tсe — (0,7 / 1,5)tn и для легких сплавов — tce=(0,2/0,5)„. Выбору большей скорости соответствует уменьшение длительности всего цикла» а значит» и длительности каждого импульса. Это потребует увеличения тока и давления. Обычно скорость роликовой сварки лежит в пределах 0,5-2,0 м/мин. С увеличением толщины необходимая механическая и электрическая мощность машин должна сильно увеличиваться, а скорость сварки снижаться. Поэтому, начиная с толщины 3 мм и выше» более выгодно применять не роликовую сварку, а автоматическую сварку под слоем флюса.
Ширина рабочей поверхности роликов влияет на процесс сварки аналогично диаметру электродов при точечной сварке.
От диаметра роликов зависит его износ и в некоторой мере нагрев поверхности деталей. С увеличением диаметра улучшается охлаждение ролика и детали, сильно уменьшается износ ролика. Диаметр ролика принимается в пределах 150—300лш.
Для сварки легких сплавов на нормальных машинах сила тока должна быть примерно в два раза большей а время импульса в два раза меньше, чем для малоуглеродистой стали.
Давление принимается таким же, как при сварке стали. Как и при точечной сварке этих сплавов. электроды изготовляются из чистой меди; рабочей поверхности их иногда придают сферическую форму.
Очистка поверхности деталей и электродов должна быть еще более тщательной, чем при точечной сварке.
Аппарат для роликовой сварки
Сварка металла.
Сварка нержавеющей стали осуществляется при силе тока примерно в два раза меньшей и давлении в 1,5 раза большем по сравнению со сваркой малоуглеродистой стали. Обязательно интенсивное наружное охлаждение.
Подготовка под сварку.
Очистка поверхности для роликовой сварки производится также, как и для точечной сварки, но тщательность очистки должна быть повышенной.
Перед роликовой сваркой детали с помощью приспособлений собираются и свариваются на точечной машине в нескольких точках.
Направление деталей по месту сварки часто осуществляется вручную. При повышенных скоростях сварки (больше 1,5 м мин) точное направление деталей, особенно громоздких, становится затруднительным, поэтому рекомендуется создавать специальные поддерживающие и направляющие приспособления.
Наличие зазоров после сборки и прихватки может привести к образованию выплесков и под плавлению поверхности деталей; зазоры после прихватки должны быть устранены или сведены к минимуму.
Ширина нахлестки или отбортовки должна быть не менее 12—18 мм при толщине стали 1-2 мм, что необходимо для предотвращения раздавливания металла кромок и для беспрепятственной деформации при сварке.
Подобные статьи
Роликовая сварка
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Роликовая сварка Роликовая сварка
Роликовая сварка
- 5
- 4
- 3
- 2
- 1
Роликовая сварка – это разновидность контактной сварки, при котором соединение деталей состоит из ряда отдельных сварных точек, которые перекрывают одна другую. Сварной шов образуется путем механического воздействия. Поэтому, такая сварка относится к разряду сварки давлением. Она осуществляется на специальных сварочных станках, оснащенных одним или двумя вращающимися дисковыми роликами, которые служат как электроды. Методом роликовой сварки можно сваривать металл толщиной от 0,2 мм до 3 мм. Сталь такой толщины часто применяют для изготовления бензобаков, различных труб, бочек и др.
Точечная роликовая сварка

Точечная роликовая сварка позволяет прочно соединять детали красивым и аккуратным швом. Процесс работы заключается в следующих действиях:
- подготавливается заготовка для соединения с чистой поверхностью. Жирные пятна и окислы препятствуют прохождению сварного тока и соответственно хорошему соединению металла;
- заготовки накладывают друг на друга и зажимают дисковыми электродами. Усилия зажима соответствуют толщине металла;
- затем подается сварочный ток на ролики, служащие электродами. Металл в зоне контакта с заготовкой начинает нагреваться и расплавляться. Прилагается определенное механическое давление, соединяющее металл;
- прокатывания заготовки между роликами образуются сварные точки. Они могут в некоторых местах перекрывать друг друга.
Точечная роликовая сварка достаточно быстро производит сварное соединение. Для этого не требуются специальные средства защиты места расплава от окисления. Это позволяет сделать сварочный процесс менее трудоемким. Сварные точки способны очень прочно соединять детали и выдерживать определенную нагрузку.
Шовная роликовая сварка
Шовная роликовая сварка – это то же самое что и роликовая сварка. Принцип сварки не отличается от точечной роликовой. Шовная роликовая сварка выполняется тремя способами:
1) Непрерывным;
2) Прерывным;
3) Шаговым.
Непрерывный способ протекает при непрерывном движении деталей, а также подаче тока. Сваривает металлический лист толщиной до 1мм. из малоуглеродистой стали. В основном применяют этот способ для изделий, не имеющих большой ответственности. Недостаток состоит в частом перегреве сварочных электродов и деталей. Поэтому этот метод применяется редко.
Прерывным способом соединяют детали, которые постоянно вращаются в процессе сварки, но сварочный ток прерывается. Толщина свариваемых листов до 3мм. Благодаря продуманной сбалансированности соотношения скорости вращения роликов к частоте импульсов тока, позволяет обеспечить хорошую герметичность швов. Этот способ более эффективный и получил большее распространение. Сварочные ролики и заготовки не перегреваются. Качество швов хорошее.
Шаговый способ подразумевает прерывистое движение деталей ( пошагово). В момент остановки ролика подается большая величина тока, которая соединяет металл. Можно сваривать листы до 3мм. толщины. При этом перегрев роликов и детали минимальный. Такой способ успешно применяют для соединения алюминиевых сплавов, а также плакированных металлов. Шовная роликовая сварка оснащена роликами, испытывающие большие нагрузки. Поэтому, их изготавливают из металлов, способных переносить такие нагрузки. Для этого используют сплавы меди и бронзы. Они способны иметь стойкость к деформациям и перегревам.
Шовная (роликовая) сварка | Рудетранс
 Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяются непрерывным или прерывистым швом, состоящим из отдельных сварных точек, в результате приложения усилия сжатия и подвода тока к вращающимся дисковым электродам (роликам).
Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяются непрерывным или прерывистым швом, состоящим из отдельных сварных точек, в результате приложения усилия сжатия и подвода тока к вращающимся дисковым электродам (роликам).Процесс шовной сварки осуществляется на специальных сварочных станках с двумя (или одним) вращающимися дисковыми роликами-электродами, которые плотно сжимают, прокатывают и сваривают соединяемые детали. Толщина свариваемых листов колеблется в пределах 0,2—3 мм. Применяется при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Аппараты роликовой сварки российского производства
- машина шовной сварки мш 2201
- машина шовной сварки мш 2203
- машина шовной сварки мш 3201
Сущность процесса
Роликовая сварка является разновидностью контактной сварки, поэтому в основу ее технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Заготовки накладывают друг на друга и зажимают обычно между двумя дисковыми электродами усилием сжатия Fсв (P). При подаче тока металл в зоне контакта деталей по оси электродов начинает нагреваться и расплавляться. По мере движения (прокатывания) заготовок между дисковыми электродами образуются новые сварные точки, перекрывающие или не перекрывающие друг друга. Как и при точечной сварке, не требуются специальные средства защиты расплава от взаимодействия с атмосферой.

Рисунок. Схема роликовой (шовной) сварки. Ролики шовной сварки
В зависимости от характера перемещения деталей и подачи сварочного тока различают следующие способы шовной сварки:
- непрерывную;
- прерывистую и
- шаговую.
Непрерывная сварка выполняется сплошным швом при постоянном протекании тока, непрерывном движении заготовок, а также при постоянном давлении дисковых электродов на свариваемые поверхности. Толщина свариваемых листов, как правило, не превышает 1 мм. Она получила ограниченное применение из-за быстрого износа роликов и сильного перегрева контактирующих с ними поверхностей деталей. Важное значение при непрерывной сварке имеют тщательная зачистка свариваемых поверхностей, одинаковая толщина и однородность состава соединяемых изделий. Используется для сварки не ответственных изделий из малоуглеродистых сталей.

Рисунок. Циклограмма непрерывной шовной сварки
Благодаря меньшему перегреву роликов и заготовок наиболее распространена прерывистая шовная сварка, осуществляемая при импульсной (прерываемой) подаче тока, непрерывном перемещении заготовок и постоянном давлении роликов. При каждом импульсе сварочного тока формируется единичная литая зона. Для образования герметичного шва с перекрывающимися сварными точками подбирается определенное соотношение скорости вращения дисковых электродов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм.

Рисунок. Циклограмма прерывистой шовной сварки
При шаговой шовной сварке к роликам прикладывается постоянное давление, детали перемещаются прерывисто (пошагово), а ток подается только во время остановки роликов. При этом контактируемые поверхности роликов и заготовок меньше перегреваются. Однако машины для данного способа сварки конструктивно сложнее и менее производительны.Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, берилиевая бронзы и другие сплавы.

Рисунок. Циклограмма шаговой шовной сварки