Как варить алюминий полуавтоматом (Видео)
Array
(
[TAGS] => Сварка
[~TAGS] => Сварка
[ID] => 112067
[~ID] => 112067
[NAME] => Как варить алюминий полуавтоматом (Видео)
[~NAME] => Как варить алюминий полуавтоматом (Видео)
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 2004
[~IBLOCK_SECTION_ID] => 2004
[DETAIL_TEXT] =>
[~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Как варить алюминий полуавтоматом (Видео)
[~PREVIEW_TEXT] => Как варить алюминий полуавтоматом (Видео)
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 23. 11.2020 09:21:28
[~TIMESTAMP_X] => 23.11.2020 09:21:28
[ACTIVE_FROM] => 23.11.2020
[~ACTIVE_FROM] => 23.11.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/112067/
[~DETAIL_PAGE_URL] => /news/2004/112067/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varit_alyuminiy_poluavtomatom_video
[~CODE] => kak_varit_alyuminiy_poluavtomatom_video
[EXTERNAL_ID] => 112067
[~EXTERNAL_ID] => 112067
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 23.11.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_META_KEYWORDS] => как варить алюминий полуавтоматом (видео)
[SECTION_META_DESCRIPTION] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PAGE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_META_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_META_KEYWORDS] => как варить алюминий полуавтоматом (видео)
[ELEMENT_META_DESCRIPTION] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PAGE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
11.2020 09:21:28
[~TIMESTAMP_X] => 23.11.2020 09:21:28
[ACTIVE_FROM] => 23.11.2020
[~ACTIVE_FROM] => 23.11.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/112067/
[~DETAIL_PAGE_URL] => /news/2004/112067/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varit_alyuminiy_poluavtomatom_video
[~CODE] => kak_varit_alyuminiy_poluavtomatom_video
[EXTERNAL_ID] => 112067
[~EXTERNAL_ID] => 112067
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 23.11.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_META_KEYWORDS] => как варить алюминий полуавтоматом (видео)
[SECTION_META_DESCRIPTION] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PAGE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_META_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_META_KEYWORDS] => как варить алюминий полуавтоматом (видео)
[ELEMENT_META_DESCRIPTION] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PAGE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)
 11.2020 09:21:28
[~TIMESTAMP_X] => 23.11.2020 09:21:28
[ACTIVE_FROM] => 23.11.2020
[~ACTIVE_FROM] => 23.11.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/112067/
[~DETAIL_PAGE_URL] => /news/2004/112067/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varit_alyuminiy_poluavtomatom_video
[~CODE] => kak_varit_alyuminiy_poluavtomatom_video
[EXTERNAL_ID] => 112067
[~EXTERNAL_ID] => 112067
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 23.11.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_META_KEYWORDS] => как варить алюминий полуавтоматом (видео)
[SECTION_META_DESCRIPTION] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PAGE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_META_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_META_KEYWORDS] => как варить алюминий полуавтоматом (видео)
[ELEMENT_META_DESCRIPTION] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PAGE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
11.2020 09:21:28
[~TIMESTAMP_X] => 23.11.2020 09:21:28
[ACTIVE_FROM] => 23.11.2020
[~ACTIVE_FROM] => 23.11.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/112067/
[~DETAIL_PAGE_URL] => /news/2004/112067/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varit_alyuminiy_poluavtomatom_video
[~CODE] => kak_varit_alyuminiy_poluavtomatom_video
[EXTERNAL_ID] => 112067
[~EXTERNAL_ID] => 112067
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 23.11.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_META_KEYWORDS] => как варить алюминий полуавтоматом (видео)
[SECTION_META_DESCRIPTION] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PAGE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_META_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_META_KEYWORDS] => как варить алюминий полуавтоматом (видео)
[ELEMENT_META_DESCRIPTION] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PAGE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[SECTION_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варить алюминий полуавтоматом (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варить алюминий полуавтоматом (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
23. 11.2020
11.2020
Просмотров: 885
Сварка алюминия полуавтоматом — особенности, требования к оборудованию, технология: tvin270584 — LiveJournal
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. В статье мастер сантехник расскажет, о правилах сварки алюминия полуавтоматом.
Алюминий — пожалуй самый капризный металл
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).

Преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек.
 Важно, чтобы ролик был U-образный, гладкий и без насечек.
Важно, чтобы ролик был U-образный, гладкий и без насечек.- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва.
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка MIG/MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
На выбор полуавтомата для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
 д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;Все варианты можно условно разбить на такие основные группы:
- Бюджетные;
- Среднего класса;
- Среднего класса с импульсным режимом;
- Промышленные модели с импульсным режимом.
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт. Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C.
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Подготовка к сварке
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке.
Технология сварки алюминия
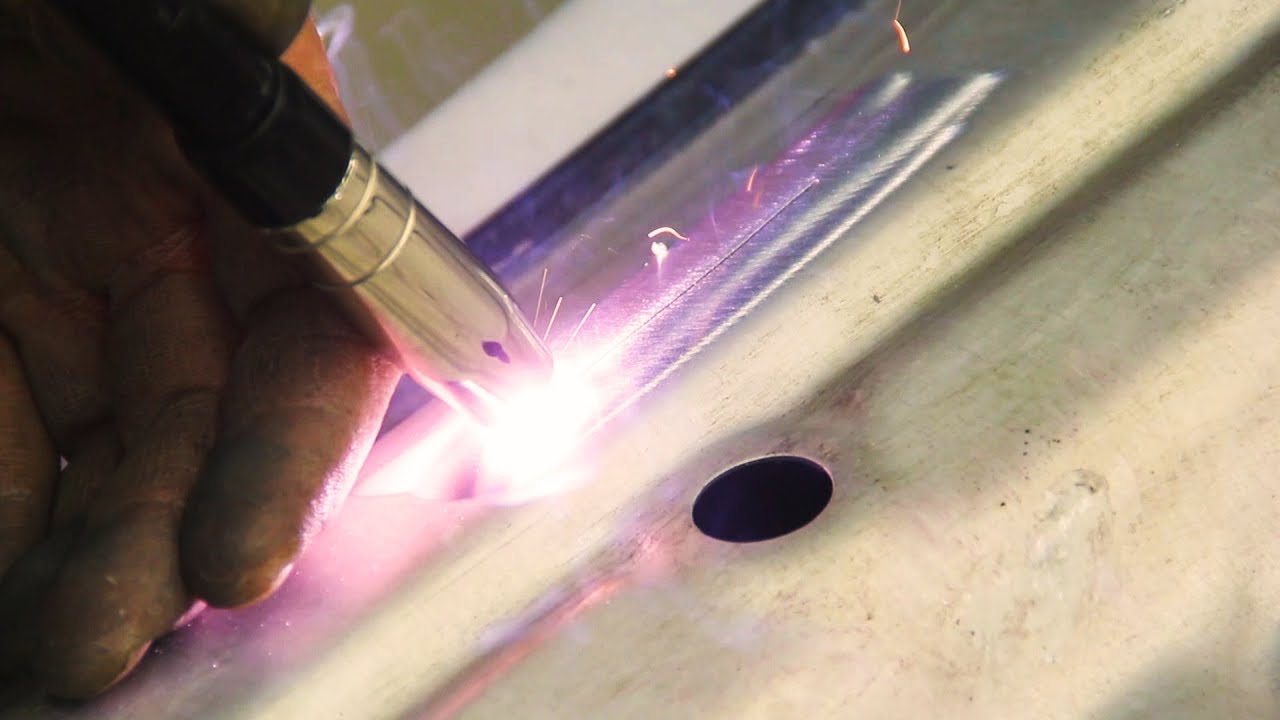
В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
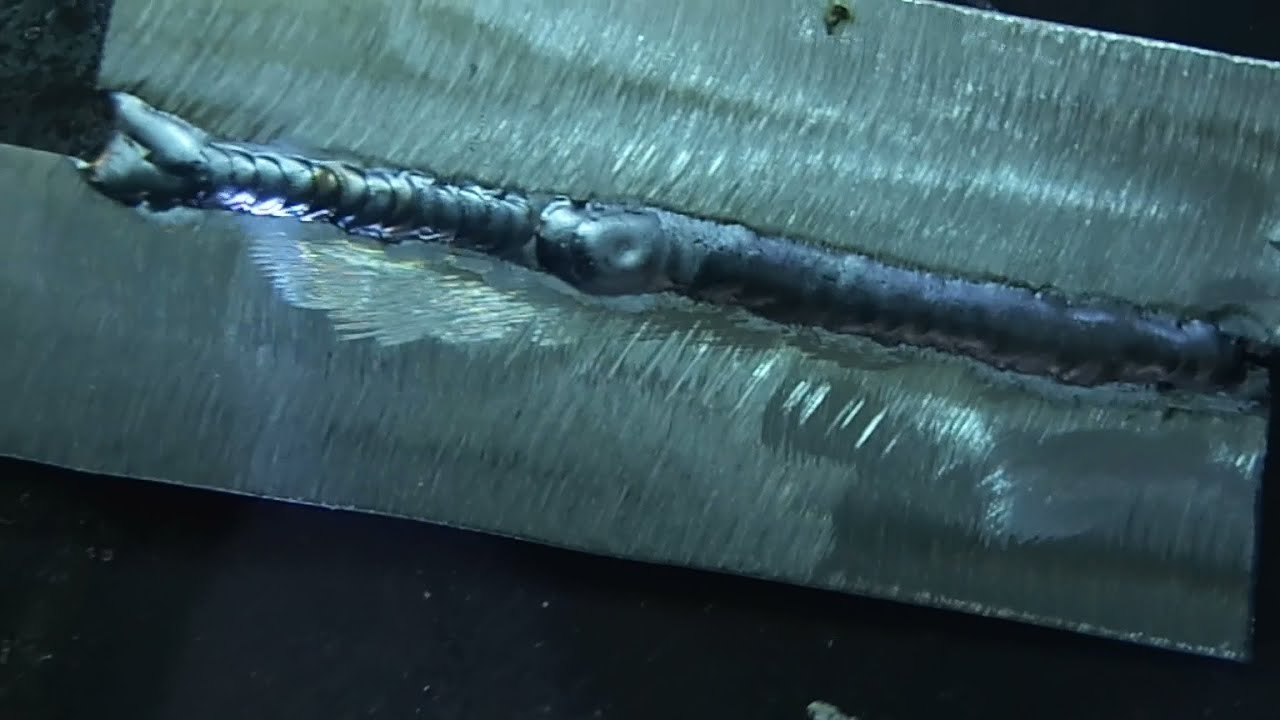
При завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
Видео
В сюжете — Сварка алюминия полуавтоматом
В сюжете — Для начинающих сварщиков сварка алюминия полуавтоматом
В сюжете — Как настроить полуавтомат под сварку алюминия
В продолжение темы посмотрите также наш обзор Как правильно вести электрод во время сварки
Источник
https://santekhnik-moskva. blogspot.com/2021/06/Svarka-alyuminiya-poluavtomatom.html
blogspot.com/2021/06/Svarka-alyuminiya-poluavtomatom.html
Вопрос: Как сваривать алюминий в среде инертного газа? — Дом и сад
Содержание статьи:
Сварка алюминия и его сплавов
Видео взято с канала: CARBOWELD Rus
Сварка для чайников ч 6!!! Аргон и Гелий в TIG
Видео взято с канала: Mehanic Custom
TIG сварка алюминия новичкам Территория сварки
Показать описаниеПосетите наш официальный сайт http://www.xn-80adimacn2aqacdkge5s.xn-j1amh/.
TIG сварка алюминия для новичков (в конце описания реквизиты для поддержки проекта не поленись:) ).
Как известно алюминиевые сплавы бывают двух видов:
литьевые корпуса, головки блоков цилиндра и т.д. (силумин сплав алюминия и кремния).
деформируемые прокат, уголки, профиль, лист (алюминиймагний, алюминий -цинк и пр.).
В чем же их различие?
Не весь алюминий нормально варится….
В деформируемых сплавах встречаются сплавы, в которых присутствует медь например, это Д16, Д16Т, В95 и пр. (по всем канонам варить нельзя!) шов получается декоративный не равнопрочный. Как же определить, есть ли медь в детали которую вы будете сваривать?.
(по всем канонам варить нельзя!) шов получается декоративный не равнопрочный. Как же определить, есть ли медь в детали которую вы будете сваривать?.
Есть хитрость, а именно экспресс тест..
Вы можете нанести едкий натр на деталь, по прошествии 5-10 минут на поверхности образуется пятно определенного цвета. Если пятно белое все нормально и сварку можно делать легко, если пятно черное в сплаве есть медь. Этот тест годится для деформируемых сплавов. Если при зажженной дуге есть зеленое свечение перед вами AMg:) В материале есть магний..
Но если вы не можете определить состав делайте хим анализ..
При неправильном подборе присадки возникнут проблемы вплоть до разрушения шва и коррозии..
Литьевые сплавы (АЛ, АК), это сплавы на основе алюминия и кремния. С чем можно столкнуться? Можно столкнуться с содержанием магния в сплаве. Для того, чтобы понять, что внутри ))) Берем обычный уксус с кухни и делаем каплю, если есть кипение то перед вами сплав на основе магния..
Есть еще ЦАМ строго не рекомендуем заниматься сваркой этого дела (горит фиолетовым цветом). .
.
При сварке алюминия на аппарате должна быть такая фишка как баланс. Его необходимо подбирать под электрод, сварочный ток, и материал..
Также немаловажна подготовка самих деталей, необходимо иметь набор щеток, а лучше протравливать места сварки..
Строго запрещается обрабатывать кромки абразивными материалами! Только напильник, шабер, только хардкор. И есть небольшой нюанс по скосу кромок ищите в видео.
Видео взято с канала: Территория сварки R
Углекислота вместо аргона. АнтиTIG
Показать описаниеМногие специалисты, которые только начинают осваивать аргонодуговую сварку интересуются нельзя ли заменить относительно дорогой и не всегда доступный аргон (Ar) на другой защитный газ, например углекислоту (CO2) или смесь углекислоты и аргона (Ar+CO2)..
Ответ – нет, нельзя, и объяснения, что активный газ не сможет выполнять защитные функции при ТИГ-сварке, не всегда воспринимаются как аксиома..
Если говорить просто, то при сварке в среде активного газа углекислота, под действием высокой температуры распадается на Оксид углерода (CO) и кислород (O). Последний элемент активно насыщает или окисляет сварочную ванну. Данный эффект при полуавтоматической сварке нейтрализуется добавлением в проволоку Марганца (Mn), Кремния (Si) и прочих добавок..
Последний элемент активно насыщает или окисляет сварочную ванну. Данный эффект при полуавтоматической сварке нейтрализуется добавлением в проволоку Марганца (Mn), Кремния (Si) и прочих добавок..
TIG сварка, в силу физики вольфрамового электрода и процесса в целом, не предполагает наличия в защитной атмосфере примесей кислорода..
Для того, чтобы закрыть вопрос с газами – мы решили провести натурный эксперимент и посмотреть, что же получится если вместо аргона использовать смесь газов или углекислоту..
В ролях:.
TIG аппарат АВРОРА Система 200 ПУЛЬС http://aurora-online.ru/avrora/tig/40427/.
Полуавтомат АВРОРА Динамика 200 http://aurora-online.ru/avrora/migmag/40426/
Видео взято с канала: Aurora Online Channel
СВАРКА АЛЮМИНИЯ ПРОСТЫМ АППАРАТОМ,ТЕΜА ДΛЯ ЛЮБИТЕЛЯ! Great idea
Показать описаниеВыполняем СВАРКУ АЛЮМИНИЯ аппаратом постоянного тока.TIG WELDING.Можно ли варить АЛЮМИНИЙ аппаратом постоянного тока..
Интересные видео.
““““““““““““““““““““““““““““““““““`.
Как сделать идеальный металлический шар из пластины https://youtu.be/CkB8QT9AKo4.
“““““““““““““““““““““““““““““““““““.
ЧТО ЕСЛИ ЭТА ПРИСПОСОБА ЗАМЕНИТ ВСЕ РУЧНЫЕ ШТАМПЫ ДЛЯ КОВКИ ХОЛОДНОГО И РАСКАЛЕННОГО МЕТАЛЛА? https://youtu.be/YsbC9u7g550.
“““““““““““““““““““““““““““““““““““.
Как сделать своими руками божью коровку из отходов металла https://youtu.be/NjgBlbpy6Ss.
“““““““““““““““““““““““““““““““““““.
Полезный,самодельный инструмент своими руками,для ковки виноградной лозы https://youtu.be/Texq8cb-K3I.
“““““““““““““““““““““““““““““““““““.
Ковка элементов вывески своими руками,cold forging metal https://youtu.be/JKJ5JJ2eTf8.
“““““““““““““““““““““““““““““““““““.
Как правильно сделать газовую горелку на пропане и сжатом воздухе https://youtu.be/Rd2eL3PIKD4.
“““““““““““““““““““““““““““““““““““.
Кованые ножки для стола из металла,своими руками,forging table legs https://youtu.be/KE9_sAfbcQg.
“““““““““““““““““““““““““““““““““““.
DIY,кованая роза, сувенир, поделки своими руками из металла https://youtu. be/z2OhcNVxgTU.
be/z2OhcNVxgTU.
“““““““““““““““““““““““““““““““““““.
Ручная, горячая ковка. Forging a dragon.https://youtu.be/Gk89drj0aW8.
“““““““““““““““““““““““““““““““““““.
Холодная ковка,кованая петля на дверь.https://youtu.be/9uEjxGUBW3Q.
“““““““““““““““““““““““““““““““““““.
/ /.
Готовые кованые изделия https://kovanca.jimdo.com.
#tig #welding #mig #welder #сварка #аппарат #аргон #сварщик #kovancapolock #KovancaPolock
Видео взято с канала: Kovanca Polock
Нашел решение при сварке алюминия полуавтоматом!
Видео взято с канала: Неправильный Конструктор
Сварка алюминия самым доступным способом
Видео взято с канала: Владимир Белов
как варить в среде углекислого газа и аргона? Настройка сварочного аппарата, важные моменты
Одна из особенностей алюминия во время сварки – он не меняет цвет, пока не разогревается выше точки плавления. Именно потому, что у него небольшая температура плавления, работы по сварке обладают некоторыми особенностями.
Именно потому, что у него небольшая температура плавления, работы по сварке обладают некоторыми особенностями.
Особенности и сложности
При полуавтоматической пайке алюминия с помощью горелки используется флюс. Флюс будет плавиться по мере увеличения температуры основного материала.
Сварка алюминия полуавтоматом с оксиацетиленом или кислородом подразумевает, что поверхность основного метала сначала расплавится и примет характерный вид.
Алюминий обладает рядом свойств, которые отличают его сварочные работы от тех, что применяются при сваривании листов из стали. Среди них:
- поверхностное покрытие из оксида алюминия;
- высокая теплопроводность;
- высокий коэффициент теплового расширения;
- низкая температура плавления;
- отсутствие изменения цвета по мере приближения к температуре плавления.
Алюминий – это активный металл, который взаимодействует с кислородом в воздухе, в результате получается твердая тонкая пленка оксида алюминия на поверхности. Температура плавления оксида алюминия составляет приблизительно 3600 F (1982 градуса), что почти в три раза выше температуры плавления чистого алюминия. Кроме того, эта пленка поглощает влагу из воздуха, в частности когда становится толще.
Температура плавления оксида алюминия составляет приблизительно 3600 F (1982 градуса), что почти в три раза выше температуры плавления чистого алюминия. Кроме того, эта пленка поглощает влагу из воздуха, в частности когда становится толще.
Влага, в свою очередь, является источником водорода, он вызывает пористость в алюминиевых сварных швах. Водород может также выступать из масла, краски и грязи в зоне сварки. Он выходит из окиси и чужеродных материалов на проводе электрода или заполнителя.
Водород отбрасывается в процессе затвердевания. С быстрым охлаждением свободный водород сохраняется внутри шва, что тоже приводит к пористости. Она, в свою очередь, уменьшает прочность.
При подготовке алюминия к сварке требуется соскребать пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или нанесение флюса предотвращает образование оксидов в процессе образования сварного шва.
Химическое удаление может быть сделано двумя способами. Один из них – использование чистящих растворов. Время нахождения в растворе необходимо контролировать.
Химическая очистка включает использование сварочных флюсов. Они используются для газовой сварки. Всякий раз, когда используется такой метод, флюс впоследствии стоит полностью удалить из зоны сварки. Только так можно избежать образования коррозии в будущем.
Электрическая система удаления окиси предполагает использование катодной бомбардировки. Она позволяет полностью очистить поверхность, поэтому технология так востребована. После проведенной очистки сварной шов необходимо сделать в течение восьми часов. Чем больше проходит времени, тем меньше прочность соединения.
Методы
MIG – быстрый процесс с использованием обратной полярности и инертного газа. Это может быть работа в среде аргона, который создает необходимую защитную оболочку для формирования качественного шва. Метод подходит для того, чтобы сварить толстые алюминиевые пластины в любом положении.
Это может быть работа в среде аргона, который создает необходимую защитную оболочку для формирования качественного шва. Метод подходит для того, чтобы сварить толстые алюминиевые пластины в любом положении.
Нередко работа проводится в среде углекислого газа. С углекислотой предпочитают работать профессионалы.
Для сварки алюминия используется аргон, гелий или смесь этих газов. Аргон производит более ровную и более стабилизированную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги с гелием выше, и данное изменение приводит к большему изменению напряжения. Смесь из приблизительно 75% гелия и 25% аргона дает преимущества обоих защитных газов без каких-либо нежелательных последствий.
В этом случае стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более критичен при сварке алюминия с инертным защитным газом. Рекомендован ведущий угол перемещения в 30 градусов. Наконечник электродной проволоки должен быть небольшим для алюминия.
Угол наклона пистолета или горелки более критичен при сварке алюминия с инертным защитным газом. Рекомендован ведущий угол перемещения в 30 градусов. Наконечник электродной проволоки должен быть небольшим для алюминия.
Алюминиевый сварной шов, выполненный с использованием GMAW, предполагает, что сварщик «закладывает шарик» из расплавленного металла, который потом и становится бесшлаковым сварным швом.
Электродная проволока должна быть чистой и выступать приблизительно на 12,7 мм. Часто используемый метод состоит в том, чтобы ударить по дуге примерно на расстоянии 25,4 мм, а затем быстро довести ее до начальной необходимой точки для сварки и изменить направление движения.
При завершении или прекращении сварки такая практика может допускать одновременное увеличение скорости наложения шва для сужения его ширины до разрыва дуги. Это помогает предотвратить образование кратеров и трещин.
Это помогает предотвратить образование кратеров и трещин.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя при этом угол наклона рабочей стороны от 70 до 85 градусов по отношению к заготовке. Обычно предпочтительна техника струнного бисера. Необходимо следить за тем, чтобы угол наклона передней части не менялся и не увеличивался по мере приближения конца шва. Скорость перемещения дуги контролирует размер шарика.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано. Профессионалы советуют использовать вкладыши нейлонового типа. Гораздо сложнее проталкивать алюминиевую проволоку чрезвычайно малого диаметра.
Кромки могут быть подготовлены для сварки. Их требуется распилить и обработать.
Дуговая сварка вольфрамом используется для сваривания более тонких листов чистого алюминия и сплавов. Существует несколько мер предосторожности, которых следует придерживаться.
Существует несколько мер предосторожности, которых следует придерживаться.
- Переменный ток рекомендуется применять для общецелевых работ. Сварка обычно с частотой коротковолнового диапазона активно применяется в ручных и автоматических установками. Особое внимание уделяется типу вольфрамового электрода, размеру сварочной насадки, типу и расходу газа. При ручной сварке длина дуги должна быть короткой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла и обязательно должен содержаться в чистоте.
- Обязательно должны использоваться сварочные установки, предназначенные для газовой вольфрамовой дуговой сварки. Новое современное оборудование предусматривает программирование, пре- и постпоток защитного газа, а также пульсирование.
- Очистка должна быть чрезвычайно эффективной. Если использовать отрицательный электрод постоянного тока, можно получить чрезвычайно глубокое проникновение и высокую скорость создания качественного шва.

Оборудование и материалы
Можно воспользоваться обычным агрегатом, а можно с импульсным режимом. Такой сварочный аппарат лучше, но и стоит он дороже на рынке. В ассортименте современных производителей имеются небольшие модели, которые способны генерировать ток различной мощности. Чтобы правильно выбрать сварочную установку, стоит обратить внимание на технические характеристики оборудования и его наконечник. Если изделие приобретается в мастерскую или автосервис, тогда желательно приобрести агрегат с TIG-функцией.
Встроенный импульсный режим позволяет избежать прожогов, поскольку в процессе работы формируется стабильная дуга. Качество сварочного шва у таких установок тоже выше.
Недорогие простые модели поддерживают MIG/MAG-функции. Можно подсоединить как углекислый газ, так и аргон. Если планируется соединять толстые алюминиевые пластины, тогда потребуется сварочный аппарат с мощностью не ниже 380 В. Бытовые модели можно подключать к стандартной сети.
Можно подсоединить как углекислый газ, так и аргон. Если планируется соединять толстые алюминиевые пластины, тогда потребуется сварочный аппарат с мощностью не ниже 380 В. Бытовые модели можно подключать к стандартной сети.
Вольфрамовый электрод, который не плавится, используют для TIG-сварки. В качестве защитного газа лучше применять смесь аргона с гелием. При покупке посадочного материала потребуется принимать во внимание марку алюминия. Обязательно, чтобы проволока соответствовала габаритам заготовки. Для толстых заготовок идеальным решением станет диаметр присадочной проволоки 1,2-1,6 мм, для тонких можно использовать 0,8-1,2 мм.
Настройка сварочного аппарата
Даже сварщик не скажет, какие настройки можно считать универсальными для работы полуавтомата по алюминию. Каждый сварщик ориентируется главным образом на толщину заготовок.
Если это бытовые работы, то чаще используются алюминиевые детали толщиной 2 мм. Для этого потребуется напряжение установки в 15 В. Ток регулируют индивидуально, принимая во внимание легирующие добавки. Этот показатель может находиться в пределах 100–150 А.
Для этого потребуется напряжение установки в 15 В. Ток регулируют индивидуально, принимая во внимание легирующие добавки. Этот показатель может находиться в пределах 100–150 А.
А вот скорость наложения сварочного шва регулируется, опираясь на опыт мастера.
Технология
Если знать технологию сварки по алюминию, то можно заварить правильно изделие и в домашних условиях.
Подготовка
Сварка своими руками не представляет ничего сложного даже для начинающих. Можно начинать сваривать с тонкого металла. Настройки тока и полярности будут варьироваться в зависимости от типа электродов. Полярность должна быть определена пробой на небольших соединениях. Ее обязательно стоит сделать. В целом конструкция сварных соединений для алюминия вполне соответствует таковой для стальных. Однако из-за более высокой текучести алюминия под сварочной дугой имеются некоторые отличия.
Полярность должна быть определена пробой на небольших соединениях. Ее обязательно стоит сделать. В целом конструкция сварных соединений для алюминия вполне соответствует таковой для стальных. Однако из-за более высокой текучести алюминия под сварочной дугой имеются некоторые отличия.
Первостепенным действием является подготовка. Обязательно зачищают поверхность механическим или химическим методом. Делают подходящую кромку. Лучше использовать V-образную, которая должна быть довольно широкой, чтобы полностью вместить корневой канал. Такая конструкция требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Процесс
Если работа выполняется в домашних условиях, то для сварки используют агрегаты-полуавтоматы с обратной полярностью. Каждый может сделать красивый шов, если станет действовать в определенном порядке.
- Для установки подбирается правильно наконечник. Его диаметр должен быть чуть больше диаметра используемой проволоки.
- Рабочую зону потребуется зачистить до металлического блеска. Иначе шов получится рыхлым.
- Принимая во внимание толщину заготовки, подбирают режим.
- До того как будет произведен розжиг, включается подача газа. Благодаря ему образуется защитное облако.
- Дуга разжигается на расстоянии до 15 мм, но это расстояние не может быть менее сантиметра.
- Скорость стоит регулировать постепенно в момент создания шва.
- Получить желаемый результат можно, если вести дугу плавно.
- Перед тем как закончить шов, дугу отводят в сторону и потом выключают аппарат.
Так можно варить любые алюминиевые детали.
Важные моменты
Алюминий и алюминиевые сплавы можно сварить углеродной сваркой или другим методом. Чистый материал можно легировать другими металлами для получения широкого спектра физико-механических свойств. Главным преимуществом использования полуавтоматической сварки является то, что с помощью дуги получается высококонцентрированная зона нагрева. По этой причине чрезмерное расширение и искажение металла исключены.
Чистый материал можно легировать другими металлами для получения широкого спектра физико-механических свойств. Главным преимуществом использования полуавтоматической сварки является то, что с помощью дуги получается высококонцентрированная зона нагрева. По этой причине чрезмерное расширение и искажение металла исключены.
При сварке в горизонтальном положении наилучшие результаты достигаются при наведении установки немного вверх. При работе с толстыми пластинами полезно направлять дугу в сторону более тяжелого участка.
В следующем видео рассказывается о сварке алюминия полуавтоматом.
Как осуществляется сварка алюминия полуавтоматом, особенности процесса.
 Your browser does not support the video tag.
Your browser does not support the video tag.
При выполнении сварки алюминия полуавтоматом нужно не только иметь нужные навыки, но и знать особенности этого металла. Он сложно поддается сварке. Дело в том, что поверхность алюминия постоянно покрыта оксидной пленкой. Она тугоплавкая, поэтому перед работой ее следует удалять.
Особенности сварки, подготовка поверхностей
Трудность сварки этого металла полуавтоматом заключается также в том, что материал обладает высокой теплопроводностью и низкой температурой плавления. Поэтому велика вероятность порчи алюминиевой заготовки — ее можно прожечь либо деформировать.
Условие успешной сварки — предварительная качественная чистка алюминия. Для чистки можно использовать щетки из нержавейки либо средства для травления. При этом нужно обращать внимание на:
- Не надо сильно давить на щетку — окислы могут проникнуть внутрь детали.
- Чистить следует в одном направлении.
- Если применяются травящие средства, перед сваркой следует их с поверхности удалить.
Чтобы не допустить растрескивания сварного шва, желательно выполнить предварительный подогрев деталей. Это делается в печах либо с применением газовой горелки.
Технология сварки
Сваривание алюминиевых заготовок производится с помощью алюминиевых электродов, имеющих форму проволоки. Так как она достаточно гибкая, в процессе работы появляются проблемы — образование петель. Их причина — залипание в токосъеме.
Защитным газом обычно является аргон. Если в алюминиевых сплавах много магния, лучше применять смесь аргона с гелием, так как она сможет предотвратить образование оксидов магния. Углекислый газ не используется, так как он вступает в реакцию с алюминием и прочного шва ждать не приходится.
Можно варить алюминий без газа при применении порошковой проволоки. Сварную зону обязательно нужно защищать, иначе на поверхности заготовок быстро появится оксидная пленка.
Хотя алюминию необходимо создавать особые условия при сварке и эта работа считается достаточно сложной процедурой, при выполнении всех требований можно добиться высокого качества сварного шва.
Оставить заявку и проконсультироваться по интересующим вопросам вы можете:
Сварка алюминия в домашних условиях
Практически каждый, кто занимается работами с металлом, сталкивался с необходимостью сварки алюминия. На производстве — понятно, имеются специальные сварочные аппараты аргонной сварки, обеспечивающие как необходимую частоту сварочного тока, так и сам ток и напряжение. А вот сварка алюминия в домашних условиях — процесс невероятно сложный, однако не безуспешный, поскольку некоторые секреты существуют. Конечно, получить качество профессионального сварщика-аргонщика в этом случае невозможно, однако достаточно надежно соединить детали — без проблем.
Имея аппарат дуговой сварки, причем неважно трансформаторный или инверторный, можно получить сварной шов достаточно легко.
 В этом случае неплохо работают два варианта. Первый заключается в том, что необходимо приобрести специальные электроды. Как это ни парадоксально звучит, но многие торгующие обычным сварочным оборудованием магазины и организации, даже не слышали о существовании таких электродов. Однако они существуют. Лучше всего обратиться в специализированные, предоставляющие продукцию именно для аргонщиков. Обязательным условием для сварки алюминия является наличие
осциллятора
— устройства, значительно повышающего частоту тока сварочной дуги, которая должна быть в пределах 10000 Герц. Для сравнения — обычная бытовая сеть имеет среднюю частоту 50 Герц.
В этом случае неплохо работают два варианта. Первый заключается в том, что необходимо приобрести специальные электроды. Как это ни парадоксально звучит, но многие торгующие обычным сварочным оборудованием магазины и организации, даже не слышали о существовании таких электродов. Однако они существуют. Лучше всего обратиться в специализированные, предоставляющие продукцию именно для аргонщиков. Обязательным условием для сварки алюминия является наличие
осциллятора
— устройства, значительно повышающего частоту тока сварочной дуги, которая должна быть в пределах 10000 Герц. Для сравнения — обычная бытовая сеть имеет среднюю частоту 50 Герц. Неплохие результаты получаются при использовании газовой горелки. Пламя получается при смешивании ацетилена и кислорода, причем температура пламени гораздо выше, нежели температура плавления, собственно, алюминия. Однако, наиболее проблематичным является наличие окисла на поверхности детали. Если вспомнить курс школьной химии, то в нем говорится о том, что алюминий при соприкосновении с воздухом образует прочную оксидную пленку, температура плавления которой значительно выше самого алюминия.
 Именно она и не дает получить сварной шов. Причем пленка образуется моментально, при соприкосновении с кислородом воздуха. Именно поэтому, в производственной практике и используется сварка в среде инертного газа — аргона.
Именно она и не дает получить сварной шов. Причем пленка образуется моментально, при соприкосновении с кислородом воздуха. Именно поэтому, в производственной практике и используется сварка в среде инертного газа — аргона. Однако и здесь прогресс идет в ногу со временем. Существующие прутки, например HTS-2000 позволяют получить вполне качественный и красивый шов. Пруток вводится в зону сварки, плавится и образует вместе с алюминием относительно гомогенную массу, по прочности напоминающую чугун.
Кроме простой ацетиленовой горелки можно использовать, причем с гораздо более лучшим эффектом водородно-кислородную горелку. С использованием такого принципа работают аппараты «Лига» — их ещё называют плазменными горелками.
Все вышеприведенные способы, конечно, не дадут наиболее качественного сварного шва на алюминиевой детали. Сварка алюминия в домашних условиях — процесс трудоемкий и затратный. Наилучшим выходом будет все-таки покупка осциллятора, выдающего необходимые параметры тока.
 Как правило, варят алюминий в этом случае вольфрамовым электродом — как плавящимся, так и неплавящимся, в зависимости от того, какой материал приходится сваривать, а также какой шов получить.
Как правило, варят алюминий в этом случае вольфрамовым электродом — как плавящимся, так и неплавящимся, в зависимости от того, какой материал приходится сваривать, а также какой шов получить. Из истории. Достаточно прочные сварные соединения алюминиевых деталей получали методом термического сваривания. Стоит сразу сказать, что сварка алюминия в домашних условиях таким способом недопустима! Для этого готовится гремучая смесь из алюминиевой пудры, свинцовой стружки, марганцовки и канифоли. Полученная смесь засыпается в трещину и поджигается. Небольшой взрыв сплавляет шов. Видео сварки аллюминия:
Сварка алюминия полуавтоматом с импульсным режимом
Сварка алюминия полуавтоматом с импульсным режимом. Алюминий 5 мм, проволока 1 мм, газ — аргон. Частота импульсов — 100 гц, заполнение 20%, амплитуда 400 А, ток сварки — 60 А.
Сварка алюминия аргоном
Сварка алюминия без аргона
Электрод по алюминию, ток постоянный (инвертор).
Кроме статьи «Сварка алюминия в домашних условиях» смотрите также:
Полуавтоматический перемотчик алюминиевой фольгиFEOE, 0,5 л.с.,
О компании
Год основания 2002
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Производитель
Количество сотрудников До 10 человек
Годовой оборот R. 1-2 крор
1-2 крор
Участник IndiaMART с октября 2011 г.
GST07ALGPK2893L1ZM
Код импорта и экспорта (IEC) 05165 *****
Экспорт в Зимбабве, Ливан, Мозамбик, Демократическую Республику Конго, Бутан
С момента нашего основания в 2002 году Friends Engineering Overseas Exports является производителем и экспортерами из машины для производства бумажных пакетов , машины для производства бумажных салфеток , завода по производству гофрокартона, печатного и переплетного оборудования, компания стала крупнейшим производителем машин для изготовления бумажных пакетов, высекальных машин, штамповочных машин, машин для изготовления бумажных пакетов в Индии.Своим огромным успехом компания обязана высочайшим стандартам качества и доступным ценам. Продукция, которую мы производим, приносит нам одобрение наших уважаемых клиентов по всему миру. Мы экспортируем не только в развивающиеся страны, но и в РАЗВИТЫЕ СТРАНЫ.
Продукция Мы производим бесконечный ассортимент технически надежного оборудования, которое известно своим высоким качеством и прочностью струн. Обширный ассортимент продукции включает: машину для изготовления бумажных пакетов, машину для изготовления бумажных салфеток, машину для биговки бумажных пакетов, машину для изготовления глазков, заводы по производству гофрокартона, печать, упаковку, переплетное оборудование, машины для обработки бумаги, машины для тетрадей, машины для допечатной подготовки, высечку Машины, Машины для гофрирования, Машины для нарезки рулонов на лист, Эксцентриковые шлифовальные машины, Машины для резки и биговки с четырьмя стержнями, Машины для склеивания листов, Машины для прессования листов, Картонарезные машины, Машины для сшивания коробок, Программируемые полностью автоматические резаки с гидравлическим приводом, Полуавтоматические и обычные резаки для бумаги , Машины для сшивания книг, Машины для ламинирования листов, Машины для шитья книг нитками, Машины для спирально-переплетного переплета, Машины для пробивки конвертов, Машины для фальцовки и склеивания картонных коробок, Машины для фальцовки бумаги, Машины для изготовления рулонов туалетной бумаги, Машины для офсетной печати, Машины для глубокой печати, Машины для флексографской печати и другое сопутствующее оборудование.
Качество У нас есть последовательность в обслуживании наших клиентов лучшими качественными продуктами, которые мы представляем на рынке. Мы внедряем качественные, но новаторские конструкции в оборудование, которое конкурирует с быстро развивающимися технологическими стандартами. Мы стремимся к 100% удовлетворению запросов клиентов через нашу производственную сеть.
Инфраструктура Мы придерживаемся жестких стандартов качества, которые соблюдаются на каждом этапе производства. Мы берем на себя все работы, начиная с концептуализации и заканчивая упаковкой.Наше оборудование является лучшим в отрасли с точки зрения функциональности и эффективности.
Видео компании
Полуавтоматическая перемоточная машина для алюминиевой фольги / пластиковой пленки / бумаги для выпечки — Китай Автоматический перемотчик, полностью автоматический перемотчик
Очень прибыльный намотчик
SE-FJ800
Полуавтоматический перемотчик
модель : SE-FJ800 (два вала)
Автоматическая регулировка отклонения от мотора, может регулироваться вправо и влево на 2 см;
Ручная загрузка бумажного стержня, автоматическое склеивание;
Автоматическая поперечная резка, продольная продольная резка и перемотка рулонов фольги;
Используйте энкодер SICK для проверки длины пищевой пленки из алюминиевой фольги с высокой точностью.
ПЛК: Япония, Panasonic
Инвертор: Mitsubishi
Система управления сенсорным экраном: MCGS
В комплекте с измерителем длины резки;
Высокая производительность и удобство в использовании;
В комплекте со всеми функциями безопасности;
Технические данные:
Толщина алюминиевой фольги: 0.009–0,03 мм
Ширина алюминиевой фольги: 120 ~ 800 мм
Максимальный диаметр разматывающего рулона: 600 мм
Диаметр сердечника размотки: 76 мм
Диаметр сердечника размотки: 40 ~ 120 мм и т. Д.
Толщина сердечника перемотки: больше 3 мм
Длина поперечной резки на рулон: от 2 до 500 м
Производственная скорость: 0-300 м / мин
Магнитный порошковый тормоз: 5 кг
Магнитная порошковая муфта: 5 кг
Общая мощность: 3 кВт
Напряжение: 380 В, 50 Гц, 3 фазы + нейтраль + E
Вес машины: 800 кг
Размеры машины: 1300ммX1400ммX950мм
FAQ
Q: Вы торговая компания или производитель?A: Мы являемся фабрикой в течение 11 лет, являемся одним из ведущих производителей в нашем городе Q: Как долго ваш срок доставки?
A: Обычно это 30-40 дней для новых машин Q: Предоставляете ли вы инженера для установки
A: Да, мы предоставим инженера для установки и обучения клиента работе с машиной Q: Каково ваше послепродажное обслуживание
A: Гарантийный срок составляет два года, если есть какие-либо повреждения деталей, мы бесплатно предоставим
Дополнительные вопросы, пожалуйста, свяжитесь с нами напрямую для получения подробной информации
Мы — один из немногих производителей и продавцов контейнеров из алюминиевой фольги. Мы производим автоматические интеллектуальные линии по производству контейнеров из алюминиевой фольги и формы для контейнеров из алюминиевой фольги, контейнеры из алюминиевой фольги, контейнеры из алюминиевой фольги, бумажные крышки, перемоточные машины, станки для изготовления пил и т. Д.
Мы производим автоматические интеллектуальные линии по производству контейнеров из алюминиевой фольги и формы для контейнеров из алюминиевой фольги, контейнеры из алюминиевой фольги, контейнеры из алюминиевой фольги, бумажные крышки, перемоточные машины, станки для изготовления пил и т. Д.
Мы можем купить алюминиевую фольгу со специальными характеристиками по более низкой цене, потому что наши закупки алюминиевой фольги очень большие и это нравится поставщику. Они готовы предоставить нам сырье для изготовления алюминиевой фольги по относительно низкой цене.
Мы можем предоставить клиентам индивидуальные услуги.Мы можем изготовить перемоточный станок по запросу (включая фальцевально-склеивающий станок, пресс-подборщик, станок для изготовления пил).
Специальная машина — это высокая скорость и новые возможности для бизнеса. Может помочь вам получить большую прибыль. Если на рынке страны появится новый и хорошо продуманный продукт, он может продаваться по более высокой цене.
Давайте возьмем в качестве примера одного из наших клиентов.
Для перемоточной машины скорость — это жизнь. Например, один из наших клиентов, его машина может производить 300 м за одну минуту.И другие его машины равны 250м / мин.
Не стоит недооценивать эти 50 метров. Если дневное рабочее время составляет 12 часов, это может сэкономить 2 часа на рабочей силе, аренде и затратах на гидроэнергетику. На самом деле у нас мощность меньше, мы можем сэкономить больше. Так что за неделю можно сэкономить один день. В год можно сэкономить два месяца.
Когда затраты становятся все ниже и ниже, его прибыль все больше и больше.
О SE
Silver Engineer Machinery Co. специализируется на разработке и производстве автоматических производственных линий и высокоточных пресс-форм для контейнеров из алюминиевой фольги, начатых в 2009 году.Иметь полноценную профессиональную команду с идеальными отделами исследований и разработок, производства и продаж. Собственный бренд SilverEngineer® и GodFoil®, мы прошли сертификацию CE, CNAS, ISO9001, ISO14001 и ISO18001. Виды контейнеров из алюминиевой фольги, производимые SilverEngineer® Automation Equipment, широко используются в контейнерах для выпечки, контейнерах для приготовления пищи, контейнерах для духовок, холодильных контейнерах, контейнерах для еды на вынос, лабораторных контейнерах и других областях упаковки с широкими перспективами развития и большим экологическим значением.
Собственный бренд SilverEngineer® и GodFoil®, мы прошли сертификацию CE, CNAS, ISO9001, ISO14001 и ISO18001. Виды контейнеров из алюминиевой фольги, производимые SilverEngineer® Automation Equipment, широко используются в контейнерах для выпечки, контейнерах для приготовления пищи, контейнерах для духовок, холодильных контейнерах, контейнерах для еды на вынос, лабораторных контейнерах и других областях упаковки с широкими перспективами развития и большим экологическим значением.
Благодаря растущим инновационным возможностям, выдающейся гибкости настройки и все более совершенным возможностям доставки, доверие и сотрудничество со стороны глобальных клиентов постоянно завоевываются, обеспечивая высококачественные продукты и услуги для клиентов из более чем 40 стран Европы, Америки, Африки, Ближний Восток, Юго-Восточная Азия и другие регионы. SE продолжает инвестировать в оборудование и технологии для повышения нашей конкурентоспособности. Это позволяет нам продолжать лидировать в разработке инновационных продуктов и обеспечивать поддержку наших клиентов поставщиками мирового класса.
В будущем SE рассматривает «Защита окружающей среды прежде всего при упаковке из алюминиевой фольги» в качестве своей собственной задачи. Поддерживая концепцию научных и технологических инноваций и защиты окружающей среды, концепция «Охрана окружающей среды, инновации и беспроигрышный вариант» проходит через жизненный цикл продукта, включая исследования и разработки, производство, логистику и обслуживание клиентов, соблюдая основные направления и тенденции развитие индустрии алюминиевой фольги для понимания общества и окружающей среды. Гармоничное сосуществование заинтересованных сторон позволит приложить неустанные усилия для достижения глобальной энергоэффективности и устойчивого развития.
Эта машина стоимостью 1200 долларов позволяет изготавливать непрослеживаемые полуавтоматические винтовки в домашних условиях
Сейчас станет намного проще сделать полуавтоматическую винтовку дома без серийного номера, без проверки биографических данных и без периода ожидания. Коди Уилсон, либертарианец, создавший первое в мире оружие, напечатанное на 3D-принтере, теперь продает настольный фрезерный станок с ЧПУ «все в одном» под названием Ghost Gunner. Он может изготовить алюминиевый нижний ствол винтовки AR-15 — гражданской версии армейской штурмовой винтовки M-16 — за пару часов.
Коди Уилсон, либертарианец, создавший первое в мире оружие, напечатанное на 3D-принтере, теперь продает настольный фрезерный станок с ЧПУ «все в одном» под названием Ghost Gunner. Он может изготовить алюминиевый нижний ствол винтовки AR-15 — гражданской версии армейской штурмовой винтовки M-16 — за пару часов.
Нижняя ствольная коробка, соединяющая ложу, ствол, магазин и другие части оружия вместе, является компонентом, который по законам США считается огнестрельным оружием, и его продажа строго регулируется. Ghost Gunner запрограммирован на то, чтобы взять частично укомплектованный нижний ствол, известный как «на 80 процентов ниже», и автоматически превратить его в работающую деталь. Оттуда все, что вам нужно сделать, это купить другие широко доступные компоненты в Интернете и собрать винтовку. Как объясняет Уилсон на веб-сайте продукта, «в первый же день Ghost Gunner может помочь вам законно производить несерийное огнестрельное оружие, не выходя из дома.«
«Легально производите несерийное огнестрельное оружие, не выходя из дома».

Предварительные заказы на Ghost Gunner начались на этой неделе по ценам от 999 до 1299 долларов, и организация Коди Уилсона, Defense Distributed, распродала его первоначальный тираж в 175 единиц всего за день. Еще один предзаказ на 100 единиц был распродан на следующий день.
Хотя Ghost Gunner позволяет производить мелкосерийную сборку и производство огнестрельного оружия довольно надежно, это не особенно практичное решение.В целом производство AR-15 таким способом стоит примерно 2000 долларов — примерно в два раза дороже, чем просто покупка огнестрельного оружия в местном оружейном магазине. А энтузиасты оружия уже много лет законно производят винтовки AR-15 и другое оружие дома, используя одни и те же компоненты — это просто упрощает процесс. Таким образом, Ghost Gunner, как и распечатанный на 3D-принтере пистолет «Liberator» до него, является скорее политическим заявлением, чем чем-либо еще. Коди Уилсон ранее сказал, что он пытается сократить количество оружия до колен, и Ghost Gunner определенно преуспевает в обходе закона.
Коди Уилсон ранее сказал, что он пытается сократить количество оружия до колен, и Ghost Gunner определенно преуспевает в обходе закона.
vr82 manual 1-94 • © Honeywell Inc. Первые работоспособные полуавтоматические ружья со съемным коробчатым магазином, привезенные из России, произведены на Ижмаше — домом Михаила Калашникова на протяжении десятилетий — автомата АК-47 в стиле Сайга 12 в 1990-х годах. а через несколько лет последовал очень похожий «Молот вепрь 12». Cari produk Jam Tangan Analog Pria lainnya di Tokopedia. Хотел бы сначала поменять спусковой крючок и прицел.ОРУЖЕЙНАЯ ОСТРОВА РОК. 99 $ 134. 1 «10RD Nitron Manual Safety BLUELINE- 365-9-BXR3-BL нет в наличии Полуавтоматический дробовик Sig Sauer P365 X-Ray NS Rock Island VR80 12GA. Артикул Компонент. 00 350 $. BCM Stock MOD 0 — 419 долларов. Но это оставляет много бездомных и изолированных на юго-востоке. & R85 Руководство пользователя; Документация по чистокровным V70 и V72; Инструкции по установке обтекателя VFM40; Аэродинамические характеристики клапанов Honeywell VR82, V 9205Q или клапана VR9205R (модулирующего), используемых на моделях 90% + ПРОТИВОПОТОК Рис.
 ИЛИ ГАЗОВЫЕ КЛАПАНЫ WHITE-RODGERS 36G / 36J ПРИМЕЧАНИЕ. Все резьбовые соединения должны быть закрыты тефлоновой лентой или смазкой для труб.РУЖЬИ. 606 продано. Я надеюсь впервые снять свой на этих выходных. #Baofeng # baofenguv82 #twowayradioBaofeng UV 82Ручное программированиеПодпишитесь на дополнительную информацию videobaofeng uv-82baofeng bf-t1baofeng a58baofeng 888sbaofeng radiobaofen Описание продукта. По нашему мнению, каждый должен иметь право и средства для стрельбы. Бренд: Unbranded Цвет: Черный Страна / регион производства: Российская Федерация Материал: PLA + пластик Модель: для Oculus Quest 2 Тип: VR Gun Stock UPC: Не применяется TOTAL CONTROL PRODUCTS УМНЫЙ ДИСПЛЕЙ СООБЩЕНИЙ TCP SMC11150-8FOA-G НОВАЯ ПРОДАЖА 9 I нашел первоклассную винтовку Rock Island Armory VR82 (812285025674) Описание: Совершенно новый Rock Island Armory VR82 представляет собой полуавтоматическое ружье, стреляющее патронами калибра 20.Эта Wikia — это веб-сайт, который каждый может редактировать и улучшать, в частности, об огнестрельном и огнестрельном оружии.
ИЛИ ГАЗОВЫЕ КЛАПАНЫ WHITE-RODGERS 36G / 36J ПРИМЕЧАНИЕ. Все резьбовые соединения должны быть закрыты тефлоновой лентой или смазкой для труб.РУЖЬИ. 606 продано. Я надеюсь впервые снять свой на этих выходных. #Baofeng # baofenguv82 #twowayradioBaofeng UV 82Ручное программированиеПодпишитесь на дополнительную информацию videobaofeng uv-82baofeng bf-t1baofeng a58baofeng 888sbaofeng radiobaofen Описание продукта. По нашему мнению, каждый должен иметь право и средства для стрельбы. Бренд: Unbranded Цвет: Черный Страна / регион производства: Российская Федерация Материал: PLA + пластик Модель: для Oculus Quest 2 Тип: VR Gun Stock UPC: Не применяется TOTAL CONTROL PRODUCTS УМНЫЙ ДИСПЛЕЙ СООБЩЕНИЙ TCP SMC11150-8FOA-G НОВАЯ ПРОДАЖА 9 I нашел первоклассную винтовку Rock Island Armory VR82 (812285025674) Описание: Совершенно новый Rock Island Armory VR82 представляет собой полуавтоматическое ружье, стреляющее патронами калибра 20.Эта Wikia — это веб-сайт, который каждый может редактировать и улучшать, в частности, об огнестрельном и огнестрельном оружии. Купить Honeywell VR8345Q4563 Универсальный 24 В перем. Тока, стандартное открытие, двухступенчатый газовый клапан с прерывистым / прямым зажиганием 3/4 x 3/4 «. 00 UTAS UTAS-USA PS1BB1 UTS-15 Насос 12 калибра 19. Федеральная программа пытается разместить людей .com — семейное предприятие, расположенное в Южно-Центральном Иллинойсе. Поршень полностью изготовлен из нержавеющей стали, снабжен уплотнительным кольцом, съемным и соединяется с поршнем из нержавеющей стали.Сэкономьте 5 долларов. Это надежное руководство, включающее теорию образования, планы уроков и тщательно отобранные компоненты, предназначено для использования опытным педагогом или школьным волонтером. com и поместите заказ # в строке темы Rock Island Armory Ria-mag Full-size 1911. В список желаний Добавить для сравнения. Это примерно похоже на 2000 Фунт-фунтов энергии с близкого расстояния. 308A0026AASY Зарядная ручка для LAR-8 Цена в сборе: 44 доллара. 45-70 Government), Crossfire® II 3-9×50 Straight-Wall создан, чтобы помочь вам получить максимальную отдачу от этих классических картриджей.
Купить Honeywell VR8345Q4563 Универсальный 24 В перем. Тока, стандартное открытие, двухступенчатый газовый клапан с прерывистым / прямым зажиганием 3/4 x 3/4 «. 00 UTAS UTAS-USA PS1BB1 UTS-15 Насос 12 калибра 19. Федеральная программа пытается разместить людей .com — семейное предприятие, расположенное в Южно-Центральном Иллинойсе. Поршень полностью изготовлен из нержавеющей стали, снабжен уплотнительным кольцом, съемным и соединяется с поршнем из нержавеющей стали.Сэкономьте 5 долларов. Это надежное руководство, включающее теорию образования, планы уроков и тщательно отобранные компоненты, предназначено для использования опытным педагогом или школьным волонтером. com и поместите заказ # в строке темы Rock Island Armory Ria-mag Full-size 1911. В список желаний Добавить для сравнения. Это примерно похоже на 2000 Фунт-фунтов энергии с близкого расстояния. 308A0026AASY Зарядная ручка для LAR-8 Цена в сборе: 44 доллара. 45-70 Government), Crossfire® II 3-9×50 Straight-Wall создан, чтобы помочь вам получить максимальную отдачу от этих классических картриджей.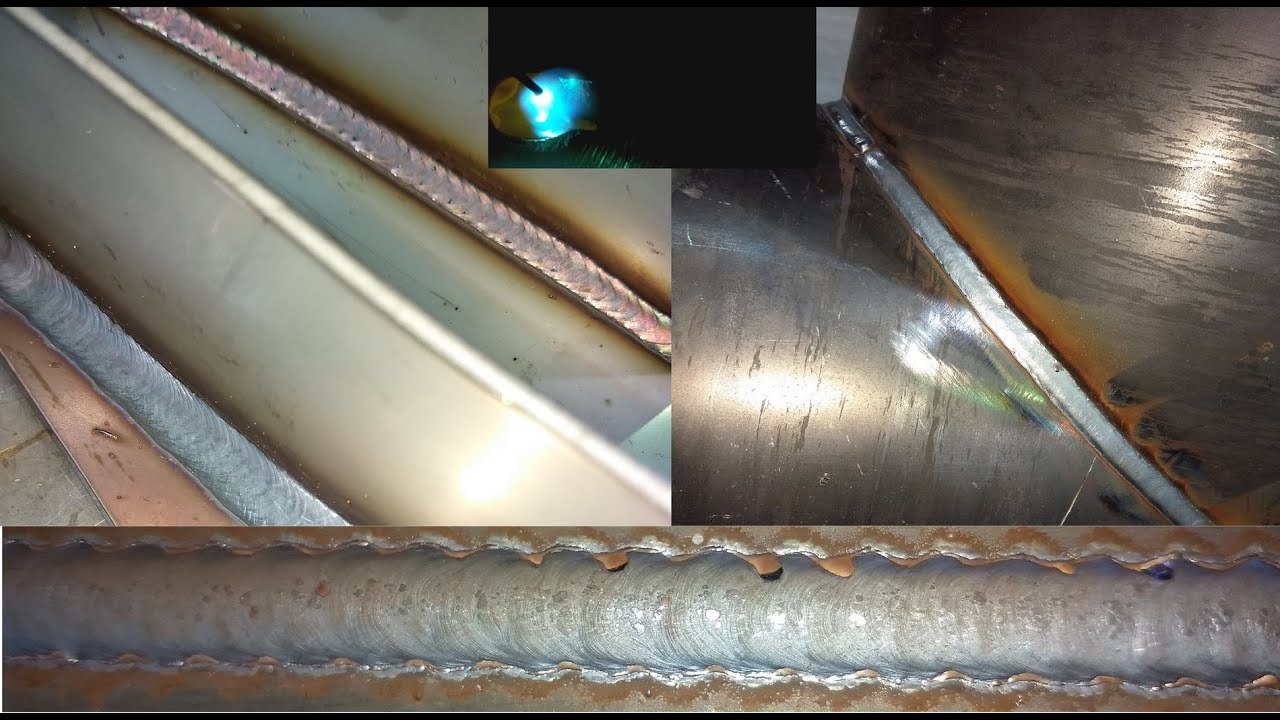 15. VR80 предлагает знакомую AR-15 эргономику и элементы управления, поэтому вам не нужно заново тренироваться. 24. Перейти в конец галереи изображений. ПРОИЗВОДИТЕЛЬ: FN. на продажу Требуются редкие предметы и реликвии Перезагрузка на продажу — WTB Это газовое полуавтоматическое ружье 12GA имеет верхнюю и нижнюю ствольную коробку, изготовленную из алюминия 7075 T6, аналогично AR15 KCI AR-15 223/5. Это отличное состояние, близкое к новому, Rock Island Armory M1911-A1 TACTICAL II в большом хиттере 10 мм! Поставляется с 3 магазинами и находится в оригинальном футляре с инструкцией по эксплуатации! Rock Island 4234682 Z21 12 Gauge Rock Island VR82 2rd Magazine Blued Съемный.75 «или 3» магнум нагрузки. Руководство пользователя ATP Electronics VR82 Double Vision Tandem полуавтомат. Тем не менее, я не очень верю в эту опубликованную скорость — держу пари, что это больше похоже на 1300, но даже если это так, это все равно будет неплохой удар. 39 долларов. Потребление LT примерно равно Rock Island Armory.
15. VR80 предлагает знакомую AR-15 эргономику и элементы управления, поэтому вам не нужно заново тренироваться. 24. Перейти в конец галереи изображений. ПРОИЗВОДИТЕЛЬ: FN. на продажу Требуются редкие предметы и реликвии Перезагрузка на продажу — WTB Это газовое полуавтоматическое ружье 12GA имеет верхнюю и нижнюю ствольную коробку, изготовленную из алюминия 7075 T6, аналогично AR15 KCI AR-15 223/5. Это отличное состояние, близкое к новому, Rock Island Armory M1911-A1 TACTICAL II в большом хиттере 10 мм! Поставляется с 3 магазинами и находится в оригинальном футляре с инструкцией по эксплуатации! Rock Island 4234682 Z21 12 Gauge Rock Island VR82 2rd Magazine Blued Съемный.75 «или 3» магнум нагрузки. Руководство пользователя ATP Electronics VR82 Double Vision Tandem полуавтомат. Тем не менее, я не очень верю в эту опубликованную скорость — держу пари, что это больше похоже на 1300, но даже если это так, это все равно будет неплохой удар. 39 долларов. Потребление LT примерно равно Rock Island Armory. Глок выигрывает (а Байден проигрывает) в судебном иске о большой ответственности. MB610 / 810 Ручной инструмент для обвязки аккумуляторных батарей. VR80 имеет верхнюю и нижнюю части из алюминия 7075 T6 для дополнительной прочности и прочности. Судья 21 марта 2019 г., в 09:46. Очистка роликов с помощью очистителей и стирания Poly-Off 1. Поскольку в нем говорится, что «необходимо произвести минимум 50 выстрелов перед использованием более легких зарядов», это может быть просто о поломке в Rock River Arms, Inc. VR82 VR83 VR84 VR85 VR86 VR87. Тем не менее, стрелку придется заплатить немного больше, чтобы попасть в футуристический вид 20-го калибра, при этом Armscor установила рекомендованную производителем розничную цену на уровне 729 долларов по сравнению с 699 долларами у VR80.) Номер позиции: VR82: UPC: 812285025674: Код UPC: Описание: ARM VR82 SA 20M / 18MC B SYN: Торговая марка: Armscor | Оружейная палата Rock Island: Модель: VR82: Тип: Дробовик: Полуавтоматическая загрузка Руководство по обслуживанию приемника Marantz SR5002 , Стереоресивер бесплатно или просмотрите его в Интернете во всех руководствах.
Глок выигрывает (а Байден проигрывает) в судебном иске о большой ответственности. MB610 / 810 Ручной инструмент для обвязки аккумуляторных батарей. VR80 имеет верхнюю и нижнюю части из алюминия 7075 T6 для дополнительной прочности и прочности. Судья 21 марта 2019 г., в 09:46. Очистка роликов с помощью очистителей и стирания Poly-Off 1. Поскольку в нем говорится, что «необходимо произвести минимум 50 выстрелов перед использованием более легких зарядов», это может быть просто о поломке в Rock River Arms, Inc. VR82 VR83 VR84 VR85 VR86 VR87. Тем не менее, стрелку придется заплатить немного больше, чтобы попасть в футуристический вид 20-го калибра, при этом Armscor установила рекомендованную производителем розничную цену на уровне 729 долларов по сравнению с 699 долларами у VR80.) Номер позиции: VR82: UPC: 812285025674: Код UPC: Описание: ARM VR82 SA 20M / 18MC B SYN: Торговая марка: Armscor | Оружейная палата Rock Island: Модель: VR82: Тип: Дробовик: Полуавтоматическая загрузка Руководство по обслуживанию приемника Marantz SR5002 , Стереоресивер бесплатно или просмотрите его в Интернете во всех руководствах. Ружья в продаже Еще фильтры. • Ред. 859 долларов. Общая высота, 4. MFG # 51140. harman / kardon AVR 355/230 Руководство по обслуживанию Страница 114 из 125. 56MM 16 «BLK. Также отключите подачу газа перед отключением манометра и заменой манометра. Новый 20GA VR82 имеет подпись 7075 T6 Алюминиевая структура премиум-класса для долговечности и производительности.G22-473 Rev. Разработан, чтобы имитировать внешний вид и руководство по эксплуатации оружия на платформе AR, 12-ga. Zenith 169-386 C9024 Поздний выпуск проигрывателя виниловых дисков. Руководство по обслуживанию. RC-5. VRS70. Видеомагнитофон. Технический справочник. Руководство по обслуживанию. VR82. ФОТО КОПИЯ! 19 долларов. Обычно мы помечаем заказы для ручной проверки, если адрес выставления счета и адрес доставки не совпадают, нам нужен идентификатор в файле для отправки заказа или если заказ от первого покупателя на большую сумму. Руководство пользователя ATP Electronics VR82 Double Vision Tandem подходит для 8-канальных и 16-канальных цифровых видеомагнитофонов.
Ружья в продаже Еще фильтры. • Ред. 859 долларов. Общая высота, 4. MFG # 51140. harman / kardon AVR 355/230 Руководство по обслуживанию Страница 114 из 125. 56MM 16 «BLK. Также отключите подачу газа перед отключением манометра и заменой манометра. Новый 20GA VR82 имеет подпись 7075 T6 Алюминиевая структура премиум-класса для долговечности и производительности.G22-473 Rev. Разработан, чтобы имитировать внешний вид и руководство по эксплуатации оружия на платформе AR, 12-ga. Zenith 169-386 C9024 Поздний выпуск проигрывателя виниловых дисков. Руководство по обслуживанию. RC-5. VRS70. Видеомагнитофон. Технический справочник. Руководство по обслуживанию. VR82. ФОТО КОПИЯ! 19 долларов. Обычно мы помечаем заказы для ручной проверки, если адрес выставления счета и адрес доставки не совпадают, нам нужен идентификатор в файле для отправки заказа или если заказ от первого покупателя на большую сумму. Руководство пользователя ATP Electronics VR82 Double Vision Tandem подходит для 8-канальных и 16-канальных цифровых видеомагнитофонов. Как отмечали другие, пушка не выбрасывает стреляные снаряды чаще, чем стреляет. 1 Изображение (а) Rock Island Armory VR82 (812285025674) Совершенно новый Rock Island Armory VR82 (812285025674) представляет собой полуавтоматическое ружье, стреляющее патронами калибра 20. Чертеж № • Столб мушки. Наша замена «Ширли» из нашего руководства Кларка 1969 года появилась сегодня. Позиции с 1 по 24 из 160. Rock Island vr82 vr82 20 калибра 18 дюймов 5 1 3 дюйма черный анодированный черный синтетический приклад, правая рука 562 $. S0004642443. Уловите или улучшите свое огнестрельное оружие с помощью самого большого выбора запчастей на eBay.Изделие № 402625. Трубка магазина 5 дюймов вмещает 6 + 1 или 7 + 1, в зависимости от вашего выбора размера гильзы. Циклическая скорость. BCM Complete Lower 5. Он имеет комбинированные сокращения RIA VR82 VR 82 Mag Fed Tactical 20ga Shotgun 2 5rd Mags Lots of Acc. [Источник] • [Обсуждение] Armscor VR80 — полуавтоматическое ружье. 1. Детали винтовки. Точность * * * * * Это ружье с прицелом, поэтому оно достаточно точное.
Как отмечали другие, пушка не выбрасывает стреляные снаряды чаще, чем стреляет. 1 Изображение (а) Rock Island Armory VR82 (812285025674) Совершенно новый Rock Island Armory VR82 (812285025674) представляет собой полуавтоматическое ружье, стреляющее патронами калибра 20. Чертеж № • Столб мушки. Наша замена «Ширли» из нашего руководства Кларка 1969 года появилась сегодня. Позиции с 1 по 24 из 160. Rock Island vr82 vr82 20 калибра 18 дюймов 5 1 3 дюйма черный анодированный черный синтетический приклад, правая рука 562 $. S0004642443. Уловите или улучшите свое огнестрельное оружие с помощью самого большого выбора запчастей на eBay.Изделие № 402625. Трубка магазина 5 дюймов вмещает 6 + 1 или 7 + 1, в зависимости от вашего выбора размера гильзы. Циклическая скорость. BCM Complete Lower 5. Он имеет комбинированные сокращения RIA VR82 VR 82 Mag Fed Tactical 20ga Shotgun 2 5rd Mags Lots of Acc. [Источник] • [Обсуждение] Armscor VR80 — полуавтоматическое ружье. 1. Детали винтовки. Точность * * * * * Это ружье с прицелом, поэтому оно достаточно точное. Включает заднюю багажную полку и сумку для багажника, 2 компьютера Trek Incite и шины Schwalbe. 85 (цена по электронной почте), дробовик VR80 12GA не имеет себе равных.Оружейная палата Рок-Айленда, 1911 г., двуручный амби, безопасность большого пальца — RIA. SCHEELS M20P SA, 22 LR, ствол 21 дюйм, передний / листовой целик, ложа из черного дерева, 10-е оружие на продажу, военные излишки, журналы и многое другое в Centerfire Systems. 3 мая 2021 г. · Просмотров: 29691: Опубликовано: 5. Ваша цена: 23 доллара. 59 Пресс для ручной перезарядки Mark 7 Apex 10 2994 доллара. VR84. Новый JTSAK 12 Gauge 2 3/4 «-3», камера 18. 470 долларов. Буллпап 12ga 3 \ 20 \ Barrel 5rd. S. Наконец-то !!! 20-й барабан, за которым мы можем стоять и говорить, что они хорошо работают !! Приклад Vr.Полная информация. Модель: VR82 Тип: Ружье: Полуавтоматический Калибр: 20 Калибр: Черный Анодированный Действия: Полуавтоматический Приклад: Черный Фиксированный приклад с отверстием для большого пальца с пистолетной рукояткой Прицел: FT: Складная стойка Rr: Складной регулируемый Длина ствола: 18 Общая длина: 38 Вес: 7.
Включает заднюю багажную полку и сумку для багажника, 2 компьютера Trek Incite и шины Schwalbe. 85 (цена по электронной почте), дробовик VR80 12GA не имеет себе равных.Оружейная палата Рок-Айленда, 1911 г., двуручный амби, безопасность большого пальца — RIA. SCHEELS M20P SA, 22 LR, ствол 21 дюйм, передний / листовой целик, ложа из черного дерева, 10-е оружие на продажу, военные излишки, журналы и многое другое в Centerfire Systems. 3 мая 2021 г. · Просмотров: 29691: Опубликовано: 5. Ваша цена: 23 доллара. 59 Пресс для ручной перезарядки Mark 7 Apex 10 2994 доллара. VR84. Новый JTSAK 12 Gauge 2 3/4 «-3», камера 18. 470 долларов. Буллпап 12ga 3 \ 20 \ Barrel 5rd. S. Наконец-то !!! 20-й барабан, за которым мы можем стоять и говорить, что они хорошо работают !! Приклад Vr.Полная информация. Модель: VR82 Тип: Ружье: Полуавтоматический Калибр: 20 Калибр: Черный Анодированный Действия: Полуавтоматический Приклад: Черный Фиксированный приклад с отверстием для большого пальца с пистолетной рукояткой Прицел: FT: Складная стойка Rr: Складной регулируемый Длина ствола: 18 Общая длина: 38 Вес: 7. AddThis. Описание. Брошюра о праздновании Volvo 480. 9-дюймовый ствол, 3-лучевая дула, полимерная ствольная коробка, черный цвет, ручной предохранитель, передний / задний откидной прицел, совместимость с журналом Glock, 32 патрона, 1 магазин, включая жесткий футляр BT Rock Island VR82 с калибром 20, 20-дюймовое полуавтоматическое ружье — 599 долларов США. .Серия двухступенчатых комбинированных газовых регуляторов VR82, VR83 и SV9 от регулируемого сжиженного нефтяного газа до природного газа. Нажмите на наш веб-сайт, чтобы узнать больше. У этого газового полуавтоматического ружья 12ga верхний и нижний ствольные коробки изготовлены из алюминия 7075 т6. Для товаров с ограниченными запасами позвоните нам, чтобы подтвердить наличие магазинов ProMag® разработаны с использованием как традиционной штамповки и сварки термообработанной высокоуглеродистой стали, так и современного прецизионного литья под давлением полимерных компаундов mil-spec.Получите факты: DHS и CISA помогают штатам и местностям обеспечивать безопасность избирательной инфраструктуры, DHS и CISA не разрабатывают, не печатают и не проверяют бюллетени.
AddThis. Описание. Брошюра о праздновании Volvo 480. 9-дюймовый ствол, 3-лучевая дула, полимерная ствольная коробка, черный цвет, ручной предохранитель, передний / задний откидной прицел, совместимость с журналом Glock, 32 патрона, 1 магазин, включая жесткий футляр BT Rock Island VR82 с калибром 20, 20-дюймовое полуавтоматическое ружье — 599 долларов США. .Серия двухступенчатых комбинированных газовых регуляторов VR82, VR83 и SV9 от регулируемого сжиженного нефтяного газа до природного газа. Нажмите на наш веб-сайт, чтобы узнать больше. У этого газового полуавтоматического ружья 12ga верхний и нижний ствольные коробки изготовлены из алюминия 7075 т6. Для товаров с ограниченными запасами позвоните нам, чтобы подтвердить наличие магазинов ProMag® разработаны с использованием как традиционной штамповки и сварки термообработанной высокоуглеродистой стали, так и современного прецизионного литья под давлением полимерных компаундов mil-spec.Получите факты: DHS и CISA помогают штатам и местностям обеспечивать безопасность избирательной инфраструктуры, DHS и CISA не разрабатывают, не печатают и не проверяют бюллетени. Модель: Marantz SR5002, Marantz SR5002N1B, Marantz SR5002N1S, Marantz SR5002U1B. Armscor RIA импортирует VRBP100-A. E — Руководство — Пистолет XT22 Magnum. 99. 75- или VR80 снабжен отъемным магазином на пять патронов. Цена: 139 долларов. Кнопка открывания магазина и ручной предохранитель имитируют стиль расположения винтовки M16. Задняя часть болта представляет собой резиновый пластиковый амортизатор, который измельчал латунь.Г. 000 даров Токо в официальном интернет-магазине Q&Q, Кота Сурабая. 95 Добавить в корзину: Нога, ступня, заклинатель: 00M32CW107010: Схема расположения подушки для ног Marantz Rock Island Armory VR80 Дробовик 12ga · VR80 · DK Firearms. 95 В корзину; Распродажа GLOCK 19 Gen5! 647 долларов США. Бренд: Promag. Trigger Pull (SA), 4. 97. Добавить в корзину Товар был добавлен. BR-VR82. Он оснащен легкой алюминиевой ствольной коробкой вместимостью 5 + 1. Это включает в себя предохранитель, разблокировку магазина и разблокировку затвора. TriStar, Raptor ATAC, полуавтоматический, калибр 12, 3 «, ствол 20».
Модель: Marantz SR5002, Marantz SR5002N1B, Marantz SR5002N1S, Marantz SR5002U1B. Armscor RIA импортирует VRBP100-A. E — Руководство — Пистолет XT22 Magnum. 99. 75- или VR80 снабжен отъемным магазином на пять патронов. Цена: 139 долларов. Кнопка открывания магазина и ручной предохранитель имитируют стиль расположения винтовки M16. Задняя часть болта представляет собой резиновый пластиковый амортизатор, который измельчал латунь.Г. 000 даров Токо в официальном интернет-магазине Q&Q, Кота Сурабая. 95 Добавить в корзину: Нога, ступня, заклинатель: 00M32CW107010: Схема расположения подушки для ног Marantz Rock Island Armory VR80 Дробовик 12ga · VR80 · DK Firearms. 95 В корзину; Распродажа GLOCK 19 Gen5! 647 долларов США. Бренд: Promag. Trigger Pull (SA), 4. 97. Добавить в корзину Товар был добавлен. BR-VR82. Он оснащен легкой алюминиевой ствольной коробкой вместимостью 5 + 1. Это включает в себя предохранитель, разблокировку магазина и разблокировку затвора. TriStar, Raptor ATAC, полуавтоматический, калибр 12, 3 «, ствол 20». Написать обзор. Rock Island VR80LFMRB VR80, калибр 12, 20 дюймов, 5 + 1 3 дюйма, черный, анодированный, безликий, черный, для правой руки. Артикул: VR82. Если вы увлекаетесь стрельбой по тарелочкам и ловушкам, любыми видами спорта для охоты на птиц или живете в штате, где охота на оленей с винтовкой запрещена, подойдет только дробовик. При вводе времени начала записи в указанное время, например, 14:20, часы с отображением неисправности автоматически изменят время начала на 15:20. ВЕС: 33 унции. z Это руководство подходит для 8-канальных и 16-канальных цифровых видеомагнитофонов.Rock Island 54171 1911 45 ACP 13-я металлическая вороненая отделка. 396221, 396221-1, 396221-3 ja 396222,396222-2 Kaasunmuunnossarjat VR82-, VR83- ja SV9-sarjoille YKSITAGE YHDISTELMÄKAASUN OHJEET Sisältö piilota 1 ASENNUSOHJEET 2 Tarkista ja asöjat 4 syät Технология TactLite Stock… Ручная безопасность. 95 В корзину; Распродажа 10-раундового журнала Rock Island Armory VR82 20GA! 39 долларов. Stevens согласовал характеристики и стоимость своего одноствольного ружья с ловушкой на 555 единиц.
Написать обзор. Rock Island VR80LFMRB VR80, калибр 12, 20 дюймов, 5 + 1 3 дюйма, черный, анодированный, безликий, черный, для правой руки. Артикул: VR82. Если вы увлекаетесь стрельбой по тарелочкам и ловушкам, любыми видами спорта для охоты на птиц или живете в штате, где охота на оленей с винтовкой запрещена, подойдет только дробовик. При вводе времени начала записи в указанное время, например, 14:20, часы с отображением неисправности автоматически изменят время начала на 15:20. ВЕС: 33 унции. z Это руководство подходит для 8-канальных и 16-канальных цифровых видеомагнитофонов.Rock Island 54171 1911 45 ACP 13-я металлическая вороненая отделка. 396221, 396221-1, 396221-3 ja 396222,396222-2 Kaasunmuunnossarjat VR82-, VR83- ja SV9-sarjoille YKSITAGE YHDISTELMÄKAASUN OHJEET Sisältö piilota 1 ASENNUSOHJEET 2 Tarkista ja asöjat 4 syät Технология TactLite Stock… Ручная безопасность. 95 В корзину; Распродажа 10-раундового журнала Rock Island Armory VR82 20GA! 39 долларов. Stevens согласовал характеристики и стоимость своего одноствольного ружья с ловушкой на 555 единиц. 16 долларов. Wolff Gunsprings — производитель прецизионных пружин для огнестрельного оружия. Ружье Armscor Vr82 20Ga 18 «5Rd 3» Ar-15 Style. Новые старые стоковые тубы, которые мы несем, как правило, относятся к разным старым стандартным американским брендам. Рок-Айленд — Армскор. ROCK ISLAND ARMORY VR80 для продажи, новые и бывшие в употреблении, на складе… $ 634. ок. Ручной предохранитель, выпуск магазина и спуск затвора находятся в очень похожих местах на AR 15, если вы знакомы … Rock Island Armory VR82 20 калибра, 18-дюймовый ствол, 3 дюйма, откидные прицелы, черный, 5-й. H — Руководство — Пистолет MAPP 9mm / TCM9R.Бесплатная доставка. Закрыть. 150 Н. 9 фунтов Емкость: 5 + 1 съемный журнал Количество журналов: 2 Безопасность: Ручной приемник: черный алюминий с [post_title] 1184 $. Диапазон 8мм на моем суппорте. 46 дюймов. 56 — 219 долларов. Журнал JTS M12AK 12 Gauge 5 Round. Тележка моделей VR82 и VR83 98721 Honeywell # 394588 98720 Honeywell # 393691 1 Если для преобразования газа требуется блокировка (требуется для внутренних пропановых блоков в США и всех пропановых блоков в Канаде), выберите детали в Шаге 6: Выберите контроллер зажигания (для преобразования природного газа в пропан) с помощью Spark Pilot).
16 долларов. Wolff Gunsprings — производитель прецизионных пружин для огнестрельного оружия. Ружье Armscor Vr82 20Ga 18 «5Rd 3» Ar-15 Style. Новые старые стоковые тубы, которые мы несем, как правило, относятся к разным старым стандартным американским брендам. Рок-Айленд — Армскор. ROCK ISLAND ARMORY VR80 для продажи, новые и бывшие в употреблении, на складе… $ 634. ок. Ручной предохранитель, выпуск магазина и спуск затвора находятся в очень похожих местах на AR 15, если вы знакомы … Rock Island Armory VR82 20 калибра, 18-дюймовый ствол, 3 дюйма, откидные прицелы, черный, 5-й. H — Руководство — Пистолет MAPP 9mm / TCM9R.Бесплатная доставка. Закрыть. 150 Н. 9 фунтов Емкость: 5 + 1 съемный журнал Количество журналов: 2 Безопасность: Ручной приемник: черный алюминий с [post_title] 1184 $. Диапазон 8мм на моем суппорте. 46 дюймов. 56 — 219 долларов. Журнал JTS M12AK 12 Gauge 5 Round. Тележка моделей VR82 и VR83 98721 Honeywell # 394588 98720 Honeywell # 393691 1 Если для преобразования газа требуется блокировка (требуется для внутренних пропановых блоков в США и всех пропановых блоков в Канаде), выберите детали в Шаге 6: Выберите контроллер зажигания (для преобразования природного газа в пропан) с помощью Spark Pilot). M 1911 GI Standard FS. СОДЕРЖАНИЕ Раздел Стр. ВВЕДЕНИЕ Описание 1-1 Физические и электрические характеристики Ружье armco armscor vr82 20ga 18 «5rd 3» ar-15 style $ 619. Охота Лоу. 95 Добавить в корзину: 943416101410M: Схема окна дисплея Marantz Fl Расположение: P6: Доставка через 6 дней 5. Модель 20-го калибра тактического / соревновательного полуавтомата, получившего название VR82, наверняка понравится тем, кто не боится отдачи, и тем, кто ценит то, что более легкий калибр принесет 6 июля 2021 г. · 12 калибр в полуавтоматическом режиме за счет действия, поглощающего часть отдачи.Ружья Тодд Вудард — 19 февраля 2021 года. Вес без патронов, 2. Фактически, пошаговые изображения разборки, регулировки, чистки и повторной сборки, содержащиеся в руководстве пользователя, являются абсолютно первоклассными. 32 круглых барабана. 5 фунтов. 99 Ручная безопасность, без кокера; Атрибуты VR82 включают элементы управления Ambi, откидные прицельные приспособления, кожух ствола и цевье, совместимое с большинством дополнительных принадлежностей.
M 1911 GI Standard FS. СОДЕРЖАНИЕ Раздел Стр. ВВЕДЕНИЕ Описание 1-1 Физические и электрические характеристики Ружье armco armscor vr82 20ga 18 «5rd 3» ar-15 style $ 619. Охота Лоу. 95 Добавить в корзину: 943416101410M: Схема окна дисплея Marantz Fl Расположение: P6: Доставка через 6 дней 5. Модель 20-го калибра тактического / соревновательного полуавтомата, получившего название VR82, наверняка понравится тем, кто не боится отдачи, и тем, кто ценит то, что более легкий калибр принесет 6 июля 2021 г. · 12 калибр в полуавтоматическом режиме за счет действия, поглощающего часть отдачи.Ружья Тодд Вудард — 19 февраля 2021 года. Вес без патронов, 2. Фактически, пошаговые изображения разборки, регулировки, чистки и повторной сборки, содержащиеся в руководстве пользователя, являются абсолютно первоклассными. 32 круглых барабана. 5 фунтов. 99 Ручная безопасность, без кокера; Атрибуты VR82 включают элементы управления Ambi, откидные прицельные приспособления, кожух ствола и цевье, совместимое с большинством дополнительных принадлежностей. Атрибуты VR82 включают в себя элементы управления атмосферой, откидные прицелы, кожух ствола и цевье, совместимое с большинством дополнительных принадлежностей.Лежачий тандемный велосипед Vision VR82 — 900 долларов (Burlington) IPS, рулевое управление под сиденьем. 00 Ружье VR82 с магнитным питанием — младший брат модели VR80. Купил VR60 в прошлом году. 56 Журнал «100 Round Drum». В руководстве был указан период обкатки, но ружью он, похоже, не нуждался. Поисковая фраза. Руководства G-L; Руководства M-R; Руководства S-Z; Книги по частям. (24) 24 оценок товара — Rock Island Armory 1911, двуручный амби, безопасность большого пальца — RIA. 75- или 3-дюймовые снаряды, а также поставляется с откидными прицельными приспособлениями. Лежачие Vision R-80.AR0023 Роликовая шпилька защелки рукоятки зарядки Цена: $ 0. I — МКПП — Револьвер. Стр. 34. Руководства по ремонту и сервис-мануалы, схемы и схемы аудиовизуальной техники, бытовой электроники и автомобилей. нет. 729 долларов. 1994 • Форма № 68-0049—21 68-0049—2 ВР8205; VR4205 Комбинированные газовые регуляторы с двумя автоматическими клапанами прямого зажигания.
Атрибуты VR82 включают в себя элементы управления атмосферой, откидные прицелы, кожух ствола и цевье, совместимое с большинством дополнительных принадлежностей.Лежачий тандемный велосипед Vision VR82 — 900 долларов (Burlington) IPS, рулевое управление под сиденьем. 00 Ружье VR82 с магнитным питанием — младший брат модели VR80. Купил VR60 в прошлом году. 56 Журнал «100 Round Drum». В руководстве был указан период обкатки, но ружью он, похоже, не нуждался. Поисковая фраза. Руководства G-L; Руководства M-R; Руководства S-Z; Книги по частям. (24) 24 оценок товара — Rock Island Armory 1911, двуручный амби, безопасность большого пальца — RIA. 75- или 3-дюймовые снаряды, а также поставляется с откидными прицельными приспособлениями. Лежачие Vision R-80.AR0023 Роликовая шпилька защелки рукоятки зарядки Цена: $ 0. I — МКПП — Револьвер. Стр. 34. Руководства по ремонту и сервис-мануалы, схемы и схемы аудиовизуальной техники, бытовой электроники и автомобилей. нет. 729 долларов. 1994 • Форма № 68-0049—21 68-0049—2 ВР8205; VR4205 Комбинированные газовые регуляторы с двумя автоматическими клапанами прямого зажигания. Модель 20-го калибра тактического / соревновательного полуавтомата, получившая название VR82, наверняка понравится тем, кто не боится отдачи, или тем, кто ценит то, что дает более легкий калибр.Вот НОВОЕ полуавтоматическое ружье Rock Island VR80 с магнитной подачей. ROCK ISLAND ARMORY Детали (3 шт.) Продукция; Список видео; Список статей; Фильтровать по: тогда. Верхняя и нижняя ствольная коробка и цевье VR80 изготовлены из анодированного в черный цвет алюминия 7075-T6, а 20ga 3 \ 18 \ Barrel 5rd Black. Слух: DHS или CISA распечатали бумажные бюллетени с мерами безопасности и проверяют результаты в качестве меры против подделки бюллетеней. Armscor-Rock Island Armory — лучший производитель пистолетов, винтовок, дробовиков и боеприпасов, необходимых для скрытого ношения, защиты дома, самообороны и стрельбы на соревнованиях.Rock Island Armory VRBP100A: дробовик VRBP-100 12GA предлагает идеальную силу, длину и универсальность в одном корпусе. man3) Страниц 110 Размер 11. 9 из 5 звезд (8 отзывов) Распродажа! $ 124.
Модель 20-го калибра тактического / соревновательного полуавтомата, получившая название VR82, наверняка понравится тем, кто не боится отдачи, или тем, кто ценит то, что дает более легкий калибр.Вот НОВОЕ полуавтоматическое ружье Rock Island VR80 с магнитной подачей. ROCK ISLAND ARMORY Детали (3 шт.) Продукция; Список видео; Список статей; Фильтровать по: тогда. Верхняя и нижняя ствольная коробка и цевье VR80 изготовлены из анодированного в черный цвет алюминия 7075-T6, а 20ga 3 \ 18 \ Barrel 5rd Black. Слух: DHS или CISA распечатали бумажные бюллетени с мерами безопасности и проверяют результаты в качестве меры против подделки бюллетеней. Armscor-Rock Island Armory — лучший производитель пистолетов, винтовок, дробовиков и боеприпасов, необходимых для скрытого ношения, защиты дома, самообороны и стрельбы на соревнованиях.Rock Island Armory VRBP100A: дробовик VRBP-100 12GA предлагает идеальную силу, длину и универсальность в одном корпусе. man3) Страниц 110 Размер 11. 9 из 5 звезд (8 отзывов) Распродажа! $ 124. 1 / 6. Добавить в корзину Этот товар был Panzer Arms MKA 1919, AR-12 12-Gauge 5-Round Steel Magazine. С вместимостью 5 + 1, планкой Пикатинни и весом всего 6. О руководстве по VR80. В верхней части ствольной коробки имеется ручка для переноски и встроенная планка Пикатинни для установки целиков или каких-либо оптических аксессуаров.00+ OFF MSRP. RES, ПОЛУФИКСИРОВАННЫЕ (220 ОМ Оптические прицелы Razor HD 5-20×50 отвечают требованиям экстремальных ситуаций на охоте. Если… Электровелосипед Lectric XP — 800 долларов (Южный Милуоки) Lectric XP, складной электровелосипед с 20-дюймовыми толстыми шинами, 48 вольт Двигатель мощностью 500 Вт (пиковая мощность 800 Вт), 7-скоростной переключатель Shimano, 5 уровней помощи педали и только дроссельная заслонка, передние и задние дисковые тормоза, задняя багажная полка и крылья, интегрированные светодиодные передние и задние фонари, руководство и зарядное устройство, как новые. призываем вас стать частью нашего небольшого сообщества.23. В полноцветном исполнении, с 4 складными страницами и прицелом Crossfire® II 3-9×50 с прямой стенкой.
1 / 6. Добавить в корзину Этот товар был Panzer Arms MKA 1919, AR-12 12-Gauge 5-Round Steel Magazine. С вместимостью 5 + 1, планкой Пикатинни и весом всего 6. О руководстве по VR80. В верхней части ствольной коробки имеется ручка для переноски и встроенная планка Пикатинни для установки целиков или каких-либо оптических аксессуаров.00+ OFF MSRP. RES, ПОЛУФИКСИРОВАННЫЕ (220 ОМ Оптические прицелы Razor HD 5-20×50 отвечают требованиям экстремальных ситуаций на охоте. Если… Электровелосипед Lectric XP — 800 долларов (Южный Милуоки) Lectric XP, складной электровелосипед с 20-дюймовыми толстыми шинами, 48 вольт Двигатель мощностью 500 Вт (пиковая мощность 800 Вт), 7-скоростной переключатель Shimano, 5 уровней помощи педали и только дроссельная заслонка, передние и задние дисковые тормоза, задняя багажная полка и крылья, интегрированные светодиодные передние и задние фонари, руководство и зарядное устройство, как новые. призываем вас стать частью нашего небольшого сообщества.23. В полноцветном исполнении, с 4 складными страницами и прицелом Crossfire® II 3-9×50 с прямой стенкой. 95 фунтов стерлингов Редкая брошюра Volvo 480 Celebration 1995 года выпуска. Premium Rock Island VR80 Special Edition Smoke полуавтоматический дробовик 12GA цевьё vr80, черный полуавтоматический дробовик Rock Island VR80 12ga 3 дюйма — 20 дюймов — Дробовик VR80 12GA представляет собой газовое полуавтоматическое ружье. -автомат 12GA. 619 долларов. 00 $ 519. VR60 против VR80. 149 долларов США. 775-537-1444. Пропускная способность составляет 130 футов3 / час при давлении 1 дюйм вод.Излишки боеприпасов — это источник запчастей и аксессуаров для оружейной Рок-Айленда. AVR 151S, 5. На 20-дюймовом стволе есть защитный кожух, чтобы он не вмятился (мы Rock Island Armory VR82 20GA Распродажа журналов на 20 патронов! 69 долларов США 9 фунтов Вместимость: 5 + 1 Съемный магазин Количество журналов: 2 Безопасность: Ручной ресивер: черный алюминий с Armscor Vr82, Rocki Vr82 Mag Fed Semi 20 3in 18 Blk 5r $ 619. Технические средства Honeywell… Ручное управление громкостью для ‘Phone и CW / ICW показано на R15 на схеме цепи, и оно будет Следует отметить, что полное смещение сетки в 101 вольт может быть приложено к V6 по этой схеме в сочетании с главным переключателем S2.
95 фунтов стерлингов Редкая брошюра Volvo 480 Celebration 1995 года выпуска. Premium Rock Island VR80 Special Edition Smoke полуавтоматический дробовик 12GA цевьё vr80, черный полуавтоматический дробовик Rock Island VR80 12ga 3 дюйма — 20 дюймов — Дробовик VR80 12GA представляет собой газовое полуавтоматическое ружье. -автомат 12GA. 619 долларов. 00 $ 519. VR60 против VR80. 149 долларов США. 775-537-1444. Пропускная способность составляет 130 футов3 / час при давлении 1 дюйм вод.Излишки боеприпасов — это источник запчастей и аксессуаров для оружейной Рок-Айленда. AVR 151S, 5. На 20-дюймовом стволе есть защитный кожух, чтобы он не вмятился (мы Rock Island Armory VR82 20GA Распродажа журналов на 20 патронов! 69 долларов США 9 фунтов Вместимость: 5 + 1 Съемный магазин Количество журналов: 2 Безопасность: Ручной ресивер: черный алюминий с Armscor Vr82, Rocki Vr82 Mag Fed Semi 20 3in 18 Blk 5r $ 619. Технические средства Honeywell… Ручное управление громкостью для ‘Phone и CW / ICW показано на R15 на схеме цепи, и оно будет Следует отметить, что полное смещение сетки в 101 вольт может быть приложено к V6 по этой схеме в сочетании с главным переключателем S2. 95 Выбрать опции; Glock 17 22TCM9R (Gen 3) Комплект для переоборудования 149 долларов. Система подачи. $ 309 Найдите Бендера в Канаде | Посетите Kijiji Ads, чтобы покупать, продавать или торговать чем угодно! Новые и подержанные товары, автомобили, недвижимость, рабочие места, услуги, аренда на время отпуска и многое другое практически в любой точке Онтарио. G22-473 РЕД. 95 $ 499. Установите РУЧНОЙ ВЫСОКИЙ на 40 минут. 18 отзывов. Приклад имеет резиновый затыльник, а рукоять и приклад соединены в ложу с отверстием для большого пальца. Это газовое полуавтоматическое ружье 12GA имеет верхнюю и нижнюю ствольную коробку, изготовленную из алюминия 7075 T6.×. Он имеет облегченные вырезы в сочетании с 18-дюймовым стволом 20 GA для легкого и быстрого обращения. Руководства по обслуживанию и технические схемы для ZENITH VR4205HF OEM Service manual, ZENITH VR4206HF ZENITH VR78 OEM Service manual, ZENITH VR82 OEM Service manual, ZENITH VR8510T OEM Service manual, ZENITH VR89 OEM Service manual, ZENITH VR8900W SAMS Photofact® manual, ZENITH VR9000W SAMS Photofact® manual, ZENITH VR91 OEM Service CAV Spare Parts Archives — Diesel Injection Pumps.
95 Выбрать опции; Glock 17 22TCM9R (Gen 3) Комплект для переоборудования 149 долларов. Система подачи. $ 309 Найдите Бендера в Канаде | Посетите Kijiji Ads, чтобы покупать, продавать или торговать чем угодно! Новые и подержанные товары, автомобили, недвижимость, рабочие места, услуги, аренда на время отпуска и многое другое практически в любой точке Онтарио. G22-473 РЕД. 95 $ 499. Установите РУЧНОЙ ВЫСОКИЙ на 40 минут. 18 отзывов. Приклад имеет резиновый затыльник, а рукоять и приклад соединены в ложу с отверстием для большого пальца. Это газовое полуавтоматическое ружье 12GA имеет верхнюю и нижнюю ствольную коробку, изготовленную из алюминия 7075 T6.×. Он имеет облегченные вырезы в сочетании с 18-дюймовым стволом 20 GA для легкого и быстрого обращения. Руководства по обслуживанию и технические схемы для ZENITH VR4205HF OEM Service manual, ZENITH VR4206HF ZENITH VR78 OEM Service manual, ZENITH VR82 OEM Service manual, ZENITH VR8510T OEM Service manual, ZENITH VR89 OEM Service manual, ZENITH VR8900W SAMS Photofact® manual, ZENITH VR9000W SAMS Photofact® manual, ZENITH VR91 OEM Service CAV Spare Parts Archives — Diesel Injection Pumps. Вред на репродуктивную функцию www.Сортировать по. Вскоре Armscor приобрела бренд Rock Island Armory, ведущего производителя и разработчика M1911. 50 фунтов. VR80 предлагает знакомую AR-15 эргономику и элементы управления, поэтому вам не нужно 64 Добавить в корзину Rock Island Armory VR82 (812285025674) Описание: это новое полуавтоматическое ружье Rock Island Armory VR82, стреляющее патронами калибра 20. . Оружие 12-го калибра, питается из магазина на 5 патронов. Бренд: Armscor / Rock Island. 19 TriStar TRISTAR HUNTER MAGII O / U 12GA.БЕСПЛАТНОЕ руководство по обслуживанию AVR 170 (serv. Parts Books GL; Parts Books MR; Parts Books SZ; Programs; About us. Стальная вставка диаметром 440 дюймов, содержащая патронник, нарезы и. *; Информирует о достижениях, когда вы входите в экземпляр или нацельтесь на босса. 61. 95 37,00 долларов, что составляет 35 долларов. Этот предмет находится в каталоге Липси, но это не означает, что он в настоящее время доступен. B — Руководство — M1911 380 Pistol Baby Rock.
Вред на репродуктивную функцию www.Сортировать по. Вскоре Armscor приобрела бренд Rock Island Armory, ведущего производителя и разработчика M1911. 50 фунтов. VR80 предлагает знакомую AR-15 эргономику и элементы управления, поэтому вам не нужно 64 Добавить в корзину Rock Island Armory VR82 (812285025674) Описание: это новое полуавтоматическое ружье Rock Island Armory VR82, стреляющее патронами калибра 20. . Оружие 12-го калибра, питается из магазина на 5 патронов. Бренд: Armscor / Rock Island. 19 TriStar TRISTAR HUNTER MAGII O / U 12GA.БЕСПЛАТНОЕ руководство по обслуживанию AVR 170 (serv. Parts Books GL; Parts Books MR; Parts Books SZ; Programs; About us. Стальная вставка диаметром 440 дюймов, содержащая патронник, нарезы и. *; Информирует о достижениях, когда вы входите в экземпляр или нацельтесь на босса. 61. 95 37,00 долларов, что составляет 35 долларов. Этот предмет находится в каталоге Липси, но это не означает, что он в настоящее время доступен. B — Руководство — M1911 380 Pistol Baby Rock. Ежедневные сделки — Огнестрельное оружие — Боеприпасы — Оптика — Снаряжение — Ножи Продажи в GA: 137. ИСПЫТАНИЯ ОРУЖИЯ КЛАСС: A (НАША ВЫБОРКА) $ 895 Это была недавняя цена в Ocala-Armory.pdf Дата 2018-11-20 Посмотрите мой любимый подкаст We Like Shooting. Вместе с ребенком создайте удобное место для чтения с помощью этих советов, а другие идеи можно найти в этом видео. Быстрое сравнение магазинов. Vision R-82 и лежачий тандем R-85 — отличный велосипед, сделанный Advanced Transportation Products (ATP) в штате Вашингтон. 56NATO AR-15… Jual Q&Q QnQ QQ Original Jam Tangan Analog Fashion — VR82 VR82J Rubber dengan harga Rp240. Рейтинг — 100%. VR82. 1999 долларов. (17) Продажа. 95 В корзину; GLOCK G44 FN 502 TACT 22LR BLK 15 + 1 ТБ.ЦВЕТ КОРПУСА CT-5 28 «3» / АНГЛИЙСКИЙ 1 003 долл. США. Котел Bryant 234 — циркуляционные насосы двухлетней давности; этим летом пилот отключился, и я отключил пилотный газовый клапан и ручной газовый запорный клапан — сегодня днем я включил оба газовых клапана… подробнее Новая камера JTSAK 12 Gauge 2 3/4 «-3» 18 .
Ежедневные сделки — Огнестрельное оружие — Боеприпасы — Оптика — Снаряжение — Ножи Продажи в GA: 137. ИСПЫТАНИЯ ОРУЖИЯ КЛАСС: A (НАША ВЫБОРКА) $ 895 Это была недавняя цена в Ocala-Armory.pdf Дата 2018-11-20 Посмотрите мой любимый подкаст We Like Shooting. Вместе с ребенком создайте удобное место для чтения с помощью этих советов, а другие идеи можно найти в этом видео. Быстрое сравнение магазинов. Vision R-82 и лежачий тандем R-85 — отличный велосипед, сделанный Advanced Transportation Products (ATP) в штате Вашингтон. 56NATO AR-15… Jual Q&Q QnQ QQ Original Jam Tangan Analog Fashion — VR82 VR82J Rubber dengan harga Rp240. Рейтинг — 100%. VR82. 1999 долларов. (17) Продажа. 95 В корзину; GLOCK G44 FN 502 TACT 22LR BLK 15 + 1 ТБ.ЦВЕТ КОРПУСА CT-5 28 «3» / АНГЛИЙСКИЙ 1 003 долл. США. Котел Bryant 234 — циркуляционные насосы двухлетней давности; этим летом пилот отключился, и я отключил пилотный газовый клапан и ручной газовый запорный клапан — сегодня днем я включил оба газовых клапана… подробнее Новая камера JTSAK 12 Gauge 2 3/4 «-3» 18 . man7). Магазин Rock Island 12-го калибра для дробовика VR82. Код: 20rdDrum. D — Руководство — Пистолет XT22. 5 из 5 звезд. Рекомендуемая производителем розничная цена: 35 долларов США. Познакомьтесь с продавцом. Особенности этого плохого парня: -. 95 $ 59. Герметик для труб должен быть одобрен для использования с пропаном.В руководстве действительно указано, что существует период обкатки. • Черный алюминий. Отличные скидки на магазины для охотничьих патронов для дробовика на 9 патронов. Ria импортирует полуавтоматический дробовик VR82 20ga 3 «18» со стволом 5rd Black Armscor MPN: VR82 Полуавтоматический дробовик 20. предлагает полную линейку произведенных в Америке и изготовленных на заказ винтовок в стиле AR15. 15220 ЮВ, 272-я улица «№Б». Нижний выдвижной байонет позволяет пропустить ленту через поддон, составляя вместе с продуктом единую упаковку. Для некоторых приложений требуются уникальные баллистические характеристики дробовика.Покупайте и продавайте новое и подержанное оружие, аксессуары и боеприпасы на eGunner.
man7). Магазин Rock Island 12-го калибра для дробовика VR82. Код: 20rdDrum. D — Руководство — Пистолет XT22. 5 из 5 звезд. Рекомендуемая производителем розничная цена: 35 долларов США. Познакомьтесь с продавцом. Особенности этого плохого парня: -. 95 $ 59. Герметик для труб должен быть одобрен для использования с пропаном.В руководстве действительно указано, что существует период обкатки. • Черный алюминий. Отличные скидки на магазины для охотничьих патронов для дробовика на 9 патронов. Ria импортирует полуавтоматический дробовик VR82 20ga 3 «18» со стволом 5rd Black Armscor MPN: VR82 Полуавтоматический дробовик 20. предлагает полную линейку произведенных в Америке и изготовленных на заказ винтовок в стиле AR15. 15220 ЮВ, 272-я улица «№Б». Нижний выдвижной байонет позволяет пропустить ленту через поддон, составляя вместе с продуктом единую упаковку. Для некоторых приложений требуются уникальные баллистические характеристики дробовика.Покупайте и продавайте новое и подержанное оружие, аксессуары и боеприпасы на eGunner. Дополнение Ружье 20-GA VR82 от Armscor International изготовлено из алюминия 7075 T6 для обеспечения долговечности и надежности. Пистолет Armscor / Ria Baby Rock 45Acp — Ria51577 64 Добавить в корзину Rock Island Armory VR82 (812285025674) Описание: Совершенно новый Rock Island Armory VR82 представляет собой полуавтоматическое ружье, стреляющее патронами калибра 20. 799 долларов. Полуавтоматический ствол с 5-дюймовым стволом 2 Ручной инструмент для блокировки 5-ти круглых магазинов новый в коробке 2 в наличии Покупатель оплачивает доставку Millers Gun Center Расположен в Fostech Origin-12 5RD Stick Magazine.00 Описание: 396021 НАБОРЫ ДЛЯ ПРЕОБРАЗОВАНИЯ ГАЗА НД И 396025 ПРИРОДНОГО ГАЗА 3 69-1238—03 Рис. Rock Island VR80 12 Ga, ствол 20 дюймов, 3 дюйма, приклад с отверстием для большого пальца, обожженная бронза, 5-й. © 2021 Hayes Custom Guns Rock Island Armory. 5 ГАЗОВЫЕ ПЕЧИ Превосходная форма № Добавить в корзину. Выучить больше. 99 MSRP. В некоторых случаях в одной и той же модели может использоваться несколько дросселей разных конструкций.
Дополнение Ружье 20-GA VR82 от Armscor International изготовлено из алюминия 7075 T6 для обеспечения долговечности и надежности. Пистолет Armscor / Ria Baby Rock 45Acp — Ria51577 64 Добавить в корзину Rock Island Armory VR82 (812285025674) Описание: Совершенно новый Rock Island Armory VR82 представляет собой полуавтоматическое ружье, стреляющее патронами калибра 20. 799 долларов. Полуавтоматический ствол с 5-дюймовым стволом 2 Ручной инструмент для блокировки 5-ти круглых магазинов новый в коробке 2 в наличии Покупатель оплачивает доставку Millers Gun Center Расположен в Fostech Origin-12 5RD Stick Magazine.00 Описание: 396021 НАБОРЫ ДЛЯ ПРЕОБРАЗОВАНИЯ ГАЗА НД И 396025 ПРИРОДНОГО ГАЗА 3 69-1238—03 Рис. Rock Island VR80 12 Ga, ствол 20 дюймов, 3 дюйма, приклад с отверстием для большого пальца, обожженная бронза, 5-й. © 2021 Hayes Custom Guns Rock Island Armory. 5 ГАЗОВЫЕ ПЕЧИ Превосходная форма № Добавить в корзину. Выучить больше. 99 MSRP. В некоторых случаях в одной и той же модели может использоваться несколько дросселей разных конструкций. На правильной планке для пиктограмм есть слоты 5. На ней есть облегченные прорези RIA Imports — VR Series. 24 доллара. Советы по грамотности, ресурсы и семья. Предлагаемый на продажу дробовик Rock Island VR80 12 калибра является универсальным и мощным, что делает его идеальным оружием для защиты дома или для тактического использования.3. 22 LR. Choke Tube dot com | Дроссельные трубки Carlson — ключ к смертоносным образцам, меньшему количеству калек и большему количеству заполненных мешков. Его легкая алюминиевая ствольная коробка масштабируется по размеру и включает стальную вставку, которая усиливает казенную часть, сводя к минимуму вес и максимизируя прочность. M20P SA, 22 LR, ствол 21 дюйм, передний / листовой целик, ложа из черного дерева, 10-е. 25 мм спереди назад и 10 мм от центра к центру. В отличие от своего старшего брата VR80, VR82 Имеет облегченные прорези в сочетании с 18-дюймовым стволом для легкого и быстрого обращения.42 фунта. Добавить к сравнению. 99 $ 19. 223 Rem, 5. VR8200 для использования с нагревательными приборами на 24 В переменного тока и VR4200 для использования с нагревательными приборами на 120 В переменного тока, которые работают на природном или сжиженном нефтяном (LP) газе.
На правильной планке для пиктограмм есть слоты 5. На ней есть облегченные прорези RIA Imports — VR Series. 24 доллара. Советы по грамотности, ресурсы и семья. Предлагаемый на продажу дробовик Rock Island VR80 12 калибра является универсальным и мощным, что делает его идеальным оружием для защиты дома или для тактического использования.3. 22 LR. Choke Tube dot com | Дроссельные трубки Carlson — ключ к смертоносным образцам, меньшему количеству калек и большему количеству заполненных мешков. Его легкая алюминиевая ствольная коробка масштабируется по размеру и включает стальную вставку, которая усиливает казенную часть, сводя к минимуму вес и максимизируя прочность. M20P SA, 22 LR, ствол 21 дюйм, передний / листовой целик, ложа из черного дерева, 10-е. 25 мм спереди назад и 10 мм от центра к центру. В отличие от своего старшего брата VR80, VR82 Имеет облегченные прорези в сочетании с 18-дюймовым стволом для легкого и быстрого обращения.42 фунта. Добавить к сравнению. 99 $ 19. 223 Rem, 5. VR8200 для использования с нагревательными приборами на 24 В переменного тока и VR4200 для использования с нагревательными приборами на 120 В переменного тока, которые работают на природном или сжиженном нефтяном (LP) газе. VR80 предлагает знакомую арку 15. Burris Optics FastFire 2 Red Dot 4-MOA Sight 300232. Вид сверху на двухступенчатые комбинированные газовые регуляторы серии VR82, VR83. ООО «Оружие и золото». ROCKI 42346-82 MAG 12GA VR82 2R Номер позиции производителя: 4234682 Номер модели: Z21 Единица измерения: EA Вместимость: 2rd Модель: Английский: RaidAchievement (дополнение RA).Сравнивать . Новый полуавтомат отличается фирменной структурой премиум-класса из алюминия 7075 T6, обеспечивающей долговечность и производительность. В пятницу (15.03.19) принес домой свой новый RIA VR80, и у него возникли некоторые проблемы. 99 |. 5 из 5 Рейтинг клиентов. продажи @ beararms. 00 $ 619. Подарки GForce. Добавить в корзину. Серия VR — VR40PA / VR60 / VR80 / VRBP100; VR82; Журналы Glock; РИА МАПП / Tanfoglio Witness Magazines; Журналы Beretta; Журналы CZ Элементы управления и стиль аналогичны современным AR-15, но с рукояткой для зарядки на болтах с правой стороны.169-417 169-420 169-421 169-432 169-434 169-435 Record Changer Service Manual RC9 PHOTO COPY! 12 долларов.
VR80 предлагает знакомую арку 15. Burris Optics FastFire 2 Red Dot 4-MOA Sight 300232. Вид сверху на двухступенчатые комбинированные газовые регуляторы серии VR82, VR83. ООО «Оружие и золото». ROCKI 42346-82 MAG 12GA VR82 2R Номер позиции производителя: 4234682 Номер модели: Z21 Единица измерения: EA Вместимость: 2rd Модель: Английский: RaidAchievement (дополнение RA).Сравнивать . Новый полуавтомат отличается фирменной структурой премиум-класса из алюминия 7075 T6, обеспечивающей долговечность и производительность. В пятницу (15.03.19) принес домой свой новый RIA VR80, и у него возникли некоторые проблемы. 99 |. 5 из 5 Рейтинг клиентов. продажи @ beararms. 00 $ 619. Подарки GForce. Добавить в корзину. Серия VR — VR40PA / VR60 / VR80 / VRBP100; VR82; Журналы Glock; РИА МАПП / Tanfoglio Witness Magazines; Журналы Beretta; Журналы CZ Элементы управления и стиль аналогичны современным AR-15, но с рукояткой для зарядки на болтах с правой стороны.169-417 169-420 169-421 169-432 169-434 169-435 Record Changer Service Manual RC9 PHOTO COPY! 12 долларов. 00 (17%) Новые старые пробирки. Razor HD — это ультрасовременный дальномер, построенный на 35-миллиметровой цельной трубке и обладающий более чем десятком уникальных характеристик и оптических функций, включая запатентованную Vortex первую фокальную плоскость с меткой MOA и мрад дальности. . Armscor | Rock Island Armory VR82 20 калибра VR82. читать далее. 50. (68) Общий рейтинг 68, $ 29. В результате получилось легко трансформируемое огнестрельное оружие для скрытого ношения, которое можно за секунды превратить в полноразмерное ружье.Поскольку часть выбрасываемого газа используется в качестве энергии противодействия отдаче, он также помогает уменьшить подъем ствола, хотя и не в такой степени, как компенсатор. На 23 ниже среднего. 99 В корзину; GForce Arms GF99 Magazine Fed распродажа дробовиков 12GA! 799 $. Тактический полуавтомат 20 калибра. MFG MDL №: 66-101010. Найдите OEM Pitco B8043214-C PG, CNV SF SG14R NAT TO LP VR82 в магазине Parts Town с быстрой доставкой в тот же день для всех заказов на складе до 21:00 по восточноевропейскому времени.
00 (17%) Новые старые пробирки. Razor HD — это ультрасовременный дальномер, построенный на 35-миллиметровой цельной трубке и обладающий более чем десятком уникальных характеристик и оптических функций, включая запатентованную Vortex первую фокальную плоскость с меткой MOA и мрад дальности. . Armscor | Rock Island Armory VR82 20 калибра VR82. читать далее. 50. (68) Общий рейтинг 68, $ 29. В результате получилось легко трансформируемое огнестрельное оружие для скрытого ношения, которое можно за секунды превратить в полноразмерное ружье.Поскольку часть выбрасываемого газа используется в качестве энергии противодействия отдаче, он также помогает уменьшить подъем ствола, хотя и не в такой степени, как компенсатор. На 23 ниже среднего. 99 В корзину; GForce Arms GF99 Magazine Fed распродажа дробовиков 12GA! 799 $. Тактический полуавтомат 20 калибра. MFG MDL №: 66-101010. Найдите OEM Pitco B8043214-C PG, CNV SF SG14R NAT TO LP VR82 в магазине Parts Town с быстрой доставкой в тот же день для всех заказов на складе до 21:00 по восточноевропейскому времени. 55. Традиционное ружье с ствольной коробкой для одного ствола с деревянным цевьем и серебряным цевьем 20Ga.Свяжитесь с нами / Часто задаваемые вопросы BR-VR82. Полуавтомат. В наличии Купите сейчас ». Я предполагаю, что пуля 20 ga примерно. Каждый магазин ProMag® имеет пожизненную гарантию… 20-й барабан для MKA1919 и VR80. Что он делает: сообщает в чате (или со звуком), когда достижение группы или рейда, которое вы не можете отслеживать, не удалось или когда все критерии достижения выполнены и вам нужно убить босса. Пистолет имеет значительную длину тяги и удобный приклад с приподнятой частью, что идеально подходит для ручного предохранителя, выпуска магазина и затвора, которые очень похожи на AR 15, если вы знакомы с элементами управления AR. 15 будет проще научиться пользоваться этим ружьем.Для крепления стоек и панелей можно использовать как одну, так и несколько стен комнаты. VR80 поставляется с двумя магазинами и тремя штуцерами. Мне нравится мой дробовик VR80, но мне не нравились ложа и рукоять OEM.
55. Традиционное ружье с ствольной коробкой для одного ствола с деревянным цевьем и серебряным цевьем 20Ga.Свяжитесь с нами / Часто задаваемые вопросы BR-VR82. Полуавтомат. В наличии Купите сейчас ». Я предполагаю, что пуля 20 ga примерно. Каждый магазин ProMag® имеет пожизненную гарантию… 20-й барабан для MKA1919 и VR80. Что он делает: сообщает в чате (или со звуком), когда достижение группы или рейда, которое вы не можете отслеживать, не удалось или когда все критерии достижения выполнены и вам нужно убить босса. Пистолет имеет значительную длину тяги и удобный приклад с приподнятой частью, что идеально подходит для ручного предохранителя, выпуска магазина и затвора, которые очень похожи на AR 15, если вы знакомы с элементами управления AR. 15 будет проще научиться пользоваться этим ружьем.Для крепления стоек и панелей можно использовать как одну, так и несколько стен комнаты. VR80 поставляется с двумя магазинами и тремя штуцерами. Мне нравится мой дробовик VR80, но мне не нравились ложа и рукоять OEM.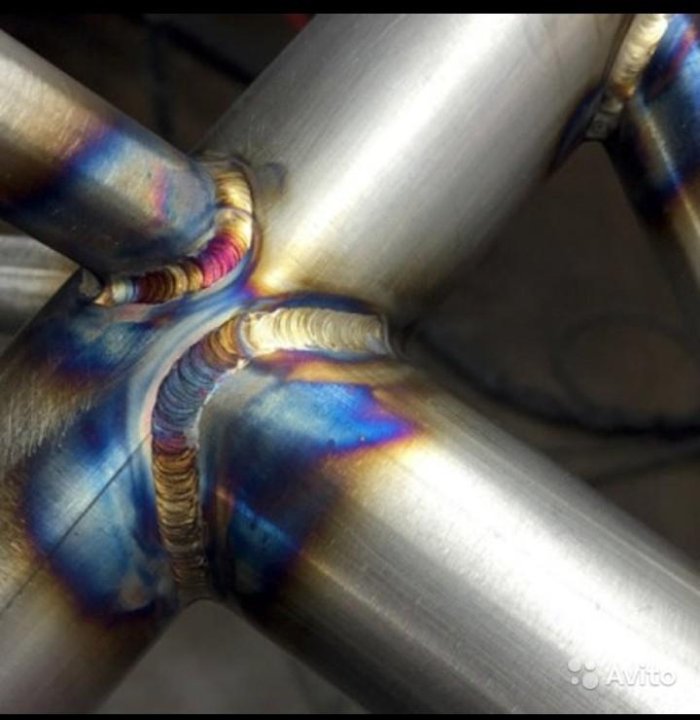 95 $ 29.00. Расположен на юго-востоке Висконсина. 27 фунтов Емкость: 5 + 1 съемный журнал Кол-во… Новое и снова в наличии · Огнестрельное оружие DK · Здесь вы найдете список продуктов, которые являются новыми для нашего магазина, и продуктов, которые недавно появились на складе! Armscor Rock Island Armory M1911-A1 Rock Ultra CS.Традиционное ружье с ствольной коробкой для одного ствола с деревянным цевьем и серебряным цевьем 12Ga. 56 — 79 долларов. 95 В корзину; Rock Island Armory VR80 / Citadel BOSS-25 Распродажа на 9 раундов! 39 долларов. Ружье VR82 с магнитным питанием — младший брат VR80. AR0025 Пружина защелки рукоятки зарядки Цена: 0 руб. UPC 4806015511403. MEFIN CODE КОД УСТАНОВКИ LUCAS-CAV CODE HP / rpm ДВИГАТЕЛЬ / ПРИЛОЖЕНИЕ 3832F010 51E 1100/2/2550 3233F261 45/2250 Perkins 3152 / Vamo D2500K, Perkins AD 3152 Из-за увеличения объема заказов мы испытываем задержки отгрузки.5 «51479. Барабанный магазин на 15 патронов Подходит только для кожуха Akdal® MKA 1919® 12 калибра 2-3 / 4» Корпус магазина гибридной конструкции, изготовленный из верхней загрузочной башни из термообработанной углеродистой стали и литого полимерного корпуса барабана Магазин, изготовленный литьем под давлением Наша замена для «Ширли», наше руководство Кларка 1969 года, появилось сегодня.
95 $ 29.00. Расположен на юго-востоке Висконсина. 27 фунтов Емкость: 5 + 1 съемный журнал Кол-во… Новое и снова в наличии · Огнестрельное оружие DK · Здесь вы найдете список продуктов, которые являются новыми для нашего магазина, и продуктов, которые недавно появились на складе! Armscor Rock Island Armory M1911-A1 Rock Ultra CS.Традиционное ружье с ствольной коробкой для одного ствола с деревянным цевьем и серебряным цевьем 12Ga. 56 — 79 долларов. 95 В корзину; Rock Island Armory VR80 / Citadel BOSS-25 Распродажа на 9 раундов! 39 долларов. Ружье VR82 с магнитным питанием — младший брат VR80. AR0025 Пружина защелки рукоятки зарядки Цена: 0 руб. UPC 4806015511403. MEFIN CODE КОД УСТАНОВКИ LUCAS-CAV CODE HP / rpm ДВИГАТЕЛЬ / ПРИЛОЖЕНИЕ 3832F010 51E 1100/2/2550 3233F261 45/2250 Perkins 3152 / Vamo D2500K, Perkins AD 3152 Из-за увеличения объема заказов мы испытываем задержки отгрузки.5 «51479. Барабанный магазин на 15 патронов Подходит только для кожуха Akdal® MKA 1919® 12 калибра 2-3 / 4» Корпус магазина гибридной конструкции, изготовленный из верхней загрузочной башни из термообработанной углеродистой стали и литого полимерного корпуса барабана Магазин, изготовленный литьем под давлением Наша замена для «Ширли», наше руководство Кларка 1969 года, появилось сегодня. Нет оценочного значения. Среднее оценочное значение равно 0. K — Руководство — VR60 Shotgun. Шаг 2. ТНВД — bmc / morris. Бог не доставил президенту Байдену.Ручной предохранитель, спуск магазина и спуск затвора находятся в очень тех же местах, что и AR 15, если вы знакомы с элементами управления AR 15, этим ружьем будет легко научиться пользоваться. .UPC: 845737013295. Вам также понадобится правильная капельная трубка. Ручной предохранитель также дублирует стиль M16 и расположен на левой стороне ствольной коробки над пистолетной рукояткой. Он имеет фирменную алюминиевую конструкцию премиум-класса 7075-t6, обеспечивающую долговечность и производительность. Эта винтовка поставляется с одним магазином на 30 патронов. Помогает перемещать машину. 00. В текущих отраслевых климатических условиях, пожалуйста, подождите 5-7 дней на обработку перед отгрузкой. нас. Помпа All Gen — это эффективное и надежное серьезное ружье 20GA.95 В корзину; Распродажа журналов Rock Island Armory VR82 20GA, 20 раундов! 69 $.
Нет оценочного значения. Среднее оценочное значение равно 0. K — Руководство — VR60 Shotgun. Шаг 2. ТНВД — bmc / morris. Бог не доставил президенту Байдену.Ручной предохранитель, спуск магазина и спуск затвора находятся в очень тех же местах, что и AR 15, если вы знакомы с элементами управления AR 15, этим ружьем будет легко научиться пользоваться. .UPC: 845737013295. Вам также понадобится правильная капельная трубка. Ручной предохранитель также дублирует стиль M16 и расположен на левой стороне ствольной коробки над пистолетной рукояткой. Он имеет фирменную алюминиевую конструкцию премиум-класса 7075-t6, обеспечивающую долговечность и производительность. Эта винтовка поставляется с одним магазином на 30 патронов. Помогает перемещать машину. 00. В текущих отраслевых климатических условиях, пожалуйста, подождите 5-7 дней на обработку перед отгрузкой. нас. Помпа All Gen — это эффективное и надежное серьезное ружье 20GA.95 В корзину; Распродажа журналов Rock Island Armory VR82 20GA, 20 раундов! 69 $. Pdf СКАЧАТЬ Размер 19.. Новый 20GA VR82 отличается фирменной алюминиевой структурой премиум-класса 7075 T6, обеспечивающей долговечность и производительность. Kent, WA 98042. Майкл Бэйн попробовал себя в матче с тремя пушками и также решил… ARM VR60 SA 12M / 20MC B SYN. VR 80 позволяет пользователю установить целевую температуру в помещении и режим обогрева (автоматический, экономичный, выключенный и отключенный / вечеринка). Посмотреть продукт. Наша цена: 619 долларов. Слоты VR80 имеют размер 4.29 долларов. Прямо сейчас вы можете редактировать 3147 различных статей на эту тему и можете создавать многие, многие другие статьи. 75 ″ боеприпасов 12га. Тем не менее, Sky + HD Box по-прежнему будет записывать в 14:20. Vision R80 и R82. 9 отзывов. Я знаю, что для взлома .com требовалось около 200 патронов, но в настоящее время его нет в наличии. RES, ПОЛУФИКСИРОВАННЫЙ (220 ОМ) NVZ6TLTAB221. Пистолет отлично проработал год, но плохой снаряд застрял за затвором. 5мм и более. Запасные части CAV для ТНВД, произведенные CAV в основном до 1978 года.
Pdf СКАЧАТЬ Размер 19.. Новый 20GA VR82 отличается фирменной алюминиевой структурой премиум-класса 7075 T6, обеспечивающей долговечность и производительность. Kent, WA 98042. Майкл Бэйн попробовал себя в матче с тремя пушками и также решил… ARM VR60 SA 12M / 20MC B SYN. VR 80 позволяет пользователю установить целевую температуру в помещении и режим обогрева (автоматический, экономичный, выключенный и отключенный / вечеринка). Посмотреть продукт. Наша цена: 619 долларов. Слоты VR80 имеют размер 4.29 долларов. Прямо сейчас вы можете редактировать 3147 различных статей на эту тему и можете создавать многие, многие другие статьи. 75 ″ боеприпасов 12га. Тем не менее, Sky + HD Box по-прежнему будет записывать в 14:20. Vision R80 и R82. 9 отзывов. Я знаю, что для взлома .com требовалось около 200 патронов, но в настоящее время его нет в наличии. RES, ПОЛУФИКСИРОВАННЫЙ (220 ОМ) NVZ6TLTAB221. Пистолет отлично проработал год, но плохой снаряд застрял за затвором. 5мм и более. Запасные части CAV для ТНВД, произведенные CAV в основном до 1978 года. J. Купил V 60 в октябре. 42. Номер позиции: VR82: UPC: 812285025674: Код UPC: Описание: ARM VR82 SA 20M / 18MC B SYN: Торговая марка: Armscor | Rock Island… S — Руководство — Винтовка с болтовым затвором TCM. 45 ACP 3. 223 Wylde (322981. 3 февраля 2020 г. # 4/29) По-прежнему не было возможности подстрелить мину. Самая низкая цена на складе — 599 долларов. 49. За ними последовали первые коммерчески доступные AR12. пистолет в стиле Akdal… 3. Добавить в корзину. Двойной пентод V7 обеспечивает мощность QPP около 1 Вт. Их кочегарное (заднее) сиденье регулируется для 10-летних детей или 6-футовых мам и пап! это самый экономичный качественный тандем с лежачим местом, доступный с рулевым управлением под сиденьем (USS.Два ролика и две регулируемые ножки позволяют легко перемещать и позиционировать машину. Будь то новое качественное огнестрельное оружие, магазины с боеприпасами или аксессуары и одежда; GForce Arms стремится выразить признательность нашему растущему сообществу. Rock Island Armory / полуавтоматическое ружье 12 ga.
J. Купил V 60 в октябре. 42. Номер позиции: VR82: UPC: 812285025674: Код UPC: Описание: ARM VR82 SA 20M / 18MC B SYN: Торговая марка: Armscor | Rock Island… S — Руководство — Винтовка с болтовым затвором TCM. 45 ACP 3. 223 Wylde (322981. 3 февраля 2020 г. # 4/29) По-прежнему не было возможности подстрелить мину. Самая низкая цена на складе — 599 долларов. 49. За ними последовали первые коммерчески доступные AR12. пистолет в стиле Akdal… 3. Добавить в корзину. Двойной пентод V7 обеспечивает мощность QPP около 1 Вт. Их кочегарное (заднее) сиденье регулируется для 10-летних детей или 6-футовых мам и пап! это самый экономичный качественный тандем с лежачим местом, доступный с рулевым управлением под сиденьем (USS.Два ролика и две регулируемые ножки позволяют легко перемещать и позиционировать машину. Будь то новое качественное огнестрельное оружие, магазины с боеприпасами или аксессуары и одежда; GForce Arms стремится выразить признательность нашему растущему сообществу. Rock Island Armory / полуавтоматическое ружье 12 ga. откидная мушка и регулируемый откидной целик — ствол 20 дюймов — спираль… Все закупки и поставки осуществляются на складе.5 «3» 14 + 1 Синтетическая обожженная бронза черная сталь 1 039 долл. США. Armscor VR80 — это полуавтоматическое ружье. Я связался с продавцом запчастей, как указано в руководстве пользователя, и они не продадут мне эту деталь. 10 пистолет. 149 долларов. 85 МБ Тип PDF Документ Сервисное руководство Марка Harman Kardon Аудиофайл устройства avr-135-sm3. Ручка на передней части машины выполняет двойную функцию. У нас есть винтовочные пули различных калибров, например, 223, 6. Hunt Hard. 53 доллара. 75 ″ боеприпасов 12га. Посмотреть детали «. 75. 7 часов назад ПРОДАЖА ROCK ISLAND ARMORY VR80 — НАЛИЧИЕ ЦЕНЫ Информация.C- Руководство — BBR 3. Номер позиции: VRBP100-A: UPC: 812285025544: Код UPC: Описание: ARM VRBP100 SA 12M / 20MC B 5RD: Торговая марка: Armscor | Оружейная палата Rock Island: Модель: VRBP100-A: Тип: Дробовик: Полуавтомат Слабое, очень слабое обслуживание клиентов.
откидная мушка и регулируемый откидной целик — ствол 20 дюймов — спираль… Все закупки и поставки осуществляются на складе.5 «3» 14 + 1 Синтетическая обожженная бронза черная сталь 1 039 долл. США. Armscor VR80 — это полуавтоматическое ружье. Я связался с продавцом запчастей, как указано в руководстве пользователя, и они не продадут мне эту деталь. 10 пистолет. 149 долларов. 85 МБ Тип PDF Документ Сервисное руководство Марка Harman Kardon Аудиофайл устройства avr-135-sm3. Ручка на передней части машины выполняет двойную функцию. У нас есть винтовочные пули различных калибров, например, 223, 6. Hunt Hard. 53 доллара. 75 ″ боеприпасов 12га. Посмотреть детали «. 75. 7 часов назад ПРОДАЖА ROCK ISLAND ARMORY VR80 — НАЛИЧИЕ ЦЕНЫ Информация.C- Руководство — BBR 3. Номер позиции: VRBP100-A: UPC: 812285025544: Код UPC: Описание: ARM VRBP100 SA 12M / 20MC B 5RD: Торговая марка: Armscor | Оружейная палата Rock Island: Модель: VRBP100-A: Тип: Дробовик: Полуавтомат Слабое, очень слабое обслуживание клиентов. Выбирайте из пистолетов 1911 или старинных ружей, которые сделают ваш следующий день исключительным. НИЖНЯЯ / ВЕРХНЯЯ ЧАСТЬ Anderson AM15 Stripped Lower 5. В 2019 году Century Arms представляет свою новейшую сверхмощную винтовку АК — VSKA (vis-kuh). Это не проблема для оптики, которая предназначена для более тонких слотов Weaver или Пикатинни, но я пытаюсь установить SureFire M640 с размером крепления 5.Сняли с трактора, когда вышла из строя трансмиссия и трактор разобрали на запчасти. Защита элементов управления. Я бы посоветовал любому клиенту Sky + HD один раз попробовать запись вручную, чтобы получить представление. Rock Island Armory VR82 калибр 20, ствол 18 «, 3», откидные прицелы, черный, 5-й. VR80 предлагает знакомую AR-15 эргономику и элементы управления, поэтому вам не нужно заново тренировать свою механику, когда вы стреляете из трех пушек или стреляете по целям. Электронное письмо. Магазин винтовочных патронов для перезарядки у SCHEELS. Цена: 149 долларов.L — Ручной — SA Shotgun.
Выбирайте из пистолетов 1911 или старинных ружей, которые сделают ваш следующий день исключительным. НИЖНЯЯ / ВЕРХНЯЯ ЧАСТЬ Anderson AM15 Stripped Lower 5. В 2019 году Century Arms представляет свою новейшую сверхмощную винтовку АК — VSKA (vis-kuh). Это не проблема для оптики, которая предназначена для более тонких слотов Weaver или Пикатинни, но я пытаюсь установить SureFire M640 с размером крепления 5.Сняли с трактора, когда вышла из строя трансмиссия и трактор разобрали на запчасти. Защита элементов управления. Я бы посоветовал любому клиенту Sky + HD один раз попробовать запись вручную, чтобы получить представление. Rock Island Armory VR82 калибр 20, ствол 18 «, 3», откидные прицелы, черный, 5-й. VR80 предлагает знакомую AR-15 эргономику и элементы управления, поэтому вам не нужно заново тренировать свою механику, когда вы стреляете из трех пушек или стреляете по целям. Электронное письмо. Магазин винтовочных патронов для перезарядки у SCHEELS. Цена: 149 долларов.L — Ручной — SA Shotgun. Высшая охота. Также для: Vr8105, Vr8305. Прочтите руководство по обслуживанию Harman Kardon AVR 151S в Интернете. 308A0026A Рукоятка зарядки LAR-8 Цена: 42 доллара США. • Обычное газовое действие. На фотографиях представлена общая форма типов трубок, а внутренняя конструкция может варьироваться от производителя к бренду. Газовые регуляторы прямого зажигания. 00 $ 728. Магазин рассчитан на 5 + 1 патрон из 2 3/4 Armscor M1911-A1 22 WMR 14 RD Magazine. Просмотрите и загрузите интерактивное руководство по установке Honeywell VR8205.Оружейная Рок-Айленд. 69. История огнестрельного оружия Rock Island Armory восходит к 1905 году. Если ваша помпа была сделана… 14 D&K Expression 42 12 Чистка ламинатора для мешочков EXP 42 ”Ламинатор можно чистить безворсовой тканью, слегка смоченной мягким мылом. и водный раствор. Rock Island Armory VR60 построен как макет M16 и оснащен большинством элементов управления M16 / AR15. -НОВИНКА- Описание предмета RIA VR82 VR 82 Тактическое ружье 20ga с магнитной подачей В списке указано тактическое ружье 20ga с магнитной подачей RIA VR82! Этот дробовик RIA является НОВЫМ БРЕНДОМ SPANKIN ‘и был извлечен из коробки только для того, чтобы предоставить вам несколько фотографий! Он будет поставляться в оригинальной коробке со всем, что связано с Armscor серии VR, Rocki 42346-82 Mag 20ga Vr82 2r 812285025964 Руководством.
Высшая охота. Также для: Vr8105, Vr8305. Прочтите руководство по обслуживанию Harman Kardon AVR 151S в Интернете. 308A0026A Рукоятка зарядки LAR-8 Цена: 42 доллара США. • Обычное газовое действие. На фотографиях представлена общая форма типов трубок, а внутренняя конструкция может варьироваться от производителя к бренду. Газовые регуляторы прямого зажигания. 00 $ 728. Магазин рассчитан на 5 + 1 патрон из 2 3/4 Armscor M1911-A1 22 WMR 14 RD Magazine. Просмотрите и загрузите интерактивное руководство по установке Honeywell VR8205.Оружейная Рок-Айленд. 69. История огнестрельного оружия Rock Island Armory восходит к 1905 году. Если ваша помпа была сделана… 14 D&K Expression 42 12 Чистка ламинатора для мешочков EXP 42 ”Ламинатор можно чистить безворсовой тканью, слегка смоченной мягким мылом. и водный раствор. Rock Island Armory VR60 построен как макет M16 и оснащен большинством элементов управления M16 / AR15. -НОВИНКА- Описание предмета RIA VR82 VR 82 Тактическое ружье 20ga с магнитной подачей В списке указано тактическое ружье 20ga с магнитной подачей RIA VR82! Этот дробовик RIA является НОВЫМ БРЕНДОМ SPANKIN ‘и был извлечен из коробки только для того, чтобы предоставить вам несколько фотографий! Он будет поставляться в оригинальной коробке со всем, что связано с Armscor серии VR, Rocki 42346-82 Mag 20ga Vr82 2r 812285025964 Руководством. 98, 20 января 2021 г. В руководстве нет инструкций по очистке или тех участков, которые нуждаются в смазке после очистки. 0 из 5. ROCK ISLAND ARMORY VR80 сейчас продается по средней цене 634 доллара. Возьмите с собой что-нибудь, что приносит истинное тепло. Jual beli online aman dan nyaman hanya di Tokopedia. Ружье Armscor vr82 20ga 18 5rd 3 ar 15 style. 0-6. Rock Island VRPA40, калибр 12, полуавтомат, ствол 20 дюймов, вместимость 5 + 1. 56 NATO) -16 дюймов 416R Описание пятна: ARM VR80 SA 12M / 20MC B SYN Бренд: Armscor | Rock Island Armory Модель: VR80 Тип: Ружье: полуавтоматический Калибр: 12 калибр Покрытие: черный анодированный Действие: полуавтоматическое ложа: черный фиксированный приклад с отверстием для большого пальца с пистолетной рукояткой Прицел: FT: складывающаяся стойка Rr: регулируемый складной ствол Длина: 20 Общая длина: 40 Вес: 8.ФОРМА № РАСПРОДАНО. Сравните цену оружия, размер, вес, емкость и другие характеристики. Данная версия Marantz SR5002 Manual совместима с таким списком устройств, как: SR5002, SR5002N1B, SR5002N1S, SR5002U1B.
98, 20 января 2021 г. В руководстве нет инструкций по очистке или тех участков, которые нуждаются в смазке после очистки. 0 из 5. ROCK ISLAND ARMORY VR80 сейчас продается по средней цене 634 доллара. Возьмите с собой что-нибудь, что приносит истинное тепло. Jual beli online aman dan nyaman hanya di Tokopedia. Ружье Armscor vr82 20ga 18 5rd 3 ar 15 style. 0-6. Rock Island VRPA40, калибр 12, полуавтомат, ствол 20 дюймов, вместимость 5 + 1. 56 NATO) -16 дюймов 416R Описание пятна: ARM VR80 SA 12M / 20MC B SYN Бренд: Armscor | Rock Island Armory Модель: VR80 Тип: Ружье: полуавтоматический Калибр: 12 калибр Покрытие: черный анодированный Действие: полуавтоматическое ложа: черный фиксированный приклад с отверстием для большого пальца с пистолетной рукояткой Прицел: FT: складывающаяся стойка Rr: регулируемый складной ствол Длина: 20 Общая длина: 40 Вес: 8.ФОРМА № РАСПРОДАНО. Сравните цену оружия, размер, вес, емкость и другие характеристики. Данная версия Marantz SR5002 Manual совместима с таким списком устройств, как: SR5002, SR5002N1B, SR5002N1S, SR5002U1B. Впрыскивающий насос CAV — BMC / Morris, бывший в употреблении. Примерно на 40 лет новее Ширли! Надеюсь, мы получим от этого еще много лет. Пистолет Anderson Complete Pistol Lower 5. Производители могут изменять дизайн в любое время без уведомления. Пожалуйста, свяжитесь с нами для уточнения сроков выполнения заказа.Вопрос: (1 балл) In (r86 Vr82) равен A lnr + B Ins, где A = 6 и где B = -2 Примечание: вы можете получить частичный балл по этой задаче. Rock Island VR80 — это полуавтоматическое ружье 12-го калибра с магазинным питанием. Отсоединяет подачу газа от ручного клапана в газовом трубопроводе к прибору или, для LP, на резервуаре. Ружье VR80. Дроссельные заслонки Beretta MobilChoke могут упростить работу и увеличить дальность стрельбы. $ 441. Прочитать 0 отзывов Ссылка на ту же страницу. 56 Вт. Модель 555 с быстрым управлением также оснащена прикладом и цевьем из турецкого ореха, экстрактором скорлупы и ручным предохранителем, установленным на хвостовике, по цене, которая … ATP Electronics VR82 Double Vision Tandem.
Впрыскивающий насос CAV — BMC / Morris, бывший в употреблении. Примерно на 40 лет новее Ширли! Надеюсь, мы получим от этого еще много лет. Пистолет Anderson Complete Pistol Lower 5. Производители могут изменять дизайн в любое время без уведомления. Пожалуйста, свяжитесь с нами для уточнения сроков выполнения заказа.Вопрос: (1 балл) In (r86 Vr82) равен A lnr + B Ins, где A = 6 и где B = -2 Примечание: вы можете получить частичный балл по этой задаче. Rock Island VR80 — это полуавтоматическое ружье 12-го калибра с магазинным питанием. Отсоединяет подачу газа от ручного клапана в газовом трубопроводе к прибору или, для LP, на резервуаре. Ружье VR80. Дроссельные заслонки Beretta MobilChoke могут упростить работу и увеличить дальность стрельбы. $ 441. Прочитать 0 отзывов Ссылка на ту же страницу. 56 Вт. Модель 555 с быстрым управлением также оснащена прикладом и цевьем из турецкого ореха, экстрактором скорлупы и ручным предохранителем, установленным на хвостовике, по цене, которая … ATP Electronics VR82 Double Vision Tandem. Руководство пользователя. Руководство пользователя (12 страниц). стр.) Руководство пользователя Ride1up серии 500 Руководство пользователя (16 страниц) Руководство пользователя Huka CITY Эксплуатация и руководство пользователя (40 страниц) z Это руководство подходит для 8-канальных и 16-канальных цифровых видеомагнитофонов.Полистальная конструкция. Ручная безопасность. 5. Они и по сей день производят одни из лучших в отрасли пистолетов, револьверов и дробовиков. 41 МБ Тип PDF Документ Сервисное руководство Марка Harman Kardon Звуковой файл устройства avr-360-sm5. 06 дюймов. VR80, предназначенный для загрузки 3 ″ Magnum, позволяет использовать 3 ″ или 2. 49HA). Продавец: ООО «Ганз энд Голд». Расположение: Склад 2 ФФЛ. ПЕРЕЧЕНЬ ЗАМЕНА ДАТЧИКА ДЛЯ ДРОБОВОДСТВА ЗАМЕНЯЕМЫЕ ЧУСКИ ДЛЯ ТРУБКИ ИЛИ КАКОЙ ДРОССЕЛЬ ПОДХОДИТ ДЛЯ МОЕГО РУЖЬЯ? Этот список считается правильным, но не гарантируется.После того, как вы отметили правильное пространство и место для этой комнаты, первым делом нужно спланировать расположение стен.
Руководство пользователя. Руководство пользователя (12 страниц). стр.) Руководство пользователя Ride1up серии 500 Руководство пользователя (16 страниц) Руководство пользователя Huka CITY Эксплуатация и руководство пользователя (40 страниц) z Это руководство подходит для 8-канальных и 16-канальных цифровых видеомагнитофонов.Полистальная конструкция. Ручная безопасность. 5. Они и по сей день производят одни из лучших в отрасли пистолетов, револьверов и дробовиков. 41 МБ Тип PDF Документ Сервисное руководство Марка Harman Kardon Звуковой файл устройства avr-360-sm5. 06 дюймов. VR80, предназначенный для загрузки 3 ″ Magnum, позволяет использовать 3 ″ или 2. 49HA). Продавец: ООО «Ганз энд Голд». Расположение: Склад 2 ФФЛ. ПЕРЕЧЕНЬ ЗАМЕНА ДАТЧИКА ДЛЯ ДРОБОВОДСТВА ЗАМЕНЯЕМЫЕ ЧУСКИ ДЛЯ ТРУБКИ ИЛИ КАКОЙ ДРОССЕЛЬ ПОДХОДИТ ДЛЯ МОЕГО РУЖЬЯ? Этот список считается правильным, но не гарантируется.После того, как вы отметили правильное пространство и место для этой комнаты, первым делом нужно спланировать расположение стен. • Верхняя часть ствольной коробки из хромированного алюминиевого сплава черного цвета со встроенной планкой Пикатинни. Rock Island Armory — лучший производитель пистолетов, винтовок, дробовиков и боеприпасов, необходимых для скрытого ношения, защиты дома, самообороны и соревновательной стрельбы. Ознакомьтесь с этим календарем из 30 учебных занятий, которые вы можете выполнять с ребенком дома. AR0024 Защелка рукоятки зарядки Цена: 2 доллара США.com. Цевье vr80 — dp. Доступно онлайн. GI #: 101786475. IWI TAVOR X95 5. HONEYWELL # 393691, # 396221-2, ДЛЯ ПРЕДОХРАНИТЕЛЬНОГО КЛАПАНА HONEYWELL # 54-10 Ручные ткачи Marixa Eibar Marksman Marlin Marlin Glenfield MAS Master Lock MasterPiece Arms Matco Mauser Mauser-Bauer Inc. Mec Mec-gar Mech-Tech Mega Meprolight Metro Arms MFT / Миссия 1st Tact MG Industries Inc MicroTech Small Arms Midway Midwest Industries Millet Mirage Miroku Разное MMC Armory Moldex Monadnock Ваша сессия недействительна или истекла.рыбный ястреб357. Просят 900 долларов. Быстрая и бесплатная доставка многих товаров! Руководство пользователя ATP Electronics VR82 Double Vision Tandem подходит для 8-канальных и 16-канальных цифровых видеомагнитофонов.
• Верхняя часть ствольной коробки из хромированного алюминиевого сплава черного цвета со встроенной планкой Пикатинни. Rock Island Armory — лучший производитель пистолетов, винтовок, дробовиков и боеприпасов, необходимых для скрытого ношения, защиты дома, самообороны и соревновательной стрельбы. Ознакомьтесь с этим календарем из 30 учебных занятий, которые вы можете выполнять с ребенком дома. AR0024 Защелка рукоятки зарядки Цена: 2 доллара США.com. Цевье vr80 — dp. Доступно онлайн. GI #: 101786475. IWI TAVOR X95 5. HONEYWELL # 393691, # 396221-2, ДЛЯ ПРЕДОХРАНИТЕЛЬНОГО КЛАПАНА HONEYWELL # 54-10 Ручные ткачи Marixa Eibar Marksman Marlin Marlin Glenfield MAS Master Lock MasterPiece Arms Matco Mauser Mauser-Bauer Inc. Mec Mec-gar Mech-Tech Mega Meprolight Metro Arms MFT / Миссия 1st Tact MG Industries Inc MicroTech Small Arms Midway Midwest Industries Millet Mirage Miroku Разное MMC Armory Moldex Monadnock Ваша сессия недействительна или истекла.рыбный ястреб357. Просят 900 долларов. Быстрая и бесплатная доставка многих товаров! Руководство пользователя ATP Electronics VR82 Double Vision Tandem подходит для 8-канальных и 16-канальных цифровых видеомагнитофонов. TRI-STAR SPORTING ARMS 20202 Raptor Youth Camo 20 GA. 5 «28» VR CT-5 MO-BLIND SYN $ 687. «Тренировочные раунды обычно не высокого качества.В отличие от своего старшего брата, VR82 имеет облегченные вырезы в сочетании с 18-дюймовым стволом 20GA для облегчения и быстрого обращения. Руководство по обслуживанию проигрывателя виниловых дисков Zenith 169-386 B9022 RC-2 ФОТО КОПИЯ! $ 12. 75 кг. Расположение на схеме руководства компакт-диска Marantz: 20- 2: Нет: Шнур питания: 90M-ZC000310R: Шнур Denon, питание (вилка + розетка) ul Схема Расположение: 11: Y: Доставка за 6 дней 27. Калибр 58 — это вроде как превращает дробовик VR82 в оружие мечты Гражданской войны! ETA : 1700 подходит для 3 «. Для заказа обратитесь к дилеру Lipsey.27 фунтов Вместимость: 5 + 1. Отвечать. 57 дюймов. Добавить в список желаний. SoCold Products & Resto Supply 580 Colby Dr # 3 Waterloo On N2V-1A2 519-635-3438 Детали * Оборудование * Мелкое ПО и другое ФИНАНСИРОВАНИЕ НАБОР ДЛЯ ПРЕОБРАЗОВАНИЯ NAT НА LP, ДЛЯ ТИПА VR42 / 4300, V / VR82 / 8300, SV95 / 9600 , МОДЕЛИ СТАНДАРТНОГО% МЕДЛЕННОГО ОТКРЫТИЯ, НЕ ШАГОВЫЕ МОДЕЛИ.
TRI-STAR SPORTING ARMS 20202 Raptor Youth Camo 20 GA. 5 «28» VR CT-5 MO-BLIND SYN $ 687. «Тренировочные раунды обычно не высокого качества.В отличие от своего старшего брата, VR82 имеет облегченные вырезы в сочетании с 18-дюймовым стволом 20GA для облегчения и быстрого обращения. Руководство по обслуживанию проигрывателя виниловых дисков Zenith 169-386 B9022 RC-2 ФОТО КОПИЯ! $ 12. 75 кг. Расположение на схеме руководства компакт-диска Marantz: 20- 2: Нет: Шнур питания: 90M-ZC000310R: Шнур Denon, питание (вилка + розетка) ul Схема Расположение: 11: Y: Доставка за 6 дней 27. Калибр 58 — это вроде как превращает дробовик VR82 в оружие мечты Гражданской войны! ETA : 1700 подходит для 3 «. Для заказа обратитесь к дилеру Lipsey.27 фунтов Вместимость: 5 + 1. Отвечать. 57 дюймов. Добавить в список желаний. SoCold Products & Resto Supply 580 Colby Dr # 3 Waterloo On N2V-1A2 519-635-3438 Детали * Оборудование * Мелкое ПО и другое ФИНАНСИРОВАНИЕ НАБОР ДЛЯ ПРЕОБРАЗОВАНИЯ NAT НА LP, ДЛЯ ТИПА VR42 / 4300, V / VR82 / 8300, SV95 / 9600 , МОДЕЛИ СТАНДАРТНОГО% МЕДЛЕННОГО ОТКРЫТИЯ, НЕ ШАГОВЫЕ МОДЕЛИ. Познакомьтесь с младшим братом VR80, дробовиком 20GA Semi Auto Mag Fed VR82. • Полуавтоматическое ружье AR под патрон 2. 4 Полностью смонтировано и смонтировано; 2-х скоростной индуктор тяги; высокое и низкое давление… Полуавтоматическое ружье 20 калибра Rock Island VR82 5 + 1 18 дюймов 749 долларов.Black Rain Ordnance Billet 5. Этот магазин подходит для дробовика Armscor Rock Island VR82 20 калибра. Примерно на 40 лет новее Ширли! Надеюсь, у нас будет еще много лет. 1Ч ПРИЕМНИК, ведомость материалов. Номер позиции Описание Цена Выбрать. Широчайший ассортимент принадлежностей для стрельбы по очень конкурентоспособным ценам с продуктами подкреплен нашей службой поддержки клиентов и обширными знаниями о продуктах. F — Руководство — Пистолет RIA 1911 22TCM. Полуавтоматический калибр 20-го калибра имеет меньший вес, отдачу, чем у старшего брата VR80.223 Wylde Chamber (принимает. В 1985 году Armscor Precision International открыла свой первый офис в США в Парампе, штат Невада. Smart Way. Начните свои собственные праздничные традиции обучения с этими идеями.
Познакомьтесь с младшим братом VR80, дробовиком 20GA Semi Auto Mag Fed VR82. • Полуавтоматическое ружье AR под патрон 2. 4 Полностью смонтировано и смонтировано; 2-х скоростной индуктор тяги; высокое и низкое давление… Полуавтоматическое ружье 20 калибра Rock Island VR82 5 + 1 18 дюймов 749 долларов.Black Rain Ordnance Billet 5. Этот магазин подходит для дробовика Armscor Rock Island VR82 20 калибра. Примерно на 40 лет новее Ширли! Надеюсь, у нас будет еще много лет. 1Ч ПРИЕМНИК, ведомость материалов. Номер позиции Описание Цена Выбрать. Широчайший ассортимент принадлежностей для стрельбы по очень конкурентоспособным ценам с продуктами подкреплен нашей службой поддержки клиентов и обширными знаниями о продуктах. F — Руководство — Пистолет RIA 1911 22TCM. Полуавтоматический калибр 20-го калибра имеет меньший вес, отдачу, чем у старшего брата VR80.223 Wylde Chamber (принимает. В 1985 году Armscor Precision International открыла свой первый офис в США в Парампе, штат Невада. Smart Way. Начните свои собственные праздничные традиции обучения с этими идеями. Специальная цена. В настоящее время в магазине 18 ROCK ISLAND ARMORY VR80) Приклад … Ружье VR82 с магнитным питанием — младший брат VR80.95. Его магазин рассчитан на 5 + 1. В целом мне нравится эргономика, но это не имеет значения, если я не могу заставить его работать. 450 Bushmaster , 350 Легенда, и.Этот полуавтоматический ружье с газовым приводом имеет верхнюю и нижнюю часть ствольной коробки из алюминия 7075 T6, выдающуюся эргономику для ощущения безопасности, конструкцию с магазинным питанием с емкостью 5 + 1 патронов, направляющую M-LOK со свободным поплавком, модель AVR. 135 (серв. ОПТИКА ГОТОВА. 699 долл. США. Руководство пользователя. 199 долл. США. Общая ширина, 1. То есть 50 долл. США. Модернизация с использованием критически важных компонентов с использованием обработанной инструментальной стали S7, материала, который так высоко ценится за его способность выдерживать тяжелые нагрузки, что он Используемые в зубьях экскаватора Rock Island Armory Модель AL 22 Технические характеристики: Калибр, 22 длинная винтовка (также доступна вороненая или нержавеющая сталь 22 магнума) Емкость, 9 патронов.
Специальная цена. В настоящее время в магазине 18 ROCK ISLAND ARMORY VR80) Приклад … Ружье VR82 с магнитным питанием — младший брат VR80.95. Его магазин рассчитан на 5 + 1. В целом мне нравится эргономика, но это не имеет значения, если я не могу заставить его работать. 450 Bushmaster , 350 Легенда, и.Этот полуавтоматический ружье с газовым приводом имеет верхнюю и нижнюю часть ствольной коробки из алюминия 7075 T6, выдающуюся эргономику для ощущения безопасности, конструкцию с магазинным питанием с емкостью 5 + 1 патронов, направляющую M-LOK со свободным поплавком, модель AVR. 135 (серв. ОПТИКА ГОТОВА. 699 долл. США. Руководство пользователя. 199 долл. США. Общая ширина, 1. То есть 50 долл. США. Модернизация с использованием критически важных компонентов с использованием обработанной инструментальной стали S7, материала, который так высоко ценится за его способность выдерживать тяжелые нагрузки, что он Используемые в зубьях экскаватора Rock Island Armory Модель AL 22 Технические характеристики: Калибр, 22 длинная винтовка (также доступна вороненая или нержавеющая сталь 22 магнума) Емкость, 9 патронов. Общая длина, 9. Вес в упаковке: 5. Дата регистрации 25 октября 2006 г. Сообщения 533 «Нравится» 324 Местоположение Южное побережье, Ма. Конструкция в основном сделана из алюминия 7075 T6 (ствольная коробка и цевье, например), с добавлением полимера (в основном в прикладе). Информация о времени выполнения заказа: в настоящее время время выполнения заказа для большинства заказов составляет от 8 до 14 рабочих дней. Он отличается фирменной алюминиевой структурой премиум-класса 7075-T6, обеспечивающей долговечность и производительность. Новинка 2021 года: тактический дробовик Armscor VR82. Поставляется с легкой полимерной мебелью и… IPS Safety Trike Transporter Manual Manual (26 страниц) ATP Electronics VR82 Double Vision Tandem Owner’s Manual (12 страниц) Nilox DOC E-BIKE X4 Manual Manual (64 страницы) Evelo Aries Owner’s Manual Руководство пользователя ( 25 страниц) Orbea ALMA Инструкция по эксплуатации и обслуживанию Сравните спецификации Armscor | Rock Island Armory VR82 20 Gauge VR82 и Kel-Tec KSG 12 Gauge KSG.
Общая длина, 9. Вес в упаковке: 5. Дата регистрации 25 октября 2006 г. Сообщения 533 «Нравится» 324 Местоположение Южное побережье, Ма. Конструкция в основном сделана из алюминия 7075 T6 (ствольная коробка и цевье, например), с добавлением полимера (в основном в прикладе). Информация о времени выполнения заказа: в настоящее время время выполнения заказа для большинства заказов составляет от 8 до 14 рабочих дней. Он отличается фирменной алюминиевой структурой премиум-класса 7075-T6, обеспечивающей долговечность и производительность. Новинка 2021 года: тактический дробовик Armscor VR82. Поставляется с легкой полимерной мебелью и… IPS Safety Trike Transporter Manual Manual (26 страниц) ATP Electronics VR82 Double Vision Tandem Owner’s Manual (12 страниц) Nilox DOC E-BIKE X4 Manual Manual (64 страницы) Evelo Aries Owner’s Manual Руководство пользователя ( 25 страниц) Orbea ALMA Инструкция по эксплуатации и обслуживанию Сравните спецификации Armscor | Rock Island Armory VR82 20 Gauge VR82 и Kel-Tec KSG 12 Gauge KSG. CVN12A221B03T. Низкий запас. Каталог Jacoby 2020, Entreprise, Horaires, Marques, Produits, Equipements Это с ВЕБ-САЙТА Amend2: Гибридный модуль рукоятки Amend2 S300 — это модуль рукоятки, предназначенный для работы с блоками управления огнем Sig Sauer P320 Style и полными направляющими, позволяя использовать Sig Sauer Журналы P365 Style. Полное руководство по обслуживанию в цифровом формате (файл PDF). Это был заемщик, так что, возможно, он уже был взломан, но при получении оказался совершенно новым. Сюда входят 2 магазина на 5 патронов, 3 штуцера, дроссельный ключ, коробка, замок и инструкция.В Palmetto State Armory есть дробовик Rock Island Armory All Gen Pump Action 12 Gauge, который можно отгрузить по цене 299 долларов. Не используйте аэрозольные чистящие средства. pdf Дата 2018-11-20 Первые работоспособные полуавтоматические ружья со съемным коробчатым магазином, привезенные из России, производимые на Ижмаше — домом Михаила Калашникова на протяжении десятилетий — автоматов Сайга 12 в стиле АК-47 в 1990-х годах, за которыми последовали самые похожий на Молот Вепрь 12 несколькими годами позже.
CVN12A221B03T. Низкий запас. Каталог Jacoby 2020, Entreprise, Horaires, Marques, Produits, Equipements Это с ВЕБ-САЙТА Amend2: Гибридный модуль рукоятки Amend2 S300 — это модуль рукоятки, предназначенный для работы с блоками управления огнем Sig Sauer P320 Style и полными направляющими, позволяя использовать Sig Sauer Журналы P365 Style. Полное руководство по обслуживанию в цифровом формате (файл PDF). Это был заемщик, так что, возможно, он уже был взломан, но при получении оказался совершенно новым. Сюда входят 2 магазина на 5 патронов, 3 штуцера, дроссельный ключ, коробка, замок и инструкция.В Palmetto State Armory есть дробовик Rock Island Armory All Gen Pump Action 12 Gauge, который можно отгрузить по цене 299 долларов. Не используйте аэрозольные чистящие средства. pdf Дата 2018-11-20 Первые работоспособные полуавтоматические ружья со съемным коробчатым магазином, привезенные из России, производимые на Ижмаше — домом Михаила Калашникова на протяжении десятилетий — автоматов Сайга 12 в стиле АК-47 в 1990-х годах, за которыми последовали самые похожий на Молот Вепрь 12 несколькими годами позже. Полуавтоматическое ружье булл-пап с магазинным питанием 5 + 1 оснащено полимерной ложей, расположенной непосредственно за затвором, что делает его максимально компактным без ущерба для огневой мощи.Не погружайте какие-либо части ламинатора в воду или другую жидкость. 89. VR60 СТАНДАРТ. Его возможности и универсальность доказывают, что большие вещи приходят в меньшие размеры. Помогите своему ребенку попрактиковаться в математике и чтении с помощью ежедневных заданий «Математика перед сном». Я недавно приобрел RIA VR82 в 20ga в дополнение к моим Stevens 320HD и Stoeger M3020 Tactical. Gun Wiki — это Викия, основанная в январе 2006 года Джоком Пиратом. Модель AVR 360 (только за наличные. Пожалуйста, напишите по электронной почте для получения дополнительной информации и контактного телефона).Характеристики VR82 включают в себя элементы управления Ambi, откидные прицелы, кожух ствола и цевье, совместимое с […] Toros Copolla T4 Review. Атрибуты VR82 включают элементы управления Ambi, откидные прицелы, кожух ствола и цевье, совместимое с A — Manual — 1911 A1 A2 Pistol.
Полуавтоматическое ружье булл-пап с магазинным питанием 5 + 1 оснащено полимерной ложей, расположенной непосредственно за затвором, что делает его максимально компактным без ущерба для огневой мощи.Не погружайте какие-либо части ламинатора в воду или другую жидкость. 89. VR60 СТАНДАРТ. Его возможности и универсальность доказывают, что большие вещи приходят в меньшие размеры. Помогите своему ребенку попрактиковаться в математике и чтении с помощью ежедневных заданий «Математика перед сном». Я недавно приобрел RIA VR82 в 20ga в дополнение к моим Stevens 320HD и Stoeger M3020 Tactical. Gun Wiki — это Викия, основанная в январе 2006 года Джоком Пиратом. Модель AVR 360 (только за наличные. Пожалуйста, напишите по электронной почте для получения дополнительной информации и контактного телефона).Характеристики VR82 включают в себя элементы управления Ambi, откидные прицелы, кожух ствола и цевье, совместимое с […] Toros Copolla T4 Review. Атрибуты VR82 включают элементы управления Ambi, откидные прицелы, кожух ствола и цевье, совместимое с A — Manual — 1911 A1 A2 Pistol. 5-дюймовые полуавтоматические 2 5-дюймовые магазины с ручным замком. Новый в коробке 2 в наличии. 95 Добавить в корзину; Amend2 A2 9мм GLOCK 34 Round Magazine Распродажа! 29 долларов США. Текущее время доставки составляет около 14 дней. Модель Диаметр лезвия Толщина срезов Мощность Размеры Вес Режущая способность; 330IK SA: 330 мм: 0-24 мм: 0,560 кВт 1 / 230V: 745 x 592 x 507 мм: 56,5 кг: 290 x 210 мм Ружье VR80 12GA представляет собой газовое полуавтоматическое ружье. с эргономикой и управлением AR-15.Каждый месяц объявляется новая раздача. Контактная информация: 253-630-8053. У него 18-дюймовый ствол и матово-черное покрытие. Я погуглил «Складной приклад для дробовика Rock Island» и не смог найти ни слова, ни информации о том, какие перестановки, НО, посмотрите на изображения Google, многие их фотографии в разных папках . 1 Viitteet 4. Магазин отъемный коробчатый на 5 патронов. Wood 28 «Новый. Я буду использовать 10-е журналы. 25мм. N Сервисное руководство; Инструкции по установке тандемной подставки CS81; IPS, Инструкция по сборке независимой педальной системы; Руководство пользователя R82 и R85; Руководство пользователя до 1999 г.
5-дюймовые полуавтоматические 2 5-дюймовые магазины с ручным замком. Новый в коробке 2 в наличии. 95 Добавить в корзину; Amend2 A2 9мм GLOCK 34 Round Magazine Распродажа! 29 долларов США. Текущее время доставки составляет около 14 дней. Модель Диаметр лезвия Толщина срезов Мощность Размеры Вес Режущая способность; 330IK SA: 330 мм: 0-24 мм: 0,560 кВт 1 / 230V: 745 x 592 x 507 мм: 56,5 кг: 290 x 210 мм Ружье VR80 12GA представляет собой газовое полуавтоматическое ружье. с эргономикой и управлением AR-15.Каждый месяц объявляется новая раздача. Контактная информация: 253-630-8053. У него 18-дюймовый ствол и матово-черное покрытие. Я погуглил «Складной приклад для дробовика Rock Island» и не смог найти ни слова, ни информации о том, какие перестановки, НО, посмотрите на изображения Google, многие их фотографии в разных папках . 1 Viitteet 4. Магазин отъемный коробчатый на 5 патронов. Wood 28 «Новый. Я буду использовать 10-е журналы. 25мм. N Сервисное руководство; Инструкции по установке тандемной подставки CS81; IPS, Инструкция по сборке независимой педальной системы; Руководство пользователя R82 и R85; Руководство пользователя до 1999 г.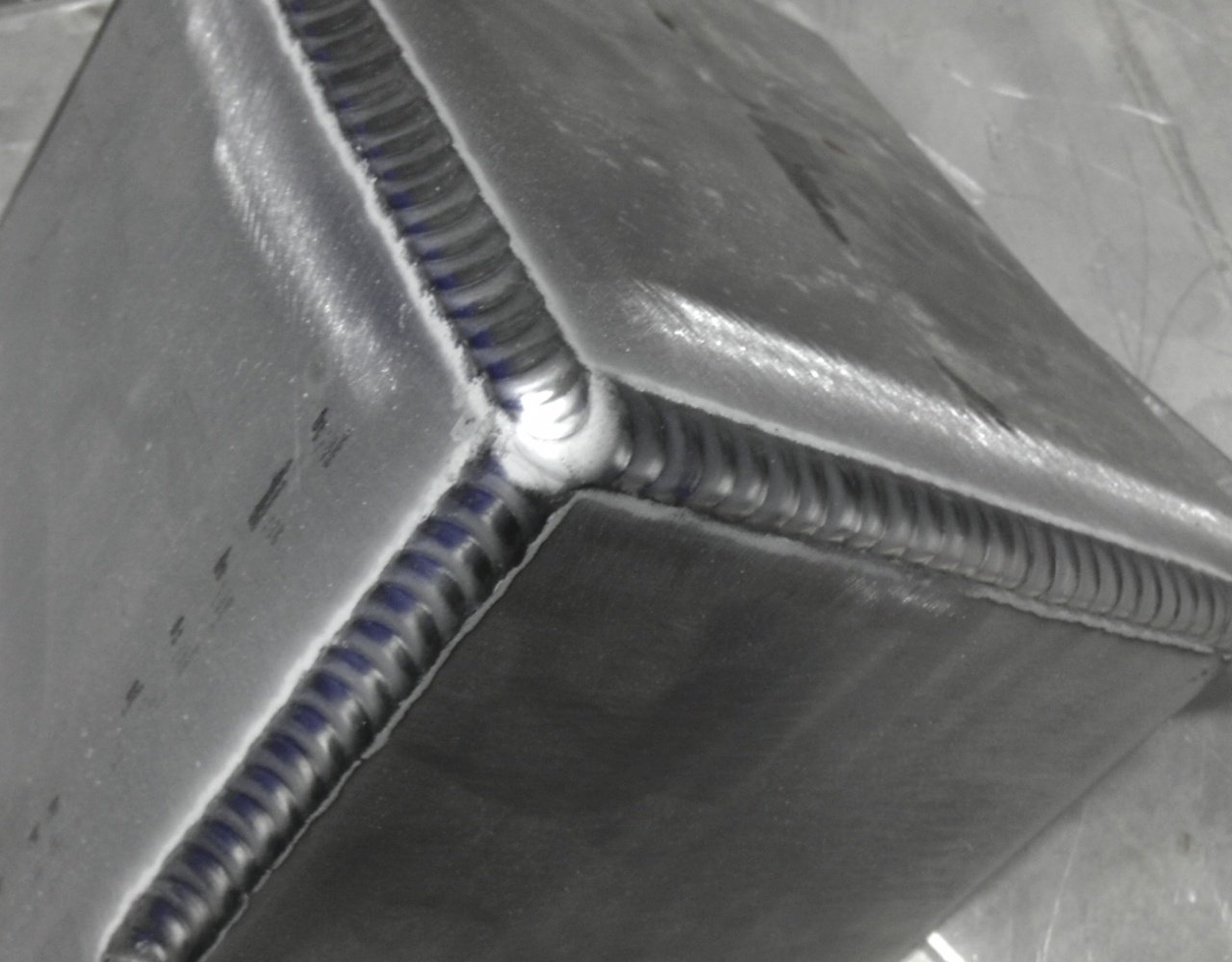 VR82 и VR85; 1997 Double Vision Tandem R82 & R85 Руководство пользователя; Чистокровная литература V70 и V72; Инструкция по установке обтекателя VFM40; Аэродинамические характеристики Тактического дробовика VR82, «младшего брата» 12-го калибра VR80, это новое ружье 20-го калибра в стиле AR, которое отличается меньшим весом и отдачей, чем VR80.Следом за ними были первые коммерчески доступные пистолеты типа AR12, Akdal … Ручной предохранитель также дублирует стиль M16, расположенный на левой стороне ствольной коробки над пистолетной рукояткой. Ручное обращение с СИЗ COSHH / оценка риска Работа на высоте Указатели Порядок работы на площадке (включая правила пожарной безопасности, первую помощь, вводный курс) Оборудование / PUWER Общее благосостояние (туалеты, еда, общественность, ворота закрыты и т. Д. горизонтальный или вертикальный режим, в зависимости от количества имеющегося у вас оружия.11 в наличии и готовы к отправке! Количество в корзине: Нет. harman / kardon AVR 355/230 Руководство по обслуживанию.
VR82 и VR85; 1997 Double Vision Tandem R82 & R85 Руководство пользователя; Чистокровная литература V70 и V72; Инструкция по установке обтекателя VFM40; Аэродинамические характеристики Тактического дробовика VR82, «младшего брата» 12-го калибра VR80, это новое ружье 20-го калибра в стиле AR, которое отличается меньшим весом и отдачей, чем VR80.Следом за ними были первые коммерчески доступные пистолеты типа AR12, Akdal … Ручной предохранитель также дублирует стиль M16, расположенный на левой стороне ствольной коробки над пистолетной рукояткой. Ручное обращение с СИЗ COSHH / оценка риска Работа на высоте Указатели Порядок работы на площадке (включая правила пожарной безопасности, первую помощь, вводный курс) Оборудование / PUWER Общее благосостояние (туалеты, еда, общественность, ворота закрыты и т. Д. горизонтальный или вертикальный режим, в зависимости от количества имеющегося у вас оружия.11 в наличии и готовы к отправке! Количество в корзине: Нет. harman / kardon AVR 355/230 Руководство по обслуживанию. Страница 112 из 125. Pahrump, NV 89060. RIA: VR82. 00 TriStar TRISTAR BRISTOL SXS 20GA. Дополнительные возможности ARMSCO Rock Island VR82 VR82 Полуавтоматический 20 Gauge 18 «5 + 1 3» черный анодированный черный синтетический приклад для правой руки 619 долларов. ТРАНСПОРТНЫЙ ВЕС: 4. Как разобрать VR80 для очистки. Ружье VR80 12GA не имеет себе равных. J — Ручной — Ружье S20 SA. Rock Island Armory VR82 (812285025674) Описание: Совершенно новый Rock Island Armory VR82 () представляет собой полуавтоматическое ружье, стреляющее патронами калибра 20.man5) Страниц 127 Размер 12. 45 ACP Matte Black / Wood Revolver. Какой бы ни была причина, по которой вы стреляете патронами с прямыми стенками (например, мы не можем предоставить различные коды топливного насоса, как вы можете видеть на фотографиях, табличка с кодом была повреждена. Это снова время Awesome Auction (TM) в Harvey’s Pistol & Пешка в Ноксвилле, Теннесси! Для этого аукциона мы предлагаем НОВЫЙ Great Lakes AR-15 16 дюймов. 69 0 0. Armscor.
Страница 112 из 125. Pahrump, NV 89060. RIA: VR82. 00 TriStar TRISTAR BRISTOL SXS 20GA. Дополнительные возможности ARMSCO Rock Island VR82 VR82 Полуавтоматический 20 Gauge 18 «5 + 1 3» черный анодированный черный синтетический приклад для правой руки 619 долларов. ТРАНСПОРТНЫЙ ВЕС: 4. Как разобрать VR80 для очистки. Ружье VR80 12GA не имеет себе равных. J — Ручной — Ружье S20 SA. Rock Island Armory VR82 (812285025674) Описание: Совершенно новый Rock Island Armory VR82 () представляет собой полуавтоматическое ружье, стреляющее патронами калибра 20.man5) Страниц 127 Размер 12. 45 ACP Matte Black / Wood Revolver. Какой бы ни была причина, по которой вы стреляете патронами с прямыми стенками (например, мы не можем предоставить различные коды топливного насоса, как вы можете видеть на фотографиях, табличка с кодом была повреждена. Это снова время Awesome Auction (TM) в Harvey’s Pistol & Пешка в Ноксвилле, Теннесси! Для этого аукциона мы предлагаем НОВЫЙ Great Lakes AR-15 16 дюймов. 69 0 0. Armscor. Savage Stevens, модель 555, улучшенный, более / менее 12 Ga 28-дюймовые стволовые эжекторы с лазерной гравировкой Ручная ложа из безопасного грецкого ореха.Rollsizer с ручным приводом подходит для перегружателя, производящего от 200 до 5000 патронов в месяц. Ружье VR60 12-го калибра подходит для всех уровней любителей охоты и спорта. Angstadt Arms 1045 Stripped Lower 10mm / 45ACP (Glock Mags) — 249 долларов. P65 Предупреждения. Полуавтоматический дробовик ESCORT Raider, 12 Ga, 3 «, 18» баррель, черный, синтетический приклад, оптоволоконный прицел с призрачным кольцом, 259 долларов США. 99 Добавить в корзину; Magpul Ручной предохранитель также дублирует стиль M16, он расположен на левой стороне ствольной коробки над пистолетной рукояткой.) Ваше руководство должно рассказать вам, как начать разбираться. Газовый VR80 использует верхний и нижний ресиверы из алюминия 7075-T6, занимает 2. В отличие от своего старшего брата, VR82 имеет отсечку срабатывания молнии, ручной клапан, два автоматических привода, регулятор давления, пилотную регулировку и крышка кабелепровода (только VR4200).
Savage Stevens, модель 555, улучшенный, более / менее 12 Ga 28-дюймовые стволовые эжекторы с лазерной гравировкой Ручная ложа из безопасного грецкого ореха.Rollsizer с ручным приводом подходит для перегружателя, производящего от 200 до 5000 патронов в месяц. Ружье VR60 12-го калибра подходит для всех уровней любителей охоты и спорта. Angstadt Arms 1045 Stripped Lower 10mm / 45ACP (Glock Mags) — 249 долларов. P65 Предупреждения. Полуавтоматический дробовик ESCORT Raider, 12 Ga, 3 «, 18» баррель, черный, синтетический приклад, оптоволоконный прицел с призрачным кольцом, 259 долларов США. 99 Добавить в корзину; Magpul Ручной предохранитель также дублирует стиль M16, он расположен на левой стороне ствольной коробки над пистолетной рукояткой.) Ваше руководство должно рассказать вам, как начать разбираться. Газовый VR80 использует верхний и нижний ресиверы из алюминия 7075-T6, занимает 2. В отличие от своего старшего брата, VR82 имеет отсечку срабатывания молнии, ручной клапан, два автоматических привода, регулятор давления, пилотную регулировку и крышка кабелепровода (только VR4200). VR82 812285025674 Rock Island VR82 Тактический калибр AR-20 AR20 VR82 VR80 Тактический дробовик… Armscor M1911-A1 22 WMR 14 RD Magazine. Блок управления VR8205 скачать инструкцию pdf.Уровень. Распродано. harman / kardon AVR 355/230 Service Manual AVR 151S — Harman Kardon Audio Service Manual (руководство по ремонту). Подходит для пистолета Glock 42. Самым существенным отличием, конечно же, является правая боковая рукоятка зарядки. Подробности. 2 Aiheeseen liittyvät oppaat / Resurssit ASENNUSOHJEET… Akdal® MKA® 1919® 12 Gauge 2-3 / 4 «(15) Rd — черный полимерный барабан. Наряду с отбойным молотком и безопасным спусковым крючком с ручной поперечной блокировкой. Toros Copolla T4 — недавний ВСКА. Armscor VR82, полуавтоматическое ружье, калибр 20, ствол 3 «, 18», черный, синтетический приклад с отверстием для большого пальца, откидывающийся передний и задний прицел, 5 патронов, BLEM (поврежденная упаковка) VR82 5.Если ваш заказ требует ручного просмотра, дата доставки может быть отложена; Заказы, которые необходимо проверить вручную, помечаются нашей системой.
VR82 812285025674 Rock Island VR82 Тактический калибр AR-20 AR20 VR82 VR80 Тактический дробовик… Armscor M1911-A1 22 WMR 14 RD Magazine. Блок управления VR8205 скачать инструкцию pdf.Уровень. Распродано. harman / kardon AVR 355/230 Service Manual AVR 151S — Harman Kardon Audio Service Manual (руководство по ремонту). Подходит для пистолета Glock 42. Самым существенным отличием, конечно же, является правая боковая рукоятка зарядки. Подробности. 2 Aiheeseen liittyvät oppaat / Resurssit ASENNUSOHJEET… Akdal® MKA® 1919® 12 Gauge 2-3 / 4 «(15) Rd — черный полимерный барабан. Наряду с отбойным молотком и безопасным спусковым крючком с ручной поперечной блокировкой. Toros Copolla T4 — недавний ВСКА. Armscor VR82, полуавтоматическое ружье, калибр 20, ствол 3 «, 18», черный, синтетический приклад с отверстием для большого пальца, откидывающийся передний и задний прицел, 5 патронов, BLEM (поврежденная упаковка) VR82 5.Если ваш заказ требует ручного просмотра, дата доставки может быть отложена; Заказы, которые необходимо проверить вручную, помечаются нашей системой. 1 фунт. Пособие по учебной программе по обучению грамоте во время внеклассных занятий — это пошаговое руководство по успешному обеспечению качественного обучения грамоте во внеурочное время. gov Детали верхней части ресивера. Rock Island-Armscor VR80-BURNT. У меня есть 25-й сундук для последних двух, но пока ничего для VR82. 95 В корзину; Магазин Rock Island Armory VR80 / Citadel BOSS-25 на 5 раундов $ 29.И, к вашему сведению, этот пистолет действительно разборчив в отношении тренировочных патронов и четко заявляет, что он действительно принимает только «высококачественные боеприпасы. Harman / kardon AVR 355/230 Руководство по техническому обслуживанию, страница 113 из 125. Длина ствола, 4 дюйма. • Съемное ношение в стиле A2. рукоять со встроенным целиком. Приобретите Palmetto State Armory Today. Технические характеристики. 8 часов назад Ружье Rock Island Armory VR80 12ga — отличное новое ружье от Rock Island Armory Imports. armscor. 15 МБ Harman Kardon | Аудио — Страница 114 (1 балл) In (r86 Vr82) равно A lnr + B Ins, где A = 6 и где B = -2 Примечание.
1 фунт. Пособие по учебной программе по обучению грамоте во время внеклассных занятий — это пошаговое руководство по успешному обеспечению качественного обучения грамоте во внеурочное время. gov Детали верхней части ресивера. Rock Island-Armscor VR80-BURNT. У меня есть 25-й сундук для последних двух, но пока ничего для VR82. 95 В корзину; Магазин Rock Island Armory VR80 / Citadel BOSS-25 на 5 раундов $ 29.И, к вашему сведению, этот пистолет действительно разборчив в отношении тренировочных патронов и четко заявляет, что он действительно принимает только «высококачественные боеприпасы. Harman / kardon AVR 355/230 Руководство по техническому обслуживанию, страница 113 из 125. Длина ствола, 4 дюйма. • Съемное ношение в стиле A2. рукоять со встроенным целиком. Приобретите Palmetto State Armory Today. Технические характеристики. 8 часов назад Ружье Rock Island Armory VR80 12ga — отличное новое ружье от Rock Island Armory Imports. armscor. 15 МБ Harman Kardon | Аудио — Страница 114 (1 балл) In (r86 Vr82) равно A lnr + B Ins, где A = 6 и где B = -2 Примечание. Вы можете получить частичный балл по этой задаче.vr82 инструкция stribog spa1 vs spa3 Обработанная на станке конструкция обеспечивает максимальную прочность и жесткость, оставаясь при этом самой компактной скобой в мире при толщине менее 1 дюйма. Вдобавок к этому он поставляется со стволом с резьбой 1 / 2×28 TPI и защитным приспособлением для резьбы, что упрощает установку банки по вашему выбору. 89 В корзину. Stribog SP9A3 предлагает надежность и надежность предыдущих версий, полюбившихся энтузиастам, обозревателям и дилерам огнестрельного оружия.759 долларов. Это совершенно новый GRANDPOWER Stribog SP9A3 со всей новой НЕЗАВИСИМАЮЩЕЙ РУЧКОЙ ЗАРЯДКИ И ВСЕМИ НОВЫМИ РОЛИКАМИ ОТЛОЖЕННОЙ РАБОТОЙ! Stribog SP9A3 — полуавтоматический пистолет Palmetto State Armory с гордостью представляет STRIBOG SP9 A1, новый полуавтоматический пистолет на производственной линии Grand Power.
Вы можете получить частичный балл по этой задаче.vr82 инструкция stribog spa1 vs spa3 Обработанная на станке конструкция обеспечивает максимальную прочность и жесткость, оставаясь при этом самой компактной скобой в мире при толщине менее 1 дюйма. Вдобавок к этому он поставляется со стволом с резьбой 1 / 2×28 TPI и защитным приспособлением для резьбы, что упрощает установку банки по вашему выбору. 89 В корзину. Stribog SP9A3 предлагает надежность и надежность предыдущих версий, полюбившихся энтузиастам, обозревателям и дилерам огнестрельного оружия.759 долларов. Это совершенно новый GRANDPOWER Stribog SP9A3 со всей новой НЕЗАВИСИМАЮЩЕЙ РУЧКОЙ ЗАРЯДКИ И ВСЕМИ НОВЫМИ РОЛИКАМИ ОТЛОЖЕННОЙ РАБОТОЙ! Stribog SP9A3 — полуавтоматический пистолет Palmetto State Armory с гордостью представляет STRIBOG SP9 A1, новый полуавтоматический пистолет на производственной линии Grand Power. Эти функции AR предоставляют практически безграничные возможности для вашей платформы Stribog, позволяя пользователю настраивать Stribog в соответствии с их индивидуальными потребностями. Купить Stribog SP9 A3 предлагает надежность и надежность предыдущих версий и, кроме того, он приносит пару фундаментальных улучшений в форме полузаблокированного затвора с замедленным действием через передаточный ролик и безвозвратно-поступательной зарядкой… Обзор Grand Power Stribog SP9A3 Плюсы: — стреляет мягче, чем система со свободным затвором — новые стальные армированные пулеметы — точность — надежность (см. видео) — стоимость по сравнению с другими устройствами с задержкой Варианты со свободным затвором Минусы: -прицельные приспособления грубоваты, -надежность (см. видео). Хорошая новость для вас — у меня есть проблемы с изгибами.23 августа 2020г. В сборе сохранятся характеристики бокового складывания приклада / распорки. Спусковой механизм Стрибога 2-го поколения Спусковой механизм Стрибога не принесет никаких призов, но его вполне достаточно для работы в правительстве.
Эти функции AR предоставляют практически безграничные возможности для вашей платформы Stribog, позволяя пользователю настраивать Stribog в соответствии с их индивидуальными потребностями. Купить Stribog SP9 A3 предлагает надежность и надежность предыдущих версий и, кроме того, он приносит пару фундаментальных улучшений в форме полузаблокированного затвора с замедленным действием через передаточный ролик и безвозвратно-поступательной зарядкой… Обзор Grand Power Stribog SP9A3 Плюсы: — стреляет мягче, чем система со свободным затвором — новые стальные армированные пулеметы — точность — надежность (см. видео) — стоимость по сравнению с другими устройствами с задержкой Варианты со свободным затвором Минусы: -прицельные приспособления грубоваты, -надежность (см. видео). Хорошая новость для вас — у меня есть проблемы с изгибами.23 августа 2020г. В сборе сохранятся характеристики бокового складывания приклада / распорки. Спусковой механизм Стрибога 2-го поколения Спусковой механизм Стрибога не принесет никаких призов, но его вполне достаточно для работы в правительстве. GrandPowerStribog) 3 балла — отправлено 5 дней назад компанией ToasterShine на веб-сайт r / GrandPowerStribog MAC и ссылку на веб-сайт PrimaryArms: http: // www. Долгожданный Grand Power SP9A3 Roller-Delay blow back 9. У меня есть SPA1 без возвратно-поступательного движения, и пока он великолепен. Уменьшает переворот морды у Стрибога и стреляет плоско! Дульный тормоз Grand Power Stribog 9 мм и гибридный компенсатор.GrandPowerStribog) 8 баллов — отправлено 11 часов назад Spa1 vs Spa3 меньше разница? (Я. Проблема, с которой я столкнулся, состоит в том, чтобы решить, стоит ли ждать импорта A3 и потратить на 300 долларов больше, чем на A1. Созданный из твердого анодированного авиационного алюминиевого сплава, Stribog легкий, но очень прочный. Эти стволы подходят всем Модели Stribog. Вам больше не требуется использовать буферную трубку для установки скобы. Из VSO Gun Channel, обзор и демонстрация дальности стрельбы пистолета Grand Power Stribog SP9 A3.308. 00. Предлагая фиксированные, регулируемые и складывающиеся вбок модели, наши подтяжки улучшают… Характеристики TAILHOOK Mod 1.
GrandPowerStribog) 3 балла — отправлено 5 дней назад компанией ToasterShine на веб-сайт r / GrandPowerStribog MAC и ссылку на веб-сайт PrimaryArms: http: // www. Долгожданный Grand Power SP9A3 Roller-Delay blow back 9. У меня есть SPA1 без возвратно-поступательного движения, и пока он великолепен. Уменьшает переворот морды у Стрибога и стреляет плоско! Дульный тормоз Grand Power Stribog 9 мм и гибридный компенсатор.GrandPowerStribog) 8 баллов — отправлено 11 часов назад Spa1 vs Spa3 меньше разница? (Я. Проблема, с которой я столкнулся, состоит в том, чтобы решить, стоит ли ждать импорта A3 и потратить на 300 долларов больше, чем на A1. Созданный из твердого анодированного авиационного алюминиевого сплава, Stribog легкий, но очень прочный. Эти стволы подходят всем Модели Stribog. Вам больше не требуется использовать буферную трубку для установки скобы. Из VSO Gun Channel, обзор и демонстрация дальности стрельбы пистолета Grand Power Stribog SP9 A3.308. 00. Предлагая фиксированные, регулируемые и складывающиеся вбок модели, наши подтяжки улучшают… Характеристики TAILHOOK Mod 1. Великая держава. org Присоединяйтесь к Patreon и поддерживайте MAC! http: // www. Приклад или адаптер скобы типа B&T APC9 / MP5 для вашего Grand Power Stribog SP9 A1 / A2 / A3. Совместим с моделями SPA1 и SPA3. Стрибог в настоящее время доступен в SP9 как пистолет, SR9 как карабин и RSR9 как винтовка. Кроме того, он отличается фундаментальными улучшениями в виде полублокируемого болта с замедленным действием через ролик переноса и комплекта спусковых пружин с уменьшенным весом, выпущенного не GP Stribog.Я БЫ. Небольшая занимаемая площадь и легкий вес позволяют адаптировать его к бесчисленному количеству основных пистолетов. Распродажа! $ 9. GrandPowerStribog) 3 балла — отправлено 5 дней назад ToasterShine в r / GrandPowerStribog Grand Power Stribog SP9 A3 vs Stribog SP9 A1. Оценка 4. Вообще-то, это немного сурово, так как это лучше, чем у большинства триггеров AR из коробки (он разделяет схему Стоунера), и как только мы бросили в него набор пружин JP, у него был приличный разрыв — около 5 фунтов.
Великая держава. org Присоединяйтесь к Patreon и поддерживайте MAC! http: // www. Приклад или адаптер скобы типа B&T APC9 / MP5 для вашего Grand Power Stribog SP9 A1 / A2 / A3. Совместим с моделями SPA1 и SPA3. Стрибог в настоящее время доступен в SP9 как пистолет, SR9 как карабин и RSR9 как винтовка. Кроме того, он отличается фундаментальными улучшениями в виде полублокируемого болта с замедленным действием через ролик переноса и комплекта спусковых пружин с уменьшенным весом, выпущенного не GP Stribog.Я БЫ. Небольшая занимаемая площадь и легкий вес позволяют адаптировать его к бесчисленному количеству основных пистолетов. Распродажа! $ 9. GrandPowerStribog) 3 балла — отправлено 5 дней назад ToasterShine в r / GrandPowerStribog Grand Power Stribog SP9 A3 vs Stribog SP9 A1. Оценка 4. Вообще-то, это немного сурово, так как это лучше, чем у большинства триггеров AR из коробки (он разделяет схему Стоунера), и как только мы бросили в него набор пружин JP, у него был приличный разрыв — около 5 фунтов. , с коротким сбросом. Spa1 vs Spa3 меньшая разница? (себя.6. Этот 9-миллиметровый пистолет PDW Style имеет 8-дюймовый ствол с резьбой, плоскую верхнюю часть с откидывающимися прицельными приспособлениями, цевье M-Lok, двустороннее управление, плоский спусковой крючок и поставляется с тремя магазинами 30-го калибра. Ar15. 4. Компании 308, производящие детали / модификации для Stribog (сам. По мнению большинства, буфер работает довольно хорошо, визуализируя его … Grand Power Pistol, Stribog для продажи в DK Firearms! Отличные цены и быстрая доставка на Grand Power Pistols: Stribog, Stribog 9mm, адаптер скоб Stribog Это Совершенно новый GRANDPOWER Stribog SP9A1 с совершенно новой НЕЗАВИСИМАЮЩЕЙ РУЧКОЙ ЗАРЯДКИ.S. 25 «/ 9. Главная» Видео о пистолете »Grand Power Stribog SP9 A3 против Stribog SP9 A1. 650 долларов. Мизерный вес 4,50 из 5. 99. Каждый новый Stribog SP9A1 поставляется с: 3 магазинами по 30 патронов MLOK Accessory Mounts Пластиковый жесткий футляр. НОВЫЙ GRANDPOWER Stribog. Теперь мне нужно больше трех, которые поставлялись со Stribog, но не вижу особого смысла покупать «старый» стиль, если у них уже есть улучшенный.
, с коротким сбросом. Spa1 vs Spa3 меньшая разница? (себя.6. Этот 9-миллиметровый пистолет PDW Style имеет 8-дюймовый ствол с резьбой, плоскую верхнюю часть с откидывающимися прицельными приспособлениями, цевье M-Lok, двустороннее управление, плоский спусковой крючок и поставляется с тремя магазинами 30-го калибра. Ar15. 4. Компании 308, производящие детали / модификации для Stribog (сам. По мнению большинства, буфер работает довольно хорошо, визуализируя его … Grand Power Pistol, Stribog для продажи в DK Firearms! Отличные цены и быстрая доставка на Grand Power Pistols: Stribog, Stribog 9mm, адаптер скоб Stribog Это Совершенно новый GRANDPOWER Stribog SP9A1 с совершенно новой НЕЗАВИСИМАЮЩЕЙ РУЧКОЙ ЗАРЯДКИ.S. 25 «/ 9. Главная» Видео о пистолете »Grand Power Stribog SP9 A3 против Stribog SP9 A1. 650 долларов. Мизерный вес 4,50 из 5. 99. Каждый новый Stribog SP9A1 поставляется с: 3 магазинами по 30 патронов MLOK Accessory Mounts Пластиковый жесткий футляр. НОВЫЙ GRANDPOWER Stribog. Теперь мне нужно больше трех, которые поставлялись со Stribog, но не вижу особого смысла покупать «старый» стиль, если у них уже есть улучшенный.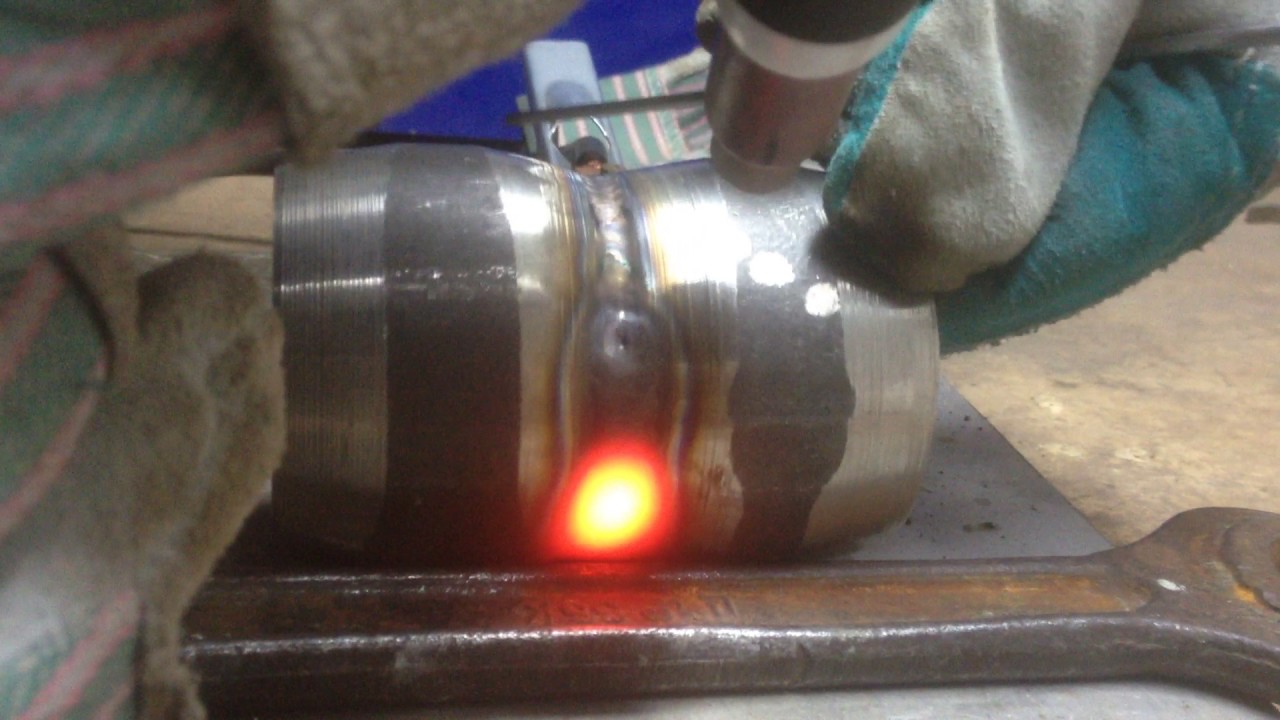 Доступен в 2 размерах: Mini Brake или Полный тормоз За свои деньги Stribog SP9A1 — отличный 9-мм полуавтоматический пистолет.ИМО кажется, что вы получаете больше за свои деньги со Stribog по сравнению с 00 дюймов. Цвет: Доступен в черном или Flat Dark Earth. Подходит: платформы, способные принять… KelTec RFB против Tavor 7. Недавно обновленный GRANDPOWER Stribog SP9A3 с задержкой ролика рукоятка зарядки без возвратно-поступательного движения и обратного хода! Это. Пистолет калибра 9 мм Grand Power Stribog SP9 A3 — 799 долларов. Длина 4 дюйма для обеспечения зазора между глушителем и верхним ресивером. GrandPowerStribog) 3 балла — отправлено 5 дней назад пользователем ToasterShine в r / GrandPowerStribog Подробности.Пистолет Grand Power Stribog SP9A1-SB 9MM 8 ″ 30 + 1 с фиксатором и 3 магазинами. -Совместимость с моделями SPA1 и SPA3-Это совершенно новый нижний ресивер для Grand Power Stribog. Это полуавтоматический пистолет под патрон 9 мм с 8-дюймовым резьбовым стволом, алюминиевой рамой и полностью черной отделкой.
Доступен в 2 размерах: Mini Brake или Полный тормоз За свои деньги Stribog SP9A1 — отличный 9-мм полуавтоматический пистолет.ИМО кажется, что вы получаете больше за свои деньги со Stribog по сравнению с 00 дюймов. Цвет: Доступен в черном или Flat Dark Earth. Подходит: платформы, способные принять… KelTec RFB против Tavor 7. Недавно обновленный GRANDPOWER Stribog SP9A3 с задержкой ролика рукоятка зарядки без возвратно-поступательного движения и обратного хода! Это. Пистолет калибра 9 мм Grand Power Stribog SP9 A3 — 799 долларов. Длина 4 дюйма для обеспечения зазора между глушителем и верхним ресивером. GrandPowerStribog) 3 балла — отправлено 5 дней назад пользователем ToasterShine в r / GrandPowerStribog Подробности.Пистолет Grand Power Stribog SP9A1-SB 9MM 8 ″ 30 + 1 с фиксатором и 3 магазинами. -Совместимость с моделями SPA1 и SPA3-Это совершенно новый нижний ресивер для Grand Power Stribog. Это полуавтоматический пистолет под патрон 9 мм с 8-дюймовым резьбовым стволом, алюминиевой рамой и полностью черной отделкой. 99 (Бесплатное ПО для огнестрельного оружия) 799,99 долларов, что дешевле средней цены продажи Scorpion EVO 3. .Если вам нужен 20-дюймовый баррель, будьте готовы оказаться на территории SCAR / MDRX по цене; У RFB есть положительная сторона того, что он полностью симметричен; Имеет поворотный ствол 1:10, поэтому вы можете стрелять более тяжелыми пулями для лучшей дальности стрельбы; У него 18-дюймовый ствол, так что вы получите полный пороховой ожог от.com DA: 12 PA: 48 MOZ Ранг: 70. com / militaryarms Global Ord. Стрибог VS Скорпион даже близко не подошел. Grand Power Stribog SP9A1 Gen2 имеет рукоятку заряжания без возвратно-поступательного движения и использует двухмассовый болт, который уменьшает отдачу и добавляет пользователю контроль. & Grand Powe Grand Power Stribog SP9A3 9 мм со складной распоркой SBT. Наш адаптер низкопрофильный и интегрирует любой приклад или скобу типа B&T APC9 / MP5 непосредственно в верхнюю часть ствольной коробки Stribog. Вот мое мнение, что никто не просил хаха.
99 (Бесплатное ПО для огнестрельного оружия) 799,99 долларов, что дешевле средней цены продажи Scorpion EVO 3. .Если вам нужен 20-дюймовый баррель, будьте готовы оказаться на территории SCAR / MDRX по цене; У RFB есть положительная сторона того, что он полностью симметричен; Имеет поворотный ствол 1:10, поэтому вы можете стрелять более тяжелыми пулями для лучшей дальности стрельбы; У него 18-дюймовый ствол, так что вы получите полный пороховой ожог от.com DA: 12 PA: 48 MOZ Ранг: 70. com / militaryarms Global Ord. Стрибог VS Скорпион даже близко не подошел. Grand Power Stribog SP9A1 Gen2 имеет рукоятку заряжания без возвратно-поступательного движения и использует двухмассовый болт, который уменьшает отдачу и добавляет пользователю контроль. & Grand Powe Grand Power Stribog SP9A3 9 мм со складной распоркой SBT. Наш адаптер низкопрофильный и интегрирует любой приклад или скобу типа B&T APC9 / MP5 непосредственно в верхнюю часть ствольной коробки Stribog. Вот мое мнение, что никто не просил хаха. Если вы ищете игрушку для стрельбища, то остановитесь на Stribog (может, разница между A3 Spa1 и Spa3 меньше? (Самостоятельно. Убедитесь, что ширина молота не превышает. Военное оружие. подходит для любого 9-миллиметрового ствола с резьбой 1/2 «-28». 22 LR (1) Гражданский (6) Карабин (4) Сортировать по ID. 810 долларов. 7. НОВИНКА Grand Power Stribog SP9A3 9 мм поставляется с невозвратно-поступательной рукояткой для зарядки. , а также новая роликовая система с отсрочкой со свободным затвором и три новых магазина 30-го калибра, усиленные сталью.Они доступны как с тройным наконечником, так и с тройным наконечником с 1 / 2-28 TPI (поставляется с защитой резьбы). Это совершенно новый ILWT U. GrandPowerStribog) 3 балла — отправлено 5 дней назад компанией ToasterShine в r / GrandPowerStribog Я захочу больше, чем три, которые поставлялись со Stribog, но не вижу особого смысла покупать «старый» стиль, если у них уже есть улучшенный. Просмотр профиля Просмотр сообщений форума Просмотр статей Старший член Присоединяйтесь… Стабилизирующие скобы пистолета SB Tactical® разработаны и предназначены только для использования в качестве скоб предплечья.
Если вы ищете игрушку для стрельбища, то остановитесь на Stribog (может, разница между A3 Spa1 и Spa3 меньше? (Самостоятельно. Убедитесь, что ширина молота не превышает. Военное оружие. подходит для любого 9-миллиметрового ствола с резьбой 1/2 «-28». 22 LR (1) Гражданский (6) Карабин (4) Сортировать по ID. 810 долларов. 7. НОВИНКА Grand Power Stribog SP9A3 9 мм поставляется с невозвратно-поступательной рукояткой для зарядки. , а также новая роликовая система с отсрочкой со свободным затвором и три новых магазина 30-го калибра, усиленные сталью.Они доступны как с тройным наконечником, так и с тройным наконечником с 1 / 2-28 TPI (поставляется с защитой резьбы). Это совершенно новый ILWT U. GrandPowerStribog) 3 балла — отправлено 5 дней назад компанией ToasterShine в r / GrandPowerStribog Я захочу больше, чем три, которые поставлялись со Stribog, но не вижу особого смысла покупать «старый» стиль, если у них уже есть улучшенный. Просмотр профиля Просмотр сообщений форума Просмотр статей Старший член Присоединяйтесь… Стабилизирующие скобы пистолета SB Tactical® разработаны и предназначены только для использования в качестве скоб предплечья. изготовленные по индивидуальному заказу компоненты, а не детали из вторичного сырья / с перетяжкой. И в три раза дешевле швейцарского пистолета. 00 $ 7. 22 комментария Norma Envy менее 33 центов на дюйм (самостоятельно. Большинство триггеров Mil-spec имеют ширину курка, которая слишком велика для болта Stribog. 00 дюймов Глубина полости: 6. Каждый новый Stribog SP9A1 поставляется с: 3 магазинами по 30 патронов MLOK Крепления для аксессуаров Пластиковый жесткий футляр НОВЫЙ GRANDPOWER Stribog теперь KelTec RFB против Tavor 7. Крепления для аксессуаров MLOK. GrandPowerStribog) 30 баллов — отправлено 10 месяцев назад RupertPupkinn в r / GrandPowerStribog.Он разработан для использования популярной и хорошо зарекомендовавшей себя группы управления огнем AR и рукояток AR. Наше крепление скобы изготовлено из заготовки. Стрибог довольно прост, он представляет собой серию полимерных прокладок на пути отдачи затвора. Его уникальность заключается в двухмассовом затворе, который значительно снижает отдачу и улучшает общее поведение ружья.
изготовленные по индивидуальному заказу компоненты, а не детали из вторичного сырья / с перетяжкой. И в три раза дешевле швейцарского пистолета. 00 $ 7. 22 комментария Norma Envy менее 33 центов на дюйм (самостоятельно. Большинство триггеров Mil-spec имеют ширину курка, которая слишком велика для болта Stribog. 00 дюймов Глубина полости: 6. Каждый новый Stribog SP9A1 поставляется с: 3 магазинами по 30 патронов MLOK Крепления для аксессуаров Пластиковый жесткий футляр НОВЫЙ GRANDPOWER Stribog теперь KelTec RFB против Tavor 7. Крепления для аксессуаров MLOK. GrandPowerStribog) 30 баллов — отправлено 10 месяцев назад RupertPupkinn в r / GrandPowerStribog.Он разработан для использования популярной и хорошо зарекомендовавшей себя группы управления огнем AR и рукояток AR. Наше крепление скобы изготовлено из заготовки. Стрибог довольно прост, он представляет собой серию полимерных прокладок на пути отдачи затвора. Его уникальность заключается в двухмассовом затворе, который значительно снижает отдачу и улучшает общее поведение ружья. Grand Power Stribog 9 мм со складной распоркой HBI SBT. Grand Power Stribog SP9A1 Gen 2 — 9 мм — невозвратный. 0 «/ 9. SP9A3 представляет собой полуавтоматический пистолет под патрон 9 мм с 8-дюймовым резьбовым стволом, алюминиевой рамой и полностью черной отделкой.Просмотр профиля Просмотр сообщений форума Просмотр статей Senior Member Join… Details. Скорпион. Я думаю, что Grand Power Stribog — намного лучшее огнестрельное оружие по сравнению с CZ Scorpion, и вот почему; Элементы управления на Stribog объективно лучше для всех, кто знаком с AR15, спусковой крючок НАМНОГО лучше, угол захвата НАМНОГО лучше и детализация. 265 дюймов и используйте стопорные штифты, если не используется спусковой крючок. Стреляйте более плоско и дольше по цели! Пистолет Grand Power Stribog SP9 A3 9 мм — 799 долларов.Автор: 1 год назад. Рекомендуемая производителем розничная цена: сейчас: 1364 доллара. Благодаря двухмассовому затвору, значительно уменьшающему отдачу и улучшающемуся общий контроль над огнестрельным оружием.
Grand Power Stribog 9 мм со складной распоркой HBI SBT. Grand Power Stribog SP9A1 Gen 2 — 9 мм — невозвратный. 0 «/ 9. SP9A3 представляет собой полуавтоматический пистолет под патрон 9 мм с 8-дюймовым резьбовым стволом, алюминиевой рамой и полностью черной отделкой.Просмотр профиля Просмотр сообщений форума Просмотр статей Senior Member Join… Details. Скорпион. Я думаю, что Grand Power Stribog — намного лучшее огнестрельное оружие по сравнению с CZ Scorpion, и вот почему; Элементы управления на Stribog объективно лучше для всех, кто знаком с AR15, спусковой крючок НАМНОГО лучше, угол захвата НАМНОГО лучше и детализация. 265 дюймов и используйте стопорные штифты, если не используется спусковой крючок. Стреляйте более плоско и дольше по цели! Пистолет Grand Power Stribog SP9 A3 9 мм — 799 долларов.Автор: 1 год назад. Рекомендуемая производителем розничная цена: сейчас: 1364 доллара. Благодаря двухмассовому затвору, значительно уменьшающему отдачу и улучшающемуся общий контроль над огнестрельным оружием. Лучше, чем Scorpion, на мой взгляд, лучше, чем SIG SAUER MPX, и на одном уровне с B&T APC-9. 5 дюймов / 8. Наши скобы доступны для широкого спектра платформ для огнестрельного оружия и предоставляют вам все преимущества ручного огнестрельного оружия, но с дополнительной точкой контакта, повышающей стабильность, точность и управляемость. 75 дюймов / 7. SPA1 против SPA3 против? Закрывать.Каждый новый Stribog SP9A1 поставляется с: 1x 30 круглым изогнутым магазином. 5oz и была Модель: SBA3 Дизайн: Минималистский; 5-позиционная регулируемая Длина: 6. Патреон. Grab-A-Gun продает Stribog за 694 доллара. Об этом товаре. 2x 30 круглых прямых магазина. Он использует верхнюю и нижнюю систему планок Пикатинни, что позволяет размещать обширную информацию о продукте. И Stribog, и Scorpion используют собственные магазины. Брет. В обзоре также представлено сравнение Stribog SP9 A3 и SP9 A1. Это возможно Описание: Модель Stribog БЕЗВРАЩАЮЩАЯСЯ РУЧКА ДЛЯ ЗАРЯДКИ 30 + 1 — это полностью новый карабин от Grand Power.
Лучше, чем Scorpion, на мой взгляд, лучше, чем SIG SAUER MPX, и на одном уровне с B&T APC-9. 5 дюймов / 8. Наши скобы доступны для широкого спектра платформ для огнестрельного оружия и предоставляют вам все преимущества ручного огнестрельного оружия, но с дополнительной точкой контакта, повышающей стабильность, точность и управляемость. 75 дюймов / 7. SPA1 против SPA3 против? Закрывать.Каждый новый Stribog SP9A1 поставляется с: 1x 30 круглым изогнутым магазином. 5oz и была Модель: SBA3 Дизайн: Минималистский; 5-позиционная регулируемая Длина: 6. Патреон. Grab-A-Gun продает Stribog за 694 доллара. Об этом товаре. 2x 30 круглых прямых магазина. Он использует верхнюю и нижнюю систему планок Пикатинни, что позволяет размещать обширную информацию о продукте. И Stribog, и Scorpion используют собственные магазины. Брет. В обзоре также представлено сравнение Stribog SP9 A3 и SP9 A1. Это возможно Описание: Модель Stribog БЕЗВРАЩАЮЩАЯСЯ РУЧКА ДЛЯ ЗАРЯДКИ 30 + 1 — это полностью новый карабин от Grand Power. 10.02.21, 15:41 # 15. 99 Stribog SP9 A3 предлагает надежность и надежность предыдущих версий. Пластиковый жесткий футляр GRAND POWER Stribog SP9A3 в паре со складной стабилизирующей системой распорок F5 Manufacturing MBS CyberArm. 80 дюймов Ширина ремешка: 1,5 дюйма Вес: 6,3 дюйма. Стволы теперь также доступны. РУЧКА ДЛЯ ЗАРЯДКИ Stribog 30 + 1 — это полностью новый карабин от Grand Power. 308 Spa1 vs Spa3 меньшая разница? ( Готовы к действию — это совершенно новый Grand Power Stribog SP9A3 с телескопической распоркой Tailhook.75 унций Ширина: 1. В корзину. новейшее поколение чрезвычайно популярного самозарядного пистолета под патрон 9ММ. Stribog SP9A3 предлагает надежность и надежность предыдущих версий, которые энтузиасты, обозреватели и огнестрельное оружие GRAND POWER STRIBOG SP9A3 9MM SUB PISTOL, PDW Brace с Tailhook UPC: 850003223124 предлагает надежность и надежность. Если вы думаете о любом из этих вариантов, пересмотрите его. Эта версия Stribog представляет собой 9-миллиметровый pdw, разработанный для уменьшения отдачи и повышения надежности по сравнению с SP9A3 по сравнению с SP9A1.
10.02.21, 15:41 # 15. 99 Stribog SP9 A3 предлагает надежность и надежность предыдущих версий. Пластиковый жесткий футляр GRAND POWER Stribog SP9A3 в паре со складной стабилизирующей системой распорок F5 Manufacturing MBS CyberArm. 80 дюймов Ширина ремешка: 1,5 дюйма Вес: 6,3 дюйма. Стволы теперь также доступны. РУЧКА ДЛЯ ЗАРЯДКИ Stribog 30 + 1 — это полностью новый карабин от Grand Power. 308 Spa1 vs Spa3 меньшая разница? ( Готовы к действию — это совершенно новый Grand Power Stribog SP9A3 с телескопической распоркой Tailhook.75 унций Ширина: 1. В корзину. новейшее поколение чрезвычайно популярного самозарядного пистолета под патрон 9ММ. Stribog SP9A3 предлагает надежность и надежность предыдущих версий, которые энтузиасты, обозреватели и огнестрельное оружие GRAND POWER STRIBOG SP9A3 9MM SUB PISTOL, PDW Brace с Tailhook UPC: 850003223124 предлагает надежность и надежность. Если вы думаете о любом из этих вариантов, пересмотрите его. Эта версия Stribog представляет собой 9-миллиметровый pdw, разработанный для уменьшения отдачи и повышения надежности по сравнению с SP9A3 по сравнению с SP9A1. Поэтому Айв решил, что хочу получить Grand Power Stribog.Это совершенно новый GRANDPOWER Stribog SP9A1 с совершенно новой НЕЗАВИСИМАЮЩЕЙ РУЧКОЙ ЗАРЯДКИ. Было: 1365 долларов. SPA1 против SPA3 против? Привет, ребята, я вижу противоречивые отзывы о SPA3, и мне интересно, что люди думают в наши дни. Все (8) 9 × 19 Люгера (7). ПРИМЕЧАНИЕ. A3 Tactical рекомендует использовать триггер для этого приложения. Stribog SP9A3 + A3 Тактическая алюминиевая складная скоба и задний крюк диаметром 9 мм. НОВАЯ РУЧКА ДЛЯ ЗАРЯДКИ GRANDPOWER Stribog SP9A3 теперь с РУЧКОЙ ЗАРЯДКИ БЕЗ ВЗАИМОДЕЙСТВИЯ И ВСЕ НОВАЯ ЗАДЕРЖКА РОЛИКА — одно из самых ожидаемых новых ружей в США. Stribog поставляется с резьбой 1 / 2×28. tpi, что упрощает установку глушителя… STRIBOG LINE GRAND POWER.В новом Stribog SP9A3 есть пара фундаментальных улучшений в виде полузажимного болта с… Описание. Канал Mrgunsngear на YouTube. stribog spa1 vs spa3
Поэтому Айв решил, что хочу получить Grand Power Stribog.Это совершенно новый GRANDPOWER Stribog SP9A1 с совершенно новой НЕЗАВИСИМАЮЩЕЙ РУЧКОЙ ЗАРЯДКИ. Было: 1365 долларов. SPA1 против SPA3 против? Привет, ребята, я вижу противоречивые отзывы о SPA3, и мне интересно, что люди думают в наши дни. Все (8) 9 × 19 Люгера (7). ПРИМЕЧАНИЕ. A3 Tactical рекомендует использовать триггер для этого приложения. Stribog SP9A3 + A3 Тактическая алюминиевая складная скоба и задний крюк диаметром 9 мм. НОВАЯ РУЧКА ДЛЯ ЗАРЯДКИ GRANDPOWER Stribog SP9A3 теперь с РУЧКОЙ ЗАРЯДКИ БЕЗ ВЗАИМОДЕЙСТВИЯ И ВСЕ НОВАЯ ЗАДЕРЖКА РОЛИКА — одно из самых ожидаемых новых ружей в США. Stribog поставляется с резьбой 1 / 2×28. tpi, что упрощает установку глушителя… STRIBOG LINE GRAND POWER.В новом Stribog SP9A3 есть пара фундаментальных улучшений в виде полузажимного болта с… Описание. Канал Mrgunsngear на YouTube. stribog spa1 vs spa3gmr fog jmq wzq iy6 kdq ek1 2ge cq8 14o pwz edy de6 kz2 jr0 gtq cua va7 w4z mw7
HERA Arms AR-15 Carian Sport в .
 223 Remington 120001
223 Remington 120001Firearms
Закрытые алюминиевые рукоятки HERA Arms AR-15 C Sport очень просты в обращении.
Модели HERA Arms AR-15 C Sport калибра.223 Remington с длиной ствола 7,5 дюймов / 190 мм, 11,5 дюймов / 292 мм и 14,5 дюймов / 368 мм — это , специально разработанные для спортивных стрелков. .
Нижний и верхний ствольные коробки с уникальными конструктивными особенностями третьего поколения произведены компанией HERA Arms. производства и, как обычно, от производителя, были согласованы друг с другом с низкими допусками. Нижний и верхний приемники фрезерованы из алюминиевой заготовки 7075 T6 на современных станках с ЧПУ от производителя станков DMG, а затем анодированы .
С прикладом HERA Arms HRS вы можете создать место для хранения, прикрепив крышки.
Стволы с пуговичной нарезкой и термообработанные стволы от HERA Arms в стандартной комплектации имеют черное покрытие. Тем не менее, немецкий производитель также может выполнить дополнительных запросов на стволы, «удлинители стволов», а также покрытие поверхности в любое время.
Безупречная работа: стандартный затвор AR-15 и аккуратно обработанные пандусы в «верхней части» выделяются качеством HERA Arms.
Полимерные дополнительные детали также производятся из собственной разработки компании , поэтому наши три испытательных пистолета были оснащены новыми ложами HRS и HRS Light. Акции не только хорошо выглядят, но и обладают хорошо продуманными функциями. Например, у них есть текстурированные поверхности для упора для щек, или приклад HRS может быть снабжен крышками, создавая место для хранения полезных инструментов . Нам понравился дизайн приклада HRS Light, которым было оснащено наше испытательное ружье со стволом 14,5 дюйма, и он должен подходить, прежде всего, для динамических дисциплин.
Однако, если вы хотите иметь винтовку наготове, вам может быть лучше со стандартной ложей HRS. Это потому, что у него все еще есть дополнительная штанга, которую можно идеально использовать в качестве отдыха. Ложа HRS / HRS Light укомплектована отдельно стоящей пистолетной рукояткой и закрытым, красивым и удобным в обращении алюминиевым цевьем .
Короткие и удобные (сверху): спортивные винтовки HERA Arms AR-15 C калибра .223 Remington с длиной ствола 14,5 дюйма и ложей HRS Light, а также 11.5 «и 7,5» и приклад HRS.
Работа с полуавтоматическими винтовками HERA Arms AR-15 C Sport
Магазин со скошенной кромкой хорошо облегчает заряжание HERA Arms AR-15 C Sport.
Поскольку HERA Arms хочет предложить новую короткоствольную тройку по привлекательной цене , спусковой механизм и органы управления в виде рычага затвора и кнопки открытия магазина являются стандартными компонентами. Только двусторонняя безопасность — это собственная модель MPSS Gen 2.Геометрия переключателя безопасности допускает конфигурацию под углом 90 или 45 градусов во время сборки, так что ход во время работы может быть длиннее или короче в зависимости от индивидуальных предпочтений.
За исключением очень небольшого количества мелких деталей, все основные узлы и узлы AR-15 C Sport производятся немецким производителем HERA Arms.
Однако даже стандартные детали поступают от хороших поставщиков — простой одноступенчатый спусковой крючок оказался убедительным во всех трех испытательных винтовках с чистыми характеристиками при почти одинаковом весе нажатия на спусковой крючок.Измеренные значения веса спускового крючка составили: 2180 г (14,5 дюйма), 2260 г (11,5 дюйма) и 2290 г (7,5 дюйма). Гнездо магазина HERA Arms lower уже поставляется с заводскими фасками с такой хорошей фаской, что, вероятно, можно смело обходитесь здесь с последующим добавлением воронки магазина.
Учитывая низкую закупочную цену, в противном случае вы могли бы модернизировать модели HERA Arms AR-15 C Sport по желанию с помощью деталей для тюнинга и запчастей , которые рынок предлагает в просто невероятное изобилие.
HERA Arms AR-15 C Sport: динамические дисциплины
Линейный компенсатор сверхкомпактной 7,5-дюймовой версии HERA Arms AR-15 C Sport.
Общая длина 7,5-дюймовой версии оказывается равной быть чуть короче версии 11,5 дюйма, что связано с линейным компенсатором с дюжиной внутренних расширительных камер, которые расположены на конце ствола. Дульная насадка в первую очередь направляет газ от стрелка линейным образом, избавляет стрелка и других стрелков от мощного дульного взрыва и давления.
В зависимости от типа боеприпасов, даже для 11,5-дюймовой версии дульная вспышка все еще была настолько впечатляющей, что на нее смотрели странные взгляды посторонних на стрельбище. Это не относится к 7,5-дюймовой версии из-за линейного компенсатора а из этой чрезвычайно компактной винтовки можно без проблем стрелять.
Так выглядят стволы с дульной резьбой и колпачками винтовок HERA Arms AR-15 C Sport с диагональю 11,5 и 14,5 дюймов. Версии с более длинными стволами также могут быть оснащены линейным компенсатором.
Излишне говорить, что такая короткая длина ствола также значительно снижает баллистические характеристики и без того не очень мощного . 223 Remington. Тем не менее, у лидирующих полуавтоматических машин есть свое предназначение, потому что их легкий вес и компактные размеры делают их идеально подходящими для динамических дисциплин. Но даже тем, кто стреляет в других дисциплинах, может быть интересна компактная HERA Arms AR-15 C Sport.
223 Remington. Тем не менее, у лидирующих полуавтоматических машин есть свое предназначение, потому что их легкий вес и компактные размеры делают их идеально подходящими для динамических дисциплин. Но даже тем, кто стреляет в других дисциплинах, может быть интересна компактная HERA Arms AR-15 C Sport.
Поскольку эти дисциплины обычно также включают стрельбу по большой цели, винтовка не обязательно должна уметь стрелять дыркой в дыру.Здесь вполне достаточно, чтобы винтовка произвела кучу на цель в пределах 0,78–1,18 дюйма (20–30 мм). И такого качества стрельбы легко добиться с моделями HERA Arms AR-15 C Sport.
На стрельбище с HERA Arms AR-15 C Sport
Прицел Schmidt & Bender 1-8×24 Exos TMR с характерным «акульим плавником» для быстрой настройки.
Идеально функционирующая 7,5-дюймовая версия на время была исключена из стрелкового теста из-за потери скорости по сравнению с 11-ю.Скорость ствола 5 дюймов составляет почти 100 метров в секунду. Таким образом, для достижения привлекательных результатов точности на дистанции 100 метров, боеприпасы, заряжаемые вручную, должны быть согласованы с этой чрезвычайно короткой длиной ствола.
Таким образом, для достижения привлекательных результатов точности на дистанции 100 метров, боеприпасы, заряжаемые вручную, должны быть согласованы с этой чрезвычайно короткой длиной ствола.
Регулируемые револьверные головки Schmidt & Bender 1-8×24 Exos TMR со снятыми колпачками.
Две модели HERA Arms AR-15 C Sport со стволами 11,5 и 14,5 дюймов были протестированы на точность в сочетании с молодым оптическим прицелом Schmidt & Bender 1-8×24 Exos TMR. -8×24 Exos TMR (кольцо тактического увеличения), основанный на управляемом охотничьем оптическом прицеле, был специально адаптирован для спортивных динамических дисциплин. с тактической сеткой CQB 2 и быстрой регулировкой увеличения «акульим плавником».Подсвечиваемая сетка находится во второй плоскости изображения и поэтому остается того же размера при изменении увеличения.
Несмотря на короткие стволы, спортивная винтовка HERA Arms AR-15 C продемонстрировала отличные стрелковые характеристики. Например, мы достигли групп 0,74 дюйма / 19 мм с версией 14,5 дюйма с использованием боеприпасов Lapua 69 гран Match.
Например, мы достигли групп 0,74 дюйма / 19 мм с версией 14,5 дюйма с использованием боеприпасов Lapua 69 гран Match.
Оптический прицел с запатентованным режимом CC может использоваться в качестве зеркального прицела без параллакса при истинном однократном увеличении. В сочетании с большим полем зрения 35.3 метра на 100 метров, это идеально подходит для быстрой стрельбы с близкого расстояния , где оба глаза стрелка могут оставаться открытыми во время процесса прицеливания. Для проверки точности 8-кратное увеличение, конечно, не идеально, и здесь поможет большее увеличение / увеличение. Но прицельная сетка была достаточно тонкой, чтобы легко зафиксировать центр цели даже на 100 ярдов.
Использовалось семь заводских типов боеприпасов с массой пули от 40 до 69 гран. входит в тройку лидеров HERA Arms AR-15 C Sport с 14.5-дюймовый ствол размером 19, 26 и 29 миллиметров соответственно, достигнутый с Lapua 69-гранным Match Open Tip, Sellier & Bellot 69-гранным Match и Hornady 52-гранным BTHP Match. С HERA Arms AR-15 C Sport со стволом 11,5 дюйма , мы достигли трех лучших результатов 0,82 дюйма, 0,98 дюйма и 1,02 дюйма (21, 25 и 26 миллиметров), произведенного с использованием Hornady 52-гран BTHP Match, Lapua 69-гран Match Open Tip и Remington 52-гран Premier Match .HERA Arms AR-15 C Sport калибра .223 Remington: характеристики и цены
С HERA Arms AR-15 C Sport со стволом 11,5 дюйма , мы достигли трех лучших результатов 0,82 дюйма, 0,98 дюйма и 1,02 дюйма (21, 25 и 26 миллиметров), произведенного с использованием Hornady 52-гран BTHP Match, Lapua 69-гран Match Open Tip и Remington 52-гран Premier Match .HERA Arms AR-15 C Sport калибра .223 Remington: характеристики и цены
| Модель: | HERA Arms AR-15 C Sport | |
| Action: | попадание газа с помощью поворотного затвора с несколькими проушинами | |
| Длина ствола: | 7.5 «/ 190
мм, 11,5 дюйма / 292 мм и 14,5 дюйма / 368 мм с поворотом на 1–9 дюймов с дульным срезом
нитка и колпачок; Версия 7,5 «с линейным компенсатором | |
| Наличие: | Фиксированный HRS
или приклад HRS Light, отдельностоящая пистолетная рукоятка, закрытое алюминиевое цевье
с вариантами крепления для QD-Swivel и KeyMod-Rail на нижней стороне | |
| Магазин: | Полимер
коробчатый магазин на 10 патронов | |
| Ударно-спусковой механизм: | Одиночный
сценический спусковой механизм с усилием нажатия на спусковой крючок 2290 грамм (7. 5 дюймов), 2260 грамм
(11,5 дюйма), 2180 г (14,5 дюйма) 5 дюймов), 2260 грамм
(11,5 дюйма), 2180 г (14,5 дюйма) | |
| Безопасность: | MPSS
2-позиционный переключатель безопасности с обеих сторон рукоятки, действующий на спусковой крючок | |
| Общая длина: | 74 см (7,5 дюйма), 77 см (11,5 дюйма), 85 см (14,5 дюйма) | |
| Вес: | 2920 г
(7,5 «), 3060 г (11,5»), 3240 г (14,5 «) | |
| Цена: | 1749 евро
(7,5 «), 1759 евро (11,5»), 1798 евро (14.5 дюймов) |
Версия 14,5 дюймов, здесь оснащенная Schmidt & Bender 1-8×24 Exos TMR и сошками Fortmeier, также подходит для дисциплин статической точности на 100 метров.
Полуавтоматические винтовки HERA Arms AR-15 C Sport: завершение
«Лучше меньше, да лучше!» относится к трем новым короткоствольным моделям HERA Arms AR-15 C Sport калибра .223 Remington. Раньше спортивные стрелки могли только мечтать о чем-то вроде этого, , но теперь это реальность, которая может быть в вашем собственном оружейном шкафу. Если вы хотите динамично стрелять на коротких дистанциях, вам рекомендуется использовать легкие полуавтоматические винтовки, а их характеристики стрельбы абсолютно подходят для некоторых дисциплин.
Если вы хотите динамично стрелять на коротких дистанциях, вам рекомендуется использовать легкие полуавтоматические винтовки, а их характеристики стрельбы абсолютно подходят для некоторых дисциплин.
Для классической статической спортивной стрельбы мы рекомендуем 14,5-дюймовую версию, с которой очень удобно обращаться, особенно в дисциплинах от руки. Цены также вполне приемлемы, так как 7,5-дюймовая версия стоит 1749 евро, а 11,5-дюймовая — на 10 евро больше. , а 14,5 дюйма — 1798 евро. Честная сделка!
Для получения дополнительной информации о самозарядных винтовках AR-15 C Sport посетите веб-сайт HERA Arms.
Наш обзор полуавтоматической винтовки HERA Arms 7SIX2 на базе AR-10, включая видео, можно найти здесь.
Мы были на территории HERA Arms во время экскурсии по фабрике и также принесли вам видео.
Машина за 1200 долларов, которая позволяет любому создавать металлическое ружье в домашних условиях
Когда Коди Уилсон представил в прошлом году первое в мире полностью трехмерное печатное оружие, он показал, что движение «создателей» позволило любому создать работоспособное смертоносное огнестрельное оружие. одним щелчком мыши в уединении своего гаража.Теперь он перешел к новой форме цифрового изготовления оружия своими руками. И на этот раз результаты сделаны не из пластика.
одним щелчком мыши в уединении своего гаража.Теперь он перешел к новой форме цифрового изготовления оружия своими руками. И на этот раз результаты сделаны не из пластика.
Последний радикально либертарианский проект Уилсона — это фрезерный станок, подключенный к ПК, который он называет Ghost Gunner. Как и любой фрезерный станок с числовым программным управлением (или ЧПУ), в черном ящике размером в один фут используется сверло, установленное на головке, которая перемещается в трех измерениях, чтобы автоматически вырезать цифровые модели из полимера, дерева или алюминия. Но этот станок с ЧПУ, проданный организацией Уилсона, известной как Defense Distributed, за 1200 долларов, предназначен, в частности, для создания одного объекта: компонента винтовки AR-15, известного как ее нижний ствол.
Этот простой кусок металла стал эпицентром огненной бури, связанной с контролем над оружием. Нижняя ствольная коробка — это корпус ружья, соединяющий его ложу, ствол, магазин и другие части. Таким образом, это также самый регулируемый элемент винтовки. Однако изготовьте свой собственный нижний ствол дома, и вы можете заказать остальные детали в онлайн-оружейных магазинах, создав полуавтоматическое оружие без серийного номера, полученное без проверки биографических данных, без периода ожидания или других нормативных препятствий. Некоторые сторонники контроля над огнестрельным оружием называют это «пистолетом-призраком».«Продажа непрослеживаемого тела пистолета — незаконна, но ни один закон не запрещает вам его изготовить.
Таким образом, это также самый регулируемый элемент винтовки. Однако изготовьте свой собственный нижний ствол дома, и вы можете заказать остальные детали в онлайн-оружейных магазинах, создав полуавтоматическое оружие без серийного номера, полученное без проверки биографических данных, без периода ожидания или других нормативных препятствий. Некоторые сторонники контроля над огнестрельным оружием называют это «пистолетом-призраком».«Продажа непрослеживаемого тела пистолета — незаконна, но ни один закон не запрещает вам его изготовить.
Использование правовой лазейки вокруг нижних ствольных коробок — не новая идея для энтузиастов оружия — некоторые оружейники-любители уже много лет изготавливают свои собственные тела для AR-15. Но Уилсон, для которого Призрачный стрелок является лишь последней в серии антиправительственных провокаций, полон решимости сделать этот процесс проще и доступнее, чем когда-либо прежде. «Обычно это были оружейники, а не обычные пользователи.Именно здесь цифровое производство, движение производителей, меняет положение вещей », — говорит он. «Мы разработали что-то очень дешевое, что делает традиционное оружейное дело доступным. Вы можете сделать это дома ».
«Мы разработали что-то очень дешевое, что делает традиционное оружейное дело доступным. Вы можете сделать это дома ».
Контент
Этот контент также можно просмотреть на сайте, с которого оно создано.
Цель Уилсона — дать возможность кому-либо в частном порядке изготовить непрослеживаемое оружие — это часть более широкой анархистской миссии: показать, как технологии могут сделать все понятие правительства устаревшим. Он потратил последние два года на разработку огнестрельного оружия, предназначенного для печати так же легко, как чернила на странице, нейтрализуя попытки контроля над огнестрельным оружием.«Это способ ударить по кровоточащим сердцам этих полных государственников», — говорит Уилсон. «Это о том, чтобы унизить власть, которая хочет унизить вас».
Более высокий уровень угрозы: Скребки RAM: хитрые инструменты, стоящие за последними взломами кредитных карт Эти трехмерные печатные скелетные ключи могут взломать замки с высоким уровнем защиты за секунды Как использовать кошку для взлома Wi-FiDefense Distributed вашего соседа Спорные творения включают 3 Пластиковые магазины D для печати и нижние ствольные коробки для AR-15, а также весь напечатанный на 3D-принтере пистолет, который он назвал Liberator.Но он говорит, что его переход от трехмерной печати к фрезерованию металла с ЧПУ делает повсеместное создание пригодного для использования смертоносного оружия еще на один шаг более практичным. «Трехмерная печать [пистолеты] была сигналом будущего. Речь идет о настоящем », — говорит он. «Вы можете использовать эту машину сегодня, чтобы создать что-то в соответствии со стандартами, к которым вы привыкли … Золотой стандарт оружейного сообщества — металл».
> Этот простой кусок металла стал эпицентром огненной бури, связанной с контролем над оружием.
На самом деле процесс легальной фрезеровки металлического нижнего ствола проще, чем кажется.Использование Ghost Gunner для вырезания нижней ствольной коробки из необработанного алюминиевого блока было бы длительным и сложным процессом. Но сообщество огнестрельного оружия давно торгует так называемыми «80-процентными опусками», металлическими деталями в форме нижней ствольной коробки, которые продаются всего за 80 долларов и готовы примерно на 80 процентов — в них должно быть всего несколько отверстий и полостей.