пошаговая инструкция для начинающих, видео
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.
Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей.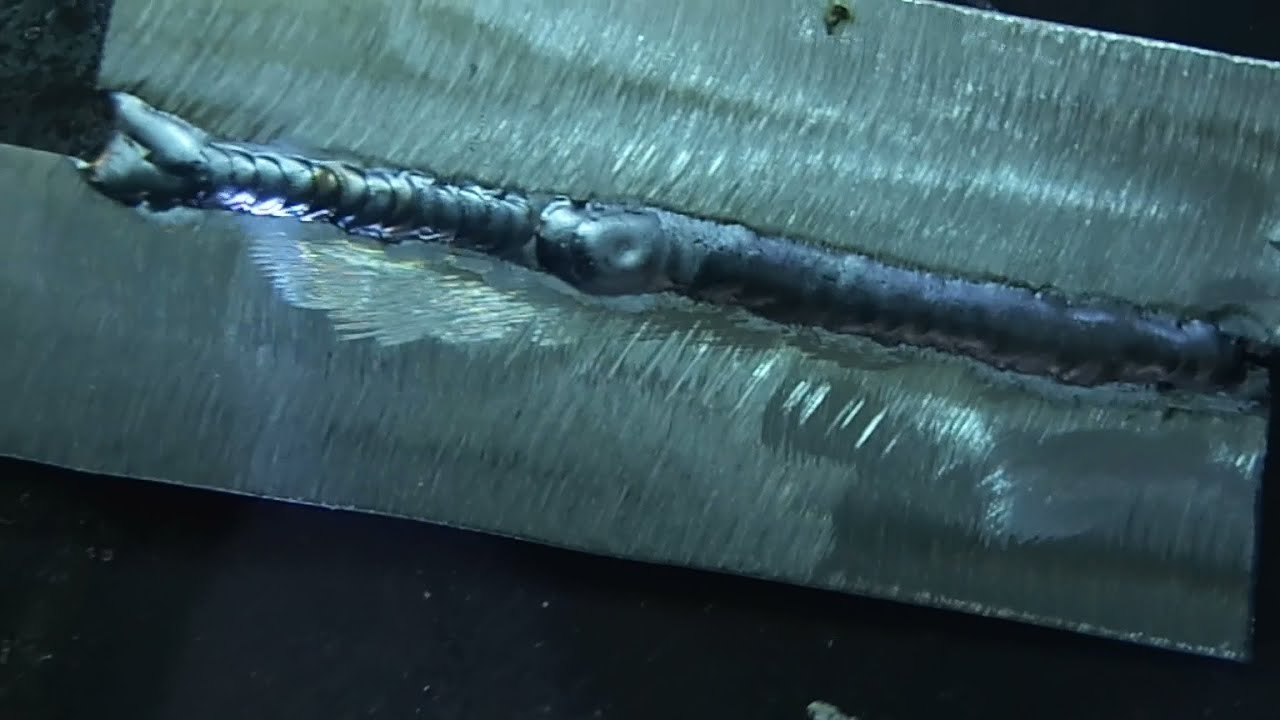 А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.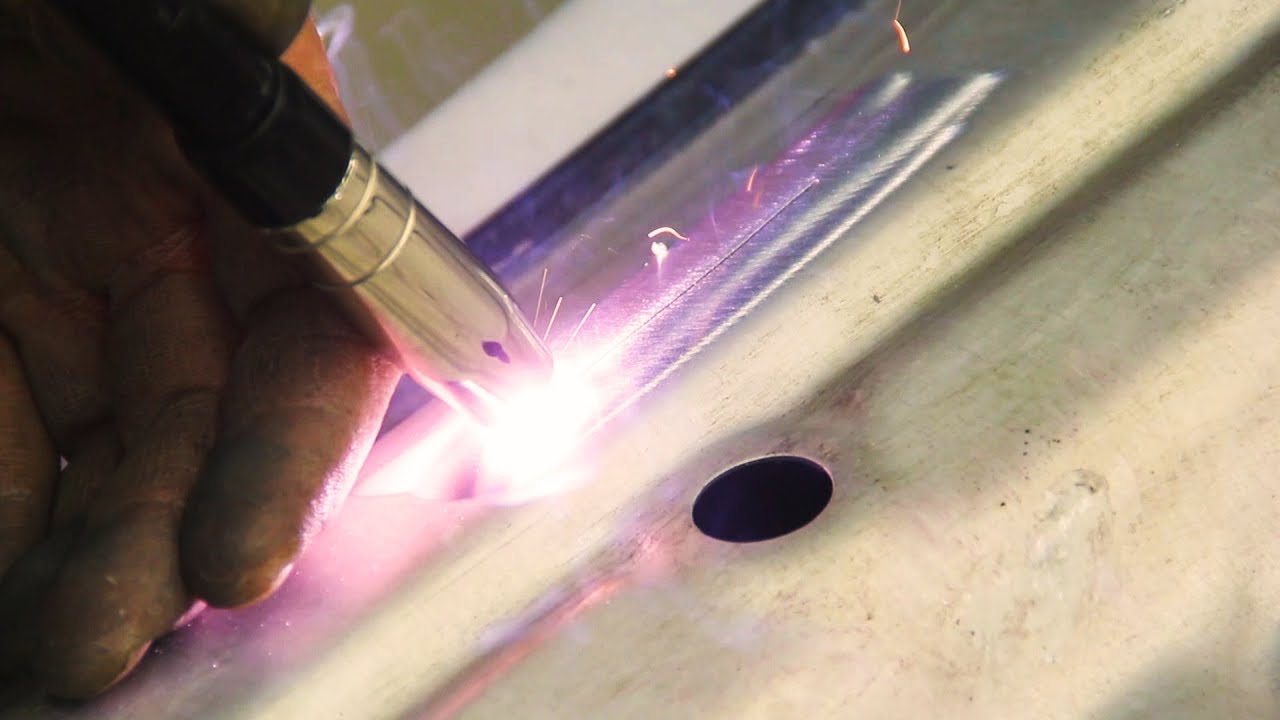
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.
Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Оценка статьи:
Загрузка…Поделиться с друзьями:
пошаговая инструкция. Технология и особенности сварки алюминия аргоном
Обеспечить качественное соединение деталей из алюминия можно только при сварке ТИГ. Обычным электродом можно заварить алюминиевый сплав для прочности, но он потребует более длительной последующей обработки. Сварка алюминия аргоном позволяет работать с материалом разной толщины, создавая аккуратные швы, обладающие при этом хорошими герметичными свойствами. Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Это особенно востребовано при ремонте автомобилей, катеров или различных емкостей. Но как варить этот специфичный материал впервые? Как настроить оборудование при сварке алюминия? Краткое руководство из статьи и видео урок помогут освоить это сложное дело.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К).
Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Технология аргоновой сварки
Соединение алюминиевых деталей выполняют с учетом некоторых правил. Нарушение технологии способствует ухудшению эксплуатационных характеристик металлоконструкции.
Для начинающих сварщиков разработаны такие рекомендации:
- Для формирования однородного шва заготовки захватывают с двух сторон.
- Присадочный материал подают после образования сварочной ванны. Медлить нельзя, это приводит к появлению прожога.
- Длина дуги при аргоновой сварке составляет 3 мм.
- Электрод размещают под углом 80⁰. Проволоку выставляют перпендикулярно стержню. Плавная подача расходного материала снижает вероятность образования брызг.

- При сварке тонких листов стержень ведут вдоль стыка в продольном направлении. При работе с толстыми заготовками допускаются выполнение поперечных движений.
- Завершают работу, нажимая кнопку включения таймера затухания дуги.
- Горелку оставляют в неизменном положении до окончания подачи аргона.

Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются:
Самыми распространенными из них являются:
- сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде;
- сварка с автоматизированным расходом проволоки для обработки алюминия аргоном;
- сварка без защитных газов при помощи плавящихся электродов.
Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Подготовка деталей к сварке
Перед соединением заготовки очищают от пыли и грязи, обезжиривают растворителем. Оксидный налет снимают напильником или металлической щеткой. Использование шлифовальной машины нежелательно: остающиеся на поверхности частицы проникают в шов, снижая его прочность. С краев толстого листа срезают фаски под наклоном 45-60⁰.
Оксидный налет снимают напильником или металлической щеткой. Использование шлифовальной машины нежелательно: остающиеся на поверхности частицы проникают в шов, снижая его прочность. С краев толстого листа срезают фаски под наклоном 45-60⁰.
Перед тем как варить алюминий аргоном, детали просушивают, прогревая до +150 ⁰C.
Для снижения вероятности прожога тонкого листа под заготовки подставляют стальную пластину – она обеспечивает отвод тепла, ускоряя сварку, снижая расход газа и энергии. Работу начинают сразу, не давая металлу окислиться.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия.
Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке. Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.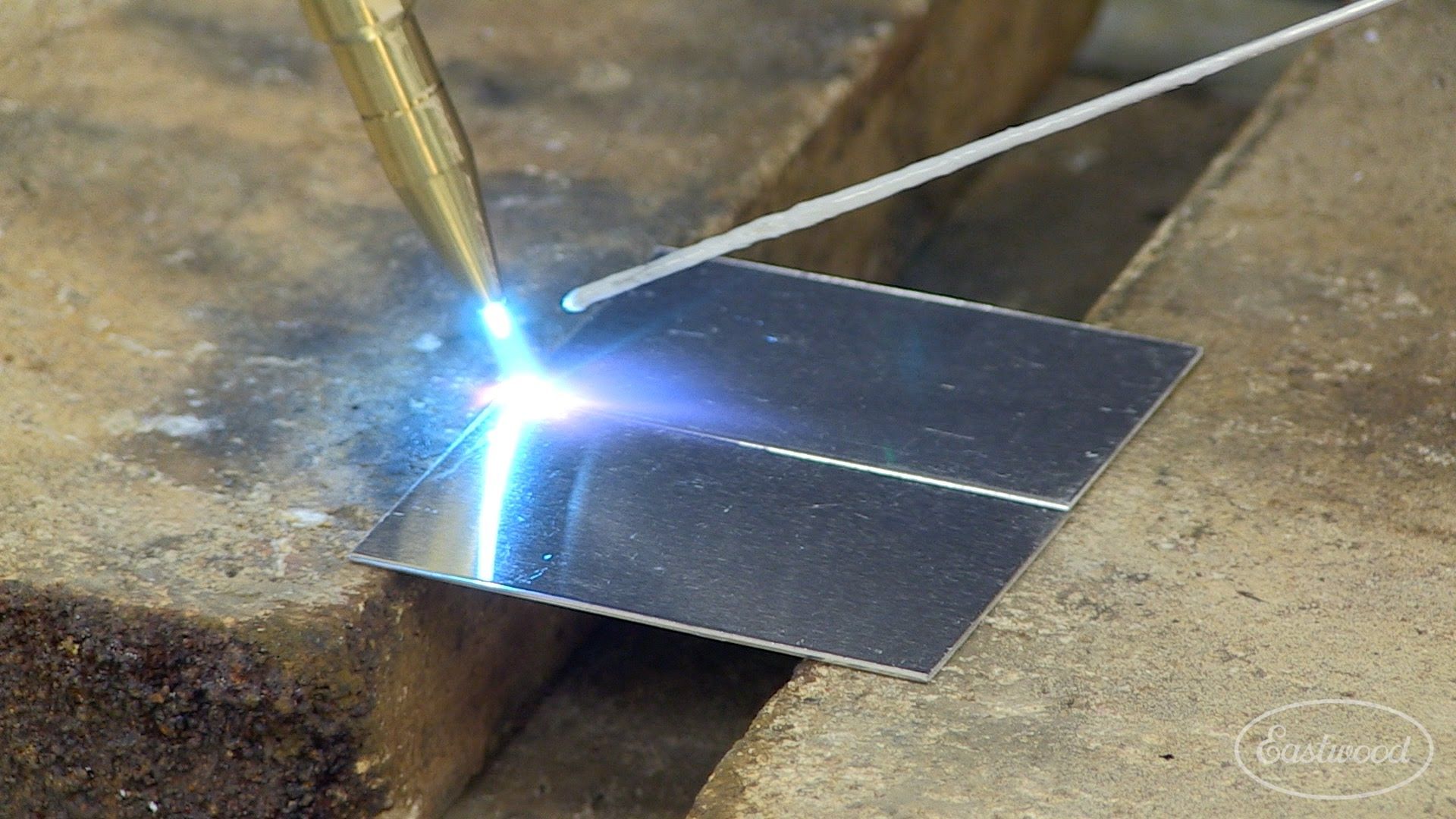
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа.
Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
svarnoy.info
Изготовление конструкций из алюминия и его сплавов более целесообразно производить газоэлектрической сваркой неплавящимся вольфрамовым электродом, и плавящимся электродом.
Аргонодуговая сварка неплавящимся электродом является лучшим способом сварки тонколистового алюминия. Она обеспечивает минимальную деформацию свариваемой конструкции и высокое качество сварного шва, не требуя специального флюса. Сварка производится на переменном токе с обязательным применением осциллятора и устройств, устраняющих составляющую постоянного тока. При питании дуги переменным током за счет катодного распыления в полупериоды, когда катодом является изделие, разрушается оксидная пленка.
При питании дуги переменным током за счет катодного распыления в полупериоды, когда катодом является изделие, разрушается оксидная пленка.
Зажигание дуги непосредственным касанием вольфрамового электрода поверхности алюминиевых деталей затруднено. Поэтому дугу зажигают на вспомогательной графитовой пластинке, а затем переносят электрод на свариваемые кромки. В качестве инертного газа используется аргон первого и второго сорта по ГОСТ 10157—79.
Ручная сварка неплавящимся электродом может производиться во всех пространственных положениях, как с присадочным материалом, так и без него, но без поперечных колебаний электродом. В качестве присадки применяют сварочную проволоку, близкую основному металлу по химическому составу. Длина дуги не должна превышать 1,5—2,5 мм, а расстояние от выступающего конца вольфрамового электрода до нижнего среза наконечника горелки при стыковых соединениях 1—1,5 мм, при тавровых (угловых) 4—8 мм. Рабочее давление аргона в зависимости от расхода устанавливается в пределах 0,01 — 0,05 МПа.
Режимы ручной аргоно-дуговой сварки алюминия и его сплавов в среде аргона неплавящимся электродом приведены в табл. 1.
Таблица 1.
Режим ручной аргонодуговой сварки алюминия
и его сплавов неплавящимся электродом (нижнее положение шва)
| Тип соединения | Форма подготовленных кромок | Толщина листа, мм | Сила сварочного тока, А | Диаметр,мм | Расход аргона, л/мин | Количество проходов | |
| вольфрамового электрода | присадочной проволоки | ||||||
| Стыковое | Без скоса кромок | 2 | 70-80 | 2 | 2,0-2,5 | 5-6 | 2 |
| 3 | 100-140 | 3 | 2,5-3,0 | 7-8 | |||
| 4 | 160-190 | 4 | 3,0-4,0 | 7-8 | |||
| С прямолинейным скосом кромок | 4 | 150-200 | 4 | 3,0-4,0 | 7-8 | 2 | |
| 6 | 240-280 | 5 | 3,0-4,0 | 8-9 | 2-3 | ||
| 8 | 300-340 | 6 | 4,0-5,0 | 9-10 | 3-4 | ||
| 10 | 340-380 | 6-7 | 4,0-5,0 | 10-12 | 5-6 | ||
| Тавровое | Без скоса кромок | 4 | 170-220 | 4 | 3,0-4,0 | 7-8 | 2 |
| 6 | 250-280 | 5 | 4,0 | 8-10 | |||
| С прямолинейным скосом кромок | 5 | 180-230 | 4 | 3,0-4,0 | 8-10 | 2-5 | |
| 10 | 340-380 | 6-7 | 4,0-5,0 | 10-12 | 4-6 | ||
Включение подачи аргона должно производиться за 3—5 с. до возбуждения дуги, а выключение — спустя 5—7 с после обрыва дуги, что обеспечивается электромагнитным клапаном аппаратуры управления.
до возбуждения дуги, а выключение — спустя 5—7 с после обрыва дуги, что обеспечивается электромагнитным клапаном аппаратуры управления.
При полуавтоматической и автоматической сварке неплавящимся электродом, в отличие от ручной сварки, горелка обычно располагается вертикально, а присадка специальным механизмом подается в плавильную зону так, чтобы конец проволоки опирался на край сварочной ванны. Питание дуги, как и при ручной сварке, осуществляется переменным током.
Для ручной и механизированной сварки алюминия и его сплавов неплавящимся электродом промышленностью выпускаются специализированные полуавтоматы УДГ-301 и УД Г-501.
Ручная и автоматическая сварка трехфазной дугой вольфрамовыми электродами находит применение для сварки алюминия и его сплавов. Большая проплавляющая способность этого метода сварки позволяет при соответствующем режиме выполнять без раздела кромок за один проход (на подкладке из меди или нержавеющей стали) изделия толщиной до 30 мм. При этом резко уменьшается склонность металла шва к пористости, так как сварка производится без введения присадочного металла, за счет которого и имеет место увеличение пористости металла шва.
При сварке металла большой толщины, когда проплавляющая способность дуги должна быть максимальной, необходимо, чтобы сила тока в изделии была больше, чем в электродах. И наоборот, когда требуется минимальная проплавляющая способность дуги, например при наплавочных работах, сила тока в изделии может быть установлена меньше силы тока в электродах. Кроме того, регулировать глубину и ширину проплавления основного металла также можно за счет расположения электродов относительно оси шва. Последовательное расположение электродов относительно оси шва вызывает увеличение глубины проплавления и уменьшения ширины шва, а поперечное расположение электродов относительно оси шва приводит к уменьшению глубины проплавления и увеличению ширины шва.
При выполнении трехфазной ручной или автоматической сварки вольфрамовыми электродами с присадочным металлом для уменьшения загрязнения металла шва рекомендуется применение присадочной проволоки допустимо большего диаметра: при ручной диаметром 3—6 мм, при автоматической диаметром 2—4 мм.
Источником питания трехфазной дуги чаще всего служат два стандартных однофазных трансформатора, соединенных открытым треугольником или трансформатор, специально изготовленный для трехфазной сварки.
Механизированная сварка алюминия и его сплавов в аргоне плавящимся электродом целесообразна для металла толщиной 4 мм и выше. При этом увеличивается производительность труда.
При сварке алюминия плавящимся электродом применяется постоянный ток обратной полярности, так как при прямой полярности дуга менее стабильна и не используется эффект катодного распыления, увеличивается разбрызгивание. Для питания дуги используются источники тока с жесткой внешней характеристикой. Возбуждение дуги производится замыканием под током сварочной проволоки на изделие.
Для механизированной сварки алюминия плавящимся электродом можно применить импульсно-дуговой полуавтомат типа ПДИ-303 в комплекте со сварочным выпрямителем ВДТИ-301 и ранцевый полуавтомат типа ПРМ-4.
Рабочее давление аргона такое же, как и при сварке неплавящимся электродом. Расстояние между нижним срезом наконечника горелки и изделием рекомендуется рекомендуется устанавливать в пределах 5—15 мм.
Расстояние между нижним срезом наконечника горелки и изделием рекомендуется рекомендуется устанавливать в пределах 5—15 мм.
Технология сварки алюминия и его сплавов имеет много общего, однако имеются и некоторые особенности, присущие каждой группе сплавов. Так, деформируемые сплавы, неупрочняемые термической обработкой (АМц, АМг, АМг5, АМг6 и др.), упрочняются нагартовкой. Степень нагартовки для промышленных полуфабрикатов составляет до 40 % (так называемый полунагартованный сплав), что повышает предел прочности по сравнению с отожженным состоянием примерно на 20—25 % при одновременном снижении пластичности.
Сплавы типа АМц и АМг обладают хорошими сварочными свойствами, и, как ранее указывалось, все способы и режимы сварки чистого алюминия пригодны и для них. Однако при сварке полунагартованных сплавов прочность в зоне термического влияния снижается до показателей отожженного металла.
Кроме того, при сварке сплава АМц при малом содержании железа и кремния (менее 0,25 % каждого) возможно образование горячих трещин. В этом случае следует применять меры, предотвращающие их появление, как например, подогрев.
В этом случае следует применять меры, предотвращающие их появление, как например, подогрев.
Ряд трудностей также возникает при сварке деформируемых сплавов, упрочняемых термической обработкой, типа дуралюмина, авиали.
Термическая обработка алюминиевых сплавов основана на изменении растворимости промежуточных соединений в алюминии.
Основным легирующим элементом в дуралюмине является медь. Она при комнатной температуре растворяется в количестве 0,5 %, а максимальная растворимость (при эвтектической температуре, равной 548 °С) составляет 5,7 %. Следовательно, при содержании меди в алюминии до 5,7 % сплав всегда можно перевести нагревом в однофазное состояние и зафиксировать его быстрым охлаждением. Но так как полученный твердый раствор содержит меди больше 0,5 %, и поэтому является пересыщенным, с течением времени из него начнет выделяться избыточное количество CuAl2 в виде мелкодисперсных включений. Этот процесс называется старением или дисперсионным твердением, так как он сопровождается значительным повышением твердости и прочности. Так, сплав алюминия с 4 % меди в отожженном состоянии имеет временное сопротивление 200 МПа/мм2, в свежезакаленном — 250 МПа/мм2, а после старения — до 400 МПа/мм2.
Так, сплав алюминия с 4 % меди в отожженном состоянии имеет временное сопротивление 200 МПа/мм2, в свежезакаленном — 250 МПа/мм2, а после старения — до 400 МПа/мм2.
Установлено, что свойства дуралюмина после старения в значительной степени зависят от температуры закалки: чем выше (в определенных пределах) температура закалки, тем больше прочность после старения. Однако нагрев выше определенной температуры вызывает перегрев, т.е. рост зерна, окисление и оплавление границ зерен, что приводит к катастрофическому падению прочности и пластичности.
Для сварки дуралюмина приемлемы все способы электродуговой сварки, однако из рассмотрения свойств дуралюминов явствует, что равнопрочность металла шва, зоны термического влияния и участков сплава, подвергшихся тепловому воздействию сварки, не может быть достигнута. Особенно снижаются свойства на участке зоны термического влияния, который при сварке подвергался нагреву выше температуры 520 °С, т. е. где имел место перегрев, рост зерна, оплавление и окисление границ зерен. Кроме того, при сварке дуралюмина легко могут возникнуть трещины, что весьма затрудняет изготовление конструктивно жестких соединений. Практически можно считать, что при сварке дуралюмина прочность сварных соединений может быть получена не выше 50—60 % от прочности основного металла.
Кроме того, при сварке дуралюмина легко могут возникнуть трещины, что весьма затрудняет изготовление конструктивно жестких соединений. Практически можно считать, что при сварке дуралюмина прочность сварных соединений может быть получена не выше 50—60 % от прочности основного металла.
В состав дуралюмина кроме меди вводят небольшое количество магния и марганца с целью улучшения его свойств. Более того, дуралюмин не должен применяться в условиях возможного протекания коррозионных процессов из-за низкой коррозионной стойкости их сварных соединений.
Кроме дуралюмина, к этой же группе относятся сплав АВ (авиаль) с содержанием 0,45—0,90 % Mg и 0,5—1,2 % Si и сплавы типа АК, по составу близкие к дуралюминам, но применяемые в кованом и штампованном виде.
Часто возникает необходимость в сварке литейных алюминиевых сплавов. Типичным примером таких сплавов являются так называемые силумины — сплавы алюминия с 11—14 % Si (иногда применяются «бедные силумины», содержащие 5—6 % Si; они, как правило, легируются еще небольшими добавками меди, магния, марганца, как, например сплавы AЛ-5, АЛ-10).
Применительно к силуминам сварка используется главным образом как средство ремонта и исправления брака литья. В результате неравномерного нагрева и низкой пластичности возможно появление трещин. Поэтому перед сваркой необходим предварительный подогрев изделий до температуры около 250 °С.
Для предотвращения разрушения при нагреве от собственного веса часто устанавливают железные подкладки, нагреваемые вместе с деталью. Жесткие закрепления при этом недопустимы, так как способствуют трещинообразованию. Остывание деталей после сварки должно быть медленным.
Состав присадочного металла должен соответствовать основному металлу.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Преимущества и недостатки
Сварка алюминиевых изделий аргоном имеет следующие положительные качества:
- Более слабый, по сравнению с другими технологиями, нагрев металлических заготовок. Такое свойство помогает соединять элементы сложных конструкций.
- Шов, получаемый при сварке в среде аргона, характеризуется повышенной прочностью и однородностью. В нем нет шлаковых вкраплений, пустот и трещин.
- Получение равномерной глубины провара по всей протяженности соединения.
Рекомендуем к прочтению Как варить алюминий полуавтоматическим аппаратом
Технология имеет и недостатки, главный из которых – необходимость использования сложной аппаратуры, тонкой настройки режимов ее функционирования. Основные параметры – скорость формирования шва, равномерность распределения присадочного материала.
Основные параметры – скорость формирования шва, равномерность распределения присадочного материала.
Если агрегат настроен некорректно, проволока в сварочную ванну поступает отдельными порциями, сварочная дуга становится нестабильной. Это повышает расход защитного газа и электрической энергии.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Применение импульсно-дуговой сварки
Импульсно-дуговая сварки позволяет повысить производительность сварочных работ, благодаря такой технике, создаётся направленный струйный перенос металла, уменьшается его разбрызгивание, а также повышается стабильность электрической дуги.
Применение импульсно-дуговой сварки очень перспективно для сварки алюминиевых конструкций. Благодаря высокой концентрации энергии в импульсе, при оптимальном времени импульсов и пауз можно обеспечить стабильное проплавление и правильное формирование корня шва, а также значительно уменьшить сварочные деформации.
При сварке металла толщиной 6мм плавящимся электродом диаметром 1,6мм рекомендуются следующие режимы: частота следования импульсов 100 имп./с. Сила тока I=160-180А, рабочее напряжение U=18-21В, скорость сварки v=18-25м/ч. Сварка производится за один проход.
При сварке металла большой толщины рекомендуется применять электроды диаметром более 2мм. К примеру, используя проволоку диаметром 4мм, можно сваривать алюминиевые сплавы (типа АМг-61) толщиной 90мм при Х-образной разделке за 5 проходов при следующих режимах сварки: I=450-500А, U=22-25В, v=21-24м/ч.
Сварка больших толщин из-за высокой теплопроводности металла требует предварительного и сопутствующего подогрева до температуры 150°.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.
Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления.
Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин.
После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Настройка аппарата
При подготовке агрегата к работе задают следующие параметры:
- Расход газа (6-12 л). Показания считывают с манометра, расположенного ближе к шлангу. При работе в помещении выбирают величину, в 1,5 раза меньшую, чем при сварке на открытой площадке. При повышении расхода газ смешивается с воздухом, что ухудшает его защитные свойства.
- Сила. Настройку аппарата выполняют в соответствии с толщиной соединяемых деталей. Правильно выбрать величину помогают специальные таблицы.
- Время отключения дуги. В зависимости от толщины листового металла выбирают значения от 2 до 4 секунд.
- Длительность подачи газа после затухания дуги – 3-5 секунд.
- Полярность. Для алюминия выбирают значение 50/50. При работе с чистым материалом для снижения температуры нагрева регулятор тока смещают в отрицательную сторону. Для сплавов устанавливают положительные значения.
 Правильно выбрать величину помогают специальные таблицы.
Правильно выбрать величину помогают специальные таблицы.Рекомендуем к прочтению Технология сварки дюралюминия
Сварка полуавтоматом без аргона
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок.
Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже.
Такой способ более сложный, поэтому он используется гораздо реже.
Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками.
Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Область применения
Благодаря своим практичным качествам, аргон может применяться практически повсеместно. В частной сфере он встречается достаточно редко, так как зачастую его не выгодно содержать, не говоря уже о покупке соответствующего оборудования. В строительстве, где нужно создавать ответственные несущие металлоконструкции, газ является практически незаменимым. Здесь не так важна стоимость, как надежность и минимизация вероятности появления брака во время работы.
В строительстве, где нужно создавать ответственные несущие металлоконструкции, газ является практически незаменимым. Здесь не так важна стоимость, как надежность и минимизация вероятности появления брака во время работы.
Также его часто можно встретить в ремонтных мастерских. С его помощью соединяют детали в автомобилях, изделия из сложно свариваемых металлов. Сварка нержавейки и алюминия зачастую происходит именно с помощью этого газа. Сварочные цеха на различных предприятиях также не обходятся без постов с применением аргона, где приходится работать с тонкими деталями. В коммунальной сфере им могут сваривать трубы.
сварка алюминия на постоянном токе
В новом эпизоде Время сварки@7 мы рассмотрим процесс TIG сварки алюминия на постоянном токе DC «минус». Многие люди думают, что единственным способом для аргонодуговой TIG сварки алюминия является наличие аппарата с переменным током AC…
Но это неправильно! На самом деле, чтобы получить качество сварных швов алюминия с контролем на рентген — предпочтительнее сварить его на постоянном токе DC — со 100% гелием в качестве защитного газа. Смотрим!
Смотрим!
Всем привет! Добро пожаловать на передачу «Время сварки». Я мистер ТИГ.
Сегодня мы начинаем снимать серию видео, посвященных сварке алюминия постоянным током. Да, вы не ослышались, я сказал постоянным током. Не так много людей работает таким способом. Процессом DC «минус». Это значит, что нам нужно будет выбрать подходящий защитный газ – мы воспользуемся 100 процентным гелием. Это очень важный момент. Если вы попробуете смесь газов, скажем, гелий и аргон, у вас ничего не выйдет.
Также вам нужно знать сплавы, с которыми вы можете работать. Но в первую очередь стоит поговорить о том, в каких случаях вы будете варить такой сваркой. Ведь можно воспользоваться AC сваркой на переменном токе, с очисткой окисной пленки, с управлением полуволнами переменного тока, и это значительно облегчило бы нам работу. Но в данном выпуске мы рассмотрим сварку материала достаточно большой толщины. К примеру, от 5 до 15 миллиметров.
К примеру, от 5 до 15 миллиметров.
Я собираюсь сварить эти две пластины. Между ними не будет никакого зазора. Сейчас я соединю их и положу на эту керамическую деталь, у которой есть выемка. Эта выемка позволит металлу полностью проплавиться. Вот так оно будет выглядеть в конце нашей работы. Перед тем как я начну варить, нужно вернуться к настройкам. Сварочный аппарат должен быть установлен на DC «минус». Я буду работать со 100% гелием. Его подача должна быть минимальной. Вам также нужно использовать выступающий вольфрамовый электрод – как при сварке нержавеющей стали, с той только разницей, что вы варите в гелии.
DC сварка не предусматривает никакой очистки. Вашим глазам придется привыкнуть к ванне. Лучший способ сделать это – поварить немного для тренировки. Вы увидите, что оксиды остаются на поверхности, они не смешиваются с ванной, и вам, по сути, приходится прорываться через корку. Благодаря гелию температура будет очень высокой и проплавление будет невероятно глубоким. Для получения достаточного проплавления в данном случае мне нужно работать примерно на 180 амперах или немного меньше. Когда вы приступите к работе, вначале просто включите аппарат и посмотрите, каким будет проплавление.
Для получения достаточного проплавления в данном случае мне нужно работать примерно на 180 амперах или немного меньше. Когда вы приступите к работе, вначале просто включите аппарат и посмотрите, каким будет проплавление.
Данной сваркой нельзя работать со всеми видами алюминия. Я расскажу вам о самых популярных вариантах. Вот это у нас 6061. Не важно, Т6 ли это, Т4 или 6061, присадочный металл будет 4043. Вам не стоит брать 5356, так как он содержит магний, и сварка выйдет очень грязной. Помните: 6061 и 4043 в качестве присадочного металла. Существуют сплавы, которые очень хорошо варить постоянным током DC. Это серия 1100, чистый алюминий. Также очень удачным вариантом будет сплав 2219. Сейчас я надену халат, включу аппарат, соединю пластины и сварю их за один проход.
Вы видите, что гелий светится немного по-другому. Смотрите на эту светящуюся сферу и добавляйте присадочный материал в ее центр. Эта сфера – все, что вы сможете видеть на всем протяжении сварки. Я добавляю присадочный металл. Сварочная дуга очень горячая. Теперь я вижу проплавление. Продолжаю добавлять присадочный металл. Проплавление будет видно только тогда, когда вы будете на середине работы. У нас сейчас 150-180 ампер. Вот и все.
Сварочная дуга очень горячая. Теперь я вижу проплавление. Продолжаю добавлять присадочный металл. Проплавление будет видно только тогда, когда вы будете на середине работы. У нас сейчас 150-180 ампер. Вот и все.
Такая сварка не выходит настолько идеальной как на переменном токе, поэтому я почищу ее проволочной щеткой, которая отлично убирает всю грязь. В отличие от AC сварки, DC не убирает за вас оксиды, и вам придется заниматься этим самому. Вы наверно заметили, что я использовал обычную сварочную маску, без автоматического затемнения. Это из-за того, что мы использовали гелий, и его излучение достаточно яркое и сильное для того, чтобы изменять затемнение. Такая маска будет в данном случае оптимальным вариант. Это у нас затемнение номер 10.
Есть один момент, на который я хотел бы обратить ваше внимание. Если бы вы варили AC процессом, то вы бы не смогли проварить это однопроходным швом. Этот процесс позволяет работать с продуктивностью 300%. С DC сваркой вам также будет очень легко держать ритм работы, и, что важно, для нее существует огромное количество применений.
Спасибо за то, что смотрели «Время сварки». Я мистер ТИГ. Подписывайтесь на видеоканал Смарт Техникс и следите за новыми роликами!
Сварка алюминия сварочным пистолетом MIG в сравнении с TIG – Girisim Construction
6013 далеко не мой любимый пруток для сварки электродами… Хотя это самый первый пруток, которым я когда-либо варил.
Я думаю, причина в том, что я никогда не видел штанги 6013 ни на одной рабочей площадке, где когда-либо работал.
В мой первый день в школе сварщиков я сварил плоские валики с использованием электродов 6013, и это продолжалось около 2 или 3 дней, прежде чем я перешел на 6010, 7018 и другие стержни.
После работы на 5 атомных объектах, 2 бумажных фабриках, угольной электростанции и паре заводских цехов я ни разу не видел стержень 6013 ни на одной из этих работ.
Может быть, мы сможем ответить на некоторые вопросы и в процессе все чему-нибудь научимся.
Нравится… МИГ быстрее? ТИГ лучше? что-то в этом роде
MIG Welding Aluminium с шпульным пистолетом
Я сварил алюминий MIG без шпульного пистолета, но обнаружил, что результаты не стоят усугубления.
Когда-то давно я работал в цеху по производству листового металла, и у них был старый сварочный аппарат Linde MIG с тефлоновым вкладышем и специальной слабой натяжной пружиной для алюминиевой проволоки.
Если вы отклонили горелку назад, чтобы пропустить дюйм или около того проволоки перед запуском дуги, иногда вы могли получить приличный валик с прожогом. Но чаще всего я давал несколько советов по самой простой работе.
Я ненавидел это.
Установка пистолета с катушкой работает намного лучше.
У меня даже есть очень хорошая двухтактная установка на моем Lincoln Power Mig 350mp со специальными настройками, такими как обкатка и заполнение кратера.
Но для сегодняшнего видео я использую небольшую экономичную катушку на меньшем 210MP.
Общие советы по сварке MIG алюминия с помощью шпульного пистолета
- иметь под рукой много контактных наконечников
- нажимай не тяни
- Держите под рукой проволочную щетку из нержавеющей стали для удаления сажи
- используйте чистый аргон… не c25
- используйте проволоку наибольшего практического диаметра
- Хорошо подумайте, прежде чем сваривать тоньше 1/8″ (3,2 мм)
- нацельтесь на вылет 3/4″
- настроить машину на жужжание или шипение, а не на треск
Когда вы свариваете алюминий методом мигания, все кажется более важным.
Вылет, угол распыления, газовый поток… похоже, все это больше влияет на алюминий, чем на сталь.
У вас будут ожоги, поэтому вам нужно иметь под рукой новые контактные подсказки.
При сварке стали угол горелки имеет значение, но не так сильно, как при сварке алюминия. Так что старайтесь всегда использовать толкающий угол.
Натяжение под углом приведет к образованию сажи. не конец света, но можно избежать копоти, если давить и иметь хорошее газовое покрытие.
не конец света, но можно избежать копоти, если давить и иметь хорошее газовое покрытие.
держите под рукой небольшую щетку из нержавеющей стали для удаления сажи.
Возможно, это само собой разумеется, но используйте чистый аргон или смесь аргона и гелия… даже не пытайтесь использовать тот же C25, который вы используете для стали.
Алюминиевая проволока мягкая. вот почему были изобретены золотниковые пистолеты. поэтому используйте провод самого большого диаметра, который подходит для данного приложения.
Эмпирическое правило: 1/8″ (3,2 мм) и толще для катушечного пистолета. все, что тоньше, требует утонченности.
вылет 3/4″ подходит для пистолета с катушкой. эксперимент.
Распылительиздает шипящий или жужжащий звук, не стремитесь к тому звуку жарки бекона, который будет слышен при коротком замыкании.
TIG против MIG
MIG обычно быстрее, но не всегда намного быстрее.
Для соединения внахлестку 1/4″ (6 мм), показанного на видео, соединение MIG заняло 45 секунд… Сварка TIG заняла 60 секунд.
Я предпочитаю TIG, когда это возможно, но бывают случаи, когда лучше использовать MIG с шпульным пистолетом.
В видеоролике, посвященном проекту «Алюминиевый навес», вы увидите, как Джей Ди вешает навес на место на рабочем месте и запускает свой Power Mig 210mp с помощью генератора.
Кредит
: http://www.weldingtipsandtricks.com/
Argon One M.2 Raspberry Pi SSD Обзор корпуса
Я поклонник корпусов Raspberry Pi, в которых мой Pi охлаждается. А корпуса Argon Forty имеют отличное охлаждение, что является одной из причин их популярности. Их последний корпус Argon One M.2 также имеет встроенный слот для высокоскоростного SSD-накопителя!
Несколько месяцев назад кто-то из Argon Forty связался со мной и спросил, не хочу ли я сделать обзор Argon ONE M.2, после того как они посмотрели мое видео о загрузке Pi 4 с внешнего SSD, и я согласился.
В отличие от большинства корпусов Pi, этот на самом деле добавляет функции благодаря своему дизайну, например, размещение всех портов на задней панели и добавление в основном внутреннего SSD, поэтому я решил испытать его и посмотреть, что мне понравилось, а что мне не понравилось.
Видеообзор
Я также разместил видеоверсию этого сообщения в блоге на YouTube:
Оборудование
Во-первых, давайте посмотрим на конструкцию оборудования.Это не мой фаворит, и он опасно близок к угловатому игровому монстру, но он достаточно приглушен и не имеет раздражающих ярких светодиодов. Я не люблю кричащий или безвкусный дизайн, и это в основном гладкий и минималистичный. Одна вещь, которая мне не нравится в , это скошенная верхняя часть, из-за чего на нее трудно поставить что-либо еще. Я часто размещаю Pi в других корпусах, таких как мой любимый корпус Pi с пассивным охлаждением, Flirc.
Но для большинства людей это не имеет большого значения — если вы собираетесь поставить один из них на свой стол в качестве компьютера или рядом с телевизором в качестве игрового или мультимедийного устройства, возможность штабелирования не так важна.
Сборка всех частей была немного обременительна. Было несколько маленьких винтов и других вещей, которые нужно было собрать вместе, чтобы собрать весь корпус, но если вы будете медленными и осторожными, все прекрасно стыкуется.
Это определенно не тот случай, когда вы получите быстрый доступ к самому Pi, если вам нужно иногда вытащить его и использовать в другом месте. И даже такая простая вещь, как замена карты microSD, требует удаления четырех длинных винтов в нижней части.
Но у него в рукаве есть несколько действительно крутых трюков.
Во-первых, он очень прочный, так как вся верхняя часть корпуса металлическая. Сверху есть небольшая магнитная крышка над 40-контактным разъемом GPIO с цветными метками для всех контактов, что удобно.
На передней панели есть ИК-приемник, так что вы можете использовать пульт дистанционного управления с вашим Pi, если хотите. Поскольку для ИК требуется прозрачное окно, вы также можете видеть через него светодиоды состояния Pi, чего нет в некоторых других металлических корпусах.
Задняя часть — это место, где проходит вечеринка, и есть несколько вещей, которые мне очень нравятся:
Вместо микро-HDMI вы получаете два полноразмерных порта HDMI. USB-C и аудиоразъем также выведены сзади через небольшую дочернюю карту под углом 90 °, которая подключается к боковой панели Pi.
Также есть небольшая кнопка питания, которую можно отключить, если вы хотите, чтобы Pi работал как обычно, где он включается, когда вы его подключаете. Это действительно приятное прикосновение, потому что они могли бы так же легко сделать это поэтому у вас есть , чтобы использовать кнопку питания.
Кроме того, внизу есть дополнительный USB-порт, и это функция, которая меня больше всего волнует в этом корпусе. Вся нижняя часть корпуса представляет собой специальный внутренний переходник с USB 3.0 на твердотельный накопитель M.2.
Адаптер твердотельного накопителя M.2
Он принимает любой твердотельный накопитель M. 2 SATA, но я должен отметить, что может возникнуть путаница при выяснении того, какие диски будут работать с ним — на этикетке упоминается «Ключ B и ключ B + M», но это только физический разъемы, с которыми он совместим.
2 SATA, но я должен отметить, что может возникнуть путаница при выяснении того, какие диски будут работать с ним — на этикетке упоминается «Ключ B и ключ B + M», но это только физический разъемы, с которыми он совместим.
Во время всех моих тестов с хранилищем NVMe и M.2 я обнаружил, что метки на самих дисках часто сбивают с толку, а некоторые диски, которые физически подходят, на самом деле не работают с интерфейсом, в зависимости от микросхемы контроллера USB-накопителя. использовал!
У меня были под рукой следующие диски:
Если вы посмотрите на названия всех этих дисков, то увидите, что все они имеют такие ключевые слова, как SSD, некоторые из них упоминают NVMe, но НИ ОДИН из них не упоминает в названии ничего о SATA или ключе M.2.
Вы должны копаться в характеристиках диска, чтобы найти любую информацию о ключе или о том, использует ли диск SATA или NVMe.
И это еще более раздражает, потому что технически вы можете вставить диски NVMe с ключом M в слот для ключей B и B&M на Argon One (если вы нажмете с небольшим усилием), хотя диски с ключом M не должны входить.
Это не вина Argon Forty, но меня, как потребителя, очень раздражает, что у меня есть несколько разных адаптеров и USB-устройств, и все они работают с разным набором почти идентичных дисков, каждый из которых говорят, что они М.2 SSD.
В любом случае, извините за эту маленькую разглагольствования.
Угадайте, сколько моих дисков работают с Argon One M.2? Только Kingston, так как это диск SATA с ключом B+M.
Опять же, это не вина Argon Forty, но вы должны быть осторожны при выборе SSD. Убедитесь, что на нем есть ключевой разъем B или B+M, и убедитесь, что на нем написано SATA, а не PCIe или NVMe!
Я пошел еще дальше и вытащил плату адаптера M.2 из корпуса, чтобы посмотреть на микросхему внизу, а это ASmedia ASM1153E, хороший контроллер SATA III с поддержкой UASP, так что он должен прекрасно работает с любым современным SATA SSD.
Если вы не знаете, что такое UASP или почему это важно, посмотрите мое видео о UASP и Raspberry Pi.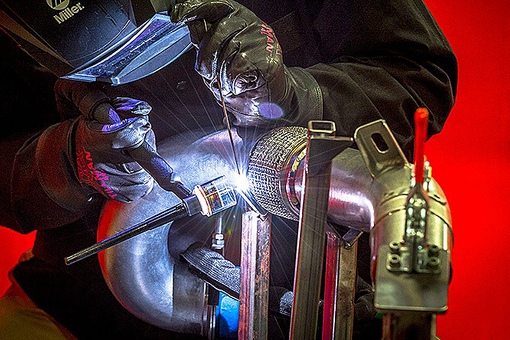
Kingston SSD производительность
Теперь, когда у меня есть работающий SSD, я хотел сравнить его с картой microSD по общей производительности. А поскольку в ходе тестирования сети в предыдущих видеороликах я узнал, что тактовая частота процессора на Pi может влиять на производительность ввода-вывода, я также провел свои тесты с разгоном в 2 гигагерца.
И, как я обнаружил со всеми другими протестированными твердотельными накопителями, даже дешевый недорогой твердотельный накопитель, такой как Kingston SA400, «дымит» даже самые быстрые карты microSD.
SSD в 10 раз быстрее записывает большие файлы и в 7 раз быстрее записывает маленькие файлы.
Конкуренции нет, и если вы собираетесь использовать Raspberry Pi 4 в качестве основного компьютера или небольшого сервера, слот M.2 на Argon One не составит труда. С SSD все будет работать быстрее, и хранилище также должно быть более надежным.
Кроме того, поскольку Pi 4 теперь поддерживает загрузку через USB (я снял об этом целое видео), я тоже проверил это, и все отлично работает. Вам даже не нужна карта microSD в Pi.
Вам даже не нужна карта microSD в Pi.
Единственным недостатком этого корпуса является способ изготовления адаптера USB-USB; он немного выступает сверху, и это означает, что верхний порт USB 3.0 на Pi имеет немного меньше места для более толстых USB-устройств, таких как моя флешка Corsair Voyager.
Вы можете решить эту проблему, используя отдельный кабель USB 3, но он занимает НАМНОГО больше места и не позволяет поддерживать порядок в корпусе Argon. Однако с большинством USB-устройств все в порядке, вам нужно беспокоиться только о более толстых штекерах.
Сохранение прохлады
Помимо встроенного хранилища SSD, еще одной причиной, по которой многим людям нравятся корпуса Argon Forty, является лучшее охлаждение.
Я проверил тепловые характеристики своего Raspberry Pi 4 и обнаружил, что корпус работает довольно хорошо с включенным вентилятором, но он также работает достаточно хорошо охлаждение, например, для разгона или тонн дискового ввода-вывода.
Если внимательно посмотреть на температурный график, то видно, что Pi никогда не превышала 60°C без вентилятора, а это означает, что тепловой запас больше на тонну, прежде чем он начнет дросселировать.
И если вы посмотрите на инфракрасное изображение корпуса, то поймете, почему; вся верхняя часть корпуса действует как гигантский радиатор, и этого достаточно, чтобы Pi оставался прохладным.
Верхняя часть корпуса немного нагревается, но никогда не бывает горячей на ощупь; температура достигала только около 40°C в самой горячей точке, ближе к середине.
Должен отметить, что во время этих тестов у меня вентилятор был либо отключен, либо подключен и работал на 100% все время.Когда вентилятор работает на полной скорости, он издает немного раздражающий звук, но он далеко не такой громкий или раздражающий, как официальный вентилятор корпуса Raspberry Pi (видеообзор здесь), который я тестировал несколько недель назад.
Вентилятор, ИК и управление питанием
Чтобы использовать все функции корпуса Argon One, вы можете установить программное обеспечение Argon One для Pi. Он дает вам контроль над функциональностью кнопки питания, скоростью вращения вентилятора и ИК-приемником. Я не собираюсь освещать все это в этом видео, но мне было интересно поиграться с настройками вентилятора.
Он дает вам контроль над функциональностью кнопки питания, скоростью вращения вентилятора и ИК-приемником. Я не собираюсь освещать все это в этом видео, но мне было интересно поиграться с настройками вентилятора.
Я установил их программное обеспечение:
завиток https://download.argon40.com/argon1.sh | бить
Затем я запустил argonone-config .
Когда вы входите в инструмент, вы можете выбирать между постоянным запуском вентилятора, установкой разных скоростей вентилятора для разных температур или даже вручную отредактировать файл конфигурации Argon One Daemon.
Я протестировал несколько разных настроек, и в каждом случае, даже когда вентилятор работал на 30% мощности, он все равно работал так же громко, как и на 100%.Опять же, это не так уж плохо, но если вам не нужен работающий вентилятор, пассивное охлаждение работает хорошо.
Если вы хотите выполнять много дисковых операций ввода-вывода с твердотельным накопителем M. 2, вы можете оставить вентилятор постоянно включенным, поскольку между корпусом и твердотельным накопителем нет прямого радиатора, а также нет датчика температуры в область диска, поэтому, даже если Pi не перегревается, SSD может .
2, вы можете оставить вентилятор постоянно включенным, поскольку между корпусом и твердотельным накопителем нет прямого радиатора, а также нет датчика температуры в область диска, поэтому, даже если Pi не перегревается, SSD может .
Заключение
При цене 45 долларов этот чехол является самым дорогим корпусом Raspberry Pi, который я использовал, и он дороже, чем самая дешевая модель Pi 4 B.Встроенный слот M.2 SSD экономит затраты на внешний адаптер, и это лучший общий пакет для Pi 4 плюс быстрое хранилище SSD, которое я когда-либо видел.
Маленький адаптер USB-USB на задней панели немного раздражает, но это цена, которую вы платите за самую красивую, быструю и компактную установку Pi 4 модели B.
Мне бы очень хотелось посмотреть, что Argon Forty может сделать с Compute Module 4 — со встроенной поддержкой NVMe и более стабильным разгоном с лучшим SoC в CM4, вы могли бы получить еще большую скорость от этой установки, с еще меньший случай!
Вы можете получить корпус Argon One на Amazon. ком.
ком.
Руководство Argon ONE – Wagner’s TechTalk
Последнее обновление : 05.08.2021
Видео: NEW (V2) Чехол Argon ONE M.2 для Raspberry Pi 4 (последняя модель) Чехол Argon ONE Raspberry Pi 4 (v1)
В настоящее время существует две основные модели корпуса Argon ONE Raspberry Pi 4. Мы назовем первую модель V1 (версия 1), эта модель не включает базу SSD M.2. Тем не менее, вы можете дополнительно приобрести только M.2, которая подходит для корпуса V1 и обеспечивает поддержку M.2. Этот корпус был очень популярен, одно очевидное различие между корпусом V1 и новым корпусом V2 заключается в том, что вместо двух разъемов MicroHDMI корпус V2 имеет полноразмерные порты HDMI. Корпус V2 также включает в себя программируемый инфракрасный приемник (ИК). Кроме того, они очень похожи по конструкции и работе.
Корпус V2 также включает в себя программируемый инфракрасный приемник (ИК). Кроме того, они очень похожи по конструкции и работе.
На фото выше — новый чехол Argon ONE M.2 для Raspberry Pi 4.Этот корпус можно заказать с удлиненным нижним основанием или без него, что позволит вставить твердотельный накопитель M.2 B-Key или B+M Key . Вы сможете загрузиться прямо с SSD или microSD.
Есть несколько предостережений, которые я обнаружил в этом деле, и я хочу, чтобы вы знали:
- Блок питания USB-C не входит в комплект. Не имеет большого значения, но добавит к стоимости ~ 10 долларов, если у вас его еще нет.
- Карта MicroSD недоступна без снятия (откручивания) основания.
- База подключается к порту USB 3.0 с помощью U-адаптера, который использует один из двух портов Raspberry Pi USB 3.0.
- Из-за размера U-адаптера у вас могут возникнуть трудности с подключением некоторых USB-устройств к доступному порту USB 3. 0 (небольшой концентратор или кабель-удлинитель легко преодолеют эту проблему).
 0 (небольшой концентратор или кабель-удлинитель легко преодолеют эту проблему).
0 (небольшой концентратор или кабель-удлинитель легко преодолеют эту проблему).Если у вас уже есть корпус Argon ONE V1 и вам не нужны/не нужны полноразмерные порты HDMI или ИК-функции, вы можете отдельно приобрести только плату/базу Argon ONE M.2 Expansion SSD и добавить ее к своему существующий случай.
Плата Argon ONE M.2 Raspberry Pi SSD (только плата расширения M.2)Видео обзоры
Ниже вы найдете три видеообзора корпуса Argon ONE для Raspberry Pi 4. Первое видео ниже — это самая последняя выпущенная версия твердотельного накопителя M.2 (V2) с двумя полноразмерными портами HDMI и ИК-приемником, 2-й для ИК-пульта. Третье видео — это обзор оригинального (более старого) корпуса Argon ONE (V1).
Видео: НОВЫЙ (V2) чехол Argon ONE M.2 для Raspberry Pi 4 (ПОСЛЕДНИЙ) Видео: ИК-пульт Argon ONE для Argon ONE V2 и M.2 чехла (работает с чехлом выше)Видео: Чехол V1 Argon ONE для Raspberry Pi 4 (старее)
Если вы заинтересованы в использовании нескольких операционных систем на своем корпусе Argon ONE M. 2, вам также может быть интересно попробовать PINN Lite или BerryBoot. Эти инструменты позволят загрузиться с MicroSD, а затем запустить операционную систему с SSD. Для создания этого видео я использовал корпус Argon One V2 M.2.
2, вам также может быть интересно попробовать PINN Lite или BerryBoot. Эти инструменты позволят загрузиться с MicroSD, а затем запустить операционную систему с SSD. Для создания этого видео я использовал корпус Argon One V2 M.2.
Также скоро будет видео о PINN Lite (см. здесь).Концептуально он похож на BerryBoot, но имеет собственный набор функций и ограничений. Видео будет более подробно.
Где найти Argon ONE
Ниже приведены ссылки на различные модели Argon ONE и сопутствующие аксессуары, показанные в видео выше.
Видео Обновления: NESPi 4 Cart Shell, Argon One M.2 + ODROID Go Super Следующая информация поможет вам установить сценарии Argon ONE для Raspberry Pi 4 либо для корпуса V1, либо для версии 2 (скрипты одинаковы для обоих).Если вы не видели вышеуказанные видео, сначала посмотрите то, которое вас интересует. Он будет выполнять сборку вашего корпуса. Как только вы это сделаете, вы можете использовать информацию ниже, чтобы помочь в дальнейшем.
Имейте в виду, после установки скрипта Argon ONE вы не услышите включения вентиляторов, пока температура процессора не достигнет 55’C (настройки по умолчанию). Ниже я покажу, как можно настроить сценарии Argon ONE для различных конфигураций. Если вы хотите принудительно включить вентиляторы (для тестирования), вы можете использовать этот раздел.
ПРИМЕЧАНИЕ. Для выполнения всех описанных ниже шагов вы должны сначала подключить Raspberry Pi 4 к Интернету. Я надеюсь, что следующая информация окажется для вас полезной , если да, пожалуйста, прокомментируйте видео и дайте мне знать!
Каталожные номера
Ниже приведены некоторые справочные таблицы из руководства. Это относится к корпусам V1 и V2 Argon ONE.
- Argon40.com – официальный сайт компании Argon ONE.
Скорость вентилятора ARGON ONE Pi 4 по умолчанию
После установки скрипта Agon ONE Pi 4 по умолчанию настройки следующие:
| CPU Temp | Fan Power | |
| 55’C | 10% | |
| 60’C | 55’00 | |
| 65’C | 100% |
Однако имейте в виду, что вы можете изменить и перенастроить вентилятор на нужные вам параметры.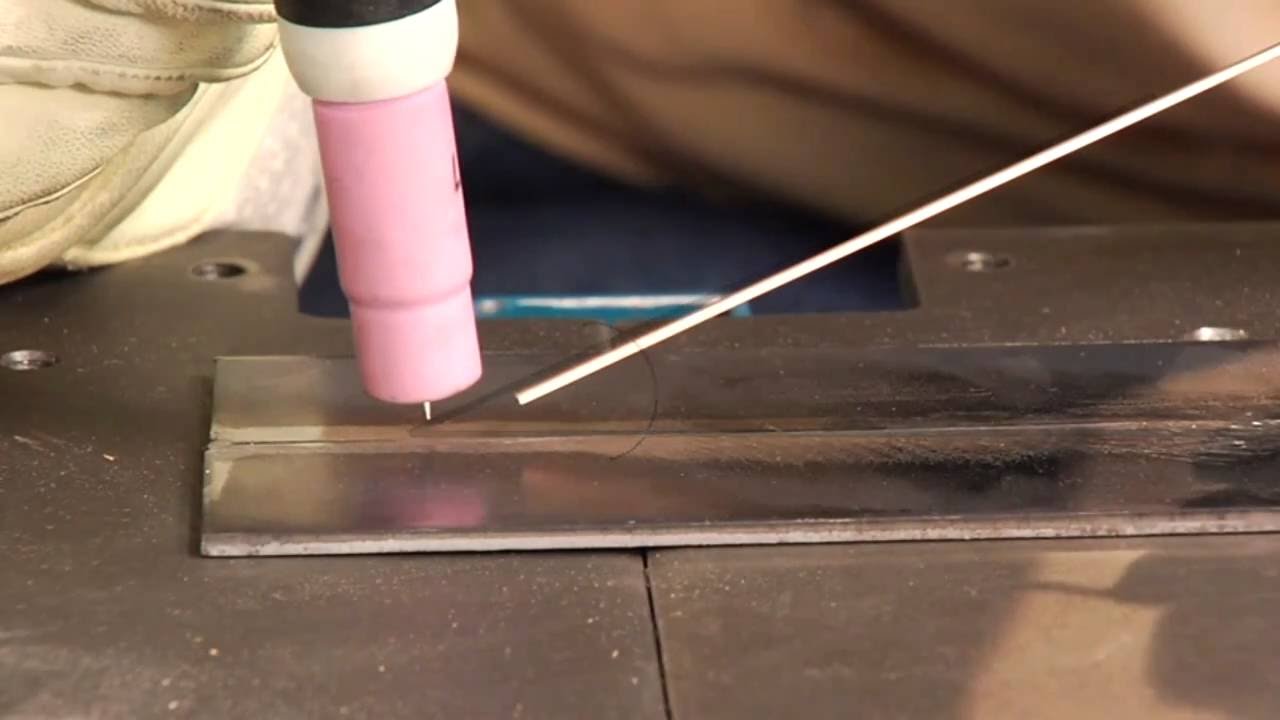 Пожалуйста, посмотрите это.
Пожалуйста, посмотрите это.
Функции кнопки питания ARGON ONE Pi 4
Следующая таблица поможет разобраться с функциями кнопки питания. После установки скрипта он будет работать с 32/64-битной ОС Pi и в RetroPie.
| Agon One Pi 4 State | |||
| от | Короткие прессы | Включение | |
| на | Мягкое отключение и мощность нарезанные | ||
| на | короткой прессы (<3s) | Ничего | |
| на | двойной кран | Reboot | Reboot |
| на | длинные прессы (> = 5с) | Принудительное отключение |
Установка сценариев Argon ONE в ОС Pi (32/64-разрядная версия)
- Подключите Pi к Интернету (WiFi или Ethernet).
- Загрузитесь в ОС Pi.
- Открыть шелл-терминал.
- Скопируйте и вставьте следующую команду и нажмите ENTER (да, не забудьте «| bash» в конце, иначе это не будет работать должным образом):

curl https://download.argon40.com /argon1.sh | баш
- Введите exit и нажмите ENTER .
- Скрипты станут активными после установки. Поэтому перезагрузка не требуется.
Установка сценариев Argon ONE в RetroPie
Если вы новичок в RetroPie, сначала посетите мою страницу Raspberry Pi Retro Gaming.На этой странице есть много информации, которая поможет вам начать настройку RetroPie. Если вы хотите пойти еще дальше, у меня есть страница с советами по RetroPie, на которой вы найдете больше забавных и интересных советов, которые помогут получить максимальную отдачу от вашего RetroPie. Теперь давайте настроим сценарии Argon ONE в RetroPie:
.- Установите карту памяти RetroPie microSD в полностью собранный корпус Argon ONE. Если вы не знаете, как установить RetroPie, посмотрите это.
- Подключите Pi к Интернету (WiFi или Ethernet).Для настройки WiFi см. этот раздел (затем перейдите к следующему шагу).
- См. этот раздел Удаленное подключение к RetroPie с ПК. Выполните эту процедуру, в том числе Connect with PuTTY. Это позволит вам вводить команды с вашего ПК на RetroPie для простого копирования/вставки на следующем шаге. В качестве альтернативы вы можете выбрать Start -> Shutdown -> Quit Emulation Station , однако на клавиатуре неправильно отображается символ «|». (pipe) на клавиатуре США, поэтому мне проще подключиться по SSH.Как только я найду альтернативный ключ для вертикальной черты «|» Я добавлю его сюда (или, пожалуйста, дайте мне знать в комментарии к видео, если вы уже знаете).
- Установив соединение через PuTTY, просто скопируйте/вставьте следующую команду в окно PuTTY (и нажмите ENTER):
 Если вы не знаете, как установить RetroPie, посмотрите это.
Если вы не знаете, как установить RetroPie, посмотрите это.curl https://download.argon40.com/argon1.
 sh | баш
sh | баш - Скрипты станут активными после установки. Поэтому перезагрузка не требуется.
- Когда температура Raspberry Pi 4 достигает 55°C, вентиляторы включаются при мощности 10%, при 60°C — при мощности 55%, при температуре 65°C — при мощности 100% ( см. таблицу выше для получения более подробной информации ).
Разгон RetroPie
Если вы хотите разогнать RetroPie, я настоятельно рекомендую прочитать руководство Tom’s Hardware по разгону. У него очень хорошая и подробная инструкция на его странице. Чтобы настроить это, вы можете использовать приведенные выше инструкции и использовать PuTTY для подключения с вашего ПК для обновления /boot/config.txt или вы можете выйти из станции эмуляции, которая вернет вас к приглашению оболочки. В любом случае будет работать. Имейте в виду, что неправильный разгон может вызвать проблемы, если ваш Pi не охлаждается должным образом.Будьте осторожны.
Удаление сценария Argon ONE
Если вы хотите изменить регистры в будущем, вы должны удалить сценарии Argon ONE, прежде чем делать это. Если вы установили Argon ONE для ОС Pi (32/64-разрядная версия), вы можете просто дважды щелкнуть значок на рабочем столе. В противном случае вы можете ввести следующую команду из SSH-соединения Terminal/PuTTY (см. выше ссылки для настройки PuTTY):
Если вы установили Argon ONE для ОС Pi (32/64-разрядная версия), вы можете просто дважды щелкнуть значок на рабочем столе. В противном случае вы можете ввести следующую команду из SSH-соединения Terminal/PuTTY (см. выше ссылки для настройки PuTTY):
аргонон-удалить
Настройка параметров вентилятора
Если вы хотите настроить время включения вентиляторов, вы можете изменить конфигурацию, используя следующий значок или значок на рабочем столе:
аргонон-конфигурация
- Нажмите Y и ENTER .
- Выберите нужный вариант и нажмите ENTER .
Инфракрасный приемник Argon ONE V2+пульт дистанционного управления
Видео: ИК-пульт Argon ONE для корпусов Argon ONE V2 и M.2 Единственная операционная система, которая в полной мере использует возможности ИК-пульта, — это LibreElec. ИК-приемник встроен в корпуса Argon ONE V2/M.2, но пульт дистанционного управления продается отдельно .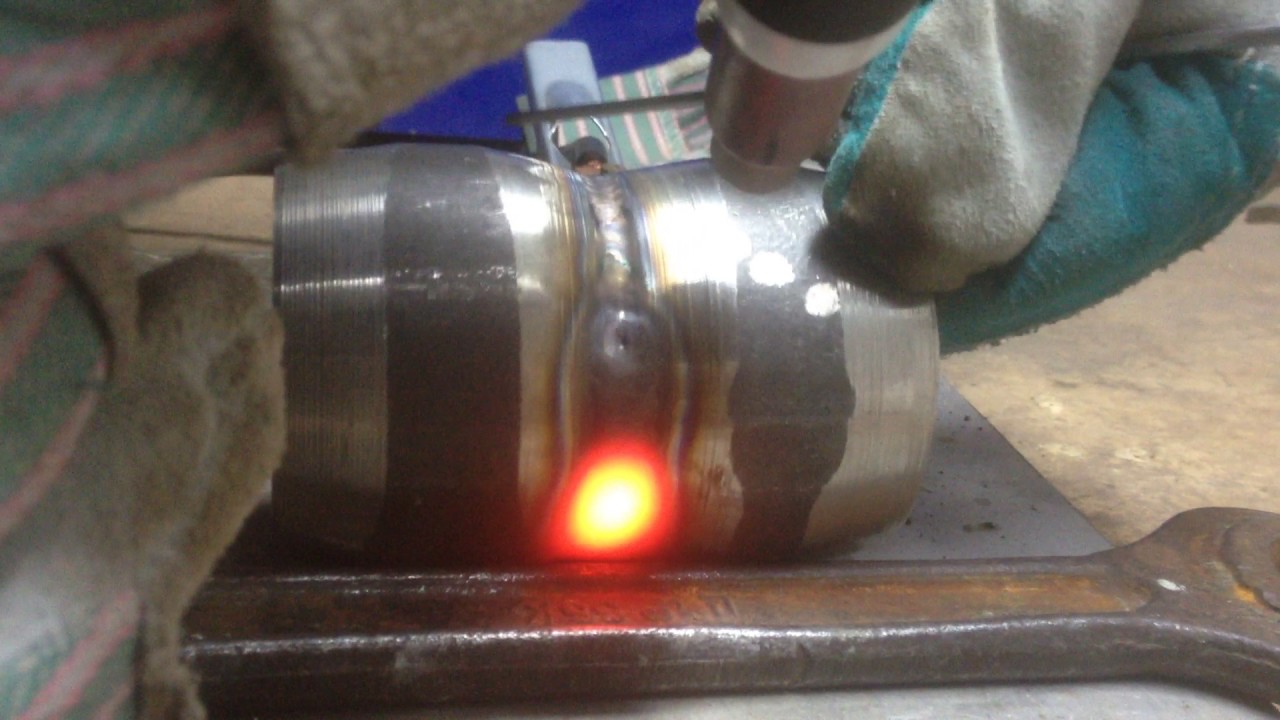 Я купил свой на Amazon здесь, до сих пор его было очень трудно найти, и, возможно, он был в ограниченном количестве — не уверен .Следующий сценарий предназначен для Argon ONE V2, который позволяет использовать ИК-пульт в ОС на базе PiOS, хотя и с очень ограниченными возможностями (см. примечания ниже).
Я купил свой на Amazon здесь, до сих пор его было очень трудно найти, и, возможно, он был в ограниченном количестве — не уверен .Следующий сценарий предназначен для Argon ONE V2, который позволяет использовать ИК-пульт в ОС на базе PiOS, хотя и с очень ограниченными возможностями (см. примечания ниже).
- Загрузитесь в Pi OS, TwisterOS или другую ОС на основе PiOS.
- Убедитесь, что вы запустили сценарий установки (см. выше), эта команда также устанавливает сценарий argonone-ir.
- Открыть шелл-терминал.
- Скопируйте и вставьте следующую команду и нажмите ENTER и следуйте инструкциям.
аргонон-ир
Примечания об ИК-пульте
Ниже приведены мои заметки во время тестирования ИК-пульта, вы также можете посмотреть видео.
- Для любой ОС, кроме LibreElec, единственными функциями, которые работают, является включение/выключение питания Argon ONE V2/M.2 или регулятор громкости (во время воспроизведения мультимедиа). *Примечание . Выключение питания с помощью пульта дистанционного управления в PiOS не обеспечивает безопасного завершения работы. Надеюсь, мы увидим обновление для этого.
- В LibreElec, после установки Add On из zip файла, НЕОБХОДИМО перезагрузиться для работы пульта (это , а не в инструкции).
- После перезагрузки LibreElec я смог легко перемещаться по Kodi в LibreElec, и это был приятный опыт.
- Если вы рассматриваете этот пульт для LibreElec/Kodi в качестве решения для медиацентра, вы будете счастливы. Для любых других функций, возможно, нет.
- Пытался заставить Kodi работать с ИК-пультом в TwisterOS, но, к сожалению, argonremote.zip не удалось установить. Если кто-то может найти решение, пожалуйста, прокомментируйте видео выше и дайте мне знать.
- Я проверил дальность действия ИК-пульта на расстоянии около 20 футов от корпуса Argon One M.2 и не обнаружил никаких проблем.
- Незначительная проблема, но на веб-сайте Argon указано, что в пульте дистанционного управления используются батарейки x2 AA, но на самом деле это x2 батарейки AAA.
 *Примечание . Выключение питания с помощью пульта дистанционного управления в PiOS не обеспечивает безопасного завершения работы. Надеюсь, мы увидим обновление для этого.
*Примечание . Выключение питания с помощью пульта дистанционного управления в PiOS не обеспечивает безопасного завершения работы. Надеюсь, мы увидим обновление для этого.
Руководство по аргоновому ИК-пульту
Ниже приведено отсканированное мной руководство по эксплуатации моего Argon IR Remote для справки. Как видите, он немного упростил то, какие функции он поддерживает в любой ОС, кроме LibreElec. Надеюсь, мы увидим некоторые обновления сценария в будущем.
Руководство по эксплуатации ИК-пульта Argon V2LibreElec
Ниже приведены инструкции из печатного руководства, прилагаемого к ИК-пульту, для добавления поддержки в LibreElec:
- На отдельный ПК или компьютер загрузите ZIP-файл надстройки Argon Forty Remote отсюда, а затем сохраните его на USB-накопителе. *ПРИМЕЧАНИЕ: в печатном руководстве показано A rgon R эмоция (заглавными буквами), это неверно. Это все в нижнем регистре для имени файла.
- В LibreElec перейдите в НАСТРОЙКИ/СИСТЕМЫ/Дополнения/Общие и включите «Неизвестные источники».
- Убедитесь, что вы подключены к Интернету. Вставьте флэш-накопитель с ZIP-файлом Argon Forty Remote Add-on.
- Затем вернитесь на ГЛАВНУЮ / Дополнения, нажмите «установить из zip-файла» и выберите ZIP-файл надстройки Argon Forty Remote.
- Дождитесь подтверждения того, что Argon Forty Remote правильно установлен, когда вы видите значки Raspberry Pi Tools и Argon Forty Device Configuration.
- Перезагрузите Raspberry Pi / LibreElec для активации функций ИК ( *ПРИМЕЧАНИЕ: Этого нет в руководстве, но это необходимо).
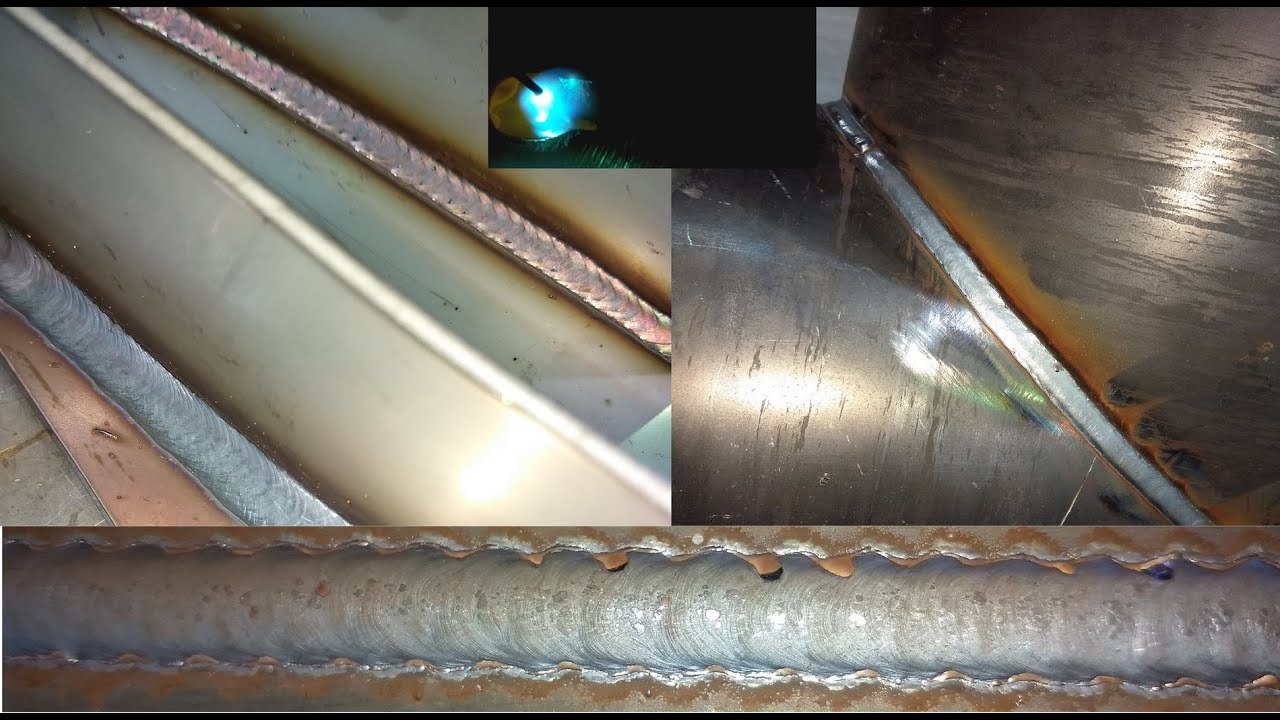 Вставьте флэш-накопитель с ZIP-файлом Argon Forty Remote Add-on.
Вставьте флэш-накопитель с ZIP-файлом Argon Forty Remote Add-on.LibreELEC Argon ONE и удаленная конфигурация
Вы можете отредактировать или изменить настройки Argon ONE на вкладке НАСТРОЙКИ надстройки Argon Forty.
Стресс-тест
В этом разделе показано, как выполнить простой стресс-тест, чтобы убедиться, что ваш вентилятор включится, когда температура достигнет 55°C.Это, конечно, необязательно, но вам может быть интересно попробовать. Предполагается, что вы оставили сценарий с настройками по умолчанию.
- Откройте терминал, это можно сделать путем удаленного подключения к Pi с помощью PuTTY (см. раздел «Подключение с помощью PuTTY»).
- Выполните следующую команду для загрузки стресса:
sudo apt-get install stress
- В том же окне терминала введите следующую команду, чтобы запустить стресс и передать показания температуры в окно терминала:
while true; сделать vcgencmd Measure_Clock arm; vcgencmd мера_temp; спать 10; готово и стресс -c 4 -t 900s
Поиск и устранение неисправностей
- Аргон ONE М.2 Не загружается с SSD — Если Argon ONE M.2 не загружается с SSD M.2, убедитесь, что вы используете блок питания Argon ONE Raspberry — 18 Вт, 5,25 В, 3,5 А (USB- В) Адаптер питания. См. эту ветку, официальный блок питания Raspberry Pi не обеспечивает достаточного тока для работы накопителя Pi4 и M.2 и почему необходим блок питания Argon ONE.
- Попытка загрузки с SSD не работает, пишет «SD-карта не обнаружена». Возможно, вы используете более старую версию прошивки Raspberry Pi.Загрузитесь в PiOS с microSD, убедитесь, что сеть подключена, а затем введите команды в Терминале для обновления прошивки на вашем Pi (запускайте каждую команду отдельно):
sudo apt update
sudo apt full-upgrade
sudo reboot
sudo rpi-update
Затем выключите Pi, извлеките карту microSD и посмотрите, загружается ли SSD. (Спасибо Родриго Х. за подтверждение того, что его проблема решена). - Argon ONE не работает с RetroPie Image XYZ — если вы не используете официальный RetroPie 4.6 изображение, у вас могут возникнуть проблемы. Подробнее здесь.
- Как установить сценарии Argon ONE в других операционных системах? Если у вас есть дополнительная информация по этому поводу, пожалуйста, свяжитесь со мной здесь. Все, что я знаю, выше.
 Возможно, вы используете более старую версию прошивки Raspberry Pi.Загрузитесь в PiOS с microSD, убедитесь, что сеть подключена, а затем введите команды в Терминале для обновления прошивки на вашем Pi (запускайте каждую команду отдельно):
Возможно, вы используете более старую версию прошивки Raspberry Pi.Загрузитесь в PiOS с microSD, убедитесь, что сеть подключена, а затем введите команды в Терминале для обновления прошивки на вашем Pi (запускайте каждую команду отдельно): Журнал изменений
- 27. 06.2021 — Небольшие обновления руководства.
- 22.04.2021 – Добавьте информацию об ИК-пульте Argon для корпусов Argon ONE V2 и M.2.
- 2021-03-13 — Добавлено видео с обновлениями видео для использования Argon ONE M.2 с кабелем USB 3.0 типа A-A (штекер-штекер) и соответствующим видео об обновлении.
- 04.03.2021 — Обновлен раздел «Устранение неполадок», касающийся обновления прошивки, если у вас возникнут проблемы с загрузкой с SSD.
- 23.02.2021 – Обновлена страница с информацией об Argon ONE M.2 (V2), ссылкой на видео и дополнительной информацией.
 06.2021 — Небольшие обновления руководства.
06.2021 — Небольшие обновления руководства.Как сваривать алюминий | Справочники и учебные пособия UNIMIG по сварке
Алюминий является одним из наиболее распространенных материалов, используемых для сварки, с
несколько свойств, которые делают его уникальным по сравнению со сталью и нержавеющей сталью.Это мягко,
так что с ним легко работать и обрабатывать, он немагнитный, довольно устойчивый
к ржавчине и коррозии,
и не загорается. Вот почему его основное применение в самолетах.
и лодки. Очевидно, что создание самолета может быть немного затруднительным, если вы
сварка дома для удовольствия, но вы могли бы абсолютно точно построить свою собственную лодку в своем
задний двор, как только вы освоились.
Вот почему его основное применение в самолетах.
и лодки. Очевидно, что создание самолета может быть немного затруднительным, если вы
сварка дома для удовольствия, но вы могли бы абсолютно точно построить свою собственную лодку в своем
задний двор, как только вы освоились.
Быстрая навигация
Перейти к:
Марки металловСуществует несколько типов алюминиевой присадочной проволоки, но наиболее распространенными являются 4043 и 5356.Оба этих наполнителя представляют собой алюминиевые сплавы: 4043 содержит 5% кремния, а 5356 — 5% магния.
- 4043 : для серий 4000–6000, алюминий
- 5356: для серий 3000, 5000 и 6000, алюминий
Эти различные сплавы придают присадочной проволоке разные характеристики, наиболее примечательным из которых является то, что 4043 мягче, чем 5356. По этой причине проволока 5356 обычно предпочтительнее при сварке MIG, так как она лучше подается из-за небольшой дополнительной твердости. Однако, если вы свариваете алюминий серии 4000, вам придется использовать наполнитель 4043.
Однако, если вы свариваете алюминий серии 4000, вам придется использовать наполнитель 4043.
является «горячекоротким», что означает, что он склонен к растрескиванию, когда он близок к своей температуре плавления. В основном, когда сварной шов остывает, алюминий с большей вероятностью треснет. Обычно он начинается там, где закончился сварной шов, и часто распространяется по всей длине шва. Трещины в вашем сварном шве — это плохая новость, и вам придется переделывать его, потому что они структурно слабы.
Металл ПодготовкаПри работе с алюминием очень важна подготовка. Алюминий совсем не прощает ошибок; все, что останется на нем, испортит сварной шов.
Необходимо полностью удалить любую грязь, краску, масло или что-то еще, и это только первая часть очистки. На алюминии также есть слой оксида, который необходимо очистить.
Есть несколько способов очистить этот оксидный слой. Первый – ручной проволочной щеткой.Выберите щетку, которую вы можете посвятить алюминию, только потому, что использование щетки, которую вы ранее использовали для стали или нержавеющей стали, может загрязнить алюминий.
Первый – ручной проволочной щеткой.Выберите щетку, которую вы можете посвятить алюминию, только потому, что использование щетки, которую вы ранее использовали для стали или нержавеющей стали, может загрязнить алюминий.
Вы хотите чистить щеткой до тех пор, пока она не потускнеет и не потеряет свой блеск. Он не должен быть блестящим, потому что обычно это указывает на то, что на металле все еще есть внешний слой.
Использование проволочной щетки или чего-либо подобного недопустимо, потому что алюминий мягкий. Он не очистит оксид; он просто еще больше вонзит его в металл из-за высокой скорости вращения колеса, нагревающего металл.
Если вы используете проволочную щетку, старайтесь чистить только в одном направлении, так как движение вперед и назад также может привести к более глубокому проникновению оксида в алюминий.
Очистка металлической проволочной щеткой Второй способ очистки алюминия — изопропиловый спирт или ацетон. Рекомендуется протереть металл перед тем, как ударить по нему проволочной щеткой, просто чтобы убедиться, что на поверхности нет ничего, что может случайно застрять.
Имейте в виду, что вам не нужно слишком усердствовать с очисткой, потому что, как бы хорошо вы ни пытались очистить это, это никогда не будет идеальным.
Алюминийсразу же начинает восстанавливать свой оксидный слой, когда к нему прикасается кислород, поэтому после того, как вы протерли его и/или проволочной щеткой, пусть ваш сварщик сделает все остальное, потому что вы никогда не снимете его ВЕСЬ.
Если вы свариваете алюминий методом TIG, быстро протрите присадочную проволоку. вниз тоже не больно.
Звучит хлопотно, но тщательная очистка алюминия имеет решающее значение из-за температуры плавления металла. Дуга все равно загорится, даже если металл загрязнен или все еще имеет оксидный слой.Однако, если вы оставите слишком много оксидного слоя на алюминии, вы не сможете запустить сварочную ванну.
Алюминий плавится при температуре около 660°C, а верхний оксидный слой плавится при температуре около 2000°C. Это означает, что вы можете плавить алюминий, который находится под поверхностным слоем, но на самом деле вы не сможете запустить сварочную ванну, пока не прожжете оксид.
может быть намного быстрее, чем с использованием TIG, и вы можете придерживаться стандартных настроек постоянного тока, поэтому вам не понадобится аппарат с функциями переменного/постоянного тока.
Однако сварка алюминия в среде MIG похожа на «проталкивание мокрой лапши через соломинку», если вы используете стандартную горелку. Это возможно, но это может быть очень сложно и невероятно неприятно.
Алюминий — более мягкий металл, чем сталь и нержавеющая сталь, поэтому попытка подачи его через провод горелки становится намного сложнее, поскольку он легче гнется.
Есть несколько способов справиться с этим с помощью горелки MIG.
Первое, что вам нужно сделать, это заменить лайнер на тефлоновый, так как он предназначен для алюминия, к которому вы прикрепите пружину шейки.Пока вы меняете вкладыш, замените направляющую трубку на алюминиевую.
Вам необходимо убедиться, что у вас есть ролики с U-образными канавками, так как они будут лучше сцепляться с алюминием и помогут предотвратить застревание птиц. Наконец, вы можете приобрести специальные алюминиевые контактные наконечники, которые также помогут при подаче проволоки.
Наконец, вы можете приобрести специальные алюминиевые контактные наконечники, которые также помогут при подаче проволоки.
Второе, что нужно сделать, это постараться держать фонарик прямо, как возможно при сварке. Чем короче у вас фонарик, тем проще (и чем короче расстояние для алюминия), но это становится сложнее если у вас есть 3 или более метра факел.Большие свободные кривые или петли могут быть в порядке, но любые узкие круги почти наверняка перегнут ваш провод.
Вам также понадобится отдельный газовый баллон. В отличие от стали и нержавеющей стали , сварки MIG (в которой используется смесь ArCO2), для алюминия требуется чистый аргон. Если вы не собираетесь сваривать алюминий в большом количестве, то подойдет и маленькая бутылка.
Вы загружаете алюминиевую катушку в сварочный аппарат MIG точно так же, как и для
сталь и нержавеющая сталь, путем совмещения установочного выступа и отверстия, прорезания шпули
на место и завинтить гайку, чтобы зафиксировать ее. Когда он включен, вы можете кормить
начало провода в
входной направляющей, над роликом и в начало направляющей трубы.
Когда он включен, вы можете кормить
начало провода в
входной направляющей, над роликом и в начало направляющей трубы.
Иногда это сработает, но у вас должны быть правильные настройки. В противном случае вы столкнетесь с птичьим гнездом.
Что делать, если ваш w
ire продолжает гнездитьсяЧто вообще такое птичье гнездо? Как это выглядит? Здорово вопросы.
Гнездо в вашей проволоке происходит на приводных роликах. Это происходит, когда ролики проталкивают проволоку через горелку, но где-то на линии она останавливается, поэтому она не выходит из конца вашей горелки.
Однако провод все еще проталкивается, так что он должен куда-то идти. Это где-то повсюду вокруг ваших водителей, где оно запутывается и зацикливается и немного похоже на расшатанное птичье гнездо.
Есть несколько вещей, которые вы можете проверить, если на вашем проводе нет птичьего гнезда, но
даже если вы все проверите, это может не сработать.
Замените вкладыш
Вернемся к нашей идее «мокрая лапша в соломинке». Вы хотите, чтобы ваша соломинка была настолько гостеприимной для вашей лапши, насколько вы можете ее приготовить.Для этого вы установили в горелку новый тефлоновый вкладыш по двум причинам. Во-первых, он более скользкий и менее устойчив к алюминию. Во-вторых, проталкивание алюминия через стальной вкладыш может привести к его загрязнению.
Держите соломинку максимально прямо. Если вы думаете о тех сумасшедших фигурных соломинках, которые вы получили в детстве, нет никаких шансов, что мокрая лапша протолкнется через них, независимо от того, насколько они скользкие.
Вот почему очень важно, чтобы ваш фонарь оставался прямо, а также чтобы вы случайно не перегнули его в руках во время движения.Даже если вы этого не видите, лайнер в горелке сам удержит некоторые из этих небольших изгибов, даже если горелка не согнута.
Когда вы меняете лайнер, если вы вставляете стальной, вы отрезаете все излишки, которые свисают с конца наконечника резака. Алюминий отличается (конечно). После того, как вы проденете тефлоновый вкладыш через горелку, ничего не отрезайте сзади, вы хотите сохранить излишки. Он войдет в новую направляющую трубку, которую вы собираетесь вставить в машину.
Алюминий отличается (конечно). После того, как вы проденете тефлоновый вкладыш через горелку, ничего не отрезайте сзади, вы хотите сохранить излишки. Он войдет в новую направляющую трубку, которую вы собираетесь вставить в машину.
Замените направляющую трубку
Вы можете использовать плоскогубцы с длинными губками (или что-нибудь другое), чтобы снять эту стальную направляющую трубку. Когда резак отключен от сети, вы можете дотянуться до отверстия в передней части машины, чтобы схватить его.
Замените ее на направляющую трубку, изготовленную специально для алюминия (вам нужно будет обрезать ее по размеру, поэтому используйте стальную, которую вы удалили, для правильного измерения).
Затем можно вставить лишний тефлоновый вкладыш в новую направляющую трубку при повторном подключении резака.Если ваш тефлоновый вкладыш выступает дальше трубы и над приводными роликами, то вы должны отрезать этот кусок. Вкладыш должен быть на одном уровне с направляющей трубкой.
Эта направляющая трубка и вкладыш предотвращают свободную вибрацию алюминиевой проволоки на расстоянии примерно 6 см между концом стальной направляющей трубки и началом вкладыша горелки, что является одной из основных причин застревания птиц.
Проверьте расходные материалы
Когда катушка установлена и проволока продета через приводные ролики (которые вы заменили на U-образные канавки), вы можете, удерживая кнопку горелки, протянуть ее через них.
Не забудьте сначала снять сопло и контактный наконечник с горелки, потому что вы не хотите, чтобы проволока ударилась о них и застряла, так как это может привести к образованию птичьего гнезда в аппарате.
Имейте в виду, что подложка, ролики и контактный наконечник должны соответствовать размеру проволоки (например, для проволоки диаметром 1 мм требуются расходные материалы размером 1 мм). Несоответствие размеров также вызовет проблемы из-за мягкости алюминия.
Вот почему лучше всего использовать расходные материалы из алюминия; они просверлены немного больше, чтобы учесть тот факт, что проволока набухает от тепла.
В большинстве случаев вы сможете провести провод насквозь свинец и наконечник без проблем. Это как только вы поместите свой наконечник и насадку обратно и попробуйте сварить с ним, что вы начинаете видеть проблемы.
Проверьте напряжение
Если ваша горелка прямая, и вы подали проволоку без контактного наконечника, но попытка сварки не удалась, проверьте натяжение проволоки.
Стальная или нержавеющая проволока может быть натянута сильнее, чем алюминиевая, и слишком сильное напряжение может сплющить или деформировать проволоку.Будьте осторожны, чтобы не ослабить его слишком сильно, так как недостаточное натяжение означает, что драйверы будут просто вращаться, а не толкаться. (Получить все эти вещи правильно может быть немного жонглированием; метод проб и ошибок — основной способ найти то, что лучше всего подходит для вас.)
Теперь вы зафиксировали натяжение проволоки, пропустили проволоку обратно через горелку, проблем нет. Вы готовы к сварке. Твои проволочные птичьи гнезда снова. Обычно это тот момент, когда люди начинают рвать на себе волосы, но есть еще одна вещь, которую вы можете проверить, чтобы попытаться решить проблему.
Вы готовы к сварке. Твои проволочные птичьи гнезда снова. Обычно это тот момент, когда люди начинают рвать на себе волосы, но есть еще одна вещь, которую вы можете проверить, чтобы попытаться решить проблему.
Натяжение контргайки золотника. Это (опять же) немного крутить ручку, пока вы не поймете, что это правильно. Слишком сильное давление на катушку означает, что водителям приходится прилагать дополнительные усилия, чтобы натянуть проволоку и заставить ее вращаться.
С другой стороны, при недостаточном давлении проволока будет разматываться на катушке, и ее будет невозможно подавать. Вы можете отрегулировать это давление, ослабив или затянув гайку, которая удерживает катушку на месте.
UNIMIG продает алюминиевый комплект, который содержит алюминиевый вкладыш, горловину пружина, приводной ролик, направляющая трубка и контактные наконечники.Вы можете получить все, что вы нужна стандартная горелка MIG в одном месте, все за один раз.
Если ваши провода снова загнездятся, и вы исчерпали все эти варианты,
возможно, пришло время попробовать вместо этого пистолет с катушкой. Жизнь станет намного, намного проще
если вы покупаете шпульный пистолет.
Жизнь станет намного, намного проще
если вы покупаете шпульный пистолет.
была разработана специально для сварки алюминия. Вместо подачи проволоки через длинный провод горелки, держатель катушки прикреплен к пистолет, уменьшая расстояние перемещения с 4 метров до примерно 30 см.Это также включает в себя небольшой привод для проволоки внутри, который пропускает проволоку. Нет никаких возиться с правильным лайнером или поправлять фонарик; ты сможешь зафиксируйте катушку и будьте готовы к работе уже через несколько минут.
150-амперный шпульный пистолет PLSP150AНастройка горелки относительно проста, и большая часть процесса очень похожа на настройку стандартной горелки MIG.
Имейте в виду, что при отсоединении горелки MIG, если в нее уже загружена стальная или нержавеющая катушка, вам потребуется разрезать ее за входной направляющей и зацепить в рулоне или приклеить скотчем.Затем вам нужно будет вытащить весь провод, который все еще находится в горелке.
После того, как вы сняли горелку MIG, вы можете присоединить шпульный пистолет. Катушечные пистолеты UNIMIG имеют евроразъем, поэтому они подключаются к вашей машине так же, как и ваша горелка MIG.
Следующим шагом будет установка катушки с проволокой. Это, опять же, сделано красиво почти так же, как с обычной горелкой:
- Отвинтить гайку и снимите пластиковый кожух
- Разблокировка тормоз катушки
- Сдвиньте намотать на вал
- Подайте первую часть проволоки через входную направляющую (находится внизу) и между ведущими роликами
- Нанести повторно тормоз катушки
- Поместите наденьте пластиковый корпус и снова закрутите гайку
Катушки предварительно нагружены роликами с U-образными канавками, но помните, что если вы измените толщину присадочной проволоки, вам, возможно, придется изменить эти ролики под стать.
Существует еще один шаг для пистолета с катушкой, и это обязательно щелкнет переключатель на машине в положение «пистолет с катушкой». Теперь вы можете удерживать курок и протягивать провод.
Теперь вы можете удерживать курок и протягивать провод.
Вам все равно придется снять сопло и контактный наконечник, чтобы проволока не зацепилась, но, по крайней мере, вам не придется ждать, пока она заполнит 4 метра горелки.
Несмотря на то, что установка такая же, сварка алюминия с помощью шпульного пистолета требует несколько иной техники.Вам нужно будет увеличить скорость передвижения.
С увеличением скорости перемещения увеличивается скорость подачи проволоки, что означает повышение напряжения. Ваша подача проволоки и напряжение по-прежнему должны работать вместе.
Поскольку вы добавляете больше проволоки в сварной шов, чтобы получить надлежащий сварной шов, а не просто маленькие пятна на поверхности, вам нужно будет перемещаться по стыку быстрее, чем со сталью. Алюминий также невероятно хорошо поглощает тепло, что является еще одной причиной, по которой вам нужно ускорить темп.
Машины UNIMIG поставляются с инструкцией по настройке внутри дверцы, которая включает рекомендуемые настройки для алюминия. Неплохая идея начать с более низких вольт, чем рекомендуется (если рекомендуется 13 В, попробуйте 11 В), чтобы вы могли убедиться, что они правильные, а также чтобы вы могли увидеть, как выглядит слишком низкое напряжение.
Неплохая идея начать с более низких вольт, чем рекомендуется (если рекомендуется 13 В, попробуйте 11 В), чтобы вы могли убедиться, что они правильные, а также чтобы вы могли увидеть, как выглядит слишком низкое напряжение.
Если у вас слишком низкое напряжение, на конце проволоки будут образовываться маленькие круглые шарики или шарики (потому что она не плавится должным образом) и они будут падать в сварной шов, а не выглядеть так, как будто она течет равномерно.
Пистолет для катушек Насадки для сварки MIG алюминия1. Используйте правильную технику
Одним из самых важных факторов для получения хорошего сварного шва алюминия является угол. Алюминий всегда нужно толкать. (Все, что связано с газом, следует проталкивать.) Если вы потянете (или перетащите) алюминиевый сварной шов, вы можете поймать загрязняющие вещества внутри сварочной ванны, что приведет к некачественному сварному шву. Кроме того, вы не получите никакого проникновения, если потянете его. Однако, если вы нажмете, газообразный аргон может должным образом защитить расплавленную сварочную ванну и сохранить ее в чистоте.
Однако, если вы нажмете, газообразный аргон может должным образом защитить расплавленную сварочную ванну и сохранить ее в чистоте.
2. Тщательно очистите металл
. Сварка алюминияMIG, естественно, более грязный процесс, чем сварка TIG, и тонкий слой черной сажи на сварном шве является нормальным явлением, а также небольшое количество брызг, но слишком много сажи является проблемой.
Тщательная очистка алюминия и проверка его чистоты так же важны для MIG, как и для TIG.
3. Обеспечить правильный поток газа
Одним из факторов, влияющих на степень черного сварного шва, является угол перемещения и газ.Как правило, для алюминия рекомендуется более высокий расход газа по сравнению со сталью. Если вы получаете много черной сажи, попробуйте сначала увеличить газ, направляя ружье под углом примерно от 5° до 10°.
Однако не переусердствуйте с газом, вы не сможете избавиться от всей сажи, какой бы высокой она ни была, а слишком много газа приведет к нестабильной дуге.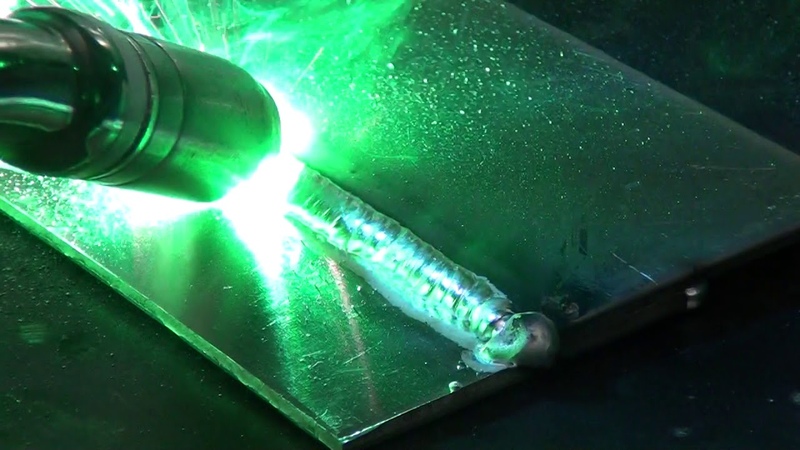 Кроме того, это расточительно.
Кроме того, это расточительно.
Если поток газа у вас достаточно большой, и вы толкаете, но все равно получаете сажу, проверьте, не загрязнен ли сам газ (да, такое может случиться) или нет ли мест в горелке, куда попадает кислород .
4. Заполните концы
Когда вы заканчиваете сварку алюминия, на конце часто остается кратер или «рыбий глаз». Это выглядит как круглая вмятина, и если ее не заполнить, могут возникнуть проблемы.
Чтобы заполнить его, когда вы дойдете до конца сварного шва, втяните горелку обратно в ванну и дайте ей пузыриться, прежде чем отпустить курок.
Другой способ заполнить его — бросить несколько раз. Когда вы дойдете до конца сварного шва, отпустите курок на полсекунды, а затем быстро нажмите его, как если бы вы добавляли прихватки, на конец шва, чтобы заполнить его.
Если вы оставите кратер незаполненным, через некоторое время вы можете обнаружить, что сварной шов треснул. Это особенно верно для любой сварки прицепов или всего, что подвергается постоянной вибрации.
Кратер — самая слабая часть сварного шва, поэтому при слишком сильном давлении или постоянной вибрации он может треснуть. Трещина может распространиться по всему сварному шву, даже если остальная его часть была прочной.
Когда вы заканчиваете сварки, делаете ли вы прихватки или выполняете соединение, ваша алюминиевая проволока будет обычно образуют небольшой шар.Вам нужно будет отрезать это, прежде чем вы начнете следующий сварной шов.
Сварка алюминия методом MIGможет быть непростой задачей, да и выглядит она не так красиво как сварка TIG, но она намного быстрее, поэтому обычно предпочтительнее для многих производственной работы. Это также зависит от толщины материала. 2 мм толстый основной металл настолько тонкий, насколько это возможно с помощью MIG; любой тоньше и вам нужно TIG это.
Сварка алюминия методом TIG
Сварка алюминия TIG, возможно, тверже, но есть больше возможностей для сварки алюминия.
игра с этим повлияет (и, вероятно, улучшит) сварной шов, чем с
МИГ. Самостоятельная подача проволоки, безусловно, более медленный процесс, но
с его помощью можно получить более тонкие и красивые сварные швы.
Самостоятельная подача проволоки, безусловно, более медленный процесс, но
с его помощью можно получить более тонкие и красивые сварные швы.
Как и для всех сварочных аппаратов TIG , первое, что вам нужно сделать, это выбрать и подготовить вольфрам.
Итак, какой вольфрам выбрать? Технически вы можете использовать любой вольфрам, который может работать на переменном токе (лантанированный, циркониевый, цериевый и редкоземельный). В зависимости от того, кого вы спросите, вы получите другой ответ, но мы рекомендуем Zirconiated из-за его стабильности дуги и характеристик переменного тока.
Направляющая для вольфрамаТеперь, когда вы выбрали вольфрам, вам нужно подготовить его к сварке. Раньше правило заключалось в том, что если вы свариваете алюминий, вам нужно скруглить наконечник вольфрама (в основном потому, что операторы использовали в основном чистый вольфрам).
Каждая машина раньше была трансформаторной, и это, в сочетании с чистым вольфрамом, означало бы, что для подготовки вольфрама вы держали его над куском меди (в переменном токе) при высокой силе тока, пока наконечник не сформировал шар.
В наши дни, благодаря усовершенствованным технологиям, аппараты TIG теперь почти всегда являются инверторными аппаратами, а это означает, что вы можете подготовить свой вольфрам так же, как для стального сварного шва, путем шлифовки его до точки.
Заостренный наконечник сделает дугу более сфокусированной, но в переменном токе все равно заставит ваш вольфрам естественным образом сжиматься. Шар в этих случаях будет далеко не таким большим, как тот, который появился бы на чистом вольфраме, и, как правило, не очень сильно влияет на сварной шов.
Вы можете влиять на то, насколько вибрируют ваши вольфрамовые наконечники, изменяя настройки усилителя и баланса переменного тока.
В отличие от MIG, сварка алюминия методом TIG всегда выполняется на переменном токе. Для этого есть одна основная причина: переменный ток счищает оксидный слой во время сварки. Но как это сделать?
Весы переменного тока AC означает переменный ток. Когда вы используете постоянный ток, вы можете выбрать, используете ли вы отрицательный или положительный ток. В AC вы получаете и то, и другое. Он течет между негативом и позитивом в «цикле».
Когда вы используете постоянный ток, вы можете выбрать, используете ли вы отрицательный или положительный ток. В AC вы получаете и то, и другое. Он течет между негативом и позитивом в «цикле».
Однако вы можете выбрать, сколько времени будет потрачено на позитив и сколько времени будет потрачено на негатив.Это ваш баланс переменного тока.
320 ACDC контроль последовательности сваркиПоложительный и отрицательный токи имеют свои собственные свойства, которые почему для некоторых сварных швов может потребоваться разное процентное соотношение положительного к отрицательному.
Положительная часть цикла переменного тока очищает металл, а отрицательная часть обеспечивает нагрев и проплавление сварного шва.
В общем, если вы предварительно очистили свой металл, соотношение 30% положительного и 70% отрицательного будет работать очень хорошо. Настройки различаются между машинами, но они должны либо говорить «баланс», «%», либо иметь изображение прямоугольной волны, что указывает на то, что вы можете отрегулировать баланс.
Увеличение вашего положительного процента увеличит очистку вашей заготовки. Однако, чем больше вы убираете, тем меньше проникновения у вас будет. Вы почти никогда не захотите баланса 50/50, так как у вас не будет достаточно тепла, чтобы на самом деле создать сварочную ванну.
Помимо того, что вам не хватает проникновения, повышение очистки означает, что вы проводите больше времени в положительной части цикла переменного тока. Чем дольше вы проводите в плюсе, тем горячее становится ваш вольфрам.
Однако это тепло не передается металлу.Вместо этого он находится внутри вольфрама, в результате чего вольфрам сжимается, а затем полностью плавится. Если ваш вольфрам начнет плавиться, велика вероятность того, что его часть попадет в сварочную ванну, что загрязнит ее.
В UNIMIG каждый из наших специализированных сварочных аппаратов TIG оснащен возможностью регулировки баланса переменного тока (за исключением сварочного аппарата Razor 200 DC TIG/Stick Welder, так как он не может работать на переменном токе).
При использовании любой из наших машин, настроенных на переменный или импульсный переменный ток, вы можете прокрутить с помощью ручки до настройки «Баланс переменного тока», которая имеет изображение прямоугольной волны.
Сварочные аппаратыUNIMIG TIG являются частично синергетическими, поскольку после того, как вы запрограммируете размер вольфрамового электрода и силу тока, он автоматически выберет то, что, по его мнению, является наилучшей настройкой баланса для вашего сварного шва. Однако, если вы обнаружите, что не получаете достаточной очистки или проникновения, вы можете настроить его вручную.
Когда вы прокрутите до настройки, машина покажет 0, что и выбрала машина. Вы можете изменить это значение до +5 и вниз до -5, где отрицательные числа означают меньшую очистку (и большее проникновение), а положительные числа означают большую очистку (и меньшее проникновение).
Частота переменного тока Баланс переменного тока — не единственная настройка, влияющая на сварку. То
частота вашего цикла также играет роль в том, как ваш сварной шов будет поворачиваться
вне. В то время как ваш баланс определяет, сколько времени вы тратите на положительные и отрицательные
токов за цикл, ваша частота будет определять, сколько циклов завершено
в секунду.
То
частота вашего цикла также играет роль в том, как ваш сварной шов будет поворачиваться
вне. В то время как ваш баланс определяет, сколько времени вы тратите на положительные и отрицательные
токов за цикл, ваша частота будет определять, сколько циклов завершено
в секунду.
Старые машины вообще не позволяют изменить это и обычно устанавливаются на стандартные 60 Гц в секунду. Однако, благодаря новым технологиям, теперь у вас есть возможность увеличить или уменьшить вашу частоту, а также.
Изменение частоты вверх и вниз изменит профиль сварки и звук, издаваемый машиной. Аппараты UNIMIG TIG имеют диапазон частот от 20 до 200, и его можно отрегулировать, прокрутив до настройки «AC Hertz».
Чем выше частота, тем больше циклов в секунду, что создает более тонкий и заметный вид сварного шва, поскольку дуга становится меньше и сфокусирована. Чем ниже частота, тем более плоским будет сварной шов.
Более высокая частота обычно рекомендуется для более тонких металлов, так как дуга более плотная, поэтому вы можете быть более точными в тонких соединениях (например, во внешних углах).
Чем выше частота, тем выше шаг сварного шва, поэтому, если вы целый день свариваете на частоте 200 Гц, инвестиции в беруши спасут вам жизнь.
Насадки для сварки алюминия методом TIGФактический процесс сварки алюминия TIG в основном такой же как сварка TIG стали или нержавеющей стали. Запустите дугу, сформируйте сварочную ванну и подайте ваш наполнительный стержень. Однако есть некоторые вещи, которые отличаются.
1. Возьмите педаль
.Возможность управления усилителем очень полезна для качественного сварного шва алюминия.Хотя вы можете запрограммировать начальный ток, нарастающий, пиковый, спадающий и конечный ток, использование ножной педали, вероятно, является самым простым способом сварки алюминия.
Возможно, вам придется менять силу тока в середине сварного шва, что на самом деле невозможно с помощью простой горелки. Алюминий быстро нагревается, поэтому уменьшение пиковых токов на середине сварного шва может помочь с искажениями и проплавлением на другую сторону.
Ножная педаль означает, что вы можете медленнее ослаблять сварочный шов в конце сварки и постепенно охлаждать металл.Это, а также последующий поток, имеет решающее значение для предотвращения растрескивания сварного шва из-за «горячей короткой» алюминия. Педаль также позволяет начинать с более низкой температуры и дольше очищать начало сварного шва.
Педальное управление2. Убедитесь, что очистка выполняется
Вы можете видеть, как происходит очистка, когда вы начинаете сварку, так как верхний оксидный слой выглядит почти как снег, тающий с земли, когда металл нагревается.
Эта очистка продолжается по всей длине сварного шва, поэтому, когда вы закончите, вы обнаружите, что вокруг сварного шва будет внешний край белого цвета.Этот морозный вид — это оксидный слой, который был удален с вашего сварного шва с помощью переменного тока.
Это хороший знак, который становится шире или уже в зависимости от вашего баланса переменного тока. Его можно без проблем очистить в конце сварного шва проволочной щеткой.
Его можно без проблем очистить в конце сварного шва проволочной щеткой.
3. Пусть образуется лужа
Вам нужно будет подождать, пока сварочная ванна полностью не сформируется и у вас не появится блестящая ванна, прежде чем вы начнете добавлять присадочный металл. Из-за действия по очистке, которое происходит в начале, это может занять некоторое время.Дайте вашему сварному шву несколько секунд, чтобы образовалась надлежащая лужа, прежде чем вы начнете наносить наполнитель.
4. Следи за жарой
Как и при сварке MIG, вам, как правило, придется перемещаться по стыку быстрее, чем при сварке стали. Если ваш металл становится слишком горячим, а у вас есть ножная педаль, вы можете немного снизить мощность усилителя, чтобы уменьшить нагрев.
В противном случае вы можете добавить больше наполнителя или чаще наносить мазки, чтобы сварной шов оставался холодным. Более холодный наполнитель помогает снизить общую температуру.
5.
 Отделка прочная, не жесткая
Отделка прочная, не жесткаяКак только вы дойдете до конца сварки, а также ослабите усилители медленно, чтобы предотвратить растрескивание, вы также можете добавить немного дополнительного наполнителя, чтобы заполнить кратер, который в противном случае образовался бы. Если вы используете фонарик, установите конечные усилители ниже рекомендуемого пика; вам не нужно держать свое усилители на полную мощность на краю вашего металла.
Уменьшить дугу — слишком высокая Уменьшить дугу — снизить силу токаПоиск и устранение неисправностей алюминиевых сварных швов
Ваш металл чистый?
Одним из основных факторов, влияющих на качество сварки, является степень очистки заготовка есть.Это, вероятно, самый важный шаг, и большинство проблем можно решить. решается более тщательной чисткой.
Такие явления, как чрезмерное количество черной сажи (при сварке MIG), пористость, черный цвет
поплавки, перчинка в сварном шве и «кожица» (подумайте о слое, который образуется на
упущенный томатный суп) обычно можно исправить, вернувшись к
шаг первый и дать металлу хорошую чистоту.
Проверьте свой газ
Если при сварке MIG вокруг сварного шва образуется толстое кольцо черной сажи, а алюминий настолько чистый, насколько это возможно, то, скорее всего, проблема связана с газом.
Прежде всего проверьте, используете ли вы правильный газ. Вы должны использовать чистый аргон. Попробуйте увеличить скорость потока на газовом баллоне и посмотрите, поможет ли это, так как вы можете не получить достаточного покрытия.
Если это не поможет, возможно, ваш газ загрязнен или произошла утечка. Если это загрязненный газ, вам понадобится совершенно новый баллон. Если ваш газовый шланг негерметичен, вам необходимо его заменить.
Маловероятно, что вы полностью устраните сажу, но тонкое кольцо обычно означает, что газ очищает загрязняющие вещества и выдувает их из сварного шва, поэтому фактическое соединение будет в порядке.
Поддерживайте свои контактные советы
Пока мы говорим о типичных проблемах, возникающих при сварке MIG, давайте поговорим о контактных наконечниках. Независимо от того, используете ли вы стандартную горелку или шпульный пистолет, вам следует ознакомиться с несколькими контактными советами.
Независимо от того, используете ли вы стандартную горелку или шпульный пистолет, вам следует ознакомиться с несколькими контактными советами.
Поскольку алюминий быстрее поглощает тепло, и вам нужно двигаться вдоль сварного шва быстрее, вам нужно увеличить скорость подачи проволоки, чтобы соответствовать. Проблема в том, что если у вас недостаточно скорости проволоки или слишком высокое напряжение, присадочная проволока сгорает.
Это называется прожогом, и это то, насколько проволока уходит, когда вы прекращаете сварку. Если ваша проволока снова пригорает к контактному наконечнику, она может испортить его, и вам придется заменить его, чтобы продолжить сварку.
Заполните концы
Независимо от того, используете ли вы сварку MIG или TIG, «рыбьи глаза» в кратере в конце
шов не хороший. В обоих случаях вы хотите добавить больше присадочной проволоки, чтобы заполнить
в кратере. Вы также должны оставить горелку над сварным швом, чтобы он
остается защищенным вашим газом, пока он полностью не остынет, чтобы предотвратить растрескивание
после.
Какой толщины основной металл?
Толщина основного металла также будет играть роль в качестве сварного шва.
Если она слишком толстая и вы используете сварку MIG, есть большая вероятность, что ваша присадочная проволока теперь находится поверх соединения, а не внутри него.
Если вы используете сварку TIG, вы, возможно, не сможете даже запустить сварочную ванну, потому что горелка не может нагреть металл в достаточной степени.
Убедитесь, что у вас есть машина, мощность которой соответствует толщине вашего материала.Вы также можете попробовать предварительный нагрев (подробнее об этом позже), но это не всегда гарантирует работу.
Еще один трюк, который вы можете попробовать, — это использование газовой смеси аргона и гелия. Обычно рекомендуется использовать чистый аргон, но добавление гелия к вашему газу даст вам больше тепла, если вам нужно немного больше проникновения. Это как превратить вашу машину на 200 ампер в машину на 250 ампер.
Вольфрам на выбор
Существует ряд проблем, которые могут возникнуть при сварке методом TIG. конкретный.
Использование неправильного размера вольфрама является относительно распространенным явлением, так как обычно вам нужно увеличить размер вольфрама для алюминия по сравнению со сталью.
Например, у вас есть аппарат, рассчитанный на максимальный ток 120 ампер, и вы свариваете сталь на постоянном токе. Вы можете поставить 1,6-миллиметровый вольфрам в свою горелку и увеличить силу тока до 120, и это нормально; ваш вольфрам может справиться с этим без проблем (хотя 120 А обычно максимум для вольфрама 1,6 мм).
Однако, если бы вы использовали тот же вольфрам на 120 ампер на переменном токе, это была бы совсем другая история.Поскольку ток течет в двух направлениях, а не только в одном, вольфраму гораздо труднее справиться с ним.
Ваш вольфрам начнет слипаться, плавиться, расщепляться и т.д. Он сломается. Технически вы все еще можете сваривать им в этом состоянии, но ваша дуга будет очень неустойчивой, и есть большая вероятность, что кончик вашего вольфрама попадет в сварочную ванну, загрязняя ее.
Однако есть очень простое решение этой проблемы, и это обновление до следующего размера вольфрама.Если 1,6 мм не выдерживает, возьмите вместо этого 2,4 мм.
Не используйте баланс 50/50
Следующее, что может пойти не так, это ваши настройки, в частности баланс переменного тока. Звук 50/50 от очистки до проникновения кажется оптимальным. Лучшее из обоих миров, верно? Неправильный.
Слишком много времени на очистку цикла переменного тока может серьезно повредить сварной шов и в большинстве случаев даже сделать его более грязным. Загрязнения, которые он пытается удалить, часто застревают на поверхности сварного шва, и в итоге вы получаете эффект перца.
Слишком большой положительный ток в переменном токе также делает ваш вольфрамовый шарик очень быстрым, поэтому вы можете обнаружить, что ваша дуга начинает блуждать на полпути вдоль соединения. Это потому, что ваша хорошая острая точка (с которой вы начали на инверторной машине) теперь превратилась в толстый круг, который не концентрирует вашу дугу. Уменьшите очистку, добавьте еще немного проникновения, и все будет хорошо.
Загрязнение вольфрамом
Как и при обычной сварке TIG, загрязнение вольфрамом — еще одна вещь, которая может повлиять на качество сварного шва.
Когда во время сварки стали на вольфрам попадает присадочный металл, это может быть довольно очевидно; дуга начинает разбрызгиваться и становится нестабильной. То же самое касается алюминия.
Как только алюминий оказывается там, дуга начинает блуждать. Некоторыми из распространенных симптомов загрязнения вольфрамом являются шаровидные образования (ваш наполнитель сидит поверх металла, а не сплавляется с ним), черная сажа, блуждающая дуга или ваша лужа не течет.
К сожалению, если ваш вольфрам все же загрязнится, вы не сможете просто отшлифовать его, потому что алюминий очень хорошо маскирует вольфрам, и даже если он выглядит чистым, это может быть не так.
Вместо этого вам нужно отломить конец. Для этого можно отломать его об острый край, а можно отрезать болгаркой. Вам нужно будет сломать его одним быстрым движением, так как вольфрам имеет тенденцию раскалываться, если вы ломаете его медленно.
После того, как загрязненный наконечник будет удален, вы можете снова придать ему форму и начать заново.
ХранениеАлюминий необходимо хранить правильно, так как он может загрязниться, если нет, что повлияет на качество сварки.
Разместите его в сухом, чистом месте. постоянная комнатная температура. Если алюминий хранится в холодном месте, а затем перемещается в помещение с комнатной температурой или в более теплое место, это может привести к образованию конденсата на металл. Влага на вашем присадочном металле, будь то 4043, 5356, катушка MIG или Стержень TIG даст вам плохой сварной шов.
Возвращение наполнителя в оригинальную упаковку поможет защитить его. от грязи и других частиц, и только обращение с ним в перчатках сохранит натуральные масла от загрязнения.
Предварительный подогревПредварительный нагрев для более толстых изделий — хорошая идея, особенно если напряжение или сила тока уже достаточно высоки. Просто возьмите пропановую горелку и равномерно нагрейте металл.
Вы не хотите, чтобы он плавился, но это помогает с проникновением, если в вашем металле уже есть немного тепла, а не с холодного запуска. Если вы предварительно нагреваете металл, рекомендуется выполнить быстрый пробный запуск, так как вам нужно будет двигаться быстрее, если металл уже горячий.
Сварка алюминия требует немного больше усилий, чем сварка нержавеющей и низкоуглеродистой стали. Тренировочные заезды на металлоломе станут вашим лучшим другом во время обучения. Даже если вам потребуется несколько попыток, не волнуйтесь, это тяжелый металл для работы.
← Просмотреть все артикулы
VIPER™ 185: Руководство по сварке алюминия
В этом видео мы настраиваем VIPER 185 для сварки алюминия с помощью пистолета-пулемёта. Прежде всего, подключите аппарат к розетке на 10 ампер и подготовьте подходящие средства индивидуальной защиты (сварочная куртка, перчатки Mig, сварочный шлем).
Шаг 1: Полярность
Сначала наш зажим заземления подключается к отрицательному разъему для монтажа на панели, а наш горелка Spool подключается к евроразъему. Затем кабель полярности входит в положительное гнездо для монтажа на панели, а вилка с девятью контактами входит в гнездо с девятью контактами. Это делает нашу установку положительным электродом постоянного тока (DCEP).
Шаг 2: Подключение газа
Пришло время подсоединить газовый шланг к впускному отверстию для газа на задней стороне машины и плотно обжать его с помощью хомута.Вставьте хвостовик регулятора в другой конец газового шланга и зажмите хомутом.
Теперь подключаем наш аргоновый регулятор к газовому баллону и затягиваем с помощью гаечного ключа. В нашем видеоролике используется чистый аргон, который идеально подходит для сварки алюминия методом MIG. Следующий шаг — присоединить другой конец газового шланга к регулятору и снова затянуть гаечным ключом.
Шаг 3: Настройка шпульного пистолета
Шпулемет на 150 AMP идеально подходит для VIPER 185.
Часть I: Ролики
Чтобы получить доступ к ролику, откройте защитную крышку, ослабьте винт натяжителя и защелкните рычаг натяжителя.
Чтобы заменить ролик, вставьте прилагаемый гаечный ключ под ролик и ослабьте стопорную гайку, сняв ролик.
Для замены просто наденьте нужный ролик на шпиндель, замените стопорную гайку и затяните.
Часть II: Начальные расходные материалы
Сначала наденьте газораспределитель и прикрутите держатель наконечника, затянув плоскогубцами MIG.
Часть III: Установка провода
Для установки провода открутите крышку корпуса и оттяните тормоз.Вставьте около 30 мм проволоки во входную трубку и поместите катушку с проволокой на шпиндель, отпустив тормоз на проволоке, чтобы проволока не разматывалась.
Убедитесь, что проволока проходит через входное отверстие в верхней части ролика в следующую направляющую трубку. Затем зажмите рычаг натяжителя в закрытом положении и затяните натяжитель, приложив достаточное усилие, чтобы проволока проходила сквозь него.
Часть IV: Подача проволоки
Чтобы подать проволоку, нажмите на спусковой крючок на катушечном пистолете, пока проволока не выйдет из лебединой шейки.Не забудьте установить на место крышку корпуса и закрутить.
Часть V. Установка последних расходных материалов
Следующим шагом является навинчивание контактного наконечника, затягивание пассатижами MIG, затем надавливание на газовое сопло и отрезание лишней проволоки.
Этап 4: Сварка шпульным пистолетом
В этом процессе есть два контролируемых параметра, мы будем настраивать их для сварки алюминия толщиной 8 мм. Регулятор скорости проволоки определяет, сколько проволоки в минуту будет проходить через ваш пистолет, а напряжение определяет количество тепла и провара.Эти два параметра должны работать в гармонии, чтобы получить достаточный сварной шов.
Теперь, когда вы установили параметры, пришло время включить подачу газа примерно на 10–12 л/мин и прикрепить зажим заземления к заготовке. Теперь вы готовы к сварке.
Argon One Алюминиевый многофункциональный футляр V2 для RPi 4B
Примечание:
Если вы ищете идеальный и элегантный корпус для вашего мощного одноплатного компьютера Raspberry Pi 4 Model B, вы на правильной странице! Этот алюминиевый корпус Argon ONE имеет самый высокий рейтинг среди производителей и сообщества.
Мы провели тест на тепловую нагрузку с Raspberry Pi 4 Model B 2 ГБ вместе с этим алюминиевым корпусом Argon One, и он остается холодным, даже если RPi4B разогнан до 2,1 ГГц. Потрясающий отвод тепла!
В этом корпусе Argon One используется как пассивный, так и активный механизм охлаждения, поэтому он может поддерживать температуру ниже 50 o C даже при выключенном вентиляторе! Какой удивительный охлаждающий корпус! Лучше всего то, что этот охлаждающий корпус поддерживает версии Raspberry Pi 4 Model B 2 ГБ, 4 ГБ и 8 ГБ.Как некоторые из вас знают, мощный Raspberry Pi 4 Model B будет выделять довольно много тепла даже в режиме простоя, температура поднимется еще выше, если он находится под нагрузкой. С помощью этого корпуса Argon One с вентилятором вам никогда не придется беспокоиться о температуре 🙂 Он будет держать ваш Raspberry Pi в прохладе!
Посмотрите этот обзорный видеоролик ETA Prime в качестве распаковки, стресс-теста и обзора этого корпуса:
Примечание: Это видео является обзором Argon One V1 Case.
Этот чехол совместим с Raspberry Pi 4 Model B:
Argon ONE предназначен для Raspberry Pi 4 Model B, изготовлен из алюминиевого сплава и отполирован в современном цвете Space Grey для потрясающей эстетики и функциональности. Он предлагает одно из лучших решений для охлаждения Raspberry Pi 4. Корпус имеет удлинитель, который соединяется с процессором с помощью охлаждающей подставки, так что тепло от процессора передается на корпус. Это означает, что корпус становится радиатором, пассивно охлаждающим материнскую плату, чтобы компьютер мог работать, не выделяя много тепла.Кроме того, корпус поставляется со встроенной печатной платой с прикрепленным вентилятором для дальнейшего активного охлаждения Raspberry Pi. Сочетание этих двух систем охлаждения гарантирует длительное использование без перегрева. Скорость вентилятора можно легко настроить в любое время с помощью терминала. Кроме того, он имеет передние и задние вентиляционные отверстия для лучшего потока воздуха. Потрясающий!
Вы когда-нибудь мечтали о кнопке питания для своего Raspberry Pi?
Обычно Raspberry Pi получает питание, как только вы подключаете его к источнику питания, и не имеет встроенной кнопки питания.Больше никаких мечтаний и ожиданий — Argon ONE может изменить способ вашего взаимодействия с Raspberry pi 4. С помощью кнопки питания, установленной на корпусе, вы можете легко включать Raspberry Pi и выполнять безопасное завершение работы, перезагрузку и принудительное завершение работы.
Собрать корпус Raspberry Pi очень просто. Установите скрипт Argon ONE, который разблокирует все функции корпуса Argon ONE. Доступ ко всем портам сзади, что делает его более управляемым с минимальным количеством кабелей и простой очисткой.Это также упрощает уборку и сборку в пути без ущерба для каких-либо портов материнской платы.
Контакты GPIO с цветовой маркировкой?
Корпус был разработан с одной главной целью — защитить Raspberry Pi без ущерба для полной функциональности материнской платы. Встроенная печатная плата расширяет контакты GPIO Raspberry Pi, при этом контакты имеют цветовую кодировку, чтобы легко идентифицировать функции контактов. Кроме того, контакты имеют четкую маркировку для удобства использования.Когда штифты не используются, они закрыты и защищены магнитной съемной крышкой. Это делает пины доступными в любое время, позволяя использовать Raspberry Pi в различных проектах по электронике.
Корпус поставляется с верхней и нижней частью, 4 винтами, встроенной печатной платой, силиконовой охлаждающей подставкой и печатной платой, которая расширяет порты аудио и микро-HDMI. Собрать Raspberry Pi с корпусом так же просто, как 1, 2, 3 или A, B, C. Объединить части вместе просто и интуитивно понятно.Все, что нужно, это четырехгранная отвертка, и это только для того, чтобы затянуть винты в нижней части корпуса. Никаких специальных инструментов не нужно вообще.
После размещения Raspberry Pi и установки ОС на SD-карту необходимо ввести в терминал однострочный скрипт, чтобы можно было использовать кнопку питания и вентилятор.
Особенности:
- Гладкий корпус из алюминиевого сплава
- Встроенная кнопка питания для безопасного выключения, перезагрузки и принудительного выключения
- Эффективное пассивное охлаждение, вся верхняя часть корпуса представляет собой радиатор
- Встроенный вентилятор с программно-управляемой скоростью вращения вентилятора
- Все разъемы расположены сзади для удобной прокладки кабелей
- Пластиковая основа для отличного уровня сигнала Wi-Fi
- Совместимость со всеми платами Raspberry Pi 4 Model B:
- Простая установка благодаря съемному магниту top
- Легкодоступный GPIO с цветовой маркировкой контактов
- Размеры: 106 x 95 x 34 мм
Упаковочный лист:
- 1 x Argon ONE Алюминиевый многофункциональный кейс -2
- Аудио 19 x04 19 Инструкция по эксплуатации Удлинитель печатной платы
- 1 x GPIO — вентилятор PCB HAT
- 1 x силиконовые термопрокладки
Ресурсы:
Оформить заказ больше отзывов о Argon One V1 Case от других пользователей:
By ExplainingComputers:
By The Review Suite:
The Periodic Table & Energy Level Models | Глава 4: Периодическая таблица и связь
Познакомить учащихся с идеей о том, что электроны окружают ядро атома в областях, называемых энергетическими уровнями.
Повторите вместе с учащимися, что на втором уроке они сосредоточились на количестве протонов, нейтронов и электронов в атомах каждого элемента. На этом уроке они сосредоточатся на расположении электронов в каждом элементе.
Спроецируйте изображение Поперечное сечение уровня энергии.
Объясните учащимся, что электроны окружают ядро атома в трех измерениях, делая атомы сферическими. Они могут думать об электронах как о находящихся на разных энергетических уровнях, подобных концентрическим сферам вокруг ядра.Поскольку эти сферы очень трудно показать, энергетические уровни обычно изображают в двух измерениях.
Подробнее о моделях энергетических уровней читайте в разделе «Биография учителя».
Спроецировать изображение Атом кислорода.
Скажите учащимся, что эта модель энергетического уровня представляет собой атом. Ядро представлено точкой в центре, которая содержит как протоны, так и нейтроны. Меньшие точки, окружающие ядро, представляют собой электроны на энергетических уровнях.Сообщите учащимся, что позже на этом уроке они узнают больше об электронах и энергетических уровнях.
Предложите учащимся просмотреть Периодическую таблицу элементов 1–20, которые они использовали на уроке 2, чтобы ответить на следующий вопрос:
- Можете ли вы определить, какой атом представляет эта модель?
- Если учащиеся не могут ответить на этот вопрос, укажите, что имеется 8 электронов. Поскольку нейтральные атомы в периодической таблице имеют такое же количество электронов, как и протоны, атом должен иметь 8 протонов.Число протонов такое же, как атомный номер, поэтому атом является кислородом.
Попросите группы поработать вместе, чтобы разместить каждую карту с соответствующим атомом.
Покажите учащимся, что у вас есть 80 карточек (по 4 на каждый из первых 20 элементов). Перед раздачей карточек объясните, что каждая карточка содержит информацию об электронах и энергетических уровнях первых 20 элементов периодической таблицы. Задача учащихся — внимательно прочитать карточку, выяснить, какой элемент она описывает, и положить карточку на то место в комнате, где находится этот элемент.Напомните учащимся, что им нужно будет сосчитать электроны, чтобы идентифицировать каждый атом. Как только учащиеся поймут, в чем состоит их задание, раздайте карточки группам.
Обсудите размещение карт для двух или трех атомов.
После того, как все карты были размещены на 20 различных атомах, выберите два или три атома и проверьте, правильно ли были размещены карты. Этот обзор поможет укрепить представления о структуре атомов и поможет учащимся определить количество протонов и электронов в каждом атоме.
Раздайте каждому учащемуся лист с заданием Периодическая таблица уровней энергии. Эта таблица содержит модели уровней энергии для первых 20 элементов. Электроны включены только для атомов в начале и конце каждого периода.
Спроектируйте Периодическую таблицу энергетических уровней и обсудите расположение электронов, пока учащиеся заполняют лист с заданиями.
Проецировать изображение Периодическая таблица энергетических уровней.
Изображение, которое вы проецируете, содержит все электроны элементов 1–20. Однако периодическая таблица на листе активности содержит электроны только для элементов в начале и в конце каждого периода. Обсудите расположение электронов на энергетических уровнях этих атомов и предложите учащимся вписать электроны других атомов.
Примечание. На диаграммах энергетических уровней электроны распределены по уровню равномерно. В некоторых книгах они показаны разбросанными таким образом, а в некоторых — парами.Спаривание электронов предназначено для представления того, что электроны находятся на отдельных орбиталях в пределах каждого энергетического уровня. На уровне средней школы учащимся не обязательно изучать электронные орбитали. Эта информация предлагается для того, чтобы вам было понятнее, почему электроны часто изображаются парами на диаграммах энергетических уровней и на точечных диаграммах, используемых в качестве дополнения в конце этой главы. Орбиталь определяет область внутри энергетического уровня, где существует высокая вероятность обнаружения пары электронов.На каждой орбитали может находиться максимум два электрона. Вот почему электроны часто изображаются парами внутри энергетического уровня.
Скажите учащимся, что строки периодической таблицы называются периодами.
Период 1
- Водород
- Объясните, что водород имеет 1 протон и 1 электрон. 1 электрон находится на первом энергетическом уровне.
- Гелий
- Объясните, что у гелия 2 протона и 2 электрона.2 электрона находятся на первом энергетическом уровне.
Период 2
- Литий
- Объясните, что у лития 3 протона и 3 электрона. На первом энергетическом уровне находятся 2 электрона, а на втором 1 электрон. Объясните, что на первом энергетическом уровне может быть только 2 электрона, поэтому следующий электрон в литии находится на следующем (втором) уровне.
- Неон
- Объясните, что у неона 10 протонов и 10 электронов.На первом энергетическом уровне находятся 2 электрона, а на втором 8 электронов.
- Бериллий-фтор
- Помогите учащимся указать правильное количество электронов на энергетических уровнях остальных атомов периода 2.
Период 3
- Натрий
- Объясните, что у натрия 11 протонов и 11 электронов. На первом энергетическом уровне находятся 2 электрона, на втором 8 электронов и 1 электрон на третьем энергетическом уровне.Объясните, что на втором энергетическом уровне может быть только 8 электронов, поэтому следующий электрон в натрии должен находиться на следующем (третьем) уровне.
- Аргон
- Объясните, что в аргоне 18 протонов и 18 электронов. На первом энергетическом уровне находятся 2 электрона, на втором 8 электронов и на третьем энергетическом уровне 8 электронов. Предложите учащимся заполнить модель энергетического уровня аргона в своей периодической таблице.
- Магний–хлор
- Помогите учащимся указать правильное количество электронов на энергетических уровнях остальных атомов в третьем периоде.
Период 4
- Калий
- Объясните, что калий имеет 19 протонов и 19 электронов. На первом энергетическом уровне находятся 2 электрона, на втором 8 электронов, на третьем энергетическом уровне 8 электронов и на четвертом энергетическом уровне 1 электрон. Объясните, что после того, как на третьем энергетическом уровне будет 8 электронов, следующий электрон переходит на четвертый уровень.
- Кальций
- Помогите учащимся указать правильное количество электронов на энергетических уровнях кальция.
Примечание. Студенты могут задаться вопросом, почему энергетический уровень может содержать только определенное количество электронов. Ответ на этот вопрос выходит далеко за рамки изучения химии в средней школе. Это включает в себя представление об электронах как о трехмерных волнах и о том, как они будут взаимодействовать друг с другом и с ядром.
Предложите учащимся найти закономерности в строках и столбцах первых 20 элементов периодической таблицы.
Продолжайте проецировать изображение Периодической таблицы энергетических уровней для элементов 1–20 и предложите учащимся просмотреть свои рабочие листы, чтобы найти закономерности в количестве электронов на каждом энергетическом уровне.
Предложите учащимся посмотреть на точки (пересекающиеся строки).
Количество уровней энергии в каждом периоде
- Атомы первого периода имеют электроны на 1 энергетическом уровне.
- Атомы второго периода имеют электроны на 2 энергетических уровнях.
- Атомы третьего периода имеют электроны на 3 энергетических уровнях.
- Атомы четвертого периода имеют электроны на 4 энергетических уровнях.
Как электроны заполняют энергетические уровни
- Первый уровень энергии = 1, 2
- Второй уровень энергии = 1, 2, 3, …8
- Третий уровень энергии = 1, 2, 3, …8
- Четвертый энергетический уровень = 1, 2
Узнайте больше о таблице Менделеева в разделе истории учителя.
Определенное количество электронов переходит на уровень, прежде чем на следующем уровне могут быть электроны.После того, как первый энергетический уровень содержит 2 электрона (гелий), следующие электроны переходят на второй энергетический уровень. После того, как на втором энергетическом уровне будет 8 электронов (неон), следующие электроны переходят на третий энергетический уровень. После того, как на третьем энергетическом уровне имеется 8 электронов (аргон), следующие 2 электрона переходят на четвертый энергетический уровень.
Примечание: Третий энергетический уровень может содержать до 18 электронов, поэтому он не заполнен, когда на нем 8 электронов. Но когда третий уровень содержит 8 электронов, следующие 2 электрона переходят на четвертый уровень.Затем, хотите верьте, хотите нет, еще 10 электронов продолжают заполнять оставшуюся часть третьего уровня. Студентам это знать не обязательно.
Предложите учащимся посмотреть на группы (столбцы идут вниз).
Скажите учащимся, что вертикальные столбцы периодической таблицы называются группами или семействами.
Попросите учащихся сравнить количество электронов на внешнем энергетическом уровне атомов в группе. Студенты должны понимать, что каждый атом в группе имеет одинаковое количество электронов на внешнем энергетическом уровне.Например, водород, литий, натрий и калий имеют по одному электрону на внешнем энергетическом уровне. Сообщите учащимся, что эти электроны на внешнем энергетическом уровне называются валентными электронами. Это электроны, ответственные за образование связи, которую учащиеся будут исследовать на следующем уроке.
Сравните, как химически реагируют различные элементы, и свяжите это с их положением в периодической таблице.
Скажите учащимся, что в периодической таблице атомы в одном и том же столбце, называемом группой, имеют определенные общие характеристики и могут реагировать сходным образом.
Спроектировать видео Натрий в воде и калий в воде.
www.middleschoolchemistry.com/multimedia/chapter4/lesson3#sodium_in_water
www.middleschoolchemistry.com/multimedia/chapter4/lesson3#potasium_in_water
Учащиеся увидят, что, хотя калий реагирует более энергично, чем натрий, реакции аналогичны. Предложите учащимся взглянуть на периодическую таблицу, чтобы увидеть, где находятся натрий и калий по отношению друг к другу.
Проецировать видео Кальций в воде.
www.middleschoolchemistry.com/multimedia/chapter4/lesson3#calcium_in_water
Учащиеся увидят, что эта реакция отличается от реакции натрия и калия. Попросите их найти кальций в периодической таблице и указать, что он находится в другой группе, чем натрий и калий.
Спроецируйте видео Натрий в кислоте и калий в кислоте.
www.middleschoolchemistry.com/multimedia/chapter4/lesson3#sodium_in_acid
www.middleschoolchemistry.com/multimedia/chapter4/lesson3#potassium_in_acid
Покажите натрий, реагирующий с кислотой, а затем калий, реагирующий с кислотой. HCl это соляная кислота. HNO3 это азотная кислота. Каждая кислота используется в двух различных концентрациях. Убедитесь, что учащиеся понимают, что натрий и калий реагируют одинаково, хотя калий реагирует более энергично.
Спроецировать видео Кальций в кислоте.
www.middleschoolchemistry.com//multimedia/chapter4/lesson3#calcium_in_acid
Укажите, что кальций реагирует иначе, чем натрий и калий.
Спросите студентов:
- Имеют ли элементы одной группы сходные свойства и сходную реакцию?
- Учащиеся должны понимать, что натрий и калий относятся к одной группе и реагируют одинаково. Кальций находится рядом с ними в таблице Менделеева, но находится в другой группе, поэтому реагирует по-разному.