Полифузная сварка полипропиленовых труб. — Статьи
Полифузная сварка полипропиленовых труб – процесс образования неразъёмного соединения путём прогрева соединяемых деталей до стадии частичного оплавления их поверхностей. Полифузная (муфтовая) сварка производится специальным аппаратом, состоящим из 3-х основных частей: блока управления, нагревательной пластины и комплекта насадок из алюминиевого сплава с тефлоновым покрытием.
Перед началом сварочных работ, аппарат для полифузной сварки полипропиленовых труб (чаще называемый «паяльник») оснащают одной или несколькими насадками необходимого диаметра, закрепив их на нагревательной пластине шестигранными ключами. Далее, аппарат устанавливается на подставку (струбцину), на температурном реле устанавливается рекомендуемый показатель (обычно 260-270 градусов Цельсия). Включив питание сварочного аппарата, следует дождаться пока не погаснут индикаторы нагрева – это означает, что температура достигла заданного значения.
Внимание! Если аппарат хранился в холодном помещении, сварочные работы следует начинать не ранее, чем по окончанию второго цикла «прогрев-ожидание», иначе, в связи с недостаточной температурой, возможно налипание полипропилена к насадке (в лучшем случае) или бракованное соединение (в худшем).
Далее рассмотрим некоторые тонкости ручной полифузной сварки. Обращаем ваше внимание, что речь идёт именно о ручной сварке, то есть соединение труб и фитингов диаметром до 50-ти мм включительно. Сварку полипропиленовых труб большего диаметра рекомендуется производить при помощи специального монтажного устройства, обеспечивающего необходимое давление на соединяемые детали, при соблюдении параметров соосности.
• Настоятельно рекомендуется использовать трубу и полипропиленовые фитинги одного производителя. Как показывает практика, полипропиленовая продукция разных фирм имеет различную температуру плавления, соответственно требует корректировки времени прогрева, что весьма неудобно.
• Перед началом работы необходимо тщательно просмотреть весь материал. Использование фитингов, которые свободно одеваются на не нагретый «дорн» (выступающая часть насадки), а тем более болтаются – недопустимо! Таким же образом следует проверить и свариваемые отрезки трубы, проверив плотность вхождения в «гильзу» насадки.
• При сварке армированной полипропиленовой трубы с наружным расположением слоя алюминиевой фольги, следует произвести её зачистку на длину вхождения в фитинг, при помощи специального зачистного устройства. Полипропиленовые трубы армированные стекловолокном или с внутренним и центральным расположением алюминиевой фольги, так же как и неармированные и металлополипропиленовые – зачищать не нужно!
• Свариваемые поверхности следует тщательным образом очистить от пыли и обезжирить. Запомните – даже одна случайно попавшая волосинка, может вызвать утечку!
• Совсем не лишним будет заранее отметить карандашом или маркером глубину вхождения трубы в гильзу насадки и соосность соединяемых деталей.
• Важный момент – труба и фитинги, хранившиеся при минусовой температуре, должны «отлежаться» в тёплом помещении не менее трёх часов. Это связано с крайне низкой теплопроводностью полипропилена. Тёплая на ощупь труба, остаётся промороженной внутри. В процессе сварки такой трубы, слой расплавленного полипропилена образуется значительно более тонкий, чем при обычных условиях. Как следствие — некачественный шов, который может протечь после достаточно сильного гидравлического удара.
Как следствие — некачественный шов, который может протечь после достаточно сильного гидравлического удара.
• Для отрезания кусков трубы необходимой длины следует пользоваться специальными ножницами для резки полипропиленовых труб или, в крайнем случае, ножовкой по металлу, что гораздо мене удобно. Необходимо чтобы ножницы резали ровно. Косой срез уменьшает площадь свариваемых поверхностей и, как следствие, надёжность шва.
• Процесс нагрева свариваемых деталей следует начинать с одевания фитинга на дорн (у него более толстая стенка), а уже потом вставляется труба в гильзу. Соединяемые детали должны «садиться» на насадку с некоторым усилием, тем большим, чем больше их диаметр. Внимательно следите за отметкой глубины погружения на трубе!
• Время прогрева соединяемых деталей отсчитывается с момента их полной посадки. Данные о времени нагрева, в зависимости от диаметра трубы, обычно находятся с внутренней стороны крышки ящика «паяльника», либо в паспорте к нему. На практике время прогрева зависит от множества факторов (качество трубы и фитингов, их температура, степень изношенности насадки и сварочного аппарата) и определяется опытном путём.
• С особой осторожностью следует относиться к полифузной сварке тонкостенной полипропиленовой трубы PN10, используемой в системах холодного водоснабжения. Время прогрева такой трубы значительно меньше. Усилие при посадке в гильзу следует тщательно дозировать, иначе последует неизбежное заужение пропускной способности трубы.
• Внимание! Сварка полипропиленовых кранов и вентилей должна производиться в положении «открыто». При закрытом вентиле, в случае наличия в нём даже небольшого количества влаги, образовавшийся при нагреве пар, будучи «запертым», будет стаскивать кран с насадки.
• Запомните – как «недогрев», так и «перегрев», крайне нежелательны! В случае недостаточного прогрева получаются некачественные швы. Зачастую, при первом же запуске отопления – труба просто выскакивает из фитинга. Перегретый шов, кроме того что заужает трубу, теряет пластичность (становится «стеклянным»). Динамические нагрузки и гидроудары ведут к его разрушению.
• По окончании времени прогрева, труба и фитинг одновременно снимаются с насадки и уверенным равномерным движением соединяются. Труба должна войти в фитинг до отметки. В течение нескольких секунд можно откорректировать соосность соединения, путём небольшого осевого поворота. Далее заготовка фиксируется в течение 20-40 секунд (в зависимости от диаметра).
Труба должна войти в фитинг до отметки. В течение нескольких секунд можно откорректировать соосность соединения, путём небольшого осевого поворота. Далее заготовка фиксируется в течение 20-40 секунд (в зависимости от диаметра).
• Последний этап – остужение (ни в коем случае не принудительное!) в течение 2-3 минут.
Вот и всё. Надеемся, эти советы помогут Вам избежать некоторых ошибок при полифузной сварке полипропиленовых труб и получить крепкие и надёжные швы, не уступающие по прочности монолитному полипропилену!
Любое копирование данной статьи возможно, при условии размещения прямой гиперссылки на сайтs-k-s.ru
|
19.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали. Сварка труб из полипропилена Нагревание свариваемых поверхностей происходит при помощи нагретого металлического инструмента – сварочными насадками, покрытыми тефлоновым слоем. Совет! Необходимо совместить полипропиленовый фитинг с дроном до упора, при этом полипропиленовую трубу нужно совместить с гильзой так же до упора. Сделать это нужно очень быстро, настолько, насколько возможно. Сварка и пайка пластиковых труб В том случае, если производится сварка пластиковых труб своими руками, нужно помнить о том, что у полипропиленовой трубы, которая предназначена для муфтовой сварки, наружный диаметр немного превышает номинальный, при этом полипропиленовый фитинг имеет внутренний диаметр немного меньше, чем номинальный. Для того чтобы все получилось нужно специальное оборудование для сварки полипропиленовых труб, без которого вышеописанного не произойдет. Дальнейшее продвижение сварочной насадки происходит до упора фитинга в округлое основание сварочной насадки. При этом происходит оплавление наружного среза фитинга и также выдавливание валика (гранта), правда, он имеет незначительную высоту. При дальнейшем продвижении трубы внутрь насадки ее торец в конечном итоге упирается в то же округлое основание. При этом происходит оплавление и скручивание наружного ребра торца, также выдавливается грант, имеющий небольшую высоту. В тот момент, когда упирается труба и фитинг можно почувствовать рукой, причем это ощущается не только при выполнении ручной сварки, но и при сварке на сварочном аппарате. Важно помнить о том, что после того как будет найден упор, больше давить не нужно. Сварка труб ПВХ Если сварка пвх труб ручная, то держите фитинг и трубу, чтобы произошел нагрев. Если же используется механический аппарат для сварки труб, то просто зафиксируйте трубу фиксатором, который есть у всех приличных сварочных аппаратов. После того как произведен нагрев, нужно одновременно снять фитинг и вынуть трубу. Сделать это нужно настолько быстро, насколько это будет возможно. После этого труба совмещается с фитингом до упора. При этом происходит упругое сжимание трубы и упругое растягивание фитинга. В результате поверхности начинают давить друг на друга, воздух вытесняется и обеспечивается перемешивание расплавленных материалов. Само собой разумеется, что остывание поверхностей происходит очень быстро, при этом оно зависит от того, на какую глубину произошел прогрев. Монтаж труб В том случае, если монтаж полипропиленовых труб своими руками выполнен правильно, то получится цельная полипропиленовая деталь. Стыковая сварка пластиковых труб из полипропилена и полиэтилена Если проводилась стыковая сварка полиэтиленовых труб вручную, то это время используют для того, чтобы устранить возможные перекосы. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах «ИНСТАЛ». Разделы / Учебные материалы |




 Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра.
Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра.
Сварка полипропиленовых труб | makita
Мощность:
Все0,65 кВт0,68 кВт0,74 кВт0.5 кВт0.8 кВт0.68 кВт0.77 кВт0.95 л.с.1 кВт1,8 л.с.1.0 л.с.1.1 кВт1.2 л.с.1.5 кВ1.5 кВт1.5 кВт.1.5 л.с.1.5/3 кВт1.6 кВт1.8 кВт1.8 кВт.1.25 кВт1.45 л.с.1/2 кВт2 кВт2 л.с.2 л/с2,5 л.с.2,8 л.с.2.2 кВт2.3 кВт2.4 кВт2.5 л.с.2.7 л.с.2.7 л/с3 кВт3 л.с.3,3 л.с.3,7 кВт3,9 кВт3.0 кВт3.2 кВт3.3 кВт3.7 кВт3/4.5 кВт4 кВт4 л.с.4,5 кВт4,7 кВт4.2 кВт4.4 кВт4.5 кВ4.5 кВт4.5кВт4.6 кВт4.7 кВт4.8 кВт5 л.c.5,2 кВт5,3 кВт5,5 л.с.5,5 л/с5.3 кВт5.3 л.с.5.4 кВт5.4 л.c.5.5 кВт5.5 л.с.5.6 кВт5.7 кВт5.9 кВт6 кВт6 л.c.6 л/с6,1 кВт6,5 л.с.6,6 кВт6.1 кВт6.2 кВт6.5 кВт6.5 л.с.6.5 л/с6.5 л/с.6.6 кВт6.6 л.с.6.8 кВт6.9 кВт6/9 кВт7 кВт7 л/с7.1 кВт7.4 кВт7.5 кВт7.5/15 кВт7.7 кВт7.7 л.с.7.8 кВт7.9 кВт8 кВт8 л.c.8 л.с.8,9 кВт8.3 кВт8.4 кВт9 л. с.9.1 л.с.9.2 л.с.9.3 кВт9.3 кВт (ММА)/ 7.3 кВт (TIG)/ 9.6 кВт (MIG/MAG)9.3 л.с.9.5 кВт9.6 кВт10 кВт10,4 кВт11 кВт11 л.с.12/24 кВт13 л.с.13.3 л.с.15 кВт15/30 кВт20 Вт21.5 кВт28 Вт30 Вт38 Вт40 Вт45 Вт50 Вт55 Вт70 Вт75 Вт80 Вт85 Вт90 Вт100 Вт110 Вт120 Вт130 Вт140 Вт150 Вт160 Вт170 Вт180 Вт200 Вт200-1000-2000 Вт200-1500-3000 Вт218 Вт220 Вт.225 Вт.230 Вт240 Вт250 Вт280 Вт300 Вт310 Вт320 Вт350 Вт370 Вт380 Вт400 Вт430 Вт440 Вт450 Вт460 Вт470 Вт480 Вт500 Вт510 Вт530 Вт540 Вт.550 Вт570 Вт580 Вт600 Вт620 Вт650 Вт660 Вт670 Вт680 Вт700 Вт700 Вт.705 Вт710 Вт720 Вт730 Вт750 Вт750 Вт.770 Вт780 Вт800 Вт800 Вт.800-1600 Вт805 Вт810 Вт840 Вт845 Вт.850 Вт850 Вт.860 Вт875 Вт.880 Вт.900 Вт900 Вт.915 Вт.930 Вт940 Вт950 Вт1000 Вт1000 Вт.10101010 Вт1050 Вт1070 Вт1100 Вт1100 Вт.1110 Вт1150 Вт1200 Вт1200 Вт.1240 Вт1250 Вт1250 Вт.1300 Вт1340 Вт1350 Вт1400 Вт1400 Вт.1460 Вт1500 Вт1500 Вт.1500-3000 Вт1510 Вт1540 Вт1550 Вт1550 Вт.1600 Вт1600 Вт.1650 Вт1700 Вт1700 Вт.1750 Вт1750 Вт.1800 Вт1800 Вт.1850 Вт1900 Вт1900 Вт.
с.9.1 л.с.9.2 л.с.9.3 кВт9.3 кВт (ММА)/ 7.3 кВт (TIG)/ 9.6 кВт (MIG/MAG)9.3 л.с.9.5 кВт9.6 кВт10 кВт10,4 кВт11 кВт11 л.с.12/24 кВт13 л.с.13.3 л.с.15 кВт15/30 кВт20 Вт21.5 кВт28 Вт30 Вт38 Вт40 Вт45 Вт50 Вт55 Вт70 Вт75 Вт80 Вт85 Вт90 Вт100 Вт110 Вт120 Вт130 Вт140 Вт150 Вт160 Вт170 Вт180 Вт200 Вт200-1000-2000 Вт200-1500-3000 Вт218 Вт220 Вт.225 Вт.230 Вт240 Вт250 Вт280 Вт300 Вт310 Вт320 Вт350 Вт370 Вт380 Вт400 Вт430 Вт440 Вт450 Вт460 Вт470 Вт480 Вт500 Вт510 Вт530 Вт540 Вт.550 Вт570 Вт580 Вт600 Вт620 Вт650 Вт660 Вт670 Вт680 Вт700 Вт700 Вт.705 Вт710 Вт720 Вт730 Вт750 Вт750 Вт.770 Вт780 Вт800 Вт800 Вт.800-1600 Вт805 Вт810 Вт840 Вт845 Вт.850 Вт850 Вт.860 Вт875 Вт.880 Вт.900 Вт900 Вт.915 Вт.930 Вт940 Вт950 Вт1000 Вт1000 Вт.10101010 Вт1050 Вт1070 Вт1100 Вт1100 Вт.1110 Вт1150 Вт1200 Вт1200 Вт.1240 Вт1250 Вт1250 Вт.1300 Вт1340 Вт1350 Вт1400 Вт1400 Вт.1460 Вт1500 Вт1500 Вт.1500-3000 Вт1510 Вт1540 Вт1550 Вт1550 Вт.1600 Вт1600 Вт.1650 Вт1700 Вт1700 Вт.1750 Вт1750 Вт.1800 Вт1800 Вт.1850 Вт1900 Вт1900 Вт. 2000 Вт2000 Вт.2000/1000 Вт2100 Вт2100 Вт.2150 Вт2200 Вт2200 Вт.2300 Вт2300 Вт.2400 Вт2400 Вт.2500 Вт2500 Вт.2600 Вт2900 Вт.3000 Вт3000 Вт.3000-4500 Вт3300 Вт4600 Вт.4800 Вт4800 Вт.5000 Вт5000 Вт.5200 Вт.5500 Вт.6000 Вт.6000-9000 Вт6500 Вт.6600 Вт6600 Вт.6800 Вт.7500-12000 Вт7700 Вт.9000 Вт9000-15000 Вт10000 Вт11000-22000 Вт12000-24000 Вт13500-27000 Вт15000-30000 ВтMIG/MAG 9.6 кВт
2000 Вт2000 Вт.2000/1000 Вт2100 Вт2100 Вт.2150 Вт2200 Вт2200 Вт.2300 Вт2300 Вт.2400 Вт2400 Вт.2500 Вт2500 Вт.2600 Вт2900 Вт.3000 Вт3000 Вт.3000-4500 Вт3300 Вт4600 Вт.4800 Вт4800 Вт.5000 Вт5000 Вт.5200 Вт.5500 Вт.6000 Вт.6000-9000 Вт6500 Вт.6600 Вт6600 Вт.6800 Вт.7500-12000 Вт7700 Вт.9000 Вт9000-15000 Вт10000 Вт11000-22000 Вт12000-24000 Вт13500-27000 Вт15000-30000 ВтMIG/MAG 9.6 кВт
Кейс:
ВсеестьЕстьесть (Деревянный)есть 824572-9есть MakPacесть MakPac 1есть MakPac 2есть MakPac 3есть MakPac 4нетНетнет (коробка)нет Z серия поставляется в коробкенет поставляется в коробкесумка 831325-9
Модель инструмента:
Все0606.002001, 0606.0005000704.010200, 0704.010800, 0704.0109000704.0107000704.010800; 0704.010200; 0704.0109000704.0134000704.0135000704.0143000704.0171000704.0300000704.030000 и 0704.0301000704.0301000704.0302000704.0303000704.0304000704.0309001901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE, MT190; MT191; MT111K1901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE; MT190; MT191; MT111K2106; 2107FK; BPB180RFE4076D4300BV, 43204304/43054304/T, 4305/T4326, 4327, 4328, 4329, 4350CT\FCT, 4351FCT, JV0600K4331D4340, 4341, 4350, 43514350; 43515903R6214D,6314D6216D6336D,8433D6831D,6835D8406903290469304940194039403/9404/9903/99209403/9404/992094049404\9903\99209500D9562CH /9562CVH / 9564HZ / 9565С / 9565HZ / 9566CV9902, 9903990399049910, 99119910/99119910/9911/9924DB9910; 99119910\991199209924DBBBO140,DBO140BBO180,DBO180BCL140,DCL140,BCL180,DCL180BCMBCM2600, BCM3300, BCM4300; UM2340; BCX2500, BCX2510BCM2610BCX3400; BCX3410BCX3400; BCX3410BG-400)BG200BG400BG600/600DLBG750BG800/800DLBG1000BG1200BO4555BO4565BO5030 / BO5031 / BO5040 / BO5041 / BO6050 / DBO180 / PO5000CBO5030 / BO5031 / BO5040 / BO5041 / DBO180BO6030 / BO6040 / BO6050BPB180; 2106; 2106BPB180; 2106; 2107BPT351,DPT351BST221,DST221BTM40,DTM40BTM40; BTM50; DTM50; DTM40BTM50,DTM50BUC/DUC 122BUH521,DUH521BUH523,DUH523BUK360,DUK360DBVR440 / BVR450 / DVR440 / DVR450DA392DDBC250; DBC251DBC250; DBC251; DBC290; DBC291DBC300DBC300 / DBC301 / DST300DBC300; DBC301DBC300; DBC310DBC300; DBC310; DBC340DBC300; DBC340; EBh353; EBh441DBC340; DBC400DBC340; DBC400;DBC3310; DBC4010; DBC4510DDBC3000; DBC3310; DBC4000; DBC4010; DBC4500; DBC4510DBC3000; DBC3310; DBC4500; DBC4510; DBC4010DBC3310, DBC4010, DBC4510DDBC3310; DBC4010; DBC4510DBC3310; DBC4010; DBC4510DDBC3310; DBC4010; DBC4510DBC4010, DBC4510DC18RD + BL1815/BL1820/BL1830/BL1840/BL1850/BL1860DCS232T; DCS3410TH; BUC250; DUC252DCS232T; DCS3410TH; BUC250; DUC252DCS232T; DUC250; UC250DCS390DCS3410; UC3030A; UC3041A; DCS3410TH; DCS34; DCS4610DF033DDPB181DPC7000DPT353DSD180DSP600 , DSP601DST300; UM4030DTW1001DUC252, BUC250, DCS232T, DCS3410THDUR182DUR182L,187L,188LDUR184L,DUR364LDUR187,DUR188DUR187/DUR188/DUR189/DUR364/DUR365dur189DUR189 / DUR364 / UM3830 / UM4030DUR189,DUR188,DUR187,DUR364L,DUR366L,DUR365UDUR360EA4301F, DCS4300EBh352; EBh353; RBC2500EBh353 / EBh441 / и другиеEBh353; EBh440; EBh441; RBC411; RBC412EBh353; EBh441U; EBh440; RBC411; RBC412; RBC413EBh353; EM2650; EM2651EBh353U; RBC2500; EM2500UEBh440; EBh441; EM4340; EM4350; RBC411; RBC412; RBC413; RBC414EBh440UEBh441; EM2651EBh441; RBC411; RBC412EBh441UEBh441U, RBC411, RBC412EHB341UELM3300/3700ELM3800ELM4610/ELM4611/ELM4612/ELM4613Elmos EVR-12 / EVR-18Elmos EVR-18 / EVR-24Elmos серии EPT и EETEM2500U; EM2600UEM4350UH,EM4351UHEM4351UH\EBh441U\RBC411ETH-600 для GET-600 SAF Артикул производителяGA7010 / GA9010GA7020 / GA7030 / GA7040 / GA9020 / GA9030 /GA9040GB602GB801GGT и GET-1200SL/GET-1500SLHG551V, HG651CHG650C, HG651CHG651C; HG651CKHG 5002/550/650HG5002/550/650HG5002/550/650/5012/551/651HG5002\550\650HG5012, HG551V, HG651CHR160DHW110HW140HW151JR100D,JR102DJV100DKP0800;KP0810;KP0810C;DKP140;DKP180LB1200FMT143, MT350, MT18 и MT108MT143, MT350, MT18, MT10MT143, MT350, MT18, MT108PLM4120 / PLM4620 / PLM4621 / PLM4622 / PLM4623 / PLM5113PLM5600RBC2500; EM2500RBC2500U; EM2500U; EM2600USC120SD100DSKR200ZT1022D/T221DTIGTM3000TW100 / TW1000TW100DUC3020UC3020AUC3030UC3041A; UC3030A; UC3051AUC3041A; UC3030A; UC3051AX1UC3520; DUC353UC3520AUC4020UC4551A, UC4530AUC4551A, UC4530A, EA4301UM3830 / UM4030 / DUR189 / DUR364UM3830; UM4030UM3830; UM4030; DST300UR100/DUR184UR140D, DUR141, UR180D, DUR181UR2300 / UR3502UR2300,UR3502UR2300/UR3502UR3000UR3500/UR3501UR3500; UR3501UR3502UV3200VC2012L,VC2512L,VC3011LVC3510VR250 / VR251VR250 / VR251 / BVR340 / BVR440 / BVR350 / BVR450 / DVR450АИС 40К, АИС 40КВ, АИС 60КАИС40К; АИС40КВ; АИС60КАИС 160Н, АИС 180Н, АИС 200Н, АИС 220Н, ИС 160М, ИС 180М, ИС 200М, ИС 220МАИС 170, АИС 210, АИС 160Н, АИС 180Н, АИС 200Н, АИС 220Н, АИС 230, АИС 260, АИС 330, ИС 160М, ИС 180М, ИС 200М, ИС 220МАИС 170, АИС 210, АИС 230, АИС 260, АИС 330АИС 200ПАС, АИС 160П, АИС 200П, АИС 250ПТ, АИС 160ПН, АИС 200ПНСАИС200ПАС; АИС160П; АИС200П; АИС250ПТ; АИС160ПН; АИС200ПНСАИС 200ПНС; ИС 160П; ИС 190П; ИС 220П; ИС 250ПАИС 200ПНС; ИС 160П; ИС 190П; ИС 220П; ИС 250П;АИС 500ТАТС 3АТС 5Виброшлифовальные машины BO4901Виброшлифовальные машины ВО3700/ВО3710/BO3711ВРЭ 1335ВРЭ 1335 / ВЭ 2050ВСM2310; BCM2600; BCM2610; BCM3300; BCM3310; BCM4300Все нивелиры ElitechВЭ 2050Для 25AP, 91PX, 91VLXДля 82 мм:1901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE. 110 мм:1911B; 1002BA; MT190; MT191; MT111KДля 620, 4105KBДля 1002BAДля 1805B, 1806BДля 1805ВДля 1806BДля 1806B; 1923H; KP312SДля 1901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE, MT190; MT191; MT111KДля 1901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE, MT190; MT191; MT111KДля 1901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE; MT190; MT191; MT111KДля 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; 1911B; 1806B; KP312SДля 1911BДля 1911B; 1002BAДля 1923BДля 1923B; 1923HДля 1923B ; KP0800 ; KP0810Для 1923H, 1901, 1902Для 1944B; 1002BAДля 2012NBДля 2012NBДля 2012NB ;KP301 ;KP312SДля 2012NB; КР301; KP312SДля 2030SДля 2704Для 2704Для 3600H; 3601B; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCДля 3600H; 3601B; 3612C; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCДля 3601BДля 3608B, 3620Для 3612Для 3612, 3612CДля 3612, RP0910, RP1110Для 3612; RP1800; RP1801; RP2300; RP2301Для 3612; RP1800; RP2300Для 3612CДля 3612C, RP1800F, RP2300FCДля 3620Для 3620Для 3620, 3612Для 3620, RP2300, RT0700CДля 3620; RP0900; RT0700Для 3700B, 3707Для 3700B, 3708, 906Для 3707; 3707F; 3708; 3708FДля 3707; 3708Для 3708F; 3700BДля 3709Для 3709; 3710Для 3709; 3710Для 3901, PJ7000Для 6017, 6018, 6019, 6096Для 6203DДля 6207, 6217DДля 6260DДля 6316D, 6317D, 6336D, 6337D, 6347DДля 6317DWDE, 6337DWDE, 6347DWDEДля 6319DДля 6831, 6832, 6833, 6834, 6837Для 6833, 6834Для 6834, 6844Для 8280DДля 8402VD, 8411DДля 9227CB; 9237CBДля 9227CB; 9237CB; PV7000; SA7000CДля 9609NBДля BDF453, BHP453Для BG200Для BHP450Для BUC122Для BUC122, UC120Для BUC250, DCS232T, DCS3410THДля BUM168Для BVF104RF, EVh3000Для CA5000XJДля DA331, DF330Для DCO180Для DCS232T, DCS3410THДля DCS410Для DCS430, DCS330SДля DCS430, DCS431Для DCS460, DCS520, DCS4630, DCS500, DCS5030Для DCS460, DCS4630, DCS500, DCS5030Для DCS460, DCS4630, DCS500, DCS5030, EA4301FДля DCS4300Для DCS4600S-38, DCS5000-38Для DCS4630, DCS500, DCS5030, EA4301Для DCS6000I, DCS6800IДля DCS6400, DCS6401, DCS7300, DCS730Для DCS6400, DCS6401, DCS7300, DCS7301, DCS7900, DCS7901Для DCS6800I, DCS9000, DCS9010Для DF330D, HP330D, DDA341, DDA351, DF331D, HP331DДля DFR440, DFR540, DFR550, 6842, 6843, 6845Для DFR440, DFR540, DFR550, DFR750, 6842, 6843, 6844, 6845Для DFR440, DFR540, DFR550, DFR750, 6842, 6843, 6845Для DFR440, DFR540, DFR750, 6842, 6843, 6845Для DFR540, DFR550, DFR750, 6842, 6843, 6844Для DP3003Для DP4010, HP2050, HP2051Для DP4011, HP2031/33/51/71/71FДля DUM604,600,603, DUh301Для ES31AДля EVh3000Для GB801Для GD0602Для GD0800/C; GD0801C; GD0810C; GD0811CДля GV5010; GV5000Для GV7000C; PV7000C; 9227CB; SA7000Cдля GV7000C; PV7000C; 9227CB; SA7000CДля HM1100Для HM1303Для HM1307C; HM1307CB; HM1317C; HM1317CBДля HM1812, HM1802Для HP330DДля HP2070, HP2070FДля JN1600Для JN1601для JN1601Для JN1601, BJN160/161Для JN1601; DJN161ZДля JN3200Для JN3200Для JR1000FT; JR102DДля JS1600Для JS1660Для JS1660/1601, BJS160/161Для JS1660/1601, BJS160/161Для JS1670/100, BJS100/101Для JS1670/1000, BJS100/101Для JS3200для JS3200Для KP0800;KP0810;KP0810C;DKP140;DKP180Для KP0800;KP0810;KP0810C;DKP140;DKP180;1911B;1002BAДля KP0810; KP0810K; KP0810C; KP0810CK; 1923H; N1923BДля KP312SДля LS0713; BLS713; LS1040; LS1440; MT230; MLS100; LS1213; LS1016; LS1216; LS1018Для LS0714; LS1040; Lh2040; LS1440; LS1016; LS1018; LS1216; 2012NBДля LS0714\1013\1040\1440\1214\1216; Lh2040; 2012NДля LS1040; Lh2040; LS1440; LS1016; LS1216; LS1018Для LS1040FДля LS1440Для ML101Для MLT100Для MLT100Для MT064Для N1900B, 1100, 1901, 1923B, 1923H, KP0810, KP0810Cдля PC1100Для PC1100; 9035KBДля PC5000C; PC5001CДля PC5001CДля PO5000C/PO6000CДля PS-340, PS-3410THДля PW5000CДля RP0900, RT0700CДля RP0900; RT0700; DRT50Для RP0900; RT0700CДля RP0900; RT0700CДля RP0910, RP1110CДля RP0910-1110CДля RP0910; RP1110CДля RP0910; RP1110CДля RP1800, 2300Для SC120D, SC120DRAДля SC130D, SC130DRAДля SG150Для SP6000, 4350CT, 4350FCT, 4351CT, 4351FCT, 5603, 5703, 5705, 5903, 5103Для UC3010, UC3020Для UC3020AДля UC3020A, DCS3410, DCS34, DCS4610Для UC3020A, UC3520A, UC4020AДля UC3030A, 3041A, 3051AX1, 3010AДля UC3030A, DCS3410, DCS3410TH, DCS34, DCS4610Для UC3520AДля UC3530A, DCS34, 4610, 3410, 3410TH, 3500Для UC3530A, DCS34, DCS4610, DCS3410, DCS3410TH, DCS3500Для UC4020AДля UC4030A, DCS34, 4610, 3500, EA3501F, 4301FДля UC4030A, DCS34, DCS4610, DCS3500, DCS4300, EA3501F, EA4301FДля UC4030A, DCS34, DCS4610, DCS3500, EA3501F, EA4301FДля UC4030A, DCS340, DCS4610, DCS3500, EA3501F, EA4301FДля UC4530A, DCS4300Для UM164Для UM164DДля UM164D, Uh300DДля Адаптеров B-11536 / B-31902Для адаптеров D-17170 / D-17186 / D-17603 / D-17619Для бензорезов, EK7651HДля бензотриммеровДля бензотриммеров ElitechДля бензотриммеров HuterДля Биметаллических коронок ElitechДля всех бензокос ElitechДля всех моделей Elmos EPT, кроме ЕЕТ-60 и ЕРТ-23Для всех моделей электро- и бензотриммеров Elmos , кроме ЕРТ23Для дисковых пилДля дисковых пил, 2414 NBДля дисковых пил, HS 7100Для дисковых пил 620, 4105KBДля дрелей HP2070, HP2070FДля ЕА6100Р53ЕДля катушки YA00000479Для коронок +Co 5% MakitaДля коронок EzychangeДля кос, EBh441UДля кос, UR3500Для кос EBh352U, EBh353U, EBh441R, EM2651LH, EM2651UHДля КР301; KP312SДля КЭ 85С; КЭ 110СДля КЭ 350ПДля КЭ 500ПДля КЭ 650ПДля ленточных пилДля лобзиков, 4341CTДля монтажа цепных пилДля мультитулов (резаков), BTM50, DTM50Для направляющих шин 194367-7Для направляющих шин 194368-5Для направляющих шин 194368-5, 194925-9, 194367-7Для направляющих шин 194925-9Для перфораторов SDS+Для правки камняДля прямых шлифмашин GD0602Для Р82Для Р82, Р82КДля Р82; Р82КДля Р110, Р110КДля Р110; Р110КДля рейсмусов, 2012 NBДля рубанковДля СДУ 2200Для сетевых и аккумуляторных дрелейДля СФР 1525Для Т43\Т43Р\Т52\Т52Р\БТ43\БТ52Для торцевых пил Lh2200FLДля торцовых пил Lh2200FLДля триммера 3709Для триммеровДля триммеров 3700B, 3707Для триммеров 3709Для УШМ 9609NBДля фрезеров, 3612, RP0910Для фрезеров 3608B, 3620Для фрезеров 3612, 3612CДля ЭТ1000\ЭТ1200ИС 160М, ИС 180М, ИС 200Н, ИС 220Н, ИС 250, АИС 160Н, АИС 180Н, АИС 200Н, АИС 220ИС 160П; ИС 190П; ИС 220П; ИС 250П; АИС 250ПТКоронки по кирпичу и керамики МАКИТАЛН 3; ЛН 5; ЛН 10; ЛН 15ЛН5/2В; ЛН5/4В; ЛН5/2В-ЗЕЛ; ЛН10; ЛН15; ЛН20Лоя 3600H; 3601B; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCМИ 350ЭКМШВ 0211МШВ 0319МШВ 0423ЭМШЭ 0412Э / EES 125DE /BO5030 / BO5031 / BO5040 / BO5041 / DBO180МШЭ 0515ЭОН 36Подходит для всех электро и бензокос марки Huter и других брендовР82; Р82КСПТ800, СПТ1500СПТ1000Стойка для ленточной пилы Makita 2106WСтойка для ленточной пилы Makita 2107FKСтойка для пилы 2107FТП 2ЕИЭТ800ЭТ 1000 и ЭТ 1200
110 мм:1911B; 1002BA; MT190; MT191; MT111KДля 620, 4105KBДля 1002BAДля 1805B, 1806BДля 1805ВДля 1806BДля 1806B; 1923H; KP312SДля 1901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE, MT190; MT191; MT111KДля 1901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE, MT190; MT191; MT111KДля 1901; 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; BKP140Z; BKP140RFE; BKP180Z; BKP180RFE; MT190; MT191; MT111KДля 1902; 1923H; N1923B; KP0800; KP0800X1; KP0810; KP0810K; KP0810C; KP0810CK; 1911B; 1806B; KP312SДля 1911BДля 1911B; 1002BAДля 1923BДля 1923B; 1923HДля 1923B ; KP0800 ; KP0810Для 1923H, 1901, 1902Для 1944B; 1002BAДля 2012NBДля 2012NBДля 2012NB ;KP301 ;KP312SДля 2012NB; КР301; KP312SДля 2030SДля 2704Для 2704Для 3600H; 3601B; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCДля 3600H; 3601B; 3612C; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCДля 3601BДля 3608B, 3620Для 3612Для 3612, 3612CДля 3612, RP0910, RP1110Для 3612; RP1800; RP1801; RP2300; RP2301Для 3612; RP1800; RP2300Для 3612CДля 3612C, RP1800F, RP2300FCДля 3620Для 3620Для 3620, 3612Для 3620, RP2300, RT0700CДля 3620; RP0900; RT0700Для 3700B, 3707Для 3700B, 3708, 906Для 3707; 3707F; 3708; 3708FДля 3707; 3708Для 3708F; 3700BДля 3709Для 3709; 3710Для 3709; 3710Для 3901, PJ7000Для 6017, 6018, 6019, 6096Для 6203DДля 6207, 6217DДля 6260DДля 6316D, 6317D, 6336D, 6337D, 6347DДля 6317DWDE, 6337DWDE, 6347DWDEДля 6319DДля 6831, 6832, 6833, 6834, 6837Для 6833, 6834Для 6834, 6844Для 8280DДля 8402VD, 8411DДля 9227CB; 9237CBДля 9227CB; 9237CB; PV7000; SA7000CДля 9609NBДля BDF453, BHP453Для BG200Для BHP450Для BUC122Для BUC122, UC120Для BUC250, DCS232T, DCS3410THДля BUM168Для BVF104RF, EVh3000Для CA5000XJДля DA331, DF330Для DCO180Для DCS232T, DCS3410THДля DCS410Для DCS430, DCS330SДля DCS430, DCS431Для DCS460, DCS520, DCS4630, DCS500, DCS5030Для DCS460, DCS4630, DCS500, DCS5030Для DCS460, DCS4630, DCS500, DCS5030, EA4301FДля DCS4300Для DCS4600S-38, DCS5000-38Для DCS4630, DCS500, DCS5030, EA4301Для DCS6000I, DCS6800IДля DCS6400, DCS6401, DCS7300, DCS730Для DCS6400, DCS6401, DCS7300, DCS7301, DCS7900, DCS7901Для DCS6800I, DCS9000, DCS9010Для DF330D, HP330D, DDA341, DDA351, DF331D, HP331DДля DFR440, DFR540, DFR550, 6842, 6843, 6845Для DFR440, DFR540, DFR550, DFR750, 6842, 6843, 6844, 6845Для DFR440, DFR540, DFR550, DFR750, 6842, 6843, 6845Для DFR440, DFR540, DFR750, 6842, 6843, 6845Для DFR540, DFR550, DFR750, 6842, 6843, 6844Для DP3003Для DP4010, HP2050, HP2051Для DP4011, HP2031/33/51/71/71FДля DUM604,600,603, DUh301Для ES31AДля EVh3000Для GB801Для GD0602Для GD0800/C; GD0801C; GD0810C; GD0811CДля GV5010; GV5000Для GV7000C; PV7000C; 9227CB; SA7000Cдля GV7000C; PV7000C; 9227CB; SA7000CДля HM1100Для HM1303Для HM1307C; HM1307CB; HM1317C; HM1317CBДля HM1812, HM1802Для HP330DДля HP2070, HP2070FДля JN1600Для JN1601для JN1601Для JN1601, BJN160/161Для JN1601; DJN161ZДля JN3200Для JN3200Для JR1000FT; JR102DДля JS1600Для JS1660Для JS1660/1601, BJS160/161Для JS1660/1601, BJS160/161Для JS1670/100, BJS100/101Для JS1670/1000, BJS100/101Для JS3200для JS3200Для KP0800;KP0810;KP0810C;DKP140;DKP180Для KP0800;KP0810;KP0810C;DKP140;DKP180;1911B;1002BAДля KP0810; KP0810K; KP0810C; KP0810CK; 1923H; N1923BДля KP312SДля LS0713; BLS713; LS1040; LS1440; MT230; MLS100; LS1213; LS1016; LS1216; LS1018Для LS0714; LS1040; Lh2040; LS1440; LS1016; LS1018; LS1216; 2012NBДля LS0714\1013\1040\1440\1214\1216; Lh2040; 2012NДля LS1040; Lh2040; LS1440; LS1016; LS1216; LS1018Для LS1040FДля LS1440Для ML101Для MLT100Для MLT100Для MT064Для N1900B, 1100, 1901, 1923B, 1923H, KP0810, KP0810Cдля PC1100Для PC1100; 9035KBДля PC5000C; PC5001CДля PC5001CДля PO5000C/PO6000CДля PS-340, PS-3410THДля PW5000CДля RP0900, RT0700CДля RP0900; RT0700; DRT50Для RP0900; RT0700CДля RP0900; RT0700CДля RP0910, RP1110CДля RP0910-1110CДля RP0910; RP1110CДля RP0910; RP1110CДля RP1800, 2300Для SC120D, SC120DRAДля SC130D, SC130DRAДля SG150Для SP6000, 4350CT, 4350FCT, 4351CT, 4351FCT, 5603, 5703, 5705, 5903, 5103Для UC3010, UC3020Для UC3020AДля UC3020A, DCS3410, DCS34, DCS4610Для UC3020A, UC3520A, UC4020AДля UC3030A, 3041A, 3051AX1, 3010AДля UC3030A, DCS3410, DCS3410TH, DCS34, DCS4610Для UC3520AДля UC3530A, DCS34, 4610, 3410, 3410TH, 3500Для UC3530A, DCS34, DCS4610, DCS3410, DCS3410TH, DCS3500Для UC4020AДля UC4030A, DCS34, 4610, 3500, EA3501F, 4301FДля UC4030A, DCS34, DCS4610, DCS3500, DCS4300, EA3501F, EA4301FДля UC4030A, DCS34, DCS4610, DCS3500, EA3501F, EA4301FДля UC4030A, DCS340, DCS4610, DCS3500, EA3501F, EA4301FДля UC4530A, DCS4300Для UM164Для UM164DДля UM164D, Uh300DДля Адаптеров B-11536 / B-31902Для адаптеров D-17170 / D-17186 / D-17603 / D-17619Для бензорезов, EK7651HДля бензотриммеровДля бензотриммеров ElitechДля бензотриммеров HuterДля Биметаллических коронок ElitechДля всех бензокос ElitechДля всех моделей Elmos EPT, кроме ЕЕТ-60 и ЕРТ-23Для всех моделей электро- и бензотриммеров Elmos , кроме ЕРТ23Для дисковых пилДля дисковых пил, 2414 NBДля дисковых пил, HS 7100Для дисковых пил 620, 4105KBДля дрелей HP2070, HP2070FДля ЕА6100Р53ЕДля катушки YA00000479Для коронок +Co 5% MakitaДля коронок EzychangeДля кос, EBh441UДля кос, UR3500Для кос EBh352U, EBh353U, EBh441R, EM2651LH, EM2651UHДля КР301; KP312SДля КЭ 85С; КЭ 110СДля КЭ 350ПДля КЭ 500ПДля КЭ 650ПДля ленточных пилДля лобзиков, 4341CTДля монтажа цепных пилДля мультитулов (резаков), BTM50, DTM50Для направляющих шин 194367-7Для направляющих шин 194368-5Для направляющих шин 194368-5, 194925-9, 194367-7Для направляющих шин 194925-9Для перфораторов SDS+Для правки камняДля прямых шлифмашин GD0602Для Р82Для Р82, Р82КДля Р82; Р82КДля Р110, Р110КДля Р110; Р110КДля рейсмусов, 2012 NBДля рубанковДля СДУ 2200Для сетевых и аккумуляторных дрелейДля СФР 1525Для Т43\Т43Р\Т52\Т52Р\БТ43\БТ52Для торцевых пил Lh2200FLДля торцовых пил Lh2200FLДля триммера 3709Для триммеровДля триммеров 3700B, 3707Для триммеров 3709Для УШМ 9609NBДля фрезеров, 3612, RP0910Для фрезеров 3608B, 3620Для фрезеров 3612, 3612CДля ЭТ1000\ЭТ1200ИС 160М, ИС 180М, ИС 200Н, ИС 220Н, ИС 250, АИС 160Н, АИС 180Н, АИС 200Н, АИС 220ИС 160П; ИС 190П; ИС 220П; ИС 250П; АИС 250ПТКоронки по кирпичу и керамики МАКИТАЛН 3; ЛН 5; ЛН 10; ЛН 15ЛН5/2В; ЛН5/4В; ЛН5/2В-ЗЕЛ; ЛН10; ЛН15; ЛН20Лоя 3600H; 3601B; 3612BR; RP1800/F; RP1801/F; RP2300FC; RP2301FCМИ 350ЭКМШВ 0211МШВ 0319МШВ 0423ЭМШЭ 0412Э / EES 125DE /BO5030 / BO5031 / BO5040 / BO5041 / DBO180МШЭ 0515ЭОН 36Подходит для всех электро и бензокос марки Huter и других брендовР82; Р82КСПТ800, СПТ1500СПТ1000Стойка для ленточной пилы Makita 2106WСтойка для ленточной пилы Makita 2107FKСтойка для пилы 2107FТП 2ЕИЭТ800ЭТ 1000 и ЭТ 1200
Диаметр:
Все0. 8 мм.0.8-1.0 мм.1 мм.1,2 мм.1,2,3,4,5,6,7,8,9,10 мм1,5 мм1,5-6 мм1-10 мм1-13 мм1.1 мм.1.2 мм1.2 мм.1.3 мм.1.4 мм.1.5 мм.1.5 – 13 мм.1.5-6,5 мм1.5-10 мм1.5-13 мм1.5/2/2.5/3/3.2/3.5/4/4.5/4.8/5/5.5/6/6.5 мм1.6 мм1.6 мм.1.7 мм.1.8 мм.1.65 мм1/2″1/2″ мм.1/2» мм1/2” мм.1/4″1/4″ мм.1/8″1/8″ мм.2 мм2 мм.2*24/49 мм 3*33/61 мм 4*43/75 мм 5*52/86 мм 6*57/93 мм 8*75/117 мм2,3,4,5,6,8 мм2-5 мм.2-8 мм2.4 мм2.5 мм.2.7 мм2.8 мм.33 мм3 мм.3, 4, 5, 6, 8 мм3-10 мм3-14 мм.3.0мм3.2 мм.3.3 мм3.3 мм.3.5 мм.3.8 мм.3.18 мм.3/8″3/8″ мм.4 мм4 мм.4,5,6,8,10 мм4-8 мм4-10 мм4-10 мм (4х70, 6х100, 10х150, 5х85, 8х150)4-12 / 4-20 / 6-304-12 мм.4-20 мм.4-22 мм.4-32 мм.4.2 мм.4.5 мм.4.6 мм.4.7 мм.4.8 мм.4.9 мм.4.25 мм.5 мм.5 мм. 6 мм. 8 мм.5-8 мм5-10 мм.5.5 м.5.5 мм.5.6 мм.5.7 мм.6 мм6 мм.6,35 мм.6.3 мм.6.5 мм.6.8 мм.6.75 мм.7 мм7 мм.7.4 мм7.5 мм.8 мм.8.3 мм.8.5 мм.9 мм.9,5 мм.9.5 мм.10 мм.10-15 мм.10.4 мм.10.5 мм.11 мм11 мм.11.5 мм.12 мм.12.4 мм.12.5 мм.12.7 мм.13 мм13 мм.14 мм — 29 мм14 мм — 30 мм14 мм — 152 мм14 мм.
8 мм.0.8-1.0 мм.1 мм.1,2 мм.1,2,3,4,5,6,7,8,9,10 мм1,5 мм1,5-6 мм1-10 мм1-13 мм1.1 мм.1.2 мм1.2 мм.1.3 мм.1.4 мм.1.5 мм.1.5 – 13 мм.1.5-6,5 мм1.5-10 мм1.5-13 мм1.5/2/2.5/3/3.2/3.5/4/4.5/4.8/5/5.5/6/6.5 мм1.6 мм1.6 мм.1.7 мм.1.8 мм.1.65 мм1/2″1/2″ мм.1/2» мм1/2” мм.1/4″1/4″ мм.1/8″1/8″ мм.2 мм2 мм.2*24/49 мм 3*33/61 мм 4*43/75 мм 5*52/86 мм 6*57/93 мм 8*75/117 мм2,3,4,5,6,8 мм2-5 мм.2-8 мм2.4 мм2.5 мм.2.7 мм2.8 мм.33 мм3 мм.3, 4, 5, 6, 8 мм3-10 мм3-14 мм.3.0мм3.2 мм.3.3 мм3.3 мм.3.5 мм.3.8 мм.3.18 мм.3/8″3/8″ мм.4 мм4 мм.4,5,6,8,10 мм4-8 мм4-10 мм4-10 мм (4х70, 6х100, 10х150, 5х85, 8х150)4-12 / 4-20 / 6-304-12 мм.4-20 мм.4-22 мм.4-32 мм.4.2 мм.4.5 мм.4.6 мм.4.7 мм.4.8 мм.4.9 мм.4.25 мм.5 мм.5 мм. 6 мм. 8 мм.5-8 мм5-10 мм.5.5 м.5.5 мм.5.6 мм.5.7 мм.6 мм6 мм.6,35 мм.6.3 мм.6.5 мм.6.8 мм.6.75 мм.7 мм7 мм.7.4 мм7.5 мм.8 мм.8.3 мм.8.5 мм.9 мм.9,5 мм.9.5 мм.10 мм.10-15 мм.10.4 мм.10.5 мм.11 мм11 мм.11.5 мм.12 мм.12.4 мм.12.5 мм.12.7 мм.13 мм13 мм.14 мм — 29 мм14 мм — 30 мм14 мм — 152 мм14 мм. 14мм — 30 мм (3 шт) и 32мм — 152 (3 шт)15 мм15 мм.15, 20, 25, 30, 35х90 мм.15-20 мм.15мм./ 20мм.16 мм16 мм.16-30.5 мм.16-32 мм.16-42 мм.16.5 мм.16.6 мм.17 мм.18 мм.18, 20, 22, 26, 29, 33, 39 мм18, 20, 22, 26, 29, 33, 39 мм.18мм./21мм.19 мм.19мм./22мм.20 мм20 мм.20 мм. — 94 мм.20-40 мм.20-63 мм.20.5 мм.22 мм.22 мм. / 25 мм.22 мм. / 38 мм.23 мм24 мм.24-40 мм.24.7 мм./ 27 мм.25 мм25 мм.25/38 мм.26 мм.26, 32, 35 мм.27 мм.27/25-38 мм.28 мм.29 мм.30 мм30 мм.30-120 мм.31 мм — 152 мм32 мм32 мм — 76 мм32 мм — 152 мм32 мм.32мм./ 38 мм.34 мм.35 мм35 мм.36 мм.36 мм./38 мм.38 мм38 мм.38 мм./ 44.2 мм.40 мм40 мм.42 мм.45 мм.48 мм.50 мм.53 мм.54 мм55 мм.57.15 мм60 мм.62 мм63 мм.65 мм68 мм.70 мм80 мм.82 мм90 мм90 мм.100 мм.102 мм110 мм.120 мм.125 мм125 мм.130 мм132 мм140 мм140 мм.150 мм150 мм.152 мм155 мм160 мм162 мм165 мм.170 мм.180 мм.200 мм.202 мм205 мм.210 мм.220 мм.225 мм250 мм.250мм.300 мм.318 ммM18 1-1/4 ДюймаM18 1-1/4" ДюймаSQ 1/2 дюймаSQ 1/2" дюймаSQ 3/8 дюймаSQ 3/8" дюймадо 30 ммМ18 на М16 ммНабор сверл из 13 штук: 6*160 мм 8*160 мм 10*160 мм 12*160 мм 13*160 мм 14*160 мм 16*160 мм 18*160 мм 19*160 мм 20*160 мм 22*160 мм 24*160 мм 25*160 ммНабор сверл из 19 штук: 1 — 10 х 0,5 ммНабор сверл из 25 штук: 1 — 13 х 0,5 ммот 32 ммсвыше 30 ммшестинранник для бит
14мм — 30 мм (3 шт) и 32мм — 152 (3 шт)15 мм15 мм.15, 20, 25, 30, 35х90 мм.15-20 мм.15мм./ 20мм.16 мм16 мм.16-30.5 мм.16-32 мм.16-42 мм.16.5 мм.16.6 мм.17 мм.18 мм.18, 20, 22, 26, 29, 33, 39 мм18, 20, 22, 26, 29, 33, 39 мм.18мм./21мм.19 мм.19мм./22мм.20 мм20 мм.20 мм. — 94 мм.20-40 мм.20-63 мм.20.5 мм.22 мм.22 мм. / 25 мм.22 мм. / 38 мм.23 мм24 мм.24-40 мм.24.7 мм./ 27 мм.25 мм25 мм.25/38 мм.26 мм.26, 32, 35 мм.27 мм.27/25-38 мм.28 мм.29 мм.30 мм30 мм.30-120 мм.31 мм — 152 мм32 мм32 мм — 76 мм32 мм — 152 мм32 мм.32мм./ 38 мм.34 мм.35 мм35 мм.36 мм.36 мм./38 мм.38 мм38 мм.38 мм./ 44.2 мм.40 мм40 мм.42 мм.45 мм.48 мм.50 мм.53 мм.54 мм55 мм.57.15 мм60 мм.62 мм63 мм.65 мм68 мм.70 мм80 мм.82 мм90 мм90 мм.100 мм.102 мм110 мм.120 мм.125 мм125 мм.130 мм132 мм140 мм140 мм.150 мм150 мм.152 мм155 мм160 мм162 мм165 мм.170 мм.180 мм.200 мм.202 мм205 мм.210 мм.220 мм.225 мм250 мм.250мм.300 мм.318 ммM18 1-1/4 ДюймаM18 1-1/4" ДюймаSQ 1/2 дюймаSQ 1/2" дюймаSQ 3/8 дюймаSQ 3/8" дюймадо 30 ммМ18 на М16 ммНабор сверл из 13 штук: 6*160 мм 8*160 мм 10*160 мм 12*160 мм 13*160 мм 14*160 мм 16*160 мм 18*160 мм 19*160 мм 20*160 мм 22*160 мм 24*160 мм 25*160 ммНабор сверл из 19 штук: 1 — 10 х 0,5 ммНабор сверл из 25 штук: 1 — 13 х 0,5 ммот 32 ммсвыше 30 ммшестинранник для бит
Технические требования при сварке и монтаже полипропиленовых труб
Работа с ППР предусматривает нормы и правила, четко расписанные СП 40-101-96 для монтажа и укладки трубопроводов.
Технические характеристики
Технические характеристики полипропиленовой трубы дают всю информацию, необходимую монтажнику для сварки и укладки. То есть, специалист ещё при покупке учитывает потребности, необходимые для монтажа отопления, холодного и/или горячего водоснабжения.
Маркировка PPR
На каждой полипропиленовой трубе, которую вы покупаете в магазине, есть маркировка, напечатанная вдоль ППР. Эти данные позволяют определить, подходит ли она для того или иного назначения. Обратите внимание на изображение, расположенное выше – там поясняются значения каждого сочетания букв и цифр.
Конечно, в первую очередь, PPR подбирают по диаметру трубы: для ремонта в квартирах, как правило, достаточно Ø 20-25 мм, а вот, в частном доме обычно от 20 до 32 мм, а порой даже до 40 мм (на стояк отопления). Но вернёмся к значению PN, которое позволяет определить, для чего использовать эту трубу.
Особое внимание следует уделить армированным трубам, как на фотографии выше. Алюминиевая фольга удерживает полипропилен от деформации, когда по нему проходит горячая вода, то есть, контур ГВС или отопления, зафиксированный на кронштейнах с шагом 80-120 см не будет выгибаться. Для монтажа водопровода и отопления в частном секторе сантехники предпочитают использовать универсальную PN20, делая из неё не только обвязку отопления и ГВС, но также и распределение холодной воды. Впрочем, это больше зависит от владельца дома и, если он хочет сэкономить, то на холодную воду монтируют PN16.
Для централизованного отопления подходят трубы PN25, которые выдерживают давление до 2,5 МПа или 25,5 атм. Такие величины предусмотрены неспроста: при запуске системы в начале отопительного периода давление увеличивают для проверки целостности контура и радиаторов. Так, опрессовочное давление в девятиэтажке может достигать 16 атм., а вот гидроудары могут вызвать разовые кратковременные скачки более 20 атм. Если в PN25 присутствует аббревиатура PEX, то вместо алюминиевой фольги для армирования применяется стеклоткань, но на прочность это не влияет.
Принцип расположения слоёв на стенках PN25 такой же, как и в PN20, но в первом случае алюминиевая фольга или стеклоткань расположены ближе к наружному слою (почти под верхом), поэтому, когда труба плавится в матрице, верхнее покрытие уходит и остается фольга. Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
Требования к сварке PPR
Сначала посмотрите эту таблицу, чтобы потом объяснения были более понятными.
| D PPR, мм | Глубина сварки, мм | |||
| Разогрев | Удержание встык | Охлаждение | ||
| 20 | 12-14 | 5 | 4 | 3 |
| 25 | 14-16 | 7 | 4 | 3 |
| 32 | 18-20 | 9 | 4 | 4 |
| 40 | 20-22 | 12 | 6 | 4 |
| 50 | 22-23 | 18 | 6 | 5 |
| 63 | 23-25 | 24 | 6 | 6 |
| 75 | 27-29 | 30 | 8 | 8 |
| 90 | 33-35 | 40 | 8 | 10 |
| 110 | 37-39 | 50 | 10 | 10 |
Возьмём для примера самую ходовую трубу, это PPR20 PN20 или армированная полипропиленовая труба с наружным Ø 20 мм и прочностью стенок до 2 МПа или 20,4 атм. ППР с такими параметрами используют даже для отопления в малоэтажных домах, но, начиная от 9-ти и более этажей лучше применять PN25.
ППР с такими параметрами используют даже для отопления в малоэтажных домах, но, начиная от 9-ти и более этажей лучше применять PN25.
Сварим PPR20 с уголком 90°, как это показано на верхней фотографии. Сначала разогреваете паяльник, установив терморегулятор на 280°C, но когда в помещении прохладно, то на 290°C. Если вы делаете это впервые, то на трубе лучше карандашом поставить метку на 14 мм от края. В одну руку берёте уголок, а в другую трубу и надеваете их на матрицу до нужной глубины (до метки). Удерживаете в этом положении 5 секунд, затем резко снимаете с насадки (паяльник лучше фиксировать, прижав ногой опорную подставку к полу) и стыкуете стороны, придерживая в ровном положении ещё 4-5 секунд. К следующей пайке на этом узле можно приступать не ранее, чем через 3 секунды, чтобы не деформировать стык.
Ещё раз обратите внимание на верхнее изображение (правый нижний угол №4). Если сварка выполнена с учетом перечисленных выше требований, то при разрезе стыка спаянные места будут выглядеть, как монолит. Это вовсе не бахвальство мастерством, а одно из условий надёжности пайки. Когда к трубе приваривают какой-либо фитинг с резьбой, то на него обязательно будут что-то накручивать, следовательно, на всех стыках, находящихся на одной линии с резьбовым фитингом, нагрузка будет увеличена. С некачественной пайкой это приведет к протеканию узла.
Это вовсе не бахвальство мастерством, а одно из условий надёжности пайки. Когда к трубе приваривают какой-либо фитинг с резьбой, то на него обязательно будут что-то накручивать, следовательно, на всех стыках, находящихся на одной линии с резьбовым фитингом, нагрузка будет увеличена. С некачественной пайкой это приведет к протеканию узла.
Фитинги
Теперь поговорим о фитингах, при помощи которых можно делать повороты, обводы, переходы металла на полипропилен и наоборот, а также коллекторных разводках разного типа. Чаще всего используются уголки, тройники и переходные муфты при монтаже обвязки от котла отопления или централизованного водопровода с бойлером. Для подачи холодной/горячей воды на какую-либо запорную арматуру из металла выводятся фитинги с наружной или внутренней резьбой (по необходимости). Под бойлер или любой смеситель лучше всего использовать установочную планку, где расстояние между центрами выходов составляет 150 мм, что соответствует расстоянию у смесителей. Такую планку используют даже профессионалы. Дело в том, что без неё можно сбить угол на 1-1,5°, что не будет заметно, но при установке крана такая проблема будет ощутимой.
Такую планку используют даже профессионалы. Дело в том, что без неё можно сбить угол на 1-1,5°, что не будет заметно, но при установке крана такая проблема будет ощутимой.
Рекомендация: если установочную планку нужно крепить на неровную стену, то лучше покупать металлическую, так как полипропиленовая погнется и углы на выходе будут со сбоем.
В 90% случаев при монтаже полипропиленовых контуров возникает потребность перехода с металлической трубы на ППР. Чаще всего для таких целей задействуют электросварку, чтобы приварить штуцер для накручивания PPR фитинга. Когда сам не сварщик, а попросить некого, то из этого может вырасти целая проблема, но выход все-таки есть. Это безрезьбовые компрессионные муфты, как на фото вверху, или такие же тройники для врезки. То есть, вместо того, чтобы приварить штуцер, трубу разрезают и фиксируют на ней тройник либо на её краю накручивают муфту с одной гайкой. Для бытового уровня, это просто находка.
Порой возникает необходимость пересечения одной или нескольких труб поперёк их направления. Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.
Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.
Для подключения к газовым, электрическим, твердотопливным и дизельным котлам, а также к электронагревателям (бойлерам) и водомерам в основном используется фитинг под названием «американка». На ней для перехода на металл может быть наружная или внутренняя резьба, обязательно есть накидная гайка и входное отверстие для пайки ППР. Такое устройство очень удобно для жестких узлов, где предусмотрена разборка. Главный плюс детали в том, что для её отсоединения/присоединения не придётся ничего резать или гнуть.
Запорная арматура из полипропилена делится на две категории:
- Краны — перекрываются при помощи рычага, который двигает шаровым устройством.
- Вентили – управляется при помощи барашка, закреплённого на шток с червячным механизмом, который поднимает и опускает запорный клапан.
Такие устройства надёжнее металлических, так как не поддаются коррозии. Единственный недостаток, это невзрачный внешний вид, но, так как это технический узел, то на него мало кто обращает внимание.
Материал, из которого на заводе изготавливают фитинги, имеет разный состав и их можно разделить на три категории:
- Гомопропилен – РРН, РР-1.
- Блоксополимер – РРВ, РР-С, РР-2.
- Ранбом сополимер – РР-3, PPRC, PPCR.
О каждой из трёх перечисленных модификаций можно рассказать подробно, но это уже тема отдельной статьи.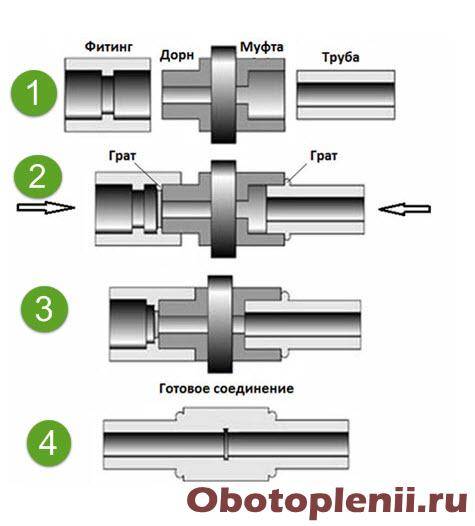 Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Фиксаторы для полипропиленовых труб
Теперь немного информации о том, как крепятся полипропиленовые трубы. В большинстве случаев для этой цели применяют полимерные защёлки, как на верхней фотографии. Любой контур, сделанный из этого материала чуть ли не вдвое легче воды, которая по нему циркулирует. Поэтому, для диаметров 20,25 и 32 мм всегда есть в продаже такие приспособления.
Но в тех ситуациях, когда требуется надёжность, используют стальные хомуты с пластиковым дюбелем для крепления. С внутренней стороны обеих половинок хомута есть резиновые прокладки. На хомуты такой конструкции фиксируют не только полипропиленовые, но также поливинилхлоридные и металлические трубы.
По большей части PPR трубы прячут под штукатуркой, гипсокартонном или ПВХ/МДФ панелями, но для этого их тоже нужно как-то зафиксировать. Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы — просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы — просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.
Заключение
На сегодняшний день полипропиленовые трубы для сантехники и отопления можно назвать самым востребованным, а также одним из самых качественных материалов. Полимеры сейчас все больше и больше оттесняют различные металлы и достойно занимают огромную нишу на рынке сантехники.
Сварка полипропилена сделать самому своими руками
Пластиковые трубы сегодня всё увереннее вытесняют металлические изделия. По этой причине их сварка остается одной из насущных проблем каждого, кто решил заменить в доме трубопровод. Собрать пластиковую систему коммуникаций можно, руководствуясь определенной схемой действий. При этом элементы должны быть соединены между собой, дополнены запорной и крепежной арматурой, а также герметизированы.
Для справки
В продаже можно встретить элементы, которые обеспечивают возможность сборки трубопровода любой сложности и конфигурации. В качестве единственного минуса таких трубопроводов выступает необратимость, ведь демонтаж сварного соединения невозможен. Поэтому с полипропиленовыми трубами следует работать с особой внимательностью, в противном случае придется осуществлять их замену.
Оборудование для сварки
Среди прочих инструментов для сборки системы вам понадобится аппарат для сварки труб из полипропилена. С его помощью можно осуществить нагрев деталей и выполнить их соединение. Фиксация элементов должна осуществляться до остывания сварного шва. Прочность и герметичность окажутся довольно высоки, поэтому трубопровод будет способен работать даже при довольно внушительном давлении.
Аппарат для сварки полипропилена прост конструктивно, он состоит:
- из ручки;
- нагревающей плиты;
- терморегулятора.
Плита обычно обладает двумя отверстиями для крепления сварных элементов или насадок. Если ближе ознакомиться со стандартным набором для сварки труб, то можно понять, что в комплект входят четыре сварные насадки, с помощью которых можно решить любые задачи, связанные с укладкой полипропиленового трубопровода.
Если ближе ознакомиться со стандартным набором для сварки труб, то можно понять, что в комплект входят четыре сварные насадки, с помощью которых можно решить любые задачи, связанные с укладкой полипропиленового трубопровода.
Дополнительно о насадках
Насадки для сварки полипропилена обычно обладают диаметром в пределах от 20 до 40 мм. В качестве промежуточного значения выступают 25 и 32 мм. Рабочие поверхности насадок обладают тефлоновым напылением, поэтому сварочные элементы изготовить самостоятельно нет возможности, так как к незащищенной поверхности пластик будет прилипать.
Сварка труб
Подготовить трубы можно методом обезжиривания торцов. Некоторые домашние мастера игнорируют эту рекомендацию. Трубы при этом сварятся, но качество соединения окажется более низким. Перед началом сварки необходимо обработать внутреннюю сторону фитинга спиртом.
Это касается и наружного конца трубы. Это позволит устранить частицы пыли и абразива, которые способны повредить тефлоновое покрытие насадок. Для того чтобы не повредить оборудование для сварки полипропилена, насадки следует обработать спиртом, что исключит налипание пластика и повреждение тефлона.
Для того чтобы не повредить оборудование для сварки полипропилена, насадки следует обработать спиртом, что исключит налипание пластика и повреждение тефлона.
Разметка глубины посадки
В качестве ещё одного довольно важного момента выступает разметка глубины посадки трубы в фитинг. Последние могут обладать разным калибром, а значит, определенной глубиной свариваемого соединения. Поэтому перед началом работ необходимо произвести замеры с помощью линейки или штангенциркуля. Это позволит исключить введение трубы слишком глубоко. Игнорируя данную рекомендацию, вы можете повлечь сужение сечения отверстия или спровоцировать запайку трубы.
Приспособление для разметки
Если вами будет осуществляться сварка труб из полипропилена, то для разметки можно использовать специальное приспособление, которое позволит сэкономить время и нервы. Его можно выполнить самостоятельно из трубы, диаметр которой составит 32 мм. Элемент подойдет для 20-мм трубы. По той причине, что глубина посадки такой трубы равна 15 мм, от 32-мм куска необходимо отрезать заготовку, ширина которой составит 15 мм. Это приспособление может быть использовано для разметки линии глубины.
Это приспособление может быть использовано для разметки линии глубины.
Применять заготовку очень удобно, если предполагается сваривать трубы одного диаметра. Мерное кольцо можно улучшить методом приклеивания к нему картонного или пластикового дна, это позволит упростить процесс разметки. Если сварка труб из полипропилена осуществляется вами довольно часто, то специалисты рекомендуют изготовить такие медные кольца под все диаметры.
Рекомендации по сварке
Если вы свариваете трубы по месту их расположения, то вам понадобится помощь ещё одного человека, который будет удерживать сварочный аппарат. Тогда как вы в это время сможете стыковать трубу и фитинг со сварными насадками, а после – между собой. Довольно часто некоторые домашние мастера передерживают нагревательные элементы, это приводит к сужению просвета трубы. Для того чтобы знать время нагрева и остывания, необходимо воспользоваться рекомендациями производителя.
Прежде чем будет осуществлена сварка полипропилена, необходимо определиться, где будут уложены трубы. Это позволит снизить количество свариваний на весу. Специалисты рекомендуют собрать элементы на ровной поверхности, а после зафиксировать их в системе.
Это позволит снизить количество свариваний на весу. Специалисты рекомендуют собрать элементы на ровной поверхности, а после зафиксировать их в системе.
Для соединения труб края элементов нагреваются. Внутренняя стенка – в муфте, а трубы следует прогреть с внешней стороны. Для этого их почти до конца надевают на насадку и удерживают в течение нескольких секунд. Затем элементы нужно соединить между собой. У вас будет всего лишь пара секунд, чтобы отцентрировать их. Обычно эти работы осуществляются на глаз. Прокручивать элементы по отношению друг к другу не стоит.
Ширина шва и толщина пластика будут определять время сварки. Сварка полипропилена позволит получить надежное соединение, если материал был нагрет до нужной температуры. Перед свариванием труб кран на муфте следует открыть, в противном случае воздух будет выталкивать его из насадки. Часть пластика при соединении выходит, образуя наплыв на муфту. Если при надевании возникнут проблемы, а пластик сильно деформируется, рекомендуется снять фаску с кромки.
Методика проведения работ
Если следовать немецким нормам, то зачистка должна иметь угол, равный 15°, при этом углубление достигает 3 мм. Российские специалисты руководствуются другими правилами, они гласят, что скос фаски равен 45°, тогда как углубление — трети толщины. На практике подойдёт любая фаска в упомянутых пределах, но главным условием при этом выступает ее равномерность.
Когда выполняется сварка полипропилена своими руками, следует оставлять аппарат на подставке, которая имеет вид специальной струбцины. На регуляторе выставляется температура, равная 260 °C, однако для скорости этот параметр может быть увеличен до 280 °C. Если использовать другой температурный предел, то это может стать причиной снижения надежности соединения, поэтому при покупке агрегата необходимо выбирать модель с терморегулятором.
На нагревательную насадку элементы надеваются с трудом, поэтому их необходимо повернуть по оси. Однако вставлять трубы нельзя до упора, в противном случае они могут оплавиться внутри. Для того чтобы избежать таких неприятностей, рекомендуется делать отметки карандашом, однако со временем вы будете чувствовать нужную глубину. Как только все элементы были собраны, можно приступать к сварке на весу. В данном случае речь идёт о переходах между стенами, вводах водоснабжения и соединениях с батареями.
Как избежать ошибок
Пластиковые трубы обычно используются для системы холодного водоснабжения, под давлением они работать не должны. При прокладке систем отопления следует использовать полипропиленовые армированные трубы. Для их сварки необходимо снять часть армирования с помощью шейвера.
При подходе трубы к котлу в этих зонах не должно быть пластика. Для этого используются переходники, которые позволяют заменить сварное соединение резьбовым. Перед новым участком обязательно устанавливается запорный вентиль, это позволит облегчить работы при установке новой точки или при ремонте. Как только новый отрезок будет запущен, вы поймёте, правильно ли прошёл процесс пайки. После открытия запорного вентиля все соединения следует проверить на отсутствие протечек.
Общие правила сварки
Сварка полипропилена может осуществляться в раструб или в стык. Отрезки и аппарат должны быть очищены не только от загрязнений, но и жира, а также масел, последние из которых особенно опасны. Использовать для обезжиривания можно спирт, ацетон или другие растворители. Что касается инструмента, то его можно очистить спиртом.
Важно позаботиться о том, чтобы ветошь для обезжиривания не оставляла волокон. К загрязнениям следует отнести слои полимера, разрушившиеся под воздействием ультрафиолета и воздуха. Их следует убрать механически. С поверхности труб при необходимости удаляется конденсат, а элементы хорошо просушиваются.
Сварка полипропилена не должна сопровождаться охлаждением шва с помощью воды или холодного воздуха. В этом случае процесс произойдёт слишком быстро, что станет причиной напряжения и снижения прочности шва. Если сварка велась при низких температурах, то охлаждение следует замедлить с помощью ткани или утеплителя.
Сварка листового полипропилена
Сварка полипропилена листового феном предполагает нагрев кромок и расположение между полотнами полипропиленовой проволоки. Все три элемента должны быть соединены друг с другом. Выбирая фен, вы должны предпочесть тот, что имеет довольно внушительную мощность. Что касается проволоки, то она должна быть изготовлена из того же материала, который предстоит соединять, в противном случае элементы будут плавиться неравномерно.
Для начала листы следует уложить на ровную поверхность и обработать кромки наждачной бумагой. Используя фен для сварки полипропилена, необходимо действовать по принципу, который схож с применением плавкого электрода. Это указывает на то, что оператору необходимо перемещать оборудование вдоль шва, заполняя стык плавящимся материалом, из которого состоит пруток. Через 7 минут сваренные листы можно будет использовать по назначению.
Применяя описываемую технологию для сварки листового полипропилена, следует помнить о том, что слишком медленное воздействие может стать причиной сильного нагрева, это приведет к деформации шва. Поэтому следует действовать оперативно. Перед началом работ нужно оценить достоинства и недостатки такой сварки. Таким образом, созданный шов будет обладать наименьшей прочностью по сравнению с теми, которые были созданы при использовании других технологий.
Максимальный коэффициент прочности при таком плавлении не достигает значения, равного 0,7. Это говорит о том, что соединять детали по такой методике можно лишь в том случае, когда они имеют не слишком толстые кромки в пределах 6 мм. Для быстрого плавления тонких деталей этот подход может стать лучшим решением.
Дополнительные рекомендации по использованию паяльника
Если вы решили осуществить сварку полипропилена паяльником, то для начала необходимо перекрыть подачу воды и демонтировать старую систему трубопровода. Затем оборудование устанавливается на ножки и хорошо фиксируется в этом положении. Время нагрева и охлаждения для разных диаметров труб будет разным.
Например, если наружный диаметр составляет 16 мм, то время разогрева такой трубы должно быть равно 5 секундам, соединять элементы необходимо в течение 4 секунд, а охлаждать – 2 секунды. Проходной диаметр при этом должен составить 3/8 дюйма. Если наружный диаметр увеличивается до 40 мм, то время разогрева и соединения должно быть равно 12 и 6 мм соответственно. Охлаждать такие трубы необходимо в течение 4 секунд. С увеличением наружного диаметра до 90 мм время разогрева и соединения будет равно 40 и 8 секундам соответственно. Охлаждать трубы в данном случае необходимо в течение 8 секунд.
При использовании паяльника температура нагрева обычно составляет 260°C. Важно использовать описываемое оборудование совместно с розеткой, которая имеет заземляющий контакт. После включения паяльника на корпусе следует нажать специальную кнопку. При этом загорится индикатор зеленого цвета. После того как лампочка станет красной, важно дождаться, пока она погаснет, это укажет на то, что достигнута нужная температура нагрева.
Заключение
Сварка полипропиленовых труб в домашних условиях сегодня достаточно распространена. Если у вас есть в наличии специальное оборудование, вы можете заняться прокладкой пластикового трубопровода самостоятельно. После завершения всех работ необходимо удостовериться в качестве и герметичности соединений. Для этого определенный отрезок продувается. Если воздух проходит беспрепятственно, то спаек не образовалось.
Можно ли сваривать разнородные пластмассы?
Как правило, сварка разнородных пластиков невозможна, но из этого правила есть несколько исключений. Типичным примером является блок задних фонарей автомобиля. Линзу из ПММА (полиметилметакрилата) можно приварить горячей пластиной к корпусу из АБС (акрилонитрил-бутадиен-стирола). ПММА можно сваривать с АБС, потому что они оба аморфны и имеют одинаковые значения T g (температура стеклования); Т г для ПММА 85-105°С, Т г для АБС составляет 110-125°C.
Другими комбинациями разнородных пластиков, которые можно сваривать, являются PS (полистирол) с ABS и PMMA с ПК (поликарбонат). В приведенной ниже таблице представлены другие потенциальные несходные комбинации
См. дополнительную информацию о сварке и испытаниях пластмасс или свяжитесь с нами.
| Не свариваемый | |
| х | Под сварку |
| — | Некоторые марки стали пригодны для сварки |
| ? | Некоторые сообщения об успешной сварке |
Другие полимеры не образуют разнородных сварных швов.
| ABS | ABS/PC | Acrylic | Modified PPO | PA 12 | PBT | PC | PE | PEI | PET | Polysulphone | PP | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Акрилонитрилбутадиенстирол | АБС | х | х | х | ? | ? | х | ? | |||||
| Смесь акрилонитрил-бутадиен-стирол/поликарбонат | АБС/ПК | х | х | — | х | ||||||||
| Полиметилметакрилат | Акрил | х | — | х | — | ||||||||
| Норил | Модифицированный PPO | ? | х | ? | |||||||||
| Нейлон 12 | ПА 12 | х | ? | ||||||||||
| Полибутилентерефталат | ПБТ | ? | х | ? | ? | ||||||||
| Поликарбонат | ПК | х | х | — | ? | ? | ? | х | — | ? | — | ||
| Полиэтилен | ПЭ | х | ? | ||||||||||
| Полиэфиримид | ПЭИ | ? | ? | — | х | ||||||||
| Полиэтилентерефталат | ПЭТ | ? | х | ||||||||||
| Полисульфон | Полисульфон | — | х | ||||||||||
| Полипропилен | ПП | ? | х | ||||||||||
| Полифениленоксид | РРО | х | |||||||||||
| Полистирол | ПС | — | — | х | — | ||||||||
| Поливинилхлорид | ПВХ | — | ? | ? | |||||||||
| Стирол акрилонитрил | САН | — | — | — | — | ||||||||
| Блок-сополимер стирола | СБК | ? | |||||||||||
| Стирол-бутадиен-стирол | СБС | — | х |
| . | АБС | — | — | — | — | |||
|---|---|---|---|---|---|---|---|---|
| Смесь акрилонитрил-бутадиен-стирол/поликарбонат | АБС/ПК | — | ||||||
| Полиметилметакрилат | Акрил | — | ? | — | х | |||
| Норил | Модифицированный PPO | х | х | — | ||||
| Нейлон 12 | ПА 12 | |||||||
| Полибутилентерефталат | ПБТ | ? | ||||||
| Поликарбонат | ПК | — | ||||||
| Полиэтилен | ПЭ | ? | ||||||
| Полиэфиримид | ПЭИ | |||||||
| Полиэтилентерефталат | ПЭТ | |||||||
| Полисульфон | Полисульфон | |||||||
| Полипропилен | ПП | |||||||
| Полифениленоксид | РРО | х | ||||||
| Полистирол | ПС | х | — | — | ||||
| Поливинилхлорид | ПВХ | х | ||||||
| Стирол акрилонитрил | САН | — | х | — | ||||
| Блок-сополимер стирола | СБК | х | ||||||
| Стирол-бутадиен-стирол | СБС | — | — | х |
Источники
- Райнхольд Мартин, «Использование лазеров с техническими полимерами», Конференция AILU, «Лазерная обработка материалов на основе полимеров», февраль 2004 г.

- Grewell, Benatar & Park, «Ультразвуковая сварка» в Справочнике по сварке пластмасс и композитов, Hanser 2003, ISBN 3-466-19534-3
- Бенатар, «Индукционная (электромагнитная) сварка имплантатов» в Справочнике по сварке пластмасс и композитов, Hanser 2003, ISBN 3-466-19534-3
- Froment, «Линейная и орбитальная вибрационная сварка» в Справочнике по сварке пластмасс и композитов, Hanser 2003, ISBN 3-466-19534-3
- Уотсон, Риветт и Джонсон, «Пластмассы — промышленный и литературный обзор методов соединения», Отчет об исследованиях Института сварки 301/1986
Требуется помощь в сварке полипропилена и ультразвуковой сварке
Место, где весь мир собирается, чтобы обсудить гальванопокрытие, анодирование и отделку
. Вопросы и ответы с 1989 года.
(——)
2003
В. ПОЖАЛУЙСТА, ПОМОГИТЕ, если можете… Дополнительный вопрос к письму 6696 —
Мы собираем игрушку, и у нас возникли проблемы с ультразвуковой сваркой литого под давлением колпачка к экструдированной трубе / трубе, которая 1 1/ Наружный диаметр 2 дюйма, толщина 3/32 дюйма. Обе детали изготовлены из полипропилена.
Вот что происходит…
Я попытался сварить детали PolyPro ультразвуком и получил следующие результаты:
1) Детали из полипропилена, отлитые под давлением. Нет проблем в звуковой сварке.
2) Экструзионные полипропиленовые трубы с полипропиленовыми крышками, выточенные из цельного стержня. Не удалось расплавить вместе, направляющая энергии на крышке расплавилась, но между частями не образовалась связь.
3) Экструзионные полипропиленовые трубы с крышками, выточенными из той же полипропиленовой трубы. Все еще не удалось сплавить вместе, результат был таким же, как образец 2.
Согласно вышеприведенным выводам, мои выводы таковы:
а) Сварные детали должны быть одного типа (одной марки), и, скорее всего, они должны быть тот же материал.
б) Как видно из результата образца 3, даже если детали сделаны из одного и того же материала, они не могут сплавиться вместе. Экструзионные полипропиленовые трубы, которые я тестировал, были куплены на местном рынке, я не уверен, из какого полипропилена они были сделаны. Более того. если это означает, что экструдированные детали не могут быть сварены ультразвуком, я боюсь, что у нас все равно будут проблемы даже при замене трубки и крышки на другие материалы (например, АБС).
У кого-нибудь есть возможные причины или решения?
Спасибо!
Джо Донахью
— Уэйн, Пенсильвания, США
«Справочник по сварке пластмасс и композитов»
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
2003
A. Привет, Джо,
Что меня озадачивает, так это то, что первоначальный запрос исходил от кого-то, живущего в другом штате!
Так или иначе, к делу.
Вы упомянули, что пытаетесь сварить полипропиленовый материал диаметром 3/32 дюйма с помощью акустической сварки. Гм. Я не уверен, но думаю, что требования к мощности для такой «тяжелой» толщины будут чрезмерными. .. поскольку я полагаю/думаю, что только очень, очень тонкие материалы могут быть сварены ультразвуком.0009
Решение «приварить» колпачок к трубе должно быть проще простого! Вам понадобится инструмент для сварки плавлением, который будет состоять из ручки, удлинительного стержня и металлической Т-образной вершины. Верхняя часть состоит из розетки и втулки. Раструб на волосок меньше размера трубы, а втулка на волосок больше колпачка.
Источником тепла в Ye Olden Days было открытое пламя. И если бы вы спросили дистрибьютора Georg Fischer (полипропиленовых труб и фитингов) об их инструментах для сварки, вы бы лучше поняли, что можно сделать, я имею в виду нагрев.
Настоящая работа с заготовкой небольшого размера, такой как ваша, должна занять 10 или секунд, чтобы сплавить их вместе, но может быть 20 секунд «в предварительно нагретом инструменте». ХОРОШО?
И если это сэкономит вам $1 млн или около того, пожалуйста, пришлите мне чек, он мне нужен… Я на пенсии.
Фриман Ньютон [декабрь]
(Наш печальный долг сообщить, что Фриман скончался
21 апреля 2012 года. Покойся с миром, старый друг).
2003
Фриман, Спасибо за ответ. Это очень ценится.
Джо Донахью [возвращается]
— Уэйн, Пенсильвания, США
2003
A. Привет,
Я не знаю, какой ультразвуковой сварочный аппарат вы используете, поскольку вы не упомянули об этом… Но частота сварочного аппарата имеет большое значение. то есть 10 кГц, 15 кГц, 20 кГц. Кроме того, огромное значение имеет цвет или увеличение вашего бустера, золотого, серебряного, черного и т. д. и т. д. Опять же, я не знаю, какое оборудование вы используете, так что это сильно повлияет на ваши результаты. Мне кажется, что у вас нет нужного оборудования. Полипропилен имеет свойство поглощать энергию, в отличие от нейлона. Мы склонны либо к вибрационной сварке, либо к полипропиленовой сварке горячей пластиной (плавлением), хотя мы эффективно свариваем ультразвуком очень мало полипропиленовых деталей, но нам приходится сваривать больше, чем нейлоновые детали той же конфигурации. Надеюсь, это немного поможет.
Удачи.
Alex Quintero
Автомобильные детали подкапотного пространства — Delavan, Wisconsin
31 января 2008 г.
A. Здравствуйте,
По нашему опыту, ультразвуковая сварка полипропилена нерентабельна. Если вам необходимо использовать полипропилен (он, как правило, более устойчив к коррозии, чем АБС), вы можете рассмотреть клей с растворителем, нанесенным на пластик, чтобы открыть его, или сварку вращением. С другой стороны, если вам подходит ABS, то звуковая сварка должна работать хорошо. Звуковая сварка очень хорошо работает с АБС и ПК (оба аморфные пластики) — вы даже можете сваривать ПК и АБС вместе. С другой стороны, он вообще плохо работает с кристаллическими пластиками, такими как полипропилен и нейлон.
С теоретической точки зрения не должно иметь значения, получен ли полипропилен методом литья под давлением или экструдирован; это вообще не должно работать 🙂 Думаю, вам повезло.
Daniel Stonebreaker
— Шэньчжэнь, Гуандун, Китай
4 октября 2011 г.
A. Для ультразвуковой сварки полипропилена дизайн сварного шва должен быть сдвиговым, а не энергетическим. зайдите на веб-сайты Branson или Dukane и поищите проекты сварных швов сдвига / шпилек.
Рик Черчвелл
— Гилберт, Аризона
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте эти каталоги:
О нас/Контакты — Политика конфиденциальности — полипропилена при лазерной просвечивающей сварке | Дж. Мануф. науч. англ.
Пропустить пункт назначения навигации
Научная статья
Бастиан Гайслер,
Тобиас Лаумер,
Андреа Вюббеке,
Томас Фрик,
Фолькер Шёппнер,
Михаэль Шмидт
Информация об авторе и статье
Рукопись получена 7 мая 2018 г.; окончательный вариант рукописи получен 12 июля 2018 г.; опубликовано онлайн 7 сентября 2018 г. Доц. Монтажер: Мартин Дюбе.
J. Изготовитель. науч. Eng . ноябрь 2018 г., 140(11): 111017 (7 страниц)
Номер статьи: МАНУ-18-1310 https://doi.org/10.1115/1.4040876
Опубликовано в Интернете: 7 сентября 2018 г.
История статьи
Получено:
7 мая 2018 г.
Пересмотрено:
12 июля 2018 г.
- Просмотры
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
- Делиться
- MailTo
- Твиттер
Иконка Цитировать Цитировать
Разрешения
- Поиск по сайту
Цитата
Гайслер Б. , Лаумер Т., Вюббеке А., Фрик Т., Шёппнер В. и Шмидт М. (7 сентября 2018 г.). «Анализ морфологии сварного шва полипропилена при лазерной сварке». КАК Я. J. Изготовитель. науч. Eng . ноябрь 2018 г.; 140(11): 111017. https://doi.org/10.1115/1.4040876
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- RefWorks
- Бибтекс
- Процит
- Мушмула
Расширенный поиск
Лазерная сварка с пропусканием является хорошо известной технологией соединения термопластов. Хотя этот процесс уже используется в промышленности, фундаментальные взаимосвязи между процессом, структурой и свойствами до конца не изучены и поэтому являются предметом текущих исследований. Одним из аспектов этих упомянутых взаимосвязей процесс-структура-свойства является взаимодействие между температурным полем во время процесса сварки, морфологией сварного шва полукристаллических термопластов и прочностью сварного шва. В данном исследовании анализируется влияние энергии линии на морфологию сварного шва полипропиленов. Для этого исследуют размер сферолитов в сварном шве, а также различные фазы полипропилена (α- и β-фазы). Показано, что как размер сферолитов α-фазы, так и количество β-фазы увеличиваются с увеличением энергии линии. Для объяснения и обсуждения результатов использовалась температурно-зависимая тепловая имитационная модель для получения характерных признаков температурного поля (максимальные температуры, скорости охлаждения, температурные градиенты).
Раздел выпуска:
Научные статьи
Ключевые слова:
Лазерные процессы, Моделирование и симуляция, технологическое проектирование, Сварка , Соединение
Темы:
Охлаждение, Присоединение, лазеры, Температура, Сварка, Моделирование, Температурный градиент, Дифференциальная сканирующая калориметрия
1.
Devrient
,
M.
,
Kern
,
M.
,
Jaeschke
,
P.
,
Stute
,
U.
,
Haferkamp
,
H.
, and
Schmidt
,
M.
,
2013
, “
Experimental Investigation of Laser Transmission Welding of Thermoplastics С частично адаптированными температурными полями
»,
Физ. Procedia
,
41
, стр.
59
–
69
.
2.
Hänsch
,
D.
,
2001
, «
Die Optischen Eigenschaften von -Polymeren9, Disemen9, ArgeN.9.2.9, Disemen9, Arucelishlishlishlishles9, Arucelisher9, Disemen9, Disemen9, Disemen9, Disemen9, Arucelishles9. , Германия.
3.
Руссек
,
U.
,
2006
, «
ProzessTechnische Aspekte des Laserdurchstrahlschweißens Von Thermoplasten
», докторская диссертация, Universität.
4.
Hofmann
,
A.
,
2006
, «
Hybrides LaSerdurchstrahlschweißen Von Kunstoffen
,», Докторская диссертация. 0009
0009
5.
Acherjee
,
B.
,
Kuar
,
A. S.
,
Mitra
,
S.
, and
Misra
,
D.
,
2010
, «
Выбор параметров процесса для оптимизации прочности сварного шва при лазерной просвечивающей сварке акриловых материалов
»,
J. Eng. Произв.
,
224
(
10
), стр.
1529
–
1536
.
6.
Juhl
,
T. B.
,
Christiansen
,
J. C.
, and
Jensen
,
E. A.
,
2013
, “
Исследование высокопрочных лазерных сварных швов полипропилена и полиэтилена высокой плотности
»,
J. Appl. Полим. науч.
,
129
(
5
), стр.
2679
–
2685
7.
FRICK
,
T.
,
2007
, «
Untersuchung Der Prozessbestimmenden strahl-stoff-wechselwirkungen, Beim LaserstrahlashlschweiSsness 90-nefnshleshlashlishsemense-n. vonshleshlishse-n. vonshleshlashlishsemens-n. Эрланген, Германия.
vonshleshlishse-n. vonshleshlashlishsemens-n. Эрланген, Германия.
8.
Geiger
,
M.
,
Frick
,
T.
, and
Schmidt
,
M.
,
2009
, «
Оптические свойства пластмасс и их роль в моделировании процесса лазерной сварки
»,
Prod. англ.
,
3
(
1
), стр.
49
–
55
.
9.
Schmailzl
,
A.
,
Hierl
,
S.
, and
Schmidt
,
M.
,
2016
, «
Перекрытие зазоров во время квази-синхронной сварки лазерным излучением
»,
Phys. Procedia
,
83
, стр.
1073
–
1082
.
10.
Herzog
,
D.
,
FARGAS
,
M.
,
Meier
,
9999999999999999999999999999999999999999999999999999999999999999999999999999999999999ня ,A.
,
2007
, “
Система мониторинга процесса лазерной просвечивающей сварки пластмасс с прямой визуализацией сварного шва
”,
Proc. SPIE
SPIE
6530
,
стр. 65300A-1–65300A-8.
11.
Jaeschke
,
P.
,
Herzog
,
D.
, and
Hustedt
,
M.
,
2008
, «
Термография расширяет возможности лазерной сварки
»,
InfraMation
, Reno, Nevada, 3–7 ноября, стр.
209
—
220.
12.
WIPPO
,
V.
,
Devrient
9982,,
9982,,
9982,,
982,,
982,,
V.
,
v.
,
998. .,
KERN
,
M.
,
Jaeschke
,
,
99999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999NAL.У.
,
Schmidt
,
M.
и
Haferkamp
,
H.
,
2012
, «
Evaluation of A A Ataromemetmetmetrymetmetry. Трансмиссионная сварка
»,
Phys. Procedia
,
39
, стр.
128
–
136
.
13.
Ачерджи
,
B.
,
Kuar
,
A. S.
,
Mitra
,
S.
,
Misra
,
D.
, and
Acharyya
,
S.
,
2012
, «
Экспериментальное исследование по сварке трансмиссии лазерной передачи PMMA к ABS через моделирование поверхности отклика
,»
Opt. Лазерная технология.
,
44
(
5
), с.
14.
Kaiser
,
W.
,
2006
,
Kunststoffchemie Für Ingenieure
,
Carl Hanser Verlag
,
München Wien, Munich, Germany
.
15.
Романкевич
,
A.
,
Sterzynski
,
T.
и
Brostow
,
W.
,
2004
, «
,
2004
982,«,
2004
982, «,
2004
92,«,
2004 9000
, «
,
,
2 Вт. Зародышеобразный изотактический полипропилен
Зародышеобразный изотактический полипропилен”,
Полим. Междунар.
,
53
(
12
), стр.
2086
–
2091 90
16.
Koltzenburg
,
S.
,
Maskos
,
M.
, and
Nuyken
,
O.
, :
2014
,
Polymere : Synthese, Eigenschaften Und Anwendungen
,
Springer Verlag
,
Берлин
.
17.
Тьордеман
,
П.
,
Robert
,
C.
,
Marin
,
G.
, and
Gerard
,
P.
,
2001
, “
The Effect кристаллической структуры α, β на механические свойства полипропилена
»,
Eur. физ. J. E
,
4
(
4
), стр.
459
–
465
.
18.
Ehrenstein
,
G. W.
W.
,
2011
,
Polymer Werkstoffe: Struktur – Eigenschaften – Anwendungen, 3
,
Auflage, Hanser Verlag
,
München, Германия
.
19.
Ohlberg
,
С. М.
,
Рот
,
Дж.
, 908 909 909
Raff
,
R. A. V.
,
1959
, “
Связь между ударной вязкостью и ростом сферолитов в линейном полиэтилене”, 209
Полим.
,
1
(
1
), стр.
114
–
120
9.
20.
Райт
,
Д. Г. М.
,
Дунк
,
R.
,
Bouvart
,
D.
, and
Autran
,
M.
,
1988
, “
The Effect of Crystallinity on the Properties of Injection Moulded Polypropylene and Polyacetal
,”
Polymer
,
29
(
5
), pp.
793
–
796
.
21.
Perkins
,
W. G.
,
1999
, «
Устойчивость к выносливости полимер. англ. науч.
,
39
(
12
), стр.
2445
–
2460 90
22.
Remaly
,
Л. С.
,
1970
, “
Зависимое от времени влияние размера сферолита на поведение полипропилена при растяжении
»,
J. Appl. Полим. науч.
,
14
(
7
), стр.
1871
–
1877

23.
Way
,
J. L.
,
Atkinson
,
J. R.
, and
Nutting
,
J.
,
1974
, «
Влияние размера сферолита на морфологию разрушения полипропилена
»,
J. Mater. науч.
,
9
(
2
), стр.
293
–
299
9
24.
Ван Эрп
,
T. B.
,
Balzano
,
L. 9,
PETERS
,
G. W. M.
W. M.
,
2012
, «
Ориентированная на гамма -фазу в изотактическом полипропилене гомополимер
»,
ACS Macro Lett.
,
1
(
5
), стр.
618
–
622
9.
25.
Рааб
,
М.
,
Скадла
,
Дж.
и
Kolarik
,
J.
,
2004
, «
Эффект специфического нуклеации на растягивающее механическое поведение изотактного полипропилена
,
9. Полим. Дж.
Полим. Дж.
,
40
(
7
), стр.
1317
–
1329
26.
Варга
,
Дж.
,
1992
, «
Сверхмолекулярная структура изотактического полипропилена
»,
J. Mater. науч.
,
27
(
10
), стр.
2557
–
2579 90
27.
Varga
,
J.
,
2002
, “
0009
,
J. Macromol. Sci., часть B—Phys.
Macromol. Sci., часть B—Phys.
,
41
(
4–6
), стр.
1121
–
1171
28.
VARGA
,
J.
,
1995
, «
Кристаллизация, плавление и супермолекулярная структура политропиля
»,
, полипроплен
,
.0009
,
J.
Karger-Kocsis
, изд., Vol.
1
,
Chapman & Hall
,
Лондон
, стр.
56
29.
Brückner
,
S.
,
Meille
,
S. V.
,
Petraccone
,
V.
, and
Пироцци
,
B.
,
1991
, «
Полиморфизм в изотактическом полипропилене
Prog, Полим. науч.
,
16
(
2–3
), стр.
361
–
404
30.
LOTZ
,
B.
,
1991
, «
Монокристаллы γ-фазовой полипропилено0009
, ”
Полимер
,
32
(
16
), стр.
2902
—
2910
.
31.
De Rosa
,
C.
,
De Rosa
,
C.
,
Auriemma
,
F.
,
de Ballesteros
,
О.Р.
,
Рескони
,
L.
и
Camurati
,
I.
,
2007
, «
Кристаллизационные поведение: Isotactic Propylene -ethylene -hOpilenerEmers:. Стереодефекты кристаллизационных свойств изотактического полипропилена
»,
Макромолекулы
,
40
(
18
), 69
9 , стр.
–
6616
.
32.
Klein
,
M.
,
2001
, «
Laserschweißen von Kunstestoffen в Der Mikrotechnik
,», «Докторский диссертации», «Докторский диссертации», «Докторский диссертации», «Докторский диссертации», «Докторский диссертации», «Докторский диссертации», «Докторский диссертации», «Докторский диссертация».
33.
Piccarolo
,
S.
,
1992
, “
Морфологические изменения как функция изопропилена при охлаждении0009
,
J. Macromol. наук, часть Б: физ.
,
31
(
4
), стр.
501
–
511 90
34.
Reiter
,
G.
,
2007
,
Прогресс в понимании кристаллизации полимеров
,
Springer Verlag, Berlin
982.35.
Гайслер
,
B.
,
Laumer
,
T.
,
Wübbeke
,
A.
,
Lackemeyer
,
P.
,
Frick
,
T.
,
Schöppner
,
V.
, and
Schmidt
,
M.
,
2017
, “
Анализ взаимодействия между температурным полем и морфологией сварного шва при лазерной сварке на просвет с использованием двух различных дискретных длин волн лазера
»,
34-й Международный конгресс по применению лазеров и электрооптики (ICALEO 2017)
, Атланта, Джорджия, 22–26 октября.
36.
Bonefeld
,
D.
,
2012
, «
Eigenspannungen, Spaltüberbrückbarkeit und strahloszillation beimspannungen, Spaltüberbrückbarkeit und strahloszillation beimspannungen
.0009
», Докторская диссертация, Падерборнский университет, Падерборн, Германия..jpg)
37.
Mayboudi
,
L. S.
,
2008
, “
Heat Transfer Modelling and Thermal Imaging Experiments in Laser Transmission Welding of Thermoplastics
,”
Doctoral dissertation
, Queen’s University, Kingston, ON, Canada.https://qspace.library.queensu.ca/handle/1974/1551
В настоящее время у вас нет доступа к этому контенту.
$25,00
Покупка
Товар добавлен в корзину.
Проверить Продолжить просмотр Закрыть модальныйРазличные методы сварки пластмасс
Изготовленные на заказ пластиковые детали могут составить прочное и прочное целое только в том случае, если они хорошо скреплены друг с другом. И, как и в случае с металлами, ответом часто является сварка. Существует несколько различных методов сварки пластмасс, которые могут увеличить возможности формы, размера и сложности конечного результата.
Существует несколько различных методов сварки пластмасс, которые могут увеличить возможности формы, размера и сложности конечного результата.
Процесс сварки
Процесс сварки пластмасс заключается в создании молекулярной связи между двумя совместимыми термопластами. И да, он работает лучше, чем суперклей. Этапы включают:
- Подготовка. Каждая поверхность должна быть проверена на наличие дефектов, иначе соединение будет не таким эффективным. Очистка пластика может помочь сделать его гладким.
- Давление. Техники используют тиски и другие способы оказания постоянного давления на свариваемый пластик.
- Отопление. Пластик размягчается под воздействием тепла различными способами или становится гибким с помощью растворителя, поэтому края могут соединяться вместе.
- Охлаждение. Вы можете продолжать оказывать давление на этом этапе, чтобы помочь детали сохранить свою форму. В противном случае вы рискуете похудеть.

Каждый материал имеет свою температуру перехода в термопластичное состояние, обычно от 220 до 380 градусов по Фаренгейту. При сжатии молекулы материала создают новую связь. Методы в основном различаются, когда речь идет о нагревании или использовании растворителя. Но выбранный вами метод вторичен по отношению к выбранному вами материалу. Пластик должен быть тщательно оценен, чтобы убедиться, что он достаточно податлив для сварки.
Свариваемый пластик
Термореактивный материал нельзя сваривать, потому что его нельзя переплавить. Термопласты — это то, что вы будете сваривать, потому что они могут переплавляться и изменять форму более одного раза. Среди термопластов вы можете рассчитывать на прочное, постоянное соединение:
- Полипропилен (ПП), который одновременно чрезвычайно эластичен и устойчив к химическим веществам.
- Поливинилхлорид (ПВХ), который ценится за легкость, жесткость и огнестойкость.
- Хлорированный поливинилхлорид (ХПВХ), устойчивый к высоким температурам.
- Полиэтилен высокой плотности (HDPE) с широким соотношением прочности и плотности.

Типичные области применения
Сварка используется в производстве пластиковых изделий в отраслях, где требуется избежать каких-либо осложнений, связанных с коррозией металлических компонентов. Его часто рекомендуют для медицинских устройств, полупроводников, химического и газового транспорта и наук о жизни. Вы найдете это в следующих отраслях:
- Авиация: резервуары и внутренние панели
- Сельское хозяйство: ограждения и резервуары
- Автомобильная промышленность: бамперы и аккумуляторные ящики
- Судостроение: резервуары для воды и колодцы для рыбы
- Сантехника: трубы и водостоки
Сварка горячим газом
Специально разработанная газовая горелка выпускает тепло и сухой воздух для размягчения как соединяемых деталей, так и пластикового присадочного стержня. Это часто используется для сантехники и резервуаров для воды. Опытный сварщик может сделать это от руки, одновременно направив струю горячего воздуха или газа на область сварки и кончик сварочного стержня. По мере того как стержень становится более податливым, он проталкивается в сустав и сплавляется с деталями.
Опытный сварщик может сделать это от руки, одновременно направив струю горячего воздуха или газа на область сварки и кончик сварочного стержня. По мере того как стержень становится более податливым, он проталкивается в сустав и сплавляется с деталями.
Сварка с помощью наконечника Speed
Этот быстрый метод существует уже более полувека, но его трудно освоить. Пластиковый сварочный аппарат, внешне похожий на паяльник, оснащен трубкой для пластикового сварочного стержня. Горячий мягкий пластиковый шарик помещают между двумя частями пластика, которые прижимаются друг к другу. Иногда две пластмассовые детали также направляются к соединению.
Высокочастотная сварка
Материалы с химическими диполями (электронами), такие как ПВХ и полиуретан, можно сваривать высокочастотными электромагнитными волнами. Детали помещаются на настольный пресс, где применяются высокочастотные волны.
Лазерная сварка
Когда пластиковые детали прижимаются друг к другу, лазерный луч проходит через линию соединения. Нагрев пластика таким образом происходит быстро и точно.
Нагрев пластика таким образом происходит быстро и точно.
Экструзионная сварка
Сварочный стержень втягивается в ручной экструдер, пластифицируется и выталкивается обратно из экструдера к соединяемым частям. Их размягчают струей горячего воздуха, чтобы они могли склеиться. Это идеальный метод для материалов толщиной более 6 миллиметров, поскольку за один проход можно выполнять более крупные сварные швы.
Сварка трением
Когда детали движутся относительно друг друга, боковая сила распределяет материалы, чтобы соединить их вместе. Трение помогает генерировать тепло и дополнительно очищать поверхности, и этот процесс происходит быстро.
Сварка растворителем
Этот метод не нагревает, а размягчает пластик с помощью таких растворителей, как дихлорметан или тетрагидрофуран, что способствует слиянию полимерных цепей. Когда растворитель испаряется, образуется сварной шов, соединяющий детали.
Сварка горячей пластиной
Горячая металлическая пластина покрывается политетрафторэтиленом для предотвращения прилипания, а затем используется для нагрева пластиковых поверхностей. Кусочки держат вместе, пока не остынут. Он часто используется для более крупных деталей или деталей со сложной геометрией сварного шва.
Кусочки держат вместе, пока не остынут. Он часто используется для более крупных деталей или деталей со сложной геометрией сварного шва.
Индукционная сварка
Между двумя пластиковыми деталями помещается токопроводящий металлический элемент, который затем нагревается с помощью высокочастотного генератора. После размягчения детали склеиваются.
Наиболее часто задаваемые вопросы
Можно ли пользоваться паяльником?
Сварка пластмасс имеет собственное оборудование. Паяльник не так эффективен, как надлежащие инструменты для создания постоянной связи.
Можно ли сваривать разные пластмассы?
Это зависит от задействованных переменных, но в целом не рекомендуется как самый надежный способ их присоединения.
Какая техника лучше?
Зависит от сырья, которое необходимо склеить. В некоторых случаях пластмассы лучше реагируют на химическое связывание растворителем. С другими термосвязка даст лучший результат.
Как вы выбираете технику?
В конечном итоге все сводится к тому, для чего будут использоваться компоненты. Некоторые пластики служат дольше, чем другие, и они по-разному реагируют на методы. Каждый проект оценивается по совокупным факторам, которые указывают на наилучшее решение.
Некоторые пластики служат дольше, чем другие, и они по-разному реагируют на методы. Каждый проект оценивается по совокупным факторам, которые указывают на наилучшее решение.
Знакомство с различными методами сварки пластмасс полезно, но такая уважаемая компания, как Miller Plastics, может предложить вам наилучшие варианты для вашего проекта. Какой бы метод вы ни выбрали, он придаст вашим компонентам прочную связь, позволяющую выдерживать самые жесткие условия в течение длительного срока службы. Дайте нам знать, как вы представляете свой проект, и мы поможем вам в этом. Свяжитесь с нами через наш веб-сайт или посетите нас в любое время в Бергетстауне, штат Пенсильвания.
ПП — Орби-Тек
ПП — Орби-ТекПерейти к содержимому
Вы здесь:
Полипропилен
Применение
Полипропилен представляет собой полукристаллический термопласт. Полипропилен более твердый и термостойкий, чем полиэтилен. Полипропилен является вторым наиболее широко используемым пластиком в мире. Из этого материала изготавливают упаковку и промышленные товары.
Полипропилен является вторым наиболее широко используемым пластиком в мире. Из этого материала изготавливают упаковку и промышленные товары.
По сравнению с полиэтиленом полипропилен обладает лучшими механическими свойствами и более высокой термостойкостью. Фольгированные петли могут быть изготовлены из полипропилена. ПП устойчив до температуры ~110°C.
Полипропилен обладает хорошей устойчивостью к химическим веществам. Он устойчив к жирам, многим растворителям, кислотам и щелочам, спирту. ПП практически не впитывает воду. Газы диффундируют через ПП.
Полипропилен плохо склеивается или печатается без предварительной обработки. Свариваем детали из полипропилена.
Полипропилен хорошо поддается последующей обработке путем сверления, шлифования, распиливания и механической обработки.
Существует три типа полипропилена: гомополимер имеет особенно хорошую жесткость, сополимер обладает высокой ударной вязкостью и статистический сополимер обладает высокой прозрачностью.
- Полуфабрикаты
- Листы
- Трубы
- Контейнер
- Коробки
- Пробки для бутылок
- Бампер
- Корпус
- Садовая мебель
- Упаковка
- Фольга
Полипропилен – второй по распространенности материал. Вы можете хорошо обрабатывать полипропилен путем распиливания, шлифования, сверления и механической обработки.
ПП обладает высокой устойчивостью ко многим химическим веществам и хорошей механической прочностью.
Обработка ПП/полипропилена
ПП является неполярным материалом. По этой причине мы рекомендуем отшлифовать поверхность в месте соединения.
Можно использовать все стандартное сварочное оборудование. Инструмент горячего воздуха, литьевая сварка или экструдер.
Инструмент горячего воздуха, литьевая сварка или экструдер.
ПП легко поддается последующей обработке. Его можно сверлить, пилить, обрабатывать и покрывать лаком.
Температура обработки
ок. 245 °С
Не требует сушки
Термостойкость
— 110 °С
Плотность
~ 0,9 г/см3
Заинтересованы в изделии на заказ?
Стержень разматывается без перехлеста, запутывания или завязывания.Обзор сварочной проволоки
АБС
Акрилонитрил-бутадиен-стирол
ABS/PC
Акрилонитрил-бутадиен-стирол/поликарбонат
ASA
Акрилонитрил-стирол-акрилат-сополимеризат
Полиамид/нейлон
Полиамид/нейлон
ПК
Поликарбонат
ПЭ
Полиэтилен
ПП
Полипропилен
PP-EPDM
Полипропилен EPDM
PP-flex / Flex
мягкий PP
ПС
Полистирол
ПВХ
Поливинилхлорид
TPE
термопластичный эластомер
Профессиональное сварочное оборудование для вашего применения
Informations
General
Orbi-Tech GmbH
Moltkestrasse 25
42799 Leichlingen
Germany
Phone +49 (0) 2175 – 169 78-0
© Copyright Orbi-Tech GmbH
Перейти к началу
Мы используем файлы cookie на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Wenn Sie unter 16 Jahre alt sind und Ihre Zustimmung zu freiwilligen Diensten geben möchten, müssen Sie Ihre Erziehungsberechtigten um Erlaubnis bitten. Мы используем файлы cookie и другие технологии на веб-сайте. Einige von ihnen sind essenziell, während andere uns helfen, diese Website und Ihre Erfahrung zu verbessern. Personenbezogene Daten können verarbeitet werden (z. B. IP-Adressen), z. B. für personalisierte Anzeigen und Inhalte oder Anzeigen- und Inhaltsmessung. Weitere Informationen über die Verwendung Ihrer Daten finden Sie in unserer Datenschutzerklärung. Sie können Ihre Auswahl jederzeit unter Einstellungen widerufen oder anpassen.
Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Wenn Sie unter 16 Jahre alt sind und Ihre Zustimmung zu freiwilligen Diensten geben möchten, müssen Sie Ihre Erziehungsberechtigten um Erlaubnis bitten. Мы используем файлы cookie и другие технологии на веб-сайте. Einige von ihnen sind essenziell, während andere uns helfen, diese Website und Ihre Erfahrung zu verbessern. Personenbezogene Daten können verarbeitet werden (z. B. IP-Adressen), z. B. für personalisierte Anzeigen und Inhalte oder Anzeigen- und Inhaltsmessung. Weitere Informationen über die Verwendung Ihrer Daten finden Sie in unserer Datenschutzerklärung. Sie können Ihre Auswahl jederzeit unter Einstellungen widerufen oder anpassen.
- Существенный
Принять все
Сохранять
Принимать только необходимые файлы cookie
Индивидуальные настройки конфиденциальности
Информация о файлах cookie Политика конфиденциальности Выходные данные
Настройки конфиденциальности
Wenn Sie unter 16 Jahre alt sind und Ihre Zustimmung zu freiwilligen Diensten geben möchten, müssen Sie Ihre Erziehungsberechtigten um Erlaubnis bitten. Мы используем файлы cookie и другие технологии на веб-сайте. Einige von ihnen sind essenziell, während andere uns helfen, diese Website und Ihre Erfahrung zu verbessern. Personenbezogene Daten können verarbeitet werden (z. B. IP-Adressen), z. B. für personalisierte Anzeigen und Inhalte oder Anzeigen- und Inhaltsmessung. Weitere Informationen über die Verwendung Ihrer Daten finden Sie in unserer Datenschutzerklärung. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Мы используем файлы cookie и другие технологии на веб-сайте. Einige von ihnen sind essenziell, während andere uns helfen, diese Website und Ihre Erfahrung zu verbessern. Personenbezogene Daten können verarbeitet werden (z. B. IP-Adressen), z. B. für personalisierte Anzeigen und Inhalte oder Anzeigen- und Inhaltsmessung. Weitere Informationen über die Verwendung Ihrer Daten finden Sie in unserer Datenschutzerklärung. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и, таким образом, выбрать только определенные файлы cookie.
Принять все Сохранять Принимать только необходимые файлы cookie
Настройки конфиденциальностиОсновные (2)
Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильного функционирования веб-сайта.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Имя | Уведомление о файлах cookie |
|---|---|
| Провайдер | Владелец этого веб-сайта, Выходные данные |
| Назначение | Сохраняет настройки посетителей, выбранных в Cookie Box of Borlabs Cookie. |
| Имя файла cookie | borlabs-cookie |
| Продолжительность файла cookie | 1 Яр |
| Имя | WPML |
|---|---|
| Провайдер | Владелец этого сайта |
| Назначение | Сохраняет текущий язык. |
| Имя файла cookie | _icl_*, впмл_*, вп-впмл_* |
| Продолжительность файла cookie | 1 бирка |
Политика конфиденциальности Выходные данные
ТОП-15 лучших паяльных аппаратов
Для сборки контура отопления или водопровода нужен сварочный аппарат для полипропиленовых труб – незаменимое оборудование при прокладке пластикового трубопровода. Герметичность соединения деталей обеспечит правильно подобранный агрегат.
Герметичность соединения деталей обеспечит правильно подобранный агрегат.
В этой статье мы разберемся с основными типами устройств, предлагаемых рынком. Узнайте их основные характеристики и особенности использования.
Также выделим основные критерии, которыми следует руководствоваться при выборе подходящего сварочного аппарата. Ведь перед покупкой инструмента важно не только оценить предстоящий фронт работ, но и определиться с подходящей моделью, сравнив параметры понравившегося варианта с имеющимся бюджетом.
Содержание статьи:
- Основы функционирования сварочных аппаратов
- Классификация паяльников для ПП труб
- Мощные механические и электрогидравлические устройства
- Мечевидные и цилиндрические ручные модели
- Машины для стыковой и раструбной сварки
- Оценка параметров ручных паяльников для труб
- Мощность и температура нагрева
- Опции и удобство использования
- Стоимость денег
- Рейтинг сварочных машин для полипропиленовых труб
- Ксифоидная форма нагревателя
- Цилиндер. функционирование сварочных аппаратов
В инженерных сетях частного домостроения, многоквартирных, производственных и общественных зданий обязательно вытесняют металл. Востребованность пластиковых магистралей объясняется их долговечностью, доступной стоимостью и устойчивостью к внешним воздействиям.
Независимо от конструктивных особенностей, узлы для сборки пластикового трубопровода функционируют по принципу диффузионной пайки – трубы оплавляются, а затем «вплавляются» концами друг к другу
Современная тенденция спровоцировала высокий спрос на аппараты для сварка полипропилена профессионального и бытового назначения.
Обязательные элементы сварочного аппарата:
- Блок регулировки . Модуль регулирует мощность нагрева, защищает от скачков напряжения и перегрева.
- Рычаг . Компонент ручных модификаций.
- Зеркало с подогревом . Элемент передает тепло рабочей трубе и форсункам.
Режим работы сварочного аппарата определяется с помощью термостата. Температура нагрева устанавливается в соответствии с материалом трубы. Превышение показателя приводит к неконтролируемому плавлению и появлению брака. Недостаточный нагрев может привести к негерметичности шва.
Оптимальная температура плавления труб ПП 260°С. Полимер размягчается как пластилин, срезы изделий прессуются, осуществляется пайка. После охлаждения шов стыка приобретает такие же прочностные характеристики, как у цельной трубы
Классификация паяльников для ПП труб
Если оценивать ассортимент, то можно выделить два основных класса аппаратов для сварки пластиковых труб: механические и ручные. Основным параметром разделения является производительность и размах. Кроме того, агрегаты классифицируют по способу сварки на стыковые и раструбные устройства. Особенности устройства и работы каждого типа описаны ниже.
Мощные механические и электрогидравлические устройства
Механические и электрогидравлические устройства применяются для соединения труб большого диаметра (более 5 см) или в условиях, когда соединение соединений требует значительной нагрузки.
Механическое оборудование: опорная рама, блок управления, гидроагрегат, захваты с вкладышами, электротриммер, дисковый нагревательный элемент и динамометр
Механическая стыковка труб осуществляется в жестком корпусе с полукруглыми подвижными центраторами. Торцы изделий выравниваются электрическим триммером, оснащенным двухсторонними ножами. Пластик прогревается за счет мощного нагревателя и соединения труб — давление подается вручную через рычаг. Сила зажима контролируется встроенным динамометром.
Для соединения полипропиленовых труб диаметром более 63 см рекомендуется метод стыковой сварки с использованием соответствующего оборудования. Допустимая толщина трубы не менее 4 мм.
Фотогалерея
Фото
При стыковой сварке применяются аппараты с дисковым рабочим органом, с помощью которых соединяемые детали нагреваются до вязкой консистенции
Перед нагревом соединяемые детали обрезать, чтобы придать их разрезу точную геометрическую форму
После подготовки детали прикладывают к предварительно подогретым дискам.
Затем быстрым движением соединяют, соблюдая соосностьДля возможности работы с трубами любого диаметра в комплектации сварочного аппарата имеются диски разного размера
Аппарат для стыковой сварки
Раскряжевка соединяемых деталей
Нагрев соединяемых деталей аппаратом
Комплект дискового сварочного аппарата
Покрытие зажимов выполнено из металлизированного тефлона, что предотвращает прилипание горячего пластика к рабочим элементам аппарата.
Соединение деталей с электрогидравлическим аппаратом для пайки полипропиленовых труб осуществляется по аналогии с механическим устройством. Отличие заключается в способе создания давления. Зажим осуществляется электрогидравлическим приводом.
Устройство способно регенерировать давление порядка 120 атмосфер — этого достаточно для пайки труб диаметром до 63 см. При этом качество сварного шва остается высоким
Некоторые электрогидравлические агрегаты позволяют производить сварку Т-образных пластиковых конструкций.
Эти устройства имеют высокую стоимость и не предназначены для пайки труб малого сечения. Поэтому основная сфера их применения – промышленные предприятия и коммунальное хозяйство. Применение механических и электрогидравлических устройств в быту невыгодно.
Мечевидные и цилиндрические ручные модели
Сварочный аппарат ручного типа часто называют «паяльником» или «утюгом». Компактное устройство подходит для домашнего и промышленного использования. Максимальный диаметр соединяемых труб 125 мм.
По форме нагревательной площадки различают два типа «паяльников»:
- мечевидные;
- цилиндрический.
Формы сварочных аппаратов и закрепленные за ними народные названия: первый вариант похож на утюг, а второй — на обычный паяльник. Конфигурация платформы не влияет на принцип, порядок работы и качество устройства. Различия заключаются в разных типах насадок и способах их крепления.
С обеих сторон плоского «утюга» есть отверстия.
В зависимости от количества «посадочных мест» одновременно могут использоваться одна или несколько пар насадок. Стандарт — 1-3 диаметраДля пайки индивидуального нагрева достаточно двух-трех комплектов насадок. Модели, рассчитанные на использование более 3-х диаметров, относятся к категории профессионального оборудования и стоят от 250 у.е.
На «железо» устанавливается пара отдельных насадок:
- втулка — подогрев наружной поверхности;
- оправка — нагрев и оплавление внутренней части фитинга.
Обе форсунки фиксируются длинным винтом, который затягивается шестигранным ключом.
При одновременном использовании нескольких наборов маленькие насадки располагают ближе к краю, а большие — к ручке. Это не требование, а рекомендация для более удобного использования.
Менее популярны мечевидные разновидности с укороченным нагревателем. Модель №1 (фото ниже) узкоспециализирована и предназначена для установки крупных оправок и муфт, мощность нагревательного элемента позволяет паять ПП трубы большого сечения.
Подробные рекомендации по выбору утюга и его использованию приведены в .
Модель 1 является узкоспециализированной. Модель 2 — компактная, с вертикально ориентированным расположением двух насадок, удобна для сварки в ограниченном пространстве
Аппараты с цилиндрическим нагревательным стержнем оснащены насадками по типу разъемного зажима.
Специалисты выделяют ряд преимуществ «паяльников» перед «утюгами»:
- мастер самостоятельно выбирает место расположения насадки — нет заданных отверстий;
- возможность выбора угла наклона трубы относительно горизонтальной плоскости — актуально при пайке сложных компонентов в месте установки трубопровода;
- повышение эффективности работы за счет увеличения площади контакта нагревателя и форсунок — ускоряется нагрев;
- нет необходимости периодически подтягивать крепежные болты для предотвращения осевого смещения патрубков при сварке.
Цилиндрические приборы отличаются компактностью, стабильной температурой нагрева и высокой стоимостью относительно мечевидных моделей.
Подробнее о выборе аппарата для сварки типа «паяльник» мы говорили в .
Комплект насадок надевается на баллон, перемещается в удобное место, после чего шестигранным ключом затягивается соединительный винт. Максимальное количество используемых насадок определяется длиной стержневой площадки
Машины для стыковой и раструбной сварки
Пайка осуществляется двумя технологическими способами: встык и муфта. Соответственно, все сварочные аппараты можно классифицировать по этому критерию.
Как выполняется стыковая сварка?
Технология применима для труб одинакового диаметра с толщиной пластика 4 мм и более. Основные требования к качественному склеиванию: четкая соосность соединительных элементов и тщательная подрезка, обеспечивающая плотное прилегание поверхностей.
Машины для стыковой сварки работают по следующему принципу:
- Обрезка и обработка концов труб.
- Одновременный нагрев дисковым нагревательным элементом.
- Сжатие сопрягаемых деталей — давление прикладывается строго по оси трубы.
- Достижением диффузионного эффекта является проникновение расплавленных полимеров в структуру прилегающих деталей.
После технологической паузы следует этап охлаждения и окончательной полимеризации.
По этому методу работают промышленные машины: механические и электрогидравлические устройства. Оборудование позволяет добиться необходимого расположения деталей и оптимальной силы сжатия.
Особенности пайки муфты
Выполнение условия соосности деталей достигается за счет подобранных размеров патрубков и патрубков. Установка одновременно нагревает внутренние стенки муфты (тройника, фитинга или переходника) и наружную труба такой же длины.
Нагретые детали наносятся и соединяются друг с другом вручную. Соотношение диаметров сопрягаемых элементов обеспечивает необходимое усилие сжатия – для взаимопроникновения и полимеризации достаточно некоторое время удерживать детали вместе.
Узлы сцепления включают инструменты, для которых используются специальные насадки. Все ручные сварочные аппараты выполняют раструбное или раструбное соединение
При соединении полипропиленовых труб с помощью сварочного аппарата выполняется ряд стандартных действий. В результате диффузного соединения пластиковых компонентов получается прочный герметичный трубопровод, способный надежно работать десятки лет при стандартной нагрузке. Вот этапы процедуры:
Галерея изображений
Фото
Для сборки трубопровода ПП предварительно рассчитываем и закупаем материал, необходимое количество фитингов и аппарат с рукавами для обогрева наружных поверхностей и оправками для обогрева внутренних
Соединяемые поверхности труб предназначен для сборки «холодного» водопровода ветки обезжиривают антисептической тряпкой или ветошью, смоченной спиртом
Трубы нарезаются по заранее сделанным расчетам и составленному проекту. Режем ножницами или труборезом, учитывая вхождение трубы в штуцер
Перед сваркой армированных труб зачищаем стыки швеей — инструментом, снимающим два наружных слоя трубы
Сначала бритвой снимаем наружный слой полипропилена, затем фольгу, армирующую трубу снизу
Мы подсоедините к сварочному аппарату оправку и насадку подходящего диаметра и включите аппарат.
Через 5 минут нагреваем на них соединенные детали. Время нагрева зависит от диаметра и толщины стенки трубыУверенным быстрым движением соедините нагретые детали. Глубина соединения должна быть равна глубине раструба штуцера или муфты
После выполнения сварных соединений подключаем собранный участок трубопровода к водопроводу и проверяем герметичность
Шаг 1: Сварочный аппарат с гильзами и оправками
Шаг 2: Обезжиривание нагретых поверхностей
Шаг 3: Резка труб по размеру
Шаг 4: Использование свитера при зачистке армированных труб
Этап 5: Удаление армирующей фольги
Этап 6: Нагрев заготовок на сварочном аппарате
Этап 7: Соединение прессованных деталей трубопровода
Этап 8: Проверка герметичности собранного трубопровода
Оценка параметров руководства паяльники для труб
Учитывая спрос потребителей именно на модели «утюгов» и «паяльников», стоит отдельно рассмотреть критерии выбора бытовых сварочных аппаратов.
В первую очередь учитываются производительность, температурные показатели, качество и количество предлагаемых форсунок. Важным фактором является цена и качество сборки.Мощность и температура нагрева
Мощность определяет рабочий потенциал устройства. Чем выше показатель, тем шире возможный диапазон диаметров свариваемых труб. Кроме того, время нагрева зависит от производительности паяльника, а соответственно и скорости продвижения сварочных работ.
Однако для домашнего использования покупка мощного оборудования нецелесообразна по ряду причин:
- Качество пайки не зависит от мощностных характеристик.
- Временное превосходство по отоплению актуально для монтажа трубопровода. В быту разница особо не заметна — пока паяльник нагревается, производится предварительная разметка, подгонка и стыковка.
- Более мощные устройства потребляют больше электроэнергии.
Для правильного расчета мощности «паяльника» учитывается расчетный диаметр труб.
Минимальная мощность (Вт) соответствует произведению диаметра трубопровода (мм) на 10. Например, пайка труб 60 мм осуществляется паяльником мощностью 600 Вт и выше
Оборудование на 1,2 кВт подходит для бытовых нужд – этого вполне достаточно для прокладки домашней тепло- или водопроводной магистрали.
Качество сварного шва зависит от стабильности температурного воздействия. Большинство устройств производят нагрев 50-300°С, стандартная рабочая температура 260°С. Подробнее о температуре пайки полипропилена.
Наличие термостата особенно важно для новичков. Опытный специалист работает по ощущениям – продолжительность нагрева он определяет интуитивно без звукового сигнала.
Любителям сварочного мастерства следует полагаться исключительно на стандарты и выбирать модель с плавной регулировкой температуры. Положение маховика должно быть стабильным и не смещаться при случайном контакте.
Высокотехнологичные модели имеют цифровую панель индикации температуры.
Наличие опции удобно для пользователя, но влечет за собой существенное удорожание устройства.Опции и удобство использования
«Начинка» сварочного комплекта влияет на цену оборудования. Выбор того или иного набора осуществляется исходя из их индивидуальной потребности.
Как правило, производители предлагают три вида стандартных комплектов:
- Эконом Содержит непосредственно сварочный аппарат, регулировочный ключ и руководство пользователя. Иногда дополняется одной или двумя насадками. А вот выбирать труборез и другие необходимые инструменты нужно отдельно.
- Основание . В комплекте, помимо самого устройства, инструкции и ключа, предоставляются самые распространенные насадки бытового назначения сечением 20-40 мм. Все компоненты упакованы в удобный вместительный чемодан.
- Полный. Помимо паяльника, оправки и муфт в комплекте идут все необходимые для пайки принадлежности: отвертка, подставка, шурупы, шестигранный ключ, ножницы для ПП труб, рулетка и рукавицы.
Некоторые производители комплектуют комплект небольшим пузырьковым уровнем для выравнивания трубопровода.
Все элементы можно приобрести по отдельности, но зачастую покупка полного «чемодана» обходится дешевле, чем набор недостающих инструментов «оптом»
Для удобства использования важно учитывать некоторые нюансы:
- штатив или подставка для паяльника не должны быть очень легкими, лучший вариант — устойчивая платформа;
- приспособление с зажимами подходит для работы на верстаке;
- ручка не должна нагреваться и скользить в руке.
Высококачественные сварочные аппараты оснащены системой сигнализации, которая отключает аппарат от источника питания при риске перегрева.
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами варьируется от производителя к производителю. Цена определяется репутацией бренда, типом аппарата и оборудования.
Лидерами в этом сегменте рынка являются иностранные компании: Rothenberg, Dytron, Brima, Kern и Candan.
Среди отечественных производителей спрос есть на товары «Энкор», «Энергомаш», «Калибр».Среди специалистов существует негласный рейтинг стран-производителей сварочных аппаратов для пластиковых труб.
Чемпионат по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).
Цена на паяльники Dytron чешского стандарта начинается от 200 у.е., что в 3-4 раза дороже аналогичных моделей турецкого или китайского производства
Несмотря на высокую стоимость, европейская продукция удерживает лидерство в продажах за счет надежности, долговечности , неприхотливость и простота использования. Оборудование характеризуется малым весом, компактностью, механической выносливостью, длительным сроком службы и разнообразием модельного ряда.
Достойная альтернатива чешским и немецким приборам – ручные паяльники турецкого производства. Хорошо зарекомендовали себя: Candan, Cobra и Valtec.
Разумная ценовая политика (от 30-40 у.е.) наряду с хорошими техническими и эксплуатационными характеристиками вывела Candan в лидеры продаж среди паяльников из полипропиленовых труб бытового назначения
Наиболее доступную ценовую нишу занимают китайские и российские агрегаты.
Стоимость дешевых моделей начинается от 15-20 у.е. Качество исполнения часто «хромает», термостаты отличаются своей противоречивостью – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией впаянных элементов.Однако среди китайско-российской сборки есть конкурентоспособные устройства, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка производства Китая).
Далее приведем характеристики и особенности популярных модификаций ручных сварочных аппаратов для соединения пластикового трубопровода.
Рейтинг сварочных аппаратов для полипропиленовых труб
Место А
Изделие
Рейтинг
Мощность
Макс. тепло
Диаметр сварных труб
Цена
Ксифоидная форма нагревателя
#1
Wester DWM 1500
99
/100
1500 Ват
300 ° C
20, 32, 400009
300 ° C
20. , 50, 63
Получить цену
#2
Valtec ER-04
98
/100
1500 Вт
300 ° C
20, 25, 32, 40
Получите цену
20, 25, 32, 40
Получить цену
20, 25, 32, 40
.
#3
Штурм! ТВ7219
96
/100
1900 W
300 ° C
20, 25, 32, 40, 50, 63
Получить цену
#4
Candan CM-03
95999
/ 100
1500 Вт.
650 Вт
260 °C
16, 20, 25, 32, 40
Получить цену
Цилиндровая форма
#1
Dytron SP-4A
98
/100
650 Вт
300 ° C
16, 20, 25, 32, 40, 50, 63
° C16, 25, 32, 40, 50, 63
° C16, 25, 32, 40, 50, 63
° C16, 25, 32, 40, 50, 63
Получите цену
#2
Caliber SVA-1000T
96
/100
1000 Вт
300 ° C
16, 20, 32
Получить цену
#3
, 32
Штурм! TW7218
95
/ 100
1800 Вт
300 ° C
16, 20, 25, 32
Получить цену
#4
Сварщик RBI-KC32
93
/100
900 Ват
300 ° C
16, 200002 900 Вт
300 ° C
16, 200002 900 Ватт.
, 25, 32Получить цену
#5
Diold ASPT-3-1
89
/100
1000 Вт
300 ° C
16, 20, 25, 32
Get A A цена
Нагреватель круглой формы
#1
CANDAN CM-05
96
/100
2400 W
320 ° C
50, 63, 75, 90, 110, 125, 160
Получить цену
#2
Caliber SVA-780T
999Caliber SVA-780T
911999Caliber SVA-780T
9199/100
780 Вт
300 ° C
20, 25, 32
Получить цену
#3
Diold ASPT-1
89
/100
800 Ват
300 ° C.
20, 25, 32
Узнать цену
#4
Denzel DWP-750
88
/100
750 Вт
300 ° C
20, 25, 32, 40
Получить цену
#5
Rothenber Roleld P110
877 877
Rothenberg
/100
1300 Вт.
3
Штурм! TW7219
4
Candan CM-03
5
Rothenberger Roweld P40 T
Cylinder shape
1
Dytron SP-4a
2
CALIBER SVA-1000T
3
Sturm! TW7218
4
WELDER RBI-KC32
5
DIOLD ASPT-3-1
Round shape heater
1
CANDAN CM-05
2
CALIBER SVA-780T
3
DIOLD АСПТ-1
4
Denzel DWP-750
5
Rothenberger Roweld P110 E Set
The xiphoid form of the heater
#1
Wester DWM 1500
Convenient to use soldering iron at an affordable price
Expert рейтинг:
99
/ 100
Паяльник Wester DWM 1500 по праву занял лидирующую позицию в нашем рейтинге.
Он удобен в использовании, быстро и равномерно прогревается, имеет устойчивое основание, что значительно облегчает процесс пайки труб.Технические характеристики модели:
- Тип устройства — ручной
- Способ подключения труб — раструбный
- Напряжение питания — 220 В — 20, 25, 32, 40, 50, 63
- toОпции — рулетка, перчатки, отвертка, труборез
- atЕС комплект — 5 кг
Этот прибор, по словам пользователей, паяет на совесть. С ним легко справится даже новичок в этом деле – совсем немного практики и можно приступать к пайке домашнего трубопровода.
В комплекте все необходимые насадки в количестве 6 шт. Показали себя с хорошей стороны — даже при многократном использовании покрытие не повредилось и пластик не прилипает к насадкам.
Также в комплекте есть труборез, но некоторые владельцы жалуются на его качество. Хотя, по их собственному утверждению, ножницы не имеют отношения к качеству самого паяльного аппарата.
Преимущества
- Отличное оборудование
- Нагревает быстро
- ШАВ после сварки даже
- Доступная цена
Недостатки
- Короткая мощность
- Не самый качественный кара лучшие устройства в своей ценовой категории
Оценка экспертов:
98
/ 100
Совместный проект российских и итальянских производителей Valtec предлагает несколько моделей паяльников для ПП труб. Одной из последних разработок является оборудование Valtec ER-04. Эти устройства особенно хороши турецкой сборки.
Технические характеристики модели:
- Тип устройства — ручной
- Способ подключения труб — раструбный
- При напряжении питания -220-240 В , мм -20, 25, 32, 40
- кОпции -рулетка, отвертка, труборез
- атЕС комплект -5,12 кг
Дополнительные параметры: одноступенчатый нагрев, регулировка температуры в диапазоне 50-300°С , вес устройства без насадок 1,46 кг, расчетный срок службы 10 лет, гарантия 2 года.
Для удобства пользователя предусмотрена надежная алюминиевая подставка с фиксатором. А сменные насадки, которые идут в комплекте, изготовлены из алюминия с антиадгезионным покрытием.
Прибор нагревается до +260°С за 10 минут. Запрещено использование при повышенной влажности (80% и более), а также температуре воздуха выше 40°С.
Преимущества
- Отличное качество сборки
- Хорошо прогревается
- Подходит для ежедневного использования.
- Может работать 6 лет и более
недостатки
- Полипропилен горит при неправильном использовании
- Дорого для домашнего использования
#3
Штурм! TW7219
Качество данного паяльника отличное и полностью соответствует стоимости. Максимальная мощность 1900 Вт достигается при одновременной работе ТЭНов.
Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 220 В
- тип регулятора температуры — термостат
- диаметр патрубков в комплекте, мм — 20, 25, 32, 40, 50, 63
- оборудование — рулетка, перчатки, отвертка, труборез
- вес комплекта — 4,78 кг
Аппарат имеет плавную регулировку температуры от 50 до 300°С, время нагрева не более 15 минут.
Есть индикатор подключения к сети и индикация защиты от перегрузок.Конструкция устойчива и удобна в использовании, рабочая зона имеет подсветку, что особенно важно при использовании паяльника новичками.
Производитель предусматривает хорошее оснащение. Помимо самого устройства, в кейсе компактно собраны все дополнительные аксессуары, в том числе 6 насадок с тефлоновым покрытием.
Труборез, входящий в комплект, не подходит для резки труб большого диаметра. Многие пользователи отмечают, что с 25 мм проблемы уже заметны, а при резке 32 диаметра даже ломаются.
Вам нужны хорошие и надежные ножницы для резки труб? Рекомендуем ознакомиться с труборезом.
Преимущества
- Хорошая комплектация
- Аппарат собран на совесть
- Приемлемая цена для бытового использования
disadvantages
- Uncomfortable stand
- The device is heavy
#4
Candan CM-03
Inexpensive and reliable Turkish manufacturer’s soldering iron for domestic use
Expert rating:
95
/ 100
Candan CM-03 — сварочный аппарат турецкой компании Candan Makina Ltd Sti.
Это агрегат с двухступенчатым нагревательным элементом в виде утюга и терморегулятором, обеспечивающим постоянную температуру.Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 220 В
- тип регулятора температуры — термостат
- диаметр патрубков в комплекте, мм
- Вес комплекта 6 кг — 3 м, устойчивая крестообразная подставка.
Прибор продается как в кейсе со всеми необходимыми аксессуарами, так и отдельно — в картонной коробке. Важно внимательно изучить сопроводительную документацию при покупке, чтобы не нарваться на подделку.
Мощности аппарата достаточно для пайки труб сечением до 63 мм. Но для монтажа такого трубопровода необходимо отдельно приобрести сменные втулки и оправки, т.к. в комплекте идут 4 насадки от 20 до 40 мм.
Преимущества
- Надежность машины
- Хорошая цена для домохозяйной модели
- Достаточная длина кабеля
- . Труборез слабенький
#5
Rothenberger Roweld P40 T
Удобное устройство с качественными насадками по достаточно высокой цене
Экспертная оценка:
89
/ 100
Легкая и компактная машина немецкой марки Rothenberger предназначена для пайки фасонных деталей и труб из полиэтилена, полипропилена, поливинилиденфторида и полибутена.
Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 220 В
- тип регулятора температуры — термостат
- диаметр насадок в комплекте, мм -20, 25, 32, 40
- полный комплект — 4 насадки, наличие других аксессуаров в комплекте необходимо уточнять у продавца
- масса комплекта — до 5 кг , аппарат 1 кг
Дополнительные возможности серии Roweld P40: термостатическое регулирование и поддержание температуры на уровне 260°С, одновременная работа с двумя парами насадок.
Прибор поставляется в металлическом кейсе, есть подставка и крепление для зажима. Но самого хомута в комплекте нет. При необходимости оправки и муфты 16 мм также доступны отдельно.
Преимущества
- быстро нагревает
- Равномерно нагревает всю рабочую зону сопла
- Хорошее тефлоновое покрытие
- Удобные для работы
Диспасный .
- ТЭНы быстро сгорают
- Дорогостоящий ремонт
Форма цилиндра
#1
Dytron SP-4a
Компактный и легкий прибор, идеально подходит не только для профессионального, но и для домашнего использования
Экспертная оценка:
98
/ 100
Разработка чешской компании Dytron SP-4a представляет собой импульсный стержневой паяльник, который относится к категории профессионального оборудования, но подходит и для дома.
Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 230 В
- тип регулятора температуры — микропроцессорный
- диаметр насадок в комплекте, мм -20, 25, 32
- комплектация — 3 насадки, труборез, опора для ноги, ключ для насадки
- масса комплекта — 5,9 кг
Дополнительные возможности Dytron SP -4а паяльник: возможность одновременного использования до трех насадок, наличие защиты от перегрева.
А также предусмотрена звуковая сигнализация TraceWeld: короткий звуковой сигнал — нагрев аппарата и начало сварки; долгий звук — охлаждение, окончание полимеризации; прерывистая звуковая сигнализация — фаза переустановки трубы.
Для корректного оповещения о протекании технологического этапа сварки достаточно выбрать граничную температуру и нужный диаметр трубы.
Advantages
- High build quality professional tool
- Perfectly holds temperature
- Durable teflon coating
disadvantages
- High price of the device
- Sophisticated instruction manual
#2
CALIBER SVA-1000T
Вполне функциональный паяльник по очень привлекательной цене
Оценка экспертов:
96
/ 100
КАЛИБР SVA-1000T — простой и удобный в использовании инструмент. Идеально подходит для пайки полипропиленовых труб при монтаже водопровода.
Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 220 В
- тип регулятора температуры — термостат
- диаметр насадок в комплекте, мм -16, 20, 25, 32
- комплектация — 4 стойки для насадок
- масса — 1 кг
Наличие доп.
оборудование в разных магазинах может существенно различаться. Производитель упаковывает паяльник вместе со всем оборудованием в кейс.Пользователи называют этот сварочный аппарат идеальным вариантом для бытового использования – недорогой и им сможет пользоваться даже новичок. Также многих владельцев радует его отличная устойчивость и малый вес, что особенно важно при пайке труб.
Advantages
- Good weight
- Great price
- Plastic does not stick to nozzles after soldering
disadvantages
- Short cord
- Inconvenient location of the temperature controller for this model
#3
Sturm ! TW7218
Мощный аппарат для надежной пайки полипропиленовых труб
Рейтинг экспертов:
95
/ 100
Паяльник Штурм! TW7218 с цилиндрической формой нагревателя. Для работы с пластиковыми трубами оснащен парой насадок, которые покрыты превосходным слоем тефлона.
Последнее обеспечивает удобство при пайке — нагретые части труб не слипаются.Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 220 В
- тип регулятора температуры — термостат
- диаметр патрубков в комплекте, мм -16, 20, 25, 32
- комплектация — 4 стойки для насадок
- масса комплекта — 2,7 кг
Дополнительно в комплекте с устройством могут идти ключи и болты для крепления насадок. Продавцу придется уточнять комплектацию, чтобы в случае необходимости сразу приобрести нужные вам аксессуары.
Для безопасной эксплуатации Sturm! TW7218 обеспечивает защиту от неконтролируемого нагрева — максимальный нагрев возможен только до 300°С.
Устройство подходит для непрерывной работы, а также для пайки трубопровода в труднодоступных местах, чему способствует небольшой вес устройства и наличие кнопки включения/выключения на корпусе.
Преимущества
- Доступная стоимость
- Удобство использования прибора
- Быстро нагревается
- Гарантийное обслуживание 2 года
недостатки
- Короткий провод для подключения к сети
- При нагреве кнопка индикатора горит красным вместо зеленого легкая машина отечественной марки, идеальна для домашнего использования
Экспертная оценка:
93
/ 100
СВАРОЧНЫЙ МАШИН RBI-KC32 — бытовой прибор. Для работы с трубами используются башмачные насадки парного типа, поверхность которых покрыта тефлоновым антипригарным слоем.
Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 240 В
- тип регулятора температуры — термостат
- диаметр патрубков в комплекте, мм -16, 20, 25, 32
- комплектация — 4 насадки, подставка, инструкция
- масса комплекта — 2,5 кг, одного аппарата — 1 кг
Дополнительно прибор оснащен световым индикатором включения/работы.
Само устройство и другие аксессуары, входящие в комплект, собраны в металлическом корпусе. Но при покупке желательно уточнять комплектацию у продавца — некоторые магазины предлагают 3 насадки или добавляют к чехлу рулетку, труборез.
Что касается последнего, то пользователи рекомендуют не брать самые дешевые труборезные ножницы, а выбрать вариант подороже.
Преимущества
- Небольшой вес
- Доступная стоимость
- Удобство использования
Недостатки
- неудобная стенда включала
#5
Diold ASPT-3-1
Дешевая паяла для решения небольших домохозяйств
Эксперт. Сварочный аппарат -3-1 относится к классу бытовой техники. Паяльник прост по конструкции и с ним не возникнет проблем даже у новичка — он не менее удобен в использовании. Башмаковые насадки предназначены для пайки.
Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 220 В
- тип регулятора температуры — термостат
- диаметр патрубков в комплекте, мм -16, 20, 25, 32
- комплектация — 4 насадки, отвертка, ключ, поставка, рулетка
- вес аппарата — 0,9 кг
Комплектацию следует уточнять перед покупкой — некоторые продавцы предлагают более продвинутую комплект аксессуаров, что существенно влияет на цену.
Если в комплект входит еще и труборез, то он, как правило, не самого лучшего качества. В таких случаях пользователи рекомендуют выбирать более дорогой и функциональный вариант.Изготовитель дает гарантию 12 месяцев на ДИПТ АСПТ-3-1, но при соблюдении температуры эксплуатации (от 15 до 35°С). Кстати, DIOLD — отечественный бренд, но сборка оборудования ведется в Китае.
Преимущества
- Компактный и легкий паяльник
- Выгодная цена
- Резиновая ручка
Недостатки
- При активном использовании пластик начинает прилипать к поверхности насадок
00 - Корт-шнур питания
Круглый нагреватель формы
#1
Candan CM-05
Надежный паяльный аппарат для больших диаметров Замечательно собран — все детали подогнаны друг к другу. Для сварки используются сдвоенные сопла диаметром от 50 до 160 мм. Для их крепления имеется одно отверстие, расположенное в центре нагревательного элемента.
Сама поверхность нагревателя покрыта тефлоновым слоем для предотвращения прилипания пластика при работе с трубами.
Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 220 В
- тип регулятора температуры — термостат
- диаметр патрубков в комплекте, мм — 75, 90, 110
- комплектация — 3 насадки, подставка-тренога, ключ для насадок, отвертка
- масса комплекта — 5 кг
Паяльник поставляется в металлическом кейсе с подставкой и ключом. А вот сами насадки не всегда идут в комплекте — этот момент нужно уточнять непосредственно у продавца.
Устройство оснащено двумя нагревательными элементами по 1200 Вт каждый. Для их включения на ручке есть две кнопки. Индикация прогрева сигнализируется индикаторами, которые загораются красным цветом при достижении заданной температуры.
Данное устройство произведено турецкой компанией Candan Makina Ltd Sti, которая успела зарекомендовать себя с лучшей стороны.
И хотя ценник CANDAN CM-05 выше, чем у популярных паяльников типа CALIBER SVA-780T и DIOLD ASPT-1, но его качество вполне соответствует стоимости.Advantages
- Reliable assembly
- Excellent quality Teflon coating on nozzles
- Easy to use and safe
disadvantages
- Not at all low cost
- The necessary nozzles need to be purchased
#2
КАЛИБР СВА-780Т
Идеален по стоимости, подходит для сварки бытовых трубопроводов даже новичкам
Экспертная оценка:
91
/ 100
Этот паяльник занял второе место среди моделей с круглой формой нагревателя благодаря низкой цене и достойному качеству. Именно поэтому КАЛИБР СВА-780Т пользуется повышенным спросом у покупателей.
КАЛИБР СВА-780Т станет идеальным решением для разовых работ — сборки системы водоснабжения или отопления своими руками. Он удобен в использовании и недорог, что позволит вам не пожалеть о покупке — собрал трубопровод и отправил паяльник на хранение в шкаф.
Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 220 В
- тип регулятора температуры — термостат
- диаметр насадок в комплекте, мм -20, 25, 32
- комплектация — 3 насадки, труборез, поставка
- масса комплекта — 2 кг
Сборка и качество материалов, в целом, соответствует стоимости оборудования: материал корпуса тонкий, отдельные детали подогнаны неплотно. Комплектация достойная — есть самые необходимые аксессуары, среди которых популярные насадки, труборез, подставка.
Но пользователям рекомендуется сразу сделать свой собственный стенд и купить лучший труборез.
Что касается долговечности прибора, то здесь отзывы владельцев разнятся — одни говорят, что два года интенсивно работают строительные бригады, другие говорят о безотказной бытовой эксплуатации, третьи жалуются, что паяльник перестал разогрев при сборке первого трубопровода.
Преимущества
- Доступная стоимость
- В комплекте популярные насадки
- Удобно паять в труднодоступных местах
disadvantages
- The cord smells bad
- Average nozzle quality
- Non-pedestal stand
#3
DIOLD ASPT-1
Lightweight and compact domestic appliance
Expert rating:
89
/ 100
ДИОЛД АСПТ-1 — устройство с круглой формой нагревателя, для работы которого используют парные сварочные наконечники. Он чрезвычайно прост в использовании и предназначен для домашнего использования.
Технические характеристики модели:
- тип аппарата — ручной
- способ соединения труб — раструбный
- входное напряжение — 220 В
- тип терморегулятора — термостат
- диаметр патрубков в комплекте, мм -20, 25, 32
- комплектация — 3 насадки, отвертка, торцевой ключ, комплект поставки
- вес комплекта — 2,7 кг, аппарата — 0,7 кг
Этот сварочный аппарат отлично справляется с пайкой бытовых трубопроводов диаметром до 32 мм.
Большие диаметры труб могут вызвать проблемы.Конструкция прибора ДИОЛД АСПТ-1 предельно проста, поэтому проблем с его использованием не возникнет даже у новичка. Небольшой вес оборудования позволяет без проблем сваривать даже самые сложные участки трубопровода.
Цена устройства вполне соответствует качеству — за такие деньги от этой модели ожидать чего-то невероятного не стоит. А вот с основной задачей — сваркой полипропиленовых труб — справляется хорошо.
Преимущества
- Acceptable price
- Light weight
- Compact size
- Excellent welding quality
disadvantages
- Weak nozzle coating
- Inconvenient stand, the device falls to one side
#4
Denzel DWP-750
Бюджетный сварочный аппарат для дома
Рейтинг экспертов:
88
/ 100
Паяльник Denzel DWP-750 относится к классу бытовой техники. Он имеет круглую форму нагревателя, а для пайки используется пара насадок с тефлоновым покрытием.
Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 220 В
- тип регулятора температуры — термостат
- диаметр патрубков в комплекте, мм -20, 25, 32, 40
- комплектация — 4 насадки, труборез, ключ насадка
- вес комплекта — 2 кг
Комплектация перед покупкой уточняется у продавца — ножницы для резки труб нет всегда в комплекте. Но владельцы этого аксессуара в комплекте крайне недовольны его качеством.
Denzel DWP-750, как и многие другие, собирается в Китае. Но у пользователей есть претензии к качеству сборки. Так, некоторые из них рекомендуют сразу разобрать устройство и хорошо заизолировать трубку датчика перегрева. В противном случае он может сгореть.
Также владельцев возмущает качество тефлонового покрытия — на первый взгляд оно отличное и пластик не прилипает к нему в процессе пайки. Но стоит поработать 5 часов подряд, как ситуация меняется – полипропилен начинает постоянно липнуть.
Преимущества
- Светлый вес
- Компактные размеры
- Quick Heat
- Хорошее оборудование
- Качество
- SLATE
- Качество
- SLATE
- Качество
- SLATE
- . #5
Rothenberger Roweld P110 E Set
Профессиональный сварочный аппарат отличного качества, но довольно дорогой
Рейтинг экспертов:
87
/ 100
Паяльник Rothenberger Roweld P110 E Set — профессиональное оборудование. Его отличает отличное качество, но очень высокий ценник. Это привело к слабому спросу на него среди обычных пользователей, выбирающих для дома простую технику. Из-за высокой цены устройство заняло последнее место в нашем рейтинге.
Технические характеристики модели:
- тип аппарата — ручной
- способ подключения труб — раструбный
- входное напряжение — 220 В
- тип терморегулятора — микропроцессорный
- диаметр насадок в комплекте, мм -75, 90, 110
- комплектация — 3 насадки, подставка, инструмент для монтажа насадок, 2 цилиндрических винта
- масса комплекта — 11 кг
Дополнительно: насадки меньшего размера при необходимости приобретаются отдельно, рабочая температура ~ 20 °С.
Данный прибор оснащен световым индикатором для управления нагревом, ЖК-дисплеем для регулятора температуры, автоматической защитой от перегрева .
Работать с Rothenberger Roweld P110 E Set одно удовольствие — быстро нагревается, не прилипает и не горит. Результат — хорошие сварные швы.
Достоинства
- Прочное тефлоновое покрытие на насадках
- Отличное качество сборки
- Удобная подставка в комплекте
недостатки
- Слишком высокая стоимость
- Слишком высокая стоимость
Подробные инструкции по сварке и разбор основных ошибок мы давали в следующих статьях:
Выводы и полезное видео по теме
Сравнение дешевой и дорогой модели «железа» для пайки полипропилена:
- . #5
 функционирование сварочных аппаратов
функционирование сварочных аппаратов

 Затем быстрым движением соединяют, соблюдая соосность
Затем быстрым движением соединяют, соблюдая соосность
 В зависимости от количества «посадочных мест» одновременно могут использоваться одна или несколько пар насадок. Стандарт — 1-3 диаметра
В зависимости от количества «посадочных мест» одновременно могут использоваться одна или несколько пар насадок. Стандарт — 1-3 диаметра



 Через 5 минут нагреваем на них соединенные детали. Время нагрева зависит от диаметра и толщины стенки трубы
Через 5 минут нагреваем на них соединенные детали. Время нагрева зависит от диаметра и толщины стенки трубы В первую очередь учитываются производительность, температурные показатели, качество и количество предлагаемых форсунок. Важным фактором является цена и качество сборки.
В первую очередь учитываются производительность, температурные показатели, качество и количество предлагаемых форсунок. Важным фактором является цена и качество сборки.
 Наличие опции удобно для пользователя, но влечет за собой существенное удорожание устройства.
Наличие опции удобно для пользователя, но влечет за собой существенное удорожание устройства.