Сварка алюминия электродом — Страница 3 — Ручная дуговая сварка — ММA
#41 Рудольф Шнапс
Отправлено 12 October 2013 20:57
А вот что нам показывают и рассказывают братья из-за океана:
http://www.youtube.com/watch?v=dIIp3f7xV8g
Если верить этому парню, то опыта сварки алюминия покрытым электродом у него нет. Аппарат распознать не удалось, но чем-то похож на Эверласт:
Если можно получить по алюминию такие швы штучны электродом, то почему бы не сказать такому действу многозначительное «иногда».
Нечто подобное доводилось видеть мне, когда мой папаня на палубе балкера варил какую-то массиную алюминиевую штуковину. Отец говорил, что при сварке алюминия выделяется очень ядовитый газ, от которого во рут сладковатый привкус.
А вот на этом официальном видео компании «Эверласт» показана более высококачественная сварка алюминия покрытым электродом.
http://www.youtube.com/watch?v=UY7KAnJGYwY
Я впечатлён.
Действительно, стоило бы выпускать электроды по алюминию и дорого их продавать, еслиб ни у кого на свете не получалось ими варить
- Наверх
- Вставить ник
#42 Elektro_D
Отправлено 12 October 2013 21:17
от которого во рут сладковатый привкус.
От цинка такая фигня
- Наверх
- Вставить ник
#43 Рудольф Шнапс
Отправлено 12 October 2013 21:24Elektro_D, вкус цинка мне знаком, к сожалению. Сейчас речь именно про алюминий. Завтра уточню у отца подробности о том, что именно он варил на корабле, каким электродом и т. д.
Сейчас речь именно про алюминий. Завтра уточню у отца подробности о том, что именно он варил на корабле, каким электродом и т. д.
Скорее всего это были электроды UNITOR
Unitor ALUMIN-351 N — электрод для соединения частей и восстановления алюминиевых деталей — листов, частей, труб (турбин), поршней, крышек, штреков и т.д. толщиной более 2 мм. При сварке более тяжелых материалов толщиной более 3 мм следует делать V-образную канавку со скосом 60о; воздушный зазор должен составлять 1-3 мм. Канавки и прилегающий участок металла необходимо тщательно очистить. Детали малой толщины слудует подпереть перед сваркой. Использовать следует постоянный ток положительной полярности
. Крупные детали или литые необходимо предварительно нагреть до 300оС. Электрод следует держать вертикально или под небольшим углом к обрабатываемой жетали, конец электрода перемещать по направлению шва. Предпочтительнее сварка в нижнем положении. Сварочная дуга должна быть как можно короче, а сварка — быстрее. При обрыве дуги удалите шлаковую корку; следующий валик должен перекрывать предыдущий прибизительно на 1 см. Завершенный шов должен быть очищен щеткой и смыт водой.
Алюминиевые электроды очень легко поглощают влагу, поэтому их следует хранить в сухом месте с контролируемым уровнем влажности.
 При обрыве дуги удалите шлаковую корку; следующий валик должен перекрывать предыдущий прибизительно на 1 см. Завершенный шов должен быть очищен щеткой и смыт водой.
При обрыве дуги удалите шлаковую корку; следующий валик должен перекрывать предыдущий прибизительно на 1 см. Завершенный шов должен быть очищен щеткой и смыт водой.Вот ещё ролик нашёл. Дядя получил симпатичный шов так просто и естественно, что хочется верить в сварку алюминия покрытым электродом.
- Наверх
- Вставить ник
#44 morgmail
Отправлено 13 October 2013 02:20
Обмазка защищает от внешнего воздействия, а оксиды не разъедают
Приведу пару цитат, но могу и фото сделать из умной книжки.
При ручной дуговой сварке удаление окисной пленки достигается применением электродов с покрытиями, включающими хлористые и фтористые соли щелочных и щелочно-земельных металлов. При расплавлении покрытия электрода эти материалы создают условия для удаления пленки и устойчивого горения дуги.
В состав электродного покрытия входят хлористые и фтористые соли щелочных и щелочно-земельных металлов. В расплавленном состоянии эти материалы создают необходимые условия для удаления пленки и устойчивого горения дуги.
- Наверх
- Вставить ник
#45 Рудольф Шнапс
Отправлено 13 October 2013 10:26
Вот откуда берутся ядовитые газы: фтористые и хлористые химсоединения.
Фтористые и хлористые среды, когда в них присутствует атомарный водород, являются самыми агрессивными.
- Наверх
- Вставить ник
#46 Rolli
Отправлено 26 October 2013 18:15
А мне вот надо треснувшие алюминиевые санки заварить (старые, советские). Какими электродами лучше? Вообще бывают электроды для алюминия диаметром 1,5…2 мм?
- Наверх
- Вставить ник
#47 Рудольф Шнапс
Отправлено 26 October 2013 21:40
Какими электродами лучше? Вообще бывают электроды для алюминия диаметром 1,5.
..2 мм?

Вольфрамовые
- Наверх
- Вставить ник
#48 saper24
Отправлено 27 October 2013 18:29
Если можно получить по алюминию такие швы штучны электродом, то почему бы не сказать такому действу многозначительное «иногда».
Действительно, стоило бы выпускать электроды по алюминию и дорого их продавать, еслиб ни у кого на свете не получалось ими варить
Вот, первый раз в жизни взял эти электроды в руки. http://websvarka.ru/…ic=1647&p=51882
Стыковой шов для первого раза думаю ничего так. Ну по крайней мере соединить две люминьки пойдет, ежли с них не стрелять потом
- Наверх
- Вставить ник
#49 ARGONIUS
Отправлено 27 October 2013 19:04
Мне кажется дороговизна самих электодов, капризность в хранении и невозможность проварить более менее длинный шов это те минусы из за которых сварка алюминия штучным электродом никогда не сможет конкурировать с п/а или рАДС. Пюс вонь и дым при сварке. Полуавтомат и то меньше воняет и дымит.
Пюс вонь и дым при сварке. Полуавтомат и то меньше воняет и дымит.
http://argonius52.ru/
- Наверх
#50 saper24
Отправлено 27 October 2013 19:26
Мне кажется дороговизна самих электодов, капризность в хранении и невозможность проварить более менее длинный шов это те минусы из за которых сварка алюминия штучным электродом никогда не сможет конкурировать с п/а или рАДС. Пюс вонь и дым при сварке. Полуавтомат и то меньше воняет и дымит.
Просто никто ручник специально под них делать на станет. А так мне видится что ежели ручник снабдить мозгами заточенными под сварку алюминия электродом, кто знает что еще получится. Никто же еще не пробовал наверное впихнуть электрод по алюминию в цангу аргонника и поварить с пульсом и прочими настройками под которые аргонник заточен.
Никто же еще не пробовал наверное впихнуть электрод по алюминию в цангу аргонника и поварить с пульсом и прочими настройками под которые аргонник заточен.
- Наверх
- Вставить ник
#51 СКРОМНЫЙ
Отправлено 27 October 2013 19:58
saper24,
В линейке EWM появились инвертора 200а для сварки ММА с пульсом
- Наверх
- Вставить ник
#52 saper24
Отправлено 27 October 2013 20:02
saper24,
В линейке EWM появились инвертора 200а для сварки ММА с пульсом
Спасибо, не знал. Вот бы и попробовать им поварить электродом по алюминию.
Вот бы и попробовать им поварить электродом по алюминию.
- Наверх
- Вставить ник
#53 СКРОМНЫЙ
Отправлено 27 October 2013 21:03
Спасибо, не знал. Вот бы и попробовать им поварить электродом по алюминию.
Будет возможность обязательно попробую .
- Наверх
- Вставить ник
#54 saper24
Отправлено 27 October 2013 21:18
Спасибо, не знал.
Будет возможность обязательно попробую .
 Вот бы и попробовать им поварить электродом по алюминию.
Вот бы и попробовать им поварить электродом по алюминию. Посмотрел. Он на 380 ((( У меня столько нет. Поэтому и не рассматривал. Напишите как попробуете. Люботно очень.
- Наверх
- Вставить ник
#55 Рудольф Шнапс
Отправлено 28 October 2013 17:44
saper24, такие «ручники» есть, Селко тому пример.
skrem du, в москве есть аппарат ИНЭУМ, он с режимом импульсной сварки покрытым электродом. Производители пишут, что добивались его характеристик не хуже Селко.
- Наверх
- Вставить ник
#56 saper24
Отправлено 28 October 2013 17:58
saper24, такие «ручники» есть, Селко тому пример.
skrem du, в москве есть аппарат ИНЭУМ, он с режимом импульсной сварки покрытым электродом. Производители пишут, что добивались его характеристик не хуже Селко.

Селко что то не нахожу такую модель или доп инфу не выкладыват там где гляжу. Что за модель? А аппарат ИНЭУМ нашел.
- Наверх
- Вставить ник
#57 Рудольф Шнапс
Отправлено 28 October 2013 18:01
saper24, я вам кидаю предъяву, что вы невнимательно читаете тему. Сообщение №32
- Наверх
- Вставить ник
#58 ARGONIUS
Отправлено 28 October 2013 18:06
saper24, пульсовый режим в основном для тонкоты на длинных швах подходит, ну и для красивой облицовки. Для опытов рдс алюминия функция хот- старт наверно актуальнее.
Для опытов рдс алюминия функция хот- старт наверно актуальнее.
http://argonius52.ru/
- Наверх
- Вставить ник
#59 saper24
Отправлено 28 October 2013 18:17
saper24, я вам кидаю предъяву, что вы невнимательно читаете тему. Сообщение №32
Поймал!) Только что то я там про пульс не вычитал ни где.Потому и переспросил. Мож сильно мудрено завуалированно для моего ума. Вот у ЕВэМа там конкретно про пульс сказано.
saper24, пульсовый режим в основном для тонкоты на длинных швах подходит, ну и для красивой облицовки.
 Для опытов рдс алюминия функция хот- старт наверно актуальнее.
Для опытов рдс алюминия функция хот- старт наверно актуальнее.Да не в одном же пульсе дело. Со сварочным током акромя пульса еще много чего можно творить. Я многого не знаю. Мож и есть что уже подобное или намечается. Направленными полями магнитными может научатся воздействовать на ванну, получая супер однородный металл повышенной прочности. Ну или чего доброго аргон химически свяжут с чем и обмазку из всего этого запузырят. Интерестно же. Техника на месте не стоит.
- Наверх
- Вставить ник
#60 Рудольф Шнапс
Отправлено 28 October 2013 18:23
saper24, пр пульс там ничего нет. Там написано, что аппарат заточен под то-то и ещё сварку алюминия покрытым электродом.
Про пульс есть отдельная тема (говорю тоном АВНа )
- Наверх
- Вставить ник
Сварка алюминия в домашних условиях инвертором, электродами, газовой горелкой
Выбор электродов
Производить сварку алюминия в домашних условиях можно при помощи плавящихся либо неплавящихся электродов, специально предназначенных для этих работ. Если электрод неплавящийся (например, вольфрамовый), то в сварной шов подают присадку — алюминиевую приволоку; если плавящийся, то присадкой является он сам. Плавящиеся электроды для инверторной сварки алюминия снабжены специальной обмазкой, затрудняющей образование окислов.
Если электрод неплавящийся (например, вольфрамовый), то в сварной шов подают присадку — алюминиевую приволоку; если плавящийся, то присадкой является он сам. Плавящиеся электроды для инверторной сварки алюминия снабжены специальной обмазкой, затрудняющей образование окислов.
К числу самых популярных спецэлектродов относятся марки:
- ОЗАНА-1 — для работы с марками А0—А3.
- ОЗАНА-2 — для марок АЛ9, АЛ11, АЛ4.
- ОЗА — для чистого алюминия либо для алюминий-кремниевого сплава (силумина).
- УАНА — для соединения массивных алюминиевых изделий с толстыми стенками.
- ЭВЧ, ВЛ — неплавящиеся, для сварки с присадкой в среде защитных газов. Для сварки алюминия инвертором не используются.
Каждый из этих видов электродов гигроскопичен, т. е. накапливает влагу. Поэтому непосредственно перед сваркой их прокаливают в печи при температуре до 200 градусов. После этого для выполнения работ у сварщика есть ровно сутки. Задержка со сварочными работами более чем на сутки потребует повторной сушки.
Диаметр спецэлектрода для инвертора зависит от толщины свариваемого металла. Так, для металла толщиной в 2 мм подойдет спецэлектрод диаметром 2,5 мм, а для металла толщиной в 5 мм — электрод калибром 4 мм.
Какие параметры устанавливаются в зависимости от толщины свариваемого металла
Настраивая аппарат для сварки, необходимо произвести следующие манипуляции:
- отрегулировать баланс переменного тока (плюс или минус). Обычно при сварке алюминия используют обратную полярность, то есть “-“;
- настроить сварочный ток в зависимости от толщины соединяемых элементов. Ток импульса увеличивается при увеличении толщины свариваемых деталей. Так, для алюминия толщиной 1 мм используется ток от 23 до 27 Ампер, а для сварки алюминия толщиной 5 мм – 150-180 Ампер;
- отрегулировать затухание дуги, также зависящее от толщины деталей: чем толще, тем дольше. Например, для соединения алюминия толщиной 2 мм достаточно выставить этот параметр на 3 секунды;
- настроить продувку газом для охлаждения (при наличии такой функции).
 Например, для соединения алюминия толщиной 2 мм достаточно выставить этот параметр на 3 секунды;
Например, для соединения алюминия толщиной 2 мм достаточно выставить этот параметр на 3 секунды;Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Cварка алюминия постоянным и переменным током
Алюминий и его сплавы характеризуются легкостью, прочностью, устойчивостью к коррозии. Такой комплекс свойств делает металл широко востребованным в различных сферах промышленности. Сварка изделий из алюминия ведется практически всеми известными промышленными способами. Возможна работа с постоянным током обратной полярности и с переменным током.
Особенности работы с металлом
Сварка алюминия постоянным током или переменным сопровождается образованием защитной оксидной пленки на поверхности металла. Оксид алюминия – тугоплавкое соединение. Оно отрицательно влияет на стабильность процесса сваривания и снижает прочность сварного шва (образуются непровары). Эта особенность требует тщательного подхода к выбору материалов и методов работы.
Так, работать лучше вольфрамовыми электродами с использованием переменного тока. Постоянный ток тоже позволяет сваривать алюминий, но при условии обратной полярности. Разрушение тугоплавкой пленки происходит в полупериод обратной полярности. Прямая полярность – это большое количество брызг, проблемы со стабилизацией дуги и черный налет на поверхности шва (прожоги).
Постоянный ток тоже позволяет сваривать алюминий, но при условии обратной полярности. Разрушение тугоплавкой пленки происходит в полупериод обратной полярности. Прямая полярность – это большое количество брызг, проблемы со стабилизацией дуги и черный налет на поверхности шва (прожоги).
Сварка алюминия переменным током
Сварка алюминия переменным током производится в среде аргона или гелия. Режим работы тока — TIG.
Специалисты советуют использовать метод вытянутой руки, но без выхода электрода из защитной среды.
TIG-сварка применяется для изготовления металлоконструкций из алюминия в химической, пищевой, авиационной промышленности, в некоторых ядерных технологиях. В качестве присадки используют алюминиевую проволоку. Тонкие листы можно сваривать без присадки.
Особенности процесса:
- Угол наклона горелки в вертикальной плоскости не менее 15 и не более 40 градусов.
- Расход газа может достигать 12 л/мин в зависимости от диаметра форсунки.
- По окончанию сварки проводят продувку газом, чтобы защитить шов и охладить вольфрамовый электрод.

При аргонодуговой сварке рекомендуется подключать осциллятор дополнительно к основному источнику питания, чтобы облегчить поджиг. Устройство подает на электрод высокочастотные импульсы с большим напряжением, которые помогают ионизировать защитный газ. После зажигания дуги осциллятор работает в режиме стабилизатора, подавая импульсы только во время перемены полярности. Это позволяет добиться более ровного горения.
Сваривание постоянным током
Сварка алюминия на постоянном токе обратной полярности проводится в режиме MIG.
Лучше использовать импульсно-дуговые аппараты, в которых предусмотрена программа сварки алюминиевых сплавов.
Для создания инертной среды берут аргон. На электрод подключают положительный полюс, а на металлоконструкцию – отрицательный.
Обратная полярность нужна для создания термической нагрузки, при которой плавится оксидная пленка. Это обеспечивает надежное сваривание кромок изделия. Недостатком метода считается невозможность регулирования плотности тока.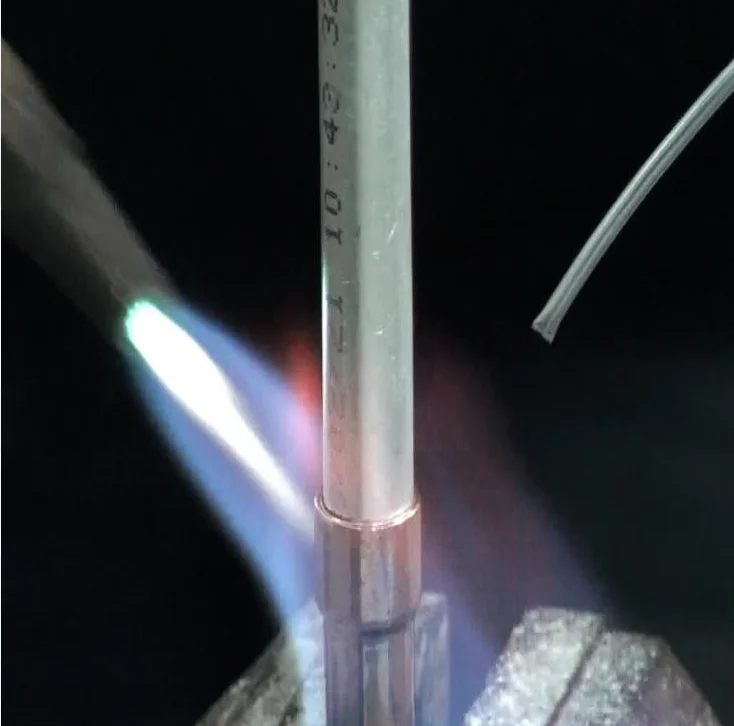
Особенности сварки переменным током:
- Вертикальный угол наклона горелки должен находиться в диапазоне 10-20 градусов.
- Нельзя допускать попадания воздуха в среду защитного газа.
- Форсунка должна находиться на расстоянии 10-15 мм от металла.
Существуют технологии безаргонной сварки электродами на основе хлоридов и фторидов металлов. Эти соединения стабилизируют дугу и позволяют расплавить оксидную пленку.
При выборе метода сварки алюминия и его сплавов ориентируются на предназначение изделий и условия их эксплуатации. Качество сварного шва должно быть оптимальным для конкретных условий.
steelguide.ru
 youtube.com/embed/-EOLgT6zRf8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/-EOLgT6zRf8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Электроды со специальным покрытием
Как варить алюминий, если от соединения не требуется особой прочности? Этот способ применяется для сваривания менее ответственных алюминиевых изделий. Ими охотно пользуются небольшие мастерские и домашние умельцы. Эксперты отмечают следующие недостатки метода:
- непрочность и пористость шовного материала;
- высокая разбрызгиваемость расплава;
- плохо отделяется шлак.
Сварка идет на постоянном токе обратной полярности. Заготовки большой толщины следует подогревать перед сваркой для достижения полного проплавления. Шов лучше проваривать одним электродом, при смене высок риск образования плотной шлаковой корки, мешающей повторному розжигу.
Шлак следует удалять сразу после сварки.
Трудности процесса
Рассмотрим сложности процесса сварки электродом по алюминию. Сложность ручной сварки алюминиевых конструкций во многом обусловлена свойствами данного металла. Ниже приведём примеры основных проблем, которые могут возникнуть в процессе сварки.
Сложность ручной сварки алюминиевых конструкций во многом обусловлена свойствами данного металла. Ниже приведём примеры основных проблем, которые могут возникнуть в процессе сварки.
- Высокая текучесть металла. Расплавленный алюминий тяжело контролировать. При значительном перегреве поведение металла становится в какой-то степени непредсказуемым. Расплав может разрушить слой твёрдого металла, находящийся под ним, и вытечь через трещину. Для решения этой проблемы рекомендуется использовать прокладки из керамики или тугоплавкой стали.
- Окисляемость алюминия. Основная проблема алюминиевых изделий. Соединяясь с кислородом, молекулы металла формируют плотную оксидную плёнку. Она прочнее самого металла и плавится только при очень высокой температуре. Ещё один минус — плёнка является диэлектриком, поэтому тяжело поджечь дугу. Для решения этой проблемы нужно тщательно очищать рабочую поверхность металла перед сваркой.
- Высокий коэффициент линейного расширения. Алюминий достаточно хрупкий и обладает малой упругостью. При сильном нагреве металла зона сварки давит на остальную часть конструкции, что может стать причиной появления трещин или деформации плоских поверхностей. Чтобы этого избежать, нужно контролировать температуру сварки. А лучше — предварительно прогревать деталь до 200-250 о С.
- При застывании металл шва может кристаллизоваться и появляются горячие трещины. Поэтому желательно добавлять специальный присадочный материал. Особенно это необходимо в случаях, когда несколько швов находятся на небольшом расстоянии друг от друга.
 При сильном нагреве металла зона сварки давит на остальную часть конструкции, что может стать причиной появления трещин или деформации плоских поверхностей. Чтобы этого избежать, нужно контролировать температуру сварки. А лучше — предварительно прогревать деталь до 200-250 о С.
При сильном нагреве металла зона сварки давит на остальную часть конструкции, что может стать причиной появления трещин или деформации плоских поверхностей. Чтобы этого избежать, нужно контролировать температуру сварки. А лучше — предварительно прогревать деталь до 200-250 о С.Полезное видео
Посмотрите ролик, где умелец рассуждает о том, что сварка электродом алюминия — это не лучшее решение и демонстрирует процесс наглядно, с пояснениями.
Пошаговое описание процесса сварки
Сварка алюминия осуществляется следующим образом:
- Сначала необходимо подготовить материалы: прогреть электроды и зачистить места сваривания деталей щеткой по металлу, выполнить разделку торцов.
- Обезжирить место сваривания ацетоном, это обеспечит лучшее плавление и схватывание металлов.
- Прогреть место сваривания до 150-170 градусов при помощи горелки.
- Начать сваривание, при этом электрод необходимо держать строго перпендикулярно к поверхности свариваемых деталей или под углом 45 градусов, если угол стыковки 90 градусов.
- Шов заливается расплавом круговыми движениями, хорошо прогревая место соединения.
- После каждого прохода удаляется шлак.
- Если используется газ, то он отключается только через несколько секунд после того, как дуга погаснет.

Только при соблюдении всех этапов можно поучить действительно качественный шов.
Сварка алюминия: что следует знать
Легирующие элементы
Таблица характеристик электродов для сварки.
Чтобы была понятна технология сварки этого металла, прежде необходимо понять некоторые основы его металлургии. Алюминий можно легировать рядом различных элементов для увеличения прочности, стойкости к коррозии и/или общей свариваемости.
Главными легирующими алюминий составляющими служат Cu, Si, Mg, Mn и Zn. Медь (Cu) обеспечивает высокую прочность алюминия. Эта серия сплавов является термостойкой и используется для изготовления частей самолетных двигателей, заклепок и винтов. Большинство этих сплавов считаются малопригодными для дуговой сварки из-за их чувствительности к горячим трещинам. Эти сплавы свариваются 4043 электродами с наполнителями, обладающими низкой температурой плавления с целью уменьшения вероятности горячих трещин.
Медь (Cu) обеспечивает высокую прочность алюминия. Эта серия сплавов является термостойкой и используется для изготовления частей самолетных двигателей, заклепок и винтов. Большинство этих сплавов считаются малопригодными для дуговой сварки из-за их чувствительности к горячим трещинам. Эти сплавы свариваются 4043 электродами с наполнителями, обладающими низкой температурой плавления с целью уменьшения вероятности горячих трещин.
Схема дуговой сварки алюминия.
Марганец (Mn) — с ним алюминий дает сплавы холодной закалки общего назначения, обычно отлично подходящие для аргонно-дуговой сварки с 4043 или 5356 электродами, не склонные к горячим трещинам. Кремний (Si) уменьшает плавление алюминия и улучшает его текучесть. Сплавы обладают хорошей свариваемостью. Магний (Mg) придает сплавам отличную свариваемость с минимальной потерей прочности. Кремний и магний в совокупности создают термостойкие сплавы средней прочности, несколько склонные к горячим трещинам. Наиболее распространенными электродами для этой серии являются все те же универсальные 4043. Цинк (Zn) в сплаве с алюминием и медью придает высокую прочность сплавам из алюминия. Свариваемость этой серии имеет недостаток: многие сорта чувствительны к образованию горячих трещин.
Цинк (Zn) в сплаве с алюминием и медью придает высокую прочность сплавам из алюминия. Свариваемость этой серии имеет недостаток: многие сорта чувствительны к образованию горячих трещин.
Чистый алюминий без легирующих добавок широко используется благодаря своей превосходной стойкости к различным видам коррозии, в оборудовании химической промышленности, легко сваривается с электродами 1100 и 4043 сплавов.
Химические свойства алюминия
Схема процесса сварки алюминия полуавтоматом.
С точки зрения химии алюминий имеет высокий потенциал растворимости атомов водорода в жидкой форме и низкую растворимость в точке кристаллизации. Это означает, что даже небольшое количество водорода, растворенное в металле шва, будет стремиться выйти из него по мере затвердевания, а возникшая пористость шва может стать большой проблемой во время сварки алюминия.
Кроме того, алюминий, соединяясь с кислородом в форме оксида алюминия, создает пористый слой, который может стать ловушкой для влаги, масла, смазки и других материалов. Другими словами, алюминий защищен оксидной пленкой, которая обеспечивает металлу превосходные антикоррозионные свойства. Но, поскольку оксидная пленка имеет высокую температуру плавления (2037°С), в три раза превышающую температуру плавления самого алюминия, она препятствует соединению частей металла. Поэтому сварка алюминия требует предварительного удаления оксидной пленки, для чего можно использовать любой способ:
Другими словами, алюминий защищен оксидной пленкой, которая обеспечивает металлу превосходные антикоррозионные свойства. Но, поскольку оксидная пленка имеет высокую температуру плавления (2037°С), в три раза превышающую температуру плавления самого алюминия, она препятствует соединению частей металла. Поэтому сварка алюминия требует предварительного удаления оксидной пленки, для чего можно использовать любой способ:
- механическая очистка;
- растворители;
- химическое травление и др.
Важно! Вот некоторые из признаков наличия оксидной пленки:
- блуждающая дуга, когда вы не можете получить лужу без прожига и искажения металла;
- ваш наполнитель не смешивается с лужей, вместо этого он скатывается в трудно расплавляемый шарик;
- при попытке соединения двух краев заготовок алюминия они завиваются друг от друга и образуют еще больший разрыв;
- 8 часов экспозиции после очистки вполне достаточно для работы до повторной очистки.
Механические свойства
Для канавки сварных швов зона термического влияния (ЗТВ) диктует прочность соединения:
Схема устройства сварочного полуавтомата.
- В сплавах холодной закалки ЗТВ будет полностью отожженной и станет слабым местом.
- Термостойкие сплавы требуют гораздо большего времени для отжига в сочетании с медленным охлаждением.
При таком режиме прочность сварного шва пострадает меньше.
Для угловых швов прочность зависит от состава наполнителя сплава электрода, используемого для сварки.
Совет: по возможности лучше подкладывать под область сварки радиатор из меди или алюминия. Поскольку алюминий имеет хорошую теплопроводность, то тепло из области сварного шва быстро передается остальным частям заготовок, которые становятся настолько горячими, что это может вызывать усадки и деформации в их структуре. С помощью некоторого теплопоглощения материалом, находящимся под областью сварки, можно защитить работу от деформации.
Из чего стоит трансформатор?
В целом трансформатор будет состоять из таких частей, как:
Схема сварочного трансформатора.
- Корпус трансформатора. Перед его эксплуатацией необходимо убедиться, что корпус имеет заземление. Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.
- Зажим (цанга).
- Ручка, изготовленная из стального прута.
- Магнитопровод. Суть его работы первоначально заключается в создании для магнитного потока замкнутого пути, который будет обладать наименьшей силой магнитного сопротивления. Именно поэтому магнитопровод изготавливают из тех материалов, которые при переменных магнитных полях не теряют свойство магнитной проницательности. К таким материалам относят сплавы железа и никеля или же сплавы железа, никеля с кобальтом.
- Рукоятка.
- Рымболт.
- Шкала.
- Крышка трансформатора, изготовленная из чугуна или стали.
- Вертикальный винт.
- Ходовая гайка для вертикального винта.
- Обмотки. Проводятся в два этапа. Первичная обмотка трансформатора должна состоять из 250-600 витков. Вторичная – от 60 до 75 витков. Желательно делать ее из медной шины с сечением не меньше 0,35 см в диаметре. Обмотку следует выполнять только по изолированному стержню в одинаковом направлении. Каждый последующий шаг обмотки необходимо изолировать при помощи стеклоткани или подобного вида изолятора. Каждый вывод обмотки залуживают и маркируют. А на каждый конец сетевой части закрепляют кембрик.
- Выпрямитель. Его функция заключается в переработке переменного тока в постоянный.
- Электроды. Для аргонодуговой сварки рекомендуется использовать вольфрамовые электроды, поскольку вольфрам легко выдерживает постоянный ток прямой и обратной полярности или же переменный ток. Во время работы электрод необходимо подносить максимально близко к основе детали. С помощью этой технологии образовавшаяся дуга будет обладать малыми параметрами, что необходимо при сварке алюминия. Электрод должен выступать на 2-5 мм от корпуса горелки, а вокруг надевается керамическое сопло.
- Осциллятор. Его действие заключается в подаче высокочастотных и высоковольтных импульсов.
 Перед его эксплуатацией необходимо убедиться, что корпус имеет заземление. Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.
Перед его эксплуатацией необходимо убедиться, что корпус имеет заземление. Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.
 Электрод должен выступать на 2-5 мм от корпуса горелки, а вокруг надевается керамическое сопло.
Электрод должен выступать на 2-5 мм от корпуса горелки, а вокруг надевается керамическое сопло.
Схема сварки алюминия полуавтоматом.
Еще одной необходимой вещью является горелка. Подбирается зажим (цанга) диаметром 0,2 см. Далее к обратному направлению зажима следует прочно припаять медную трубку диаметром 0,6 см, которая будет отвечать за подачу газа (в данном случае аргона) и напряжение к электроду. Во время припаивания трубки следует использовать высокие температуры.
К другому концу горелки необходимо прикрепить изготовленную из керамики или же кварца трубку, длиной в 5 см и диаметром 0,8 см, которая будет выполнять рабочую функцию. Необходимо позаботиться о том, чтобы трубка сохранила подвижность и могла сниматься. Поскольку иногда необходимо будет перенаправлять проволоку. В середину трубки будет устанавливаться дугообразный электрод.
Трубка-держатель обязательно должна быть покрыта изолирующим материалом. Лучше всего для этого использовать стеклоткань. Ею нужно обернуть трубку в несколько прослоек, используя между ними герметики из силикона. После изоляции к трубке устанавливается выключатель.
Лучше всего для этого использовать стеклоткань. Ею нужно обернуть трубку в несколько прослоек, используя между ними герметики из силикона. После изоляции к трубке устанавливается выключатель.
Сама горелка подсоединяется к газовому баллону при помощи трубки (диаметром от 0,6 см до 0,8 см), и дополнительно подсоединяется два провода, один из которых проводится от клапана к выключателю на трубке-держателе, второй предназначен для напряжения в трансформаторе. Сама подача газа выполняется примерно за 20 секунд до начала процесса сварки.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла
Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.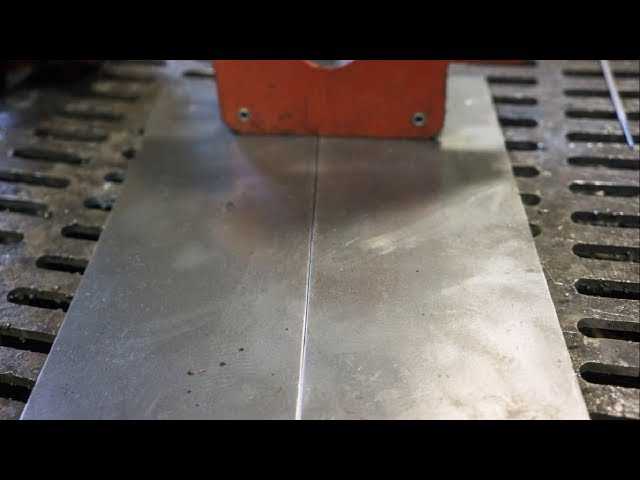
На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части
Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
 Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
При обработке каустической содой заготовку нужно тщательно промыть проточной водой.Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора
Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
 Чем толще металл, тем больше скос.
Чем толще металл, тем больше скос.Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
 » src=»https://www.youtube.com/embed/hE6S-y5S3zw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/hE6S-y5S3zw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Техника безопасности
При проведении работ необходимо учитывать наличие электрического тока, яркого свечения дуги, раскаленного металла, который может разбрызгиваться, высоких температур. Сварщик должен надеть специальную маску со световым фильтром синего цвета. Обязательны перчатки, защищающие руки от брызг расплава и одежда, способная защитить от них все тело.
Электрооборудование должно быть надежно защищено. Необходимо использовать устройство защитного отключения и автоматические выключатели. Газовый баллон комплектуется редуктором понижения давления. Перед началом работ необходимо изучить правила техники безопасности и строго их соблюдать.
При сварке алюминия приходится сталкиваться со сложностями, вызванными его специфическими свойствами. Аргонная сварка при правильном подходе, использовании качественных материалов и оборудования обеспечивает надежность соединения.
Сварка алюминия: ручная аргонодуговая и полуавтоматическая
Содержание
- 1 Термическая обработка алюминиевых поверхностей в инертной среде
- 1. 1 Термическая обработка металла в инертном газе, принцип
- 1.
- 2 Оборудование
- 3 Рабочий процесс
 1 Термическая обработка металла в инертном газе, принцип
1 Термическая обработка металла в инертном газе, принципАлюминий имеет множество достоинств и один серьезный недостаток – его трудно варить.Самый оптимальный метод – сварка алюминия аргоном.
Термическая обработка алюминиевых поверхностей в инертной среде
Сварка алюминия это высший пилотаж
Сложность для термообработки алюминия объясняется его особенностями:
- Сам металл правится при температуре 660°C, а пленка его окислов – при 2044°C;
- Пленка окислов есть всегда, поскольку алюминий – один из самых химически активных металлов;
- У алюминия высокий коэффициент линейного расширения. Из-за этого металл сильно усаживается, шов деформируется.
Термическая обработка металла в инертном газе, принцип
Термин «дуговая» («электродуговая») сварка означает, что термическая обработка осуществляется посредством электрической дуги. Дуга возникает между двумя электродами. Первый электрод – рабочий элемент сварочного аппарата (собственно стержень, которым варят), второй – поверхность металла, которую вы обрабатываете. Металл плавится, образуется «сварочная ванна». Как это выглядит, можно посмотреть на видео – красивое зрелище. Чтобы металл не горел и не окислялся, вступая во взаимодействие с кислородом воздуха, в зону обработки из аппарата подается инертный газ – аргон, гелий или их смесь. Получается аргонная прослойка, сварочная ванна оказывается закрыта от атмосферного кислорода химически инертным защитным слоем – аргоном. Отсюда еще одно название – аргонодуговая.
Первый электрод – рабочий элемент сварочного аппарата (собственно стержень, которым варят), второй – поверхность металла, которую вы обрабатываете. Металл плавится, образуется «сварочная ванна». Как это выглядит, можно посмотреть на видео – красивое зрелище. Чтобы металл не горел и не окислялся, вступая во взаимодействие с кислородом воздуха, в зону обработки из аппарата подается инертный газ – аргон, гелий или их смесь. Получается аргонная прослойка, сварочная ванна оказывается закрыта от атмосферного кислорода химически инертным защитным слоем – аргоном. Отсюда еще одно название – аргонодуговая.
При этом можно использовать электрод либо только как источник тепла (неплавящийся стержень, неметаллический либо из тугоплавкого металла), либо еще и в качестве присадочного материала (плавящийся стержень, металлическая проволока). Первая технология называется TIG (tungsten inert gas, ручная дуговая сварка, используется вольфрамовый электрод), вторая – MIG/MAG (Metal Inert Gas / Metal Active Gas), полуавтоматическая сварка. Полуавтоматическая – потому что электрод (он же присадочная проволока) подается из аппарата автоматически, то есть, не все процессы осуществляются вручную (имеет смысл посмотреть работу полуавтомата на видео).
Полуавтоматическая – потому что электрод (он же присадочная проволока) подается из аппарата автоматически, то есть, не все процессы осуществляются вручную (имеет смысл посмотреть работу полуавтомата на видео).
Дуговая сварка алюминия может осуществляться как вольфрамовым электродом, так и плавящимся (алюминиевой проволокой). В первом случае присадочная проволока из алюминия подбирается отдельно.
Технология MIG/MAG существенно проще в исполнении, ей после некоторой тренировки может овладеть новичок. И скорость работы получается гораздо выше. Но лучшее качество шва обеспечивает аргонодуговая сварка алюминия методом TIG.
Оборудование
- Аппараты для аргонно-дуговой сварки.
- Сварочные аппараты полуавтоматические инверторные.
При выборе аппарата нужно обращать внимание на характер подачи тока. Аппарат TIG для аргонно-дуговой сварки должен иметь пометку AC (это значит, что он работает на переменном токе) или AC+DC (переменный и постоянный). Во втором случае оборудование можно будет использовать для любого металла, но стоит оно дорого.
Во втором случае оборудование можно будет использовать для любого металла, но стоит оно дорого.
Варить по методу TIG постоянным током нельзя.
Прочный и красивый шов это визитка сварщика
Для присадки берется проволока из алюминия АК, АО, АД если нужно варить чистый алюминий. Для сплавов подбираются проволоки в зависимости от состава сплава.
Полуавтомат MIG для аргонно-дуговой сварки имеет пометку DC. Сварка происходит постоянным током с обратной полярностью.
Сила тока зависит от диаметра электрода:
- 4 мм – 130 А
- 5 мм – 160 А
- 6 мм – 220 А.
Чистый алюминий варят электродом из алюминия АД1 и АВ2Т, сплавы – проволокой Св.АКЗ и Св.АК10.
Еще одна особенность алюминия – высокая тепло- и электропроводность. Поэтому сварочный ток должен быть большим, гораздо выше, чем для стали.
Толщина электрода тем меньше, чем меньше толщина свариваемого металла. Работать с аппаратурой TIG в принципе сложнее, чем с полуавтоматами, поэтому если речь идет о листах тоньше 4 мм и совсем тонком электроде, лучше воспользоваться полуавтоматом.
 Чтобы освоиться с ним, нужно посмотреть видео.
Чтобы освоиться с ним, нужно посмотреть видео.Рабочий процесс
- Перед обработкой поверхность нужно очистить стальной щеткой от грязи и обезжирить ацетоном, бензином или еще каким-нибудь растворителем.
- Если толщина листа больше 4 мм, нужно провести разделку кромок (сделать отбортовку). Дуговая сварка тонких листов может производиться без разделки кромок. Очистить на кромках оксидную пленку (подойдет напильник, металлическая щетка с тонким ворсом, напильник).
- Во избежание прожогов (в первую очередь это касается тонких листов) под алюминий нужно помещать медную или стальную подложку.
- Аргонно-дуговая сварка TIG проводится короткой дугой (до 2,5 мм). Угол между электродом и листом – 70-80 градусов, между электродом и проволокой – 90. Проволока движется впереди электрода (этот процесс показан в обучающих видео).
- Аргонно-дуговая сварка MIG проводится с предварительным нагревом при толщине листа до 9 мм – до 250°С, свыше 9 – до 350.
- Варить следует в вертикальном или нижнем положении, дуга должна быть как можно короче, без поперечных штрихов (смотрите видео).

Сразу по окончании шлак нужно смыть горячей водой с помощью стальных щеток.
Сварка алюминия на заказ | СПб | Москва | Россия | Расчёт | Проектирование | Цены | Фото | Видео
Наши специалисты имеют многолетний опыт работы на ведущих судостроительных заводах России, обладают необходимыми навыками и квалификацией для изготовления металлоконструкций любой сложности.
Мы сотрудничаем с крупными судостроительными и судоремонтными организациями, предприятиями пищевой промышленности, конструкторскими и дизайнерскими бюро, театральными мастерскими.
Услуга сварки алюминия в СГР — основные методы
Существуют два основных типа сварки, которые могут применяться при создании алюминиевых конструкций.
Сварка алюминия MMA
MMA расшифровывается как Manual Metal Arc — ручная дуговая сварка. Этот способ при работе с алюминиевыми изделиями не слишком эффективен — сложно получить ровный, прочный шов. Поэтому мы не используем ММА-оборудование для сварки алюминия.
Этот способ при работе с алюминиевыми изделиями не слишком эффективен — сложно получить ровный, прочный шов. Поэтому мы не используем ММА-оборудование для сварки алюминия.
Сварка алюминия неплавящимся электродом (TIG-сварка)
Этот метод считается наиболее подходящим для конструкций из алюминия. В первую очередь из-за высокого качества швов и прочности, надёжности изделий. Процесс происходит в среде газа — аргона, поэтому TIG-сварку ещё называют аргонодуговой. Преимущество этого метода в том, что он позволяет работать с металлами любой толщины — хоть 1 мм, хоть 10 мм. Однако нужно учитывать, что ручная сварка в среде аргона может применяться без подготовки только для материалов толщиной от 0,5 до 3 мм. Если металл более толстый, понадобится дополнительная подготовка шва.
Почему же именно аргон? Может ли осуществляться сварка алюминия (полуавтоматом или ручная), например, в среде углекислого газа? Нет, так как это опасно. Углекислый газ уступает аргону по защитным свойствам, к тому же CO2 нельзя использовать в закрытых или плохо проветриваемых помещениях — это может привести к удушью.
Углекислый газ уступает аргону по защитным свойствам, к тому же CO2 нельзя использовать в закрытых или плохо проветриваемых помещениях — это может привести к удушью.
Мы осуществляем сварку алюминия и различных типов изделий из него:
Листовой алюминий
Варить такой материал сложно, потому что он легко деформируется. Обычно метод сварки выбирается в зависимости от того, какой толщины металл. Если тонкий, используется ручная, если толстый — полуавтоматическая. Но на самом деле тонкие листы алюминия можно сваривать и полуавтоматом, при условии применения современного оборудования с возможностью точной регулировки параметров.
Алюминиевый профиль
Если соединяются элементы со стенками одинаковой толщины, можно использовать как ручную TIG-сварку, так и полуавтоматическую. В случае, когда сварка проводится полуавтоматом, очень важно правильно выставлять скорость подачи проволоки — она подбирается индивидуально в каждом конкретном случае.
В случае, когда сварка проводится полуавтоматом, очень важно правильно выставлять скорость подачи проволоки — она подбирается индивидуально в каждом конкретном случае.
Алюминиевая труба
Для соединения труб из алюминия лучше всего подходит TIG-сварка. Она позволяет создавать прочные швы, даже если трубы располагаются под углом друг к другу.
Важно произвести подготовку труб к сварке: посмотреть, нет ли дефектов, удалить загрязнения, очистить кромки. На финальном этапе работ должен быть произведён контроль качества сварных стыков (операционный, визуальный), а также проведены механические испытания.
Алюминиевый прокат
Соединить тонколистовой алюминий без образования дефектов в швах поможет аргонодуговая сварка. Конечно, при условии, что сварщик обладает достаточным мастерством.
Каждый из сотрудников нашего завода — профессионал своего дела!
Сварка алюминия в СГР
Это сложный процесс, включающий в себя несколько этапов.
Расчет сварки алюминия
Прочность сварных швов рассчитывается по допускаемым напряжениям, которые обуславливаются особенностями материала, и предельным состояниям. Последние зависят силы воздействия, достаточной для того, чтобы конструкция перестала соответствовать эксплуатационным требованиям.
Проектирование изделий из алюминия для дальнейшей сварки
Этот этап очень важен, от него напрямую зависит, насколько успешно будут выполнены работы в итоге.
На основе технического задания от заказчика исполнитель готовит несколько эскизных проектов, подбирает материал и подходящий для конструкции способ сварки. Затем заказчик сравнивает проекты и выбирает тот, с которым будет вестись дальнейшая работа. Проводится подготовка документов и чертежей по выбранному варианту проекта. Формулируются условия сборки, тестирования и ввода в эксплуатацию изделия.
Организация и выполнение услуг сварки алюминия
Аргонодуговая сварка и дуговая сварка с помощью проволоки — наиболее подходящие виды сварки для алюминия. Наш завод специализируется на изготовлении конструкций из этого металла, поэтому нам вы можете доверить реализацию даже самых сложных проектов. Сварные швы будут ровными и прочными, а само изделие — надёжным.
Контроль качества
Каждое изделие, изготовленное специалистами нашего завода, проходит множество проверок на каждой стадии — от проектирования до ввода в эксплуатацию. Мы гарантируем отсутствие дефектов (трещин, непроваров, прожогов).
Нужны услуги сварки алюминия? Обращайтесь к нам!
Сварка алюминия аргоном — преимущества
Почему лучше проводить сварку алюминия именно в среде аргона?
Этот газ создаёт надёжную защиту от внешних воздействий, поэтому качество шва улучшается. Кроме того, аргонодуговая сварка позволяет нагревать только небольшую часть конструкции, что исключает деформацию изделия.
Кроме того, аргонодуговая сварка позволяет нагревать только небольшую часть конструкции, что исключает деформацию изделия.
Наибольшим спросом пользуется сварка полуавтоматом: из-за того, что проволоку подаёт аппарат, скорость работы увеличивается.
Сварка алюминия цена
Как определяется стоимость сварки алюминия?
Расценки на сварку алюминия зависят от площади свариваемой поверхности, способа сварки (полуавтоматическая, ручная и т.д.), а также от того, какие именно электроды используются (марка, качество).
Как определяется стоимость сварки алюминия?
Если доступ к изделию затруднён, для осуществления сварки требуются особые навыки или специальные приспособления (люльки, подмости), стоимость работ будет выше стандартной.
Интересует сварка алюминия? Цены вы можете уточнить у наших специалистов!
Сварка алюминия на заказ
Вам требуется сварка алюминия? Купить наши услуги просто! Позвоните нам или заполните форму заказа, расположенную внизу страницы.
Заказать
Сварка алюминия примеры
Сварка алюминия фото
Сварка алюминия отзывы
Сварщики работают быстро и аккуратно. Все швы ровные, зачищенные, отполированные. Спасибо!
Николай
СГР- молодцы. варили нам вентиляционные трубы, швы вообще незаметные.
Анатолий
Очень долго искали организацию, которая сможет качественно и быстро создавать конструкции по нашим эскизам (мы- дизайн-бюро). Теперь, кажется, нашли. Обращались сюда дважды и оба раза остались довольны!
Екатерина
Чтобы сделать сайт еще удобнее, мы анализируем пользовательский опыт — собираем данные…
Подробнее
Чтобы сделать сайт еще удобнее, мы анализируем пользовательский опыт — собираем данные с помощью
файлов cookie, журналов истории доступа и web-счетчиков. Согласно Федеральному закону «О персональных
данных» мы обязаны сообщить вам об этом. Продолжая работу с ресурсом, вы выражаете согласие на обработку
ваших данных. Более подробная информация размещена в разделе «Политика конфиденциальности»
Сварка алюминия — руководство за 20 минут
Сварка алюминия инвертором, осуществляемая в производственных и в домашних условиях, – это очень распространенный технологический процесс, так как изделия из данного металла используются практически повсеместно. Широкая популярность, которой отличается данный металл, объясняется его уникальными свойствами: небольшим удельным весом, высокой тепло-, а также электропроводностью, способностью противостоять механическим нагрузкам. Выполнять соединение деталей из алюминия с применением инвертора в домашних условиях позволяет развитие сварочной техники.
Сварка алюминиевых деталей в домашних условиях
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Электроды для сварки дюралюминия
Практически все вышеописанные электроды по алюминию подходят и для сварки дюралюминия. Тем не менее, есть определённые марки электродов, которые предназначены для сварки только чистого алюминия, без каких-либо примесей.
В первую очередь это, электроды ОК 96.10, которые применяются для сваривания изделий из чистого алюминия. В свою очередь, практически такие же электроды данного производителя, но другой марки (ОК 96.50) подходят для сварки алюминиевых сплавов, в том числе и дюралюминия.
Источник
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
Какими электродами варить алюминий и его сплавы
Электроды для сварки алюминия от обычных электродов для стали отличаются своим покрытием. В его составе имеются хлориды и фториды щелочных металлов. Именно они вступают в реакцию с оксидной плёнкой и разрушают её под воздействием высоких температур.
В свою очередь, для низкотемпературной пайки алюминия используются специальные флюсы, которые выполняют такую же самую задачу по разрушению оксидной пленки. Подробно о том, как выполняется пайка алюминия в домашних условиях, вы можете почитать здесь: https://svarkapajka.ru/pajka-alyuminiya-v-domashnix-usloviyax. html
Наиболее популярными марками электродов для сварки алюминия считаются:
Электроды ОЗАНА и ОЗА — обмазка данных марок электродов имеет в своём составе фтористые и хлористые соли калия и лития, которые превращают оксидную плёнку на поверхности алюминия в шлак. Покрытие электродов ОЗА и ОЗАНА гигроскопично и обладает низкой прочностью.
Электроды ОЗА-1 и ОЗА-2 — используются для сварки чистого алюминия без каких-либо примесей. Для их изготовления служит проволока СвАК5 и СвАК3. В свою очередь электроды ОЗАНА-1 изготавливают из алюминиевой проволоки.
ОК 96.10 — электроды шведской компании ESAB. Они имеют особый состав обмазки с высоким содержанием солей хлора и фтора. К сожалению, данная марка электродов не поставляется на сегодняшний день шведской компанией в страны СНГ, а на замену ей пришли такие электроды по алюминию, как ESAB OK AlMn1.
Электроды OK AlMn1 — это аналог сварочных электродов по алюминию ОК 96.10. Они имеют солевое покрытие стержня и идеально подходят для сварки алюминиевых сплавов с невысоким содержанием марганца с магнием, не более 3%.
Электроды по алюминию. Разновидности. Особенности выполнения сварочных работ.
Екатерина
Любой мастер, занимающийся сваркой понимает всю сложность работы с алюминием. Сварка алюминия в домашних условиях электродом – процесс затратный по времени и трудоемкий. Это обусловлено тем, что на металл очень сильно оказывают влияние внешние факторы. Электроды по алюминию содержат всевозможные добавочные вещества, которые упрощают процесс сварки и создают вспомогательную защиту. Однако все равно они не могут избавить от всех трудностей, которые необходимо решать на этапе предварительной обработки.
Варить алюминий электродами – довольно не просто, но в то же время такой способ является самым доступным, который отличается низкой себестоимостью.
Отличительное свойство, которым характеризуются электроды по алюминию – это достаточно низкая температура плавления. Именно за счет этого свойства процесс их плавления осуществляется в максимально короткие сроки.
Чтобы создать качественный шов, надо иметь опыт в сварочных работах, поскольку вести наплавку надо очень быстро и здесь стоит быть особенно внимательным, т.к. одно неверное движение – и результат будет не тот.
Электроды для сварки алюминия получили очень широкое распространение, поскольку металл и его сплавы очень часто используется в промышленной сфере и при создании бытовых изделий. Электроды по алюминию – очень прочные, и при этом весят совсем немного. Используя электроды по алюминию для сварки инвертором в домашних условиях можно столкнуться с некоторыми трудностями. Однако, если подобрать подходящие наплавочные материалы и произвести хорошую предварительную подготовку, можно качественно сварить изделия.
Обратите внимание! Никакое защитное покрытие или газ не смогут совладать с оксидной пленкой, присутствующей на изделии, поэтому осуществляя наплавку, дугу надо держать максимально низко к основному металлу, так сварочный шов будет более прочным и надежным.
Рассмотрим более подробно как сварить алюминий
Содержание статьи
- Особенности выполнения сварки изделий алюминиевыми электродами
- Виды и способы использования электродов по алюминию
- Виды электродов для сварки алюминия
Особенности выполнения сварки изделий алюминиевыми электродами
Каждый сварщик знает, что заварить алюминий достаточно сложно. Основная причина – это оксидная пленка, присутствующая на алюминиевых элементах. Именно поэтому, для того, чтобы сварка прошла успешно и в итоге образовалось надежное соединение, нужно хорошо очистить поверхность заготовок от грязи и пыли, а также полностью убрать оксидную пленку.
Чтобы максимально хорошо очистить изделия, предварительно надо поместить заготовки в органический растворитель (ацетон, РС-1, РС-2, уайт-спирт), либо в щелочную ванну (в ней изделия надо подержать не более 5 минут).
Щелочная ванна считается самым действенным методом очистки алюминиевых изделий. Чтобы приготовить раствор в домашних условиях понадобится: 1 литр воды, 50 г карбонат натрия, 30 г жидкого стекла, 50 г технического тринатрийфосфата.
На заметку! Раствор, который приготовлен, нужно нагреть до температуры в 65° С. И только выполнив это условие, можно в него помещать детали.
После того, как алюминиевые детали будут очищены и обезжирены, можно начинать удалять оксидную пленку. Если пренебречь этим, то изделие, которое вы сварите, будет ненадежным и шов может разойтись. Избавиться от оксидной пленки в домашних условиях можно посредством металлической щетки, напильника или шлифовальной машинки. Когда элементы из алюминия подвергнутся механической обработке, их надо обработать растворителем.
После того, как будут выполнены все вышеописанные этапы подготовки поверхностей изделий, можно переходить непосредственно к сварке. Наиболее оптимальный вариант – это сварка алюминия в домашних условиях инвертором, здесь применяются специальные алюминиевые электроды. Для того чтобы получилась хорошо горящая дуга и в итоге образовалось прочное соединение, их нужно прогреть в печи, при температуре 200° С. Время прогрева – около двух часов.
Для того, чтобы сварить алюминий, потребуется прибегнуть к применению источника постоянного тока и подключать его надо в обратной полярности. Есть специальные электроды для сварки алюминия, их и нужно использовать. Также важно верно подобрать силу сварочного тока: величина его должна равняться 25-30 А на 1 мм их диаметра.
В процессе работы нужно уделять внимание еще одному моменту. Участок, где предполагается выполняться шов, надо прогреть газовой горелкой.
Температура нагрева напрямую зависит от толщины деталей, чем она больше, тем дольше нужно прогревать алюминиевые заготовки.
Качество сварочного шва зависит еще и от скорости охлаждения, здесь важно, чтобы она была максимально низкой. Соблюдая такую технологию, металл хорошо проплавится даже на низких токах, а также вы минимизируете риск появления трещин.
Обобщим вышеизложенное. Последовательность действий следующая:
- Изначально все свариваемые детали хорошо очищаются и предполагаемые участки соединения прогреваются посредством газовой горелки.
- На образовавшемся в итоге сварном шве надо удалить шлак.
- Очищенный шов надо облить горячей водой, так он будет остывать намного медленнее.
- После того как он остынет, нужно избавиться от остатков шлака металлической щеткой. Если это не сделать, то может появиться коррозия.
Виды и способы использования электродов по алюминию
Существует несколько способов сварки алюминия:
- сварка алюминия угольным электродом,
- графитовым электродом,
- вольфрамовым электродом.
Выбор того или иного электрода зависит от ряда причин. Во-первых, это способ сварки, которым вы воспользуетесь для создания шва.
Для дуговой сварки, осуществляемой вручную, электродами могут выступать угольные стержни, металлические прутки со специальным покрытием, которые выполняют роль присадочного материала. Подобная технология выполняется на постоянном токе обратной полярности, обычно здесь используется инвертор.
Дуговая сварка, производящаяся по автоматической технологии, имеет наибольшую эффективность при соединении встык предметов из алюминия, толщина сечения которых более 4 мм. В качестве электродов выступает алюминиевая проволока, а сам процесс работы производится под небольшим слоем флюса, которых характеризуется невысокой электропроводностью. Основным элементом данного состава является карбоксиметилцеллюлоза, которая замешивается на обычной воде.
Сварка в среде защитных газов (аргона или его смеси с гелием) применяется для создания шва на алюминиевых изделиях небольшой толщины. Здесь используются вольфрамовые электроды. Работа выполняться может как в автоматическом, так и в ручном режиме. Сварочная дуга, которая образуется при помощи вольфрамового электрода — очень стабильная, за счет чего получаются качественные и прочные соединения.
Виды электродов для сварки алюминия
Несмотря на обилие различных электродов, используемых для соединения алюминиевых деталей, выделяются несколько марок, завоевавших наибольшую популярность:
- Щелочно-солевые электроды марки ОК. Самое широкое распространение получили модели: 96.10, 96.20, 96.50. Данные электроды рекомендуется использовать для сварки технического алюминия и изделия из сплавов данного металла с марганцем и магнием. Электроды марки ОК характеризуются высокой гигроскопичностью, в связи с этим хранить их необходимо в местах с максимально низким уровнем влажности.
- Электроды марки ОЗАНА. Самые распространенные из этой серии — ОЗАНА-1 и ОЗАНА-2.
- Электроды ОЗА. Изготавливаются из сварочной алюминиевой проволоки марок СвА 1,3,5,10. В основном используются для соединения изделий, выполненных из чистого алюминия или его сплавов с кремнием.
- Электроды марки УАНА. Они нашли свое применение в сварочных работах по заготовкам из деформируемых и литейных сплавов алюминия.
Похожие публикации
Можно ли сваривать алюминий дуговой сваркой? Все, что вам нужно знать
Алюминий — сложный металл для сварки, особенно с помощью электродуговой сварки. Алюминий требует, чтобы вы использовали специальное оборудование и методы для достижения высококачественного сварного шва.
Можно ли сваривать алюминий дуговой сваркой? Да, вы должны очистить и предварительно нагреть алюминий, прежде чем сваривать его с помощью дуговой сварки. Поскольку использование дуговой сварки с высокой силой тока может деформировать или прожечь алюминий, вы должны установить силу тока на более низкое значение.
Дуговая сварка более распространена, чем любой другой процесс сварки, используемый в мире, но сварку электродом трудно использовать для более мягких и тонких металлов. Независимо от того, какой процесс вы используете, алюминий создает проблемы для всех сварщиков. Алюминий с низкой температурой плавления и высокой теплопроводностью требует большой практики и терпения для сварки.
В отличие от углеродистой стали, алюминий не меняет цвет до достижения точки плавления. Это уникальное свойство затрудняет отслеживание сварочной ванны. Если вы хотите эффективно сваривать алюминий с помощью дуговой сварки, вы должны очистить и нагреть алюминий, а также использовать более высокую скорость перемещения.
Содержание
Как сваривать алюминий с помощью дуговой сварки?
Сварка алюминия с помощью дуговой сварки – не простой процесс. Сварщики-любители могут разочароваться в алюминии, когда впервые попытаются сварить его.
Прежде чем вы продолжите читать, вот статья, которую мы написали о 8 причинах, по которым ваши алюминиевые сварные швы черные – как их избежать использования сварочного аппарата на алюминии. В следующем списке показаны шаги, необходимые для сварки алюминия с помощью дуговой сварки.
| Шаг – №. | Requirements |
| 1 | Prepare your workspace |
| 2 | Wear protective gear |
| 3 | Prep the aluminum |
| 4 | Preheat the aluminum |
| 5 | Сварка алюминия |
| 6 | Очистка сварного шва |
1.
Подготовка рабочего местаИдеальное место для сварки алюминия — на открытом воздухе. В отличие от аппаратов для сварки TIG или MIG, аппарат для дуговой сварки эффективен при скорости ветра до 35 миль в час. Поскольку сварщики электродом используют электрод с флюсовым покрытием, а не защитный газ, слабый ветер не влияет на сварочную ванну дуги.
Если сварка на открытом воздухе невозможна, попробуйте провести сварку в помещении с хорошей вентиляцией. Использование вентиляторов для выдувания дыма из открытого окна будет работать, но вы можете установить вытяжку рядом с рабочим местом для более эффективной вентиляции.
Перед началом сварки убедитесь, что все легковоспламеняющиеся и горючие материалы удалены с места сварки. Поскольку сварочный аппарат работает при высоких температурах, соседняя промасленная тряпка или аэрозольный баллончик могут легко воспламениться.
2. Ношение защитного снаряжения
Дуговая сварка может быть опасной, если не принять меры предосторожности перед началом сварки. Температура дуги может колебаться от 5000°F до более 20000°F.
Хотя сварщики-любители редко сталкиваются с высокотемпературными дугами, низкотемпературные дуги достаточно горячие, чтобы расколоть бетон и вызвать ожоги третьей степени. непокрытая кожа.
Огнезащитные перчатки и фартуки необходимы, если вы хотите избежать опасности от брызг расплавленного металла и возможных воспламенений. Сварочные перчатки и фартуки недороги и должны заменяться после частого использования. Это хорошая идея, чтобы купить несколько пар перчаток, если вы много свариваете электродом.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Поскольку вам приходится держать электрод рукой, ваши перчатки изнашиваются быстрее при использовании дуговой сварки.
Маловероятно, что многие сварщики используют дуговую сварку без шлема, но если они это сделают, то могут навсегда повредить глаза. Поскольку блики от дуги ярче солнца, вы рискуете своим здоровьем, если не защитите глаза.
Громоздкий респиратор может показаться громоздким под шлемом, но он обеспечивает еще один уровень защиты от ядовитых паров. Хотя это может показаться ненужным для каждого проекта, как только вы привыкнете носить его, ваши легкие скажут вам спасибо.
3. Подготовка алюминия
В отличие от нержавеющей стали, алюминий сильно реагирует на кислород. Металл моментально вступает в реакцию с кислородом и образует на своей поверхности слой оксида алюминия. Оксид алюминия загрязнит сварочную ванну и затормозит процесс нагрева, если его не удалить.
Соскребите оксидированную пленку металлической щеткой или мелкой наждачной бумагой, чтобы удалить покрытие. Эксперты рекомендуют избегать использования механизированных шлифовальных или шлифовальных машин для алюминия.
Если вы используете механические инструменты для удаления оксида алюминия, вы рискуете превратить часть оксида в металл . Вы не можете выполнить жизнеспособный сварной шов с оксидом алюминия, внедренным в поверхность металла.
4. Предварительный нагрев металла
Поскольку алюминий рассеивает тепло в четыре раза быстрее, чем углеродистая сталь, перед зажиганием дуги необходимо предварительно нагреть металл до 400°F. Палочка термометра поможет вам поддерживать температуру ниже 400°F, но вы также можете использовать трюк, предложенный невероятным сварщиком в этом видео.
Хитрость заключается в затемнении алюминия кислородно-ацетиленовой горелкой. Чтобы затемнить алюминий углеродом, настройте горелку на науглероживающее пламя.
После того, как ваша заготовка покроется сажей, отрегулируйте пламя, уменьшив содержание кислорода. Установите горелку на средний уровень и перемещайте ее вокруг алюминия, чтобы нагреть его.
Когда сажа начинает исчезать, ваш алюминий имеет правильную температуру для сварки.
5. Сварка алюминия
Прежде чем зажечь первую дугу на алюминии, помните, что вы работаете не со сталью. По мнению большинства опытных сварщиков, сварка алюминия не доставляет удовольствия. Дуга бурно реагирует на алюминий и выделяет много брызг.
Флюс от алюминиевого электрода после остывания образует беспорядок. В отличие от шлака от других электродов, алюминиевый шлак представляет собой плотную темно-серую массу, требующую тщательной очистки после сварки.
Настройте машину на 85 ампер и используйте обратную полярность постоянного тока. Это означает, что ваш алюминиевый стержень использует положительный ток (положительный электрод постоянного тока).
Если вы свариваете две детали, образующие угол 90°, вам придется наклонить электрод под углом 45°. Угол стержня всегда будет соответствовать углу, образованному в центре сустава. В этом случае угол сустава составляет половину от 90°.
Поскольку алюминиевый флюс может мешать воспламенению дуги, попробуйте удалить небольшое количество флюса с кончика электрода. Флюс имеет консистенцию, аналогичную соли, и бурно реагирует во время начального зажигания дуги.
Выполните две прихватки на каждом конце деталей. Это предотвращает деформацию концов основных металлов при расширении алюминия от тепла.
Зажгите дугу и используйте высокую скорость перемещения для завершения сварки. В отличие от стали, дугу трудно отследить после первого удара. Алюминий не меняет цвет до того, как достигнет точки плавления, но если вы будете поддерживать постоянную низкую дугу в ванне, ваш сварной шов выдержит.
6. Послесварочная очистка
Прежде чем приступить к удалению шлака, закалите металл, погрузив его в воду. Алюминиевый шлак почти невозможно отколоть, когда он теплый.
С помощью отбойного молотка удалите большую часть шлака и закончите с помощью проволочной щетки. В начале сварного шва может потребоваться большее количество сколов, чем в остальной части сварного шва. Первоначальная бурная реакция флюса с расплавленным алюминием иногда приводит к тому, что вначале сварной шов становится более широким.
Используйте сухую ткань для удаления оставшихся хлопьев шлака.
Сварка алюминия палкой >> Посмотрите видео ниже
Есть ли более простой способ сварки алюминия?
Если у вас есть сварочный аппарат MIG, вы можете добиться большего успеха и сократить время простоя при сварке алюминия. Сварочные аппараты MIG работают при более низких температурах, чем аппараты для сварки электродом, и больше подходят для небольших, более детальных проектов.
Изображение предоставлено: lincolnelectric.comОтсутствие флюса
Поскольку сварщики MIG используют защитный газ, а не электроды с покрытием, они производят более чистые сварные швы на алюминии. Идеальными защитными газами для MIG-сварки алюминия являются гелий (75%) и аргон (25%).
Без предварительного нагрева
В отличие от дуговой сварки алюминия, вам не нужно предварительно нагревать алюминий перед сваркой MIG. Однако перед сваркой вам придется соскоблить остатки окисления. Сварочная ванна станет неустойчивой, если она вступит в контакт с оксидом алюминия.
Связанное чтение: Как сварить алюминий в домашних условиях >> Руководство для начинающих
Меньше очистки
Раздражающий шлак, который необходимо удалить при сварке алюминия методом приклеивания, не является проблемой при использовании сварочного аппарата MIG. Вам придется использовать высокую скорость перемещения, как при сварке электродом, но полученный валик будет чище и менее трудоемким в очистке.
Заключительные замечания
Большинство сварщиков согласятся, что сварка алюминия электродом – это скорее рутина, чем удовольствие. С помощью дуговой сварки можно получить прочный и долговечный шов на алюминии, но для этого требуется изрядная практика. Если вы можете справиться со сложной сварочной ванной и обширным процессом очистки, дуговая сварка алюминия может быть для вас.
Рекомендуемая литература
Нужен ли вам шпулемет для сварки алюминия?
Можно ли сваривать алюминий без газа? Является ли это возможным?
Прозрачная электроника из электродов на основе графена (с видео)
Гибридный материал, который сочетает в себе тонкую алюминиевую сетку со слоем графена толщиной в один атом, превосходит материалы, обычные для современных сенсорных экранов и солнечных элементов. Прозрачные гибкие электроды были разработаны в лаборатории химика из Университета Райса Джеймса Тура. (Источник: Юй Чжу/Университет Райса)Гибкая, прозрачная электроника стала ближе к реальности благодаря созданию электродов на основе графена в Университете Райса.
Лаборатория химика Райса Лаборатория Джеймса Тура создала тонкие пленки, которые могут революционизировать сенсорные дисплеи, солнечные батареи и светодиодное освещение. Об исследовании сообщается в онлайн-издании ACS Nano .
Гибкие, прозрачные видеоэкраны могут стать «убийственным приложением», которое, наконец, выведет графен — широко разрекламированную форму углерода толщиной в один атом — в центр коммерческого внимания раз и навсегда, сказал Тур. В сочетании с другими гибкими, прозрачными электронными компонентами, разрабатываемыми в Райсе и других местах, прорыв может привести к созданию компьютеров, которые можно носить на запястье, и солнечных элементов, которые можно носить практически с чем угодно.
Пленка гибридного графена, созданная в лаборатории, является сильным кандидатом на замену оксида индия-олова (ITO), коммерческого продукта, широко используемого в качестве прозрачного проводящего покрытия. Это важный элемент практически всех плоских дисплеев, включая сенсорные экраны на смартфонах и iPad, а также часть органических светоизлучающих диодов (OLED) и солнечных элементов.
ITO хорошо работает во всех этих приложениях, но имеет несколько недостатков. Элемент индий становится все более редким и дорогим. Кроме того, он хрупкий, что увеличивает риск растрескивания экрана при падении смартфона и еще больше исключает использование ITO в качестве основы для гибких дисплеев.
Тонкая пленка Tour Lab сочетает в себе однослойный лист высокопроводящего графена с тонкой сеткой из металлической нанопроволоки. Исследователи утверждают, что этот материал легко превосходит ITO и другие конкурирующие материалы, обладая большей прозрачностью и меньшим сопротивлением электрическому току.
«Многие люди работают над заменой ITO, особенно когда речь идет о гибких подложках», — сказали Тур, Т.Т. Райс и В.Ф. Чао заведует кафедрой химии, а также профессором машиностроения, материаловедения и компьютерных наук. «В других лабораториях рассматривали возможность использования чистого графена. Теоретически это может работать, но когда вы помещаете его на подложку, у него недостаточно высокая проводимость при достаточно высокой прозрачности. Ему нужно каким-то образом помогать».
И наоборот, сказал постдокторский исследователь Юй Чжу, ведущий автор новой статьи, тонкие металлические сетки демонстрируют хорошую проводимость, но зазоры в нанопроволоках, обеспечивающие их прозрачность, делают их непригодными в качестве автономных компонентов в проводящих электродах.
Но сочетание материалов прекрасно работает, сказал Чжу. Металлическая сетка укрепляет графен, а графен заполняет все пустые пространства между сетками. Исследователи обнаружили, что сетка из пятимикронных нанопроволок из недорогого и легкого алюминия не снижает прозрачности материала.
«Пятимикронные линии сетки примерно в 10 раз меньше человеческого волоса, а человеческий волос трудно разглядеть, — сказал Тур.
Тур сказал, что металлические сетки могут быть легко изготовлены на гибкой подложке с помощью стандартных технологий, включая печать с рулона на рулон и струйную печать. По его словам, методы изготовления больших листов графена также быстро совершенствуются; Коммерческие лаборатории уже разработали метод производства графена с рулона на рулон.
«Этот материал готов к масштабированию прямо сейчас», — сказал он.
По словам Чжу, гибкость является почти преимуществом благодаря потенциальной экономии за счет использования углерода и алюминия вместо дорогого ITO. «Сейчас ITO — единственный коммерческий электрод, который у нас есть, но он хрупкий», — сказал он. «Наш прозрачный электрод имеет лучшую проводимость, чем ITO, и он гибкий. Я думаю, что гибкая электроника принесет много пользы».
В ходе испытаний он обнаружил, что проводимость гибридной пленки уменьшается на 20-30 процентов при первых 50 изгибах, но после этого материал стабилизируется. «До 500 циклов изгиба существенных изменений не наблюдалось», — сказал Чжу. По его словам, более строгие испытания на изгиб будут предоставлены коммерческим пользователям.
«Я не знаю, сколько раз человек будет сворачивать компьютер», — добавил Тур. «Может быть, 1000 раз? Десять тысяч раз? Трудно представить, как он изнашивается за то время, которое вы обычно используете для хранения устройства».
Пленка также оказалась экологически стабильной. Когда исследовательский документ был представлен в конце 2010 года, тестовые пленки подвергались воздействию окружающей среды в лаборатории в течение шести месяцев без ухудшения качества. Через год они остаются такими.
«Теперь, когда мы знаем, что он отлично работает на гибких подложках, эффективность графена на шаг выше его потенциальной полезности», — сказал Тур.
Подробнее
Большие листы графеновой пленки для прозрачных электродов (с видео)
Дополнительная информация: ACS Nano , статья ASAP DOI: 10. 1021/nn201696g
Предоставлено Университет Райса
Цитата : Прозрачная электроника из электродов на основе графена (с видео) (2011, 1 августа) получено 22 сентября 2022 г. с https://phys.org/news/2011-08-transparent-electronics-graphene-based-electrodes-video.html
Этот документ защищен авторским правом. Помимо любой добросовестной сделки с целью частного изучения или исследования, никакие часть может быть воспроизведена без письменного разрешения. Контент предоставляется только в ознакомительных целях.
ЭЭГ (электроэнцефалограмма): цель, процедура и риски
Электроэнцефалограмма (ЭЭГ) — это тест, используемый для оценки электрической активности головного мозга. Клетки мозга общаются друг с другом посредством электрических импульсов. ЭЭГ может быть использована для выявления потенциальных проблем, связанных с этой деятельностью.
ЭЭГ отслеживает и записывает паттерны мозговых волн. Небольшие плоские металлические диски, называемые электродами, прикрепляются к коже головы с помощью проводов. Электроды анализируют электрические импульсы в вашем мозгу и отправляют сигналы на компьютер, который записывает результаты.
Электрические импульсы на записи ЭЭГ выглядят как волнистые линии с пиками и впадинами. Эти линии позволяют врачам быстро оценить наличие аномальных паттернов. Нарушения могут быть признаком судорог или других заболеваний головного мозга.
ЭЭГ используются с 1929 года для выявления нарушений электрической активности головного мозга, связанных с определенными нарушениями головного мозга. Данные ЭЭГ используются для подтверждения или исключения различных состояний, включая:
- судорожные припадки (такие как эпилепсия)
- травма головы
- энцефалит (воспаление головного мозга)
- опухоль головного мозга вызывает дисфункцию головного мозга)
- нарушения сна
- инсульт
- деменция
Когда кто-то находится в коме, может быть проведена ЭЭГ для определения уровня мозговой активности. Тест также можно использовать для мониторинга активности во время операции на головном мозге.
ЭЭГ обычно безболезненна и очень безопасна. Если ЭЭГ не выявляет каких-либо аномалий, могут быть добавлены стимулы, такие как стробоскопы или учащенное дыхание, чтобы вызвать какие-либо аномалии.
Если у кого-то эпилепсия или другое судорожное расстройство, существует небольшой риск того, что стимулы, представленные во время теста (например, мигающий свет), могут вызвать судороги. Техник, выполняющий ЭЭГ, обучен безопасно управлять любой ситуацией, которая может возникнуть.
Гипервентиляция также обычно вызывается во время ЭЭГ, что приводит к отклонениям. Некоторые люди, например, люди с инсультом, астмой или серповидноклеточной анемией, могут быть не в состоянии безопасно проводить гипервентиляцию.
Факторы, которые могут мешать чтению ЭЭГ
Некоторые типы движений потенциально могут вызывать «артефакты» на записи ЭЭГ, имитирующие мозговые волны. Человек, ответственный за интерпретацию вашей ЭЭГ, примет во внимание эти движения. Среди них:
- Ваше пульс и сердцебиение
- Дыхание
- Потеживание
- Движения во рту . например, седативные средства
- употребление кофеина
- жирные волосы или лак для волос
Перед тестом необходимо предпринять следующие шаги:
- Спросите своего врача, следует ли вам прекратить принимать какие-либо лекарства перед тестом. Вы также должны составить список своих лекарств и передать его технику, проводящему ЭЭГ.
- Вымойте голову накануне ЭЭГ. Не наносите никаких продуктов, таких как спреи или гели, в день теста.
- Избегайте приема пищи или напитков, содержащих кофеин, по крайней мере за 8 часов до исследования.
- Ваш врач может попросить вас спать как можно меньше в ночь перед тестом, если вам нужно спать во время ЭЭГ. Вам также могут дать успокоительное, чтобы помочь вам расслабиться и уснуть перед началом теста.
- В некоторых случаях во время процедуры может потребоваться введение успокоительного. Если это так, ваш врач попросит вас привести кого-нибудь, кто потом отвезет вас домой.
ЭЭГ измеряет электрические импульсы в вашем мозгу с помощью нескольких электродов, прикрепленных к коже головы. Электрод – это проводник, по которому входит или выходит электрический ток. Электроды передают информацию из вашего мозга в машину, которая измеряет и записывает данные.
Специализированные техники проводят ЭЭГ в больницах, кабинетах врачей и лабораториях. Тест обычно занимает от 30 до 60 минут и включает в себя следующие шаги:
- Вы ляжете на спину в кресло с откидной спинкой или на кровать.
- Техник измерит вашу голову и отметит, где разместить электроды. Эти места протираются специальным кремом, который помогает электродам получать качественные показания.
- Техник нанесет липкий гелевый клей на 16–25 электродов и прикрепит их к точкам на коже головы.
- После начала теста электроды отправляют данные электрических импульсов из вашего мозга на записывающую машину. Эта машина преобразует электрические импульсы в визуальные образы, которые появляются на экране. Компьютер сохраняет эти шаблоны.
- Техник может проинструктировать вас о выполнении определенных действий во время проведения теста. Они могут попросить вас лежать неподвижно, закрыть глаза, глубоко дышать или смотреть на раздражители (например, на мигающий свет или картинку).
Во время теста между электродами и вашей кожей проходит очень мало электричества, поэтому вы практически не почувствуете дискомфорта.
В некоторых случаях человеку может быть назначена 24-часовая ЭЭГ. Эти ЭЭГ используют видео для захвата судорожной активности. ЭЭГ может показать отклонения, даже если припадок не возникает во время теста. Однако он не всегда показывает прошлые аномалии, связанные с припадком.
После завершения теста техник снимет электроды с вашей головы.
Вы можете продолжать заниматься своим обычным делом. Однако, если вам дали успокоительное, лекарство останется в вашем организме на некоторое время. Это означает, что вам может понадобиться кто-то, кто отвезет вас домой после теста. Вам нужно будет отдохнуть и не садиться за руль, пока действие лекарства не закончится.
Невролог (кто-то, кто специализируется на расстройствах нервной системы) интерпретирует записи ЭЭГ, а затем отправляет результаты вашему врачу. Ваш врач может назначить встречу, чтобы обсудить с вами результаты анализов.
Нормальные результаты
Электрическая активность головного мозга проявляется на ЭЭГ в виде волны. Различные уровни сознания, такие как сон и бодрствование, имеют определенный диапазон частот волн в секунду, которые считаются нормальными. Например, когда вы бодрствуете, волновые узоры движутся быстрее, чем когда вы спите. ЭЭГ покажет, является ли частота волн или паттернов нормальной.
Аномальные результаты
Аномальные результаты ЭЭГ могут быть связаны с:
- эпилепсия или другое судорожное расстройство
- аномальное кровотечение или кровоизлияние
- нарушение сна
- энцефалит (отек головного мозга)
- опухоль
- мертвая ткань из-за блокады кровотока
- мигрень 902
- 2 чрезмерное употребление алкоголя
- травма головы
Очень важно обсудить результаты анализов с врачом. Перед просмотром результатов может быть полезно записать любые вопросы, которые вы, возможно, захотите задать. Обязательно говорите, если есть что-то о ваших результатах, что вы не понимаете.
ЭЭГ — это тест, который измеряет ваши мозговые волны и помогает обнаружить аномальную мозговую активность. Результаты ЭЭГ можно использовать для исключения или подтверждения таких состояний, как эпилепсия, опухоль головного мозга или инсульт.
ЭЭГ, как правило, безопасны и безболезненны, но существует небольшой риск возникновения припадка во время теста, если у вас эпилепсия и во время теста используются мигающие огни. Прежде чем делать ЭЭГ, важно сообщить своему врачу, если в прошлом у вас были судороги, вызванные мигалками.
Как паять алюминий — Weld Guru
Вам не нужно быть профессиональным сварщиком TIG, чтобы профессионально ремонтировать алюминий.
Вы действительно можете использовать алюминиевый припой для ремонта трещин, отверстий, утечек, заклепок, сломанных ушек, резьбы или изготовления алюминия, литого алюминия и чугуна быстро, легко и прочнее нового.
Совсем не сложно.
Многие алюминиевые сплавы можно паять. Алюминиевые припои используются для создания полностью алюминиевой конструкции с отличной коррозионной стойкостью, хорошей прочностью и внешним видом.
Температура плавления припоя относительно близка к точке плавления соединяемого материала. Однако основной металл не должен плавиться; в результате необходим строгий контроль температуры. Температура пайки, необходимая для алюминиевых сборок, определяется точками плавления основного металла и припоя.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Основы сварки алюминия пайкой
Процесс пайки подразумевает использование выделяемого газом тепла (800 градусов по Фаренгейту) и наполнителя, не содержащего железа, такого как алюминий, для соединения с различными металлами. Сам алюминий также можно использовать для замены части другого металла, которая могла треснуть или отвалиться.
- Стоимость оборудования : Газ аргон, катушка с проволокой, перчатки, экран или электричество не требуются.
- Портативность : Удобно хранить вместе с небольшим фонариком.
- Необходимые навыки : Простые инструкции, которые может использовать практически каждый. Никаких флюсов, химикатов или специальных чистящих средств не требуется. 100% гарантия.
- Опасность : Не используется электричество высокого напряжения.
- Маслянистый алюминий : Вертолетная дуга кипит алюминий, и любые загрязнения ниже поверхности должны быть подняты наверх и очищены.
- Тонкий алюминий : Плавится на 500 градусов раньше алюминия.
- Различные сплавы : Работает с любым сплавом алюминия или алюминиевым литьем.
- Затраченное время : Делает многие ремонтные работы намного быстрее, чем обычные методы.
- Заполнение отверстий : Мгновенно заполняет отверстия любого размера для резьбы, которая намного прочнее исходной резьбы.
- Универсальность : Один продукт заполняет трещины или дыры, восстанавливает уши, герметизирует протечки или надежно склеивает плоские детали.
Источники тепла включают пропан или газ MAPP, турбонаконечник или кислородно-ацетиленовую горелку и специальный материал.
Преимущества пайки перед сваркой
Многие новые и бывшие в употреблении детали, которые можно отремонтировать с помощью пайки алюминия и сделать их прочнее исходной формы. Примеры:
- Алюминиевые головки
- Чугунные головки
- Линии кондиционирования
- Крышки газораспределительного механизма
- Топливные баки
- Колеса
- Алюминиевые лодки и т. д.
Пайка — это группа сварочных процессов, в которых материалы соединяются путем нагревания до подходящей температуры и с использованием присадочного металла с температурой плавления выше 840°F (449°С), но ниже, чем у основного металла.
Присадочный металл распределяется по прилегающим поверхностям стыка под действием капиллярных сил. Различные процессы пайки описаны ниже.
Пайка горелкой (TB)
Пайка горелкой выполняется путем нагревания деталей, подлежащих пайке, с помощью кислородно-топливной горелки или горелок.
В зависимости от температуры и требуемого количества тепла горючий газ может сжигаться с воздухом, сжатым воздухом или кислородом.
Присадочный металл для пайки может быть предварительно помещен в стык или подан из ручного присадочного металла.
Иногда необходима очистка и флюсование.
Алюминиевая скульптура для пайкиЕсли вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Алюминиевые припои для пайки
Промышленные припои для пайки алюминиевых сплавов имеют алюминиевую основу. Эти присадочные металлы доступны в виде проволоки или прокладок.
Удобным методом предварительного размещения присадочного металла является использование листа для припоя (основной металл из алюминиевого сплава, покрытый с одной или обеих сторон).
Также используются термообрабатываемые или сердцевинные сплавы, состоящие в основном из марганца или магния.
Третий метод нанесения твердого припоя заключается в использовании пастообразной смеси флюса и порошка присадочного металла. Обычные припои алюминия содержат кремний в качестве депрессора точки плавления с добавками цинка, меди и магния или без них.
Флюс для пайки алюминия
Флюс для пайки алюминия требуется для всех операций пайки алюминия.
Флюсы для пайки алюминия состоят из различных комбинаций фторидов и хлоридов и поставляются в виде сухого порошка.
При пайке в горелках и печах флюс смешивается с водой для получения пасты. Эта паста наносится кистью, распыляется, окунается или наносится на всю площадь соединения и припоя.
Флюсы для пайки в горелках и печах весьма активны, могут сильно повредить тонкий алюминий и должны использоваться с осторожностью.
При пайке погружением ванна состоит из расплавленного флюса. В этом приложении можно использовать менее активные флюсы, и можно безопасно паять тонкие компоненты.
Практические методы пайки металлов
Необходимые материалы:
- Автоматическая затемняющая сварочная маска
- Труба из углеродистой стали
- Пайка металлического стержня, такого как алюминий
Инструкции по пайке алюминия:
- Для начала убедитесь, что у вас есть безопасная среда для пайки алюминия. Это включает в себя надлежащую вентиляцию и сварочный шлем.
- Затем купите небольшой кусок трубы из углеродистой стали.
- Поместите трубу между двумя огнеупорными кирпичами, уложенными на расстоянии примерно 3/4″ друг от друга
- Возьмите кислородно-ацетиленовую горелку и установите ее в нейтральное положение
- Начните с той стороны стальной трубы, которая наиболее удобна для вас (например, правши начинают с правой стороны). Используйте горелку, чтобы расплавить кусок присадочного стержня на конце трубы. Примечание. После размещения начального количества расплавленного стержня на конце стальной трубы используйте сам расплавленный металл, чтобы расплавить больше стержня. Не используйте пламя горелки. Если вы видите белый дым, поднимающийся от расплавленного металла, это означает, что вы можете получить некачественный сварной шов
Если вы хотите охладить трубу и повторить попытку, возьмите инструмент и поместите в воду процесс, называемый закалкой сварного шва (вода ослабляет сварной шов, но для практики это нормально).
Вот короткое 3-минутное видео:
Паяные соединения должны быть внахлест, фланцевые, замковые или тройниковые. Узнайте больше об этих соединениях здесь.
Соединение встык или внахлест, как правило, не рекомендуется.
Тройниковые соединения обеспечивают превосходный капиллярный поток и образование усиливающих галтелей с обеих сторон соединения.
Для максимальной эффективности соединения внахлестку должны иметь перекрытие, по крайней мере, в два раза превышающее толщину самого тонкого элемента соединения. Перекрытие более 1/4 дюйма (6,4 мм) может привести к образованию пустот или флюсовых включений. В этом случае целесообразно использование прямых канавок или насечек в направлении потока припоя.
Закрытые сборки должны обеспечивать легкий выход газов, а при пайке погружением — легкий вход, а также дренаж флюса.
Хорошая конструкция для длинных нахлестов требует, чтобы припой протекал только в одном направлении для обеспечения максимальной надежности соединения. Конструкция соединения также должна обеспечивать полное удаление флюса после пайки.
Приспособления для пайки
По возможности детали должны быть спроектированы так, чтобы их можно было перемещать самостоятельно. При использовании креплений между сборкой и креплением может возникать дифференциальное расширение, вызывающее деформацию деталей.
Пружины из нержавеющей стали или инконеля часто используются с креплениями для компенсации различий в расширении. Материал крепления может быть из мягкой стали или нержавеющей стали. Однако для повторяющихся операций пайки в печи и для пайки погружением во избежание загрязнения флюсовой ванны предпочтительны приспособления из никеля, инконеля или стали с алюминиевым покрытием.
Предварительная очистка
Предварительная очистка необходима для изготовления прочных, герметичных паяных соединений. Очистка паром или растворителем обычно подходит для нетермообрабатываемых сплавов. Однако для термообрабатываемых сплавов необходима химическая очистка или ручная очистка металлической щеткой или наждачной бумагой для удаления более толстой оксидной пленки.
Пайка в печи
Пайка в печи выполняется в газовых, масляных или электрических печах. Регулировка температуры в пределах 5ºF (2,8ºC) необходима для обеспечения стабильных результатов.
Желательна непрерывная циркуляция атмосферы в печи, поскольку она сокращает время пайки и приводит к более равномерному нагреву. Продукты горения в печи могут отрицательно сказаться на пайке и конечной работоспособности паяных узлов из термически упрочняемых сплавов.
Пайка алюминия в горелке
Пайка в горелке отличается от пайки в печи тем, что тепло локализуется.
К детали прикладывают тепло до тех пор, пока флюс и твердый припой не расплавятся и не увлажнят поверхности основного металла.
Процесс напоминает газовую сварку, за исключением того, что твердый припой более жидкий и течет за счет капиллярного действия.
Пайка горелкой часто используется для крепления фитингов к предварительно сваренным или спаянным в печи узлам, соединения обратных отводов и подобных применений.
Пайка погружением
При пайке алюминия погружением большое количество расплавленного флюса удерживается в керамической ванне при температуре пайки погружением.
Котлы для пайки погружением нагреваются изнутри за счет прямого нагрева сопротивлением.
Низковольтные силовые трансформаторы подают переменный ток на электроды из чистого никеля, никелевого сплава или угольные электроды, погруженные в ванну. Такие горшки обычно облицовывают огнеупорным кирпичом с высоким содержанием глинозема и огнеупорным раствором.
ПРЕДУПРЕЖДЕНИЕ
Кислотные растворы, используемые для удаления флюсов для сварки и пайки алюминия после сварки или пайки, токсичны и обладают высокой коррозионной активностью. При работе с кислотами и растворами необходимо надевать защитные очки, резиновые перчатки и резиновые фартуки. Не вдыхайте пары. При попадании на тело или одежду немедленно промойте большим количеством холодной воды. Обратитесь за медицинской помощью.
Никогда не лейте воду в кислоту при приготовлении растворов: вместо этого лейте кислоту в воду. Всегда медленно смешивайте кислоту и воду. Эти операции следует проводить только в хорошо проветриваемых помещениях.
Очистка после пайки
Всегда необходимо очищать паяные узлы, поскольку флюсы для пайки ускоряют коррозию, если остаются на деталях.
Наиболее удовлетворительным способом удаления большей части флюса является погружение горячих деталей в кипящую воду как можно скорее после затвердевания припоя.
Образовавшийся пар удаляет большую часть остаточного флюса. Если деформация в результате закалки является проблемой, деталь следует охладить на воздухе, прежде чем погружать в кипящую воду.
Оставшийся флюс можно удалить погружением в концентрированную азотную кислоту на 5-15 минут. Кислоту удаляют промывкой водой, предпочтительно кипящей водой, чтобы ускорить высыхание.
Альтернативным методом очистки является погружение деталей на 5–10 минут в 10-процентный раствор азотной и 0,25-процентной плавиковой кислоты при комнатной температуре. За этой процедурой следует ополаскивание горячей водой.
Для паяных узлов, состоящих из секций толщиной менее 0,010 дюйма (0,254 мм), и деталей, для которых важна максимальная устойчивость к коррозии. Обычное лечение заключается в погружении в горячую воду с последующим погружением в раствор 10-процентной азотной кислоты и 10-процентного бихромата натрия на 5–10 минут. Затем следует ополаскивание горячей водой. Когда детали выходят из промывки горячей водой, они сразу же высушиваются принудительным горячим воздухом, чтобы предотвратить появление пятен.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Другие алюминиевые направляющие
Алюминий для пайки
Алюминий для газовой сварки
ВИГ для сварки алюминия
Видеоамбулаторная ЭЭГ – Консультанты по неврологии Сан-Антонио
E Что такое видеоамбулатория?
Электроэнцефалограмма (ЭЭГ) — это тест для выявления нарушений электрической активности головного мозга. Видеоамбулаторная ЭЭГ считается золотым стандартом для тестирования ЭЭГ. Это позволяет врачу видеть любые события, которые могут возникнуть у вас, когда вы занимаетесь своими обычными повседневными делами и во время сна. Амбулаторное устройство ЭЭГ будет носиться в течение определенного периода времени, который, по мнению вашего врача, даст ему/ей наилучшие шансы найти то, что он ищет, обычно в большинстве случаев 72 часа. Амбулаторный мониторинг ЭЭГ позволяет вашему врачу наблюдать за вашей ЭЭГ в течение длительного периода времени, а амбулаторный мониторинг может помочь диагностировать ваш тип (припадок, приступы и т. д.) и предоставить важную информацию о наилучшем лечении ваших припадков.
Почему выполняется тест?
ЭЭГ используется для диагностики наличия и типа судорожных расстройств, поиска причин спутанности сознания или периодов потери сознания, а также для оценки травм головы, опухолей, инфекций, дегенеративных заболеваний и метаболических нарушений, поражающих мозг.
Будут ли члены моей семьи или супруга сниматься на видео?
Если один из членов вашей семьи окажется перед видеокамерой, он ненадолго появится на видео. Но врач заинтересован только в том, чтобы увидеть вас, пациента, на видео, когда происходят клинически значимые события. Таким образом, даже если член вашей семьи будет ходить перед камерами, маловероятно, что врач когда-либо увидит именно эту часть видео. Видеозапись является непрерывной, но она будет анализироваться и редактироваться с помощью мощного программного обеспечения, так что будут просматриваться только те части, которые требуют внимания врача.
Что будет установлено в моем доме и какие зоны будут записываться на камеру?
Ночью он будет располагаться в спальне и направлен на ту сторону кровати, где вы будете спать. В течение дня камеру следует располагать в гостиной или другом указанном вами аналогичном месте, где вы проводите значительное количество времени. Вид с камеры ограничен креслом или диваном, где вы будете находиться большую часть времени, пока снимаете камеру или под наблюдением. Камеру следует использовать только дома, и ее нельзя использовать в любом другом месте.
Что произойдет, если меня настроят для мониторинга? Размещение проводов ЭЭГ для мониторингаУ вас будут те же электроды, что и для обычной ЭЭГ, за исключением того, что на этот раз они будут удерживаться с помощью специальной ленты, изготовленной специально для этого типа медицинской процедуры. Провода ЭЭГ будут прикреплены к вашей голове специальным клеем, чтобы электроды оставались прикрепленными в течение нескольких дней. Иногда электроды могут вызвать некоторый зуд, и вы можете принять лекарство, чтобы уменьшить зуд. Не чешите голову с установленными электродами. Бенадрил от 25 мг до 50 мг можно использовать при зуде. Это можно получить без рецепта в местной аптеке.
Еда
Пожалуйста, не ешьте картофельные чипсы или другие закуски, а также жевательную резинку, так как это будет мешать ЭЭГ – это создает много «шума» на графике, что делает невозможным обнаружение чего-либо еще.
Одежда
Во время проведения амбулаторной ЭЭГ вы должны носить удобную одежду. Вы захотите носить рубашку, которая открывается спереди, чтобы вы могли легко раздеться ночью. Например, предлагаются спортивные штаны и свободный топ с пуговицами спереди. Не подойдут обтягивающие рукава и топы без бретелей. Не пытайтесь натягивать рубашку или другую одежду через голову во время амбулаторной ЭЭГ. Электроды могут сместиться, что повлияет на качество записи.
Что мне нужно сделать перед тестом?
- Соберите достаточно удобную и подходящую одежду. Большинство пациентов днем носят уличную одежду или спортивный костюм, а ночью — теплую пижаму и носки. Помните, что топы должны быть на пуговицах и быть свободными.
- Хорошо вымойте и примите ванну. Не оставляйте средства для волос на волосах и снимите косички или наращенные волосы. Это облегчит удобное размещение электродов.
Что такое амбулаторный мониторинг ЭЭГ?
ЭЭГ — это сокращение от электроэнцефалографии. Электроэнцефалограф — это машина, которая переводит электрическую активность мозга в серию волнистых линий (график) на компьютере, называемом записью ЭЭГ.
ЭЭГ измеряет электрическую активность мозга, иногда называемую мозговыми волнами. Этот тест проводится, чтобы увидеть, как функционируют различные части вашего мозга. Он записывает график ваших мозговых волн.
Цифровой анализ — это процедура, которая может дать дополнительную информацию о любых обнаруженных проблемах.
Анализ и изучение полученных данных позволяет вашему врачу увидеть один из многих способов функционирования вашего мозга. ЭЭГ не является лечением любого рода. В ваш мозг электричество не передается. ЭЭГ регистрирует только активность головного мозга.
Если у вас случился припадок во время теста, вы должны вести себя как обычно во время приступа/припадка. Семья и друзья должны следовать вашим обычным действиям по оказанию первой помощи при заклинаниях / приступах или экстренным процедурам.
Он может сообщить нам, что может быть причиной ваших эпизодов, и помочь в выборе наилучшего лечения для вас.
Во время вашей ЭЭГ врач может увидеть аномальную активность, а также фазы сна.
Амбулаторная ЭЭГ — это очень дорогое (~ 20 000 долларов США) оборудование, которое позволяет нам отслеживать 48–72-часовой (или более) период мозговых волн — вы можете быть не в состоянии выполнять большую часть своих обычных повседневных действий во время в это время. Не мочите его. Не допускайте ударов камеры или коробки о другие предметы. Не пытайтесь что-либо регулировать на камере или устройстве и не регулируйте провода. Вы будете нести ответственность за любой ущерб.
По истечении периода времени (48 – 72) вы вернетесь в клинику ЭЭГ, чтобы снять электроды, а затем собранная или собранная информация будет загружена в компьютер для анализа.
Как работает амбулаторная ЭЭГ?
Маленькие неинвазивные металлические чашки, называемые электродами (обычно от 16 до 32), наклеиваются на кожу головы после тщательного измерения квалифицированным технологом. Лента и марлевая пленка должны надежно удерживать электроды на месте. Если электроды двигаются, то качество записи будет плохим. Электроды улавливают очень небольшие изменения электрической активности мозга. Активность усиливается и записывается на компьютер. Затем он преобразуется в сложный граф. Во время этой процедуры ЭЭГ записывается в течение длительного периода времени, что позволяет вам провести комплексную ЭЭГ дома. Вам нужно будет вести дневник с точным временем, чтобы соотнести поведение с событиями на ЭЭГ. Не забудьте сделать запись в журнале или дневнике и взять с собой, когда вернетесь в клинику. Это помогает определить причину любых судорог.
Как я получу результаты?
После того, как технолог завершит ваше исследование, врач рассмотрит исследование и обсудит его с вами во время вашего следующего визита. Если есть вопросы, касающиеся ЭЭГ, вызывающие немедленную тревогу, врач свяжется с вами для дальнейшего тестирования или обсудит результаты с вами по телефону. Не просите технолога ЭЭГ интерпретировать или объяснять ваши результаты. Специалист по ЭЭГ свяжется с врачом, если ваша ЭЭГ покажет что-то, что может вызвать немедленную тревогу.
Алюминиево-воздушная батарея: наука о химии и электричестве
Используйте алюминиевую фольгу, соленую воду и активированный уголь, чтобы сконструировать простую батарею, достаточно сильную, чтобы питать небольшой мотор или свет.
Объект:
Химия
Сочетание материи
Физика
Электричество и магнетизм
Энергия
Ключевые слова:
Аккумулятор
Соль
FOIL ALUMINUM FOIL
Аккумуляторная энергия
Aluminum foil
Аккумуляторная энергия
Aluminum foil
Аккумулятивная энергия
Aluminum foil
Aluminum Foil
Aluminum Foil
0003video
electron
NGSS and EP&Cs:
LS
LS1
PS
PS1
PS3
ETS
ETS1
CCCs
Cause and Effect
Scale, Proportion, and Quantity
Системы и модели систем
Энергия и материя
Демонстрация видео
Инструменты и материалы
- Алюминиевая фольга
- Ножницы
- Активированный уголь (продается в магазинах для аквариумистов)
- Ложка
- Бумажные полотенца
- Соль
- Маленькая чашка
- Вода
- Два электрических провода с зажимами на концах
- Небольшое электрическое устройство (например, двигатель постоянного тока с батарейным питанием или праздничный свет)
- Изоляционная лента
Сборка
- Отрежьте кусок алюминиевой фольги размером примерно 6 х 6 дюймов (15 х 15 см).
- Приготовьте насыщенный соляной раствор: растворяйте соль в небольшой чашке с водой, пока немного соли не останется на дне чашки.
- Сложите бумажное полотенце вчетверо, смочите его раствором, затем положите полотенце на фольгу.
- Добавьте ложку активированного угля с горкой поверх бумажного полотенца, затем аккуратно раздавите уголь на мелкие кусочки тыльной стороной ложки. Налейте немного раствора соленой воды на древесный уголь, пока он полностью не станет влажным. Убедитесь, что уголь не касается фольги напрямую; у вас должно быть три отдельных слоя, как бутерброд. Это ваша алюминиево-воздушная камера.
- Подготовьте электрическое устройство к использованию. Если вы используете двигатель постоянного тока, прикрепите небольшой кусочек ленты к концу вала двигателя, чтобы он служил «флажком», чтобы вы могли легко видеть, когда двигатель движется. Если вы используете праздничный свет, зачистите концы проводов, чтобы можно было присоединить провода.
Действия и уведомления
Прикрепите один конец каждого электрического провода к каждой клемме электрического устройства. Прикрепите другой конец одного из проводов к алюминиевой фольге. Плотно прижмите последний зажим к куче древесного угля, а затем посмотрите, что произойдет.
Если кажется, что батарея не работает через несколько секунд, вам может потребоваться уменьшить ее внутреннее сопротивление. Попробуйте увеличить площадь контакта между клипсой и углем, сложив всю батарею поверх клипсы, как тако, и сильно надавив на нее. Удостоверьтесь, что клип остается погруженным в древесный уголь. Если вы используете двигатель, вы также можете попробовать запустить его, кратковременно повернув флажок.
Что происходит?
Батареи преобразуют химическую энергию в электрическую. У них есть два электрода, называемые катодом и анодом, где происходят химические реакции, которые либо используют, либо производят электроны. Электроды соединены раствором, называемым электролитом, через который могут двигаться ионы, замыкая электрическую цепь. В этой активности соль обеспечивает ионы, которые могут перемещаться через влажное бумажное полотенце и переносить заряд.
Для выработки электроэнергии в этой батарее используется окисление алюминия на аноде, при котором высвобождаются электроны, и восстановление кислорода на катоде, при котором используются электроны. Движение электронов по внешней цепи генерирует электрический ток, который можно использовать для питания простых устройств. Схема батареи и уравнения для половинной и общей реакций приведены ниже:
Уравнения для половинной и полной реакций:
анод: Al(т) + 3OH − (водн.) → Al(OH) 3 (т) + 3e −
катод: O 2 (г) + 2H 2 O(ж) + 4e — → 4OH — (водн.)
всего: 4Al(т) + 3O 2 (г) + 6H 2 O(ж) → 4Al(OH) 3 (т)
Алюминиевая фольга обеспечивает доступный запас алюминия. Активированный уголь, который в основном состоит из углерода, может проводить электричество и не вступает в реакцию. Он обеспечивает высокопористую поверхность, которая подвергается воздействию кислорода воздуха. Один грамм активированного угля может иметь большую внутреннюю поверхность, чем вся баскетбольная площадка! Эта поверхность обеспечивает большое количество мест, с которыми кислород может связываться и участвовать в катодной реакции.
Эта большая площадь реакции позволяет простой алюминиево-воздушной батарее генерировать 1 вольт (1 В) и 100 миллиампер (100 мА). Этой мощности достаточно для работы небольшого электрического устройства, а также безопасный и простой способ сделать мощную батарею дома или в школе.
Дальше
Первая современная электрическая батарея состояла из ряда гальванических элементов, называемых гальваническим столбом. Чтобы сделать гальваническую сваю, повторите шаги сборки 1–4, чтобы построить дополнительные алюминиево-воздушные ячейки. Сложите два или три алюминиево-воздушных элемента друг на друга, чтобы посмотреть, сможете ли вы сделать более мощную батарею. Прикрепите один провод к нижнему куску фольги, а другой поместите в верхнюю кучу угля. Плотно прижмите стопку, чтобы уменьшить внутреннее сопротивление батареи, но убедитесь, что кусочки фольги не касаются друг друга. Если фольга из одной ячейки соприкасается с фольгой из ячейки над ней, электроны будут миновать бумажное полотенце и активированный уголь и двигаться прямо во второй кусок фольги, который имеет меньшее сопротивление, чем слой угля. Это эффективно закорачивает нижнюю ячейку, которая больше не влияет на общую выходную мощность.
Вы можете качественно сравнить мощность, посмотрев на мощность электрического устройства, или количественно, проведя измерения на мультиметре. Используйте мультиметр для измерения напряжения и тока, генерируемого вашей батареей. Какие изменения в конструкции батареи приводят к увеличению напряжения или тока?
Рассчитайте выходную мощность вашей батареи, рассчитав произведение ее напряжения и тока. Попробуйте запитать другие устройства, требующие более высокого напряжения или тока, такие как цепочка светодиодов (убедитесь, что они подключены в правильной ориентации), пьезозуммер или более мощный источник света.
Советы преподавателям
Небольшие электрические устройства доступны в магазинах электроники. Убедитесь, что выбранное электрическое устройство производит заметные изменения при подключении к источнику питания с напряжением в один вольт.
Эта активность демонстрирует реакции окисления и восстановления — неотъемлемые части химии аккумуляторов. Использование атмосферного кислорода в качестве окислителя распространяется на другие окислительно-восстановительные реакции, происходящие при коррозии, метаболизме и горении. Кроме того, участие кислорода в качестве реагента в алюминиево-воздушной батарее может быть использовано для введения представлений о топливных элементах и альтернативных источниках энергии.
Ресурсы
Это упражнение основано на демонстрации учителей семинара Галилео в Японии.