Сварка тонкого металла электродом – сложности, преимущества, выбор параметров инвертора и электродов, техника, рекомендации новичкам
Сваривание заготовок толщиной 2,5 мм и меньше зачастую осуществляется инверторным аппаратом. Однако применять правила и техники, характерные для толстостенных деталей, при этом нельзя – изделие можно просто прожечь насквозь. Поэтому разберем, какие особенности, трудности и преимущества имеет сварка тонкого металла электродом с помощью инвертора, как правильно подобрать рабочие характеристики оборудования и инструмента, какие вариации техники при этом могут применяться, а также что нужно учесть начинающему сварщику.
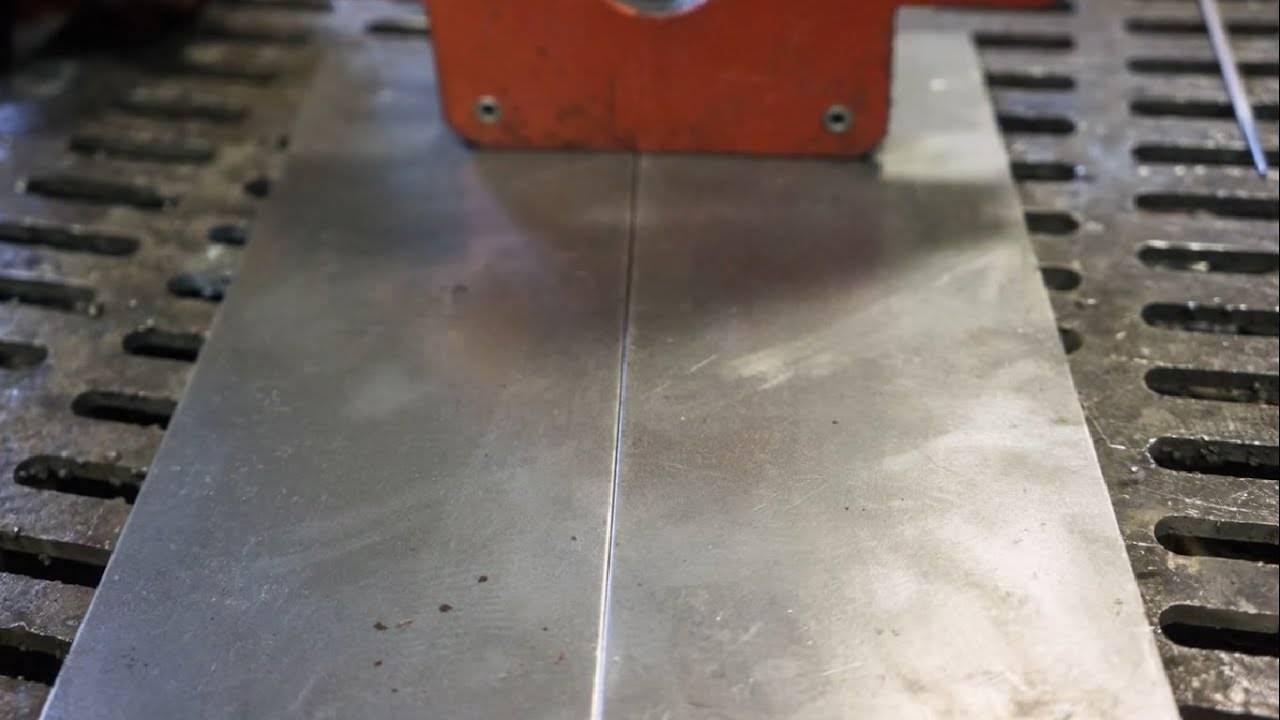
Сваривание полос из тонкого металлаИсточник sdelaysam-svoimirukami.ruОсобенности
Правила, по которым осуществляется сварка тонкого металла посредством инверторного аппарата, существенно отличаются от рекомендуемых для толстостенных изделий. В первую очередь учитываются сложности, вызванные спецификой поведения металла под действием электротехнических сил. Однако у технологии есть и свои плюсы. Разберем эти нюансы более детально.
В первую очередь учитываются сложности, вызванные спецификой поведения металла под действием электротехнических сил. Однако у технологии есть и свои плюсы. Разберем эти нюансы более детально.
Сложности
При сварном соединении инвертором двух металлических заготовок толщиной 2-3 мм и меньше, возникает следующий ряд специфических трудностей:
- Тонкое металлическое изделие прогорает при перегреве. По этой причине процедура стыковки должна проводиться как можно скорее, но без нарушения качества. При длительной обработке заготовка если не прогорит, то искривится. Поэтому электрод должен проводиться исключительно по направлению шва – без малейших отклонений.
- Параметры силы тока должны иметь минимальное значение. Как следствие, дуга становится короткой. Малейшее увеличение расстояния приводит к ее погасанию. В некоторых случаях она может долго не разжигаться. Под такие условия подбирается сварочный аппарат с показателем холостого напряжения не менее 70 вольт и возможностью постепенного изменения силы тока, начиная с 10 ампер.


- Искривление при чрезмерном нагреве. Малейшее увеличение температуры приведет к искривлению листа. Лучший способ не допустить этого – максимально тщательно выбирать параметры сварки и контролировать степень накала. Кроме того, если ситуация позволяет, то применяются специальные термоотводящие материалы, аккуратно подкладываемые снизу шва.
- Непровары на лицевой и наплывы с обратной стороны. Этими дефектами часто характеризуется сварка тонкого металла инвертором для начинающих. Если все выше приведенные недостатки можно в той или иной степени нивелировать правильным подбором параметров, условий и инструмента, то эти два полностью зависят от навыка мастера. Не проваренные или пропущенные места часто являются следствием спешки сварщика, наплывы – напротив, чрезмерного старания. В обоих случаях нужно корректировать технику.

Важно! Для получения качественного сварного шва соединение краев заготовок должно быть как можно более плотным – без малейшего зазора. Для этого перед сваркой их тщательно освобождают от ржавчины, зачищают и при необходимости подравнивают.Качественный шов на танком металлеИсточник stroychik.ru
Преимущества
Инверторная сварка – наилучший, современный и доступный способ, как варить тонкий металл. При соблюдении всех условий технологии шов получается весьма качественным, прочным, герметичным, долговечным, незаметным при последующей доработке и нанесении покрытия. С его помощью допустимо сваривать тонкостенные конструкции различного назначения – к примеру, автомобильные кузова и детали, емкости, трубы. Единственный общий недостаток инверторных сварочных технологий – нестабильность при отрицательной температуре окружающей среды.
Сварка оцинковки
Существует единственный способ, как варить тонкий металл электродом 3 мм, когда заготовки покрыты слоем цинка, это инверторная сварка с предварительной зачисткой поверхностного слоя в месте стыковки. Процедура выполняется несколькими методами:
- Механическим. Для этой цели применяются шлифовальные машинки, абразивные круги, щетки со стальной щетиной, наждачная бумага.
- Термообработка сваркой. Цинковое наслоение выжигается двойным проходом электрода вдоль всей траектории шва с обязательной последующей отбивкой образуемого шлака.
Другой особенностью сварки оцинкованных изделий является необходимость создания двойного шва:
- Первый проход выполняется рутиловым электродом с наименьшей амплитудой.
- Второй проход финишный, облицовочный. Осуществляется основным электродом с шириной шва, равным 3-х-кратному диаметру инструмента.

Обратите внимание! Удаление оцинковки электросварочным способом сопровождается повышением температуры металла в месте контакта с электродом почти до 1000 оС. При таких условиях цинк окисляется и испаряется, образуя токсичные пары в воздухе. Поэтому выполнять процедуру допустимо только в хорошо проветриваемом помещении или на улице.
Как правильно варить: пособие для начинающих сварщиков
Подбор параметров оборудования и инструмента
Только правильное соотношение параметров работы аппарата, применяемого инструмента и толщины самого материала позволяет качественно решить вопрос о том, как варить тонкий металл электродом. Как начинающие, так и опытные сварщики применяют следующие установленные закономерности:
| Слой материала, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1,6-2 | 2 | 2-2,5 | 3 | |
| Сила тока, ампер | 10-20 | 32-35 | 45-55 | 60-70 | 75-85 |
 com
comПри этом сварка с помощью инвертора может проходить в двух вариантах по характеристикам выдаваемого аппаратом тока:
- Постоянном.
- Переменном
В первом случае вопрос о том, каким электродом варить металл 2 мм, решается путем подключения цепи способом обратной полярности. Это значит, что «минус» подсоединяется к заготовке, а «плюс» – к держателю. Такая схема приводит к смещению нагрева на инструмент, а не на металлическую деталь. Поэтому удается избежать прогорания, деформации и наплывов.
Второй вариант предполагает проведение сварочных работ с более низким значением силы тока, чем для толстостенных листов. При этом частота должна быть высокой. Стартовые показатели тока должны быть снижены минимум на 20-30%. Как вариант, опытные сварщики розжиг электрода осуществляют на болванке, встык расположенной к заготовке, а затем сразу переходят на рабочий шов.
Совет! Гарантией качества, аккуратности, долговечности сварного шва на тонкостенных деталях является применение малых токов.
 Однако максимально соответствовать таким параметрам может только электрод от 2 мм и тоньше. При этом он должен быть изготовленным из легко расплавляемого материала.
Однако максимально соответствовать таким параметрам может только электрод от 2 мм и тоньше. При этом он должен быть изготовленным из легко расплавляемого материала.4 вида сварки труб: какой выбрать для трубопровода и чем они отличаются
Варианты техники
Во всех без исключения случаях сварка тонкого металла инвертором должна осуществляться как можно скорее. Электрод проводится по прямой траектории только раз и без остановок. Параметры силы тока минимальны. Перед началом поверхность деталей обязательно подготавливаются:
- Уделяется внимание начальной геометрии. Если ее нужно сохранить неизменной, принимаются соответствующие меры – минимизируется нагрев, применяются зажимы.
- Края заготовок в местах соединения очищаются от следов коррозии, грязи, краски и т. п.
- Далее заготовки закрепляются или устанавливаются в необходимом положении – в соответствии с технологией.
 п.
п.По завершении подготовительных работ, когда заготовки закреплены, выполняют предварительные точечные сварочные прихваты – на расстоянии друг от друга не более 5-10 см. Это позволяет избежать многих негативных эффектов – прожига, наплывов, деформации.
Видео о том, как варить электродом металл 1 мм:
Есть две основные техники, как варить тонкий металл электродом 2 мм – это:
- Непрерывно.
- Прерывно.
Первый вариант, как правило, применяется, когда края заготовок располагаются внахлест. Негативные эффекты, такие как, прожог, наплывы и искривления, либо минимизируются, либо вовсе не проявляются. Это дает возможность использовать большие параметры силы тока, диаметра электрода и меньшую скорость ведения шва.
Вторая технология используется для деталей с наименьшей толщиной при соединении встык. При этом характеристики силы тока, диаметра электрода используются минимальные, а скорость ведения шва – максимальная. Сварка в данном случае осуществляется короткими участками с примерно одинаковым шагом.
Рекомендация! При сваривании тонкостенных деталей встык для снижения предотвращения перегрева, и, как следствие, прогорания металла, с обратной стороны формируемого шва подлаживают медную подложку или проволоку. Благодаря высокой теплопроводности материал быстро отводит тепло и не допускает прожига заготовок.
Видео о правильном подборе силы тока при сварке тонкого металла:
Рекомендации начинающим
Есть несколько простых, но важных рекомендаций, как варить тонкий металл инвертором начинающим:
- Высокое качество шва гарантировано при тщательном его контроле со всех сторон во время проведения сварочных работ.
- Расстояние между электродом и деталью (дуговой зазор) должно быть равным электродному диаметру. При меньшем значении шов приобретет выпуклую форму, при большем – не проварится.
- Для визуального контроля расстояния между электродом и металлом необходимо ориентироваться на раскаленную область в месте контакта. Появление пятна красного цвета свидетельствует о процессе плавления – необходимого для сварного соединения.
- Для наиболее плотного соединения листов при сварке внахлест необходимо детали придавить грузом или зажать.
- Чем меньше расстояние между швами при точечной технике сварки, тем меньше искривление.
- Наилучший наклон электрода при сварке – от 45 до 90 градусов.
Полезная информация! Если стоит задача как можно меньшего нагрева, заготовки необходимо размещать в вертикальном положении. При этом угол касания электрода с металлом должен быть в рамках 30-40 град. Движение происходит только сверху вниз.
В этом видео показы основные трудности при варке тонкого металла:
Какие электроды лучше использовать для инверторной сварки – как выбрать по диаметру, покрытию, назначению, ТОП лучших электродов, советы для начинающих
Коротко о главном
Для получения ответа на вопрос о том, как сваривать тонкий металл инвертором, необходимо учесть ряд возникающих трудностей:
- Тонкий металл моментально прожигается при перегреве.
- Дуговой зазор маленький, так как сила тока, выдаваемая аппаратом, должна быть минимальна.
- Длинный шов и тонкая структура приводит к искривлению детали.
- Не проваренные участки и наплывы с обратной стороны соединения часто сопровождают работу неопытного сварщика.
При соблюдении всех нюансов и техники инвертор позволяет получить прочный, качественный, долговечный и незаметный шов. Однако для этого потребуется тщательно подбирать параметры работы оборудования и диаметр электрода – в соответствии с конкретной толщиной материала. При этом есть две основные техники – непрерывно для сварки внахлест и прерывно для стыкового соединения. Для успешного проведения сварочных работ начинающим сварщикам следует учесть рекомендации специалистов.
Однако для этого потребуется тщательно подбирать параметры работы оборудования и диаметр электрода – в соответствии с конкретной толщиной материала. При этом есть две основные техники – непрерывно для сварки внахлест и прерывно для стыкового соединения. Для успешного проведения сварочных работ начинающим сварщикам следует учесть рекомендации специалистов.
Как варить тонкий металл с отрывом начинающему, чтобы шов был как у опытного сварщика | Ручная дуговая сварка
Красивый шов-крепкий шов. Эту поговорку знает каждый сварщик, и это чистая правда. Ведь красивый шов, у которого чешуйки мелкие, будет плотным, а значит и качественным. На толстом металле сделать такой шов намного проще, но сегодня расскажу способ сварки для тонких металлов. Начинающим будет полезно, ведь для них именно сварка тонкого металла наиболее сложна.
Сваривать тонкий металл электродом лучше с отрывом, так будет меньше прожигаться. Электроды для такой сварки нужны с рутиловым, или рутило-целлюлозным покрытием. На фото такие электроды марок МР 3, АНО-21, ОК-46-лучшие в своём классе. Просто такие электроды легко повторно зажигаются.
На фото такие электроды марок МР 3, АНО-21, ОК-46-лучшие в своём классе. Просто такие электроды легко повторно зажигаются.
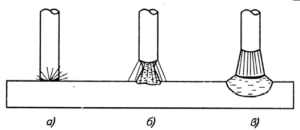
Наглядная теория такой сварки. Диск от болгарки будет у нас сварочной ванной, которая получилась после зажигания электрода и расплавления дугой металла. Торец ручки моего молотка будет в роли торца электрода!
Зажигаем электрод, металл разогрелся, получили сварочную ванну. В этот момент прерываем сварку, резко убираем кончик электрода в сторону. Через маску мы чётко видим контуры границы этой сварочной ванны. Тонкие металлы лучше сваривать в маске хамелеон. Зафиксировали взгляд на этой границе.
А вот и главная хитрость правильного повторного поджига. Зажигаем электрод, заведя нижний торец электрода на 2-3 мм внутрь границы сварочной ванны. Это правило для электродов диаметром 3 мм.
На канале сотни советов для новичков и самоучек в сварке. После этой посмотри другие статьи, чтобы не терять время методом проб и ошибок!
И так раз за разом, каждый повторный поджиг делаем, углубившись торцом электрода на размер диаметра этого электрода, вглубь от чёткой границы контура сварочной ванны.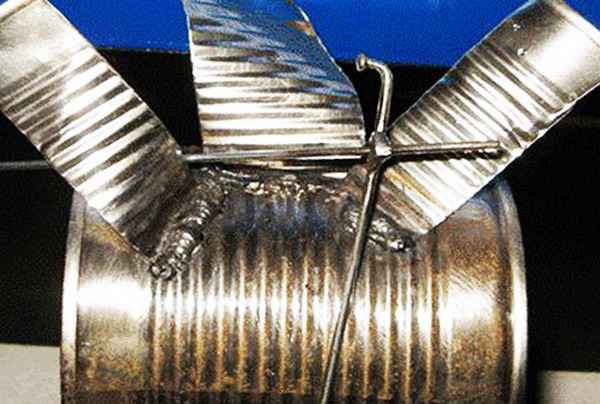 Естественно, всё это делается на глаз, но следуя такой технике, сварочные швы будут красивые и плотные. Теперь давайте поварим.
Естественно, всё это делается на глаз, но следуя такой технике, сварочные швы будут красивые и плотные. Теперь давайте поварим.
Взял 3 куска профильной трубы размером 60 на 30 мм, толщина 2 мм. Получилось 2 стыка. Эти стыки будем заваривать разными электродами для эксперимента. Правый стык заварю электродом АНО-21, а левый более качественным электродом ОК-46. Заварим одинаковой техникой, описанной выше, и посмотри на результат.
Варим с отрывом точка за точкой. Ток примерно 80-90 ампер, у меня на аппарате точных значений до 1 ампера нет, так что примерно в этом диапазоне. Полярность прямая, минус на держак с электродом, так меньше вероятность прожечь. Знаю что в книжках написано по-другому, но на практике лучше делать именно так, проверено сотни раз, и такое же мнение у многих опытных сварщиков.
Заварили оба стыка, отбили сварочный шлак. Теперь рассмотрим эти швы поближе. Я их увеличю в несколько раз, чтобы была видна чешуйчатость шва.
Это фото шва от электрода АНО-21, видно что чешуйки очень плотные. красота и качество такого шва довольно хорошие.
А это две фотки- шов от электрода ОК-46, видно что чешуйки ещё более плотные. Если бы не многократное приближение, то он выглядит как монолитный.
Друзья, надеюсь на своих примерах доступно объяснил правильную технику сварки тонкого металла с отрывом. Попробуйте применить эти правила, и результат вас удивит. До встречи в новых статьях по сварке для самоучек.
Особенности сварки тонкого металла электродом
Сварка тонкого металла электродом – сложная в реализации задача, с которой рано или поздно сталкивается каждый практикующий сварщик. Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Блок: 1/8 | Кол-во символов: 217
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.

При выполнении работ в домашних условиях возможна рихтовка поверхности молотками с резиновой ударной частью. В противном случае сваривание выполняет не сплошной полосой, а с чередованием в определенной последовательности мест наложения шва.
Блок: 2/8 | Кол-во символов: 1841
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Специфика сварки тонких металлов инвертором
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
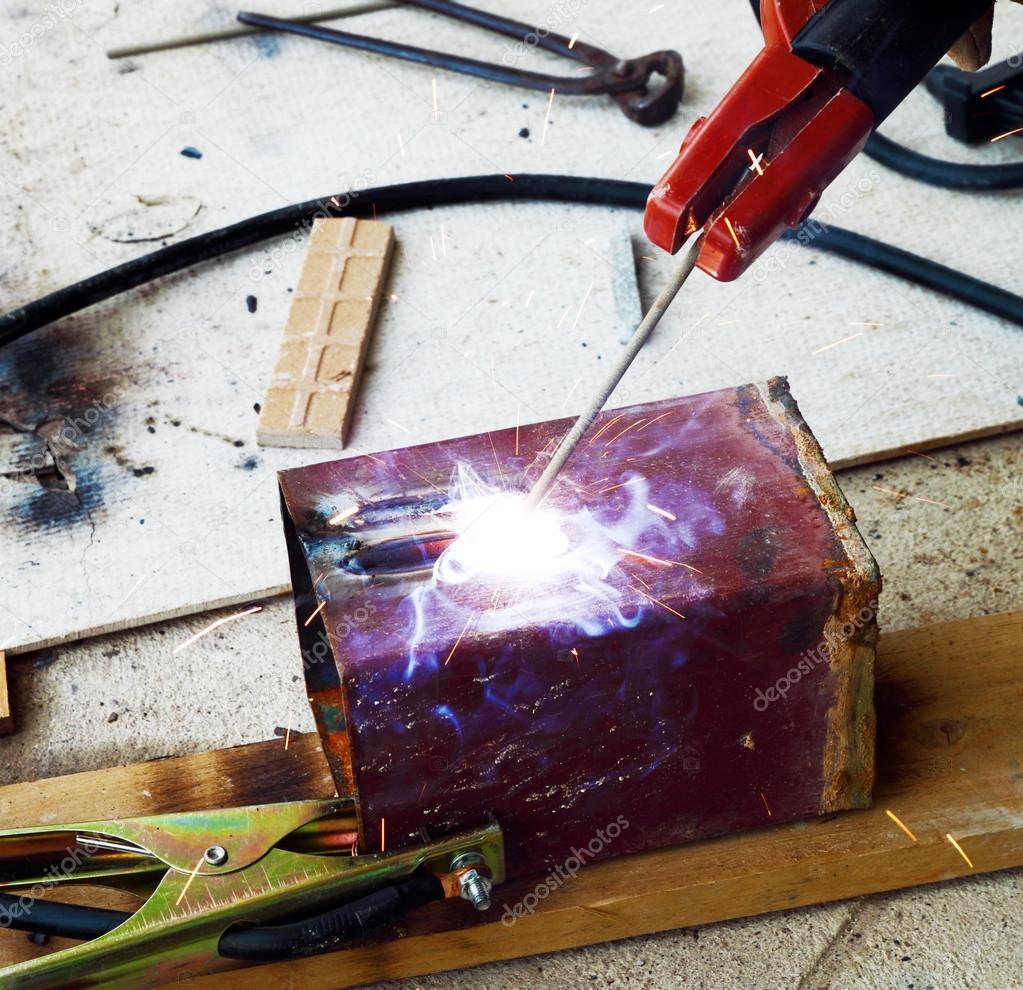
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.
Опишем их подробно:
- Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод.
Если этого не сделано, можно пропалить металл или оставить на нем непровары. Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности. - Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва. - При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.

Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.
Блок: 2/5 | Кол-во символов: 3504
Источник: https://tutsvarka.ru/vidy/svarka-tonkogo-metalla-invertorom
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Блок: 3/6 | Кол-во символов: 1302
Источник: https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Блок: 3/7 | Кол-во символов: 1237
Источник: https://rezhemmetall. ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.

Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Блок: 4/5 | Кол-во символов: 2630
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-elektrodom-tonkogo-metalla.html
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Блок: 4/6 | Кол-во символов: 730
Источник: https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.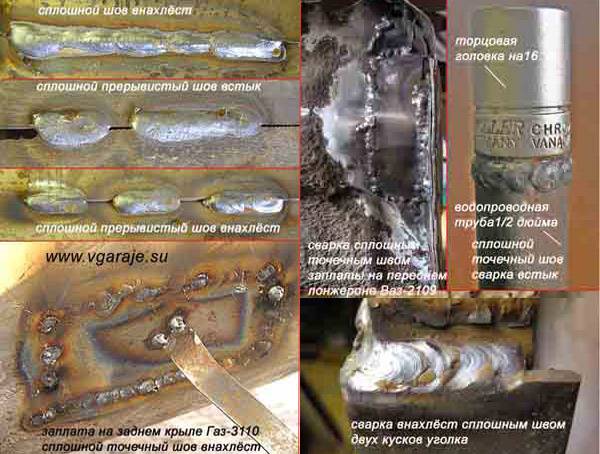 html
html
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Блок: 4/7 | Кол-во символов: 2413
Источник: https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
 Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Блок: 4/5 | Кол-во символов: 2396
Источник: https://svarkaed.ru/svarka/izdeliya-i-konstruktsii/svarka-tonkogo-metalla.html
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Видео:
Блок: 5/6 | Кол-во символов: 524
Источник: https://plavitmetall. ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
Подведем итоги
Сваривание тонкостенных металлических конструкций обладает рядом особенностей, что важно понимать неопытному сварщику: нужно знать, какими электродами стоит работать, а также понимать, как правильно варить металл инвертором.
Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть. Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.
Блок: 5/5 | Кол-во символов: 506
Источник: https://tutsvarka.ru/vidy/svarka-tonkogo-metalla-invertorom
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой.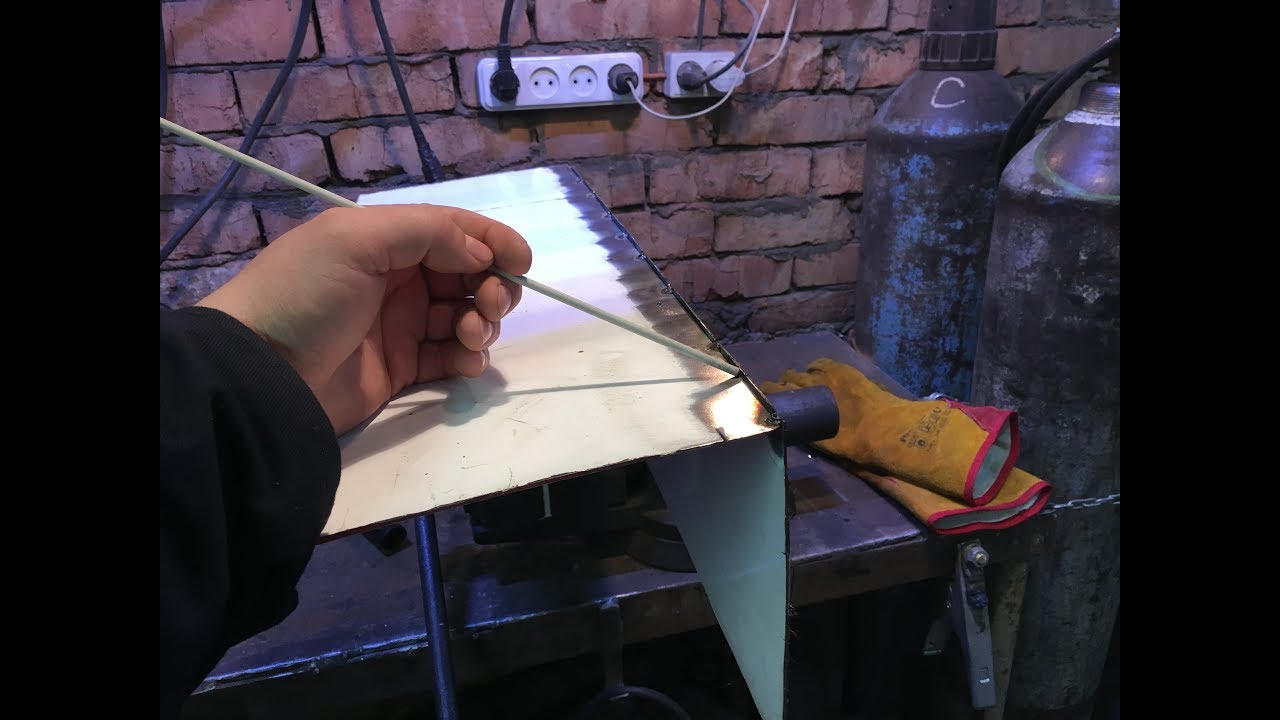 Только практика поможет в освоение процесса.
Только практика поможет в освоение процесса.
Блок: 6/6 | Кол-во символов: 439
Источник: https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
Сварка оцинкованных листов
Перед свариванием тонкостенного металла, покрытого цинком, места возле стыка зачищают до стали шлифовальной машинкой, наждачной бумагой или щеткой с металлической щетиной. Для быстрого удаления покрытия его можно выжечь, дважды пройдясь дугой по стыку. Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Начинающим сварщикам не стоит сразу браться за освоение сваривания встык, так как для его проведения нужен опыт и твердая рука. Лучше сначала потренироваться на соединении внахлест, где ниже вероятность прожога. После обретения навыков будет проще освоить более сложные способы.
Блок: 6/6 | Кол-во символов: 774
Источник: https://svarkaprosto. ru/tehnologii/svarka-tonkogo-metalla-elektrodom
ru/tehnologii/svarka-tonkogo-metalla-elektrodom
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Блок: 7/7 | Кол-во символов: 922
Источник: https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Заключение
Сварка тонколистового металла – ответственный процесс, который требует от исполнителя определенных профессиональных навыков. Опытным специалистам лучше использовать полуавтомат – он позволяет увеличить производительность работ и обеспечивает тонкую настройку рабочих параметров.
Сварщик 6-го разряда Левченко Сергей Сергеевич. Опыт работы – 17 лет: «Я работаю в рихтовочном цеху на автотранспортном предприятии. По роду деятельности очень часто сталкиваюсь с необходимостью соединения тонкого металла. До появления инверторов это было серьезной проблемой – трансформаторы не способны сделать шов, устойчивый к процессам коррозии. Его хватала в лучшем случае на год, по прошествии которого на поверхности начинали появляться следы ржавчины. Наш парк состоит из грузовых автомобилей отечественного производства, поэтому необходимости в использовании полуавтомата у нас нет – хороший инвертор с дополнительными функциями зарекомендовал себя, как отличный инструмент при кузовном ремонте продуктов отечественного грузового автопрома».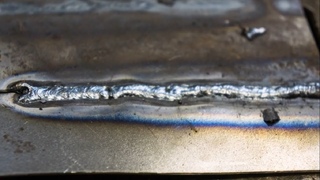
Блок: 8/8 | Кол-во символов: 1041
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Количество использованных доноров: 8
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/svarka-elektrodom-tonkogo-metalla.html: использовано 1 блоков из 5, кол-во символов 2630 (9%)
- https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html: использовано 4 блоков из 6, кол-во символов 2995 (11%)
- https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html: использовано 3 блоков из 8, кол-во символов 3099 (11%)
- https://svarkaprosto.ru/tehnologii/svarka-tonkogo-metalla-elektrodom: использовано 2 блоков из 6, кол-во символов 2314 (8%)
- https://metalloy.ru/obrabotka/svarka/tonkogo-metalla-elektrodom: использовано 2 блоков из 6, кол-во символов 2675 (10%)
- https://svarkaed.ru/svarka/izdeliya-i-konstruktsii/svarka-tonkogo-metalla. html: использовано 2 блоков из 5, кол-во символов 4401 (16%)
- https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html: использовано 4 блоков из 7, кол-во символов 5642 (20%)
- https://tutsvarka.ru/vidy/svarka-tonkogo-metalla-invertorom: использовано 2 блоков из 5, кол-во символов 4010 (14%)
Сварка тонкого металла электродом: ошибки, советы, правила
Сварка тонкого металла электродом: ошибки, советы, правилаВарить тонкий металл проще всего при помощи аргонодуговой сварки. Таким образом, получится создать узкий и красивый сварной шов с минимальным тепловложением.
Однако у большинства мастеров нет под рукой полуавтомата. Многие прекрасно обходятся и обычным РДС инвертором, тем более, если нужно варить чисто «для себя» и несколько раз в год.
Именно при сварке тонкого металла инвертором и возникают ошибки чаще всего. Чтобы добиться красивого шва на тонкостенной заготовке, важно понимать, что к чему, и действовать согласно технологии.
Когда нужно варить тонкий металл
В бытовых условиях тонкостенный металл варится чаще всего при изготовлении бака под летний душ. Нередко к сварке электродом прибегают и автомобилисты, когда нужно подварить пороги автомобиля.
Также часто приходится варить тонкостенную профильную трубу, толщина которой едва превышает 2 мм. Именно в таких случаях и возникают определенные проблемы, прожоги и деформации, в результате которых значительно страдает качество шва.
Сложности при сварке тонкого металла
Сразу нужно оговориться и сказать, что тонкий металл — это такой металл, толщина которого от 0,8 до 1,5 мм. Варить металл толщиной менее 0,8 мм обычным электродом нереально.
Однако и с более толстым металлом возникают не менее распространенные проблемы:
- Наплывы — они образуются в результате того, что заготовка начинает проваливаться под собственным весом;
- Прожоги — не менее распространенный дефект, который приводит к появлению дыр в заготовке. В результате этого серьёзно страдает внешний вид изделия;
- Непровары — боясь получить прожог, неопытные сварщики используют слишком малый ток для сварки или чрезмерно быстро перемещают электрод вдоль шва. В результате этого наплавленный металл не успевает смешиваться с основным, что и приводит к возникновению непроваров;
- Деформация заготовок — происходит вследствие перегрева основного металла.
 В результате этого серьёзно страдает внешний вид изделия;
В результате этого серьёзно страдает внешний вид изделия;Таким образом, зная все вышеперечисленные ошибки при сварке тонкого металла, можно попытаться не допустить их в дальнейшем.
Как варить тонкий металл электродом
Для сварки тонкого металла важно использовать только подходящие электроды. Лучшим вариантом станут электроды диаметром 2-2,5 мм. Такими электродами можно легко сварить металл, толщина которого 1 мм. Если толщина металла значительно меньше, то рекомендуется применять электроды диаметром 1,6 мм.
Не менее важно и правильно подобрать сварочный ток для электродов. Если используются электроды 2-2,5 мм диаметром, то сила тока не должна превышать 35 Ампер. Для электродов 1,6 мм диаметром, сила тока должна быть в районе 10-20 Ампер.
Для электродов 1,6 мм диаметром, сила тока должна быть в районе 10-20 Ампер.
Ниже приведены несколько главных правил, как варить тонкий металл электродом:
- Не перегревайте основной металл. Держите дугу строго по центру соединения, таким образом, получится избежать прожога по краям заготовки;
- Не задерживайте подолгу электрод над металлом. Данная ошибка приведёт к прожогу и деформации заготовки;
- Старайтесь держать конец электрода как можно ближе к металлу, чтобы всегда была короткая дуга, длиной до 3 мм;
- Держите электрод под углом в 30-45 градусов.
Кроме того, используйте сварку на обратной полярности, поскольку это позволит не прожигать тонкий металл. Чтобы значительно минимизировать деформацию металла, строго соблюдайте порядок провара сварных швов.
Как TIG листового металла для идеальной сварки
Когда вы пытаетесь сварить листовой металл, есть один главный враг: тепло. Чтобы получить хороший сварной шов и избежать коробления или прорывов, вам нужно как можно меньше нагревать основной металл.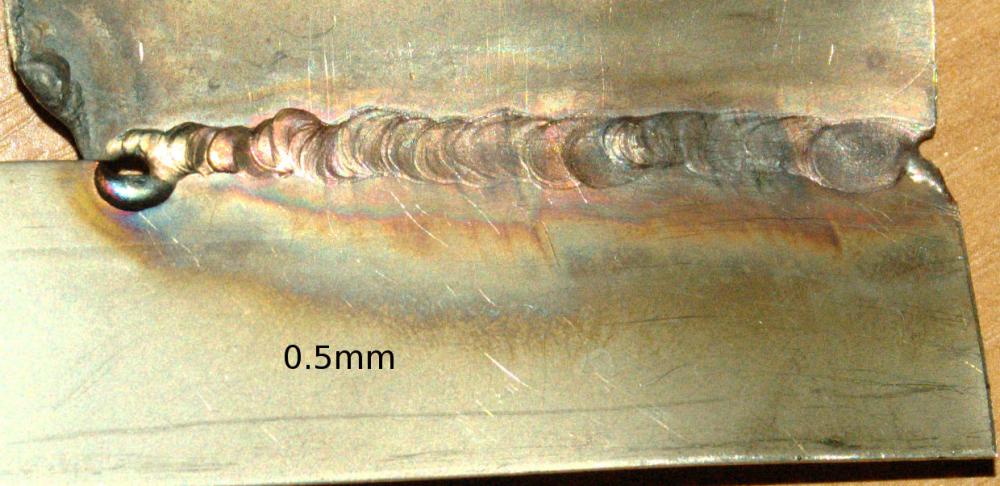
Благодаря своей способности эффективно выполнять сварку при малом токе сварка TIG является отличным вариантом, когда речь идет о листовом металле.
Вольфрам Отбор и подготовка
Перво-наперво, выбор и подготовка вольфрама.В UNIMIG мы рекомендуем позолоченные наконечники. Лантанированные вольфрамы для низкоуглеродистой стали, но вы можете использовать любые другие, которые также работать со сталью (например, цериевой и торированной).
Хотя тип вольфрама больше зависит от личных предпочтений, диаметр вольфрама должен быть небольшим.
Вольфрам 1,6 мм будет лучшим выбором для действительно тонкого листового металла, но если вы работаете с чем-то ближе к 3 мм, вы можете использовать вольфрам 2,4 мм. Маленькому вольфраму требуется меньше ампер для полного нагрева, и чем меньше ампер, тем лучше.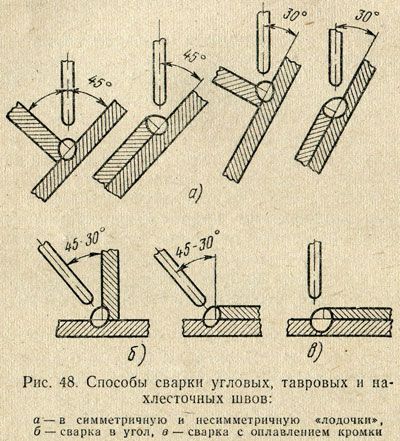
Использование более низких ампер означает, что вам нужно двигаться медленнее, так как для плавления требуется больше времени, поэтому иногда лучше сменить метод. Возьмите немного больший вольфрам, увеличьте усилители и увеличьте темп.
Работать горячо, но быстро означает, что металл плавится быстрее, без необходимости задерживаться на одном месте так долго, что снижает фактический уровень нагрева. Если вы не уверены, что сможете поддерживать более высокий темп, придерживайтесь меньшего вольфрама, более низких усилителей и скорости, которая вам удобна.
Используйте правильный вольфрамНезависимо от области применения вольфрам нуждается в предварительной подготовке, и листовой металл не является исключением.
Если вы работаете с нержавеющей или низкоуглеродистой сталью, вам нужно заточить конец до острого конца (шлифовать вдоль на шлифовальном круге!), чтобы получить наилучшие результаты.
Заостренный наконечник помогает сохранить дугу и ванну как можно более тонкими и контролируемыми, что является ключом к сохранению узкой ЗТВ (зоны термического влияния).
Если вы работаете с алюминием , вам понадобится закругленная или сплющенная точка на вольфраме.
Наполнитель МеталлыТолщина присадочного металла очень важна, когда речь идет об обработке листового металла. Вы хотите, чтобы ваш наполнитель плавился раньше или одновременно с основным металлом.
Если у вас слишком толстый присадочный стержень (например, при использовании стержня 2,4 мм на металле толщиной 1 мм), вам потребуется больше времени и тепла, чтобы расплавить его, а это большая проблема.
Когда вы работаете со сверхтонким листовым металлом, вы можете использовать проволоку MIG в качестве присадочного стержня.Все, что вам нужно сделать, это отрезать немного от катушки (будьте осторожны, чтобы не размотать ее целиком) и выпрямить ее.
Сварка TIG Проволока MIG Выпрямление проволоки MIG, чтобы ее было легче протягивать сквозь пальцы, — это, пожалуй, самая сложная задача при использовании ее в качестве наполнителя для сварки TIG.
Использование проволоки MIG хороший вариант для действительно тонких вещей, потому что вы можете получить намного меньше диаметр проволоки больше, чем у стержней TIG. Наименьший доступный стержень составляет 1,6 мм, в то время как вы можно получить проволоку MIG 0,6 мм.
Чем тоньше наполнитель вы используете, тем легче его расплавить, и тем меньше будет ваша бусина. Просто сделай уверен, что если вы свариваете листовой металл толщиной 2–3 мм, а не используете проволоку 0,6 мм — вам все еще нужно достаточно металла, чтобы соединить две части с надлежащим проникновением.
НастройкиВ большинстве случаев TIG-сварка листового металла может выполняться при достаточно низком токе. Если вы не знаете, с чего начать, ознакомьтесь с бесплатным руководством UNIMIG Ultimate Welding Guide .
Включает в себя полный список настроек, основанных на толщине вольфрама, наполнителя и основного металла.Наше руководство — это всего лишь отправная точка, поэтому, если вам нужно настроить его для достижения наилучшего результата, вперед.
Получить себе педаль, так что вы можете увеличивать и уменьшать уровень усиления по мере необходимости, также можно действительно полезно.
Подготовка металлаПри сварке листового металла методом TIG не должно быть зазоров. Вы хотите, чтобы ваши две части были заподлицо, и было бы неплохо закрепить их через равные промежутки времени, пока вы делаете закрепки, чтобы одна сторона не могла подниматься или накладываться на другую.
Хорошая и правильная сборка металла может впоследствии сэкономить вам много времени. Чем лучше подгонка, тем меньше проблем вам придется столкнуться, когда дело доходит до продувки.
Имейте в виду, что вы все еще работает с TIG, поэтому убедитесь, что ваш металл в чистоте, и нет никаких ржавчина, грязь, покрытие или что-то другое на вашем металле при запуске.
Прихватка для всего Когда все настроено и готово, а металл закреплен на месте, можно приступать к сварке. TIG-сварка листового металла очень похожа на TIG-сварку любого другого металла, только с некоторыми изменениями в технике.
TIG-сварка листового металла очень похожа на TIG-сварку любого другого металла, только с некоторыми изменениями в технике.
Первое, что вы хотите изменить, это ваши кнопки.
Вам нужно много кнопок. Как много. Делать регулярные прихватки, примерно через каждые 5-10 мм, кажется излишним, но это позволит держать все там, где оно должно быть, как только вы начнете правильно сваривать.
Прихватите сварной шовЕсли прихватки расположены слишком далеко друг от друга, вы обнаружите, что металлические листы начинают отрываться друг от друга и оставляют зазор, который необходимо заполнить.Или одна сторона могла подняться выше другой, даже начать нахлест (если вы работаете на стыковом шве), что необходимо исправить.
Как бы это ни отнимало много времени, близко расположенные гвозди помогают избежать всего этого.
Когда вы делаете прихватки, вы хотите добавить как можно меньше присадочного стержня. Вы почти стремитесь получить больше сварного шва плавлением .
Таким образом, когда вы вернетесь к ним для фактического соединения сварным швом, вам придется работать не только с большим куском металла.
Когда вы свариваете металл вместе, вам не нужно пропускать прихватки. Вместо этого вы привариваете прямо поверх них, чтобы не оставить зазора, поэтому чем более плоскими они будут в начале, тем лучше.
После того, как вы сделали прихватки, вы можете забить их все молотком и подкатить, чтобы удалить коробление. Таким образом, когда вы начнете окончательный сварной шов, вы все равно будете работать с плоским куском металла.
После того, как вы закончили все прихватки и металл снова остыл (что не должно занять много времени), вы можете приступить к окончательной сварке.
Сварка
TIG не выделяет столько начального тепла в металл, если он работает при гораздо более низкой температуре, поэтому теоретически, если у вас есть уровень навыков и уверенности, вы можете выполнять сварку без остановки по всей длине. вся панель автомобиля.
вся панель автомобиля.
Если бы вы это сделали, скорость сварки и мазки наполнителя должны были быть практически одинаковыми на всем протяжении. Если вы все еще знакомитесь с TIG или просто не очень уверены в постоянстве скорости перемещения, вы можете просто сваривать небольшие расстояния и прыгать по панели.
Но вы абсолютно точно можете использовать более длительные периоды сварки, чем MIG. Вы не ограничены только выполнением небольших швов из-за боязни продувания металла.
Сварка автомобильной панелиНапример, если вы разместили прихватки через каждые 10 мм, вы можете пройти по пяти из них и покрыть добрых 5 см, прежде чем остановитесь. Вам не нужно делать эти более длинные сварные швы, и часто вы можете почувствовать, как металл начинает двигаться или деформироваться уже через несколько сантиметров.
Каждый раз, когда вы чувствуете или видите движение металла, вы можете приостановить сварку, использовать молоток и тележку, чтобы выровнять ее, а затем перезапустить.
Выполнение этих более коротких сварных швов и корректировка коробления (забивание молотком) по мере продвижения — более медленный процесс, но это означает, что вместо этого половина работы после сварки выполняется во время сварки.
Вы также можете шататься ваши сварные швы TIG вместо того, чтобы идти вдоль металла по одной прямой линии. Начинать ваш шов на одном конце, сделайте шов, затем прыгайте на другой конец, затем вернуться снова, чередуя взад и вперед, чтобы присоединиться в середине.
В целом, сварку TIG листового металла можно выполнять так же, как сварку TIG любого другого металла.Запустите свои усилители, придерживайтесь постоянной скорости движения и делайте мазки, мазки, мазки.
Если посадка достаточно плотная (и тонкая), вам даже не понадобится наполнитель, но вы должны держать его под рукой, чтобы добавить при необходимости. Например, если сварной шов открывался и расширялся, вы можете добавить мазок, чтобы охладить его и закрыть образовавшийся зазор.
Вы можете, если у вас есть машина, которая на это способна, использовать настройку импульсов TIG для листового металла. Использование импульсной TIG помогает свести к минимуму количество тепла, выделяемого металлу по мере того, как сила тока уменьшается, а затем увеличивается (обратно к установленным значениям силы тока) с выбранной вами скоростью.
Это также может помочь остановить любые выбросы, которые могут произойти, так как у металла есть короткие моменты времени для охлаждения в «выключенном» или сниженном ампере в части импульсного цикла.
TIG-сварка листового металла Быстрый совет: чем плотнее
вы поддерживаете дугу, тем меньше ампер вам потребуется, чтобы правильно расплавить наполнитель
потому что тепло более концентрировано. Это означает, что вы можете путешествовать быстрее и сохранять
ваш металлический кулер в целом. Недостатком узкой дуги, очевидно, является
к основному металлу, который вы получаете, тем выше шанс окунуть ваш вольфрам в
основным металлом или с присадочной проволокой.
Когда вы останавливаете сварку, вам нужно возобновить ее примерно на 5 мм назад по верхней части предыдущего сварного шва. Подождите, пока лужа снова не сформируется, а затем продолжайте на следующей части сварного шва.
Вы перезапускаете таким образом, чтобы сохранить целостность сварного шва и чтобы между ними не было маленьких зазоров или отверстий. Отверстия позволяют влаге проникать внутрь, а влага в вашем металле приведет к ржавчине на дорожке.
ДеформацияНесмотря на то, что TIG может работать с гораздо более низкой силой тока, чем MIG, вы все равно получите некоторую деформацию.коробление происходит несмотря ни на что, хотя листовой металл гораздо более подвержен этому, потому что вы добавляете тепла к тонкому металлу. Вопрос только в том, насколько вы можете ограничить деформация.
Есть пара
Способы ускорить охлаждение металла. Один из них — дуть на него сжатым воздухом,
а другой — полив холодной водой. Ни то, ни другое не охладит
металл мгновенно, но они ускорят процесс.
Ни то, ни другое не охладит
металл мгновенно, но они ускорят процесс.
Благодаря невозможности чтобы полностью остановить коробление, имея возможность пройтись по нему с помощью тележки и молотка для тела это один из способов выровнять металл обратно.Это возможно при сварке TIG. (и только на листовом металле), так как это более мягкий шов, поэтому он не трескается под молотком.
Если вы сделаете свой процесс сварки как можно более последовательным, когда вы вернетесь, чтобы исправить коробление, потребуется только последовательное забивание вместо легкого и тяжелого ковкой, чтобы приспособиться к различным уровням коробления.
ВыбросыЕсли вы случайно продули металл, не волнуйтесь; вам не придется начинать заново.Чтобы устранить выброс, вам просто нужно заполнить его обратно, поэтому начните с небольшого снижения мощности усилителей.
Чтобы заполнить отверстие, начните с внешнего края и продвигайтесь внутрь, вбивая наполнитель, пока не дойдете до центра. После того, как вы снова заполнили отверстие, вы можете просто отшлифовать или отшлифовать его, чтобы заподлицо с остальным металлом, как при обычном сварном шве.
После того, как вы снова заполнили отверстие, вы можете просто отшлифовать или отшлифовать его, чтобы заподлицо с остальным металлом, как при обычном сварном шве.
обычно используется на более тонких участках листового металла, поскольку она более контролируема, нет брызг, вы можете лучше видеть, что вы делаете, и вы можете получить более точную посадку.Кроме того, вы можете молотить и подкатывать его во время работы, потому что сварной шов мягче. Тем не менее, это более медленный процесс, чем MIG, и может занять довольно много времени, если вам нужно сварить большую панель, поэтому вам придется запастись терпением.
← Посмотреть все артикулы
Как сварить тонкий металл. Какими электродами какие металлы сваривать или краткое руководство для начинающих
Сварка тонкого металла электродом – процесс непростой, так как основная проблема здесь – вероятность проделать отверстие в детали, когда из-за большой силы тока металл просто прогорает. Поэтому все процессы должны выполняться предельно аккуратно, качественно и аккуратно. Не забывайте о скорости работы, так как слишком долгое купание на одном месте может привести к широкому убытку.
Поэтому все процессы должны выполняться предельно аккуратно, качественно и аккуратно. Не забывайте о скорости работы, так как слишком долгое купание на одном месте может привести к широкому убытку.
Сварка тонкого металла дуговой сваркой использует минимум дополнительных приспособлений, так что в итоге все получается достаточно дешево, но по надежности может уступать другим методам. При этом необходимо учитывать ГОСТ 2246-70. В процессе может произойти деформация заготовки, так как на листы, которые легко деформировать, большое влияние оказывают перепады температур.
Подобным негативным факторам подвержены и другие, но этот наименее защищен. Необходимо использовать тонкие электроды, которые будут иметь соответствующую намотку и материал, отвечающий требованиям технологии сварки металла. Работа с тонким материалом имеет как недостатки, так и преимущества.
недостатки
В качестве недостатков можно выделить такие свойства, как:
- Необходимость использования дополнительных креплений, чтобы детали в процессе работы оставались на месте и не смещались;
- Оборудование должно иметь тонкую регулировку при работе со слаботочными параметрами, чтобы можно было точно выбрать режим;
- Необходимо предельно точное соблюдение заданных режимов, чтобы не испортить детали;
- Появление дефектных швов здесь статистически выше, чем при работе с толстым металлом;
- Необходимо ответственно подойти к выбору защитного покрытия электрода, чтобы повысить безопасность при сварке, которая уже зависит от того, какие марки металла используются в данном случае;
- Для работы необходимо иметь достаточный опыт работы в данной сфере.

Преимущества
Среди преимуществ:
- Относительно высокая скорость процесса сварки;
- Высокая рентабельность, за счет сокращения количества расходных материалов;
- Гибка и другие подготовительные операции с деформацией быстрее, проще и могут выполняться вручную;
- Здесь нужен минимум, так как практически нет необходимости в обработке кромок и создании углов на поверхности шва.
Основные требования
Прежде чем варить тонкий металл дуговой сваркой, необходимо выбрать электроды.Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, указанных в параметрах, так как при работе с тонкими металлами даже незначительное отклонение может привести к прожогу. Металл электрода должен соответствовать металлу заготовки и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям для сварки данного металла.
Прибор должен иметь отличные ВАХ и удобную регулировку параметров. Температуру сварки металла следует достигать постепенно, сначала нагревая заготовку, а затем с помощью электрической дуги во избежание термической деформации. Поверхность деталей необходимо очистить и обезжирить, чтобы не было воздействия кислорода на шов и околошовную зону. Желательно перемещать заготовку в горизонтальном положении, так как невозможность создания достаточной глубины провара затрудняет построение вертикальных швов. Следует использовать только качественные, предварительно высушенные электроды.
Температуру сварки металла следует достигать постепенно, сначала нагревая заготовку, а затем с помощью электрической дуги во избежание термической деформации. Поверхность деталей необходимо очистить и обезжирить, чтобы не было воздействия кислорода на шов и околошовную зону. Желательно перемещать заготовку в горизонтальном положении, так как невозможность создания достаточной глубины провара затрудняет построение вертикальных швов. Следует использовать только качественные, предварительно высушенные электроды.
Основные и вспомогательные материалы
Основными материалами для сварки являются электроды. Разновидностей может быть достаточно большое количество, в зависимости от используемого металла и его толщины. Сварку тонкого металла можно использовать даже в том случае, если толщина заготовки начинается от 2,5 мм и выше. Они могут быть неплавкими, как угольными или вольфрамовыми, так и легкоплавкими, металл которых будет заполнять зазор между заготовками. Их подбирают по составу, чтобы металл осаждался идентичной ему массой, что улучшит качество соединения.
Дополнительные материалы включают газ и флюс. Флюс используется для улучшения качества сварки металлов. Он используется не всегда, а только по требованиям техники. Зачастую он улучшает качество сварки тугоплавких металлов, а также способствует лучшему розжигу электрической дуги. В него входят различные добавки и дополнительные металлы, которые будут разными для каждого сорта. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Для нагрева детали можно использовать газ, так как если этого не сделать, то может произойти деформация металла при сварке.Он также может действовать как дополнительная защита от кислорода из атмосферы, подобно покрытию электрода. Дело в том, что при сварке тонкого металла электродом 1,6 мм он может находиться и в среде защитных газов, а не только ручной дугой. На последних стадиях обработки газ также может использоваться для нагрева при длительном охлаждении.
Выбор электрода
При выборе важны два параметра — это металл и покрытие, что можно включить в общую концепцию марки изделия, и толщина диаметра. В идеальном варианте металл должен полностью совпадать с тем, с которым будет происходить сварка. Для него уже сразу было подобрано соответствующее покрытие. Количество вариантов здесь очень велико, поэтому выбор делается индивидуально в каждом случае.
В идеальном варианте металл должен полностью совпадать с тем, с которым будет происходить сварка. Для него уже сразу было подобрано соответствующее покрытие. Количество вариантов здесь очень велико, поэтому выбор делается индивидуально в каждом случае.
Чтобы знать, как сварить тонкий металл дуговой сваркой, нужно правильно выбрать. Зачастую она должна соответствовать толщине свариваемой детали. Только если речь идет о тугоплавких металлах, то его толщина может быть выше на 0.5 мм. Не стоит использовать слишком тонкий, например, для металла в 2,5 мм электрод диаметром 1 мм. Это приведет к тому, что расходные материалы закончатся слишком быстро, и шов придется часто прерывать. Материалы перед применением необходимо просушить, так как при тонком шве все дефекты становятся гораздо более выраженными и имеют более разрушительное воздействие. В пределах одного шва нужно работать электродами только одной марки.
Режимы
Если вы не знаете, как правильно сваривать металл электродуговой сваркой, то вам следует прибегнуть к таблице режимов, которая поможет точно определить, какие параметры лучше выбрать, чтобы был минимальный риск брак. Для определенных толщин заготовок все эти параметры уже рассчитаны.
Для определенных толщин заготовок все эти параметры уже рассчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |
Технология электродуговой сварки
Ниже описана процедура сварки тонкого металла дуговой сваркой:
- Заготовку необходимо очистить металлической щеткой.Очистку следует проводить до появления металлического блеска на поверхности.
- Затем нужно обезжирить проход будущего шва ацетоном, или любым другим растворителем, способным нейтрализовать пленку окисления.
- Нанесите флюс на края заготовок.
- Если этого требует технология сварки металла, поверхность желательно прогреть газовой горелкой. То же самое может относиться и к электродам, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в ее экстремальном перепаде.
- Когда все подготовлено, то можно приступать к непосредственной сварке. Движения должны быть достаточно быстрыми, чтобы сварочная ванна не была слишком длинной, чтобы не прожечь деталь. Но не нужно слишком торопиться, чтобы металл прокипел по всему периметру. Здесь нужно охватить как можно больший периметр, потому что из-за малой толщины нырнуть вглубь невозможно. Шов должен выглядеть достаточно широким и равномерным, а также состоять из множества мелких чешуек, следующих друг за другом.
- После окончания работы нужно медленно охлаждать металл, нагревая его горелкой и постепенно снижая температуру.
 То же самое может относиться и к электродам, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в ее экстремальном перепаде.
То же самое может относиться и к электродам, так как основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в ее экстремальном перепаде.Если при сварке тонкого металла электродом 2 мм заготовка прогорела, то прекратить работу, осмотреть шов и решить, можно его сваривать или нет.
Меры безопасности
Необходимо соблюдать стандартные меры предосторожности. Все работы следует проводить в специальной защитной одежде, которая защитит от брызг металла.Также следует использовать специальные инструменты для переноса горячих и горячих деталей.
Все работы следует проводить в специальной защитной одежде, которая защитит от брызг металла.Также следует использовать специальные инструменты для переноса горячих и горячих деталей.
Электроды для сварки облегчили жизнь человеку, и создали много полезных и надежных вещей методом «сварки швов» между двумя металлическими деталями. На самом деле электрод имеет предельно простую конструкцию — это стержнеобразная проволока со специальным покрытием или без покрытия. Сегодня можно найти более 200 разновидностей электродов, различающихся не только маркой и производителем, но и механическими свойствами сварного шва, допустимой степенью изгиба, возможной степенью вязкости и так далее.Но самыми распространенными являются такие характеристики:
Это наиболее важная дифференциация, и следующие типы уже являются производными от этой функции. Например, неметаллические сварочные стержни могут быть только неплавящимися, так как изготавливаются из графита или угля. Напротив, металлические электроды могут быть плавящимися и неплавкими. Об этом подробнее и вскоре вы сможете самостоятельно определить, какие электроды какие металлы варят.
Об этом подробнее и вскоре вы сможете самостоятельно определить, какие электроды какие металлы варят.
О классификации металлических электродов.
Металлические электроды можно разделить на два типа:
Материалом для изготовления металлических электродов первого типа являются тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь. Основная область применения этих электродов — газовая сфера, плазменная резка и сварка, требующие огромных температур, а обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа применяют три вида сварочной проволоки: углеродистую, легированную и высоколегированную.Такие сварочные стержни покрыты специальным защитным составом, предохраняющим электрод от окислительного действия кислорода и обеспечивающим более эффективное горение сварочной дуги.
О покрытых и непокрытых электродах.
В настоящее время покрытые сварочные электроды (рис. 1) представлены в большем ассортименте, чем непокрытые. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное количество материалов, но делятся они всего на несколько видов:
В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное количество материалов, но делятся они всего на несколько видов:
- Рутил.
- Кислый.
- Главное.
- Целлюлоза.
Непокрытые сварочные прутки являются прообразом современных электродов и применялись в самом начале развития технологии сварочного оборудования. Сегодня непокрытый электрод имеет применение в среде защитного газа.
Особенности покрытых электродов и область их применения.
В современном мире сварки стандартным материалом для покрытия электродов является кислое вещество на основе оксидов кремния, железа и марганца.Основная особенность заключается в том, что при использовании электрода с оксидным покрытием могут создаваться горячие трещины в металле. Область его применения, по сути, универсальна, так как этот пруток подходит для сварки, как на переменном, так и на постоянном токе. По ГОСТу классификация этого стержня имеет название: марка Э38 и марка Э42.
Следующим видом стержней являются электроды марок Э42 и Э46. Для изготовления покрытия используется рутиловый концентрат, в результате чего мы получаем отличный рутиловый стержень для работы с полуспокойной и гладкой сталью.Рутиловый электрод создает более качественные швы и не дает трещин, как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы минимизируете потери металла и упрощаете удаление шлака после сварки. Ильменитовые стержни по своим свойствам сходны с покрытиями.
А, например, электроды с основным покрытием изготавливают путем нанесения на поверхность стержня фторидных и карбонатных соединений. Основная область применения – спокойные металлоконструкции, и в то же время особенностями стержней с таким покрытием являются высокий уровень пластичности, а также ударная вязкость.Кроме того, основной электрод имеет сходное с рутиловыми стержнями свойство: препятствует образованию горячих трещин на швах. По ГОСТ этот сварочный электрод представлен марками: Э42А, Э55, Э50А, Э60, Э46А.
Последний вид покрытых электродов – это стержни с целлюлозным веществом в составе, в состав которого входят природные органические соединения, среди которых важнейшее значение имеет целлюлоза. Основной областью применения сварочных электродов с целлюлозным покрытием являются спокойные и полуспокойные стали.Кроме того, использование таких стержней возможно не только при условии, что конструкция стоит на земле, но и на весу или сверху вниз, что является преимуществом этих электродов. По ГОСТу эти стержни можно встретить под следующим наименованием: Е50, Е46, Е42.
Для того, чтобы точно знать, какие электроды используются для сварки каких металлов, рекомендуем перед покупкой сварочных электродов внимательно прочитать инструкцию и описание на упаковке, т.к. электроды для сварки цветных металлов нельзя использовать для сварки чугуна или стали. .Для получения подробной консультации свяжитесь с продавцом.
Сварка тонким металлическим электродом позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и ремонтировать многие другие тонкостенные изделия. Однако такой процесс достаточно сложен, сделать его качественно при отсутствии опыта очень сложно.
Также таким способом можно восстанавливать автомобили и ремонтировать многие другие тонкостенные изделия. Однако такой процесс достаточно сложен, сделать его качественно при отсутствии опыта очень сложно.
В этом материале мы разберем все нюансы сварочных работ на листовом металле, какие бывают проблемы и как их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку при плохом соединении.
- Обжиг заготовки.
- Залипание электрода.
- Деформация материала.
Пригар – наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Именно избыточная мощность способствует быстрому расплавлению металла и образованию дырок.
Залипание электрода происходит в двух случаях: при малой силе тока и близком расположении острия расходного материала к поверхности металла. Эти два негативных фактора способствуют образованию неровных стыков и, как следствие, снижению качества сварки.
Неразорванный шов — частая ошибка новичков в сварке. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав просто растекается по поверхности. В результате при зачистке оказывается, что шов неровный и есть не соединенные участки.
Деформация также является довольно частым явлением при сварке листового металла. Это следствие воздействия высоких температур.
Как осуществляется сварка тонкого металла и какие есть пути решения проблемы брака?
Выбор режимов и электродов
Для сварки тонкостенных конструкций лучше всего использовать инвертор. Такие устройства имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, применяемая при таких работах, зависит от толщины деталей и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
Это приблизительные данные, более точную настройку прибора можно определить опытным путем, попробовав варить металл.
При использовании тонких типов электродов необходимо учитывать, что скорость их плавления выше, а значит, шов нужно делать быстрее.
Основные требования к выбору расходных материалов такие же, как и при сварке стандартных конструкций. Покрытие и состав электрода должны соответствовать свариваемому металлу.
Правая технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно разделить на три этапа:
- Подготовка деталей.
- Процесс сварки.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Обучение
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массодержатель.
Листовой оцинкованный металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить прямо на нем, цинковый слой при работе сгорит.
Сварка
Алгоритм сварки тонкого металла следующий.
- Электрод на конце можно отклеить на длину около 5 мм, это будет способствовать быстрому поджогу.
- По всей длине будущего шва необходимо сделать точечные закрепки материала (во избежание дальнейшей деформации). Для этого производят кратковременный поджог и сваривают края металла в виде точки или отрезка длиной 10 мм.
- Дуга зажигается просто — это делается двумя способами.Либо постукивая кончиком электрода по металлу, либо ударяя. Длина дуги оптимальна в пределах 2-3 миллиметров. Как правило, расстояние электрода от металла должно быть в пределах диаметра расходуемого материала!
- После этого формируют ванну расплавленного металла и начинают вести шов. При этом сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Во избежание прилипания электрода не «втыкайте» его в поверхность.
 Это свидетельствует о получении качественного шва.
Это свидетельствует о получении качественного шва.Очень удобно в этом плане для начинающих сварщиков использовать инвертор с дополнительными функциями антипригара и форсирования дуги. Если электрод находится слишком близко к металлу, он снимает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. При большом растяжении дуги инвертор подает дополнительное напряжение и процесс сварки не прерывается.
- Шовный отвод, располагающий держатель с электродом под углом 60 градусов.Лучше всего выбрать положение, близкое к прямому углу, но с видом на сварочную ванну и сам шов. Если угол слишком острый, получается выпуклое соединение. Это означает, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо или на себя, вертикальные соединения выполняются снизу вверх. При этом во время сварки нужно делать боковые движения зигзагами (елочкой).
- Также нужно контролировать скорость передвижения. Он должен быть прогрессивным и одинаковым.
 Он должен быть прогрессивным и одинаковым.
Он должен быть прогрессивным и одинаковым.После окончания работ необходимо сбить шлак и осмотреть компаунд на наличие непроваров и пригаров на металлической поверхности.
Методы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сварки, можно использовать некоторые подходящие методы.
Перекрытие. Если конструкция позволяет, листы можно расположить один поверх другого. При этом главное не прожечь поверхность, расположенную внизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дуга поджигается, металл проваривается в нужном месте и гаснет. А затем по всему соединению с шагом 3 диаметра электрода все повторяется.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву. В процессе сварки нужно хорошо проварить эти места.Таким же образом можно заварить прогоревшие дырки.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда держатель кабеля установлен на плюс, а масса на минус. Обратная полярность уменьшает количество тепла на кончике электрода, что помогает предотвратить ожоги.
Когда держатель кабеля установлен на плюс, а масса на минус. Обратная полярность уменьшает количество тепла на кончике электрода, что помогает предотвратить ожоги.
Если необходимо сварить массивную деталь с тонким металлом, то дуга зажигается на толстостенной заготовке и переносится в процессе сварки на стыке.
Для отвода лишнего тепла под самые тонкие детали можно подложить медную полоску.Медь является очень термостойким материалом и позволяет избежать возгорания и утечки расплавленного металла.
Что вы думаете о таком виде работ, как сварка листового металла? Если у вас есть большой опыт сварки соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Диаметр электрода является одним из основных параметров при выборе, так как необходимо подбирать расходный материал толщиной примерно такой же, как у основного металла. Естественно, рано или поздно приходится иметь дело с тонкими листами, сварка которых не только сложный технологический процесс, требующий большого опыта, но и невозможна без специальных материалов и инструментов. В большинстве случаев их пытаются соединить при помощи газовой сварки, но если такой возможности нет, приходится использовать самые тонкие сварочные электроды.
В большинстве случаев их пытаются соединить при помощи газовой сварки, но если такой возможности нет, приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не у всех марок есть материалы, которые могут удовлетворить этот запрос, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, что меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества покрытия по отношению к количеству материала на стержне.Как правило, это треть от общей массы. Такие вещи сложнее в изготовлении и используются не так часто. С появлением небольших бытовых инверторов, имеющих малый радиус действия, более популярными стали тонкие, так как мощность той техники могла расплавить максимум 3 мм присадочного материала.
Самые тонкие электроды для дуговой сварки довольно сложны в использовании, так как их скорость плавления намного выше, чем у стандартных. Для этого следует выбирать специальные режимы, но этого может быть недостаточно для получения качественных результатов. Здесь нужен практический опыт, так как велик риск перескрепления основного металла. К оборудованию также предъявляется ряд требований, например, держатель должен надежно фиксировать электрод. Должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость процесса намного выше, чем в стандартной ситуации.
Здесь нужен практический опыт, так как велик риск перескрепления основного металла. К оборудованию также предъявляется ряд требований, например, держатель должен надежно фиксировать электрод. Должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость процесса намного выше, чем в стандартной ситуации.
Защита, которую создает покрытие, относительно невелика из-за тонкого слоя покрытия. Но этого может быть достаточно, так как сварочная ванна тоже небольшая.Желательно использовать флюс для металла, чтобы улучшить сварочные свойства и защитить шов. Здесь необходимо хорошо отрегулировать баланс глубины провара так, чтобы металл шва взял на себя основной, но не проварил дырки. Также стоит учитывать, что при сварке тонкого металла есть вероятность термической деформации. Чтобы этого не произошло, шов нужно делать не сразу по всей длине, а небольшими полосками. Также нужно сделать перчатки во всю длину, чтобы все не гнулось.
Электроды для сварки металлов 1 мм узкопрофильные и редко используются профессионалами. Но альтернативы им нет, поэтому они обязательно должны быть в арсенале профессионала. Главное правильно их подобрать, а потом использовать по технологии, чтобы не было большого количества брака.
Но альтернативы им нет, поэтому они обязательно должны быть в арсенале профессионала. Главное правильно их подобрать, а потом использовать по технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, который можно изготовить. дуговая сварка тонких изделий без большого риска перегрузки заготовки;
- Электроды для стоят относительно недорого, поэтому всегда можно купить большое количество материала;
- По своим физическим свойствам и составу почти не уступают более толстым представителям марки;
- Электроды готовятся быстро, так как сушка и прокалка занимают относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором по тонкому металлу не предназначены для работы с толстыми деталями, так как не смогут провариться до нужной толщины;
- Возникают трудности с работой, так как техника сварки отличается от обычной;
- Из-за размеров быстро заканчиваются и приходится часто менять расходники;
- Недостаточный слой покрытия делает защиту сварочной ванны не столь надежной;
- Часто требуются дополнительные расходные материалы;
- Не все марки выпускаются в таком маленьком исполнении, поэтому иногда возникают сложности с выбором.

Технические условия
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого изготовлен стержень и что входит в состав покрытия.
Размеры тонких электродов различных производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Кроме того, в линейках есть материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, выпускающих такие размеры можно найти:
- МП-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Е-46;
- АНО 21.
Выбор
Электроды для сварки листового металла выбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы сердцевина металла шва совпадала с основной. Это обеспечит более качественное соединение, так как по краям шва не будет образовываться слабых мест, и вся конструкция будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно! Ни в коем случае нельзя пытаться проваривать заготовки, толщина которых на несколько миллиметров больше толщины электрода.»
Режимы и особенности применения
Основной особенностью применения является более высокая скорость сварки. Напротив, там, где этот фактор вызван более высокой текучестью, вязкость остается прежней. Благодаря этому соединение в вертикальном и потолочном положении становится проще. Это один из немногих случаев, когда электроды можно взять меньшего диаметра, чем основной металл, особенно если речь идет о потолочной сварке.Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможен брак. Чем больше толщина, тем менее заметна эта разница, хотя здесь есть зависимость от того, какой металл используется.
- Особенности инверторной сварки тонких металлов
- Способы сварки тонких металлов полуавтоматом
Сейчас, наверное, у кого есть дача или дом на даче. Поэтому инвертор в хозяйстве незаменим. Часто возникает необходимость варить тонкий металл. Но не все грамотно варят тонкий металл полуавтоматом, так как процесс имеет свои особенности. О них мы поговорим далее.
Поэтому инвертор в хозяйстве незаменим. Часто возникает необходимость варить тонкий металл. Но не все грамотно варят тонкий металл полуавтоматом, так как процесс имеет свои особенности. О них мы поговорим далее.
Особенности инверторной сварки тонких металлов
Сварочный инвертор в настоящее время все более востребован и имеет своих поклонников, поскольку он был отмечен рядом преимуществ. В любой ситуации на помощь придет хорошо зарекомендовавший себя полуавтомат: благодаря ему можно отремонтировать забор, ворота или изготовить различные конструкции из металла.Инвертор продается в любом магазине, где представлены сварочные аппараты. Домашний мастер, не имеющий опыта работы с таким оборудованием, должен знать, как им правильно пользоваться или как варить металл инвертором или полуавтоматом, который отличается от других тем, что содержит электрический блок. За счет этого его вес намного меньше, а рабочий процесс намного эффективнее.
Полуавтомат имеет еще одну отличительную особенность в том, что может отлично себя показать при низком напряжении. Что является очень ценным качеством для тех, кто работает над устройством в частном доме за городом. Самое главное, когда нужно что-то приготовить, не забывать о требованиях личной безопасности.
Что является очень ценным качеством для тех, кто работает над устройством в частном доме за городом. Самое главное, когда нужно что-то приготовить, не забывать о требованиях личной безопасности.
Обязательно наденьте плотный костюм и перчатки из плотного материала, предохраняющие от ожогов капающим металлом. Обязательным условием является использование маски сварщиков или защитного щитка, так как существует опасность поражения глаз ультрафиолетом. В большинстве случаев бытовые агрегаты для сварки металла очень слабые, поэтому рекомендуется подбирать электроды до 2-х.5 мм. Могут быть более тонкие электроды. Но если взять их потолще, вряд ли они смогут хоть как-то работать.
Конечно, готовить с инвертором гораздо проще, чем с обычным агрегатом. Даже такую операцию, как установка тока, можно выполнить одним движением рукоятки, включая ток. Диапазон его мощности составляет 20-100 А. Силу тока выбирают, ориентируясь на особенности предстоящей работы и параметры электродов.
Вполне понятно, что чем тоньше сварочный электрод и лист металла, который планируют сваривать, тем меньше значение тока и, наоборот, чем толще сварочный электрод и металл, тем выше значение тока.
Вернуться к содержанию
Способы сварки тонких металлов полуавтоматом
Как соединить тонкий металл с инвертором? Для этого используются самые разные способы: встык и внахлест, с помощью несъемной прокладки и без нее.
Вернуться к содержанию
Сварка внахлестку
Первым делом листы укладываются друг на друга. Затем плотно соедините края верхнего и нижнего листов друг с другом за счет наложения товара.Между металлом не должно быть зазоров. Затем отрегулируйте такой параметр, как значение сварочного тока. Стальной лист толщиной 1 мм соответствует размерам в пределах от 30 до 50 А. Если толщина листа имеет отклонения от указанной здесь, то ток либо уменьшают, либо увеличивают.
Следующим моментом является прихватывание металлических листов друг к другу. Выполняется короткими швами-перемычками по всей области сустава. Варят с перерывами, беря электрод и без промедления прикладывая его (что называется «гасить дугу»), причем материал не должен успевать остыть.После этого листы полностью свариваются встык прерывистыми этапами. Время от времени электрод помещают в зону холодного стыка, что позволит материалу не сильно коробиться.
Выполняется короткими швами-перемычками по всей области сустава. Варят с перерывами, беря электрод и без промедления прикладывая его (что называется «гасить дугу»), причем материал не должен успевать остыть.После этого листы полностью свариваются встык прерывистыми этапами. Время от времени электрод помещают в зону холодного стыка, что позволит материалу не сильно коробиться.
Вернуться к содержанию
Футеровочный шов
Важно учитывать, что при более коротком непрерывном шве металл меньше коробится. Затем стараются добиться того, чтобы зазор между торцами стали был максимально минимальным. Лучше, конечно, если его не будет. Для сварки тонкого металла требуется подкладка под стык.Без него практически невозможно сварить встык слишком тонкую сталь.
Технология аналогична методу внахлест: задают текущее значение с помощью прихваток, а соединение выполняют прерывистыми шагами. Можно использовать такой вариант, как стальная невыдвижная облицовка.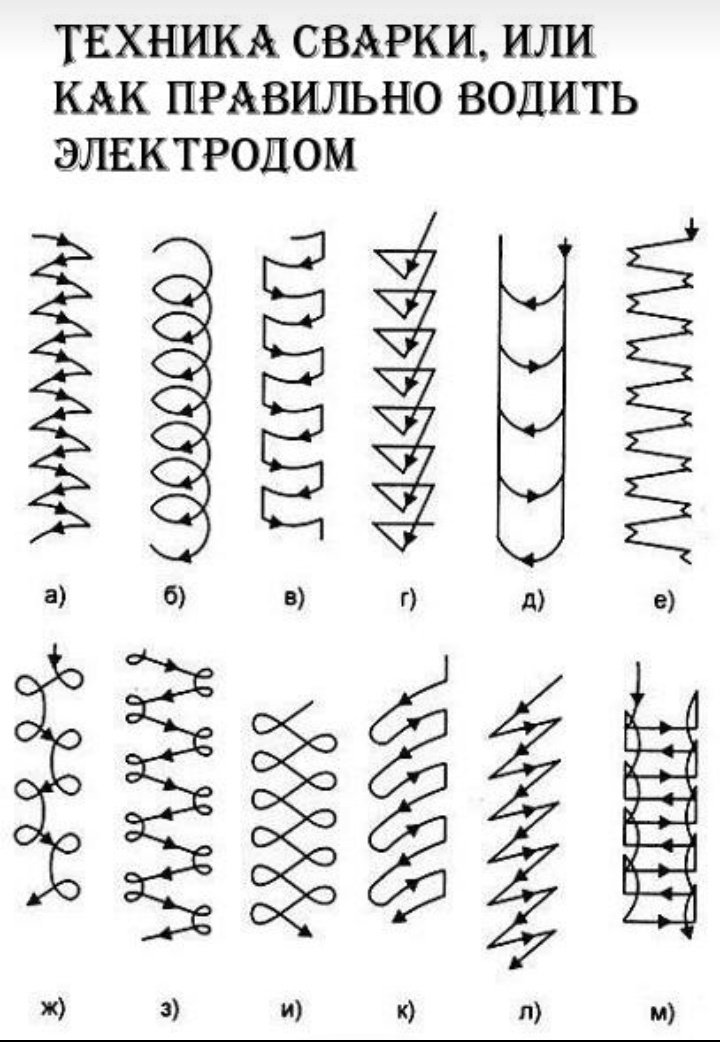 В этом случае в межузловой стык укладывается полоса стали толщиной, равной этому параметру листа.
В этом случае в межузловой стык укладывается полоса стали толщиной, равной этому параметру листа.
Важно обеспечить максимально плотное прилегание этой полосы к листу.Тогда накладки будут привариваться к заготовкам, даже если между ними будет небольшой зазор. Бывают ситуации, когда установка несъемной полоски невозможна. Затем под стык подкладывают толстую медную полосу, препятствующую прогоранию листов за счет отвода тепла. Такая полоса вытягивается после процесса сварки. Когда требуется сварка двух горизонтально расположенных комбинированных труб, то работу начинают снизу. А процедура сварки будет идти снизу вверх. Подъем вверх выполняется плавно и постепенно, медленно.В противном случае шов будет нестабильным или труба сгорит.
В процессе работы следует обращать внимание на качество шва и плавление металла. Когда металл прогорает, значит превышен сварочный ток. Потом его просто уменьшают. При некачественном проплавлении стыка велика вероятность того, что напряжение мало и его нужно добавить. Инверторные устройства для сварки деталей позволяют плавно изменять величину тока при работе с ними.
Инверторные устройства для сварки деталей позволяют плавно изменять величину тока при работе с ними.
Именно по этой причине отмечается удобство в их использовании и простота в обращении.
При сварке нужно соблюдать предельную осторожность и соблюдать все требования, то о какой неуверенности в работе на такой машине может идти речь. И процесс под силу осилить даже неопытному человеку, который до этого ничего подобного в руках не держал. Удачного освоения сварочного процесса!
Точечная сварка тонким металлическим электродом. Как варить тонкий металл инвертором
Сварка тонкого металла – вопрос, который сегодня часто волнует как начинающих сварщиков, так и тех, кто давно работает со сваркой, но впервые столкнулся с проблемами, возникающими при сварке изделий из тонкого металла.И продукты могут быть самыми разными. Листовой металл сегодня используется как при производстве автомобилей, так и при изготовлении лодок или моторных лодок. Да и из такого металла часто делают другие современные изделия, и связано это, в первую очередь, с вопросами рентабельности производства.
Да и из такого металла часто делают другие современные изделия, и связано это, в первую очередь, с вопросами рентабельности производства.
Таким образом, сварка тонкого металла электродом – процесс востребованный, но в то же время в нем есть свои тонкости, которые необходимо учитывать для качества работы.
Сложность сварки тонкого металла.
Основная проблема, возникающая при работе с листовым металлом, заключается в том, что любое неосторожное движение электрода может привести к сквозному отверстию в металле – то есть металл прогорает и становится совершенно непригодным для дальнейшего использования. С другой стороны, излишняя осторожность здесь тоже может навредить, так как недостаточно плотный контакт электрода с металлом приводит к недостаточно высокому качеству сварного шва, а проще говоря, в этом случае шов вообще отсутствует, возникает так называемый непровар. образовалось, то есть недостаточно хорошее соединение свариваемых поверхностей друг с другом.
Еще одна проблема при сварке таких изделий заключается в том, что она ведется на малых токах, и даже если расстояние между электродом и поверхностью изделия увеличить совсем незначительно, то сварочная дуга сразу же обрывается. Словом, для ведения такого процесса требуется достаточно большой практический опыт, позволяющий правильно подобрать ток, при котором ведется сварка, скорость подачи электрода и длину сварочной дуги.
Существуют и другие трудности при сварке листовых металлов или изделий из них.Например, кромка изделия должна быть подготовлена к сварке особым образом, и сюда подходят далеко не все виды сварных соединений — есть те соединения, которые применяются чаще всего, и те, которые можно применять только в крайних случаях, когда нет другого выхода из ситуации нет. Кроме того, большое значение имеет удельная толщина листа и пространственное расположение сварного шва. Словом, особенностей, которые необходимо учитывать при сварке изделий из листового металла, достаточно, и только практика поможет сварщику преодолеть все эти трудности.
Основные требования к сварке тонкого металла.
- Большое значение при сварке тонкого металла имеет толщина выбранного электрода. Толщина электрода зависит от толщины самого металла. Если толщина металлического листа около 3 мм, то сварку следует производить электродами диаметром 3-4 мм. Для сварки металла меньшей толщины также следует выбирать более тонкие электроды. Обычно диаметр электрода должен соответствовать толщине листа.Например, для листа толщиной 2,5 мм необходимо подобрать электрод такого же диаметра.
- Также особые требования при выполнении сварки мелкозернистого металла предъявляются к сварочному току. Сила тока зависит от толщины металла и от диаметра электрода. Если сваривается металл толщиной 3 мм, то необходимо выбирать сварочный ток в пределах от 140 до 180 А. При использовании более тонких электродов ток, необходимый для сварки, снижается до 10-90 А.
- В случае работы с тонкими металлами очень важно обратить пристальное внимание на тип выбираемых электродов. Для сварки на малых токах листового металла рекомендуется выбирать электроды с такими видами покрытия, которые гарантированно дают легкое возбуждение дуги и ее стабильное горение. Кроме того, такие электроды должны плавиться очень медленно и в результате плавления давать текучий металл.
Основные способы сварки тонколистового металла.
Сварка тонколистового металла может осуществляться как полуавтоматическим аппаратом, так и с применением ручной дуговой сварки.Полуавтоматическая сварка намного проще, так как такое оборудование справляется с проблемами, которые могут возникнуть при сварке на малых токах. Но не все домашние мастера являются обладателями такого оборудования, поэтому чаще всего используется ручная дуговая сварка.
В этом случае можно использовать несколько методов сварки.
- Непрерывная сварка всего шва. Очень важно выбрать правильный ток (лучше всего начинать с диапазона 40-60 А) и правильную скорость привода электрода, так как при слишком быстром движении электрода корень шва не заварится, а если сварщик движется слишком медленно, в металле образуются дыры.
- Прерывистая сварка. Этот вид сварки также можно назвать «точечной сваркой». Именно этот метод сварки чаще всего используется при работе с тонкими металлами. Сварка осуществляется с помощью коротких точечных контактов электрода и свариваемого металла. Также можно не только «расставить точки» электрода по металлу, но и провести короткие линии. Особенностью этого метода является то, что сварочный ток устанавливается несколько выше обычного. Движения сварщика должны быть достаточно быстрыми, чтобы свариваемый металл не успел остыть.

Итак, сварка тонкого металла электродом имеет свои особенности, которые необходимо учитывать при выборе электродов и сварочного тока. Конечно, очень важно выработать определенную скорость и равномерность движения электрода, чтобы шов был ровным и качественным. Кроме того, очень важно следить за тем, чтобы зазор между электродом и свариваемой поверхностью был постоянным. Конечно, все эти навыки вырабатываются далеко не с первого раза, но в данном случае упорство и практический опыт сварщика гораздо важнее его теоретических навыков и квалификации.
Сварка тонким металлическим электродом позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и ремонтировать многие другие тонкостенные изделия. Однако такой процесс достаточно сложен, сделать его качественно при отсутствии опыта очень сложно.
В этом материале мы разберем все нюансы сварочных работ на листовом металле, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку при плохом соединении.
- Обжиг заготовки.
- Залипание электрода.
- Деформация материала.
Пригар – наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Именно избыточная мощность способствует быстрому расплавлению металла и образованию дырок.
Залипание электрода происходит в двух случаях: при малой силе тока и близком расположении острия расходного материала к поверхности металла. Эти два негативных фактора способствуют образованию неровных стыков и, как следствие, снижению качества сварки.
Эти два негативных фактора способствуют образованию неровных стыков и, как следствие, снижению качества сварки.
Неразорванный шов — частая ошибка новичков в сварке. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав просто растекается по поверхности. В результате при зачистке оказывается, что шов неровный и есть не соединенные участки.
Деформация также является довольно частым явлением при сварке листового металла.Это следствие воздействия высоких температур.
Как осуществляется сварка тонкого металла и какие есть пути решения проблемы брака?
Выбор режимов и электродов
Для сварки тонкостенных конструкций лучше всего использовать инвертор. Такие устройства имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, применяемая при таких работах, зависит от толщины деталей и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров.Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
В таблице можно увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
Это приблизительные данные, более точную настройку прибора можно определить опытным путем, попробовав варить металл.
При использовании тонких типов электродов необходимо учитывать, что скорость их плавления выше, а значит, шов нужно делать быстрее.
Основные требования к выбору расходных материалов такие же, как и при сварке стандартных конструкций.Покрытие и состав электрода должны соответствовать свариваемому металлу.
Правая технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно разделить на три этапа:
- Подготовка деталей.
- Процесс сварки.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Обучение
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массодержатель.
Листовой оцинкованный металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить прямо на нем, цинковый слой при работе сгорит.
Сварка
Алгоритм сварки тонкого металла следующий.
- Электрод на конце можно отклеить на длину около 5 мм, это будет способствовать быстрому поджогу.
- По всей длине будущего шва необходимо сделать точечные закрепки материала (во избежание дальнейшей деформации). Для этого производят кратковременный поджог и сваривают края металла в виде точки или отрезка длиной 10 мм.
- Дуга зажигается просто — это делается двумя способами. Либо постукивая кончиком электрода по металлу, либо ударяя. Длина дуги оптимальна в пределах 2-3 миллиметров. Как правило, расстояние электрода от металла должно быть в пределах диаметра расходуемого материала!
- После этого формируют ванну расплавленного металла и начинают вести шов. При этом сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Во избежание прилипания электрода не «втыкайте» его в поверхность.
Очень удобно в этом плане для начинающих сварщиков использовать инвертор с дополнительными функциями антипригара и форсирования дуги. Если электрод находится слишком близко к металлу, он снимает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. При большом растяжении дуги инвертор подает дополнительное напряжение и процесс сварки не прерывается.
- Шовный отвод, располагающий держатель с электродом под углом 60 градусов. Лучше всего выбрать положение, близкое к прямому углу, но с видом на сварочную ванну и сам шов. Если угол слишком острый, получается выпуклое соединение. Это означает, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо или на себя, вертикальные соединения выполняются снизу вверх. При этом во время сварки нужно делать боковые движения зигзагами (елочкой).
- Также нужно контролировать скорость передвижения. Он должен быть прогрессивным и одинаковым.

После окончания работ необходимо сбить шлак и осмотреть компаунд на наличие непроваров и пригаров на металлической поверхности.
Методы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сварки, можно использовать некоторые подходящие методы.
Перекрытие. Если конструкция позволяет, листы можно расположить один поверх другого.При этом главное не прожечь поверхность, расположенную внизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дуга поджигается, металл проваривается в нужном месте и гаснет. А затем по всему соединению с шагом 3 диаметра электрода все повторяется.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву.В процессе сварки нужно хорошо проварить эти места. Таким же образом можно заварить прогоревшие дырки.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда держатель кабеля установлен на плюс, а масса на минус. Обратная полярность уменьшает количество тепла на кончике электрода, что помогает предотвратить ожоги.
Если необходимо сварить массивную деталь с тонким металлом, то дуга зажигается на толстостенной заготовке и переносится в процессе сварки на стык.
Для отвода лишнего тепла под самые тонкие детали можно подложить медную полоску. Медь является очень термостойким материалом и позволяет избежать возгорания и утечки расплавленного металла.
Что вы думаете о таком виде работ, как сварка листового металла? Если у вас есть большой опыт сварки сварных соединений тонкого материала, поделитесь им в комментариях к этой статье.
Электроды для сварки облегчили жизнь человеку, и создали много полезных и надежных вещей методом «сварки швов» между двумя металлическими деталями.На самом деле электрод имеет предельно простую конструкцию — это стержнеобразная проволока со специальным покрытием или без покрытия. Сегодня можно найти более 200 разновидностей электродов, различающихся не только маркой и производителем, но и механическими свойствами сварного шва, допустимой степенью изгиба, возможной степенью вязкости и так далее. Но самыми распространенными являются такие характеристики:
Сегодня можно найти более 200 разновидностей электродов, различающихся не только маркой и производителем, но и механическими свойствами сварного шва, допустимой степенью изгиба, возможной степенью вязкости и так далее. Но самыми распространенными являются такие характеристики:
Это наиболее важная дифференциация, и следующие типы уже являются производными от этой функции.Например, неметаллические сварочные стержни могут быть только неплавящимися, так как изготавливаются из графита или угля. Напротив, металлические электроды могут быть плавящимися и неплавкими. Об этом подробнее и вскоре вы сможете самостоятельно определить, какие электроды какие металлы варят.
О классификации металлических электродов.
Металлические электроды можно разделить на два типа:
Материал для изготовления металлических электродов первого типа — Это тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь.Основная область применения этих электродов — газовая сфера, плазменная резка и сварка, требующие огромных температур, а обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа применяют три вида сварочной проволоки: углеродистую, легированную и высоколегированную. Такие сварочные стержни покрыты специальным защитным составом, предохраняющим электрод от окислительного действия кислорода и обеспечивающим более эффективное горение сварочной дуги.
Для изготовления электродов второго типа применяют три вида сварочной проволоки: углеродистую, легированную и высоколегированную. Такие сварочные стержни покрыты специальным защитным составом, предохраняющим электрод от окислительного действия кислорода и обеспечивающим более эффективное горение сварочной дуги.
О покрытых и непокрытых электродах.
В настоящее время сварочные электроды с покрытием (рис. 1) представлены в большем ассортименте, чем непокрытые. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное количество материалов, но делятся они всего на несколько видов:
- Рутил.
- Кислый.
- Главное.
- Целлюлоза.
Непокрытые сварочные прутки являются прообразом современных электродов и применялись в самом начале развития технологии сварочного оборудования.Сегодня непокрытый электрод имеет применение в среде защитного газа.
Особенности покрытых электродов и область их применения.

В современном мире сварки стандартным материалом для покрытия электродов является кислое вещество на основе оксидов кремния, железа и марганца. Основная особенность заключается в том, что при использовании электрода с оксидным покрытием могут создаваться горячие трещины в металле. Область его применения, по сути, универсальна, так как этот пруток подходит для сварки, как на переменном, так и на постоянном токе.По ГОСТу классификация этого стержня имеет название: марка Э38 и марка Э42.
Следующим видом стержней являются электроды марок Э42 и Э46. Для изготовления покрытия используется рутиловый концентрат, в результате чего мы получаем отличный рутиловый стержень для работы с полуспокойной и гладкой сталью. Рутиловый электрод создает более качественные швы и не дает трещин, как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы минимизируете потери металла и упрощаете удаление шлака после сварки.Ильменитовые стержни по своим свойствам сходны с покрытиями.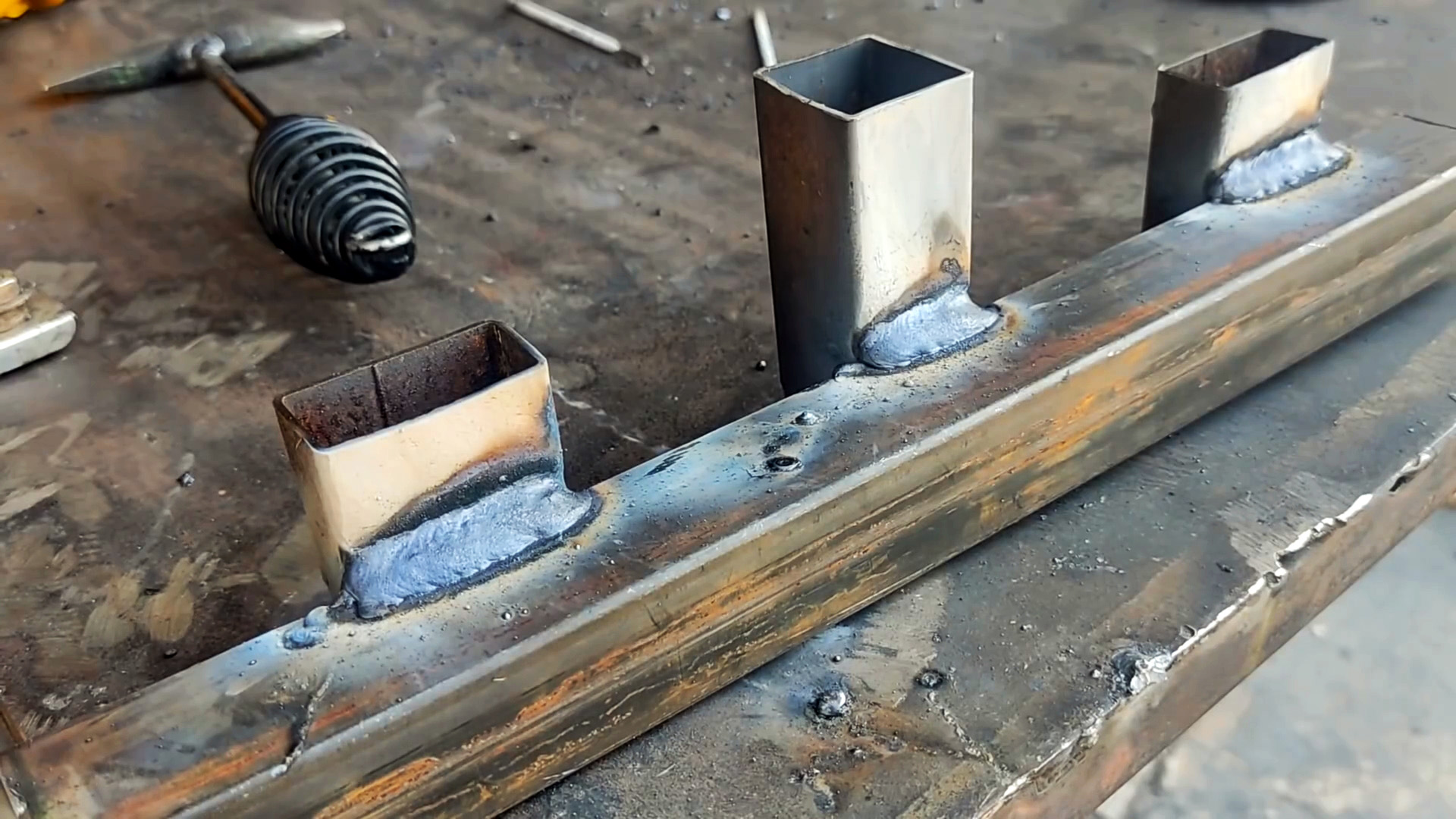
А, например, электроды с основным покрытием изготавливают путем нанесения на поверхность стержня фторидных и карбонатных соединений. Основная область применения – спокойные металлоконструкции, и в то же время особенностями стержней с таким покрытием являются высокий уровень пластичности, а также ударная вязкость. Кроме того, основной электрод имеет сходное с рутиловыми стержнями свойство: препятствует образованию горячих трещин на швах.По ГОСТ этот сварочный электрод представлен марками: Э42А, Э55, Э50А, Э60, Э46А.
Последний вид покрытых электродов – это стержни с целлюлозным веществом в составе, в состав которого входят природные органические соединения, среди которых важнейшее значение имеет целлюлоза. Основной областью применения сварочных электродов с целлюлозным покрытием являются спокойные и полуспокойные стали. Кроме того, использование таких стержней возможно не только при условии, что конструкция стоит на земле, но и на весу или сверху вниз, что является преимуществом этих электродов. По ГОСТу эти стержни можно встретить под следующим наименованием: Е50, Е46, Е42.
По ГОСТу эти стержни можно встретить под следующим наименованием: Е50, Е46, Е42.
Для того, чтобы точно знать, какие электроды какие металлы варят, рекомендуем перед покупкой сварочных прутков внимательно прочитать инструкцию и описание на упаковке, т. к. прутки для сварки цветных металлов нельзя использовать для сварки чугуна или стали. Для получения подробной консультации свяжитесь с продавцом.
Диаметр электрода является одним из основных параметров при выборе, так как необходимо подбирать расходный материал толщиной примерно такой же, как у основного металла.Естественно, рано или поздно приходится иметь дело с тонкими листами, сварка которых не только сложный технологический процесс, требующий большого опыта, но и невозможна без специальных материалов и инструментов. В большинстве случаев их пытаются соединить при помощи газовой сварки, но если такой возможности нет, приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не у всех марок есть материалы, которые могут удовлетворить этот запрос, так как в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, что меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества покрытия по отношению к количеству материала на стержне. Как правило, это треть от общей массы. Такие вещи сложнее в изготовлении и используются не так часто. С появлением небольших бытовых инверторов, имеющих малый радиус действия, более популярными стали тонкие, так как мощность той техники могла расплавить максимум 3 мм присадочного материала.
Тонкими можно назвать те, что меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества покрытия по отношению к количеству материала на стержне. Как правило, это треть от общей массы. Такие вещи сложнее в изготовлении и используются не так часто. С появлением небольших бытовых инверторов, имеющих малый радиус действия, более популярными стали тонкие, так как мощность той техники могла расплавить максимум 3 мм присадочного материала.
Самые тонкие электроды для дуговой сварки довольно сложны в использовании, так как их скорость плавления намного выше, чем у стандартных. Для этого следует выбирать специальные режимы, но этого может быть недостаточно для получения качественных результатов. Здесь нужен практический опыт, так как велик риск перескрепления основного металла. К оборудованию также предъявляется ряд требований, например, держатель должен надежно фиксировать электрод. Должна быть тонкая регулировка, чтобы можно было точно подобрать нужную силу тока. Скорость процесса намного выше, чем в стандартной ситуации.
Скорость процесса намного выше, чем в стандартной ситуации.
Защита, которую создает покрытие, относительно невелика из-за тонкого слоя покрытия. Но этого может быть достаточно, так как сварочная ванна тоже небольшая. Желательно использовать флюс для металла, чтобы улучшить сварочные свойства и защитить шов. Здесь необходимо хорошо отрегулировать баланс глубины провара так, чтобы металл шва взял на себя основной, но не проварил дырки.Также стоит учитывать, что при сварке тонкого металла есть вероятность термической деформации. Чтобы этого не произошло, шов нужно делать не сразу по всей длине, а небольшими полосками. Также нужно сделать перчатки во всю длину, чтобы все не гнулось.
Электроды для сварки металлов 1 мм узкопрофильные и редко используются профессионалами. Но альтернативы им нет, поэтому они обязательно должны быть в арсенале профессионала.Главное правильно их подобрать, а потом использовать по технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, который можно использовать для дуговой сварки тонких изделий без большого риска перегрузки заготовки;
- Электроды для стоят относительно недорого, поэтому всегда можно купить большое количество материала;
- По своим физическим свойствам и составу почти не уступают более толстым представителям марки;
- Электроды готовятся быстро, так как сушка и прокалка занимают относительно небольшое количество времени.
Недостатки тонких электродов
- Электроды для сварки инвертором по тонкому металлу не предназначены для работы с толстыми деталями, так как не смогут провариться до нужной толщины;
- Возникают трудности с работой, так как техника сварки отличается от обычной;
- Из-за размеров быстро заканчиваются и приходится часто менять расходники;
- Недостаточный слой покрытия делает защиту сварочной ванны не столь надежной;
- Часто требуются дополнительные расходные материалы;
- Не все марки выпускаются в таком маленьком исполнении, поэтому иногда возникают сложности с выбором.

Технические характеристики
Технические характеристики Электрод зависит от того, какие элементы входят в его состав, а также от физических свойств металла, из которого изготовлен стержень и что входит в состав покрытия.
Размеры тонких электродов различных производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Кроме того, в линейках есть материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, выпускающих такие размеры можно найти:
- МП-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Е-46;
- АНО 21.
Выбор
Электроды для сварки листового металла выбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы сердцевина металла шва совпадала с основной. Это обеспечит более качественное соединение, так как по краям шва не будет образовываться слабых мест, и вся конструкция будет более однородной. Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно! Ни в коем случае нельзя пытаться проваривать заготовки, толщина которых на несколько миллиметров больше толщины электрода.»
Режимы и особенности применения
Основной особенностью применения является более высокая скорость сварки. Напротив, там, где этот фактор вызван более высокой текучестью, вязкость остается прежней.Благодаря этому соединение в вертикальном и потолочном положении становится проще. Это один из немногих случаев, когда электроды можно взять меньшего диаметра, чем основной металл, особенно если речь идет о потолочной сварке. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможен брак. Чем больше толщина, тем менее заметна эта разница, хотя здесь есть зависимость от того, какой металл используется.
- Сварка тонких металлов: какие проблемы
- Режимы сварки и электроды
- Технологический процесс
- Инвертор и работа с тонкими металлами
- Сварка тонких металлов: практические советы от профессионалов
Сегодня время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные автомобили, бытовая техника и многое другое изготавливается из тонкого металла. И не последнее место в этом вопросе занимает экономия. Использование толстого металла просто нерентабельно.
Все современные автомобили, бытовая техника и многое другое изготавливается из тонкого металла. И не последнее место в этом вопросе занимает экономия. Использование толстого металла просто нерентабельно.
Поэтому для сварки тонкого металла нужны специалисты и мастера. Варить тонкий металл очень сложно, это очень сложный процесс, так как любая ошибка влечет за собой прогорание металла и, как следствие, испорченную деталь.
Тонкий металл можно сваривать различными способами:
- ручная электрическая дуга;
- непрерывный
- прерывистый
- полуавтомат;
- газ.
Сварка тонких металлов: проблемы
Основной проблемой при работе с чрезвычайно тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением залипания электрода.
Иногда не приклеивается, но появляется другой дефект, так называемый непровар.
При неправильной регулировке сварочного тока, например, завышении его значения или задержке электрода на одном месте металл прожигается.
При малом значении тока образуется непровар, сварки деталей не происходит, они отваливаются, может происходить слипание.
При недостаточном значении тока увеличение расстояния между свариваемыми деталями и электродом приводит к обрыву дуги.
Вернуться к содержанию
Режимы сварки и электроды
Для варки тонкого металла необходимы электроды малого диаметра. Обычно не превышает 4 мм. При этом значение силы тока должно быть в пределах 140-180 ампер.Эти размеры действительны при толщине 3 мм. Чтобы варить металл значительно тоньше, применяют электроды в пределах 0,5-2,5 мм. Текущее значение находится в диапазоне 10-90 ампер.
Для проведения сварочных работ при подаче малого тока требуется применение электродов, имеющих специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды плавятся очень медленно, на них поступает жидкий металл, за счет чего шов приобретает красивый вид.
Все вышеперечисленные требования полностью соответствуют ОМА-2. Включает в себя:
Включает в себя:
- титановый концентрат;
- железомарганцевая руда; мука
- ;
- специальные добавки.
Все эти вещества обеспечивают стабильность дуги. Он просто необходим, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создавать стабильную дугу, используемую при сварке деталей из углеродистой стали.
Вернуться к содержанию
Технологический процесс
Сварить тонкий металл обычной ручной дуговой сваркой достаточно сложно.Для исключения сплошных прожогов по всей длине свариваемых концов применяют определенную технологию:
- электроды малого диаметра подбираются;
- устанавливается наименьший сварочный ток;
- , чтобы сварочная дуга имела стабильное горение, используются токи высокой частоты. Для этого подключается осциллятор.
Заранее выбирается соединение, при котором полностью исключены ожоги.
При толщине металлического листа менее 2 мм электрод, диаметр которого не превышает 1.6 мм лучше всего. Он должен иметь соответствующее покрытие. Величину сварочного тока регулируют таким образом, чтобы его было достаточно для расплавления электрода. Обычно он колеблется в пределах 50-70 ампер. С помощью осциллятора получается нормальное горение дуги. Устройство помогает быстро получить дугу, исключает возникновение ожогов.
Вернуться к содержанию
Инвертор и тонкие металлические изделия
После появления сварочных инверторов операция сварки стала доступна практически каждому.Раньше использовали устройства, с которыми было очень сложно работать, они имели большой вес и сложную настройку. Инверторная сварка очень проста, не вызывает затруднений и доступна новичку. Просто нужно знать несколько основных правил.
При сварке инвертором производится поиск баланса, при котором не должно быть подгорания и залипания электрода. Другими словами, эффективность сварки напрямую зависит от:
- зазор между металлической поверхностью и электродом;
- сила тока;
- скорость движения электрода;
- плавность хода.

Все эти факторы являются самыми сложными для тех, кто впервые начал заниматься сваркой. В этом деле очень важно иметь хороший глазомер, определенные навыки. Чем больше готовишь, тем лучше получается. Только навыки, полученные в ходе работы, помогут добиться успеха и получить хороший результат.
Неопытному сварщику сложно быстро выставить на инверторе необходимую силу тока, чтобы исключить прогорание металла и получить надежное соединение.
Варка тонкого металла инвертором – дело далеко не простое.Это сложно даже для опытного мастера. Поэтому в большинстве случаев используется аргонодуговая. Он позволяет свести к минимуму появление пригорания, шов получается ровным и имеет красивый внешний вид.
Однако импульсная сварка не всегда возможна, приходится варить инвертором. Для получения хорошего результата можно воспользоваться рекомендациями опытных сварщиков.
(PDF) Залипание электрода при микроконтактной сварке тонких металлических листов
DONG et al. : ПРИЛИПАНИЕ ЭЛЕКТРОДОВ 361
Максимальный сварочный ток без прилипания увеличился по мере увеличения
расстояния между электродами с 0,5 до 1,5 мм.
Однако дальнейшее увеличение шага с 1,5 до 3,5 мм
не привело к изменению максимального тока без залипания
(рис. 8). Причина в том, что, когда электроды расположены очень близко
друг к другу, температурные поля обоих электродов будут перекрывать
друг друга на поверхности листа, вызывая повышение температуры на границе раздела электрод/лист.Чем меньше расстояние между электродами, тем выше достигаемая температура. Этого перекрытия
не будет, если расстояние между электродами больше 1,5 мм.
IV. ЗАКЛЮЧЕНИЕ
Механизм прилипания электрода и факторы (сварочный ток
, время сварки, покрытие наконечника, усилие электрода и расстояние между электродами
), влияющие на прилипание, изучались при малосерийной контактной сварке очень тонкой никелированной стали в серии
. до
до
никелевых листов.Ниже приведены некоторые из основных выводов.
1) Местное металлургическое соединение между электродом и
никелированным стальным листом вызвало прилипание электрода. Сила прилипания
была пропорциональна общей площади местных связей
и прочности связи между электродом
и листом.
2) Уменьшение сварочного тока и времени сварки, а также увеличение усилия электрода
и расстояния между электродами может уменьшить прилипание электрода
.
3) Покрытие наконечника электрода из композита с металлической матрицей TiC
эффективно улучшало сопротивление прилипанию электродов CuCrZr.
ССЫЛКИ
[1] K. I. Johnson, Ed., Introduction to Microjoining. Abington, UK:
TWI, 1985.
[2] WR Bratschun, «Сварка плакированных разнородных металлов для экранирования RF/EMI
», IEEE Trans. Сост., Гибриды, Производство. Техн., вып. 15,
, стр. 931–937, июнь 1992 г.
[3] Дж. Дж. Фендрок и Л. М. Хонг, «Сварка с параллельным зазором для очень тонкого металла для высокотемпературных микроэлектронных соединений», IEEE
Trans. Сост., Гибриды, Производство. Техн., вып. 13, стр. 376–382, февраль
1990.
[4] Дж. Р. Тайлер, «Сварка швов контактной сваркой гальванических микроэлектронных корпусов
», в Proc. 1-й междунар. САМПЭ Электрон. конф., вып. 1, N.H. Ko-
rdsmeier, C.A. Harper, and S.M. Lee, Eds., Корвина, Калифорния, июнь 1987 г.,
, стр. 54–69.
[5] Ю. Чжоу, П. Горман, В. Тан, и К. Дж. Эли, «Свариваемость тонколистовых металлов
при маломасштабной контактной точечной сварке с использованием источника переменного тока», Дж. Электрон. Матер., том. 29, нет. 9, стр. 1090–1099,
2000.
[6] Y. Zhou, SJ Dong, and KJ Ely, «Свариваемость тонких листовых металлов мелкомасштабной контактной точечной сваркой
с использованием высокочастотного инвертора и
Блоки питания с конденсаторным разрядом», J. Электрон. Матер., том. 30, нет. 8,
Электрон. Матер., том. 30, нет. 8,
, стр. 1012–1020, 2001.
[7] Y. Zhou, S. J. Dong, N. Scotchmer, G. P. Kelkar, and S. P. Simanjuntak,
«Влияние покрытий из композиционного материала с металлической матрицей (MMC) при сварке микросопротивлением
», в Proc. 11-й междунар. Симп. Обработка изготовления Adv. Матер.
(PFAM XI), Колумбус, Огайо, 7–10 октября 2002 г.
[8] L. Li, YS Wong, JYH Fuh и L. Lu, «Производительность электроэрозионной обработки
на основе TiC/меди. спеченные электроды», Матер.Дизайн, вып. 22, нет. 8, pp.
669–678, 2001.
[9] А. В. Надкарни и Э. П. Вебер, «Новое измерение в контактной сварке
электродных материалов», Weld. Дж., том. 56, нет. 11, стр. 331–338, 1977.
С. Дж. Донг получил степень бакалавра наук. степень факультета материалов
Чжэцзянского университета,
Ханчжоу, Китай, и степень M.A.Sc. и доктор философии
степени факультета машиностроения
Сианьского университета Цзяотун, Шаньси, Китай.
В настоящее время он является адъюнкт-профессором
Департамента материаловедения Хубэйского института автомобильной промышленности
, Шиянь, провинция Хубэй, Китай.
Он был научным сотрудником с докторской степенью на кафедре машиностроения
Университета Ватерлоо,
Ватерлоо, Онтарио, Канада. Он имеет более чем 12-летний опыт преподавания и исследований в области материаловедения. Его текущие исследования
интересов связаны с металлическими материалами, обработкой поверхности и сваркой.
Г. П. Келкар получил B.E. степень в области машиностроения Университета
Бомбея, Индия, степень магистра степень в области машиностроения Университета Хьюстона
, Хьюстон, Техас, и степень доктора философии. степень в области керамических наук
Университета штата Пенсильвания, Филадельфия.
Два
года работал инженером-технологом на автомобильном заводе. Он также работал постдокторским научным сотрудником в области
разработки датчиков для высокотемпературных датчиков кислорода высокого давления,
и старшим инженером-исследователем в группе микросоединений и пластмасс,
Институт сварки Эдисона, Колумбус, ОЙ. В настоящее время он является директором по технологиям
В настоящее время он является директором по технологиям
в Unitek-Miyachi International, Монровия, Калифорния. Его интересы
в области микросоединений и керамики.
Ю. Чжоу получил степень бакалавра наук. и M.A.Sc. степени
факультета машиностроения,
Университет Цинхуа, Пекин, Китай, и степень доктора философии.
степень факультета металлургии и
материаловедения, Университет Торонто, Торонто,
ON, Канада.
Он был лектором кафедры машиностроения
Университета Цинхуа и научным сотрудником отдела разработки топлива
,
Atomic Energy of Canada, Ltd, Chalk River, ON,
Canada. Он также был старшим инженером-исследователем
в группе микросоединений и пластмасс, Edison Welding Institute, Columbus,
OH. В настоящее время он является доцентом кафедры механики
Engineering Университета Ватерлоо, Ватерлоо, Онтарио, Канада.У него более
более 15 лет промышленного, преподавательского и исследовательского опыта в области материалов, объединяющих
технологий.