Виды дуговой сварки
Сейчас среди всех видов сварки в промышленности ведущее место занимает электрическая дуговая сварка. Она является абсолютным лидером среди всех способов соединения металлов свариванием по объему и стоимости выпускаемой продукции, количеству действующих специализированных установок, числу занятых в этом технологическом процессе рабочих.
Для классификации способов дуговой сварки используется несколько различных признаков, среди которых самым важным является тот способ, каким дуга воздействует на металл. Это воздействие бывает как прямым, так и косвенным.
При прямой дуговой сварке металл является одним из электродов сварочной дуги и, таким образом, напрямую включен в сварочную цепь. Нагрев металла происходит за счет того, что его поверхность бомбардируется электрически заряженными частицами. Разогрев происходит с высокой интенсивностью, поскольку в области электродного пятна удельная мощность на нагреваемой поверхности весьма высока.
Когда для сварки металлов используется дуга косвенного действия, основной металл не является одним из электродов и, соответственно, не включен в сварочную цепь. Нагрев свариваемого металла осуществляется за счет того, что теплопередача происходит посредством излучений столба дуги и высокой температуры ее газов. При сварке способом косвенного нагрева удельная мощность на нагреваемой поверхности во много раз ниже, чем при сварке способом прямого нагрева. С технологической точки зрения этот метод приближен к газовой сварке, а наиболее характерные особенности электрической дуговой сварки в нем выражены слабее.
Применяется также и способ электрической дуговой сварки, который сочетает в себе особенности прямого и косвенного нагрева. Для практической реализации комбинированного действия дуги используется схема с тремя электродами. В ней одним из них является свариваемый металл.
Это способ характеризуется тем, что все электроды, кроме свариваемого материала, изготавливаются из разных материалов. При этом используются материалы, имеющие различную степень плавкости: плавкие, быстроплавящиеся, неплавкие (например, таковыми являются угольные электроды), плавящиеся медленно и практически не принимающие участия в процессе образования наплава металла (например, таковыми являются вольфрамовые электроды).
Питание дуги может осуществляться или переменным, или постоянным током. Переменный ток используется как высокой, так и низкой частоты, как однофазный, так и многофазный. Существуют и достаточно широко применяются на практике усложненные схемы, предполагающие одновременное использование токов различных частот, постоянного и переменного тока и т.п.
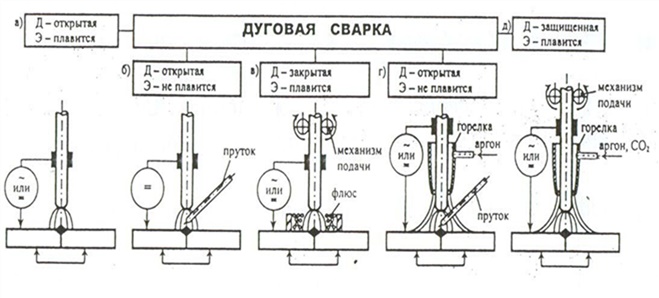
Дуги, используемые для дуговой сварки, подразделяются на открытые и закрытые (они еще именуются погруженными). Открытые сварочные дуги характеризуются тем, что может или же не иметь никакой защиты вообще, или быть защищенными или специальным слоем, или струей газа (азота, аргона, водорода), который выдувается в зону сварки. Используется также и комбинированная защита газом и шлаком. Основная сфера применения закрытой (погруженной) дуги – сварка под флюсом.
Используется также и комбинированная защита газом и шлаком. Основная сфера применения закрытой (погруженной) дуги – сварка под флюсом.
На сегодняшний день разработано и используется множество разновидностей дуговой электросварки, которые различаются своими технологическими свойствами. Они реализуются с помощью комбинаций таких признаков, как вид электрического тока, род электрода, способ действия дуги, метод защиты сварочной ванны.
Согласно принятому стандарту на чертежах наносится обозначение сварных соединений, которое указывает вид сварки.
Классификация видов дуговой сварки — Энциклопедия по машиностроению XXL
| Рис. 98. Классификация видов дуговой сварки в защитных газах |
КЛАССИФИКАЦИЯ ВИДОВ ДУГОВОЙ СВАРКИ ПО ТЕХНИЧЕСКИМ
[c. 22]
22]
Кинетика фазовых превращений 97 Классификация видов дуговой сварки 22, 23 [c.523]
Дуговой сваркой называют процесс, при котором для расплавления кромок соединяемых деталей используется теплота, выделяемая при горении электрической дуги, питаемой постоянным или переменным током. Классификацию видов дуговой электросварки можно провести по ряду признаков одним из них является способ воздействия дуги на металл. В этом случае различают сварку зависимой и независимой дугами. К первому виду относится сварка, осуществляемая дугой, горящей между электродом и деталью. Сварка независимой дугой характеризуется тем, что свариваемый металл не включен в цепь
Дуговой сваркой называют процесс, при котором для расплавления кромок соединяемых деталей используется тепло, выделяемое при горении электрической дуги, питаемой постоянным или переменным током. Классификацию видов дуговой электросварки [c.260]
Соединения сварные (ГОСТ 2601—84 ). Сварка —один из наиболее прогрессивных способов соединения составных частей изделия — имеет значительные преимущества перед литьем и соединением заклепками. Существует много видов сварки и способов их осуществления, напрнмер ручная дуговая (ГОСТ 5264—80 ), автоматическая и полуавтоматическая сварка под флюсом (ГОСТ 11533—75), дуговая сварка в защитном газе (ГОСТ 14771—76 ), контактная сварка (ГОСТ 15878—79) и др. (Подробнее см. ГОСТ 19521—74. Сварка металлов. Классификация.)
[c.272]
Сварка —один из наиболее прогрессивных способов соединения составных частей изделия — имеет значительные преимущества перед литьем и соединением заклепками. Существует много видов сварки и способов их осуществления, напрнмер ручная дуговая (ГОСТ 5264—80 ), автоматическая и полуавтоматическая сварка под флюсом (ГОСТ 11533—75), дуговая сварка в защитном газе (ГОСТ 14771—76 ), контактная сварка (ГОСТ 15878—79) и др. (Подробнее см. ГОСТ 19521—74. Сварка металлов. Классификация.)
[c.272]
Классификация и условное обозначение электродов по отечественным стандартам. В основе классификации покрытых электродов для сварки сталей лежат признаки, которые находят отражение в их условном обозначении в виде буквенноцифровой индексации. Условное обозначение электродов несет всестороннюю информацию о назначении и технологических свойствах электродов, о регламентируемых характеристиках металла шва и наплавленного металла (РХМ) по прочности, пластичности, хладостойкости, жаропрочности, жаростойкости и стойкости к межкристаллит-ной коррозии.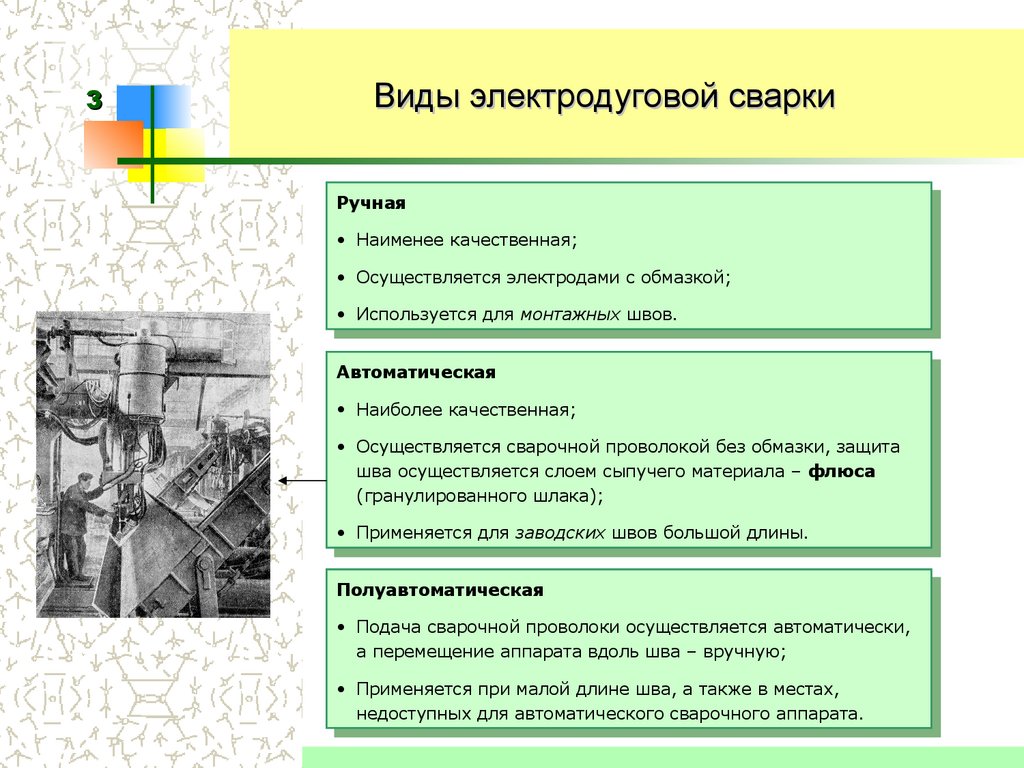 Умелое использование этой информации помогает производить правильный выбор электродов для сварки различных сталей. Структура условного обозначения покрытых металлических электродов для ручной дуговой сварки сталей установлена ГОСТ 9466-75 и представляет собой дробь, в числителе и знаменателе
Умелое использование этой информации помогает производить правильный выбор электродов для сварки различных сталей. Структура условного обозначения покрытых металлических электродов для ручной дуговой сварки сталей установлена ГОСТ 9466-75 и представляет собой дробь, в числителе и знаменателе
Для способов, в которых существенное значение имеют два вида энергии, можно образовывать промежуточные группы, например электромеханическую для контактной и диффузионной сварки, электрохимическую для дуговой сварки в активном защитном газе, химикомеханическую для газопрессовой сварки и т. д. Единую классификацию разрабатывает в настоящее время ВНИИНмаш Госстандарта СССР. [c.336]
Способы сварки писточника энергии (газовая дуговая, электроино-лучевзя И т. п.), а также по техническим признакам (способу зашиты от окисления материала в зоне сварки, степени механизации сварки, виду электрода и дуги н т.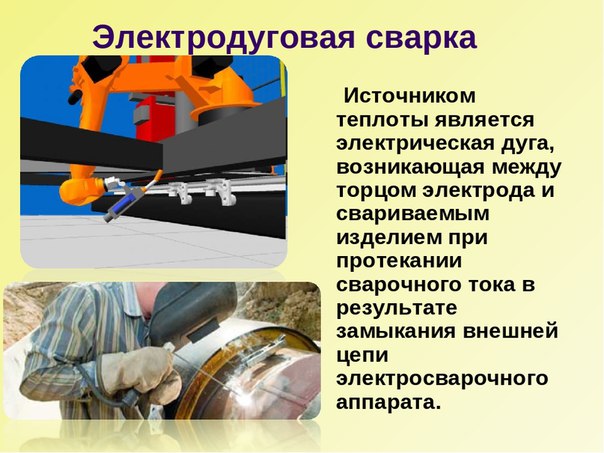
Какие виды сварки бывают — от простых к сложным | ММА сварка для начинающих
Металлы соединяли еще задолго до появления ручной дуговой сварки и инверторов. Сегодня существует как минимум 10 видов сварки, и все они применяются на деле.
Сваркой принято называть процесс соединения металлов путём их плавления. Для этого металлы нагреваются до такой степени, когда они уже начинают плавиться, соединяясь друг с другом на молекулярном уровне. Также существуют и другие виды сварки, например, путём трения или с применением ультразвука.
Какие виды сварки бывают
Кузнечная сварка — самый древний способ соединения металлов. При кузнечном способе сварки, металлы нагреваются в специальном устройстве — горне, а затем вбиваются воедино, чтобы получился шов.
Дуговая сварка — для этого вида сварки применяется электрический ток, а для соединения металлов, электроды с покрытием. Ток дуговой сварки может быть переменным или постоянным. Вследствие замыкания двух контактов, между электродом и металлом образуется сварочная дуга.
Ток дуговой сварки может быть переменным или постоянным. Вследствие замыкания двух контактов, между электродом и металлом образуется сварочная дуга.
Существующие виды дуговой сварки подразделяются:
- На экранированную сварку;
- Флюсовую дуговую сварку и электрошлаковую;
- Плазменную и дуговую сварку под флюсом.
Газовая сварка
Для газовой сварки применяется смесь кислорода и газа, чаще всего бутана, пропана или ацетилена. Для расплавления металлов используется факельное пламя, а для их соединения сварочная проволока, которая добавляется в полученную ванну.
Для газовой сварки характерно медленное и равномерное расплавление металла. В связи с этим, при сварке толстых металлов существенно теряется производительность.
Сварка сопротивлением
Для этих целей ток проходит через металл, а сварочный шов образуется за счет электрического сопротивления.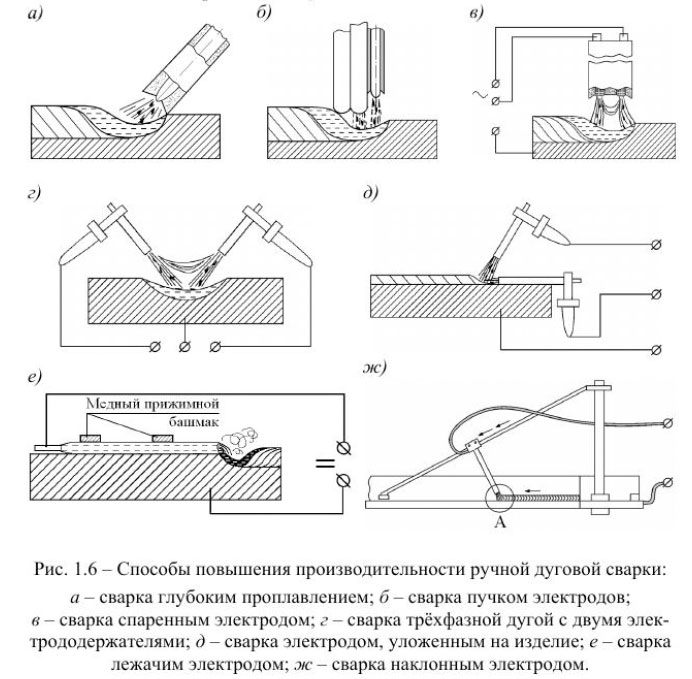
Различают следующие виды сварки сопротивлением:
- Точечная сварка;
- Стыковая и шовная сварка;
- Контактная сварка — получила наибольшее применение в силу своей эффективности.
Лучевая сварка
Данный вид сварки осуществляется за счет концентрированной энергии, которая проникая в металлы, оказывает на них глубокое проплавление. Из всех доступных способов соединения металлов, данный способ отличается своей быстротой.
Единственным недостатком энергетической сварки является очень дорогостоящее оборудование.
Также существуют и другие виды сварки, например:
- Ультразвуковая сварка;
- Диффузионная сварка и сварка трением;
- Холодная сварка металлов;
- Индукционная сварка.
- Высокочастотная и экзотермическая сварка.


Большинство из всех вышеперечисленных способов сварки используется в промышленных целях. В быту и на производстве, основное применение получили дуговая и газовая сварка.
Еще статьи про сварку:Основные виды и технологии дуговой электрической сварки
При электродуговой сварке источником нагрева металла является сварочная дуга. Она представляет собой устойчивый электрический разряд, который происходит в газовой среде между электродами либо между электродом и деталью. Для того, чтобы поддерживать сварочный разряд нужной продолжительности, необходимо использовать специальные источники питания для дуги. Для того, чтобы создавать дугу переменного тока, используются сварочные трансформаторы, для постоянного тока – сварочные выпрямители либо сварочные генераторы.
Электрическая дуга была открыта еще в 1802 году. Затем в 1882 году была осуществлена первая дуговая сварка. После этого электрическая дуговая сварка совершенствовалась в двух направлениях – в направлении защиты и обработки металла сварочной ванны и в направлении автоматизации процессов.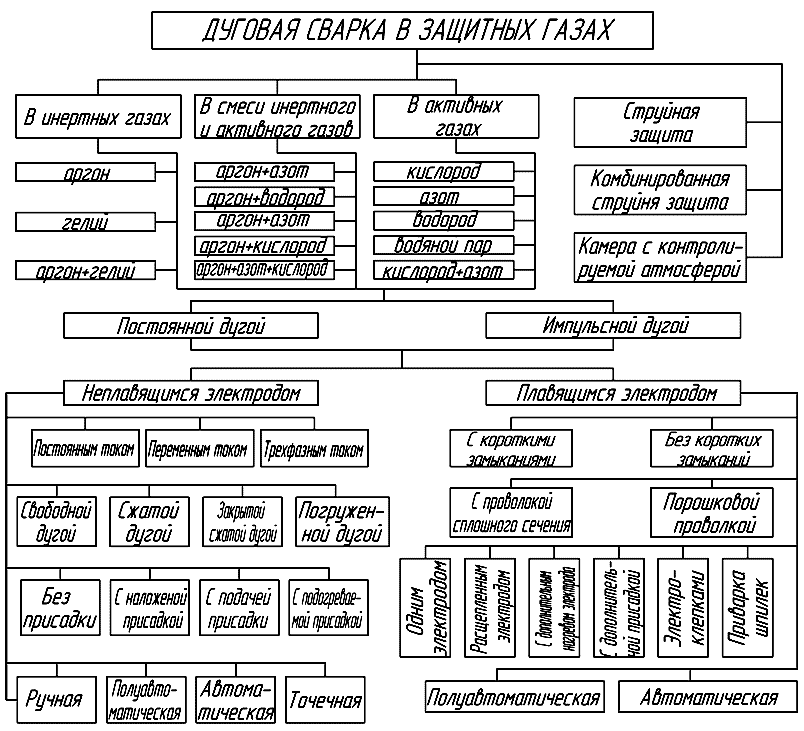
Разновидности дуговой сварки
По защите сварочной ванны от окружающей среды можно выделить методы дуговой сварки с газовой, шлаковой и газошлаковой защитой. По автоматизации сварку разделяют на ручную, автоматическую и механизированную. Далее мы рассмотрим основные разновидности дуговой сварки.
Классификация сварки по методу защиты
По методу защиты сварочной ванны электро-дуговая сварка разделяется на такие виды:
- Соединение металла в воздухе – сварочная ванна никак не защищается; доступ воздуха свободный. Такая сварка чаще всего проводится с использованием плавких электродов в ручном режиме.
- Работа в вакууме – непосредственно из рабочей зоны откачивается воздух, после чего проводится сваривание.
- Наложение шва в защитном газе. В качестве защитных газов могут использоваться как инертные, так и активные газы. К первым можно отнести аргон и гелий, ко вторым – углекислый газ, азот, водород и различные их смеси.
- Сваривание под флюсом. В качестве флюса могут использоваться различные вещества. Чаще всего такой процесс проводится в автоматическом или полуавтоматическом режиме. Основные движения механизируются, а жидкий металл в сварочной ванне защищается от воздействия воздуха расплавленным шлаком, который образуется при плавлении флюса и подается в зону сварочной дуги. Подобный метод позволяет достичь высокой производительности и хорошего качества производимых работ.
- Наложение шва в пене.
- Сваривание с комбинированными способами защиты.
 К первым можно отнести аргон и гелий, ко вторым – углекислый газ, азот, водород и различные их смеси.
К первым можно отнести аргон и гелий, ко вторым – углекислый газ, азот, водород и различные их смеси.Наложение шва под флюсом
Защитные газы могут подаваться различными способами. Первый способ – струйная непрерывная подача в зону соединения. При этом газ вытесняет воздух и обеспечивает защиту. Для подобного метода сваривания существует специальное оборудование – к примеру, сварочные коронки, служащие одновременно зажимом для электрода и устройством для подачи газа.
Также существует такая разновидность соединения металла, как плазменно-дуговая сварка. При этом непосредственно в сварочную дугу подается плазмообразующий газ, а получаемая плазма удерживается посредством плазмотрона.
Классификация по автоматизации сварочного процесса
По этому признаку виды сварочного процесса разделяют на следующие группы:
- Ручная дуговая сварка – всем известный способ. Перемещение электродов и деталей осуществляется вручную, силами сварщика. Может выполняться с использованием плавких и неплавких электродов. В первом случае используются покрытые электроды, так называемые «штучные». Сварщик сам заменяет израсходованные электроды. Электрическая дуга расплавляет кромки свариваемых изделий и электрод. В результате образуется сварочная ванна, при застывании которой получается надежное соединение. Во втором случае применяются неплавкие электроды, изготовляемые из вольфрама или графита. Помимо этого, в сварочную зону отдельно подается присадочный материал. Дуга расплавляет свариваемые изделия и присадочный металл, после их застывания образуется сварочный шов. Подобный способ может использоваться для сваривания цветных металлов.
- Механизированная дуговая сварка – подразумевает использование каких-либо средств автоматизации сварочного процесса, однако при этом методе участие сварщика все равно необходимо.
- Полуавтоматическая дуговая сварка – при этом методе сварочный процесс автоматизирован, однако перемещения деталей и электродов осуществляет сварщик. Полуавтоматическая дуговая сварка подразумевает автоматизацию процесса подачи присадочного материала – сварочной проволоки.
- Автоматическая дуговая сварка – полностью автоматизированная дуговая сварка, которая проводится без участия оператора – оператору остается лишь контролировать процесс сваривания.
 Во втором случае применяются неплавкие электроды, изготовляемые из вольфрама или графита. Помимо этого, в сварочную зону отдельно подается присадочный материал. Дуга расплавляет свариваемые изделия и присадочный металл, после их застывания образуется сварочный шов. Подобный способ может использоваться для сваривания цветных металлов.
Во втором случае применяются неплавкие электроды, изготовляемые из вольфрама или графита. Помимо этого, в сварочную зону отдельно подается присадочный материал. Дуга расплавляет свариваемые изделия и присадочный металл, после их застывания образуется сварочный шов. Подобный способ может использоваться для сваривания цветных металлов.Любой сварочный процесс требует концентрации
Классификация по сварочному току
Выделяют следующие виды:
- Работа переменным током – используется переменный ток, создаваемый трансформатором для сварки;
- Работа постоянным током – постоянный ток позволяет достичь несколько лучших характеристик. Его получают при помощи сварочных выпрямителей и генераторов;
- Импульсно-дуговая сварка – ток имеет импульсную природу. Использование такой технологии позволяет достичь лучшего контроля над дугой при регулировании параметров тока «на лету», в процессе соединения деталей.
 Его получают при помощи сварочных выпрямителей и генераторов;
Его получают при помощи сварочных выпрямителей и генераторов;Электрошлаковая сварка
Этот метод сварки стоит упомянуть отдельно. Он осуществляется посредством плавления металла свариваемых изделий, который располагаются вертикально или под наклонов 45 градусов, и сварочного электрода. Теплота, необходимая для плавления, образуется электрическим током, проходящим через расплавленный шлак. Помимо этого, шлак защищает металл сварочной ванны от действия воздуха. Снизу к свариваемым изделиям прикрепляют поддон. По обе стороны зазора крепятся ползуны с водяным охлаждением. Затем на поддон насыпают флюс, над которым располагают электроды. Дуга возбуждается под поверхностью флюса между поддоном и электродами. За счет дуги флюс и электроды плавятся, образуя ванну расплавленного металла и расположенную над ней шлаковую ванну.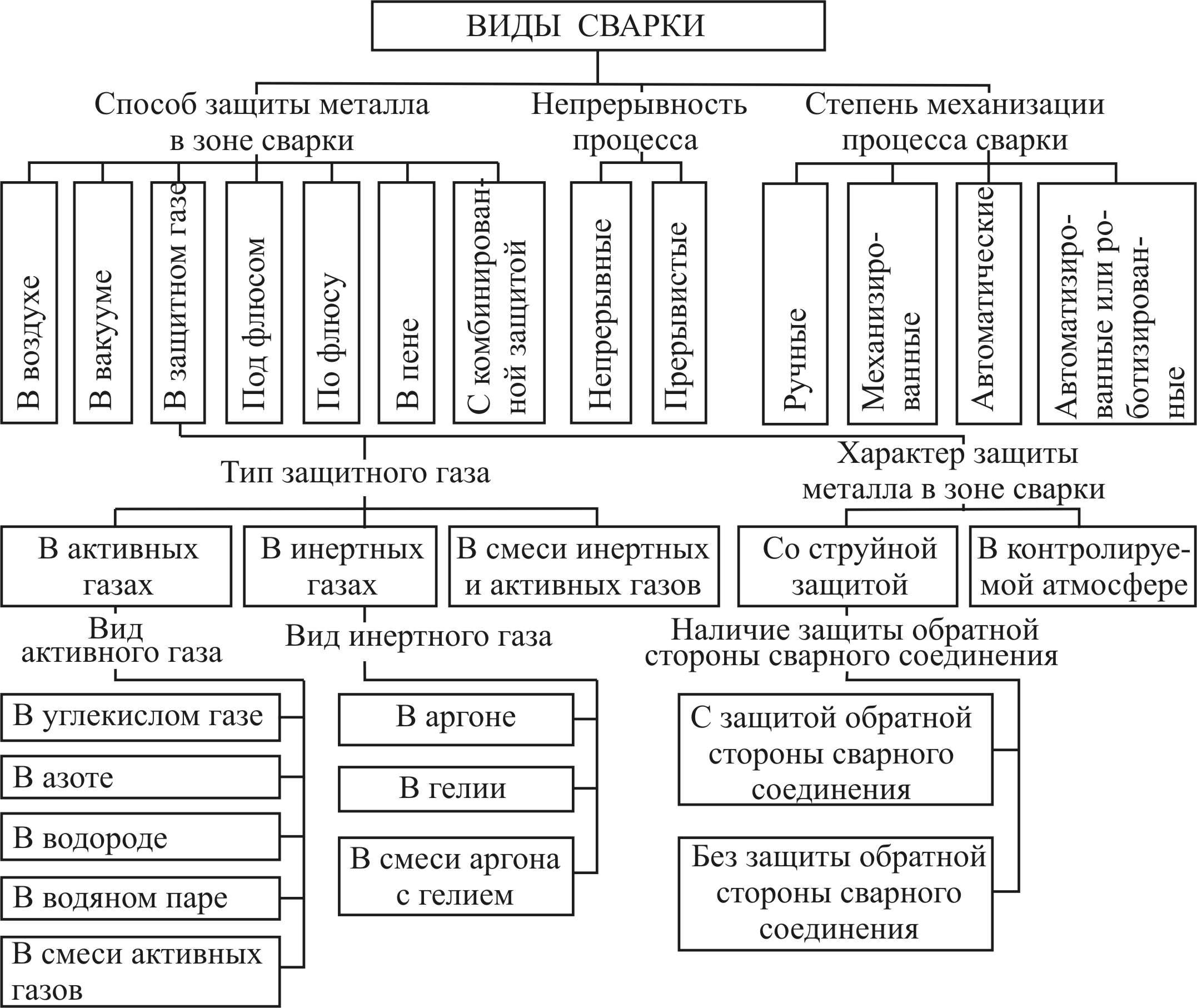 После этого тепло образуется при прохождении тока через шлак. По мере накопления в ванне шлака и жидкого металла ползуны вместе с механизмом подачи проволоки электродов и флюса перемещаются снизу вверх.
После этого тепло образуется при прохождении тока через шлак. По мере накопления в ванне шлака и жидкого металла ползуны вместе с механизмом подачи проволоки электродов и флюса перемещаются снизу вверх.
Дуговая сварка славится надежностью соединения металла
Заключение
Мы рассмотрели основные виды электродуговой сварки. Как видите, электро-дуговая сварка может проводиться весьма разнообразными методами. Эти методы позволяют достичь наилучших результатов для каждого конкретного случая, следовательно, они весьма важны для сварочной индустрии.
Высокопроизводительные способы ручной дуговой сварки | Строительный справочник | материалы — конструкции
Чтобы облегчить труд сварщика и повысить производительность труда в промышленности, применяют различные высокопроизводительные способы сварки:
Сварка пучком электродов. Принцип этого способа состоит в том, что два или несколько электродов соединяют в пучок (в двух-трех местах, контактные концы сваривают друг с другом), которым при помощи обычного электрододержателя ведут сварку.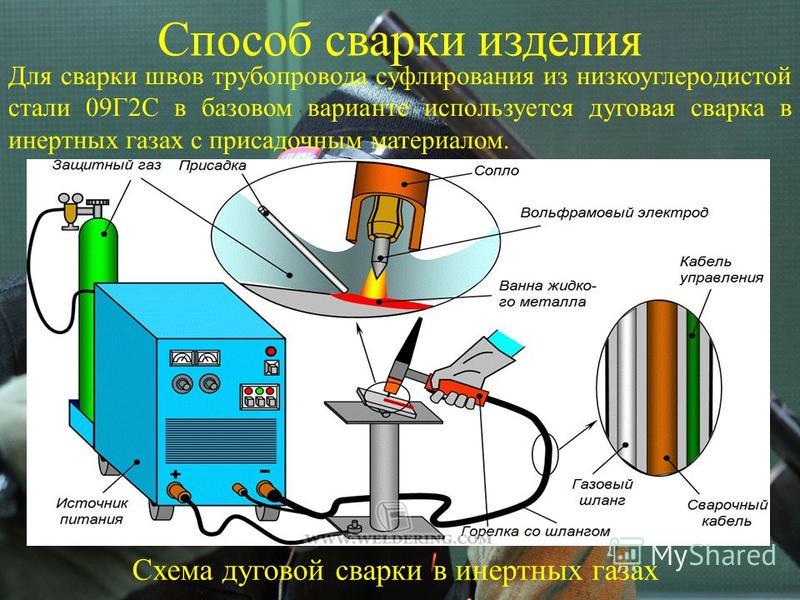 При сварке пучком электродов дуга возникает между свариваемым изделием и одним из его стержней, по мере оплавления последнего переходит на соседний, т. е. дуга горит попеременно между каждым из электродов пучка и изделием. В результате этого нагрев стержней электродов внутренним теплом будет меньше, чем при сварке одностержневым электродом при той же величине тока. Поэтому при сварке пучком можно устанавливать большую величину тока, чем при сварке одинарным электродом такого же диаметра. А это в свою очередь позволяет увеличить производительность труда.
При сварке пучком электродов дуга возникает между свариваемым изделием и одним из его стержней, по мере оплавления последнего переходит на соседний, т. е. дуга горит попеременно между каждым из электродов пучка и изделием. В результате этого нагрев стержней электродов внутренним теплом будет меньше, чем при сварке одностержневым электродом при той же величине тока. Поэтому при сварке пучком можно устанавливать большую величину тока, чем при сварке одинарным электродом такого же диаметра. А это в свою очередь позволяет увеличить производительность труда.
Сварка с глубоким проваром. Составы некоторых покрытий, нанесенные на стержень электрода более толстым слоем, чем обычно, позволяют сконцентрировать поток тепла сварочной дуги, повысить ее проплавляющее действие — увеличить глубину расплавления основного металла. Сварка в таких случаях ведется короткой дугой, горение которой поддерживается за счет опирания козырьком покрытия на основной металл. Этот способ применяют в основном при сварке угловых и тавровых соединений.
Сварка наклонным электродом. При данном способе сварки оплавляющийся конец электрода опирается о свариваемые кромки, а сам электрод перемещается вдоль линии соединения по мере заполнения разделки кромок.
Сварка лежачим электродом. Сущность этого способа заключается в том, что электрод с качественным покрытием укладывается в разделку шва. Длина дуги в процессе горения равна толщине слоя покрытия. Для сварки лежачим электродом используют электроды диаметром 6—10 мм, длину которых подбирают равной длине шва, но не более 800— 1000 мм. Для удержания уложенного электрода в разделке, а также для изоляции и защиты дуги применяют медные накладки.
Сварка электродами больших диаметров. Для сварки этим способом применяют электроды диаметром 8, 10, 12 мм (при величине тока 350, 450 и 600 А). Сварка электродами больших диаметров имеет следующие недостатки:
- большая масса электрододержателя с электродом приводит к быстрой утомляемости сварщика;
- электродами больших диаметров трудно выполнять сварку в узких местах;
- при сварке электродами больших диаметров возникает значительное магнитное дутье.
Ванная сварка. Сварка широко применяется при соединении стержней арматуры железобетонных конструкций, железнодорожных рельсов и т. д. Ее выполняют одним или несколькими электродами.
Чаще всего применяют электроды УОНИ-13/55У и УОНИ-13/85У при повышенной величине тока, что обеспечивает разогрев свариваемых элементов для создания большой ванны жидкого металла. Ванну жидкого металла удерживают специальной формой. Сварку начинают в нижней части формы в зазоре между торцами стержней, передвигая электрод вдоль этого зазора.
В процессе сварки наплавлямый металл все время должен находиться в жидком состоянии, поэтому электроды следует менять как можно быстрее. Когда уровень жидкого металла будет находиться выше середины сечения стержней, тепловое действие дуги уменьшают, для чего ее направляют в среднюю часть ванны. Для получения прочного сварного шва его выполняют с усилением; уровень шва должен быть выше поверхности стержней.
В конце процесса сварки для ускорения охлаждения ванны периодически прерывают дугу. Для экономии металла применяют разъемные формы, изготовленные из меди или керамики.
Для экономии металла применяют разъемные формы, изготовленные из меди или керамики.
Сварка трехфазной дугой. Сущность способа состоит в следующем: в держатель, имеющий два токоподвода, закрепляют электрод, представляющий собой два электродных стержня в общем слое покрытия или два обычных электродных стержня с качественным покрытием. Через токопроводы в держателе к электродным стержням подводят две фазы сварочной цепи. Третью фазу подводят непосредственно к детали. Во время сварки дуга горит между двумя электродами и между каждым электродом и изделием.
Сварку трехфазной дугой применяют при изготовлении конструкций, требующих значительного объема наплавленного металла, при наплавке твердых сплавов, исправлении дефектов в стальном литье, при сварке соединений, требующих глубокого проплавления, и при сварке ванным способом стальной арматуры диаметром 60—120 мм.
Сущность способа заключается в том, что электрод не закрепляется в держателе, а приваривается к нему торцом, что позволяет использовать весь металл его стержня.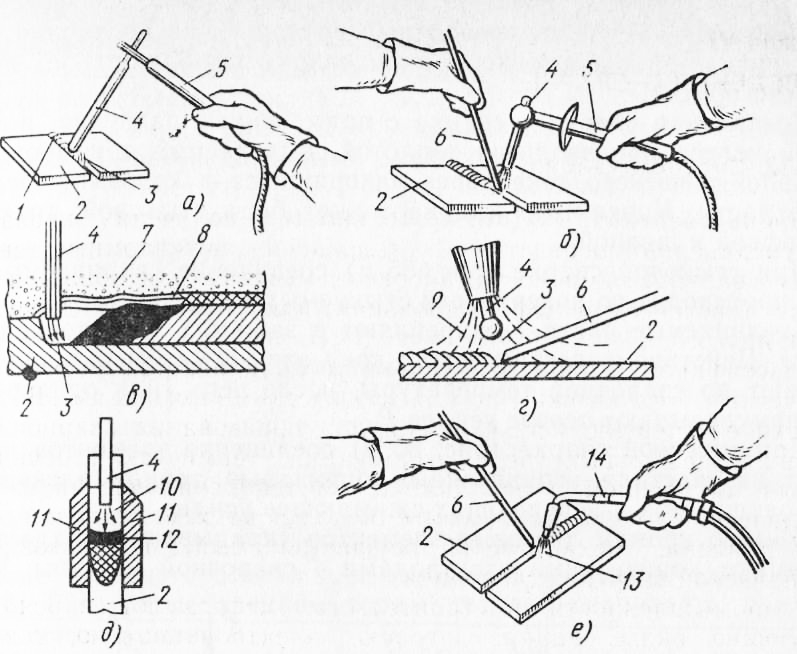 Применение этого способа сварки позволяет несколько уменьшить число перерывов на смену электродов и на 10—15% сократить расходы сварочных материалов.
Применение этого способа сварки позволяет несколько уменьшить число перерывов на смену электродов и на 10—15% сократить расходы сварочных материалов.
Безогарковая сварка. Недостатком этого способа сварки является некоторое ухудшение условий манипулирования электродом и перегрев электрододержателя.
Специальные виды дуговой сварки — Справочник химика 21
СПЕЦИАЛЬНЫЕ ВИДЫ ДУГОВОЙ СВАРКИ [c.290] Ручная аргоно-дуговая сварка неплавящимися электродами. Сварка производится дугой, создаваемой неплавящимся вольфрамовым электродом, с подачей в зону дуги присадочной проволоки. При этом электрод и ванночка расплавленного металла должны быть наделано защищены струей аргона. Сварку проводят специальными горелками на постоянном токе при прямой полярности или на переменном токе с осциллятором. Этот вид сварки рационально применять для соединения труб малого диаметра (до 100 мм) с малой толщиной стенок. [c. 417]
417]
Для устойчивого горения дуги необходимо соответствие формы внешней характеристики источника питания форме статической характеристики дуги. В случае однопостовой сварки источником питания дуги обычно является специальный сварочный генератор постоянного тока или сварочный трансформатор. При многопостовой дуговой сварке под источником питания дуги подразумевают совокупность общего источника питания (генератора постоянного тока, выпрямительной установки или трансформатора) с регулятором тока отдельного сварочного поста в виде балластного реостата при сварке на постоянном токе или реактора (дросселя) при сварке на переменном токе. [c.261]
На рис. 2-33 показаны некоторые стыковые швы, используемые при изготовлении больших вакуумных камер специальной формы. Это швы с проваркой на всю глубину, но с V или U-образной разделкой. При изготовлении таких швов с помощью аргоно-дуговой сварки (разд. 2, 2-1) внутренняя поверхность шва имеет очень грубый вид, если только при сварке не применяется поддув дополнительной струей аргона со стороны, обратной шву. При сварке труб встык дополнительный поток аргона может пропускаться по самим свариваемым трубам. Аргон подается непосредственно в окрестности шва с помощью резиновых баллонов, которые вводятся с двух сторон- [c.66]
2, 2-1) внутренняя поверхность шва имеет очень грубый вид, если только при сварке не применяется поддув дополнительной струей аргона со стороны, обратной шву. При сварке труб встык дополнительный поток аргона может пропускаться по самим свариваемым трубам. Аргон подается непосредственно в окрестности шва с помощью резиновых баллонов, которые вводятся с двух сторон- [c.66]
Присоединяются сильфоны к деталям вакуумных объемом дуговой сваркой в защитных газах (например, аргонодуговой). Для этого сильфоны имеют специальные оконечные элементы того или иного вида. [c.179]
Аргон используют в вольфрамовых лампах накаливания, чтобы снизить скорость испарения вольфрама из нити и, кроме того, обеспечить концентрирование паров вольфрама к небольшому участку внутренней поверхности лампы. Часто приходится видеть, как черные пятна на радиолампах возникают на одном небольшом участке стекла. В этом применении используется неактивность аргоиа и его ничтожная теплопроводность.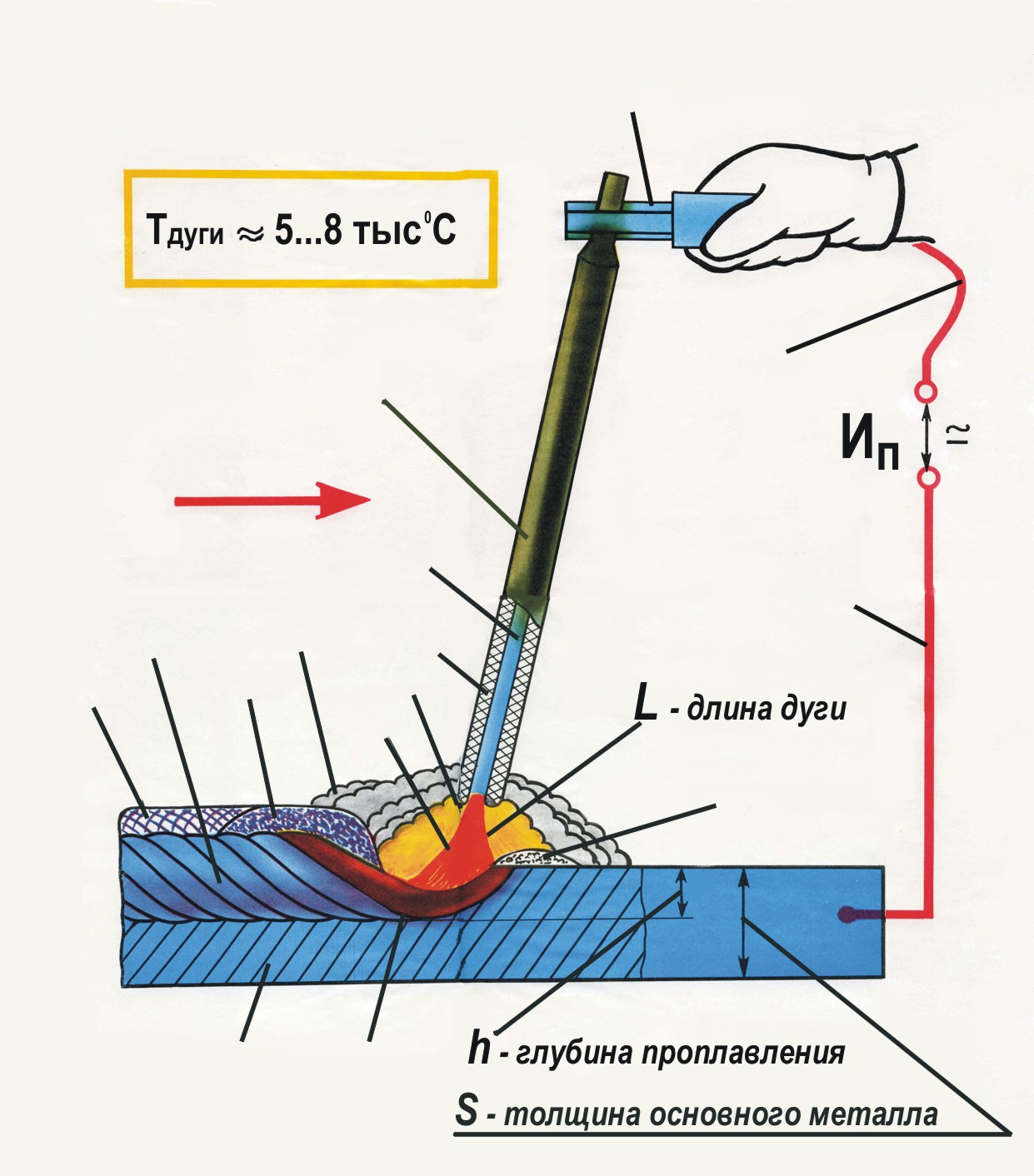 В газоразрядных трубках, наполненных аргоном, возникает голубое свечение. Это широко используется для создания световых реклам. Аргон используется для создания инертной атмосферы. В больших количествах его расходуют при приготовлении специальных сплавов (например, сплавов магния) или при работе с чрезвычайно неустойчивыми и реакциои-носпособными веществами. Существует особый вид дуговой сварки, когда с целью защиты шва от воздуха ее проводят в атмосфере аргона. [c.279]
В газоразрядных трубках, наполненных аргоном, возникает голубое свечение. Это широко используется для создания световых реклам. Аргон используется для создания инертной атмосферы. В больших количествах его расходуют при приготовлении специальных сплавов (например, сплавов магния) или при работе с чрезвычайно неустойчивыми и реакциои-носпособными веществами. Существует особый вид дуговой сварки, когда с целью защиты шва от воздуха ее проводят в атмосфере аргона. [c.279]
Классификация источников тока. Для дуговой сварки применяются источники постоянного и переменонго тока. Источниками постоянного тока обычно служат специальные сварочные генераторы и в отдельных случаях сварочные выпрямители. Энергетические и эксплуатационные недостатки генераторов постоянного тока вызвали необходимость применения для дуговой сварки источников переменного тока в виде специальных сварочных трансформаторов. [c.265]
Все виды постоянных (систематически выполняемых) работ по электро-дуговой сварке й сварке в среде защитных газов, выполняемые в зданиях, должны производиться в специально отведенных вентилируемых помещениях или вентилируемых кабинах со светонепроницаемыми стенками из несгораемых материалов, площадь и кубатура которых удовлетворяют требованиям СНиП, с учетом габаритов сварочного оборудования, свариваемых деталей и санитарных норм, определяющих допустимые концентрации вредных наров и газов.
 Сварка, выполняемая не систематически, а также на крупногабаритных деталях при работе нескольких сварщиков, должна производиться при ограждении мест работы светонепроницаемыми щитами или занавесями из несгораемого материала высотой не менее 1,8 л. [c.381]
Сварка, выполняемая не систематически, а также на крупногабаритных деталях при работе нескольких сварщиков, должна производиться при ограждении мест работы светонепроницаемыми щитами или занавесями из несгораемого материала высотой не менее 1,8 л. [c.381] Из других видов сварки следует отметить получившую распространение в последнее время дуговую сварку вольфрамовым электродом в защитном газе (аргоне) и применяемую в производстве изделий новой техники. Вольфрамовый электрод при нагревании энергично окисляется, поэтому сварку ведут в защитной среде, не содержащей кислорода. Возможно непрерывное вдувание в дугу инертного газа, в качестве которого используются аргон, гелий или водород, либо смеси этих газов. Наиболее часто используется аргон как наиболее дешевый. Дуга постоянного тока в аргоне при прямой полярности (минус на электроде) горит устойчиво и легко зал игается. Напряжение горения дуги составляет около 15 В, нагрев и расход электрода незначительны. Эта картина резко меняется при изменении полярности.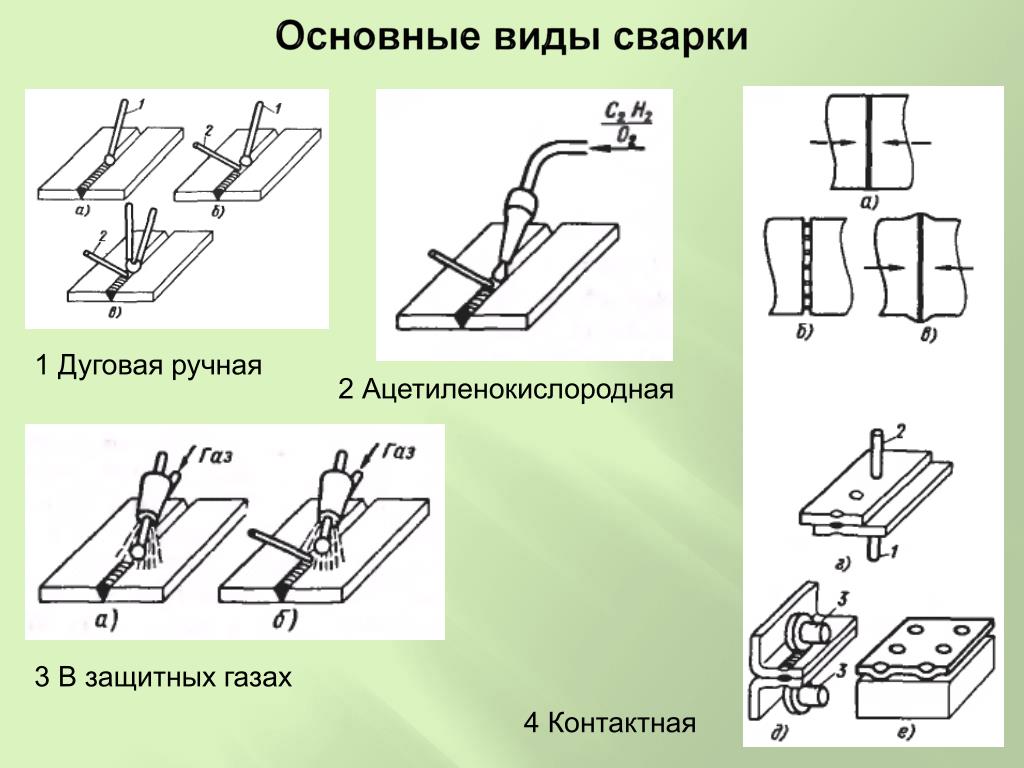 При этом возникает катодное расаыление, приводящее к тому, что с поверхности основ юго металла в зоне сварки удаляются окислы и загрязнения. Очищающее действие дуги позволяет без применения флюсов сваривать спец-стали, алюминий, магний, различные легкие сплавы, тугоплавкие металлы, активные металлы с большим сродством к кислороду, а также металлы малых толщин. Для питания дуги используются обычные агрегаты постоянного тока и выпрямители для дуговой сварки. В некоторых случаях желательно применение дополнительных осцилляторов и специальных электродов с добавкой окиси тория или лантана (торированные или лантанированные электроды) с целью облегчения зажигания и повышения устойчивости дуги. [c.154]
При этом возникает катодное расаыление, приводящее к тому, что с поверхности основ юго металла в зоне сварки удаляются окислы и загрязнения. Очищающее действие дуги позволяет без применения флюсов сваривать спец-стали, алюминий, магний, различные легкие сплавы, тугоплавкие металлы, активные металлы с большим сродством к кислороду, а также металлы малых толщин. Для питания дуги используются обычные агрегаты постоянного тока и выпрямители для дуговой сварки. В некоторых случаях желательно применение дополнительных осцилляторов и специальных электродов с добавкой окиси тория или лантана (торированные или лантанированные электроды) с целью облегчения зажигания и повышения устойчивости дуги. [c.154]
Световой луч проходит значительные расстояния в воздухе без заметных потерь, легко фокусируется с помощью обычной оптической аппаратуры, обладает глубокой проникающей способностью для прозрачных и даже непрозрачных материалов (в инфракрасной области). Это дает возможность проводить сварку деталей в вакууме с использованием вынесенного источника лучистой энергии. В таком варианте вакуумная камера выполняется с окошком из кварцевого стекла, позволяющего пропустить тепловые лучи (световые лучи в инфракрасной области) и производить визуальное наблюдение за протекающим процессом. Сварка может осуществляться и на воздухе без применения вакуумной камеры. И в том и в другом случаях в качестве источника лучистой энергии применяются установки типа УРАН (название составлено из первых букв слов — установка радиационного нагрева ). Такая установка состоит из блока питания, поджигающего устройства и излучателя, снабженного мощной лампой дугового разряда. Излучатель обычно выполняется в виде сферического или параболического зеркала, поверхность которого имеет высокий коэффициент отражения в результате специальной обработки (шлифование, напыление алюминиевой пленки и т. д.). В фокусе зеркала помещается ксеноновая лампа типа ДКСР мощностью 3—10 кВт. Регулируя положение лампы (в реальных конструкциях передвигается зеркало) относительно зеркала, добиваются наилучшей фокусировки луча в виде светового пятна малых размеров.
В таком варианте вакуумная камера выполняется с окошком из кварцевого стекла, позволяющего пропустить тепловые лучи (световые лучи в инфракрасной области) и производить визуальное наблюдение за протекающим процессом. Сварка может осуществляться и на воздухе без применения вакуумной камеры. И в том и в другом случаях в качестве источника лучистой энергии применяются установки типа УРАН (название составлено из первых букв слов — установка радиационного нагрева ). Такая установка состоит из блока питания, поджигающего устройства и излучателя, снабженного мощной лампой дугового разряда. Излучатель обычно выполняется в виде сферического или параболического зеркала, поверхность которого имеет высокий коэффициент отражения в результате специальной обработки (шлифование, напыление алюминиевой пленки и т. д.). В фокусе зеркала помещается ксеноновая лампа типа ДКСР мощностью 3—10 кВт. Регулируя положение лампы (в реальных конструкциях передвигается зеркало) относительно зеркала, добиваются наилучшей фокусировки луча в виде светового пятна малых размеров. Теоретически температура в пятне может быть получена равной температуре плазмы. На практике уже получены температуры в пятне, близкие к 3000°С. [c.155]
Теоретически температура в пятне может быть получена равной температуре плазмы. На практике уже получены температуры в пятне, близкие к 3000°С. [c.155]
Дуговая сварка — виды и классификация
Сварочные процессы классифицируются в зависимости от технических, физических или технологических признаков. Технологические особенности индивидуальны для каждого отдельного вида. К физическим признакам относятся используемые формы энергии. Здесь выделяют три класса сварки:
- термическую – газовая, плазменная и дуговая;
- термомеханическую – контактная и диффузионная;
- механическую – холодная и ультразвуковая, а также сварка трением либо взрывом.
По техническим характеристикам подразумевают:
- прерывистую или непрерывную сварку;
- ручную или механизированную;
- защищенную газом, воздухом, пеной, вакуумом, флюсом или комбинированную;
- проводимую в инертных либо активных газах.

Классификация дуговой сварки
В дуговой сварке выработка рабочей энергии происходит влиянием постоянного либо высокочастотного токов на сварные участки. Продолжительное их воздействие оплавляет соединяемые кромки и образует сварные швы.
Классифицируется дуговая сварка металла по нескольким признакам:
- типу используемой дуги – сжатая либо свободная;
- виду электрода – неплавящимся или плавящимся электродом;
- степени автоматизации – ручная дуговая сварка, автоматическая и полуавтоматическая;
- виду используемого тока – постоянный, высокочастотный либо переменный;
- виду защиты сварной поверхности – защита шлаком или инертным газом, флюсовая защита.
Ручная дуговая сварка
Осуществляется ручная дуговая сварка применением неплавящегося либо плавящегося электрода. В первом способе используют угольный либо графитовый электрод, кромочные поверхности соприкасаются. Происходит расплавление кромок и присадочного вещества, застывание которых дает сварной шов. Применяется дуговая сварка неплавящимся электродом в соединении цветных металлов и сплавов, наплавлении твердых сплавов.
Происходит расплавление кромок и присадочного вещества, застывание которых дает сварной шов. Применяется дуговая сварка неплавящимся электродом в соединении цветных металлов и сплавов, наплавлении твердых сплавов.
Во втором способе под влиянием дуги плавятся и металлы, и электрод. После охлаждения получается прочный сварной шов. Наиболее подходит для ручной сварки.
Автоматическая дуговая сварка
В отличие от полуавтоматической, автоматическая дуговая сварка включает полную механизацию всех операций, начиная подачей электрода в рабочую область и заканчивая перемещением электрода по соединяемым кромкам. Металл защищается от кислородных и азотных компонентов воздуха – для этого в зону действия подается флюс, при плавлении которого образуется шлак. Этот тип сварки отличается высокой производительностью и качеством образуемых швов.
Сварка в защитном газе
Если нагрев происходит за счет подачи электродов, проводится дуговая сварка в защитном газе. Независимо от типа подаваемого в сварную область электрода, шов защищается струей газа. Он исключает поступление воздуха в рабочую область и препятствует окислению или азотированию расплавленных кромок.
Независимо от типа подаваемого в сварную область электрода, шов защищается струей газа. Он исключает поступление воздуха в рабочую область и препятствует окислению или азотированию расплавленных кромок.
В нашем каталоге можно подобрать оборудование и материалы для сварочных работ, а также приобрести технические газы.
О технологии дуговой сварки можно узнать в этой публикации
Различные типы процесса электродуговой сварки
Сегодня я буду обсуждать различные типы электродуговой сварки и их работу. Ранее была опубликована статья по дуговой сварке. Проверить!
Понимание электродуговой сварки
Виды электродуговой сварки
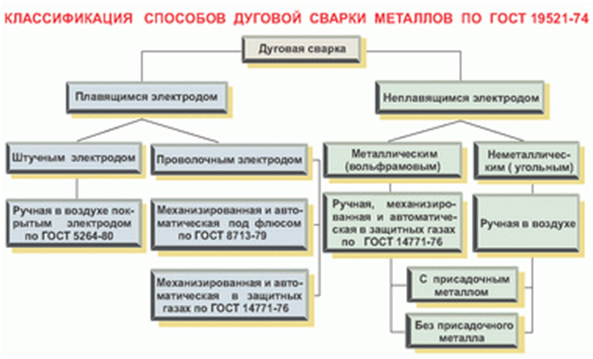
Различные типы дуговой сварки можно разделить на две категории, а именно; плавящиеся и неплавящиеся электроды. Дуговая сварка плавящимся электродом – MIG, SMAW, ESW, SW.в то время как типы нерасходуемых электродов — TIG и PAW. Все это аббревиатуры их названий.
Виды дуговой сварки плавящимися электродами
Сварка металлов в среде инертного газа (MIG)
Эти типы дуговой сварки также известны как дуговая сварка металлическим газом (GMAW). Он использует защитный газ для защиты основных металлов от загрязнения.
Подробнее: Сварка металлов в среде инертного газа (MIG)
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Эти типы также известны как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде флюса или электродуговая сварка.это достигается зажиганием дуги между металлическим стержнем (электрод с флюсовым покрытием) и заготовкой. Металлический стержень и поверхность соединения заготовки плавятся и образуют ванну. Эти двухконтактные формы образуют газ и шлак, помогая защитить сварочную ванну от окружающей атмосферы. Поэтому идеально подходит для соединения черных и цветных металлов с различной толщиной материала во всех положениях
Подробнее: Общие сведения о дуговой сварке в среде защитного газа (SMAW)
Дуговая сварка под флюсом (FCAW)
Эта дуговая сварка служит альтернативой SMAW, FCAM, используя непрерывную подачу расходуемого электрода с флюсовым сердечником и источник питания постоянного напряжения. Это помогает в обеспечении постоянной длины дуги. Эти типы дуговой сварки могут использовать защитный газ или газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
Это помогает в обеспечении постоянной длины дуги. Эти типы дуговой сварки могут использовать защитный газ или газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
Подробнее: Дуговая сварка с флюсовой проволокой
Дуговая сварка под флюсом (SAW)
В этом процессе также используются расходуемые электроды с непрерывной подачей и слой плавкого флюса. Он становится проводящим, когда расплав обеспечивает путь тока между деталями, током и электродом. Flux также предотвращает брызги и искры, а также подавляет дым и ультрафиолетовое излучение.
Подробнее: Что такое дуговая сварка под флюсом
Электрошлаковая сварка (ЭШС)
Эти типы дуговой сварки используются для вертикальной сварки толстых листов толщиной более 25 мм за один проход. Он работает на электрической дуге до того, как флюс поможет погасить дугу. Этот флюс плавится сразу после подачи расходуемой проволоки в ванну расплава. Он создает расплавленный шлак на поверхности бассейна.
Подробнее: Электрошлаковая сварка
Дуговая сварка шпилек (SW)
Этот процесс дуговой сварки аналогичен сварке оплавлением. Он используется для соединения гаек или крепежных деталей с фланцем и выступами, которые плавятся для соединения с другим куском муки.
Подробнее: Понимание дуговой сварки шпилек и ее методов
Методы неплавящихся электродов
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Эта дуговая сварка плавящимся электродом известна как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Он использует вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и расплавленной ванны от атмосферного загрязнения.
Подробнее: Сварка вольфрамовым электродом в среде инертного газа (TIG)
Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка аналогична сварке TIG.в нем используется электрическая дуга из неплавящегося электрода и анода, они размещены внутри корпуса горелки. Плазма получается из электрической дуги. Эта дуга также используется для ионизации газа в горелке, который проталкивается через тонкое отверстие в аноде и достигает основного металла. Это отделяет плазму от защитного газа.
Плазма получается из электрической дуги. Эта дуга также используется для ионизации газа в горелке, который проталкивается через тонкое отверстие в аноде и достигает основного металла. Это отделяет плазму от защитного газа.
Подробнее: Что такое плазменная дуговая сварка
Вот и все в этой статье, где обсуждаются различные виды электродуговой сварки.Я надеюсь, вам понравилось чтение, если да, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
видов дуговой сварки: 5 типов
Следующие пункты выделяют пять основных типов дуговой сварки. Типы: 1. Дуговая сварка углеродом 2. Дуговая сварка металлом 3. Дуговая сварка атомарным водородом 4. Дуговая сварка металлом в среде инертного газа 5. Дуговая сварка под флюсом.
Тип № 1. Дуговая сварка углеродом : Углеродная дуговая сварка отличается от дуговой сварки металлическим электродом тем, что она представляет собой процесс лужения и чем-то похож на процесс газовой сварки. Угольная дуга очень стабильна и проста в обслуживании. Длину дуги можно изменять в широких пределах, не вызывая ее погасания. Электрод не склонен к замерзанию или прилипанию, как в случае с металлическим электродом. Соответственно, дуга может быть без труда зажжена в любой точке и быстро перемещаться по поверхности изделия к точке, где должен быть выполнен сварной шов. Основными заявленными преимуществами являются высокая скорость плавления и эффективные сварные швы.
Угольная дуга очень стабильна и проста в обслуживании. Длину дуги можно изменять в широких пределах, не вызывая ее погасания. Электрод не склонен к замерзанию или прилипанию, как в случае с металлическим электродом. Соответственно, дуга может быть без труда зажжена в любой точке и быстро перемещаться по поверхности изделия к точке, где должен быть выполнен сварной шов. Основными заявленными преимуществами являются высокая скорость плавления и эффективные сварные швы.
В этом процессе угольный или графитовый стержень используется в качестве отрицательного электрода, а свариваемая деталь — в качестве положительного.В основном используются графитовые электроды, поскольку они имеют более длительный срок службы и имеют низкое сопротивление и, следовательно, способны проводить больший ток. Дуга, возникающая между двумя электродами, нагревает металл до температуры плавления. Это около 3200°C на отрицательном электроде и 3900°C на положительном электроде. Причина использования угольного стержня в качестве отрицательного электрода заключается в том, что на кончике электрода будет выделяться меньше тепла, чем на заготовке, а углерод от электрода не расплавится и не смешается с работой.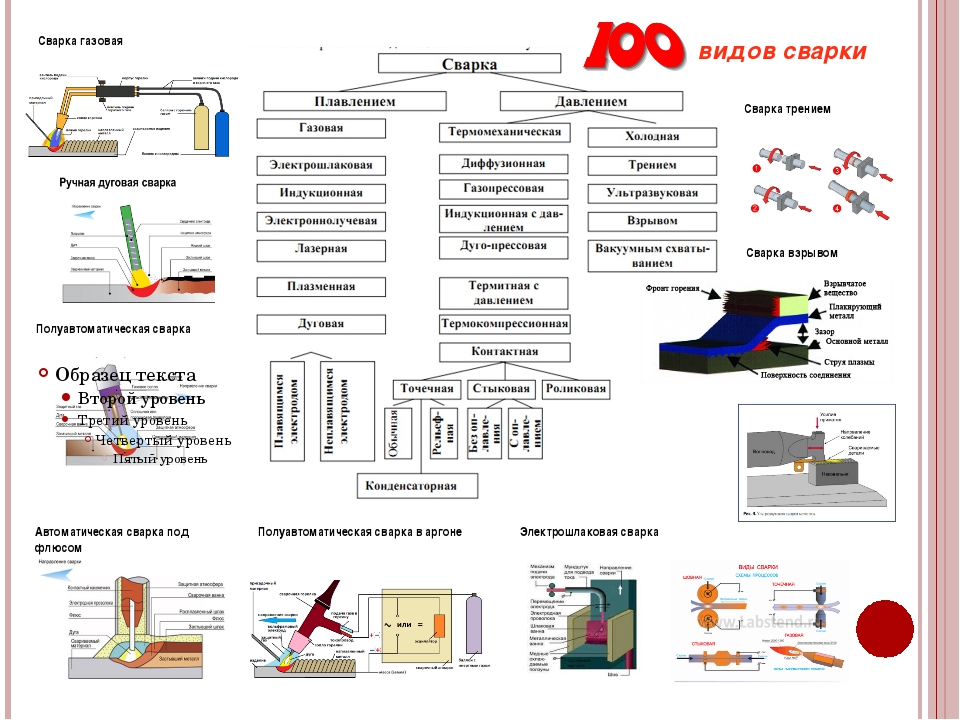
Если это произойдет, сварной шов будет богат углеродом и, следовательно, будет очень хрупким и ненадежным. Для этого типа сварки можно использовать только постоянный ток. Использование переменного тока не рекомендуется, так как невозможно поддерживать фиксированную полярность. Этот процесс обычно используется там, где не требуется добавление присадочного материала, например, во фланцевые или кромочные соединения, но если присадочный металл требуется, его обеспечивают сварочным стержнем, изготовленным из металла, аналогичного металлу, подлежащему сварке.
Некоторая защита расплавленного металла сварного шва может быть обеспечена за счет использования длинной дуги, которая создает газовую оболочку угарного газа.Существует два метода дуговой сварки углеродом. В одном методе флюс не используется, а в другом используется флюс в виде порошка или пасты для предотвращения окисления сварного шва. Первый метод ограничивается цветными металлами, а второй метод обычно используется для черных металлов.
Используются электроды диаметром до 25 мм с током до 600 или 800 А, так что угольно-дуговой процесс хорошо подходит для быстрых работ или случаев, таких как возникающие при ремонте отливок, где большое количество присадочного металла быть депонированным.
Углеродная дуговая сваркаиспользуется для сварки листовой стали, медных сплавов, латуни, бронзы и алюминия. Не подходит для вертикальной и потолочной сварки.
В другом процессе угольной дуговой сварки, известном как сварка двойной угольной дугой, используются два угольных электрода, между которыми формируется дуга, как показано на рис. 6.10 (b). Таким образом, дуга генерирует тепло, которое распространяется вблизи свариваемых деталей, вызывая сплавление кромок. В тяжелых сварных швах присадочный стержень расплавляется дугой и осаждается в сварном шве.Для сварки двойной угольной дугой рекомендуется использовать источник переменного тока. В случае использования источника постоянного тока положительный электрод будет распадаться и расходоваться гораздо быстрее, чем отрицательный электрод, поскольку две трети всего тепла генерируется на положительном полюсе.
Это приведет к нестабильной дуге и потребует более частой регулировки электродов. Электроды, используемые для двойной угольной дуговой сварки, имеют примерно такой же диаметр, как и толщина заготовки. Величина требуемого тока дуги зависит как от диаметра электрода, так и от толщины пластины.Сварка двойной угольной дугой, хотя и более сложная, чем сварка одинарной угольной дугой, обладает тем преимуществом, что дуга не зависит от работы и может перемещаться куда угодно, не гаснув. Кроме того, заготовка не является частью электрической цепи.
Тип № 2. Дуговая сварка металлом : При этом типе сварки металлический стержень из того же металла, что и свариваемый, образует один из электродов, а также служит в качестве присадочного материала, и присадочный стержень отдельно не используется.Дуга, возникающая между свариваемым изделием и электродом, заставляет расплавленный стержень течь поперек дуги в металлическую ванну основного металла.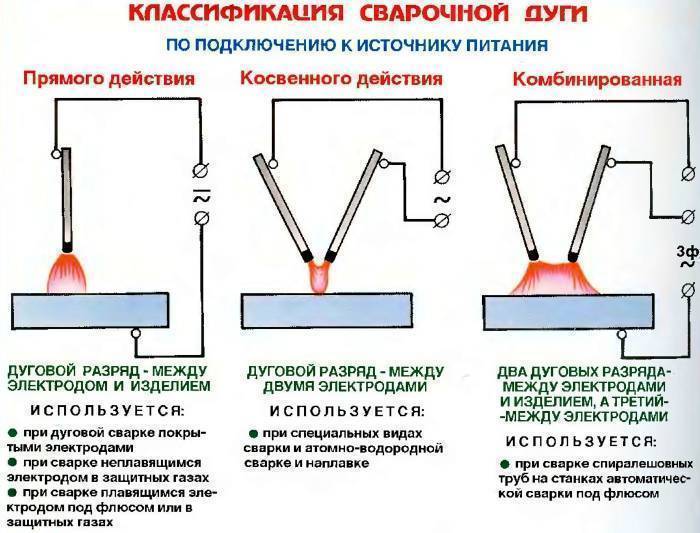 Это осаждение металла осуществляется за счет контакта между расплавленным металлом и шариками, образованными на конце присадочного стержня электрода.
Это осаждение металла осуществляется за счет контакта между расплавленным металлом и шариками, образованными на конце присадочного стержня электрода.
Полученная температура составляет около 2400°C и 2600°C на отрицательном электроде и положительном электроде соответственно. Концентрация тепловой энергии на выводах электрода вызывает почти мгновенное плавление небольшой части свариваемой детали и прерывистое течение металла поперек потока дуги.Металл в дуговом потоке находится как в жидкой, так и в газообразной формах, при этом жидкий металл переносится через дугу за счет молекулярного притяжения, адгезии, когезии, поверхностного натяжения или их комбинации.
Для этого типа сварки можно использовать как переменный, так и постоянный ток. Для сварки используется постоянный ток 50-60 вольт, а переменный 70-100 вольт. Для тока выше 750 А переменного тока предпочтительно оборудование, поскольку оно имеет высокий КПД, незначительные потери на холостом ходу и минимальные затраты на техническое обслуживание и первоначальные затраты. Сварка на постоянном токе также приводит к «дуге дуги» из-за магнитных сил, создаваемых током, проблемы, которой нет при сварке на переменном токе, поскольку за каждой магнитной силой немедленно следует сила в противоположном направлении, а силы, отклоняющие дугу, уменьшаются. автоматически отменяется.
Сварка на постоянном токе также приводит к «дуге дуги» из-за магнитных сил, создаваемых током, проблемы, которой нет при сварке на переменном токе, поскольку за каждой магнитной силой немедленно следует сила в противоположном направлении, а силы, отклоняющие дугу, уменьшаются. автоматически отменяется.
Металл в расплавленном состоянии имеет сродство к посторонним элементам, таким как кислород, азот и т. д.; а для предотвращения попадания примесей в сварной шов современные электроды для дуговой сварки покрывают покрытием, которое под действием тепла сварки создает газовую защиту вокруг дуги, а также образует шлак, который осаждается на расплавленном металле и вокруг него, защищая от посторонних предметов на стадиях охлаждения.Правильный сварочный ток, напряжение и скорость сварки очень важны. Различные сварочные токи могут иметь решающее влияние на формирование надлежащего валика.
Сварка показывает характеристики валика в различных условиях:
(i) Слишком низкий сварочный ток чрезмерное наслоение металла
(ii) Слишком большой сварочный ток, вызывающий чрезмерное разбрызгивание,
(iii) Слишком высокое напряжение, шарик слишком маленький
(iv) Слишком низкая скорость сварки, чрезмерное налипание металла шва.
Правильный ток и синхронизация создают гладкий, равномерный, хорошо сформированный валик. Подрезка также является результатом слишком большого тока. Недостаточный ток приводит к перекрытию и отсутствию сплавления с металлом.
Тип № 3. Дуговая сварка атомным водородом :Принцип сварки атомным водородом основан на:
(i) Возможность получения атомарного водорода с помощью электрической дуги между двумя вольфрамовыми электродами в атмосфере водорода при атмосферном давлении,
(ii) Очень высокая температура, вызванная рекомбинацией атомов, которая происходит в более холодных областях непосредственно за пределами дуги, и
(iii) Очень большая теплопроводность водорода при высоких температурах из-за диссоциации молекул водорода в атомарное состояние, что приводит к чрезвычайно высокой скорости доставки тепла к свариваемым поверхностям — примерно в два раза больше, чем для пламя кислородно-ацетиленовой сварки.
В этом методе дуговой сварки дуга переменного тока поддерживается между двумя неплавящимися вольфрамовыми электродами, в то время как поток газообразного водорода под давлением около 0,5 кг/см 2 проходит через дугу и вокруг электродов. Источник переменного тока используется для того, чтобы получить равное потребление электродов. Водород обычно подается из стальных баллонов и служит двоякой цели: во-первых, в качестве защитного экрана для дуги, во-вторых, в качестве охлаждающего агента для раскаленных вольфрамовых электродов.
Когда молекулы водорода проходят через электрическую дугу, они переходят в атомарное состояние и, таким образом, поглощают значительное количество энергии, что приводит к охлаждению раскаленных вольфрамовых электродов. Но когда атомы водорода рекомбинируют в молекулы сразу за дугой, выделяется большое количество тепла. Это дополнительное тепло, добавленное к интенсивному теплу самой дуги, дает температуру около 4000°C, по сравнению с 2000°C, полученной комбинацией обычного водорода и кислорода.
Это тепло используется при сварке плавлением. Когда требуется дополнительный металл, в стык вплавляются присадочные стержни. В связи с обезуглероживающим характером сварочного пламени (с образованием углеводородов) материал присадочного стержня должен иметь более высокое содержание углерода, чем в свариваемом материале, если готовый металл шва должен иметь такое же содержание углерода, как и основной материал. материал. Благодаря концентрированному теплу могут быть получены высокие скорости сварки с малыми деформациями.
Кроме того, водород исключает весь кислород и другие газы, которые могут соединяться с расплавленным металлом с образованием оксидов и других примесей. Он также удаляет оксиды с поверхности изделия. Таким образом, этот процесс позволяет получать гладкие, однородные, прочные и пластичные сварные швы. Для этого процесса разработано автоматическое оборудование, водород подается через водоохлаждаемый сопловой блок.
Могут использоваться токи дуги до 150 А, а устройства электропитания аналогичны тем, что используются для обычной дуговой сварки на переменном токе, за исключением того, что напряжения трансформатора выше, составляя около 300 В в разомкнутой цепи для зажигания дуги и между 80 и 100 В во время сварки. операционная.
операционная.
Этот метод очень гибкий — можно сваривать практически любой металл или сплав, черный и цветной. Его наибольшая полезность заключается в сварке плавлением определенных специальных ферросплавов, таких как хромоникелевые стали, алюминий и дюралюминий, но для сварки некоторых из этих материалов он должен использовать флюс. Сварка тонких листов, производство труб и ремонт дорогостоящих инструментов и штампов — вот некоторые из распространенных применений этого метода.
Тип № 4. Дуговая сварка в среде инертного газа : Это процесс дуговой сварки металлическим электродом в среде защитного газа, в котором используется интенсивное тепло электрической дуги между непрерывно подаваемой расходуемой электродной проволокой и свариваемым материалом.Расходуемая электродная проволока без покрытия, образующая присадочный металл, автоматически подается с катушки на работу через сварочный пистолет, который также оснащен соплом. Через это сопло гелий или аргон подается вокруг дуги и на сварной шов.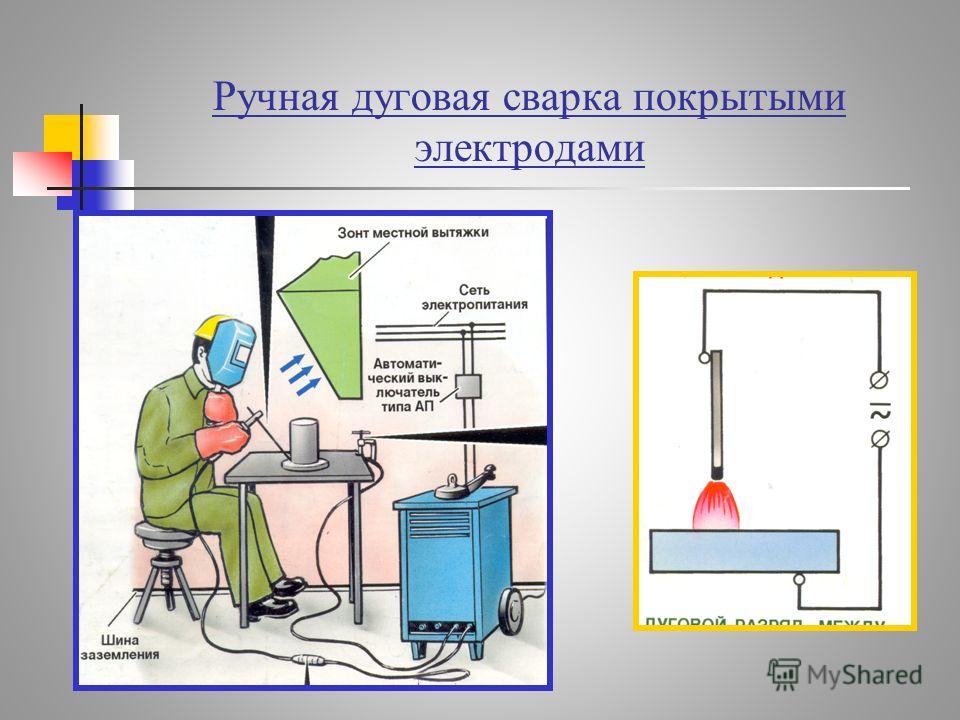 Из-за низкого напряжения дуги для данного сварочного тока аргон подходит для тонких материалов, так как снижается склонность к прожогу.
Из-за низкого напряжения дуги для данного сварочного тока аргон подходит для тонких материалов, так как снижается склонность к прожогу.
Из-за низкого напряжения дуги и малой мощности при заданном сварочном токе при сварке в аргоне снижается склонность к плавлению металла и провисанию металла, поэтому он предпочтителен для сварки в положении.С другой стороны, из-за высокого напряжения дуги и большой мощности в случае сварки в газе гелия он используется для сварки толстых материалов и металлов с высокой теплопроводностью. Смесь двух газов полезна для получения промежуточных характеристик. Можно использовать как переменный, так и постоянный ток.
Этот тип сварки имеет следующие преимущества:
(a) В этом методе возможна концентрация тепла и, таким образом, искажение сведено к минимуму.
(b) В этом методе флюс не требуется, поскольку атмосфера является инертной и воздух не контактирует с расплавленным металлом.
Этот процесс особенно используется для сварки легких сплавов, нержавеющей стали и цветных металлов, таких как медь, алюминий и их сплавы. Для сварки алюминия и алюминиевых сплавов используется переменный ток и газ аргон, тогда как для сварки магния и магниевых сплавов используется либо переменный ток и аргон, либо постоянный ток, обратная полярность и либо аргон, либо гелий. Для сварки нержавеющей стали, низкоуглеродистой стали, меди и медных сплавов используется постоянный ток и либо аргон, либо гелий, либо переменный ток, высокочастотный стабилизированный аргоном или гелием.
Для сварки алюминия и алюминиевых сплавов используется переменный ток и газ аргон, тогда как для сварки магния и магниевых сплавов используется либо переменный ток и аргон, либо постоянный ток, обратная полярность и либо аргон, либо гелий. Для сварки нержавеющей стали, низкоуглеродистой стали, меди и медных сплавов используется постоянный ток и либо аргон, либо гелий, либо переменный ток, высокочастотный стабилизированный аргоном или гелием.
Это процесс дуговой сварки, в котором используется дуга между оголенным металлическим электродом и сварочной ванной. Дуга и расплавленный металл защищены слоем гранулированного флюса на заготовках. Процесс используется без давления и с присадочным металлом от электрода, а иногда и от дополнительного источника, такого как сварочная проволока, флюс или флюс с металлическими гранулами.
Это автоматический процесс, разработанный в первую очередь для производства высококачественных стыковых швов на более толстом стальном листе, чем обычно подходит для других процессов ручной дуговой сварки.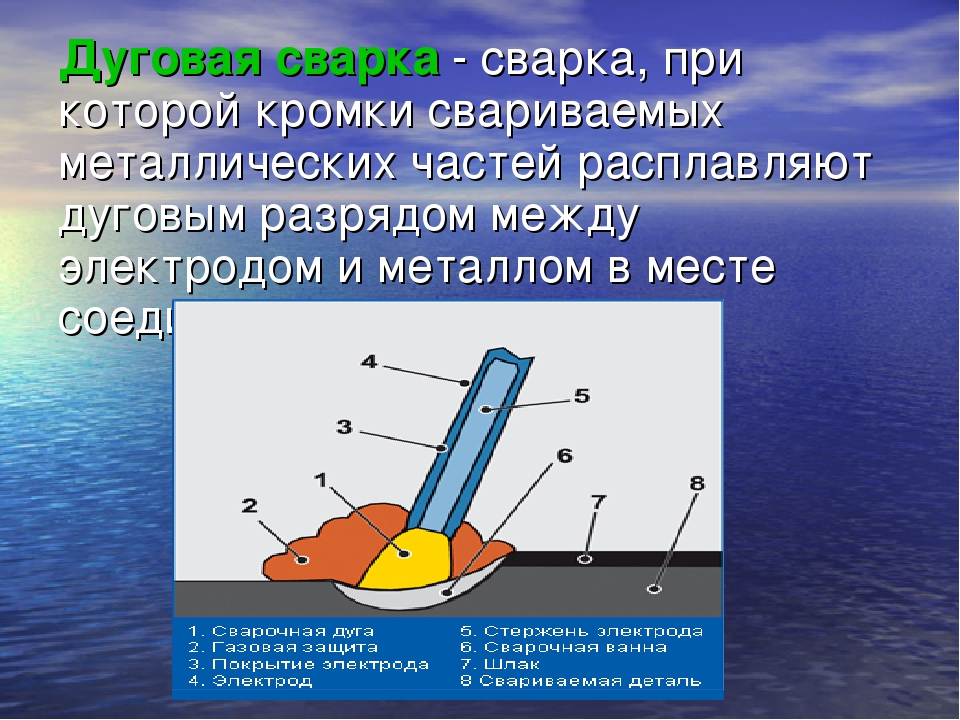
Как и при сварке открытой дугой, источником тепла в процессе дуговой сварки под флюсом является электрическая дуга или дуги между металлическим электродом или электродами и изделием. Зона сварки защищена слоем флюса, так что дуга не видна. Отсюда и название «сварка под флюсом». Дуга плавит основной металл, электрод и флюс. Расплавленный флюс образует слой жидкого шлака, который образует защитную оболочку как вокруг дуги, так и в зоне сварки.
Прямо под наконечником электрода образуется сварочная ванна, содержащая некоторое количество расплавленного металла.При плавлении электродный металл образует глобулы, которые попадают в ванну и смешиваются с расплавленным исходным металлом. Давление дуги вытесняет смесь из ванны, образуя сварной шов. Это действие продолжается до тех пор, пока дуга движется вперед. Форма и размер ванны сильно влияют на сварной шов.
Способ выполнения сварного шва дуговой сваркой под флюсом схематично показан на рис. 6.13. Флюс непрерывно подается на изделие непосредственно перед движущейся дугой.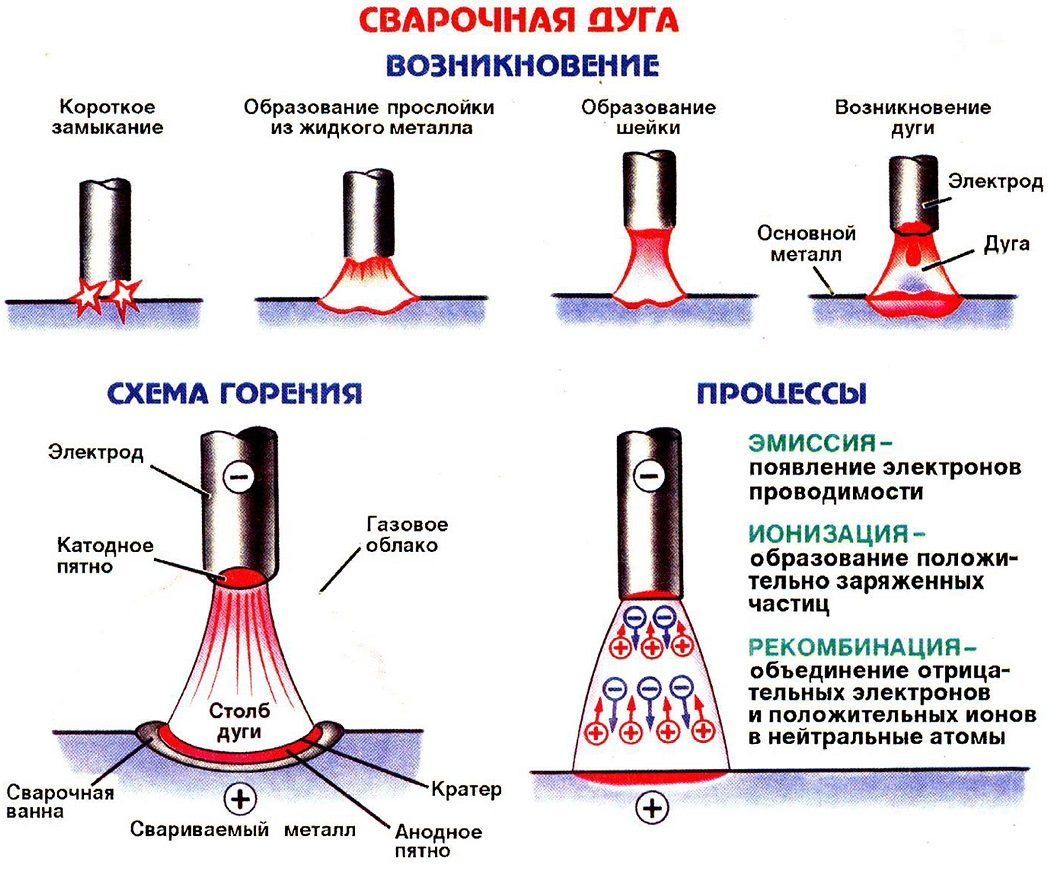 Поскольку дуга не видна, оператор может носить защитные очки с обычными очками, не используя ни ручного экрана, ни шлема. Поскольку расплавленный флюс легче расплавленного металла, он всплывает на поверхность и затвердевает в виде корки хрупкого шлака, который легко удаляется с поверхности сварного шва. Большая часть флюса, нанесенного на изделие, остается нерасплавленной. Он извлекается путем всасывания в бункер для повторного использования.
Поскольку дуга не видна, оператор может носить защитные очки с обычными очками, не используя ни ручного экрана, ни шлема. Поскольку расплавленный флюс легче расплавленного металла, он всплывает на поверхность и затвердевает в виде корки хрупкого шлака, который легко удаляется с поверхности сварного шва. Большая часть флюса, нанесенного на изделие, остается нерасплавленной. Он извлекается путем всасывания в бункер для повторного использования.
Флюс может быть изготовлен из кремнезема, оксидов металлов и других соединений, сплавленных вместе, а затем измельченных до нужного размера.Другая группа флюсов изготовлена из аналогичного материала, «скрепленного» и сформованного в гранулы.
Неизолированный электрод подается с катушки вниз через пистолет или сопло. Оператор может перемещать его медленно, понемногу для начала дуги, а затем установить правильную скорость подачи на блоке управления. Проволока из нескольких сплавов для стали, нержавеющей стали, меди и т. д. доступна в диаметрах от 3 до 6 мм. Применяемое напряжение от 25 до 40 вольт. Используемый ток значительно зависит от толщины заготовки.Обычно используется постоянный ток от 600 до 1000 А для сварки сплавов и нержавеющей стали, хотя переменный ток предпочтительнее, особенно для низкоуглеродистой стали. Ток для переменного тока обычно составляет 2000 А.
д. доступна в диаметрах от 3 до 6 мм. Применяемое напряжение от 25 до 40 вольт. Используемый ток значительно зависит от толщины заготовки.Обычно используется постоянный ток от 600 до 1000 А для сварки сплавов и нержавеющей стали, хотя переменный ток предпочтительнее, особенно для низкоуглеродистой стали. Ток для переменного тока обычно составляет 2000 А.
Преимущества дуговой сварки под флюсом:
(i) Отчасти потому, что она часто автоматизирована, она намного быстрее, чем обычная дуговая сварка. Скорость до 3800 мм/мин возможна на стали толщиной 3 мм при 100% эффективности.
(ii) Возможно глубокое проплавление с высококачественным сварным швом.
(iii) Меньше искажений происходит благодаря высокой скорости и равномерному подводу тепла, особенно в автоматизированном режиме.
(iv) Подготовка кромок не требуется.
(v) Оператор не подвергается обычному воздействию брызг и может легче работать без шлема и другого защитного снаряжения.
(vi) Полученные сварные швы обладают хорошей пластичностью, ударной вязкостью, однородностью, низким содержанием азота и высокой коррозионной стойкостью.
(vii) Манипулятивные навыки, как правило, не задействованы.
(viii) Высокая степень использования электродной проволоки.
(ix) Легко автоматизируется для высокого фактора оператора.
(x) Мало дыма или его отсутствие.
Дуговая сварка под флюсом широко используется при изготовлении тяжелых стальных листов. Сюда входит сварка фасонного профиля, продольный шов труб большего диаметра, изготовление деталей машин для всех видов тяжелой промышленности, изготовление сосудов и резервуаров напорного и складского назначения. Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях, где используются стали средней и большой толщины.
Также используется для наплавочных и наплавочных работ, технического обслуживания и ремонта.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКОЕ ПРАВО 1998 ГРУППА ESAB, INC. УРОК
II Другие функции
покрытия должны обеспечивать дугу
стабильность и контроль формы валика. Дополнительная информация
на функции покрытия будут покрыты
на последующих уроках. *
Дуговая сварка защитным металлом (SMAW)
терминология
одобрено Американской сваркой
Общество.2.2.1
Оборудование
& Эксплуатация
— Одна причина
за широкое признание процесса SMAW
является простота необходимого оборудования. То
оборудование состоит из следующих элементов. (см. рис.
2) 1.
Источник сварочного тока
2. Электрод
держатель 3.
Клемма заземления 4.
Сварочные кабели и разъемы
5. Аксессуар
оборудование (отбойный молоток,
проволочная щетка) 6.
Защитное снаряжение (шлем, перчатки,
и т.д.) 2.2.2
Сварка
Источники питания
— Дуговая сварка в защитном металле может использоваться либо
переменный ток (AC) или постоянный
ток (постоянный), но в любом случае выбранный источник питания
должны быть типа постоянного тока.Этот тип источника питания обеспечивает относительно постоянную
сила тока или сварочный ток независимо от
изменения длины дуги оператором (см.
УРОК
II Другие функции
покрытия должны обеспечивать дугу
стабильность и контроль формы валика. Дополнительная информация
на функции покрытия будут покрыты
на последующих уроках. *
Дуговая сварка защитным металлом (SMAW)
терминология
одобрено Американской сваркой
Общество.2.2.1
Оборудование
& Эксплуатация
— Одна причина
за широкое признание процесса SMAW
является простота необходимого оборудования. То
оборудование состоит из следующих элементов. (см. рис.
2) 1.
Источник сварочного тока
2. Электрод
держатель 3.
Клемма заземления 4.
Сварочные кабели и разъемы
5. Аксессуар
оборудование (отбойный молоток,
проволочная щетка) 6.
Защитное снаряжение (шлем, перчатки,
и т.д.) 2.2.2
Сварка
Источники питания
— Дуговая сварка в защитном металле может использоваться либо
переменный ток (AC) или постоянный
ток (постоянный), но в любом случае выбранный источник питания
должны быть типа постоянного тока.Этот тип источника питания обеспечивает относительно постоянную
сила тока или сварочный ток независимо от
изменения длины дуги оператором (см. Урок I, раздел
1.9). Сила тока определяет количество тепла на дуге и, поскольку она
останется относительно
постоянными, полученные сварные швы будут однородными по размеру и форме.
2.2.2.1 Будь то
использовать источник питания переменного, постоянного или переменного/постоянного тока в зависимости от типа сварки
что нужно сделать и какие электроды использовать.Следует учитывать следующие факторы: 1. Электрод
Выбор — использование контроллера домена
источник питания позволяет использовать больший диапазон
типы электродов. Хотя большинство электродов предназначены для использования на
AC или DC, некоторые
будет работать корректно только на DC. 2. Металл
Толщина — мощность постоянного тока
источники могут быть использованы для сварки как тяжелых секций
и световая работа. Листовой металл легче сваривается на постоянном токе.
потому что легче ударить и
поддерживать дугу постоянного тока при малых токах.ФИГУРА
1 ПОКРЫТИЕ
ОСНОВНОЙ
ЭКРАНИРОВАНИЕ СТЕРЖНЯ
ГАЗЫ ОТВЕРДЕННЫЕ
ШЛАК
СВАРНЫЕ РАБОТЫ ПО МЕТАЛЛУ
ЧАСТЬ РАСПЛАВЛЕННАЯ
БАССЕЙН
ДУГОВАЯ СВАРКА ЭКРАНИРОВАННОГО МЕТАЛЛА
ПИТАНИЕ ПЕРЕМЕННОГО ИЛИ ПОСТОЯННОГО ТОКА
ЭЛЕКТРОД ИСТОЧНИКА
КАБЕЛЬ
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА
ЗАЗЕМЛЕНИЕ ЭЛЕКТРОДА
КАБЕЛЬ
РАБОТА
КОНТУР ДУГОВОЙ СВАРКИ ЭКРАНИРОВАННОГО МЕТАЛЛА
ФИГУРА 2
Урок I, раздел
1.9). Сила тока определяет количество тепла на дуге и, поскольку она
останется относительно
постоянными, полученные сварные швы будут однородными по размеру и форме.
2.2.2.1 Будь то
использовать источник питания переменного, постоянного или переменного/постоянного тока в зависимости от типа сварки
что нужно сделать и какие электроды использовать.Следует учитывать следующие факторы: 1. Электрод
Выбор — использование контроллера домена
источник питания позволяет использовать больший диапазон
типы электродов. Хотя большинство электродов предназначены для использования на
AC или DC, некоторые
будет работать корректно только на DC. 2. Металл
Толщина — мощность постоянного тока
источники могут быть использованы для сварки как тяжелых секций
и световая работа. Листовой металл легче сваривается на постоянном токе.
потому что легче ударить и
поддерживать дугу постоянного тока при малых токах.ФИГУРА
1 ПОКРЫТИЕ
ОСНОВНОЙ
ЭКРАНИРОВАНИЕ СТЕРЖНЯ
ГАЗЫ ОТВЕРДЕННЫЕ
ШЛАК
СВАРНЫЕ РАБОТЫ ПО МЕТАЛЛУ
ЧАСТЬ РАСПЛАВЛЕННАЯ
БАССЕЙН
ДУГОВАЯ СВАРКА ЭКРАНИРОВАННОГО МЕТАЛЛА
ПИТАНИЕ ПЕРЕМЕННОГО ИЛИ ПОСТОЯННОГО ТОКА
ЭЛЕКТРОД ИСТОЧНИКА
КАБЕЛЬ
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА
ЗАЗЕМЛЕНИЕ ЭЛЕКТРОДА
КАБЕЛЬ
РАБОТА
КОНТУР ДУГОВОЙ СВАРКИ ЭКРАНИРОВАННОГО МЕТАЛЛА
ФИГУРА 2типов процессов дуговой сварки: Полное руководство [2022]
Дуговая сварка — это процесс, в котором электрическая дуга нагревает и расплавляет основные металлы, чтобы их можно было соединить вместе.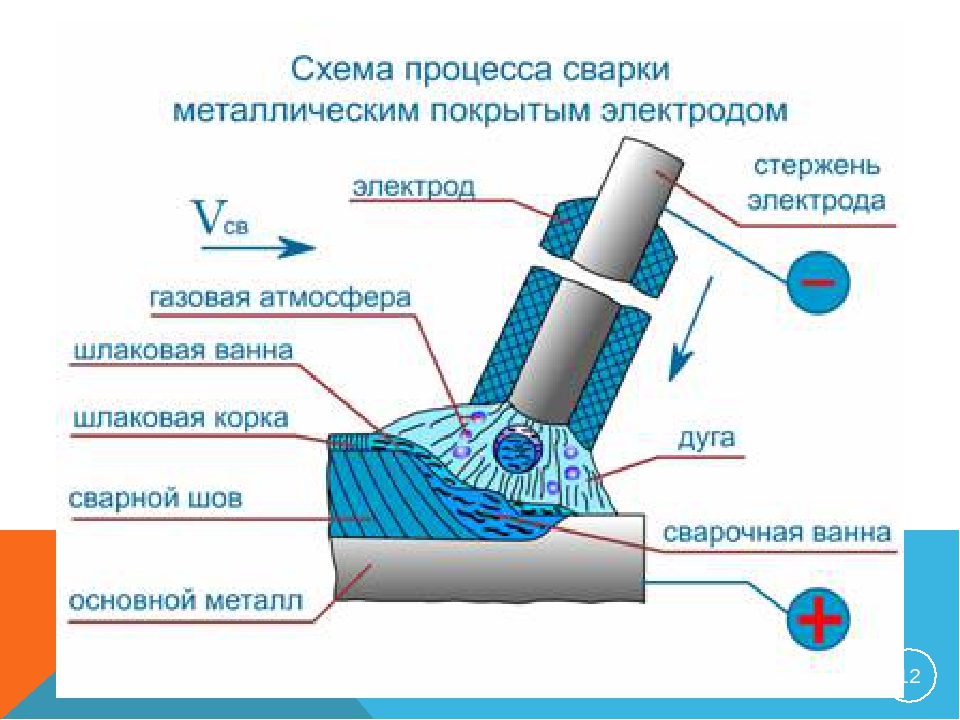 Он используется в таких отраслях, как строительство, автомобилестроение и аэрокосмическая техника. Типы дуговой сварки включают дуговую сварку без покрытия (BMAW), дуговую сварку углеродом (CAW), дуговую сварку порошковой проволокой (FCAW), дуговую сварку металлическим газом (GMAW), дуговую сварку вольфрамовым электродом в газе (GTAW), плазменную дуговую сварку (PAW). ), дуговая сварка в защитном металле (SMAW), дуговая сварка под флюсом (SAW), дуговая стыковая сварка с магнитным приводом (MIAB), атомно-водородная сварка (AHW).
Он используется в таких отраслях, как строительство, автомобилестроение и аэрокосмическая техника. Типы дуговой сварки включают дуговую сварку без покрытия (BMAW), дуговую сварку углеродом (CAW), дуговую сварку порошковой проволокой (FCAW), дуговую сварку металлическим газом (GMAW), дуговую сварку вольфрамовым электродом в газе (GTAW), плазменную дуговую сварку (PAW). ), дуговая сварка в защитном металле (SMAW), дуговая сварка под флюсом (SAW), дуговая стыковая сварка с магнитным приводом (MIAB), атомно-водородная сварка (AHW).
В этой статье подробно рассматриваются 10 распространенных процессов дуговой сварки.
Какие существуют типы процессов дуговой сварки?Вот некоторые из лучших способов дуговой сварки, которые мы нашли:
01. Дуговая сварка без покрытия (BMAW)
02. Дуговая сварка углеродом (CAW)
03. Дуговая сварка порошковой проволокой (FCAW)
04 05. Дуговая сварка в среде защитного газа (GMAW)
05. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
06. Плазменная дуговая сварка (PAW)
07. Дуговая сварка в среде защитного металла (SMAW)
08. Дуговая сварка под флюсом (SAW)
09. Магнитная сварка Приводной приклад ARC (MIAB)
10.Атомно-водородная сварка (AHW)
01. Дуговая сварка открытого металла (BMAW)
Рис. 01: Дуговая сварка открытого металла (BMAW)
Что такое дуговая сварка открытого металла (BMAW)?
Неокрашенный металл — это система, в которой для сварки используются большие присадочные прутки и электроды. В процессе используются расходуемые электроды, используемые для подачи электричества в сварочное соединение, что улучшает сочетание двух металлов. Соответственно, электроды плавятся при приближении к сварочной ванне и сгорают
Сварочный процесс является блуждающим и хаотичным с меньшим разбрызгиванием и пористостью из-за отсутствия флюсового покрытия для защиты газовой защиты. Кроме того, отсутствие флюса на стержне вызывает механические проблемы из-за окисления. Однако процесс сварки неэффективен, поскольку допускает слишком большую потерю тока в атмосферу. Потеря тока способствует плохой сварке и слишком дорого обходится сварщикам.
Кроме того, отсутствие флюса на стержне вызывает механические проблемы из-за окисления. Однако процесс сварки неэффективен, поскольку допускает слишком большую потерю тока в атмосферу. Потеря тока способствует плохой сварке и слишком дорого обходится сварщикам.
02. Дуговая сварка углеродом (CAW)
Рис. 02. Дуговая сварка углеродом (CAW)
Что такое Дуговая сварка углеродом (CAW)?
Сварка углеродом включает в себя процесс соединения металлов путем нагревания дуги между заготовкой и угольным электродом.Угольные электроды различаются по размеру и варьируются в диаметре от 3,2 до 22,2 мм с большими размерами держателей с водяным охлаждением.
Применение процесса включает сварку меди, требующую большого количества тепла, и ремонт бронзы на чугунных деталях. Кроме того, углеродная дуговая сварка применяется при соединении оцинкованной стали путем добавления бронзового наполнителя между основным металлом и дугой.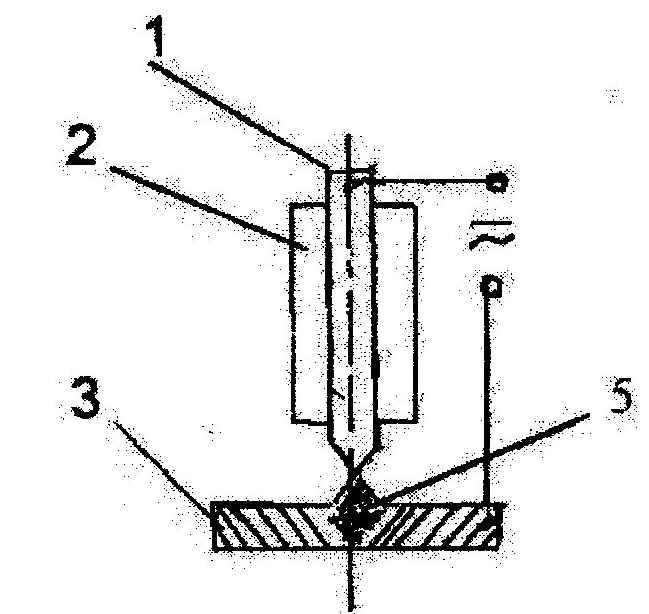
03. Дуговая сварка порошковой проволокой (FCAW)
Рис. 03: Дуговая сварка порошковой проволокой (FCAW)
Что такое дуговая сварка порошковой проволокой (FCAW)?
Сварка с флюсовой проволокой — это тип дуговой сварки, в котором используются трубчатые электроды, на которые подается флюс, и подается непрерывный ток напряжения, обеспечивающий постоянную длину дуги.Соответственно, в процессе используется газ, образованный флюсом, для обеспечения защиты покрытия от загрязнения. Покрытие также важно для обеспечения медленного охлаждения сварного шва, что обеспечивает более стабильный сварной шов.
Этот метод идеально подходит для сварки плотных профилей благодаря высокой скорости наплавки металла шва. Соответственно, этот процесс обеспечивает высокую скорость наплавки проволоки и большую стабильность дуги, что способствует ее эффективной работе. Конструкционная сварка и ремонт сварных швов трубопроводов являются одними из основных применений процесса сварки.
04. Дуговая сварка металлическим газом (GMAW)
Рис. 04: Дуговая сварка металлическим газом (GMAW)
Что такое дуговая сварка металлическим газом (GMAW)?
GMAW — это следующий тип сварки, в котором используется защитная смесь газов, таких как гелий и аргон, для защиты основных металлов от загрязнения. Система содержит раскислители, используемые для предотвращения окисления, что помогает при сварке нескольких слоев.
Метод выполняет различные функции. Простота — это одна из функций, в которой система содержит менее сложные инструкции по эксплуатации.Кроме того, GMAW экономичен в потреблении энергии, что помогает оплачивать счета за энергосбережение. Работа системы происходит при низких температурах и имеет простую автоматику. Применение методов сварки включает в себя секции и тонкие листы.
05. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Рис. 05: Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
05: Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Что такое дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)?
GTAW — это еще один метод сварки, в котором для создания дуги используется неплавящийся вольфрамовый стержень и инертный защитный газ.Газ помогает защитить расплавленную ванну и сварной шов от атмосферного загрязнения. Присадочная проволока в системе также способствует добавлению расплава, необходимого для обеспечения эффективной работы.
В этом методе используются сплавы и металлы для получения высококачественных сварных швов и меньшего образования дыма в процессе. Дым, образующийся во время работы, исходит в основном от внешнего металлического наполнителя и металлического основания. Этот процесс подходит для сварки легких металлов и тонких профилей из нержавеющей стали.
06. Плазменная дуговая сварка (PAW)
Рис. 06: Плазменная дуговая сварка (PAW)
06: Плазменная дуговая сварка (PAW)
Что такое плазменная дуговая сварка (PAW)?
PAW представляет собой сварочную систему, образованную между заготовкой и заостренным электродом. В этом методе используются ионизированные электроды и газы, которые создают струи горячей плазмы, направленные на область сварки. Мощность для PAW возникает из-за дуги, суженной через относительно небольшое отверстие с использованием силы и обычно управляемой электростанцией постоянного тока.
Метод состоит из трех режимов работы, включая микроплазму, средний ток и плазму с замочной скважиной. Микроплазменная сварка является игольчатой, чтобы свести к минимуму искажение дуги и дрейф. Средний ток имеет более глубокое проникновение и высокую устойчивость к поверхностному загрязнению. Замочная скважина имеет высокую скорость сварки и глубокое проплавление.
07. Дуговая сварка в защитном металле (SMAW)
Рис. 07: Дуговая сварка в защитном металле (SMAW)
07: Дуговая сварка в защитном металле (SMAW)
Что такое дуговая сварка в защитном металле (SMAW)?
SMAW — самый старый, наиболее адаптируемый и простой метод дуговой сварки.Генерация дуги включает покрытие кончика электрода, касающегося области сварки, и его извлечение для облегчения поддержания дуги. В процессе подводимое тепло способствует плавлению металла, наконечника и покрытия, создавая сварной шов после затвердевания сплава.
Защитная металлическая система очень универсальна благодаря возможности ее использования в большинстве сварочных положений, а также при ремонтных и производственных сварочных работах. Соответственно, применение метода включает судостроение, трубопроводные работы и повседневный строительный процесс.Примечательно, что перед применением сварочная система должна быть покрыта влагонепроницаемой канистрой.
08. Дуговая сварка под флюсом (SAW)
Рис. 08: Дуговая сварка под флюсом (SAW)
08: Дуговая сварка под флюсом (SAW)
Что такое дуговая сварка под флюсом (SAW)?
В конструкцию механизма SAW входит гранулированный флюс, создающий толстый слой в процессе сварки. Толстый слой помогает полностью герметизировать расплавленный металл, предотвращая тем самым брызги и искры в процессе сварки.Этот механизм способствует более глубокому проникновению тепла благодаря своей теплоизоляционной способности.
Дуговая сварка под флюсом отличается высококачественным сварным швом и усовершенствованной рабочей средой с возможностью достижения идеальной производительности. Этот метод лучше всего подходит для сварки листового металла толщиной до 1,5 мм и более, однако в основном используется для сварки более толстых материалов. Кроме того, этот процесс в основном используется при сварке крупных изделий, таких как листы на верфях и большие цилиндрические сосуды.
09.
 Сварочный электрод с магнитным приводом (MIAB)
Сварочный электрод с магнитным приводом (MIAB)Рис. 09: Установка для сварки MIAB, вид в разрезе.
Что такое дуговой стык с магнитным приводом (MIAB)?
MIAB представляет собой сварочный механизм, генерирующий равномерный нагрев в месте соединения за счет быстрого вращения дуги. Вращение дуги происходит от силы, приложенной к ней через внешнее поле магнетизма. Сварочный процесс является прочным с простой модификацией и требует меньшего давления в процессе работы.
Трубчатая конструкция обязательна из-за ее легкости, экономии материалов и жесткости, используемых для обеспечения эффективной работы модели. Трубы, сваренные по методике MIAB, имеют большой потенциал для снижения затрат, поэтому они легко доступны для людей с низким доходом. Однако проектирование труб с использованием MIAB сопряжено с уникальными техническими трудностями, влияющими на эффективность их работы.
Процесс сварки в основном применяется в автомобильной промышленности для стыковой сварки трубчатых деталей и труб с толщиной стенки 0. 8-6 мм и диаметром 8-100 мм. Для идеальной работы стальные трубы модели содержат хромированные пластины и методы контроля напряжения для оценки качества сварки.
8-6 мм и диаметром 8-100 мм. Для идеальной работы стальные трубы модели содержат хромированные пластины и методы контроля напряжения для оценки качества сварки.
Рис. 10: Сварка атомным водородом (AHW)
Что такое сварка атомным водородом (AHW)?
Система AHW представляет собой комбинацию методов газовой и электродуговой сварки. Термохимический процесс модели заключается в соединении заготовок с помощью тепла.Раньше тепло выделялось при прохождении потока водорода через электрический разряд, существующий между двумя электродами. В процессе сварки дуга поставляет энергию для протекания химической реакции, выделяя больше тепла за счет экзотермической реакции.
Для эффективной работы молекулы водорода эффективно распадаются под действием электрической дуги, затем молекулы рекомбинируются, выделяя огромное количество тепла в диапазоне температур от 3400 до 4000 градусов Цельсия. Водород служит защитным газом и нагревательным элементом для предотвращения окисления расплавленной жидкости и загрязнения кислородом, углеродом и азотом.
Водород служит защитным газом и нагревательным элементом для предотвращения окисления расплавленной жидкости и загрязнения кислородом, углеродом и азотом.
Применение включает сварочные инструменты с молибденом, вольфрамом и никелем. Атомная сварка водородом в основном применяется в областях, требующих быстрой сварки, в том числе цветных металлов и нержавеющей стали.
ЗаключениеМы охватываем наиболее распространенные и основные типы процессов дуговой сварки, чтобы вы могли удовлетворить требования к сварке в различных отраслях и областях применения.
Сварщики могут выбрать сварочный аппарат по своему выбору.Вышеприведенное обсуждение процесса дуговой сварки является основой для принятия мудрых решений при выборе моделей с выдающимися характеристиками для эффективной работы в операции сварки. Самое главное, сварщики должны ознакомиться с указанными рекомендациями для каждой модели перед покупкой, чтобы избежать регулярных расходов на техническое обслуживание.
Часто задаваемые вопросы
В чем разница между дуговой и аргонной сваркой?
Дуговая сварка — это процесс, при котором для соединения металлов друг с другом требуется электрическая дуга, а аргонная сварка — это процесс соединения металлов с использованием аргона.
Насколько горяча сварочная дуга?
Температура дуги обычно находится в диапазоне 6000-8000 0 Цельсия.
Промышленные процессы дуговой сварки
Сварка — это производственный процесс, который обычно используется для соединения двух металлических деталей. Этот процесс осуществляется путем расплавления двух заготовок и добавления наполнителя. Когда этот расплавленный материал остывает, он становится прочным соединением. Могут использоваться различные источники энергии, но наиболее распространенным является электрическая дуга.Электрический ток проходит через электрод и создает дугу, когда он находится близко к основному материалу. Эта дуга создается из-за различий между электродом и основным материалом. Эта дуга выделяет тепло и расплавляет материал. Дуговая сварка является наиболее распространенным типом сварки, используемым производителями, поскольку она может быть ручной, полуавтоматической или даже полностью автоматизированной.
Эта дуга создается из-за различий между электродом и основным материалом. Эта дуга выделяет тепло и расплавляет материал. Дуговая сварка является наиболее распространенным типом сварки, используемым производителями, поскольку она может быть ручной, полуавтоматической или даже полностью автоматизированной.
При дуговой сварке можно использовать два вида электродов. Они могут быть расходными или нерасходными. Давайте посмотрим на различные методы сварки с использованием этих видов электродов.
Расходуемые электроды
Расходуемый электрод будет действовать как присадочный материал и электрод во время сварки, поэтому дополнительный материал не требуется. Существует 4 распространенных типа сварки, в которых используются эти электроды.
Дуговая сварка защитным металлом (SMAW)
Этот метод сварки также известен как ручная дуговая сварка металлическим электродом (MMAW) и является одним из наиболее распространенных типов дуговой сварки. Расходуемый стержень часто покрывается флюсом, который при плавлении образует пар.Этот газ защитит сварной шов от внешнего загрязнения. Более того, флюс покроет сварной шов слоем шлака. Затем этот шлак необходимо удалить. Даже если этот тип сварки прост, требует небольшого обучения и недорогого оборудования, это все же медленный процесс, потому что электрод приходится часто заменять и удалять шлак. Кроме того, для сварки различных материалов необходимы разные электроды. Этот метод часто используется для строительства.
Расходуемый стержень часто покрывается флюсом, который при плавлении образует пар.Этот газ защитит сварной шов от внешнего загрязнения. Более того, флюс покроет сварной шов слоем шлака. Затем этот шлак необходимо удалить. Даже если этот тип сварки прост, требует небольшого обучения и недорогого оборудования, это все же медленный процесс, потому что электрод приходится часто заменять и удалять шлак. Кроме того, для сварки различных материалов необходимы разные электроды. Этот метод часто используется для строительства.
Газовая дуговая сварка металлическим электродом (GMAW)
Этот метод сварки, также известный как металл/инертный газ (MIG), представляет собой полуавтоматический или автоматический процесс.Электрод по-прежнему действует как присадочный материал и непрерывно подается через сварочный пистолет. Поскольку вокруг этого электрода нет флюса, вокруг проволоки распыляется инертный или полуинертный газ для защиты сварочной среды. Этот метод обеспечивает высокую скорость сварки, но требует более сложного оборудования. Из-за своей универсальности, качества и скорости он часто используется в автомобильной промышленности.
Из-за своей универсальности, качества и скорости он часто используется в автомобильной промышленности.
Дуговая сварка порошковой проволокой (FCAW)
Этот тип сварки подобен дуговой сварке защищенным металлом, но флюс находится внутри плавящегося электрода.Также его часто используют для строительства.
Дуговая сварка под флюсом (SAW)
При этом способе сварки флюс находится в гранулированной форме, покрывающей свариваемое соединение. Так что электрод создает дугу под флюсом. Этот процесс обеспечивает высокое качество сварных швов, поскольку флюс защищает его от загрязнений. Шлак обычно отходит сам. Поскольку дугу нельзя увидеть, этот процесс обычно автоматизирован.
Нерасходуемые электроды
Для этого вида сварки обычно требуется отдельный присадочный материал.
Газовая вольфрамовая дуговая сварка (GTAW)
Этот метод ручной сварки также известен как сварка вольфрамом/инертным газом (TIG).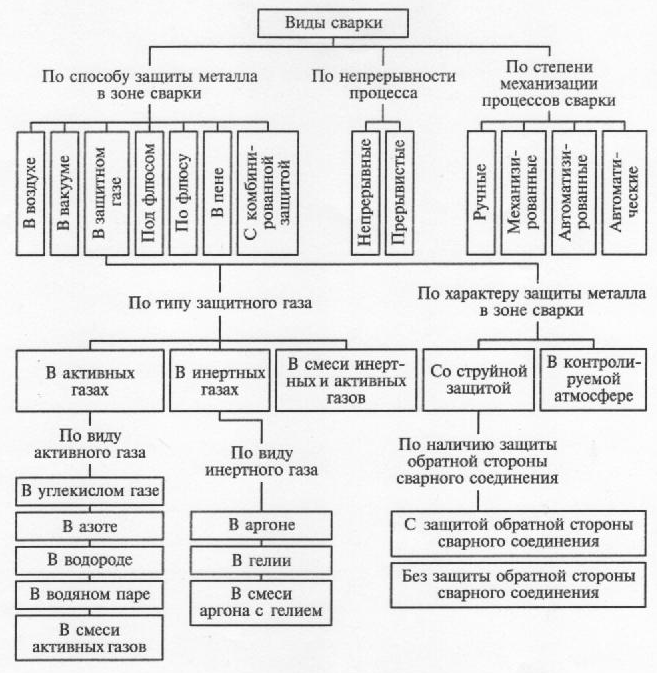 Электрод сделан из вольфрама, и необходим инертный или полуинертный газ. Кроме того, также необходим наполнитель, поскольку электрод не является расходуемым. Он создает стабильную дугу и обеспечивает высокое качество сварных швов. Однако этот метод требует значительных навыков оператора и является относительно медленным. Это предпочтительный метод, когда речь идет о тонких материалах, легких металлах и нержавеющей стали.
Электрод сделан из вольфрама, и необходим инертный или полуинертный газ. Кроме того, также необходим наполнитель, поскольку электрод не является расходуемым. Он создает стабильную дугу и обеспечивает высокое качество сварных швов. Однако этот метод требует значительных навыков оператора и является относительно медленным. Это предпочтительный метод, когда речь идет о тонких материалах, легких металлах и нержавеющей стали.
Точечная сварка
Точечная сварка — очень распространенный процесс в автомобильной промышленности. Как правило, он состоит из двух электродов из медного сплава, расположенных с каждой стороны свариваемых деталей. Сильный ток проходит через два слоя материала, от одного электрода к другому, и расплавляет зону между ними. Это создает пятно, которое прочно соединяет две части.
Заключение
Подводя итог, можно сказать, что у каждого процесса сварки есть свои плюсы и минусы, но вы всегда сможете найти нужный метод сварки для своих нужд.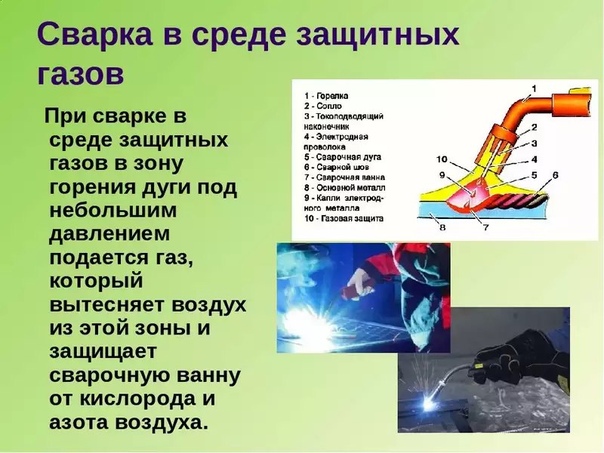 Более того, поскольку сварка является очень распространенным производственным процессом, автоматизация является отличным решением для получения высококачественных и однородных сварных швов, хотя не все методы сварки можно использовать для автоматизации. Роботизированная сварка скоро будет рассмотрена в другой статье, так что следите за обновлениями нашего блога.
Более того, поскольку сварка является очень распространенным производственным процессом, автоматизация является отличным решением для получения высококачественных и однородных сварных швов, хотя не все методы сварки можно использовать для автоматизации. Роботизированная сварка скоро будет рассмотрена в другой статье, так что следите за обновлениями нашего блога.
Статьи по теме :
Что такое дуговая сварка – определение, виды, работа, преимущества и недостатки
Введение: Сварка – это процесс соединения, который используется почти во всех отраслях промышленности.Инженеры, работающие в отделе сварки, должны хорошо знать различные процессы соединения в деталях. Помимо инженеров, сварщики также должны иметь хорошие знания, потому что они используются в их повседневной жизни. Дуговая сварка является наиболее широко используемым процессом сварки из-за его простоты. Хотя существуют различные проблемы, связанные с процессом, есть конкретные приложения, для которых мы можем его использовать.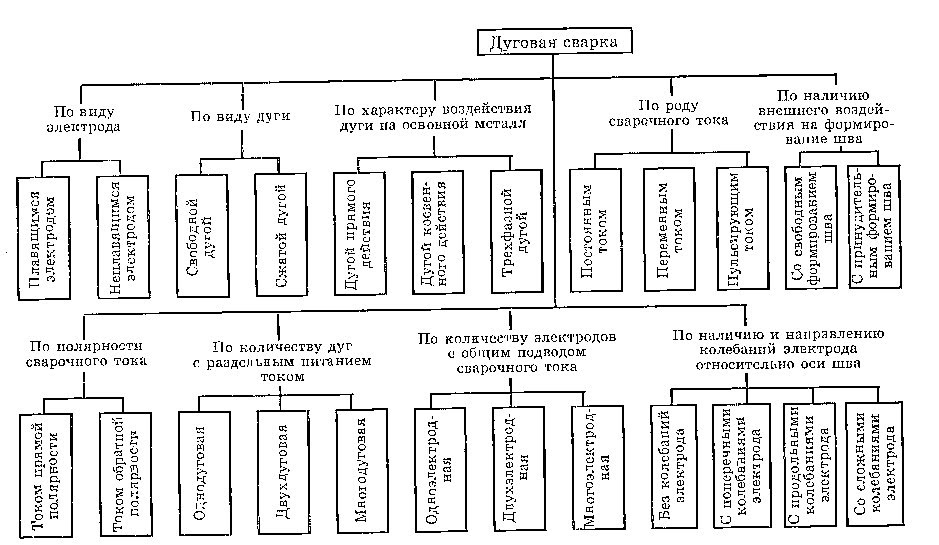 В этой статье мы подробно изучим процесс дуговой сварки от работы до применения.Итак, приступим.
В этой статье мы подробно изучим процесс дуговой сварки от работы до применения.Итак, приступим.
Процесс дуговой сварки используется для создания электрической дуги, которая повышает температуру и расплавляет соединяемый металл, так что после затвердевания они становятся единым металлическим куском. В этом процессе соединения используется трансформатор, который может обеспечить необходимое напряжение и ток для получения необходимой искры, достаточной для плавления соединяемых металлов. Мы можем использовать либо постоянный ток (постоянный ток), либо переменный ток (переменный ток), как с расходуемым, так и с нерасходуемым электродом.
Схема дуговой сварки Рис. Основная схема дуговой сваркиВажные термины: сохраняется большое количество разности напряжений, называется электродом.
2. Заготовка: Металл, который будет соединен, называется заготовкой. Его также называют основным металлом.
Его также называют основным металлом.
3. Флюс: Это комбинация карбонатов и силикатного материала, используемая в сварке, которая образует защитную среду вокруг заготовки.
4. . Сварочный аппарат: Аппарат, который подает ток в соответствии с требованиями и интенсивностью сварки и через который подключаются положительный и отрицательный выводы электродов.
5. Напряжение дуги: Напряжение, проходящее через сварочную дугу.
Основные части дуговой сварки:
Ниже приведены основные части дуговой сварки:
1.Машина переменного/постоянного тока:
Машина обеспечивает необходимый ток и напряжение для производства дуги.
2. Электрод:
Имеется два электрода, положительный и отрицательный. Дуга возникает из-за высокой разницы напряжений между этими электродами.
3. Кабели и кабельные разъемы:
Кабели используются для подключения электродов для получения тока и создания необходимой разности потенциалов.
4. Зажимы заземления:
Обеспечивает замыкание цепи между источником питания и обрабатываемой деталью.
5. Отбойный молоток:
Используется для удаления лишнего электрода, осевшего на соединенной заготовке.
6. Сварочная маска:
Защищает искру от попадания в глаза и другие части лица. Поэтому рекомендуется выбирать лучшие шлемы для сварки.
7. Защитные очки:
Специально разработаны для защиты глаз от вредного ультрафиолетового и инфракрасного излучения.
8. Проволочная щетка:
Используется для очистки поверхности сварного шва и удаления ржавчины, шлака и т. д.
9. Перчатки для рук:
Используются для защиты рук от прикосновения к горячим частям компонентов и защиты их от падающих искр
10. Фартуки или куртки:
Они защищают другие части тела от искр, УФ, и инфракрасное излучение.
Рабочий механизм дуговой сварки
Рабочий механизм можно легко понять, поняв действие молнии, ударяющей в землю. Он создается за счет ионизации вакуумного слоя, что делает их хорошим проводником.Весь слой от неба до низа помогает передать освещение на землю. Место, куда падает Молния, сильно нагревается, и через некоторое время это место становится видно.
Он создается за счет ионизации вакуумного слоя, что делает их хорошим проводником.Весь слой от неба до низа помогает передать освещение на землю. Место, куда падает Молния, сильно нагревается, и через некоторое время это место становится видно.
Если вы можете понять работу молнии с неба, понять работу дуговой сварки будет легко. Замените Небо на источник Энергии, молнию на произведенную Дугу, а землю на металл, который необходимо соединить. Производимая дуга нагревает разные металлы и превращает их в единое целое.
Рабочий механизм разделен на три части:
- Формирование дуги
- Нагрев заготовки и плавление
- Затвердевание и соединение
Создание дуги:
Дуга образуется при наличии электрического разряда между двумя точками. разница между ними. Формирование дуги из разности электрических потенциалов происходит за счет пробоя диэлектрика. Это явление, при котором частицы между двумя точками разрушаются, температура становится очень высокой и возникает дуга. Повышение температуры зависит от подаваемого тока и поддерживаемого напряжения. Поэтому для подачи тока непосредственно на сварочный аппарат используются большие трансформаторы.
Повышение температуры зависит от подаваемого тока и поддерживаемого напряжения. Поэтому для подачи тока непосредственно на сварочный аппарат используются большие трансформаторы.
Состояние плазмы
Помимо трех наиболее часто встречающихся состояний материи — твердого, жидкого и газообразного, у нас есть еще два успешно установленных и стабилизированных состояния материи. Это плазма, конденсат Бозе-Эйнштейна.
Рис.3: Различное состояние материи
Объяснение простыми предложениями; Плазменное состояние — это высокотемпературное, высокоэнергетическое состояние, представляющее собой комбинацию нейтральных атомов и ионизированных частиц.Во время дуговой сварки разность потенциалов между двумя точками становится настолько высокой, что частицы между точками ионизируются, а электроны удаляются из соседнего атома, чтобы нейтрализовать их. Следовательно, создается состояние, в котором температура и энергия очень высоки, а ионизированные частицы и нейтральные атомы присутствуют вместе.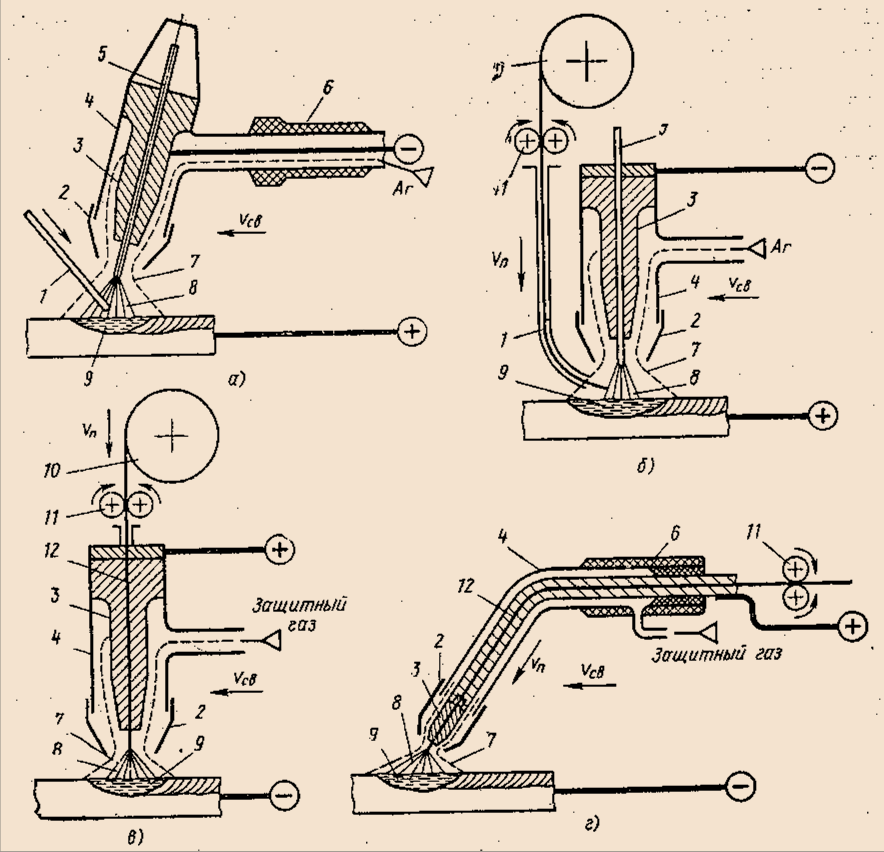
Полный рабочий комплект:
Это процесс сварки плавлением, используемый для соединения двух металлических деталей. Подаваемого напряжения достаточно для создания хорошего количества тепла между электродом и металлической деталью (около 6500 0 F), которое плавит металл.Созданная дуга направляется к точке соединения, и обе части плавятся и затвердевают вместе, становясь единым металлическим куском.
Чтобы лучше понять работу дуговой сварки. Посмотрите видео:
Различные типы дуговой сварки:
Процесс дуговой сварки можно разделить по разным основаниям. Здесь мы будем в основном обсуждать на основе электродов, являются ли используемые электроды расходуемым или нерасходуемым.
На приведенном ниже рисунке кратко представлена полная классификация различных типов процесса дуговой сварки на основе электродов:
Типы на основе расходуемых электродов:Существует шесть различных типов процессов, в которых используются электроды, а именно:
1. Сварка металла в среде инертного газа (MIG)/ металла в активном газе (MAG):Также называется дуговой сваркой в среде защитного газа (GMAW). Здесь мы используем атмосферу инертного газа для создания дуги, которая защищает соединяемый металл от загрязнения.
Чтобы понять, как работает сварка MIG/MAG, посмотрите это видео. Сварка. Образующийся наплавленный металл защищен от атмосферы защитным газом и образующимся шлаком.
Чтобы понять работу дуговой сварки защищенного металла, посмотрите это видео
3.Дуговая сварка с флюсовой проволокой (FCAW):
Этот тип сварки может быть хорошей заменой SMAW. Он использует газ, образованный потоком, для защиты от воздуха, чтобы защитить металл от загрязнения. Защитный газ производится непрерывной подачей электрода с флюсовой сердцевиной.
Чтобы понять работу дуговой сварки порошковой проволокой, посмотрите это видео
заготовка. Дуга создает покрытие из плавкого флюса, который создает газовую защиту вокруг металла, чтобы защитить его от коррозии. Чтобы понять работу дуговой сварки под флюсом, посмотрите это видео. тепло электроснабжения, чтобы покрыть поверхность сварки. Созданный шлак сопротивляется прохождению тока, который, в свою очередь, создает тепло для расплавления металла.Металл затвердевает при контакте с Водой.
Чтобы понять работу электромагнитных сварки, посмотреть это видео
6
6. Сварка дуги (SW):
 Дуга создает покрытие из плавкого флюса, который создает газовую защиту вокруг металла, чтобы защитить его от коррозии.
Дуга создает покрытие из плавкого флюса, который создает газовую защиту вокруг металла, чтобы защитить его от коррозии. Сварка дуги (SW):
Сварка дуги (SW): Этот тип дуговой сварки используется для присоединения к металлическим частям со шпильками, такими как гайка, болт и т. д.
Чтобы понять, как работает дуговая сварка шпилек, посмотрите это видео два типа процесса сварки на основе неплавящихся электродов, а именно:
1.Сварка вольфрамовым электродом в среде инертного газа (TIG):Этот тип сварки также называется дуговой сваркой вольфрамовым электродом (GTAW). Он использует нерасходуемый электрод для производства дуги. Производимая дуга работает как защитный газ для защиты металла от коррозии.
Чтобы понять принцип работы газовой сварки с вольфрамовой вставкой, посмотрите это видео.Здесь плазменный газ отделяется от защитного газа, который отвечает за создание тонких и глубоких сварных швов.
Чтобы понять работу дуговой плазменной сварки, посмотрите это видео. различные виды подкатегорий, у него есть различные проблемы, о которых следует позаботиться. Они в основном подразделяются на два разных типа, а именно:
Они в основном подразделяются на два разных типа, а именно:
Из описания типов мы видели, что все работает над созданием экранированной среды для защиты металла от загрязнения. Из-за очень высоких температур молекулы вокруг металла распадаются на более мелкие молекулы, такие как кислород, который может реагировать при такой высокой температуре, превращая его в оксид металла, и начинается коррозия.
Для предохранения металла от загрязнения используется либо инертная атмосфера (как в MIG, TIG и т.д.), или используется атмосфера защитного газа (SMAW и т. д.). Это помогает сохранить металл от загрязнения, не взаимодействуя с атмосферой. Еще одна важная вещь, которую следует отметить, заключается в том, что если свариваемая металлическая деталь имеет другой состав, эффект коррозии может быть серьезным.
2. Вопросы безопасности: Сварка может быть опасной и вредной для здоровья при отсутствии каких-либо мер предосторожности. Перед сваркой нам необходимо использовать надлежащий комплект СИЗ (средств индивидуальной защиты).Основные проблемы, связанные со здоровьем, включают:
Перед сваркой нам необходимо использовать надлежащий комплект СИЗ (средств индивидуальной защиты).Основные проблемы, связанные со здоровьем, включают:
(i) Вдыхание:
В процессе сварки сварщики подвергаются воздействию различных типов веществ, которые могут быть опасными. Например, при сварке порошковой проволокой образующийся дым содержит различные оксиды, очень вредные для здоровья. Следовательно, мы должны закрывать лицо перед выполнением любого процесса сварки.
(ii) Воздействие на кардиостимуляторы:
В ходе процесса возникает высокочастотный переменный ток, который может создавать помехи для кардиостимуляторов, работающих на расстоянии 2 м от блока питания и 1 м от места сварки.
(iii) Повреждение глаз:
Этот процесс сварки создает искру высокой интенсивности, которая может привести к серьезному повреждению глаз. Если смотреть прямо во время операции сварки, глаза могут краснеть и вызывать боль в течение нескольких дней. Следовательно, нам необходимо использовать сварочные очки для защиты глаз во время сварки в обязательном порядке.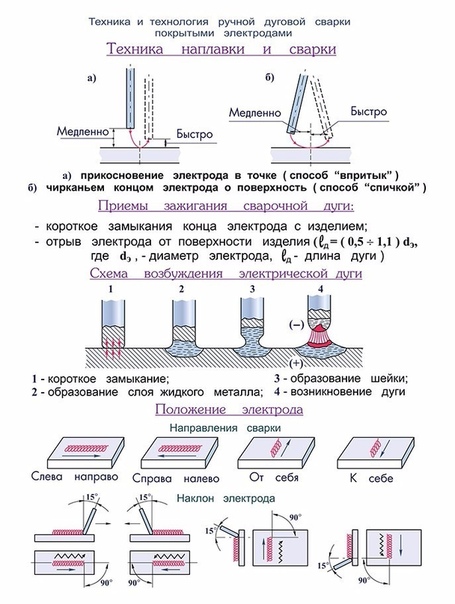
(iv) Опасность нагревания, возгорания и взрыва:
Повышение температуры в активной зоне сварки может достигать 6500 0 F, что может создавать много тепла.Создаваемые Искры могут упасть на Тело, или может произойти взрыв. Следовательно, во время Сварки мы должны покрывать свое Тело соответствующим образом спроектированным оборудованием. Мы также должны позаботиться о том, чтобы рядом с зоной сварки не было взрывоопасных материалов.
Преимущества:Помимо всех проблем, он дает различные преимущества, поскольку используется во многих отраслях промышленности. Вот некоторые из них:
- Подходит для любой среды: Различные механизмы процесса сварки используют экранирование такого типа для работы в определенной среде.Мы можем использовать процесс дуговой сварки в любой среде.
- Использование нечистых металлов: Процесс можно проводить непосредственно на грязных металлах, и нет необходимости очищать поверхность.
- Портативность: Материал, используемый в этом процессе, отличается высокой портативностью
- Низкая стоимость: Процесс сварки прост; следовательно, это очень низкая стоимость.

Помимо проблем, связанных с коррозией и безопасностью, существуют и другие недостатки этого процесса, а именно: идеальная отделка поверхности.
Этот тип сварки чаще всего применяется в автомобильной, аэрокосмической, нефтегазовой, энергетической и строительной отраслях.
Часто задаваемые вопросы:
В 1: Где мы не сможем использовать дуговую сварку?
Ответ: Мы можем использовать его практически везде. Хотя его нельзя использовать новичкам, так как есть много требований безопасности. Он также не эффективен при соединении двух разнородных металлов.
Он также не эффективен при соединении двух разнородных металлов.
Вопрос 2: Кто такие кардиостимуляторы?
Ответ: Кардиостимуляторы представляют собой имплантируемые дефибрилляторы, на которые влияет частота переменного тока во время сварки.
Вопрос 3: Как возникают остаточные напряжения при дуговой сварке?
Ответ: Во время нагревания и мгновенного затвердевания во время дуговой сварки в металле возникает некоторое остаточное напряжение. Чтобы устранить это, затвердевание производится после некоторого времени нагревания.
РЕФЕРЕНЦИИ:
Что нужно знать о карьере дуговой сварки
Если вы планируете сделать карьеру в области сварки, одним из наиболее распространенных процессов, которые вы будете использовать, является дуговая сварка. В этом процессе используется электричество для нагрева и плавления двух металлов, чтобы их можно было соединить посредством сплавления.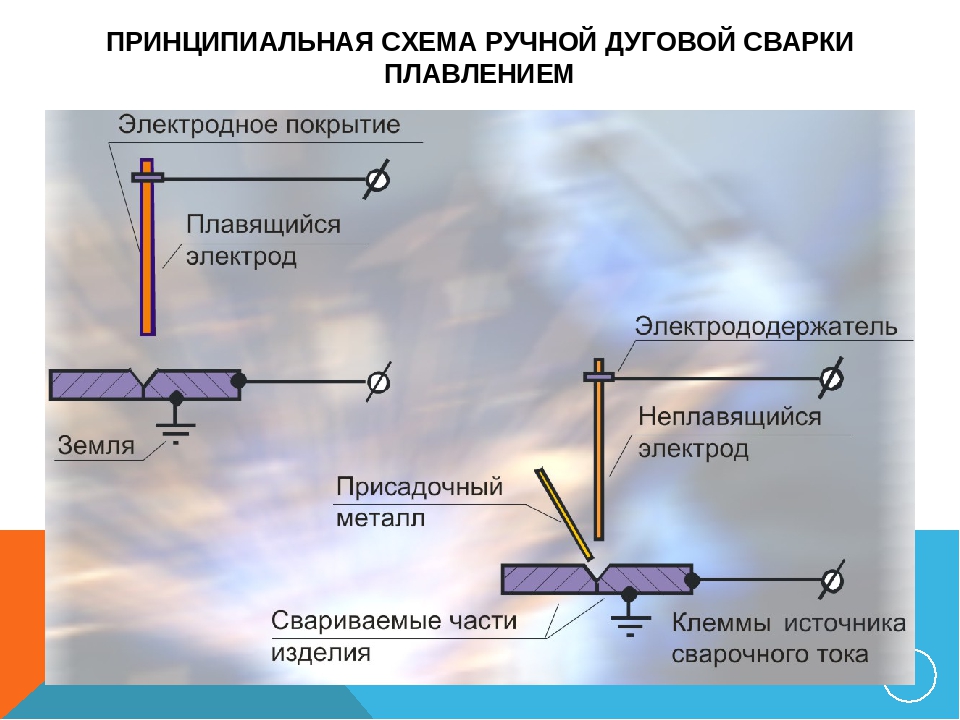 В зависимости от типа используемого металла и газа существует множество различных типов дуговой сварки; вам нужно знать, как и когда следует использовать каждый тип.
В зависимости от типа используемого металла и газа существует множество различных типов дуговой сварки; вам нужно знать, как и когда следует использовать каждый тип.
Что такое дуговая сварка?
Термин «дуговая сварка» происходит от электрической дуги, которая используется для нагревания двух металлов, которые вы хотите соединить.Для нагрева металла до температуры плавления 6500 градусов по Фаренгейту можно использовать источник переменного или постоянного тока. Дуговая сварка широко используется, потому что это дешевый и удобный процесс. Его можно выполнять в различных погодных условиях, а также использовать на нечистых металлах.
Виды дуговой сварки
Дуговая сварка классифицируется как плавящаяся или неплавящаяся. Электроды используются для создания электричества при дуговой сварке, и эти электроды могут либо потребляться (использоваться) в процессе сварки, либо не расходоваться.Вот различные типы дуговой сварки в каждой категории:
Расходные материалы
- Сварка электродом — это более распространенный термин для дуговой сварки в защитном металле или дуговой сварки под флюсом. В этом типе сварки расходуемый электрод, покрытый очищающим агентом, известным как «флюс», вплавляется в ванну, которая при охлаждении образует соединение между двумя металлами. Сварка стержнем часто используется для обычного обслуживания и ремонта бытовой техники.
- Дуговая сварка металлическим газом — Существуют две различные формы дуговой сварки металлическим газом: сварка металла в среде инертного газа (MIG) и сварка металла в активном газе (MAG).Оба процесса используют проволочный электрод и металлы, а также защитный газ для предотвращения загрязнения. MIG обычно используется при ремонте автомобилей, производстве мебели и производстве компьютеров.
- Дуговая сварка порошковой проволокой (FCAW) — Этот тип сварки использует электрод, сердечник которого состоит из соединений и порошкообразных металлов. Обычно он предназначен для тяжелой промышленности и сложных производственных процессов.
 В этом типе сварки расходуемый электрод, покрытый очищающим агентом, известным как «флюс», вплавляется в ванну, которая при охлаждении образует соединение между двумя металлами. Сварка стержнем часто используется для обычного обслуживания и ремонта бытовой техники.
В этом типе сварки расходуемый электрод, покрытый очищающим агентом, известным как «флюс», вплавляется в ванну, которая при охлаждении образует соединение между двумя металлами. Сварка стержнем часто используется для обычного обслуживания и ремонта бытовой техники.Нерасходуемый
Дуговая сварка вольфрамовым электродом (TIG) — В этом типе дуговой сварки используется неплавящийся вольфрамовый электрод. Это предпочтительный метод сварки, потому что в этом процессе у вас больше контроля, чем в других. В результате может быть немного сложнее учиться. Он чаще всего используется на тонком листовом металле и металлических художественных скульптурах.
Это предпочтительный метод сварки, потому что в этом процессе у вас больше контроля, чем в других. В результате может быть немного сложнее учиться. Он чаще всего используется на тонком листовом металле и металлических художественных скульптурах.
Плазменно-дуговая сварка (PAW) — похож на TIG тем, что в нем используется вольфрамовый электрод, но плазма размещается внутри сварочной горелки, поэтому она отделена от защитного газа. Плазменные дуги довольно мощные и могут быть немного сложными в освоении.
Готовы ли вы научиться дуговой сварке? В Чартерном колледже мы предлагаем сертификат по сварке в Ванкувере и Анкоридже, который даст вам практический опыт во всех методах и процессах, которые вам понадобятся для работы сварщиком в различных отраслях. Позвоните по телефону 888-200-9942 или заполните форму, чтобы запросить дополнительную информацию.
.