Cварка нержавейки инвертором
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид. Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат. Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?
Содержание страницы
- 1 Аппараты и настройки
- 2 Нюансы при сварке нержавейки
- 3 Сварочный процесс
- 4 Электроды для инвертора
Аппараты и настройки
Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.
Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, А |
| 1.5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75-85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой. Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
- Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.

- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.

Сварочный процесс
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
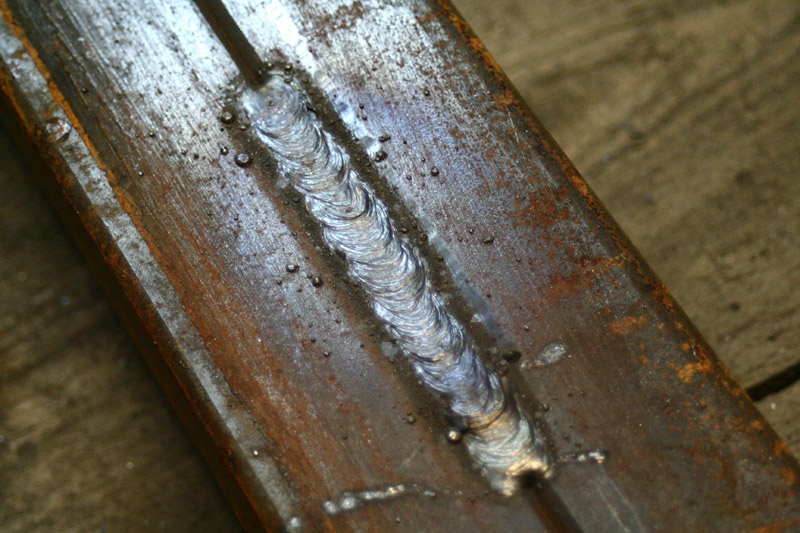
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.

 Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
https://www.youtube.com/watch?v=Zngv3j_zh5g
Электроды для инвертора
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла. Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
- ОЗЛ-6;
- ОК-46;
- ОЗЛ-8;
- МР-3.
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
Как варить нержавейку инвертором в домашних условиях
Решив заниматься сваркой, купив нужное оборудование, домашнему мастеру кажется, что теперь получится варить нержавейку инвертором легко и просто. Однако на практике появляются первые проблемы: работать с тонкими материалами не так легко, как кажется, швы получаются не такими, как требуется, металл прогорает. Не стоит отчаиваться, ведь если ознакомиться со всеми советами и освоить главный алгоритм такой работы, все обязательно получится.
Содержание
- 1 Особенности сварки нержавеющей стали
- 1.1 Что из себя представляет инверторный аппарат
- 1.2 Настройка инвертора
- 1.3 Важные нюансы сваривания нержавейки
- 1.4 Как выбрать электрод
- 1.5 Подготовка металла
- 2 Как варить инвертором
Особенности сварки нержавеющей стали
Существует масса нюансов работы инвертором с нержавейкой.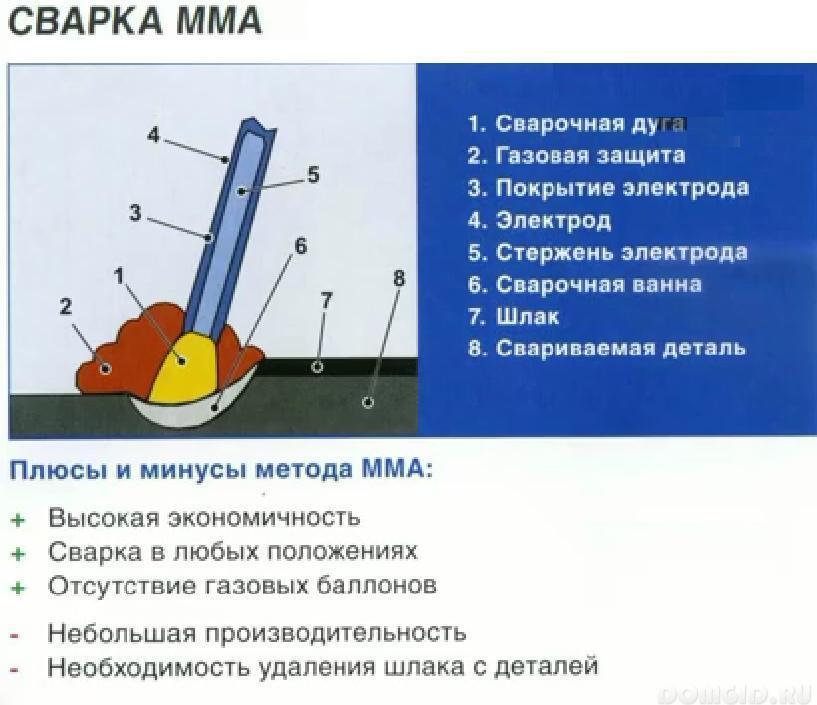 Требуется ответственно и внимательно подойти к каждому из них предварительно изучив все особенности.
Требуется ответственно и внимательно подойти к каждому из них предварительно изучив все особенности.
Что из себя представляет инверторный аппарат
Каждый агрегат имеет свои конструктивные особенности, и перед началом любой работы требуется ознакомится с его инструкцией. Однако принцип действия и итоговый результат, при грамотном подходе, у всех схож.
Основным предназначением инвертора является преобразование переменного тока с напряжением 220В в постоянный, и увеличение его частоты одновременно со снижением высокого напряжения.
Когда сила тока будет переведена в необходимую и установленную на аппарате, можно производить сваривание заготовок.
Особенностью домашнего инвертора также является правило: им нельзя пользоваться очень долго. От перегрева кабеля и самих внутренних частей может случится авария. Именно поэтому этот прибор больше популярен для бытовых целей.
 » src=»https://www.youtube.com/embed/pEd4NVixdHo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/pEd4NVixdHo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Настройка инвертора
Чтобы результат был такой, как нужно, необходимо правильно настроить значение агрегата до начала работы. Для сварки нержавейки подойдет абсолютно любой инвертор (даже самый менее мощный или самодельный).
Параметры будут зависеть непосредственно от толщины нержавеющей стали:
- с толщиной металла 1.5мм требуется выбрать диаметр электрода 2мм, выставить минимальное напряжение 13V, выбрать силу тока 40А;
- при 3мм потребуется электрод 3мм, напряжение 15V, а сила тока 75-85А;
- если толщина металла 6мм, то электрод следует выбирать не менее 4мм, выставлять напряжение в 18V, а силу тока увеличить до 140-150А.
Обратите внимание! Все параметры указаны приблизительно. Перед началом сваривания нужной заготовки, неопытному сварщику необходимо потренироваться на подобном материале получив требующийся опыт.
Важные нюансы сваривания нержавейки
Несмотря на относительную несложность работы с нержавейкой, следует ознакомиться с необходимыми для успешной работы правилами и некоторыми нюансами:
- лучше при покупке электродов выбирать не простые, а со специальной обмазкой, которая будет изолировать зону сварки и защищать сварочный материал от всевозможных внешних газов. Это необходимо так как нержавейка очень быстро реагирует с окружающей средой и если ее не защитить, то можно получить неровный шов, на который подействует углерод, образовавшийся от соединения кислорода и расплавленного железа;
- нержавейка склонна подвергаться быстрому расплавлению если на нее будет долго воздействовать высокие температуры. Поэтому во время работы, желательно снижать мощность силы тока своего инвертора на 20% в отличие от сварки стали и вести работу в шахматном порядке. Это предотвратит деформацию металла;
- одним из важнейших правил является грамотно выбранный электрод. Именно от его материала будет зависеть успешное завершение дела. Если присадочный материал выбран неверно это грозит образованию на стали микротрещин и нарушению герметичности.
 Поэтому во время работы, желательно снижать мощность силы тока своего инвертора на 20% в отличие от сварки стали и вести работу в шахматном порядке. Это предотвратит деформацию металла;
Поэтому во время работы, желательно снижать мощность силы тока своего инвертора на 20% в отличие от сварки стали и вести работу в шахматном порядке. Это предотвратит деформацию металла;Как выбрать электрод
Важно помнить, что для нержавеющей стали не подходят обычные электроды. Для такого металла они должен соответствовать определенным требованиям:
- снижать затраченную на сварку мощность;
- экономно расходоваться;
- изготавливать шов ровно, без больших отложений шлака;
- уменьшать длину и глубину зоны, подвергшейся термической обработке.

Для этих целей отлично подойдут электроды таких маркировок:
- ОЗЛ-8, ЦП-11 – если требования к полученному шву минимальны;
- ОК-45, МР-3 – более комфортен в процессе сварки. Шлак после них легко отчищается с поверхности;
- ОК-61-30, ОК-67-45 – электроды, которые нужно использовать, когда необходимо сваривать между собой нержавейку с черным металлом;
- неплавящиеся электроды – для сваривания нержавейки и алюминия;
- самое высокое качество: ЭА-981-15, ОЗЛ-9-1. Они хорошо подойдут для сваривания жаропрочных сталей.
Чтобы технология была соблюдена полностью нужно помнить и об угле наклона. Он должен соответствовать приблизительно 75° к образовавшейся дуге.
Подготовка металла
Важно правильно подготовить материал, обработав его до процесса сварки. При работе с инвертором, нержавейку необходимо полностью зачистить, кромки разделать (если на то имеется необходимость).
При работе с инвертором, нержавейку необходимо полностью зачистить, кромки разделать (если на то имеется необходимость).
Обратите внимание! Заготовки лучше всего зачищать специально предназначенной для этого щеткой.
Как варить инвертором
Произведя все правила подготовки, можно приступать к главному процессу – сварить несколько деталей. Здесь также требуется знать некоторые нюансы, а также соблюдать определенную последовательность действий.
Когда приходится варить нержавейку инвертором в домашних условиях, важно запомнить и всегда применять следующие ключевые правила:
- не допускать нагревание заготовки или места, где будет шов более чем на 150°С;
- для соединения выставлять малый ток, однако на высокой скорости;
- не допускаются колебательные движения короткой дугой;
- так как нержавейка является хорошо проводимым тепло металлом, его необходимо отводить. Для лучшего теплоотвода, следует использовать медные пластины, которые нужно подкладывать под заготовки;
- если необходимо сваривать толстые металлы, лучше использовать многопроходное соединение;
- когда процесс будет окончен, следует зачистить место шва, обработать его пастой, обеспечивающей антикоррозионные свойства.
 Для лучшего теплоотвода, следует использовать медные пластины, которые нужно подкладывать под заготовки;
Для лучшего теплоотвода, следует использовать медные пластины, которые нужно подкладывать под заготовки;Когда все правила выполнены, можно начинать самое ответственное дело. Лучше всего это делать в такой последовательности:
- проколоть в печи приготовленные электроды. Это лучше делать согласно инструкции расположенной на их упаковке;
- если толщина металла менее 3мм, его можно начинать обрабатывать без разделки;
- зазор между выложенными на медную пластину деталями не должен быть более 1-2мм;
- настроив инвертор согласно необходимым параметрам можно приступать к сварочному процессу;
- для недопущения дефектов, выполнять сварку лучше короткой дугой, аккуратно без колебательных или поперечных движений;
- когда шов будет выложен, его следует избавить от нароста шлака, а также обработать пастой;
- когда железо остынет, остатки грязи и пасты можно смыть водой.

Работать с нержавейкой может быть не просто, ведь чем тоньше материал, тем сложнее с ним обращаться. Но чтобы все вышло хорошо, требуется выполнять ключевые правила:
- верно настроить инвертор;
- определится с необходимой маркировкой электрода;
- правильно обработать и подготовить поверхность;
- аккуратно наносить шов.
Все эти действия вместе с постоянной практикой обязательно приведут неопытного сварщика к доскональному итогу.
Друзьям это тоже будет интересно
Cварка нержавейки при помощи инвертора: особенности метода, правила выбора
Нержавеющая сталь относится к числу наиболее популярных материалов, ведь вот уже на протяжении более века человек использует ее для изготовления различных конструкций, активно применяемых в различных сферах. На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
Когда же приходится производить либо ремонтировать те или иные изделия, то обычно прибегают к помощи ручной дуговой сварки нержавейки электродом, для которой применяется такой аппарат, как инвертор.
Далее речь пойдет о нюансах этого метода, положительных и отрицательных аспектах, а также трудностях, с которыми могут столкнуться новички при проведении ММА сварки.
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом представляет собой процесс, характеризующийся тем, что во время плавления стержня возникает газошлаковая защита благодаря наличию у используемого электрода покрытия. Она имеет вид шлаковой корки, которая разделяет зону дуги и сварочную ванну от окружающего воздуха.
Образованию сварного соединения способствует расплавленный металл элемента, а также металл электродного стержня. В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
Где чаще всего применяется метод?
Особенности сварки нержавеющей стали при помощи инвертора является то, что она может использоваться в любой ситуации вне зависимости от пространственного положения. При этом нужно помнить о том, что даже наличие опыта не гарантирует создания качественных вертикальных швов. Прибегать к помощи ручной дуговой сварки покрытыми электродами имеет смысл тогда, когда необходимо создать короткие швы, что наиболее востребовано в мелкосерийном производстве деталей.
Подобный метод соединения изделий может применяться и при установке металлоконструкций лишь в том случае, если запланирован небольшой объем работ.
В большинстве случаев РДС нержавейки покрытыми электродами используют в тех случаях, когда выполняются прихватки во время монтажа конструкций под сварку. Также этот вариант может рассматриваться в случае, когда требуется устранить дефекты, имеющиеся на небольших участках шва. Этот метод может применяться и для наплавки.
Этот метод может применяться и для наплавки.
В свете этого можно сделать вывод о том, что его можно использовать в тех ситуациях, когда приходится иметь дело с небольшим объемом работ. Он подходит и для сварки в личных и бытовых целях. В качестве соединяемых элементов могут выступать трубы, металлоконструкции, емкости, баки из нержавеющей стали и пр.
Плюсы и минусы метода
На фоне прочих методов сварки, например, сварки ТИГ, сварки в защитных газах плавящимся электродом МИГ/МАГ, сварки под флюсом, использование метода соединения нержавейки ММА обеспечивает ряд значимых плюсов:
- подобная технология предусматривает использование специального сварочного аппарата, отличающегося простой конструкции, доступной ценой и небольшими размерами;
- РДС ориентирован на соединение многих видов чёрных и цветных металлов, а помимо этого и разных сплавов, вне зависимости от их толщины;
- отсутствие необходимости в применении дополнительной флюсовой или газовой защиты;
- подобная технология применима в тех случаях, когда трудно добраться до обрабатываемого участка по причине малых размеров конкретного сварочного аппарата.

Вместе с тем у этого метода имеются и определенные недостатки:
- приходится регулярно удалять шлак, образующийся после создания шва;
- учитывая, что сварочный ток проходит в непрерывном режиме по всей длине электрода, приходится выставлять для него ограничение, поскольку в противном случае может возникнуть перегрев электрода, а это может закончиться разрушением покрытия;
- сварка подобным методом требует больше времени.
Как варят нержавейку инвертором в бытовых условиях?
Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.
Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению.
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
 За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
Для соединения нержавеющих сталей используют ток обратной полярности. Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше.
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.
Причиной их появления является вскипание металла.
Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей. Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А. Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Как сваривать нержавейку инвертором?
Если вы решили варить нержавеющие изделия при помощи инвертора своими руками, то в первую очередь вам необходимо узнать, чем варят нержавейку. Разобравшись с этим, вам станет ясно, придется подготовить следующие материалы и инструменты:
- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- средства для защиты тела: маска, перчатки и костюм.
Также следует позаботиться о наличии зажимов типа «крокодил» для заземления. Также в арсенале мастера должны присутствовать электрододержатели, силовой кабель для заземления. В некоторых случаях они изначально входят в комплектацию инвертора. Однако в большинстве случаев владельцу приходится нести дополнительные расходы по их приобретению. Лучше всего, чтобы кабели достигали в длину не менее 2 метров.
Актуальным для большинства владельцев является вопрос, какие электроды лучше использовать для сварки нержавейки. В значительной степени на успех при проведении этих работ влияет правильный расчет соотношения толщины металла и применяемого электрода.
В значительной степени на успех при проведении этих работ влияет правильный расчет соотношения толщины металла и применяемого электрода.
Какие типы металлов можно сваривать нержавейку инвертором и особенности сварки таких металлов?
Под ручной дуговой сваркой нержавейки с применением инвертора принято понимать универсальный технологический процесс, к которому прибегают для соединения цветных и черных металлов, а помимо этого любых сплавов вне зависимости от их толщины, однако чаще всего этот параметр имеет значение от 3 до 20 мм.
В ряде случаев сварка может проводиться с различными классами нержавеющей стали, однако это возможно лишь в том случае, если конструкция будет эксплуатироваться в определенных условиях, а сам процесс сварки будет осуществляться при помощи электродов определенных марок.
К числу таковых вариантов нержавейки можно отнести следующие:
- жаропрочные;
- коррозионностойкие;
- жаростойкие.
Электроды для сварки нержавейки
Если варить нержавейку планируется при помощи ручной дуговой сварки, что чаще всего выбор следует устанавливать на каких типах электродов:
Имеющие основное покрытие (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2). Они подходят для сварки на постоянном токе обратной полярности. Причем роль покрытия здесь выполняют карбонаты кальция и магния.
Они подходят для сварки на постоянном токе обратной полярности. Причем роль покрытия здесь выполняют карбонаты кальция и магния.
Имеющие рутиловое покрытие (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
Чтобы понять, какие электроды для соединения нержавеющей стали будут наиболее подходящими, необходимо исходить из видов стали, которую требуется сварить.
Модели аппаратов для сварки нержавейки
Чтобы принять верное решение в пользу необходимого инвертор для РДС, при выборе следует обращать внимание на ряд моментов:
- рабочий диапазон температур. Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице.
- мощность и сила сварочного тока аппарата. Если планируется варить нержавейку в бытовых условиях, то выбор можно остановить на оборудовании для сварки, обеспечивающим выходной ток с показателем 180 А. Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
- отклонение от номинального напряжения сети не должно превышать 20%, что не скажется на качестве сварки.
- следует обращать внимание на присутствие дополнительных функций, среди которых наибольший интерес представляют Hotstart, Arcforce, Antistick.

Заключение
Выбор инверторного аппарата для сварки нержавеющих сталей относится к числу наиболее важных параметров, который должен учитываться в обязательном порядке. Дело в том, что это непосредственным образом повлияет на качество соединения изделий. Причем этот параметр не является единственным, на который необходимо обращать внимание.
Не меньшее значение приобретает и тип используемых электродов, поскольку только применение наиболее подходящего для конкретной работы электрода может обеспечить создание надежного и прочного шва. Выбирая электроды для инверторной сварки, следует учесть, что важно иметь навыки работы с этим расходным материалом, как и с самим сварочным аппаратом. Все это тоже может повлиять на то, насколько долго будет держаться созданное соединение.
Выбирая электроды для инверторной сварки, следует учесть, что важно иметь навыки работы с этим расходным материалом, как и с самим сварочным аппаратом. Все это тоже может повлиять на то, насколько долго будет держаться созданное соединение.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(4 голоса, среднее: 4.5 из 5)
Поделитесь с друзьями!
Сварка нержавейки инвертором
В промышленном производстве довольно часто приходится сваривать нержавеющую сталь. Для этого существует специальная аппаратура с применением аргона, а сам процесс осуществляется дорогостоящими электродными материалами. Такое оборудование отсутствует у домашних специалистов, и тогда на помощь приходит сварка нержавейки инвертором. Здесь существуют свои особенности, требующие специальных теоретических познаний и практических навыков. Тем не менее, при желании, научиться соединять заготовки из нержавеющей стали сможет любой, даже начинающий специалист.
Тем не менее, при желании, научиться соединять заготовки из нержавеющей стали сможет любой, даже начинающий специалист.
Содержание
Особенности инверторного аппарата
Для того чтобы сгенерировать требуемый сварочный ток на обычной аппаратуре, необходима очень высокая мощность. Этот фактор является серьезным препятствием использованию подобной сварки в бытовых условиях. Прежде всего, ограничения накладываются из-за слабых электрических сетей, рассчитанных на силу тока, не превышающую 30 ампер.
Поэтому домашние мастера предпочитают сваривать нержавейку инвертором. В этих устройствах большие токи достигаются за счет внутренних процессов, путем изменения первоначальной вольтамперной характеристики на входящей разности потенциалов.
Входящий переменный ток изначально попадает в первичную цепочку устройства. Далее происходит его превращение в постоянный ток, движущийся ко вторичной цепочке. Здесь выполняется уже обратная процедура преобразования, и постоянный ток вновь оказывается переменным, но со значительно большей частотой и сниженным напряжением. Подобные превращения осуществляются в режиме автоматики, исходя из состояния сварочной дуги во время горения. Сила тока, при этом, возрастает от 150 до 200 ампер, в зависимости от мощности данного инвертора.
Подобные превращения осуществляются в режиме автоматики, исходя из состояния сварочной дуги во время горения. Сила тока, при этом, возрастает от 150 до 200 ампер, в зависимости от мощности данного инвертора.
При выполнении сварочных работ платы аппаратуры достаточно сильно нагреваются, что вызывает естественные потери мощности и снижение фактического КПД до 85-90%. Сам инвертор тоже сильно нагревается, поэтому работы проводятся в течение короткого времени. Этот параметр определяется как продолжительность включения, устанавливаемая индивидуально для каждой модели. Допустимый период непрерывной работы того или иного аппарата отражается в технической документации. По этим же показателям рабочие контуры устройства обеспечиваются максимально эффективной вентиляцией.
Чтобы сварка нержавейки инвертором была максимально качественной, прибор должен обязательно иметь установленный набор функций:
- Форсажный режим. Предназначен для кратковременного снижения рабочего напряжения на электрической дуге с одновременным ростом тока, при котором непосредственно выполняется сварка.
- Продолжительность включения составляет не ниже 40-45%.
- Кабельно-проводниковые соединения не должны превышать установленные размеры в 5-6 метров. Чрезмерное превышение этого показателя вызовет к существенные потери мощности непроизводительного характера и как следствие – перегрев кабеля.
- Показатели рабочего напряжения на входе используются в самом широком диапазоне. Благодаря этой функции, обеспечивается стабильная инверторная сварка нержавеющих стальных конструкций.

Еще до покупки оборудования рекомендуется внимательно изучить техническую документацию. Отсутствие нужных функций сделает невозможной качественную сварку, а некоторые модели вообще не способны соединять заготовки из нержавеющей стали.
Какие факторы учитываются при обработке нержавейки
При соединении заготовок из нержавеющей стали необходимо соблюдать определенные правила и быть знакомым с основными приемами работы с данным металлом. Это позволит избежать наиболее часто встречающихся дефектов и обеспечить высокое качество свариваемым соединениям.
Среди множества правил и требований, следует выделить три, которые нужно обязательно учитывать при выполнении работ:
- Физические свойства легированных сталей. Эти материалы активно взаимодействуют с окружающей средой и чутко реагируют на все изменения. Расплавленный металл, соприкасаясь с кислородом, вызывает реакцию с выделением углерода и последующим образованием по шву крупных пор. В связи с этим, жидкий металл требуется защитить от соприкосновения с внешними газами. Поэтому для работы применяются электроды, покрытые обмазкой, создающей в местах сваривания облако газа, выполняющее функции изоляции. Сквозь него сварщик может нормально просматривать шов и состояние сварочной ванны.
- Перегрев участка. Это случается при больших объемах работ или при длительной фиксации дуги в одной точке. Под действием высоких температур легирующие элементы выгорают и на металле, при попадании на него влаги, появляется ржавчина. Коррозия постепенно разрушает этот участок, и через некоторое время здесь может появиться течь. Специальные настройки позволяют снизить ток до 20%, от сварочного тока, используемого для соединения обычных сталей, и защитные качества нержавейки против коррозии остаются без изменений.
- Нержавеющая легированная сталь отличается более высокими показателями линейного расширения по отношению к обыкновенным черным металлам. В случаях нарушения каких-то правил, внутри нержавейки могут активно происходить многие негативные процессы, незаметные со стороны. Температура электрической дуги приводит к образованию расширенных размеров детали в конкретном месте сварки, а в процессе снижения температуры металл постепенно возвращается на свое место. В результате таких движений образуются микроскопические поры и трещины, нарушается герметизация и целостность в сварочном шве. В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
 Специальные настройки позволяют снизить ток до 20%, от сварочного тока, используемого для соединения обычных сталей, и защитные качества нержавейки против коррозии остаются без изменений.
Специальные настройки позволяют снизить ток до 20%, от сварочного тока, используемого для соединения обычных сталей, и защитные качества нержавейки против коррозии остаются без изменений.
Как варить нержавейку инвертором
Большинство домашних умельцев, впервые столкнувшись с инверторным аппаратом, пытаются понять, можно ли сваривать с его помощью нержавеющую сталь в непроизводственных условиях, и на что, при этом, обратить особое внимание.
Что касается непосредственного соединения деталей, то сам рабочий процесс рекомендуется начинать с зачистки и обработки соединяемой поверхности и подготовки ее к сварке. При использовании рассматриваемого материала, она проводится так же, как и перед операциями с обычными низкоуглеродистыми сталями.
Прежде всего нужно сделать следующее:
- С поверхности детали удаляются все видимые загрязнения.
- Далее с помощью растворителей обрабатываются кромки и поверхности. Таким образом, производится обезжиривание, после которого электрическая дуга становится более стабильной.
- Налипание брызг предотвращается путем обильного нанесения на стальную заготовку специального вещества.
В шовном стыке нужно заранее предусмотреть некоторый зазор, обеспечивающий в дальнейшем максимально приемлемую усадку стального материала. Сварка нержавеющих деталей осуществляется током, подключенным с обратной полярностью. Выполняя операцию по соединению, нужно внимательно следить, чтобы проплавление шва было как можно меньше.
Сварка нержавеющих деталей осуществляется током, подключенным с обратной полярностью. Выполняя операцию по соединению, нужно внимательно следить, чтобы проплавление шва было как можно меньше.
Электроды, применяемые для этой процедуры, выбираются малого или среднего диаметра. Толстые электроды применяются лишь при стыковке массивных заготовок. Неправильный выбор нарушит герметичность сварного шва, приведет к появлению в нем раковин, микроскопических трещины и других дефектов.
Качество соединения напрямую связано с силой тока, величина которого должна быть на 20% меньше показателя, применяемого при сваривании стандартных стальных деталей. Дома будет вполне достаточно диапазона от 60 до 160 ампер. Функция плавной регулировки дает возможность максимально точно выставить наиболее подходящий показатель сварочного тока, в зависимости от толщины соединяемых деталей.
По завершении сварочного шва, рекомендуется дать ему некоторое время для остывания, после которого нержавеющей стали будут не страшны любые коррозийные воздействия. Для охлаждения используются медные прокладки, а отдельные марки металлов допускается охлаждать обыкновенной водой.
Для охлаждения используются медные прокладки, а отдельные марки металлов допускается охлаждать обыкновенной водой.
Какими инверторами сваривать нержавейку
Выбирая инверторное устройство для сваривания нержавеющих деталей, следует обратить особое внимание на следующие показатели:
- Рабочий температурный диапазон. Имеет большое значение, поскольку некоторые модели не могут в полном объеме выполнять свои функции, и не в состоянии сварить нержавейку при слишком холодной погоде за пределами помещения.
- Сила тока и величина мощности устройства. Для соединений нержавеющих деталей в бытовых условиях, рекомендуется воспользоваться оборудованием с выходным током 180 ампер. Более высокие показатели характерны для моделей сварочной аппаратуры, используемой в профессиональной сфере.
- Качество работ не должно снижаться, если номинальное сетевое напряжение отклоняется в пределах 20%.
- Дополнительные функции присутствуют в максимальном количестве.
Правильный выбор параметров оказывает прямое влияние на качество сварных соединений. Тем не менее, одних технических характеристик будет недостаточно без электродов, наиболее подходящих для выполнения конкретной работы. Здесь также имеется ряд факторов, которые необходимо учитывать при выборе этого расходного материала, перед тем как сварить детали.
Тем не менее, одних технических характеристик будет недостаточно без электродов, наиболее подходящих для выполнения конкретной работы. Здесь также имеется ряд факторов, которые необходимо учитывать при выборе этого расходного материала, перед тем как сварить детали.
Выбор расходных материалов – электродов
Для того чтобы варить нержавейку инвертором в домашних условиях, обыкновенные электроды совершенно не годятся. Для таких случаев предусмотрены специфические электроды с рутиловым покрытием. Они эффективно удерживают жидкий металл от разбрызгивания за пределы зоны, образуемой сварочным швом. Кроме высококачественной работы, эти материалы обеспечивают безопасность специалиста.
Подобные электроды обладают следующими преимуществами:
- Когда выполняется сварка нержавейки электродом с низкой продолжительностью включения, понижается теплоотдача в массив заготовки.
- Происходит снижение мощности, необходимой для выполнения сварки.
- Экономичное расходование материалов, снижение трудоемкости при зачистке сварных швов.
- Снижается глубина и протяженность зоны, подвергшейся термическим изменениям. Это особенно важно при сваривании массивных и толстых деталей и заготовок.
Сварка нержавейки инвертором — Ручная дуговая сварка — ММA
#1 kosttya
Отправлено 12 September 2012 12:34
подскажите, можно ли нвертором варить нержавейку,(слышал что нужно менять полярность), и какими електродами лучше пользоваться.
- Наверх
- Вставить ник
#2 Шурпет
Отправлено 12 September 2012 14:05
подскажите, можно ли нвертором варить нержавейку,(слышал что нужно менять полярность), и какими електродами лучше пользоваться.

Полярность — как написано на упаковке. ОЗЛ-6 и ОЗЛ-8 — самые доступные марки электродов. Очень хорошие ESAB-овские. Перед сваркой напилите лапши из того материала, который будете варить, поэкспериментируйте с режимами, полярностью и пр. Но ТИГ- сварка для нержи — самое то, подумайте…
- Наверх
- Вставить ник
#3 BAV
Отправлено 09 October 2012 07:22
Да нержавейку тяжко электродом, такой электрод так выразится вязкий чтоли, не то чтобы липнет, просто дуга гуляет от поверхности к поверхности при угловом соединении, возможно я не прав, спалил всего 2 электрода нержи, (в сравнение с МР3 как я теперь уже знаю надо было добавить тока, наклонить электрод сильнее и без колеб. движение варить угол. Также будьте осторожны, шлак этих электродов остывая стреляет — берегите глаза.
движение варить угол. Также будьте осторожны, шлак этих электродов остывая стреляет — берегите глаза.
- Наверх
- Вставить ник
#4 AMBIVERT42
Отправлено 09 October 2012 11:45
Отечественные электроды марок ЦЛ,ОЗЛ требуют привычки и навыков в сварке.Человеку малоопытному в сварке коррозионно-стойких сталей именно такими электродами могу посоветовать электроды ESAB OK-61.30.Это электроды с рутиловым покрытием и работать ими ни чуть не сложнее,чем,скажем,ОК-46.00 или МР-3.Качество шва очень высокое.
- Наверх
- Вставить ник
#5 Саша 90
Отправлено 10 October 2012 22:40
Если легированная и высоколегированная сталь, то нужно варить электродами с толстым или особо толстым покрытием ( если шву не дать медленно остыть будут горячие трещины), на обратной полярности так как эти стали не любят перегрева.
- Наверх
- Вставить ник
#6 Jekan
Отправлено 28 April 2013 08:01
Всем доброго дня. Знакомый попросил приварить нержавеющие детали, а точнее трубы. Стенка около 2мм., но дело не в самих трубах а электродах. Электроды его, для сварки нержавейки, марка и год выпуска не известны. Диаметр 2 и 3 мм. Так вот, когда варю тройкой, иногда примерзает электрод и ничего, срабатывает антизалип и все нормально, но когда 2 мм. электрод, если залип, в считанные доли секунды эл. красный, обмазка осыпается и варить понятно, что им уже не получиться. На что грешить, электрод или инвертор.?
- Наверх
- Вставить ник
#7 Рудольф Шнапс
Отправлено 28 April 2013 09:56
Jekan, электрод и руки.
Попробуйте электроды ЭСАБ ОК 61.30 или хороший эквивалент, и будет у вас так же:
- Наверх
- Вставить ник
#8 svarnoi69
Отправлено 28 April 2013 09:58
Jekan, сырые и старые электроды.
- Наверх
- Вставить ник
#9 Рудольф Шнапс
Отправлено 28 April 2013 10:11
svarnoi69,
я такое наблюдал на электродах ОЗЛ-8. Электроды были новые и просушенные.
Электроды были новые и просушенные.
- Наверх
- Вставить ник
#10 Менгон
Отправлено 28 April 2013 12:50
в считанные доли секунды эл. красный, обмазка осыпается и варить понятно, что им уже не получиться. На что грешить, электрод или инвертор.
На инвертор скорей всего. У меня на старом такое происходило, сменил на новый стали отлично гореть. Разница очень сильная. На новом ХХ-85В. на старом было 75.
- Наверх
- Вставить ник
#11 Jekan
Отправлено 28 April 2013 13:20
На инвертор грешить не хочется, ХХ 92в. 3мм. когда добавишь ток чуть поболее, горят и не раскаляются при залипе, а вот с 2мм. проблемка. А есаб ОК 61.30 1.6 мм. я варил, не залипают они и шов как оловом растекается. Классные электроды. Для нужд прикуплю ОК 61.30, вопросов не будет раскалился не раскалился. Спасибо всем.
3мм. когда добавишь ток чуть поболее, горят и не раскаляются при залипе, а вот с 2мм. проблемка. А есаб ОК 61.30 1.6 мм. я варил, не залипают они и шов как оловом растекается. Классные электроды. Для нужд прикуплю ОК 61.30, вопросов не будет раскалился не раскалился. Спасибо всем.
- Наверх
- Вставить ник
#12 Рудольф Шнапс
Отправлено 28 April 2013 14:57
Jekan, у меня на инверторе холостой ход примерно 50В. Проблем с поджигом электродов нет.
Электроды ОЗЛ-8, ЦЛ-11 и другие отечественные преимущественно с основным покрытием, электроды на видео рутиловые. Основные электроды дают более устойчивый к кислотам шов, чем рутиловые.
Нержавейка варится на относительно низких значениях токах. Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно.
Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно.
Импортные электроды очень дорогие. МОжет кто подскажет отечественные электроды по нержавейке с рутиловым покрытием…
Вполне вероятно, что требуется особый навык для сварки нержавейки основными электродами отечественного производства. Надо не позволять шлаку затекать вперёд.
- Наверх
- Вставить ник
#13 Менгон
Отправлено 28 April 2013 15:24
Рудольф Шнапс, Не знаю как это объяснить тогда. Одни и те же электроды диаметр 2мм, на старом плохо горят, липнут и раскаляются-анти стик даже не срабатывал. На новом горят и ложатся на ура при 35-40А.
На новом горят и ложатся на ура при 35-40А.
- Наверх
- Вставить ник
#14 Рудольф Шнапс
Отправлено 28 April 2013 15:34
Менгон, холостой ход влияет на поджиг электрода, дальше всё определяется вольт-амперной характеристикой и особенностями аппарата.
Uxx 92В наводят на мысль о Транспокете, Макстаре, Минарке и им подобным. Если моё предположение верно, то действительно за аппарат не стоит переживать.
- Наверх
- Вставить ник
#15 Grigorii WELD
Отправлено 29 April 2013 07:39
У нас при сварке нержавейки требование использовать комбинированный способ сварки: Ручная дуговая + Аргон с присадкой. Обязательно при сварке в аргоне использование формовочного газа для защиты корня шва. Электроды Boehler немецкие. Варим инверторами Kemppi, отличные источники с четкой регулировкой. Технадзор будет бдить за соблюдение технологии))
Обязательно при сварке в аргоне использование формовочного газа для защиты корня шва. Электроды Boehler немецкие. Варим инверторами Kemppi, отличные источники с четкой регулировкой. Технадзор будет бдить за соблюдение технологии))
- Наверх
- Вставить ник
#16 NickMNS
Отправлено 02 July 2014 15:35
Извиняюсь за поднятие старой темы. И всем здравствуйте.
Эх, почитал тему, увидел свои проблемы с ОЗЛ-8 (у меня 2,5мм и аппарат СВИ-205 Калибр, но сеть хреноватая). У меня правда всё как-то жестче, даже пару сантиметров шва не выходит, а точечные наплёвки, хотя и залипать уже стал меньше. Ранее залипы были только под отпил болгаркой
С черновым металлом проблем в разы меньше. Посему для набития руки бегаю по округе, варя «за спасибо» чужими электродами (МР-3С 3мм, 2мм неизвестные, и 3мм неизвестные корейцы, со слов соседа). Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт
Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт
Ну и мучаю железки на досуге. С черновой нормально, а нержу ОЗЛ-8 получается только наплёвками, часто круглых капель металла в среде шлака, то есть до первого удара молотком (так «варил» бур, одна ручка отвалилась при пятой попытке в землю воткнуть).
P.S. Тут специализированной темы для салаг-самоучек нема? Большинство вопросов то раскапываю пока по форуму, но мало ли. Чтобы лишние темы не плодить, если появиться какой специфический вопрос.
- Наверх
- Вставить ник
#17 di4
Отправлено 02 July 2014 15:54
ИМХО: ОЗЛ-8. Сварка во всех пространственных положениях шва постоянным током обратной полярности. Плюс у Вас должен быть как шпага у мушкетера в руке! )) Эт Вам не «бесполярный» МР-3. Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть.)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть.)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
#18 NickMNS
Отправлено 02 July 2014 16:21
di4, ОЗЛ-8 Лосиноостровские там было на пачке ограничение «кроме вертикального сверху вниз», а так да, во всех.
То есть с контактом проблема может быть? У моего Калибр СВИ-205 есть болезнь родных кабелей: слабое крепление в районе клеммы с завода. Вчера отваливалась масса, доваривал черновой металл соседу уже на «культе». Сегодня пережал, посмотрел держак, решил: «Хреновато. Пусть работает, пока работает». Через 10 минут пришлось пережимать уже и у держака . Сосед обещал привезти материал, чтобы соединение залудить ещё, надёжности ради.
Электроды купил где-то с недельку-две назад, лежали на складе, полочка средняя по высоте. А дома под кровать засунул в сухое место, МРки свои также храню, а они у меня куплены раньше.
Опять же, к МРке притензий нет, черновой уже варю, держит, хоть и не всегда эстету шов угодит, а вот ОЗЛ-8 на нерже — это беда. Хотя попробую после ремонта кабелей. Вот пока дожди, тут и решил совета спросить)
Как-то читал в отзывах к моему аппарату, что он вообще с ОУНИями не дружит. К тому ж они по черновому металлу? Так что смысл менять освоенные МР-3С? И кому верить тогда? А с ним у меня и при МРках проблем нет, хотя варю сейчас только в нижних положениях.
Кстати, ОЗЛ-8 2,5мм чуть выше возьму 80-90А (по шкале аппарата, чую, в реале ниже ещё ибо сеть плоха), то раскаляются по длинне и осыпаются. Вот и думаю, можно ли их вообще в печке прокалить, или потекут с плиты в топку печи
- Наверх
- Вставить ник
#19 NickMNS
Отправлено 02 July 2014 19:48
И так. В продолжении о попытках работать ОЗЛ-8 2,5мм.
Смена полярностей, игра регулятором с 40 до 205А результатов не дала. В любом режиме дуга стабильная не держится, вместо валика получаются шарообразные «наплёвки», о проваре речи нет, так как в большей части сбивается это непотребство ударами молотка.
Самое интересное, что вне зависимости полярности ОЗЛки у меня стреляют шлаком и металлом в стороны в непомерном количестве, токами уже играл, всё одно. При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
В чём может быть косяк, кроме моего рукожо непрофессионализма? Тип инвентора (Калибр СВИ-205)? Влажность (хотя вроде они из магазина несколько недель назад, а хранились не в сыром месте)?
Если влажность, то можно ли их в условиях дачи прокалить на плите дровенной печи или сгорят?
Вот 2-3мм электроды имеющиеся для черных металлов не выделываются так. Обидно даже.
Кто либо, объясните, насколько работа по черным металлам отлична от работы от нержавейки (электродами соответствующих типов). Лучше ссылкой на материал сравнительный, если таковой есть. Не хочу излишне грузить форумчан.
Сообщение отредактировал NickMNS: 02 July 2014 19:50
- Наверх
- Вставить ник
#20 di4
Отправлено 03 July 2014 08:57
В продолжении о попытках работать ОЗЛ-8 2,5мм.
ИМХО:Ток заявлен 40-60 А. Если нет проплавления возможно валик вы накладываете на очень толстый лист металла и мощьности дуги 2,5 мм не хватает чтобы развести сварочную ванну и проплавить основной метал. Возможно просажена сеть 220 В но тог да бы МР-3С ф 3,0 мм на токе 60 А захлёбывался и стабильно не варил. Попробуйте зажигать электрод так как Вы зажигаете спичку о коробок. Как только появиться дуга сразу старайтесь развести ванну. Держите минимальный дуговой промежуток. Попробуйте для начала варить электродом 4,0 мм Чем больше диамет электрода тем проще манипулировать и легче держать дугу.
Кто ты?! — Я инженер.
- Наверх
- Вставить ник
Как варить нержавейку инвертором в домашних условиях
Нержавеющая сталь относится к числу наиболее популярных материалов, ведь вот уже на протяжении более века человек использует ее для изготовления различных конструкций, активно применяемых в различных сферах. На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
На основе ее создаются такие элементы, как болты, крепежи, баки, арматура, консервные банки и пр.
Когда же приходится производить либо ремонтировать те или иные изделия, то обычно прибегают к помощи ручной дуговой сварки нержавейки электродом, для которой применяется такой аппарат, как инвертор.
Далее речь пойдет о нюансах этого метода, положительных и отрицательных аспектах, а также трудностях, с которыми могут столкнуться новички при проведении ММА сварки.
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом представляет собой процесс, характеризующийся тем, что во время плавления стержня возникает газошлаковая защита благодаря наличию у используемого электрода покрытия. Она имеет вид шлаковой корки, которая разделяет зону дуги и сварочную ванну от окружающего воздуха.
Образованию сварного соединения способствует расплавленный металл элемента, а также металл электродного стержня. В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
В международной практике эта технология получила специальное название — сварка ММА (Manual Metal Arc).
Где чаще всего применяется метод?
Особенности сварки нержавеющей стали при помощи инвертора является то, что она может использоваться в любой ситуации вне зависимости от пространственного положения. При этом нужно помнить о том, что даже наличие опыта не гарантирует создания качественных вертикальных швов. Прибегать к помощи ручной дуговой сварки покрытыми электродами имеет смысл тогда, когда необходимо создать короткие швы, что наиболее востребовано в мелкосерийном производстве деталей.
Подобный метод соединения изделий может применяться и при установке металлоконструкций лишь в том случае, если запланирован небольшой объем работ.
В большинстве случаев РДС нержавейки покрытыми электродами используют в тех случаях, когда выполняются прихватки во время монтажа конструкций под сварку. Также этот вариант может рассматриваться в случае, когда требуется устранить дефекты, имеющиеся на небольших участках шва. Этот метод может применяться и для наплавки.
Этот метод может применяться и для наплавки.
В свете этого можно сделать вывод о том, что его можно использовать в тех ситуациях, когда приходится иметь дело с небольшим объемом работ. Он подходит и для сварки в личных и бытовых целях. В качестве соединяемых элементов могут выступать трубы, металлоконструкции, емкости, баки из нержавеющей стали и пр.
Для чего нужна закалка стали?
Виды закалки
Технологию закаливания человечество применяет на протяжении многих веков. Орудия сельского хозяйства и холодное оружие закаляли уже в Средние века. О закалке нержавеющей стали задумались в эпоху промышленного прорыва, когда понадобились сплавы стали с антикоррозионными качествами. Именно тогда была разработана новая методика закаливания стали, позволившая придать материалам уникальные химико-физические особенности.
Орудия сельского хозяйства и холодное оружие закаляли уже в Средние века. О закалке нержавеющей стали задумались в эпоху промышленного прорыва, когда понадобились сплавы стали с антикоррозионными качествами. Именно тогда была разработана новая методика закаливания стали, позволившая придать материалам уникальные химико-физические особенности.
Нержавеющая сталь имеет игольчатую внутреннюю структуру, именуемую мартенситом, благодаря чему данные сплавы отличаются повышенной прочностью и высоким охрупчиванием. При термической обработке такой стали происходит повышение коэффициента вязкости, что раздвигает рамки их применения.
 youtube.com/embed/Kf8LM7Qorz0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Kf8LM7Qorz0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Плюсы и минусы метода
На фоне прочих методов сварки, например, сварки ТИГ, сварки в защитных газах плавящимся электродом МИГ/МАГ, сварки под флюсом, использование метода соединения нержавейки ММА обеспечивает ряд значимых плюсов:
- подобная технология предусматривает использование специального сварочного аппарата, отличающегося простой конструкции, доступной ценой и небольшими размерами;
- РДС ориентирован на соединение многих видов чёрных и цветных металлов, а помимо этого и разных сплавов, вне зависимости от их толщины;
- отсутствие необходимости в применении дополнительной флюсовой или газовой защиты;
- подобная технология применима в тех случаях, когда трудно добраться до обрабатываемого участка по причине малых размеров конкретного сварочного аппарата.
Вместе с тем у этого метода имеются и определенные недостатки:
- приходится регулярно удалять шлак, образующийся после создания шва;
- учитывая, что сварочный ток проходит в непрерывном режиме по всей длине электрода, приходится выставлять для него ограничение, поскольку в противном случае может возникнуть перегрев электрода, а это может закончиться разрушением покрытия;
- сварка подобным методом требует больше времени.

Как варят нержавейку инвертором в бытовых условиях?
Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях. Также их интересует и то, каким моментам следует уделить особое внимание.
Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению.
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
Для соединения нержавеющих сталей используют ток обратной полярности. Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше.
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.
Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей. Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А. Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Какие факторы учитываются при обработке нержавейки
При соединении заготовок из нержавеющей стали необходимо соблюдать определенные правила и быть знакомым с основными приемами работы с данным металлом. Это позволит избежать наиболее часто встречающихся дефектов и обеспечить высокое качество свариваемым соединениям.
Среди множества правил и требований, следует выделить три, которые нужно обязательно учитывать при выполнении работ:
- Физические свойства легированных сталей. Эти материалы активно взаимодействуют с окружающей средой и чутко реагируют на все изменения. Расплавленный металл, соприкасаясь с кислородом, вызывает реакцию с выделением углерода и последующим образованием по шву крупных пор. В связи с этим, жидкий металл требуется защитить от соприкосновения с внешними газами. Поэтому для работы применяются электроды, покрытые обмазкой, создающей в местах сваривания облако газа, выполняющее функции изоляции. Сквозь него сварщик может нормально просматривать шов и состояние сварочной ванны.
- Перегрев участка. Это случается при больших объемах работ или при длительной фиксации дуги в одной точке. Под действием высоких температур легирующие элементы выгорают и на металле, при попадании на него влаги, появляется ржавчина. Коррозия постепенно разрушает этот участок, и через некоторое время здесь может появиться течь. Специальные настройки позволяют снизить ток до 20%, от сварочного тока, используемого для соединения обычных сталей, и защитные качества нержавейки против коррозии остаются без изменений.
- Нержавеющая легированная сталь отличается более высокими показателями линейного расширения по отношению к обыкновенным черным металлам. В случаях нарушения каких-то правил, внутри нержавейки могут активно происходить многие негативные процессы, незаметные со стороны. Температура электрической дуги приводит к образованию расширенных размеров детали в конкретном месте сварки, а в процессе снижения температуры металл постепенно возвращается на свое место. В результате таких движений образуются микроскопические поры и трещины, нарушается герметизация и целостность в сварочном шве. В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
 Сквозь него сварщик может нормально просматривать шов и состояние сварочной ванны.
Сквозь него сварщик может нормально просматривать шов и состояние сварочной ванны. В результате таких движений образуются микроскопические поры и трещины, нарушается герметизация и целостность в сварочном шве. В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
В результате таких движений образуются микроскопические поры и трещины, нарушается герметизация и целостность в сварочном шве. В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.Как сваривать нержавейку инвертором?
Если вы решили варить нержавеющие изделия при помощи инвертора своими руками, то в первую очередь вам необходимо узнать, чем варят нержавейку. Разобравшись с этим, вам станет ясно, придется подготовить следующие материалы и инструменты:
Разобравшись с этим, вам станет ясно, придется подготовить следующие материалы и инструменты:
- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- средства для защиты тела: маска, перчатки и костюм.
Также следует позаботиться о наличии зажимов типа «крокодил» для заземления. Также в арсенале мастера должны присутствовать электрододержатели, силовой кабель для заземления. В некоторых случаях они изначально входят в комплектацию инвертора. Однако в большинстве случаев владельцу приходится нести дополнительные расходы по их приобретению. Лучше всего, чтобы кабели достигали в длину не менее 2 метров.
Актуальным для большинства владельцев является вопрос, какие электроды лучше использовать для сварки нержавейки. В значительной степени на успех при проведении этих работ влияет правильный расчет соотношения толщины металла и применяемого электрода.
Какие типы металлов можно сваривать нержавейку инвертором и особенности сварки таких металлов?
Под ручной дуговой сваркой нержавейки с применением инвертора принято понимать универсальный технологический процесс, к которому прибегают для соединения цветных и черных металлов, а помимо этого любых сплавов вне зависимости от их толщины, однако чаще всего этот параметр имеет значение от 3 до 20 мм.
В ряде случаев сварка может проводиться с различными классами нержавеющей стали, однако это возможно лишь в том случае, если конструкция будет эксплуатироваться в определенных условиях, а сам процесс сварки будет осуществляться при помощи электродов определенных марок.
К числу таковых вариантов нержавейки можно отнести следующие:
- жаропрочные;
- коррозионностойкие;
- жаростойкие.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
| 1 | 30 – 40 | 12 |
| 1,5 | 40 – 60 | 13 |
| 2 – 3 | в пределах 80 | 14 – 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Самые качественные и красивые швы получаются, если нержавейка соединяется полуавтоматической сваркой под защитой аргона. Но не у каждого домашнего мастера есть возможность приобретения дорогого оборудования и газа. Когда не важна эстетика соединения, необходимое качество достигается сваркой нержавейки инвертором.
Электроды для сварки нержавейки
Если варить нержавейку планируется при помощи ручной дуговой сварки, что чаще всего выбор следует устанавливать на каких типах электродов:
Имеющие основное покрытие (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2). Они подходят для сварки на постоянном токе обратной полярности. Причем роль покрытия здесь выполняют карбонаты кальция и магния.
Имеющие рутиловое покрытие (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46. 00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
00 d3,0). В большинстве своем их изготавливают на основе двуокиси титана. Востребованы для соединения изделий при помощи переменного тока и постоянного тока обратной полярности. С их помощью можно поддерживать стабильное горение дуги и добиться сокращения количества брызг.
Чтобы понять, какие электроды для соединения нержавеющей стали будут наиболее подходящими, необходимо исходить из видов стали, которую требуется сварить.
Модели аппаратов для сварки нержавейки
Чтобы принять верное решение в пользу необходимого инвертор для РДС, при выборе следует обращать внимание на ряд моментов:
- рабочий диапазон температур. Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице.
- мощность и сила сварочного тока аппарата. Если планируется варить нержавейку в бытовых условиях, то выбор можно остановить на оборудовании для сварки, обеспечивающим выходной ток с показателем 180 А. Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
- отклонение от номинального напряжения сети не должно превышать 20%, что не скажется на качестве сварки.
- следует обращать внимание на присутствие дополнительных функций, среди которых наибольший интерес представляют Hotstart, Arcforce, Antistick.
 Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.Особенности процесса
При закалке стали требуется непрерывное наблюдение за:
Как происходит процесс закалки сталей
- равномерным нагревом края и середины изделия;
- появлением синих и чёрных пятен на поверхности нержавейки, они свидетельствуют о сильном и неравномерном нагреве;
- сохранением температурных показателей;
- однородным охлаждением в жидкости.
В качестве такой жидкости чаще применяют обычную воду либо машинное масло. Изменение цвета при закалке металла контролируется по специальной цветовой схеме.
Настольная микроволновая печь Panasonic с инверторной технологией — 1,6 куб.
 футов Нержавеющая сталь
футов Нержавеющая стальНастольная микроволновая печь Panasonic с инверторной технологией — 1,6 куб. футов из нержавеющей стали
Артикул: 112362419МОДЕЛЬ: NN-SD775S
339,99
Минимум 15 долларов США в месяц
Количество
Выполнено Hanover
Бесплатная доставка
Обзор
Когда дело доходит до всего, что вы ожидаете от микроволновой печи, ничто не сравнится с эффективностью размораживания, приготовления и разогрева микроволновой печи Panasonic Cyclonic Wave от RC Willey. Циклоническая волна с инверторной технологией обеспечивает самый быстрый и эффективный способ приготовления и наслаждения более ароматными закусками, гарнирами и блюдами с идеально приготовленными краями и полностью нагретыми центрами при всех уровнях температуры. Это идеальное сочетание для продвинутого приготовления пищи в микроволновой печи. Благодаря разнообразным методам приготовления продукты не только быстрее готовятся, но и идеально готовятся, варятся, тушатся и готовятся на пару, сохраняя при этом необходимые витамины и питательные вещества, которые вы хотите получить в своих блюдах.
Доступно только для онлайн-покупки. Этот продукт поставляется напрямую от производителя, поэтому доставка RC Willey недоступна.
Особенности
- Cyclonic Wave обеспечивает сверхэффективное приготовление, размораживание и разогрев при всех температурах с высокой мощностью 1250 Вт
- Запатентованная инверторная технология™ создает плавный поток энергии даже при низких настройках для точного приготовления пищи с сохранением вкуса и текстуры
- Приготовление/разогрев с датчиком Genius создает великолепные блюда благодаря автоматической настройке уровня мощности и времени приготовления и размораживания
- Интеллектуальные, интуитивно понятные элементы управления включают 19 предустановленных вариантов меню для повседневных блюд и закусок, а также ручное управление для более смелых меню выходного дня
Спецификация
- Коллекция
- Панасоник
- Модель
NN-SD775S
- Размеры
- 21,9″Ш Икс 19,9 «Д Икс 11,9″Н
- Вес
- 37 фунтов.
Отзывы
Другие предметы из этой коллекции
Настольная микроволновая печь Panasonic с инверторной технологией — 2,2 куб. футов из нержавеющей стали
419,99Мясорубка Panasonic Heavy Duty
159,99Подпишитесь на рассылку.
Узнавайте первыми о новинках, специальных предложениях, распродажах, скидках и многом другом!
Уведомление о конфиденциальности
Мы используем информацию, полученную из файлов cookie, и ваши данные, чтобы улучшить качество обслуживания клиентов. Пожалуйста нажмите здесь, чтобы просмотреть нашу политику конфиденциальности и настроить параметры конфиденциальности.
34-литровый инверторный комбинированный микроволновый прибор NN-CD87KSBPQ
34-литровый инверторный комбинированный микроволновый печь NN-CD87KSBPQ | Panasonic Великобритания и Ирландия$ #,###.00 000 010 //panasonic-australia.ibrandiq.com/en/Widgets/FluidPanAU/{0} //panasonic-australia.ibrandiq.com/Products/MultipleInStock/FluidPanAU/{0}
ДобавленоУдалено
Розничная цена продажи:
Купить
Магазин Бар
Магазин Бар Цена (РРЦ) 869.0
/au/consumer/where-to-buy. html?L1=0900&L2=0901
ЛОЖЬ ЛОЖЬ НН-CD87KS ЛОЖЬ
Цена (рекомендованная розничная цена)$ 869,00
Купить
- Бар в магазине
Компактная комбинированная микроволновая печь для всей семьи
Компактная инверторная комбинированная микроволновая печь объемом 34 л с отмеченным наградами элегантным дизайном из нержавеющей стали. Функция «Подогрев одним нажатием» и опции «Здоровое меню для детей» помогают с легкостью приготовить здоровую пищу для всей семьи.
Добавить в список желанийУдалить из списка желаний
NN-CD87KSQPQ
Цена (РРП)869,00
Купить
- Магазин Бар
Характеристики
Многофункциональность Универсальность
Хотите узнать больше о технологии внутри вашей конвекционной микроволновой печи Panasonic и о том, как она может упростить приготовление пищи? Шеф-повар Марион Грасби объясняет универсальные возможности этих кулинарных героев, от жарки, гриля, выпечки и приготовления на пару до удобного меню для детей.
Наслаждайтесь комбинированными кулинарными рецептами
Попробуйте жареную утку по рецепту Гуа Бао от шеф-повара Шелли Фройдево, приготовленную в нашей конвекционной микроволновой печи NN-CD87KS 3-в-1. Оставьте утку в сладко-соленом маринаде не менее чем на 30 минут, и вы получите прекрасный копченый пикантный вкус.
Простой разогрев одним нажатием без переваривания или недоваривания
Просто положите продукты и нажмите кнопку «Старт». Датчик Genius определяет условия нагрева, а инвертор точно регулирует мощность для оптимального нагрева одним нажатием кнопки.
Этот простой шаг обеспечивает оптимальный нагрев различных блюд.
Сенсор Genius для идеального приготовления и разогрева
Сенсор Genius обеспечивает превосходные результаты при приготовлении каждого блюда. Усовершенствованный датчик измеряет уровень пара внутри микроволновой печи и автоматически устанавливает оптимальное время. Таким образом, вы можете приготовить множество блюд, просто выбрав предпочитаемую сенсорную автоматическую программу, например, свежую рыбу, и нажав кнопку «Старт». Нет необходимости выбирать мощность, время или вес.
Инверторная микроволновая технология
При приготовлении пищи с использованием микроволн вы, возможно, заметили, что ваша пища готовится неравномерно, с холодными и пережаренными участками.
Инверторная технология Panasonic решает эту проблему, обеспечивая непрерывный нагрев с регулируемой мощностью, что обеспечивает равномерное приготовление пищи.
Комбинированные программы приготовления для быстрых профессиональных результатов
Комбинированный 1.
Гриль высокий + микроволновка 440 Вт
Комбинированный 2.
Конвекция 180°C + Микроволны 100 Вт
Комбинированный 3.
Конвекция 220°C + Микроволны 440 Вт
Комбинированный 4.
Конвекция 200°C + Микроволны 440 Вт
Комбинированный 5.
Конвекция 160°C + Микроволны 440 Вт
Вкус свежей выпечки с программами повторной выпечки
Эти автоматические программы позволяют повторно выпекать хлеб так, как если бы он был только что из пекарни. Микроволновая печь автоматически предварительно нагревает камеру с помощью конвекции, а затем повторно выпекает хлеб с помощью комбинации гриля и мощности микроволн.
Домашняя кухня с 7 программами детского меню
Разнообразие свежих и здоровых блюд для детей всегда у вас под рукой. Это отличный помощник при приготовлении домашних блюд для здоровья и безопасности детей.
Широкий выбор популярных кулинарных программ
Широкий выбор автоматических программ для приготовления пищи одним нажатием кнопки.
Компактный дизайн с большим внутренним пространством из нержавеющей стали
Компактный, изысканный дизайн
Простой минималистичный дизайн придает стильный вид любой кухне. Кроме того, он компактен, поэтому вы можете использовать кухонное пространство на 15 % эффективнее.
* По сравнению с моделью конкурента.
Большое внутреннее пространство
Помещение для посуды и продуктов питания шириной 360 мм. Кроме того, вы можете готовить в больших кастрюлях, так что вам не придется перекладывать продукты в другую посуду. Просто возьмите его прямо к обеденному столу для дополнительного удобства.
Конструкция из высококачественной нержавеющей стали
Предназначен для дополнения современного кухонного интерьера. Плоские внутренние поверхности обеспечивают легкую очистку.
Комплект отделки
Идеально интегрируйте NN-CD87KS в вашу кухню с нашим комплектом отделки NN-TK81KCSCP.
Рецепты приготовления в микроволновой печи на The Ideas Kitchen
Качественная кухонная техника – ничто без отличных рецептов. Вкусная и простая в приготовлении, The Ideas Kitchen раскроет вашего внутреннего шеф-повара с восхитительными рецептами, которые помогут вам максимально эффективно использовать хлебопечку Panasonic, рисоварку, микроволновую печь или другое.
Приятного просмотра, готовки и, самое главное, еды!
Посмотреть рецепты для микроволновки
Размер и вес
- Высота
- 343 мм
- Ширина
- 560 мм
- Глубина
- 450 мм
- Вес
- 18 кг
Емкость 34 л
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Объем духовки
34 л
Инвертор
Да
Мощность микроволн
1000 Вт
Мощность гриля
Кварц 1300 Вт
Конвекционная печь с вентилятором
40, 100-220 °С
Уровни мощности микроволн
7
Уровни мощности гриля
3
Комбинированные настройки
Переменная
Автоматические программы
30
Размер поворотного стола
360 мм
Интерьер
Нержавеющая сталь
Дверная ширма
Обычное стекло
ЖК-дисплей
Белый светодиод
Панель управления
Внутренние размеры Ш x Г x В
Внешние размеры Ш x Г x В
560 х 450 х 343 мм
ПРИНАДЛЕЖНОСТИ
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Автогид
Да
Хаос/Турборазморозка
Да
Турбоподогрев
Датчик повторного нагрева
Датчик приготовления пищи
Да
Демонстрационный режим
Да
Замок от детей
Да
ОБЩИЕ СВЕДЕНИЯ
Открыть новую страницу для печати
отзывов
ОТЗЫВЫ ПОЛЬЗОВАТЕЛЕЙ
Отзывы покупателей
ЧИТАЙТЕ И ПИШИТЕ ОТЗЫВЫ
Аксессуары
NN-TK81KCSCP
• Комплект отделки для NN-CD87KS
• 596 x 410 (ШxВ мм)
Посмотреть все аксессуары
Узнайте больше о продукте
Ознакомьтесь с ассортиментом кухонной техники Panasonic
Повысьте уровень своей кухни с помощью отмеченных наградами приборов, которые делают приготовление пищи легким, быстрым и питательным, что необходимо для активного образа жизни.
Инверторная технология – новый способ приготовления
Откройте для себя радость свежей и здоровой пищи с инверторной технологией Panasonic для микроволновых печей – равномерно приготовленные блюда в кратчайшие сроки.
Простые советы для чистой и свежей микроволновой печи
Эти полезные советы помогут вам с уверенностью почистить микроволновую печь и добиться блестящего результата.
Схемы установки комплекта накладок для микроволновых печей Panasonic
Микроволновые печи Panasonic выпускаются в большом количестве моделей. Независимо от того, какой из них вы выберете, существует комплект отделки, позволяющий легко превратить его в стильный встроенный блок.
Что такое конвекционная микроволновая печь?
Конвекционные микроволновые печи сочетают в себе технологию конвекционной печи и возможности микроволн в одном корпусе.
Результаты исследования*: микроволновые печи Panasonic в Австралии занимают первое место в мире по многим причинам.
Эти умные помощники на кухне могут делать гораздо больше, чем просто разогревать и размораживать! * Отчет о микроволновых печах в Австралии.
Просмотреть больше в этой категории
Микроволновые печи с конвекцией/грилем
Получить поддержку
Best Air Fryers 2022
Фритюрницы предлагают быстрый и простой способ приготовить хрустящую жареную пищу в домашних условиях, а некоторые модели даже имеют дополнительные функции, такие как жарка, запекание и обезвоживание. Если вы следите за тем, что вы едите, вы можете приготовить еду на скорую руку без беспорядка или лишних калорий, связанных с приготовлением пищи с маслом; даже если вы этого не сделаете, вы можете наслаждаться удобством фритюрницы. После тестирования ведущих моделей с приготовлением куриных крылышек, жарением картофеля фри и выпечкой печенья Ninja Air Fryer Max XL стала лучшей аэрофритюрницей благодаря своей способности идеально готовить хрустящую пищу в удобном и простом в использовании гаджете. Если вы ищете более доступный продукт, который по-прежнему может обеспечивать высококачественные результаты, фритюрница Instant Vortex объемом 6 кварт — это фантастическое соотношение цены и качества.
Мы проверили 8 лучших фритюрниц, чтобы найти 3 лучших варианта.
ИЛЛЮСТРАТОР: Forbes ФОТО: Розничные продавцы Фритюрницы — это удобная настольная плита, которая разнообразит ваше еженедельное меню. Подобно конвекционной печи, они используют вентилятор для циркуляции воздуха вокруг продуктов, чтобы сделать их хрустящими, подрумяненными или поджаренными. Как профессиональный шеф-повар и мама годовалого ребенка, я знаю, что рабочее пространство — это первоклассная недвижимость, и на большинстве загруженных кухонь нет места для еще одного мелкого прибора. Я твердо убежден, что если вы собираетесь добавить еще один гаджет, он должен быть функциональным, эффективным и универсальным. В дополнение к моему практическому тестированию, чтобы найти лучшие фритюрницы, я поговорил с экспертами Брюсом Вайнштейном, Марком Скарбро и шеф-поваром Деймоном Дейем, чтобы найти лучшие фритюрницы. Вайнштейн и Скарборо написали девять книг о кухонных гаджетах, в том числе The Essential Air Fryer Cookbook и готовящуюся к выпуску Библию Instant Air Fryer Bible. Шеф-повар Дэймон Дэй является шеф-поваром нью-йоркского фудтрака The Steak Truck и имеет опыт работы с аэрофритюрницами в ресторанах, на домашних кухнях и фудтраках.
Ниже приведен список всех победителей нашего процесса тестирования:
- Лучший результат: Фритюрница Ninja Max XL
- Лучшее соотношение цены и качества: Фритюрница Instant Vortex на 6 литров
- Лучшая духовка Smart Air Fryer:
skimresources.com/?id=106821X1564016&xs=1&xcust=5e9d2e095429aa00076f4970&url=https%3A%2F%2Fwww.breville.com%2Fus%2Fen%2Fproducts%2Fovens%2Fbov950.html»> Breville Joule Oven Air Fryer Pro
Моя квалификация
Имея степень в области кулинарного искусства Института кулинарного образования и многолетний опыт работы профессиональным шеф-поваром в ресторанах, кухнях общественного питания и частных домах, я всегда ищу способы заставить свою кухню работать. более гладко и эффективно. Как независимый рецензент продуктов питания, я стремлюсь помочь другим домашним поварам сделать то же самое. Я использую свой профессиональный кулинарный опыт, чтобы давать обоснованные и подробные рекомендации по продуктам, которые помогают домашним поварам вести домашнее хозяйство более эффективно. Недостатка в бытовых гаджетах нет, поэтому я выбираю функциональные, универсальные и доступные по цене продукты. Вы можете найти мои работы в Food & Wine, Real Simple, FoodNetwork. com, Taste of Home и других.
Как я тестировал лучшие аэрофритюрницы
Как и любой кухонный гаджет, аэрофритюрницы должны быть удобными, простыми в использовании и простыми в хранении. Прежде чем тестировать любой из этих продуктов, я оценил эстетические факторы, такие как то, сколько места каждый продукт занимает на столешнице, насколько легко его хранить и насколько сложно его настроить. Я наблюдал за панелью управления и обращал внимание на то, насколько простыми или сложными могут быть элементы управления для новичка.
Затем я запускаю каждую фритюрницу, чтобы проверить ее основные функции. Чтобы проверить способность жарки на воздухе с сухими продуктами и небольшим количеством кулинарного спрея, я поджарил замороженный картофель фри. Чтобы проверить способность жарки на воздухе с жирной, жирной пищей, я обжарил куриные крылышки, чтобы увидеть, как каждая духовка справится с капающим соком, чтобы убедиться, что они не создают дыма. Чтобы проверить способность к выпеканию, я испекла печенье с шоколадной крошкой и пирожные и наблюдала, насколько равномерно пропекаются десерты, при этом следя за тем, чтобы они не становились слишком хрустящими и не чернели снаружи.
Чтобы обеспечить постоянство в моих кулинарных тестах, я использовал те же настройки температуры и времени, чтобы … [+] приготовить крылышки, картофель фри и печенье.
Laura DenbyДля каждого отдельного рецепта я использовал одну и ту же температуру и время для каждого продукта, чтобы обеспечить согласованность по всем направлениям, а затем оценил готовые продукты. Картофель фри и куриные крылышки должны быть неизменно золотистыми и хрустящими по всей корзине, с нежными, влажными внутренностями. Я наблюдал за цветом и текстурой каждого продукта в конце процесса приготовления. Наконец, я оценил, насколько легко чистить каждую корзину или поднос в стандартной раковине.
Лучшая аэрогриль в целом
Ninja Kitchen
Ninja Air Fryer Max XL
Стиль: Корзина | Максимальная температура: 450 градусов | Гарантия: 1 год | Функции приготовления: 7
Best for
- Разнообразие кулинарных проектов в одной простой в использовании машине
- Быстрое и равномерное обжаривание
- Во фритюре текстура без хлопот приготовления с маслом
Пропустить, если
- У вас низкие шкафы
Если вам нужна элегантная, эффективная и простая в использовании многофункциональная фритюрница, Ninja Air Fryer Max XL — наш лучший выбор. Шеф-повар Дэймон Дэй говорит, что самым важным аспектом аэрофритюрницы является быстрая циркуляция воздуха, чтобы продукты получались хрустящими и хрустящими, и эта с легкостью справилась с этим. Эта удобная плита быстро нагревается и обеспечивает эффективную циркуляцию воздуха, благодаря чему мы каждый раз получали пищу, которая была равномерно прожарена или хрустела до совершенства. Во время моего практического тестирования эта фритюрница приготовила самые нежные, но хрустящие куриные крылышки, золотистый и хрустящий картофель фри и самое влажное печенье с шоколадной крошкой из всех конкурентов. Мы обнаружили, что более широкий температурный диапазон и способность достигать 450 градусов помогают этому продукту получать хрустящие продукты с большей точностью.
Благодаря простым функциям приготовления пищи и четкой, лаконичной цифровой панели управления навигация Ninja проста. Просто выберите один из универсальных вариантов — максимальная хрустящая корочка, жарка на воздухе, жарка на воздухе, жарка на воздухе, запекание, подогрев и обезвоживание — и отрегулируйте время и температуру по мере необходимости. Панель управления достаточно проста для новичка или случайного пользователя, с достаточным количеством расширенных опций, чтобы порадовать продвинутых домашних поваров. Ninja имеет диапазон температур от 105 градусов по Фаренгейту до 450 градусов по Фаренгейту, что означает, что он легко достигает достаточно высоких температур, чтобы поджарить даже слишком сырую пищу, подрумяненное мясо или овощи. Хотя цифровая панель управления имеет предустановки, вы также можете вручную переключаться между конкретным временем и температурой для большей точности в зависимости от вашего рецепта.
Ниндзя показал хрустящие, стабильные результаты при тестировании таких продуктов, как картофель фри, крылышки и печенье.
Laura Denby На протяжении всего тестирования эта фритюрница давала ровные и стабильные результаты, которые отличались от результатов конкурентов. Куриные крылышки вышли с хрустящей корочкой и влажным, нежным мясом, картофель фри был повсеместно золотистым, а печенье выглядело так, как будто его выпекали в традиционной духовке с жевательными, тягучими центрами. Мне понравилось, что антипригарная поверхность корзины для приготовления пищи делает ее невероятно простой в уходе, поэтому любой капающий сок или жир можно легко стереть водой с мылом. Я обнаружил, что Ninja достаточно большой, чтобы готовить партии рецептов и жареных блюд, хотя он был меньше, чем некоторые фритюрницы, которые я тестировал. Он вмещает 5,5 литров еды, что соответствует примерно 3 фунтам картофеля фри или куриных крылышек (во время тестирования я смог приготовить пакет картофеля фри и крылышек, который должен накормить несколько человек). Ninja отлично подходит для повседневного использования, например, для запекания овощей, разогрева остатков или оживления размокших блюд на вынос, но он так же хорош для приготовления закусок в игровой день или закусок в особых случаях.
Конструкция Ninja упрощает использование и очистку по сравнению с другими фритюрницами, которые я тестировал. Корзина выдвигается интуитивно и оснащена перфорированной полкой, которая помогает воздуху проходить под едой. Ширина варочной поверхности составляет 11 дюймов, что достаточно для четырех больших печений или достаточно вместительно для пакета картофеля фри или крылышек. Тем не менее, если вы хотите готовить больше во фритюрнице, мы рекомендуем Instant Vortex большего размера, наш победитель с лучшим соотношением цены и качества. Instant Vortex достаточно большой, чтобы жарить цыплят или готовить большие порции.
Когда дело доходит до чистки, мне нравится, что корзину Ninja можно мыть в посудомоечной машине, но я обнаружил, что эту духовку очень легко мыть и вручную — благодаря антипригарному покрытию на поверхности фритюрницы. Просто вытрите жир или капли бумажным полотенцем или промойте водой с мылом. Не забывайте избегать металлической посуды — силикон лучше всего подходит для ухода за посудой с антипригарным покрытием.
Несмотря на то, что эта духовка гладкая и не занимает слишком много места на прилавке, она более высокая, поэтому вам следует измерить свои шкафы, прежде чем вкладывать средства в нее. При высоте почти 15 дюймов это немного выше, чем у некоторых других духовок, которые мы тестировали, поэтому будьте внимательны, если у вас низкие шкафы.
На эту фритюрницу распространяется ограниченная годовая гарантия, и компания предлагает 60-дневную гарантию возврата денег. Ninja предлагает дополнительные аксессуары, которые продаются отдельно, например, многослойную вставку, позволяющую обезвоживать два слоя еды одновременно.
Аэрофритюрница Best Value
Instant Home
Instant Vortex 6-квартовая аэрофритюрница
Стиль: Корзина | Максимальная температура: 400 градусов | Гарантия: 1 год | Функции: 4
Best для
- Простые проекты Fryring
- Приготовление целой курицы
- Внесение Soggy Life
Скип, если 9003
. и свистки
Для покупателей, которые ищут большую, эффективную и функциональную фритюрницу по доступной цене, фритюрница Instant Vortex объемом 6 кварт станет отличным выбором. Многие другие машины, которые я тестировал, имеют несколько избыточных функций, которые большинству поваров не понадобятся. Instant Vortex, напротив, отсекает шум, фокусируясь на четырех основных функциях. Это удобная машина с более простой панелью управления, чем у некоторых конкурентов, поэтому вы можете легко выбирать из четырех различных предустановок. На панели управления используется цифровой экран с легко читаемыми кнопками для каждой функции и циферблатом для ручного увеличения времени или температуры. Он также больше, чем Ninja, если вы хотите приготовить больше еды за раз.
Сама машина дала результаты, аналогичные Ниндзя, но по более низкой цене. Функция «Обжаривание в воздухе» позволяет приготовить хрустящую курицу и картофель фри, а функция «Выпечка» — влажное жевательное печенье. Корзина и лоток аэрофритюрницы имеют антипригарное покрытие, которое легко протирать, но каждый предмет также можно мыть в посудомоечной машине. Корзина на самом деле вмещает больше еды, чем Ninja — при ширине 12,36 дюйма она может вместить до 6 литров еды, по сравнению с емкостью Ninja 5,5 литров. Чтобы продлить срок службы фритюрницы, не используйте металлические инструменты при работе с антипригарным покрытием. Силиконовые или деревянные инструменты помогут предотвратить царапины и повреждения с течением времени.
В наших тестах Instant Vortex дает хрустящую, хрустящую пищу.
Лаура Денби Мне понравилось, насколько просто использовать эту машину при тестировании. Четыре функции упрощают процесс приготовления, что делает его идеальным для начинающих. Он подает звуковой сигнал, чтобы предупредить пользователей, когда он закончил предварительный разогрев, и снова подает звуковой сигнал в середине процесса, чтобы вы могли перевернуть, встряхнуть или перемешать продукты для более равномерного приготовления. Эта функция напомнила мне о переворачивании продуктов, что всегда помогает добиться равномерной хрустящей корочки. Дополнительная выгода? Корзина подсвечивается, поэтому вы можете удобно видеть, что происходит внутри духовки, не открывая дверцу. Хотя он немного менее универсален, чем Ninja Max XL, он отлично показал себя в наших тестах, оказавшись хорошим выбором по более доступной цене.
Это отличный вариант для домашних поваров, но если вам нужен более точный контроль температуры для получения очень хрустящих блюд, может оказаться полезным наличие машины с более высоким диапазоном температур. На него предоставляется ограниченная гарантия сроком на 1 год, а запасные части или аксессуары, такие как решетка и набор противней для пиццы, можно приобрести отдельно.
Best Smart Air Fryer Oven
САМАЯ ПОПУЛЯРНАЯ
Breville
Breville Joule Oven Air Fryer Pro
Стиль: Духовка | Максимальная температура: 480 градусов | Гарантия: 2 года | Функции: 13
Лучшее для
- Автоматизированное приготовление пищи с помощью приложения Joule
- Замена нескольких гаджетов на столешнице, таких как тостер, печь для пиццы и фритюрница.
- Приготовление хрустящей пиццы благодаря более высокому диапазону температур.
Пропустить, если
- Место для хранения или столешницы ограничено
Как бы вы ни любили готовить, у каждого бывают дни, когда хочется, чтобы ужин был организован на автомате. Благодаря полностью автоматизированной печи Breville Joule Oven Pro теперь это возможно. Эта фритюрница в виде тостера отличается от остальных 13 предустановленными функциями приготовления, всеми из которых можно управлять с помощью приложения Breville Joule. В зависимости от того, какой рецепт вы выберете, после того, как вы нажмете кнопку «Старт», духовка плавно изменит время приготовления, температуру и функции для приготовления вашего блюда. Нет необходимости стоять над духовкой и следить за ней, духовка и прилагаемое приложение сделают всю работу за вас. Хотя приложение является удобным инструментом для занятых поваров, которые хотят установить его и забыть о нем, вы можете работать без него. Во время нашего теста мы смогли приготовить все вручную, и духовка работала так же быстро и легко без использования приложения.
Эта печь показала хорошие результаты в наших тестах: курица и картофель фри получились золотистыми и хрустящими, а печенье с шоколадной крошкой выпекалось так же, как в обычной духовке. Однако, поскольку это не специальная фритюрница, мы заметили, что продукты, обжаренные в этой духовке, не достигают такой же ультра-хрустящей текстуры, как у нашего лучшего победителя. Тем не менее, этот прибор делает больше, чем просто обжаривание на воздухе. Мне понравилось, что духовка подсвечивается, чтобы вы могли видеть, что происходит внутри, не открывая дверцу, а полки автоматически выдвигались, когда вы открывали дверцу, чтобы можно было переворачивать продукты. Попрощайтесь с ожогами запястий и суставов — эта бонусная функция избавляет от необходимости лезть в горячую духовку, чтобы взять готовую еду.
Breville Joule — самая большая и универсальная духовка, которую мы тестировали.
Laura Denby Безусловно, самая универсальная плита в нашем списке, это отличный вариант для тех, кто ищет умный гаджет «все в одном»: печь для пиццы, аэрофритюрницу, конвекционную печь и дегидратор. При ширине 21,5 дюйма и глубине 17,3 дюйма это также самая большая печь, которую мы тестировали, что означает, что она может вместить лоток для листов размером 9×13 дюймов, форму для кексов на 12 чашек или 14-фунтовую индейку. Печь поставляется с одним противнем для пиццы, двумя двусторонними решетками, решеткой для гриля, эмалированной жаровней и корзиной для обжаривания и обезвоживания. Цифровое лицо пользователя легко понять, просто используйте диск для переключения между любой из 13 функций. Вы также можете вручную настроить время и температуру, вращая отдельные циферблаты.
Несмотря на то, что в этой духовке можно приготовить хрустящую курицу, важно помнить, что корзинку для обжаривания следует использовать только в том случае, если вы жарите сухие продукты (например, картофель или брюссельскую капусту). Любые продукты, с которых может капать жир или сок, следует класть на один из противней, чтобы сок не попал на источник тепла и не вызвал его дымления. Я обнаружил, что внутреннюю часть этой духовки чистить немного сложнее, чем некоторые стандартные фритюрницы с полностью антипригарным покрытием. Он также очень большой, поэтому будьте внимательны, если вы работаете на компактной кухне с минимальным количеством мест для хранения. Двухлетняя ограниченная гарантия является самой продолжительной гарантией среди всех других фритюрниц в этом списке. Если вам нужны запасные части, вы также можете заказать аксессуары, такие как корзина для крошек поддона, корзина для жарки в воздухе, решетка для духовки и противень для выпечки отдельно.
Другие продукты, которые я тестировал
Я протестировал пять других продуктов, каждый из которых имеет множество фантастических преимуществ, но в конечном итоге не попал в число наших любимых специализированных фритюрниц.
Philips Air Fryer XXL : Это потрясающая фритюрница, в которой готовятся хрустящие куриные крылышки, золотистый картофель фри и превосходное печенье. Он едва не попал в нашу тройку лучших, но в конечном итоге он не так удобен, как некоторые другие фритюрницы. Он занимает гораздо больше места на столешнице, а панель управления не такая простая и понятная.
Аэрогриль Cosori Max XL : Эта печь показала отличные результаты, но не так проста в использовании, как некоторые другие. Это было громко при работе, и мы обнаружили, что кнопка на ящике громоздка и сбивает с толку. Курица и картофель фри получились идеально приготовленными, но печенье подгорело и почернело снаружи.
Духовка для тостера Cuisinart Air Fryer : Хотя эта духовка поразила нас своими способностями к выпечке, она не выдержала остальных моих тестов в качестве специальной аэрофритюрницы. Это универсальная и функциональная тостерная печь, но мы бы не рекомендовали ее, если вы ищете фритюрницу, которая может добиться таких же хрустящих и хрустящих результатов, как фритюрница.
Откидная духовка Ninja Foodi Dual Heat 13-в-1 : Вы не сможете превзойти портативность и удобство этого тостера, который откидывается, когда он не используется. Я был в восторге, увидев, что печенье идеально пропекается, но оно не соответствовало производительности других фритюрниц при жарке таких вещей, как крылышки или картофель фри. Я заметил, что и крылышки, и картофель фри хорошо подрумянились сверху, но были немного сырыми снизу. Поэтому я бы не рекомендовал его в качестве специального варианта жарки.
DASH Tasti-Crisp : Мне понравилось, насколько простым и понятным является этот продукт. Он легко жарил крылышки и картошку фри, но не мог испечь печенье, не обжигая его по краям. Я исключил его из нашего списка из-за отсутствия универсальности и маленького размера.
Как выбрать аэрогриль
Фритюрницы работают почти так же, как конвекционные печи. Воздух быстро циркулирует вокруг духовки через систему вентиляторов, что помогает пище приобретать хрустящую хрустящую текстуру, которой славятся фритюрницы. Вот почему Вайнштейн и Скарборо сказали мне, что «фритюрница на самом деле не «фритюрница». Это осушитель горячего воздуха. Он использует потоки очень горячего воздуха для высушивания покрытий до тех пор, пока они не станут невероятно хрустящими без большого количества масла (а иногда и вовсе без него)».
У большинства аэрофритюрниц есть корзина или решетка, которая позволяет продуктам располагаться над основанием, поэтому воздух может даже циркулировать вокруг дна, создавая тем самым поток тепла на 360 градусов. Вайнштейн и Скарборо поделились некоторыми советами по покупке фритюрницы по электронной почте. «Ищите прочную машину», — писали они. «В целом, чем больше металла, тем стабильнее, надежнее и долговечнее. Металлическая фритюрница лучше удерживает тепло, служит дольше и работает эффективнее. Дешёвый пластиковый, не очень. Вот что следует учитывать при покупке фритюрницы.
Размер Принося новый гаджет на кухню, всегда важно оценить его размер и доступное место для хранения. Вайнштейн и Скарборо сказали: «Хотя фритюрница — это небольшой настольный прибор, размер по-прежнему является наиболее важным фактором, который вы должны учитывать. Это хорошая идея, чтобы купить самую большую машину, с которой вы можете удобно обращаться или хранить». Наличие более крупной машины позволит вам готовить различные продукты в больших количествах. Всегда важно не переполнять фритюрницу — аэрофритюрницу или фритюрницу, — поэтому наличие корзины большего размера поможет разместить продукты, что приведет к более равномерному потоку воздуха и более хрустящим продуктам.
Фритюрницы бывают разных форм и размеров, поэтому сначала оцените столешницу и высоту шкафа, чтобы убедиться, что они поместятся в шкафу во время использования. Вам также нужно будет измерить ящик и любые предметы, которые необходимо очистить, чтобы убедиться, что они легко помещаются в вашей раковине. Наконец, обязательно учитывайте вместимость корзины для приготовления пищи и помните, для скольких человек вы будете готовить на регулярной основе. Как правило, 5-литровая корзина для приготовления пищи подойдет большинству небольших семей.
Универсальность Некоторые аэрофритюрницы выполняют несколько функций: запекают, жарят, подсушивают и поджаривают продукты, в то время как другие только обжаривают на воздухе. Хотя многофункциональные плиты могут сэкономить место и деньги, они не всегда обладают такой же способностью к поджариванию, как специальная фритюрница. Прежде чем выбрать продукт, оцените, для чего вы будете его использовать. «Выяснение того, какие настройки доступны на фритюрнице, поможет вам принять лучшее решение», — сказал Дай. «Возможно, наиболее важным вопросом, который нужно решить, является то, хотите ли вы фритюрницу, которая является просто фритюрницей или фритюрницей, которая также может делать много других вещей. Некоторые из них просто фритюрницы, в то время как другие имеют настройки, которые позволяют вам жарить, обезвоживать, расстойку и многое другое», — добавил он.
Если вы ищете обтекаемую и простую машину, выбирайте фритюрницу с простой панелью управления и без многих других функций. Если вы хотите справиться с различными кулинарными проектами с помощью одной удобной машины, вам лучше всего подойдет многофункциональный продукт.
Стиль Что касается аэрофритюрниц, то можно выбрать один из двух стилей: в виде корзины и в виде тостера.
Фритюрницы корзинчатого типа имитируют фритюрницу: продукты располагаются на решетке, а воздух поступает со всех сторон для приготовления продуктов. Фритюрницы в виде корзин имеют ручки, поэтому их легко открывать одной рукой и встряхивать или переворачивать продукты. Этот режим идеально подходит для жарки таких продуктов, как куриные крылышки, картофель фри, хрустящая брюссельская капуста или домашние чипсы из тортильи. В этом стиле воздух быстро циркулирует по всей корзине, чтобы приготовить пищу со всех сторон. Хотя вы можете выпекать в большинстве фритюрниц в виде корзины, результаты не всегда так стабильны, как в тостере. Это означает, что фритюрницы в виде корзины обычно не так многофункциональны, как фритюрницы в виде тостера, которые позволяют вам готовить такие вещи, как пицца, рогалики и тосты — это простые плиты, которые эффективно циркулируют воздух для получения хрустящих и хрустящих результатов. .
Фритюрницы-тостеры имеют множество различных функций для выпекания, жарки, обезвоживания, тостов и т. д. Еда лежит на противнях или решетках, которые горизонтально вдвигаются в духовку. Тепло исходит снизу, как в традиционной духовке. Эти фритюрницы — отличный вариант для покупателей, которым нужен многофункциональный продукт, способный выполнять множество различных задач в одном приборе.
Какой бы тип аэрогриля вы ни выбрали, помните, что секрет получения хрустящей корочки — поток воздуха. Это означает, что вы должны выбрать фритюрницу, которая поставляется с аксессуарами, необходимыми для облегчения потока воздуха со всех направлений. Проволочная или сетчатая корзина для обжаривания позволяет продуктам подниматься над основанием, чтобы воздух мог равномерно циркулировать под ними. Если вы работаете со стилем тостера, убедитесь, что противень поставляется с проволочной или сетчатой решеткой, которая находится поверх него. Это необходимо для обеспечения хрустящей корочки, которая не остается в собственном жире или соке. Прежде чем выбрать фритюрницу — в виде корзины или в виде тостера — убедитесь, что она поставляется с какой-либо корзиной для жарки, чтобы продукты оставались хрустящими.
Как готовить в посуде с покрытием из нержавеющей стали
5-слойная
Покрытие из нержавеющей стали
— самый универсальный материал для посуды, благодаря контролю температуры, который позволяет идеально приготовить практически все, что вы хотите (ну, кроме яичницы-болтуньи). , вы можете использовать для этого
Non Stick
). Но независимо от того, обжариваете ли вы,
тушите
, варите,
тушите
или увариваете, нержавеющая сталь справится с этой задачей идеально. Вот почему он продолжает оставаться основой ресторанов по всему миру. И все же, при приготовлении пищи с использованием нержавеющей стали есть много вещей, которые могут быть пугающими, например, пригорание или пригорание пищи. Однако, если вы используете правильную технику, всего этого легко избежать. Посмотрите это видео или следуйте инструкциям ниже.
1. Темперируйте пищу
Еще до того, как ваша кастрюля коснется источника тепла, вы должны убедиться, что ингредиенты, из которых вы будете готовить, имеют комнатную или как можно более близкую к комнатной температуру. Когда холодная пища касается горячей сковороды, она имеет тенденцию прилипать. Кроме того, приготовление белков при комнатной температуре помогает обеспечить их равномерное приготовление.
2. Разогрейте сковороду
Будь то
Сковорода
для обжаривания,
Кастрюля
для тушения или
Кастрюля
для тушения, предварительный разогрев сковородок обязателен. Поскольку металлическая композиция
из нержавеющей стали
, состоящая из алюминиевого сердечника, обеспечивает идеальную теплопроводность, вам нужно только предварительно нагреть сковороду на среднем или слабом огне, чтобы начать. Вы можете уменьшать или увеличивать огонь, продолжая готовить, но лучше всего начать нагревать сковороду на слабом или среднем уровне.
3. Испытание водой
На среднем или слабом огне дайте вашей сковороде из нержавеющей стали прогреться в течение 1–2 минут. Лучший способ узнать, готова ли ваша сковорода к маслу, — добавить в нее небольшую каплю воды. Если ваша сковорода имеет правильную температуру, капля останется целой и будет двигаться по сковороде, как шарик, вращающийся на тарелке. Если ваша сковорода слишком холодная, она будет пузыриться и быстро испаряться. Если ваша сковорода слишком горячая, она разобьется на более мелкие капли и очень быстро разлетится по сковороде.
4. Добавьте свое масло
Как только ваша сковорода нагреется до идеальной температуры, пора добавить в нее растительное масло
. Масло должно нагреться до температуры, что займет около 1-2 минут. Вы узнаете, когда ваше масло будет готово, когда оно начнет блестеть или мерцать и начнет рябить поверхность. Если ваше масло начинает дымиться, сковорода слишком горячая, и вам следует уменьшить температуру. Мы рекомендуем избегать кулинарного спрея, так как он может прилипнуть к поверхности сковороды.
5. Добавьте ингредиенты
Если вы готовите с белками или овощами, убедитесь, что они комнатной температуры (или настолько близкой, насколько это возможно), и убедитесь, что они сухие (как требует рецепт). для предотвращения прилипания. Холодная пища или любая влага, оставшаяся на ваших ингредиентах, будет мешать достижению
реакции Майяра
, подрумянивания корочки.
6. Время переворачивать
Если вы выполнили все описанные выше шаги, ваша еда сообщит вам, когда пора перевернуть. На ваших белках сформируется корочка, которая естественным образом отделится от сковороды, благодаря чему ее очень легко перевернуть. Что касается овощей, вы сможете идеально обжарить их, независимо от того, тушите ли вы морковь и сельдерей или карамелизируете лук.
7. Предотвратите прилипание пищи
Беспокойство по поводу прилипания пищи может стать проблемой, когда речь идет об использовании посуды из нержавеющей стали. Если вы боитесь устроить беспорядок, выполните следующие действия. Помните, что если какая-то еда прилипает, ее обычно можно относительно легко очистить с помощью
одного из этих методов
.
Следите за своей течкой. Если вы готовите на слишком сильном огне, еда, скорее всего, подгорит и прилипнет ко дну. Поскольку посуда из нержавеющей стали известна тем, как быстро она нагревается, нет необходимости слишком сильно нагревать ее. Приготовление на среднем уровне почти всегда должно быть достаточным.
Используйте достаточное количество масла. Вы не хотите готовить в сковороде из нержавеющей стали без защитного слоя масла. Убедитесь, что вы используете что-то с соответствующей точкой дымления
, чтобы не перегревать масло, что может привести к его запеканию.
Будьте осторожны с деликатными продуктами. Слоеную рыбу и
яйца
можно приготовить в нержавеющей стали, но вам может понадобиться добавить больше масла. Если вы беспокоитесь о том, что они прилипнут, выберите наш
Кухонная посуда с антипригарным покрытием
или
хорошо выдержанный кусок углеродистой стали
, на котором образовалась естественная антипригарная патина.
Полностью вымойте посуду. Убедитесь, что вы начинаете с чистой поверхности, когда готовите с покрытием из нержавеющей стали. Старое масло может образовать липкую пленку, которая прилипнет к ингредиентам.
Готовы готовить?
Есть причина, по которой нержавеющая сталь так популярна в ресторанной индустрии. Если вам
обжаривание овощей
, обжаривание стейка или даже приготовление бульона – это подходящий материал для работы. Теперь, когда вы знаете, как готовить с покрытием из нержавеющей стали, ознакомьтесь с нашей полной линейкой кастрюль, сковородок и наборов посуды с покрытием из нержавеющей стали.
Forma Campers превращает каплевидный трейлер в просторное оригами
На открытом воздухе
Просмотр 18 изображений
Посмотреть галерею — 18 изображений По мере того, как каплевидный трейлер продолжает набирать популярность во всем мире, мы продолжаем видеть новые, необычные альтернативы оригинальной форме, от прочных квадратных капель аэрокосмического класса до изогнутых кубов. Последняя разработка исходит от латвийского стартапа Forma campers, который отклоняется от оригинального дизайна с арочной спинкой, сохраняя при этом размер, компоновку и базовый вес, сравнимые с более традиционными разрывами. Мы можем только назвать это оригами-каплей, надев костюм из граненого алюминия поверх двухместного салона с подкладкой из матраса и заднего камбузного люка. Его просторный салон и большая дверь в виде крыла чайки образуют прочный базовый лагерь, который идеально подходит для сна, обеда, удаленной работы в дороге и просто для того, чтобы посидеть и полюбоваться видом.
13-футовый (4-метровый) Forma не совсем похож на любой другой трейлер для кемпинга, который мы видели в прошлом, но он напоминает нам комбинацию нескольких из них. Общая форма больше всего напоминает нам FIM Migrator. Граненые бока напоминают трейлер Polydrops EV. И странные углы, идущие во все стороны, выглядят так, как будто это придумали космические умы, стоящие за Taxa Outdoors. Нам особенно нравится сопоставление углов передней и задней фасеток, расположенных под углом наружу.
2022 CC Weiss/New Atlas
.Forma использует легкую конструкцию, чтобы сделать прицепы удобным вариантом для водителей компактных и/или электрических транспортных средств. Сэндвич-панели имеют наружную обшивку из алюминия толщиной 1 мм, покрывающую изоляцию толщиной 28 мм. Forma отказывается от алюминиевого шасси в пользу проверенной прочности оцинкованной стали, сотрудничая со специалистом по шасси AL-KO. Стальные крылья с порошковым покрытием венчают 16-дюймовые колеса. Указанный базовый вес составляет 1212 фунтов (550 кг), а полная масса автомобиля составляет 1650 фунтов (750 кг).
Неповторимому внешнему виду Forma помогает привлечь к себе внимание негабаритное крыло чайки. Именно эта комбинация остановила нас как вкопанный и привела нас к стенду Forma на выставке Caravan Salon в Дюссельдорфе несколько недель назад.
Forma Campers на выставке Caravan Salon 2022CC Weiss / New Atlas
В отличие от более узких крыльев чайки, используемых на нескольких других прицепах размером с каплю, включая ранее соединенные Polydrops P17A и FIM Migrator, дверь в форме крыла чайки простирается от переднего края прицепа до вершины единственной оси. Это обеспечивает особенно широкий и удобный вход, а также места внутри и снаружи для одного или двух человек, которые могут использовать их, наслаждаясь природными пейзажами, возможно, с чашкой утреннего кофе.
CC Weiss/New Atlas
Спальная кабина Forma уютна и функциональна, а изюминкой является опускающаяся столешница в центре верхнего шкафа в задней части. Он служит небольшим обеденным столом и столом для ноутбука и одновременно имеет доступ к проходу на кухню, чтобы упростить подачу еды и напитков. Матрас имеет размеры 55 x 79 дюймов (140 x 200 см) в горизонтальном положении, а также складывается благодаря многопанельной конструкции. Жалюзи, розетки 12 В/230 В/USB, вентиляционное отверстие в крыше и бело-красное светодиодное освещение также входят в стандартную комплектацию.
Кухня выполнена в соответствии с мантрой легкого дизайна Forma. В стандартную комплектацию входят только раковина, столешница из нержавеющей стали, мебель из балтийской березы, бело-красное светодиодное освещение и электрические розетки. Он также включает в себя специальное место для холодильника или холодильника с морозильной камерой; покупатели могут добавить холодильник и плиту из листа опций Forma или принести свои собственные. Аккумулятор емкостью 12 В на 80 Ач и подключение к береговому источнику питания на 230 В обеспечивают электроэнергию, а модернизация до батареи на 165 Ач, солнечная зарядка и инвертор доступны опционально.
CC Weiss/New Atlas
Кемпинговый прицеп Forma официально дебютировал на выставке Caravan Salon по специальной стартовой цене 16 900 евро (около 16 950 долларов США) без учета НДС. Опции включают дизельный обогреватель, аудиосистему Bluetooth, передний служебный ящик, багажник на крыше и систему безопасности с отслеживанием GPS.
Источник: Forma Campers
Посмотреть галерею — 18 изображений К. К. Weiss
Крис присоединился к команде New Atlas в 2011 году и сейчас работает редактором по автомобилям и автодомам, много путешествуя, чтобы собирать последние новости об автомобилях, спортивном снаряжении для активного отдыха и других инновациях, призванных помочь людям испытать и насладиться большим миром вокруг них.
Распродажа Amazon: Распродажа Amazon 2022: лучшие предложения на кондиционеры, холодильники, стиральные машины, мобильные телефоны, телевизоры и кухонную технику
Наступила распродажа Amazon Prime Day 2022, которая является самой ожидаемой ежегодной распродажей для всех участников Amazon. Он битком набит большими скидками, потрясающими обменными предложениями и невероятной экономией на покупках. Во время этого мероприятия премиальные бренды представляют новые модели и делают скидки на все товары высокого класса.
Лучшие электронные товары, такие как кондиционеры, холодильники, посудомоечные машины, мобильные телефоны, телевизоры и кухонная техника, продаются со скидкой. Amazon раскрыл свои ранние предложения и продукты Kickstarter, чтобы вы могли делать покупки.
Мы собрали все эти устройства вместе с деталями, чтобы вы могли быстро и легко совершить покупку. Так чего же ты ждешь? Когда начнется распродажа, прокрутите вниз, сделайте свой выбор, добавьте его в корзину и приготовьтесь к покупке.
Командная линейка продуктовAmazon Sale 2022
Buy Now
Мобильный телефон Ранние сделки
Команда Productline
Amazon Sale — Mobile & Accessories
Buy Now