Художественные швы — Аргонодуговая сварка — TIG
#1 chegevarik
Отправлено 26 February 2012 22:55
Популярное сообщение!
- Наверх
- Вставить ник
#2 ZX7
Отправлено 26 February 2012 23:12
сварка тигом
- Наверх
- Вставить ник
#3 som
Отправлено 27 February 2012 07:04
- Наверх
- Вставить ник
#4 chegevarik
Отправлено 27 February 2012 13:25
на пластине и трубе видны следы от керамического сопла (сварка с опиранием сопла)
шовчик на загляденье
- Наверх
- Вставить ник
#5 Лепило
Отправлено 27 February 2012 14:18
chegevarik а вы разве не были в фотогалереи? Там много отличных работ с описанием.
Здаётся мне у вас промелькнула мысль типа «не фига себе, я тоже так хочу…» при рассмотрении сего произведения
Особенно красиво они смотрятся в приборостроении. Когда сам прибор сварен из нескольких камер например и ручки для переноса приварены на внешний вид также как и все швы. Такое ощущение что робот делал.
Сегодня вот подключали «масса-мер» фотка правда не очень. Вот этот «железный горб» из нержавейки приварен возможно таким же способом.
Да почти все приборы там так сварены. Валики настолько точно по расстоянию что ну как робот. Хотя может и робот но я сомневаюсь.
Прикрепленные изображения
- Наверх
- Вставить ник
#6 chegevarik
Отправлено 27 February 2012 20:42
Здаётся мне у вас промелькнула мысль типа «не фига себе, я тоже так хочу.
..»
 ..»
..» при чем тут проблема с мышлением , просто наткнулся на эту фотку в гугле а описания по ней не было , понятно что не человек варил , вот и решил у более опытных спросить , а то что ты выложил больше походит на полуавтомат .
- Наверх
- Вставить ник
#7 tig
Отправлено 27 February 2012 20:50
…понятно что не человек варил…
Варил как раз человек, робот так не сможет.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#8 chegevarik
Отправлено 27 February 2012 21:18
Варил как раз человек, робот так не сможет.

Видео бы посмотреть по этой сварке и почему робот так не сможет.Машину программирует человек ,какие манипуляции заложит так машина и заварит.
- Наверх
- Вставить ник
#9 tig
Отправлено 27 February 2012 23:59
Присадка подается вручную (одна рука), горелка в другой руке. Моторика движений настолько сложная что запрограмировать не получится, а человек на подсознательном уровне варит. В «сварочных швах» есть похожие фото- http://websvarka.ru/…wtopic=166&st=0
Помнится Belaz даже видео снимал и выкладывал. Здесь blazen79 похожие щвы ложит http://websvarka.ru/…topic=1305&st=0 , (на второй странице смотри), МИХА75 помнится тоже шикарные швы показывал когда фланцы приваривал с зазором чуть ли не 5 мм.
Видео по технике с опиранием сопла есть здесь: http://websvarka.ru/…?showtopic=1344 Пояснения правда на португальском.
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#10 chegevarik
Отправлено 28 February 2012 00:17
Присадка подается вручную (одна рука), горелка в другой руке. Моторика движений настолько сложная что запрограмировать не получится, а человек на подсознательном уровне варит. В «сварочных швах» есть похожие фото- http://websvarka.ru/…wtopic=166&st=0
Помнится Belaz даже видео снимал и выкладывал. Здесь blazen79 похожие щвы ложит http://websvarka.ru/…topic=1305&st=0 , (на второй странице смотри), МИХА75 помнится тоже шикарные швы показывал когда фланцы приваривал с зазором чуть ли не 5 мм.
Видео по технике с опиранием сопла есть здесь: http://websvarka.ru/…?showtopic=1344 Пояснения правда на португальском.

спасибо ,красота что ни говори, рдс рядом не стояла
- Наверх
- Вставить ник
#11 АВН
Отправлено 09 March 2012 11:22
Красота пока не зачистили побежалось,смотрится как змеиная шкура.Похоже делали на спор,чтобы доказать «вот как умею».О работе из-за денег разговор не шёл…можно отделку в два прохода-быстро и качественно заварить.
- Наверх
- Вставить ник
#12 ljambdazond
Отправлено 07 April 2012 10:58
Добро всем времени суток!
Я сварщик любитель. Нет ни разряда, мало опыта. Научите как Тигом варить нержавейку получая такие вот красивые швы:
Нет ни разряда, мало опыта. Научите как Тигом варить нержавейку получая такие вот красивые швы:
Расскажите про технику сварки таких швов.
- Наверх
- Вставить ник
#13 АВН
Отправлено
Кнопку нажал,кнопку отпустил,подвинул горелку,кнопку нажал,кнопку отпустил,подвинул горелку,кнопк…-бац по рукам.
Эх,жалко наш ОТКшник Жора этого не видит,может нервный срыв получил бы.
- Наверх
- Вставить ник
#14 МИХА75
Отправлено 07 April 2012 14:34
художественные швы-красиво конечно. Но [font=helvetica, arial, sans-serif]ОТКшник Жора и правда [/font][font=helvetica, arial, sans-serif]нервный срыв получил бы.Не принята в наших ГОСТ,ОСТ и др.требованиях такая чешуйчатость .[/font]
Но [font=helvetica, arial, sans-serif]ОТКшник Жора и правда [/font][font=helvetica, arial, sans-serif]нервный срыв получил бы.Не принята в наших ГОСТ,ОСТ и др.требованиях такая чешуйчатость .[/font]
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#15 Менгон
Отправлено 08 April 2012 12:30
Здесь должен быть в наличии поворотный стол с приводом и серьёзный аппарат с расширенными отдельными настройками ИР: продолжительность пикового/нижнего тока(импульса) с регулируемым плавным нарастанием/спадом импульсной синусоиды.
- Наверх
- Вставить ник
#16 afoninal
Отправлено 08 April 2012 13:25
Поворотный стол — он же позиционер… ага, весчь хорошая, у меня в хозяйстве есть.
Прикрепленные изображения
- Наверх
- Вставить ник
#17 Менгон
Отправлено 08 April 2012 14:12
у меня в хозяйстве есть.

На работе или в личном пользовании, сколько фаз? Тоже охота себе заиметь, обечайки и прочие круговые швы удобно и красиво получаются.
- Наверх
- Вставить ник
#18 afoninal
Отправлено 08 April 2012 14:37
На работе, конечно. Однофазный, да, удобно, очень. Но, привыкаешь к нему, расхолаживаешся, а потом без него уже варить — стрёмно… К хорошему быстро привыкаешь, для квалификации это вредно ИМХО…
- Наверх
- Вставить ник
#19 ARGONIUS
Отправлено 11 April 2012 12:42
МИХА75, не, Миш, присадку быстро топить на огромном токе мне не меньше понравилось
АВ, а за что бац по рукам? В судостроении так низя?
Кстати шов на фото у меня вызывает смутные сомнения. .резкая граница цветов побежалости не нравится.. Вид- то конечно у шва понтовый.. А вот скорость остывания, разной стороны шва явно неодинакова.. Уж больно подозрительно на предмет зоны напряжения для возникновения будущей трещины..
.резкая граница цветов побежалости не нравится.. Вид- то конечно у шва понтовый.. А вот скорость остывания, разной стороны шва явно неодинакова.. Уж больно подозрительно на предмет зоны напряжения для возникновения будущей трещины..
Ну, мож я и неправ..не знаю.
http://argonius52.ru/
- Наверх
- Вставить ник
#20 АВН
Отправлено 11 April 2012 18:00
По рукам и др.частям тела дают за несоблюдение геометрии шва и «чешую».
- Наверх
- Вставить ник
Как правильно варить шов электросваркой начинающим: технология и правила
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.
Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Простота использования для новичков.
- Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
При сгорании, обмазка создаёт газовую защиту шва, предохраняя его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.
После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Какие бывают виды и типы электродов по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?
Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
- Углеродистой и легированной стали
- Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.
Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
- Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.
- Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
- Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
- Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
- Металл меньше разбрызгивается.
- Легкий повторный поджиг электрода.
- Стабильность дуги во всех пространственных положениях.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как варить вертикальный шов
Приступая к сварке, необходимо ознакомится с последовательностью каждой из требующихся манипуляций:
- сделать внизу нахлест приготавливаемых поверхностей;
- начинать всегда следует не с заготовленного нахлеста, а немного выше. Таким образом, не придется все исправлять при допущении ошибки;
- варить при этом лучше всего без отрывания дуги;
- включив аппарат, после каждого нажима проговаривать про себя 22 и приступать к изготовлению нового шва;
- после окончания, очистить снаружи и изнутри поверхность от образовавшегося шлака и, при необходимости, приступать аналогичным образом сваривать обратную сторону.
 Таким образом, не придется все исправлять при допущении ошибки;
Таким образом, не придется все исправлять при допущении ошибки;Эти рекомендации помогут освоить вертикальный шов, даже если вы новичок в сварочном деле. Немного тренировок – и вы научитесь варить швы профессионально.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья — Инструменты и принадлежности для ручной дуговой сварки: базовый набор. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
- Электроды.
- Маска сварщика.
- Краги или защитные перчатки.
- Защитная курка, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.

О выборе маски для сварки металла специалист рассказывает в этом видео.
Оптимальный выбор начинающего сварщика – маска со светофильтром типа «хамелеон».
Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.
При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.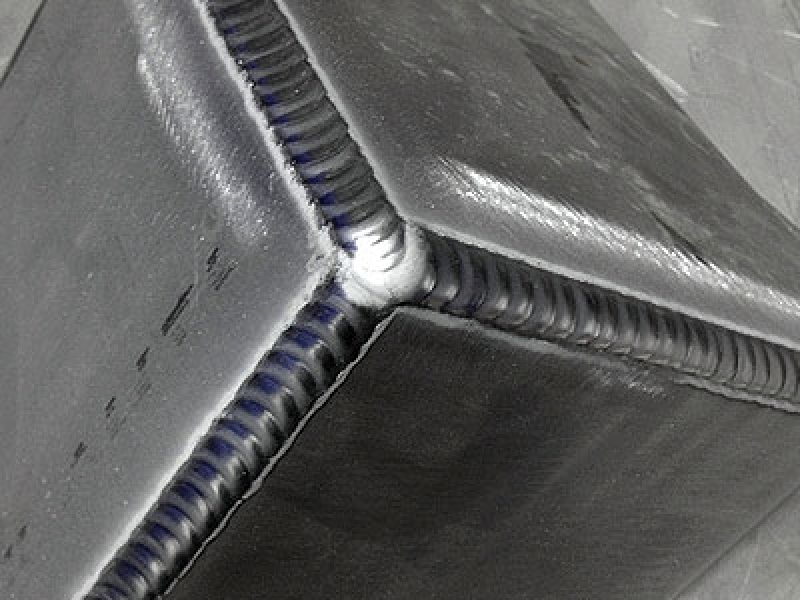
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Секреты и техника сварки инвертором для начинающих
В этой части мы ответим на самые распространённые вопросы начинающих сварщиков.
benyaПользователь FORUMHOUSE
Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.

HukToПользователь FORUMHOUSE
Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков — горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.
JamesDouglasПользователь FORUMHOUSE
А как точно определить оптимальный сварочный ток?
Сергейб3Модератор FORUMHOUSE
Возьмите металлическую заготовку. Выставите ток побольше и варите. Если прожигаете металл, уменьшайте ток. Найдите ту силу тока, при которой вам будет комфортно варить без прожига металла. Опыт нарабатывается практикой. Потренируйтесь на ржавых кусках металла, набейте руку. После нескольких электродов, сожжённых на прихватках по ржавчине, потом, на хорошем металле, дело пойдет быстрее.
efhПользователь FORUMHOUSE
Мой совет: тщательно зачищайте свариваемые детали и стыки от ржавчины и краски до чистого металла.
Сергейб3Модератор FORUMHOUSE
Хороший совет. Ещё можно научится варить красивые швы на вертикале. После выполнения такой тренировки, горизонтальный шов становится идеальным.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Сварка шва: вертикальный, горизонтальный, потолочный
Расположение поверхности, на которой выполняется сварка, относительно вертикали, влияет на шов. Разберем, как правильно варить вертикальные, горизонтальные и потолочные швы.
Профессиональный сварщик должен уметь создавать надежные, непроницаемые для воды и других жидкостей швы вне зависимости от расположения поверхности, на которой делается сварка. Сила тяжести существенно влияет на распределение навариваемого металла внутри шва. Разберемся в особенностях выполнения вертикальных, горизонтальных и потолочных швов, а также рассмотрим несколько полезных советов от профессиональных сварщиков.
Виды сварочных швов
Многообразие форм соединяемых поверхностей, а также вариантов их взаимного расположения, заставила выработать изрядное количество разновидностей сварочного шва. Вот несколько примеров классов швов, принятых в отечественной типологии:
- По числу создаваемых наплавляемых слоев в валике (или по числу прохождений) выделяют однослойные и многослойные швы.
- По расположению валика наваренного металла. Если металл наваривается только с одной стороны, шов односторонний, а если с обеих сторон – двусторонний.
- По положению плоскости, в которой располагается шов, относительно вертикали, выделяют нижние и потолочные швы. Если же плоскость шва близка к вертикали, то в зависимости от движения электрода выделяют вертикальный тип (электрод идет сверху вниз ли наоборот) и горизонтальный тип (движение электрода – слева направо).

Наиболее проста для освоения техника проведения сварочных работ в нижнем положении, когда плоскость шва расположена параллельно поверхности Земли. В остальных случаях сила тяжести начинает препятствовать нормальному распределению наплавляемого металла. Наиболее часто вызывает замешательство у начинающих сварщиков потолочный шов, когда приходится проваривать стык, расположенный над головой.
Также определенную специфику задает тип соединения, который определяется конфигурацией свариваемых деталей. Остановимся на основных типах поподробнее.
Остановимся на основных типах поподробнее.
Соединение встык
Этот вариант применяется для соединения металлических листов, стального проката, труб. Между деталями оставляют небольшой зазор (порядка 2 мм), а сами детали жестко фиксируют струбцинами. Расплавляемый электрической дугой металл электрода заполняет зазор, образуя шов
[warning]Если металл тонкий (до 4 мм), допускается не проводить зачистку кромок. Обработка заключается только в удалении ржавчины. Делается односторонний шов, как правило, в один проход. Если же металл толще 4 мм, придется снять на кромках фаску. Способ обработки кромок показан на рисунке.[/warning]
Число слоев наплавления и размещения их по сторонам от стыка зависит от толщины металла. Тип разделки кромок также определяется, исходя из толщины. Так, у листов в 10 мм готовят только одну кромку и проваривают шов с одной стороны, а при толщине металла в 12 мм уже более целесообразно снять фаски на обеих кромках и с обеих сторон.
Свариваем металл внахлест
Этот вариант применяют, если требуется соединить два листа с толщиной не более 8 мм. Наиболее важный момент в этом случае – угол расположения электрода. Если он будет слишком большим или маленьким, навариваемый металл не попадет в стык. Надежность соединения в таком случае резко снится, либо детали не будут соединены вовсе.
[warning]Соединение внахлест всегда проваривают с обеих сторон. Иначе не проваренная сторона откроет доступ влаге между листами металла, что создаст благоприятные условия для коррозионных процессов.[/warning]
Тавровое и угловое соединения
Если две детали образуют в точке соединения литеру «Т», образуется тавровое соединение, а литеру «Г» — угловое. В данном случае число швов и фасок, снимаемых на кромках, также определяется толщиной металла:
- До 4 мм кромки не обрабатывают, шов кладут с одной стороны
- От 4 до 12 мм допускается обработка как одной, так и двух сторон, шов одинарный.
- Толще 12 мм – спиливают фаски на обеих сторонах и швов делают два.

Специфика таких соединений по сравнению с соединением встык – угол между листами и электродом. Если обе детали одинаково толстые, стараются расположить электрод строго по биссектрисе (средней линии) угла, сваривая металл «в лодочку». В этом случае наплавляемый шов хорошо заполнит стык под действием силы тяжести.
[warning]Если один лист заметно тоньше, чем другой, угол между электродом и толстым листом увеличивают, доводя до 60°.Тогда большая часть жара попадет на толстый лист, и нет опасности, что тонкий металл прогорит насквозь.[/warning]
Главная сложность при выполнении углового соединения (особенно если нет возможности расположить детали «в лодочку») в том, что сила тяготения заставляет расплав стекать вниз, и тогда в вершине шва металла будет гораздо меньше. Такой дефект существенно снижает прочность. Чтобы его избежать, требуется правильно подобрать диаметр электрода и следить, чтобы электрод находился вверху, в углу и внизу одинаковое время.
Как варить вертикальный
Главная проблема при сваривании шва, находящегося в вертикальной плоскости и расположенного вертикально, состоит в стремлении расплава стекать вниз. Чтобы этому препятствовать, уменьшают длину дуги. Порой можно даже опереться электродом на место сваривания, лишь бы он не прилипал к металлу.
Выбор направления движения также важен. Допускается двигаться как вниз, так и вверх. Но второй вариант легче, так как дуга не позволит содержимому сварной ванны течь вниз. Большинство начинающих сварщиков выбирают именно этот способ. Направление движения – либо петлями, либо зигзагообразно.
Подготовка металла осуществляется по стандартной технологии. А вот вопрос, отрывать дугу или нет, более сложен. Многие начинающие предпочитают варить с отрывом, давая металлу остыть. Но времени такая техника отнимает больше, да и шов получается не таким ровным.
Горизонтальный и его специфика
При выполнении горизонтального шва сварочная ванна стекает на нижнюю кромку. Наклон электрода делают большим, но величина определяется по силе тока. Вот еще несколько советов от профессиональных сварщиков:
Наклон электрода делают большим, но величина определяется по силе тока. Вот еще несколько советов от профессиональных сварщиков:
- Хотя допускается движение в обоих направлениях, у правшей получается ровнее наваривать металл, если электрод идет слева направо.
- Точку зажигания дуги располагают на нижней кромке.
- Электрод ведут спиралью или восьмерками.
- Для достижения лучшего результата электрод склоняют немного назад по ходу.
Если металл плавится и стекает слишком сильно, ускоряют движение электрода. Также допускается небольшое понижение силы тока. Металл будет успевать остыть, если периодически отрывать дугу. Главное – не злоупотреблять этими способами, вводя их постепенно, по мере необходимости.
Потолочный: не так сложно, как кажется
Данный шов – один из самых трудных в освоении. Из-за гравитации капли расплавленного электрода так и норовят сорваться вниз, что чревато ожогами. Страдает также качество шва. Поэтому очень важно прогревать металл до достаточных температур, но при этом давать сварочной ванне возможность остыть.
[warning]Еще одна проблема, связанная с потолочными швами, порождена движением газов, образующихся при сварке. Пузырьки станут подниматься, накапливаясь в корне шва, из-за чего его прочность получается ниже. Поэтому если есть хоть малейшая возможность расположить детали по-другому, ей стоит воспользоваться.[/warning]
Если все же пришлось варить «над головой», применяют следующие приемы:
- Электрод строго под 90° к плоскости шва.
- Дуга в процессе работы как можно короче.
- Движения короткие, круговые.
- Периодически дуга гасится, чтобы металл остывал.
Так добиваются приемлемого качества шва. Но все же в производстве такие швы используют крайне редко из-за сложности исполнения и низкого качества.
Зачистка швов
Как правило, свежий шов выглядит не эстетично. На поверхности остается шлак, окалина, брызги металла. Сварочный валик существенно выступает над поверхностью. Чтобы изделие имело красивый вид, проводят зачистку швов.
Для выполнения комплекса операций по окончательной отделке шва нужны инструменты:
- Молоток и зубило, чтобы сбить окалину.
- Болгарка и диск для шлифовки металла, чтобы сгладить выступающий из шва валик.
- Абразивные пасты для окончательной шлифовки.
После зачистки детали красят или покрывают оловом (лудят).
Возможные дефекты
При недостаточном опыте сварщика или использовании недостаточно качественного оборудования и расходных материалов неминуемо возникают дефекты. Некоторые из них существенно снижают качество шва и требуют переделки, другие имеют скорее эстетический характер. Наиболее распространенные дефекты – это неравная ширина шва и заполнение «где густо, где пусто».
Также причиной дефекта может оказаться неверно подобранная сила тока, длина дуги или скорость прохождения электрода. На рисунке показано, как эти оплошности влияют на качество шва.
Также у начинающих сварщиков часто получаются не проваренные на всю глубину швы и т. н. подрезы (канавки в металле вдоль шва), прожоги, поры в металле, трещины. Если обнаружено слишком много дефектов, лучше срезать шов и наложить заново.
н. подрезы (канавки в металле вдоль шва), прожоги, поры в металле, трещины. Если обнаружено слишком много дефектов, лучше срезать шов и наложить заново.
При внимательном и критичном отношении к своей работе быстро накапливается опыт. И тогда швы будут все более ровными, прочными и красивыми.
Советы профессионалов при сварных работах
Мы рекомендуем для просмотра несколько полезных видеофрагментов. Они помогут вам лучше представить технику выполнения описанных разновидностей швов. Кроме того, создатели видео открывают несколько профессиональных секретов, постигнутых с опытом:
Надеемся, что наша статья помогла вам понять тонкости выполнения всех видов швов. При кажущейся сложности работы в некоторых положениях, ее технику вполне можно освоить, если подойти к делу спокойно и методично. Удачи вам!
Удачи вам!
Сварные швы красивые. Как класть красивые сварочные швы. Как варить сварочный шов на потолке
ГлавнаяРазноеСварные швы красивые
сварка красивых швов видео Видео
…
10 меc назад
Проверяем интересный способ сварки. Красивый сварочный шов без навыков. Помощь каналу: Карта Visa Сбербанк…
…
1 лет назад
Цикл уроков по сварочному делу для начинающих. Урок первый: общие вопросы, практика. Оговорился, нижний…
…
3 лет назад
Выносливые сварочные аппараты https://www.urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном…
…
3 лет назад
Сварка и сварочные швы которые смело можно отнести к образцовым швам. Сварка, сварочные электроды и всё…
…
4 лет назад
Способы сварки металла и виды сварных соединений в условиях мастерской. Ссылка на канал: http://www.youtube.com/channel/UCM…
Ссылка на канал: http://www.youtube.com/channel/UCM…
…
1 лет назад
Здесь вы увидите пример образцовой сварки электродом А также мелкой трубы!!! Помощь в развитие канала,на(…
…
1 лет назад
В этом видио мы разберем сварку не поворотной трубы аргоном!Мелочи нюансы!
…
5 меc назад
Привет! Меня зовут Роман, и я работаю сварщиком порядка 15 лет! За время работы набрался достаточного опыта…
…
8 меc назад
Проще всего начинать на столе. Ссылка на трубу https://www.youtube.com/watch?v=D2pcFfBxuB8 Поддержать канал https://money.yandex.ru/to/410012…
…
3 лет назад
сварка швом (бабочка) сталь 1 мм aisi 430 Сайт для тех, кому небезразлична сварка — «Сварка и сварщик» http://weldering.com.
…
2 лет назад
Сварка может быть разная, одной из разновидности является многопроходная сварка металла, в данном случае. ..
..
…
8 меc назад
В этом видео разберем TIG сварку способом Американка, в простонародье Бабочка. Помощь в развитие канала,на(…
…
5 лет назад
Профессиональное обучающее видео по электро дуговой сварке.
…
3 лет назад
Техника,положение сварочной горелки при полуавтоматической сварке. Ссылка на канал: http://www.youtube.com/channel/UCMYQzaTVv…
…
7 меc назад
Всем привет, в этом видео я расскажу и покажу как сваривать вертикальный сварной шов восьмеркой, полумесяце…
…
6 меc назад
В этом видео мы научимся варить красивые швы. Ролик подойдет начинающим сварщикам, ведь очень важно, чтобы…
…
3 лет назад
Жёсткие сварные швы — 3 Сварка, сварочные электроды и всё что с этим связано,имеет прямое отношение к тому…
. ..
..
2 лет назад
Учимся варить. Как варить красивые швы начинающим сварщикам. Если Ваш канал еще не подключен к партнерке,…
…
7 меc назад
Сварка аргоном с продувкой внутреннего шва. 0.18 сек, идеальный шов.
…
4 лет назад
Как сварить операционный стык видео.
…
3 лет назад
Аргонная сварка во всей красе, в видео представлены красивые поделки аргонщиков, созданные с помощью аргон…
inlove.kz
Как класть красивые сварочные швы. Как варить сварочный шов на потолке
Сегодня известно очень много самых разных способов соединения металлических изделий. Их можно разделить на две группы:
- Разъемные.
- Неразъемные.
К соединениям первой группы относятся детали, которые можно разъединить, не нарушая при этом соединительных элементов, например, болт с гайкой. Именно второе соединение является самым надежным. При этом детали невозможно разъединить, не нарушив соединительную часть. Речь идет о сварочном и заклепочном соединении. Когда требуется получить качественное и надежное соединение, самым лучшим считается . Очень многие покупают сварочные аппараты, чтобы сварить детали, но при этом совершенно не имеют никакого опыта. После нескольких неудачных попыток у них возникает вопрос: как правильно класть сварочный шов? Для этого необходимо знать несколько основных правил.
При этом детали невозможно разъединить, не нарушив соединительную часть. Речь идет о сварочном и заклепочном соединении. Когда требуется получить качественное и надежное соединение, самым лучшим считается . Очень многие покупают сварочные аппараты, чтобы сварить детали, но при этом совершенно не имеют никакого опыта. После нескольких неудачных попыток у них возникает вопрос: как правильно класть сварочный шов? Для этого необходимо знать несколько основных правил.
Основные характеристики
Сварочный процесс представляет собой соединение металла с помощью электродуговой сварки. Соединяемые части плавятся при помощи электрической дуги, а также электрода, состоящего из металлического стержня со специальным покрытием. На качество и надежность сварного шва влияет очень много разнообразных факторов:
- сварочный аппарат;
- регулировка силы тока;
- размер электрода;
- профессионализм сварщика.
Виды сварки, которые используются в быту и промышленности, подразделяются на несколько групп:
- газопрессовая;
- контактная;
- роликовая;
- электрошлаковая;
- термитная;
- сварка трением.

Когда используется газопрессовая сварка, применяется открытое пламя ацетилкислорода. Положительной стороной такого метода считается высокая производительность. Этот способ получил широкое распространение в газовой и нефтяной промышленности. Он часто встречается, когда прокладывают трубопроводы. Широко применяется этот способ и в машиностроении.
Контактная сварка происходит при небольшом напряжении, но высоком значении электрического тока. Таким методом можно варить точечным и стыковым способом.
Для освоения технологического процесса производства сварочных работ прежде всего нужно иметь соответствующее сварочное оборудование. Можно его взять в аренду или купить. Сегодня магазины предлагают широкий ассортимент сварочных аппаратов, в которых имеется устройство, дающее возможность проводить регулировку силы тока. Домашний мастер может сам , но он не сможет обойтись без преобразователя электрической энергии. Эти устройства имеют несколько разновидностей.
Некоторые разновидности устройств для качественной работы
Трансформатор. Предназначен для получения постоянного тока, когда приходится пользоваться бытовой розеткой. При покупке такого агрегата нужно всегда помнить, что недорогие модели не в состоянии поддерживать стабильную работу электрической дуги. Очень часто происходит «просаживание» напряжения. Отрицательной стороной является также их масса, они тяжелые и неповоротливые.
Предназначен для получения постоянного тока, когда приходится пользоваться бытовой розеткой. При покупке такого агрегата нужно всегда помнить, что недорогие модели не в состоянии поддерживать стабильную работу электрической дуги. Очень часто происходит «просаживание» напряжения. Отрицательной стороной является также их масса, они тяжелые и неповоротливые.
Выпрямитель. Это устройство, с помощью которого происходит преобразование бытового тока в постоянный. Аппарат отличается от трансформатора стабильной работой электродуги. Качество сварочного шва получается достаточно высоким.
Инвертор. Новейший преобразователь, позволяющий работать на любом виде тока. Дает всегда высокое качество сварки. Швы при этом получаются ровными и гладкими. Устройство очень компактно, имеет небольшой вес, легко зажигается. Инвертор отличается высокой производительностью и быстродействием.
Для нормальной работы электросварки должно быть стабильное горение дуги. Такое постоянство зависит от правильного выбора зазора между свариваемой деталью и покрытием электрода. Лучше всего дуга горит, когда зазор равен 5 мм.
Лучше всего дуга горит, когда зазор равен 5 мм.
Высокая температура дуги вызывает плавление детали и металлического стержня электрода. В это время происходит заливка всех углублений, которые образовались в результате плавления. При медленном передвижении электрода по поверхности шва происходит заливка пустот.
Чтобы полученным швом можно было гордиться, необходимо правильно подобрать электрод. Для этого необходимо знать состав металла детали, которую необходимо будет сварить. Подбор электрода базируется именно на этих параметрах. Электроды изготавливаются нескольких видов. Они могут быть:
- стальными;
- медными;
- чугунными;
- биметаллическими;
- латунными.
По маркировке электрода можно определить вязкость получаемого шва, цифры скажут о твердости металла. Главным правилом при выборе электрода считается его размер. Он должен соответствовать толщине металла.
Для качественной электросварки, чтобы шов выглядел аккуратным и прочным, необходимо правильно подобрать наклон электрода. Обычно этот угол равен 75 градусам относительно направления электродуги. Чтобы появилась дуга, нужно чиркнуть по поверхности металла и при появлении вспышки быстро приподнять электрод. Когда появится дуга, ее нужно медленно вести по шву. Возникнет дуга также и при постукивании электродом по поверхности.
Обычно этот угол равен 75 градусам относительно направления электродуги. Чтобы появилась дуга, нужно чиркнуть по поверхности металла и при появлении вспышки быстро приподнять электрод. Когда появится дуга, ее нужно медленно вести по шву. Возникнет дуга также и при постукивании электродом по поверхности.
Чтобы получить стабильное горение дуги, требуется правильно отрегулировать силу тока. При ее недостаточности дуга очень быстро погаснет, появится «залипание» электрода. Когда сила тока имеет большие значения, происходит разбрызгивание металла во все стороны, он начинает гореть.
Во время работы электрод плавится, происходит его постепенное уменьшение в размерах. В связи с этим нужно постоянно придвигать его к детали, сохраняя нужное расстояние для стабильной дуги. Если этого не делать, дуга быстро погаснет.
Во время сварочного процесса образуется сварочная ванна, к
enginerclub.ru
сварные швы видео Видео
…
3 лет назад
Выносливые сварочные аппараты https://www. urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном…
urzp.ru/ Трубогибы, профилегибы http://www.kovka-stanki.ru/ Фото выполненных в данном…
…
3 лет назад
В этом фильме даны ТОЛЬКО ТЕОРИЯ И СТАНДАРТЫ! В продолжении (часть 1, 2 и т.д) будут рассмотрены практические…
…
4 лет назад
Способы сварки металла и виды сварных соединений в условиях мастерской. Ссылка на канал: http://www.youtube.com/channel/UCM…
…
3 лет назад
Жёсткие сварные швы — 3 Сварка, сварочные электроды и всё что с этим связано,имеет прямое отношение к тому…
…
5 лет назад
Профессиональное обучающее видео по электро дуговой сварке.
…
3 лет назад
Сварка и сварочные швы которые смело можно отнести к образцовым швам. Сварка, сварочные электроды и всё…
…
2 лет назад
Группа компаний AURORA в сотрудничестве с Северо-западным региональным головным аттестационным центром НАКС. ..
..
…
3 лет назад
Идеальные сварные швы. Смотрите и наслаждайтесь, как делают идеальные сварные швы профессионалы.
…
3 лет назад
Техника,положение сварочной горелки при полуавтоматической сварке. Ссылка на канал: http://www.youtube.com/channel/UCMYQzaTVv…
…
3 лет назад
Подборка самых жёстких сварочных швов, сварка которую воспроизводить не рекомендуется!!! Сварка, сварочные…
…
2 лет назад
Канал Металлообработка больше не будет обновляться… Попробуйте посмотреть группу в ВК — Металлист-станочн…
…
3 лет назад
пуско-наладка кроулера raycraft.
…
2 лет назад
Тест на качество сварки и сварочного шва на растяжение и изгиб. Сварка, сварочные электроды и всё что с…
…
2 лет назад
Вот как испытывают сварные швы Немцы творят чудеса, машины ,Техника, необычные машины , строительная техник. ..
..
…
3 лет назад
Сварка вертикального шва не так проста как кажется, в этом видео показано как варить вертикальный шов или…
…
11 меc назад
Канал Ильи: https://www.youtube.com/channel/UCVG1JiMzinVF47Y8rM-aw2g.
…
2 лет назад
Из данного видео Вы узнаете, как отличать на ПВХ лодках сварные швы от клееных. Каталог ПВХ лодок для рыбалк…
…
2 лет назад
Многопроходной сварочный шов выполняется тонкими и узкими валиками, без поперечных колебательных движени…
…
11 меc назад
Жёсткие сварные швы.
…
2 лет назад
Всем привет с Вами компания Mobifood. В этом ролике вы увидите сколько выдерживает сварочный шов. Приятного…
inlove.kz
Как сделать красивый сварочный шов
Кто только начинает заниматься сварочным делом рекомендую не сваривать сразу сложные стыки. Для начало надо научится контролировать электрод со сваркой ММА, на всех других видах будет в разы проще. Когда зажжете электрод он будет плавится, нужно будет опускать с равномерной скоростью к сварочной ванне. При этом выдерживать угол наклона по отношению к плоскости. Я когда начинал заниматься сваркой, сперва учился варить в нижнем положении. С начало на сборочном столе в кабинке сварщика. Это еще в училище было. Высота стола удобная по росту. Если держать электрод 3 мм вертикально относительно заготовки то рука при этом не устает. Важный момент удобство при сварке должно присутствовать везде.
Для начало надо научится контролировать электрод со сваркой ММА, на всех других видах будет в разы проще. Когда зажжете электрод он будет плавится, нужно будет опускать с равномерной скоростью к сварочной ванне. При этом выдерживать угол наклона по отношению к плоскости. Я когда начинал заниматься сваркой, сперва учился варить в нижнем положении. С начало на сборочном столе в кабинке сварщика. Это еще в училище было. Высота стола удобная по росту. Если держать электрод 3 мм вертикально относительно заготовки то рука при этом не устает. Важный момент удобство при сварке должно присутствовать везде.
Лучше всего на куске железяки с очищенной поверхностью и рутиловыми электродами. Они не прихотливые к ржавчине. Можете воспользоваться доступными марками МР-3 . Их кто только не выпускает. Поджигаются хорошо в любом положении. Можно варить на длинной дуге пока не научитесь ее держать. Не прихотливые к чистоте сварочного места. Единственное на больших токах разбрызгивает металл. Для начало научится на самой поверхности вести электрод. Лучше начинать вести на себя без колебательных движений, ровно и аккуратно. Примерно как палкой по земле. После как спалите электродов штук с десяток, у вас получится наплавлять красивый шов. Лично я так и учился.
Лучше начинать вести на себя без колебательных движений, ровно и аккуратно. Примерно как палкой по земле. После как спалите электродов штук с десяток, у вас получится наплавлять красивый шов. Лично я так и учился.
В самом процессе нужно научится отличать шлак от горячего металла. Когда образуется общая горячая субстанция металл ярко желтого цвета оседает а на поверхностности расплавленный шлак переливается линиями. Его цвет немного темнее и температура остывания намного ниже чем у металла. Сквозь шлак можно видеть как формируется сварочный шов. От этого процесса зависит скорость сварки. Влияет еще и угол наклона электрода. Есть понятие делать проход углом вперед и углом назад. Когда ведете электрод, острым углом вперед, метал проплавляется хорошо оставляет за собой широкий валик гладкий. Сварка увеличивается по скорости. Если вести углом назад то сплавление металла происходит слабо образуется высокий валик с шероховатой поверхностью. Сварочная дуга плавит сам наплавленный металл и немного основной.
Сварочные швы отличаются по видам. Основной коренной шов и облицовочный. Коренного шва функция сплавить кромки основного металла примерно на 30% от обшей массы наплавленного металла. Облицовочный лишь выравнивает поверхность и наплавляет металл на зону термического влияния, перекрывает подрезы и не проваренные места вдоль шва. Обычно относится к многопроходным швам. Однопроходной делается в один проход.
От простого перейдем к сложному. Нужно научится водить электродом различные каракули. У них есть своя форма которой нужно придерживаться. На фотографии я покажу как водить электродом.
- Усиленное плавление краев в стык без разделки кромок.
- Плавление одного края используется при сварке горизонтального шва. Помогает поднимать с нижней кромки расплавленный металл к верхней кромки.
- Плавит центр сварного шва. Используется с разделкой кромок в один проход. Редко когда используют для коренного шва. В исключительных случаях если очень большой зазор.
- Используют для наплавки металла на поверхность.

Коренной шов проходят как при учебе в одну линию без колебательных движений. Единственное допускается движение вперед и назад.
Ручкой плохо получается водить эти каракули а их еще нужно научится электродом описывать. В помощь можно использовать вторую руку. Держась за электрод, руку прислонить к основному металлу. На малом токе потихоньку рисуем каракули на ровной плоскости. Здесь нужна выдержка и терпение. Добиваться синхронности работы рук. Обучатся придется долго и потратите не одна пачку электродов. После добавляется другая сложность при сварке в стык с разделкой кромок. Что касается металла толщиной от 5 мм. Сложность уже при обводе контура кромок и сварочной ванны вместе. Не забываем дуга должна находится на равном удалении от сварочной ванны и металла.
Вот так и учатся варить красивые сварные швы. При использовании различных марок электродов с разнообразной обмазкой меняется и стиль сварки. С основным и целлюлозным покрытием придется научится выдерживать короткую дугу. Рутиловые электроды хорошо держат дугу. Кислые только в нижнем положении. Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
С основным и целлюлозным покрытием придется научится выдерживать короткую дугу. Рутиловые электроды хорошо держат дугу. Кислые только в нижнем положении. Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
Если вы научились варить сварочный шов на плоскости то получится подбирать нужный угол и к другим электродам. Концентрировать свое внимание уже будете только на сварочную ванну. Руки на автомате будут совершать все движения. А потом уже на полуавтомате научитесь варить супер сварочный шов. На таком оборудовании шлака на шве практически нету. Виден сам металл плавящийся. На TIG сварке плавят присадочный материал. Плазма дуги расплавляет и толкает жидкий металл. Ювелирная работа контролировать сам процесс. Сварка происходит медленно и в основном применяют для сварки цветных металлов.
Я попытался на доступном языке по этапом объяснить как научится правильно и красиво варить швы.
Как сделать сварочный шов идеальным
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.

Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков
С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика
Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх
Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Классификация
На сегодняшний день существуют различные способы сварки. ГОСТ классифицирует сварочные процессы более чем на 150 разновидностей. В основе классификации лежат следующие признаки: физические, технические и технологические. Классификация способов сварки по физическим признакам разделяет все виды на три класса: термический, термомеханический и механический. В основе этого разделения лежит форма энергии, которая используется при сварном соединении.
ГОСТ классифицирует сварочные процессы более чем на 150 разновидностей. В основе классификации лежат следующие признаки: физические, технические и технологические. Классификация способов сварки по физическим признакам разделяет все виды на три класса: термический, термомеханический и механический. В основе этого разделения лежит форма энергии, которая используется при сварном соединении.
В термический класс входят те виды, где присутствует тепловая энергия:
- газовая;
- дуговая;
- электрошлаковая;
- электронно-лучевая;
- лазерная и т. п.
В термомеханический класс входят те виды сварки, где присутствуют тепловая энергия и давление:
- контактная;
- диффузионная;
- газопрессовая;
- дугопрессовая;
- кузнечная и др.
К механическому классу относится сварка давлением, т. е. где используется механическая энергия:
- холодная сварка;
- сварка трением;
- ультразвуковая и т. д.
Технические признаки классификации следующие:
- способ защиты металла в месте сварки;
- непрерывность процесса;
- механизация процесса сварки.

Технологические признаки у каждого способа свои, и устанавливаются индивидуально. Например, в основе классификации дуговой сварки может лежать: вид электрода, характер защиты, уровень автоматизации и т. п.
Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Форма и протяженность
Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Универсальностью характеризуются плоские швы, которые делают чаще всего.
По протяженности швы бывают сплошными, не имеющими интервалов между сплавленными соединениями. Иногда достаточно швов прерывистого типа.
Интересной промышленной разновидностью прерывистого шва является соединение, которое образует контактная шовная сварка. Делают ее на специальном оборудовании, оснащенном дисковыми вращающимися электродами.
Часто их называют роликами, а такой вид сварки – роликовой. На таком оборудовании можно выполнять также сплошные соединения. Полученный шов очень прочен, абсолютно герметичен. Способ используют в промышленных масштабах для изготовления труб, емкостей, герметичных модулей.
https://youtube.com/watch?v=z1m34-RYFb0
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме
Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Виды швов и технология выполнения
Когда мастер уже освоил, как правильно варить сваркой, можно приступать непосредственно к видам и техникам шва. Залог качественного соединения – это правильные настройки на сварочном аппарате (трансформаторе или инверторе), в соответствии с характеристиками металла и температурой его плавления. Мягкие металлы варятся на низких токах, плотные — на высоких. Также необходимо учитывать тип сварочного шва, так как каждый из них имеет свою технику выполнения. Самые распространенные виды швов:
Залог качественного соединения – это правильные настройки на сварочном аппарате (трансформаторе или инверторе), в соответствии с характеристиками металла и температурой его плавления. Мягкие металлы варятся на низких токах, плотные — на высоких. Также необходимо учитывать тип сварочного шва, так как каждый из них имеет свою технику выполнения. Самые распространенные виды швов:
1.По внешнему виду – плоские, усиленные и ослабленные.
2.По технике выполнения – односторонние и двухсторонние (при которых мастер спаивает заготовки с двух сторон).
3.По количеству слоев – одно-, двух-, трехслойные.
4.По протяженности – точечные, двусторонние шахматные, цепные, точечные, непрерывные.
5.По направлению усилия – поперечные, продольные, косые, комбинированные.
6.По пространственному размещению – горизонтальные, вертикальные, потолочные, нижние.
Перейдем теперь к технологии выполнения шва. Рассмотрим основные этапы работы:
1.Подготовительный. При этом шаге нужно выполнить ряд подготовительных работ. Во-первых, приготовить рабочее место, в соответствии с правилами безопасности. Во-вторых, запастись робой и защитной маской, чтобы не получить ожоги глаз. В-третьих, приготовить изделие к работе. Для этого его необходимо зачистить от остатков краски, лака, масла, пыли и прочих загрязнений. Для этого применяется металлическая щетка или наждачная бумага высокой абразивности. Затем на сварочном аппарате требуется выставить все настройки и можно приступать.
2.Создание дуги или поджог горелки (зависит от типа сварки). Особенности электродуговой сварки можно прочесть тут, а газовой тут.
3.На этом этапе создаются сварочные швы (техники ведения электрода рассмотри подробнее).
4.Завершающий этап. Когда уже дорожка готова, необходимо не забыть оббить шлак с валика (при дуговой сварке). Соединения, созданные газовой и плазменной сваркой не шлакуются, то есть, от них нет никакого мусора.
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Как варить потолочный шов
Выбираем потолочный карниз
Как обрезать потолочный плинтус
Как повесить шторы на потолочный карниз
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения – по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
- зигзаг;
- петля;
- ломанная линия;
- елочка или треугольники;
- полумесяц;
- серп.
Все движения выполняют поперек направления сварного шва.
Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва
Особенно это важно, когда происходит сварка деталей из высоколегированной стали. Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами – движениями налево или направо.
При сварке в вертикальном направлении направление движения шва – снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
https://youtube.com/watch?v=n3DtsW-YPQg
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
На сегодняшний день, в век инновационных технологий, красивый сварочный шов электродом остаётся популярным метолом соединения металлических конструкций различных деталей. Но чтобы знать и уметь порядок выполнения качественной сварки, потребуется изучить вопрос, как сделать красивый сварочный шов электросваркой. В интернете, как и в научной, технической литературе, имеется достаточное количество информации, которые помогать создать красивый и прочный шов для любой поверхности изделия.
Читать также: Особенности сварки алюминия полуавтоматом
Виды швов и соединений
Все соединения в сварке по-своему интересны и оригинальны. Но главное, чтобы они были качественными и прочными. Существует несколько видов таких швов:
- Стыковое. Самое распространённое соединение для разных методов. Достоинства: высокая производительность сварки, маленький расход материала, высокая прочность, нет конструктивных напряжений. Но для этого шва необходимо тщательно подготавливать кромку, а также располагать детали так, чтобы не было погрешностей. Используется для сварки листов, труб и сортового металлопроката.
- Угловое. Бывают односторонними и двусторонними (таким образом увеличивая прочность). С помощью предварительной заготовки кромок можно делать любой угол наклона. Применяют для соединения листовых, трубных и фасонных заготовок.
- Тавровый. На элементе, который приваривается сверху, перпендикулярно нижнему, необходимо сделать обрезную кромку. Такое действие желательно делать с двух сторон, чтобы после сварки все детали держались крепче. Применяется для соединения листовых заготовок.
Тавровый шовИсточник mash-xxl.info
- Нахлёстанный. Для такого шва не нужно делать разделку кромок, но рекомендуется использовать их обрезными. Для того, чтобы в будущем между листами не было коррозии, необходимо проварить соединение с обоих сторон. Применяют для точечной и контактной сварки.
- Прорезной. Бывает в закрытом или открытом варианте. Применяется при необходимости усиления нахлёстанного соединения.
- С накладками. Также используется для усиления стыковых или нахлёсточных швов.
- Торцовый. Листы необходимо наложить друг на друга и сварить по общим торцам.
- С электрозаклепками. Верхний лист необходимо просверлить перед использованием, потом проварить с захватом нижней детали. Соединение считается прочным.
Также соединение может делать различными способами в зависимости от положения детали:
- горизонтальным;
- вертикальным;
- потолочным швом;
- нижним швом (самый удобный, так как он легко контролируется, в отличи от остальных).
Первые 3 варианта сложные и для их выполнения требуется иметь опыт в такой работе.
Нижнее соединениеИсточник svarkka.ru
Виды сварок
Разные виды сварок отличаются друг от друга способом воздействия на соединяемые материалы.
- Дуговая. Самый часто применяемый вследствие его простоты способ. При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр – от ширины сварного шва.
- Газовая. Источником тепла при газовой сварке выступает горелка. Из нее действием сильного давления выходит пламя, которое образовалось при горении смеси, состоящей из горючего газа типа ацетилена и кислорода.
- Полуавтоматическая. Используется механический прибор – полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
- Автоматическая. В отличие от полуавтоматики весь процесс проводится сварочным аппаратом. Необходима только настройка автомата для конкретной операции.
- TIG сварка. Популярностью пользуется у профессионалов. Привлекает ее универсальность и возможность сваривать металл разной толщины.
Независимо от того, какой вид сварки применяется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ, выполнении рекомендаций.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины
В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как складывать монетки при сварке
Александр Берк
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
С тех пор, как я запустил веб-сайт, я часто получаю вопросы, касающиеся конкретных сварочных проектов или задач, связанных со сваркой. Недавно встал вопрос, как создать сварной шов, похожий на стопку пятаков. Создание этих отдельных рисунков на сварном шве не обязательно желательно при сварке. Тем не менее, штабелирование десятицентовиков очень популярно с точки зрения эстетики сварного шва. Поэтому я провел небольшое исследование о том, как создать несколько хороших стеков.
Стопка десятицентовиков при сварке создается путем затвердевания сварного шва с интервалами за счет комбинации движения горелки и роботоподобной согласованности горелки и руки с присадочной проволокой (для сварки TIG). Эта техника требует большого количества практики для освоения.
Как всегда, это был только короткий путь, без острых ощущений. Если вы заинтересованы в создании более визуально привлекательных сварных швов, особенно в областях, ориентированных на клиента, ниже я описал свою стратегию сварки.
Что такое штабелирование десятицентовиков при сварке?
Предположим, вы похожи на меня и имеете ограниченные знания о сварочном искусстве и эстетике, термин «складывание десятицентовиков» может оказаться для вас новым термином. При сварке этот термин описывает затвердевшую рябь наплавленного валика, напоминающую стопку круглых монет.
С механической точки зрения это не приносит пользы сварному шву и, в зависимости от геометрии сварного шва, может быть даже нежелательным, так как в небольших карманах между «пятаками» может возникнуть коррозия. Тем не менее, он выглядит великолепно, особенно при сварке хорошо видимых деталей с низким механическим напряжением, внешний вид может быть важнее.
Подготовка к укладке десятицентовиков?
Прежде чем мы начнем, независимо от сварки TIG или MIG, нам необходимо правильно очистить основной материал. Важно удалить всю грязь, жир и прокатную окалину. Подробный обзор того, как очистить и подготовить перед сваркой, я написал здесь.
Короче говоря, мой рекомендуемый рабочий процесс для подготовки будет выглядеть следующим образом:
- Очистите все соответствующие поверхности с помощью DA Pad (пример здесь).
- Удалить прокатную окалину с помощью Scotch Brite (пример здесь).
Только с блестящей, нетронутой поверхностью мы добьемся очень ровного и красивого течения сварочной ванны, в результате чего получится красивый рифленый валик сварного шва.
После подготовки основного материала мы готовы соединить пластины или детали вместе. Независимо от процесса сварки, который вы предпочитаете использовать для укладки десятицентовиков (TIG или MIG), я бы использовал сварку TIG, чтобы сначала соединить детали вместе. Причина в том, что сварка TIG действительно оставляет очень маленькую прихватку. Мы можем легко расплавиться снова при первом проходе.
Слишком большое количество липкого материала создаст выступ, который будет виден на сварном шве и может повредить эстетике.
Как складывать десятицентовики с помощью сварки MIG?
Следующий шаг — выбор подходящей проволоки для сварочного аппарата MIG. Катушка ER 70S6 диаметром 0,030″ делает свое дело.
Сварочные настройки для сварки MIG, очевидно, зависят от прочности свариваемого материала. Если бы у вас был провод диаметром 0,030 дюйма, я бы начал с 15–20 вольт. Как правило, вы хотели бы путешествовать с фонариком быстрее и, следовательно, использовать более высокое напряжение. Тем не менее, лучше всего начинать с низкого уровня и увеличивать его в соответствии с вашим стилем сварки.
Я бы поэкспериментировал с настройками скорости проволоки от 150 до 200 дюймов в минуту в сочетании с этим напряжением. Опять же, поскольку сварочный материал, сварочные аппараты и стили сварки различаются, это требует некоторой итеративной корректировки, пока вы не найдете свой «поток».
Что касается сварочного газа, я бы выбрал наиболее распространенную смесь, состоящую из 75 % аргона и 25 % CO2, для сварки MIG. CO2 дает нам глубину сварного шва, которая на самом деле не требуется. Поэтому, если у вас есть смесь с более высоким содержанием аргона в вашей мастерской, попробуйте и ее.
А теперь мы готовы надеть капюшон и попробовать сложить десять центов. Существует несколько способов заморозить сварной шов в стеке, чтобы создать отчетливый вид масштаба. Я бы порекомендовал поэкспериментировать с курсивом «е» или треугольником (см. рисунок).
Пока я изучал, что делают профессионалы в этой области, я наткнулся на «человеческого детеныша». Это что-то вроде расширенной курсивной версии «е», в которой гонка вперед с факелом создает затвердевающий стек.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Как сварить пачку десятицентовиков TIG?
Для сварки ВИГ применяются те же подготовительные работы, что и для сварки МИГ. В качестве наполнителя я бы начал с ER 70S6 из-за его универсального применения для наполнителя и хорошей смачивающей способности.
Что касается сварки MIG, то, возможно, даже в большей степени для сварки TIG, постоянство во время сварки имеет решающее значение. Чтобы создать очень хороший ровный шов, вам нужно быть очень механическим в укладке сварного шва. Работая с импульсным тоном вашей машины, вы можете создать движение, похожее на метроном, при погружении присадочной проволоки в лужу.
Таким образом, настройки для сварки TIG должны начинаться от 80 до 100 ампер и активировать импульсную функцию. Настройки отличаются от машины к машине; Я бы начал с 1 Гц (или 1 импульса в секунду) и посмотрел, смогу ли я продолжать вытирать лужи.
Предварительный поток для меня составляет не менее 2 секунд и будет увеличен, если я увижу какое-либо окисление. Постпоток начинается примерно через 8-10 секунд, в значительной степени зависит от подводимого тепла, которое зависит от силы тока, которую я свариваю. Если вольфрамовый наконечник становится заметно синим, это означает, что покрытие было недостаточным и его необходимо отрегулировать выше (также вольфрам необходимо переточить).
Для горелки: в отличие от сварки MIG, я бы рекомендовал держать горелку как можно устойчивее и просто нажимать вдоль шва. Убедитесь, что ваша рука имеет хорошую опору и радиус движения, чтобы постоянно ходить вдоль сустава.
Заключение
Существует несколько приемов, позволяющих успешно начать сварку десятицентовиков с помощью сварки MIG или TIG, однако этот метод требует большого количества навыков, которым можно научиться только на практике. Только роботоподобная консистенция позволит получить красивый сварной шов, а это, вероятно, займет некоторое время.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки. Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Советы по сварке с палкой, которые помогут значительно улучшить вашу работу, а также наши 12 хитростей по сварке
Процесс сварки, в котором используется электричество для создания тепла, расплавляющего металлы и приводящего к их соединению.
Сварка электродом имеет много недостатков, таких как более низкая эффективность, необходимость в квалифицированных пользователях и непригодность для тонких металлов. Есть некоторые очень распространенные проблемы со сваркой электродами, такие как разбрызгивание, распространенный и нежелательный побочный эффект с пористостью, подрезом, деформацией, трещинами, включениями шлака, неполным сплавлением и проплавлением, а также задержкой доставки проволоки.
Сварщикам-новичкам, которые не занимаются сваркой каждый день, аппарат для электродуговой сварки в среде защитного металла (SMAW) действительно сложен в освоении. Опытный сварщик, когда-то работавший, делает сварку стержнем простой.
Новичок и сварщик, который хочет добиться лучших результатов при сварке электродом, должен обратить внимание на пять основных правил для улучшения результатов сварки. Это текущая настройка аппарата, длина дуги, угол перемещения, скорость перемещения и манипуляции с электродами.
Подготовка к сварке электродомДля начала при сварке электродом поверхность очищается проволочной щеткой или шлифовальной машиной для достижения наилучших результатов. Должно быть чистое место для рабочего зажима. Стабильное, надежное и хорошее электрическое соединение требуется для поддержания лучшего качества дуги.
Сохраняйте беспрепятственный обзор сварочной ванны, держа голову в стороне от сварочного дыма. Вы гарантируете, что во время сварки в стыке дуга держится на краю сварочной ванны. Держите себя в таком положении, чтобы поддерживать и манипулировать электродом.
Мы должны строго придерживаться следующего пункта, чтобы постоянно улучшать наш сварочный процесс с каждым следующим процессом дуговой сварки.
Шаг 1, установка тока в аппаратеПроизводитель электродов поставляет разные электроды, поэтому установка тока будет зависеть от того, какой электрод вы выберете для сварки. Выбор электрода определит, выберете ли вы положительный постоянный ток (DCEP), отрицательный постоянный ток (DCEN) или переменный/переменный ток.
Различные машины могут выполнять сварку в одном или обоих этих режимах, поэтому вы выбираете электрод в соответствии со спецификацией машины и совместимостью для сварки.
Оба типа тока дают разные характеристики дуги и используются для разных целей. Для более толстого материала требуется постоянный ток +, так как он обеспечивает большее проплавление, в то время как переменный ток + хорош при сварке тонких материалов из-за меньшего проплавления при том же токе.
После того, как в вашей машине установлен ток, необходимо установить силу тока. Начальная точка для ампера кажется равной 1 ампер/0,001 дюйма диаметра электрода. Вам необходимо установить силу тока в соответствии с характеристиками вашей дуги. Вы можете увеличить или уменьшить силу тока в зависимости от необходимости.
Шаг 2, длина дугиДлина дуги определяется как расстояние между электродом и сварочной ванной. Дуговая сварка также известна как процесс сварки постоянным током, поскольку контроль сварочного напряжения пропорционален длине дуги.
Поддержание устойчивой дуги является отличительной чертой сварки электродом, и эмпирическое правило заключается в том, чтобы длина дуги соответствовала диаметру электрода. Если видно, что электрод застрял в сварочной ванне, значит длина дуги короткая. В случае длинной дуги возможно чрезмерное разбрызгивание, малое осаждение, подрез и пористость.
Новичкам в сварке электродом обычно бывает нужна более длинная дуга, чтобы лучше визуализировать сварочную ванну. Если плохо видно сварочную ванну, лучше наклонить голову, чем увеличивать длину дуги. Можно создать стабильную, тугую и контролируемую дугу, чтобы получить лучший валик, узкий валик и минимальное разбрызгивание.
При сварке электродом в плоском, горизонтальном и потолочном положениях используется метод сварки с перетаскиванием или сварка наотмашь. Обычно электрод держат в перпендикулярном положении, а затем наклоняют верхнюю часть в направлении движения на 5-15 градусов.
Наилучший результат может быть достигнут, когда в процессе дуговой сварки используется сопротивление 10-15 градусов.
Этап 4, работа с электродомСварка — это искусство, и каждый идет своим путем от непрерывной сварки к прерывистому движению и т. д. Каждый экспериментирует и разрабатывает метод, который ему больше подходит.
Иногда для сварки зазора требуется слабая волновая дуга, поэтому требуется управляющий электрод для получения стабильного, небольшого и прочного валика с очень небольшим количеством брызг, минимальной пористостью и шлаковыми включениями.
Мы должны попытаться установить скорость перемещения таким образом, чтобы дуга находилась в передней 1/3 сварочной ванны. Слишком низкая скорость приведет к образованию широкого выпуклого валика с неглубоким проникновением и холодным захватом. Вместо этого более медленная скорость создает узкий, подрезанный, увенчанный валик и непостоянный.
Все приведенные выше советы, а также терпение и практика помогут вам двигаться в правильном направлении, чтобы улучшить сварку электродом и получить более качественный, прочный и стабильный валик.
Советы и рекомендации по улучшению сварки электродомЭти советы и рекомендации помогут вам решить проблемы, с которыми может столкнуться сварщик. » Продолжайте практиковаться, оставайтесь приверженными и будьте настойчивыми » . Советы по сварке электродом и хитрости:
1. Каждый раз выбирайте нормальную сталь – Когда научитесь сваривать электродом , выбирайте сталь с минимальным содержанием серы и кремния. Стали марок 1015 и 1025 прекрасно подходят для электродуговой сварки из-за содержания серы менее 0,035% и кремния 0,1%.
Тяжелые и жесткие пластины с высоким содержанием серы и кремния трескаются при попытке сварки. Если действительно необходимо сварить их, используйте небольшой электрод, медленную скорость, чтобы сварочная ванна оставалась расплавленной в течение более длительного периода времени.
2. Выберите правильное положение соединения и электрода – Плоское положение лучше всего подходит для металлов толщиной 3/16 дюйма и более.
Лист из стали калибра 18-10 лучше всего сваривается при работе под углом 45 градусов, но никогда не превышайте этот угол более 75 градусов для качественного сварного шва.
3. Используйте правильную геометрию соединения – для лучшего валика требуется скос, так как в противном случае электроду будет трудно добраться до соединения. Когда вы научитесь сваривать прочное, чистое соединение с полным проваром, вы сможете добиться этого, следуя геометрии соединения.
4. Очистите каждый стык перед сваркой – Лучше удалить излишнюю ржавчину, краску, масло, окалину и жир с металла, либо в такой ситуации использовать электрод Е6010 или Е6011. Обстоятельства ржавчины, сварки влаги должны быть замедлены. Это позволит пузырьку газа вырваться из сварочной ванны до того, как она остынет до замерзания.
5. Возьмитесь за налипание – Качество сварка электродом создает нарост толщиной не более 1/16 дюйма. Вы тратите время и материалы, не добавляя дополнительных преимуществ. Большее количество филе только увеличивает стоимость и потерю времени. Это добавит дополнительный вес и дополнительные затраты на проект.
6 Выберите правильный электрод – Эмпирическое правило – сварка электродом большего размера с более высокой скоростью и большим наплавом. Выберите самый большой электрод для вашего проекта, сохраняя качество сварного шва. Размеры соединения могут ограничивать диаметр электрода.
7. Уменьшение силы тока уменьшает разбрызгивание – Брызги являются эстетической проблемой и не влияют на прочность сварного шва, но увеличивают затраты на очистку. Уменьшите ток в типе и размере электрода, чтобы уменьшить разбрызгивание. Более короткая длина дуги также поможет уменьшить разбрызгивание.
8. Сохранение приемлемого размера сварочной ванны – Подрезка – еще одна эстетическая проблема, часто возникающая у новичков. Это можно уменьшить, сохраняя управляемость сварочной ванны расплавленной. Уменьшение силы тока, замедление скорости движения, устранение склонности к перекосу помогут избежать подрезки.
9. Подберите обогреваемый шкаф для электродов . Влажные электроды будут давать неустойчивую, неровную и непостоянную дугу. Целесообразно инвестировать в переносную печь/шкаф с подогревом, чтобы поддерживать сухость электродов.
10. Сведение к минимуму непроваров – Непровар означает неудачный сварной шов. Более высокий ток с техникой стрингерного валика может помочь в проблеме отсутствия сплавления. Мы гарантируем чистые кромки, красивый и прочный шов.
Плохое плавление из-за неглубокого проплавления уменьшается за счет замедления времени прохождения и увеличения тока. Более качественная подгонка может решить проблему плохого сплавления.
11. Выполните пробный прогон – это основная помощь, вы выполняете пробный прогон электродом перед тем, как приступить к сварке в узком месте. Упражнение прояснит препятствие, которое вы чувствуете при дуговой сварке. Заключите перед началом работы угол, при котором дуговая сварка останется легкой. Стратегию можно планировать заранее.
12. Сварка в удовольствие – Гордитесь своей работой. Ваша работа по стали останется на более длительное время. Полюбуйтесь собой, что вы являетесь причиной этого творения. «Время сварки, время веселья» »
Каждая ошибка — это возможность научиться, а не отражение неудачи.
Часто задаваемые вопросыИз-за чего сварочный электрод прилипает?
Непосредственной причиной прилипания сварочного электрода является то, что вместо плавления он просто прилипает. У возбудителя, похоже, не хватает силы тока, чтобы расплавить стержень. Стержень лучше сразу отрывать от основного металла.
Какой сварочный пруток проще всего использовать?
Электрод № 7018 с густым флюсом и высоким содержанием флюса считается самым простым в использовании электродом. Эти сварочные стержни производят чистую, ровную, стабильную и равномерную дугу с наименьшим разбрызгиванием и хорошим проплавлением дуги. Многие сварщики могут использовать их при формировании конструкции.
Под каким углом следует выполнять сварку?
Идеальный угол сварки 60-70 градусов. Угловой шов является наиболее распространенным типом сварного шва, и в горизонтальном положении держите держатель под углом 45 градусов к свариваемой детали.
Какой сварочный электрод используется чаще всего?
Существует шесть типов сварочных электродов: 6010E, 6011E, 6012E, 6013E, 7018E и 7028E, но чаще всего используется сварочный электрод 6010. Он обеспечивает прочность на растяжение между 60 000 фунтов / квадратный дюйм. Это удилище можно использовать во всех четырех положениях: вертикальном, горизонтальном, плоском и над головой с одинаковой легкостью.
Какой сварочный электрод самый прочный?
Мы обнаружили, что сварочный электрод 6011 обеспечивает предел прочности при растяжении не менее 60 000 фунтов на квадратный дюйм. Сварочный электрод 7018, с другой стороны, обеспечивает более прочный сварной шов с минимальной прочностью на растяжение в пределах 70 000 фунтов на квадратный дюйм.
В чем разница между сварочными электродами 6013 и 7018?
Оба электрода имеют основу из низкоуглеродистой стали, а покрытия разные. 7018 имеет встроенное калийное покрытие с низким содержанием водорода, а 6013 имеет покрытие из титанового калия. Они отличаются скоростью падения при сварке и пределом прочности на разрыв, несомненно, 7018 имеет более высокую спецификацию.
Какой металл труднее всего сваривать?
Алюминий – самый твердый, а иногда даже кошмар для сварщика. Химические и физические свойства необходимо изучить, прежде чем рискнуть его сварить. Форма сплава или руды требует тщательного изучения металла для сварки.
Вы толкаете или тянете электродную сварку?
Правило Лейснера гласит: «Если он производит шлак, вы перетаскиваете». Здесь, при дуговой сварке/автоматической сварке, вы перетаскиваете или тянете стержень или проволоку. Push – это метод сварки MIG.
Почему мой сварочный пруток заедает?
Электроды для дуговой сварки прилипают к основному металлу из-за низкого тока/напряжения. Эта причина преобладает, но могут быть и такие причины, как использование сварочного аппарата с низким OCV или неправильная техника сварки.
Каждый сварщик стремится получить чистую, однородную и стабильную дугу для тонкой сварки в своем сварочном проекте. Мы обсудили детали методов сварки палочкой и обучения. Советы и рекомендации по дуговой сварке помогут вам выйти из самых сложных ситуаций при сварке. Начинающий сварщик должен держать это руководство для лучшей сварки электродом.
Выбор правильного электрода, источника питания, техники сварки и сварочного соединения имеет первостепенное значение для получения красивой и прочной сварки.
Спасибо, что не пожалели времени на сканирование материала. Ваш вопрос поможет нам еще больше укрепиться в области сварки. Теперь ваша очередь комментировать и задавать вопросы.
Вы также можете как …
Верхние 5 типов сварки сварки
12 различных типов сварки
Инструкции по сварке. дуговая сварка ( SMAW )
Ручная дуговая сварка металлическим электродом (MMA, SMAW или дуговая сварка)
Сварка MIG и TIG | Аренда подходящего сварочного аппарата Red-D-Arc Welderentals
25 апреля, 22 15:28 · Оставить комментарий · Red-D-Arc
Многие предприятия ежедневно выполняют сварочные работы, в том числе производители запчастей, транспортных средств, строительные предприятия и ремонтные мастерские. Люди, которым нравится делать проекты своими руками, могут справиться с автомобильными задачами или ремонтом дома с помощью хорошего дугового сварочного аппарата. Благодаря возможности аренды сварщика вам даже не нужно покупать сварочное оборудование, чтобы выполнить работу.
Двумя популярными типами оборудования для дуговой сварки являются сварка металла в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). Каковы различия? Как вы можете решить, какой метод сварки MIG или TIG подходит для вашего применения?
Сварочный процесс MIGПри сварке MIG используется сварочная горелка с расходуемой проволокой, подаваемой автоматически. Эта металлическая проволока служит электродом и одновременно служит присадочным материалом для сварного шва.
Во время работы сварочный аппарат MIG подает инертный газ (обычно аргон) для защиты сварочной ванны и металла от загрязнения. Сварочная горелка MIG автоматически подает больше проволоки в расплавленную ванну по мере продвижения вперед, поэтому эта опция обеспечивает сварку по принципу «что видишь, то и получишь», которую легко начать, направить и контролировать.
Сварка MIG также известна как дуговая сварка металлическим газом или GMAW. С арендой MIG вы можете выполнять проекты с импульсным, струйно-дуговым, шаровым переносом и переносом короткого замыкания.
Метод сварки ВИГСварные швы TIG выглядят потрясающе. Нет шлака, который нужно убирать. Сварка TIG прекрасно подходит для окончательной обработки металлических предметов, таких как кухонная техника из нержавеющей стали, места для приготовления пищи и предметы домашнего декора.
В отличие от сварочных аппаратов МИГ, сварщики ВИГ разделяют электрод и присадочный металл. Во время сварки TIG вам необходимо держать электрод/газовое сопло одной рукой, а присадочную проволоку – другой. Электрод вольфрамовый и не сгорает.
Этот вольфрамовый электрод отвечает за генерацию дуги. Сопло автоматически подает инертный защитный газ к месту сварки для предотвращения загрязнения. В то же время вам необходимо подавать выбранный вами присадочный металл в сварочную ванну по мере необходимости. Когда вы перемещаете дугу, вы также должны помнить о перемещении присадочного металла.
Сварка TIG также называется дуговой сваркой вольфрамовым электродом или GTAW. Сварка TIG позволяет регулировать силу тока и теплоту сварки с помощью педали, что обеспечивает впечатляющую настройку.
Преимущества сварки TIG
Для опытных сварщиков сварка TIG часто считается кадиллаком сварки. Он необычайно чистый и точный. Сварочные аппараты TIG дают операторам значительный контроль над температурой, скоростью и проплавлением сварного шва.
Вы сами решаете, сколько присадочного металла наносить и где. TIG также может работать без присадочного металла, что делает его хорошим выбором для тонких или деликатных материалов.
Сварные швы TIG выглядят потрясающе (при правильном выполнении). Нет шлака, который нужно убирать. Сварка TIG прекрасно подходит для окончательной обработки металлических предметов, таких как кухонная техника из нержавеющей стали, места для приготовления пищи и предметы домашнего декора.
Сварка двумя руками требует особого мастерства. Если вы планируете работать с TIG над проектом, вам, как правило, сначала требуется профессиональная инструкция. Проще говоря, сварка TIG имеет более крутую кривую обучения, но предлагает невероятные преимущества, как только вы освоите ее.
Процесс сварки MIG
Сварка MIG значительно быстрее, чем TIG. Для владельцев бизнеса это также означает, что его использование обходится дешевле, потому что рабочие могут производить больше сварных швов за то же время. Аренда MIG обычно стоит намного меньше, чем системы TIG. Покупка сварочного аппарата TIG обойдется вам почти в два раза дороже, чем покупка сопоставимого сварочного аппарата MIG.
Для задач на сборочной линии, где скорость и постоянство важнее внешнего вида, MIG часто подходит. Научиться использовать MIG довольно просто для новых рабочих, энтузиастов гаража и любителей проектов «сделай сам». По сути, это метод «наведи и снимай», что делает сварку MIG, вероятно, самым простым из всех методов дуговой сварки.
Одним из основных недостатков сварки MIG является прочность готовых сварных швов. Автоматическая подача проволоки может иногда вызывать непостоянную силу дуги и приводить к неравномерному количеству присадочного металла, добавляемого в сварочную ванну. Это может привести к небольшим отверстиям в окончательном сварном шве, которые необходимо исправить.
Подробный обзор сварки MIG в сравнении с TIGЧем больше вы знаете о сварке MIG и TIG, тем лучше вы подготовлены к работе. Это особенно актуально, когда речь идет об аренде сварочного аппарата для конкретного проекта.
Качество сварки и проплавление: TIGДело не только в том, что сварка TIG лучше, чем сварка MIG. Сварка TIG непревзойденна, и точка. Сварка TIG проникает глубже в металл, чем сварка MIG. Чтобы получить аналогичные результаты с MIG, вам обычно нужно сделать V-образные надрезы в соединениях.
В руках эксперта по сварке сварка TIG может быть достигнута поразительно. Эти сварные швы являются предпочтительным выбором для металлических изделий, где требуется высокопрочное, водонепроницаемое или воздухонепроницаемое уплотнение, например, в резервуарах под давлением.
Дуга, образующаяся при сварке TIG, намного уже, чем дуга MIG. Он концентрирует больше тепла на меньшей площади, поэтому проникновение такое потрясающее. Современный сварочный аппарат TIG может производить тонкие сварные швы, которые выглядят безупречно и обладают значительной прочностью даже на тонких металлах.
Скорость: MIGТакая же узкая дуга также означает, что сварка TIG занимает много времени на больших участках металла. Подача присадочного металла в сварочную ванну вручную также занимает больше времени, чем легкая подача проволоки в системах MIG.
Взяв напрокат сварочный аппарат MIG, вы сможете запустить сварочную дугу за считанные секунды и поддерживать сварку практически столько времени, сколько захотите. Вам все еще нужно некоторое время для хорошего проникновения, но вы можете перемещаться по рабочим поверхностям гораздо быстрее.
Использование горелки MIG относительно просто даже для начинающих сварщиков. В основном вам нужно беспокоиться о контроле вашего направления и скорости. При сварке TIG есть еще много факторов, с которыми нужно совладать.
Подготовка к работе: MIG или TIGВам необходимо тщательно подготовить рабочую поверхность как для MIG, так и для TIG систем, чтобы избежать загрязнения и ослабления сварного шва. Для сварки TIG весь шов должен быть очищен от жира и масла, что означает тщательную очистку металла с помощью шлифовальной машины или подготовительного химиката.
Сварка MIG может потребовать выполнения надрезов или тщательной подготовки соединений, чтобы сварочная ванна могла глубоко проникнуть в углы. Однако обычно требуется меньше времени на подготовку поверхностей.
Готовые результаты: сварка TIG Сварка MIG намного чище, чем традиционная сварка электродом, но результаты выглядят не так хорошо, как сварщик TIG. При сварке TIG шарики получаются более однородными, практически не требуется разбрызгивания или очистки.
Факторы, которые необходимо учитывать перед покупкой или арендой сварочного оборудования
Что делать, если у вас достаточно денег только для одного типа аренды сварочного аппарата или сварочного оборудования? Взглянув на конкретные факторы, связанные с вашим проектом, вы сможете принять правильное решение.
Объем работыСколько сварки вам нужно сделать? Аренда MIG часто является отличным выбором для небольших проектов, потому что она очень универсальна. Вы можете сваривать столбы забора, создавать металлическую мебель или произведения искусства или работать с транспортными средствами. Сварочный аппарат TIG — это значительные инвестиции, но они того стоят, если вы собираетесь выполнять большое количество сварочных работ, требующих точности, например сборок или высокопроизводительных изделий.
Тип шва Сварка MIG эффективна, когда нужно покрыть большое количество материала или сварить длинные непрерывные швы. Многие генеральные подрядчики полагаются на системы MIG для выполнения необходимых задач по сварке стропил, балок и других конструктивных элементов.
Невероятный контроль температуры при сварке TIG позволяет избежать прожога тонкого металла. Вы можете адаптировать свое напряжение на лету, получая отличное проваривание швов для металлов разной толщины. Оборудование MIG также может сваривать тонкий металл, но существует больший риск повреждения металла.
Тип металлаДля сварки алюминия необходимо убедиться, что выбранный вами сварочный аппарат MIG или TIG поддерживает работу как на переменном, так и на постоянном токе. AC необходим для работы с тонкими листами алюминия. Эта функция есть у большинства систем MIG и у некоторых сварочных аппаратов TIG.
Для сварки нержавеющей стали почти всегда предпочтительным методом сварки является TIG. Этот металл дороже, поэтому предприятиям нужен премиальный вид швов.
Рабочее положение Несмотря на то, что сварка TIG часто предпочтительнее для точных автомобильных работ, она не подходит для нестандартных положений из-за необходимости использовать обе руки. Если вы лежите на спине или пытаетесь достичь странных углов, сварка MIG по принципу «наведи и снимай» станет большим плюсом.
Выбирайте сварку TIG, только если вы чувствуете себя комфортно со своим опытом сварки или если вы изучаете профессиональную сварку. Многие специалисты по сварке начинают со сварки MIG и со временем переходят на сварку TIG. Если вы освоите TIG, это откроет для вас множество возможностей для бизнеса.
Бюджет проектаСварка ВИГ использует электричество более эффективно, но занимает больше времени. Аренда MIG, как правило, является лучшим выбором для экономии денег и времени. Тем не менее, если у вас есть опыт работы с TIG и вы знаете, что красивые швы повысят ценность вашего продукта, вы также можете арендовать или купить бывшие в употреблении системы TIG.
MIG или TIG: что лучше?
Для некоторых проектов точность и контроль сварки TIG являются оптимальными. Для другой работы вам нужна скорость сварки MIG, чтобы получить прибыль. Обе системы хорошо работают в разных ситуациях, поэтому многие сварочные предприятия используют обе. Если у вас есть дополнительные вопросы о сварке MIG или TIG или любом другом методе сварки, немедленно свяжитесь с нашими экспертами по сварочным системам в Red-D-Arc.
Red-D-Arc
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии в любой точке мира. Предлагаемые нами в аренду сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях. Их можно приобрести в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические альянсы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Краткое руководство по сварке нержавеющей стали
Сварка нержавеющей стали существенно отличается от сварки других материалов. Отличие начинается с уникального химического состава нержавеющей стали.
Что такое нержавеющая сталь?
Как и другие стали, нержавеющая сталь представляет собой сплав железа и углерода. Что отличает нержавеющую сталь, так это то, что она содержит не менее 10,5% хрома, элемента, который делает полученный сплав устойчивым к коррозии. Kloeckner Metals поставляет нержавеющую сталь различных форматов, включая листовую нержавеющую сталь, листовую нержавеющую сталь, трубы из нержавеющей стали и пруток из нержавеющей стали.
Нержавеющая сталь бывает пяти типов, но в производственных цехах обычно встречаются только три из них: аустенитная нержавеющая сталь, мартенситная нержавеющая сталь и ферритная нержавеющая сталь. Наиболее распространен аустенитный. Мартенситная нержавеющая сталь используется для наплавки. А ферритная сталь, самый дешевый вариант, чаще всего используется в потребительских товарах.
Kloeckner Metals является поставщиком полного ассортимента нержавеющей стали и сервисным центром. Загрузите нашу спецификацию нержавеющей стали и узнайте, что Kloeckner Metals регулярно поставляет на склад.
Спецификация нержавеющей стали
Каждый из этих типов стали классифицируется на основе ее микроструктуры, которая влияет на ее пластичность и прочность. Микроструктура стали зависит от ее химического состава. Например, аустенитная сталь содержит 16-26% хрома (Cr) и 8-22% никеля (Ni). Мартенситная сталь имеет содержание Cr в пределах 11-28%. Ферритная сталь содержит 12-18% Cr. В результате материал, привариваемый к каждому типу стали, должен соответствовать составу этой стали.
Что усложняет сварку нержавеющей стали?
Сварка нержавеющей стали сложнее, чем сварка углеродистой стали.
Во-первых, нержавеющая сталь эффективно удерживает тепло, вызывая ее деформацию при воздействии высоких температур, создаваемых сваркой. Нержавеющая сталь также может деформироваться или растрескиваться в процессе охлаждения после того, как она была нагрета сварщиком. Даже если кусок нержавеющей стали не трескается и не деформируется после неудачной сварки, на нем почти всегда остаются царапины и пятна.
Каждый вид нержавеющей стали представляет собой сложную задачу для сварщиков. Аустенитная сталь может растрескиваться при высокой подводимой температуре или при выполнении вогнутого или плоского сварного шва. Мартенситная сталь может треснуть, если ее не подогреть должным образом. А с низкой максимальной межпроходной температурой 300°С ферритная сталь будет терять прочность, если ее не нагреть с низким погонным теплом.
Ключом к успешной сварке нержавеющей стали является выбор правильного присадочного материала. Марка присадочного материала должна соответствовать марке основного материала, чтобы получить хороший сварной шов.
Материалы и оборудование, необходимые для сварки нержавеющей стали
Почему для сварки нержавеющей стали требуется специальное оборудование и какие инструменты и материалы необходимы для сварки нержавеющей стали?
Нержавеющая сталь может подвергаться сварке электродуговой сваркой, дуговой сваркой в среде защитного металла (MIG) или дуговой сваркой вольфрамовым электродом в среде защитного газа (TIG). Лучший выбор зависит от того, чего вы пытаетесь достичь, поскольку каждый процесс приводит к разным результатам.
Нержавеющую сталь можно сваривать палкой, но не стоит. Есть другие, лучшие варианты.
Сварочный аппарат MIG обеспечивает самые прочные и надежные сварные швы с нержавеющей сталью. Это особенно хороший выбор, если вы свариваете что-то толстое. Сварочные аппараты TIG могут быть правильным выбором для более тонких материалов и для сварки, требующей красоты и точности. Тем не менее, TIG — это сложная сварка, если у вас нет опыта и времени, чтобы сделать это правильно. Неопытный сварщик TIG может оставить неприятные следы или пятна на нержавеющей стали.
Несмотря на менее тонкий сварной шов, MIG-аппарат, как правило, является лучшим вариантом для сварки нержавеющей стали. Выберите аппарат, который поставляется со сварочным пистолетом и образцом сварочной проволоки. У большинства машин есть пистолет, но вы можете модернизировать свой, если вам нужно что-то, что обеспечит более точный сварной шов. Вы также захотите приобрести несколько насадок для сварочных пистолетов, чтобы заменить их, когда они изнашиваются.
Для защиты сварочного пистолета вы можете приобрести чехол. Это отличное дополнение, поскольку оно позволяет быстро и эффективно переключаться между различными типами металлической проволоки. Вам не нужен механизм подачи сварочной проволоки, если вы не профессиональный сварщик или не планируете много сваривать. Что касается самой проволоки, вы должны использовать подходящую сварочную проволоку из нержавеющей стали, которая обычно имеет диаметр 0,030 дюйма, но для более толстых деталей может подойти проволока от 0,035 до 0,045 дюйма.
Поскольку при сварке нержавеющей стали необходимо контролировать температуру, чтобы избежать проблем с производительностью, необходимо иметь под рукой устройство для отслеживания температуры. Вы можете использовать традиционную палку, но помните, что ее диапазон ограничен. Другие опции включают электронный инфракрасный термометр и электронный датчик температуры поверхности.
Вам также понадобится защитный газ. Инертные газы не рекомендуются, поэтому вам, вероятно, понадобится смесь из 7,5% аргона, 90% гелия и 2,5% углекислого газа. Наконец, вам нужно будет добавить щетку для соскабливания и очистки металла. Этот инструмент может помочь вам подготовить рабочее место и, в конечном итоге, добиться более прочного сварного шва.
Подготовка к сварке
На что следует обратить внимание при подготовке к сварке? Чем он отличается для разных марок стали?
Удалите с рабочей станции пыль, грязь, масло, жир или воду с помощью металлической щетки. Вы также можете помочь предотвратить деформацию и растрескивание, зажав кусок латуни или меди за сварочным швом. Этот трюк может помочь поглотить тепло и сохранить вашу нержавеющую сталь достаточно прохладной.
Держите отдельный набор инструментов для сварки нержавеющей стали. Как только ваши инструменты коснутся углеродистой стали, на них останется нагар. Этот остаток перейдет на нержавеющую сталь во время сварки, что в конечном итоге может привести к ржавчине изделия.
Другие советы, которые следует учитывать при сварке нержавеющей стали
Как обеспечить наилучшие результаты сварки?
- При сварке TIG используйте отрицательную настройку электрода DCEN или постоянного тока и силу тока 1 ампер на каждые 1/1000 дюйма толщины металла.
- При сварке MIG используйте технику проталкивания. Этот подход позволяет вам более четко видеть, что вы делаете, и создает меньше бусинок. Используйте технику натяжения только тогда, когда вам нужно более глубокое проникновение.
- Держите сварочный пистолет под углом 90 градусов с углом перемещения 5–15 градусов. Для Т-образных соединений и соединений внахлестку попробуйте увеличить угол примерно на 45-70 градусов.
- Поддерживайте чистоту, безопасность и хорошую вентиляцию рабочего места.
Хотя сварка нержавеющей стали немного сложнее, чем другие сварные швы, ее можно сделать. Вы даже можете сваривать нержавеющую сталь с мягкой сталью. Используя правильное оборудование, регулируя температуру и используя правильный присадочный материал, можно получить прочный и долговечный сварной шов.
Kloeckner Metals является поставщиком и сервисным центром полного ассортимента нержавеющей стали. Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Свяжитесь с нами сейчас
Использование правильного положения пистолета и установка первых бусинок
Переключение навигации
Поиск
Знакомство со сварочным аппаратом
Прежде чем приступать к реальной сварке, вы должны привыкнуть к ощущениям от пистолета и ознакомиться с последствиями изменения таких параметров, как сила тока и скорость подачи проволоки. Вы должны начать свою практику, используя распространенную марку углеродистой стали, такую как A36, которая является наиболее часто используемой сталью в производстве тяжелого оборудования и легко доступна в качестве металлолома у большинства производителей промышленного оборудования.
Постарайтесь найти деталь примерно такой же толщины, как и сталь в вашем рабочем проекте, чтобы вы могли почувствовать проникновение, не проделывая дыры в детали. Вам также понадобятся несколько более тонких и толстых тренировочных образцов, чтобы поэкспериментировать с настройками тока и подачи проволоки.
Начните с куска толщиной около 3,0 мм, чтобы вам не пришлось беспокоиться о том, что в нем появятся дыры, если вы сначала задержитесь слишком долго. Используйте плоскошлифовальную машину, чтобы удалить как можно больше ржавчины и краски с образца, а затем очистите труднодоступные угловые швы с помощью режущего инструмента Longevity. Обязательно очистите участок вдали от зоны сварки, чтобы прикрепить зажим заземления.
Как держать горелку
При сварке MIG можно удерживать горелку двумя руками. Хотя при желании вы можете выполнять сварку MIG одной рукой, лучше всего использовать обе руки, чтобы поддерживать постоянное расстояние между заготовкой и наконечником. Поддерживайте свободной рукой ствол сварочного пистолета или запястье руки, держащей пистолет. Если возможно, поместите заготовку на поверхность, которая позволит вам также положить руку на поверхность. Чем стабильнее все будет в процессе сварки, тем лучше будет готовое изделие как с механической, так и с эстетической точки зрения.
Настройка сварочного аппарата
Многие сварочные аппараты поставляются с диаграммой, прикрепленной к тележке сварочного аппарата, которая дает вам начальную точку для тока и скорости проволоки в зависимости от материала и толщины детали. Если у вас нет диаграммы, вы можете начать с обеих настроек на 50 процентов и корректировать по мере необходимости, пока вы не будете чувствовать себя комфортно с глубиной проникновения и заполнением. Вы определенно хотите сориентировать горелку, чтобы у вас был хороший обзор пламени и сварочной ванны во время сварки. Установите пистолет так, чтобы проволока выступала из кожуха примерно на 1/2 дюйма.
Начало сварки
Сначала необходимо сварить детали прихваточным швом, чтобы они не двигались во время сварки, а затем можно использовать обе руки, чтобы обеспечить плавное и устойчивое движение горелки. Количество используемых прихваток должно определяться длиной сварного шва, но одной на фут сварного шва должно быть достаточно. После того, как вы все настроили, необходимо сделать несколько вещей почти одновременно, чтобы начать непрерывную сварку. Сначала расположите сварочный пистолет там, где вы хотите начать сварку. Затем одновременно нажмите на спусковой крючок и наклоните голову вперед, чтобы маска и защита для глаз встали на место. Если вы предпочитаете, вы можете держать пистолет одной рукой, а другой вместо этого вручную позиционировать лицевую маску. На самом деле это зависит только от личных предпочтений сварщика.
Движение сварочного аппарата
При сварке MIG используются различные механизмы пистолета. Обычно используется некоторая форма зигзагообразного или кругового ткацкого движения, чтобы дуга действовала на обе свариваемые детали и проникала в них.
Гораздо проще наложить сварной шов на стальной лист, чем сварить два куска вместе, поэтому, когда вы только начинаете, лучше попрактиковаться в этом. После того, как вы начали сварку, через пару секунд сварки должна образоваться жидкая сварочная ванна. Как только образовалась лужа, вам нужно начать двигать сварочный пистолет, иначе вы начнете пробивать отверстия в заготовке. Если вы будете двигаться слишком быстро, вы получите плохое проплавление и слабый сварной шов, поэтому вам следует практиковаться, пока вы не почувствуете, что у вас правильное проплавление.
Направление сварки
Полезной привычкой является толкать пистолет, а не тянуть, поскольку это улучшает покрытие зоны сварки защитным газом. Но у него есть и недостатки, потому что вам придется перемещать пистолет над бассейном, и если вы не будете осторожны, вы потратите много времени на обслуживание пистолета и электродов. Это особенно верно, если вы свариваете вертикально. Используйте любую технику, которая вам наиболее удобна, поскольку на самом деле не существует правильного или неправильного способа сделать это.
Потратьте немного времени на сварку листа, чтобы получить представление о сварке при различных настройках мощности, прежде чем пытаться соединить два куска металла. Потренируйтесь накладывать сварные швы на одну пластину, пока сварные швы не станут выглядеть аккуратно. Чтобы получить представление о сварке MIG и получить хороший равномерный валик, потребуется всего пара часов практики.
Оценка сварного шва
Хороший сварной шов будет немного приподнят над рабочей поверхностью и будет выглядеть как горб, а не как горный хребет. Вы должны увидеть последовательность равноудаленных полукругов с горбом, указывающим в сторону от направления движения.
Что это такое? и различные типы
Что такое сварной шов?
Сварной валик создается путем нанесения присадочного материала на стык между двумя кусками металла.
Когда вы вплавляете присадочный материал в заготовку, то, как вы перемещаете горелку, влияет на то, как вы продвигаете ванну, и на тип валика, который вы оставляете в соединении.
Зачем использовать различные движения горелки?
Подобно сшиванию шва на ткани, существует несколько способов выполнения сварного шва вдоль металлического соединения. Однако, в отличие от портных, сварщикам часто приходится выполнять свою работу в неудобном положении, в защитной маске и перчатках.
Гравитация также играет роль в том, как расплавленный металл оседает между металлическими пластинами или секциями трубы. Например, если вы свариваете над головой, вам нужно двигаться быстро. Если вы этого не сделаете, расплавленный металл будет капать на защитную маску, а не заполнять стык.
Таким образом, после подготовки соединения к сварке, выбора соответствующего присадочного материала (например, палки, прутка, проволоки и т. д.) и выбора правильных настроек аппарата сварщик также должен использовать определенный ход руки и перемещать сварочную ванну на правильную скорость, чтобы правильно опустить борт.
Типы сварных швов и движения горелки
В целом, манипуляции с горелкой практически одинаковы независимо от того, подается ли сварочная ванна с помощью отдельного присадочного стержня, проволоки с механической подачей или штучного электрода. Но есть некоторые методы, используемые в основном с одним процессом.
Четыре наиболее распространенных метода манипулирования горелкой, используемых для создания сварных швов:
Основные методы сварки швов:
- Стрингерные швы
- Бусины для плетения
Методы, специфичные для процесса:
- Хлыстовое движение (палка)
- Прогулочная чашка (TIG)
Бусины-стрингеры
Бусины-стрингеры Движение. Приведенный выше пример относится к многопроходному режиму.Стрингерный валик — это простая процедура, при которой вы либо тяните (т. е. «перетаскиваете»), либо толкаете резак через соединение по прямой линии без бокового движения или с минимальным движением.
Перетаскивание означает, что электрод наклонен в направлении сварки «вперед», опережая сварочную ванну. Это обеспечивает максимальное проплавление и прочный сварной шов.
Для термочувствительных или тонких металлов или при вертикальной сварке сварщики «толкают» кончик горелки. Для этого необходимо отвести горелку от лужи и следовать за ней во время сварки.
При сварке вертикального стыка расплавленный металл стремится упасть вниз. Но проталкивание сварного шва отводит тепло от ванны и позволяет сварному шву быстро затвердевать.
Один из основных недостатков продавливания заключается в том, что вы меньше проникаете в основной металл, чем при вытягивании («перетаскивании») расплавленной лужи.
Стрингерные валики обычно не очень широкие и могут использоваться в любом положении сварки.
Читайте также : Каковы основные положения сварки?
Несмотря на то, что вы двигаетесь по прямой линии, все равно важно убедиться, что вы соединили носки сварного шва с обеих сторон стыка. Помните, что целью сварки является не просто заполнение шва новым металлом. Очень важно добиться сплавления сварного шва с основным металлом.
Иногда достаточно медленное перемещение горелки позволяет сварочной ванне течь по обеим сторонам соединения. Это может быть все, что требуется для достижения хорошего слияния. В других случаях необходима небольшая манипуляция из стороны в сторону, как показано ниже.
Опять же, слегка двигайте из стороны в сторону. Если вы будете двигаться слишком далеко из стороны в сторону, вы создадите бусину переплетения. (См. следующий раздел ниже.)
Стрингеры также используются при наплавке. Это операция наплавки, которая помогает продлить срок службы ковшей, кранцев, плугов и других наружных металлических деталей промышленного оборудования. В этом случае шарики предназначены не для сплавления с основным металлом, а для создания защитного слоя.
Переплетение валиков
Перемещение плетения валиков: проведите по центру и удерживайте по бокам Для широких сварных швов вы можете переплетать из стороны в сторону вдоль соединения. Для толстого соединения плетение — самый быстрый способ выполнить сварочное задание.
Это особенно верно в случае разделки швов на толстых заготовках. Переплетения также распространены на угловых сварных швах.
Конечно, виды плетения бывают разные, и у каждого сварщика есть свой любимый. Например, ваша рука может совершать зигзагообразные, серповидные или фигурные движения.
Сплести узоры из бисера. Точками обозначены точки паузы, в которых применяется дополнительное тепло и металл на краю валика, где это больше всего необходимо.Помимо заполнения более широкого валика, плетение используется для контроля тепла в сварочной ванне. Кроме того, вы можете сделать паузу на каждой стороне сварного шва, чтобы добиться хорошей врезки в металлические детали и предотвратить подрезание кромок.
Однако, когда вы будете проходить через центр сустава, вам захочется поторопиться. В противном случае у вас может получиться высокая макушка (т. е. выпуклость посередине). Поэтому при плетении лучше иметь плоскую или слегка выпуклую поверхность сварного шва.
Треугольное плетение полезно, когда вам нужно заполнить крутой карман. Например, при вертикальной сварке вверх этот метод переплетения позволяет создать полку за ванной, которая препятствует скольжению расплавленного металла вниз.
Чтобы лужа не перегревалась и не расширялась, вы можете попробовать плетение в виде полукруга, когда центральная точка или ваш штрих пересекают переднюю часть лужи (или прямо перед ней). Если вы хотите, чтобы в луже было больше тепла, проплетите полукруг (или полумесяц) обратно через лужу, как показано на предыдущем рисунке.
Плетение в положении над головой может быть затруднено, так как сила тяжести имеет тенденцию вытягивать расплавленный металл из сварного шва. Даже с практикой укладка плетеной бусины на полдюйма или шире может оказаться сложной задачей. Но сварщики учатся делать это, поскольку плетение экономит время по сравнению с установкой нескольких стрингеров.
Хлыстовое движение (для стержня)
При сварке с разделкой кромок сварщик электродом обычно выполняет хлесткое движение запястьем по корневому шву, что является первой выполняемой сварочной операцией. Цель состоит в том, чтобы сплавить рабочие пластины вместе в нижней части с помощью плоского валика металла сварного шва.
Наиболее распространенными стержневыми электродами для корневых проходов на низкоуглеродистой стали являются стержни E6010 и 6011 для быстрой заморозки.
Сварщик проводит электродом вверх и вдоль зазора. Это необходимо для достижения полного проникновения. В результате вы увидите замочную скважину в отверстии в голове лужи.
KeyholdЭто один из самых сложных приемов, которым учатся сварщики. В дополнение к наблюдению за лужей, вы также должны поддерживать размер замочной скважины. Если он станет слишком большим (то есть более чем в два раза больше диаметра стержня), вы не сможете сплавить две стороны вместе. Вот почему контроль температуры имеет решающее значение во время корневого прохода.
В дополнение к правильному дизайну соединения и настройкам сварочного аппарата вы можете контролировать размер замочной скважины с помощью частоты взмахов кнута.
До того, как размер замочной скважины расширится слишком сильно, вы немного поднимите стержень вверх и перед сварным швом. Это действие охлаждает все и поддерживает постоянный размер замочной скважины. Это также позволяет валику на задней части лужи затвердеть.
Как только валик затвердеет, вы вернетесь к расплавленной луже, и еще одна капля сварного шва должна упасть с вашего стержня (если вы свариваете электродом), создав следующую монету.
Все это происходит довольно быстро. Итак, вам нужно обратить внимание, и скорость взбивания определяется уровнем нагрева, который вы наблюдаете в сварном шве.
Когда вы впервые начинаете сварку, вы можете вообще не взбивать, потому что еще недостаточно тепла. К тому времени, когда вы дойдете до конца сварного шва, вы можете щелкать запястьем в устойчивом зажиме из-за высокой температуры, проходящей через основной металл.
Вариант хлыста – J-образное плетение
Вариант движения хлыста называется «J-образное плетение». Это комбинация серповидного и хлыстового ударов, обычно используется на втором (он же «горячем») проходе соединения с V-образной канавкой.
Здесь вы перемещаете свой электрод E6010 или другие быстрозамораживающие электроды с одного пальца ноги на другой, делая небольшие паузы с каждой стороны, а затем на мгновение проводите стержнем вперед и вверх вдоль одной стороны сустава.
Для этой задачи удобна более длинная дуга. И так же, как при корневом проходе, после резкого движения вперед вы вернетесь к следующему открытому участку слева (или справа) от сварного шва и повторите ход.
Walking The Cup (для TIG)
При корневом проходе трубы сварщики часто используют горелку TIG. Это дает более чистый и точный валик, чем при сварке электродом или сварке MIG.
Кроме того, этот процесс обычно включает в себя особое движение руки, известное как «прогулка по чашке». В этом случае чашка представляет собой керамический изолятор, окружающий вольфрамовый наконечник.