Сборка фланцевых соединений
Сборка фланцевых соединений
Фланцевое соединение — наиболее уязвимое и слабое место трубопровода.
Сборка труб с фланцами является одной из наиболее распространенных и ответственных операций при изготовлении и монтаже трубопроводов, так как расстройство фланцевого соединения вызывает необходимость отключения трубопровода.
Пропуски среды через неплотности фланцевых соединений в процессе испытания и эксплуатации трубопроводов происходят вследствие слабой затяжки фланцев, перекосов между плоскостями фланцев, некачественной очистки уплотнительных поверхностей фланцев перед установкой новой прокладки, неправильной установки прокладки между фланцами, применения .некачественного прокладочного материала или материала, который не соответствует параметрам среды, дефектов на уплотнительных поверхностях (зеркалах) фланцев.
Процесс сборки фланцевого соединения состоит из установки (напасовки), выверки и крепления фланцев на концах труб, установки прокладки и соединения двух фланцев болтами или шпильками.
При напасовке фланцев на трубы в соответствии со СНиП ШТ.9—62 должны быть соблюдены следующие требования.
Отклонение от перпендикулярности фланца п к оси трубы (перекос), измеренное по наружному диаметру фланца (рис. 99, а) не должно превышать 0,2 мм на каждые 100 мм диаметра трубопровода, предназначенного для работы под давлением до 16 кгс/см2, 0,1 мм — под давлением от 16 кгс/см2до 64 кгс/см2и 0,05 мм под давлением выше 64 кгс/см2.
Устанавливать фланцы надо так, чтобы отверстия для болтов и шпилек были расположены симметрично главным осям (вертикальной и горизонтальной), но не совпадали с ними (рис. 99,6). Смещения осей болтовых отверстий во фланцах т относительно оси симметрии не должны превышать ± 1 мм при диаметре отверстий 18—25 мм, ±1,5 мм — при 30—34 мм и ±2 мм — при 41 мм.
Смещение осей отверстий фланца по окружности трубы проверяют с помощью отвеса или уровня, по которым находят вертикальную или горизонтальную ось, а затем линейкой контролируют смещение отверстий.
Перпендикулярность фланца проверяют контрольным угольником (рис. 100) и щупом. Зазор между фланцем 2 и угольником 1 замеряют в точках, диаметрально противоположных точкам касания.
Для напасовки на трубы с условным проходом до 200 мм плоских и приварных встык фланцев с центровкой их по внутреннему диаметру трубы применяют приспособление, показанное на рис. 101. Приспособление состоит из рычажного устройства 1 установленного на штоке 3, и диска 5. Для установки фланца 6 рычажный механизм вставляют внутрь трубы
 После выверки положения фланца его прихватывают электродуговой сваркой.
После выверки положения фланца его прихватывают электродуговой сваркой.Рис. 99. Положение фланца при установке на трубе:
а — отклонение от перпендикулярности фланца к осн. трубы,
б — смещение осей болтовых отверстий во фланцах относительно оси симметрии
Рис. 100. Контрольный угольник:
I — угольник, 2 — фланец, 3 — труба
Рис. 101. Приспособление для напасовки фланцев с центровкой по внутреннему диаметру трубы:
1 — рычажное устройство, 2 — труба, 3 — шток с воротком, 4 — планка, 5 — диск, 6 — фланец
При сборке элементов и узлов трубопроводов на сборочных стендах для напасовки фланцев применяют специальные передвижные приспособления.
Для напасовки фланцев приварных встык с условным проходом до 5О0 мм наиболее рационально приспособление, показанное на рис. 102, а. Привариваемый фланец устанавливают на сменные контрольные штифты 1, изготовленные в соответствии с диаметром болтового отверстия фланца. Эти штифты с помощью двухзаходного винта 2 и рукоятки 3 разводят и фиксируют положение болтовых отверстий фланца симметрично вертикальной оси. Перпендикулярность фланца продольной оси трубы достигается прижатием его зеркала к плоскости установочной каретки 4. Совпадение оси фланца с осью трубы достигается перемещением каретки с фланцем по вертикали с помощью винта 5 и рукоятки
Эти штифты с помощью двухзаходного винта 2 и рукоятки 3 разводят и фиксируют положение болтовых отверстий фланца симметрично вертикальной оси. Перпендикулярность фланца продольной оси трубы достигается прижатием его зеркала к плоскости установочной каретки 4. Совпадение оси фланца с осью трубы достигается перемещением каретки с фланцем по вертикали с помощью винта 5 и рукоятки
При сборке на таком приспособлении плоского фланца внутрь его вставляют установочное кольцо, чтобы труба не доходила до торца каретки (плоскости фланца) на требуемую величину. Недостаток данной конструкции заключается в необходимости индивидуальной центровки внутреннего отверстия фланца и трубы при сборке.
На рис. 102,6 показано приспособление для напасовки плоских фланцев с условным проходом до 500 мм. Оно отличается от описанного выше тем, что на установочной каретке вместе контрольных штифтов закреплена оправка 8, имеющая сери» цилиндрических выступов, диаметры которых соответствуют внутренним диаметрам собираемых фланцев. Ширину выступов принимают с учетом величины, на которую не доводят фланец. Торцовые поверхности выступов обработаны строго перпендикулярно продольной оси. Фланец надевают на трубу и прижимают зеркалом к торцовой поверхности оправки. Установочную каретку перемещают с помощью винта 5, чтобы она по высоте находилась на одной оси с трубой.
Ширину выступов принимают с учетом величины, на которую не доводят фланец. Торцовые поверхности выступов обработаны строго перпендикулярно продольной оси. Фланец надевают на трубу и прижимают зеркалом к торцовой поверхности оправки. Установочную каретку перемещают с помощью винта 5, чтобы она по высоте находилась на одной оси с трубой.
Рис. 102. Приспособления для напасовки фланцев:
а — приварных встык, б — плоских приварных; 1 — контрольный штифт, 2 — двухзаходный винт,
3, 6 — рукоятки, 4 — установочная каретка, 5 — винт, 7 — направляющие ролики, 8 — оправка
Если фланец не имеет перекоса или величина перекоса допускаемая, производят окончательную сборку соединения с установкой прокладок. Мягкие прокладки (из паронита, картона, асбеста) перед установкой смачивают водой и натирают с обеих сторон сухим графитом. Смазывать прокладки мастиками или графитом, разведенным на масле, нельзя, так как мастика и масло пригорают к зеркалам фланца и портят их поверхность.
Плотность фланцевого соединения в значительной степени зависит не только от чистоты поверхности зеркал фланцев, качества и размеров прокладки, но и от тщательной и умелой сборки и затяжки гаек. Перед сборкой фланцевых соединений с выступом и впадиной следует убедиться в том, что выступ одного фланца свободно входит во впадину сопрягаемого с ним фланца, а прокладка не имеет смещений в ту или иную сторону.
Сборка труб со свободными фланцами на приварном кольце или отбортованной трубе ничем не отличается от вышеизложенного и сводится в основном к подготовке конца трубы.
Исправление перекоса фланцев при их сборке путем натяга болтов или шпилек, а также устранение зазоров установкой клиновых прокладок не допускается. Такой натяг вызывает одностороннее сжатие прокладки и недопустимую вытяжку болтов или шпилек, в результате чего соединение становится неплотным. Перетянутые болты или шпильки в процессе эксплуатации могут разорваться.
Гайки фланцевых соединений с паронитовыми прокладками затягивают по способу крестообразного обхода. Сначала затягивают одну пару противоположно лежащих болтов, затем вторую пару, находящуюся под углом 90° к первой. Постепенно поперечным завертыванием гаек затягиваются все болты. При такой последовательности затяжки гаек не образуется перекосов во фланцевых соединениях.
Сначала затягивают одну пару противоположно лежащих болтов, затем вторую пару, находящуюся под углом 90° к первой. Постепенно поперечным завертыванием гаек затягиваются все болты. При такой последовательности затяжки гаек не образуется перекосов во фланцевых соединениях.
Гайки с металлическими прокладками затягивают по способу кругового обхода, т. е. при трех- или четырехкратном круговом обходе равномерно затягивают все гайки. Гайки фланцевого соединения затягивают ручными и механизированными гаечными ключами с трещотками. К механизированным инструментам относятся ключи-гайковерты с электрическим или пневматическим приводом. Равномерность затяжки и величину холодного натяга шпилек фланцевого соединения и крышек арматуры на трубопроводах высокого давления контролируют динамометрическими ключами- путем измерения удлинения шпильки при затяжке. Допускаемый размер холодного натяга шпилек находится в пределах от 0,03 до 0,15
При разборке и ремонте фланцевых соединений для раздвижки применяют приспособления с клином. После разборки фланцев обязательно меняют прокладку. Старую прокладку ставить нельзя даже в том случае, если состояние ее вполне удовлетворительное.
После разборки фланцев обязательно меняют прокладку. Старую прокладку ставить нельзя даже в том случае, если состояние ее вполне удовлетворительное.
При сборке фланцевых соединений запрещается оставлять незатянутыми болты или шпильки, соединяясь фланцы без прокладок и оставлять монтажные болты.
1. Какие требования предъявляются к сборке труб с фланцами?
2. Какие приспособления используют для сборки труб с фланцами?
3. Перечислите правила затяжки фланцевого соединения.
Все материалы раздела «Изготовление трубопроводов» :
● Технология централизованного изготовления
● Сборка элементов и узлов трубопроводов
● Сборка фланцевых соединений
● Сварка элементов и узлов
● Испытание и маркировка узлов
● Организация труда при изготовлении узлов, основные правила техники безопасности
● Изготовление сварных труб и секционных отводов
● Изготовление сварных тройниковых соединений и П-обраных компенсаторов
● Сборка и сварка прямолинейных секций
● Антикоррозийная изоляция секций трубопроводов
● Состав проектной документации трубопроводов
● Монтажно-технологическая схема и монтажный чертеж трубопроводов
● Деталировочные чертежи трубопроводов
● Нормы и правила сооружения трубопроводов
Приварка фланцев расценка в смете находится в сборнике ФЕР22.

Расценки на фланцы в смете
Расценка на приварку фланцев в смете, как правило, включается при определении стоимости устройства трубопроводов различного типа. В связи с этим логично, что расценки на установку фланцев в смете рекомендуется подбирать именно из сборников сметных нормативов, связанных с прокладкой инженерных сетей.
Расценки на приварку фланцев существуют практически во всех действующих базах сметных нормативов. В рамках данной статьи расценки на монтаж фланцев в смете будут рассмотрены на основании сметно-нормативной базы федеральных единичных расценок ФЕР.
Расценка на приварку фланцев
Основным сборником ФЕР, в котором существует возможность подобрать не только норму по установке фланцев, но также и расценки в смете на установку втулки под фланец, на установку трубопроводной арматуры и многое другое, является сборник ФЕР22. Указанный сборник объединяет в своем составе нормы для устройства наружных сетей водопровода.
Как было отмечено выше, расценка в смете на установку фланцевых соединений применяется чаще всего именно при прокладке трубопроводов различного типа, особенно на стальных трубах водопровода. В связи с этим в упомянутом выше сборнике существует расценка на приварку фланцев к стальным трубопроводам.
Необходимая расценка в смете на фланцевое соединение может быть подобрана из состава таблицы ФЕР22-03-014. Указанная таблица содержит в себе 17 норм на установку фланцев.
Каждая из расценок на приварку фланцев из таблицы ФЕР22-03-014 отличается по диаметру трубопроводов. Поэтому при составлении смет по форме №4, локальных ресурсных сметных расчетов и прочих локальных смет на прокладку наружных стальных водопроводов может быть учтен диаметр от 50 до 1200мм.
Состав работ расценок на приварку фланцев в смете из указанной таблицы включает в себя насадку фланцев на концы труб и их приварку. Объем работ в нормах измеряется в штуках.
Следует отметить, что расценки в смете на установку фланцев из таблицы ФЕР22-03-014 не учитывают в ресурсной части стоимость и марку самих фланцевых соединений. Дело в том, что сведения такого рода могут отличаться для разных объектов. Поэтому при составлении сметной формы информация о марке и стоимости материала включается в индивидуальном порядке.
Рисунок 1. Норма ФЕР22-03-014-01
Расценка на установку фланцевых соединений в смете
Еще одним сборником, из которого могут быть подобраны расценки в смете на монтаж фланцев, является сборник ФЕР16. Указанный сборник применяется при составлении сметных расчетов на устройство внутренних трубопроводов различного назначения.
Расценки в смете на установку фланцевых соединений находятся в таблице ФЕР16-02-007. Нормы в указанной таблице рассчитаны на монтаж фланцев на внутренних стальных трубопроводах. Как и в таблице из сборника ФЕР22, описанной выше по тексту, нормы в 16 сборнике различаются по диаметру труб, на которые монтируются фланцы.
Так, расценка на приварку фланцев может быть включена в состав сметы для трубопроводов диаметром от 50 до 400мм включительно. При этом следует отметить, что объем работ в нормах из ФЕР16-02-007 измеряется по количеству соединений.
По составу работ расценки в смете на установку фланцев из сборника ФЕР16 схожи с нормами из ФЕР22. То есть алгоритм, входящий в состав норм, содержит в себе работы по насадке и приварке фланцев на концы труб и их соединение на прокладках и болтах.
Что касается расценок в смете на демонтаж фланцев, то нормы с таким составом работ не представлены в сборниках ФЕР на сегодняшний день. В связи с этим обычно подбирается наиболее подходящая по составу работ расценка или применяется коэффициент на демонтаж при включении в смету норм на данный вид работ.
Рисунок 2. Норма ФЕР16-02-007-06
Прочие расценки на приварку фланцев
Расценки на приварку фланцев в смете могут входить в состав работ какой-либо нормы, учитывающей производство работ на трубопроводах различного типа. Одним из таких видов является врезка в действующие трубопроводы.
Одним из таких видов является врезка в действующие трубопроводы.
Норма на врезку во внутренние сети водоснабжения и отопления могут быть обнаружены в упоминавшемся выше сборнике ФЕР16. В указанном сборнике числится таблица ФЕР16-07-003, в которой представлено 11 норм с входящими в их состав расценками на приварку фланцев.
Нормы в таблице различаются по диаметру трубопроводов, с которыми ведутся работы по врезке. Таким образом, в состав сметной формы могут быть включены расценки на трубопроводы от 15 до 200мм. Процесс врезки включает в себя перекрытие запорной арматуры на трубах, спуск воды и вырубку борозды.
Далее следует вырезка отверстия в трубопроводах и приварка штуцера. Расценка на приварку фланцев к штуцеру и установка фланцевой арматуры являются завершающим этапом состава работ норм на врезку, после которых происходит пуск системы.
Следует отметить, что расценка в смете на монтаж фланцев включается не во все нормы таблицы ФЕР16-07-003, а только в расценки на врезку в трубопроводы диаметром от 50мм и выше.
Расценки на монтаж фланцев в смете могут входить в состав работ по прокладке системы вентиляции. Так, например, работы по установке фланцев находятся в нормах по присоединению труб к оросительной системе блока тепломассообмена.
Нормы на указанный вид работ находятся в таблице ФЕР20-06-014 и различаются между собой производительностью блоков. Расценка на приварку фланцев в ФЕР20-06-014 является начальным этапом производства работ. После этого происходит соединение отходящих и приводящих труб, регулировка шарового клапана и присоединение теплообменников.
Расценка в смете на монтаж фланцев входит и в состав работ по установке калориферов. Указанный вид работ также находится в уже упомянутом сборнике ФЕР20 и помимо установки фланцевых соединений включает в себя целый комплекс манипуляций.
На основании написанного выше можно сделать вывод о том, что расценки на фланцы в смете могут применяться при определении стоимости множества видов работ. Однако, в основном, такие расценки включаются в сметные формы на прокладку трубопроводов различного типа.
Однако, в основном, такие расценки включаются в сметные формы на прокладку трубопроводов различного типа.
Омск – город будущего!. Официальный портал Администрации города Омска
Омск — город будущего!
Город Омск основан в 1716 году. Официально получил статус города в 1782 году. С 1934 года — административный центр Омской области.
Площадь Омска — 566,9 кв. км. Территория города разделена на пять административных округов: Центральный, Советский, Кировский, Ленинский, Октябрьский. Протяженность города Омска вдоль реки Иртыш — около 40 км.
Расстояние от Омска до Москвы — 2 555 км.
Координаты города Омска: 55.00˚ северной широты, 73.24˚ восточной долготы.
Климат Омска — резко континентальный. Зима суровая, продолжительная, с устойчивым снежным покровом. Лето теплое, чаще жаркое. Для весны и осени характерны резкие колебания температуры. Средняя температура самого теплого месяца (июля): +18˚С. Средняя температура самого холодного месяца (января): –19˚С.
Часовой пояс: GMT +6.
Численность населения на 1 января 2020 года составляет 1 154 500 человек.
Плотность населения — 2 036,7 человек на 1 кв. км.
Омск — один из крупнейших городов Западно-Сибирского региона России. Омская область соседствует на западе и севере с Тюменской областью, на востоке – с Томской и Новосибирской областями, на юге и юго-западе — с Республикой Казахстан.
©Фото Б.В. Метцгера
Герб города Омска
Омск — крупный транспортный узел, в котором пересекаются воздушный, речной, железнодорожный, автомобильный и трубопроводный транспортные пути. Расположение на пересечении Транссибирской железнодорожной магистрали с крупной водной артерией (рекой Иртыш), наличие аэропорта обеспечивают динамичное и разностороннее развитие города.
©Фото Алёны Гробовой
Город на слиянии двух рек
В настоящее время Омск — крупнейший промышленный, научный и культурный центр Западной Сибири, обладающий высоким социальным, научным, производственным потенциалом.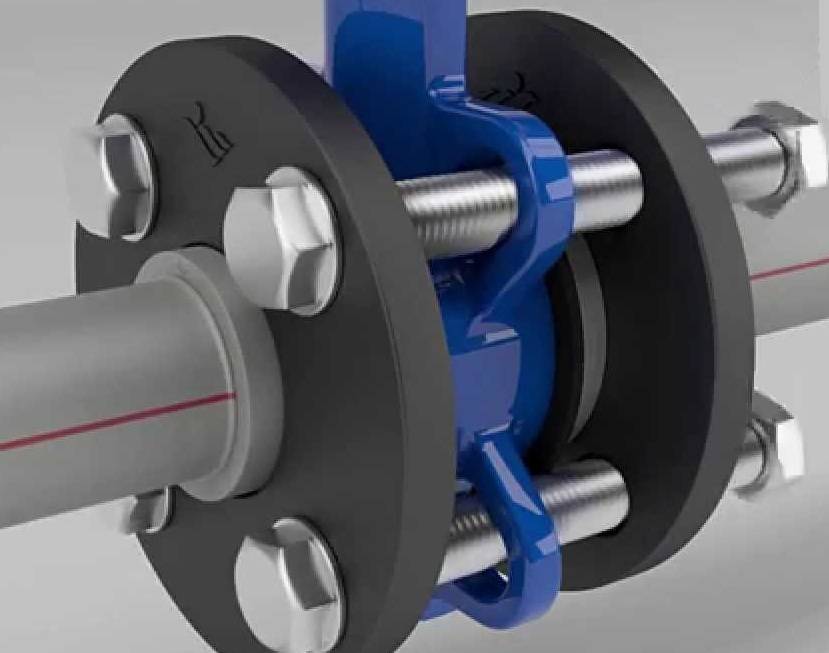
©Фото Б.В. Метцгера
Тарские ворота
Сложившаяся структура экономики города определяет Омск как крупный центр обрабатывающей промышленности, основу которой составляют предприятия топливно-энергетических отраслей, химической и нефтехимической промышленности, машиностроения, пищевой промышленности.
©Фото Б.В. Метцгера
Омский нефтезавод
В Омске широко представлены финансовые институты, действуют филиалы всех крупнейших российских банков, а также брокерские, лизинговые и факторинговые компании.
Омск имеет устойчивый имидж инвестиционно привлекательного города. Организации города Омска осуществляют внешнеторговые отношения более чем с 60 странами мира. Наиболее активными торговыми партнерами являются Испания, Казахстан, Нидерланды, Финляндия, Украина, Беларусь.
Город постепенно обретает черты крупного регионального и международного делового центра с крепкими традициями гостеприимства и развитой инфраструктурой обслуживания туризма. Год от года город принимает все больше гостей, растет число как туристических, так и деловых визитов, что в свою очередь стимулирует развитие гостиничного бизнеса.
Год от года город принимает все больше гостей, растет число как туристических, так и деловых визитов, что в свою очередь стимулирует развитие гостиничного бизнеса.
©Фото Б.В. Метцгера
Серафимо-Алексеевская часовня
Омск — крупный научный и образовательный центр. Выполнением научных разработок и исследований занимаются более 40 организаций, Омский научный центр СО РАН. Высшую школу представляют более 20 вузов, которые славятся высоким уровнем подготовки специалистов самых различных сфер деятельности. Омская высшая школа традиционно считается одной из лучших в России, потому сюда едут учиться со всех концов России, а также из других стран.
©Фото А.Ю. Кудрявцева
Ученица гимназии № 75
Высок культурный потенциал Омска. У омичей и гостей нашего города всегда есть возможность вести насыщенную культурную жизнь, оставаясь в курсе современных тенденций и течений в музыке, искусстве, литературе, моде. Этому способствуют городские библиотеки, музеи, театры, филармония, досуговые центры.
©Фото В.И. Сафонова
Омский государственный академический театр драмы
Насыщена и спортивная жизнь города. Ежегодно в Омске проходит Сибирский международный марафон, комплексная городская спартакиада. Во всем мире известны такие омские спортсмены, как борец Александр Пушница, пловец Роман Слуднов, боксер Алексей Тищенко, гимнастка Ирина Чащина, стрелок Дмитрий Лыкин.
©Фото из архива управления информационной политики Администрации города Омска
Навстречу победе!
Богатые исторические корни, многообразные архитектурные, ремесленные, культурные традиции, широкие возможности для плодотворной деятельности и разнообразного отдыха, атмосфера доброжелательности и гостеприимства, которую создают сами горожане, позволяют говорить о том, что Омск — город открытых возможностей, в котором комфортно жить и работать.
©Фото из архива пресс-службы Ленинского округа
Омск — город будущего!
Монтаж фланцевого соединения
Сооружение трубопроводов зачастую предполагает использование соединительных элементов. Среди различных способов можно выделить соединение с помощью фланцев.
Среди различных способов можно выделить соединение с помощью фланцев.
Такие конструкции бывают нескольких видов, что позволяет эксплуатировать их в экстремальных условиях. Ознакомиться с техническими особенностями фланцев, а также приобрести их можно, посетив сайт компании Эверстил — фланцы из нержавеющей стали здесь представлены в широком ассортименте.
Основные понятия
Фланец представляет собой специальный элемент трубопроводов, которые используются для соединения нескольких отдельных частей в единую систему. Также они могут применяться в случае, когда нужно подсоединить дополнительное оборудование к подобным конструкциям.
Согласно конструктивным особенностям фланцы можно разделить на несколько основных видов:
- Изделия стальные плоские приварные. Фланцы этого типа фиксируются к основной трубе с помощью обычной сварки методом образования двух сварных швов по окружности.
- Фланец стальной приварной встык. Крепление подобных изделий предполагает уже образование только одного сварного шва.
 Это дает возможность значительно снизить затраты и ускорить процесс монтажа.
Это дает возможность значительно снизить затраты и ускорить процесс монтажа. - Свободный фланец. Такие конструкции изготавливаются из специальных видов стали и состоят из самого фланца и кольца. При этом фиксация к трубе производится методом сварки с ней кольцевого крепежа, тогда как само изделие остается свободным.
 Это дает возможность значительно снизить затраты и ускорить процесс монтажа.
Это дает возможность значительно снизить затраты и ускорить процесс монтажа.Монтаж фланцевых соединений
Процесс образования подобных систем предполагает фиксацию двух фланцев между собой, который можно разбить на несколько последовательных этапов:
- Напасовка представляет собой своеобразное «одевание» конструкции на трубу.
- После этого выполняется выверка расположения фланка и фиксация. Выполняется это одним из специальных способов, о которых упоминалось ранее (различные методы сварки).
- На данном этапе выполняется непосредственное расположение прокладки и соединение двух фланцев между собой. Осуществляется данная операция с помощью специальных болтов и шпилек. Следует отметить, что данные процедуры требуют соблюдения определенных правил, которые зависят от типа продукта и монтируемой системы.

Монтаж фланцевых соединений является очень сложной операцией, требующей не только навыков работы с такими материалами, но и определенных знаний. Поэтому доверять решение подобных задач нужно только опытным специалистам.
Твитнуть Таблицы DPVA.ru — Инженерный Справочник | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Оборудование / / Фланцы, резьбы, трубы, фитинги. …Элементы трубопроводов. / / Фланцы по ГОСТ, DIN (EN 1092-1) и ANSI (ASME). Соединение фланцев. Фланцевые соединения. Фланцевое соединение. / / Установка межфланцевых прокладок. Затяжка болтов фланцевого соединения. Что нужно делать и чего нельзя допускать при установке прокладок. Устранение неисправностей …Элементы трубопроводов. / / Фланцы по ГОСТ, DIN (EN 1092-1) и ANSI (ASME). Соединение фланцев. Фланцевые соединения. Фланцевое соединение. / / Установка межфланцевых прокладок. Затяжка болтов фланцевого соединения. Что нужно делать и чего нельзя допускать при установке прокладок. Устранение неисправностейПоделиться:
| ||||||||||||||||||
| Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. Вложите в письмо ссылку на страницу с ошибкой, пожалуйста. | |||||||||||||||||||
| Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator Free xml sitemap generator | ||||||||||||||||||
 д. Во многих случаях прокладки на это способны, но только при правильном выборе их типа и материала, а также при соблюдении правильной процедуры установки.
д. Во многих случаях прокладки на это способны, но только при правильном выборе их типа и материала, а также при соблюдении правильной процедуры установки.

 Некоторые соединения необходимо повторно затягивать непосредственно перед вводом в эксплуатацию с целью компенсации релаксации прокладок и крепежа. Ожидаемая релаксация — 10% по моменту в течение первых суток. Также в некоторых случаях при использовании прокладок определенных типов совместно с фланцами некоторых форм присоединительной поверхности на теплообменниках необходимо осуществлять дополнительную затяжку соединения при начальном нагреве теплообменника.
Некоторые соединения необходимо повторно затягивать непосредственно перед вводом в эксплуатацию с целью компенсации релаксации прокладок и крепежа. Ожидаемая релаксация — 10% по моменту в течение первых суток. Также в некоторых случаях при использовании прокладок определенных типов совместно с фланцами некоторых форм присоединительной поверхности на теплообменниках необходимо осуществлять дополнительную затяжку соединения при начальном нагреве теплообменника. Проверьте выравнивание фланцев, их рабочие поверхности и затяните болты в соответствии с описанной процедурой.
Проверьте выравнивание фланцев, их рабочие поверхности и затяните болты в соответствии с описанной процедурой.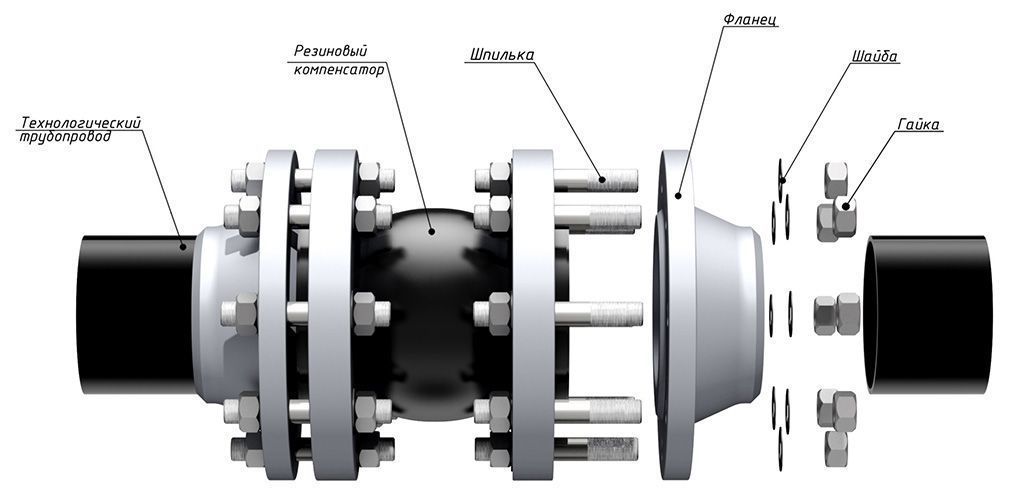 Проверьте правльность выбора типа прокладки.
Проверьте правльность выбора типа прокладки.Фланцы стальные. Конструкция. Плюсы, минусы и применение
Как показывает практика, элементы промышленных трубопроводов недостаточно сварить вместе, или собрать посредством муфтовой резьбы. Полученные соединения будут неразборными либо очень ненадёжными. То есть оба варианта могут пользователя не устроить. Людям необходимо сформировать очень прочное соединение, обеспечивающее герметизацию труб большого диаметра, но позволяющее при необходимости разобрать его. Решить эту проблему помогут фланцы стальные.
Стальные фланцы позволяют получить разъемное соединение, которое считается одним из самых надежных
Конструкция
Фланцевое соединение металлических труб является сегодня одним из наиболее популярных методов сборки трубопроводов. Такое отношение к себе со стороны профессионалов рассматриваемые изделия заслужили по многим причинам. Фланцы плоские стальные приварные выглядят в виде пластин, в которых имеются отверстия. Главное из них располагается по центру пластины. Через это отверстие деталь подключается к трубе.
Главное из них располагается по центру пластины. Через это отверстие деталь подключается к трубе.
При этом нужно обязательно учесть следующее требование: диаметр внутреннего отверстия на кольце у фланца должен полностью совпадать со значением аналогичного показателя на трубе. Тогда при его установке и фиксации не возникнут сложности, а стыковка пройдёт качественно и быстро.
По периметру пластины есть несколько отверстий, но уже несколько меньшего диаметра. Это места под выполнение болтового соединения. Стягивают и фиксируют пластины именно болтами.
Соединению такого типа присущи как плюсы, так и минусы. Главным преимуществом является возможность его быстрого снятия и разборки. Причём для работы понадобится всего лишь соответствующего размера гаечный ключ. С другой же стороны болтовое соединение всё-таки уступает сварке по монолитности и надёжности. Использование стальных фланцев подразумевает в большинстве случаев их дополнительную герметизацию при помощи уплотнительных колец. Раньше эта задача решалась путём использования на кольце резины.
Раньше эта задача решалась путём использования на кольце резины.
В конструкцию фланцев входят уплотнительные кольца и болты для фиксации
Под уплотнители на фланцы стальные плоские приварные с внутренней стороны даже вырезается канал или канавка. В неё укладывается герметизирующее кольцо, а потом прикручивается к другому, в быту называемому ответным.
Совет! При покупке контролируйте факт абсолютного совпадения размеров фланцев. Иначе качественно соединить их вам не удастся.
Плюсы, минусы и применение
К основным достоинствам подобных изделий эксперты относят:
- функциональность;
- возможность использовать при любых характеристиках рабочей среды и на любых трубопроводах;
- простота в монтаже;
- долговечность соединения;
- приемлемая стоимость;
- надёжность.
Из основных недостатков стоит выделить:
- на качество соединения очень серьёзно влияет соответствие пластин, а также их размеров;
- износ уплотнительных колец. Со временем эти элементы придётся заменять на новые.
 Со временем эти элементы придётся заменять на новые.
Со временем эти элементы придётся заменять на новые.Фланцевое соединение используют для монтажа трубопроводов разных типов, в том числе и тех, которые работают под высоким давлением
Используются фланцы данного типа практически повсеместно. Они востребованы при сборке гражданских центральных трубопроводов, газопроводов, бытовых систем водоснабжения, теплотрасс, промышленных систем и т.д. На этом фоне абсолютно не вызывает удивление факт наличия ГОСТа по этим изделиям.
Причём таких нормативных документов существует несколько. Действие каждого из них распространяется на своё направление. Например, вес фланцев стальных приварных плоских, их размеры и используемую марку стали указывает ГОСТ 12820-80. А вот аналогичные параметры воротниковых моделей определяет ГОСТ 12821-80. Существуют и другие государственные стандарты. Некоторые из них будут упомянуты ниже.
Разновидности
В целом, классификация стальных фланцев, выглядит следующим образом:
- литые. Это — соединительные элементы арматуры и трубопроводов, выполненных из любого материала. Температурный режим -250 ≤ T ≤ +600ًС. Рабочее давление – 1,6 ≤ P ≤ 20 мПа
- приварные плоские. Диапазон рабочих температур: -70 ≤ T ≤+300ًС. Способны выдержать давление 0,1 ≤ P ≤ 2,5 м Па;
- для стыковой сварки. Работают при температуре -250 ≤ T ≤+600ًС. Способны выдержать рабочее давление 0,1 ≤ P ≤ 20 мПа;
- фланцы стальные, оборудованные приварным кольцом. Диапазон рабочей температуры -30 ≤ T ≤ +300ًС, давление 0,1 ≤ P ≤ 3 мПа.
 Это — соединительные элементы арматуры и трубопроводов, выполненных из любого материала. Температурный режим -250 ≤ T ≤ +600ًС. Рабочее давление – 1,6 ≤ P ≤ 20 мПа
Это — соединительные элементы арматуры и трубопроводов, выполненных из любого материала. Температурный режим -250 ≤ T ≤ +600ًС. Рабочее давление – 1,6 ≤ P ≤ 20 мПаКаждый тип фланцев имеет свои технические характеристики, рабочую температуру и давление
Соединительные детали сварного типа надеваются при монтаже на торец трубы, а затем фиксируются сварными швами (достаточно 2-х швов). Элементы для стыковой сварки крепятся одним швом. Располагается он между воротником фланца и срезом трубы. Конструкция изделий с приварным кольцом состоит из двух частей – кольца и пластины идентичного диаметра. К трубе при этом приваривается одно кольцо, а сам фланец не теряет степени свободы, благодаря чему может прокручиваться вокруг собственной оси.
Полезно знать! Такое техническое решение ориентировано на использование в труднодоступных местах или на участках, где необходимо регулярное обслуживание трубопровода либо его ремонт.
Фланцы для соединения труб с оборудованием или сосудами классифицируются в соответствии с ГОСТ 28659 на следующие разновидности:
- восьмиугольного сечения. Температура -70 ≤ T ≤ +550ًС, давление 6,4 ≤ P ≤ 16 мПа;
- для сварки встык. Температурный диапазон -70 ≤ T ≤+540ًС, рабочее давление 0,7 ≤ P ≤ 6,5 мПа. Размеры фланцев стальных данного типа колеблются в диапазоне 40…4000 мм (имеется в виду их диаметр). ГОСТ 28759-3;
- плоские. Рабочая температура -70 ≤ T ≤ +300ًС, давление 0,3 ≤ P ≤ 1,7 мПа. Выпускаются подобные фланцы размерами, позволяющими стыковать оборудование и сосуды диаметром 400…4000 миллиметров. ГОСТ 28759-2.
Чтобы информация была наиболее полной, стоит упомянуть следующий термин – изолирующее фланцевое соединение (сокращённо ИФС). Для его обустройства могут применяться фланцевые конструкции любого типа. Использование ИФС позволяет защитить трубопроводы от электрохимической коррозии – явления, выступающего в качестве главной причины ускоренного износа систем, прокладываемых под землёй.
Для его обустройства могут применяться фланцевые конструкции любого типа. Использование ИФС позволяет защитить трубопроводы от электрохимической коррозии – явления, выступающего в качестве главной причины ускоренного износа систем, прокладываемых под землёй.
Плоские фланцы позволяют стыковать достаточно крупные детали — диаметром до 4000 мм
Конструктивное исполнение изолирующего фланцевого соединения представляет собой 2 стягивающихся шпильками фланца, между которыми укладывается прокладка из диэлектрического материала. Как правило, это паронит либо термостабилизированный графит. Такое исполнение препятствует распространению по трубопроводу электротока, ограничивая его на определённом участке инженерной коммуникации. ИФС способствует значительному увеличению срока службы подземных веток трубопроводов. Используется оно на протяжении 15-20 лет, по происшествию которых диэлектрическая прокладка меняется на новую. Процедура замены выполняется с помощью так называемых разгонщиков – клиновидных домкратов. Продуцируемое ими усилие разводит соседние фланцы. Современная промышленность выпускает гидравлические и ручные (механические) разгонщики. Первые развивают усилие в 15 тонн.
Продуцируемое ими усилие разводит соседние фланцы. Современная промышленность выпускает гидравлические и ручные (механические) разгонщики. Первые развивают усилие в 15 тонн.
Характеристики и цены
Поскольку фланцы стальные подвергаются строгому нормированию, их параметры очень чётко определены. Отход предприятий-изготовителей от сортаментных размеров и технологии запрещён. Прежде чем купить необходимую партию данной продукции, требуйте сертификат от её производителя.
Главными характеристиками считаются габариты соединительных деталей. В отношении стальных фланцев даже действует специальный сертификат, в котором расписаны все их размеры. Чтобы не столкнуться в дальнейшем с неприятностями, изучите паспорт фланцев на предмет соответствия этому документу а при наличии отличий от покупки лучше воздержаться.
Фланцы должны быть изготовлены согласно ГОСТу и иметь все необходимые сертификаты, подтверждающие их качество
Следует помнить о необходимости полной идентичности соединений друг другу по вешнему и внутреннему диаметру. Также обращайте внимание на уровень рабочего давления, которое фланец выдерживает длительное время.
Также обращайте внимание на уровень рабочего давления, которое фланец выдерживает длительное время.
Полезная информация! Измеряют данный показатель в барах и обозначают символами PN. Цена фланцев является величиной производной от этой характеристики, а также от условного диаметра (ДУ).
Например, приобрести соединители с PN 16 и ДУ 50 мм можно за небольшие деньги – от 3 до 5 долларов. Но за модель с ДУ 150 миллиметров придётся заплатить 11-13 долларов.
Ценовые отличия присущи также различным типам фланцев. Так, купить приварные встык стальные фланцы можно тоже недорого – за 2-4 у.е., если рассматривается деталь с внутренним сечением 50 мм. А воротниковая модель с идентичными характеристиками обойдётся уже в 5-6 долларов.
Размеры и тип стальных фланцев определяют их вес. Понятно, что вес воротниковых изделий больше этого показателя стальных плоских соединителей. Впрочем, весовые параметры не всегда находятся в центре внимания покупателя, поскольку на особенности эксплуатации и сферу применения фланцев они не оказывают.
В число наиболее ответственных характеристик входит марка стали, применённой для изготовления детали. В промышленности чаще всего встречаются фланцы стальные, произведённые из нержавейки. Этот факт вполне очевиден и вместе с тем оправдан. Ведь подобной продукции из нержавеющей стали присуща большая надёжность и долговечность по сравнению соединительными элементами из обычной легированной стали. Но и продаются они по цене почти в два раза большей. Здесь нужно заранее расставить для себя приоритеты. А при выборе необходимо руководствоваться сделанными выводами.
Монтаж систем трубопроводов при помощи фланцевых соединений | ЭлектроАС
Дата: 29 июня, 2015 | Рубрика: Прочая Информация
Метки: монтаж фланцевых соединений, соединение труб, фланцевое соединение, фланцевое соединение труб

Нужен электромонтаж или электроизмерения? Звоните нам!
Для постройки водо- или газопровода, канализации, отопительной системы и других инженерных систем чаще всего применяются стальные трубы, которые нуждаются в надежном и долговечном соединении. С этой целью используются фланцевые крепления, детали для которых подбираются, исходя из особенностей будущей системы, области ее применения и необходимого набора функций. Чтобы грамотно организовать фланцевое совмещение, необходимо знать ряд тонкостей монтажа. Существенным является применение исключительно качественных деталей — например, крышки фланцевые (посмотреть можно по ссылке http://www.gazsnabinvest.ru/produkcija/komplekt_detalej_flancevyh_soedinenij/) должны быть изготовлены по ГОСТу с соблюдением жестких правил и норм.
Для скрепления труб из разных материалов необходимо обращать внимание, в первую очередь, на навинчивание гаек на болты. Гайки должны крепиться разводным ключом ровно и без даже небольших скосов. Навинчивать их нужно строго одну напротив другое, а не по кругу — таким образом, легко обеспечить надежное крепление труб, которое прослужит долго.
Навинчивать их нужно строго одну напротив другое, а не по кругу — таким образом, легко обеспечить надежное крепление труб, которое прослужит долго.
Материал для прокладки
Материал для прокладки с целью уплотнения фланцев рекомендуется подбирать под особенности будущей системы трубопроводов. Главное — чтобы материал был гибким и имел высокую плотность. Теплоносные сети лучше всего прокладывать асбестовым картоном (3-6 мм толщиной). Для водопроводов, температура воды в которых не будет выше 100 градусов, можно использовать тряпичный картон (3 мм). Рекомендуется устанавливать не более одной прокладки между фланцами. Не забудьте окунуть картон в воду, просушить, а затем пропитать горячей олифой.
Демонтаж фланцевых соединений
В особенности фланцевых соединений, по которым они значительно превосходят сварочный вариант скрепления, входит возможность легкого и быстрого демонтажа. Это обеспечивает доступ к внутренней части трубопровода с целью ремонта или других видов работ. Разбирая фланцевое соединение, важно соблюдать технику безопасности, так как запчасти системы весят очень много и порой бывают острыми. Самый главный этап демонтажа подобного соединения заключается в отвинчивании гаек с применением трубного или гаечного ключа. Более подробно на сайте производителя (посмотреть можно по ссылке http://www.gazsnabinvest.ru/) вы сможете узнать о разновидностях и областях применения деталей фланцевых соединений а также ознакомиться с их техническими характеристиками и заказать оборудование с поставкой. Важно! Не заказывайте продукцию у ненадежных поставщиков!
Разбирая фланцевое соединение, важно соблюдать технику безопасности, так как запчасти системы весят очень много и порой бывают острыми. Самый главный этап демонтажа подобного соединения заключается в отвинчивании гаек с применением трубного или гаечного ключа. Более подробно на сайте производителя (посмотреть можно по ссылке http://www.gazsnabinvest.ru/) вы сможете узнать о разновидностях и областях применения деталей фланцевых соединений а также ознакомиться с их техническими характеристиками и заказать оборудование с поставкой. Важно! Не заказывайте продукцию у ненадежных поставщиков!
Прочая и полезная информация
Как установить фланец под приварную шейку и плоский фланец под приварку
Фланец — обычная деталь в системе трубопроводов. В основном они используются для соединения валов и валов или для соединения двух устройств. Обычно фланцы используются с прокладками и болтами. Цель состоит в том, чтобы закрепить две трубы, фитинги или оборудование на фланце, затем добавить фланцевую прокладку между двумя фланцами, а затем с помощью болтов затянуть два фланца, чтобы обеспечить герметичное соединение. Следовательно, это также распространенный метод подключения в трубопроводной системе.
Цель состоит в том, чтобы закрепить две трубы, фитинги или оборудование на фланце, затем добавить фланцевую прокладку между двумя фланцами, а затем с помощью болтов затянуть два фланца, чтобы обеспечить герметичное соединение. Следовательно, это также распространенный метод подключения в трубопроводной системе.
Однако мы обнаружим, что фланцевое соединение все равно выйдет из строя в реальном производственном процессе. Это может быть вызвано тремя факторами фланца, прокладки и болта, такими как недостаточная жесткость фланца, жесткость болта и жесткость предварительной затяжки болта, форма и характеристики поверхности уплотняемой поверхности фланца и выбор прокладки (и уплотняющих характеристик) или неправильная установка фланца. и пользуйся. На него также могут влиять рабочая температура, давление, химические и физические свойства среды.Следовательно, нам нужно сначала выбрать фланец, прокладку и болт, а затем установить их. Это сделано для лучшего использования герметичности фланцевого соединения. Итак, можем ли мы прикасаться к фланцу непосредственно во время установки фланца? Какие меры предосторожности при установке фланца?
Итак, можем ли мы прикасаться к фланцу непосредственно во время установки фланца? Какие меры предосторожности при установке фланца?
Убедитесь, что уплотнительная поверхность чистая и не имеет дефектов.
Перед установкой фланца необходимо убедиться, что уплотнительная поверхность фланца чистая и не имеет дефектов. Необходимо очистить уплотнительную поверхность фланца.Это связано с тем, что уплотнительная поверхность фланца должна плотно прилегать к шайбе и болту. Если уплотняющая поверхность фланца не очищена, в процессе будущего использования, вероятно, возникнет утечка, и надлежащие уплотняющие характеристики фланца будут недействительными. Что касается бездефектной уплотнительной поверхности фланца, это означает, что уплотнительная поверхность фланца не имеет таких дефектов, как радиальные царапины, серьезная коррозия и деформация.
При очистке уплотнительной поверхности фланца используйте латексные перчатки, спирт, непыльную ткань и другие инструменты.Нам нужно надеть латексные перчатки, смочить беспыльную ткань спиртом, а затем протереть весь фланец. Стоит отметить, что при очистке уплотнительной поверхности фланца не используйте отвертку для ее очистки, чтобы не повредить уплотнительную поверхность фланца.
Стоит отметить, что при очистке уплотнительной поверхности фланца не используйте отвертку для ее очистки, чтобы не повредить уплотнительную поверхность фланца.
Соединение между фланцем и трубой
Соединение фланца и системы трубопроводов требует высоких навыков соединения, потому что при установке следует учитывать не только прочность соединительной части, но и герметичность.Если одна из двух точек не соответствует стандарту, трубопровод может быть поврежден. Следовательно, монтаж фланцев и труб должен соответствовать следующим требованиям:- (1) Центр фланца должен совпадать с центром трубы.
- (2) Уплотняющая поверхность фланца должна быть перпендикулярна центру трубопровода.
- (3) Положение резьбового отверстия фланца на трубопроводе должно соответствовать положению на противоположном оборудовании или трубопроводе, а положение резьбового отверстия фланца на обоих концах одного и того же трубопровода должно быть одинаковым.
Монтаж плоского приварного фланца
Процесс установки плоского приварного фланца относительно прост. При установке следует сначала вставить фланец в конец трубы, а затем оставить определенное расстояние между отверстием трубы и уплотнительной поверхностью фланца, которое определяется толщиной стенки трубы. Затем можно приступать к точечной сварке с обеих сторон трубы.
При установке следует сначала вставить фланец в конец трубы, а затем оставить определенное расстояние между отверстием трубы и уплотнительной поверхностью фланца, которое определяется толщиной стенки трубы. Затем можно приступать к точечной сварке с обеих сторон трубы.
Монтаж фланца приварной горловины
Фланец с приварной шейкой Данный вид фитингов относится к фланцам с переходной шейкой и круглым сечением и стыковым сварным соединением с трубой.В отличие от плоского приварного фланца, приварной фланец нелегко деформировать и обладает хорошими уплотняющими характеристиками. К тому же они относительно дешевы, поэтому широко используются. Фланец с приварной шейкой подходит для труб с большими колебаниями давления или температуры, а также для труб с высокими, высокими и низкими температурами. Он используется для перевозки драгоценных, легковоспламеняющихся и взрывоопасных сред. Итак, вы знаете, как установить и использовать фланец под приварку? Следует знать меры предосторожности при установке и использовании фланца с приварной шейкой?
- 1. Перед установкой фланца приварной встык обратите внимание на соответствие номинального давления фланца проектным требованиям; проверьте гладкость и чистоту уплотнительной поверхности фланца, наличие заусенцев и радиальных канавок, а также целостность и целостность резьбовой части фланца. Могут ли вогнутый и выпуклый фланцы входить естественным образом, особенно неразрушающий контроль приварного фланца, должны быть выполнены хорошо, чтобы избежать повреждения внутренней части приварного фланца и влияния на характеристики и срок службы фланца.
- 2. Перед установкой фланца приварной встык тщательно очистите его. Ведь уплотнительная поверхность фланца должна плотно соединяться шайбой и болтом. Поверхность уплотнения фланца необходимо очистить специальными чистящими средствами и методами, чтобы не повредить приварной фланец.
 Перед установкой фланца приварной встык обратите внимание на соответствие номинального давления фланца проектным требованиям; проверьте гладкость и чистоту уплотнительной поверхности фланца, наличие заусенцев и радиальных канавок, а также целостность и целостность резьбовой части фланца. Могут ли вогнутый и выпуклый фланцы входить естественным образом, особенно неразрушающий контроль приварного фланца, должны быть выполнены хорошо, чтобы избежать повреждения внутренней части приварного фланца и влияния на характеристики и срок службы фланца.
Перед установкой фланца приварной встык обратите внимание на соответствие номинального давления фланца проектным требованиям; проверьте гладкость и чистоту уплотнительной поверхности фланца, наличие заусенцев и радиальных канавок, а также целостность и целостность резьбовой части фланца. Могут ли вогнутый и выпуклый фланцы входить естественным образом, особенно неразрушающий контроль приварного фланца, должны быть выполнены хорошо, чтобы избежать повреждения внутренней части приварного фланца и влияния на характеристики и срок службы фланца. При установке и использовании фланца с приварной шейкой необходимо учитывать метод и последовательность. Ведь если способ установки и последовательность установки неправильные, это повлияет на установку фланца, так что фланец не может быть установлен. В процессе эксплуатации из-за влияния транспортной среды и условий эксплуатации также может произойти расшатывание и проскальзывание, что приведет к негерметичности трубопровода. Поэтому, чтобы в будущем использовать приварной фланец лучше и дольше, нам необходимо освоить правильный способ установки и последовательность установки приварного фланца.
В процессе эксплуатации из-за влияния транспортной среды и условий эксплуатации также может произойти расшатывание и проскальзывание, что приведет к негерметичности трубопровода. Поэтому, чтобы в будущем использовать приварной фланец лучше и дольше, нам необходимо освоить правильный способ установки и последовательность установки приварного фланца.
Существует два способа установки фланца под приварку :
- 1. Перед присоединением фланца с приварной шейкой сначала расположите внутреннюю и внешнюю части фитингов из нержавеющей стали, а затем установите фланец с кольцевым пазом на соединяемую трубу.Выше конец трубы необходимо отбортовать под углом 90 градусов. После обработки торцевую поверхность трубы нужно отполировать. После шлифовки на нем не должно быть заусенцев, вогнутых выпуклостей и деформаций, они должны быть вертикальными и плоскими, а для их скругления необходимо использовать специальные инструменты.
- 2. Готовая короткая труба с отбортовкой приваривается к трубе, а уплотнительное кольцо O-образной формы и уплотнительное кольцо из нержавеющей стали, установленные с обеих сторон, вставляются во фланец с кольцом с канавкой для уплотнения. Внутренний диаметр внутреннего отверстия уплотнительного кольца такой же, как у трубы, а затем отверстие фланца соединяется болтами.Болт в сборе необходимо затягивать симметрично. При затяжке фланца приварной шейки обращайте внимание на герметичность каждого стыка и соблюдение требуемых характеристик.
 Внутренний диаметр внутреннего отверстия уплотнительного кольца такой же, как у трубы, а затем отверстие фланца соединяется болтами.Болт в сборе необходимо затягивать симметрично. При затяжке фланца приварной шейки обращайте внимание на герметичность каждого стыка и соблюдение требуемых характеристик.
Внутренний диаметр внутреннего отверстия уплотнительного кольца такой же, как у трубы, а затем отверстие фланца соединяется болтами.Болт в сборе необходимо затягивать симметрично. При затяжке фланца приварной шейки обращайте внимание на герметичность каждого стыка и соблюдение требуемых характеристик.Фланец с соединением внахлест — обзор
Трубопроводы, подключенные к резервуарам, должны проектироваться таким образом, чтобы возникающие напряжения находились в пределах проектных значений резервуара.
Следует учитывать оседание резервуара и движение корпуса наружу под полным гидростатическим давлением.
Первая опора трубы от резервуара должна быть расположена на достаточном расстоянии, чтобы предотвратить повреждение как линии, так и соединений резервуара.
Можно рассмотреть возможность установки пружинных опор возле соединения с резервуаром для трубопроводов большого диаметра.
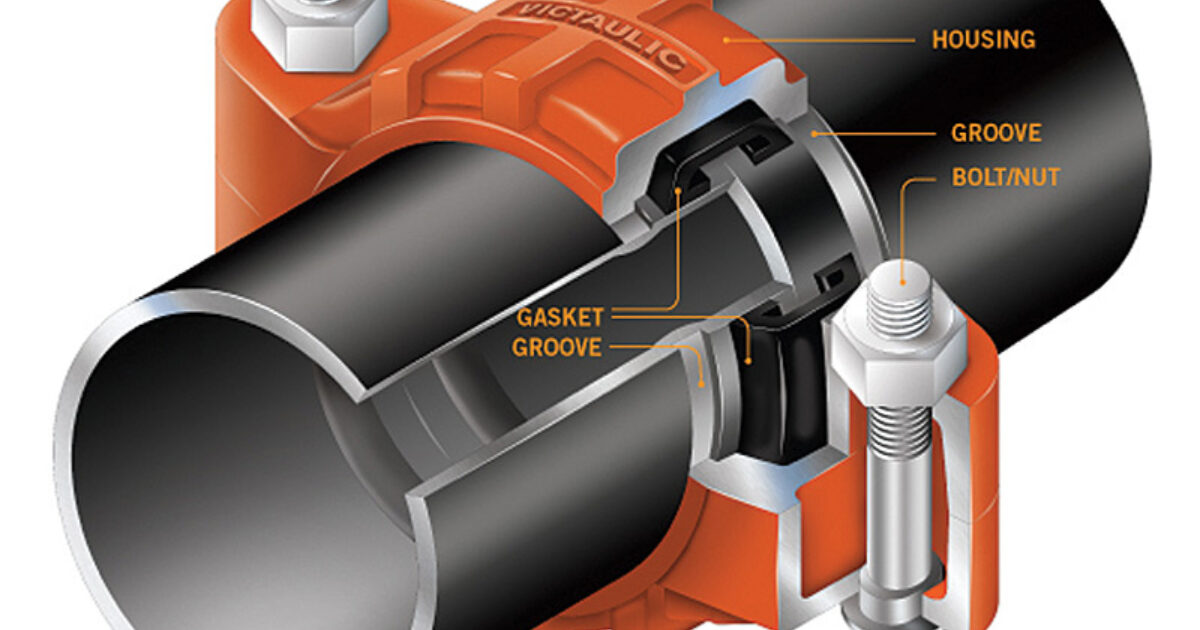
Поскольку резервуары большого диаметра имеют тенденцию оседать в основании, во всасывающем и наполняющем трубопроводах необходимо предусмотреть меры по оседанию резервуаров.Для этого может потребоваться использование компенсаторов, муфт Victaulic или фланцевого соединения внахлест, установленных, как показано на Рисунке 6-5.
Рисунок 6-5. Деталь фланца соединения внахлест для осадки резервуара.
(любезно предоставлено Red Bag / Bentley Systems, Inc.)Следующее примечание следует учитывать для всех чертежей трубопроводов, содержащих резервуары для хранения: Все трубопроводы должны быть отсоединены от резервуара во время гидростатического испытания резервуара для хранения.
Количество трубопроводов в резервуарах должно быть минимальным, и они должны быть проложены кратчайшим практически возможным путем к магистральным трубопроводным путям, расположенным за пределами резервуаров, с достаточным допуском на расширение.
Гибкость трубопроводных систем может быть обеспечена за счет использования изгибов, петель или смещений.
Там, где пространство является проблемой, могут быть рассмотрены подходящие компенсаторы сильфонного типа для установки в соответствии с проектными спецификациями и руководящими принципами производителя. Эти компенсаторы следует использовать только в тех случаях, когда свойства жидкости таковы, что она не может закупоривать сильфон. Они должны быть закреплены и направляться, не должны подвергаться скручивающим нагрузкам и должны быть доступны для быстрого осмотра.
Трубопровод резервуарного парка желательно прокладывать над землей на бетонных или стальных опорах.
Земля под трубопроводами должна быть выровнена таким образом, чтобы предотвратить скопление поверхностной воды или утечку продукта.
Коллекторы должны располагаться вне берегов резервуаров.
Трубопровод должен проходить над стенами земляного вала; однако, если это невозможно и труба проходит через пучок, следует предусмотреть подходящую муфту для трубы, чтобы обеспечить расширение и возможное перемещение линий.Кольцевое пространство должно быть герметично закрыто. Аналогичным образом, трубопроводы, проходящие через стены из бетонных пучков, должны быть снабжены трубными муфтами.
Должны быть предусмотрены пешеходные переходы для обеспечения оперативного доступа к трубопроводам, расположенным на уровне земли.
Трубопроводы должны быть защищены от оседания неровностей грунта там, где они проходят под автомобильными дорогами, железными дорогами или другими точками, подверженными движущимся нагрузкам.
Заглубленные трубопроводы должны быть защищены снаружи антикоррозийными материалами или катодными средствами.
Маршруты подземных трубопроводов должны быть надлежащим образом обозначены и обозначены над землей и зарегистрированы.
Трубные эстакады, проложенные по тропам или дорогам, должны иметь достаточный зазор от уровня земли, чтобы позволить проезжать транспортные средства и строительное оборудование.
Для облегчения эксплуатации и технического обслуживания резервуаров должны быть предусмотрены соответствующие лестницы или лестницы и рабочие площадки.
Цистерны могут соединяться между собой на уровне крыши мостовыми площадками.
Все форсунки, включая дренажные отверстия на корпусе резервуара, должны иметь запорные клапаны, прилегающие к корпусу резервуара или как можно ближе к нему.
Необходимо принять меры для предотвращения замерзания сливных или пробоотборных клапанов в открытом положении.
На схеме показан тип устанавливаемого двойного клапана с минимальным расстоянием между клапанами 1 м. Не допускайте попадания жидкости в вентиляционные линии.
Диафрагменные фланцы — обзор
1.4.1 Американское общество инженеров-механиков
Следующая серия стандартов ASME в первую очередь представляет собой стандарты размеров для компонентов трубопроводов:
B1.1, Стандарт для винтовой резьбы.
B1.20.1, Трубная резьба, общего назначения, дюйм.
B16.1, Фланцы для чугунных труб и фланцевые фитинги.
B16.3, Фитинги с резьбой из ковкого чугуна.
B16.4, Чугунные резьбовые соединения.
B16.5, Трубные фланцы и фланцевые фитинги.
B16.9, Фитинги из кованой стали заводского изготовления для стыковой сварки.
B16.10, Строительные и сквозные размеры клапанов.
B16.11, Фитинги из кованой стали для сварки внахлест и резьбовые.
B16.14, Заглушки, втулки и контргайки для труб из железа с трубной резьбой.
B16.15, резьбовые соединения из литой бронзы.
B16.18, Фитинги для пайки из литого медного сплава.
B16.20, Металлические прокладки для фланцев труб — кольцевые, спирально-навитые и с рубашкой.
B16.21, Неметаллические плоские прокладки для фланцев труб.
B16.22, Фитинги под пайку из кованой меди и медных сплавов.
B16.24, Фланцы для труб из литого медного сплава и фланцевые фитинги.
B16.25, Концы для стыковой сварки.
B16.26, Фитинги из литого медного сплава для медных труб с раструбом.
B16.28, Кованая сталь, стыковая сварка, отводы с коротким радиусом и возврат.
B16.34, Клапаны — фланцевые, резьбовые и под приварку.
16.36, Дроссельные фланцы.
B16.39, Резьбовые соединения для труб из ковкого чугуна.
B16.42, Трубные фланцы и фланцевые фитинги из высокопрочного чугуна, классы 150 и 300.
B16.
47, стальные фланцы большого диаметра: от NPS 26 до NPS 60.B16.48, стальные заготовки.
B36.10M, Трубы сварные и бесшовные кованые.
B36.19M, Труба из нержавеющей стали.
 47, стальные фланцы большого диаметра: от NPS 26 до NPS 60.
47, стальные фланцы большого диаметра: от NPS 26 до NPS 60.Далее мы обсудим объем наиболее часто используемых стандартов ASME, которые включают механические и размерные данные, что позволяет стандартизировать трубопроводные системы и является полезным как для проектировщиков, так и для строительного персонала.
B1.20.1, 1983, Трубная резьба, общего назначения, дюймы (объем)
Этот стандарт ANSI охватывает размеры и калибровку трубной резьбы общего назначения. Код B1.20.1 представляет собой пересмотр и новое обозначение ANSI B2.1 1968. Включение данных о размерах в этот стандарт не означает, что все описанные продукты являются стандартными производственными размерами. Потребители должны проконсультироваться с производителями относительно наличия продуктов. Метрические, универсальные, полутрубчатые заклепки, закупленные для государственного использования, соответствуют настоящему стандарту и, кроме того, требованиям Приложения I.
B16.5, 2003, Трубные фланцы и фланцевые фитинги: от ½ до 24 дюймов (объем)
Этот стандарт охватывает номинальные значения давления и температуры, материалы, размеры, допуски, маркировку, испытания и методы обозначения отверстий для фланцев труб и фланцевые фитинги. Включены фланцы с обозначениями номинального класса 150, 300, 400, 600, 900, 1500 и 2500 с размерами от NPS ½ до NPS 24, с требованиями, указанными как в метрических единицах, так и в стандартных для США единицах, с диаметром болтов и отверстиями для болтов фланца, выраженными в дюймовые единицы; фланцевые фитинги с обозначением номинального класса 150 и 300 для размеров от NPS ½ до NPS 24, с требованиями, указанными как в метрической системе, так и в единицах измерения U.S. обычные единицы измерения с диаметром болтов и отверстий под болты фланца, выраженным в дюймах; и фланцевые фитинги с обозначением номинального класса 400, 600, 900, 1500 и 2500 с размерами от NPS ½ до NPS 24, которые указаны в Приложении G, в котором представлены только стандартные единицы измерения США. Этот стандарт ограничен фланцами и фланцевыми фитингами, изготовленными из литых или кованых материалов, глухими фланцами и некоторыми переходными фланцами, изготовленными из литых, кованых или листовых материалов. В этот стандарт также включены требования и рекомендации относительно фланцевых болтов, фланцевых прокладок и фланцевых соединений.
Этот стандарт ограничен фланцами и фланцевыми фитингами, изготовленными из литых или кованых материалов, глухими фланцами и некоторыми переходными фланцами, изготовленными из литых, кованых или листовых материалов. В этот стандарт также включены требования и рекомендации относительно фланцевых болтов, фланцевых прокладок и фланцевых соединений.
B16.9, 2003, Кованые фитинги для стыковой сварки (объем) заводского изготовления
Этот стандарт охватывает габаритные размеры, допуски, номинальные характеристики, испытания и маркировку для деформируемой углеродистой и легированной стали, заводских фитингов для стыковой сварки NPS от ½ до 48. Он распространяется на фитинги с любой толщиной стенки. Этот стандарт не распространяется на фитинги для стыковой сварки, устойчивые к коррозии, низкого давления. См. MSS SP-43, Кованые фитинги из нержавеющей стали, сваренные встык.
B16.10, 2000, Межфланцевые и сквозные размеры клапанов
Этот стандарт охватывает межфланцевые и сквозные размеры проходных клапанов, а также межфазные и межосевые размеры Торцевые размеры угловых клапанов. Его цель — обеспечить взаимозаменяемость при установке клапанов из заданного материала, типа, размера, номинального класса и торцевого соединения.
Его цель — обеспечить взаимозаменяемость при установке клапанов из заданного материала, типа, размера, номинального класса и торцевого соединения.
B16.11, 1996, Кованые фитинги, сварка внахлест и резьбовые соединения (сфера применения)
Этот стандарт охватывает номинальные характеристики, размеры, допуски, маркировку и требования к материалам для кованых фитингов, как сварных муфт, так и резьбовых.
B16.20, 1998, Металлические прокладки для фланцев труб: кольцевое соединение со спиральной навивкой и рубашкой (объем)
Этот стандарт охватывает материалы, размеры, допуски и маркировку для металлических прокладок с кольцевым соединением, спирально-навитых металлических прокладок и прокладки в металлической оболочке и присадочный материал.Эти прокладки по размерам подходят для использования с фланцами, описанными в стандартах на фланцы ASME B16.5, ASME B16.47 и API-6A. Этот стандарт распространяется на спирально-навитые металлические прокладки и прокладки с металлической рубашкой для использования с фланцами с выступом и плоской поверхностью.
B16.21, 2005, Неметаллические плоские прокладки для трубных фланцев (объем)
Этот стандарт охватывает типы, размеры, материалы, размеры, допуски и маркировку неметаллических плоских прокладок. Эти прокладки подходят по размерам для использования с фланцами, описанными в соответствующих стандартах на фланцы.
B16.34, 2004, Клапаны фланцевые, резьбовые и под приварку (объем)
Этот стандарт применяется к новой конструкции и охватывает номинальные значения давления и температуры, размеры, допуски, материалы, требования неразрушающего контроля, испытания и маркировку для литья, кованые и сборные фланцевые, резьбовые и сварные концевые, межфланцевые или бесфланцевые клапаны из стали, сплавов на основе никеля и других сплавов, указанных в таблице 1 стандартов ASME. Бесфланцевые или бесфланцевые клапаны, болтовые или сквозные, которые устанавливаются между фланцами или напротив фланца, рассматриваются как клапаны с фланцевым концом.Альтернативные правила для клапанов NPS 2½ и меньше приведены в Обязательном Приложении V.
B16.36, 1996, Дроссельные фланцы (Объем)
Этот стандарт распространяется на фланцы (аналогичные тем, которые описаны в ASME B16.5), которые имеют перепад давления в отверстии. соединения. Охват ограничен следующим: (1) фланцы с приварной шейкой классов 300, 400, 600, 900, 1500 и 2500 и (2) вставные и резьбовые, класс 300.
B16.39, 1998, Труба из ковкого чугуна с резьбой Соединения (сфера применения)
Этот стандарт для резьбовых соединений из ковкого чугуна классов 150, 250 и 300 устанавливает следующие требования: (1) конструкция, (2) номинальное давление-температура, (3) размер, (4) маркировка , (5) материалы, (6) соединения и седла, (7) резьба, (8) гидростатическая прочность, (9) прочность на разрыв, (10) испытание давлением воздуха, (11) отбор проб, (12) покрытия и (13) ) Габаритные размеры.
B16.47, 1996, Стальные фланцы большого диаметра (объем)
Этот стандарт охватывает номинальные значения давления-температуры, материалы, размеры, допуски, маркировку и испытания для фланцев труб размером от NPS 26 до NPS 60 и номинальных классов 75, 150, 300, 400, 600 и 900. Фланцы могут быть из литых, кованых или листовых (только для глухих фланцев) материалов, как указано в Таблице 1A. Включены требования и рекомендации относительно болтов и прокладок.
Фланцы могут быть из литых, кованых или листовых (только для глухих фланцев) материалов, как указано в Таблице 1A. Включены требования и рекомендации относительно болтов и прокладок.
B16.48, 1997, Заготовки для стальных трубопроводов (объем)
Этот стандарт охватывает номинальные значения давления и температуры, материалы, размеры, допуски, маркировку и испытания для заглушек рабочих трубопроводов размером от ½ до 24 дюймов для установки между ASME B16 .5 фланцев для классов давления 150, 300, 600, 900, 1500 и 2500. Размеры подходят для заготовок из материалов, перечисленных в таблице 1.
B36.10M, 2004, Сварные и бесшовные трубы из кованой стали (объем)
Этот стандарт охватывает стандартизацию размеров сварных и бесшовных труб из кованой стали для высоких или низкие температуры и давления. Слово труба используется в отличие от трубы и применяется к трубчатым изделиям размеров, обычно используемых для трубопроводов и трубопроводных систем.Трубы размером NPS 12 (DN 300) и меньше имеют наружный диаметр, численно превышающий соответствующие размеры. Напротив, внешний диаметр трубок численно идентичен номеру размера для всех размеров.
Напротив, внешний диаметр трубок численно идентичен номеру размера для всех размеров.
B36.19M, 1985, Труба из нержавеющей стали (объем)
Этот стандарт охватывает стандартизацию размеров сварных и бесшовных сварных труб из нержавеющей стали. Слово труба используется в отличие от трубы и применяется к трубчатым изделиям размеров, обычно используемых для трубопроводов и трубопроводных систем.Размеры труб 12 и меньше имеют внешний диаметр, численно превышающий соответствующий размер. Напротив, внешний диаметр трубок численно идентичен номеру размера для всех размеров. Толщина стенок для размеров с 14 по 22, включая спецификацию 10S, для размера 12, из спецификации 40S, и для размеров 10 и 12, из спецификации 80S, не такая же, как у ANSI / ASME B36.10M. Суффикс S в номере спецификации используется для отличия трубы B36.19M от B36.Труба 10М. ANSI / ASME B36.10M включает трубы другой толщины, которые также коммерчески доступны из нержавеющей стали.
Как установить накладку на фланец
Как установить накладку на фланец
Фланцы Slip On или SO обычно дешевле, чем фланцы с приварной шейкой, и поэтому наши клиенты часто выбирают их. Однако покупатели должны иметь в виду, что эта первоначальная экономия затрат может быть уменьшена за счет дополнительных затрат на два угловых сварных шва, необходимых для правильной установки.Более того, фланцы с приварной шейкой имеют более продолжительный срок службы, чем фланцы, надетые под давлением.
Однако покупатели должны иметь в виду, что эта первоначальная экономия затрат может быть уменьшена за счет дополнительных затрат на два угловых сварных шва, необходимых для правильной установки.Более того, фланцы с приварной шейкой имеют более продолжительный срок службы, чем фланцы, надетые под давлением.
Скользящий фланец — это, по сути, кольцо, которое надевается на конец трубы, при этом поверхность фланца выступает от конца трубы на достаточное расстояние, чтобы наложить сварной шов на внутренний диаметр.
Внешний диаметр скользящего фланца также приварен к задней стороне фланца. Надвижные фланцы имеют более низкую стоимость материала, чем фланцы приварной шейки, и их легче выравнивать.
Скользящий фланец также может использоваться в качестве фланцев с соединением внахлест, если используются заглушки типа B или типа C.
Конструкционные материалы
Накидные фланцы могут изготавливаться из различных материалов в зависимости от материала трубопровода и требований области применения.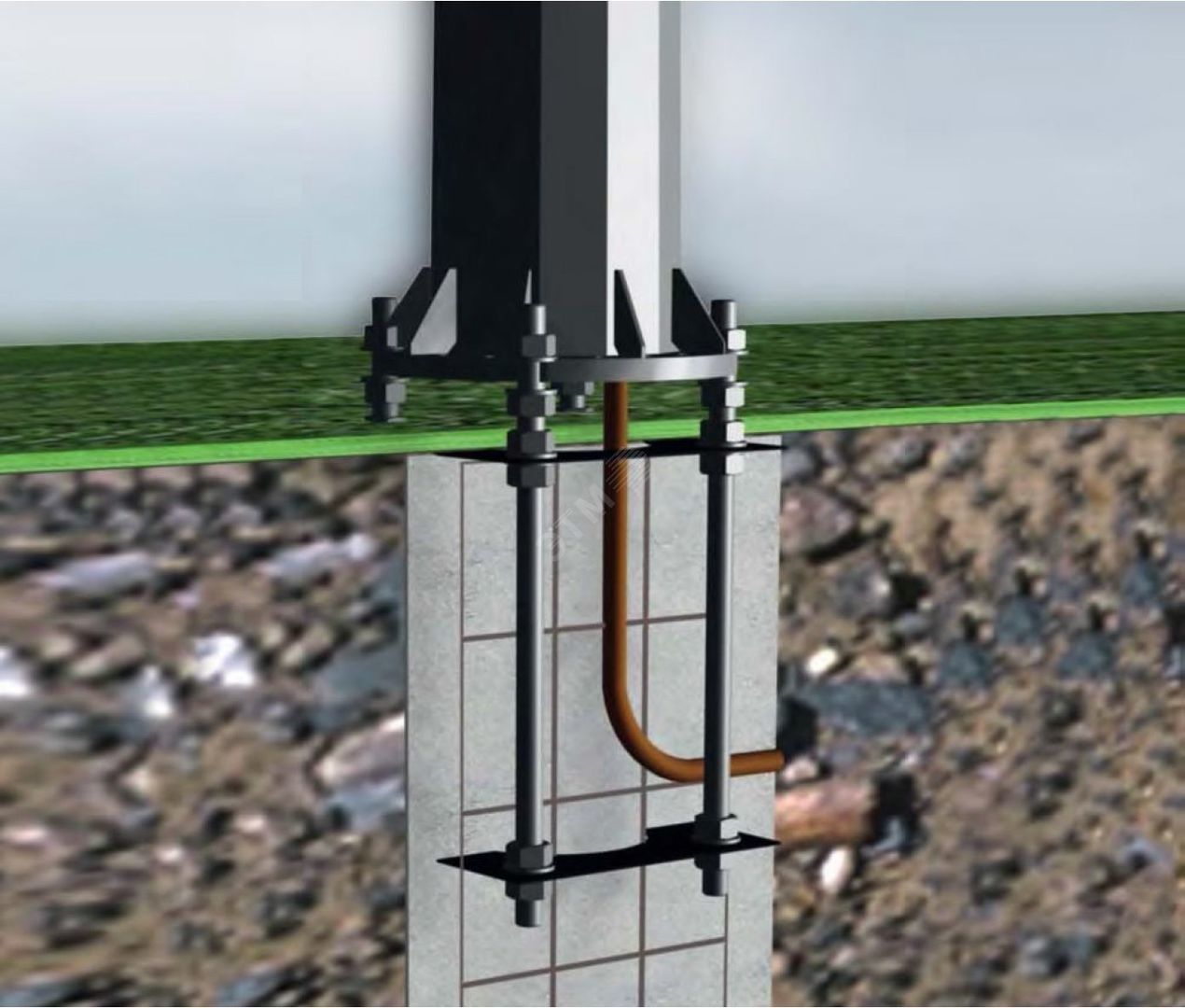 Выбор зависит от таких факторов, как коррозия окружающей среды, рабочая температура, давление потока и экономичность. Некоторые из наиболее распространенных материалов включают углеродистую сталь, легированную сталь, нержавеющую сталь, чугун, медь и ПВХ.
Выбор зависит от таких факторов, как коррозия окружающей среды, рабочая температура, давление потока и экономичность. Некоторые из наиболее распространенных материалов включают углеродистую сталь, легированную сталь, нержавеющую сталь, чугун, медь и ПВХ.
- Углеродистая сталь — это сталь, легированная в основном углеродом. Он обладает высокой твердостью и прочностью, которая увеличивается с увеличением содержания углерода, но снижает пластичность и температуру плавления. Для получения дополнительной информации об углеродистых и легированных сталях.
- Легированная сталь — это сталь, легированная одним или несколькими элементами, которые улучшают или изменяют свойства стали. Обычные сплавы включают марганец, ванадий, никель, молибден и хром. Легированные стали различают по стандартным маркам. Для получения конкретной информации об отдельных типах легирующих элементов.
- Нержавеющая сталь — это сталь, легированная хромом в количестве более 10%. Хром позволяет нержавеющей стали иметь гораздо более высокую коррозионную стойкость, чем углеродистая сталь, которая легко ржавеет от воздействия воздуха и влаги. Это делает нержавеющую сталь более подходящей для коррозионных сред, где также требуется высокая прочность. Для получения дополнительной информации о сплавах нержавеющей стали.
- Чугун — это железо, легированное углеродом, кремнием и рядом других легирующих добавок. Кремний вытесняет углерод из железа, образуя черный графитовый слой на внешней стороне металла.Чугуны обладают хорошей текучестью, литейными качествами, обрабатываемостью и износостойкостью, но имеют тенденцию быть несколько хрупкими с низкими температурами плавления.
- Алюминий — ковкий, пластичный металл с низкой плотностью и средней прочностью. Она имеет лучшую коррозионную стойкость, чем обычные углеродистые и легированные стали. Это наиболее полезно при конструировании фланцев, требующих прочности и небольшого веса. Для получения дополнительной информации об алюминии.
- Латунь — это сплав меди и цинка, часто с дополнительными элементами, такими как свинец или олово.Он характеризуется хорошей прочностью, отличной пластичностью при высоких температурах, приемлемой пластичностью на холоде, хорошей проводимостью, отличной коррозионной стойкостью и хорошими несущими свойствами. Для получения дополнительной информации о латуни и других медных сплавах.
- ПВХ или поливинилхлорид — это недорогой, прочный и простой в сборке термопластичный полимер. Он устойчив как к химической, так и к биологической коррозии. Добавив пластификаторы, можно сделать его более мягким и гибким.
 Это делает нержавеющую сталь более подходящей для коррозионных сред, где также требуется высокая прочность. Для получения дополнительной информации о сплавах нержавеющей стали.
Это делает нержавеющую сталь более подходящей для коррозионных сред, где также требуется высокая прочность. Для получения дополнительной информации о сплавах нержавеющей стали. Для получения дополнительной информации о латуни и других медных сплавах.
Для получения дополнительной информации о латуни и других медных сплавах.- Фланцы с приварной шейкой (Weldneck Flanges) — отличаются от других своей длинной конической ступицей и плавным переходом толщины в области стыкового шва, соединяющего их с трубой.Длинная коническая ступица обеспечивает важное усиление фланца с точки зрения прочности и сопротивления выпуклости. Плавный переход от толщины фланца к толщине стенки трубы чрезвычайно полезен в условиях повторяющегося изгиба, вызванного линейным расширением / сжатием или другими силами, и обеспечивает прочность, эквивалентную прочности стыкового сварного соединения между трубами. Этот тип фланца предпочтительнее для любых тяжелых условий эксплуатации, будь то результат высокого давления, отрицательных или высоких температур или экстремальных условий нагрузки. Этот тип фланца рекомендуется для работы с взрывоопасными, легковоспламеняющимися или дорогостоящими жидкостями, где необходимо минимизировать потерю герметичности или локальный отказ.
- Надвижные фланцы — по-прежнему являются предпочтительными фланцами для большинства монтажных подрядчиков из-за их более низкой первоначальной стоимости, меньшей точности, необходимой при обрезке трубы по длине, и большей простоты выравнивания сборки труб. К сожалению, их окончательная стоимость установки, вероятно, не намного меньше (если таковая будет), чем стоимость фланцев с приварной шейкой.Их расчетная прочность при внутреннем давлении составляет примерно 2/3 прочности фланца приварной шейки, а их усталостная долговечность составляет примерно 1/3 от прочности фланцев приварной шейки. По этим причинам накладные фланцы ограничены размерами трубопроводов от 1/2 ″ до 2 ½ ″ в стандарте класса 1500 ANSI.
- Фланцы с соединением внахлест — в основном устанавливаются с помощью заглушек для соединения внахлест, общая начальная стоимость которых примерно на 1/3 выше, чем у сопоставимых фланцев с приварной шейкой. Их способность выдерживать давление не намного лучше, чем у надвижных фланцев, а их усталостная долговечность составляет всего 1/10 от срока службы фланцев с приварной шейкой.Фланцы с соединением внахлест в основном используются в системах трубопроводов из углеродистой или низколегированной стали, требующих частого демонтажа для проверки и очистки, а также там, где возможность поворачивать фланцы и выравнивать отверстия под болты упрощает монтаж труб большого диаметра или необычно жестких труб. Следует избегать их использования в местах, где возникает сильное напряжение изгиба.
- Фланцы с резьбой — из стали предназначены только для специальных применений. Их главная заслуга в том, что их можно собирать без сварки.Они часто используются в условиях чрезвычайно высокого давления, особенно при температуре окружающей среды или около нее, где легированная сталь имеет важное значение для прочности и где необходимая термообработка после сварки нецелесообразна. Фланцы с резьбой не подходят для условий, включающих температуру или изгибающие напряжения любой величины, особенно в циклических условиях, когда утечка через резьбу может происходить за относительно небольшое количество циклов расширения, сжатия или напряжения. Иногда для преодоления этого недостатка выполняется сварка уплотнений, но ее нельзя считать полностью удовлетворительной.
- Фланцы под приварную втулку — доступны для использования на малогабаритных трубопроводах высокого давления. Их начальная стоимость примерно на 10% выше, чем у накладных фланцев. При наличии внутреннего сварного шва их статическая прочность равна статической прочности фланцев с двойным приварным швом, а их усталостная прочность на 50% выше. Обеспечение гладкости отверстий возможно за счет шлифовки внутреннего сварного шва, в отличие от съемных фланцев, которые требуют, чтобы поверхность фланца была скошена и обработана заново после сварки.Фланец с внутренней приваркой становится все более популярным в трубопроводной промышленности для химических процессов.
- Глухие фланцы — это трубные фланцы, используемые для уплотнения конца трубопроводной системы или отверстий резервуаров высокого давления для предотвращения потока. Фланцы глухой трубы обычно используются для испытания давления потока жидкости или газа через трубу или сосуд. Глухие фланцы трубы также обеспечивают легкий доступ к трубе в случае, если работа должна выполняться внутри линии. Фланцы глухой трубы часто используются для приложений высокого давления.Фланцы скольжения на трубе со ступицей имеют опубликованные спецификации в диапазоне от 1/2 ″ до 96 ″. Sunny Steel предлагает глухие фланцы для труб из материалов всех марок, спецификаций и размеров.
 Этот тип фланца рекомендуется для работы с взрывоопасными, легковоспламеняющимися или дорогостоящими жидкостями, где необходимо минимизировать потерю герметичности или локальный отказ.
Этот тип фланца рекомендуется для работы с взрывоопасными, легковоспламеняющимися или дорогостоящими жидкостями, где необходимо минимизировать потерю герметичности или локальный отказ.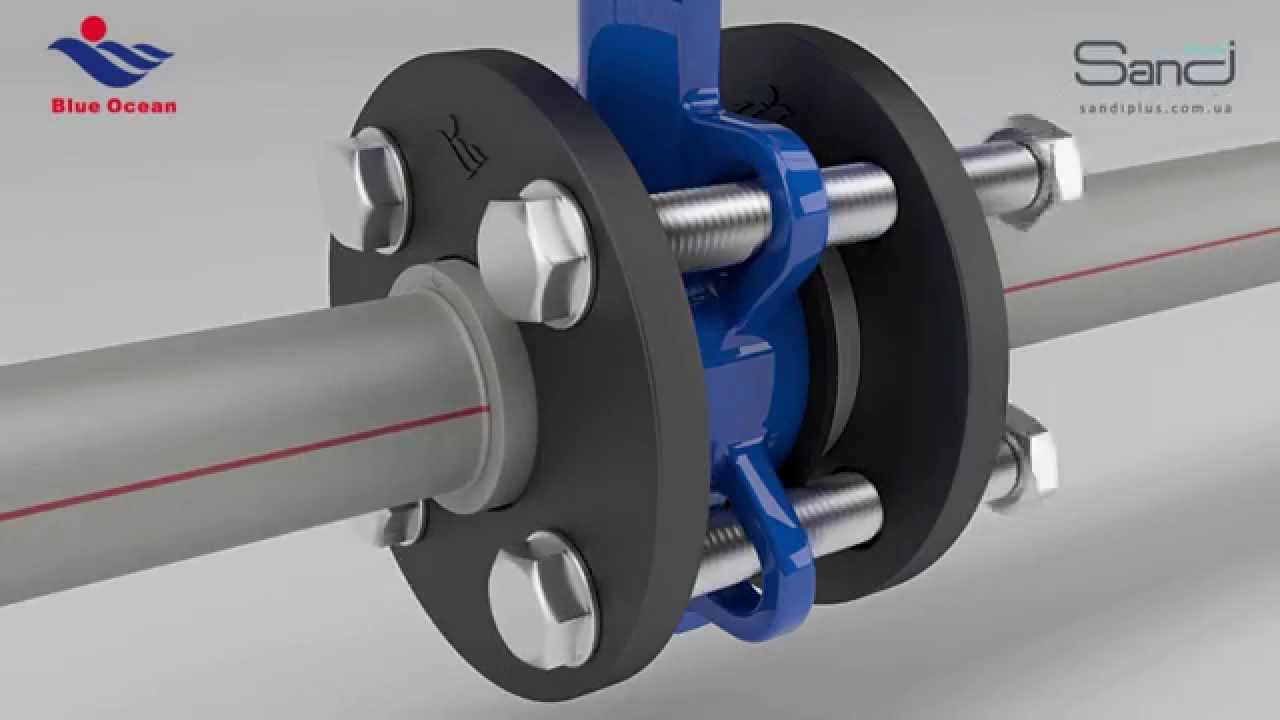 Их способность выдерживать давление не намного лучше, чем у надвижных фланцев, а их усталостная долговечность составляет всего 1/10 от срока службы фланцев с приварной шейкой.Фланцы с соединением внахлест в основном используются в системах трубопроводов из углеродистой или низколегированной стали, требующих частого демонтажа для проверки и очистки, а также там, где возможность поворачивать фланцы и выравнивать отверстия под болты упрощает монтаж труб большого диаметра или необычно жестких труб. Следует избегать их использования в местах, где возникает сильное напряжение изгиба.
Их способность выдерживать давление не намного лучше, чем у надвижных фланцев, а их усталостная долговечность составляет всего 1/10 от срока службы фланцев с приварной шейкой.Фланцы с соединением внахлест в основном используются в системах трубопроводов из углеродистой или низколегированной стали, требующих частого демонтажа для проверки и очистки, а также там, где возможность поворачивать фланцы и выравнивать отверстия под болты упрощает монтаж труб большого диаметра или необычно жестких труб. Следует избегать их использования в местах, где возникает сильное напряжение изгиба. Иногда для преодоления этого недостатка выполняется сварка уплотнений, но ее нельзя считать полностью удовлетворительной.
Иногда для преодоления этого недостатка выполняется сварка уплотнений, но ее нельзя считать полностью удовлетворительной. Фланцы глухой трубы обычно используются для испытания давления потока жидкости или газа через трубу или сосуд. Глухие фланцы трубы также обеспечивают легкий доступ к трубе в случае, если работа должна выполняться внутри линии. Фланцы глухой трубы часто используются для приложений высокого давления.Фланцы скольжения на трубе со ступицей имеют опубликованные спецификации в диапазоне от 1/2 ″ до 96 ″. Sunny Steel предлагает глухие фланцы для труб из материалов всех марок, спецификаций и размеров.
Фланцы глухой трубы обычно используются для испытания давления потока жидкости или газа через трубу или сосуд. Глухие фланцы трубы также обеспечивают легкий доступ к трубе в случае, если работа должна выполняться внутри линии. Фланцы глухой трубы часто используются для приложений высокого давления.Фланцы скольжения на трубе со ступицей имеют опубликованные спецификации в диапазоне от 1/2 ″ до 96 ″. Sunny Steel предлагает глухие фланцы для труб из материалов всех марок, спецификаций и размеров.Тип | Емкость давления | Размеры труб | Приложения / преимущества |
Слепой | Очень высоко | Все | Закрытие труб, испытание под давлением |
Соединение внахлестку | Низкий | Все | Системы, требующие частой разборки |
Надевать | Низкий | Все | Низкая стоимость установки, простая сборка |
Сварка внахлест | Высокий | Маленький | Гладкое отверстие для лучшего потока жидкости |
Резьбовой | Низкий | Маленький | Приставка без сварки |
Приварная шейка | Высокий | Все | Высокое давление и экстремальные температуры |
 фланцы с соединением внахлест
фланцы с соединением внахлест Фланцы с приварной шейкой : Фланцы с приварной шейкой
отличаются от других типов фланцев своей длинной конической ступицей и плавным переходом толщины в область стыкового шва, соединяющего их с трубой или фитингом. Фланец с приварной шейкой прикрепляется к трубе или фитингу с помощью одинарного полного проплавления, сварного шва с V-образной кромкой. Длинная коническая втулка обеспечивает важное усиление самого фланца с точки зрения прочности и сопротивления выпуклости.Плавный переход от толщины фланца к толщине стенки трубы за счет конуса чрезвычайно полезен в условиях повторяющегося изгиба, вызванного линейным расширением или другими переменными силами, и обеспечивает прочность на выносливость фланцевых узлов приварной шейки, эквивалентную таковой для стыковых сварных соединений. соединение. Этот тип фланца предпочтителен для тяжелых условий эксплуатации, независимо от того, являются ли условия нагрузки практически постоянными или колеблются в широких пределах.
Фланец с приварной шейкой используется в каждой из семи категорий фланцев и имеет то преимущество, что для его присоединения к соседней трубе или фитингу требуется только один сварной шов.
Ключевым размером фланца приварной шейки является длина ступицы от скошенного конца до контактной поверхности фланца. Эта «длина» включает в себя скос, коническую ступицу и толщину пластинчатой части фланца и выступающей поверхности. Чтобы получить правильный размер, вы должны взглянуть на правильно составленную таблицу размеров фланца (см. Кнопку «Инструменты» на этом веб-сайте) или в каталог производителей фланца. Программное обеспечение для электронного проектирования трубопроводов обычно уже имеет встроенные правильные размеры.
Важно понимать и помнить, что выступ (1/16 дюйма) на выступе класса 150 и на фланцах с выступом класса 300 обычно входит в размер длины. Однако выступ ¼ ”не включен в размер длины в таблице или каталоге для фланцев с номинальным давлением класса 400 и выше. Размер выступа для фланцев класса 400 (и выше) обычно должен быть добавлен к длине таблицы или каталога, чтобы получить истинную общую длину этих фланцев высокого давления.
Размер выступа для фланцев класса 400 (и выше) обычно должен быть добавлен к длине таблицы или каталога, чтобы получить истинную общую длину этих фланцев высокого давления.
Надвижные фланцы:
Надвижные (SO) фланцы предпочитают некоторые подрядчики по сравнению с приварной шейкой из-за более низкой начальной стоимости. Однако это может быть компенсировано добавленной стоимостью двух угловых сварных швов, необходимых для правильной установки. Прочность насаживаемого фланца достаточна для его номинальных характеристик, но считается, что срок его службы в условиях усталости составляет лишь одну треть от срока службы фланца с приварной шейкой.
Надвижной фланец может быть прикреплен к концу отрезка трубы или к одному или нескольким концам фитинга.Надвижной фланец располагается так, чтобы вставленный конец трубы или фитинга был отведен назад или ниже поверхности фланца на толщину стенки трубы плюс 1/8 дюйма. Это позволяет выполнить угловой сварной шов внутри фланца SO, равный толщине стенки трубы, не повреждая поверхность фланца. Задняя или внешняя часть фланца также приваривается угловым швом.
Задняя или внешняя часть фланца также приваривается угловым швом.
Также существует вариант накладного фланца. Это надвижной переходной фланец. Это просто большая (скажем, 14 ″) заглушка надвижного фланца, в которой вместо вырезаемого (или просверленного) центрального (трубы) отверстия для трубы 14 ″ вырезается 6 ″ (или какой-либо другой). размер) труба.Переходной фланец SO в основном используется для уменьшения размера линии, где ограниченное пространство не позволяет использовать длину комбинации фланца приварной шейки и переходника. Надвижной переходной фланец следует использовать только там, где направление потока — от меньшего размера к большему.
Фланцы с соединением внахлест:
Фланец с соединением внахлест представляет собой устройство, состоящее из двух частей, которое во многом похоже на фланец с приварной шейкой, но также как свободный надставной фланец. Одна деталь представляет собой втулку, называемую «заглушкой», и имеет форму короткого отрезка трубы со скосом под сварку на одном конце и узким буртиком на другом конце, называемым ступицей. Ступица имеет тот же внешний диаметр, что и выступающая поверхность (поверхность контакта с прокладкой) фланца приварной шейки. Толщина ступицы обычно составляет от «до 3/8». На задней поверхности ступицы имеется закругленный переход (или внутреннее бурение), соединяющий ступицу с втулкой.
Ступица имеет тот же внешний диаметр, что и выступающая поверхность (поверхность контакта с прокладкой) фланца приварной шейки. Толщина ступицы обычно составляет от «до 3/8». На задней поверхности ступицы имеется закругленный переход (или внутреннее бурение), соединяющий ступицу с втулкой.
Другой частью фланца с соединением внахлест является опорный фланец. Этот фланец имеет те же общие размеры (внешний диаметр, окружность болта, размер отверстия под болт и т. Д.), Что и любой другой фланец, однако у него нет выступа. Одна сторона, задняя, имеет небольшой выступ с квадратным вырезом в центре или отверстии для трубы.Лицевая сторона имеет плоскую поверхность и в центральном отверстии внешнее скругление, соответствующее скруглению «заглушки». Фланцевая часть узла фланца с соединением внахлест надевается на заглушку перед приваркой втулки к прилегающей трубе или фитингу. Сам фланец никак не приваривается и не фиксируется. Он может свободно вращаться для правильного совмещения с тем, к чему он присоединяется.
«Заглушка» обычно бывает двух длин. Есть короткая версия длиной около 3 дюймов и длинная версия длиной около 6 дюймов.Разработчику трубопровода целесообразно знать, какая версия указана в спецификации трубопровода.
Поскольку фланец для соединения внахлест состоит из двух частей, он позволяет сократить расходы или упростить работу. Снижение затрат достигается тогда, когда система трубопроводов требует дорогостоящего сплава для всех «смачиваемых» частей для уменьшения коррозии. Втулка или заглушка могут быть из требуемого более дорогого сплава, но фланец может быть из более дешевой кованной углеродистой стали.
Упрощение работы проявляется там, где есть случаи, когда требуется частая и быстрая разборка и сборка во время работы установки.Возможность вращения этого опорного фланца компенсирует перекос отверстий под болты во время повторной сборки.
Хорошо. Я видел накладные фланцы, используемые на химическом заводе — все стальные линии низкого давления. Я полагаю, что экономия затрат на сварные шейки была бы значительной. На этом же заводе были (незакрепленные) фланцы для соединения внахлест на линиях SS. Опять же, использование в основном материала Sch20 под низким давлением и сварных шеек значительно увеличило бы стоимость.
На этом же заводе были (незакрепленные) фланцы для соединения внахлест на линиях SS. Опять же, использование в основном материала Sch20 под низким давлением и сварных шеек значительно увеличило бы стоимость.
Не уверен в утверждении в сообщении Рнейла «Фланцы с соединением внахлест имеют очень низкое сопротивление усталости и не должны использоваться в циклических или вибрационных условиях.«Заглушка приваривается встык к концу трубы, так что это нормально для циклической работы, если только не упоминались фланцевые соединения надвижного типа, где существуют угловые сварные швы.
Безусловно, все работы в нефтегазовой отрасли, в которых я принимал участие, всегда касались фланцев с приварной шейкой.
Как правило, если учесть дополнительное время сварки двух угловых сварных швов на накладке на фланце, хотя закупочная цена ниже, обычно нет экономии на стоимости установки. Следовательно, мой комментарий о том, что единственным реальным преимуществом является компенсация смещения фланцев.
Что касается фланцев для соединений внахлест Sch20, сварные шейки также доступны в Sch20, но я согласен, что при использовании соединений внахлестку можно сэкономить, поскольку ступица обычно изготавливается только из углеродистой стали.
Кольцо на фланце с соединением внахлест будет создавать механические нагрузки на заглушку трубы, которые будут колебаться в зависимости от присутствующих циклических нагрузок. Это в некоторой степени приведет к тому, что загнутый конец будет действовать как вешалка, которую сгибают взад и вперед. Усталости подвержен не сварной шов, а основной материал заглушки фланца для соединения внахлест.
Надвижные фланцы. Многие пользователи предпочитают вставные фланцы вместо фланцев с приварной шейкой из-за их первоначальной низкой стоимости и простоты установки. Их расчетная прочность при внутреннем давлении составляет примерно две трети от прочности фланцев с приварной шейкой. Обычно они используются в системах с низким давлением и низкой опасностью, таких как вода для пожаротушения, охлаждающая вода и другие. Труба «приварена двойной сваркой» как к ступице, так и к отверстию фланца, но, опять же, рентгенография нецелесообразна.MP, PT или визуальный осмотр используются для проверки целостности сварного шва. Если указано, надвижные фланцы используются на трубах размером более NPS 2¹⁄₂ (DN 65).
Обычно они используются в системах с низким давлением и низкой опасностью, таких как вода для пожаротушения, охлаждающая вода и другие. Труба «приварена двойной сваркой» как к ступице, так и к отверстию фланца, но, опять же, рентгенография нецелесообразна.MP, PT или визуальный осмотр используются для проверки целостности сварного шва. Если указано, надвижные фланцы используются на трубах размером более NPS 2¹⁄₂ (DN 65).
Типы фланцев. Несколько различных типов фланцев допускаются стандартами, перечисленными в Таблице C7.5, которые в основном охватываются ASME B16.5. К ним относятся различные типы крепления к трубе, включая резьбовое, внахлест и сварное, как более подробно описано в гл. A2 этого справочника. Среди приварных фланцев большинство фланцев привариваются встык, притачиваются или привариваются раструбом.Большинство фланцев приварены встык, которые чаще называют фланцами с приварной шейкой. Фланцы, приваренные внахлест, обычно ограничиваются соединениями малого диаметра менее NPS 2 (DN 50). Надвижные фланцы устанавливаются по внешнему диаметру трубы и прикрепляются угловыми сварными швами как на конце трубы, так и на конце ступицы фланца.
Надвижные фланцы устанавливаются по внешнему диаметру трубы и прикрепляются угловыми сварными швами как на конце трубы, так и на конце ступицы фланца.
Типичные ограничения на использование накладных фланцев:
- Нажимные фланцы, доступные для большинства классов давления, чаще ограничиваются классом 300 или более низким номинальным давлением в трубопроводах технологической установки.Имеющаяся зона посадки под прокладку с выступом может препятствовать использованию обычно используемых прокладок в случае надвижных фланцев для трубопроводов более высокого класса.
- Они ограничены услугами с расчетными температурами ниже 750 ° F (400 ° C).
- Их не следует использовать, если указанный допуск на коррозию превышает 0,125 дюйма (3 мм).
- Многие конструкторы труб неохотно используют насадки для более высоких давлений, поскольку (1) соединение между фланцем и трубой не такое прочное, как при сварке горловины; и (2) место соединения фланца и трубы более подвержено коррозии.

Что касается значений SIF или k, большинство из них вы видите в кодовых книгах B31.
B31.3 дает только 30% (я думаю) усталостной прочности фланца SO по сравнению с фланцем WN. Это связано с тем, что фланец SO приваривается угловым сварным швом, а не сварным швом со сплошной канавкой («стыковой сваркой»). Кроме того, для этого типа соединения меньше NDE, чем для стыковой сварки, поэтому вы не можете проверить целостность соединения, и, соответственно, кодовая книга ударит вас по стыку за использование фланца SO. Если на это соединение передаются какие-либо нагрузки в виде реактивных моментов или сил из-за опор труб, сопел оборудования, сейсмических нагрузок, ветра и т. Д., Я был бы ОЧЕНЬ осторожен при использовании этой настройки. Убедитесь, что вы определили все варианты нагрузки и ожидаемые сценарии эксплуатации, например запуск, гидроиспытания, сейсмическое событие, выброс пара, оператор стоит на трубе и т. д. Любое из этих событий может привести к перегрузке этого соединения. Если бы я делал это сам, устанавливая допустимое для этого соединения, я бы, вероятно, уменьшил допустимое значение на хороший коэффициент по сравнению с допустимым напряжением для стандартного колена WN-BW.
Если бы я делал это сам, устанавливая допустимое для этого соединения, я бы, вероятно, уменьшил допустимое значение на хороший коэффициент по сравнению с допустимым напряжением для стандартного колена WN-BW.
Большинство владельцев химических заводов / нефтеперерабатывающих заводов / нефтяных месторождений, с которыми я работал, не разрешают использовать фланцы SO в любой службе, даже такой, как эта, без тщательного анализа, показывающего, что использование SO в любом предложенном приложении — это нормально, и это обычно означает FEA.
Итак, в данном случае у вас есть фланец SO, приваренный непосредственно к колену LR. Во время подгонки из-за кривизны уголка у вас будет больший зазор между фланцем SO и выступом на внутреннем диаметре уголка по сравнению с внешним диаметром изгиба, что вызвано необходимостью выровнять скос на кромке под прямым углом. Совместите с канавкой на отверстии фланца SO, т. е. совместите CL двух фитингов. Они должны иметь квадратную форму (1), чтобы CL не закручивалось, и (2), чтобы конец эллипса не задел прокладку на сопутствующем фланце. Это означает, что сварщик должен наплавить больше металла шва на стороне наружного диаметра, чем на стороне внутреннего диаметра, что дает больше возможностей для дефектов сварки, поскольку сварщик заполняет больший зазор на стороне внешнего диаметра. Дополнительный сварочный металл также может исказить колено, но я не думаю, что в данном случае это будет проблемой. Хотя это может выглядеть забавно.
Это означает, что сварщик должен наплавить больше металла шва на стороне наружного диаметра, чем на стороне внутреннего диаметра, что дает больше возможностей для дефектов сварки, поскольку сварщик заполняет больший зазор на стороне внешнего диаметра. Дополнительный сварочный металл также может исказить колено, но я не думаю, что в данном случае это будет проблемой. Хотя это может выглядеть забавно.
Наконец, вы можете купить эллинги LR с прямыми касательными на них, и это избавит вас от этой проблемы. Или вы можете их сформировать (согнуть) из прямой трубы.
Фланцы обычно «скользят» по трубе и привариваются. Это позволяет фланцам свободно поворачиваться, чтобы легко выровнять отверстия под болты перед установкой и приваркой.
- Надеть на фланец
- Заполненный сварной шов снаружи
- Заполненный сварной шов внутри
- Трубка
Фланцы чаще всего используются для соединения труб диаметром более 2 дюймов. Фланцевое соединение состоит из двух совпадающих металлических дисков, разделенных прокладкой, которые скреплены болтами для обеспечения надежного уплотнения с материалом прокладки. Фланец крепится к трубе с помощью резьбовых соединений. Фланец использует усилие, создаваемое болтами, для предварительной нагрузки на прокладку. При приложении внутреннего давления контактное напряжение между фланцами и прокладкой достаточно, чтобы поддерживать уплотнение.
Фланцевое соединение состоит из двух совпадающих металлических дисков, разделенных прокладкой, которые скреплены болтами для обеспечения надежного уплотнения с материалом прокладки. Фланец крепится к трубе с помощью резьбовых соединений. Фланец использует усилие, создаваемое болтами, для предварительной нагрузки на прокладку. При приложении внутреннего давления контактное напряжение между фланцами и прокладкой достаточно, чтобы поддерживать уплотнение.
Проверьте фланец и трубу, чтобы убедиться в отсутствии повреждений, которые могут помешать формированию надлежащего уплотнения.
Наденьте на трубу надетый фланец рукой. Определите, где вы будете приваривать фланец к трубе. В большинстве случаев вы будете приваривать фланец к концу трубы.
С помощью сварочного аппарата приварите внутреннюю и внешнюю стороны фланца к трубе. Это создаст прочное уплотнение между трубой и фланцем.
Проведите испытание давлением, чтобы убедиться, что сварное уплотнение не протекает. Включите подачу воды в трубу и осмотрите трубу на предмет утечек.
Как использовать надвижные фланцы на паровой трубе
Труба собирается с другими трубами, фитингами и фланцами сваркой или нарезанием резьбы.Существуют специальные правила, описывающие допустимость нарезания резьбы или сварки. При сварке также нужно знать несколько вариантов. Фланцы и фитинги бывают накидными или приварными. Вставные фитинги надеваются на конец трубы. Затем фланец приваривается к точкам контакта на внутренней и внешней стороне трубы и фланца. Надвижные фланцы не считаются таким прочным соединением, как приварные или стыковые соединения. При сварке встык или приварных фланцев две детали — фланец и труба — предварительно подготавливаются, а затем свариваются вместе с полным проваром (сварщик осторожно укладывает валик и создает слои по всей поверхности зазора между двумя деталями. ).
Приварка внахлест описывает, когда надвижной фитинг, обычно используемый для небольших диаметров, вставляется в фитинг до упора. Затем трубу вытягивают снизу и приваривают к фитингу. Если не вытянуть трубу назад, это может привести к разрушению сварного шва из-за напряжения.
Если не вытянуть трубу назад, это может привести к разрушению сварного шва из-за напряжения.
Выберите размер фланца, соответствующий стальной трубе. Посадка должна быть плотной, а не свободной. Надвижной фланец состоит из просверленного отверстия диаметром чуть больше диаметра стальной трубы.
- Наденьте фланец на конец основания трубы.
- Вверните штифты фланца, чтобы затянуть захват фланца на трубе. Штифты будут надежно удерживать трубу на месте внутри фланца. Обычно на месте имеется от шести до восьми контактов. Полностью затяните штифты отверткой.
- Попробуйте вытащить трубу из фланца, чтобы убедиться, что штифты надежно затянуты. В противном случае затяните их отверткой. Осмотрите штифты, чтобы убедиться, что они полностью опущены и труба не может двигаться внутри фланца.
- Слегка постучите по фланцу молотком. Поверхность фланца должна быть заподлицо с концом стальной трубы.
- Используйте 12-дюймовый гаечный ключ с усилием 85 фунтов, чтобы затянуть штифты. Приложите к штифтам крутящий момент от 80 до 85 футов на фунт или до тех пор, пока головки штифтов не отломятся.
- Смажьте прокладку трубы и натяните ее на конец трубы так, чтобы скошенная кромка находилась на полевом фланце.
 Приложите к штифтам крутящий момент от 80 до 85 футов на фунт или до тех пор, пока головки штифтов не отломятся.
Приложите к штифтам крутящий момент от 80 до 85 футов на фунт или до тех пор, пока головки штифтов не отломятся. Две галтели сделать проще и быстрее, чем один стыковой сварной шов, выполненный на 100% снаружи и который должен проходить RT.Оба сварных шва доступны для визуального контроля, а также для MP / LP и т. Д., Когда трубопровод разобран, но не для RT. И вопреки утверждению другого автора, у вас есть 1/2 риска того, что один сварной шов приведет к отказу, поскольку у вас есть два сварных шва, КАЖДЫЙ из которых должен быть достаточно прочным для работы.
Некоторые люди просверливают небольшое отверстие во фланце, чтобы вентилировать полость между двумя сварными швами: это помогает выпустить захваченный воздух во время завершения второго шва и помогает раньше обнаружить трещины в торцевом шве.
Для диаметров 2 ″ и меньше мы используем фланцы, приваренные враструб: один угловой сварной шов выполняется быстрее, чем два.
В SO намного меньше материала, чем в WN — преимущество, если вы используете что-то другое, кроме углеродистой стали, а LJ не подходят.
Все это говорит о том, что я просто остановился, используя SW или SO за пределами класса 600 # на трубопроводе. В качестве фланцев корпуса на небольших резервуарах, сделанных из трубопроводов, где на фланец не действуют моменты или силы, кроме гидростатических и болтовых нагрузок, я разрешаю их использование выше класса 600.
В трубопроводах концентрация напряжений на угловых швах и риск термического напряжения / циклической усталости, а также остаточное напряжение на этих сварных швах из-за подводимого тепла во время завершения 2-го шва и последующей усадки делают фланец SO более опасным, чем одиночный стык приваривать WN, и делать фланец SW очень рискованно. Следовательно, указанная ранее уменьшенная усталостная долговечность.
Не забывайте, что им также нужны прокладки с диаметром отверстия, равным внешнему диаметру трубы, а НЕ ее внутреннему диаметру. Используйте неправильную спирально-навитую прокладку, и прокладка может расшататься внутри трубопровода.
Используйте неправильную спирально-навитую прокладку, и прокладка может расшататься внутри трубопровода.
Источник: Network Arrangement — Китайский производитель накладных фланцев — Yaang Pipe Industry Co., Limited (www.metallicsteel.com)
(Yaang Pipe Industry — ведущий производитель и поставщик изделий из никелевых сплавов и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая промышленность, очистка сточных вод, резервуары для природного газа и высокого давления и другие отрасли.)
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected].
Обратите внимание, что вас могут заинтересовать другие опубликованные нами технические статьи:
Использованная литература:
- https://www. yaang.com
- https://www.steeljrv.com
- www.eng-tips.com
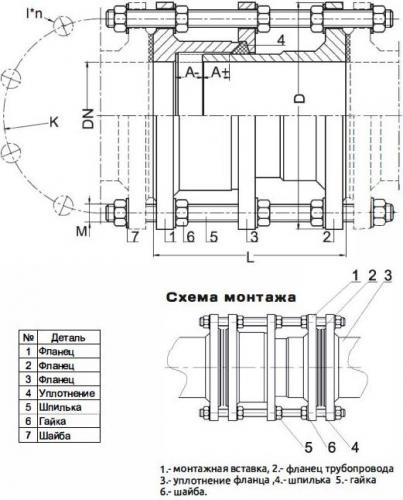 yaang.com
yaang.comБолтовые соединения фланца — Texas Flange
Фланцы используются для соединения насосов, клапанов, труб и других деталей в систему трубопроводов.Для соединения фланцы обычно привариваются или навинчиваются. Использование фланцев позволяет обслуживающему персоналу легко ремонтировать и обслуживать трубопроводную систему. Вместо того, чтобы вынимать всю трубу для проверки, можно осмотреть меньшую часть трубы на предмет неисправности с помощью фланца. Точка фланцевого соединения позволяет укрепить систему, а также очистить трубы и упростить осмотр.
Два фланца можно соединить вместе болтами, используя прокладку между ними для уплотнения.Большинство стальных фланцев используются в газовой, нефтяной, нефтяной и химической промышленности. Основными типами фланцев являются фланец с резьбой, фланец с соединением внахлест, глухой фланец, фланец с муфтой, фланец с приварной шейкой и фланец с приварной горловиной и надвижной фланец. Некоторые специальные типы фланцев включают специальные фланцы с конической шейкой, длинные приварные фланцы, нипофланцы, переходные фланцы, фланцы расширителя и фланцы с отверстиями.
Некоторые специальные типы фланцев включают специальные фланцы с конической шейкой, длинные приварные фланцы, нипофланцы, переходные фланцы, фланцы расширителя и фланцы с отверстиями.
Сталь с высоким пределом текучести: ASTM / ASME A694 F42, F52, F56, F60, F65, F70
Низкотемпературная сталь: ASTM / ASME A350 LF2.
Нержавеющая сталь: ASTM / ASME A182 F321-321H, F347-347H
Нержавеющая сталь: ASTM / ASME A182 F316-316L-316H-316LN-316N-316Ti
Нержавеющая сталь: ASTM / ASME A182 F304-304L-304H-304LN-304N
Хромированная легированная сталь: ASTM / ASME A182 F1-F12-F11-F22- F5-F9- F91
Углеродистая сталь: ASTM A105, ASTM A105N, GB 20, C22.8.
Размеры фланца Размеры фланца различаются в зависимости от стиля, и каждый тип фланца имеет стандартное определение размера.Размеры фланцев одинаковы во всем мире для ремонта и технического обслуживания, а также для бесперебойной работы. Размеры обычно публикуются как в дюймах, так и в миллиметрах.
Размеры обычно публикуются как в дюймах, так и в миллиметрах.
Основные размеры фланца состоят из внешнего диаметра, количества болтов, толщины и детали ступицы. Болты обычно располагаются спереди вне фланца. Прокладка, используемая между двумя фланцами, имеет такие же отверстия для болтов и размер, что и поверхность фланца.
Преимущества фланцевНесмотря на то, что вы можете найти конкретное применение, в котором фланцы и фитинги являются единственным практическим выбором, фланцы также обеспечивают преимущества для системы трубопроводов, которых нет у традиционных типов гидравлических фитингов.Например, в приложениях с большим наружным диаметром, фланцы часто не могут легче соединяться с портами трубы и компонентов по сравнению с переходниками или резьбовыми фитингами. Самое главное, что в самых тяжелых условиях эксплуатации на мобильной строительной технике фланцевые соединения подходят для:
1. Простая сборка в ограниченном пространстве, где гаечные ключи могут не иметь зазора, если вы устанавливаете традиционные фланцевые фитинги. Их легче собрать с умеренным крутящим моментом.
Их легче собрать с умеренным крутящим моментом.
2. В труднодоступных местах, где требуется гибкость, можно исключить необходимость в переходниках на шлангопроводе, трубе или трубе.
3. Трубные соединения, трубы или большие шланговые соединения, где вы обнаружите высокое давление, вибрацию или ударное давление, которые могут более легко повредить традиционные большие гидравлические фитинги.
4. Выполнение соединений позволяет легко обслуживать жесткие линии, такие как металлические трубы или непрерывные трубы.
5. Снижает вероятность ослабления компонентов в жестких гидравлических системах.
Использование фланцевых соединений в условиях высокого давления и большего размера позволяет упростить сборку при чрезмерном использовании фитингов большего размера. Фланцы поставляются с узлом с нулевым зазором, легкое повторное соединение и разъединение для обслуживания шлангов, коллекторов и трубных соединений может быть намного быстрее и обеспечивает возможность более точного затяжки болтов, а не попытки достичь надлежащего крутящего момента большого фитинга. Фланцевые фитинги и фланцевые соединения с меньшей вероятностью ослабнут по сравнению со стандартным гидравлическим фитингом при правильном распределении нагрузки зажима вокруг головки фланца. Вы можете думать об этом как о прикручивании колеса вашего автомобиля к тормозному диску или ступице барабана. Если вы не затянете зажимные гайки, колесо со звездообразным рисунком не будет затягиваться и поддерживать соединение. Это может вызвать коробление тормозного барабана, ротора или тормозного диска.
Фланцевые фитинги и фланцевые соединения с меньшей вероятностью ослабнут по сравнению со стандартным гидравлическим фитингом при правильном распределении нагрузки зажима вокруг головки фланца. Вы можете думать об этом как о прикручивании колеса вашего автомобиля к тормозному диску или ступице барабана. Если вы не затянете зажимные гайки, колесо со звездообразным рисунком не будет затягиваться и поддерживать соединение. Это может вызвать коробление тормозного барабана, ротора или тормозного диска.
Фланцевые соединения — один из лучших вариантов концевых соединений труб, которые имеют изгибы, которые подвергаются очень высоким боковым силам, склонным к ослаблению сборки.Пять упомянутых выше преимуществ четко определяют ключевые преимущества фланцев.
Если вам нужна помощь, чтобы узнать больше о затяжке болтов фланца или выборе правильного типа фланца, свяжитесь с Texas Flange сегодня!
Как установить промышленный трубопровод?
Как установить промышленный трубопровод?
Как установить промышленный трубопровод?
Работы по монтажу промышленных трубопроводов:
Промышленный трубопровод можно разделить на технологический трубопровод и трубопровод питания. Под технологическим конвейером обычно понимается трубопровод, по которому напрямую транспортируются основные материалы (среды) для производства продукта, также известный как конвейер для материалов; Трубопровод мощности относится к трубопроводу, по которому транспортируются энергоносители для производственного оборудования. Тепловой трубопровод — это трубопровод, по которому транспортируется теплоноситель, например пар или перегретая вода.
Под технологическим конвейером обычно понимается трубопровод, по которому напрямую транспортируются основные материалы (среды) для производства продукта, также известный как конвейер для материалов; Трубопровод мощности относится к трубопроводу, по которому транспортируются энергоносители для производственного оборудования. Тепловой трубопровод — это трубопровод, по которому транспортируется теплоноситель, например пар или перегретая вода.Над формой прокладки теплопровода
Форма размещения
Существует два типа компоновки теплового трубопровода: отводная и кольцевая.Укладочный режим
(1) Прокладка потолочная. Он не подвержен влиянию уровня подземных вод и удобен для обслуживания и осмотра во время эксплуатации. Подходит для участков с высоким уровнем подземных вод, геологически непригодных для подземной прокладки или где необходимо провести большое количество земляных работ для подземной прокладки. Это относительно экономичная форма укладки. Его недостаток в том, что он занимает большую площадь и большие тепловые потери трубопровода.По высоте и разности опор кладку можно разделить на три формы укладки: низкая опора, средняя опора и высокая опора.
При прокладке с низкой опорой чистая высота изоляционной оболочки трубопровода от земли должна быть не менее 0,3 м; при укладке со средней опорой расстояние обычно составляет 2,0-4,0 м; при укладке с высокой опорой она должна быть не менее 4,5м. (2) Укладка траншеи. Укладку траншеи можно разделить на три вида укладки: проходная траншея, полупроходная траншея и непроходная траншея.
Его недостаток в том, что он занимает большую площадь и большие тепловые потери трубопровода.По высоте и разности опор кладку можно разделить на три формы укладки: низкая опора, средняя опора и высокая опора.
При прокладке с низкой опорой чистая высота изоляционной оболочки трубопровода от земли должна быть не менее 0,3 м; при укладке со средней опорой расстояние обычно составляет 2,0-4,0 м; при укладке с высокой опорой она должна быть не менее 4,5м. (2) Укладка траншеи. Укладку траншеи можно разделить на три вида укладки: проходная траншея, полупроходная траншея и непроходная траншея.- 1) Устройство проходной траншеи. Когда теплопровод проходит через дорогу, где земляные работы не допускаются; количество тепловых трубопроводов велико или диаметр трубопровода большой; когда ширина вертикального расположения трубопровода по обе стороны от траншеи превышает 1,5 м, для прокладки используют проходную траншею. Высота прохода в свету должна быть не менее 1,8 м, а ширина прохода — не менее 0,7 м.
- 2) Устройство полупроходной траншеи.При недопустимости выемки грунта, по которому проходит теплопровод, и нецелесообразности прокладки потолка; или при большом количестве трубопроводов и ограничении ширины однорядного горизонтального расположения трубопровода в траншее без прохода для прокладки можно использовать траншею с половинным проходом.
- 3) Укладка в траншею без доступа. При небольшом количестве трубопроводов, небольшом диаметре трубопровода, небольшом расстоянии и небольшом объеме работ по техническому обслуживанию рекомендуется использовать непроходную траншейную прокладку.В целом трубопровод в кювете без доступа укладывают горизонтально в один ряд.


Компенсация теплового расширения
1. Естественная компенсация Естественная компенсация использует гибкость геометрии трубопровода для поглощения тепловой деформации.Натуральный компенсатор делится на Г-образный и Z-образный. Положение фиксированного кронштейна на обоих концах колена должно быть правильно определено во время установки. 2. Ручная компенсация Искусственная компенсация — это разновидность метода компенсации, при которой компенсатор трубопровода поглощает тепловую деформацию. Обычно используются квадратный компенсатор, компенсатор уплотнения и компенсатор формы волны. Компенсатор набивочного типа, также известный как компенсатор втулочного типа, в основном состоит из трех частей: втулки с опорой, интубации и сальника.Такой компенсатор в основном используется в ситуации, когда при установке квадратного компенсатора недостаточно места. В тепловом трубопроводе компенсатор формы волны используется только в случае трубопровода большого диаметра (более 300 мм) и низкого давления (0,6 МПа). Он имеет преимущества компактной конструкции, только осевой деформации и небольшой занимаемой площади по сравнению с квадратным компенсатором. Недостатки — относительно сложность изготовления, низкое сопротивление давлению, малая компенсационная способность и большое осевое усилие.
Он имеет преимущества компактной конструкции, только осевой деформации и небольшой занимаемой площади по сравнению с квадратным компенсатором. Недостатки — относительно сложность изготовления, низкое сопротивление давлению, малая компенсационная способность и большое осевое усилие.Монтаж теплового трубопровода
Монтаж трубопровода
- (l) Паровой отводной трубопровод подключается сверху или сбоку от основного трубопровода, а трубопровод горячей воды подключается снизу или сбоку от основного трубопровода. Сливные трубопроводы разного давления нельзя подключать к одному трубопроводу.
- (2) При пересечении подземным трубопроводом железной дороги и автомагистрали расстояние между верхом трубопровода и поверхностью железнодорожного рельса должно быть не менее 1.2 м, а расстояние между верхом трубопровода и дорожным покрытием должно быть не менее 0,7 м, при этом гильза должна быть добавлена, а выход гильзы за пределы земляного полотна и кромки дороги должен быть не менее 1 м.

Система трубопроводов сжатого воздуха
Природный воздух сжимается воздушным компрессором, и этот воздух называется сжатым воздухом. Процесс производства сжатого воздуха в основном включает в себя фильтрацию воздуха, сжатие воздуха, охлаждение воздуха, удаление масла и воды, хранение и транспортировку воздуха и т. Д.- (1) Воздушный компрессор. В обычных компрессорных станциях наиболее широко используются воздушные компрессоры поршневого типа. На крупных станциях сжатого воздуха часто используются центробежные или осевые воздушные компрессоры.
- (2) Воздушный фильтр. Широко используются металлический воздушный фильтр, воздушный фильтр с наполнителем из волокна, автоматический масляный воздушный фильтр и рукавный фильтр.
- (3) Дополнительный охладитель. Обычно используются дополнительные охладители трубчатого типа, радиаторного типа, втулочного типа и т. Д.
- (4) Резервуар для хранения воздуха.
- (5) Водоотделитель. В сепараторах масло-вода обычно используются три типа конструкции, а именно кольцевой роторный тип, ударно-роторный тип и центробежно-роторный тип.
- (6) Осушитель воздуха. В настоящее время распространенными методами сушки сжатого воздуха являются адсорбция и замораживание.

Трубопроводная система компрессорной станции
Трубопроводная система станции сжатого воздуха включает воздуховод, трубопровод охлаждающей воды, трубопровод водомасляной продувки, трубопровод регулирования нагрузки и трубопровод нагнетания.Прокладка трубопровода сжатого воздуха в цехе
Трубопровод сжатого воздуха цеха делится на магистральный трубопровод, магистральный трубопровод и отводной стояк. Трубопровод сжатого воздуха в цехе может быть проложен воздушной прокладкой, траншейной прокладкой, подземной прокладкой или сочетанием воздушной и подземной прокладки. Чтобы облегчить управление и обслуживание, необходимо проложить потолок вдоль стены или колонны. Высота подвесной прокладки не должна препятствовать движению транспорта, но должна быть не менее 2.5 м, и влияние на освещение должно быть сведено к минимуму.Монтаж трубопровода сжатого воздуха
- (1) Как правило, сварной стальной трубопровод для передачи жидкости под низким давлением, трубопровод из оцинкованной стали для передачи жидкости под низким давлением и бесшовные стальные трубопроводы выбираются для трубопровода сжатого воздуха. Если номинальный диаметр меньше 50 мм, можно использовать резьбовое соединение, а в качестве наполнителя можно использовать белую лаковую проволоку из конопли или политетрафторэтиленовую сырьевую ленту; если номинальный диаметр больше 50 мм, предпочтительнее сварное соединение.
- (2) Когда отводной трубопровод выводят из основного трубопровода или магистрального трубопровода, он должен выводиться через верхнюю часть основного трубопровода или магистрального трубопровода.
- (3) Уклон трубопровода должен быть не менее 0,002 в зависимости от направления воздушного потока, а водосборник должен быть установлен на конце основного трубопровода.
- (4) После установки трубопровода сжатого воздуха необходимо провести испытание на прочность и герметичность, в качестве испытательной среды обычно используется вода.
- (5) Испытание на герметичность должно проводиться после аттестации испытания на прочность и герметичность, а испытательной средой является сжатый воздух или сжатый воздух, не содержащий масла.
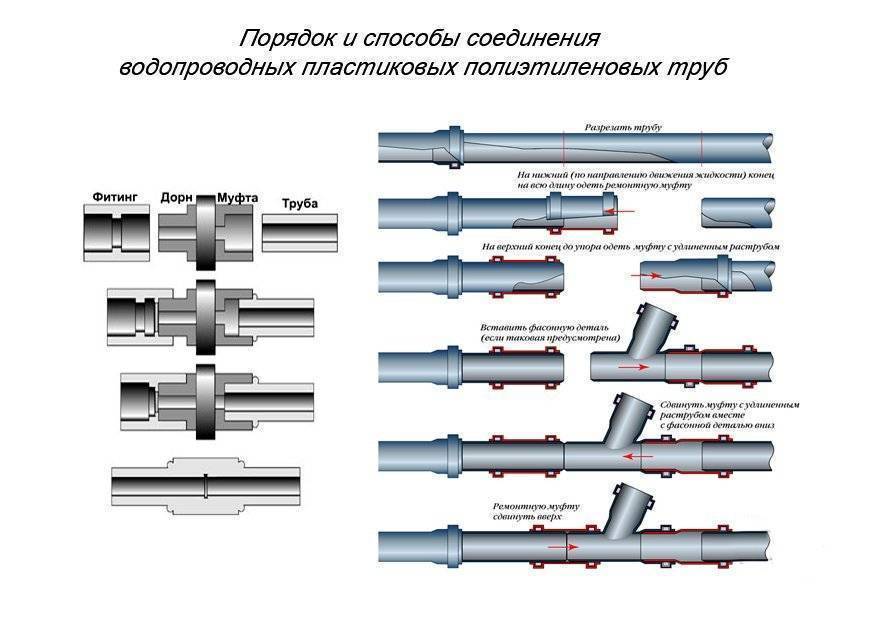 Если номинальный диаметр меньше 50 мм, можно использовать резьбовое соединение, а в качестве наполнителя можно использовать белую лаковую проволоку из конопли или политетрафторэтиленовую сырьевую ленту; если номинальный диаметр больше 50 мм, предпочтительнее сварное соединение.
Если номинальный диаметр меньше 50 мм, можно использовать резьбовое соединение, а в качестве наполнителя можно использовать белую лаковую проволоку из конопли или политетрафторэтиленовую сырьевую ленту; если номинальный диаметр больше 50 мм, предпочтительнее сварное соединение.
Система трубопроводов куртки
Состав трубопровода с рубашкой
Материал — углеродистая сталь или нержавеющая сталь, среда внутреннего трубопровода — среда технологического материала, среда внешнего трубопровода — пар, горячая вода, хладагент или бифениловый теплоноситель и т. Д. 1. Куртка тип Существует два типа трубопроводов с рубашкой: скрытого типа и открытого типа. 2. Классификация курток Трубопровод с рубашкой классифицируется по внутреннему и внешнему трубопроводу. Для различных типов трубопроводов с рубашкой требуются разные требования к изготовлению и установке.Изготовление куртки
Порядок контроля рубашки следующий:- (1) Проверка трубопроводов, принадлежностей трубопроводов, клапанов, пружинных опор и подвесок.
- (2) Предварительная сборка внутреннего трубопровода.
- (3) Установки установочной пластины.
- (4) Предварительное изготовление наружного трубопровода.

Куртка установка
- (1) Установка трубопровода с рубашкой должна выполняться после того, как соответствующее оборудование, опоры и подвески установлены, закреплены и выровнены, и установка трубопровода с рубашкой должна предшествовать установке смежных соответствующих трубопроводов.
- (2) Клапаны и приборы, установленные на трубопроводе с рубашкой, должны быть испытаны на прочность и герметичность, а ввод в эксплуатацию должен быть квалифицирован.
- (3) Для внутренней трубопроводной арматуры трубопровода с рубашкой следует использовать бесшовные или прессованные фитинги для стыковой сварки, а для внешнего трубопровода можно использовать прессованные секционные детали.
- (4) Требования к радиографическому контролю сварных швов трубопровода с рубашкой должны соответствовать нормативным требованиям.
- (5) Угловой сварной шов и фланцевый шов трубопровода с рубашкой должны быть проверены с помощью испытания на окрашивание.
- (6) Испытание трубопровода с рубашкой на прочность и герметичность обычно проводится с помощью гидравлического давления, а испытательной средой является чистая вода.
- (7) Во время испытания под давлением воздуха в качестве испытательной среды обычно используют безмасляный сжатый воздух, азот или другой инертный газ. Давление при испытании на прочность при сжатии воздуха в 1,15 раза превышает расчетное давление; вакуумный трубопровод — 0,2 МПа. Давление испытания на герметичность воздухом должно быть выполнено в соответствии с расчетным давлением, а вакуумный трубопровод должен быть не менее 0,1 МПа.
- (8) После того, как вакуумная система выдержит испытание на герметичность и испытание рычажного механизма, испытание степени вакуума должно проводиться при расчетном давлении в течение 24 часов, а степень нагнетания давления в системе не должна превышать 5% в соответствии с квалификацией.
- (9) Внешний трубопровод рубашки бифенилового теплоносителя должен быть испытан бифенилом, аммиаком или сжатым воздухом, а испытание под давлением водой не допускается.
- (10) После того, как трубопровод с рубашкой установлен в систему, внутренний и внешний трубопроводы необходимо продуть. Любые трубопроводы, оборудование, клапаны, инструменты и т. Д., Которые не могут участвовать в продувке, должны быть удалены или изолированы с помощью заглушек. Внутренний трубопровод необходимо продуть сухим сжатым воздухом, не содержащим масла.Система паровой рубашки продувается паром низкого давления сначала в магистральном трубопроводе, затем в ответвлении и, наконец, в кольцевой зазор рубашки.

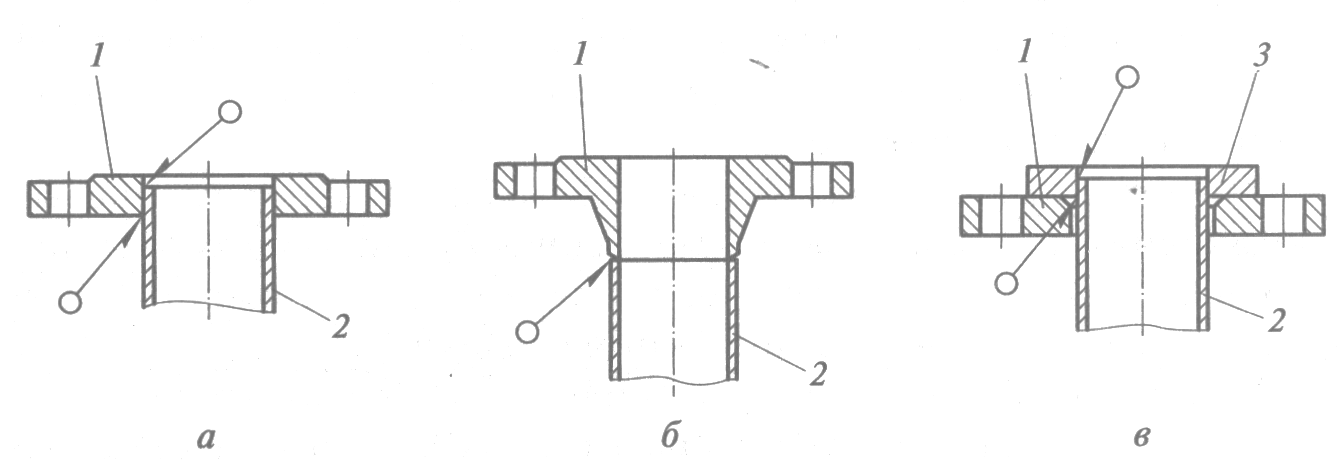
Система трубопроводов из легированной стали и цветных металлов.
Монтаж трубопроводов из легированной стали.
Марка стали трубопровода из легированной стали, обычно используемого в трубопроводе из легированной стали.
Монтаж трубопроводов из легированной стали.
- (1) Трубопровод из легированной стали должен иметь маркировку материала.
- (2) Трубопроводы из легированной стали должны разрезаться непосредственно механическим способом. Если на отрезке трубопровода из легированной стали высокого давления марка стали отсутствует, то исходная марка стали должна быть промаркирована заново.
- (3) Для сварки трубопровода из легированной стали следует использовать ручную аргонодуговую сварку для нижнего слоя, чтобы обеспечить заполнение внутренней стенки сварочного трубопровода. Он гладкий и плоский, а верхние слои можно формировать ручной дуговой сваркой. Предварительный нагрев перед сваркой и термообработка после сварки должны проводиться для трубопровода из легированной стали; термообработку после сварки проводить сразу после сварки; Если термообработку невозможно провести в срок, необходимо проводить сохранение тепла при охлаждении до 300-350 ℃ после сварки.
 Если на отрезке трубопровода из легированной стали высокого давления марка стали отсутствует, то исходная марка стали должна быть промаркирована заново.
Если на отрезке трубопровода из легированной стали высокого давления марка стали отсутствует, то исходная марка стали должна быть промаркирована заново.Монтаж трубопровода из нержавеющей стали
Классификация нержавеющей стали
- По металлографической структуре ее можно разделить на аустенитную нержавеющую сталь, ферритную нержавеющую сталь и мартенситную нержавеющую сталь; По стойкости к коррозии его можно разделить на стойкость к атмосферной коррозии, стойкость к кислотно-щелочной коррозии и нержавеющую сталь, стойкую к высоким температурам.
Монтаж трубопровода из нержавеющей стали
- (1) Перед установкой необходимо проверить внешний вид и характеристики трубопроводов и фитингов из нержавеющей стали.
- (2) Нержавеющую сталь следует резать с помощью полотна ручной пилы, пильного станка, станка для резки трубопровода с шлифовальным кругом, токарного станка и станка плазменной резки.
- (3) Канавка трубопровода из нержавеющей стали должна быть сделана машиной, машиной для плазменной резки, шлифовальным кругом и т. Д., Термический слой на поверхности должен быть отполирован, а канавка должна оставаться плоской, когда канавка обрабатывается плазмой. автомат для резки.
- (4) Обычно для сварки трубопроводов из нержавеющей стали можно использовать ручную дуговую сварку и аргонодуговую сварку.
- (5) Перед сваркой заусенцы, грязь и загрязнения в пределах 20 мм с обеих сторон канавки должны быть удалены, а неметаллический лист должен использоваться для покрытия или нанесения белого порошка в диапазоне длин 40-50 мм от с обеих сторон сварного шва для предотвращения разбрызгивания брызг на стенку трубопровода во время сварки.
- (6) Трубопроводы с толщиной стенки более 16 мм перед сваркой необходимо предварительно нагреть. После сварки следует провести травление и пассивацию сварного шва и прилегающей к нему поверхности.Кислотное травление обычно проводят кислотным раствором или кислотной пастой. Существует два метода травления кислотой: погружение и обработка щеткой.
- (7) Приварной фланец, фланец с приварным кольцом и фланец с отбортовкой петли могут использоваться для фланцевого соединения. Для фланца из нержавеющей стали должны использоваться болты из нержавеющей стали; Для фланца из нержавеющей стали должна использоваться неметаллическая прокладка, а содержание хлорид-иона не должно превышать 50 ppm.

Монтаж трубопроводов из железа и титанового сплава
- (1) Резка трубопроводов из титана и титановых сплавов должна осуществляться механическими методами (ручная пила, пильный станок, токарный станок и т. Д.).), а скорость резания должна быть низкой, чтобы избежать затвердевания поверхности трубопровода из-за высокой температуры, создаваемой высокоскоростной резкой; для резки не подходит болгарка; не допускается использование газовой резки. Паз обрабатывают механическим способом.
- (2) Трубопроводы из титана и титановых сплавов должны свариваться сваркой в среде защитного газа или вакуумной сваркой. Кислородно-ацетиленовую сварку или сварку в среде защитного газа диоксидом углерода использовать нельзя.Обычная ручная дуговая сварка не используется.
- (3) Поскольку титан и титановый сплав являются драгоценными металлами, титан не используется для изготовления фланца. Трубопроводы из титана и титановых сплавов могут быть соединены с другими металлическими трубопроводами с помощью фланца. Используемая неметаллическая прокладка, как правило, представляет собой резиновую прокладку или пластиковую прокладку, и содержание хлорид-ионов должно контролироваться.
 Паз обрабатывают механическим способом.
Паз обрабатывают механическим способом.Монтаж трубопроводов из алюминия и алюминиевых сплавов
Максимальная рабочая температура обычных трубопроводов из алюминия и алюминиевых сплавов не должна превышать 200 ℃
Для напорных трубопроводов рабочая температура не должна превышать 160 ℃. Трубопроводы из алюминия и алюминиевых сплавов широко используются в криогенной технике.
Трубопроводы из алюминия и алюминиевых сплавов широко используются в криогенной технике.Монтаж трубопроводов из алюминия и алюминиевых сплавов
- (1) Резка трубопроводов из алюминия и алюминиевых сплавов может производиться с помощью ручной пилы, станка (пилы, токарного станка и т. Д.) И шлифовального станка, резка пламенем не допускается; канавка должна быть обработана на станке или вручную.
- (2) Трубопроводы из алюминия и алюминиевых сплавов обычно соединяются сваркой и фланцевым соединением. Для сварки могут использоваться ручная сварка TIG, кислородно-ацетиленовая сварка и полуавтоматическая дуговая сварка в атмосфере.Если толщина превышает 5 мм, все или часть должны быть предварительно нагреты до 150-200 ℃ перед сваркой.
- (3) После сварки сварное соединение должно охлаждаться естественным путем на воздухе; после охлаждения его следует промыть горячей водой с температурой 60-80 ℃, а остатки в зоне сварного шва очистить щеткой или медной щеткой, затем промыть 30% -ным раствором азотной кислоты, а затем промыть чистой водой; Если после высыхания в зоне сварного шва остались белые пятна, это означает, что растворитель все еще не очищен, и его необходимо обработать снова, пока он не будет удален.
- (4) Асбестовый трос, асбестовый картон, стекловата и другие щелочные материалы не должны использоваться для изоляции трубопроводов, и следует выбирать нейтральные изоляционные материалы.
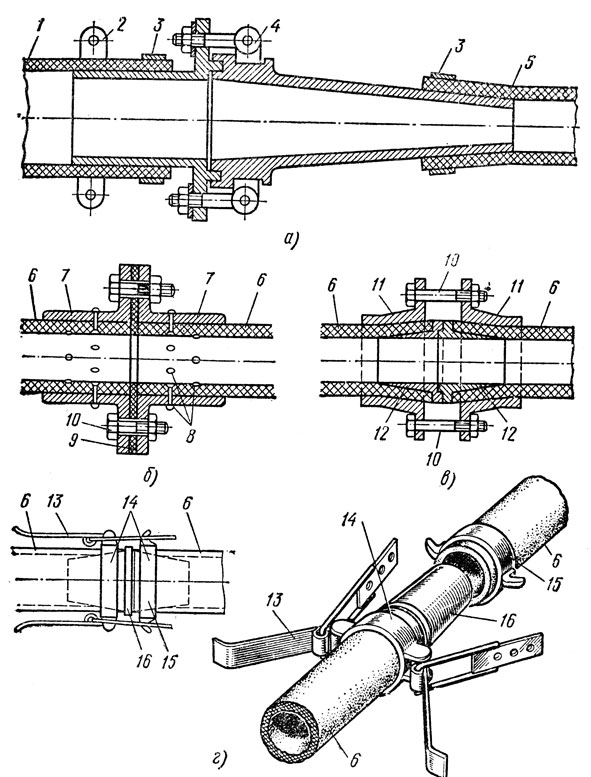
Монтаж трубопровода из меди и медных сплавов
Есть два вида обычных медных трубок: медная трубка и латунная трубка.
Медь и медные сплавы обычно используются в криогенной технике и химических трубопроводах в качестве трубопроводов давления для приборов или трубопровода для жидкости, работающего под давлением.Когда температура выше 250 ℃, их нельзя использовать под давлением.Монтаж трубопровода из меди и медных сплавов
- (1) Разрез медного и медного металлического трубопровода можно разрезать ручной ножовкой и шлифовальным кругом; поскольку стенка трубопровода тонкая, а текстура медного трубопровода мягкая, канавка должна быть сделана вручную; толстостенный трубопровод может быть изготовлен механическим способом.
- (2) Методы соединения трубопроводов из меди и медных сплавов включают резьбовое соединение, сварку (сварка муфтами и стыковая сварка), фланцевое соединение (фланец приварной шейки, фланец скольжения, фланец приварной муфты, фланец с соединением внахлест, фланец с резьбой и глухой фланец) .
- (3) Температура предварительного нагрева латунного трубопровода перед сваркой составляет: толщина стенки 5-10 мм, 400-500 ℃; при толщине стенки более 15 мм — 550 ℃; при сварке латунного трубопровода кислородным ацетиленом ширина предварительного нагрева определяется по центру сварочного соединения, 150 мм с каждой стороны; после сварки шов подвергается послесварочной термообработке при температуре 400-450 ℃; смягчающий отжиг 550-600 ℃.Термическую обработку следует проводить вовремя после сварки.

Монтаж чугунных трубопроводов
Чугунный трубопровод подключается к розетке. В том числе:Обработка сопла.
Подготовка соединительных материалов:
- ① Масло конопли;
- ② Резиновое кольцо;
- ③ Асбестоцемент;
- ④ Самонапряженный цемент;
- ⑤ Зеленый провод.
Поворотный рот:
- ① Масло конопли;
- ② Резиновое кольцо;
- ③ Асбестоцементная упаковка;
- ④ Самонапряженная цементная набивка;
- ⑤ Зеленая свинцовая упаковка.

Техническое обслуживание.
Монтаж пластиковых трубопроводов
Обычные пластиковые трубопроводы.
К распространенным пластиковым трубопроводам относятся трубопроводы из ПВХ, полипропилена, кислотоупорные фенольные трубопроводы, трубопроводы из инженерных пластмасс (АБС) и т. Д.Монтаж пластиковых трубопроводов.
- (1) Осмотр трубопровода.
- (2) Для резки труб используется механический метод, обычно ручная пила или деревообрабатывающая пила с пильным полотном с крупными зубьями.Паз участка трубопровода можно обработать стружкой или механическим способом.
- (3) Методы соединения пластикового трубопровода включают склеивание, сварку, фланцевое соединение и резьбовое соединение.
Монтаж трубопровода с резиновой футеровкой
Трубка с резиновым покрытием
Резиновый трубопровод села заполнен резиной внутри металлического трубопровода, который не только устойчив к коррозии, но также отвечает требованиям температуры и давления среды в трубопроводе. Резина для футеровки — это обычно твердая резина или полутвердый каучук или твердая резина (полутвердый каучук) и футеровка из мягкого резинового композитного материала.
Давление использования трубопровода с резиновой футеровкой обычно ниже 0,6 МПа, а степень вакуума не превышает 0,08 МПа (600 мм рт. Ст.). В деревне с твердой резиной температура длительного использования составляет 0-65 ℃, кратковременное нагревание допускается до 80 ℃; в полутвердой резине, мягкой резине и композитной футеровке из твердой резины температура использования составляет — 25-75 ℃, допускается кратковременный нагрев мягкой резиновой футеровки до 100 ℃.
Резина для футеровки — это обычно твердая резина или полутвердый каучук или твердая резина (полутвердый каучук) и футеровка из мягкого резинового композитного материала.
Давление использования трубопровода с резиновой футеровкой обычно ниже 0,6 МПа, а степень вакуума не превышает 0,08 МПа (600 мм рт. Ст.). В деревне с твердой резиной температура длительного использования составляет 0-65 ℃, кратковременное нагревание допускается до 80 ℃; в полутвердой резине, мягкой резине и композитной футеровке из твердой резины температура использования составляет — 25-75 ℃, допускается кратковременный нагрев мягкой резиновой футеровки до 100 ℃.Изготовление трубопровода с резиновым покрытием.
Монтаж трубопровода с резиновой футеровкой.
Система трубопроводов высокого давления.
Классификация и требования к трубопроводу высокого давления.
Классификация трубопровода высокого давления
Под трубопроводом высокого давления понимается трубопровод с рабочим давлением 10 МПа Для трубопровода с рабочим давлением> 9С МПа и рабочей температурой. Паропровод 500 ℃ может быть модернизирован до трубопровода высокого давления.
Для трубопровода с рабочим давлением> 9С МПа и рабочей температурой. Паропровод 500 ℃ может быть модернизирован до трубопровода высокого давления.Трубопровод высокого давления можно разделить на разные марки по давлению и температуре.
- (1) Классификация по давлению: согласно номинальному давлению его можно разделить на 12 классов, то есть 10 МПа, 15 МПа, 16 МПа, 20 МПа, 25 МПа, 28 МПа, 32 МПа, 42 МПа, 50 МПа, 63 МПа, 80 МПа, 100 МПа, из которых 16 МПа, Чаще всего используются 20 МПа и 32 МПа.
- (2) По рабочей температуре его можно разделить на степень I (- 40-200 ℃), степень II (201-400 ℃) и степень III (> 401 ℃).
Требования к трубопроводу высокого давления
Обследование стального трубопровода высокого давления.
Обследование внешней поверхности стального трубопровода высокого давления осуществляется следующими методами:- ① Магнитный метод должен применяться для магнитных стальных трубопроводов высокого давления с номинальным диаметром более 6 мм.
- ② Немагнитный стальной трубопровод высокого давления обычно использует флуоресцентный метод или метод окраски.

Проверка резьбы и арматуры трубопровода высокого давления.
Подбор арматуры трубопроводов высокого давления. Арматура трубопроводов высокого давления обычно бывает сварной, гнутой и усадочной.
Обработка трубопроводов высокого давления
Трубопроводы высокого давления из легированной и нержавеющей стали следует разрезать механически.Обработка отвода трубопровода высокого давления
- (1) Для трубопроводов высокого давления из сталей марок 15MnV, 12CrMo, 1Crl8Ni9Ti и crl8nil3mo2ti по возможности следует применять холодную гибку, а термообработку после холодной гибки проводить нельзя.
- (2) Когда применяется горячая гибка, механические свойства изменяются из-за нагрева трубопровода, поэтому при горячей гибке должны соблюдаться соответствующие правила.
Чтобы проверить, не поврежден ли трубопровод высокого давления после изгиба. После гибки и термообработки трубопровод высокого давления подлежит неразрушающему контролю.Монтаж трубопровода высокого давления
При сварке проточки трубопровода высокого давления следует применять механический метод. V-образная канавка или U-образная канавка выбираются в зависимости от толщины стенки и метода сварки. При толщине стенки менее 16 мм следует использовать V-образную канавку; когда толщина стенки составляет 7-34 мм, может использоваться V-образная канавка или U-образная канавка. Сварка трубопровода высокого давления должна не только соответствовать требованиям сварки трубопроводов среднего и низкого давления, но и соответствовать следующим требованиям:Метод сварки
- ① Для трубопроводов высокого давления из 15MnV, 12CrMo, 15CrMo и Cr5Mo должна применяться ручная дуговая сварка.При толщине стенки трубопровода не более 6 мм следует применять ручную аргонодуговую сварку. Предприятия без необходимых условий могут освоить кислородно-ацетиленовую сварку.
- ② Трубопроводы высокого давления 1Crl8Ni9Ti и crl8nil3mo2ti должны формироваться ручной аргонодуговой сваркой и ручной дуговой сваркой.
- ③ Для сварки трубопровода из углеродистой стали и трубопровода из легированной стали, чтобы обеспечить плавное формование и хорошее качество сварки нижней поверхности сварки, для дна используется ручная аргонная дуга, а для формовки — ручная дуговая сварка.Когда фтористая дуговая сварка используется для трубопроводов из нержавеющей стали и титановых труб, необходимо заполнить азотом для защиты от окисления.
 Предприятия без необходимых условий могут освоить кислородно-ацетиленовую сварку.
Предприятия без необходимых условий могут освоить кислородно-ацетиленовую сварку.Требования к процессу сварки.
Для обеспечения качества сварки трубопровод высокого давления следует предварительно нагреть перед сваркой и термообработку после сварки.
Сварные швы трубопроводов высокого давления подлежат визуальному контролю, рентгеноскопии или ультразвуковой дефектоскопии.
Проверка и продувка трубопроводов
Испытание трубопроводной системы
Гидравлическое испытание
Для гидравлических испытаний следует использовать чистую воду.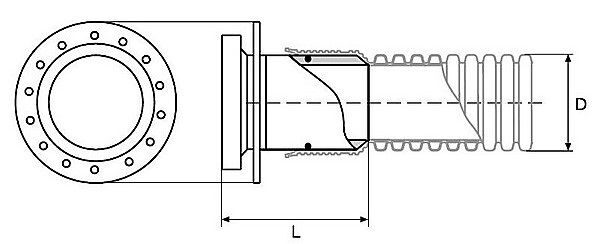 При испытании трубопроводов из аустенитной нержавеющей стали или трубопроводов с трубопроводами или оборудованием из аустенитной нержавеющей стали содержание хлорид-ионов в воде не должно превышать 25 ppm. Когда для испытания используется горючая жидкая среда, ее температура вспышки не должна быть ниже 50 ℃.
Испытательное давление надземных промышленных стальных трубопроводов и трубопроводов из цветных металлов под внутренним давлением должно быть в 1,5 раза больше расчетного давления, а испытательное давление подземных стальных трубопроводов должно быть в 1,5 раза больше расчетного давления и должно быть не менее 0.4 МПа.
Для трубопровода природного газа с расчетным давлением более 0,6 МПа испытание на прочность и герметичность должно проводиться с использованием воды в качестве среды.
При испытании трубопроводов из аустенитной нержавеющей стали или трубопроводов с трубопроводами или оборудованием из аустенитной нержавеющей стали содержание хлорид-ионов в воде не должно превышать 25 ppm. Когда для испытания используется горючая жидкая среда, ее температура вспышки не должна быть ниже 50 ℃.
Испытательное давление надземных промышленных стальных трубопроводов и трубопроводов из цветных металлов под внутренним давлением должно быть в 1,5 раза больше расчетного давления, а испытательное давление подземных стальных трубопроводов должно быть в 1,5 раза больше расчетного давления и должно быть не менее 0.4 МПа.
Для трубопровода природного газа с расчетным давлением более 0,6 МПа испытание на прочность и герметичность должно проводиться с использованием воды в качестве среды.Испытание под давлением воздуха
- (1) Испытательное давление стального трубопровода и цветных металлов в промышленной трубопроводной системе под внутренним давлением должно быть в 1,15 раза больше расчетного давления, а испытательное давление вакуумного трубопровода должно составлять 0,2 МПа. Если расчетное давление трубопровода превышает 0,6 МПа, испытание под давлением может проводиться газом только в том случае, если это указано в проектной документации или согласовано со строительной организацией.
- (2) Требования к испытаниям под давлением для наружного газопровода.
 Если расчетное давление трубопровода превышает 0,6 МПа, испытание под давлением может проводиться газом только в том случае, если это указано в проектной документации или согласовано со строительной организацией.
Если расчетное давление трубопровода превышает 0,6 МПа, испытание под давлением может проводиться газом только в том случае, если это указано в проектной документации или согласовано со строительной организацией.Продувка и очистка трубопроводной системы
Метод продувки и очистки
После того, как трубопровод выдержит испытание под давлением, его необходимо продуть или очистить в соответствии с конструктивными или техническими требованиями. Очистка трубопроводной системы. Методы очистки включают водную промывку, обдув воздухом, обдув паром, химическую очистку и очистку от масла.Общие правила продувки
Метод продувки должен определяться в зависимости от требований к эксплуатации трубопровода, рабочей среды и степени загрязнения внутренней поверхности трубопровода.Для трубопроводов жидкости или газа с номинальным диаметром более или равным 600 мм должна применяться ручная очистка; для жидкостных трубопроводов номинальным диаметром менее 600 мм допускается промывка водой; для газопроводов номинальным диаметром менее 600 мм следует применять продувку воздухом. Паропроводы должны продуваться паром, а нетепловые трубопроводы — паром.
Паропроводы должны продуваться паром, а нетепловые трубопроводы — паром.Продувка и очистка промышленных металлических трубопроводов
1. Промывка водой В качестве промывочной воды можно выбрать питьевую воду, техническую воду, осветленную воду или конденсат пара в зависимости от рабочего тела и материала трубопровода.При промывке трубопровода из аустенитной нержавеющей стали содержание хлорид-ионов в воде не должно превышать 25 ppm. Если промывка трубопровода квалифицирована, вода должна быть полностью слита, и при необходимости для сушки можно использовать сжатый воздух или азот. 2. Продувка воздухом При продувке безмасляных и безводных трубопроводов газ не должен содержать ни масла, ни воды. 3. Продувка паром Паропровод должен продуваться паром с большим потоком, скорость потока не должна быть менее 30 м / с. 4. Химическая очистка- (1) Состав химического чистящего раствора должен быть указан.
- (2) Во время химической очистки операторы должны носить защитное снаряжение.
- (3) Если квалифицированный трубопровод для химической очистки не может быть запущен вовремя, он должен быть герметизирован или заполнен азотом для защиты.

Правила настройки и расчета позиции BOQ
Водоснабжение и канализация, отопление и газовая техника
Единица измерения трубопровода — «м», а объем работ рассчитывается по длине осевой линии трубопровода на чертеже проекта, без учета длины клапанов, трубопроводной арматуры (включая установку редуктора давления, конденсатоотводчика, счетчика воды, расширительное устройство и др.) и различные колодцы; Квадратный компенсатор рассчитывается по объему работ по установке трубопровода с учетом его длины.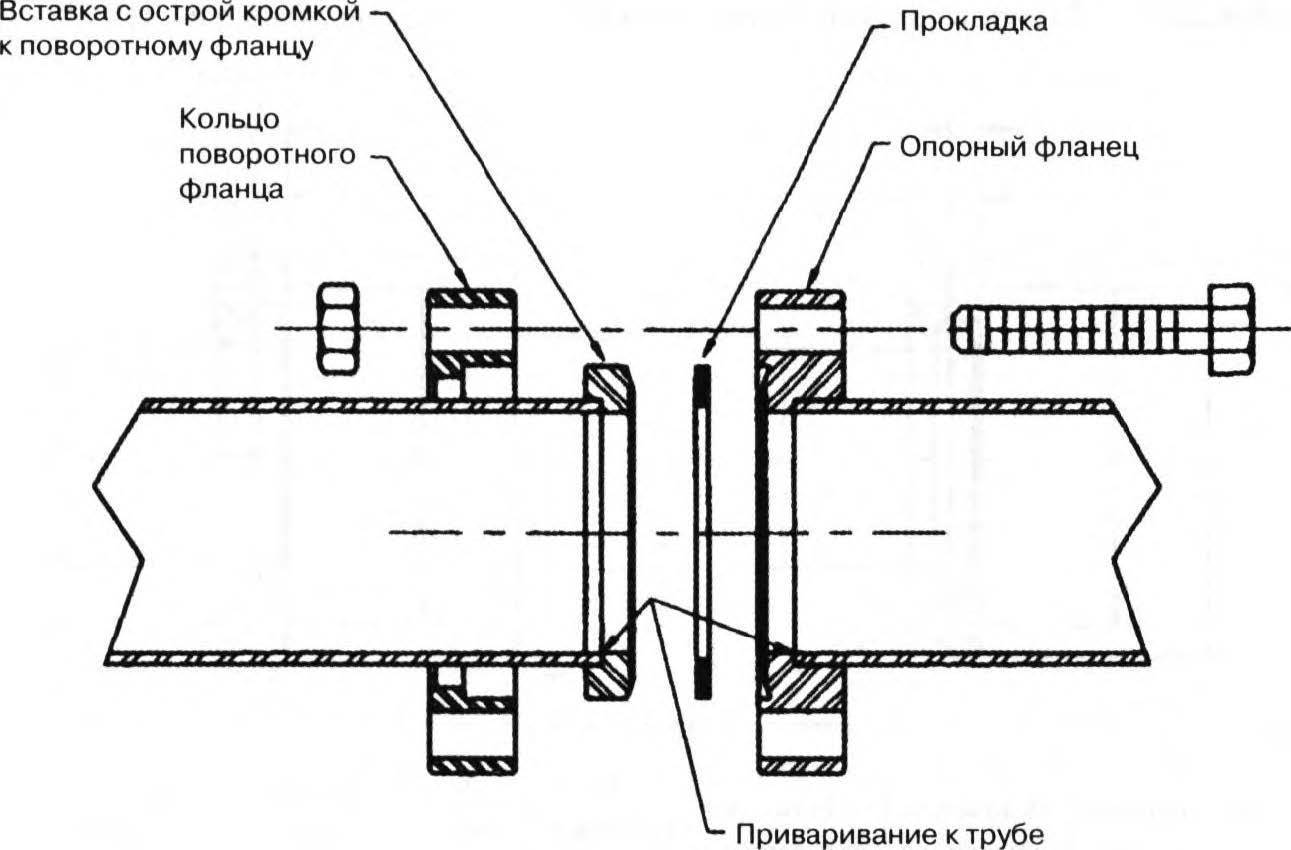
Промышленный трубопровод
Единицей измерения трубопровода из углеродистой стали низкого давления и прокатного трубопровода углеродистой стали низкого давления является «штука», которая рассчитывается по количеству проектных чертежей и соответствует следующим правилам расчета:- 1) Фитинги трубопровода включают колено, тройник, крестовину, переходник, заглушку, компенсатор сильфона на трубопроводе, заглушку трубопровода, квадратный компенсатор, первичные части прибора на трубопроводе, изготовление и монтаж расширительного трубопровода термометра прибора и т. Д.
- 2) Если диаметр ответвления магистрального трубопровода составляет менее 1/2 диаметра магистрального трубопровода, монтажное количество трубопроводной арматуры не рассчитывается; при диаметре ответвления магистрального трубопровода менее 1/2 диаметра магистрального трубопровода, монтажное количество трубопроводной арматуры не рассчитывается; если диаметр ответвления магистрального трубопровода составляет менее 1/2 диаметра магистрального трубопровода, количество устанавливаемых фитингов трубопровода будет рассчитываться в соответствии с диаметром фитингов.
- 3) Тройник, крестовина и переходник рассчитываются по большому диаметру трубопровода.
- 4) При фланцевом соединении трубопровода он должен быть установлен согласно фланцу, и установка самого трубопровода не будет рассчитана.

Источник: Китайский производитель трубопроводов из нержавеющей стали — Yaang Pipe Industry Co., Limited (www.steeljrv.com)
(Yaang Pipe Industry — ведущий производитель и поставщик изделий из никелевых сплавов и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги из нержавеющей стали, трубы из нержавеющей стали.Продукция Yaang широко используется в судостроении, атомной энергетике, морской инженерии, нефтяной, химической, горнодобывающей промышленности, очистке сточных вод, резервуарах для природного газа и высокого давления и других отраслях промышленности.)
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу sales@steeljrv. com
com
Обратите внимание, что вас могут заинтересовать другие опубликованные нами технические статьи:
Как строятся нефтепроводы?
Нефтепроводы изготавливаются из стальных или легированных труб, которые обычно прокладываются под землей.Нефть перемещается по трубопроводам насосными станциями вдоль трубопровода. Природный газ (и подобное газообразное топливо) под давлением превращается в жидкости, известные как жидкости природного газа (ШФЛУ). Трубопроводы природного газа изготавливаются из углеродистой стали.
Как быстро нефть течет по трубопроводу?
Нефть движется по нефтепроводам со скоростью от 3 до 8 миль в час. Скорость транспортировки по трубопроводу зависит от диаметра трубы, давления, под которым транспортируется нефть, и других факторов, таких как топография местности и вязкость транспортируемой нефти.
Как газ проходит по трубопроводу?
Природный газ, который транспортируется по межгосударственным трубопроводам, перемещается по трубопроводу под высоким давлением от 200 до 1500 фунтов на квадратный дюйм (psi). Это позволяет сократить объем транспортируемого природного газа (до 600 раз), а также объем транспортировки природного газа по трубопроводу.
Это позволяет сократить объем транспортируемого природного газа (до 600 раз), а также объем транспортировки природного газа по трубопроводу.
На какую глубину закапывают трубопроводы?
Трубопроводы обычно прокладываются на глубине от 3 до 4 футов под землей.
Какова ширина полосы отвода трубопровода?
Полоса отвода трубопроводов (ROW) — это полосы земли шириной до 60 футов, на которых проложены трубопроводы природного газа. Эти трубопроводы имеют размер до 20 дюймов в диаметре и транспортируют природный газ под давлением до 875 фунтов на квадратный дюйм (psi).
Трубный фланец из углеродистой и легированной стали по ASTM A105, A182
Octal предлагает стальной трубный фланец (фланец трубопровода) из углерода (ASTM A105), сплава (ASTM A182) и фланца из нержавеющей (304L, 316L). Разные габариты и класс давления.
Разные габариты и класс давления.
Что такое фланец стальной трубы (фланец трубопровода)
Фланец для трубопровода , также называемый фланцевой пластиной. Фланец — это деталь, соединяющая трубы в трубопроводных системах.
Между тем, он также применяется для соединения между двумя устройствами (трубопровод с клапанами или с оборудованием).
Почему и как работает стальной фланец для трубопроводной системы
Соединение между двумя трубами можно сваривать напрямую, но сложно соединить без сварки.Если есть проблемы с соединительной частью, ремонт будет затруднен. Такая же проблема возникла между соединением трубы и клапана.
Фланецобычно используется для соединения труб или клапанов, поэтому он может легко решить вышеуказанные проблемы.
Сколько деталей входит во фланцевое соединение?
Тип фланцевого соединения обычно состоит из сдвоенных узлов с прокладкой и несколькими болтами и гайками для соединения друг с другом. (Сначала на фланцы привариваются трубы, затем на фланцы можно установить арматуру и другое оборудование.)
(Сначала на фланцы привариваются трубы, затем на фланцы можно установить арматуру и другое оборудование.)
При соединении этих частей поместите прокладку в середину двух фланцев, затем затяните винты фланца, чтобы они были плотно соединены друг с другом.
Словом,
Фланцевое соединение удобно, гибко и экономично.
При ремонте трубопровода мы можем открутить винты на фланце, снять соответствующие трубы или клапаны. Тем временем заменить новые трубы и клапаны.
Характеристики фланца
Фланцевое соединение имеет хорошую прочность и герметичность, простую конструкцию и невысокую стоимость.Его можно многократно разбирать.
Режим отказа
Фланцевое соединение в основном имеет проблему утечки, и количество утечки должно контролироваться в допустимом диапазоне процесса и окружающей среды.
Типы фланцев
По способу соединения между трубой и фланцем фланец можно разделить на следующие пять основных типов:
Надвижной фланец SO
Приварной фланец WN
Фланец приварной втулки
Фланец с резьбой
Глухой фланец
Фланец DN
Надвижной фланец
Приварка фланца внахлест также упрощена, как фланец SO. Он используется для вставки трубы во внутреннее отверстие фланца, так как внутренний диаметр фланца немного больше наружного диаметра трубы, детали могут быть соединены сваркой внахлест сверху и снизу фланца. Фланец скольжения на стальной трубе обычно бывает с выступом (RF) или плоским (FF), а также доступен в версиях TG и MFM.
Он используется для вставки трубы во внутреннее отверстие фланца, так как внутренний диаметр фланца немного больше наружного диаметра трубы, детали могут быть соединены сваркой внахлест сверху и снизу фланца. Фланец скольжения на стальной трубе обычно бывает с выступом (RF) или плоским (FF), а также доступен в версиях TG и MFM.
Наиболее часто используемый трубный фланец
Надвижной фланец для труб подходит для трубопроводов с низким давлением, общей температурой и нормальными условиями. Он прост в установке и имеет более низкую стоимость / цену, чаще всего используется в обычных отраслях промышленности.
Фланец под приварную шейку
Фланец приварной встык (фланец WN) обычно имеет два типа конструкции. Фланец с высокой ступицей и фланец с конической ступицей, прежний — штатный, применяется при соединении трубопроводов. Горловину фланца приварной шейки можно приваривать непосредственно к концу трубы. Фланец WN отличается удобной конструкцией, высокой прочностью и хорошими уплотняющими характеристиками. Он также широко используется в различных напорных трубопроводах.
Он также широко используется в различных напорных трубопроводах.
Фланец с резьбой
Фланец с резьбой — фланец с резьбой на внутренней поверхности для соединения трубы с резьбой.Преимущество этого типа соединения — отсутствие сварки, поэтому он очень удобен в установке и прост в ремонте. Резьбовой фланец может быть изготовлен из легированной стали, которая имеет более высокую прочность, но плохие сварочные характеристики. С другой стороны, его нельзя использовать в экстремальных условиях, когда температура выше 260 ℃ или ниже -45 ℃, чтобы избежать утечки.
Фланец под сварку внахлест
Фланец, приваренный внахлест (фланец SW) похож на фланец, приваренный внахлест, но другая его часть — это фланец, приваренный внахлест, одна сторона приварена к стальной трубе, а другая сторона соединена шпильками.Обычно фланец SW используется для труб малого диаметра.
Фланец трубного соединения внахлест
Трубный фланец с соединением внахлест — это фланец, который устанавливается на конце трубы с помощью стального кольца и отбортовки. Фланец можно было перемещать на конце трубы. Стальное кольцо или фланец — это уплотнительная поверхность с фланцем для их прижатия. Благодаря стальному кольцу или фланцевому блоку фланец с соединением внахлест не контактирует с жидкостью. Таким образом, это применимо к коррозионно-стойким трубопроводам.
Фланец можно было перемещать на конце трубы. Стальное кольцо или фланец — это уплотнительная поверхность с фланцем для их прижатия. Благодаря стальному кольцу или фланцевому блоку фланец с соединением внахлест не контактирует с жидкостью. Таким образом, это применимо к коррозионно-стойким трубопроводам.
Фланец глухой
Глухой фланец похож на сплошной диск без цельного диска посередине, только с монтажными отверстиями (для соединения), предназначенными для перекрытия трубопроводов и остановки потоков.
Типы уплотнений
В зависимости от давления в трубопроводе и типа уплотнительной прокладки существуют разные типы уплотнительной поверхности для фланца стальной трубы.
Трубный фланец с плоской поверхностью (FF)
Подходит для меньшего давления.(PN≤1,6 МПа).
Трубный фланец с выступом (RF)
Структура уплотнительной поверхности простая и гладкая, легко обрабатывается. Между тем провести антикоррозионную футеровку несложно.
Тем не менее, площадь контакта больше, прокладка будет легко сжиматься с обеих сторон при предварительной нагрузке. Тогда нажимать будет непросто.
Фланец с наружной и внутренней стороны (M / F)
Он состоит из выпуклой и вогнутой поверхностей, поэтому прокладка размещается на вогнутой поверхности. Это может предотвратить выдавливание прокладки.Таким образом, фланцы с наружной и внутренней стороны могут применяться в условиях повышенного давления.
Стальной фланец с торцевой поверхностью под шпонку
Сенсорная поверхность выполнена в виде язычка и паза. Прокладка помещается в прорезь, и ее нельзя сдавливать.
При сравнении RF и MFM, торцевой фланец T / G может обеспечить хороший уплотнительный эффект. Конструкция и изготовление фланца более сложны.
Сложно заменить прокладку в гнезде. Поверхность уплотнения в виде язычка и паза подходит для легковоспламеняющихся, взрывоопасных, токсичных сред и высокого давления.
Стандарты фланцевых стальных труб
Стандарты для стальных фланцев включают европейские и американские стандарты. Из-за разных размеров эти две системы не могут взаимозаменяться. Американские страны и Китай в основном используют ASME или ANSI. Номинальное давление фланца в ASME можно разделить на 150, 300, 600, 900, 900, 1500, 2500.
Из-за разных размеров эти две системы не могут взаимозаменяться. Американские страны и Китай в основном используют ASME или ANSI. Номинальное давление фланца в ASME можно разделить на 150, 300, 600, 900, 900, 1500, 2500.
Общий стандарт ASME для фланцев:
ASME B16.5
Стандарты на фланцы труб и фланцевую арматуру. (Охватывает размеры от NPS 1/2 до NPS 24 Метрические / дюймовые, включая номинальные значения давления и температуры, материалы, размеры, допуски, маркировку, испытания и методы обозначения отверстий для фланцев труб и фланцевых фитингов.)
ASME B16.48
Стандарт для пустых строк. (Он охватывает все спецификации для заглушек рабочей линии размером от NPS 1/2 до NPS 24 для установки между фланцами ASME B16.5 в классах давления 150, 300, 600, 900, 1500 и 2500.)
ASME B16.47
Стальные фланцы большого диаметра от NPS 26 до NPS 60 (Он охватывает все спецификации для трубных фланцев размером от NPS 26 до NPS 60 и в номинальных классах 75, 150, 300, 400, 600 и 900. )
)
Спецификация материала фланца трубопровода
Трубопроводный фланец обычно используется для углеродистой, легированной и нержавеющей стали.
Часто используемый материал, как показано ниже:
Углеродистая сталь: STM A105
Легированная сталь: ASTM A182 F11, F22, LF2
Нержавеющая сталь: 304 / L, 316 / 316L
Поставляем фланцы для труб из углеродистой, легированной и нержавеющей стали различных размеров и давления.
Восьмеричные подающие фланцы в следующих диапазонах:
Диапазон размеров: от 1/2 до 40 дюймов, от DN10 до DN3000 стальных фланцев
Диапазон толщины: от SCH5 до SCh260 стальных фланцев
Диапазон давления: Class 150, Class 300, Class 600, Class 900, Class 1500, Class 2500, от PN 0.От 6 МПа до PN 42 МПа
Тип концов: Рифленая поверхность — RTJ — Плоская поверхность
Стандарты и марка материалов для стальных фланцев
Стандарты фланцев из углеродистой стали: ASTM A105, ASME A / SA 105, 350LF 2
Стандарты фланцев из нержавеющей стали: F304, 304L, 309S, 309H, 310S, 316, 316L, 317, 317L, 321, 321H, 347 и 904L
Стандарты фланцев из легированной стали: ASTM A182, ASME A182, ASME SA182, ASTM A182 F1, F11, F12, F22, F5, F9, F91
ASME B16. 5, ASME B16.47, ASME B16.48, AWWA C207, MSS SP -44,
5, ASME B16.47, ASME B16.48, AWWA C207, MSS SP -44,
Дополнительные стандарты доступны в: DIN2573, DIN2577, DIN2630, DIN2631, DIN2632, DIN2533, DIN2634, DIN2635, DIN2636
BS4054, BS3293, EN1092-1, ISO 7005
JIS B2220
HG / T20592, HG / T21516-21518
Применение стального фланца
Фланец для стальных труб— это своего рода фитинг для соединения двух труб, труб и клапанов, или оборудования.Отверстия на фланце соединяются стальными шпильками, затем используйте прокладку посередине для уплотнения между двумя фланцами. Таким образом, в зависимости от применения и стиля, существуют фланцы скольжения, глухие фланцы, фланцы, приваренные муфтой, фланцы с резьбой, фланцы с приварной шейкой и переходные фланцы.
Octal предлагает фланцы для стальных труб различных типов, применимые к различным промышленным областям, транспортировке нефти и газа, химическим заводам, электростанциям, водоочистке, нефтепереработке и т. Д.
ASTM A105, ASTM A182
Поделиться в соцсетях .