Сварка латуни в домашних условиях
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.
Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов. Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%. А это негативно сказывается на качество сварочного шва, потому что в нем образуются поры за счет улетучиваемого цинка.
Содержание страницы
- 1 Как правильно заварить латунь – варианты и особенности
- 1.1 Сваривание в аргоне
- 1.2 Электродуговая сварка
- 1.3 Газовая сварка
В принципе, все виды сварок можно использовать для соединения латунных заготовок. Но чаще всего используется вариант сварки латуни аргоном с неплавящимся электродом или при помощи защитных флюсов.
Как и любой сварочный процесс, все начинается с подготовки латунных деталей. На что необходимо обратить внимание.
- Если надо сваривать тонкие заготовки (и даже средней толщины), то предварительный их нагрев необязателен. Это связано с тем, что теплопроводность металла выше, чем у меди.
- При толщине не более 1,5 мм производится отбортовка кромок.
- При толщине кромок 1,5-6 мм их подготовка не проводится. Но необходимо выдерживать зазор в 2 мм.
- Если при сварке используются подкладки, то зазор можно увеличить вдвое.

- Оптимальный вариант – использовать двустороннюю проварку шва.
- При толщине кромок более 6 мм их необходимо притупить. При этом лучше использовать Х-образную разделку. Не всегда это возможно, но данный вариант обеспечивает лучший провар стыка.
- Увеличение зазора между латунными заготовками – это снижение качества сварного шва.
- При длинных швах и малых зазорах увеличивается в них напряжение, что ведет к деформации и образованию трещин.

Сваривание в аргоне
Сварка латуни и бронзы чаще проводится в среде защитных газов. Для этого используется постоянный ток прямой полярности. Перед началом сварочного процесса заготовки зачищаются железной щеткой до блеска и обрабатываются растворителем, чтобы удалить все загрязнения.
Очень важный момент – это выбор присадочной проволоки. В ее составе должны быть раскислители (кремний, марганец, серебро, алюминий, никель и так далее). К примеру, присадка марки Л62 – это металл, при использовании которого выделяется мало дыма в процессе сварки. Угар оксида цинка составляет всего лишь 2%. Л68 применяется в сварке защитных флюсов. Марки ЛО и ЛОК повышают коррозионную стойкость шва. То есть, под необходимые требования заготовок нужно выбрать свой присадочный стержень.
Сварка латуни в аргоне производится не цельным швом, а небольшими участками, образующими валик. Но при этом появляется большая вероятность прожога. Поэтому рекомендуется сварку проводить на длинной дуге, тем самым снижая силу тока в зоне сваривания. В финальной стадии горелка отводится в сторону.
Это самый качественный вариант для сварки латуни, но в домашних условиях его лучше не применять. В процессе соединения выделяется большое количество оксида цинка. Поэтому процесс проводится или на открытых площадках, или в помещениях с хорошо работающей вентиляцией.
Электродуговая сварка
Сваривание латуни в домашних условиях возможно, если применять электродуговую технологию. Во-первых, для этого используются специальные электроды:
- Стержень из латуни марки ЛК 80-3 или из бронзового сплава марки КМц 3-1.
- Покрытие – ЗТ. Это смесь нескольких материалов в разных пропорциях (сложная комбинация).
Во-вторых, сварка производится постоянным током обратной полярности. Дуга короткая, что уменьшает выгорание цинка. В-третьих, перед началом процесса производится прогрев заготовок до температуры 300С и прокалка электродов до 200С в течение получаса.
Обязательное условие после окончание сварочных работ – это проковка сварного шва. Если соединяются две детали из сплавов с малым содержанием меди, то ковать стык надо на горячо. В некоторых случаях необходим и отжиг металла (постепенное снижение температуры после сильного нагрева), который проводится при температуре 635С. Именно таким образом меняется структура металлического шва, она становится мелкозернистой, что приводит к однородности химического состава.
Варить латунь можно и угольными электродами, но для этого необходимо использовать защитные флюсы. К примеру, самый распространенный флюс – БД-3.
Сварочный режим: ток – постоянный, полярность – прямая. Многое зависит от толщины сваренных заготовок. Если толщина деталей не превышает 3 мм, то необходимо выставить ток в пределах 180-200 А, 3-5 мм – 240-270 А, 5-10 мм – 400-450 А, 10-16 мм – 500-550 А. При этом заготовки толщиною более 10 мм обязательно подогреваются перед сваркой до температуры 350С.
Газовая сварка
Если все предыдущие технологии не обеспечивают необходимый результат, то применяется именно газовая сварка. Она гарантирует высокое качество конечного результата, но у нее есть один большой недостаток – испарение оксида цинка составляет 25%. Чтобы этого избежать, рекомендуется использовать окислительное пламя в горелке. В нем должно быть много кислорода и мало водорода. Под действием кислорода на поверхности сварочной ванны образуется оксидная пленка. Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Именно она и не дает цинку поступать в воздух. Можно снизить выделение цинка, если использовать при сварке флюс БМ-1.
Вот такие способы, с помощью которых можно провести сварку латунных заготовок. Обязательно ознакомьтесь с видео, размещенном на этой странице.
Сварка латуни: способы и особенности латунной сварки
- Главная
- Статьи
- Какими способами производится сварка латуни
По структуре латунь представляет собой сплав двух природных металлов – цинка и меди в разных пропорциях. Нередко для придания конечному продукту разнообразных свойств в малых долях добавляются иные элементы, от марганца до железа.
Латунные изделия широко используются во всех отраслях современной промышленности, в силу чего востребована такая услуга, как латунная сварка. Этот процесс технологически сложный, он сопряжен с некоторыми рисками:
Этот процесс технологически сложный, он сопряжен с некоторыми рисками:
- образованием оксидной пленки из цинка;
- закипанием и последующим испарением цинка;
- возникновением пор и лакун в сварном шве.
Подобные проблемы решаемы при правильном подходе к процессу сварки изделий из латуни и соблюдении технологических требований.
Получить консультацию
Имя*
Телефон*
Нажимая на кнопку «Отправить заявку», я даю согласие на обработку персональных данных.
Подготовка деталей
Шаг 1. В отличие от медных деталей процесс сварки латуни не требует прогрева заготовок по всей площади, достаточно (при использовании толстых элементов) нагреть края соединяемых элементов.
Шаг 2. Рабочие кромки изделий, толщина которых менее 1,5 мм, подвергают предварительной обработке в виде отбортовки для увеличения толщины. После этого края очищаются от оксидного налета, для чего применяется специальная щетка, не оставляющая частиц стали.
Шаг 3. Свариваемые элементы сопоставляются так, чтобы пайка латуни приходилась на зазор в 2 мм между ними, образуя сварной шов. Если предполагается диффузный шов большей толщины, то зазор увеличивается и используются специальные прокладки.
В практике применяются пять способов латунной промышленной сварки изделий. Первые три из них используются в промышленных масштабах за счет высокой производительности и скорости проведения работ:
- Электродуговая сварка с использованием электротока обратной полярности с последующей проковкой стыка.
- Аргонная сварка латуни, выполняемая в инертной среде и используемая для деталей толщиной от 5 мм и более.
- Газопламенная сварка осуществляется при помощи газового резака, пламя от которого нагревает и сплавляет кромки элементов.
Также применяются такие технологии, как холодная сварка и пайка латуни с использованием припоя, но в силу низкой производительности, больших временных и ресурсных затрат больше подходят для сварки в домашних условиях.
Особенности электродугового метода
В этой технологии используются латунные электроды с долей цинка в проволоке не менее 40 %. Сварочный инверторный аппарат продуцирует постоянный электроток, который инициирует образование короткой электродуги с силой тока 250 ампер. Сам процесс пайки изделий из латуни выполняется из положения снизу, скорость выкладки шва должна быть не менее 30 см в минуту. По окончании работ шов подвергается дополнительному нагреву до 650 °C и проковывается, что повышает его прочность.
Преимущества:
- метод используется для соединения деталей толщиной не более 3 мм, при большей толщине применяется локальный нагрев;
- высокая скорость сварки с возможностью создания однослойного шва.
Особенности аргонодугового метода
Эта технология является разновидностью электродуговой сварки, которая выполняется в инертной – аргоновой – среде. Латунь сваривается под аргоном с использованием менее дорогих, но более износостойких вольфрамовых электродов.
Благодаря особенностям среды образуется уже длинная электродуга, которой создаются отдельные валки, складываемые впоследствии в общий шов. Такой подход позволяет исключить риск прогорания металла.
Преимущества:
- сварка латуни аргоном менее затратная, основные издержки приходятся на приобретение специального сварочного аппарата. Также требуется материал для расплава в точке образования шва;
- обеспечивается высокое качество соединения, в котором исключены поры и поверхностное образование оксидной пленки;
- эстетичный внешний вид шва, благодаря чему технология нередко используется при создании элементов декора.
Особенности газосварочного метода
Если предыдущие технологии сварки латунных изделий не подходят в силу различных причин, то применяется газовая методика. Например, при отсутствии электричества или при сложностях с созданием аргоновой камеры. Процесс происходит за счет образования газоплазменной струи, которая подвергает кромки заготовок высокотемпературному нагреву и последующей спайке. После выполнения работы требуется дополнительная очистка шва, на котором нередко образуется оксидная пленка. Также важно учесть, что в пламени частично выгорает цинк.
Процесс происходит за счет образования газоплазменной струи, которая подвергает кромки заготовок высокотемпературному нагреву и последующей спайке. После выполнения работы требуется дополнительная очистка шва, на котором нередко образуется оксидная пленка. Также важно учесть, что в пламени частично выгорает цинк.
Преимущества:
- наиболее простой способ сварки, доступный даже начинающему сварщику;
- регулировка мощности пламени в зависимости от параметров сварки и характеристик изделий;
- универсальная доступность технологии без создания особых условий в виде обеспечения током или образования газовой среды.
Полезные советы по сварке латуни
Очевидно, что каждая из промышленных технологий соединения изделий из латуни не является универсальной, а требует создания определенных условий. Но обладает своими достоинствами, позволяя решать производственные задачи.
Важно помнить следующее:
- Толстые детали лучше предварительно прогревать по тем краям, которые станут основой для сварного шва.
- Создание шва выполняется снизу-вверх и в один проход с обеих сторон свариваемых заготовок с равномерной подачей материала расплава.
- При окончательной обработке рабочей зоны необходимо удалить образовавшийся шлам, для чего используется щетка, не оставляющая частиц стали. Также следует проверить шов на пористость.
- При любой технологии сваривания (кроме холодной сварки) происходит выгорание цинка, который является ядовитым веществом. Поэтому необходимо использовать индивидуальные средства защиты и обеспечить оптимальную вентиляцию рабочего помещения.

Форма заявки
Имя*
Email*
Телефон*
Наброски/чертежи
Загрузить
Допустимые форматы: zip, pdf, jpg, png, gif
Нажимая на кнопку «Отправить заявку», я даю согласие на обработку персональных данных.
Ваша заявка отправлена!
Другие статьи
|
Гидроабразивная резка металла: основные преимущества и технология Подробнее |
Гибка металла: основные виды технологии и преимущества Подробнее |
Аргонная сварка металла — особенности процесса и сварочное оборудование Подробнее |
Латунь – это сплав меди с цинком. Содержание цинка в сплаве составляет от 20 до 55%. Латунь обладает высокой прочностью, антикоррозионной стойкостью, неплохой свариваемостью и пластичностью. Благодаря таким качествам латунь является материалом, нашедшим широкое применение в современной технике. Основными трудностями при сваривании латуни является: — Поглощение газов расплавленным металлом; — Повышенная склонность металла сварочного шва к образованию пор и трещин; — Выгорание цинка при сваривании из сплава; Стоит отметить, что пары цинка ядовиты, поэтому производить сваривание латуни нужно в респираторе. Для того чтобы предотвратить испарение цинка можно использовать различные флюсы или присадочные материалы. При сваривании латуни стоит учитывать тот факт, что при температуре от 300 до 600 градусов по Цельсию латунь склонна к образованию трещин. Подготавливать кромки под сварку нужно в зависимости от свариваемого металла. Металл, имеющий толщину до 1 миллиметра, сваривается с отбортовкой кромок, при толщине от 1 до 5 миллиметров – без скоса кромок. Если толщина металла составляет от 6 до 15 миллиметров, то производится разделка V-образного типа. Металл толщиной от 15 до 25 миллиметров сваривают, предварительно сделав Х-образную разделку кромок. Кромки металла шва зачищаются от металлического блеска механическим путем или протравливаются в растворе с азотной кислотой. Ее содержание в нем составляет примерно 10%. После того как протравление выполнено, кромки промываются горячей водой и насухо протираются. Состав присадочного материала так же оказывает большое влияние на процесс сварки. При сваривании латуни используются многие разновидности прутков и присадочных проволок. Прекрасные результаты сваривания дает кремнистая латунная проволока, которая имеет в своем составе 0,5% кремния. При сваривании с использованием данной проволоки выгорание цинка практически исключено. Также повышаются такие свойства металла, как прочность, ударная вязкость, плотность металла. Иногда сваривание латуни производится с использованием газовой сварки. Качество сваривания зависит от мощности сварочного пламени. Мощность устанавливается исходя из расчета расходов ацетилена 100 – 120 кубических дециметров в час на 1 миллиметр толщины металла для сварки. Для того чтобы понизить испарение цинка нужно, чтобы конец ядра сварочного пламени должен быть расположен на расстоянии от 10 до 70 миллиметров от поверхности сваривания. Сваривание производится левым способом. При сварке латуни газовой сваркой присадочную проволоку нужно держать под углом 90 градусов к мундштуку. Сваривание производится окислительным пламенем. Сваривание латуни можно производить с помощью различных видов сварки, однако руководствуясь советами по тому, как правильно производить сваривание тем или иным методом, можно достичь прекрасных результатов. |

 Притупление составляет от 2 до 4 миллиметров.
Притупление составляет от 2 до 4 миллиметров.
 Для защиты места наложения шва от контакта с окружающим воздухом применяют инертный газ аргон. В качестве присадочных компонентов используются латунные прутки, медная, кремниевая или цинковая проволока. В некоторых случая присадкой может быть бронза.
Для защиты места наложения шва от контакта с окружающим воздухом применяют инертный газ аргон. В качестве присадочных компонентов используются латунные прутки, медная, кремниевая или цинковая проволока. В некоторых случая присадкой может быть бронза. При таком способе шов по прочностным характеристикам не отличается от основного материала.
При таком способе шов по прочностным характеристикам не отличается от основного материала. 2. Возможность надышаться вредными парами цинка и прочих присадок. Особенности технологии, используемой при сварке латуниЧтобы избежать проблем, которые могут возникнуть в связи с особыми свойствами материала, специалисты советуют придерживаться некоторых правил, в частности:• обрабатывать металл специальным флюсом, который будет образовывать оксидную пленку, препятствующую испарению цинка, тем снижая риск отравления вредными парами;• после процесса сварки обязательно подвергать деталь отжигу, нагревая до температуры 600-650 градусов;• перед сваркой нагреть кромки элемента до 700-800 градусов, чтобы снизить процент выгорания цинка в сплаве;• отдавать предпочтение сварке в инертной среде, а также газовой технологии;• в качестве присадочного материала выбирать латунную проволоку, в которой содержатся железо, алюминий и прочие виды присадок;• оптимальным шлаком для работы считается смесь метилового спирта и метилбората. Благодаря некоторым химическим свойства, она легко способствует образованию в процессе горения борного ангидрида, задерживающего образование пузырьков водорода и предотвращающего испарение цинка;• следует формировать однослойный сварочный шов, который затем обязательно подвергается проковке.
2. Возможность надышаться вредными парами цинка и прочих присадок. Особенности технологии, используемой при сварке латуниЧтобы избежать проблем, которые могут возникнуть в связи с особыми свойствами материала, специалисты советуют придерживаться некоторых правил, в частности:• обрабатывать металл специальным флюсом, который будет образовывать оксидную пленку, препятствующую испарению цинка, тем снижая риск отравления вредными парами;• после процесса сварки обязательно подвергать деталь отжигу, нагревая до температуры 600-650 градусов;• перед сваркой нагреть кромки элемента до 700-800 градусов, чтобы снизить процент выгорания цинка в сплаве;• отдавать предпочтение сварке в инертной среде, а также газовой технологии;• в качестве присадочного материала выбирать латунную проволоку, в которой содержатся железо, алюминий и прочие виды присадок;• оптимальным шлаком для работы считается смесь метилового спирта и метилбората. Благодаря некоторым химическим свойства, она легко способствует образованию в процессе горения борного ангидрида, задерживающего образование пузырьков водорода и предотвращающего испарение цинка;• следует формировать однослойный сварочный шов, который затем обязательно подвергается проковке. Технология сварки латуни вольфрамовыми электродами в аргонной среде Аргоновая сварка латуни – оптимальный выбор для деталей, толщина которых превышает 5 мм. Источником тепла в данном случае служит электрическая дуга, которая горит между поверхностью соединяемой детали и самим электродом.Непосредственно перед сваркой следует позаботиться о средствах безопасности. Это может быть даже обычный респиратор, который защитит дыхательные органы сварщика от вредных паров. Стыки деталей обезжириваются при помощи железной щетки и 10-ти процентного раствора азотной кислоты. После этого следует стесать кромки заготовок под углом 60-70 градусов, чтобы расширить зазор к внешней стороне стыка. Для сварки используется TIG-аппарат, который позволяет формировать электрическую дугу между вольфрамовым электродом и стыкуемой поверхностью. Аргон с небольшим содержанием кислорода может выступать в качестве флюса. Введение присадочной проволоки в сварочную ванну выполняется вручную.
Технология сварки латуни вольфрамовыми электродами в аргонной среде Аргоновая сварка латуни – оптимальный выбор для деталей, толщина которых превышает 5 мм. Источником тепла в данном случае служит электрическая дуга, которая горит между поверхностью соединяемой детали и самим электродом.Непосредственно перед сваркой следует позаботиться о средствах безопасности. Это может быть даже обычный респиратор, который защитит дыхательные органы сварщика от вредных паров. Стыки деталей обезжириваются при помощи железной щетки и 10-ти процентного раствора азотной кислоты. После этого следует стесать кромки заготовок под углом 60-70 градусов, чтобы расширить зазор к внешней стороне стыка. Для сварки используется TIG-аппарат, который позволяет формировать электрическую дугу между вольфрамовым электродом и стыкуемой поверхностью. Аргон с небольшим содержанием кислорода может выступать в качестве флюса. Введение присадочной проволоки в сварочную ванну выполняется вручную. Используется технология перехлёстного заполнения, то есть укладки отдельными валиками.
Используется технология перехлёстного заполнения, то есть укладки отдельными валиками. 
Услуга сварки латуни и бронзы в нашей мастерской проводится опытными специалистами с помощью аргона. Высокое качество работы любой сложности и умеренные цены – это главный принцип наших мастеров. |
Наша мастерская оказывает любые виды услуг по сварке и пайке латуни со сталью. |
 Опытные мастера выполняют роботу любой сложности, в соответствии с установленным графиком и индивидуальными желаниями заказчика.
Опытные мастера выполняют роботу любой сложности, в соответствии с установленным графиком и индивидуальными желаниями заказчика.| Сварка латуни с нержавейкой | |
Специальная технология сварки аргоном, которую используют наши мастера, позволяет выполнить сварку латуни с нержавейкой повышенной сложности. Все, что нужно — это доверить свою проблему специалистам и наслаждаться полученным результатом. |
По сути, сварка цветных металлов — это ювелирное дело, учитывая, что мастер в ручную обрабатывает каждый миллиметр шва при сварке.
Выгодные преимущества аргона
Сварка с использованием инертного аргона позволяет получать прочные и геометрически однородные швы, которые способные выдерживать существенные нагрузки при давлении и сжатии, растяжение или изгибах. Способ достаточно универсален, применяется и для заваривания крупногабаритных металлических конструкций, и небольших деталей, а также с целью резки тугоплавких металлических листов.
Однако, в процессе сварки латуни аргоном существуют и сложности. Как правило сложности в данном процессе возникают по причине испаряемости цинка. Известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурой плавления латуни. Важно, что при этом образовывается достаточно ядовитая окись цинка. Следовательно, сварка латуни кроме профессионального подхода требует и использования специальных средств защиты (респиратора) либо, как минимум, сильной воздушной вытяжки.
Немаловажной остается и финансовая часть вопроса. Аргон считается доступным вариантом относительно цены. Следовательно, экономичность сварки аргоном латуни, цветных металлов и стали – еще одно существенное преимущество.
Заказать
Вы можете отправить нам заявку при помощи формы обратной связи:
svarka-argonom.ru
Как варить латунь?(TIG, аргон) — Аргонщик.рф — megasvarshik на DRIVE2
Привет, читатели!
Сегодня пойдет речь о сварке латунных сплавах с использованием аргонодуговой установки. Латунь варится на переменном токе. Требуется тщательная подготовка поверхностей деталей перед сваркой и после наложения каждого валика.
Латунь варится на переменном токе. Требуется тщательная подготовка поверхностей деталей перед сваркой и после наложения каждого валика.
Срочно изготовленный из подручных средств переходник из латуни
Латунь — сплав меди и цинка, с присутствием других включений(плохо свариваемый). Они и мешают в процессе сварки, тк при разогреве свариваемого металла, цинк и др. включения начинает испаряться, образовывая поры и шлак в св.соединении.
При сварке латуни обязательно использовать вентиляцию — цинк опасен. При ремонтной сварке латуни я использую медную присадочную проволоку, ток должен быть минимален, для проплавления металла, а разделка кромок должна быть широкой. Так же не стоит сразу пытаться заварить весь дефект, необходимо сначала сделать несколько пробных швов и посмотреть на их вид.(если это возможно)
Я всегда могу вам помочь со сваркой в среде аргона. Сварка латуни в Истре и Дурыкино
Следующий пост о сварке Предыдущий пост о сварке
Видео, в котором показано, как варить латунь.
www.drive2.ru
Особенности сварки латуни
Сварка латуни – это довольно-таки сложный процесс. Он затрудняется тем, что один из компонентов состава латуни, цинк, во время нагревания плавится и испаряется. В связи с этим страдает прочность будущего изделия. Кроме того, пары, выделяющиеся при испарении цинка, пагубно влияют на здоровье рабочего. Выход был найден относительно недавно. Ввиду данных недостатков процесса была придумана и опробована технология, получившая наименование «быстрая сварка латуни аргоном». Эта технология стала настоящим прорывом в осуществлении данного рода деятельности.
Выход был найден относительно недавно. Ввиду данных недостатков процесса была придумана и опробована технология, получившая наименование «быстрая сварка латуни аргоном». Эта технология стала настоящим прорывом в осуществлении данного рода деятельности.
Сварка латуни опасна для здоровья человека, так как ее пары являются ядовитыми.
Многие неопытные сварщики, при поставленной задаче произвести сварку деталей из латуни, предпочтут традиционный метод. Однако этот процесс не будет столь эффективным и простым. Забегая вперед, отметим, что такой горе-любитель сварочных работ получит лишь испорченный материал и пониженную самооценку. Для того чтобы избежать фиаско, следует учесть некоторые моменты, о которых речь пойдет чуть ниже.
Сварка латуни: технология
Как известно, латунь – это металл, созданный из сплава меди и цинка. Процесс получения соединения латуни является очень трудным, так как при сварке цинк довольно-таки легко испаряется. К тому же во время испарения цинк окисляется и становится чрезвычайно опасной, практически не поддающейся плавке окисью.
При работе с латунью обязательно используйте респиратор.
Во время сварки латуни следует соблюдать правила безопасности, такие как работа в респираторе, а также наличие в помещении, в котором будет осуществляться процесс сварки, совершенной и исправной системы вентиляции. Чуть ниже будут рассмотрены основные технологии сварки латуни, при которых результат будет устраивать работника, а процесс работы будет наиболее безопасным и простым.
Теперь стоит более подробно дать определение понятию «сварка аргоном». Сварка аргоном – процесс сварки, который осуществляется с использованием газа аргона, в качестве нагрева газа используется электрическая дуга, получившая название аргонодуговая. Активно применяется при сварке латуни и бронзы.
Использование аргонодуговой сварки латуни целесообразно при деталях, имеющих толщину более пяти миллиметров, причем данный процесс осуществляется очень быстро. Электропровод следует поместить в устройство горелки, которое проводит электричество. Края, в отношении которых осуществляется пайка, расплавляются благодаря воздействию электродуги.
Края, в отношении которых осуществляется пайка, расплавляются благодаря воздействию электродуги.
Прежде чем осуществлять сварку латуни аргоном, будущую деталь нужно зачистить до металлического блеска. К тому же во время сварки аргоном нужно соблюдать главное условие осуществления данного технологического процесса. Результатом такой очистки должна стать деталь, не имеющая окисленных частей, убрать их можно с помощью азотной кислоты. После избавления от окислов деталь тщательно промывают под струей горячей воды и просушивают.
Вернуться к оглавлению
Советы будущему сварщику латуни
Во время сварки аргоном следует соблюдать некоторые правила, позволяющие осуществить данный процесс наиболее качественно:
Схема сварки латуни горелкой.
- Латунь варить следует «участками», а не сплошняком: так латунь прогорает, и куски металла отлетают от основания.
- Пайка латуни должна осуществляться с использованием «12-го» перехлеста, отдельными валиками. При сплошной варке прогорает отверстие, и латунь начинает «выстреливать».
- Во время заварки кратера нужно постепенно уменьшать напряжение, одновременно увеличивая длину дуги, а потом отвести ее в сторону.
- Сварной шов заполняется полностью, на всю его высоту. Если же шов «подваривать», то это поспособствует глобальному испарению цинка. И как следствие, появлению разнообразных дефектов.
- Для уменьшения испарения цинка можно использовать пламя с избыточной подачей кислорода, а также применять специальные присадочные материалы, которые легированы такими веществами, как кремний, алюминий, бор. Эти вещества образуют покров из шлака, а он, в свою очередь, не дает цинку испаряться.
 При сплошной варке прогорает отверстие, и латунь начинает «выстреливать».
При сплошной варке прогорает отверстие, и латунь начинает «выстреливать».Еще одной особенностью варки латуни является возникновение необычного шума, проявляющегося в виде треска, и еще появления необычной окраски дуги, что связано с активным выделением паров цинка.
Кроме того, латунь, которая содержит большое количество цинка, сварке не поддается, так как цинк, особенно если он ненадлежащего качества, начинает закипать и очень быстро испаряться. А это чревато образованием неаккуратного сварного шва.
А это чревато образованием неаккуратного сварного шва.
Так как сварка латуни – это высокотоксичный процесс, то в домашних условиях работу следует проводить на открытом воздухе.
Вернуться к оглавлению
Преимущества соединения латуни аргоном
Теперь же стоит отметить преимущество ведения сварочных работ латуни с помощью газа аргон:
Ориентировочные режимы сварки латуни.
- Производство эстетически сложных изделий.
- Нет необходимости в использовании электродов и флюсов.
- В результате сварки получаются высококачественные, эстетичные, прочные швы.
- Нет надобности в зачистке детали от шлаков.
- Кромки разрезов, подвергшиеся воздействию аргона, защищены от различного рода нитридных, оксидных и прочих пленок. Все отходы во время пайки легко выдуваются струей аргона.
- Пожалуй, самый чистый и высококачественный процесс металлообработки, так как выделение сварочных аэрозолей минимально.
- С помощью данного метода осуществляется сварка бронзы. При обработке бронзы аргоном металл получает усовершенствованную прочность. Стоит сказать, что сварка бронзы аргоном – довольно эффективный метод обработки этого металла.
- С помощью аргоновой сварки умельцы способны соединить как малые, так и крупномасштабные конструкции.
- Аргон не только способен соединять плохосоединяющиеся металлы, но и восстанавливает объем изношенных поверхностей детали путем наплавки. Это позволяет существенно продлить срок службы такой детали.
- Сварка аргоном может осуществляться и при малой подаче электричества. Более того, данный метод позволяет варить и детали, сделанные из тонколистового металла.
 При обработке бронзы аргоном металл получает усовершенствованную прочность. Стоит сказать, что сварка бронзы аргоном – довольно эффективный метод обработки этого металла.
При обработке бронзы аргоном металл получает усовершенствованную прочность. Стоит сказать, что сварка бронзы аргоном – довольно эффективный метод обработки этого металла.Таким образом, исходя из вышесказанного, можно сделать вывод, что сварка латуни – это процесс, который требует некоего «разнообразия». Например, к методам данного разнообразия относится сварка не посредством электродов и флюсов, которые проводят «силу тока», а посредством специального газа, который имеет название аргон.
В свою очередь, аргон способствует более эстетичному оформлению сварного шва: он становится аккуратным, красивым и своеобразно-уникальным.

Также необходимо сказать и о том, что сварка аргоном – более эргономичный процесс, который можно проводить в жилом помещении. Сама же сварка осуществляется намного легче и быстрее традиционной.
Особенности и технология сварки латуни
Сплав меди и цинка, называемый латунью, имеет множество положительных качеств. Главное из них – стойкость к коррозии. Если добавить сюда красивый естественный цвет, возможность полировки и простоту механической обработки, то получаем сравнительно недорогой универсальный материал, как для технических, так и для художественных изделий.
1 / 1
Определенные особенности в этот процесс вносит цинк. А именно, его низкая температура плавления (419℃ против 700℃ у меди). При таком соотношении температур плавления цинк начинает выгорать гораздо раньше плавления меди. Еще одна неприятная особенность состоит в том, что, образующийся при сгорании цинка, оксид ZnO является очень ядовитым соединением. Отсюда жесткие требования по технике безопасности, направленные на защиту глаз и дыхательных путей.
Отсюда жесткие требования по технике безопасности, направленные на защиту глаз и дыхательных путей.
Еще одну проблему оксид цинка создает, осаждаясь на свариваемых деталях, что отрицательно сказывается на качестве сварных швов. И только специальная подготовка процесса и ряд технологических приемов её проведения способны нивелировать вредное влияние цинка.
Подготовка к сварке
Подготовка к свариванию латунных деталей мало отличается от подготовки медных деталей. Различие состоит в том, что тонкие листы латуни не нужно прогревать до начала работы. Предварительный прогрев актуален только для деталей значительной толщины и проводится он непосредственно перед сваркой.
Тонкие листы (толщиной менее 1,5 мм) требуют проведения отбортовки, что почти вдвое увеличивает прочность сварного шва. Листы толщиной от 1,5 мм до 5 мм свариваются без отбортовки и скоса кромок.
При работе с более толстыми листами, большую актуальность приобретает задача выдерживания зазор между деталями в пределах 2 мм. Допустимо увеличение зазора до 4 мм при использовании специальных подкладок.
Допустимо увеличение зазора до 4 мм при использовании специальных подкладок.
При толщине листа от 6 мм до 15 мм производится разделка кромки в виде буквы V.
Листы толщиной 6 – 25 мм можно варить только с обеих сторон. При этом желательна разделка кромок в виде буквы «Х». Нарушение любого из вышеперечисленных правил неизбежно приводит к напряжениям в конструкции, вплоть до разрушения шва.
Подготовленные кромки зачищают механически «до металла» абразивами или протравливают 10% азотной кислотой, промывают и протирают ветошью.
Сварка латуни
Независимо от выбора метода, сварка латуни имеет свои особенности:
-
во избежание пористой структуры шва, не допускается выполнение шва со скоростью ниже 15 – 20 см/мин;
-
легкоплавкость и текучесть латуни не позволяют варить потолочные швы;
-
вертикальные швы выполняют, используя дополнительный прогрев.

Листовой прокат из латуни чаще всего соединяют контактной сваркой. Латунь относится к числу немногих сплавов меди, которые можно сваривать таким способом. Все дело в достаточно высоком электрическом сопротивлении латуни по сравнению с другими сплавами меди и самой медью в чистом виде.
При использовании этого метода, не все латуни свариваются одинаково. Все зависит от процентного содержания цинка в сплаве. Хорошо свариваются а-латуни, содержащие в своем составе около 30% цинка.
Наиболее часто используют следующие методы сварки латунных деталей:
Электродуговая сварка
Этот вид не получил широкого применения и практически не используется в промышленности. Виной тому низкая технологичность процесса. В процессе подготовки необходимо прогреть соединяемые детали и прокалить электроды при температуре 200℃. Кроме того, работа проводится специальными электродами, которые не всегда бывают доступны.
Чаще всего в роли электродов выступают латунные стержни ЛК 80-3 с покрытием ЗТ, представляющим собой сложную химическую смесь.
Заканчивается сварочный процесс не менее хлопотным способом – отжигом сваренной конструкции. Но, в бытовых и гаражных условиях этот метод зачастую является единственно возможным, поэтому иногда применяется с соблюдением особых приемов:
-
с применением тока обратной полярности;
-
стабильным поддержанием короткой дуги;
-
применением проковки для обеспечения прочности шва.
Есть и плюсы у этого метода – возможность применения полуавтоматов.
Газовая сварка
У этого способа – масса достоинств. Во-первых, результатом станет шов отличного качества. Во-вторых, таким образом можно соединить латунь со сталью. Широкому применению этого метода мешает необходимость использования в горелке смеси горючего газа с кислородом для создания пламени, обладающего окислительными свойствами, что снижает количество выгораемого цинка.
Широкому применению этого метода мешает необходимость использования в горелке смеси горючего газа с кислородом для создания пламени, обладающего окислительными свойствами, что снижает количество выгораемого цинка.
Борьбу с выгоранием цинка можно усилить применением сварочной проволоки, содержащей в своем составе бор.
Аргонодуговая сварка
Самая эффективная и универсальная технология соединения латунных деталей. Процесс проходит в среде инертного газа (чаще всего аргона), что исключает вредные реакции с участием воздуха и выделением особо вредных компонентов. Отсутствие необходимости в специальных электродах и флюсах сильно упрощает организацию таких работ и значительно снижает их себестоимость.
Можно отметить высокое качество сварочного шва, как по прочности, так и по внешнему виду. Причем, такой привлекательный шов получается сразу в процессе сварки без корки шлака, которую необходимо счищать.
Минимальный набор для проведения работ состоит из прутков, медной или латунной проволоки, баллона с аргоном и сварочного аппарата для TIG сварки. Не забудьте о респираторе или другом эффективном средстве защиты органов дыхания.
Отличительной особенностью аргонодуговой сварки латуни является высокая скорость 20 см/минуту. Необходимо следить, чтобы вольфрамовый электрод не попадал в сварочную ванну.
Описанный выше метод считается самым качественным и удобным. Основной его недостаток – большое количество выделяемого оксида цинка. Поэтому, такие работы нужно проводить или на открытом воздухе или в помещениях, оборудованных мощной вентиляцией.
Сварка латуни аргоном, полуавтоматом: технологии и особенности
Содержание:
- Особенности сварки латуни
- Особенности подготовки деталей к сварке
- Сварка аргоном
- Электродуговой метод
- Газовая сварка
- Техника сварки латуни на автоматах и полуавтоматах
- Интересное видео
Контактная сварка латуни представляет собой один из самых технологически сложных процессов, поэтому процедура чаще всего проводится только опытными мастерами при помощи профессионального оборудования. Это объясняется наличием в состав латуни цинка. Данный элемент при нагревании активно испарятся. Из-за этого в шве могут образоваться поры, значительно ухудшающие его качество.
Это объясняется наличием в состав латуни цинка. Данный элемент при нагревании активно испарятся. Из-за этого в шве могут образоваться поры, значительно ухудшающие его качество.
Сложность сварки латуни заключается еще и в том, что при этом выделяется значительное количество опасных для организма паров цинка. В домашних или промышленных условиях может использоваться любая технология сварки латуни. Выбор наиболее эффективного метода производится на основе анализа количества компонента в сплаве.
Особенности сварки латуни
Латунь — это трудно свариваемый сплав меди и цинка. В сплав могут быть добавлены такие элементы, как никель, олово и свинец. При сварке активно выделяется цинк, что вызывает появление пор, и снижается прочность соединения. Показатель теплопроводности сплава превышает даже сталь. Поэтому для обработки латунных изделий рекомендуется использовать горелку высокой мощности.
Чтобы исключить негативные процессы, рекомендуется регулировать горелку так, чтобы избыток кислорода составлял не менее 25%. Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Особенности подготовки деталей к сварке
Подготовка деталей из латуни к сварке схожа с подготовкой меди. Отличительной особенностью является то, что изделия из латуни имеют небольшую толщину, поэтому не нуждаются в предварительном нагреве. Однако толстые элементы изделий следует подогревать в тех местах, где они будут привариваться. Подготовительные работы помогают улучшить качество шовного соединения, поэтому готовое изделие станет прочным.
При подготовке следует уделить особое внимание обработке рабочих кромок. Если толщина кромки меньше 1,5 мм, следует дополнительно выполнить отбортовку для увеличения этого показатели. Это повысить прочность сварного соединения. Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки.
Это повысить прочность сварного соединения. Если толщина кромки в пределах нормы, проведение отбортовки не требуется. Однако требуется сохранить зазор между элементами около 2 мм. Для увеличения данного показателя можно использовать подкладки.
Для соединения изделий, где требуется высокий показатель прочности, рекомендуется использовать двухстороннюю сварку. Если удается достигнуть значительной толщины шва, данный момент гарантирует прочное и надежное соединения.
Подготовка деталей к соединению является обязательным и очень важным этапом работ. Если неправильно оценить толщину материала или длину шва, конструкция может деформироваться. Это возникает из-за повышенного напряжения металла. Поэтому для соединения толстых листов или для работы с конструкциями высокой прочности лучше воспользоваться услугами специалистов.
Сварка аргоном
Для сварки бронзы и латуни рекомендуется использовать постоянной ток прямой полярности. Поэтому сварка латуни аргоном является крайне удобным способ изготовления изделий из этого металла.
Первым этапом сварки является подготовка поверхностей свариваемых деталей. Для этого они защищаются при помощи железной щетки, после чего обрабатываются растворителем. Немаловажным этапом является выбор правильной латунной проволоки для сварки. Она должна содержать серебро, кремний, никель, алюминий или другие мощные раскислители. Такой способ сварки повышает антикоррозийные свойства шва.
Технология сварки аргоном латуни заключается в соединении деталей не цельным швом, а небольшими участками. Чтобы избежать прожога деталей, рекомендуется проводить сварку на длинной дуге, чтобы снизить силу тока в той зоне, которая в данный момент сваривается. На финальном этапе горелку необходимо отводить в сторону.
Этот метод оптимально подходит для изделий, где требуется высокая прочность. Однако сварка латуни в домашних условиях чаще всего не проводится. Это связано с тем, что в процессе выделяются опасные химические вещества, поэтому он должен проводиться на открытых площадках с хорошей вентиляцией. К примеру, сварка латуни и нержавейки, которая выполняется только опытными сварщиками, проводится только с помощью аргона.
К примеру, сварка латуни и нержавейки, которая выполняется только опытными сварщиками, проводится только с помощью аргона.
Электродуговой метод
Сварку латуни можно выполнять и с помощью электродугового способа. Она производится при помощи стержня марки ЛК 80-3. Процесс сварки выполняется с помощью постоянного тока обратной полярности. Для снижения вероятности возгорания цинка используется короткая дуга.
Перед сваркой деталей требуется предварительный разогрев заготовок до температуры 300 градусов. Еще одним важным подготовительным этапом является проковка сварочного шва. Сварка латуни, содержание меди в которой невысоко, выполняется так, чтобы детали были в горячем виде. Поэтому предварительно нуждается в отжиге. Это позволит изменить структуру шва, снизив ее зернистость, что позволит сделать соединение крепким и долговечным.
Газовая сварка
Если другие методы сварки не способны гарантировать высокое качество шва, рекомендуется использовать газовую сварку. Этот метод обеспечивает высокий результат, однако испарения оксида цинка в данном случае составляют около 25%.
Этот метод обеспечивает высокий результат, однако испарения оксида цинка в данном случае составляют около 25%.
В данном случае рекомендуется использование окислительного пламени в горелке. Она способствует формированию оксидной пленки, которая препятствует поступлению цинка в воздух. Выделение цинка можно снизить и при использовании флюса БМ-1.
Техника сварки латуни на автоматах и полуавтоматах
Сварка латуни полуавтоматом практически не отличается от сварки медных деталей. Автоматическая и полуавтоматическая сварка латуни выполняется тонкой проволокой. При этом сварка должна производиться без поперечных колебаний, чтобы предотвратить пористость шва.
Сварка латунной проволокой полуавтоматом обеспечивает более ровный шов. К тому же такой аппарат дает возможность проводить работу в любом положении. Сварка с использованием полуавтомата обеспечивает проведение процесса скрепления деталей в среде защитного углекислого газа. Качество работы зависит от исходных материалов, скорости подачи газа и проволоки, а также от квалификации мастера.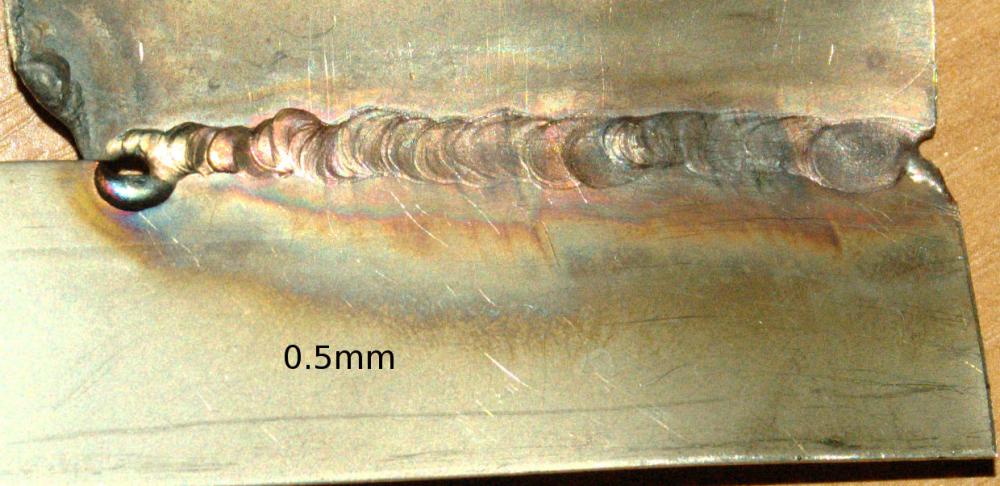
Таким образом, способов, которыми производится сварка латуни, много. Каждая технология имеет определенные преимущества и недостатки, поэтому выбирать оптимальный метод необходимо на основании особенностей сплава, исходного качества деталей, необходимой прочности готового изделия, а также технологических возможностей.
Однако из-за выделения в процессе нагревания металла опасных химических веществ, проводить процедуру необходимо только при наличии опыта в сварке, а также помещения с качественной вентиляцией.
Интересное видео
Как сварить латунь — Сварочный штаб
Латунь — это общий термин для сплавов меди и цинка. Сварка латуни может быть немного сложной, так как количество цинка в составе значительно влияет на температуру плавления. Латунь часто используется в изделиях с низким коэффициентом трения, таких как украшения и музыкальные инструменты. Продолжайте читать, чтобы узнать , как сварить латунь .
Продолжайте читать, чтобы узнать , как сварить латунь .
Латунь обычно имеет температуру плавления в диапазоне от 900 до 940 градусов по Фаренгейту, что облегчает литье несколькими способами. Вы можете успешно паять серебряным припоем, а также успешно сваривать MIG и TIG латунь, предоставляя вам множество вариантов. Однако вам нужно позаботиться о том, чтобы выбрать правильный защитный газ, поскольку материал может стать пористым и растрескиваться при разделении сплавов.
Использование латуни
Латунь обладает такими свойствами, как электропроводность, твердость, коррозионная стойкость, теплопроводность и обрабатываемость, которые делают ее очень востребованной. Поскольку это материал с низким коэффициентом трения, он часто используется в фитингах и инструментах для размещения рядом с легковоспламеняющимися или взрывоопасными материалами. Он также используется в различных электрических и сантехнических устройствах, а также в гильзах и клапанах боеприпасов.
Его яркий золотистый цвет делает его популярным вариантом для декоративного использования. Он широко используется в музыкальных инструментах, которые требуют высокой работоспособности и долговечности.
Как приварить латунь к латуни?
Латунь — не самый простой материал для сварки. Тем не менее, мы можем помочь вам сделать это легко, если вы выполните несколько простых шагов.
Перед тем, как приступить к сварке, обязательно узнайте процентное содержание цинка в материале, с которым вы имеете дело. Это особенно важно для создания успешных сварных швов, поскольку цинк имеет более низкую температуру плавления, чем медь. Перегрев сплава может привести к пористому сварному шву и растрескиванию.
Используйте оксиацетилен для эффективной защиты материала от атмосферы. Цинк, в частности, агрессивно реагирует с окружающей средой и выделяет токсичные пары. Неэффективное экранирование также может привести к образованию пористых сварных швов, что становится основной причиной брака.
При работе с латунью вам понадобится флюс, чтобы улучшить сплавление металлов. Для этого вы смешаете флюс с водой, чтобы получилась паста. Затем вам нужно покрыть латунные поверхности, которые вы свариваете, флюсовой пастой. Убедитесь, что вы используете флюс для пайки, специально разработанный для работы с газообразным оксиацетиленом.
Создайте барьер, поддерживая низкий уровень ацетилена и увеличивая подачу кислорода. Это обеспечит достаточное количество кислорода для образования покрытия на латуни. Покрытие предотвращает утечку вредных паров во время сварки.
При сварке латуни к латуни убедитесь, что вы выбрали сварочный наконечник большего размера, чем при сварке латуни со сталью. Для первой процедуры вам понадобится более высокая теплопроводность.
Сварка латуни MIG
При использовании процедуры сварки латуни в среде инертного газа с особым вниманием к выбору правильной присадочной проволоки. Использование неправильного присадочного металла может привести к обесцвечиванию сварного шва, что недопустимо по отраслевым стандартам.
Медь и цинк являются двумя основными компонентами всех латунных материалов. Идеальной присадочной проволокой для подбора цвета является CuAI8 для большинства процессов MIG. Он состоит из меди и содержит 8% алюминия. Это не обеспечит идеального совпадения цветов, но считается приемлемым.
Невозможно найти идеально подходящую присадочную проволоку для сварки MIG. Для этого присадочный металл должен состоять из значительного количества цинка. Из-за высоких температур дуги цинк выгорает, нарушая весь процесс сварки.
При сварке латуни методом MIG соблюдаются в основном те же правила, которые типичны для процедуры сварки. Вам нужно будет использовать защитный газ, который состоит из аргона и CO2 или чистого аргона. Использование смеси аргона и углекислого газа в соотношении 75/25 дает идеальные результаты.
Отсутствие достаточного количества защитного газа приведет к испарению цинка с образованием оксида цинка при нагревании. Вновь образовавшийся газ будет выделяться в виде токсичных паров, не подходящих для сварщика.
Чтобы уменьшить образование оксида цинка, сварщики рекомендуют делать площадь сварного шва короткой. Вы можете сделать это, выбрав технику стыковой сварки вместо одного непрерывного соединения. Это дает расплавленной сварочной ванне некоторое время для охлаждения, гарантируя, что материал не подвергается постоянному воздействию тепла в течение длительного времени.
Сварка TIG латуни
Латунь как материал имеет высокий уровень теплопроводности. Цинк в материале имеет очень низкую температуру плавления. Часто во время сварки TIG расплавленный цинк вскипает и перескакивает на электрод, что может остановить весь процесс.
Для эффективной сварки латуни методом TIG рекомендуется использовать инвертор переменного тока с частотой импульсов 30 секунд в секунду. Мы рекомендуем использовать минимальное количество тепла, необходимое для запуска сварочной ванны. Вы должны снимать тепло с материала каждые несколько секунд, чтобы наблюдать за бассейном. Это гарантирует, что вы не перегреете основной металл.
При сварке TIG сварка получается не очень красивой. Вам нужно будет обработать его, чтобы конечный продукт не выглядел так уродливо. После завершения сварки убедитесь, что нагретая область защищена аргоном. Это позволит металлу полностью остыть. Если вы подвергаете нагретый материал воздействию атмосферы, это может вызвать пористость, разрушающую соединение.
Используйте сварочные прутки CuSn6 для получения наилучших результатов с точки зрения цветового соответствия при сварке TIG медных и цинковых сплавов. Результат не будет точным совпадением. Тем не менее, это самое близкое, что вы можете получить.
При сварке латуни MIG и TIG почти невозможно добиться идеального совпадения цветов. Если цвет имеет важное значение, мы предлагаем вам вместо этого выбрать метод сварки пламенем.
Пламенная сварка латуни
При пламенной сварке латуни с использованием присадочной проволоки CuZn39Sn вы получите наилучший результат с точки зрения цвета. Есть три основных пламени, которые вы можете использовать при сварке пламенем.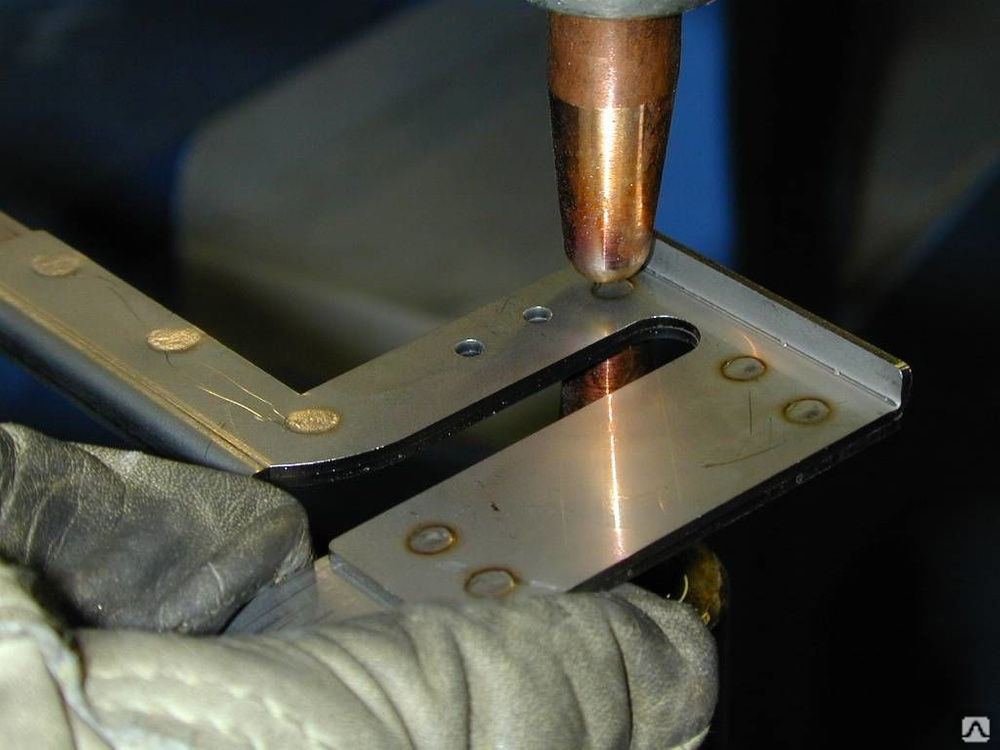
Нейтральное
Нейтральное пламя не оказывает химического воздействия на заготовку.
Науглероживание
Пламя науглероживания не подходит для металлов, поглощающих углерод, так как при этом образуется карбид железа. Такое пламя вызовет химическое изменение стали и железа.
Окислительное
Окислительное пламя несет больше тепла, чем два других. Он идеально подходит для сварки меди и цинка, что делает его идеальным выбором для сварки латуни.
Сварка латуни пламенем сложнее, так как требует постоянного наблюдения за расплавленной лужей. Вы будете постоянно контролировать воздействие пламени на материал, чтобы определить количество избыточного кислорода, необходимого для процедуры.
Защитное оборудование
Поскольку цинк может шипеть и разбрызгиваться, вам необходимо надеть защитные сапоги и перчатки, чтобы не обжечься. С Brass вы рискуете образовать токсичный дым, поэтому вам следует использовать экстрактор дыма, чтобы защитить себя от выбросов вредных газов.
При сварке MIG или TIG убедитесь, что вы носите превосходную маску с автоматическим затемнением и надлежащей вентиляцией воздуха. Дуга, образующаяся при этих процедурах, очень яркая и может привести к необратимому повреждению глаза, если вы не будете соблюдать осторожность.
Похожие вопросы
Легко ли сваривается латунь?
Латунь нелегко плавить из-за присутствия цинка. Цинк плавится быстрее, чем медь и другие элементы, присутствующие в материале. Расплавленный цинк вступает в реакцию с атмосферой с образованием оксида цинка, который очень вреден при вдыхании.
Вы должны быть осторожны при выборе защитного газа при сварке латуни. Убедитесь, что вы выбрали тот, который обеспечивает достаточное покрытие и защиту металла. Не отключайте подачу газа до тех пор, пока сварной шов полностью не остынет для обеспечения оптимальной защиты.
Убедитесь, что вы постоянно контролируете подачу тепла. Слишком много тепла может разрушить основной металл и вызвать разделение материалов в сплаве. Все эти технические особенности делают латунь трудно свариваемым материалом.
Все эти технические особенности делают латунь трудно свариваемым материалом.
Можно ли сваривать латунь MIG?
Да, вы можете сваривать латунь MIG при условии использования смеси аргона и углекислого газа в качестве защитного газа. Вам также нужно будет использовать правильную присадочную проволоку, чтобы обеспечить максимально точное соответствие цвета. Мы рекомендуем при сварке MIG использовать технику сварки стежком, чтобы можно было регулировать подачу тепла.
Можно ли сваривать сталь с латунью?
Из-за очень разных точек сварки вы не можете сварить латунь и сталь вместе, так как это становится довольно сложно. Однако вы можете использовать технику пайки, чтобы соединить два материала вместе.
Пайка — это процесс соединения металлов, при котором два разных материала сплавляются и объединяются с помощью присадочного металла. С латунью и сталью вам нужно будет использовать присадочный стержень из кремниевой бронзы.
О Пьере Янге
Здравствуйте, я Пьер Янг, сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал.
How to TIG Weld Brass: The Complete Guide
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Какое твое любимое хобби? Сварка — это уникальное и веселое хобби, которым любят заниматься многие люди во всем мире. С ним вы можете делать удивительные вещи и создавать отличные проекты после того, как освоите это техническое ремесло. Независимо от того, создаете ли вы небольшой творческий проект для себя или делаете бизнес на том, что вы производите, у вас есть бесконечные возможности для вашего сварочного пути. Сварка предлагает множество способов выполнения работы, в том числе сварку TIG (вольфрам в среде инертного газа).
Если вы новичок, вы можете спросить, как начать сварку TIG латунных материалов? Чтобы начать сварку латунных металлов с помощью процесса TIG, вам необходимо изучить основы сварки, узнать о свойствах плавления металлов, собрать материалы, присоединиться к классу или сообществу сварщиков, а затем попрактиковаться в точности.
Если вы заинтересованы в сварке латуни методом TIG, продолжайте читать эту статью. В этом полном руководстве по сварке латуни ВИГ вы узнаете многие основы сварки ВИГ, а также узнаете, что нужно для сварки латунных материалов. Прежде чем вы это узнаете, вы станете мастером сварки TIG!
Что такое сварка TIG?
В мире сварки у вас есть множество вариантов выполнения работы. Сварщики используют более шестидесяти методов соединения и сплавления металлов. Каждый процесс определяется типом тепла, давления и оборудования, которое вы используете для выполнения работы. Некоторые из них более просты в освоении, чем другие, а некоторые требуют немного больше усилий и мастерства.
TIG означает вольфрамовый инертный газ. Этот процесс также известен как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). В методе сварки TIG используется неплавящийся вольфрамовый электрод для подачи тока на сварочную дугу.
Сварка ВИГ — популярный метод, который многие считают самым приятным в сварке. Это потому, что он дает вам больше контроля и точности, чем многие другие. Это может пригодиться, когда вы свариваете изделие нечетной или круглой формы.
Одним из недостатков сварки TIG является то, что необходимые материалы часто дороже, чем материалы, необходимые для других процессов. Существует также более крутая кривая обучения. Тем не менее, у этого процесса есть и большие преимущества.
Например, при сварке ВИГ вы можете включить сварные швы как часть своей конструкции. У вас также есть возможность сваривать более экзотические материалы. Это дает много преимуществ при работе с листовым металлом, так как сварные швы небольшие и относительно мягкие. Это облегчает работу с молотком и тележкой.
Это облегчает работу с молотком и тележкой.
Процесс сварки TIG
Сварщик создает дугу между основным металлом и вольфрамовым электродом, который не плавится. В месте соприкосновения дуги с основным металлом образуется расплавленная сварочная ванна. Во время работы вы будете медленно подавать тонкую проволоку из присадочного металла в сварочную ванну, где она расплавится.
Во время этого процесса инертный защитный газ защищает вольфрамовый электрод и сварочную ванну от загрязнения кислородом. Сварщик получает готовый продукт сварного шва без шлака, обладающий той же коррозионной стойкостью, что и основной материал.
Вольфрам и сварочная ванна охлаждаются и защищаются инертным газом, обычно аргоном. Это похоже на кислородно-ацетиленовую сварку, так как в обоих процессах вы используете присадочный материал для наращивания и усиления сварного шва.
Сварка ВИГ чаще всего используется для сварки тонких профилей из нержавеющей стали и других цветных металлов, таких как сплавы алюминия, магния и меди. Однако опытные сварщики могут использовать этот метод для других материалов, таких как латунь, с большой точностью, практикой и навыками. Это просто требует от вас понимания материала, с которым вы работаете, и использования правильных настроек на вашей горелке и установке TIG.
Однако опытные сварщики могут использовать этот метод для других материалов, таких как латунь, с большой точностью, практикой и навыками. Это просто требует от вас понимания материала, с которым вы работаете, и использования правильных настроек на вашей горелке и установке TIG.
Изучение истории сварки ВИГ
Чтобы понять сварку ВИГ, давайте начнем с ее скромного начала. История сварки TIG началась еще в 1800 году. Это было, когда дуговая сварка была впервые разработана после открытия короткоимпульсной электрической дуги и непрерывной электрической дуги.
Вскоре после этого К.Л. Коффину пришла в голову идея сваривать в атмосфере инертного газа в 1890 году. К сожалению, сварка цветных металлов по-прежнему оставалась сложной задачей для сварщиков. Это связано с тем, что они быстро реагируют с воздухом, в результате чего сварные швы становятся пористыми.
Чтобы решить эту проблему, в 1930-х годах начали использовать инертные газы в баллонах. С тех пор продолжали появляться технологические достижения и другие разработки. Такие усовершенствования сделали сварку еще проще и сделали ее более плавной.
Такие усовершенствования сделали сварку еще проще и сделали ее более плавной.
Приступая к работе: знакомство с частями установки TIG
Прежде чем приступить к созданию своего первого проекта сварки TIG, вы должны убедиться, что ваше рабочее место оборудовано соответствующими материалами. Вот некоторые из вещей, которые вам понадобятся, когда вы начнете сварку TIG:
- Вольфрамовый электрод: неплавящийся материал, используемый для разработки сварного шва; они могут иметь чистое или шлифованное покрытие
- Сварочный аппарат: ваш источник энергии; этот источник питания обеспечивает постоянный ток при сварке; может быть постоянного или переменного тока
- Факел: предназначен для автоматического или ручного управления для подачи тепла на работу; они включают в себя множество различных частей, которые можно разобрать
- Рабочий кабель: также известный как кабель заземления с зажимом
- Сварочный кабель: с электрической горелкой TIG на конце
- Подача защитного газа: эти газы защитить зону сварки от атмосферных газов, которые могут вызвать дефекты сплавления; сварщики часто используют 100% аргон или смесь аргона и другого газа
- Вольфрамовый стержень: расположен в электроде; его можно заточить до формы острия или шара
- Медная цанга: удерживает вольфрам и регулирует длину вольфрама, выступающего из стакана
- Керамический стакан: при необходимости можно заменить
- Средства индивидуальной защиты: всегда надевайте маску, кожаные перчатки и обувь, защитные очки и т. д.
 д.
д.Как работает процесс сварки TIG: обзор
Все процессы сварки включают нагревание металлов для их контролируемого соединения. TIG делает это, используя сильно сфокусированную электрическую дугу, защищенную от атмосферы инертным газом. Вы можете постоянно вносить коррективы во время сварки вашего проекта, что делает процесс TIG таким точным и приятным.
ВИГ отличается от других методов электросварки тем, что позволяет плавно и быстро плавно и быстро останавливать нагрев. Это помогает предотвратить воздействие температуры на металл. Другие сварочные процессы могут вызвать термический удар, что приведет к хрупкости сварных швов. А мы этого не хотим!
Высококачественные сварочные аппараты TIG позволяют быстро переключать нагрев с помощью ножной педали, ручки или ползунка дистанционного управления на самой горелке, доступного кончиком пальца. Выберите материалы и терморегулятор в зависимости от положения, в котором вы хотите работать. Выберите материалы, в которых вы чувствуете себя наиболее комфортно во время работы.
Выберите материалы, в которых вы чувствуете себя наиболее комфортно во время работы.
При сварке TIG вы держите горелку в одной руке, а другой подаете присадочный стержень. Вы можете использовать сварочный колпак с автоматическим затемнением, чтобы начать сварку более точно.
Чтобы начать сварку TIG, выполните следующие действия:
- Установите на рабочем месте металлическую столешницу или металлическую пластину, надежно закрепленную на столе.
- Соберите свои припасы, в том числе несколько чистых металлических отходов.
- Возьмите табуретку и поместите педаль в пределах досягаемости, когда вы сидите.
- Носите защитное снаряжение, например, рубашку с длинными рукавами, сварочный шлем, кожаные перчатки и кожаную обувь.
- Установите параметры сварочного аппарата, соответствующие используемому материалу.
- Выберите подходящий сварочный электрод и убедитесь, что газовый баллон включен.
- Убедитесь, что наконечник вольфрама подходит для металла, который вы свариваете. Он должен выступать из чашки примерно на одну восьмую дюйма.
- Держите горелку подальше от тела, затем нажмите и отпустите педаль. Вы должны услышать, как идет газ.
- Теперь можно приступать к сварке TIG!
 Он должен выступать из чашки примерно на одну восьмую дюйма.
Он должен выступать из чашки примерно на одну восьмую дюйма.Изучение процесса сварки латуни методом TIG
Готовы научиться сварке латуни методом TIG? Латунь — это название довольно распространенного металла, который описывает широкий спектр медных сплавов, содержащих добавки цинка. Вы обнаружите, что латунь имеет множество применений как в коммерческой, так и в личной промышленности. Латунь можно найти в декоративных предметах для дома, ручках и карандашах, украшениях, электрических клеммах, замках и многом другом.
Сварка ВИГ с латунью часто используется для ремонта отливок и соединения листов из фосфористой бронзы. Если вам интересно узнать об этом процессе, читайте дальше.
Почему сварка латуни TIG так сложна?
Сварка латуни методом ВИГ — сложный процесс, многие говорят, что это невозможно. Что делает TIG-сварку латуни такой сложной? Латунь трудно сваривается, так как она содержит цинк. Этот металл, как правило, имеет низкую температуру плавления, что влияет на то, как вы работаете с материалом и свариваете его. Когда цинк закипит, он часто будет прыгать на ваш электрод. Это заставит вас остановиться, отшлифовать вольфрам и продолжить работу. Кроме того, латунь очень теплопроводна, а это означает, что для сварки требуется много тепла.
Что делает TIG-сварку латуни такой сложной? Латунь трудно сваривается, так как она содержит цинк. Этот металл, как правило, имеет низкую температуру плавления, что влияет на то, как вы работаете с материалом и свариваете его. Когда цинк закипит, он часто будет прыгать на ваш электрод. Это заставит вас остановиться, отшлифовать вольфрам и продолжить работу. Кроме того, латунь очень теплопроводна, а это означает, что для сварки требуется много тепла.
Эти сложные аспекты сварки TIG латуни могут оттолкнуть многих начинающих и даже опытных сварщиков. Это требует от вас изучения и понимания свойств этих металлов, а также практики, пока вы не изучите правильную температуру, настройки устройства TIG и многое другое, чтобы создать идеальный продукт. Это сложный процесс.
Однако все латунные металлы можно успешно паять серебром, сваривать MIG и TIG при правильном подходе, технике и точности.
Защитите себя от паров цинка
Когда вы используете дуговую сварку в среде защитного газа и добавляете свинец для свободной резки латуни и бронзы, это может привести к пористости и проблемам с дымом. Некоторые не рекомендуют газовую сварку латуни, так как цинк имеет тенденцию испаряться и вызывать дым и пористость. Тем не менее, при надлежащей подготовке и правильных защитных материалах вы можете успешно использовать этот метод.
Некоторые не рекомендуют газовую сварку латуни, так как цинк имеет тенденцию испаряться и вызывать дым и пористость. Тем не менее, при надлежащей подготовке и правильных защитных материалах вы можете успешно использовать этот метод.
Поскольку в латуни содержится цинк, при сварке TIG необходимо соблюдать осторожность, чтобы не вдыхать пары. Рекомендуется обеспечить достаточную вентиляцию рабочей зоны. Кроме того, наденьте респиратор или используйте экстрактор дыма, чтобы удалить пары цинка из зоны дыхания.
При сварке TIG используйте защитный газ, состоящий из 100 % аргона или комбинации аргона и двуокиси углерода.
Советы по нагреву металла
Латунь плавится очень быстро, поэтому важно знать свойства металла перед началом работы с ним. Начните с определения содержания цинка в конкретной латуни, с которой вы работаете. Это может помочь вам определить, насколько сильное пламя вам нужно будет использовать.
Если вы используете предварительный нагрев, начните с предварительного нагрева металла до температуры не выше 350-400 градусов по Фаренгейту. Некоторые сварщики порекомендуют вам пойти еще ниже. Если нагреть слишком сильно, структура латуни может измениться. Также важно не забывать использовать люнет для руки с горелкой во время работы.
Некоторые сварщики порекомендуют вам пойти еще ниже. Если нагреть слишком сильно, структура латуни может измениться. Также важно не забывать использовать люнет для руки с горелкой во время работы.
Регулярная пульсация сварочного тока
Опытные сварщики рекомендуют регулярно пульсировать силу тока во время сварки TIG. Вы можете настроить свой TIG-аппарат на автоматический импульсный режим или выбрать импульсный режим вручную с помощью педали.
Импульсный режим применяет регулярное изменение силы тока от высокой к низкой при сварочных работах. Это позволяет сваривать более тонкие металлы или металлы с высокой теплопроводностью, такие как латунь, не прожигая их. Для начала попробуйте подавать импульсы со скоростью 30 импульсов в секунду при силе тока, установленной на 200.
Используйте припой
Также рекомендуется использовать припой для латуни для сварки TIG. Эти припои плавятся при более низкой температуре, чем ваша латунь. Таким образом, во время работы вы никогда не достигнете температуры плавления латуни, с которой работаете. Если вы достигнете температуры плавления латуни, она может пузыриться и привести к пористости, что может быть непривлекательно для готового изделия.
Таким образом, во время работы вы никогда не достигнете температуры плавления латуни, с которой работаете. Если вы достигнете температуры плавления латуни, она может пузыриться и привести к пористости, что может быть непривлекательно для готового изделия.
Помните об этих рекомендациях при сварке латуни методом TIG
По мере того, как вы будете узнавать все больше и больше о процессе сварки TIG и использовании латунных материалов, вы узнаете, что лучше всего подходит для вас и вашего рабочего места. Вы обнаружите, что вам могут понадобиться материалы и настройки на вашем устройстве TIG, аналогичные тем, которые вы использовали бы для сварки алюминия TIG. Обратите внимание, что вы также можете использовать стабилизированный переменный ток, постоянный ток и отрицательный электрод для этого процесса.
Вот еще несколько советов, которые могут пригодиться вам в процессе сварки:
- Заземлите вольфрамовый электрод до очень острого конца.
- Нагревайте основной металл, а не металл сварного шва.
- Поддерживайте максимально возможную скорость движения. Продолжайте регулярно добавлять наполнитель гладким и равномерным способом.
- Убедитесь, что ваш металл чистый. Перед началом работы протрите его ацетоном или другим чистящим раствором.

Другие важные советы по сварке ВИГ, о которых следует помнить
Сварка ВИГ — это процесс, обеспечивающий большую универсальность и гибкость по сравнению с другими методами. Однако с этими преимуществами начинающий сварщик сталкивается с некоторой сложностью, требуя больше практики, чтобы убедиться, что он удобен с оборудованием.
TIG может быть сложным процессом, если вы только начинаете, но это не обязательно! Изучив правильные методы, убедившись, что у вас есть подходящее оборудование, и регулярно практикуясь, вы сможете освоить этот захватывающий метод сварки. Приступая к сварке TIG, примите во внимание следующие советы.
Держите оборудование под правильным углом
Если у вас когда-либо возникали проблемы со сваркой TIG, вы чаще всего можете решить эту проблему, убедившись, что у вас есть правильный угол для удержания горелки и присадочного материала при его добавлении. к твоей расплавленной луже. Также важно помнить, что горелка плавит основной материал, а расплавленная основа плавит присадочный стержень.
к твоей расплавленной луже. Также важно помнить, что горелка плавит основной материал, а расплавленная основа плавит присадочный стержень.
Если вы правша, держите горелку в правой руке и работайте справа налево. Если вы левша, то будете работать слева направо.
- Расположите горелку примерно в одной восьмой дюйма от рабочей поверхности.
- Затем наклоните резак примерно на 15-20 градусов в сторону от направления движения. Это позволяет вам лучше видеть лужу, а также обеспечивает лучшую видимость вашего наполнителя.
- Затем переместите резак вдоль шва, следя за тем, чтобы он оставался по центру.
- Если вам нужен присадочный материал, вводите его под как можно меньшим углом, стараясь не касаться вольфрама.
- Проведите горелкой вдоль шва, добавляя при необходимости наполнитель.
Не допускайте контакта вольфрама с заготовкой
При сварке TIG вольфрам ни в коем случае не должен касаться обрабатываемой детали. Если это так, вы услышите другой звук и цвет. Это означает, что вольфрам может быть загрязнен. Чтобы устранить эту проблему, ослабьте заднюю крышку и выньте вольфрам. Вы должны делать это с осторожностью, так как вольфрам будет горячим.
Если это так, вы услышите другой звук и цвет. Это означает, что вольфрам может быть загрязнен. Чтобы устранить эту проблему, ослабьте заднюю крышку и выньте вольфрам. Вы должны делать это с осторожностью, так как вольфрам будет горячим.
Подойдите к шлифовальному станку и очистите конец вольфрама. Измените форму конца вольфрама по мере необходимости. Изучая процесс TIG, часто погружайте вольфрам. С практикой вы будете более точны и стабильны, и эта ошибка будет случаться реже.
Подготовьте вольфрамовый электрод с правильным наконечником
Работа на разных поверхностях означает, что вам потребуются разные типы вольфрама. Например, когда вы работаете с алюминием, вам может понадобиться зеленый вольфрам. Сталь часто ассоциируется с красным вольфрамом. По мере продвижения вы обнаружите, что ваш вольфрам лучше работает с определенными материалами. Экспериментируйте на практике, чтобы узнать, что работает лучше всего.
В зависимости от используемого материала вам потребуется правильно подготовить вольфрамовый электрод. Однако перед шлифовкой вольфрама убедитесь, что вы прочитали руководство пользователя, в котором содержатся конкретные инструкции по технике безопасности, и узнайте о правильной технике шлифовки для вашего оборудования.
Однако перед шлифовкой вольфрама убедитесь, что вы прочитали руководство пользователя, в котором содержатся конкретные инструкции по технике безопасности, и узнайте о правильной технике шлифовки для вашего оборудования.
При работе с вольфрамом рекомендуется использовать алмазный шлифовальный круг, так как это очень твердый металл. Вы можете использовать традиционный шлифовальный круг, но вы не сможете получить такую же хорошую точку на своем вольфраме, и вы можете быстрее изнашивать свой круг.
Для начала держите электрод параллельно колесу, а не перпендикулярно. Вы хотите, чтобы следы заточки проходили по всей длине вольфрама, а не поперек него. Они помогают потоку отклонения электрода.
Убедитесь, что вы крепко держите руку, когда медленно вращаете электрод, образуя точку, подобно тому, как вы затачиваете карандаш. Постарайтесь получить острие примерно в два с половиной раза больше диаметра электрода. Создание этого острого острия — лучший метод для работы с мягкой сталью, нержавеющей сталью и хромомолибденом. Для алюминия вы бы добавили еще один шаг: возьмите заостренный вольфрам и отшлифуйте кончик, чтобы создать плоское пятно.
Для алюминия вы бы добавили еще один шаг: возьмите заостренный вольфрам и отшлифуйте кончик, чтобы создать плоское пятно.
Практика ведет к совершенству
Продолжайте практиковаться в сварке TIG с использованием металлолома по мере обучения. Во время обучения обязательно учитывайте эти простые советы:
- Сварка с минимальной мощностью. Это поможет вам создать лужу, которую вы сможете поддерживать, пока осваиваете процесс.
- Убедитесь, что ваши металлы чистые. Это гарантирует эффективность вашей работы и возможность создания сильной дуги и сварки.
- Следите за своим сварочным процессом. Сконцентрируйтесь от начала до конца, чтобы получить ровный шов.
- Понимание действия различных защитных газов. Каждое из них будет влиять на температуру и, в свою очередь, на готовый продукт вашего сварного шва.
- Заканчивая дугу, делайте это медленно, а не резко. Слишком быстрое отключение дуги может увеличить риск образования трещин.
- Используйте таблицы присадочного металла. Они могут помочь вам определить правильные стержни для материалов, с которыми вы работаете.
- Всегда надевайте надлежащее защитное снаряжение! Попробуйте тонкие перчатки, чтобы лучше контролировать свою работу.
 Слишком быстрое отключение дуги может увеличить риск образования трещин.
Слишком быстрое отключение дуги может увеличить риск образования трещин.Позвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Рассмотрите альтернативный метод сварки, например, метод сварки в кислородно-ацетиленовом газе для латунных материалов
Когда вы читаете это руководство по сварке TIG для латунных материалов, это может показаться немного сложным и даже немного ошеломляющим, если вы только начинаете начал. Не волнуйся! Есть много других методов сварки латуни, которые вы должны попробовать, и которые могут иметь менее крутую кривую обучения.
Когда вы пытаетесь определить, какой метод сварки лучше для вас, проверьте следующее:
- Дуговая сварка металлическим электродом
- Дуговая сварка углеродом
- Дуговая сварка металлическим электродом в среде защитного газа
- Дуговая сварка металлическим электродом в среде защитного газа
- Оксиацетиленовый газ сварка
Сварка в кислородно-ацетиленовом газе требует приобретения некоторого количества газообразного кислородно-ацетиленового газа, чтобы создать защитный экран вокруг латуни во время работы.
- Смешайте флюс с водой, чтобы получилась паста. Затем нанесите его на латунную поверхность, над которой вы работаете.
- Используйте флюс для пайки твердым припоем или специально созданный для кислородно-ацетиленовой сварки.
- Запустите подачу ацетилена на низком уровне, а затем отрегулируйте его по мере работы и выясните, какая настройка является наилучшей. Вы хотите получить сильное окислительное пламя, достаточное для образования покрытия на латунном материале.
- Очень важно, чтобы на рабочем месте было достаточно кислорода. Это гарантирует, что пары цинка не будут выделяться из латуни. Однако, если у вас слишком много кислорода, это затруднит процесс сварки.
- Убедитесь, что используемый сварочный наконечник как минимум на один размер больше, чем тот, который вы выбрали бы для стали такой же или подобной толщины. Латунь обладает высокой теплопроводностью, поэтому сварка латуни значительно упрощается.

Сварка вовсе не обязательно должна быть сложным или напряженным процессом! Это может стать забавным и расслабляющим хобби, которым можно заняться, как только вы попрактикуетесь и освоите свою любимую технику. Попробуйте разные способы сварки. Затем обязательно попрактикуйтесь, проконсультируйтесь со сварщиками-ветеранами и узнайте, что лучше всего подходит для вас!
Совершенствуйте свои знания и навыки в области сварки
Сварка — отличное хобби, которым многие люди с энтузиазмом занимаются! Как вы, возможно, уже знаете, есть много способов начать работу со сваркой и улучшить свои навыки. Сварка TIG — это только один доступный вам метод, и помимо латуни можно использовать множество других материалов. Вы сможете делать практически все, как только освоите основы.
Сварка TIG — это только один доступный вам метод, и помимо латуни можно использовать множество других материалов. Вы сможете делать практически все, как только освоите основы.
Подумайте о некоторых проектах, которые вы, возможно, захотите реализовать в будущем. Затем продолжайте учиться и практиковаться, чтобы воплотить в жизнь свои мечты о сварке.
Если вы хотите продолжить изучение сварки в качестве хобби, продолжайте читать статьи или книги, чтобы углубить свои знания. Также полезно присоединиться к местному классу или сообществу сварщиков в вашем районе. Эти ресурсы могут помочь вам учиться на демонстрациях и учиться на практике, чтобы вы могли создавать еще более подробные и творческие проекты. Это только начало!
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему! Сварка латуни и ее сплавов требования PWHT и т. д.».
д.».
Что такое латунь?
Латунь представляет собой сплав металлов меди (Cu) и цинка (Zn). Они также известны как медно-цинковые сплавы в технических приложениях. Основные марки латуни: С2100, С2200, С2300, С2400, С2600, С2680, С2720 и С2801.
В латуни цинк является одним из основных легирующих элементов, хотя дымление цинка является критической проблемой безопасности при сварке латуни.
Эти сплавы, широко известные как латуни, имеют наибольшее коммерческое применение среди медных сплавов. Цинк растворим в меди на 37% при комнатной температуре и на 32,5% при 25°С. Латуни с низким содержанием цинка имеют содержание Zn в диапазоне от 5 до 20%, в то время как латуни с высоким содержанием цинка содержат от 30% до 40%. Латунь 60-40 известна как металл Мунца.
Добавление Zn к Cu повышает прочность, твердость и пластичность. Он снижает температуру плавления, плотность, электро- и теплопроводность. Цвет сплава также меняется в зависимости от содержания цинка. С увеличением Zn сплав по цвету приближается к золоту.
С увеличением Zn сплав по цвету приближается к золоту.
Во время сварки цинк испаряется при плавлении латуни, что влияет на свариваемость латуни. Проблема возникает при сварке латунных сплавов с высоким содержанием цинка. Сварщик должен носить полный комплект средств индивидуальной защиты, особенно респираторные маски и капюшоны.
Можно ли сваривать латунь?
Проще говоря, да, латунь можно успешно сваривать с помощью электродуговой сварки, сварки TIG, MIG и газовой сварки, и этот пост расскажет вам, как эффективно сваривать латунь.
Основная проблема при сварке латуни: — Испарение цинка влияет на свариваемость латуни, что может привести к пористости и несплавлению.
Цинк при испарении создает давление газа, и эти газы, выходя из сварочной ванны, создают поры. Так, латунные сплавы с меньшим содержанием цинка обладают хорошей свариваемостью по сравнению с сплавами с высоким содержанием цинка.
Продолжите этот пост, чтобы узнать о различных методах и процессах сварки латуни с латунью, латуни с медью, латуни со сталью и латуни с нержавеющей сталью.
Можно ли сваривать латунь со сталью?
Сварка MIG латуни Бронза практическое …
Включите JavaScript
Сварка MIG латуни Бронза практическое видео
Да, при сварке латуни со сталью можно добиться хорошего качества сварки. Выбор сварочного электрода или присадочной проволоки для сварки латуни со сталью в основном ERCuAl-A2 или ECuAl-A2. Хотя это может варьироваться в зависимости от фактического класса латуни.
Продолжайте читать этот пост, чтобы узнать о лучших сварочных электродах Stick или присадочной проволоке TIG MIG для сварки латуни со сталью.
Можно ли сваривать латунь с нержавеющей сталью?
es можно добиться хорошего качества сварного соединения при сварке латуни с нержавеющей сталью. Выбор сварочного электрода или присадочной проволоки для сварки латуни со сталью в основном ERCuAl-A2 или ECuAl-A2. Хотя это может варьироваться в зависимости от фактического класса латуни.
Продолжайте читать этот пост, чтобы узнать о лучших сварочных электродах Stick или присадочной проволоке TIG MIG для сварки латуни и нержавеющей стали.
Процессы и машины для сварки латуни
Латунь обычно сваривают с помощью сварки TIG (GTAW) и MIG (GMAW), так как Сварка электродом или сварка SMAW дает плохие характеристики . Сварка стержнем требует более широкого угла разделки для достижения полного провара шва и склонна к захвату шлака.
В целом сварка TIG хороша, так как она обеспечивает хороший контроль над сварочной ванной и более мелкое проплавление. Сварные швы TIG отличаются высокой чистотой по сравнению со сваркой электродом или сваркой MIG и имеют лучшее качество с очень хорошим внешним видом валика.
Сварочный стержень и проволока для латуни
Из-за проблемы испарения цинка подходящая присадочная проволока/ стержень для сварки латуни недоступна. Кроме того, количество испарения цинка зависит от количества подводимого тепла при сварке, поэтому точный анализ нагара, как правило, невозможен.
В таблице ниже представлены различные типы присадочных металлов, представленные на рынке, и их характеристики.
| Изображение | Продукт | Details | Price | |||
|---|---|---|---|---|---|---|
| Blue Demon brand ERCuAl-A2 X 1/16″ X 36″ X 1LB TIG TIG Rod | Wire Specification: ERCuAl-A2 Wire Dia: 1/16 ” TIG Helving Filler | Проверка цена | ||||
| ERCUAL-A2 MIG WELDING WIRE | Спецификация Wire Speefive: ERCAL-A2 | Спецификация проволоки: ERCAL-A210 | Спецификация Wire Wire: ERCAL-A210 | . | Проверка цена | |
| ERCUSI-A Силиконовый бронзовый стержень Bronze-36 ″ x 1/16 ″-(1 LB) | ″- 111111111111111111111111111111111111111111111111111111111111111111111111111111111111111121 1/16” | CHECK PRICE | ||||
| ERCuSi-A X .  030 X 2LB Spool Welding Wire 030 X 2LB Spool Welding Wire | ERCuSi-A Wire Dia; 0,30” Сварочная проволока MIG Катушка | Проверка цена |
Сварка латуни к латуни
Сварка или Smaw из латуни (Brass to Brass) Grades C2100, C2200, C2300, C2400, C2600, C2680, C2680, C2680, C2680, C2680, C2680, C2680, C2680, C2680, C2680, C2680, C2680, C2680, C268. выполняется с использованием стержня ECuSn-a, ECuSn-C и ECuAl-A2 типа . Стержни для сварки стержнями не требуют запекания перед использованием.
Рекомендуется хранить латунные сварочные прутки в печи для выдержки при температуре от 80 до 100°С.
Сварка C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801 может выполняться с помощью сварочного электрода Stick E CuSn-A, ECuSn-C, ECuSi и ECuAl-8
Сварка TIG или MIG C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801 может выполняться с использованием присадочной проволоки ERCuSn-A, ERCuSn-C, ERCuSi и ERCuAl-A2 900. 10. Свойства этих наплавленных электродов присадочной проволоки/прутка приведены в приведенной выше таблице для справки.
10. Свойства этих наплавленных электродов присадочной проволоки/прутка приведены в приведенной выше таблице для справки.
Сварка TIG/MIG латуни с латунью
Пруток для сварки TIG и MIG для сварки латуни с латунью марок C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801 ERCuSn-A, ERCuSi-A ЭРКуАл-А2. ERCUAl-A2 — это универсальный сварочный пруток для латуни, который также может использоваться для сварки латуни с углеродистой и нержавеющей сталью.
Чистый аргон используется для защиты при сварке латуни. Смесь аргона и гелия также можно использовать для сварки латуни. Добавление гелия к аргону дает более глубокое проникновение. При сварке открытый корень стыкового шва в трубопроводе требуется продувка. Обычно для продувки используется чистый аргон.
Сварочный ток Для сварки TIG и MIG латуни
Рекомендуемый сварочный ток для сварки TIG и MIG латуни приведен в таблице ниже. для толщины материала до 2 мм или листа 14 калибра требуется сварочный ток от 130 до 150 ампер. Сварка латуни требует высокого сварочного тока из-за высокой теплопроводности латуни.
Сварка латуни требует высокого сварочного тока из-за высокой теплопроводности латуни.
Итак, для хорошего сплавления при сварке необходим сильный нагрев. Для толщины от 14 калибров до 5/32 дюйма рекомендуется сварочный ток от 140 до 180 ампер.
Какие защитные газы используются для сварки латуни методом TIG/MIG?
Чистый аргон используется в качестве защитного газа для сварки TIG и MIG латуни и ее сплавов. Требования к чистоте газа и точке росы см. в спецификации AWS A 5.32.
Гелий иногда используется в качестве защитного газа либо в чистом виде, либо в смеси с аргоном для улучшения проплавления при сварке латуни. Нажмите на ссылку ниже, чтобы узнать разницу между защитным, продувочным и остаточным газом.
Разница между защитой газа, продувкой газом и отводом газа?
Сколько разогревать латунь перед сваркой/пайкой? Латунь с низким содержанием цинка должна быть предварительно нагрета от 100 до 350°C . Латунь с высоким содержанием цинка должна быть предварительно нагрета до более низкой температуры, чтобы избежать дымления цинка. Предварительный подогрев, как правило, не требуется для сварки тонких листов. При сварке толстого латунного листа или литой латуни предварительный нагрев необходим для достижения хорошего плавления. Благодаря высокой теплопроводности латуни потери тепла при предварительном нагреве уменьшаются.
Латунь с высоким содержанием цинка должна быть предварительно нагрета до более низкой температуры, чтобы избежать дымления цинка. Предварительный подогрев, как правило, не требуется для сварки тонких листов. При сварке толстого латунного листа или литой латуни предварительный нагрев необходим для достижения хорошего плавления. Благодаря высокой теплопроводности латуни потери тепла при предварительном нагреве уменьшаются.
Медь и некоторые ее сплавы обладают высокой теплопроводностью, в результате чего во время сварки тепло быстро отводится от соединения к окружающему основному металлу. Такие потери тепла из соединения зависят от толщины или массы основного металла и его температуры.
Слишком быстрая потеря тепла снижает скорость сварки и даже может привести к непровару и пористости. Потери тепла можно свести к минимуму за счет предварительного нагрева основного металла.
Оптимальная температура предварительного нагрева зависит от типа сплава, толщины или массы металла, а также от тепловложения в процессе сварки. Сварка TIG или MIG с гелием вместо аргона в качестве защитного газа требует меньшего предварительного нагрева из-за высокого напряжения дуги, возникающего в процессе. Сварка MIG с аргоном требует меньшего предварительного нагрева, чем сварка TIG с аргоном, потому что дуга выделяет больше тепла.
Сварка TIG или MIG с гелием вместо аргона в качестве защитного газа требует меньшего предварительного нагрева из-за высокого напряжения дуги, возникающего в процессе. Сварка MIG с аргоном требует меньшего предварительного нагрева, чем сварка TIG с аргоном, потому что дуга выделяет больше тепла.
Необходимость термической обработки сварного изделия зависит от состава основного металла и области применения. Сплавы дисперсионно-твердеющего типа подвергаются термической обработке после сварки, чтобы устранить изменения твердости в зоне сварки, возникающие в результате старения или перестарения, вызванного сварочным теплом.
Сварные детали, склонные к коррозионному растрескиванию под напряжением в определенных условиях, должны быть сняты с напряжения. Температуры снятия напряжений для некоторых медных сплавов, особенно подверженных этому дефекту, приведены в таблице 10.42. Нагрев должен быть постепенным, а сварной шов должен выдерживаться при температуре не менее одного часа.
Brass (C2100, C2200, C2300, C2400, C2600, C2680, C2720, and C2801 ) to carbon steel shall be welded с присадочной проволокой типа ERCuSi-A . Перед соединением на обеих поверхностях сварки должна быть нанесена смазка маслом. Предварительно нагрейте латунь до температуры от 100 до 350°C перед нанесением масла. Для углеродистой стали предварительный нагрев не требуется.
Сварка также может выполняться с использованием присадочной проволоки типа ERCuAl-A2 с использованием процесса сварки TIG или сварки MIG. ERCuAl-A2 обеспечивает хорошее плавление при использовании для соединения латуни с углеродистой сталью.
Советы по успешной сварке латуни
- Всегда направляйте дугу на сварочную ванну. Этот метод минимизирует плавление основного металла, тем самым снижая дымление цинка.
- Направление дуги к сварочной ванне также минимизирует проплавление.
- Очистите латунную поверхность от любых загрязнений, таких как масло, влага или пыль.
- Используйте большой угол скоса для сварного соединения при сварке методом SMAW.

Как сваривать латунь: точечная сварка меди с латунью
Точечная сварка латуни с медью выполняется с помощью обычного аппарата для точечной сварки с использованием подходящего электрода.
Как сваривать латунь: сварка латуни с кислородом и ацетиленом
Газовая сварка или кислородно-ацетиленовая сварка латуни, если требуется, выполняется прутком типа Cu 5180 (CuSn6P). Однако газовая сварка или сварка латуни не рекомендуется, так как при газовой сварке из-за тепла цинк испарится. Это испарение цинка будет производить много паров и приведет к пористости.
При кислородно-ацетиленовой сварке с восстановительной пластиной над расплавленной ванной образуется оксидная пленка, подавляющая улетучивание цинка, при условии, что металл шва не перегревается.
Прутки для газовой сварки из латуни содержат около 40% Zn, так что в металле шва имеется хорошая доля твердой и прочной бета-фазы, которая становится мягкой и пластичной при повышенных температурах, предотвращает растрескивание сварного шва.
Похожие сообщения:
- Сварка меди и меди со стальной сваркой
- Руководство по ремонту алюминиевых дисков или колесных трещин
- Как сварить алюминий серии 1100?
- Как сделать чугун Пайка?
Как сварить латунь? — Workshop Insider
Латунь — это сплав, основными составляющими которого являются медь и цинк, а также небольшой процент олова, алюминия, свинца и т. д. Процентное содержание цинка может достигать 45% и более. Основная проблема, с которой вы сталкиваетесь при сварке латуни, — это разница в температуре плавления меди и цинка.
В этой статье обсуждаются различные вопросы сварки латуни и сварочные процессы, которые можно использовать для сварки латуни. Итак, приступим к нашему обсуждению.
Итак, приступим к нашему обсуждению.
Как сваривать латунь
Латунь представляет собой сплав с медью и цинком в качестве основных компонентов, а также может содержать небольшие проценты олова, алюминия, свинца и т. д.
Предпочтительные процессы сварки для сварка латуни — это сварка GTAW / TIG, сварка MIG, кислородно-топливная или кислородно-ацетиленовая сварка. При сварке латуни MIG и TIG выбор правильного защитного газа и присадочного металла имеет жизненно важное значение, поскольку в металле сварного шва может развиться пористость и трещины. Также можно использовать ММА или сварку электродами, но это не предпочтительный процесс.
Присадочная проволока, используемая для сварки MIG/TIG латуни, обычно представляет собой сплавы меди и кремния (3% кремния) или меди и олова (7% или 12% олова), или меди и алюминия (8% алюминия) и не содержит цинка (не легко перенести цинк через дугу). Сварочные электроды аналогичного состава можно использовать для сварки ММА.
Рекомендуемый угол подготовки сварного шва для медно-кремниевой присадочной проволоки составляет 60°, для медно-олово-металлической присадочной проволоки — 70°. Аргон должен быть защитным газом при сварке TIG/MIG тонких срезов латуни. Однако для толщины более 5 мм смесь аргона и гелия помогает обеспечить достаточное количество тепла для сварки и использует метод импульсной сварки.
Сварка ВИГ предпочтительнее для сварки тонких профилей (до 10 мм), а сварка МИГ предпочтительнее для более толстых профилей , поскольку она имеет более высокую скорость наплавки металла шва (благодаря автоматической подаче проволоки).
Выберите рекомендуемый защитный газ и его расход для сварки латуни и дайте защитному газу немного поступить после сварки, чтобы защитить сварочную ванну, пока она не остынет.
Вы должны знать состав латуни (особенно содержание в ней цинка) перед тем, как приступить к ее сварке, так как температура плавления цинка ниже, чем температура плавления меди. Подача большего количества тепла, чем необходимо для сварки, может привести к образованию пористости и трещин в сварном шве.
Подача большего количества тепла, чем необходимо для сварки, может привести к образованию пористости и трещин в сварном шве.
Для сварки более толстых латунных профилей требуется предварительный нагрев (около 100º C/212º F), который может помочь свести к минимуму потери цинка за счет использования низкого сварочного тока. Предварительный нагрев более полезен при сварке сплавов с высоким содержанием цинка.
Тщательно очистите поверхности латунных деталей от масла, грязи и т. д. Используйте удобный сварочный стол.
Сварка TIG латуни
Латунь представляет собой сплав на основе меди и обладает очень высокой теплопроводностью, а содержание цинка в латуни имеет низкую температуру плавления. Когда вы выполняете TIG-сварку латуни, часто расплавленный цинк может попасть на электродную проволоку и серьезно повлиять на процесс сварки.
Опытные сварщики рекомендуют использовать инвертор переменного тока, 30-секундные импульсы и минимальное количество тепла, чтобы поддерживать сварку и сварочную ванну включенной. Также лучше через каждые несколько секунд прерывать сварку, чтобы проверить сварочную ванну и убедиться в отсутствии перегрева обрабатываемого металла.
Также лучше через каждые несколько секунд прерывать сварку, чтобы проверить сварочную ванну и убедиться в отсутствии перегрева обрабатываемого металла.
Сварка ВИГ не дает хорошего валика сварного шва и требует дополнительной шлифовки для улучшения эстетики. Также желательно еще некоторое время после завершения сварки поддерживать подачу защитного газа. Это позволит охлаждать сварочную ванну, не подвергая ее воздействию атмосферного воздуха и загрязняющих веществ (во избежание пористости сварного шва).
Присадочная проволока, состоящая из меди и 7% олова, хорошо подходит для сварки латуни, дает хорошие результаты сварки и приемлемую цветовую совместимость.
Сварка латуни методом ВИГ используется при ремонтных работах. Постоянный ток (DCEN) и стабилизированная дуга также могут использоваться для сварки латуни методом TIG. Предварительный нагрев заготовки (от 200ºF до 300ºF) поможет улучшить сварной шов. В качестве защитного газа можно использовать аргон или гелий.
Сварка латуни MIG
Основными компонентами латуни являются медь и цинк. Выбор правильной присадочной проволоки для сварки MIG латуни имеет важное значение, а использование неправильной присадочной проволоки не создаст хорошего сварного шва, а цвет сварного шва будет несовместим с заготовкой.
Одной из допустимых присадочных проволок по цветовой совместимости является присадочная проволока с медью и 8% алюминия, цвет сварного шва может не точно совпадать с цветом заготовки, но он будет приемлемого качества.
Если выбрать присадочную проволоку с содержанием цинка, цинк выгорит быстрее (из-за его низкой температуры плавления) и может испортить сварку.
Сварка латуни MIG проводится по стандартной процедуре. Можно использовать положительный электрод постоянного тока (DCEP или обратной полярности). Предпочтительным защитным газом является чистый аргон или смесь аргона и двуокиси углерода, а смесь 75 % аргона и 25 % двуокиси углерода может обеспечить хорошую сварку.
Необходимо обеспечить достаточный расход защитного газа, в противном случае пары цинка могут вступить в реакцию с кислородом воздуха с образованием оксида цинка. Оксид цинка токсичен, и его вдыхание может повлиять на здоровье сварщика.
Опытные сварщики рекомендуют выполнять шовную сварку вместо одной непрерывной сварки. Это даст расплавленной сварочной ванне больше времени для охлаждения, сведет к минимуму воздействие постоянного тепла и отрегулирует погонную энергию сварки.
Пламенная или газовая сварка латуни
Если вам нужен цвет сварного шва, совместимый с металлом заготовки, предпочтительным процессом является газокислородная или ацетиленовая пламенная сварка. Для лучшей цветовой совместимости можно использовать присадочную проволоку с медным, цинковым и оловянным составом. Этот процесс подходит для сварки латуни с латунью.
Для лучшей цветовой совместимости можно использовать присадочную проволоку с медным, цинковым и оловянным составом. Этот процесс подходит для сварки латуни с латунью.
Было бы лучше, если бы вы использовали рекомендованный флюс. Сделайте пастообразную смесь флюса и воды и нанесите ее на свариваемую поверхность.
При кислородно-ацетиленовой сварке у вас есть кислород и ацетилен в отдельных баллонах, и вы можете контролировать соотношение двух газов. Прежде чем приступить к сварке, проверьте процентное содержание цинка в латуни.
Нейтральное или науглероживающее кислородно-ацетиленовое пламя не подходит для сварки латуни (из-за присутствия легкоплавкого цинка). Окислительное пламя имеет больше тепла, чем нейтральное или науглероживающее пламя, и является хорошим выбором для сварки латуни, содержащей медь и цинк. Зажгите кислородно-ацетиленовую горелку и уменьшите поток ацетилена, чтобы получить окислительное пламя.
Выберите подходящую присадочную металлическую проволоку и выполните сварку. Тем не менее, вы должны постоянно контролировать сварку, чтобы определить влияние на нее пламени и соответственно увеличить или уменьшить содержание кислорода в газе. Поток кислорода должен быть достаточным, чтобы пары цинка не исходили от латунной заготовки.
Тем не менее, вы должны постоянно контролировать сварку, чтобы определить влияние на нее пламени и соответственно увеличить или уменьшить содержание кислорода в газе. Поток кислорода должен быть достаточным, чтобы пары цинка не исходили от латунной заготовки.
Проблемы при сварке латуни
Латунь можно разделить на альфа-, альфа-бета (дуплексную), бета-, гамма- и белую латуни.
| Категория | % по массе | Примечания | |
| Медь | Цинк | ||
| Альфа-латунь | ˃65% | ˂35% | Податливый. Золотисто-желтый цвет. |
| Альфа-бета или дуплексная латунь | от 55 до 65% | от 35 до 45% | Цветярче, чем у латуни Alpha из-за более высокого содержания цинка. |
| Бета-латунь | от 50 до 55% | от 45 до 50 % | Подходит для литья. Цвет яркий и менее золотистый. Цвет яркий и менее золотистый. |
| Латунь Гама | от 33 до 39% | от 61 до 67% | Цвет ярче, чем у латуни Beta. |
| Белая латунь | ˂50% | ˃50% | Очень хрупкий. Цвет ярко-серебристый и почти без желтого оттенка. |
| Для получения дополнительной информации посетите Википедию – Латунь. | |||
Существует множество других видов латуни, в том числе латунь с оловом (1,02%), латунь с алюминием (2%), латунь со свинцом для свободной обработки (3%) и т. д. кроме тех, которые содержат свинец, поддаются сварке, а латуни с низким содержанием цинка легче свариваются. Основная проблема, с которой вы сталкиваетесь при сварке латуни, — это пористость металла, вызванная плавлением цинка во время сварки.
Цинк плавится при 420ºC (788ºF) и кипит при 907°С (1665°F). Плавление или кипение цинка может привести к образованию паров оксида цинка, что опасно для здоровья и может привести к пористому сварному шву. (Медь плавится при 1083ºC (1981ºF) и кипит при 2567ºC (4653ºF)).
(Медь плавится при 1083ºC (1981ºF) и кипит при 2567ºC (4653ºF)).
Латунь обладает высокой теплопроводностью (как и медь), что создает проблемы при сварке.
Цинк реагирует с содержанием кислорода в атмосферном воздухе и образует оксид цинка (ядовитый дым), причем скорость образования оксида увеличивается с повышением температуры цинка. Это можно контролировать, защищая цинк защитным газом (аргоном во время сварки TIG/MIG и кислородом-ацетиленом во время кислородно-топливной сварки). Неэффективная защита может привести к пористости сварного шва.
Во время сварки латуни следует контролировать сварочную ванну и теплоту сварки, поскольку более высокая температура может привести к разделению металлов, составляющих латунную заготовку.
Можно ли приклеивать латунь?
Вы можете сваривать латунь с помощью дуговой сварки, но этот процесс не является предпочтительным из-за присутствия цинка в основном металле. Предпочтительным процессом является дуговая сварка с защитным газом (MIG/TIG). Флюс в электроде не может обеспечить достаточную защиту для контроля потери цинка из сварочной ванны и образования оксида цинка.
Предпочтительным процессом является дуговая сварка с защитным газом (MIG/TIG). Флюс в электроде не может обеспечить достаточную защиту для контроля потери цинка из сварочной ванны и образования оксида цинка.
Вы можете выбрать процесс дуговой сварки для сварки латуни и использовать экранированный дуговой электрод с прямой полярностью (электрод положительный). Предпочтительными электродными металлами для сварки латуни являются электроды из алюминиевой бронзы, кремниевой бронзы, алюминия или фосфористой бронзы (в зависимости от состава металла заготовки). Держите текущий оптимальным и низким. Плоское положение является предпочтительным, и используйте наплавку с переплетением. Не пытайтесь выполнять сварку над головой.
Можно ли сваривать латунь с флюсовой проволокой?
Нет, сварка латуни порошковой проволокой невозможна. Однако вы можете перейти на систему MIG и использовать рекомендованный электрод из неизолированной проволоки и защитный газ для сварки латуни.
Причины, по которым не рекомендуется использовать FCAW для сварки латуни, могут быть следующими: :
- При сварке латуни требуется защитный газ для контроля потери цинка из сварочной ванны и образования оксида цинка. Флюс в порошковой проволоке не может этого обеспечить.
- Использование FCAW с защитным газом дороже, чем сварка MIG.
Можно ли сваривать латунь со сталью?
Физические свойства латуни и стали (включая их точки плавления) сильно различаются, и это создает препятствия для сварки латуни со сталью. Пайка является лучшим методом соединения латуни со сталью.
Заключение
Независимо от того, являетесь ли вы новичком или опытным сварщиком, сварка латуни может оказаться непростой задачей. Причина в его содержании (меди и цинка) и значительной разнице их температур плавления. Однако опытные сварщики научились многим приемам и методам сварки латуни.
Каталожные номера:
- SV Seeker – Сварка латуни с помощью TIG и MIG
- Mr Lee Welder – сварка латуни TIG
Вот что вам нужно — сварка зубчатых колес
Научиться сваривать латунь полезно для всех видов работ с низким коэффициентом трения.
Подробная информация о сварке латуни
Слово «латунь» на самом деле является термином, используемым для описания сплавов цинка и меди. Это может быть немного сложно, потому что количество цинка значительно повлияет на температуру плавления вашей латуни.
Этот привлекательный металл используется для музыкальных инструментов и еще чаще для украшений, которые относятся к категории «с низким коэффициентом трения».
Обычно температура плавления латуни находится между 900° и 940° по Фаренгейту, что означает, что ее можно успешно отливать различными способами.
Для сварки латуни доступны следующие варианты: пайка TIG, MIG и пайка серебром. Однако тщательно выбирайте защитный газ. Этот материал может стать пористым, и когда сплавы разделятся, он в конечном итоге треснет.
Однако тщательно выбирайте защитный газ. Этот материал может стать пористым, и когда сплавы разделятся, он в конечном итоге треснет.
Brass has various properties that make it an attractive metal:
- corrosion resistance
- electrical conductivity
- hardness
- machinability
Thanks to its low-friction qualities, brass is регулярно используются в инструментах и приспособлениях, которые могут подвергаться воздействию взрывчатых веществ или легковоспламеняющихся материалов, и даже в гильзах боеприпасов. Другие виды использования включают клапаны, сантехнику и электроснабжение.
Высоко ценится в декоративных целях благодаря своему привлекательному золотистому оттенку. Его использование во многих музыкальных инструментах связано с его долговечностью и простотой работы.
Как бы то ни было, латунь — не самый легкий металл для сварки.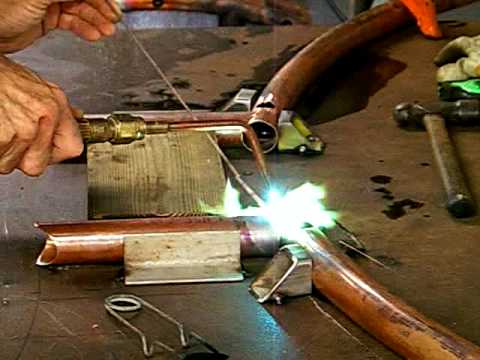
Меры предосторожности при сварке латуни
Цинк имеет свойство разбрызгиваться, поэтому для защиты от ожогов настоятельно рекомендуется использовать защитные перчатки и сапоги. Другим риском при сварке латуни является образование токсичных паров. Если у вас есть вытяжка дыма, ее следует использовать для защиты от токсичных газов, образующихся во время сварки.
В идеале вам понадобится сварочная маска с функцией автоматического затемнения и хорошей вентиляцией, если вы решите использовать методы сварки TIG или MIG. В этих процедурах используется очень яркая дуга, которая может необратимо повредить зрение.
Можно ли приваривать латунь к латуни? Да , но для создания качественного сварного шва важно знать, какой процент цинка содержится в вашей латуни. Цинк имеет более низкую температуру плавления, чем медь, поэтому крайне важно, чтобы вы знали, прежде чем начать, иначе вы можете получить пористый сварной шов, который треснет, оставив вас вообще без сварного шва.
Вам также понадобится соответствующий защитный газ. Цинк будет агрессивно взаимодействовать с загрязнителями окружающей среды. Он также будет производить высокотоксичные пары. Газ оксиацетилен является эффективной защитой при сварке латуни . Альтернативой снова будет пористый сварной шов, который не пройдет.
Рекомендуется использовать флюс для облегчения сплавления металлов. Это особое химическое соединение защитит поверхность металла от воздуха, чтобы предотвратить окисление. Он будет поглощать оксиды, образующиеся при нагреве, а также оксиды, не полностью удаленные при очистке перед сваркой.
Смешайте немного флюса с водой, чтобы получилась паста, и используйте эту пасту для покрытия поверхностей латуни, которые вы собираетесь сваривать. Вы также должны использовать флюс для пайки, который подходит для работы с оксиацетиленовым газом, например, белый флюс.
Когда вы будете готовы начать, уменьшите подачу ацетилена и увеличьте подачу кислорода. Это обеспечит кислородное покрытие латуни и предотвратит утечку токсичных паров во время сварки.
Это обеспечит кислородное покрытие латуни и предотвратит утечку токсичных паров во время сварки.
Если вы решили сваривать латунь с латунью, используйте сварочный наконечник большего размера, поскольку для этого процесса вам потребуется большая теплопроводность.
См. также: Какое пламя использовать для сварки латуни и бронзы
Сварка латуни методом TIGХотя латунь как материал обладает высокой теплопроводностью, ее цинковый компонент имеет очень низкую температуру плавления. Один из рисков при сварке TIG заключается в том, что цинк закипает до такой степени, что он фиксируется на электроде и прерывает сварку.
Если вы хотите сваривать латунь с помощью приложения TIG, наша команда профессионалов указала на использование сети переменного тока 9Инвертор 0010 с тридцатисекундными импульсами позволит сваривать латунь. Они также предложили использовать абсолютный минимум тепла для запуска сварочной ванны. Вы должны отключать тепло каждые пару секунд, чтобы следить за своим бассейном. Это поможет вам избежать перегрева бас-металла.
Вы должны отключать тепло каждые пару секунд, чтобы следить за своим бассейном. Это поможет вам избежать перегрева бас-металла.
По окончании сварки поддерживайте аргон на нагретом участке для его защиты. Металл должен полностью остыть. Воздействие нагретого металла на атмосферу приведет к тому, что он станет пористым и разрушит ваш сустав. После того, как вы создали соединение, вам нужно будет отшлифовать его, чтобы улучшить эстетическую привлекательность. Сварные швы латуни TIG, как правило, выглядят не очень красиво.
Для сварки TIG цинковых и медных сплавов используйте сварочные прутки CuSn6 для улучшения цвета сварного шва. Хотя это и не точное совпадение, оно будет относительно близким. Одна из проблем сварки TIG латуни заключается в том, что нет точного совпадения цветов. Это относится и к сварке MIG.
Сварка латуни в среде MIG Если вы выбрали сварку в среде инертного газа (MIG), правильно выберите присадочную проволоку. Если присадочная проволока не того типа, это может привести к обесцвечиванию сварного шва и потенциальному разрушению всего проекта.
Поскольку цинк и медь являются двумя основными компонентами любой латуни, лучшей присадочной проволокой для сохранения желаемого цвета сварного шва будет CuAl8. Эта присадочная проволока изготовлена из меди и 8% алюминия. Хотя цвет не будет идентичен латуни, он будет приемлемым.
Найти идеально подходящую присадочную проволоку для сварки латуни MIG практически невозможно. Присадочная проволока должна была бы содержать заметное количество цинка, но цинк выгорает при высоких температурах, поэтому идея просто неосуществима.
При сварке латуни MIG вам понадобится защитный газ, который представляет собой либо чистый аргон, либо аргон и CO2. Смесь аргона и CO2 должна состоять из 75% аргона и 25% углекислого газа для получения хороших результатов.
Если защитного газа недостаточно, ваш цинк испарится. Пары будут состоять из оксида цинка, который очень токсичен для любого сварщика или человека, находящегося поблизости.
Наши профессиональные сварщики отметили, что рекомендуется иметь короткую зону сварки, чтобы снизить риск образования паров оксида цинка. В этом вам поможет сварка стежком, а не непрерывная сварка. Расплавленный шов будет иметь больше времени для охлаждения, потому что он не будет подвергаться воздействию высокой температуры в течение длительного периода времени.
В этом вам поможет сварка стежком, а не непрерывная сварка. Расплавленный шов будет иметь больше времени для охлаждения, потому что он не будет подвергаться воздействию высокой температуры в течение длительного периода времени.
См. также: Можете ли вы сваривать MIG без газа
Сварка латуни пламенной сваркойЕсли соответствие цвета очень важно для вашего проекта сварки латуни, то лучшая процедура для попытки согласования цвета – это сварка пламенем .
Если вы выберете сварку пламенем, присадочная проволока CuZn89Sn обеспечит вам довольно хорошие результаты с точки зрения цвета. При выборе газопламенной сварки можно использовать три типа основного пламени:
- Нейтральный. Пламя этого типа не оказывает химического воздействия на обрабатываемую деталь.
- Науглероживание. Этот тип пламени не подходит, если металлы поглощают углерод, потому что при этом образуется карбид железа. Например, этот тип пламени вызывает повреждение как железа, так и стали.
- Окислитель. Окислительное пламя дает больше тепла, чем нейтральное или карбонизирующее пламя. Это идеальный выбор при работе с цинком и медью, а значит, он также идеально подходит для сварки латуни.
 Например, этот тип пламени вызывает повреждение как железа, так и стали.
Например, этот тип пламени вызывает повреждение как железа, так и стали.Если вы выберете сварку пламенем, вам придется постоянно контролировать воздействие пламени на латунь, чтобы определить, сколько кислорода вам потребуется при сварке.
Часто задаваемые вопросыЛегко ли сваривать латунь?
Не совсем так! К сожалению, цинк и медь являются двумя основными компонентами латуни. Цинк плавится намного быстрее, чем медь и любые другие соединения, содержащиеся в латуни, что усложняет задачу. Кроме того, цинк будет реагировать с атмосферными газами с образованием оксида цинка.
Этот газ исключительно токсичен и опасен при вдыхании. Подвод тепла может разрушить основной металл, если он слишком высок, и вызвать разделение сплавов, поэтому при сварке латуни необходим постоянный контроль тепла.
Важен ли защитный газ при сварке латуни?
Очень. Вам необходимо выбрать защитный газ, который обеспечит достаточное покрытие и, таким образом, полностью защитит металл. Никогда не отключайте подачу газа, пока сварной шов полностью не остынет. в противном случае вы рискуете испортить готовый шов атмосферными загрязнениями, что приведет к пористому шву, который растрескается.
Можно ли сваривать латунь MIG?
Да. Вы должны использовать смесь аргона и углекислого газа в качестве защитного газа, но это вполне возможно. Вы также должны выбрать правильную присадочную проволоку, хотя идеальное совпадение цветов невозможно.
При выборе сварки MIG для латуни процедура сварки стежком является идеальной, поскольку она позволяет контролировать тепловложение и лучше его регулировать.
Можно ли сваривать латунь со сталью?
Нет, потому что их точки сварки очень далеко. Пайка позволит вам соединить два материала вместе. Метод пайки позволяет соединять различные металлы с помощью присадочного металла. В случае соединения латуни и стали для эффективного соединения двух металлов можно использовать присадочный стержень из кремнистой бронзы.
Метод пайки позволяет соединять различные металлы с помощью присадочного металла. В случае соединения латуни и стали для эффективного соединения двух металлов можно использовать присадочный стержень из кремнистой бронзы.
Можно ли сваривать латунь с алюминием?
Нет. Вам нужна латунь к латуни.
Можно ли паять латунь без флюса?
Да, так как большинство припоев имеют канифольную сердцевину, которая действует так же, как флюс, разрушая присутствующие оксиды.
В чем разница между сваркой и пайкой?
Хотя эти два термина взаимозаменяемы, между ними есть разница. При пайке основные металлы не требуют плавления. При сварке основные металлы расплавляются, образуя соединение. Для сварки может потребоваться 6500°F, тогда как пайка может выполняться при 840°F.
В чем разница между пайкой серебром и пайкой?
Обе процедуры соединяют металлы с помощью наполнителя, заполняющего шов. Этот присадочный материал будет иметь более низкую температуру плавления, чем соединяемые основные металлы. Заполняемое пространство обычно находится в диапазоне от 0,002 до 0,005 дюйма.
Заполняемое пространство обычно находится в диапазоне от 0,002 до 0,005 дюйма.
AWS или Американское общество сварщиков определяет разницу между двумя методами, поскольку при пайке используется присадочный материал с температурой плавления выше 840°F, а при пайке используется присадочный материал с температурой плавления ниже 840°F.
Какой тип шлема следует надевать при сварке латуни?
Маска с автоматическим затемнением является предпочтительным выбором из соображений безопасности, особенно при сварке MIG или TIG.
ЗаключениеСварка латуни сложна для любого сварщика с любым уровнем квалификации просто потому, что цинк и медь имеют очень разные температуры плавления.
Если вы знаете процентное содержание цинка в латунном компаунде до начала сварки и применяете кислородно-ацетиленовую процедуру, вы сможете успешно сваривать латунь.
Помните, используйте меры предосторожности и СИЗ, не торопитесь и потренируйтесь. В кратчайшие сроки вы будете сваривать латунь, как лучшие профессионалы.
В кратчайшие сроки вы будете сваривать латунь, как лучшие профессионалы.
Как сваривать латунь: методики и советы
Последнее обновление
Латунь представляет собой сплав цинка и меди. Современная латунь содержит около 67% меди и 33% цинка. 1 Около 2% свинца добавляется в сплав для улучшения его обрабатываемости. Сплав предпочтителен из-за его коррозионной стойкости, твердости и обрабатываемости, электро- и теплопроводности.
Сплав используется в устройствах с низким коэффициентом трения, таких как замки, петли, электрические вилки, розетки и декоративные элементы. Сварка латуни возможна, но немного сложна, потому что содержание цинка сильно влияет на температуру плавления.
Перед сваркой вы должны определить содержание цинка в свариваемой латуни. Это необходимо, так как у цинка более низкая температура плавления, чем у меди; таким образом, перегрев латуни может вызвать растрескивание или привести к пористому сварному шву. Вы должны выбрать правильный защитный газ, так как латунь может треснуть или стать пористой при разделении сплавов.
Вы должны выбрать правильный защитный газ, так как латунь может треснуть или стать пористой при разделении сплавов.
В этой статье представлено подробное руководство по сварке латуни методами TIG, MIG и пламени. Вы также узнаете о мерах предосторожности, которые необходимо соблюдать во время сварочного процесса.
5 шагов подготовки латуни к сварке
Как и при сварке любого другого металла или сплава, важно знать шаги, которые необходимо выполнить для создания прочных и долговечных сварных швов.
1. Вырезать детали из латуни
Первое, что вам нужно сделать, это вырезать детали из латуни, с которыми вы будете работать, включая латунные стержни. Вырезать можно с помощью ножовки или плоскогубцев. У вас есть латунная трубка, которую вы разрезаете с помощью трубореза или пилы. Кроме того, у вас есть медные листы; можно резать ножницами или ножовкой.
Посмотреть этот пост в Instagram
Пост, опубликованный Maker Material Supply- Outlet (@mms_outletshop)
2.
 Гибка латуни
Гибка латуниПосле резки латуни ее необходимо согнуть для правильной сварки. Вы можете применять различные подходы к изгибу латунных трубок, стержней и листов. Используя пару плоскогубцев, согните латунную проволоку, поместив ее в плоскогубцы, удерживая их в одной руке и манипулируя другой частью проволоки другой рукой.
Чтобы создать острую кривую, используйте круглогубцы и начните сгибать проволоку в губках. Для очень острых концов используйте пару плоскогубцев в каждой руке.
При работе с тяжелым латунным стержнем необходимо использовать приспособление для гибки, чтобы сэкономить время, установив приспособление на верстак и затем зажав его. При использовании приспособления необходимо вставлять стержень в пазы. Затем используйте свои руки, чтобы согнуть стержень, когда вы манипулируете им в области приспособления.
Изгиб латунных трубок может быть сложной задачей, так как они могут быстро перегнуться и сломаться. Используйте пружинный гибочный станок, который надевается на трубку, которую вы хотите согнуть. Переместите трубогиб в трубу и центр детали, которую вы хотите согнуть. Используйте обе руки, чтобы согнуть трубку, сильно нажимая большими пальцами на изгиб.
Переместите трубогиб в трубу и центр детали, которую вы хотите согнуть. Используйте обе руки, чтобы согнуть трубку, сильно нажимая большими пальцами на изгиб.
Еще одна важная вещь — согнуть латунный лист, поместив его между двумя кусками фанеры и удерживая их тисками. Возьмите другой кусок дерева и приложите его, чтобы оказать давление на латунь, чтобы создать изгиб, не испортив металл.
Теперь, когда вы понимаете, как подготовить латунные детали путем их резки и гибки, давайте рассмотрим процесс сварки латунных деталей MIG, TIG и пламенной сваркой.
3. Подготовьте рабочее место
Первое, что нужно сделать, это подготовить рабочее место. Убедитесь, что вы приняли все меры предосторожности, убрав все легковоспламеняющиеся предметы с рабочего места. Убедитесь, что помещение хорошо проветривается, или установите несколько вентиляторов для выдувания паров.
Посмотреть этот пост в Instagram
Пост, опубликованный Антонио Ла Мацца (@__antoniolamazza__)
4.
 Очистите детали из металла
Очистите детали из металлаСледующим шагом будет обеспечение чистоты латунных деталей и их готовности к сварке. Вы можете очистить латунные области с помощью губок Scotch Brite, наждачной бумаги или напильника. У вас должна быть щетка из стекловолокна, чтобы помочь очистить некоторые труднодоступные места.
Обратите внимание, что некоторые детали из латуни могут быть покрыты лаком для сохранения блеска. При сварке латунных деталей необходимо удалить лак для эффективной сварки деталей.
После очистки латунных деталей протрите их спиртом. Спирт удаляет весь мусор, частицы или масло, оставшееся на латуни. После того, как вы закончите, уберите спирт с рабочего места, потому что он легко воспламеняется. Дайте кусочкам высохнуть.
5. Установите латунные детали в правильное положение
Возьмите зажимы, чтобы скрепить детали. Вы можете выбрать высокие Т-образные штифты или другие тяжелые металлические предметы. Независимо от вашего зажима, убедитесь, что ваши латунные детали находятся в правильном положении. Кроме того, помните, что ваши детали будут очень горячими, поэтому не кладите ничего рядом с участком соединения, который вы свариваете.
Кроме того, помните, что ваши детали будут очень горячими, поэтому не кладите ничего рядом с участком соединения, который вы свариваете.
Посмотреть этот пост в Instagram
Пост, опубликованный Pro Metal Design (@prometaldesign)
Методика сварки латуни
1. Сварка МИГ
Вы можете получить высококачественные сварные швы при использовании метода сварки в среде инертного газа. Однако убедитесь, что вы используете правильную присадочную проволоку. Если вы используете неправильный присадочный металл, вы получите низкокачественный и обесцвеченный сварной шов.
Медь и цинк являются основными компонентами латуни. Подходящей присадочной проволокой для сварки MIG является CuAI8. Проволока содержит медь и 8% алюминия. Также можно использовать любой другой присадочный металл со значительным содержанием цинка. Это необходимо, потому что цинк выгорает при высоких температурах дуги, нарушая весь процесс.
Это необходимо, потому что цинк выгорает при высоких температурах дуги, нарушая весь процесс.
Этапы сварки латуни MIG
Поскольку вы уже установили латунные детали в правильном положении, теперь вы можете начать сварку латунных деталей MIG, следуя приведенным ниже шагам.
- Наденьте все необходимое защитное снаряжение, чтобы предотвратить травмы. У вас должны быть шлем, ботинки, утепленные перчатки, маски и рубашка с длинными рукавами.
- Используйте защитный газ, содержащий двуокись углерода и аргон или чистый аргон. Для высококачественной сварки латуни используйте смесь 75/25 аргона и CO2. Если вы не используете достаточное количество защитного газа, цинк испаряется, образуя оксид цинка при нагревании. Этот газ выделяется в виде токсичных паров, которые вредны для сварщика. Чтобы свести к минимуму образование оксида цинка, вы должны сделать участок сварки коротким. Сделайте это, выбрав метод сварки стежком, отличный от одного непрерывного соединения. При этом расплавленная лужа имеет достаточно времени, чтобы остыть, гарантируя, что материал не подвергается длительному воздействию постоянного тепла.
- Используйте правильный присадочный металл для сварки латуни. Используйте CuAI8 или любой другой с хорошим содержанием цинка.
- Теперь проденьте сварочную проволоку в катушку сварочного аппарата и вытащите ее с помощью наконечника горелки. Выдвиньте сварочную проволоку примерно на ¼ дюйма из горелки. После установки проволоки активируйте сварочный газ и начните процесс сварки.
- Начинайте сварку с любого конца стыка, удерживая горелку на 30 градусов выше кромки стыка. Убедитесь, что горелка остра, чтобы поразить латунные детали на кончике пламени. Остановитесь, когда жар станет избыточным, и подождите, пока вы не сможете контролировать шарики.
- Заполните шов, медленно перемещая горелку, следя за тем, чтобы она находилась под фиксированным углом.
- Дайте отливке остыть и не встряхивайте латунь до того, как она остынет, чтобы соединение не разошлось.
 При этом расплавленная лужа имеет достаточно времени, чтобы остыть, гарантируя, что материал не подвергается длительному воздействию постоянного тепла.
При этом расплавленная лужа имеет достаточно времени, чтобы остыть, гарантируя, что материал не подвергается длительному воздействию постоянного тепла.
Посмотреть этот пост в Instagram
Пост, опубликованный Tiago Sá da Costa (@tiagosadacosta)
2. Сварка ВИГ
Латунь обладает высокой теплопроводностью, а цинк в сплаве имеет низкую температуру плавления. Во время сварки TIG расплавленный цинк может закипеть и перепрыгнуть через электрод, остановив весь процесс. Для эффективной сварки латуни методом TIG необходимо использовать инвертор переменного тока с тридцатисекундными импульсами каждую секунду.
Во время сварки TIG латуни прикладывайте минимальный нагрев, чтобы поддерживать сварочную ванну в рабочем состоянии. Снимите тепло с материала через несколько секунд, чтобы проверить бассейн. Это гарантирует, что вы не перегреете основной металл.
При сварке латуни методом TIG используйте сварочные стержни CuSn6, чтобы получить отличные результаты в цветовом сочетании.
Этапы сварки латуни методом TIG
- Вставьте острый вольфрамовый стержень в горелку. Убедитесь, что вы поместили его в середину металлического цилиндра. Дайте сварочному стержню выйти из наконечника горелки на четверть дюйма.
- Включите постоянный ток на сварочном аппарате и убедитесь, что вы установили правильные настройки в зависимости от вашего сварочного аппарата TIG.
- При правильной настройке включите резак, удерживая его наконечник на расстоянии одного дюйма над латунным соединением. Начинайте сварку с любого конца, держа горелку под углом 75 градусов. Держите горелку и заполняйте соединение, пока латунь не расплавится.
- После того, как вы закончите, дайте косяку остыть и не двигайте косяк, пока он не окрепнет. Защитите нагретую область под аргоном, чтобы она полностью остыла. Воздействие атмосферы на нагретую латунь может привести к пористости и повреждению сварного шва.
 instagram.com/p/CKQZXq5ssJd/?utm_source=ig_embed&utm_campaign=loading» data-instgrm-version=»14″>
instagram.com/p/CKQZXq5ssJd/?utm_source=ig_embed&utm_campaign=loading» data-instgrm-version=»14″>Посмотреть этот пост в Instagram
Пост, опубликованный Эриком Моррисом и компанией (@ericmorrisandcompany)
3. Сварка пламенем
Сварка пламенем — еще один метод, который можно использовать для сварки латуни. Для идеального соответствия цвета и прочности следует использовать присадочную проволоку CuZn39Sn. При использовании этого метода вы должны тщательно проверить влияние пламени на материал, чтобы знать количество избыточного кислорода, необходимого для сварки.
Сварка пламенем связана с тремя видами пламени. Если вы не хотите никакого химического воздействия на свое рабочее пространство, вам следует использовать нейтральное пламя. Вы можете использовать науглероживающее пламя, но оно не подходит для металлов, поглощающих углерод.
Лучше всего использовать окислительное пламя, так как оно несет больше тепла, чем нейтральное и науглероживающее пламя. Он лучше всего подходит для сварки цинка и меди, что делает его пригодным для сварки пламенем латуни.
Он лучше всего подходит для сварки цинка и меди, что делает его пригодным для сварки пламенем латуни.
Steps to Flame Weld Brass
- Откройте кислородные клапаны и газовые баллоны с ацетиленом, используя цилиндровые ключи. Убедитесь, что вы открываете его постепенно, так как если вы сделаете это сразу, это повредит регуляторы или вызовет аварию. Откройте шпиндели клапанов цилиндров только на один оборот.
- Теперь откройте регулирующий клапан топливного газа в нагнетательной трубке. Затем отрегулируйте регулятор, пока не достигнете надлежащего рабочего давления. Это обеспечивает удаление воздуха из шлангов перед началом процесса сварки.
- Подожгите газ с помощью подходящей зажигалки, удерживая ее под правильным углом к соплу. Избегайте использования жидких воспламенителей, так как они очень опасны.
- Регулируйте подачу газообразного ацетилена в нагнетательную трубку до тех пор, пока пламя не перестанет дымить. Как только пламя перестанет дымить, медленно увеличивайте подачу кислорода, медленно используя регулирующий клапан. Окончательное пламя должно иметь конус белого цвета с меньшим ацетиленовым помутнением. Это показывает, что паяльная трубка отрегулирована эффективно и готова к сварке пламенем.
- Теперь примените пламя к латунному сварному шву. Отрегулируйте пламя и осторожно перемещайте горелку по зоне сварки в равномерном темпе, чтобы получить высококачественные результаты. Удержание пламени очень близко к сварочному материалу в течение длительного времени приводит к образованию отверстий в сварочном материале. С другой стороны, если вы не сделаете достаточное количество пламени, изделие не расплавится.
- Перемещайте резак на короткие промежутки времени, чтобы быть уверенным в получении высококачественных результатов. Сосредоточьтесь на угле горелки и количестве пламени и отрегулируйте правильно.
- После сварки пламенем дайте латунному сварному шву остыть, чтобы получились прочные соединения.
 Окончательное пламя должно иметь конус белого цвета с меньшим ацетиленовым помутнением. Это показывает, что паяльная трубка отрегулирована эффективно и готова к сварке пламенем.
Окончательное пламя должно иметь конус белого цвета с меньшим ацетиленовым помутнением. Это показывает, что паяльная трубка отрегулирована эффективно и готова к сварке пламенем.Меры предосторожности и советы по технике безопасности при сварке латуни
- Носите защитные сапоги и перчатки для защиты от ожогов, так как цинк обычно брызгает. Вам также понадобится вытяжка дыма для защиты от токсичных газов, образующихся при сварке латуни.
- Если вы используете сварку латуни MIG или TIG, убедитесь, что у вас хорошая вентиляция и функция автоматического затемнения. Это необходимо, потому что два метода сварки используют яркие дуги, которые могут повредить ваше зрение.
- Выберите защитный газ, обеспечивающий достаточное покрытие и защищающий весь металл. Не отключайте подачу газа до тех пор, пока сварной шов не остынет. Это гарантирует, что ваш сварной шов не будет загрязнен, что приведет к растрескиванию.
- Удалите все источники возгорания из зоны сварки.
- Аккуратно обращайтесь с баллонами и используйте правильный тип газа.
- Используйте только шланг в идеальном состоянии и используйте подходящий газ для конкретного газа.
- Никогда не зажигайте фонари спичками, зажигалками или контрольными лампами.
 Вам также понадобится вытяжка дыма для защиты от токсичных газов, образующихся при сварке латуни.
Вам также понадобится вытяжка дыма для защиты от токсичных газов, образующихся при сварке латуни.Заключение
Методами TIG, MIG и газопламенной сварки можно получить качественные сварные швы латуни. Однако прежде чем приступить к работе, необходимо определить процентное содержание цинка в латунном материале. Это необходимо, так как цинк имеет более низкую температуру плавления, чем медь. Вы также должны избегать перегрева латуни во время сварки, чтобы избежать трещин и пористых сварных швов. Кроме того, выберите правильный защитный газ, поскольку латунь имеет тенденцию к растрескиванию или образованию пор при разделении сплавов.
Однако прежде чем приступить к работе, необходимо определить процентное содержание цинка в латунном материале. Это необходимо, так как цинк имеет более низкую температуру плавления, чем медь. Вы также должны избегать перегрева латуни во время сварки, чтобы избежать трещин и пористых сварных швов. Кроме того, выберите правильный защитный газ, поскольку латунь имеет тенденцию к растрескиванию или образованию пор при разделении сплавов.
Чтобы получить правильные результаты, подготовьте детали из латуни, очистив их наждачной бумагой или любым другим рекомендованным чистящим средством. Это делает их готовыми к сварке и образует прочные соединения. Используйте методы сварки TIG, MIG или пламенной сварки в зависимости от имеющихся у вас сварочных материалов или того, который вам удобнее использовать. После сварки дайте деталям остыть для более прочного соединения.
Примите надлежащие меры предосторожности, надев защитное снаряжение и обеспечив безопасность зоны сварки от всех опасностей возгорания.