Сварка разнородных сталей нержавеющей и обычной
Главная » Статьи » Сварка разнородных сталей нержавеющей и обычной
Особенности сварки разнородных сталей
- 04 января
- 64 просмотров
- 31 рейтинг
Оглавление: [скрыть]
- Нюансы сварочных работ
- Как осуществляется сварка разнородных сталей?
- С чем придется столкнуть при сварке разнородных сталей?
- Как производится сварка однородных по структуре материалов?
- Как сварить разнородные материалы?
Знать, как осуществляется сварка разнородных сталей, желательно, ведь наступают моменты, когда возникает необходимость проводить работу с материалами, которые имеют разные физические и механические свойства (например, сварка меди с другим металлом и т.п.). Эти моменты требуют соблюдения определенных технологий, кроме того, важно подбирать определенные электроды для сварки разнородных сталей.
Сварные конструкции из разнородных сталей при правильно выбранном типе сварочных материалов обладают высокими механическими свойствами.
Нюансы сварочных работ
В такой сфере выделяют свою классификацию, которой придерживаются, работая с разнородным материалом:
- может проводиться сварка высоколегированных сталей;
- проводимые работы с теплоустойчивыми материалами;
- правильное соединение углеродистых и низколегированных элементов.
Помимо того, подразумевается и современная качественная сварка легированных сталей (легирующих) и тех материалов, которые имеют высокую прочность.
Классификация основных видов сварки.
Сразу стоит отметить, что работа с отличительными по структуре материалами, будет отличаться от сварки с обыкновенными металлами. Дело в том, что в первом случае есть высокий риск ненадежности стыка. Трещины в основном появляются оттого, что два разных по структуре соединения не до конца подходят к друг другу и, соответственно, на стык будет оказано повышенное давление, он может потерять свою целостность. Так как сварка подразумевает под собой высокие температуры, то металл в любом случае будет изменять свою структуру, а если детали еще и разнородные, то тут потребуется и опыт, и сноровка, чтобы изделие получилось действительно качественным.
Так как соединение происходит при помощи такого рабочего элемента, как электрод, то его стоит подбирать в соответствии с ситуацией. Чтобы получить необходимое качество, вся работа должна происходить с задействованием того же инструмента, что и когда осуществляется сварка аустенитных сталей, так как такой электрод позволяет оптимально соединить не только легирующие поверхности, но и разнородные.
Вернуться к оглавлению
Вопрос экономии всегда был актуален, поэтому многие стараются находить пути решения такой проблемы. И вот именно комбинирование материалов позволяет создать изделие, при этом свести расходы дорогостоящих материалов к минимуму.
Последовательность наложения отдельных слоев при односторонней сварке двухслойных сталей.
Важно знать, что в таком процессе соединяются отдельные составляющие. Причем немаловажен тот факт, для чего и в каких условиях будет использовать готовое изделие. Если на него будет постоянно оказывать давление высокая температура, то без сварочных работ просто не обойтись. Ведь только сварка поможет придать стыку прочность и надежность. Вот тут как раз и встает вопрос о разности металлов.
Ведь только сварка поможет придать стыку прочность и надежность. Вот тут как раз и встает вопрос о разности металлов.
Почему это так важно? Дело в том, что тяжелые условия эксплуатации могут по-разному влиять на материал: температура плавления у них разная. Соответственно, если упустить этот момент, то готовое изделие получится некачественным. Именно поэтому настолько актуальна сварка разнородных сталей.
Но есть ряд проблем, с которыми можно столкнуться при таких работах, но которые играют не последнюю роль в качестве конечной детали:
- В первую очередь можно столкнуться с такой проблемой, как образование трещин на шве. В основном он получается на контуре стыка или в середине.
- Металлы имеют разную структуру, значит, под воздействием высокой температуры сварки могут образовываться прослойки. А для двухслойных стыков, являющихся более сложными соединениями, требуется своя технология. Это обусловлено тем, что чем сильнее замена структуры, тем ниже эксплуатационные свойства изделия, особенно это касается срока службы и пластичности.
 Поэтому такая деталь может в скором времени прийти в негодность.
Поэтому такая деталь может в скором времени прийти в негодность. - Важно подбирать такие металлы и сплавы, которые, получив единую структуру, будут иметь одинаковый уровень плавления (например, у меди и алюминия он различен). Только тогда деталь получится технологически правильной.
 Поэтому такая деталь может в скором времени прийти в негодность.
Поэтому такая деталь может в скором времени прийти в негодность.Чтобы работа получилась качественной, важно достигнуть структурно-однородной зоны сплавления, и только тогда деталь можно будет назвать огнестойкой.
Вернуться к оглавлению
Схема особенностей сварки высоколегированных сталей.
На самом деле проблема качества затрагивается не только в работе с разнородными материалами. Такой же вопрос становится при сварке биометаллов, неаустенитного металла, где присутствуют аустенитные стыки, а также в работе, когда нужно сделать наплавки из высоколегированной стали на легированные. Так как проблемы во всех случаях схожи, то все вышеперечисленные варианты принято относить в категорию сварки разнородных сталей.
Основная проблема такого процесса заключается в том, что каждый металл имеет свой индивидуальный коэффициент линейного расширения. Соответственно, когда происходит сварка, даже высокая температура не позволяет снизить напряженность. Именно этот момент обуславливает и еще одну проблему: зачастую в процессе сварки может произойти смена знака напряжения. Это влияет на напряжение сплавляемой зоны, значит, стык становится слабее, что, конечно, пагубно отразится на его качестве. Именно поэтому обычно разнородные стали не обрабатываются высокими температурами.
Соответственно, когда происходит сварка, даже высокая температура не позволяет снизить напряженность. Именно этот момент обуславливает и еще одну проблему: зачастую в процессе сварки может произойти смена знака напряжения. Это влияет на напряжение сплавляемой зоны, значит, стык становится слабее, что, конечно, пагубно отразится на его качестве. Именно поэтому обычно разнородные стали не обрабатываются высокими температурами.
Технология сварки таких сплавов заключается в том, чтобы по максимуму избежать образования трещинок на поверхности и внутри шва. При этом идет контроль над структурой металлов и их химическими составляющими. Если эти моменты соблюдаются, то коэффициент расширения будет на одном уровне, главное, структура будет сохранять свою однородность в месте плавления.
Вернуться к оглавлению
Состав проволок, предназначенных для сварки разнородных сталей.
Если в работе задействованы перлитные металлы, то при сварке необходимо использовать материалы, предназначенные для низколегированной стали. В таком варианте необходимо выбирать схему сварочных работ и температуру нагрева ту, которая приемлема для марки стали с наиболее высоким показателем легированности.
В таком варианте необходимо выбирать схему сварочных работ и температуру нагрева ту, которая приемлема для марки стали с наиболее высоким показателем легированности.
Если необходимо работать с мартенситными, хромистыми, ферритно-аустенитными и просто ферритными материалами, то используют расходные материалы из ферритно-аустенитного класса. Это позволит создать стык без прослоек и трещин, при этом будет иметь место мелкая структурная сетка. В такой сварке используется рабочая температура в пределах 700-750 градусов.
Специалисты рекомендуют использовать в сварочных работах с такими сталями и сплавами, материалы из соотношения Cr/Ni.
Когда показатель будет превышать единицу, то в работу включают аустенитно-ферритные материалы, чтобы снизить риск возникновения трещин. В случае когда показатель меньше, средства выбираются для аустенитной и аустенитно-карбитной стали, чтобы была возможность сохранить однородность структуры.
Вернуться к оглавлению
Следует знать, что если работать с ферритной и аустенитно-ферритной, перлитной и мартенситной, а также высокохромистой сталью, следует быть аккуратным, так как в таком процессе достаточно часто возникают такие проблемы, как холодные трещины и прослойки.
Чтобы повысить качество шва, нужно пользоваться перлитными электродами, которые применяются в ручной сварке. Как альтернативный вариант подойдет и проволока под флюсом. Только в таком случае шов получится пластичным и будет долговечным, так как в нем будет минимум хрома. Рабочая температура такая же, как и в высоколегированных сталях.
Обычно в работе с такими сплавами и металлами термообработка не применяется. А ведь это пагубно влияет на долговечность, поэтому лучше все же обрабатывать, но на минимальном показателе, который не допустит образования прослоек.
На самом деле работа с разными металлами достаточно сложна, поэтому, если есть необходимость сварить важную деталь, лучше потренироваться на ненужных деталях, а уже затем приступать к основной работе.
expertsvarki.ru
Сварка разнородных металлов: нержавеющая и обычная углеродистая сталь
Сварка разнородных металлов – один из самых сложных видов сварки, требующий особенных навыков и знаний. Необходимо точно знать, какой присадочный материал подойдет для создания прочного шва без трещин и ухудшения свойств металлов. Если вы точно знаете состав металлов, то, пользуясь специальной литературой, сможете подобрать присадочный материал, который даст отличный результат.
Необходимо точно знать, какой присадочный материал подойдет для создания прочного шва без трещин и ухудшения свойств металлов. Если вы точно знаете состав металлов, то, пользуясь специальной литературой, сможете подобрать присадочный материал, который даст отличный результат.
Сварка разнородных металлов используется для того, чтобы придать какой-либо детали механизма свойства двух металлов, при этом сэкономив на более дорогом из них. Например, одна часть изделия в процессе эксплуатации постоянно находится во влажной среде или под воздействием агрессивных сред, с которыми справится только высоколегированный дорогостоящий металл. В этом случае одна часть изделия будет высоколегированной, а другая может быть низколегированной. Часто такой комбинацией является нержавеющая и обычная углеродистая сталь.
Как выбрать присадочный материал?
При сварке любых разнородных металлов в качестве присадочного материала используется самый высоколегированный из них. Это позволит не нарушить структуру шва, ведь к нему предъявляются такие же требования, как и к нержавеющей стали – устойчивость к трещинам, коррозии, окислению. При этом необходимо учитывать разновидность нержавеющей стали и подбирать соответствующий присадочный металл. Для сварки обычной нержавеющей стали применяются металлы с высоким содержанием хрома и никеля. Это объясняется тем, что в процессе сварки обычная углеродистая сталь разрушает хром и никель в сплаве и шов становится хрупким. При сварке с нержавеющей сталью типа Cr используются любые типы нержавеющей стали – выбор зависит от требований, которые будут предъявляться к детали. Здесь стоит отметить, что присадочный материал из аустенитной нержавеющей стали дает хороший ровный шов, но при высоких температурах неустойчив в структуре, тогда как присадочный материал из Cr-нержавеющей стали отлично переносит высокие температуры.
При этом необходимо учитывать разновидность нержавеющей стали и подбирать соответствующий присадочный металл. Для сварки обычной нержавеющей стали применяются металлы с высоким содержанием хрома и никеля. Это объясняется тем, что в процессе сварки обычная углеродистая сталь разрушает хром и никель в сплаве и шов становится хрупким. При сварке с нержавеющей сталью типа Cr используются любые типы нержавеющей стали – выбор зависит от требований, которые будут предъявляться к детали. Здесь стоит отметить, что присадочный материал из аустенитной нержавеющей стали дает хороший ровный шов, но при высоких температурах неустойчив в структуре, тогда как присадочный материал из Cr-нержавеющей стали отлично переносит высокие температуры.
Технология сварки
Перед началом сварки сталь должна пройти термическую обработку. Предварительный нагрев позволяет получить шов более однородной структуры: при этом сталь прогревается до начала работы до температуры около 600 градусов Цельсия, после чего, уже по ходу сварки, температура поддерживается периодическим нагреванием. После окончания сварки также необходима термическая обработка изделия (то есть закаливание) во избежание замедленного образования трещин.
После окончания сварки также необходима термическая обработка изделия (то есть закаливание) во избежание замедленного образования трещин.
Для получения одной детали из обычной углеродистой стали и высоколегированной нержавеющей стали применяют в основном два типа сварки – сварку с переменным (TIG) и постоянным (MIG) током; также используют дуговую сварку металлическим электродом и FCW-сварку.
weldingmaterials.ru
Как сварить нержавейку с черной сталью
О сварке однородных металлов сказано много, и, по большому счету, все сложности состоят непосредственно в технике выполнения работ. Но как сварить нержавейку с черным металлом? Здесь нужно подойти к вопросу куда более тщательно, начиная с подбора электродов. Сварка разнородных металлов всегда считалась особо трудоемкой операцией.
Как сварить нержавейку с обычной сталью
Данный тип сварки имеет ряд специфических особенностей, которые следует учитывать в работе:
- Теплопроводность нержавейки в несколько раз ниже, чем обычной черной стали. Для того чтобы сварной шов получился идеально ровным и не имел разрывов, необходимо несколько уменьшить силу тока относительно привычных показателей.
- Нержавейка имеет значительно больший коэффициент сопротивляемости к постоянному току, нежели черная сталь. По этой причине использование электродов с высоколегированной сталью чревато перегревом последних. Для предотвращения любых негативных последствий рекомендуется использовать электроды не более 350 мм в длину.
- При проведении сварки и после осуществления работ необходимо учитывать высокий коэффициент расширения. То есть, если сварке подвергаются детали большой толщины, следует оставить значительный зазор между ними. В противном случае после проведения всех необходимых работ возможно возникновение крупных трещин, что не может соответствовать качественному изделию.
- Сварка разнородных металлов имеет побочный эффект в виде повышения восприимчивости получаемого изделия к коррозии. Для этого эффекта даже существует специальный научный термин – межкристаллитная коррозия. Справиться с ней можно множествами способом, а вызывается она обычно несоблюдением температурного режима.
 Для того чтобы сварной шов получился идеально ровным и не имел разрывов, необходимо несколько уменьшить силу тока относительно привычных показателей.
Для того чтобы сварной шов получился идеально ровным и не имел разрывов, необходимо несколько уменьшить силу тока относительно привычных показателей. Справиться с ней можно множествами способом, а вызывается она обычно несоблюдением температурного режима.
Справиться с ней можно множествами способом, а вызывается она обычно несоблюдением температурного режима.Как сварить нержавейку с черным металлом
Для охлаждения сварного шва используют обычную воду, особенно в тех случаях, когда сварка осуществляется со сплавами хрома и никеля. Сварить нержавейку с черным металлом можно различными способами. Наиболее распространены три вида:
- Аргонная сварка. В данном случае используется нержавеющая проволока.
- Вольфрамовые электроды.
- Покрытые электроды.
Использование среды инертных газов (зачастую используют аргон) позволяет создать качественное соединение. В противном случае шов при соприкосновении с воздушной средой может стать чрезвычайно хрупким. Как сварить нержавейку с обычной сталью с помощью аргона? Главным условием здесь является использование не только особого оборудования, но и вольфрамовых электродов.
Все, что нужно для сварки, в одном месте
Для осуществления сварки однородных или разнородных материалов любыми способами вам понадобятся специальные приспособления и расходные материалы. Найти все необходимое для вашей работы в любом количестве по самым лучшим ценам вы можете прямо на нашем сайте. Мы работаем только с лучшими поставщиками и гарантируем высокое качество предлагаемой продукции.
Найти все необходимое для вашей работы в любом количестве по самым лучшим ценам вы можете прямо на нашем сайте. Мы работаем только с лучшими поставщиками и гарантируем высокое качество предлагаемой продукции.
weldingmaterials.ru
Как приварить нержавейку к обычному металлу — Ковка, сварка, кузнечное дело
Соединение деталей изготовленных из однородных металлов в плане применения электродов не вызывает особых вопросов. Однако при сваривании деталей из неоднородных металлов к вопросу подбора марки электрода для создания качественных соединений необходимо подходить более осторожно и внимательно. Например, сварщикам часто приходится решать вопрос, как приварить нержавейку к обычному металлу и обеспечить при этом качественный надежный шов.
Особенности сварки нержавеющей стали к обычному металлу
- Сваривание нержавеющей и черной стали всегда сопряжено с нюансами. При выполнении данной работы для качественного шва необходимо применять всегда нержавеющую присадку, которая в обязательном порядке должна содержать намного больше марганца и никеля, в некоторых случаях и хрома, чем в самой свариваемой нержавейке.
- Одним из самых важных моментов – это наличие минимального количества в шве основного металла. Шов должен состоять из присадки – максимально допустимое количество основного металла 40%, то есть по 20% от каждого. При полуавтоматической сварке реально добиться 20-30% смешения (доля в шве основного металла).
- Примерно так же необходимо поступать и при подборе штучного электрода, но в каждом отдельном случае важно точно знать химическое содержание обеих сталей, по которому следует подбирать присадку.

Разнородные металлы и сплавы характеризуются неодинаковой свариваемостью, отличием физико-механических показателей и процессов легирования. К такой группе чаще всего относят сплавы с никелевым и железоникелевым составом. Их можно разделить на четыре категории:
- высоколегированные;
- легированные с повышенными и высокими показателями по прочности;
- низколегированные и углеродистые;
- теплоустойчивые.
Конечно же, применяемые для сваривания разнородных сталей электроды отличаются от электродов, которые используются для сваривания однородных металлов. Главной проблемой, с которой приходится сталкиваться сварщикам при сваривании разнородных сталей, заключается в том, что в сварном шве образуются трещины, и его структура приобретает неоднородность. Для получения шва с аустенитной структурой, при сваривании разнородных металлов часто применяются электроды, которые предназначаются для сваривания высоколегированных сталей и легированных сплавов с повышенными и высокими показателями по прочности.
Главной проблемой, с которой приходится сталкиваться сварщикам при сваривании разнородных сталей, заключается в том, что в сварном шве образуются трещины, и его структура приобретает неоднородность. Для получения шва с аустенитной структурой, при сваривании разнородных металлов часто применяются электроды, которые предназначаются для сваривания высоколегированных сталей и легированных сплавов с повышенными и высокими показателями по прочности.
Видео, можно ли варить нержавейку обычным электродом
Иногда, как показывает практика, допустимо варить нержавку ржавеющим электродом. Подробности здесь.
Марки электродов применяемые для сваривания обычного металла с другими сталями (для разнородных сталей, подробнее здесь) :
- с теплоустойчивыми сталями применяются электроды типа Э50А-Э85;
- с аустенитными высоколегированными сталями применяются электроды ЭА-395/9, а также НИАТ-5;
- с жаропрочными высоколегированными сталями применяются электроды ОЗЛ-25Б;
- для сплавов с никелевой основой применяются электроды ОЗЛ-25Б и ЦТ-28.

kovka-svarka.net
современные технологии, виды и способы
Вопросы, рассмотренные в материале:
- Кто и когда создал нержавеющую сталь
- Какая существует технология сварки нержавеющей стали
- Какие есть режимы и способы сварки нержавеющей стали
- Какие необходимы оборудование и расходные материалы для сварки нержавеющей стали
- Как выполняется сварка изделий из нержавеющей стали с другими металлами
- Какие ошибки чаще всего допускают во время сварки нержавеющей стали
Согласно существующей классификации металлов нержавеющая сталь является высоколегированной, особо устойчивой к разрушению и коррозии. Потребитель видит в этом огромное преимущество, а сварщик – сложность в обработке. На сегодняшний день сварка трубопроводов из нержавеющей стали и сварка тонколистовой нержавеющей стали очень востребованы. Для профессионала выполнение этих работ не должно составлять никакого труда. Разберем подробнее, что такое сварка нержавеющей стали.
Потребитель видит в этом огромное преимущество, а сварщик – сложность в обработке. На сегодняшний день сварка трубопроводов из нержавеющей стали и сварка тонколистовой нержавеющей стали очень востребованы. Для профессионала выполнение этих работ не должно составлять никакого труда. Разберем подробнее, что такое сварка нержавеющей стали.
История нержавеющей стали
Своим появлением нержавеющая сталь обязана английскому металлургу Гарри Бреарли, который в 1913 году работал над совершенствованием оружейных стволов и отметил, что хром, добавленный в состав низкоуглеродистой стали, резко повышает ее антикоррозийные свойства.
Основными элементами любой нержавеющей стали являются железо, хром и углерод. Количество хрома в составе варьируется в пределах 11–30 %. Высокая устойчивость стали к коррозии обеспечивается хромом, добавленным в количестве не менее 12 %. Именно благодаря ему при взаимодействии с кислородом, находящимся в атмосфере, на стали образуется оксидная пленка, представляющая собой очень тонкий слой оксида хрома. Атомы этого оксида по размеру схожи с атомами хрома, что дает им возможность плотно примыкать друг к другу и образовывать устойчивый к любым воздействиям слой, имеющий толщину нескольких частиц.
Атомы этого оксида по размеру схожи с атомами хрома, что дает им возможность плотно примыкать друг к другу и образовывать устойчивый к любым воздействиям слой, имеющий толщину нескольких частиц.
При деформации поверхности нержавеющей стали – порезах или царапинах, наблюдается разрушение оксидной пленки. Но сразу происходит образование новых оксидов, восстанавливающих поверхность и защищающих ее от коррозии. Если сравнить атомы железа и его оксида, можно заметить их совершенно разный размер. Это не позволяет создать на поверхности металла ровный, крепкий слой. Он получается рыхлым и тонким. Соответственно, железо быстро ржавеет.
Помимо железа, хрома и углерода, в состав современных нержавеющих сталей входят и иные элементы. Повышается коррозионная стойкость и улучшаются другие физико-механические свойства нержавеющей стали при добавлении никеля, молибдена или ниобия. Никель значительно снижает тепло- и электропроводность стали.
Современные технологии значительно расширили область применения нержавеющей стали, затронув практически все сферы жизни человека. Из наиболее популярных хромоникелевых аустенитных сталей изготавливаются крепежные детали в виде болтов и гаек. Эти сплавы применяются в производстве монет.
Из наиболее популярных хромоникелевых аустенитных сталей изготавливаются крепежные детали в виде болтов и гаек. Эти сплавы применяются в производстве монет.
Аустенитные стали не требуют особой обработки и легко поддаются сварке. Химическая промышленность сделала востребованными ферритные сплавы. Благодаря своей устойчивости к негативному воздействию высокой температуры и различных химических составов, в том числе и кислот, они идеально подходят для изготовления больших резервуаров, необходимых в химическом производстве.
Технология сварки нержавеющей стали
Сварка нержавеющей стали – процесс, требующий серьезного подхода. Даже небольшое отступление от разработанной технологии грозит отрицательным результатом. Все требования к технике и способам сварки нержавеющей стали продиктованы ее химическим составом и физическими свойствами.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для промышленной или бытовой сварки профильной и листовой нержавеющей стали необходимо правильно выбрать способ работы. Здесь все зависит от вида металла. Нержавеющую сталь профессионалы квалифицируют на:
Здесь все зависит от вида металла. Нержавеющую сталь профессионалы квалифицируют на:
- аустенитную;
- мартенситную;
- ферритную.
На эффективность процесса сварки нержавеющей стали оказывают влияние многие факторы.
Особенности сварки нержавеющей стали:
1. Теплопроводность данного материала гораздо ниже, чем у низкоуглеродистой стали. Разница может варьироваться в пределах от 50 % до 100 % в зависимости от марки материала. При проведении сварки нержавеющей стали необходимо обязательно учитывать этот момент, чтобы не допустить прожога металла в месте выполнения сварочного шва. Оптимальным будет выбор режима пониженного на 17–20 % тока.
2. Нержавейку отличает повышенное электрическое сопротивление. Именно этим объясняется значительная скорость сгорания электрода, вызванная быстрым и сильным его нагревом. Оптимальным решением будет выбор хромоникелевых электродов.
3. У нержавеющей стали высокое значение коэффициента линейного расширения. Поэтому при сваривании деталей из нержавеющей стали, особенно значительной толщины, должен быть выдержан некоторый зазор, обеспечивающий нужную усадку шва. Невыполнение данного условия грозит появлением трещин.
Поэтому при сваривании деталей из нержавеющей стали, особенно значительной толщины, должен быть выдержан некоторый зазор, обеспечивающий нужную усадку шва. Невыполнение данного условия грозит появлением трещин.
4. Неправильно выбранный режим термообработки аустенитной хромоникелевой нержавеющей стали может спровоцировать потерю ее антикоррозийных свойств, связанную с образованием карбида железа и хрома. Исправить ситуацию можно быстрым охлаждением сварочного шва холодной водой. Однако такой способ значительно снижает стойкость к коррозии.
VT-metall предлагает услуги:
5. В разных условиях температура сварки нержавеющей стали варьируется от +600 до +1200 °С.
Широкий ассортимент современного сварочного оборудования дает возможность проводить сварку нержавеющей стали как в промышленном масштабе, так и в бытовых условиях.
Подготовительный этап к сварке нержавеющей стали идентичен аналогичным процедурам с другими металлами. Но некоторые моменты все же требуют особого внимания:
- Металлическая щетка поможет быстро и эффективно зачистить до блеска кромки соединяемых сваркой деталей.
- Подходящий растворитель, ацетон или авиационный бензин поможет обезжирить поверхности. Такой подход снижает пористость шва, а также повышает устойчивость дуги.

Режимов и способов сварки нержавеющей стали
- аргонодуговую, с режимом DC/AC TIG и вольфрамовым электродом;
- сварку с режимом ММА и покрытым электродом;
- аргоновую полуавтоматическую, с режимом MIG и нержавеющей проволокой;
- холодную, осуществляемую под давлением, без плавления поверхности;
- шовную и точечную контактную;
- при помощи лазерного луча.
Аргонодуговой сварочный аппарат имеет свои неоспоримые преимущества. Он обеспечивает защиту сварочной ванны аргоном, не допускает соприкосновения металла и воздуха, дает возможность получения качественного сварочного шва. Неплавящиеся вольфрамовые электроды, в свою очередь, не допускают разбрызгивания металла, что способствует получению ровного и прочного шва. Не менее важно и то, что такой вид сварки нержавеющей стали может быть применен в тех случаях, когда сварочные брызги нежелательны.
Не менее важно и то, что такой вид сварки нержавеющей стали может быть применен в тех случаях, когда сварочные брызги нежелательны.
Аргон не позволяет воздуху и содержащимся в нем газам попасть в сварочную ванну во время расплавления металла. Он тяжелее воздуха и не входит в реакцию с расплавляемым металлом. Такие свойства обеспечивают наилучшую и самую доступную защиту сварочного шва. Профессионалы признают преимущества аргонодуговой сварки, отлично проваривающей шов стали и дающей повышенный провар на корне шва независимо от толщины металла.
Аргонодуговая сварка нержавеющей стали инвертором в режиме DC/AC TIG
Если материал для сварки выбран очень тонкий, а требования к качеству предъявлены высокие, то предпочтительнее будет применить метод TIG. Вольфрамовый электрод в инертном газе оптимально подходит для сварки нержавеющих труб, используемых при транспортировке газа или жидкости под давлением.
Сварка нержавеющей стали в среде аргона проводится под действием переменного или постоянного тока прямой полярности.
При работе старайтесь исключить колебательные движения электродом, чтобы не нарушить защиту области сварки и не допустить окисления металла на шве. Оборотную сторону шва от воздуха защищает поддув аргона. Стоит отметить, что нержавеющая сталь – не слишком требовательная к защите оборотной стороны, как, к примеру, титан.
Важно прослеживать, чтобы вольфрам не попадал в сварочную ванну. С этой целью оптимально применение бесконтактного поджога дуги или зажигание ее сначала на пластине из графита или угля с последующим переносом на основной металл.
Чтобы концентрация хрома на внешних участках оставалась постоянной и не уменьшалась, сварочный шов охлаждают водой. Чтобы уменьшить расход вольфрамового электрода, не следует по окончании сварки сразу выключать защитный газ. Сделайте это на 10–15 секунд позже.
К бесспорным преимуществам данного вида сварки нержавеющей стали можно отнести:
- выполнение высококачественных швов;
- возможность визуального наблюдения за ходом работы;
- отсутствие разбрызгивания металла;
- возможность выполнения сварки в любой плоскости;
- защита сварного шва от попадания шлака.
Ручная дуговая сварка нержавеющей стали покрытыми электродами (режим ММА)
В ручной дуговой сварке используются покрытые электроды, что обеспечивает шву достойное качество. Когда к сварному соединению не предъявляется каких-либо отдельных требований, то этот способ будет самым оптимальным.
Электроды, которые применяются при сварке нержавеющей стали, должны соответствовать ГОСТу 10052-75 «Электроды, покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами».
Зная марку нержавеющей стали для сварки, с помощью ГОСТа легко выбрать нужные для работы электроды. Они в обязательном порядке должны обеспечивать высокий уровень основных эксплуатационных параметров сварных соединений – коррозионной стойкости, механических свойств, при необходимости жаростойкости и т. п. Выбор электродов для сварки нержавеющей стали должен быть ориентирован на требования к конструкции, указанные в ее документации.
В работе обычно применяется ток обратной полярности. Профессионалы стремятся как можно меньше проплавить шов, используя в работе электроды с небольшим диаметром и минимум тепловой энергии. Стоит отметить, что для сварочных работ с обычной сталью требуется ток, сила которого на 15–20 % выше, чем для работ с нержавейкой.
Высокое электрическое сопротивление и низкая теплопроводность электродов ограничивают применение токов высокого значения.
Для сохранения коррозионных свойств сварочного шва необходимо его быстро охладить. Достичь этого можно путем обдувания воздухом или применением медных прокладок. Для хромоникелевых аустенитных сталей допустимо использование холодной воды.
Преимуществ у данного метода несколько:
- Мобильность, возможность выполнять работы в любых положениях, а также в труднодоступных местах.
- Широкая номенклатура электродов. Это дает возможность соединять самые разнообразные металлы. При этом на перенастройку оборудования затрачивается очень мало времени.
Аргоновая полуавтоматическая сварка нержавеющей стали в режиме MIG/MAG с применением нержавеющей проволоки
Одним из способов сварки, применяемой как в масштабе тяжелой промышленности, так и в бытовых условиях, является полуавтоматическая MIG/MAG сварка. Процесс несколько легче TIG сварки, доступен для быстрого обучения. Как и любая работа, MIG сварка имеет свои особенности, которые должны быть учтены на практике.
Процесс несколько легче TIG сварки, доступен для быстрого обучения. Как и любая работа, MIG сварка имеет свои особенности, которые должны быть учтены на практике.
Существуют некоторые нюансы, характерные для полуавтоматической MIG/MAG сварки, которым необходимо уделить отдельное внимание. Сварщик обязан знать базовые основы сварки, совершенствоваться в работе, узнавать и понимать детали, чтобы в дальнейшем использовать их в работе и получать результаты высокого качества.
Суть полуавтоматической MIG/MAG сварки заключается в соединении нескольких металлических деталей в одно целое при помощи расплавленной ванны, образующей связь в процессе охлаждения и затвердевания. Концепцию такого типа сварки можно назвать простой. Однако несоблюдение технических требований и условий приведут к негативному результату – низкому качеству сварочного шва, что станет дефектом изделия.
Для полуавтоматической MIG/MAG сварки применяются защитные газы GMAW, сокращение от Gas Metal Arc Welding. Кроме полуавтоматического, работа может выполняться в автоматическом режиме сварки нержавеющей стали. В таком случае электродная проволока и защитный газ непрерывно подаются в сварочную горелку, а затем в область ведения сварки. Защитный газ оберегает место сварки от негативного внешнего воздействия. Наименование MIG происходит от Metal Inert Gas – сварка в инертном газе, а MAG – от Metal Active Gas – сварка в активном газе.
Кроме полуавтоматического, работа может выполняться в автоматическом режиме сварки нержавеющей стали. В таком случае электродная проволока и защитный газ непрерывно подаются в сварочную горелку, а затем в область ведения сварки. Защитный газ оберегает место сварки от негативного внешнего воздействия. Наименование MIG происходит от Metal Inert Gas – сварка в инертном газе, а MAG – от Metal Active Gas – сварка в активном газе.
Основными преимуществами данного вида сварки являются:
- высокая скорость сварки;
- доступность быстрого обучения работе;
- возможность выполнения длинных сварных швов, отсутствие необходимости останавливать процесс или заново запаливать дугу;
- сварочный шов после проведения работ не требует очистки.
Другие современные способы сварки нержавеющей стали
- Холодная сварка нержавеющей стали без плавления под давлением.
В данной технологии плавление материала в зоне соединения не предусмотрено. Совмещение стальных деталей производится на уровне кристаллических решеток. Будет ли давление оказываться на обе заготовки или одну определяется конфигурацией частей и получаемым соединением. Любопытно этот процесс смотрится на видео, когда две стальные заготовки будто бы вдавливают друг в друга.
Совмещение стальных деталей производится на уровне кристаллических решеток. Будет ли давление оказываться на обе заготовки или одну определяется конфигурацией частей и получаемым соединением. Любопытно этот процесс смотрится на видео, когда две стальные заготовки будто бы вдавливают друг в друга.
- Шовная и точечная контактная сварка нержавеющей стали.
Существует две технологии выполнения такой сварки: точечная и роликовая. Такой метод позволяет соединять тонкие пласты нержавеющей стали, которые имеют толщину не больше 2 мм. Оборудование применяется такое же, как и для обычной сварки.
- Лазерная сварка нержавеющей стали.
Этот метод сварки нержавеющей стали потрясающе смотрится и имеет целый ряд серьезных преимуществ. Сталь в зоне соединения не теряет своей прочности даже при высоком температурном воздействии, быстро охлаждается, трещины не появляются, зерна, образующиеся в структуре металла, имеют минимальный размер. Технология лазерной сварки и необходимое оборудование широко применяются в самых разных промышленных сферах: автомобилестроении, тракторостроении, при монтаже различных коммуникаций и т. д.
Технология лазерной сварки и необходимое оборудование широко применяются в самых разных промышленных сферах: автомобилестроении, тракторостроении, при монтаже различных коммуникаций и т. д.
Оборудование и расходные материалы для сварки нержавеющей стали
Стандартный комплект, состоящий из инвертора, осциллятора и баллона с аргоном, дополненный горелкой и набором шлангов и проводов, прекрасно подойдет в качестве сварочного аппарата для сварки тонкой нержавеющей стали, для работы в ручном режиме.
В качестве расходных материалов будут выступать аргон и присадочная проволока. Важно, чтобы состав присадки и свариваемого материала был одинаковым. Обычно разнообразные изделия изготавливают из нержавеющей стали, имеющей марку 304. Оптимальным присадочным материалом для нее станет пруток для сварки нержавеющих сталей, имеющий марку Y308.
Аргон – не единственный защитный газ, применяемый в сварочных работах такого типа. Однако он считается основным, поэтому процесс сварки и называют аргонодуговым.
Расход аргона – серьезный показатель в расчете себестоимости проведения сварочных работ. Он напрямую зависит от вида металла, свариваемого по технологии TIG. К примеру, при соединении алюминиевых стыков требуется около 20 л/мин, а титановых – 50 л/мин. На сварку нержавейки понадобится 8 л/мин аргона. Установка газовой линзы, оснащенной специальной сеточкой, позволит снизить объемы расходуемого аргона и усилит износостойкость сварочной ванны.
Линза подбирается для каждого сопла горелки по размеру, с соответствующим номером от 4 до 10. Чем выше номер, тем сильнее защитные свойства линзы. Следует учитывать, что для работы в труднодоступных местах лучше подойдут более компактные линзы. Отмечено, что благодаря установке на горелки газовых линз неплавящиеся вольфрамовые электроды выдвигаются на 10 мм дальше. Для аргоновой сварки нержавеющей стали оптимально подходит универсальный вид вольфрамовых электродов. Диаметр тугоплавкого стержня выбирают, ориентируясь на толщину свариваемых заготовок.
При толщине детали из нержавеющей стали до 1,6 мм диаметр вольфрамового электрода должен быть не менее 1 мм, а сила тока – 50 А. Если свариваемый материал большей толщины, то сила тока требуется до 50 А, а диаметр вольфрамового стержня не менее 1,6 мм.
Особенности сварки изделий из нержавеющей стали с другими металлами
Современный человек использует в своей жизни все больше инструментов, вещей, средств, которые со временем при износе или поломке требуют применения сварки. Однако очень многие металлы могут быть успешно сварены только после дополнительной подготовки.
1. Сварка нержавеющей стали с титаном.
Каждый способ сварки нержавеющей стали подразумевает свои требования ко всем элементам конструкции, включая подготовку самих деталей, их кромок, определение нужного размера шва и т. п. Все параметры утверждены и регламентированы ГОСТом. Особые требования предусмотрены для сварочных работ со сталью и титаном. Рассмотрим, что именно предусмотрено нормативными актами в этом случае и какие требования следует соблюдать в работе.
Самой главной задачей в подготовке сварочных работ стали и титана является правильный выбор материала, метода и режима сварки. Оптимальный режим позволит либо предотвратить, либо резко подавить образование хрупких интерметаллических фаз, негативно влияющих на получение качественного результата работы.
Обычным способом соединить титан и сталь невозможно. Просто сваривать эти два металла друг с другом бесполезно. Здесь нужно применять аргон в совокупности с вольфрамовым электродом. Значительно реже, но все еще применяют сварку при помощи специальных промежуточных вставок. Такой способ достаточно трудоемок, но всегда дает хорошие результаты. В качестве вставок можно использовать технический талан, имеющий давление 700 Мпа, и термообрабатываемую бронзу.
2. Сварка нержавеющей стали с алюминием.
Надежным способом профессионалы считают сварку алюминия и стали через биметалл. Биметаллом является материал, структуру которого составляют несколько слоев различных металлов.
Изготавливается он одновременным прокатом через валы. Между слоями происходит диффузия молекул. Для алюминирования применяется прерывный и непрерывный методы. Металл помещается во флюс, затем обсушивается и обрабатывается реакционным газом. В этом случае он приобретает чистую и слегка пористую поверхность.
Деталь погружается в горячий алюминиевый расплав, полностью там прогревается и удерживается некоторое время для проникновения алюминия в пористую структуру поверхности. Затем ее вынимают из ванны. За счет закупорки в поверхности части расплавленного металла и получается прочное соединение. Такой электролитический метод сварки нержавеющей стали признан наиболее затратным и энергоемким.
Примерная инструкция по сварке алюминия со сталью следующая: взять по бруску алюминия, биметалла, состоящего из алюминия и нужной стали, а также самой стали. Все поверхности нуждаются в обработке и обезжиривании.
Первый шаг – соединение алюминия с алюминиевой подложкой биметалла. Необходимо следить за процессом, чтобы не допустить перегрева. Оптимальным решением будет использование хорошего полуавтомата сварки MIG. Проволоку выбирайте также алюминиевую. Это обеспечит большую скорость и возможность регулирования глубины проваривания.
Необходимо следить за процессом, чтобы не допустить перегрева. Оптимальным решением будет использование хорошего полуавтомата сварки MIG. Проволоку выбирайте также алюминиевую. Это обеспечит большую скорость и возможность регулирования глубины проваривания.
Остальная часть пластины приваривается непосредственно к стали. Здесь должна использоваться специальная проволока. Следует учитывать роль алюминия в отводе тепла. Нельзя допускать его перегрева, чтобы не спровоцировать появление экзотермической реакции со сталью, вызывающей образование на стыке металлов очень хрупкого соединения FeAl3.
3. Сварка жаропрочной нержавеющей стали.
Самой большой неприятностью при выполнении работ с жаропрочной сталью становятся появляющиеся микро- и макротрещины. Чтобы этого избежать, необходимо исследовать каждый материал, и выяснить оптимальную температуру для сварки. При этом нужно учитывать склонность материалов к коррозии и воздействию других негативных факторов.
Определять тенденцию образования трещин на металле лучше всего проведением натуральных испытаний. Качественная сварка жаропрочной стали подразумевает достижение в швах и соединениях механических свойств, максимально приближенных к основному материалу.
Качественная сварка жаропрочной стали подразумевает достижение в швах и соединениях механических свойств, максимально приближенных к основному материалу.
Обязательным условием проведения качественных работ считается предварительная закалка жаростойких сплавов. Процесс заключается в воздействии на каждую деталь температуры +1100 °С с последующим охлаждением.
Применение термообработки металла после его закалки способствует значительному упрочнению стали. Следует понимать, что качество сварки по паяному шву напрямую зависит от химического состава припоя.
4. Сварка черной и нержавеющей стали.
Разный химический состав стали приводит к появлению своих особенностей сварки:
- Следует учитывать теплопроводность материалов, чтобы не получилось так, что один из них недостаточно проплавился.
- Различие коэффициентов линейного расширения. В наиболее слабом месте сварочного соединения, в области сплавления, даже после завершения термообработки могут оставаться напряжения.
- Сталь, достаточно насыщенная углеродом, может отдавать его металлу шва, что значительно снижает антикоррозийные свойства нержавейки.
Единого подхода к сварке нержавеющей стали, дающего отличный результат во всех случаях, не существует. Это обусловлено великим многообразием видов соединений металла, их разным составом.
Качественные результаты гарантированы при работе с материалом, имеющим хорошую свариваемость, и соблюдении рекомендаций профессионалов. На практике чаще всего используются два метода сварки нержавеющей стали с низкоуглеродистыми и низколегированными материалами:
- Для заполнения шва используются электроды из более легированной стали или имеющие никелевую основу.
- Вначале при помощи легированных электродов из черной стали наплавляется кромка, затем делается плакированный слой. Процесс завершается свариванием электродами нержавеющей кромки.
5. Сварка разнородных сталей.
Для сварных соединений разнородных сталей характерен ряд специфических особенностей. Основное затруднение при работе с такими сталями в конструкции, долго работающей под воздействием высоких температур, вызывает образование в области соединения структурной неоднородности, способной привести к изменению свойств металлов и преждевременному разрушению конструкции.
Основное затруднение при работе с такими сталями в конструкции, долго работающей под воздействием высоких температур, вызывает образование в области соединения структурной неоднородности, способной привести к изменению свойств металлов и преждевременному разрушению конструкции.
Неоднородность не будет образовываться при высоком содержании никеля в составе аустенитного материала. Никель – дорогой и дефицитный материал, который нужно применять с осторожностью, чтобы не спровоцировать появление горячих трещин в сварочных швах.
Для получения результата высокого качества при соединении аустенитной стали с неаустенитной металл шва должен иметь повышенное содержание никеля, чтобы предупредить структурную неоднородность в зоне сплава. Но тот же никель негативно влияет на металл. Поэтому следует рассчитывать оптимальное его содержание, учитывая факторы, влияющие на появление в зоне сварки структурной неоднородности.
6. Сварка пищевой нержавеющей стали.
Для сварки нержавеющей стали, используемой в пищевой промышленности, оптимально подходят электроды ЦЛ-11. Они позволяют проводить сварочные работы в любом пространственном положении, применять обратно полярный ток. Этим объясняется их востребованность у профессиональных сварщиков.
Они позволяют проводить сварочные работы в любом пространственном положении, применять обратно полярный ток. Этим объясняется их востребованность у профессиональных сварщиков.
До начала работы электроды прокаливают. Стоит внимательно относиться к этому этапу, от этого зависит качество выполняемой работы. Время прокаливания – 1,5 часа. Электроды отличает высокое качество металла шва, малое разбрызгивание и устойчивое горение дуги. Большая популярность сварочных электродов при работе с пищевой нержавейкой обеспечивается и отличным удалением шлаков.
8 часто допускаемых ошибок во время сварки нержавеющей стали
В процессе сварочных работ могут допускаться ошибки, некоторые из них значительно влияют на конечный результат.
Качество работы определяется множеством факторов, которые требуют постоянного внимания – классность оборудования, металла, расходных материалов, ход сварочного процесса и т. д. Несоблюдение одного из этих параметров неизбежно приведет к ошибкам в сварочных работах.
1. Использовать устаревшее сварочное оборудование и методы недопустимо. Современные технологии наполнены инновациями, которые помогают снизить энергопотребление, увеличить скорость сварки, сократить время на подготовку до сварки и быстро обучить оператора работать на новом оборудовании.
2. Если в работе используется слишком слабая или рассчитанная на очень высокие силы тока сварочная горелка, то это вызовет лишние расходы.
3. Довольно распространенной ошибкой является неправильное хранение сварочного материала под негативным воздействием влаги, пыли и т. п. Рекомендуется выбирать сухие, чистые помещения, без резких перепадов температуры.
4. Ошибкой будет неправильный выбор температуры подогрева или температуры металла во время начала сварки нержавеющей стали. Материал должен быть предварительно нагрет до достижения определенной температуры.
5. Несвоевременное профилактическое обслуживание сварочного оборудования может привести к сбоям в его работе. Также необходима своевременная замена расходных материалов и запасных частей сварочной горелки.
Также необходима своевременная замена расходных материалов и запасных частей сварочной горелки.
6. Несоответствие применяемого защитного газа негативно отразится на результате работы.
7. К низкому результату приводит отсутствие обучения сотрудников и приобретение дешевых, некачественных сварочных материалов.
8. Неправильно подготовленный сварочный шов при эксплуатации конструкции может спровоцировать серьезные проблемы.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
#TITLE# || KOBELCO — KOBE STEEL, LTD. —
Предыдущая страница Следующая страница
4. Рекомендуемые сваркаприсадочные материалы для одинаковых сварных швов
(1) Рекомендуемые сваркаприсадочные материалы для нержавеющей мартенситной и ферритной стали
Сваркаприсадочные материалы с химическим составом в основном идентичны материалам из основных металлов (См. Таблицу 5)
Сваркаприсадочные материалы типа 309 также можно использовать для хромовой нержавеющей стали. Однако в этом случае требуется осторожность в связи с риском возникновения термической усталости в термоциклах, т.к. коэффициенты теплового расширения основного металла и металла шва различны
(2) Рекомендуемые сваркаприсадочные материалы для нержавеющей аустенитной стали
- ①
- Сваркаприсадочные материалы с химическим составом в основном идентичны материалам из основных металлов (См. Таблицу 6)
- ②
- Когда порошковая проволока применяется для сварки конструкции, состоящей из аустенитной нержавеющей стали марки SUS304 (AISI 304) или SUS316 (AISI 316) для температуры 500℃ и выше, рекомендуется использовать специальную проволоку для для высоких температур
- ③
- Малоуглеродистые сваркаприсадочные материалы можно использовать для таких типов нержавеющей обычной углеродистой стали, как SUS304 (AISI 304) и SUS316 (AISI
316). Не рекомендуется использовать в среде, где требуется жаропрочность (ползучестойкость)
- ④
- Такие типы малоуглеродистой нержавеющей стали, как SUS304L (AISI 304L) и SUS316L (AISI 316L) содержат не более 0.03% углерода, в то время как соответствующие сваркаприсадочные материалы содержат не более 0.04% углерода в соответствии с принятыми стандартами. В этой связи, когда одинаковое содержание углерода требуется как для металла швов, так и для основного металла, рекомендуется использоватьсваркаприсадочные материалы с пониженным содержанием углерода
 Не рекомендуется использовать в среде, где требуется жаропрочность (ползучестойкость)
Не рекомендуется использовать в среде, где требуется жаропрочность (ползучестойкость)Сварочные материалы для нержавеющей стали (только на английском)
Краткий справочник по сварочным материалам для нержавеющих сталей и никелевых сплавов
Сварочные материалы для дуплексной нержавеющей стали
5. Рекомендуемые сваркаприсадочные материалы для разнородных сварных соединений
Сварка двух типов стали с различным химическим содержанием называется сваркой разнородных металлов. Данный тип сварки предусматривает выбор сваркаприсадочных материалов с учётом трещиноустойчивости, коррозиоустойчивости и прочностных свойств в зависимости от комбинации основных металлов
Данный тип сварки предусматривает выбор сваркаприсадочных материалов с учётом трещиноустойчивости, коррозиоустойчивости и прочностных свойств в зависимости от комбинации основных металлов
В Таблице 7 представлены распространённые сваркаприсадочные материалы, используемые для сварки разнородных металлов. Такие сваркаприсадочные материалы рекомендуется использовать для поддержания прочностных свойств хотя бы одного металла в соединении.
Ниже представлены дополнительные комментарии к Таблице 7.
- ①
- В сварке углеродистой стали с аустенитной нержавеющей сталью обычно используются сваркаприсадочные материалы типа 309 с повышенными хромом и никелем. Это вызвано тем, что при использовании сваркаприсадочных материалов типа 308 хром и никельмогут быть разжижены основным металлом углеродистой стали, что приведёт к формированию мартенситной структуры на базе металла шва (хрупкая структура)
- ②
- В сварке углеродистой стали с аустенитной нержавеющей сталью, в связи с различными коэффициентами теплового расширения обоих металлов, рекомендуется использовать сваркаприсадочные материалы инконельного типа с высоким содержанием
никеля со средним коэффициентом теплового расширения. В этом случае сварная деталь подвергается интенсивному термоциклу.
- ③
- В сварке углеродистой стали с нержавеющей Cr-сталью могут использоваться сваркаприсадочные материалылюбого типа нержавеющей Cr-стали, аустенитной нержавеющей стали и высокопрочной Ni-стали, причём каждая категория материалов имеет собственные преимущества и недостатки. Материалы нержавеющей Cr-стали пригодны в случае интенсивных термоциклов или Ni−чувствительной коррозионной среды. При этом во избежание замедленного трещинообразования рекомендуются предварительный нагрев и термическая обработка после сварки.
Материалы аустенитной нержавеющей стали характеризуются высокой свариваемостью, но при этом вызывают термостресс в среде, где сварная деталь подвергается интенсивному термоциклу. Материалы высокопрочной Ni-стали дорогостоящие и подвержены трещинам. Вместе с тем, в связи с длительной выдержкой при интенсивных термоциклах, они пригодны для сварных деталей в ситуации, когда затруднительна термическая обработка после сварки и имеются интенсивные термоциклы. - ④
- Во время сварки разнородных металлов не рекомендуется использовать дуговую сварку под флюсом с повышенным коэффициентом разбавления
- ⑤
- Когда во время сварки разнородных металлов применяются MIG and TIG-сварки, рекомендуется минимизировать поступление в углеродистую сталь
 В этом случае сварная деталь подвергается интенсивному термоциклу.
В этом случае сварная деталь подвергается интенсивному термоциклу.
Здесь можно найти СПРАВОЧНИК СВАРКИ KOBELCO
6. Подогрев и послесварочный отжиг
(1) Сварка идентичных металлов
В Таблице 4 — 8 представлены надлежащие условия подогрева и послесварочного отжига для сварки основных металлов с идентичным химическим составом. При контроле за сварочным процессом ключевым моментом является контроль за температурой, особенно при использовании ферритной и мартенситной нержавеющей стали (также известна как нержавеющая Cr-сталь). Контроль за температурой в ходе подогрева и послесварочного отжига во многом определяет результаты сварки
Ниже объяснены положения ①~⑤ Таблицы 8.
① Защита от замедленного трещинообразования
Замедленное трещинообразование случается после того, как сварная деталь охлаждена до температуры окружающей среды. Выделяются 3 основные причины: диффундирующий водород в металле шва, затвердение металла шва и зоны термического влияния , а также совместное сдерживание.
Подогрев и отжиг для снятия напряжений эффективны при защите от замедленного трещинообразования. В связи с тем, что
в ходе подогрева снижается скорость охлаждения сварной детали, замедляется затвердение металла шва и зоны термического влияния, и ускоряется процесс выхода диффундирующего водорода. Замедленное трещинообразование свойственно сварной детали скорее из нержавеющей Cr-стали, чем из нержавеющей аустенитной стали, т.к. деталь из аустенитной стали затвердевает в прямой зависимости от скорости охлаждения, а растворённый водород не становится диффундирующим.
Следовательно, подогрев не рекомендуется при сварке нержавеющей аустенитной стали, иначе возникнет риск снижения коррозионной стойкости.
② Гомогенизация
Гомогенизация, осуществляемая в основном на сварных деталях из нержавеющей аустенитной стали, применяется во время сварки при температуре 1000~1150℃ в течение 2 мин. и более на 1 мм толщины плиты, после чего наступает быстрое охлаждение. Охлаждение должно пройти как можно скорее при температуре 500~800℃ во избежание образования карбида хрома. Во время сварки при температуре 1000~1150℃ карбид хрома, сигма-фаза и ферриты в металле шва разъединяются в матрице. С помощью гомогенизации возможно усиление коррозионной стойкости, вязкости и прочности, а также удаление внутренних напряжений, вызванных процессом сварки
③ Отжиг для снятия напряжений (SR)
SR предусматривает защиту от замедленного трещинообразования в сварных деталях из нержавеющей Cr-стали и повышение прочностных свойств. В то же время для сварных деталей из нержавеющей аустенитной стали основной задачей становится защита от трещинообразования от коррозии под напряжением. Однако применение SR во многом наносит вред, когда важна коррозионная стойкость или ускоряется образование сигмы-фазы, как в случае с металлом-швом типа 347 или 316. Следовательно, использование SR в случае со сварными деталями из нержавеющей аустенитной стали должно проводиться только после определения марки стали, анализа условий сварки и на основании предыдущего опыта.
Однако применение SR во многом наносит вред, когда важна коррозионная стойкость или ускоряется образование сигмы-фазы, как в случае с металлом-швом типа 347 или 316. Следовательно, использование SR в случае со сварными деталями из нержавеющей аустенитной стали должно проводиться только после определения марки стали, анализа условий сварки и на основании предыдущего опыта.
④ Горячие трещины
Трещины в сварной детали из нержавеющей Cr-стали могут возникнуть при температуре окружающей среды и называются замедленными разрушенями. Трещины металла шва из нержавеющей аустенитной стали и высокого никелевого сплава в большинстве случаев могут возникнуть сразу же после
затвердевания и называются горячими трещинами. Во избежание их возникновения, сваркаприсадочные материалы для нержавеющей аустенитной стали общего типа изготавливают с пониженным (до нескольких процентов) содержанием ферритических структур аустенитной матрицы в составе металла шва. Для измерения процентного содержания ферритических структур в металле шва используются несколько методов: диаграммы металлографической структуры, измерительные приборы и микроскоп. В отличие от трещин на сварных деталях из нержавеющей Cr-стали, трещин на сварных деталях из нержавеющей аустенитной стали нельзя избежать с помощью подогрева и послесварочной термообработки. Для этого необходимо выбрать подходящий сваркапосадочный материал с пониженным содержанием примесей и правильный тип сварки
В отличие от трещин на сварных деталях из нержавеющей Cr-стали, трещин на сварных деталях из нержавеющей аустенитной стали нельзя избежать с помощью подогрева и послесварочной термообработки. Для этого необходимо выбрать подходящий сваркапосадочный материал с пониженным содержанием примесей и правильный тип сварки
⑤ Коррозионная стойкость зоны термического влияния
Нержавеющая аустенитная сталь производится с целью демонстрации уникальной коррозионной стойкости посредством гомогенизации. Однако в ходе сварки коррозионная стойкость зоны термического влияния снижается до уровня зоны с неизменённой структурой основного металла, т.к. карбиды ускоряются в зоне термического влияния. Эта зона ускорения карбидов называется зоной коррозии сварного шва, образующейся в ходе подогрева при сварке 500~800℃. В результате карбиды хрома ускоряются и понижают количество хрома в матрице, эффективного в усилении коррозионной стойкости. Следовательно, коррозионная стойкость зоны термического влияния разрушается. Хотя имеются случаи, когда коррозия сварного шва не наносила никакого вреда в повседневном использовании, некоторые меры защиты всё же рекомендуются, когда сварочная деталь используется в среде с межзеренной коррозией или возникает трещинообразование от коррозии под напряжением.
Хотя имеются случаи, когда коррозия сварного шва не наносила никакого вреда в повседневном использовании, некоторые меры защиты всё же рекомендуются, когда сварочная деталь используется в среде с межзеренной коррозией или возникает трещинообразование от коррозии под напряжением.
Существуют следующие превентивные меры против коррозии сварного шва :
- (a)
- Гомогенизация при температуре 1000~1150℃ после окончания сварки — чтобы расщепить карбиды хрома.
- (b)
- Превентивное ускорение карбидов хрома с помощью малоуглеродистой нержавеющей стали марки SUS304L (AISI 304L) или SUS316L (AISI 316L), или стабильной нержавеющей стали марки SUS321 (AISI 321) или SUS347 (AISI 347).
- (c)
- Переплавить поверхность HAZ с помощью TIG-сварки с минимальной погонной энергией
(2) Сварка разнородных металлов
Температура подогрева сварки разнородных металлов — высокая температура подогрева между двумя основными металлами определяется стандартно. Примеры таких температур подогрева представлены в Таблице 9. Требуется соблюдение мер предосторожности, т.к. слишком высокая температура во время сварки разнородных металлов может привести к превышению проплава и нарушению химического состава металла шва. Использование сваркапосадочных материалов для нержавеющей аустенитной стали приводит к снижению температуры подогрева во избежание коррозии сварного шва. Однако низкие температуры подогрева могут ослабить защиту от затвердевания зоны термического влияния
Примеры таких температур подогрева представлены в Таблице 9. Требуется соблюдение мер предосторожности, т.к. слишком высокая температура во время сварки разнородных металлов может привести к превышению проплава и нарушению химического состава металла шва. Использование сваркапосадочных материалов для нержавеющей аустенитной стали приводит к снижению температуры подогрева во избежание коррозии сварного шва. Однако низкие температуры подогрева могут ослабить защиту от затвердевания зоны термического влияния
Примеры температур термической обработки после сварки (PWHT) разнородных металлов представлены в Таблице 10. Поскольку PWHT сварного шва разнородных металлов по-разному затрагивает оба основных металла и металл шва, рекомендуется тщательно изучить условия проведения PWHT и даже необходимость в ней.
Если для проведения термической обработки после сварки (PWHT) разнородных металлов выбирается средняя или высокая температура в сравнении с подходящей PWHT-температурой для каждого основного металла, она может превысить температуру превращения основного металла, чья PWHT-температура ниже (обычно это металл с менее легирующими элементами). Это может привести к полному изменению свойств металла. Следовательно, необходимо заранее определить PWHT-температуру.
Это может привести к полному изменению свойств металла. Следовательно, необходимо заранее определить PWHT-температуру.
Комбинация ферритных и аустенитных типов стали, наблюдаемая в месте сварного шва мягкой и нержавеющей аустенитной стали даёт возможность определить низкую PWHT-температуру из списка рекомендуемых температур для ферритной стали. Низкая температура необходима для минимизации перемещения углерода на поверхности контакта между свариваемыми деталями. Надо также знать, что эти PWHT-температуры наблюдаются там, где нержавеющая аустенитная сталь ускоряет карбиды и сигма-фазы.
1.Свойства нержавеющей стали2.Разные типы нержавеющей стали3.Физические свойства нержавеющей стали 7.Сварка плакированной нержавеющей стали8.Ключевые моменты сварочного процесса для нержавеющей стали
Верх страницы
Сварка нержавеющей стали (нержавейки) методы и особенности доступным языком
0
На сумму:
0 р.
Сварка нержавеющей стали имеет свои отличительные особенности. Из нашей статьи вы за несколько минут узнаете много полезной информации об этом процессе. В одном месте мы собрали основные данные о методах сварки и важных нюансах при проведении работ. Читайте и применяйте полученные знания на практике. Магазин сварочного оборудования Тиберис всегда с удовольствием делится с вами секретами и рад помочь дельным советом.
Содержание
- Нержавеющая сталь – что это за материал
- Где используются различные виды нержавеющей стали
- Какими методами сваривают нержавейку
- Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
- Каким должно быть качественное оборудование для сварки нержавеющей стали
- Обработка изделий перед сваркой – что и как надо делать
- Как обрабатывают изделия из нержавейки после сварки
- Особенности сварки нержавейки с другими материалами
- Выводы
Нержавеющая сталь – что это за материал
Во все времена, главным врагом изделий из железа была ржавчина. Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Но чуть более века назад, людям удалось найти отличное средство от ржавчины. В 1913 году английский исследователь Гарри Брайрли создал первую в мире (по официально признанной версии) нержавеющую сталь. Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Нержавеющая сталь обладает ярко выраженными антикоррозионными свойствами. Эти характеристики нержавейка приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.
Существует 3 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) Это – самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности.
- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства.
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали.

Каждая из этих групп содержит в себе десятки и даже сотни марок нержавеющих сталей, которые могут значительно отличаться по своим свойствам. Например, хромистые стали с минимально допустимым (12-14%) содержанием хрома массово используются при изготовлении клапанов в агрегатах и производстве обычной кухонной утвари. В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
Кроме того, нержавеющие стали различают по физической структуре. Среди множества видов, наиболее известны ферритные, аустенитные и мартенситные стали.
Где используются различные виды нержавеющей стали
Сфера применения нержавеющей стали затрагивает буквально все стороны жизни человека. Наиболее популярные хромоникелевые аутенситные стали массово идут на изготовление крепежных деталей (болтов и гаек). Из этих сплавов часто делают монеты, например, украинские 1,2 и 5 копеек. Аутенситы достаточно просто поддаются термической обработке, в том числе и сварке.
Ферритные сплавы нашли широко применение в химической промышленности. Высокая стойкость к воздействию многих видов кислот и большой температуры позволяет использовать такие виды стали для изготовления огромных резервуаров на химических предприятиях. Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Мартенситные стали получили широкое распространение в производстве инструментов. Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Какими методами сваривают нержавейку
Сварка нержавеющей стали может производиться различными способами. Но наиболее часто используют 3 основные технологии:
- Ручной дуговой сваркой плавящимися электродами (MMA). Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматической сваркой проволокой в среде защитного газа (MIG/MAG), для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварку неплавящимися электродами в среде инертного газа (TIG), чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления. .
 .
.Кроме того, сварка нержавейки может проводиться и менее распространенными способами. К ним относятся:
- Точечная и роликовая сварка.
- Плазменная сварка.
- Лазерная сварка.
Но, использование этих технологий ограничивается высокой стоимостью и сложностью процесса. Поэтому их применяют исключительно при необходимости сварки деталей, требующей высокой точности или при обработке трудносвариваемых материалов.
Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
Сварка нержавейки имеет свои нюансы, которые определяются свойствами этого материала:
- Присутствие в составе стали хрома. Этот металл под воздействием высокой температуры реагирует с углеродом, образуя карбид хрома, тем самым снижается прочность сварного соединения. Поэтому место сварки быстро охлаждают (иногда даже обычной водой).
- Пониженная теплопроводность. В связи с чем, силу тока сварки необходимо снизить на 15-20% по сравнению с процессом обработки обычной стали.
- Повышенный коэффициент расширения металла. Поэтому необходимо постоянно следить за величиной зазора между свариваемыми деталями.
- Большое электрическое сопротивление. По этой причине электроды с хромоникелевыми стержнями имеют ограниченную (до 350 мм) длину.

Эти четыре основные особенности сварки нержавейки необходимо всегда учитывать, приступая к работе. Только выполняя указанные выше условия, можно добиться качественных результатов. В противном случае – образование дефектов вам гарантировано.
Каким должно быть качественное оборудование и материалы для сварки нержавеющей стали
Выбор оборудования для сварки нержавейки нужно делать, ориентируясь на особенности этого материала.
Лучше всего использовать электроды для сварки, изготовленные из той же марки нержавеющей стали, что и свариваемые изделия. Тогда процесс расплавления металла происходит равномерно, обеспечивая качественный результат.
При сварке проволокой также необходимо подбирать ее, исходя из материала свариваемых заготовок. Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Обработка изделий перед сваркой – что и как надо делать
Обработка изделий из нержавеющей стали перед сваркой выполняется в следующем порядке:
- Очищается поверхность изделия от грязи. Для этого обычно используют стальную щетку.
- Производится обработка растворителем (уайт-спиритом, специальной жидкостью или ацетоном). Отсутствие жира на поверхности детали увеличивает устойчивость дуги.
- Свариваемая поверхность обрабатывается средством от налипания брызг. В результате после сварки необходимость механической обработки поверхности попросту отпадает.
Единственное существенное отличие подготовки изделий из нержавеющей стали состоит в необходимости наличия зазора между кромками деталей. Он обеспечивает свободную усадку.
Он обеспечивает свободную усадку.
Как обрабатывают изделия из нержавейки после сварки
Нержавеющая сталь после сварки подлежит обязательной дополнительной обработке. Игнорирование этого правила может очень быстро привести к негативным последствиям: появлению коррозии и уменьшению прочности изделия.
Предварительная обработка после сварки может выполняться такими методами:
- Механическая зачистка сварного шва. Эта операция, главным образом, предназначена для улучшения внешнего вида изделия. Производится жесткими стальными щетками.
- Пескоструйная обработка. Преследует те же цели. После ее проведения шов выглядит еще красивее.
- Шлифование. Позволяет добиться идеально ровной поверхности шва.
Но все эти способы предварительной обработки влияют лишь на внешний вид изделия. Чтобы качественно защитить место сварки от разрушения, нужны более действенные методы – пассивация и травление.
Травление – это обработка места сварки химически активными веществами (кислотами или специальными жидкостями). Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Пассивация – это нанесение на место сварки спецсредства, под действием которого на поверхности металла образуется защитная пленка из оксида хрома.
Только после проведения химической обработки место сварки способно надежно противостоять коррозии.
Особенности сварки нержавейки с другими материалами
Главная опасность, которая имеется при сварке нержавеющей стали с другими материалами, таится в их смешивании. В результате, свойства разнородного сварного шва могут резко ухудшиться. Шов становится твердым и хрупким, в нем образуются трещины.
Чтобы избежать такого развития событий, необходимо:
- Использовать в качестве присадки высоколегированные или созданные на основе никеля сплавы.
- Обязательно прокаливать электроды перед сваркой и тщательно очищать поверхности изделий.
- Не подогревать место сварки перед началом работ.
- Применять электроды, предназначенные для сварки высоколегированной стали.

В сварном шве желательно добиться как можно меньшего наличия основного металла (расплавленным при сварке частичкам исходных изделий). Его составляющая не должна превышать 40% от общей массы. Остальное – электроды или присадочная проволока, в зависимости от типа сварки.
Выводы
Сварка нержавеющей стали хоть и представляет собой довольно сложный процесс, но может осуществляться качественно даже в домашних условиях.
Для позитивного результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
Все эти пункты легко реализуются при наличии желания. А специалисты магазина Тиберис всегда готовы предложить свою помощь по выбору наиболее подходящего сварочного оборудования. Обращайтесь – с нами сварочные работы проводить намного легче и эффективнее.
Спасибо за подписку!
Сварка нержавейки: особенности материала, преимущества, характеристики
Основные данные по нержавеющей сталиКакая сталь является нержавеющей?
Нержавеющая сталь — родовое название для множества различных сталей, используемых, прежде всего, из-за их свойства — коррозионной стойкости. Ключевой элемент, объединяющий все виды сталей, — определенный минимальный процент (по массе) содержания хрома: 12%. Хотя другие элементы, особенно никель и молибден, добавляются, чтобы улучшить коррозионную стойкость, хром всегда является определяющим фактором.
Что вызывает коррозию?
Коррозия — естественное явление, поскольку природа стремится комбинировать (объединять) другие элементы, которые человек произвел в чистом виде для собственного использования. В естественном виде железо встречается в виде железной руды. Чистое железо поэтому неустойчиво и стремится «ржаветь»; что означает соединяться с кислородом в присутствии воды. На протяжении всего Железного Века, который начался приблизительно 1000 до н.э., использовался чугун и ковкий чугун; чугун с высоким содержанием углерода и различными нерафинированными примесями. Производство стали не начиналось вплоть до 19-го столетия. В настоящее время, большинство производимой в мире стали, — это углеродистая сталь, которая может быть определена как сплав с малым содержанием углерода в сочетании с хорошо очищенным железом. Несмотря на различные примеси, нержавеющая сталь все еще обладает свойствами стали, в противовес никелевым сплавам, которые в действительности являются сплавами ряда различных металлов, железная руда – лишь одна из их числа. Даже высоколегированные марки нержавеющей стали, марка 316, содержат минимум 62% железа.
На протяжении всего Железного Века, который начался приблизительно 1000 до н.э., использовался чугун и ковкий чугун; чугун с высоким содержанием углерода и различными нерафинированными примесями. Производство стали не начиналось вплоть до 19-го столетия. В настоящее время, большинство производимой в мире стали, — это углеродистая сталь, которая может быть определена как сплав с малым содержанием углерода в сочетании с хорошо очищенным железом. Несмотря на различные примеси, нержавеющая сталь все еще обладает свойствами стали, в противовес никелевым сплавам, которые в действительности являются сплавами ряда различных металлов, железная руда – лишь одна из их числа. Даже высоколегированные марки нержавеющей стали, марка 316, содержат минимум 62% железа.
Углеродистые стали без какого-либо предохранения формируют покрытие в виде ржавчины, которая в некотором смысле сохраняет остальную часть стали. Так, постоянное удаление ржавчины подвергает новый слой стали ржавлению. Это называется обычной коррозией. Различные покрытия будут препятствовать процессу образования ржавчины, в особенности покраска, покрытие с цинком (оцинкованная сталь), и эпоксидные смолы / полимеры. Другой всесторонний способ уменьшить коррозию состоит в том, чтобы поместить ингибиторы коррозии в растворы, которые бы при других обстоятельствах заставили железо корродировать.
Различные покрытия будут препятствовать процессу образования ржавчины, в особенности покраска, покрытие с цинком (оцинкованная сталь), и эпоксидные смолы / полимеры. Другой всесторонний способ уменьшить коррозию состоит в том, чтобы поместить ингибиторы коррозии в растворы, которые бы при других обстоятельствах заставили железо корродировать.
Уникальное преимущество нержавеющей стали.
В многочисленных областях применения, нержавеющая сталь конкурирует с углеродистыми сталями, имеющими защитные покрытия, а также и с другими металлами, например, алюминием, латунью и бронзой. Успех нержавеющей стали заключается в том, что она имеет одно большое преимущество. Хром, содержащийся в нержавеющей стали, имеет большое сходство с кислородом, и формирует на поверхности стали на молекулярном уровне пленку / тонкий слой оксида хрома. Этот тонкий слой характеризуется как пассивный, вязкий и самовозобновляющийся. «Пассивный» означает, что он не взаимодействует с и не влияет на другие материалы; «вязкий» означает, что он пристает к слою стали и не переносится в другое место; «самовозобновление» означает, что в случае повреждения или безосновательного удаления большее количество хрома со стали будет подвержено воздействию воздуха и образуется больше оксида хрома. Это означает, что нож из нержавеющей стали, использующийся уже на протяжении длительного времени, может быть буквально изношен ежедневным использованием и в результате заострения заточным станком, но все-таки останется нержавеющим. Люки и крышки, применяемые в водоочистных установках и в химической промышленности, повсеместно производятся как из оцинкованной стали, так и из нержавеющей стали. При нормальном использовании оцинкованная сталь может сохранять свои свойства на протяжении многих лет без появления признаков коррозии, но и в этих случаях преимуществ у нее будет немного, если не считать эстетические свойства. Устойчивость против коррозии необходима, когда оцинкованное покрытие подвергается постоянному износу, например, цепями, которые перемещаются по нему, или когда его постоянно заливают сверхкоррозийные химические препараты.
Это означает, что нож из нержавеющей стали, использующийся уже на протяжении длительного времени, может быть буквально изношен ежедневным использованием и в результате заострения заточным станком, но все-таки останется нержавеющим. Люки и крышки, применяемые в водоочистных установках и в химической промышленности, повсеместно производятся как из оцинкованной стали, так и из нержавеющей стали. При нормальном использовании оцинкованная сталь может сохранять свои свойства на протяжении многих лет без появления признаков коррозии, но и в этих случаях преимуществ у нее будет немного, если не считать эстетические свойства. Устойчивость против коррозии необходима, когда оцинкованное покрытие подвергается постоянному износу, например, цепями, которые перемещаются по нему, или когда его постоянно заливают сверхкоррозийные химические препараты.
Это приводит к выводу, что производство с использованием нержавеющей стали всегда будет более дорогим, чем с использованием обычной стали, не только из-за более высокой цены нержавеющей стали, но также и потому, что ее труднее обработать механически. Однако именно издержки за срок службы делают нержавеющую сталь столь привлекающей внимание, как в отношении более длительного срока службы / эксплуатации, меньших расходов по хозяйственно-техническому обслуживанию, так и относительно показателей при выводе из эксплуатации по истечении срока службы.
Однако именно издержки за срок службы делают нержавеющую сталь столь привлекающей внимание, как в отношении более длительного срока службы / эксплуатации, меньших расходов по хозяйственно-техническому обслуживанию, так и относительно показателей при выводе из эксплуатации по истечении срока службы.
Характеристики продукции.
Использованию именно нержавеющей стали может быть отдано предпочтение по сравнению с другими материалами по ряду причин не только из-за коррозионной стойкости:
- Эстетические качества: можно полировать атласом или зеркальной полировкой;
- «Сухая коррозия» возникает при более высоких температурах, когда сталь окисляется. Нержавеющая сталь обладает более стойкими свойствами против этого процесса, чем обыкновенная углеродистая сталь и марка 310 (25% хрома и 20 % никеля), специально предназначенные для использования при высоких температурах;
- Не загрязнение жидкостей, потому что нет никакого покрытия, которое нужно разрушить и растворить;
- Экономия массы / удельного веса: т. к. могут использоваться более тонкие сегменты/части и технически более прогрессивные проектируемые конструкции со сниженной себестоимостью на фундаменты и вес платформы.
- Многие антикоррозионные покрытия могут стать причиной возникновения пожара, или сами материалы имеют низкую температуру плавления.
 к. могут использоваться более тонкие сегменты/части и технически более прогрессивные проектируемые конструкции со сниженной себестоимостью на фундаменты и вес платформы.
к. могут использоваться более тонкие сегменты/части и технически более прогрессивные проектируемые конструкции со сниженной себестоимостью на фундаменты и вес платформы.Области применения.
Каждодневное использование нержавеющей стали – это ножевые изделия (ножи, ножницы и т.д.) и столовые приборы. Очень дешевые ножевые изделия и столовые приборы производят из марок 409 и 430 НС, для производства высококачественных изделий применяются марки 410 и 420 (для ножей) и марка 304 (18/8 нержавеющая, 18% хрома 8 % никеля) для ложек и вилок. Используются различные марки, поскольку 410/420 могут подвергаться закалке или отпуску для того, чтобы лезвия имели заостренный край, тогда как с более податливой маркой 18/8 нержавеющей стали легче работать и поэтому она больше подходит для предметов, которые должны подвергнуться многочисленным формообразованиям, полировке и шлифовальным процессам.
Наибольшее применение НС находит при производстве продовольственных товаров и их хранении. Наиболее используемыми марками являются 304 и 316. Типичные области применения включают: маслодельни, хранение молока и консервирование ветчины, хранение замороженной и соленой рыбы. Если марка 304 используется при нормальных температурах и кислотных концентрациях, то марка 316 используются при более жёстких внешних условиях. Например, марка 304 используется при производстве сыра, но при производстве соленой ветчины используется марка 316. Для малых концентраций фосфорической (фосфорной) кислоты (один из элементов «Колы») используются марка 304, но при более высоких температурах и концентрациях – 316. Машины для нарезки пищевых продуктов ломтиками производятся из марок 420 и 440.Очень часто при производстве продовольственных товаров НС используется не потому, что сами товары являются коррозийными, а потому, что использование НС обеспечивает более быструю и эффективную зачистку. Например, при производстве мороженого необходимо использование марки 316 для того, чтобы применять системы с сильной противобактериологической очисткой и споласкиванием. Одним из сильнейших преимуществ НС является то, что она не придает специфического вкуса продуктам при взаимодействии с ними.
Например, при производстве мороженого необходимо использование марки 316 для того, чтобы применять системы с сильной противобактериологической очисткой и споласкиванием. Одним из сильнейших преимуществ НС является то, что она не придает специфического вкуса продуктам при взаимодействии с ними.
Подкачка и локализация масел, газов и кислот создают большой рынок для нержавеющих резервуаров, труб, насосов и клапанов. Хранение разбавленной азотной кислоты стало одним из первых успешных достижений для марки 18/8 нержавеющей стали, поскольку она могла использоваться для более тонких сегментов и была более устойчивой, чем другие материалы. Были разработаны специальные марки НС для большей коррозионной стойкости. Они используются на опреснительных установках, очистных станциях, на нефтяных вышках, портовых крепях и гребных винтах судов.
Архитектура — растущий рынок. Используется для плакировки современных зданий. Когда началось использование железобетона, полагалось, что используемая углеродистая сталь не будет ржаветь, так как цемент, очевидно полученный из известняка, является щелочным. Однако постоянное использование гравия с содержанием солей при возведении мостов может изменить pH-баланс на кислый и, таким образом, вызвать ржавление стали, которая расширяется и приводит к растрескиванию бетона. Арматурный стержень из нержавеющей стали, хотя первоначально и дорогостоящий, оказывается минимально изношенным за срок эксплуатации. Малые расходы по хозяйственно-техническому обслуживанию обеспечивают повышение спроса на НС на рынке общественного транспорта, при изготовлении компостеров и мебели для улиц.
Однако постоянное использование гравия с содержанием солей при возведении мостов может изменить pH-баланс на кислый и, таким образом, вызвать ржавление стали, которая расширяется и приводит к растрескиванию бетона. Арматурный стержень из нержавеющей стали, хотя первоначально и дорогостоящий, оказывается минимально изношенным за срок эксплуатации. Малые расходы по хозяйственно-техническому обслуживанию обеспечивают повышение спроса на НС на рынке общественного транспорта, при изготовлении компостеров и мебели для улиц.
Атомная индустрия использует большие объемы НС, зачастую с низким содержанием кобальта, как для локализации энергии, так и для локализации излучений. Сооружаются специальные вентиляционные шахты, которыми пользуются в чрезвычайных ситуациях, чтобы плотно закрыть / блокировать заводы в течение многих лет, если это необходимо. Использование НС в паровых и газовых турбинах объясняется наличием таких характеристик, как сопротивление коррозии и термостойкость.
Особенно часто чистая расплавленная НС используется для изготовления медицинских капиллярных трубочек с радием, вводимых в живую ткань для лечения злокачественной опухоли, а также для изготовления искусственных ребер. Огромное количество медицинского оборудования– например, ортопедические кровати, кабины и устройства для проведения осмотра стандартно изготавливаются из НС благодаря ее гигиеническим и легко очистительным свойствам. Фармацевтические компании используют НС для производства воронок и унитазов и при приготовлении кремов и растворов.
Автомобильные отрасли промышленности увеличивают использование НС, прежде всего, для выхлопных систем (марка 409) и каталитических конвертеров, но также и для строительных целей.
НС обычно подразделяют на пять групп, в зависимости от определенного количества легирующих элементов, которые определяют микроструктуру сплава.
Аустенитная НС
Аустенитная НС — наиболее свариваемая марка НС и грубо может быть разделена на три группы: обычная хромо-никелевая (300 видов), марганцево-хромо-никеле-азотистая (200 видов) и специальные сплавы. Аустенитная группа НС – самая известная и используется для многочисленных промышленных и потребительских нужд, например, на химических заводах, электростанциях, для производства пищевого оборудования и оборудования для маслоделен.
Аустенитная группа НС – самая известная и используется для многочисленных промышленных и потребительских нужд, например, на химических заводах, электростанциях, для производства пищевого оборудования и оборудования для маслоделен.
Ферритная НС
Ферритная НС состоит из железохромистых сплавов с объемно центрированными кубическими кристаллическими структурами. Они могут обладать хорошей пластичностью и способностью к формоизменению, но жаропрочность недостаточна в сравнении с аустенитными классами. Некоторые ферритные марки (например, 409 и 405) используются в глушителях, выхлопных системах, кухонном оборудовании и раковинах, и стоят меньше, чем изделия из других видов НС. Другие более высоколегированные стали с низким содержанием C и N (например, марки 444 и 261), хотя и являются более дорогостоящими, но они обладают высокой стойкостью к солям хлористоводородной кислоты.
Мартенситная НС
Мартенситная НС, например, марки 403, 410, 410NiMo и 420, схожи по составу с ферритной группой сталей, но содержат баланс C и N против Cr и Mo;. следовательно, аустенит с высокой температурой преобразовывается в мартенсит с низкой температурой. Подобно ферриту, они также имеют объемно центрированную кубическую кристаллическую структуру в закаленном состоянии. Содержание углерода в отверждающихся сталях влияет на процесс сварки и формообразования. Для достижения необходимых свойств и предотвращения образования трещин свариваемые мартенситы нуждаются в предварительном подогреве и термической обработке после сварки.
следовательно, аустенит с высокой температурой преобразовывается в мартенсит с низкой температурой. Подобно ферриту, они также имеют объемно центрированную кубическую кристаллическую структуру в закаленном состоянии. Содержание углерода в отверждающихся сталях влияет на процесс сварки и формообразования. Для достижения необходимых свойств и предотвращения образования трещин свариваемые мартенситы нуждаются в предварительном подогреве и термической обработке после сварки.
Прежде всего, используется на химических заводах и трубопроводных системах, в настоящее время стремительно развивается производство стали, выплавленной дуплекс-процессом; она имеет микроструктуру с равным содержанием феррита и аустенита. Сталь, выплавленная дуплекс-процессом, обычно содержит около 22-25% хрома и 5% никеля с молибденом и азотом. Хотя сталь, выплавленная дуплекс-процессом, и некоторые виды аустенитной стали имеют схожие легирующие элементы, первая обладает большим пределом текучести и стойкостью к трещинам, образующимся в результате коррозии под напряжением, стойкостью против солей хлористоводородной кислоты, чем аустенитная НС.
Дисперсионно-твердеющая НС – этот хромо-никелевая НС, содержащая легирующие примеси, как например, алюминий, медь или титан, что способствует закалке в присутствии растворов и термообработки. Они могут быть либо аустенитными, либо мартенситными после дисперсионного твердения. Дисперсионно-твердеющие НС подразделяются на 3 вида: мартенситные, полуаустенитные и аустенитные. Мартенситные (марка 630) и полуаустенитные (марка 631) обеспечивают большую прочность, чем аустенитные марки (например, марка 660, известная также как А286).
Выбор сварочного процесса
Так как нержавеющая сталь является более дорогостоящей, чем обычная, важно выбрать процесс, который даст лучшие результаты и позволит избежать таких обычных проблем, как сквозное проплавление (особенно при сварке тонких сегментов). Ниже описаны различные процессы, рекомендуемые для сварки НС. При выборе процесса важно учесть его возможность применения и наличие соответствующего оборудования.
Полуавтоматическая дуговая сварка (ASME: SMAW)
ПАДС с использованием электродов с покрытием – все еще наиболее распространенный вид сварочного процесса, когда дело касается сварки НС. Процесс подходит для всей шкалы свариваемых марок толщиной 1 мм при вертикальной сварке. На самом деле, нет верхнего предела по толщине. Однако для более тяжеловесных материалов, автоматические процессы сварки зачастую являются более экономичными. Хотя есть тенденция к применению других сварочных процессов, при помощи полуавтоматической дуговой сварки осуществляется большинство из них.
Процесс подходит для всей шкалы свариваемых марок толщиной 1 мм при вертикальной сварке. На самом деле, нет верхнего предела по толщине. Однако для более тяжеловесных материалов, автоматические процессы сварки зачастую являются более экономичными. Хотя есть тенденция к применению других сварочных процессов, при помощи полуавтоматической дуговой сварки осуществляется большинство из них.
Факторы, влияющие на выбор электрода
Электрод должен иметь тот же основной состав элементов, что и основной металл, что делает сварной шов более стойким к коррозии. Однако, допустимы некоторые исключения. Например, высоколегированный электрод может иногда использоваться для сварки низколегированного основного металла шва. Причина этому — свариваемость и механическая прочность. Во всех случаях необходимо учитывать условия, при которых возникает коррозия. В лимонной кислоте, марка 18-10L- более стойкая, чем17-12-2,5L. В таких условиях, сварка марки 18-10L должна производиться с использованием HILCHROME 308R, а не электродами с содержанием более легирующих элементов.
В основном, есть четыре различных типа покрытых электродов для сварки нержавеющей стали: основной (-15), титановый или рутилово-основной (-16), силикатно-титановый или рутиловый (-17) и с толстослойным покрытием для сварки в нижнем пространственном положении и горизонтальной сварки (-26). Выбор электрода основывается на пространственном положении во время сварки.
|
Основное покрытие (-15) |
Только постоянный ток |
1. Вертикальная и потолочная сварка и сварка во всех положениях: сварка труб 2. Проход при заварке корня шва на толстолистовой стали 3. Полностью аустенитная высоколегированная НС, подвергающаяся растрескиванию (крекингу) по средней линии сварного шва |
|
Рутилово- основное (-16) |
Переменный / постоянный, предпочтительнее постоянный |
1. 2. Восходящее положение и потолочная сварка при отсутствии электродов с известковым покрытием |
|
Рутиловое (-17) |
Переменный / постоянный, предпочтительнее постоянный |
1. Нижнее положение и горизонтальная сварка, когда необходим минимум зачистки 2. Когда необходимо появление вогнутой кромки |
|
Толстослойное |
Переменный / постоянный, предпочтительнее постоянный |
1. Рекомендовано для нижнего положения, возможен горизонтальный валик 2. Высокий ток, высокая производительность наплавки |
 Нижнее положение
Нижнее положениеГазовая дуговая сварка
Главное преимущество сварки MIG (дуговая газовая сварка стали металлическим электродом) — ее скорость. Используя катушку одножильного провода большого сечения, сварщик может добиться высокой производительности наплавки. Одножильный провод большого сечения может использоваться в цепи короткого замыкания, глобулярных и распылительных режимах перемещения дуги, что обеспечивает широкий диапазон производительности наплавки и подводимой теплоты. Работая в импульсном режиме, ГДС может быть использована в более тонких сечениях или для сварки вне установленного пространственного положения. Передача/проходимость при коротком замыкании нашли широкое применение для листовой НС и тонких трубопроводов.
Используя катушку одножильного провода большого сечения, сварщик может добиться высокой производительности наплавки. Одножильный провод большого сечения может использоваться в цепи короткого замыкания, глобулярных и распылительных режимах перемещения дуги, что обеспечивает широкий диапазон производительности наплавки и подводимой теплоты. Работая в импульсном режиме, ГДС может быть использована в более тонких сечениях или для сварки вне установленного пространственного положения. Передача/проходимость при коротком замыкании нашли широкое применение для листовой НС и тонких трубопроводов.
MIG сварка требует среды защитного газа, чтобы предотвратить окисление сплавов из нержавеющей стали в сварочной дуге. В зависимости от местоположения и региональных тенденций, используются смеси аргона, гелий и СО2.
Процесс MIG является или полуавтоматическим, или полностью автоматическим. Это — более экономичный процесс, чем сварка покрытыми электродами. Однако, процессы в среде защитных газов чувствительны к тягам, что свидетельствует о неприменимости этих процессов при работе на открытом воздухе или для сварки на судах открытого типа, в которых может возникнуть образование (само-)тяги.
Дуговая сварка порошковой проволокой (ASME: FCAW)
Традиционно, наиболее часто используемые процессы для сварки нержавеющих сталей – полуавтоматическая дуговая сварка, газовая сварка металлическим электродом, дуговая сварка вольфрамовым электродом и дуговая сварка под флюсом. Пятый процесс, дуговая сварка порошковой проволокой, стал использоваться не так давно; его использование позволяет повысить производительность на многих предприятиях. Сегодня ДСПП – наиболее распространенный процесс для сварки НС.
ДСПП применяется как для сварки НС в нижнем положении, так и во вне пространственном положении. Для электродных проволок используется то же оборудование и электроснабжение, что и для сварочной проволоки при ГСМЭ. В отличие от проволок для ГСМЭ некоторые электродные проволоки содержат быстро затвердевающий флюс для образования зоны шлака, что позволяет проводить сварку во вне пространственном положении без применения специального источника питания.
Подобно ГСМЭ для ДСПП необходима среда защитного газа. Мы рекомендуем или смешанный газ 75% Ar-25%CO2, или CO2 в чистом виде.
Мы рекомендуем или смешанный газ 75% Ar-25%CO2, или CO2 в чистом виде.
Разница между этими способами состоит в свариваемости и возможности сварки в вертикальном положении снизу вверх.
Газовая дуговая сварка вольфрамовым электродом.
Хотя и является более медленным процессом, чем ГСМЭ и ДСПП, ГДСВЭ остается более качественной, дает чистый шов с минимумом дефектов. Возможно сваривание тонколистовой стали без сквозного проплавления. Ручная и автоматическая виды ГДСВЭ используется для соединения обычной и НС – толщиной до 5 мм. Во избежание проникновения в НС вольфрама, вольфрамовый электрод не должен касаться обрабатываемого изделия.
ГДСВЭ обычно используется для проблемных сварных швов, где необходимо строгое соответствие шифру, как, например, в ядерных отраслях промышленности. При сварке труб и сосудов высокого давления, ГДСВЭ часто используется в проходах для заварки корня шва до проведения сварочных процессов в проходах, заполняющих разделку.
Сварка производится при постоянном токе, «минус» подводится на электрод. Переменный ток используется для зачистки при сварке НС, содержащей алюминий. Газом защитной среды является аргон, хотя гелий или смесь гелия и аргона могли бы использоваться для большего проникновения.
При сварке нержавеющей стали вольфрамовый электрод должен быть легирован торием
Дуговая сварка под флюсом (ASME: SAW)
Дуговая сварка под флюсом используется для тяжеловесных деталей. Обычно, один или два нижних наплавленных валика сварного шва наплавляются при помощи других сварочных процессов. Затем соединение подвергается ДСПФ. В некоторых случаях нижний валик может быть подвергнут ДСПФ. В таком случае, мы используем ленты, поддерживающие корень шва.
К флюсу подается электроэнергия через раструб, расположенный впереди присадочной проволоки, к которой постоянно подается электроэнергия.
Флюс проявляет экранирование. В течение сварки часть его преобразовывается в устранимый шлак. Сварка производится с «плюсом» на электроде. В течение ДСПФ возникает взаимодействие между сварочной проволокой и флюсом. При ДСПФ возникает взаимодействие между электродной проволокой и флюсом. Возможен обмен химическими элементами.
Сварка производится с «плюсом» на электроде. В течение ДСПФ возникает взаимодействие между сварочной проволокой и флюсом. При ДСПФ возникает взаимодействие между электродной проволокой и флюсом. Возможен обмен химическими элементами.
Важные моменты при сварке нержавеющей стали:
Перед сваркой
Отрегулируйте зазор между свариваемыми кромками и угол соединения, чтобы гарантировать хорошее проникновение, для дуплексных типов нужен больший зазор между свариваемыми кромками.
- Основательно зачистите соединение и основной металл
- Для зачистки используйте только нержавеющие щетки
- Не производите предварительный подогрев
- Всегда используйте сухие электроды, в случае необходимости повторно просушите покрытые электроды при 250-350°C в течение 2 часов.
В процессе сварки
- Подводимая теплота должна соответствовать толщине листовой стали и сварочному процессу.
- Избегайте зажигания дуги вне соединения. Зажигание дуги может вызвать точечную коррозию и появление трещин.
- 3. Важна правильная экранировка корня шва. Соответствующий газ — Ar высокой степени чистоты или смеси с содержанием N2 и Н2.
- Избегайте излишних поперечных колебаний во избежание возникновения слишком высокой подводимой теплоты.

После сварки
- Тщательная зачистка после сварки для достижения коррозионной стойкости. Все шлаки и окиси на поверхности и вокруг сварного шва должны быть удалены
- Зачистка должна осуществляться вручную и только нержавеющими щетками
- Вращающиеся щетки могут вызвать микротрещины в металле сварочного шва
- Не нужна последующая термическая обработка
- Необходимо избегать снятия напряжений, так как это может привести к охрупчиванию стали и металла сварочного шва
- При полировке используйте новый шлифовальный камень. Мелкие железные частички со шлифовального камня могут проникнуть в сталь и вызвать коррозию.
 Мелкие железные частички со шлифовального камня могут проникнуть в сталь и вызвать коррозию.
Мелкие железные частички со шлифовального камня могут проникнуть в сталь и вызвать коррозию.
Типичные присадочные металлы
для соединения разнородных материалов из нержавеющей стали
|
|
347, 347Н |
321, 321Н |
317 |
316L |
316, 316H |
310S |
310 |
309S |
309 |
308 |
304 |
|
304H, 305, 304 |
308R |
308R |
308R 316R (317) |
308R 316R |
308R 316R |
308R 309R 310R |
308R 309R 310R |
308R 309R |
308R 309R |
308R |
308R |
|
304L |
308R 347R |
308R 347R |
308R 316R (317) |
308R 316R |
308R 316R |
308R 309R 310R |
308R 309R 310R |
308R 309R |
308R 309R |
308R |
|
|
308 |
308R 347R |
308R |
308R 316R (317) |
308R 316R |
308R 316R |
308R 309R 310R |
308R 309R 310R |
308R 308R 309R |
308R 309R |
|
|
|
309 |
309R 347R |
309R 347R |
309R 316R |
309R 316R |
309R 316R |
309R 310R |
309R 310R |
309R |
|
||
|
309S |
309R 347R |
309R 347R |
309R 316R |
309R 316R |
309R 316R |
309R 310R |
309R 310R |
|
|||
|
310 |
308R 310R |
308R 310R |
(317) 309Mo 310R |
316R 309Mo 310R |
316R 309Mo 310R |
310R |
|
|
|
||
|
310S |
308R 310R |
308R 310R |
(317) 309Mo |
316R 309Mo
|
316R 309Mo |
|
|
||||
|
316H, 316 |
308R 316R 347R |
308R 316R |
(317) 316R |
316R |
|
|
|||||
|
316L |
316R 347R |
316R |
(317) |
|
|||||||
|
317 |
308R (317) 347R |
308R (317) |
|
||||||||
|
321H, 321 |
308R, 347R |
|
|||||||||
Для получения более подробной информации о других видах основных металлов рекомендуем Вам связаться с нами по телефону Управления сварки +375 17 3870111.
| Главная>>Сварка чёрных металлов>>Сварка низкоуглеродистых и среднеуглеродистых сталей При сварке низкоуглеродистых и среднеуглеродистых конструкционных сталей необходимо учитывать, к какой группе свариваемости сталей относится та или иная марка стали. Среднеуглеродистые конструкционные стали содержат большее количество углерода, чем низкоуглеродистые. А углерод сильно влияет на свариваемость сталей. | ||||||||


 youtube.com/embed/4iphDNrNA9U?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/4iphDNrNA9U?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> На самом деле сталь либо просто сваривается между собой дугой, либо с помощью присадочного материала.
На самом деле сталь либо просто сваривается между собой дугой, либо с помощью присадочного материала.


 1. Сварка графитовым электродом
1. Сварка графитовым электродом| Толщина свариваемых элементов, мм | dэ, мм | Iсв, А |
| 1,5 + 1,5 | 5 | 90…100 |
| 2,0 + 2,0 | 6 | 125…135 |
| 2,5 + 2,5 | 6…8 | 200…250 |
| 3,0 + 3,0 | 6…8 | 250…275 |
В зависимости от формы подготовки и размещения свариваемых кромок, размеров поперечного и пространственного положения сварщик выполняет простые или сложные траектории электродом, управляя таким образом качеством сварных швов (табл. 9).
9).
Таблица 9. Основные виды траекторий движения рабочего конца электрода при ручной дуговой сварке
| Вид траектории __________________________________ | Характеристика и назначение |
| Прямолинейное движение без поперечных колебаний для наложения узких (ниточных) валиков шва. Применяется при сварке тонкого металла, сварке первого слоя многослойного шва и подварке дефектов | |
| Возвратно-поступательные движения. Короткие колебания, используемые для некоторого увеличения ширины шва, способствуют дегазации ванны и улучшению внешнего вида шва. Длинные колебания необходимы при сварке в потолочном и вертикальном положениях | |
| Движения, используемые для увеличения ширины шва. Применяются при сварке в нижнем положении стыковых соединении без разделки кромок и при наплавке | |
| Движения, способствующие прогреву одной из кромок, например, при сварке металла разной толщины | |
| Движения, обеспечивающие усиленный прогрев корня шва | |
Движения, способствующие усиленному прогреву кромок и корня шва. Используются при сварке стыковых соединении со скосом двух кромок и угловых соединений в нижнем и вертикальном положениях Используются при сварке стыковых соединении со скосом двух кромок и угловых соединений в нижнем и вертикальном положениях | |
| Движения, дающие возможность сильно прогреть обе кромки. Применяются при сварке угловых швов | |
| Движения, обеспечивающие хороший прогрев кромок. Используются при сварке стыковых и угловых швов за один проход |
При уширенном валике в расплавленном состоянии находится значительное количество металла, который застывает медленнее, чем при узком шве. Это существенно влияет на газонасыщенность металла шва, а также на структуру шва и зоны термического влияния. Наилучшие результаты получаются при ширине валика шва, равной 2…3 диаметрам электрода.
Стыковые соединения без разделки кромок сваривают широким швом, односторонним или двусторонним, с разделкой однослойным или многослойным способом в зависимости от толщины металла и формы подготовки кромок. Количество проходов выбирается в соответствии с табл. 2.
Сварку начинают с надежного провара корня шва электродом диаметром не более 4 мм, а последующие швы наплавляют широкими валиками электродом большего диаметра. В конструкциях ответственного и особо ответственного назначения корень шва удаляют механическим или термическим способом, после чего выполняют подварочный шов. Угловые швы лучше всего выполнять «в лодочку», при этом хорошо проплавляется как угол, так и стенки листов без подрезов и непроваров, а за один проход можно сварить шов с большим поперечным сечением.
В конструкциях ответственного и особо ответственного назначения корень шва удаляют механическим или термическим способом, после чего выполняют подварочный шов. Угловые швы лучше всего выполнять «в лодочку», при этом хорошо проплавляется как угол, так и стенки листов без подрезов и непроваров, а за один проход можно сварить шов с большим поперечным сечением.
В случае невозможности расположения изделия «в лодочку», сварка ведется обычным способом, однако максимальный катет сварного шва не может превышать 8 мм за один проход.
Длинные швы сваривают обратноступенчатым способом, длина каждой ступени в пределах 100…350 мм, сварка может вестись или от середины к краям или вразброс.
При изготовлении металлоконструкций из тонколистового металла для снижения сварочных напряжений сварку ведут каскадом или горкой — способами, позволяющими поддерживать высокую температуру в районе корня шва, тем самым обеспечить протекание в нем пластической деформации и избежать образования трещин.
В судостроении при сварке тавровых и угловых соединений весьма эффективно использовать способ гравитационной сварки или сварки наклонным электродом с применением специальных электродов ОЗС-17Н, ОЗС-22Н (см. табл. 7) и простых устройств пружинного типа или треног на параметрах режима, приведенных в табл. 10. Этот очень производительный способ сварки не требует высокой квалификации сварщика, быстро осваивается в производстве; один сварщик может обслуживать одновременно не менее четырех таких устройств.
Таблица 10. Параметры режима сварки наклонным электродом тавровых и угловых соединений низкоуглеродистых и низколегированных сталей
| s, мм ____ | Электрод | Режим сварки | Шов | |||||
| dэ, мм | Длина расплавленной части, мм | Iсв, А _________ | Угол наклона, град | Продолжительность горения дуги, с | Катет, мм | Длина максимальная, мм | Отношение длины шва к длине расплавленной части электрода | |
| 4…5 | 4 | 375 | 150…160 | 75 | 115 | 4 | 500 | 1,34 |
| 85 | 115 | 4 | 540 | 1,44 | ||||
| 90 | 115 | 3,5 | 600 | 1,60 | ||||
| 95 | 110 | 3,0 | 640 | 1,62 | ||||
| 5…6 | 5 | 375 | 210…230 | 75 | 130 | 6 | 500 | 1,34 |
| 85 | 130 | 6 | 540 | 1,44 | ||||
| 90 | 125 | 5 | 590 | 1,60 | ||||
| 95 | 120 | 5,5 | 600 | 1,62 | ||||
| 5…8 | 5 | 525 | 210…230 | 75 | 170 | 6 | 720 | 1,34 |
| 85 | 165 | 5 | 790 | 1,44 | ||||
| 90 | 165 | 5 | 810 | 1,60 | ||||
| 95 | 160 | 5 | 820 | 1,62 | ||||
| 6…8 | 6 | 525 | 240…300 | 75 | 175 | 7 | 670 | 1,34 |
| 85 | 170 | 6,5 | 780 | 1,44 | ||||
| 90 | 170 | 6,0 | 815 | 1,60 | ||||
| 95 | 160 | 6,0 | 830 | 1,62 | ||||
Среднеуглеродистая
Если низкоуглеродистые стали используются как конструктивные, то сплавы с большим содержанием углерода применяют для этих целей реже. Их область — крупные детали машин и механизмов.
Их область — крупные детали машин и механизмов.
Сварку выполняют, обеспечивая:
- возможно меньшее содержание в шве углерода, а также доли основного металла;
- меньшую зону термического влияния;
- снижение закалочных структур, повышающих хрупкость стыка.
Избежать резкого охлаждения шва, а значит трещинообразования помогает предварительный нагрев зоны сварки. При этом снижается технологичность, возрастает трудоемкость работы, но повышается качество.
Для снижения процентного содержания углерода при сварке легированных сталей используют специальные порошковые проволоки. Кроме того, даже для тонких деталей выполняют разделку кромок. Это помогает выполнить шов присадочным металлом, при минимизации объема основного.
Повышению качества способствует применение электродов меньшего диаметра, которыми возможно выполнить работу на меньшем токе. При этом снижается перемешивание металла шва с основным. Кроме того, возрастает скорость восстановления марганца и кремния, что так же повышает прочность и пластичность стыка.
С точки зрения технологии предпочтительнее использование сварки под флюсом, либо с использованием покрытых электродов.
Эффективно снижает хрупкость отпуск металла шва при температурах около 600ºС.
Углеродистые
Одной из самых распространенных добавок при производстве стали, безусловно, является углерод. Согласно ГОСТ 380-2005, в зависимости от его количества в составе сталей, последние могут быть:
- низкоуглеродистыми, с содержанием углерода не более 0,25% от объема;
- среднеуглеродистыми, содержащие углерод в количестве 0,25%-0,6%;
- высокоуглеродистые, в которых содержится от 0,6% до 2,07% углерода от объема материала.
Сварка углеродистых сталей характеризуется рядом особенностей, позволяющих получить качественный однородный шов.
При соединении деталей из углеродистых сталей, их располагают так, чтобы шов оказался «на весу». Для этого детали на столе для сварки надежно фиксируют при помощи приспособлений для сборки – струбцин, скоб, тисков.
В начале и конце шва устанавливают специальные планки из того же материала, что и свариваемые детали. Начало и окончание процесса сварки происходит на этих планках. Таким образом, шов по всей длине получается однородным, обладающим стабильными свойствами и имеющим точные заданные характеристики.
Закрепив детали и разгонные планки в нужном положении, проводят прихватки металла по длине шва. Предпочтительно делать прихватки с обратной стороны шва.
Если толщина свариваемых деталей велика и планируется производить многослойную сварку в несколько проходов, прихватки допускается производить с лицевой стороны шва.
При многослойной сварке, каждый предыдущий слой осматривают на наличие трещин и непроваров. При их обнаружении металл шва срезают, разделывают кромки, и процесс повторяют.
Главное требование при сваривании заключается в том, что прочность металла шва и околошовной области не должна уступать прочности металла деталей.
Высокоуглеродистая
Высокоуглеродистые сплавы железа относятся к плохосвариваемым металлам. Использование их для строительных конструкций исключено. Зона использования таких материалов станкостроение, инструментальные изделия, быстрорежущие стали и т.п.
Использование их для строительных конструкций исключено. Зона использования таких материалов станкостроение, инструментальные изделия, быстрорежущие стали и т.п.
Технологически сварка высоколегированных сталей мало отличается от среднеуглеродистых. Особое внимание, как и там уделяют рациональному выбору режима создания сварного стыка, формы соединительного шва.
Широко применяются аппараты для работы в защитной среде инертных газов, например — аргона. Работы также ведут полуавтоматами, с углекислым газом.
Заметную роль играет форма шва. Узкие, глубокие швы способствуют концентрации вредных примесей, таких как сера и фосфор, образующих ослабленную зону. Излишне в процессе кристаллизации приобретают слоистость, так же снижая прочность.
Технология сварки разных типов конструкционной стали
Более востребованной является конструкционная сталь, она используется для производства как мелких металлических деталей, так и габаритных станков. В эту категорию входят стали таких марок, как 40х, 30хгса, 35хгса и др.
В составе конструкционной стали присутствуют различные примеси, включая серу и фосфор. Большее количество этих компонентов уменьшает надежность материала.
Конструкционные типы стали делят на несколько групп:
- обыкновенная;
- качественная;
- высококачественная;
- особо высококачественная.
В последней группе присутствует минимальное количество примесей, поэтому сталь является наиболее прочной и качественной. Обычная конструкционная сталь, напротив, содержит высокий процент примесей, поэтому долговечностью не отличается. В названных группах существует деление на подгруппы в зависимости от присутствия в составе дополнительных химических элементов.
Жаропрочные металлы
Этот тип сплавов отличает высокое (до 65%) содержание легирующих добавок, которые придают материалу устойчивость к высоким температурам.
Сложность сварки жаропрочных сталей таким образом, помимо обеспечения прочности шва, заключается в сохранении вышеупомянутых качеств.
Наиболее распространенная технология: сварка неплавким вольфрамовым электродом в среде инертных газов, гелия или аргона.
Аустенитные и нержавеющие сплавы сваривают также под флюсом. С целью сохранения мелкокристаллической структуры таких материалов, используют модификацию шва.
Для этого, применяют присадки с высоким содержанием легирующих компонентов (хром, молибден).
При использовании инверторных приборов используют соответствующие электроды либо проволоку.
Изделия из жаростойких металлов, обычно закаленные. Но поскольку околошовное пространство остывает медленно, каленый металл отпускается, теряя твердость. Чтобы этого не произошло после сварки теплоустойчивых сталей выполняют их закалку. Нагревая до 1000-1100 градусов и резко охлаждая.
Аустенитные
Аустенитными сталями называют материалы, в составе которых присутствует высокотемпературная фаза железа – аустенит. Они входят, например, в группу хромоникелевых сталей, которые могут работать в различных агрессивных средах и при очень больших значениях температур.
Главной особенностью при сварке коррозионностойкой стали, является необходимость обеспечения стойкости к межкристаллической коррозии в околошовной зоне.
Проблема заключается в том, что даже при предварительном подогреве стали, по границам нагрева из кристаллической решетки выпадают карбиды хрома. В результате уменьшения количества этого элемента в составе материала, при повторном нагреве на границах появляются коррозионные растрескивания.
На практике может понадобиться создание конструкций с использованием аустенитных сталей с хромоникелевыми легирующими добавками, которые будут работать в условиях высоких температур. Для сварки таких конструкций нужно выбирать материалы, в которых содержание углерода возможно низкое.
Если необходимо, чтобы процентное содержание углерода было выше, и при этом конструкции из стали выполняли свое назначение в условиях агрессивных сред и высоких температур, нужно выбирать легирующую добавку, близкую по свойствам к углероду.
В качестве такой добавки может использоваться титан, цирконий, тантал, ванадий, вольфрам. Эти элементы связывают углерод, который выделяется из стали в процессе последующего нагрева, и препятствуют обеднению околошовных участков в процессе сварки.
Эти элементы связывают углерод, который выделяется из стали в процессе последующего нагрева, и препятствуют обеднению околошовных участков в процессе сварки.
Конструкционная
К конструкционным относятся низколегированные, малоуглеродистые стали. Наиболее популярной является известная любому строителю Ст3, идущая на изготовление проката, круглой арматуры, гнутых профилей.
Для соединения изделий подобного класса используют в основном РДС плавкими электродами толщиной 3-5 мм.
Главной проблемой при этом, является перекаливание около сварочной зоны. Чтобы этого не происходило прежде, чем сварить ответственное соединение производят предварительный прогрев места стыка. Либо, как вариант, накладывают двухслойный шов, используя полуавтоматическую сварку с углекислотой.
Перлитная
Не зависимо от уровня легирования сталей перлитного типа, рационально использовать для образования шва материалы с несколько меньшим уровнем легирования.
При выборе электродов и проволоки руководствуются специальными таблицами. Они составлены с указанием как типов материала, так способа выполнения соединений.
Выбор наплавляемого металла определяется также наличием или отсутствием последующей термической обработки.
Как правило, при ручной сварке используют электроды имеющие в составе покрытия кальций, а также соединения фтора.
Если выполняется соединение тонколистовых заготовок не подлежащих термическому упрочнению, а главное, при отсутствии требований к снятию температурных напряжений, последующая тепловая обработка может не производится. При необходимости, для их снятия достаточно стабилизации при 800-850 градусах Цельсия.
Если конструкциям (либо деталям) предстоит работать при высоких температурах, необходимо выполнение так называемой аустенизации, — термической обработке при 1100-1150ºС.
При сварке хромистых сталей с перлитными из-за особенностей химического состава, зона соединения оказывается склонна к непластичным разрушениям. Борьба с этим заключается в тщательном подборе наплавляемых материалов, а также технологических приемов.
Борьба с этим заключается в тщательном подборе наплавляемых материалов, а также технологических приемов.
Хороший эффект дают специальные конструктивные решения, заключающиеся в устранении концентраторов напряжений, представляющих собой резкую смену сечения, либо его перегиб.
Термическая обработка и правка изделий после сварки
Термическую обработку применяют для устранения напряжений, остающихся в изделии после сварки, а также для улучшения структуры металла сварного шва. После сварки или в процессе сварки применяют такие виды термической обработки, как отжиг, нормализация, отпуск.
Нагрев при отжиге изделия в печи ведут постепенно. Для низкоуглеродистой и среднеуглеродистой сталей температура достигает 600 … 680 °С. При этой температуре сталь становится пластичной и напряжения снижаются. После нагрева следует выдержка при достигнутой температуре из расчета 2,5 мин на 1 мм толщины свариваемой детали, но не менее 30 мин. Затем изделие охлаждают вместе с печью. Существуют и другие виды отжига — местный и полный. Режимы отжига выбирают по справочной литературе в зависимости от марки стали.
Режимы отжига выбирают по справочной литературе в зависимости от марки стали.
Рис. 1. Схема правки детали местным нагревом: 1, 2 — деталь до и после правки соответственно; 3 — зона нагрева
Нормализация отличается от отжига тем, что после отжига сварную конструкцию охлаждают на спокойном воздухе. После нормализации сохраняется мелкозернистая структура металла, что позволяет обеспечить его относительно высокие прочность и твердость, но без напряженного состояния.
При газовой сварке сталей термическая обработка служит для повышения пластичности металла шва. В некоторых случаях участки шва нагревают до светло-красного цвета каления и в этом состоянии проковывают. Зерна металла измельчаются, пластичность и вязкость повышаются. Во избежание появления наклепа (новое напряженное состояние) проковку следует прекратить при остывании металла до темно-красного цвета. После проковки необходимо провести повторную нормализацию.
Таблица 5. Режимы правки листов углеродистой стали ацетиленокислородным пламенем Режимы правки листов углеродистой стали ацетиленокислородным пламенем | ||||
| Толщина листа, мм | Номер наконечника горелки по ГОСТ 1077 — 79Е | Скорость нагрева, °С/мин | Ширина зоны нагрева, мм | |
| видимая* | фактическая | |||
| 2 | 3 | 420 | 15 | 20 |
| 3 | 4 | 380 | 15 | 20 |
| 4 | 5 | 270 | 20 | 35 |
| 5 | 6 | 240 | 20 | 35 |
| 6 | 6 | 180 | 30 | 55 |
*При температуре выше 600 °С.
Рис. 2. Схема правки стального листа толщиной 15 мм: I — IV — полосы нагрева; — — — — состояние листа до правки
Для правки изделий часто используют местный нагрев пламенем горелки. Нагревают выпуклую часть изделия, которое нужно выправить (рис. 1). При нагреве металл стремится расшириться, но, так как этому препятствуют холодные участки, возникают напряжения сжатия, вызывающие пластическую деформацию сжатия. При охлаждении в этом участке возникают напряжения растяжения, в результате чего изделие выправляется.
При охлаждении в этом участке возникают напряжения растяжения, в результате чего изделие выправляется.
При необходимости повторной правки нагревают следующий участок, не затрагивая соседнего, который уже подвергался нагреву. В табл. 5 приведены ориентировочные режимы правки листов углеродистой стали ацетиленокислородным пламенем.
Толстолистовой металл после резки на заготовительных ножницах имеет ярко выраженную выпуклость. Правку осуществляют нагревом по схеме, показанной на рис. 2.
Другие виды
При сварке нержавейки шов нередко, оказывается подверженным коррозии. Это вызвано как выгоранием части легирующих добавок, так и занесением в сварную зону излишнего содержания железа.
Чтобы этого избежать необходима пассивация сварных швов нержавеющей стали путем их зачистки, либо травления кислотой (как правило — азотной). В процессе пассивирования, на поверхности металла образуется прочная окисная пленка, которая становится его надежной защитой.
Явной приметой снижения уровня легирования, является значительное изменение цвета зоны как самого шва, так и прилегающего к ней металла.
Серьезные проблемы при выполнении неразъемных соединений создает сварка анодированной стали. Дело в том, что слой анодированного покрытия при создании шва неизбежно разрушается. Если после окончания сварочных работ не произвести его восстановление, изделие на стыке быстро начнет ржаветь.
К счастью, восстановление анодированного покрытия не представляет особых проблем, даже в домашних условиях. Для этого достаточно источника постоянного тока не менее 12 Вольт, а также пищевой соды и обычной поваренной соли.
Инструментальные
Инструментальная сталь относится к числу твердых, стойких к механическим воздействиям материалов. Из нее изготавливают слесарные, столярные инструменты, части оборудования для различных отраслей промышленности.
Рабочие органы инструментов – сверла, резцы, назначение которых воздействовать на материалы с целью их обработки, очевидно должны быть прочнее и тверже обрабатываемых материалов. Достигаются такие свойства путем включения в состав большого количества углерода и легирующих добавок – никеля, хрома, молибдена.
Достигаются такие свойства путем включения в состав большого количества углерода и легирующих добавок – никеля, хрома, молибдена.
Сварка инструментальной стали применяется при ремонте оборудования, инструментов. В этом случае к сварочным швам предъявляются высокие требования: стыки должны быть однородными с остальной частью материала, а их прочность не должна отличаться во избежание возникновения концентрации напряжений при работе.
Чтобы обеспечить соблюдение таких требований необходимо применять специальные электроды. В большинстве случаев это могут быть УОНИ-13/НЖ/20Ж13.
При сварке специальных углеродистых сталей, применение которых узконаправлено, используются электроды, разработанные для определенных марок.
При правильном определении характеристик материала, типа сварки и режимов, при использовании электродов соответствующих марок, сварочные швы будут обладать высокой прочностью и коррозионной стойкостью.
Источник статьи: https://svaring.com/welding/soedinenie/svarka-stali
Часто задаваемые вопросы 9: Сварка разнородных металлов
Сварка обычных аустенитных нержавеющих сталей, таких как 304 и 316, друг с другом или друг с другом является обычной и самой простой сваркой плавлением.
Тем не менее, во многих случаях необходимо сваривать нержавеющую сталь с углеродистой сталью. Двумя распространенными примерами являются стойки балюстрады, прикрепленные к конструкционной стали, или двойные пластины, соединяющие опоры с сосудами из нержавеющей стали. Существуют различия в физических свойствах, таких как теплопроводность и расширение, магнитные свойства, металлургическая структура и коррозионная стойкость, которые требуют внимания. В этом FAQ описываются необходимые процедуры для удовлетворительной сварки, включая ссылки на стандарты, и объясняются необходимые меры предосторожности. Приложение H стандарта AS/NZS 1554.6 содержит более подробное техническое обсуждение, включая рекомендации по сварке углеродистой стали с ферритными, дуплексными и мартенситными нержавеющими сталями.

Загрузить ASSDA Technical FAQ 9 (PDF)
ПРОЦЕСС СВАРКИ
Обычные процессы сварки TIG и MIG подходят для сварки аустенитных материалов с углеродистой сталью. Ориентировочно, сварку следует проводить при температуре окружающей среды без предварительного нагрева (за исключением, возможно, сушки), за исключением случаев, когда углеродистая сталь содержит более 0,2% углерода или имеет толщину более 30 мм и обеспечивает высокую прочность, при которой В этом случае обычно достаточно предварительного нагрева до 150 °C. Поскольку углеродистые стали подвержены водородному растрескиванию, расходные материалы и зона сварки должны быть сухими.
ПОДГОТОВКА ЗОНЫ СВАРКИ
При сварке оцинкованной стали (или стали, покрытой цинковым покрытием) с нержавеющей сталью необходимо удалить цинк из зоны нагрева, так как возможно попадание цинка в сварной шов, который вызвать жидкое охрупчивание и растрескивание по линии проникновения цинка. Возможно, что дым от цинкового покрытия вызовет проблемы с охраной труда и промышленной безопасностью (OHS). Зоны сварки нержавеющей стали также должны быть чистыми и не содержать смазки или масла, так как загрязняющие вещества вызовут нагар и возможную сенсибилизацию, что приведет к межкристаллитной коррозии.
Зоны сварки нержавеющей стали также должны быть чистыми и не содержать смазки или масла, так как загрязняющие вещества вызовут нагар и возможную сенсибилизацию, что приведет к межкристаллитной коррозии.
Кроме того, поскольку содержание никеля в аустенитных сплавах делает сварочную ванну более вязкой, подготовка под сварку должна быть более открытой (см. Рисунок 1 ) и больший корневой зазор, чтобы обеспечить смачивание. Расходные материалы с добавлением кремния (Si) также способствуют смачиванию кромок. Дополнительным эффектом содержания никеля является то, что проникновение в углеродистую сталь без никеля будет больше, чем в аустенитную нержавеющую сталь (см. , рисунок 2 ).
СВАРОЧНЫЕ МАТЕРИАЛЫ (ПРИЛАСОВОЙ МЕТАЛЛ И ГАЗЫ)
Углеродистая сталь не может быть сварена непосредственно с аустенитными нержавеющими сталями, так как затвердевший металл сварного шва образует мартенсит, который имеет низкую пластичность и который при сжатии может треснуть. Существует простой способ выбрать присадку из более высокого сплава, который будет разбавляться, чтобы получить правильную аустенитную микроструктуру с достаточным количеством феррита, чтобы избежать усадочных трещин. См. Таблицу 4.6.1 в AS/NZS 1554.6. Другой способ — использовать диаграмму Шеффлера-ДеЛонга (см. , рис. 3, ) или WRC 19.92, как описано в Приложении h3 AS/NZS 1554.6. Стандарт рекомендует использовать углеродистую сталь до 304(L) 309L, а углеродистую сталь до 316(L) использовать 309LMo.
Существует простой способ выбрать присадку из более высокого сплава, который будет разбавляться, чтобы получить правильную аустенитную микроструктуру с достаточным количеством феррита, чтобы избежать усадочных трещин. См. Таблицу 4.6.1 в AS/NZS 1554.6. Другой способ — использовать диаграмму Шеффлера-ДеЛонга (см. , рис. 3, ) или WRC 19.92, как описано в Приложении h3 AS/NZS 1554.6. Стандарт рекомендует использовать углеродистую сталь до 304(L) 309L, а углеродистую сталь до 316(L) использовать 309LMo.
Если используются добавки азота, необходимо соблюдать осторожность, так как это снизит содержание феррита в металле сварного шва, что может вызвать горячее растрескивание.
Защитный газ не должен включать кислород, часто используемый в смесях углеродистой стали. Если требуется активный газ, можно использовать низкие уровни CO 2 .
ТЕРМИЧЕСКОЕ РАСШИРЕНИЕ
При сварке углеродистой стали с низким тепловым расширением и аустенитной нержавеющей стали с высоким тепловым расширением возникает некоторая степень деформации. Коэффициент расширения для низкоуглеродистой стали составляет приблизительно 12 по сравнению с 17 мкм/м/°C для нержавеющей стали в диапазоне температур от 0 до 300°C. Существует также разница между хорошей теплопроводностью углеродистой стали и плохой теплопроводностью нержавеющей стали (от 49 до 15 Вт/м°К при 200 °C соответственно), что означает, что нержавеющая сталь будет охлаждаться (и сжиматься) медленнее, чем углеродистая сталь, особенно если свариваемые участки имеют большую толщину.
Коэффициент расширения для низкоуглеродистой стали составляет приблизительно 12 по сравнению с 17 мкм/м/°C для нержавеющей стали в диапазоне температур от 0 до 300°C. Существует также разница между хорошей теплопроводностью углеродистой стали и плохой теплопроводностью нержавеющей стали (от 49 до 15 Вт/м°К при 200 °C соответственно), что означает, что нержавеющая сталь будет охлаждаться (и сжиматься) медленнее, чем углеродистая сталь, особенно если свариваемые участки имеют большую толщину.
Чтобы контролировать деформацию, необходимо свести к минимуму подвод тепла и выполнить прихватку перед выполнением полного сварного шва. Один трюк состоит в том, чтобы прикрепить концы, центр, 1/4 точки и, возможно, 1/8 точки в этом порядке. Рекомендации по подводимой теплоте и межпроходной температуре для сварки нержавеющей стали приведены в разделе 5.10 AS/NZS 1554.6.
ПОСЛЕСВАРОЧНАЯ ОЧИСТКА
После сварки очистите зону сварки, чтобы удалить шлак и термическую окраску, чтобы проверить целостность сварного шва, а также дать возможность покрасить металл. Если возможно, очистите зону сварки абразивом, не содержащим железа, но если это невозможно, отшлифуйте вдоль линии сварки, чтобы избежать попадания загрязнений из углеродистой стали на нержавеющую сталь. ASTM A380 содержит рекомендации по пассивации смешанных сварных швов из мягкой и нержавеющей стали. Составы включают надуксусную кислоту и ЭДТА (этилендиаминтетрауксусную кислоту), но наиболее распространенным методом является только механическая очистка.
Если возможно, очистите зону сварки абразивом, не содержащим железа, но если это невозможно, отшлифуйте вдоль линии сварки, чтобы избежать попадания загрязнений из углеродистой стали на нержавеющую сталь. ASTM A380 содержит рекомендации по пассивации смешанных сварных швов из мягкой и нержавеющей стали. Составы включают надуксусную кислоту и ЭДТА (этилендиаминтетрауксусную кислоту), но наиболее распространенным методом является только механическая очистка.
ЗАЩИТА ОТ КОРРОЗИИ
Предполагается, что углеродистая сталь будет окрашена для защиты от коррозии. Если для окраски углеродистой стали используется барьерное или изоляционное покрытие, нанесите краску на нержавеющую сталь на расстояние до 50 мм (в зависимости от коррозионной активности окружающей среды), чтобы покрыть нержавеющую сталь, подвергшуюся термическому воздействию. На рис. 4 показан сварной шов углеродистой и нержавеющей стали с неподходящим покрытием. Обычно при сварке нержавеющей стали с нержавеющей сталью сварное изделие должно быть протравлено кислотой и пассивировано с использованием смеси плавиковой и азотной кислот, но это явно невозможно для изготовления соединения углеродистой стали с нержавеющей сталью из-за коррозионного воздействия на углеродистую сталь. Если зона сварки должна подвергаться воздействию коррозионных условий, и предполагается использовать богатое цинком окончательное покрытие на углеродистой стали, необходимо нанести полосовое покрытие подходящей барьерной краской вдоль края цинкового покрытия, чтобы избежать возможного гальванического растворения. цинкового покрытия, прилегающего к нержавеющей стали.
Если зона сварки должна подвергаться воздействию коррозионных условий, и предполагается использовать богатое цинком окончательное покрытие на углеродистой стали, необходимо нанести полосовое покрытие подходящей барьерной краской вдоль края цинкового покрытия, чтобы избежать возможного гальванического растворения. цинкового покрытия, прилегающего к нержавеющей стали.
ОЧИСТКА НЕРЖАВЕЮЩЕЙ СРЕДЫ
Помимо любого сварного шва с углеродистой сталью, нержавеющая сталь вдали от зоны сварки должна быть защищена от загрязнения во время изготовления. Это включает в себя брызги сварки, остатки шлифовальной стали из углеродистой стали и размазывание углеродистой стали по нержавеющей стали, вызванное скользящим контактом между углеродистой и нержавеющей сталью. Если произошло загрязнение, то его необходимо удалить либо механическим путем с последующим применением азотнокислотной пассивирующей пасты, либо с применением протравливающей и пассивирующей пасты. Пассивная паста не повлияет на чистоту поверхности нержавеющей стали, в то время как паста для травления и пассивации протравит нержавеющую сталь. Все кислоты должны быть нейтрализованы и утилизированы в соответствии с местным законодательством. Поверхности также должны быть тщательно промыты после кислотных процессов.
Все кислоты должны быть нейтрализованы и утилизированы в соответствии с местным законодательством. Поверхности также должны быть тщательно промыты после кислотных процессов.
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
- Публикация Института никеля № 14018, Руководство по сварке разнородных металлов.
- Публикация Института никеля № 11007, Руководство по сварке никельсодержащих нержавеющих сталей для коррозионно-стойких служб .
- Международная молибденовая ассоциация (IMOA)/Институт никеля, Практические рекомендации по изготовлению дуплексных нержавеющих сталей (3-е издание).
- Международный форум по нержавеющей стали (ISSF), Решение Ferritic Solution (стр. 36) в основном касается сварки ферритных нержавеющих сталей.
- AS/NZS 1554.6:2012 Сварка конструкционной стали. Часть 6. Сварка нержавеющих сталей для конструкционных целей.
- Хербст, Ноэль Ф., Сварка разнородных металлов © Peritech Pty Ltd 2002 (доступно для загрузки здесь).

ВАЖНАЯ ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ. Технические рекомендации, содержащиеся в этой статье, обязательно носят общий характер, и на них не следует полагаться в конкретных случаях без предварительного получения компетентного совета. Несмотря на то, что ASSDA предприняла все разумные шаги для обеспечения точности и актуальности информации, содержащейся в настоящем документе, ASSDA не гарантирует точность или полноту информации и не несет ответственности за ошибки или упущения.
Сварка разнородных металлов — NeoNickel
Сварка разнородных металлов
Введение
Сварка разнородных металлов может представлять собой соединение двух различных сплавов, соединение одного сплава с другим присадочным металлом или может быть наложением сплава на подложку для повышения производительности. Все эти разные ситуации имеют схожие проблемы и требуют одинаковой осторожности при разработке подходящего решения для использования.
Существует множество процессов соединения, включая:-
- Болтовое соединение
- Клеи
- Клепка
- Пайка
- Пайка
- Сварка плавлением
Некоторые из более новых и более специализированных методов сварки, такие как лазерная, электронно-лучевая сварка или сварка трением, выгодны, но не подходят для всех ситуаций и не всегда доступны для всех. В этом руководстве основное внимание уделяется распространенным процессам сварки плавлением.
В этом руководстве основное внимание уделяется распространенным процессам сварки плавлением.
Целью разнородного сварного шва является завершение соединения присадочным металлом, который обеспечивает непрерывный пластичный сварной шов, свойства которого соответствуют проектным требованиям.
Комбинация соединений может варьироваться от сварки одного сплава с высоколегированным присадочным металлом до сварки любой комбинации до трех или более различных материалов (2 основных металла, присадочный материал и, возможно, смазочный слой). охватывают ряд сложных металлургических вопросов, обеспечивая правильное решение для законченного сварного шва.
Это руководство предназначено в качестве введения с некоторыми рекомендациями, позволяющими пользователям рассмотреть необходимую информацию, чтобы иметь возможность установить подходящие процедуры для разнородного соединения сплавов NeoNickel.
Существует несколько факторов, которые необходимо учитывать при выполнении разнородных сварных швов с помощью сварки плавлением, а именно:
Физические свойства, такие как разница в температуре плавления, теплопроводности и коэффициенте теплового расширения.
Металлургические свойства, образование интерметаллических фаз с ограниченной пластичностью и стабильностью микроструктуры в краткосрочной и долгосрочной перспективе.
Стойкость к коррозии и окислению, пригодность для использования по назначению и возможная гальваническая коррозия разнородных соединений.
Каждый из вышеперечисленных факторов влияет на завершенный сварной шов и более подробно рассматривается ниже.
Физические свойства
Если существует заметная разница в температуре плавления соединяемых материалов, то сплав с более низкой температурой плавления будет плавиться быстрее и обеспечит большую площадь сварочной ванны и большее разбавление. Есть несколько других факторов, которые могут повлиять на количество получаемого разбавления, это манипуляции сварщика, уделяющие больше внимания сплаву с более низкой или более высокой температурой плавления, разделение нескольких проходов и положение этих проходов и используемые параметры сварки. Процессы с низким подводом тепла будут выгодны, поскольку они сводят к минимуму разбавление.
Различия в теплопроводности влияют на поток тепла и позволяют теплу легче поступать в сторону с более высокой теплопроводностью. Это означает, что для завершения сварки требуется более высокая энергия дуги, которая может быть несовместима со всеми свариваемыми сплавами.
На это также будут влиять геометрия (толщина и размер) каждого сплава, положение сварки и действия сварщика.
Различия в тепловом расширении между двумя сплавами могут быть заметны, и эти различия могут вызвать дополнительные сварочные напряжения, которые могут усугубить растрескивание сварного шва, растрескивание ЗТВ или деформацию. Если один сплав подвержен горячему растрескиванию, то дополнительные напряжения могут усугубить проблему. Известно, что различия в тепловом расширении в соединении не только приводят к трудностям с деформацией, но и приводят к термической усталости в процессе эксплуатации.
Микроструктура
Во всех трех разнородных сварных швах проблемой является смешанная переходная зона между одним сплавом и другим, где могут иметь место потенциальные металлургические эффекты. Будет варьироваться состав по всей зоне сварки от линии сплавления на одной стороне через металл шва и в зону сплавления на другой стороне сварного шва.
Будет варьироваться состав по всей зоне сварки от линии сплавления на одной стороне через металл шва и в зону сплавления на другой стороне сварного шва.
Необходимо учитывать образование интерметаллических фаз, которые могут охрупчивать сварной шов, а также стабильность сварного шва в краткосрочной и долгосрочной перспективе.
Потенциальное разбавление обычно можно рассчитать с помощью правила рычага и оно зависит от процесса сварки, температуры плавления каждого материала и положения сварки. Различные методы сварки и процессы сварки могут привести к различиям в составе, получаемом при сварке.
Существует несколько диаграмм, которые могут помочь предсказать фазы, которые будут развиваться в разнородном сварном шве из нержавеющей стали, что является полезным первым шагом для решения любых потенциальных проблем, которые могут возникнуть. Это диаграмма Шеффера для стандартных хромоникелевых нержавеющих сталей, модифицированная диаграмма Шеффера Делонга для нержавеющих сталей, включая азот, и диаграмма WRC для нержавеющих сталей с добавками меди. Эти диаграммы предсказывают структуру, которая будет получена в сварном шве, и прогнозируемое количество феррита.
Эти диаграммы предсказывают структуру, которая будет получена в сварном шве, и прогнозируемое количество феррита.
Для нержавеющих сталей необходимо также соблюдать осторожность в отношении миграции углерода при соединении углеродистых сталей с нержавеющими сталями. Это может привести к сенсибилизации как в краткосрочной перспективе при изготовлении, так и в долгосрочной перспективе во время эксплуатации.
Для никелевых сплавов существует предел растворимости основных легирующих элементов железа и хрома. Все никелевые сплавы выдерживают до 5% железа без осложнений, но выше этого уровня зависит от того, является ли это чистым никелем, никель-хромовым или никелево-медным сплавом. Аналогичная ситуация с хромом в никелевых сплавах с разными системами, имеющими разные пределы. У AWS есть диаграммы, доступные в ссылках в конце этого документа, которые основаны на практическом опыте и позволяют пользователям рассчитать разбавление и проверить, будет ли оно находиться в этих пределах для различных систем сплавов.
Титановые сплавы имеют ограничения по содержанию железа, никеля и хрома, поэтому, как правило, при рассмотрении разнородных сварных швов между этими сплавами необходимо использовать буферный слой. Ванадий, медь и ниобий могут обеспечить подходящие буферные слои.
Коррозия
Поскольку при сварке разнородных материалов используются два или три разных сплава, важно, чтобы сварной шов имел достаточную коррозионную стойкость для предполагаемого использования. Поскольку в зоне сварки потенциально могут быть разные материалы и составы, необходимо учитывать гальваническую коррозию между элементами сварного шва. Если состав сварного шва сильно отличается от состава других сплавов, то вполне возможна гальваническая коррозия.
По обеим сторонам сварного шва имеется несмешанная зона, в которой недостаточно времени для диффузии легирующих элементов, которые будут иметь заметно отличающийся состав, что может вызвать проблемы с коррозией.
Необходимо учитывать относительное положение двух разнородных сплавов в гальваническом ряду и относительную площадь поверхности соответствующих сплавов. Небольшой коэффициент площади сплава, такого как сварной шов или часть сварного шва, которая ниже в гальваническом ряду, может очень быстро подвергнуться коррозии. Скорость коррозии будет зависеть от движущей силы, определяемой площадью поверхности и разницей в гальваническом ряду.
Небольшой коэффициент площади сплава, такого как сварной шов или часть сварного шва, которая ниже в гальваническом ряду, может очень быстро подвергнуться коррозии. Скорость коррозии будет зависеть от движущей силы, определяемой площадью поверхности и разницей в гальваническом ряду.
Покрытия на менее благородном материале могут обеспечить решение гальванической проблемы, и степень покрытия зависит от разницы в площади поверхности и различия в гальваническом ряду. Следует отметить, что покрытие защитит от коррозии, но может, если покрытие будет повреждено, значительно увеличить скорость местной коррозии.
Предварительная квалификация
Из-за сложного характера разнородной сварки важно, чтобы предварительная квалификация предполагаемого соединения выполнялась для обеспечения соблюдения всех соответствующих проектных соображений. Завершенный сварной шов должен быть испытан, чтобы убедиться, что он соответствует проектным требованиям, структурной, металлургической целостности и коррозионной стойкости.
Обычно критерии приемки испытаний на прочность сварного шва должны соответствовать нижнему из основных материалов, но некоторые нормы допускают небольшую потерю прочности соединения.
Также важно, чтобы, если один из компонентов требует термической обработки после сварки, влияние любого PWHT учитывалось по отношению ко всем другим возможным составам в зоне сварки и испытывалось в обработанном состоянии.
Улучшенные характеристики
Как и при соединении двух разных сплавов, разнородный сварной шов также выполняется, если наплавленный металл из более высокого сплава наплавлен в качестве наплавки или используется для соединения материала из более низкого сплава. Типичными примерами являются наплавка углеродистой стали для повышения коррозионной стойкости. Сплав 625 широко используется для этого приложения.
Сплав 625 также используется для сварки высоколегированных аустенитных сплавов и супераустенитных сплавов, таких как сплавы с 6% молибдена, AL-6XN® (UNS S08367), UNS S31254, UNS S08904 и аналогичные сплавы. В этом случае он используется для поддержания минимально высокого уровня молибдена в зоне сварки из-за сегрегации в металле шва при охлаждении.
В этом случае он используется для поддержания минимально высокого уровня молибдена в зоне сварки из-за сегрегации в металле шва при охлаждении.
Наплавленный металл ZERON® 100X Super duplex успешно используется для сварки дуплексных сплавов 22Cr и супермартенситных сплавов 13Cr.
Сплав никеля, хрома, молибдена Alloy 22 успешно используется для сварки разнородных коррозионностойких сплавов на основе никеля.
Все вышеперечисленные сварные швы по-прежнему отличаются друг от друга, хотя и являются общими решениями для повышения производительности, и дополнительная информация по всем этим применениям предоставляется по запросу.
NeoNickel предлагает мастер сварочной проволоки, доступный на веб-сайте, чтобы предоставить возможные решения присадочного металла для распространенных комбинаций разнородных металлов сварного шва с большинством сплавов NeoNickel.
Ссылки
Сварка разнородных металлов Н. Ф. Хербст, Австралийский институт сварки.
Руководства по сварке разнородных металлов Avery R. E. Nidi Publication 14018.
E. Nidi Publication 14018.
Schaeffer Diagram
Delong Modified Schaeffer Diagram
Wrc 1992 Диаграмма
В целевой инерции. Процесс диссирных металлургов. расходы и создавать легкие компоненты. Стальные конструкции легче и экономичнее, если их конструктивные элементы изготовлены из разных сталей
[1] . В химической, нефтехимической, атомной, энергетической и других отраслях промышленности используются различные соединения из разнородной стали [2] [3] . При сварке компонентов неизбежны разнородные соединения. Соединение разнородных сталей обычно сложнее, чем соединение однородных сталей [4] [5] ; это вызвано множеством причин, включая изменения химического состава и коэффициентов теплового расширения. Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), ref. [6] — это процесс дуговой сварки, при котором создается электрическая дуга с использованием неплавящегося вольфрамового электрода. Сварка ВИГ обеспечивает превосходную сварку с объединением тепла, выделяемого электрической дугой, между вольфрамовым электродом и сталью [7] [8] . Сварка TIG — это простой процесс без дыма и брызг, который практически не требует отделки. Здесь будет рассмотрено влияние сварочного тока, корневого зазора, расхода газа и типа присадочного металла на сварку разнородных металлов из нержавеющей стали SS316 и мягкой стали AISI 1020. Механические свойства, такие как прочность на растяжение, твердость и прочность на изгиб, а также микроструктурные свойства использовались для оценки параметров процесса сварки TIG.
Сварка ВИГ обеспечивает превосходную сварку с объединением тепла, выделяемого электрической дугой, между вольфрамовым электродом и сталью [7] [8] . Сварка TIG — это простой процесс без дыма и брызг, который практически не требует отделки. Здесь будет рассмотрено влияние сварочного тока, корневого зазора, расхода газа и типа присадочного металла на сварку разнородных металлов из нержавеющей стали SS316 и мягкой стали AISI 1020. Механические свойства, такие как прочность на растяжение, твердость и прочность на изгиб, а также микроструктурные свойства использовались для оценки параметров процесса сварки TIG.2. Учет при сварке разнородных металлов
Предыдущие исследования по сварке ВИГ различных и разнородных металлов можно разделить на три категории: определение характеристик, оптимизация параметров и применение. Теплопроводность от расплавленной сварочной ванны к основному металлу с более высокой теплопроводностью поглощает тепловую энергию и определяет количество энергии, необходимое для локального плавления основного металла [9] [10] . Во время охлаждения различные коэффициенты теплового расширения основных металлов вызывают растяжение в одной части и напряжение сжатия в другой части. Если напряжение не снято, в металле, наплавленном под растягивающим напряжением, могут возникнуть горячие трещины при сварке или холодные трещины при эксплуатации [9] [10] . При сварке металлов с существенно различной теплопроводностью источник тепла должен обеспечивать перепад температур для надлежащего теплового равновесия. Быстрая теплопроводность от расплавленной сварочной ванны к основному металлу с более высокой теплопроводностью забирает тепловую энергию и влияет на подводимую энергию, необходимую для локального плавления основного металла. Таким образом, источник тепла всегда направлен на металл с более высокой теплопроводностью, чтобы уравновесить тепло. Предварительный нагрев основного металла с более высокой теплопроводностью может контролировать потери тепла в основной металл и снизить скорость охлаждения металла шва и зоны термического влияния (ЗТВ) [9] [10] .
Во время охлаждения различные коэффициенты теплового расширения основных металлов вызывают растяжение в одной части и напряжение сжатия в другой части. Если напряжение не снято, в металле, наплавленном под растягивающим напряжением, могут возникнуть горячие трещины при сварке или холодные трещины при эксплуатации [9] [10] . При сварке металлов с существенно различной теплопроводностью источник тепла должен обеспечивать перепад температур для надлежащего теплового равновесия. Быстрая теплопроводность от расплавленной сварочной ванны к основному металлу с более высокой теплопроводностью забирает тепловую энергию и влияет на подводимую энергию, необходимую для локального плавления основного металла. Таким образом, источник тепла всегда направлен на металл с более высокой теплопроводностью, чтобы уравновесить тепло. Предварительный нагрев основного металла с более высокой теплопроводностью может контролировать потери тепла в основной металл и снизить скорость охлаждения металла шва и зоны термического влияния (ЗТВ) [9] [10] . При охлаждении разница коэффициентов теплового расширения между основными металлами создает растягивающее напряжение в одном и сжимающее напряжение в другом. В металле, наплавленном под растягивающим напряжением, могут появиться горячие трещины во время сварки или холодные трещины во время эксплуатации, если напряжение не снято. Это имеет решающее значение в системах рециркуляции, где уплотнение должно работать при высоких температурах.
При охлаждении разница коэффициентов теплового расширения между основными металлами создает растягивающее напряжение в одном и сжимающее напряжение в другом. В металле, наплавленном под растягивающим напряжением, могут появиться горячие трещины во время сварки или холодные трещины во время эксплуатации, если напряжение не снято. Это имеет решающее значение в системах рециркуляции, где уплотнение должно работать при высоких температурах.
3. Текущие исследования
Разнородные сварные соединения между 92 и аустенитной нержавеющей стали AISI 304L изучались в ходе экспериментального исследования Dak and Pandey [11] . Исследованы микроструктура, механические свойства и остаточные напряжения материала. Микроструктуру и механические свойства сварного соединения (прочность на растяжение, ударную вязкость по Шарпи и микротвердость) определяли с помощью сканирующего электронного микроскопа и оптического метода многопроходной дуговой сварки вольфрамовым электродом (GTAW). Послесварочная термообработка (PWHT) при 760 °C в течение двух часов с последующим охлаждением на воздухе использовалась для гомогенизации гетерогенной микроструктуры, сформированной на P9.2 сторона. В результате эта ПТО не повлияла на зону сплавления шва или микроструктуру зоны термического влияния (ЗТВ) SS304L, но изменила ситуацию. Хан и др. [12] , с использованием процессов дуговой сварки в среде защитного газа (SMAW) и сварки вольфрамовым электродом в среде инертного газа (TIG), исследовано влияние техники сварки, присадочного металла и термообработки после сварки на нержавеющую сталь 304 и мягкую сталь AISI 1020, отличающиеся друг от друга. сварные швы. Были проведены испытания на растяжение и изгиб, чтобы определить наилучший метод сварки и PWHT для этого разнородного соединения. При сравнении результатов испытаний на растяжение и изгиб было обнаружено, что PWHT при 630 °C является наилучшей процедурой термообработки для соединений SMAW с электродами из MS и SS. Было определено, что оптимальным процессом термической обработки сварных соединений TIG с присадочными материалами как из MS, так и из нержавеющей стали является PWHT при температуре 600 °C.
Послесварочная термообработка (PWHT) при 760 °C в течение двух часов с последующим охлаждением на воздухе использовалась для гомогенизации гетерогенной микроструктуры, сформированной на P9.2 сторона. В результате эта ПТО не повлияла на зону сплавления шва или микроструктуру зоны термического влияния (ЗТВ) SS304L, но изменила ситуацию. Хан и др. [12] , с использованием процессов дуговой сварки в среде защитного газа (SMAW) и сварки вольфрамовым электродом в среде инертного газа (TIG), исследовано влияние техники сварки, присадочного металла и термообработки после сварки на нержавеющую сталь 304 и мягкую сталь AISI 1020, отличающиеся друг от друга. сварные швы. Были проведены испытания на растяжение и изгиб, чтобы определить наилучший метод сварки и PWHT для этого разнородного соединения. При сравнении результатов испытаний на растяжение и изгиб было обнаружено, что PWHT при 630 °C является наилучшей процедурой термообработки для соединений SMAW с электродами из MS и SS. Было определено, что оптимальным процессом термической обработки сварных соединений TIG с присадочными материалами как из MS, так и из нержавеющей стали является PWHT при температуре 600 °C. Рамакришнан А. [13] проводил эксперименты по механическим характеристикам сварных TIG разнородных соединений между нержавеющей сталью AISI 304 и AISI 316 с использованием присадочных стержней 308. Влияние сварочного тока на сварные швы TIG изучалось ранее, и было проведено несколько механических испытаний для проверки механических свойств сварного шва. Исследователи выбрали сварочные токи 30, 45 и 60 ампер. Выбранные сварочные напряжения составляли 40 В, 60 В и 80 В. Качество сварного шва оценивали с помощью испытаний на твердость и растяжение. Зона сварки имеет самую высокую твердость по сравнению с зоной термического влияния и основным металлом. При сварке TIG детали с током 60 А образец достиг наивысшего предела прочности при растяжении 528,36 МПа. В экспериментальном исследовании Satputaley et al. [14] исследовал влияние сварки ВИГ на максимальный предел прочности при растяжении для 4130 хроммолибдена и алюминия 7075T6. Эти результаты показывают, что хроммолибден 4130 имеет ту же прочность сварного шва, что и Al 7075T6 (396,69 МПа), что приводит к плохим механическим характеристикам сварного шва и плохим характеристикам сварки.
Рамакришнан А. [13] проводил эксперименты по механическим характеристикам сварных TIG разнородных соединений между нержавеющей сталью AISI 304 и AISI 316 с использованием присадочных стержней 308. Влияние сварочного тока на сварные швы TIG изучалось ранее, и было проведено несколько механических испытаний для проверки механических свойств сварного шва. Исследователи выбрали сварочные токи 30, 45 и 60 ампер. Выбранные сварочные напряжения составляли 40 В, 60 В и 80 В. Качество сварного шва оценивали с помощью испытаний на твердость и растяжение. Зона сварки имеет самую высокую твердость по сравнению с зоной термического влияния и основным металлом. При сварке TIG детали с током 60 А образец достиг наивысшего предела прочности при растяжении 528,36 МПа. В экспериментальном исследовании Satputaley et al. [14] исследовал влияние сварки ВИГ на максимальный предел прочности при растяжении для 4130 хроммолибдена и алюминия 7075T6. Эти результаты показывают, что хроммолибден 4130 имеет ту же прочность сварного шва, что и Al 7075T6 (396,69 МПа), что приводит к плохим механическим характеристикам сварного шва и плохим характеристикам сварки. При использовании в высокопрочных материалах Al 7075T6 имеет низкое проникновение в сварной шов. Сварка TIG на хромомолибдене 4130 обеспечивает превосходный провар при сохранении свойств материала. Рамадан и Богдад [15] провел экспериментальное исследование по параметрической оптимизации влияния сварки ВИГ в отношении предела прочности при растяжении разнородных металлов SS-304 и низкоуглеродистой стали с использованием подхода Тагучи и параметров процесса, таких как ток и расход газа. оценивать. Качество сварки оценивали по пределу прочности. Результаты испытаний на растяжение, которые были объединены параметрической комбинацией переменных, дали наилучшее значение (расход газа 8 и сила тока 120 ампер). Эффективными параметрами сварки являются ток, а расходы газа определялись с использованием среднего значения, отношения сигнал/шум и теста ANOVA. Анализ и исследование характеристик сварки TIG-сварки разнородных металлов SS304 и MS1040 были проведены Vennimalai Rajan et al.
При использовании в высокопрочных материалах Al 7075T6 имеет низкое проникновение в сварной шов. Сварка TIG на хромомолибдене 4130 обеспечивает превосходный провар при сохранении свойств материала. Рамадан и Богдад [15] провел экспериментальное исследование по параметрической оптимизации влияния сварки ВИГ в отношении предела прочности при растяжении разнородных металлов SS-304 и низкоуглеродистой стали с использованием подхода Тагучи и параметров процесса, таких как ток и расход газа. оценивать. Качество сварки оценивали по пределу прочности. Результаты испытаний на растяжение, которые были объединены параметрической комбинацией переменных, дали наилучшее значение (расход газа 8 и сила тока 120 ампер). Эффективными параметрами сварки являются ток, а расходы газа определялись с использованием среднего значения, отношения сигнал/шум и теста ANOVA. Анализ и исследование характеристик сварки TIG-сварки разнородных металлов SS304 и MS1040 были проведены Vennimalai Rajan et al. [16] . Прочность на растяжение, твердость и испытания на изгиб проверяли качество сварного шва. Результаты показали, что прочность на растяжение составила 507,902 Н/мм 2 при пиковой нагрузке 49,880 кН, а прочность на изгиб составила 31,213 Н/мм 2 при пиковой нагрузке 3,140 кН. Твердость по Роквеллу составила 78 кгс. Анбарасу и др. [17] , использовал мягкую сталь (IS 2062) в качестве основного материала и супердуплекс ER2594 в качестве присадочного материала для исследования влияния присадочного материала на твердость сварных швов TIG. Материалы можно создавать, выбирая ток, скорость сварки и расход газа в качестве параметров процесса. Метод Тагучи L9Для проведения теста использовалась ортогональная сеть. Микротвердость и микроструктура были двумя показателями качества сварки. Используя методологии DOE Taguchi и ANOVA, компания Kausar [18] проанализировала и изучила параметры качества сварки вольфрамовым электродом в среде инертного газа на различных металлических пластинах с SS316L и IS2062.
[16] . Прочность на растяжение, твердость и испытания на изгиб проверяли качество сварного шва. Результаты показали, что прочность на растяжение составила 507,902 Н/мм 2 при пиковой нагрузке 49,880 кН, а прочность на изгиб составила 31,213 Н/мм 2 при пиковой нагрузке 3,140 кН. Твердость по Роквеллу составила 78 кгс. Анбарасу и др. [17] , использовал мягкую сталь (IS 2062) в качестве основного материала и супердуплекс ER2594 в качестве присадочного материала для исследования влияния присадочного материала на твердость сварных швов TIG. Материалы можно создавать, выбирая ток, скорость сварки и расход газа в качестве параметров процесса. Метод Тагучи L9Для проведения теста использовалась ортогональная сеть. Микротвердость и микроструктура были двумя показателями качества сварки. Используя методологии DOE Taguchi и ANOVA, компания Kausar [18] проанализировала и изучила параметры качества сварки вольфрамовым электродом в среде инертного газа на различных металлических пластинах с SS316L и IS2062. Выбираются параметры процесса, такие как ток, напряжение и расход газа, а качество сварного шва определяется прочностью на растяжение, твердостью и микроструктурой. Полученные данные показали, что напряжение оказывает наиболее значительное влияние на жесткость, за ним следуют поток газа и ток, и что наиболее важным параметром является ток растяжения, за которым следуют напряжение и поток газа. Оптимальные параметры жесткости: 130 (ампер), 60 (вольт) и 9.(л/мин) воздушного потока, в то время как оптимальные параметры прочности на растяжение составляют 130 (ампер), 50 (вольт) и 10 (л/мин) воздушный поток. Хороший поток указывает на то, что соединение имеет жизненно важное значение, когда речь идет о микроструктурах. Хазари и др. [19] провел экспериментальное исследование сварки TIG на AA 6082 и AA 8011, выбрав сварочный ток, диаметр электрода и расход газа. Окончательное качество сварного шва было подтверждено его предельной прочностью и твердостью. Максимальный предел прочности при растяжении резко возрастал по мере увеличения силы тока, но значительно улучшался предел текучести.
Выбираются параметры процесса, такие как ток, напряжение и расход газа, а качество сварного шва определяется прочностью на растяжение, твердостью и микроструктурой. Полученные данные показали, что напряжение оказывает наиболее значительное влияние на жесткость, за ним следуют поток газа и ток, и что наиболее важным параметром является ток растяжения, за которым следуют напряжение и поток газа. Оптимальные параметры жесткости: 130 (ампер), 60 (вольт) и 9.(л/мин) воздушного потока, в то время как оптимальные параметры прочности на растяжение составляют 130 (ампер), 50 (вольт) и 10 (л/мин) воздушный поток. Хороший поток указывает на то, что соединение имеет жизненно важное значение, когда речь идет о микроструктурах. Хазари и др. [19] провел экспериментальное исследование сварки TIG на AA 6082 и AA 8011, выбрав сварочный ток, диаметр электрода и расход газа. Окончательное качество сварного шва было подтверждено его предельной прочностью и твердостью. Максимальный предел прочности при растяжении резко возрастал по мере увеличения силы тока, но значительно улучшался предел текучести. За счет повышения эффективности защитного газа предел прочности при растяжении увеличивался в зависимости от расхода газа. Диаметр пломбировочного материала мало изменился; тем не менее, материал, припаянный с наполнителем диаметром 2,5 мм, показал значительную разницу. Используя процесс сварки TIG, Sayed et al. [20] провел исследование различных металлических сварных швов из нержавеющей стали и мягкой стали. А. Кумар и соавт. [21] , использовал технику Тагучи для проведения экспериментального исследования сварки ВИГ на нержавеющей стали 202 и нержавеющей стали 410. Ток, давление газа и скорость сварки были рассматриваемыми характеристиками процесса, а конечная прочность на растяжение определяла качество сварки. сварка. Первичные графики воздействия показали, что сила тока, давление газа и скорость сварки были важными факторами, влияющими на предельную нагрузку. При сварочном токе 130А давление газа 10 кг/см 2 и скорости сварки 2,8 мм/с идеальный параметр для предела прочности при растяжении 808,3 Н/мм 2 был определен экспериментально.
За счет повышения эффективности защитного газа предел прочности при растяжении увеличивался в зависимости от расхода газа. Диаметр пломбировочного материала мало изменился; тем не менее, материал, припаянный с наполнителем диаметром 2,5 мм, показал значительную разницу. Используя процесс сварки TIG, Sayed et al. [20] провел исследование различных металлических сварных швов из нержавеющей стали и мягкой стали. А. Кумар и соавт. [21] , использовал технику Тагучи для проведения экспериментального исследования сварки ВИГ на нержавеющей стали 202 и нержавеющей стали 410. Ток, давление газа и скорость сварки были рассматриваемыми характеристиками процесса, а конечная прочность на растяжение определяла качество сварки. сварка. Первичные графики воздействия показали, что сила тока, давление газа и скорость сварки были важными факторами, влияющими на предельную нагрузку. При сварочном токе 130А давление газа 10 кг/см 2 и скорости сварки 2,8 мм/с идеальный параметр для предела прочности при растяжении 808,3 Н/мм 2 был определен экспериментально.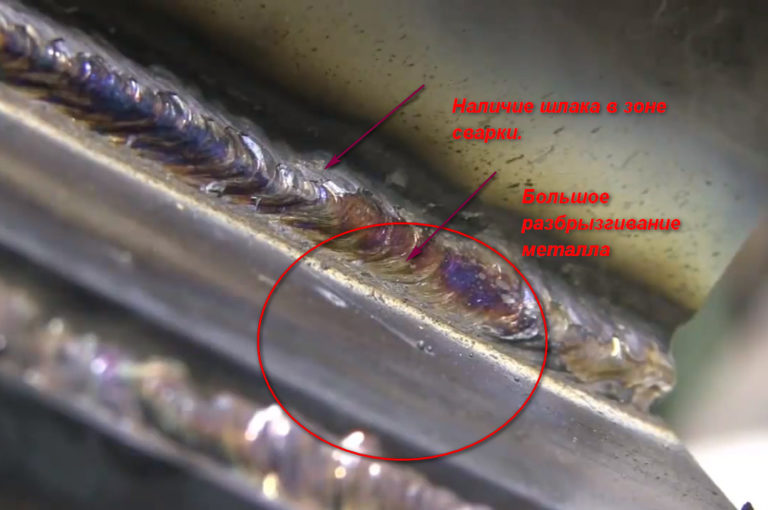 Devakumar [22] исследовал сварные швы GTAW на дуплексной нержавеющей стали и горячекатаной стали (DSS/HRS) путем определения микроструктуры сварного шва и изучения микросостава с помощью энергодисперсионного рентгеновского излучения (EDAX) для определения металлургических свойств. свойств, и они использовали испытание на микротвердость, испытание на растяжение и испытание на изгиб для определения механических свойств. В отличие от основного металла DSS, который имеет аустенитное зерно с ферритом, и основного металла HRS, который имеет только длинное зерно, подобное аустенитному, результаты показали получение треугольной ферритной микроструктуры. Сварка DSS/HRS была более эффективной с мелким ферритовым зерном. Создание дендритной микроструктуры дельта-феррита оказалось результатом энергодисперсионного рентгеноструктурного анализа (EDAX). Л. С. Кумар и соавт. [23] использовали метод Тагучи для сварки TIG и MIG для исследования характеристик сварки AISI 304 и 316.
Devakumar [22] исследовал сварные швы GTAW на дуплексной нержавеющей стали и горячекатаной стали (DSS/HRS) путем определения микроструктуры сварного шва и изучения микросостава с помощью энергодисперсионного рентгеновского излучения (EDAX) для определения металлургических свойств. свойств, и они использовали испытание на микротвердость, испытание на растяжение и испытание на изгиб для определения механических свойств. В отличие от основного металла DSS, который имеет аустенитное зерно с ферритом, и основного металла HRS, который имеет только длинное зерно, подобное аустенитному, результаты показали получение треугольной ферритной микроструктуры. Сварка DSS/HRS была более эффективной с мелким ферритовым зерном. Создание дендритной микроструктуры дельта-феррита оказалось результатом энергодисперсионного рентгеноструктурного анализа (EDAX). Л. С. Кумар и соавт. [23] использовали метод Тагучи для сварки TIG и MIG для исследования характеристик сварки AISI 304 и 316.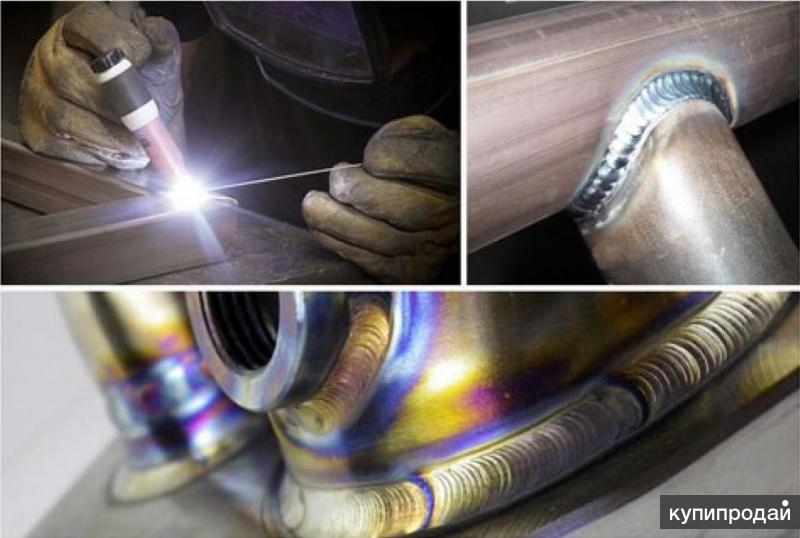 Они обнаружили, что при сварке аустенитных нержавеющих сталей методом TIG значение твердости (BHN) при 40 A для TIG составляет 162,3 и 196,54 для МИГ. В результате они пришли к выводу, что метод MIG подходит для малых токов. Они также пришли к выводу, что схема сварки TIG может выдержать конечную нагрузку 57 600 Н, тогда как схема сварки MIG может выдержать 56 160 Н. В результате схема сварки TIG может выдерживать большую нагрузку, чем схема сварки MIG. Таким образом, наблюдая за прошлыми работами, выполненными на аустенитной нержавеющей стали. Некоторые исследования были сосредоточены на применении, различных сортах материала и оптимизации параметров сварки. Однако не уделялось внимания SS316 и мягкой стали (разнородные металлы) с точки зрения влияния типа присадочного металла и корневого зазора, а также параметрической оптимизации при сварке разнородных металлов на качество сварного шва. Различные исследователи экспериментировали, рассматривая общие параметры процесса, такие как сварочный ток, сварочное напряжение, скорость и расход газа.
Они обнаружили, что при сварке аустенитных нержавеющих сталей методом TIG значение твердости (BHN) при 40 A для TIG составляет 162,3 и 196,54 для МИГ. В результате они пришли к выводу, что метод MIG подходит для малых токов. Они также пришли к выводу, что схема сварки TIG может выдержать конечную нагрузку 57 600 Н, тогда как схема сварки MIG может выдержать 56 160 Н. В результате схема сварки TIG может выдерживать большую нагрузку, чем схема сварки MIG. Таким образом, наблюдая за прошлыми работами, выполненными на аустенитной нержавеющей стали. Некоторые исследования были сосредоточены на применении, различных сортах материала и оптимизации параметров сварки. Однако не уделялось внимания SS316 и мягкой стали (разнородные металлы) с точки зрения влияния типа присадочного металла и корневого зазора, а также параметрической оптимизации при сварке разнородных металлов на качество сварного шва. Различные исследователи экспериментировали, рассматривая общие параметры процесса, такие как сварочный ток, сварочное напряжение, скорость и расход газа. Однако другие переменные процесса, такие как присадочная проволока и корневой зазор, оказывают значительное влияние на механические и микроструктурные качества. Поскольку химические и физические свойства материалов различаются, когда свариваемые основные металлы представляют собой разнородные металлы, используемые присадочные металлы нивелируют эту разницу. Зазор между корнями также является ключевым фактором, определяющим проплавление сварного шва, которое влияет на механические свойства.
Однако другие переменные процесса, такие как присадочная проволока и корневой зазор, оказывают значительное влияние на механические и микроструктурные качества. Поскольку химические и физические свойства материалов различаются, когда свариваемые основные металлы представляют собой разнородные металлы, используемые присадочные металлы нивелируют эту разницу. Зазор между корнями также является ключевым фактором, определяющим проплавление сварного шва, которое влияет на механические свойства.
Сварка аустенитной нержавеющей стали
Существует ряд различных типов сталей, которые можно отнести к «нержавеющим»; в предыдущих статьях рассматривались, например, ферритные стали и стали с дисперсионным твердением. Поэтому рекомендуется быть конкретным и ссылаться на группу, к которой принадлежит сталь, чтобы избежать путаницы. Хотя стали, рассматриваемые в этой статье, обычно называют «нержавеющей сталью», правильнее называть их аустенитными, 18/8 или хромоникелевыми нержавеющими сталями.
Как и другие типы нержавеющих сталей, аустенитные нержавеющие стали устойчивы к коррозии и окислению благодаря присутствию хрома, который образует самовосстанавливающуюся защитную пленку на поверхности стали. Они также обладают очень хорошей ударной вязкостью при экстремально низких температурах, поэтому широко используются в криогенных приложениях. Их можно упрочнить и повысить их прочность путем холодной обработки, но не термической обработки. Они являются наиболее легко свариваемыми из семейства нержавеющих сталей и могут быть сварены всеми способами сварки, при этом основными проблемами являются предотвращение образования горячих трещин и сохранение коррозионной стойкости.
Удобным и широко используемым сокращением для идентификации отдельного сплава в группе аустенитных нержавеющих сталей является система ASTM. При этом используется трехзначный номер «3XX», «3», обозначающий сталь как аустенитную нержавеющую сталь, и дополнительные буквы для обозначения состава и определенных характеристик сплава , например, типа 304H, типа 316L и т. д.; этот метод ASTM будет использоваться в этой статье.
д.; этот метод ASTM будет использоваться в этой статье.
Типичные составы некоторых сплавов приведены в Таблица 1 . Марка типа 304 может рассматриваться как архетипическая аустенитная нержавеющая сталь, из которой производятся другие марки, и изменения в составе по сравнению с типом 304 приводят к изменению идентификационного номера и выделяются красным цветом.
Таблица 1 Типичные составы некоторых аустенитных сплавов из нержавеющей стали0302 За 3XX может следовать буква, содержащая дополнительную информацию о конкретном сплаве, как показано в таблице . Аустенитные нержавеющие стали представляют собой металлургически простые сплавы. Они состоят либо из 100% аустенита, либо из аустенита с небольшим количеством феррита (см. Таблица 1 ). Это не тот феррит, который можно найти в углеродистой стали, а высокотемпературная форма, известная как дельта (δ)-феррит. В отличие от углеродистых и низколегированных сталей аустенитные нержавеющие стали не претерпевают фазовых переходов при охлаждении от высоких температур. Поэтому они не могут подвергаться закалке с образованием мартенсита, и на их механические свойства в значительной степени не влияет сварка. Легирующие элементы в аустенитной нержавеющей стали можно разделить на две группы; те, которые способствуют образованию аустенита, и те, которые способствуют образованию феррита. Основными аустенитообразователями являются никель, углерод, марганец и азот; важными ферритообразователями являются хром, кремний, молибден и ниобий. Изменяя количество этих элементов, сталь можно сделать полностью аустенитной или сконструировать так, чтобы она содержала небольшое количество феррита; важность этого будет обсуждаться позже. В 1949 году Антон Шеффлер опубликовал конституционную или фазовую диаграмму, иллюстрирующую влияние состава на микроструктуру. На диаграмме Шеффлера каждому элементу присвоен коэффициент, коэффициент, отражающий силу влияния на образование феррита или аустенита; эти факторы можно увидеть на диаграмме. Затем элементы объединяются в две группы, чтобы получить «эквиваленты» хрома и никеля. Типичные положения некоторых наиболее распространенных сплавов приведены на Рис.1 . Также на эту диаграмму наложены цветные области, обозначающие некоторые проблемы изготовления, которые могут возникнуть при использовании аустенитных нержавеющих сталей. Хотя все аустенитные нержавеющие стали чувствительны к горячему растрескиванию ( Знания о работе № 44 ), полностью аустенитные стали, попадающие в вертикальную синюю область на Рис. 1 , такие как тип 310, особенно чувствительны. Главными виновниками являются сера и фосфор. С этой целью эти случайные элементы были постепенно уменьшены, так что теперь легко доступны стали с содержанием серы менее 0,010% и фосфора менее 0,020%. В идеальном случае сплав типа 310 или 317 должен иметь содержание серы и фосфора ниже примерно 0,003%. Чистота также очень важна, и тщательное обезжиривание должно быть выполнено непосредственно перед сваркой. Стали типа 304, 316, 347, попадающие в небольшую неокрашенную треугольную область в центре диаграммы или близкие к ней, содержат небольшое количество дельта-феррита и, хотя и не обладают иммунитетом к горячему растрескиванию , обладают повышенной стойкостью к образованию серосодержащих жидких пленок. Причины этого заключаются в том, что а) феррит может растворять больше серы и фосфора, чем аустенит, поэтому они остаются в растворе, а не могут образовывать жидкие пленки по границам зерен, и б) присутствие довольно небольшого количества феррита увеличивает размер зерна. граничной области, так что любые жидкие пленки должны распространяться на большую площадь и больше не могут образовывать непрерывную жидкую пленку. 100% аустенитные стали не обладают этим преимуществом. Одной из проблем, возникающих при работе со сталями с очень низким содержанием серы, является явление, известное как «изменчивость от разливки к отливке» или «переменное проникновение». Сварочная ванна в стали с низким содержанием серы (<0,005%) имеет тенденцию быть широкой с неглубоким проплавлением; сталь с содержанием серы более 0,010% имеет более узкий и более глубоко проникающий валик сварного шва. Как правило, это проблема только при использовании полностью автоматизированного процесса сварки TIG, когда ручной сварщик способен справиться с изменениями провара из-за различий в содержании серы в разных стальных отливках. Однако процедуры автоматизированной сварки TIG, разработанные для стали с высоким содержанием серы, при использовании для сварки стали с низким содержанием серы могут привести к отсутствию дефектов типа проплавления; обратная ситуация может привести к чрезмерному проникновению. Изменения в процедуре, которые смягчили, но никогда не устранили эту проблему, включали медленную скорость движения, импульсный ток, использование смесей защитного газа Ar/H 2 . Другие методы включают указание минимального содержания серы, скажем, 0,010%, или разделение сталей на партии с известными характеристиками проплавления и разработку подходящих процедур сварки. Процесс активированного флюса A-TIG также оказался полезным. Проблемы сварки полностью ферритных сталей, которые попадают в розовую область, где рост зерна и охрупчивание являются проблемой, уже решались в Знание работы № 101 . Аустенитные нержавеющие стали, попадающие в желтую область, также будут охрупчиваться, но это происходит в результате образования твердых хрупких фаз, называемых «сигма» (σ) и «хи» (χ). Это охрупчивание происходит в диапазоне температур примерно от 500 до 900°С. Это медленный процесс, и он не представляет проблемы при сварке аустенитных нержавеющих сталей, но может иметь место при эксплуатации при повышенных температурах или при снятии напряжений со свариваемого компонента. Образованию этих фаз способствует высокое содержание хрома и молибдена (ферритообразующие элементы), поэтому такие стали, как тип 310 и тип 316, особенно чувствительны и могут демонстрировать существенную потерю пластичности после снятия напряжения. Дельта-феррит также трансформируется быстрее, чем аустенит, поэтому сплавы, содержащие большое количество этой фазы, будут разрушаться быстрее, чем аустенитная сталь с небольшим процентом феррита; отсюда и проблемы с дуплексными и супердуплексными нержавеющими сталями. Когда необходимо снять напряжение с изделия, необходимо учитывать потерю пластичности. В сталях, содержащих дельта-феррит, эта фаза должна быть сведена к минимуму, что соответствует минимизации риска горячего растрескивания, путем контроля ферритообразующих элементов, требуя, как правило, от 2% до 5% дельта-феррита. В следующей статье Job Knowledge будут рассмотрены выбор присадочного металла, некоторые проблемы эксплуатации аустенитных нержавеющих сталей и пути их решения. Эта статья была написана Джин Мазерс . Предыдущий
Далее (1) Рекомендуемые сварочные материалы для мартенситных и ферритных нержавеющих сталей В основном выбирают сварочные материалы с химическим составом, близким к химическому составу основного металла. (См. Таблицу 5.) Сварочные материалы типа 309 также можно использовать для сварки хромистой нержавеющей стали. (2) Рекомендуемые сварочные материалы для аустенитной нержавеющей стали Сварочные материалы для нержавеющей стали (только на английском языке) C (max) Si (max) Mn (max) Cr Ni Mo Others Аустенит — A
Феррит — F 304 0,08 0,75 2,0 18/20 8/11 — — А+2/8%F 304Л 0,035 0,75 2,0 18/20 8/11 — — А + 2/8%F 304Х 0,04 — 0,10 0,75 2,0 18/20 8/11 — — А + 2/8%F 304Н 0,08 0,75 2,0 18/20 8/11 — 0,1/0,16 Н А + 2/8%F 316 0,08 0,75 2,0 16/18 14/11 2/3 — А + 3/10%F 347 0,08 0,75 2,0 17/20 13 сентября — № : 10xC А + 4/12%F 321 0,08 0,75 2,0 17/19 9/12 — Ти: 5xC А + 4/12%F 310 0,15 0,75 2,0 24/26 19/22 — — 100% А 309 0,08 1,0 2,0 22/24 15/12 — — А + 8/15%F 308L (обычно только присадочный металл) 0,03 1,0 2,0 19/21 12/10 А + 4/12%F  «L» — низкоуглеродистая аустенитная нержавеющая сталь для использования в агрессивной коррозионной среде; «H» для высокоуглеродистой стали с улучшенной жаропрочностью для использования в условиях ползучести; «N» для азотсодержащей стали, где требуется более высокая прочность на растяжение, чем у обычной стали. Эти суффиксы используются с большинством обозначений сплавов например, тип 316L, тип 316LN, тип 347H, где состав был изменен по сравнению с основным сплавом.
«L» — низкоуглеродистая аустенитная нержавеющая сталь для использования в агрессивной коррозионной среде; «H» для высокоуглеродистой стали с улучшенной жаропрочностью для использования в условиях ползучести; «N» для азотсодержащей стали, где требуется более высокая прочность на растяжение, чем у обычной стали. Эти суффиксы используются с большинством обозначений сплавов например, тип 316L, тип 316LN, тип 347H, где состав был изменен по сравнению с основным сплавом. Холодный (водородный) крекинг ( Job Knowledge No. 45 ) не является проблемой, и предварительный нагрев не требуется независимо от толщины детали.
Холодный (водородный) крекинг ( Job Knowledge No. 45 ) не является проблемой, и предварительный нагрев не требуется независимо от толщины детали. Они образуют оси х и у диаграммы и, зная состав аустенитной нержавеющей стали, позволяют определить пропорции фаз.
Они образуют оси х и у диаграммы и, зная состав аустенитной нержавеющей стали, позволяют определить пропорции фаз.


#НАЗВАНИЕ# || КОБЕЛКО — КОБЕ СТАЛЬ, ООО. —
4. Рекомендуемые сварочные материалы для однородных металлических соединений
В этом случае, однако, требуется осторожность, поскольку существует опасение, что термическая усталость может возникнуть в термических циклах, поскольку коэффициент теплового расширения между основным металлом и металлом сварного шва различен. Это может быть неприменимо в условиях эксплуатации, где требуется высокотемпературная прочность (например, сопротивление ползучести).
Краткое руководство по сварочным материалам для нержавеющей стали и никелевых сплавов
Сварочные материалы для дуплексной нержавеющей стали 5. Рекомендуемые сварочные материалы для соединений разнородных металлов химический состав называется сваркой разнородных металлов.
При сварке разнородных металлов выбор сварочных материалов требует достаточного учета трещиностойкости, коррозионной стойкости и механических свойств в зависимости от комбинации основных металлов.
В таблице 7 показаны самые распространенные сварочные материалы, используемые для сварки разнородных металлов.
В основном должны применяться такие сварочные материалы, которые удовлетворяют механическим свойствам хотя бы одного из основных металлов соединения.
Ниже приведены дополнительные комментарии к таблице 7.
- ①
- При сварке углеродистой стали с аустенитной нержавеющей сталью обычно используются сварочные материалы типа 309 с более высоким содержанием Cr и Ni. Это связано с тем, что при использовании сварочных материалов типа 308 Cr и Ni могут быть разбавлены основным металлом из углеродистой стали, и, таким образом, в металле сварного шва может образоваться мартенситная структура (хрупкая структура).
- ②
- При сварке углеродистой стали с аустенитной нержавеющей сталью, поскольку эти два металла сильно различаются по коэффициенту теплового расширения, сварочные материалы типа инконель с высоким содержанием никеля, которые имеют промежуточные тепловые
Коэффициент расширения следует использовать там, где сварное изделие подвергается интенсивным термическим циклам в процессе эксплуатации.
- ③
- При сварке углеродистой стали с хромистой нержавеющей сталью можно использовать любые сварочные материалы из хромистой нержавеющей стали, аустенитной нержавеющей стали и типа с высоким содержанием никеля с учетом следующих преимуществ и недостатков каждого типа. 9Расходные детали из нержавеющей стали 0651 Cr подходят для применения в условиях интенсивных тепловых циклов или в средах, чувствительных к коррозии Ni. Однако для предотвращения замедленного образования трещин требуется соответствующий предварительный нагрев и термическая обработка после сварки.
Расходные материалы из аустенитной нержавеющей стали обладают хорошей свариваемостью, но вызывают проблему термического напряжения в среде, где сварное соединение подвергается интенсивным термическим циклам. Расходные материалы типа
с высоким содержанием никеля являются дорогостоящими и подвержены образованию горячих трещин; с другой стороны, поскольку они выдерживают интенсивные термические циклы, они подходят для сварных соединений, которые трудно поддаются термообработке после сварки и используются в условиях интенсивных термических циклов. - ④
- Для сварки разнородных металлов такой процесс сварки с большим коэффициентом разбавления, как сварка под флюсом, не рекомендуется.
- ⑤
- Когда процессы сварки MIG и TIG используются для сварки разнородных металлов, проникновение в углеродистую сталь должно быть как можно меньше.
Подробную информацию о каждом продукте см. в Справочнике по сварке Kobelco.
6. Предварительный и последующий нагрев
(1) Сварка однородных металлов
Надлежащие условия предварительного и последующего нагрева при сварке основных металлов аналогичного химического состава приведены в таблице 8.
При контроле процесса сварки ключевым моментом является контроль нагрева. В частности, для ферритной и мартенситной нержавеющей стали (известной также как нержавеющая сталь Cr) контроль нагрева при предварительном и последующем нагреве в значительной степени определяет результаты сварки.
Ниже приводится подробное объяснение ①~⑤ в таблице 8.
① Предотвращение замедленного растрескивания
Замедленное растрескивание происходит после охлаждения сварного соединения до температуры окружающей среды. Считается, что тремя основными причинами являются диффундирующий водород в металле сварного шва, упрочнение металла шва и ЗТВ, а также ограничение соединения.
Предварительный нагрев и отжиг для снятия напряжения эффективны для предотвращения замедленного трещины.
Поскольку предварительный нагрев может снизить скорость охлаждения сварного соединения, он эффективно снижает твердость металла сварного шва и ЗТВ и увеличивает выделение диффузионного водорода.
Замедленное растрескивание является проблемой при сварке из хромистой нержавеющей стали, но не при сварке из аустенитной нержавеющей стали.
Это связано с тем, что сварной шов из аустенитной нержавеющей стали не затвердевает независимо от скорости охлаждения, а растворенный водород не становится диффундирующим.
Следовательно, при сварке аустенитной нержавеющей стали предварительный нагрев не требуется. Наоборот, предварительный нагрев может ухудшить коррозионную стойкость.
② Термическая обработка твердого раствора
Термическая обработка на твердом растворе, которая проводится в основном на сварных швах из аустенитной нержавеющей стали, заключается в выдержке сварного шва при температуре 1000~1150 ℃ в течение 2 минут или дольше на 1 мм толщины листа с последующим быстрым охлаждением.
Во время охлаждения сварное изделие должно охлаждаться как можно быстрее в диапазоне 500~800℃, чтобы избежать образования карбида хрома.
Когда сварка выдерживается при температуре 1000~1150℃, карбид хрома, сигма-фаза и феррит в металле сварного шва диссоциируют в матрице. С помощью такой термообработки можно улучшить коррозионную стойкость, пластичность и ударную вязкость. внутренние напряжения, вызванные работой и сваркой, могут быть удалены.
③ Отжиг для снятия напряжения (SR)
Основными целями SR являются предотвращение замедленного растрескивания в сварных соединениях из хромистой нержавеющей стали и улучшение механических свойств.
В то время как для сварных соединений из аустенитной нержавеющей стали основной целью является предотвращение коррозионного растрескивания под напряжением.
Однако, когда коррозионная стойкость важна или когда сигма-фаза имеет тенденцию к выделению, как в случае металла сварного шва типа 347 или 316, SR во многих случаях может быть вредным.
Следовательно, следует избегать SR сварных соединений из аустенитной нержавеющей стали, если только это не считается необходимым после достаточного изучения марки стали, условий использования и прошлого практического опыта.
④ Горячая трещина
В то время как трещины в сварных швах из хромистой нержавеющей стали могут возникать при температуре окружающей среды и называются замедленными трещинами, эти трещины в металле сварного шва из аустенитной нержавеющей стали и сплава с высоким содержанием никеля могут возникать сразу после завершения затвердевания в большинстве случаев. случаях и называются горячими трещинами.
Чтобы предотвратить появление горячих трещин, сварочные материалы для аустенитных нержавеющих сталей общего назначения разработаны таким образом, что металл шва содержит несколько процентов ферритной структуры в аустенитной матрице.
Для измерения процентного содержания ферритной структуры в металле сварного шва имеется несколько типов методов: один заключается в использовании диаграмм металлографической структуры; один — пользоваться измерительными приборами; а другой — использовать микроскоп.
В отличие от сварных изделий из хромистой стали, трещины в сварных соединениях из аустенитной нержавеющей стали нельзя предотвратить с помощью предварительного нагрева и термической обработки после сварки. Чтобы предотвратить появление трещин в сварных соединениях из аустенитной нержавеющей стали, важно выбрать надлежащий сварочный материал с низким содержанием примесей и использовать подходящие процедуры сварки.
⑤ Коррозионная стойкость ЗТВ
Аустенитная нержавеющая сталь производится таким образом, чтобы она обладала равномерной коррозионной стойкостью, как правило, посредством термообработки на твердый раствор. Но после сварки коррозионная стойкость ЗТВ становится ниже, чем у стали.
незатронутая зона основного металла, так как карбиды выделяются в ЗТВ.
Эта зона выделения карбида называется распадом сварного шва, который образуется при нагреве в диапазоне 500~800℃ при сварке; в результате выпадают в осадок карбиды хрома, тем самым уменьшая независимый Cr в матрице, что эффективно для повышения коррозионной стойкости. Следовательно, коррозионная стойкость ЗТВ ухудшается.
Хотя бывают случаи, когда распад сварного шва не представляет проблемы при использовании, требуются некоторые контрмеры, когда сварная конструкция используется в среде, где существует тенденция к возникновению межкристаллитной коррозии или коррозии под напряжением.
Профилактические или улучшающие меры против разрушения сварного шва:
- (a)
- Применить термообработку на твердый раствор при температуре 1000~1150℃ после завершения сварки для разложения карбидов хрома.
- (б)
- Предотвратите осаждение карбида хрома, используя низкоуглеродистую нержавеющую сталь SUS304L (AISI 304L) или SUS316L (AISI 316L), или стабилизированную нержавеющую сталь SUS321 (AISI 321) или SUS347 (AISI 347).
- (с)
- Отшлифовать поверхность ЗТВ сваркой ВИГ с небольшой погонной энергией сварки.
(2) Сварка разнородных металлов
Что касается температуры предварительного нагрева при сварке разнородных металлов, обычно выбирается более высокая температура предварительного нагрева между двумя основными металлами. Показаны примеры температуры предварительного нагрева при сварке разнородных металлов. в таблице 9. Необходимо соблюдать осторожность, так как слишком высокая температура предварительного нагрева при сварке разнородных металлов может привести к чрезмерному проплавлению и, таким образом, химический состав металла сварного шва может стать неподходящим.
Использование сварочных материалов для аустенитной нержавеющей стали позволяет снизить температуру предварительного нагрева для предотвращения замедленного образования трещин. Но использование более низких температур предварительного нагрева может снизить профилактический эффект от
упрочнение ЗТВ.
Примеры температур послесварочной термической обработки (PWHT) при сварке разнородных металлов приведены в таблице 10.
Поскольку PWHT сварного соединения разнородных металлов по-разному влияет как на основной металл, так и на металл сварного шва, требуется углубленное рассмотрение условий PWHT или даже того, действительно ли это необходимо или нет.
Если для PWHT соединения из разнородного металла выбрана промежуточная или более высокая температура по сравнению с соответствующей температурой PWHT для каждого основного металла, она может превышать температуру превращения основного металла металл, собственная температура PWHT которого ниже (обычно это основной металл с меньшим количеством легирующих элементов), в результате чего свойства основного металла могут полностью измениться. Поэтому температура PWHT должна быть тщательно изучена. заранее.
При сочетании ферритных и аустенитных сталей, например, в сварном соединении мягкой стали и аустенитной нержавеющей стали, общепринятой практикой является выбор более низкой температуры PWHT в рекомендуемом диапазоне температур для ферритной стали.
Причина, по которой выбрана более низкая температура, заключается в том, чтобы свести к минимуму миграцию углерода на границе сварки.
Также следует иметь в виду, что эти температуры PWHT находятся в диапазоне, при котором аустенитная нержавеющая сталь выделяет карбиды и сигма-фазы.
1. Характеристики нержавеющей стали 2. Различные типы нержавеющей стали 3. Физические свойства нержавеющей стали 7.Сварка плакированной нержавеющей стали8.Ключевые моменты сварки нержавеющих сталей различными процессами сварки
Наверх страницы
Сварка разнородных металлов — G.E. MATHIS COMPANY
Автор: Г.Е. Компания Матис
Процессы сварки разнородных металлов соединяют два разных металлических сплава посредством сварки. Есть много разных применений и преимуществ сварки металлов. Сплавление металлов позволяет получить больше от уникальных свойств каждого металла. Например, хотя алюминий легкий и устойчивый к коррозии, он дороже, чем другие металлы, такие как сталь.
Поскольку металлы обладают разными свойствами, сплавление разнородных металлов необходимо, чтобы избежать коррозии или слабых соединений. Вот почему оценка металлов и присадочного материала имеет решающее значение перед выбором метода сварки. Если все сделано правильно, сварка разнородных металлов может улучшить общие характеристики металлов и снизить затраты.
Непохожий процесс сварки
Не существует простого стандартизированного подхода к сварке разнородных металлов. Таким образом, сварщик должен проанализировать ситуацию, прежде чем выбрать процесс. Например, сварщику может потребоваться добавить переходные материалы к металлическим поверхностям или выбрать нестандартные методы сварки в зависимости от применения.
Что затрудняет сварку разнородных металлов, так это различия в свойствах разных металлов. При сварке разнородных металлов следует помнить о нескольких вещах, в том числе:
Температуры плавления металлов
Многие металлы плавятся при разных температурах. Например, алюминий плавится при температуре около 1220 ° F (660 ° C), а сталь плавится при 2 500 ° F (1370 ° C). Быстрая сварка с использованием высокой температуры может сохранить целостность готового сварного шва. Таким образом, вам может потребоваться скорректировать технику сварки, чтобы обеспечить плавное плавление и соединение металлов.
Коэффициенты теплового расширения обоих металлов
Коэффициент теплового расширения показывает, как изменяется размер металла под воздействием тепла. Если коэффициент между обоими металлами сильно различается, это создает риск внутреннего остаточного напряжения в интерметаллической зоне после плавления, что влияет на срок службы только что сваренного металла.
Электрохимическая разница
Изменение электрохимических свойств металлов может вызвать коррозию в интерметаллической зоне. Уровни коррозии часто прямо пропорциональны электрохимической разнице. Таким образом, вы, вероятно, испытаете больше коррозии по мере увеличения электрохимической разницы между двумя металлами. Сведение к минимуму интерметаллидной зоны может снизить риск разрушения сварного шва.
Растворимость каждого
Для успешного процесса сварки два разнородных металла должны иметь одинаковую растворимость. Растворимость – это способность двух металлов смешиваться с образованием твердого раствора. Использование третьего металла, растворимого в обоих исходных материалах, может решить проблему растворимости.
Окончательное использование сварного компонента
Учитывайте конечное использование при выборе метода сварки разнородных материалов. Например, сварные соединения, контактирующие с жидкостями-электролитами, нуждаются в присадочном материале с более высокой коррозионной стойкостью, чем у металлов, чтобы замедлить скорость гальванической коррозии.
Можно ли сваривать разнородные металлы?
Да, можно сваривать разнородные металлы, но с условиями. Во-первых, вам нужно понять, какие материалы используются, например, от мягкой стали до меди или от стали до нержавеющей стали. Вы также должны думать о желаемом результате сварки, месте сварки и доступных методах. Наконец, учитывайте необходимые расходные материалы и подготовку материала. Вы рискуете плохим сцеплением, проблемами с обрабатываемостью и потенциально катастрофическими последствиями, такими как растрескивание, термическая усталость или отказ компонентов, если вы игнорируете эти аспекты.
Преимущества сварки разнородных металлов
Сварка разнородных металлов дает ряд преимуществ, в том числе:
- Улучшенная прочность соединения: Контролирует фазовое образование в соединении, ограничивая время реакции и состав промежуточного слоя.
- Дополнительные варианты комбинаций: Можно создавать множество комбинаций путем сварки разнородных металлов, чем обычная сварка.
- Экономично и удобно: Сварка разнородных металлов дает возможность использовать более дешевые материалы или то, что есть в наличии, и усиливать их, приваривая к более прочным металлам.
Методы сварки разнородных металлов
Вот три лучших метода сварки разнородных металлов:
- Сварка плавлением: Сварка плавлением использует тепло для сплавления или соединения двух или более материалов путем нагревания их до точки плавления. Процесс сварки можно разделить на категории в зависимости от источников тепла. К ним относятся высокая энергия, электрическое сопротивление, электрическая дуга и газ.
- Сварка с низким разбавлением: Сварка с низким разбавлением использует импульсную дуговую сварку, электронно-лучевую или лазерную сварку разнородных металлов. Количество расплавленного основного металла невелико, и наполнители часто не нужны.
- Соединение неплавлением разнородных материалов: Метод соединения неплавлением включает диффузионную сварку, сварку взрывом, сварку трением, а также пайку и пайку. Он хорошо работает при соединении алюминия и стали, нержавеющей стали и никелевых сплавов, а также пар стальных и медных сплавов.