где заказать работу по низкой цене
Среди прочих видов сварка латуни аргоном – наиболее сложный процесс в отношении применения технологий. Дело в том, что в составе сплава латуни имеется цинк. Под действием высоких температур он испаряется.
В результате сварной шов получается пористым, что не лучшим образом влияет на конечные прочностные и другие характеристики детали. К тому же, пары цинка являются ядовитыми для человека, что еще больше осложняет процесс сварки и делает его небезопасным при несоблюдении правил работы с этим материалом.
Особенности аргонодуговой сварки латуни
Сварка латуни аргоном актуальна в тех случаях, когда толщина свариваемых элементов составляет не менее 5 мм. Аргонодуговая сварка имеет несколько особенных характеристик, она значительно отличается от классической технологии.
Аргон – специальный инертный газ, который подается в рабочую область через сопло горелки. Он необходим, чтобы вытеснить кислород из области сварки.
Сама технология достаточно сложна. Сварочный шов образуется под действием дуги между электродом и деталью. Высокие температуры расплавляют металл, соединяя его. Обязательно нужно использовать присадочную проволоку. То есть шов формируется из трех частей: двух обрабатываемых поверхностях и присадки. Проволоку нужно подбирать так, чтобы она максимально была схожа по составу с материалом, из которого выполнена деталь. Расскажем о свойствах, которые нельзя игнорировать в процессе сварки.
- Перед тем как приступать к сварке, очистите поверхности от окисной пленки. В противном случае сварной шов будет менее качественным. Используйте металлическую щетку, добейтесь состояния блеска от материала. Можно прибегнуть к применению азотной кислоты, но после обработки промойте поверхность горячей водой.

- Сварка латуни зачастую сопровождается необычным треском. Именно так испаряется цинк. Вы заметите, что металл окрашивается в процессе сварки, это тоже заслуга испаряющегося цинка.
- Сплошная сварка недопустима, чтобы не было прожига поверхностей. Нужно постепенно заполнять щель присадкой.
- В процессе заполнения шва присадкой нужно постепенно увеличивать длину дуги и уменьшать напряжение. Чтобы закончить шов, достаточно отвести электрод.

В заключение
Внимание! Пары цинка крайне опасны для здоровья человека, поэтому проводить сварку латуни аргоном в домашних условиях не рекомендуется. Лучше перенести работу в место, где есть хорошая приточно-вытяжная вентиляция. Наилучший вариант – на открытом воздухе без доступа посторонних. В каждом случае, когда вы будете варить латунь, наденьте респиратор. Он поможет избежать интоксикации и обращения к больницу.
Сварка латуни. Как сваривать латунь?
Особенности при сваривании цинксодержащих сплавов
Отличительной чертой латуни, как сплава, в котором имеется цинк, является то, что этот металл очень быстро закипает, и как следствие, выгорает. В отличие от прочих составных компонентов Zn обладает куда более низкой температурой плавления по сравнению с медью и алюминием.
В отличие от прочих составных компонентов Zn обладает куда более низкой температурой плавления по сравнению с медью и алюминием.
Она отличается от самого ближайшего к нему металла более чем в 2 раза. В результате реакции происходит образование сильного оксида, образующегося в виде белого порошка. Некоторая часть испаряется при кипении. Если не соблюдать технику правильной сварки, то она является значительной. Более того, эти испарения весьма опасны для человека.
При этом даже если технология полностью соблюдена, испарения составят порядка 30% и в структуре шва образуются поры. Главной задачей все сварщиков состоит в том, чтобы добиться сварки без пор.
Технология сварки латуни дугой
Технология сварки латуни во многом схожа с аналогичным процессом при работе с тем же алюминием. Для выполнения сваривания необходимы специальные электроды. Они изготовлены из меди и являются наплавляемыми.
Для работы подойдут следующие марки электродов: ESAB ОК 94. 25, ОЗБ-2М, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ОЗБ-3, ESAB OK 94.35, ESAB OK 94.55, ZELLER 390. Учитывая то, что каждый из них имеет свой химический состав, то и сваривать рекомендуется определенные сплавы латуни.
25, ОЗБ-2М, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ОЗБ-3, ESAB OK 94.35, ESAB OK 94.55, ZELLER 390. Учитывая то, что каждый из них имеет свой химический состав, то и сваривать рекомендуется определенные сплавы латуни.
Сила постоянного тока должна быть следующей: для 3 не более 120 А, для 4 не более 160 А. При работе с толстыми металлами, например, более 6 мм, соединяемые кромки необходимо подогреть до температуры порядка 300 градусов.
Выбрав электроды и присадочный материал, можно приступать к сварке. При работе со всеми цветными металлами необходимо держать электрод перпендикулярно к плоскости сваривания. Это необходимо для того, чтобы ток равномерно распространялся по всей ширине и охватывал равные участки обеих деталей.
Дуга должна гореть в газовой среде – аргоне. Соответственно, для работы потребуется баллон с газом и специальный держатель с соплом.
| Марка латуни, присадки и флюса (слева направо) | Толщина металла, мм | Прочность сварного соединения, МПа | Прочность шва металла, МПа | Прочность угла загиба, град |
| Л62; ЛКБО 62-0,2-0,04-0,5; нет | 10 | 355. 9 9 | 409.9 | 180 |
| Л62; ЛК 62-0,5; Бура (Na2B4O7) — 100% | 1,0 – 10 | 388.3 | 423.6 | 180 |
| Л62; Л62; Бура (Na2B4O7) — 50% и борная кислота h4BO3 — 50% | 3 – 6 | 332.4 | — | 180 |
| Л62; Л62; БМ1 | 3 – 4 | 313.8 | 343.2 | 180 |
| Л62; ЛОК 62-04-05; нет | 4 | 313.8 | 372.6 | 180 |
| ЛО 62-1; ЛОК 59-1-03; БМ1 | 4 | 411.9 | 402.1 | 180 |
| ЛЖМц 59-1-1; ЛК 62-05 | 40 | 383.4 | 416.8 | 180 |
Аргонодуговая сварка бронзы
 Прочность бронзы при высокой температуре значительно понижается, поэтому деталь перед свариванием нужно хорошо закреплять, чтобы во время сварочного процесса случайно ее не повредить.
Прочность бронзы при высокой температуре значительно понижается, поэтому деталь перед свариванием нужно хорошо закреплять, чтобы во время сварочного процесса случайно ее не повредить.После сваривания бронзовые детали подвергаются отжигу с подогревом до 700 градусов. Выдерживаются детали при такой температуре от 3 до 5 часов. Подогрев отливок начинается с температуры 200 градусов, и температура повышается приблизительно на 100 градусов в час. Для отливок, которые выполняют ответственные задачи, применяется температура до 750 градусов по Цельсию. Прокатанная бронза подвергается проковке в холодном состоянии. Делается это для повышения плотности и прочности металла сварочного шва.
При сваривании угольными электродами используется постоянный ток прямой полярности. Для сваривания оловянистой бронзы используют прутки, в составе которых 8% цинка, 3% олова, 0,2 фосфора, 0,3% никеля, 0,3% железа, 0,2% свинца. Остальным материалом является медь. Для бронз других видов используются прутки такого же состава, из которого состоит основной свариваемый металл.
Для бронз других видов используются прутки такого же состава, из которого состоит основной свариваемый металл.
Сваривание бронзы находит широкое применение. Наилучшие результаты сваривания дает сварка на постоянном токе обратной полярности. Величина сварочного тока составляет 30 – 40 Ампер на 1 миллиметр диаметра сварочного электрода. Если при сваривании используется переменный ток, то для того чтобы повысить устойчивость горения дуги, нужно повышать силу тока до 75 – 80 Ампер на 1 миллиметр диаметра электрода. Также в такой ситуации Вы можете воспользоваться осциллятором.
Сваривание бронзы ведут без перерыва в один слой. При сваривании электрод должен находиться практически перпендикулярно к поверхности металла. Для того чтобы лучше удалять газы с поверхности сварочного шва делаются зигзагообразные движения. Для того чтобы получить максимальную высоту напайки нужно вести дугу с предварительной формовкой места наплавки при наклоне до 15 градусов к горизонтальному положению. Если сваривание производится без подогрева, то для этой работы применяется больший сварочный ток.
Если сваривание производится без подогрева, то для этой работы применяется больший сварочный ток.
Если сваривание бронзы производилось в соответствии с требованиями, то механические свойства сварочного шва получаются примерно такими же, как и свойства основного металла. Для прокатных бронз применяется сварка в аргоне с использованием неплавящихся электродов, например вольфрамовых.
Нередко бронзу сваривают газовой сваркой. В таком случае сваривание ведется с подогревом детали до 450-и градусов по Цельсию. Сварочное пламя обязательно должно быть восстановительным, потому что если оно будет иметь окислительные свойства, то содержание олова, алюминия и кремния сильно сократиться.
- Сварка латуни аргоном
- Сварка меди со сталью
- Сварка меди с алюминием
- Сварка меди в домашних условиях
- Электроды для сварки меди
Сварка алюминия полуавтоматом Виды электросварки
Технология сварки латуни полуавтоматом
Это что касается дуговой сварки, если работы выполняются при помощи полуавтомата, потребуется специальная проволока. Для этих работ подойдут следующие виды проволоки:
Для этих работ подойдут следующие виды проволоки:
- EWC CuNi – обладает высокой коррозионной стойкостью;
- EWC CuNi7 – применяется для сваривания стали и плакирующего никельмедного листа;
- ESAB OK Autrod 19.12 – используется для работы с чистой медью и низколигированными сплавами.
- ESAB OK Autrod 19.30 – широкопрофильная проволока для работы с любыми сплавами их меди.
В продаже имеется много разновидностей проволоки для работы со сплавами. Для более эффективной работы рекомендуется изучить особенности каждого вида.
Главной особенностью процесса сваривания бронзы и латуни, независимо от выбранного метода, является высокая вероятность образования пор. Чтобы их не было или как минимизировать появление, сварку необходимо производить быстро, то есть проходить за 1 минуту не менее 15 см шва.
При расположении деталей вертикально, начинать сваривать детали следует снизу и двигаться в верх. Это связано с тем, что металл легкоплавкий и сильно текучий. Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.
Выполнять сварку рекомендуется точечно с перекрытием предыдущей точки, делая поджиг, как можно короче по времени.
Подготовка материалов перед сваркой
Учитывая массу нюансов, с которыми мастер встретиться при сваривании деталей из латуни, в домашних условиях выполнить сварку будет сложно. Все же находятся умельцы, которые соединяют бронзу точно так же качественно, как и медь. Технология процесса заключается в следующем:
- Для сваривания деталей небольших толщин из латуни подогрев поверхностей не требуется, как в случае с алюминием. Это может пригодиться при работе с толстыми изделиями. Металл является менее теплопроводным, чем алюминий и медь.
- Чтобы шов был прочной по всей длине соединения, рекомендуется на листах толщиной до 1,5 мм выполнять отбортовку, чтобы присадочный материал покрывал стыкуемые части с наибольшей площадью. Если используются детали из листа более 1.5, но до 6 мм, то за счет расплавления кромок отбортовку проводить не потребуется. Для обеспечения качественного сварного соединения необходимо предусмотреть зазор не менее 1,5 мм в зависимости от толщины. При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.
- Работая с листами толщиной от 6 до 25 мм, потребуется в обязательном порядке выполнить предварительную подготовку торцов для сваривания. Обработка выполняется по V-образной технологии, то есть снимается кромка с каждой стороны листа, острая кромка остается тупой и составляет 3-4 мм. В таком случае делать зазоры следует аккуратно, так как при их слишком большой величине прочность соединения ухудшается, а при полном контакте детали могут деформироваться.
 При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.
При этом для достижения требуемого качества сваривания деталей проварка должна выполняться с обеих сторон.На этом подготовительные работы заканчиваются, можно приступать к самому процессу сварки.
Подготовка латунных деталей к сварке
Благодаря тому, что теплопроводность латуни ниже, чем у меди, при сварке латуни малых и средних толщин предварительный подогрев не требуется. При сварке латуни большой толщины, желательно проведение местного предварительного подогрева.
Разделка сварных кромок под сварку в стык выполняется, исходя из толщины свариваемого металла. При сварке латунных листов, толщиной до 1,5мм рекомендуется, по возможности, выполнять отбортовку листов. Высота отбортовки равна удвоенной толщине свариваемого металла.
При сварке латунных листов, толщиной до 1,5мм рекомендуется, по возможности, выполнять отбортовку листов. Высота отбортовки равна удвоенной толщине свариваемого металла.
При сварке латуни толщиной 1,5-6мм допускается не подготавливать сварные кромки при этом, между свариваемыми деталями должен быть зазор 1-2мм. В случае применения подкладок зазор допускается увеличивать до 3-4мм. Для обеспечения полного провара по всей толщине металла применяют двустороннюю заварку.
При толщине свариваемой латуни 6-25мм выполняют V-образную разделку сварных швов, хотя более предпочтительной является X-образная разделка (если это возможно) с углом раскрытия 30-45° с обеих сторон. Стыковые кромки следует притупить. Величина притупления 4мм. При увеличенных зазорах качество сварных соединений снижается. А при малых зазорах и длинных сварных швах увеличиваются напряжения в сварной конструкции, что приводит к её деформации.
Оборудование для сварки латуни
Наиболее предпочтительным оборудованием для сваривания изделий из латуни являются дуговые инверторы и электроды к ним. Если у вас в наличии имеется полуавтомат, то с его помощью также можно произвести качественную работу, предварительно вооружившись подходящей проволокой.
Если у вас в наличии имеется полуавтомат, то с его помощью также можно произвести качественную работу, предварительно вооружившись подходящей проволокой.
Также потребуется баллон с инертным газом. Для выполнения подготовки свариваемых деталей потребуется механический инструмент. С его помощью снимаются фаски и притупляется кромка. Также может потребоваться газовая горелка для подогрева толстых деталей.
Какими электродами варить латунь
- Классификация электродов
- Для цветных металлов
- Для разнородных сталей
Сварка цветных металлов имеет свои особенности, и в частности сплавы следует рассматривать порой обособленно. Так и латунь, сплав меди и цинка в условиях воздействия высоких температур в расплавленном состоянии имеет некоторые особенности как самого сплава, который из-за высокого содержания меди подвержен высокой жидкотекучести, так и соединений цинка, которые приводят к нарушению монолитной структуры сварного шва, и как следствие, его разупрочнению.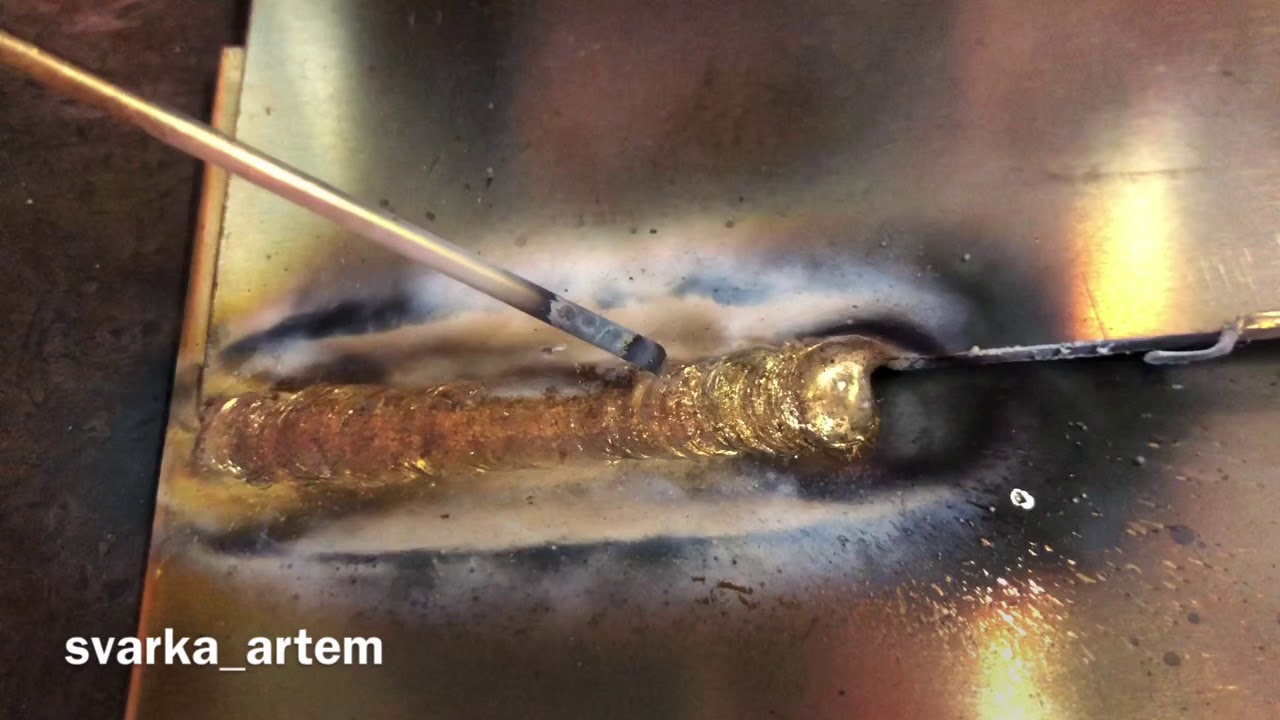 Расплав латуни также весьма активно поглощает газы, в частности кислород и водород, что приводит к образованию трещин и полостей в металле сварного шва.
Расплав латуни также весьма активно поглощает газы, в частности кислород и водород, что приводит к образованию трещин и полостей в металле сварного шва.
Электроды для сварки латуни, как правило, используются двух видов – это графитированые электроды и толстопокрытые электроды, преимущественно с покрытием ЗТ.
Выполнение сварочных работ графитовым стержнем по изделиям из латуни небольшой толщины проводится без применения присадочной проволоки на постоянном токе прямой полярности. Для изделий больших толщин сварка выполняется под флюсом. На присадочную проволоку 6-8 мм из сплава латуни (самый распространенный ЛК-80-3), наносится флюс. Как правило его состав включает 35% криолита, 50% фтористого калия, 12.5% хлоритого натрия, 2.5% древесного угля. Следует отметить, что применение угольных электродов находит более широкое применение при наплавке.
При сварке латуни металлическим толстопокрытым электродом, его стержень как правило изготовлен из латунного сплава ЛК-80-3 или сплава бронзы КМц-3-1. Типовым покрытием считается состав из 50% ферромарганца, 20% жидкого стекла, 12% полевого шпата, 10% плавикового шпата, и 8% ферросилиция. При сварке применяется постоянный ток. Объемные детали следует предварительно прокаливать до температуры 200-300°С. Также на толщинах более 5 мм, рекомендуется применять V-образную разделку кромок. При этом шов можно после остывания проковать. Для сплавов с пониженным содержанием меди проковка шва выполняется нагорячо. Если появляется вопрос, какими электродами варить латунь из отечественных можно выделить ММЗ-2, ЦБ-1, МН-4. Из зарубежных UTP-32, UTP-34, ZELLER 340M.
Типовым покрытием считается состав из 50% ферромарганца, 20% жидкого стекла, 12% полевого шпата, 10% плавикового шпата, и 8% ферросилиция. При сварке применяется постоянный ток. Объемные детали следует предварительно прокаливать до температуры 200-300°С. Также на толщинах более 5 мм, рекомендуется применять V-образную разделку кромок. При этом шов можно после остывания проковать. Для сплавов с пониженным содержанием меди проковка шва выполняется нагорячо. Если появляется вопрос, какими электродами варить латунь из отечественных можно выделить ММЗ-2, ЦБ-1, МН-4. Из зарубежных UTP-32, UTP-34, ZELLER 340M.
Обязательным условием при сварке латуни является правильное предварительное прокаливание электродов. Причем, рекомендуется изначально электроды просушить около 2- часов при температуре 30°С, а затем уже прокаливать при температуре 150-250 °С в течении получаса.
В целом не зависимо от того, какие электроды использовать для сварки латуни, этот процесс является достаточно сложным и требует определенного опыта и высокой квалификации. Поэтому во многих случаях используется газовая сварка. При этом нужно избегать наличия водорода в струе горелки, и использовать пламя с избытком кислорода. Возможно также применение аргонодуговой сварки вольфрамовым электродом, при этом стоит использовать присадку в виде бронзового прутка для простых латунных сплавов, а для более сложных сплавов следует использовать присадочную проволоку из сплава, идентичному свариваемым деталям.
Поэтому во многих случаях используется газовая сварка. При этом нужно избегать наличия водорода в струе горелки, и использовать пламя с избытком кислорода. Возможно также применение аргонодуговой сварки вольфрамовым электродом, при этом стоит использовать присадку в виде бронзового прутка для простых латунных сплавов, а для более сложных сплавов следует использовать присадочную проволоку из сплава, идентичному свариваемым деталям.
Электроды для наплавки алюминия Отличие электродов уони от мр Рутиловые электроды Марки электродов
Пошаговое описание процесса сварки
- Сначала необходимо подготовить свариваемые детали: снять фаску, отбортовать.
- Для более качественного схватывания металла поверхности можно обезжирить.
- Толстые детали рекомендуется прогреть до температуры порядка 300 градусов.
- Начинается сам процесс сваривания. Двигаться необходимо снизу вверх небольшим точками, прерывисто.
- Необходимо следить за тем, чтобы проволока подавалась равномерно и с достаточной скоростью, что определяется опытным путем.
- Сварка выполняется в один проход с двух сторон соединяемых деталей.
- После каждого прогона при помощи щетки удаляется шлам, контролируется место стыка на предмет пористости.

При соблюдении технологии, качество сварного соединения существенно увеличивается.
технология холодной сварки, с электродом и со сталью в домашних условиях, выбор проволоки. Как заделать трещину в листе латуни?
Сварка латуни необходима довольно часто. Выполнить эту работу как следует могут далеко не все люди. Но знание особенностей и видов технологий позволяет хотя бы проконтролировать получаемый результат.
Особенности сварочных работ
Ключевая специфика сварки латуни связана с ее химическим составом. Это сплав таких известных металлов, как медь и цинк.
Это сплав таких известных металлов, как медь и цинк.
Куда хуже то, что цинк крайне токсичен для человека. Потому приходится принимать специальные меры, чтобы избежать отравления. Очень важную роль играет строгое соблюдение технологии.
В целом варят латунь примерно по той же схеме, что и простую медь. Если слой металла не превышает 1 см, заблаговременный прогрев его не потребуется.
Подготовка
Сварить латунь можно даже в домашних условиях, но для этого придется провести тщательную подготовку
 Толстые конструкционные изделия обязательно надо прогревать в том месте, где будут заниматься сваркой. Этот прием улучшает качество шва и обеспечивает повышенную надежность соединения. Если толщина листов велика, необходимости в отбортовке нет. Однако между составными частями должна сохраняться дистанция не более 2 мм.
Толстые конструкционные изделия обязательно надо прогревать в том месте, где будут заниматься сваркой. Этот прием улучшает качество шва и обеспечивает повышенную надежность соединения. Если толщина листов велика, необходимости в отбортовке нет. Однако между составными частями должна сохраняться дистанция не более 2 мм.Если применяют подкладку, придется делать зазор несколько больше. Особенно прочные конструкции отрабатывают путем двухсторонней сварки. Неверная оценка отдельных параметров приведет к серьезнейшим проблемам. Потому толстые конструкции должны варить только подготовленные профессионалы со стажем.
Описание технологий сварки
Методика сваривания латуни почти не зависит от конкретного варианта выполнения работ. Действовать в любом случае придется максимально быстро. Если варить металл медленнее чем по 0,15 м за минуту, качество быстро упадет. Это выражается в ускоренном улетучивании цинка и активном развитии пористости. Вертикальные элементы из латуни варят строго снизу вверх.
Если варить металл медленнее чем по 0,15 м за минуту, качество быстро упадет. Это выражается в ускоренном улетучивании цинка и активном развитии пористости. Вертикальные элементы из латуни варят строго снизу вверх.Точки стыка по мере надобности дополнительно разогревают. Потолочная сварка категорически исключена.
Склонность латуни закипать и вытекать сильно вредит при проведении сварочных работ.
Подбор технологии определяется:
- персональными пожеланиями;
- толщиной листа;
- предполагаемыми характеристиками готовой конструкции.
Электродуговая
Предпочтительным вариантом сварки латуни электродуговым способом будет использование электрода из латунной же проволоки. Важно: в ней должно присутствовать как минимум 40% цинка (по массе). Дополнительно должны содержаться алюминий, свинец, марганец, железо. По электродам непрерывно движется электрический ток прямой полярности. Предпочтительна работа «короткой» дугой из нижнего положения.
Важно: в ней должно присутствовать как минимум 40% цинка (по массе). Дополнительно должны содержаться алюминий, свинец, марганец, железо. По электродам непрерывно движется электрический ток прямой полярности. Предпочтительна работа «короткой» дугой из нижнего положения.
Дугу поддерживают при силе тока 250 А. Такой параметр оптимален для электродов длиной 5 мм. Подобное соотношение гарантирует скорость проходки швов как минимум 0,3 м за минуту. Когда главная технологическая операция завершена, шов требуется дополнительно подвергнуть проковке и разогреву на 600-650 градусов. Это позволит значительно улучшить характеристики готового изделия.
В некоторых случаях для работы используют буру. Подобная защитная смесь может существенно облегчить выполнение даже самых сложных работ, в том числе очень сложное соединение различных «капризных» металлов. Разогретая бура плавится и образует соли. Позднее они кристаллизуются на поверхности. Убрать остатки такого слоя не слишком сложно.
Позднее они кристаллизуются на поверхности. Убрать остатки такого слоя не слишком сложно.
Аргоновая
Изготовление сварных латунных швов в аргонной среде считается наиболее качественным вариантом. Востребовано это решение и для работы с другими медными сплавами. Тут возможно применение как плавких, так и не подверженных плавлению электродов. Неплавкие детали применяют преимущественно из вольфрама.
Для работы с очень сложными сплавами рекомендуется применять присадки того же состава, что и само изделие.
Варить латунь и бронзу в среде аргона требуется строго в один слой. Но делать нужно не цельный шов, а отдельные последовательные участки. Большое внимание надо уделять точности и аккуратности выполнения работы. При неосторожных манипуляциях велика вероятность прожечь материал.
Большое внимание надо уделять точности и аккуратности выполнения работы. При неосторожных манипуляциях велика вероятность прожечь материал.
Частично компенсировать эту опасность помогает использование длинной дуги. Силу тока на свариваемых участках понижают плавно. Более безопасно варить аргоном латунь толщиной свыше 5 мм. Для более тонких конструкций подобный метод непрактичен. Порой правильнее вернуться к традиционной электродуговой методике.
Газовая
Обработка латуни и бронзы в обычной газовой среде вполне возможна, но работать тогда придется максимально быстро и четко. Средняя рациональная скорость — 0,25 м за минуту. Поперечные колебания совершать нельзя. Горелка должна идти под углом 90 градусов к поверхности на всем протяжении шва. Присадочную проволоку надо держать под углом 30 градусов по отношению к обвариваемым кромкам.
Горелка должна идти под углом 90 градусов к поверхности на всем протяжении шва. Присадочную проволоку надо держать под углом 30 градусов по отношению к обвариваемым кромкам.
Кроме обзора методов, необходимо учесть еще несколько более частных тонкостей. В некоторых случаях используют медно-фосфорный припой. Его повышенная текучесть гарантирует установление превосходных связей на межмолекулярном уровне. Дополнительно поддерживается проникновение в самые мелкие трещины и другие дефекты. Готовый шов очень устойчив к коррозии и прочен механически.
В ряде случаев возникает необходимость сварки латуни и стали. Для нее берут:
- ацетилен-кислородную или пропан-кислородную горелку;
- прутки серии Л69;
- буру.

Латунью лудят стальные компоненты. Потом берут ту же горелку, ту же присадку и приваривают необходимые стальные детали со специальным слоем.
Опасаться насыщения стали углеродом в значительных размерах не стоит. Проблема решается использованием нейтральной или слегка окисленной (по продуктам) реакции горения.
Рекомендована аргонодуговая сварка с присадкой, богатой цинком и марганцем.
Довольно многие люди прибегают к сварке латуни методом TIG. Рекомендуется не DC, а AC режим, потому что он позволяет получить весьма чистый шов. Однако надо учитывать, что выгорание цинка затрудняет розжиг дуги. Впрочем, лучший вариант — все равно использование газовой сварки. Многие отзывы опытных сварщиков говорят, что варить латунь способом TIG весьма мучительно.
Рекомендации
Когда нужно заделать трещину в латунной конструкции при помощи электросварки, применяют либо графитированные, либо имеющие толстое покрытие электроды. Первый вариант позволяет варить нетолстые изделия даже без помощи присадочной проволоки. Иногда используют угольные электроды. Процедура работы с ними не отличается от аналогичной сварки меди; припоем становится латунная проволока.
Первый вариант позволяет варить нетолстые изделия даже без помощи присадочной проволоки. Иногда используют угольные электроды. Процедура работы с ними не отличается от аналогичной сварки меди; припоем становится латунная проволока.
Чтобы качественнее сварить латунь электродуговым способом, нужно:
- за один проход сваривать не более 3 мм металла;
- предварительно подогревать толстые конструкции до 200-300 градусов;
- прорабатывать тонкостенные материалы в один проход.
Тонкостенные элементы, а также трубы можно соединять главным образом газопламенной сваркой. В пламени должен быть переизбыток кислорода, который компенсирует уход большого количества цинка.
Флюс готовят, используя прокаленную буру с вхождением борной кислоты. Смесь изначально суха; перед самым применением ее разводят водой до нужной концентрации. Пастообразный состав придется наносить мягкой кисточкой на нужное место.
Смесь изначально суха; перед самым применением ее разводят водой до нужной концентрации. Пастообразный состав придется наносить мягкой кисточкой на нужное место.
Готовясь к сварке латуни в среде аргона, необходимо очень тщательно подготовить соответствующие места. Убрать окислы поможет травление слабой азотной или соляной кислотой. Важно: между воздействием кислоты и самой сваркой должно проходить как можно меньше времени.
При работе в помещении очень важна качественная вентиляция. Но даже она не освобождает от использования защитных очков и респираторов.
О том, как выполняется сварка латуни, смотрите далее.
Латунная пайка (спаять латунь), любые сварные работы аргоном в Уфе в ЦК Авто недорого/цена/стоимость/сколько стоит/Башкирия/Башкортостан/
Компания Центр Климат Авто (ЦК Авто) в Уфе в Башкирии и Башкортостане предоставляет услуги по продаже, установки (заправки, ремонта) и обслуживанию автокондиционеров (автомобильных кондиционеров) и рефрижераторов (автомобильное рефрижераторное холодильное оборудование и системы) для любых марок, производителей, назначения (отечественные, импортные (иномарки), легковые, грузовые, коммерческий транспорт) автомобилей, а также для тракторов, комбайнов, спецтехники, у нас в ассортименте есть оборудование различных производителей Frost (Фрост),Elinje (Элинж), Alex-Original (Алекс-Оригинал), а также мы осуществляем монтаж автономных обогревателей для кабины (салона автомобилей) и предпусковые обогреватели для двигателя и топлива ведущих известных мировых брендов Webasto (Вебасто), Eberspacher(Эберспехер), Binar (Бинар), а также услуги по сварке аргоном (аргоннная, аргодуговая) и пайке сплавов и металлов. <br />tig, ar, 79, 5, 3, 2, 16, 10157, 1, ядро, энергия, электро, электросварщик, электронную, электронная, электроды, электродом, электродами, электрическая, шиномонтаж, швов, чугуна, чишмы, чистоты, чистота, чайников, цены, цена, цвет, хранения, хранение, характеристика, фото, фосфор, формула, флюсом, фирма, уфе, уфа, установка, услуги, удельный, удельная, углеродистых, углекислота, углекислом, труб, трубопроводов, трон, тонкого, титана, технология, технический, техника, теплоемкость, тему, таблица, с, схемы, схема, сущность, строение, стоит, стоимость, степень, стеклопакет, стеклопакета, стали, сталей, среде, способы, состоянии, соединения, содержит, см, скорость, сколько, скольки, скачать, сервис, свойства, своими, сварщик, сварочный, сварочные, сварочное, сварные, сварку, сваркой, сварки, сварки, сварке, сварка, сваривать, самодельная, рыбаков, ручной, ручная, руками, рукав, реферат, ресанта, ремонт, режимы, режима, редуктор, регулятор, реагирует, расчет, расценки, расход, расходомер, расхода, разновидности, радиаторов, работы, работа, работает, процесса, производство, продувка, программа, проволока, при, присадочный, применение, приемы, преимущества, прайм, правильно, правила, по, пост, порошковая, пользоваться, полуавтомат, полуавтоматом, полуавтоматическая, покрытыми, показатель, под, побег, плотность, плазменно, плавящимся, плавлением, питания, песня, пермь, первооткрыватель, пдк, относительная, отзывы, осч, основы, основном, ооо, оксид, окна, окисления, одноатомный, объем, обучение, оборудование, не, нержавеющей, нержавейки, нержавейка, неплавящимся, неон, на, начинающих, назначение, м3, молярная, моль, молекулярная, молекулы, молекула, можно, механизированная, методы, металл, металла, менделеева, меди, материал, материалы, масса, манометры, магнитогорск, магнитогорске, лупачёв, луи, литых, куплю, купить, кр, криптон, конфигурация, конфигурацию, комплектующие, компания, количество, книги, классификация, кислород, киев, кг, картинки, как, казань, и, источники, использование, ион, инертный, инвертор, инверторная, имеет, из, изотопы, игра, за, защитных, заправка, заправить, заполнение, заварить, жидкий, дуговую, дуговой, дуговая, доставка, для, дисков, диски, диплом, диана, давление, гост, горелки, гидроксид, гелий, где, газ, газообразный, газовый, газовая, газоанализатор, газе, газах, в, высокопроизводительные, высокой, выпрямитель, выпрямители, выбор, вредность, восстание, вольфрамовыми, воздухе, виктор, википедия, виды, видео, вес, вертикальных, варю, варка, варить, варим, валентность, вакансии, бесплатно, безопасности, балон, баллон, баллоны, баллонов, баллоне, баллона, баллонах, атом, атому, атомный, атома, арматуры, аргон, аргону, аргоно, аргоном, аргонодуговой, аргонодуговая, аргонов, аргонную, аргонно, аргонной, аргонная, аргоне, аргона, аппарат, аппараты, алюминия, алюминий, азот, адиабаты, автосервис, автоматическая
<br />tig, ar, 79, 5, 3, 2, 16, 10157, 1, ядро, энергия, электро, электросварщик, электронную, электронная, электроды, электродом, электродами, электрическая, шиномонтаж, швов, чугуна, чишмы, чистоты, чистота, чайников, цены, цена, цвет, хранения, хранение, характеристика, фото, фосфор, формула, флюсом, фирма, уфе, уфа, установка, услуги, удельный, удельная, углеродистых, углекислота, углекислом, труб, трубопроводов, трон, тонкого, титана, технология, технический, техника, теплоемкость, тему, таблица, с, схемы, схема, сущность, строение, стоит, стоимость, степень, стеклопакет, стеклопакета, стали, сталей, среде, способы, состоянии, соединения, содержит, см, скорость, сколько, скольки, скачать, сервис, свойства, своими, сварщик, сварочный, сварочные, сварочное, сварные, сварку, сваркой, сварки, сварки, сварке, сварка, сваривать, самодельная, рыбаков, ручной, ручная, руками, рукав, реферат, ресанта, ремонт, режимы, режима, редуктор, регулятор, реагирует, расчет, расценки, расход, расходомер, расхода, разновидности, радиаторов, работы, работа, работает, процесса, производство, продувка, программа, проволока, при, присадочный, применение, приемы, преимущества, прайм, правильно, правила, по, пост, порошковая, пользоваться, полуавтомат, полуавтоматом, полуавтоматическая, покрытыми, показатель, под, побег, плотность, плазменно, плавящимся, плавлением, питания, песня, пермь, первооткрыватель, пдк, относительная, отзывы, осч, основы, основном, ооо, оксид, окна, окисления, одноатомный, объем, обучение, оборудование, не, нержавеющей, нержавейки, нержавейка, неплавящимся, неон, на, начинающих, назначение, м3, молярная, моль, молекулярная, молекулы, молекула, можно, механизированная, методы, металл, металла, менделеева, меди, материал, материалы, масса, манометры, магнитогорск, магнитогорске, лупачёв, луи, литых, куплю, купить, кр, криптон, конфигурация, конфигурацию, комплектующие, компания, количество, книги, классификация, кислород, киев, кг, картинки, как, казань, и, источники, использование, ион, инертный, инвертор, инверторная, имеет, из, изотопы, игра, за, защитных, заправка, заправить, заполнение, заварить, жидкий, дуговую, дуговой, дуговая, доставка, для, дисков, диски, диплом, диана, давление, гост, горелки, гидроксид, гелий, где, газ, газообразный, газовый, газовая, газоанализатор, газе, газах, в, высокопроизводительные, высокой, выпрямитель, выпрямители, выбор, вредность, восстание, вольфрамовыми, воздухе, виктор, википедия, виды, видео, вес, вертикальных, варю, варка, варить, варим, валентность, вакансии, бесплатно, безопасности, балон, баллон, баллоны, баллонов, баллоне, баллона, баллонах, атом, атому, атомный, атома, арматуры, аргон, аргону, аргоно, аргоном, аргонодуговой, аргонодуговая, аргонов, аргонную, аргонно, аргонной, аргонная, аргоне, аргона, аппарат, аппараты, алюминия, алюминий, азот, адиабаты, автосервис, автоматическая
Услуги | Svarka Vsego™ (098)1979686
Монтажные работы в Киеве, прайс, цена, расценки на монтажные работы
Строительные и монтажные работы в промышленном и гражданском строительстве (монтаж зданий и сооружений, устройство фундаментов, кирпичная кладка, отделочные работы) выполняются нашей рабочей бригадой по всей Украине. Строительные работы Киев выполняют высококвалифицированные инженерно-технические работники и рабочие, имеющие опыт работы при строительстве и проведении ремонтных строительных работ в Украине, как в гражданском строительстве, так и на предприятиях металлургической и коксохимической промышленности Киевской области. В нашей строительной бригаде Киев работают строители:
Строительные работы Киев выполняют высококвалифицированные инженерно-технические работники и рабочие, имеющие опыт работы при строительстве и проведении ремонтных строительных работ в Украине, как в гражданском строительстве, так и на предприятиях металлургической и коксохимической промышленности Киевской области. В нашей строительной бригаде Киев работают строители:
— разнорабочие Киев строительных специальностей (арматурщики, сварщики, бетонщики, штукатуры, каменщики, кровельщики, маляры, грузчики киев и др.) — 30 чел.
— Монтажники — 20 чел.
— Инженерно-технические работники — 10 чел.
Наша строительная компания Киев готова выступить подрядчиком и выполнить следующие строительные работы в Киеве, а также по всей Украине:
1. Монтажные работы в жилом и промышленном строительстве.
2. Производство бетонных работ (возведение бетонных и железобетонных строительных конструкций: приготовление бетонной смеси, транспортировки и укладки ее с уплотнением в форму (опалубку), создание условий, необходимых для твердения бетона (уход за бетоном) замоноличивания участков и стыков между сборными элементами и др. При строительстве железобетонных монолитных конструкций выполняют также опалубочные работы (устройство опалубки) и арматурные (установка арматурных каркасов в опалубке).
При строительстве железобетонных монолитных конструкций выполняют также опалубочные работы (устройство опалубки) и арматурные (установка арматурных каркасов в опалубке).
3. Каменные работы (строительство кирпичных домов, возведение каменных строительных конструкций (стен, опор, столбов, сводов) из искусственных камней и блоков. Выполняем кладку кирпича в Киеве: бутова и бутобетонная кладки, кладка из обработанных природных камней правильной формы , кирпичная кладка, кладка из искусственных камней и крупных блоков), огнеупорная кладка.4. Отделочные работы в строительстве: оштукатуривание, облицовка, окраска, оклейка обоями зданий и помещений.
4. Кровельные работы, монтаж различных типов покрытий, выполняемые при строительстве покрытий чердачных и бесчердачных крыш. В первом случае покрытие делают из стальных листов. Во втором — на подготовленное основание наплавляют рулонные материалы.
5. Монтаж технологических трубопроводов.
6. Изготовление металлоконструкций на заказ.Монтаж строительных металлоконструкций промышленных зданий делается высококвалифицированными специалистами. Делая строительные услуги в Киеве, наша компания всегда тщательно следит за качественность монтажа. Мы возьмемся за монтаж строительных металлоконструкций даже на высоте более 60 метров, и, можете не сомневаться, все возложена на нас работа на высоте будет выполнена идеально.Монтаж любого уровня сложности делаются только квалифицированными строителями, работающим в нашей строительной бригаде. Мы гарантируем, что качество наших строительных и монтажных работ будет безупречной, ведь у нас работают только опытные монтажники высотники. Можете не сомневаться, что ремонтные монтажные работы будут выполнены на высоте, потому что мы используем собственное оборудование и спецтехнику, что увеличивает производительность и скорость.Строительство под ключ промышленных зданий предлагается нашей компанией. Строительные работы в Киеве и по всей территории Украины является одним из основных направлений, поэтому Вы можете не сомневаться, что все монтажные работы, проводимые будут выполнены с высоким качеством и в срок.
Изготовление металлоконструкций на заказ.Монтаж строительных металлоконструкций промышленных зданий делается высококвалифицированными специалистами. Делая строительные услуги в Киеве, наша компания всегда тщательно следит за качественность монтажа. Мы возьмемся за монтаж строительных металлоконструкций даже на высоте более 60 метров, и, можете не сомневаться, все возложена на нас работа на высоте будет выполнена идеально.Монтаж любого уровня сложности делаются только квалифицированными строителями, работающим в нашей строительной бригаде. Мы гарантируем, что качество наших строительных и монтажных работ будет безупречной, ведь у нас работают только опытные монтажники высотники. Можете не сомневаться, что ремонтные монтажные работы будут выполнены на высоте, потому что мы используем собственное оборудование и спецтехнику, что увеличивает производительность и скорость.Строительство под ключ промышленных зданий предлагается нашей компанией. Строительные работы в Киеве и по всей территории Украины является одним из основных направлений, поэтому Вы можете не сомневаться, что все монтажные работы, проводимые будут выполнены с высоким качеством и в срок. В строительство под ключ входят такие элементы, как строительные сооружения коммуникационного назначения, емкости для жидких продуктов, бункеры сыпучих материалов, сооружения резервуаров для систем водоснабжения, вентиляции и канализации, сооружения для размещения технологического оборудования.Пожалуй, один из интересных этапов строительства загородного дома — это отделочные работы. Этот этап в загородном строительстве конечная стадия строительства. Согласитесь, отделочные работы — это завершение строительной эпопеи, это финишная прямая. Загородный дом с крепкими фундаментом, стенами и кровлей — все, что Вы так долго ждали, о чем мечтали. Загородный коттедж с завершенной внешней и внутренней отделкой, как обворожительная декорация к Вашему уютного и спокойного загородной жизни. Отделочные работы в современном строительстве загородных коттеджей и домов, видимо, остались такими же, как и 10, как и 100 и так далее лет назад. Однако без новаторских идей в мелочах, естественно не обошлось; и теперь большой плюс в области загородное строительство домов — это наличие множества различных строительных материалов и новейших технологий.
В строительство под ключ входят такие элементы, как строительные сооружения коммуникационного назначения, емкости для жидких продуктов, бункеры сыпучих материалов, сооружения резервуаров для систем водоснабжения, вентиляции и канализации, сооружения для размещения технологического оборудования.Пожалуй, один из интересных этапов строительства загородного дома — это отделочные работы. Этот этап в загородном строительстве конечная стадия строительства. Согласитесь, отделочные работы — это завершение строительной эпопеи, это финишная прямая. Загородный дом с крепкими фундаментом, стенами и кровлей — все, что Вы так долго ждали, о чем мечтали. Загородный коттедж с завершенной внешней и внутренней отделкой, как обворожительная декорация к Вашему уютного и спокойного загородной жизни. Отделочные работы в современном строительстве загородных коттеджей и домов, видимо, остались такими же, как и 10, как и 100 и так далее лет назад. Однако без новаторских идей в мелочах, естественно не обошлось; и теперь большой плюс в области загородное строительство домов — это наличие множества различных строительных материалов и новейших технологий. Строительство в Украине — область материального производства, в которой создаются основные фонды производственного и непроизводственного назначения: готовые к эксплуатации здания, строительные конструкции, сооружения, их комплексы.В области архитектуры и гражданского строительства, строительство является процессом, который состоит из построения или установки инфраструктуры. Будучи далеки от простой строительной деятельности, крупномасштабное строительство в Киеве это искусство многозадачности. Как правило, строительная работа управляется руководителем проекта и контролируется руководителем строительных работ, инженером-разработчиком, инженером-конструктором или архитектором проекта.Для успешного осуществления проекта, необходимо эффективное планирование работ. Строители Киев, кто участвует в разработке и реализации инфраструктуры, должны рассмотреть вопоросы экологических последствий работы, успешного планирования, бюджетирования, безопасности на рабочем месте, доступности материалов, логистики, неудобств для общественности, вызванных задержками строительства, подготовки тендерной документации и т.
Строительство в Украине — область материального производства, в которой создаются основные фонды производственного и непроизводственного назначения: готовые к эксплуатации здания, строительные конструкции, сооружения, их комплексы.В области архитектуры и гражданского строительства, строительство является процессом, который состоит из построения или установки инфраструктуры. Будучи далеки от простой строительной деятельности, крупномасштабное строительство в Киеве это искусство многозадачности. Как правило, строительная работа управляется руководителем проекта и контролируется руководителем строительных работ, инженером-разработчиком, инженером-конструктором или архитектором проекта.Для успешного осуществления проекта, необходимо эффективное планирование работ. Строители Киев, кто участвует в разработке и реализации инфраструктуры, должны рассмотреть вопоросы экологических последствий работы, успешного планирования, бюджетирования, безопасности на рабочем месте, доступности материалов, логистики, неудобств для общественности, вызванных задержками строительства, подготовки тендерной документации и т. д.
д.
В зависимости от назначения, строящихся, различают следующие виды строительства:
1.Промышленное строительство (заводы, фабрики)
2.Транспортное (дороги, мосты, тоннели)
3.Жилищно-гражданское строительство (жилые дома, общественные здания)
4.Гидротехническое (плотины, дамбы, каналы, Берегоукрепительные сооружения и устройства, водохранилища)
5.Гидромелиоративное (системы орошения, осушения)
Каждый вид строительства требует уникальной команды для планирования, проектирования и эксплуатации.
Строительные услуги в Киеве:
— Строительные работы
— Ремонтно-строительные работы
— Монтажные работы
— Пуско-наладочные работы
Строительно-монтажные работы в Киеве и области, а также по всей Украине делаются нашей компанией с высоким качеством и профессиональным подходом к каждому отдельно взятого случая. Мы предлагаем в Киевской области те строительные услуги, выполнение которых делается высококлассными специалистами на высоком профессиональном уровне. Заказав у нас строительно-монтажные работы на промышленных объектах и объектах жилищного строительства, Вы можете рассчитывать на действительно профессиональное выполнение строймонтажа. Для этого мы используем собственное оборудование и спецтехнику, что значительно сокращает время работ. Поэтому СМР делается нашими сотрудниками в кратчайшие сроки, никак не отражаясь на качестве. Выполняя монтажные работы в Украине мы также выполняем демонтажные работы. Металлоконструкции — изготовление и монтаж делается только специалистами высокого уровня. Завод может предоставить действительно качественные строительные металлоконструкции (изготовление и монтаж делается только с помощью современного оборудования). Обратитесь к нам и просто оформите заказ на монтажные работы в Киеве. Стоимость монтажных работ в Украине оптимальная, мы предлагаем только выгодные условия сотрудничества своим клиентам.
Мы предлагаем в Киевской области те строительные услуги, выполнение которых делается высококлассными специалистами на высоком профессиональном уровне. Заказав у нас строительно-монтажные работы на промышленных объектах и объектах жилищного строительства, Вы можете рассчитывать на действительно профессиональное выполнение строймонтажа. Для этого мы используем собственное оборудование и спецтехнику, что значительно сокращает время работ. Поэтому СМР делается нашими сотрудниками в кратчайшие сроки, никак не отражаясь на качестве. Выполняя монтажные работы в Украине мы также выполняем демонтажные работы. Металлоконструкции — изготовление и монтаж делается только специалистами высокого уровня. Завод может предоставить действительно качественные строительные металлоконструкции (изготовление и монтаж делается только с помощью современного оборудования). Обратитесь к нам и просто оформите заказ на монтажные работы в Киеве. Стоимость монтажных работ в Украине оптимальная, мы предлагаем только выгодные условия сотрудничества своим клиентам. Поэтому, оформляя у нас заказ на монтажные работы любого типа, Вы можете не сомневаться, не переплачиваете, ведь стоимость монтажных работ в нашей компании достаточно низкая.Строительство инженерных сетей в промышленных зданиях предлагается компанией. Их выполняют высококвалифицированные специалисты с большим опытом, которые прекрасно знают все нюансы в услугах такого рода. Проведение строительных работ при строительстве инженерных сетей производится с помощью новейшего оборудования, которое обеспечивает высокое качество работ при минимальных затратах. Монтаж технологического оборудования Киев делается по заказам предприятий и организаций самых разных отраслей промышленности. Мы выполним монтаж технологического оборудования в кратчайшие сроки и любого уровня сложности.Монтаж технологических трубопроводов делается только новейшим оборудованием, которое позволяет поддерживать высокое качество работ на всех этапах. Именно благодаря этому предлагаемые нами строительные услуги в Украине соответствуют мировым стандартам.
Поэтому, оформляя у нас заказ на монтажные работы любого типа, Вы можете не сомневаться, не переплачиваете, ведь стоимость монтажных работ в нашей компании достаточно низкая.Строительство инженерных сетей в промышленных зданиях предлагается компанией. Их выполняют высококвалифицированные специалисты с большим опытом, которые прекрасно знают все нюансы в услугах такого рода. Проведение строительных работ при строительстве инженерных сетей производится с помощью новейшего оборудования, которое обеспечивает высокое качество работ при минимальных затратах. Монтаж технологического оборудования Киев делается по заказам предприятий и организаций самых разных отраслей промышленности. Мы выполним монтаж технологического оборудования в кратчайшие сроки и любого уровня сложности.Монтаж технологических трубопроводов делается только новейшим оборудованием, которое позволяет поддерживать высокое качество работ на всех этапах. Именно благодаря этому предлагаемые нами строительные услуги в Украине соответствуют мировым стандартам. Наши специалисты смогут выполнить монтаж технологических трубопроводов любого уровня сложности. Монтаж металлоконструкций (цены на подобные услуги всегда доступны см расценки строителей ниже) выполняется в нашей компании специалистами своего дела. Если Вам требуется монтаж строительных металлоконструкций, цены на который будут оптимальны для Вашего предприятия, мы готовы предложить Вам свои строительные услуги в Киеве и Киевской области.Монтажные работы (Киев и область) любого плана предлагаются нашей компанией для объектов жилищного и промышленного строительства по вполне доступной цене.Антикоррозийная защита металлоконструкций — одна из самых востребованных услуг. Действительно, сейчас очень важно правильно обработать строительные конструкции, чтобы уменьшить агрессивное воздействие внешней среды. Перед покраской конструкций выполняется пескоструйная обработка металла. Предлагаемый нами антикоррозийная защита строительных металлоконструкций (выполняется только лучшими специалистами) прекрасно защитит от неблагоприятных внешних факторов все выбранные строительные конструкции.
Наши специалисты смогут выполнить монтаж технологических трубопроводов любого уровня сложности. Монтаж металлоконструкций (цены на подобные услуги всегда доступны см расценки строителей ниже) выполняется в нашей компании специалистами своего дела. Если Вам требуется монтаж строительных металлоконструкций, цены на который будут оптимальны для Вашего предприятия, мы готовы предложить Вам свои строительные услуги в Киеве и Киевской области.Монтажные работы (Киев и область) любого плана предлагаются нашей компанией для объектов жилищного и промышленного строительства по вполне доступной цене.Антикоррозийная защита металлоконструкций — одна из самых востребованных услуг. Действительно, сейчас очень важно правильно обработать строительные конструкции, чтобы уменьшить агрессивное воздействие внешней среды. Перед покраской конструкций выполняется пескоструйная обработка металла. Предлагаемый нами антикоррозийная защита строительных металлоконструкций (выполняется только лучшими специалистами) прекрасно защитит от неблагоприятных внешних факторов все выбранные строительные конструкции. Расценки на строительные работы в Украине.
Расценки на строительные работы в Украине.
Сварка латуни: подробное руководство[2021]
Латунь — это общий термин, обозначающий множество различных сплавов меди и цинка. Многим опытным сварщикам легко работать с латунью, однако сварка латуни может быть проблематичной, если вы только начинаете.
Ключом к правильной сварке латуни является знание состава цинка в латунном сплаве, с которым вы работаете.
В этом особом руководстве мы рассмотрим:
- Что такое латунь и как узнать ее состав?
- Различные процессы сварки латуни
- Сварка латуни со сталью и т. д., и
- Некоторые общие советы по работе с латунью
Давайте углубимся прямо в:
Что такое латунь? Как уже упоминалось выше, латунь представляет собой сплав меди и цинка с цветом от светло-желтого до красно-желтого в зависимости от содержания меди, которое составляет от 56% до 90%.
Латунь с содержанием меди от 70% до 90% называется томпак, термин латунь для сплавов с содержанием меди от 56% до 80% сегодня почти не используется.
Латунь с более низким содержанием меди в основном используется для сварки труб, строительных профилей или фитингов, а латунь с высоким содержанием меди используется для экзотической сварки или микросварки, то есть для ювелирных изделий и произведений искусства.
Латуньхарактеризуется высокой прочностью, хорошей формуемостью и коррозионной стойкостью и, следовательно, предпочтительна для обстоятельств, требующих таких профилей.
Состав латуниПрежде чем говорить о процессах сварки латуни, важно знать химический состав латуни, с которой вы работаете.
Есть два способа узнать состав латуни:
- Использование латуни, о которой вы знаете.
- Проверка латуни у химика.
Наиболее часто используемая латунь с химической формулой Cu3Zn2 состоит из 66% меди и 34% цинка.
Латунь представляет собой сплав меди и цинка, и цинк влияет на ее общую температуру плавления.
Для сварки крайне важно знать температуру плавления материалов, с которыми вы работаете, до начала процесса.
Цинкимеет более низкую температуру плавления, чем медь, и, следовательно, перегрев может вызвать серьезные повреждения сварного шва, а также несколько несплошностей, таких как пористый сварной шов, растрескивание и т. д.
Следовательно, заранее зная состав латуни, вы можете легко определить температуру плавления и процесс сварки, с которым вам предстоит работать. В основном используется кислородно-ацетиленовая сварка, однако ее можно выполнять с любым из сварочных процессов.
Если вы знаете, с какой латунью вы работаете, вы можете легко перейти к процессам сварки латуни.
Процессы сварки латуни Существует несколько подходящих методов сварки латуни. К ним относятся сварка TIG (вольфрам в инертном газе), сварка MIG (металл в инертном газе) или сварка с подачей проволоки, сварка MAG (металл в активном газе), газовая сварка или кислородно-ацетиленовая сварка, а также автогенная сварка.
К ним относятся сварка TIG (вольфрам в инертном газе), сварка MIG (металл в инертном газе) или сварка с подачей проволоки, сварка MAG (металл в активном газе), газовая сварка или кислородно-ацетиленовая сварка, а также автогенная сварка.
Методы сварки TIG и MIG относятся к процессам дуговой сварки в среде защитного газа. Сварка MAG также похожа на эту, однако обычно не используется для сварки латуни.
Здесь между электродом и заготовкой образуется дуга, обеспечивающая подачу необходимого тепла.Электрод окружен соплом, из которого подается защитный газ, предохраняющий дугу и сварной шов от загрязнения окружающей среды.
TIG и MIG используют инертные защитные газы, такие как гелий, аргон или азот, в то время как MAG превращает газы в активные газы путем смешивания углекислого газа или кислорода, которые образуют соединение с материалами. Процесс, в котором для сварки используется газообразный аргон, называется аргонной сваркой.
Еще одно отличие заключается в функции электрода.
При MIG и MAG электрод выполняет две функции: проводит ток и одновременно является сварочным присадочным металлом, тогда как вольфрамовый электрод при TIG не плавится.
Сварка латуни ВИГПроцесс TIG с аналогичными добавками даже без покрытия оксидной пленкой обеспечивает достаточно малопористую сварку.
Использование добавок, не содержащих цинка, например электродов CuSi3Mn1, CuSn12 или CuAl8, дополнительно ограничивает испарение цинка и улучшает прочностные характеристики сварных соединений.
Использование флюсов при сварке TIG по-прежнему ограничивается особыми случаями, например, защита корневой стороны шва при односторонней сварке насквозь.
Алюминийсодержащие многокомпонентные сплавы (например, CuZn20Al2As) предпочтительно сваривать методом ВИГ с наложенным высокочастотным переменным током без флюса и CuAl8 в качестве присадочного материала.
При нанесении первого сварочного слоя не содержащей цинка присадки лучше всего избегать более глубокого прижигания основного материала, используя технику пайки.
В этом процессе основной материал расплавляется дугой таким образом, что прямой контакт дуги ограничивается началом нарастания сварного шва.
Таким образом, для сварки латуни методом TIG идеальным выбором будут электроды CuSn12 или CuAl8. Это лучший выбор, чтобы получить максимально близкий конечный результат, учитывая цветовую координацию.
Сварка латуни MIG Для сварки MIGтребуются добавки, не содержащие цинка, такие как CuSn6 или CuAl8 (состоит из 8% алюминия), аналогичные сварке латуни TIG.
Однако сварку латуни MIG лучше всего выполнять с использованием относительно тонких проволочных электродов, поскольку это смещает соотношение глубины проплавления и скорости наплавки в пользу скорости наплавки. Кроме того, описанная выше технология пайки более важна при нанесении первого слоя сварки. Флюсы редко используются при сварке MIG медно-цинковых сплавов, т.е. латуни.
Флюсы редко используются при сварке MIG медно-цинковых сплавов, т.е. латуни.
Идеальной проволокой для сварки латуни MIG является CuAl8.
Кислородно-ацетиленовая сварка латуниКроме того, латунь можно сваривать ручной дуговой сваркой.Здесь также горит дуга между заготовкой и электродом. Однако электрод имеет оболочку и образует газы и шлак
при плавлении.
Газы защищают дугу и зону сварки, шлак противодействует искажению плавления.
Важным пунктом в инструкциях по кислородно-ацетиленовой сварке является пламя, с помощью которого заготовка нагревается и соединяется непосредственно или с использованием легированного сварочного электрода. Это пламя образуется при сгорании ацетилена и кислорода.
Сварку кислородно-ацетиленовой латуни проводят с окислительной регулировкой пламени (до 30 % избытка кислорода в медно-цинковых сплавах, до 50 % избытка кислорода в многокомпонентных сплавах). Для газовой сварки всегда должны использоваться подходящие флюсы. В случае многокомпонентных сплавов, содержащих алюминий, избыток кислорода за счет образования оксида алюминия недопустим.
В случае многокомпонентных сплавов, содержащих алюминий, избыток кислорода за счет образования оксида алюминия недопустим.
Если вы только начинаете сварку латуни, рекомендуется не использовать газовую сварку или кислородно-ацетиленовую сварку, так как цинковый компонент латуни имеет тенденцию к испарению из-за высокой температуры.
В процессе образуется оксид цинка, который вызывает пористость сварного шва.
Однако фосфористая бронза или фосфористая бронза № 8 могут быть соединены с помощью кислородно-ацетиленовой сварки, поэтому они используются скульпторами и некоторыми сварщиками-любителями в своих проектах на заднем дворе.
Электронно-лучевая сварка латуниИз всех процессов лучевой сварки лазерная сварка подходит для медно-цинковых сплавов, если фокусирующая оптика защищена от испарения цинка с помощью устройств с инертным газом, таких как перекрестная струя.
Хорошие результаты достигаются при использовании твердотельных лазеров (Nd: YAG-лазер, волоконный лазер) и диодных лазеров.
Электронно-лучевая сварка может выполняться только в атмосфере (NV-EBW = невакуумная электронно-лучевая сварка) на коротком рабочем расстоянии макс. 25 мм. В сопло луча встроена поперечная струя, которая защищает его от испарения цинка.
Другие методы сварки латуниЭЛС, а также новый процесс сварки плавлением «дуговая сварка под флюсом» не подходит для медно-цинковых сплавов.
Хорошо подходят все процессы сварки сопротивлением, стыковая, точечная и шовная сварка, а также импульсная и высокочастотная сварка.
То же самое относится к сварке взрывом, сварке трением и диффузионной сварке для толщин сплава на нижней стороне.
Сварка латуни со стальюСварить латунь со сталью крайне сложно, но возможно. Тем не менее, рекомендуется не продолжать сварку латуни со сталью, вместо этого можно использовать пайку.
Пайка — это процесс изготовления, аналогичный сварке, который включает в себя плавление двух разных материалов, т. е. латуни и стали, и соединение их вместе с помощью присадочного материала.
е. латуни и стали, и соединение их вместе с помощью присадочного материала.
идеально подходит для пайки латуни и стали.
Проблемы со сваркой латуниДо сих пор вы читали о различных процессах сварки, используемых для сварки латуни, и некоторых предварительных условиях, прежде чем приступить к процессу.
Сейчас:
Многие возможные проблемы могут возникнуть при сварке латуни, особенно если вы начинаете, например:
- При сварке плавлением латуни наиболее важным фактором является испарение цинка. Если сварка не выполнена должным образом, испарение может быть очень сильным из-за низкой температуры кипения цинка (906°C). Он закрывает обзор сварщику, вызывает пористость и ухудшает формирование шва.
- Дополнительные трудности возникают при сварке материалов на основе латуни, легированной свинцом, если содержание свинца превышает 1%.Для таких латунных сплавов свариваемость плавлением больше не гарантируется из-за усадочных напряжений. Однако это влияние можно уменьшить с помощью подходящей теплопроводности и методов.
- Газовая сварка и сварка TIG хорошо подходят для сварки плавлением. При этом сварка MIG требует использования сварочных материалов, не содержащих цинка, и даже в этом случае ее применение ограничено.
- Сварку латуни следует выполнять относительно мягким пламенем или мягкой дугой. Все процессы сварки плавлением противодействуют испарению цинка, ограничивая проникновение и предотвращая перегрев сварочного расплава.
 Однако это влияние можно уменьшить с помощью подходящей теплопроводности и методов.
Однако это влияние можно уменьшить с помощью подходящей теплопроводности и методов.Если вы дошли до этого момента, поздравляю, вы знаете о сварке латуни на 90% больше, чем обычные сварщики.
Теперь я попытаюсь дать некоторые общие рекомендации по сварке латуни, которые могут облегчить вам процесс выбора и метод в целом.
- Выбор присадочной проволоки или присадочного стержня зависит от состава латунного сплава.
- Вы должны ограничить предварительный нагрев до температуры менее 80°С, превышение которой может изменить химическую структуру латуни, с которой вы работаете.
- SIFMIG 8 или Sifphor Bronze No8 рекомендуется в первую очередь при сварке латуни.
- Если вы не смогли достать вышеупомянутые типы латуни, вы можете выбрать SIFMIG 328 и 968 или Sifbronze № 32 и Sifsilcopper № 968. Рекомендуется № 82.

В этой статье я попытался кратко объяснить, как работает сварка латуни.
Вы должны убедиться, что хорошо разбираетесь в методах, а медные детали хорошо подготовлены и чисты, прежде чем сразу переходить к процессам.
Не забывайте о своем защитном снаряжении, безопасность всегда должна быть вашей главной заботой. Использование сварочных кабин будет лучшим выбором, если вы работаете в своем гараже.
Удачной сварки!
Справочник по цветным металлам
Справочник по цветным металлам Сварка Цветной Металлы лечение Сварка Чугун Сварка Железный Металлы 2 Кремний-бронза
пластина и лист содержат только 1. от 75 до 3,0% кремния, хотя кремний может
до 14% в
от 75 до 3,0% кремния, хотя кремний может
до 14% в
 Если применить нейтральное пламя к
латунь, до фактического плавления
начнут выходить наблюдаемые пары цинка; и поверхность металла будет
получиться довольно ярко.Если вы затем начнете
сделать пламя окислительным (сокращая поток ацетилена) вы обнаружите
что в определенный момент четкое
На поверхности латуни образуется налет, и дымление практически исключено.
Окисляющее пламя
этого как раз достаточно для создания видимого покрытия на поверхности основания
металл это то, что вы хотите. Слишком
большое количество кислорода увеличит толщину покрытия и затруднит сварку.
(3) Вы можете использовать высококачественный припой
наплавка присадочного металла (типа OXWELD 25M пруток) практически на любые медно-цинковые
сплав, если нет точного совпадения цветов
существенный.В случае сплава с низким содержанием цинка (5% цинка)
температура плавления основного металла
будет настолько выше, чем у стержня (OXWELD 25M или эквивалентного), что вы
на самом деле может паять сварной шов, а
чем сварка плавлением.
Если применить нейтральное пламя к
латунь, до фактического плавления
начнут выходить наблюдаемые пары цинка; и поверхность металла будет
получиться довольно ярко.Если вы затем начнете
сделать пламя окислительным (сокращая поток ацетилена) вы обнаружите
что в определенный момент четкое
На поверхности латуни образуется налет, и дымление практически исключено.
Окисляющее пламя
этого как раз достаточно для создания видимого покрытия на поверхности основания
металл это то, что вы хотите. Слишком
большое количество кислорода увеличит толщину покрытия и затруднит сварку.
(3) Вы можете использовать высококачественный припой
наплавка присадочного металла (типа OXWELD 25M пруток) практически на любые медно-цинковые
сплав, если нет точного совпадения цветов
существенный.В случае сплава с низким содержанием цинка (5% цинка)
температура плавления основного металла
будет настолько выше, чем у стержня (OXWELD 25M или эквивалентного), что вы
на самом деле может паять сварной шов, а
чем сварка плавлением. Однако у большинства латуней разница в температурах плавления
будет намного меньше. (4)
Используйте сварочный наконечник как минимум на один размер больше, чем вы обычно используете для стали.
одинаковой толщины из-за
высокая теплопроводность металла. В противном случае, как правило, следуйте переднему
метод сварки, используемый для сварки стали.
Однако у большинства латуней разница в температурах плавления
будет намного меньше. (4)
Используйте сварочный наконечник как минимум на один размер больше, чем вы обычно используете для стали.
одинаковой толщины из-за
высокая теплопроводность металла. В противном случае, как правило, следуйте переднему
метод сварки, используемый для сварки стали.Как сварить латунь? (Полное руководство)
Сварка латуни — это отличный навык, но может быть трудно найти нужную информацию.
Латунь может быть сложным материалом для сварщиков, в зависимости от метода. Температура плавления латуни обычно составляет от 900 до 940 градусов по Фаренгейту, что облегчает литье с использованием нескольких методов, таких как пайка серебром или сварка MIG.
Тем не менее, вы должны позаботиться о том, чтобы выбрать правильный защитный газ, чтобы избежать образования пористости в рамках проекта из-за разделения сплавов при их охлаждении после нагрева в процессе сварки.
Существует множество различных методов сварки, и мы рассмотрим их в этой статье.
Мы покажем вам, как выполнять сварку с помощью сварочного аппарата MIG, TIG или кислородно-ацетиленовой горелки. Вы также узнаете о некоторых мерах предосторожности, которые необходимо соблюдать при работе с этими инструментами.
Начнем!
Что такое сварка латуни?Сварка латуни является одним из наиболее популярных способов соединения металлов.Процесс включает в себя расплавление двух кусков латуни, которые должны быть соединены, а затем использование наполнителя, такого как медь или серебро, для создания связи между ними. Эту технику можно использовать и для других металлов, но чаще всего она применяется при работе с латунью. В некоторых случаях этот тип сварки называют «пайкой серебром» или «пайкой медью», чтобы отличить ее от других методов, в которых используются эти металлы.
Зачем сваривать латунь? Сварите латунь, потому что это отличный металл для работы! Он может иметь такую же форму, как алюминий или сталь, но у него более высокая температура плавления, что означает, что он не станет ковким в жару вашей мастерской.
Латунь также обладает отличной коррозионной стойкостью и не подвергается коррозии так быстро, как другие металлы, такие как алюминий и сталь, что означает, что вам не нужно беспокоиться о покраске после сварки.
Таким образом, независимо от того, является ли ваш первый проект чем-то простым, например, ремонтом ручки старой кастрюли, или чем-то более сложным, например, строительством новой гаражной полки, сварка не только вселяет уверенность в начинающих сварщиков, которые меньше беспокоятся о том, чтобы прожечь свой материал, но и это также гарантирует, что ваш конечный продукт прослужит не одно поколение.
Как сварить латунь: пошаговый процессЛатунь представляет собой сплав меди и цинка. Его можно легко сварить горелкой, но нужно знать правильные шаги.
Если вы не знаете, как это сделать, или просто хотите получить несколько советов, читайте дальше!
Инструменты необходимы для сварки латуни:
- Кислород
- Acetylene
- MIG сварщик / тиг сварщик / пламя сварки
- латунные стержни и проволоки
- вакуумный насос
- Blow Dinch
Защитная передача:
- Сварочная маска
- Перчатки
- Сварочная маска
- Рабочие ботинки
- Огнетушитель
Перед сваркой латуни необходимо выполнить 7 основных шагов:
- Подготовить и очистить поверхность латуни; это включает в себя удаление любой грязи, жира или масла.
- Отполируйте металл до яркого блеска, прежде чем делать что-либо еще, чтобы убедиться, что сварные швы красивые и прочные. Это также поможет отразить тепло от сварочной горелки.
- Знайте, сколько места у вас есть для процесса сварки, и знайте, что вы хотите сделать.
- Подготовьте присадочный стержень: выберите тот, который соответствует толщине свариваемого металла
- Обязательно используйте противогаз или респиратор при работе с любым видом защитных газов, включая аргон; это потому, что они могут быть токсичными при вдыхании в течение длительного периода времени.Также важно помнить о защитном снаряжении, таком как перчатки, когда вы работаете с латунными изделиями.
- Выделите место для охлаждения перед началом любого проекта, а также наличие поблизости воды. Это поможет охладить металл от тепла, чтобы он не влиял на окружающих, а также сделает сварные швы более чистыми.
- Заранее спланируйте, сколько материала вам нужно купить для проекта, потому что он намного дороже, чем другие виды металла.


Латунь может быть трудным для сварки материалом.Но, если вы знаете шаги, это будет легко.
Шаг 1: Перед началом сварки обязательно узнайте, какой процент цинка содержится в латуни. В противном случае сварной шов может выйти неправильно или даже разрушиться.
Шаг 2: Вам необходимо использовать кислород и ацетилен, чтобы защитить свою работу от внешнего воздуха, чтобы пары не просачивались наружу и чтобы окружающие не пострадали от них.
Шаг 3: При работе с латунью используйте флюсовую пасту с водой на обеих деталях, которые будут сварены вместе.Затем нужно покрыть им поверхности, чтобы они лучше склеивались при нагревании и расплавлении.
Шаг 4: Если вы хотите сварить латунь с медью, убедитесь, что вы не используете флюс для пайки, содержащий цинк, потому что он будет реагировать с кислородом и ацетиленом. Вместо этого вам нужно что-то специально разработанное для алюминия или нержавеющей стали.
Шаг 5: Чтобы создать равномерное покрытие на всех поверхностях заготовки, сначала нагрейте их, а затем добавляйте пасту, чтобы они лучше склеивались при плавлении во время сварки.
Какой метод сварки используется при сварке латуни?Здесь я расскажу вам о технике сварки латуни.
В этом процессе расплавленный металл создается путем одновременного нагревания двух кусков металла до тех пор, пока они не расплавятся. Это может быть достигнуто с помощью сварки MIG или TIG или газовой сварки.
Здесь я кратко расскажу о трех наиболее распространенных процессах сварки — MIG, TIG и газовой сварке.
Сварка латуни MIG При сварке латуни важно правильно выбрать присадочную проволоку.Вы хотите, чтобы сварной шов был того же цвета, что и ваш материал. Лучшей присадочной проволокой является смесь меди и алюминия с содержанием меди 8%. Для большинства процессов MIG это покрывает все ваши потребности в согласовании цветов.
Невозможно найти идеально подходящую присадочную проволоку для сварки MIG. Это будет означать, что в смеси много цинка, и это заставляет его сгорать, когда вы используете высокие температуры дуги, например, при сварке латуни, поэтому вам также нужен защитный газ!
Использование 75 % аргона и 25 % CO2 дает хорошие результаты при сварке латуни MIG, поскольку газа достаточно, но не слишком много, что может привести к испарению цинка и образованию токсичных паров оксида цинка.
Если вам нужны лучшие результаты, вам подойдет такая техника, как стежковая сварка. Это позволит вашему материалу не подвергаться постоянному нагреву, что со временем снижает выделение газа.
Сварка MIG — это тип сварки, широко используемый в промышленном секторе.
К преимуществам сварки MIG относятся простота освоения, а поскольку это более дешевый процесс, его легко настроить. Сварка MIG также имеет более глубокое проплавление по сравнению с другими типами сварки, что делает ее подходящей для более толстых материалов.
Однако при этом типе сварочных процессов существуют проблемы, такие как сложное управление сварочной ванной и высокая скорость, необходимая для этого метода. Это также требует опасностей, таких как пары цинка и так далее.
Сварка ВИГ ЛатуньЛатунь — это металл с высокой теплопроводностью. Когда вы свариваете латунь методом TIG, расплавленный цинк часто может вскипеть и перепрыгнуть на электрод, что может остановить весь процесс.
Для успешной сварки латуни подайте питание на вход переменного тока импульсами в секунду на 30 секунд.Вы должны нагревать материал ровно столько, сколько необходимо для того, чтобы сварочная ванна начала работать. Каждые несколько секунд снимайте с него тепло, чтобы не перегреть его слишком сильно.
Соединение, которое получится, будет не очень красивым, поэтому обязательно вернитесь и обработайте его позже, чтобы получить более красивый конечный продукт. После сварки TIG при работе с нагретым металлом обязательно держите его под аргоном, чтобы поверхность оставалась прохладной. Если вы подвергнете его воздействию атмосферы, вы можете вызвать пористость, которая в конечном итоге может разрушить соединение.
Если вы подвергнете его воздействию атмосферы, вы можете вызвать пористость, которая в конечном итоге может разрушить соединение.
Стержни CuSn- рекомендуются для латуни, потому что они дадут лучший цвет при сварке TIG медных и цинковых сплавов на латунном материале.
Однако это не точное совпадение, поэтому, если цвет вашего сварного шва имеет важное значение, обязательно используйте вместо этого какой-либо другой метод, такой как сварка пламенем или MIG/TIG с вольфрамовыми электродами в среде защитного газа, которые не требуют дополнительных защитных газов, а также быть достаточно быстрым для производства больших объемов качественных металлических деталей, а также иметь хорошую стабильность дуги в среде с высоким содержанием кислорода, например, в морской среде.
Один из самых популярных типов сварочных аппаратов, TIG (также известный как GTAW) представляет собой процесс, в котором используется электрическая дуга для расплавления металлов с целью образования прочного соединения. Он точен, аккуратен и идеально подходит для ремонта или небольших работ.
Он точен, аккуратен и идеально подходит для ремонта или небольших работ.
Недостатком является то, что для этого требуется газ, а это означает, что вам придется инвестировать в оборудование, такое как резервуары и шланги, если у вас их еще нет на месте; это может быть сложно освоить, и перед любой сваркой требуется предварительный нагрев. Однако в целом этот тип сварочного аппарата обеспечивает более чем достаточно преимуществ, чтобы не отпугнуть многих людей, особенно тех, кто ищет точность, а не скорость во время сварки.
Пламенная сварка латуниПри сварке латуни используйте присадочную проволоку CuZn39Sn и убедитесь, что используете правильное пламя.
Вы можете использовать нейтральное пламя, которое не оказывает химического воздействия на заготовку (например, латунь), но не рекомендуется, поскольку оно не такое горячее, как другие.
С другой стороны, пламя науглероживания не подходит для обработки таких металлов, как латунь, которым требуется другой тип нагрева. При науглероживании стали и железа под действием открытого пламени происходит химическое превращение.
При науглероживании стали и железа под действием открытого пламени происходит химическое превращение.
Кроме того, окислительное пламя идеально подходит для сварки меди или цинка, так что оно также хорошо подходит для сварки латуни, потому что оно сильно нагревается!
Разница между сваркой ВИГ и сваркой пламенем латуни заключается в том, что при использовании сварочного аппарата ВИГ вы можете отрегулировать присадочный металл, чтобы получить разные цвета, тогда как при использовании горелки есть только один цвет.
Сварщики пламени используют медь, цинк или другой материал в зависимости от того, как они хотят, чтобы конечный продукт выглядел. Дуговая сварка под флюсом (FCAW) используется для более тяжелых материалов, но имеет ограниченные возможности с точки зрения выбора цвета, поскольку при охлаждении не образуется шлак.
Преимущество сварки пламенем в том, что она может использоваться для многопозиционных работ, трубопроводов и имеет дешевую установку. Недостатком является точная регулировка пламени и менее точная сварка.
Одним из лучших и наиболее распространенных способов сварки латуни является кислородно-ацетиленовый процесс.
Этот процесс также известен как метод «горячей» сварки. Сварка кислородно-ацетиленовой горелкой производит достаточно тепла, чтобы сплавить два куска металла вместе.
В некоторых случаях латунь можно сваривать кислородно-ацетиленовым процессом. Вы будете смешивать ацетилен и кислород, а затем использовать его для сварки. Цинк в латуни плавится при более низкой температуре, чем медь, поэтому перед сваркой убедитесь, что вы знаете точное содержание цинка.
Сначала вы покрасите обе поверхности водным раствором, чтобы получилась паста. Затем уменьшайте подачу ацетилена до тех пор, пока окислительное пламя не станет достаточно сильным, чтобы образовать хорошее покрытие на основном металле (латуни). Вам также нужно достаточно кислорода, чтобы пары цинка не выделялись из латуни.
Затем используйте хороший сварочный наполнитель и используйте сварочный наконечник примерно на один размер больше обычного, но примерно такой же толщины, как стальной наполнитель.
Основным недостатком этого типа сварки является то, что он не обладает большой проникающей способностью, а это означает, что могут быть зазоры между расплавленным шлаком и основным материалом при нагреве при высоких температурах в течение длительного времени.
Это может со временем вызвать коррозию из-за плохого контакта в области соединения, что приведет к более слабому соединению, чем некоторые другие методы, которые обсуждаются ниже.Но поскольку латунь не подвержена коррозии, большинство людей не видят в этом большой проблемы и не беспокоятся о том, что эти маленькие зазоры могут вызвать большие проблемы в будущем.
Применение латуниЛатунь имеет множество полезных применений. Это электрический материал, который одновременно не дает искр. Латунь можно использовать рядом с огнем и бомбами, или ее можно использовать для таких вещей, как музыкальные инструменты, клапаны и другие вещи.
Латунь блестит, как золото, и используется во многих музыкальных инструментах, где она должна оставаться прочной, потому что с ней продолжают много играть.
Латунь можно использовать для изготовления фитингов или инструментов, которые находятся рядом с легковоспламеняющимися или взрывоопасными материалами. Потому что это материал с низким коэффициентом трения, который также часто используется в электротехнике, а также в трубопроводах воды, газа, масла или пара.
Более того, латунь является наиболее широко используемым металлом для изготовления труб, поскольку они обладают высокой коррозионной стойкостью, что делает их более долговечными, чем медь.
Также было обнаружено, что латунь обладает большей теплопроводностью, чем нержавеющая сталь.
И, наконец, благодаря своим свойствам обрабатываемости по сравнению с алюминиевыми сплавами, металлами, легированными бронзой, и сплавами нейзильбера, он стал одним из самых популярных материалов для изготовления компонентов клапанов, таких как седла, штоки и пружины.
Заключение Сварка латуни – это распространенный метод, используемый для соединения различных деталей из латуни. Это можно сделать с помощью кислородно-ацетиленовой горелки или безгазовой сварки MIG. Выбор типа сварочного аппарата зависит от того, чего вы пытаетесь достичь и сколько денег вы хотите потратить.Есть много причин, по которым кто-то может сварить свои собственные изделия из латуни дома, но часто все сводится к желанию сделать что-то на заказ, что нельзя просто купить в магазине. Мы надеемся, что эти советы помогли пролить свет на эту тему! Удачи с вашим проектом! Вы сделаете великие дела, если будете продолжать практиковать эти навыки!
Это можно сделать с помощью кислородно-ацетиленовой горелки или безгазовой сварки MIG. Выбор типа сварочного аппарата зависит от того, чего вы пытаетесь достичь и сколько денег вы хотите потратить.Есть много причин, по которым кто-то может сварить свои собственные изделия из латуни дома, но часто все сводится к желанию сделать что-то на заказ, что нельзя просто купить в магазине. Мы надеемся, что эти советы помогли пролить свет на эту тему! Удачи с вашим проектом! Вы сделаете великие дела, если будете продолжать практиковать эти навыки!
Часто задаваемые вопросы | Lampert Werktechnik GmbH
13 — Ядовит ли аргон?
Это инертный газ, естественным образом присутствующий в атмосфере.Как и все инертные газы, он не реагирует: не горит и не ядовит.
Однако в небольших помещениях должна быть обеспечена достаточная вентиляция. Для получения дополнительной информации свяжитесь с вашим газовым дилером.
(Расход газа очень низкий: оптимальным является расход примерно 2–3 литра в минуту. Это соответствует давлению примерно 0,4 бар.)
Это соответствует давлению примерно 0,4 бар.)
15 — Какова максимальная толщина металла свариваемых деталей? Максимальная глубина проникновения
Если толщина материала заготовки в месте разрыва больше 1.0 мм глубина проникновения сварочного аппарата недостаточна. Точка разрыва должна быть специально подготовлена для сварки: кромки обтачиваются в форме буквы V, и сваривается только непосредственно соприкасающийся оставшийся материал. Образующийся при этом шов постоянно заполняется присадочным материалом (сварочной проволокой).
17 — Как изменится точка сварки, если я изменю время?
Длительность импульса в основном определяет глубину проплавления точки сварки.Чем дольше время, тем глубже точка, заготовка одновременно нагревается.
Если материал очень тонкий, всегда используйте максимально короткую длительность импульса, чтобы уменьшить риск проплавления сквозного отверстия! Всегда используйте как можно более короткое время импульса рядом с камнями, чтобы контролировать сварной шов.
19 — Сварочное серебро: на что следует обратить внимание?
Металлы с высокой теплопроводностью обычно плохо свариваются; однако:
Теплопроводность серебра уменьшается с повышением температуры.
Поэтому: Серебро лучше сваривается, когда оно теплое!
- Проварите одно и то же место несколько раз, чтобы увеличить температуру.
- Непрерывная последовательность сварки сохраняет заготовку теплой!
- Заготовка может нагреваться до 100°C; это не повреждает камни, но его нельзя держать голыми руками!
Держите заготовку клещами, упорами и т.п.!
В отличие от большинства других металлов, серебро имеет более низкую вязкость при сварке; поэтому он отталкивается электрической дугой, а не притягивается к электроду.
Можно ли сваривать латунь со сталью?
Вообще говоря, сварка — это критический процесс, который позволяет за короткое время соединить куски любого металла и других материалов. В наши дни профессиональные сварщики стали очень важными в вашей повседневной жизни, поскольку они бесконечно выполняют разнообразные сварочные работы.
В наши дни профессиональные сварщики стали очень важными в вашей повседневной жизни, поскольку они бесконечно выполняют разнообразные сварочные работы.
В той же концепции латунь и сталь стали очень важными материалами, которые используются для различных промышленных операций и функций по всему миру.
Многие люди могут запутаться, когда дело доходит до понимания различий между латунью и сталью, особенно когда они хотят их сварить.
Может быть трудно понять, можно ли сваривать латунь со сталью или нет. Прежде всего, вам нужно будет ознакомиться со свойствами латуни и стали, чтобы решить, можно ли соединить латунь со сталью или нет.
Как только вы узнаете о свойствах, вам может быть нетрудно сказать что-то уверенное о том же самом понятии.Неважно, какие методы вы предпочтете, но конечные результаты должны помочь вам приварить латунь к стали.
С той же целью вы можете воспользоваться ценными советами и предложениями от профессионалов, которые обладают обширными знаниями об этой аналогичной процедуре сварки.
Взгляните на эти сварочные маски, подходящие для сварки латуни со сталью:
- Переменная информации о безопасности Джексона
- Цифровая производительность Miller Electric
- Сварочная маска Antra с автоматическим затемнением DP9
Знакомство с латунью и сталью
Латуньвходит в число лучших медно-цинковых сплавов, которые обычно обладают различными свойствами.Некоторыми из общих свойств латуни являются электропроводность, твердость, коррозионная стойкость, обрабатываемость, теплопроводность и т. д.
Латунь используется в промышленных операциях в больших количествах. С другой стороны, сталь является еще одним жизненно важным материалом, который обычно обладает более высокой прочностью и формуемостью. Кроме того, сталь обладает лучшей теплопроводностью.
ЧИТАЙТЕ ТАКЖЕ: Обзор защитных очков Uvex Stealth OTG
Можно ли сваривать латунь со сталью?
Честно говоря, вы не можете приварить латунь или медь к стали . Тем не менее, вы можете использовать процедуру пайки, чтобы соединить латунь и сталь вместе. Кроме того, вам придется использовать присадочный стержень из кремниевой бронзы.
Тем не менее, вы можете использовать процедуру пайки, чтобы соединить латунь и сталь вместе. Кроме того, вам придется использовать присадочный стержень из кремниевой бронзы.
Если вы хотите проверить, можно ли сваривать латунь со сталью, ответ не в том, что вы не можете сваривать латунь со сталью.
Почему нельзя приваривать латунь к стали?
Из-за очень разных температур плавления очень сложно приварить латунь к стали. По словам профессионалов, вы можете прикрепить латунный сплав к стали, нагрев латунь до самой высокой точки плавления.
Существует несколько способов соединения латуни со сталью. Разница в температуре плавления была бы основной причиной из-за , из-за которого вы не можете приварить латунь к стали. Возможно, вы поняли, почему латунь трудно приварить к стали
.Как сварить латунь со сталью?
На данный момент вы собрали важную информацию о латуни и стали. Вот почему вам нужно знать некоторые правильные способы, которые помогут вам прикрепить латунь к стали.
Как уже упоминалось, сварку нельзя использовать, если вы хотите прикрепить латунь к стали без каких-либо сомнений. Почему-то многие люди считают, что пайка латуни методом TIG может помочь вам соединить латунь со сталью.
ТАКЖЕ ЧИТАЙТЕ: Обзор защитных очков Uvex S3400X Flex Seal
Как сварить латунь?
Процесс обработки материалов, обладающих широким диапазоном физических свойств, который может зависеть от. Oxyacetylene можно использовать, когда речь идет о сварке латуни.
В большинстве случаев профессионалы будут использовать оксиацетилен для сварки латуни. Кислород и ацетилен будут храниться в разных емкостях.
Всякий раз, когда профессионал хочет сварить латунь, эти две вещи будут смешаны и использованы для сварки. Без использования кислорода и ацетилена вам очень трудно сварить латунь по вашему желанию.
Идеальные шаги для сварки латуни
Теперь, когда вы ознакомились с основной частью сварки латуни, самое время узнать, какие шаги вам нужно выполнить. Убедитесь, что вы не совершите ни единой ошибки, когда захотите предпринять действия на этапах сварки латуни.
Убедитесь, что вы не совершите ни единой ошибки, когда захотите предпринять действия на этапах сварки латуни.
Давайте взглянем на шаги, которые вы должны выбрать для сварки латуни:
- Смешать флюс с водой
Прежде всего, вам нужно будет смешать флюс с водой, чтобы получилась паста, которую вы будете наносить на сварку. Чтобы сделать правильную пасту, вам нужно будет смешать флюс с водой.
- Использовать флюс для припоя
Это специальный сварочный флюс, предназначенный для кислородно-ацетиленовой сварки.После выполнения предыдущего шага вам придется использовать флюс для сварки припоем. Это может стать еще одной важной процедурой, которой вы должны следовать при сварке латуни.
- Уменьшить расход ацетилена
Всегда следует пытаться уменьшить подачу ацетилена, если вы не получаете сильное окислительное пламя. Если вы хотите убедиться, что он будет производить необходимое ожидание на основе металла, снижение содержания ацетилена может стать очень важным моментом для рассмотрения.
- Использовать присадки для сварки пайкой
После успешного выполнения предыдущего шага вам придется использовать высококачественный припой для пайки. Если цвет не соответствует металлу, вы всегда должны припаивать наполнитель.
Убедитесь, что вы обращаете внимание на качество выбранного припоя.
На последнем этапе вам нужно будет использовать сварочный наконечник, который должен быть как минимум на один размер больше, чем наконечник, который вы будете использовать для стали той же толщины.Это последняя процедура, которой вам придется следовать, если вы хотите сварить латунь без особых проблем.
Чтобы сварить латунь за короткое время, эти упомянутые шаги вам точно не помешают. Проще говоря, это самые важные шаги, которые вы можете выбрать для сварки латуни.
Как сваривать толстые медные пластины
Технология сварки толстой медной пластины с толстой медной пластиной
1. Какой сварочный аппарат подходит?
2. Если использовать самую простую водяную сварку, можно ли этого добиться?
Если использовать самую простую водяную сварку, можно ли этого добиться?
3. Как это сделать конкретно:
Существуют различные методы сварки меди, а также различные методы сварки медных изделий. Обычно используются газовая сварка, ручная углеродная дуговая сварка, ручная дуговая сварка и ручная аргонно-дуговая сварка, а также другие четыре метода, большие конструкции также могут быть применяется автоматическая сварка.
(1) Газовая сварка
(А) Газовая сварка меди
Сварочная медь (широко известная как промышленная чистая медь) чаще всего используется встык.Сварочная проволока может использоваться для газовой сварки, одна из них представляет собой проволоку, содержащую дезоксиэлементы, например проволоку 201, 202; другая представляет собой обычную медную проволоку и резку основного металла с использованием газового агента 301 в качестве флюса.
(B) Газовая сварка латуни
Из-за низкой температуры пламени газовой сварки испарение цинка в латуни меньше, чем при электрической сварке, поэтому при сварке латуни чаще всего используется газовая сварка. Для газовой сварки латуни используются сварочные проволоки: проволока 221, проволока 222 и проволока 224 и т.д.Эти сварочные проволоки содержат кремний, олово, железо и другие элементы, которые могут предотвратить и уменьшить испарение и потери цинка при горении в расплавленной ванне, что способствует обеспечению качественных характеристик сварного шва и предотвращению образования пор. Флюсы обычно При газовой сварке латуни используются твердый порошок и газовый флюс. Газовый флюс состоит из метилбората и метанола. Флюс, такой как газовый агент 301.
Для газовой сварки латуни используются сварочные проволоки: проволока 221, проволока 222 и проволока 224 и т.д.Эти сварочные проволоки содержат кремний, олово, железо и другие элементы, которые могут предотвратить и уменьшить испарение и потери цинка при горении в расплавленной ванне, что способствует обеспечению качественных характеристик сварного шва и предотвращению образования пор. Флюсы обычно При газовой сварке латуни используются твердый порошок и газовый флюс. Газовый флюс состоит из метилбората и метанола. Флюс, такой как газовый агент 301.
(2) угольная дуговая сварка
(A) угольная дуговая сварка красной меди, электроды, используемые для углеродной дуговой сварки, представляют собой угольный электрод и графитовый электрод.Сварочная проволока, используемая для углеродной дуговой сварки меди, такая же, как и для газовой сварки. Его также можно использовать для резки основного металла и для газовой сварки медного флюса, такого как газовый агент 301 и т. д.
(B) латунная углеродная дуговая сварка, латунная углеродная дуговая сварка, в зависимости от состава основного металла, проволока 221, проволока 222, проволока 224 и другая сварочная проволока, также может использоваться для самодельной латунной сварочной проволоки. Сварочная банка используйте газовый агент 301 в качестве флюса. Сварка должна выполняться короткой дугой, чтобы уменьшить испарение и угар цинка.
Сварочная банка используйте газовый агент 301 в качестве флюса. Сварка должна выполняться короткой дугой, чтобы уменьшить испарение и угар цинка.
(3) ручная дуговая сварка
(А) ручная дуговая сварка меди
Медный электрод медь 107, сердечник для меди (T2, T3). Источник питания должен иметь обратное соединение постоянного тока. При сварке следует использовать короткую дугу, и электрод не должен качаться вбок. Возвратно-поступательное линейное движение электрода может улучшить форму сварного шва. Для длинного шва следует использовать метод сварки с отступом. Скорость сварки должна быть максимально возможной. При многослойной сварке шлак между слоями должен быть тщательно удален.
Сварку следует проводить в хорошо проветриваемом месте, чтобы предотвратить отравление медью. После сварки следует ударить по сварному шву плоским молотком, чтобы устранить напряжение и улучшить качество сварки. Когда толщина сварного шва превышает 4 мм, должны быть предварительно нагреты перед сваркой, а температура предварительного нагрева обычно составляет около 400 ~ 500 ℃.
(B) Ручная дуговая сварка латуни
Помимо меди 227 и меди 237, для сварки латуни можно использовать и самодельный электрод.Источник питания постоянного тока используется для подключения электрода к отрицательному электроду. Поверхность сварного изделия должна быть тщательно очищена перед сваркой. Угол канавки в целом не должен быть меньше 60 ~ 70 °. Чтобы улучшить формирование сварного шва, свариваемые детали должны быть предварительно нагреты до 150 ~ 250 ° C. Операция должна быть сваркой короткой дугой, а не поперечным и возвратно-поступательным движением, только для линейного движения, скорость сварки должна быть высокой. Латунные сварные швы в контакте с агрессивными средами, такими как морская вода и аммиак, должны быть отожжены после сварки, чтобы устранить сварочное напряжение.
(4) ручная аргонно-дуговая сварка
(А) Ручная аргонодуговая сварка меди
Используемый провод — это провод 201 (специальный медный провод) и провод 202, а также использование медного провода, такого как T2.
Обычно используется подключение постоянного тока, то есть вольфрамовый электрод подключается к отрицательному электроду. Для устранения пористости и обеспечения надежного проплавления и проплавления корня шва необходимо увеличить скорость сварки, уменьшить расход аргона и предварительный нагрев сварных швов.Когда толщина листа менее 3 мм, температура предварительного нагрева составляет 150~300 ℃. Когда толщина листа больше 3 мм, температура предварительного нагрева составляет 350~500 ℃. Температура предварительного нагрева не должна быть слишком высокой. , в противном случае механические свойства сварного соединения будут снижены. Перед сваркой необходимо очистить окисную пленку, масло и другие загрязнения на сварочной кромке заготовки и поверхности сварочной проволоки во избежание появления пор, шлаковых включений и др. дефекты. Методы очистки — механическая очистка и химическая очистка.Когда толщина пластины стыкового соединения менее 3 мм, канавка не открывается; при толщине пластины 3 ~ 10 мм открывается V-образная канавка, а угол паза составляет 60 ~ 70 °. Когда толщина пластины более 10 мм, открытая канавка X, угол канавки составляет 60 ° ~ 70 °; во избежание проникновения, как правило, не оставляйте тупой край. В зависимости от толщины пластины и размера канавки монтажный зазор стыка стык выбирается в диапазоне 0,5 ~ 1,5 мм. Ручная аргонно-дуговая сварка меди, как правило, использует соединение постоянного тока, то есть вольфрамовый электрод подключается к отрицательному электроду.Для устранения пористости и обеспечения надежного проплавления и проплавления корня шва необходимо увеличить скорость сварки, снизить расход аргона, произвести предварительный подогрев швов.
Когда толщина пластины более 10 мм, открытая канавка X, угол канавки составляет 60 ° ~ 70 °; во избежание проникновения, как правило, не оставляйте тупой край. В зависимости от толщины пластины и размера канавки монтажный зазор стыка стык выбирается в диапазоне 0,5 ~ 1,5 мм. Ручная аргонно-дуговая сварка меди, как правило, использует соединение постоянного тока, то есть вольфрамовый электрод подключается к отрицательному электроду.Для устранения пористости и обеспечения надежного проплавления и проплавления корня шва необходимо увеличить скорость сварки, снизить расход аргона, произвести предварительный подогрев швов.
(B) Ручная аргонно-дуговая сварка латуни
Стандартная латунная проволока: проволока 221, проволока 222 и проволока 224, также может использоваться тот же состав, что и основной материал, в качестве наполнителя. Сварка может быть как постоянным, так и переменным током. При сварке переменным током испарение цинка замедляется. легче, чем при сварке постоянным током. Обычно перед сваркой не проводят предварительный нагрев, только когда толщина листа относительно велика. Скорость сварки должна быть максимально возможной. Свариваемые детали должны быть нагреты до 300 ~ 400 ℃ для отжига после сварки, чтобы устранить сварочное напряжение и предотвратить трещины. в свариваемых деталях во время использования.
Обычно перед сваркой не проводят предварительный нагрев, только когда толщина листа относительно велика. Скорость сварки должна быть максимально возможной. Свариваемые детали должны быть нагреты до 300 ~ 400 ℃ для отжига после сварки, чтобы устранить сварочное напряжение и предотвратить трещины. в свариваемых деталях во время использования.
Сварка бронзового колпачка: советы и методы
Один из наиболее часто задаваемых вопросов о накладке из латуни/бронзы касается соединения секций и компонентов. Т.И.Г. Сварка, М.И.Г. Методы сварки, серебряной пайки и пайки пайкой остаются наиболее распространенными методами соединения латунных, бронзовых и мельхиоровых перил и поручней. В этом посте мы рассмотрим каждый из этих методов, чтобы помочь ответить на вопросы о сварке бронзы .
Алекс Клам из Alex Klahm Architectural Metals Design Inc., Санкт-Петербург, Флорида, и NOMMA (Национальная ассоциация производителей декоративных и других металлов) опубликовали в журнале Fabricator Magazine в 1993 году статью, которая остается неформальной отраслевой практикой торговли накладными рельсами. Наслаждайтесь чтением. Присылайте комментарии на [email protected].
Методы сварки бронзы
Т.И.Г. Сварка
Сварка ВИГ часто используется для соединения бронзовых секций рельсов. В качестве наполнителя обычно используются латунный прут для пайки или отрезанные куски направляющей крышки; использование этих материалов обеспечивает наилучшие шансы на хорошее соответствие цвета сварного шва. Законы физики затрудняют или делают невозможным получение невидимого сварного шва при использовании сплава C38500, материала, используемого для экструзии различных профилей накладок рельсов.Это связано с тем, что C38500 состоит из 60% меди, которая плавится при 1900°F, и 40% низкотемпературных металлов, таких как цинк, который плавится при 800°F. В процессе сварки низкотемпературные сплавы имеют тенденцию испаряться из сварного шва время плавления медной части материала. Это означает, что металлический сплав в зоне сварки отличается от основного металла и, следовательно, приобретает другой цвет. Эта разница в цвете минимизируется в полированном состоянии или в том случае, если на направляющую крышки нанесена темная патина.Тем не менее, в полузатуманенном состоянии верхняя планка и область сварки обесцвечиваются по-разному. Поскольку идеальный сварной шов по существу невозможен, некоторые мастера соединяют секции верхней направляющей, используя в качестве присадочного металла кремнистую бронзу с содержанием 95% плюс медь. В результате получаются прочные сварные швы, которые не сильно отличаются от сварных швов, выполненных с использованием основного металла в качестве присадочного материала.
Эта разница в цвете минимизируется в полированном состоянии или в том случае, если на направляющую крышки нанесена темная патина.Тем не менее, в полузатуманенном состоянии верхняя планка и область сварки обесцвечиваются по-разному. Поскольку идеальный сварной шов по существу невозможен, некоторые мастера соединяют секции верхней направляющей, используя в качестве присадочного металла кремнистую бронзу с содержанием 95% плюс медь. В результате получаются прочные сварные швы, которые не сильно отличаются от сварных швов, выполненных с использованием основного металла в качестве присадочного материала.
М.И.Г. Сварка
Это один из самых простых методов, используемых для сварки накладок.Стандартный аппарат MIG и сварочная проволока из кремниевой бронзы используются с аргоном. Это обеспечивает быстрые сварные швы, которые хорошо полируются, и устраняет необходимость в более специализированных и дорогих аппаратах TIG, которые доступны не во всех магазинах.
Серебряный припой
Этот широко используемый метод оставляет очень тонкую серебристую линию между сращенными секциями, которая наименее заметна при полировке верхней направляющей. Однако, если рейка крышки покрыта патиной, серебро тускнеет и может оставить неприятные пятна на бронзе.
Пайка
Пайка – проверенный временем метод соединения бронзовых накладок. Это достигается с помощью горелки, флюса и присадочной проволоки и, безусловно, является приемлемым способом формирования соединения.
Без сварки
Некоторые старые проекты, построенные для исторических объектов, вообще не имеют сварных, паяных или паяных соединений. Как правило, эти типы стыков возникали при смене направления, где существовало естественное пересечение. С учетом того, что современные технологии сварки легко доступны в современной промышленности, этот подход не является современным отраслевым стандартом, но в некоторых ситуациях он применялся и был принят.