Сварка нержавейки аргоном технология видео
Как правильно варить аргоном нержавейку
Антикоррозионные свойства нержавеющая сталь приобретает за счет легирующих добавок. Соединять детали из нее не возбраняется любым видом сварки. Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом. Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.
- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.
Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.


Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Сварка неплавящимся электродом из вольфрама
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.

При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Аргоновая сварка нержавейки
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.
Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
- Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток.
- Большой усадочный процент при остывании нагретого металла. Поэтому очень важно правильно выставить зазор между свариваемыми деталями.
- При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном ( TIG ) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y 308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны. Это, конечно, увеличит расход защитного газа.
- Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.
- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.
И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
Самостоятельная сварка нержавеющей стали при помощи аргона — особенности и техника
Нержавеющий тип стали получил применение во многих сферах промышленности. Она встречается на заводах в качестве деталей производственных механизмов, на улице как каркасы для остановок и сборных летних сооружений.
Из нержавейки создаются хирургические и бытовые инструменты. Эта сталь нашла свое место даже в добыче и переработке нефти. Потому требует от мастеров умения правильно обращаться с ней при сварке.
Потому требует от мастеров умения правильно обращаться с ней при сварке.
Легированная нержавеющая сталь в сварочном деле обрабатывается несколькими способами. Довольно часто сварка проводится при помощи аргона и вольфрамовых стержней.
Этот тип работы с нержавейкой финансово доступен, ведь не требует наличия особого оборудования.
Общая информация
Нержавеющий тип стали не подвержен коррозии. Этому металлу практически не страшна ржавчина даже без защитных спецвеществ. В этом основа популярности нержавеющей стали.
При правильном уходе она пригодна к использованию десятилетиями, а потому пользуется заслуженным спросом. Элементы хрома, никеля и титана, включенные в состав этой стали, улучшают ее физико-механические показатели.
Что тоже причина применения в разных областях.
К достоинствам нержавейки относится то, как она выглядит. Благодаря яркому, характерному блеску, вещи из такой стали зачастую не окрашивают.
А потому сварочные соединения на стальных изделиях необходимо делать не только надежными, но еще и сохраняющими внешний вид стали. Однако это лишь один из моментов работы со сталью.
Работать с нержавеющей сталью сложно. Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.
Ведь это задача, к которой требуется особая подготовка.
Особенности сварки
Первый момент в работе с нержавеющей сталью – это то, что сложности возникают из-за включенных в нее компонентов. Никель и хром – два основных элемента, усложняющих сварку. Нержавейка также носит имя «легированная сталь».
У нее повышена теплопроводность, и это тоже важно помнить при работе с ней. Этот показатель часто становится причиной, по которой неопытный специалист сталкивается с трудностью расплавления металла при сварке.
Для сварочных работ с нержавеющей сталью требуется 6000°С. Это довольно высокий показатель. Его достаточно для плавки нержавейки, однако часто концентрация нагрева сводится к одной точке.
Это довольно высокий показатель. Его достаточно для плавки нержавейки, однако часто концентрация нагрева сводится к одной точке.
Происходит перегревание поверхности, что приводит к деформации детали. Чтобы качественно обработать сталь, ток устанавливается на 15-20 процентов ниже стандартного уровня.
Деформация нержавеющей стали во время работы происходит еще и благодаря повышенному коэффициенту линейного расширения. Это приводит к тому, что сварочные соединения быстро покрываются трещинами.
Для исключения такого брака между кромками нужно оставить зазор для деформации. Таким образом, после расширения стали усадка будет иметь приемлемые параметры.
Соблюдение режима температур – основной показатель при сваривании нержавеющей легированной стали. Нарушение этого процесса снижает устойчивость материала к коррозиям. Для исключения перегревания охлаждение деталей проводится сразу после работы.
Подготовка металла
В работе со сваркой аргоном риск брака грозит еще на подготовительном этапе. Подготовительная стадия здесь достаточно важна. А потому отказываться от нее не стоит.
Ведь, в сущности, она состоит из тех же подготовительных действий, что и при аргонодуговом сваривании других металлов.
Вначале происходит разделывание кромок. Далее они зачищаются до блеска при помощи металлической щетки, либо шлифовальной машины. После этого рабочая зона обезжиривается специальной жидкостью.
Подойдет бензин, либо ацетоносодержащие вещества. Это делается для более качественной устойчивости дуги, что ускоряет процесс работы.
Не стоит забывать о сохраняющем от брака стыковом зазоре. Перед началом сварки проводится не только подготовка деталей, но и подбор комплектующих элементов.
При аргонном сваривании нержавейки применяется присадочный пруток. Важным нюансом в подборе прутка является степень легированности. Она должна быть выше, чем этот показатель у детали. Такие элементы стоит брать у проверенных компаний.
Приобретение более дешевого либо дорогого элемента не обеспечивает надежность результата сварки. При отсутствии опыта стоит попросить рекомендацию у более опытных сварщиков.
При отсутствии опыта стоит попросить рекомендацию у более опытных сварщиков.
Мастера способны дать подсказку, где и у кого лучше взять качественные комплектующие для сварки нержавеющей стали аргоном.
Технология сваривания аргоном
Аргонодуговая сварка нержавеющей стали – задача для мастера, имеющего большой опыт. Однако выполнить ее способен и новичок. Но сначала стоит провести пару тренировочных проб на непригодных деталях, которые допустимо загнать в брак.
Аргонное сваривание чаще всего применяется для тонкостенных элементов. Ведь эта методика сварочного процесса достаточно аккуратна. В выполнении обработки тонкостенной нержавеющей стали аргонодуговым методом важную роль играет подбор оборудования.
Работе с нержавейкой подходит полуавтоматический аппарат. Это классический вариант. Он довольно сложный в применении, однако наличие достаточного опыта обеспечивает надежный и эстетичный шов.
Перед работой происходит настройка прибора. Полярность включается зачастую прямая. Также в настройках есть два типа тока – переменный и постоянный. Этот параметр устанавливается отдельно для каждой детали.
При аргонодуговой сварке нержавейки применяется сварочный пруток, а также вольфрамовый электрод. Важным звеном является газовая горелка, в которой закрепляется электрод. Через нее же подается аргон.
Движение газовой горелки происходит вручную. Важно помнить, что проводится она вдоль оси сварочного шва. Движение поперек строго запрещено.
При проведении горелкой поперек соединения, аргон будет не способен защищать зону сварки от разрушительного кислородного воздействия. Это снизит надежность и качественность соединения, и деталь уйдет в выбраковку.
Обратная сторона сварочного шва также требует защиты. Для этого аргон подается также и на ту сторону детали. Это увеличивает расход газа, однако повышает надежность шва.
Работая с тонкостенными деталями из нержавеющей стали край электрода предварительно оплавляется. Это мера предосторожности во имя избежания загрязнения пришовной поверхности детали.
Ведь эстетичность соединения — главный параметр в работе с нержавейкой. Подкладки из графита, применяемые во время разжигания дуги, также обеспечивают более подходящий для такого типа стали вид шва.
Активность окисления металла либо вольфрамового электрода тоже является частой причиной нарушения сварочного процесса. Решением будет продолжение подачи аргона в сварочную ванну после завершения сварки.
Срок этого действия всего 15-20 сек. Однако это повысит качество швов и защитит их от трещин. А уровень расхода аргона при этом довольно мал.
Во время сваривания идеальный уровень расхода газа – 12 л. Стоит следить, чтобы он не был более 15 л. в минуту. Однако эти показатели свойственны высококвалифицированным мастерам, имеющим в этой области большой опыт.
Для начинающих специалистов перерасход – нормальное явление. С опытом процесс будет протекать быстрее, и этот показатель придет в норму.
Заключение
Процесс аргонодуговой сварки нержавеющей стали сложный, однако выполнимый.
Достаточно правильно понять нюансы техники сварки, подобрать надежный аппарат и следить за уровнем расхода газа.
Во время сварки важно соблюдать технику безопасности, использовать средства защиты.
Сварка нержавейки аргоном:технология, как правильно варить, важные нюансы
В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.
Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.
Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.
В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.
Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.
Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.
Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Аналог проволок:
06X21H7БТ
06X19Н9Т
01X18Н10
01Х19Н9
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.
Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.

Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Сварка нержавейки с черным металлом: технология, безопасность, трудности
Сложности, с которыми связана сварка изделий, изготовленных из нержавейки, с черным металлом, объясняются преимущественно тем, что эти материалы, хотя и относятся к сталям, являются, по сути, разнородными. Для того чтобы качественно сварить такие металлы, то есть получить сварной шов, который по своим механическим характеристикам будет близок к основному металлу соединяемых изделий, следует в первую очередь правильно подобрать электроды. Кроме того, надо учитывать такой параметр соединяемых металлов, как их свариваемость, то есть способность образовывать качественные и надежные неразъемные соединения, полученные методом сварки.
Сварка нержавеющего фланца с отводом из углеродистой стали
Можно ли сваривать сталь с нержавейкой?
Технология соединение металлов с разными составами нередко применяется на промышленных предприятиях. Крупные объекты состоят из множества узлов, тип и структура которых может отличаться. Сварка разнородных элементов в промышленных условиях работы уже давно перестала быть проблемой.
У владельцев загородных домов также может возникнуть необходимость в соединении нержавейки с обычной сталью. В бытовых условиях эту задачу решить сложнее, однако, при условии соблюдении всех технологических требований и грамотном подборе всех расходных материалов, можно получить качественное и прочное соединение. Кроме того, сварщик должен иметь достаточный опыт работы в данной сфере.
В бытовых условиях эту задачу решить сложнее, однако, при условии соблюдении всех технологических требований и грамотном подборе всех расходных материалов, можно получить качественное и прочное соединение. Кроме того, сварщик должен иметь достаточный опыт работы в данной сфере.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Какую технологию использовать?
Способы
При выполнении работ с домашних условиях приходится использовать то, что под рукой. Практика показывает, что лучше всего подходит полуавтомат или сварка неплавящимся электродом в среде аргона. Однако подобное оборудование есть не в каждом доме, а приобретать его ради разовой работы нецелесообразно, ввиду высокой стоимости.
Преимущество аппаратов MIG/MAG сварки не только в качестве шва. С помощью данного режима можно выполнять вертикальные и потолочные швы, что невозможно сделать ручной дуговой сваркой.
Инверторы стоят дешевле, при этом их эксплуатационные характеристики выше, чем у сварочных трансформаторов. Компактные габариты в сочетании со стабильностью работы послужили причиной их распространения среди жителей частного сектора. Ручной дуговой сваркой выполняют только горизонтальные швы, поскольку под воздействием высокой температуры нержавейка быстро плавится и вытекает из шва, тогда как температура стали еще не достигла необходимой степени прогрева. Немаловажным фактором является правильный подбор расходных материалов.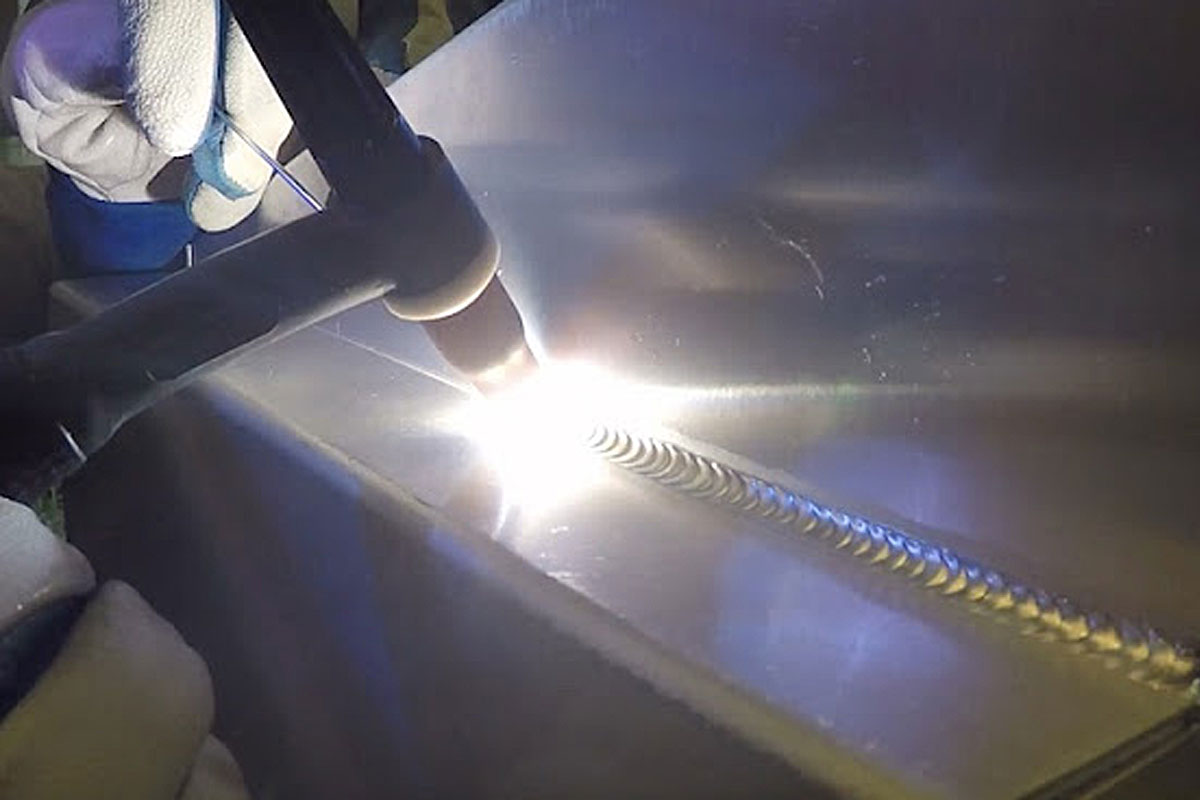
Мнструменты
На рынке отсутствует оборудование, предназначенное для сварки разнородных материалов. При выборе инвертора следует ориентироваться на общие технические характеристики и наличие дополнительных свойств, облегчающих процесс выполнения работ.
Режимы
Перед тем, как заварить заготовку, необходимо выбрать электроды нужного диаметра и установить правильные амперные характеристики:
- При сварке элементов толщиной 1 мм диаметр электрода не должен превышать 2 мм. Сила тока должна быть в диапазоне 30-60 А.
- Для изделий 2 мм можно брать электроды 3 мм. Варить нужно с силой тока 50-80 А.
- Изделия толщиной 4 мм варятся электродами 4 мм с силой тока 90-130 А.
Все работы ведутся на постоянном токе.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Технология работ
Подготовительный этап включает в себя процедуры по очистке поверхности механическим способом или вручную до получения чистого металла. После удаления посторонних частиц заготовки необходимо обезжирить.
Независимо от выбора технологии, сталь с нержавейкой удобнее всего сваривать в горизонтальном положении – в этом случае расплавленный металл будет равномерно растекаться по плоскости.
Черный металл плавится медленнее, чем нержавейка, поэтому в процессе работ необходимо следить за равномерным прогревом поверхности. Взаимное перемешивание расплавленных металлов – залог качественного шва.
Методы сварки изделий из нержавеющих сталей и черного металла
Для того чтобы сварить заготовки из нержавейки и черных стальных сплавов, получив при этом качественные и надежные соединения, применяют сварку следующих типов:
- покрытыми штучными электродами в режиме MMA;
- неплавящимися электродами, изготовленными из вольфрама;
- в среде защитного газа, в качестве которого преимущественно используется аргон.
Если сварка изделий из черного металла и нержавейки проводится по первой технологии (MMA), то необходимо взять электроды, специально предназначенные для выполнения соединений цветных металлов и сплавов.
Марки и применение высоколегированных электродов
Однако лучше всего варить нержавейку и черный металл в среде защитного газа аргона. Для этого, естественно, потребуется специальный сварочный аппарат. Аргон в данном случае обеспечивает надежную защиту зоны формируемого сварного шва от чрезмерного насыщения металла азотом и его окисления. Если не обеспечить такой защиты, то металл сформированного сварного шва будет очень хрупким, что значительно снизит надежность полученного соединения.
Схема сварки нержавейки аргоном
Чтобы качественно сварить изделия из нержавейки и черного металла, в процессе выполнения операции необходимо следить за положением электрода. Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Последний, чтобы сварной шов получился качественным и надежным, надо держать перпендикулярно к поверхности соединяемых заготовок.
Какими электродами воспользоваться?
Как обычными?
Для сварки высоколегированных сталей существует множество подходящих простых электродов, как отечественных, так и зарубежных производителей.
Среди иностранных компаний стоит выделить шведскую компанию ESAB. Их продукция давно пользуется спросом за счет высокого качества, быстрого поджога дуги и стабильной сварочной дуги. Согласно информации от производителя, электроды ОК 61.30 с рутиловым покрытием предназначены для работы со следующими сортами стали:
- 12Х18Н10;
- 12Х18Н10Т;
- 08Х10Н10.
В дополнение к отличным эксплуатационным характеристикам, шлак, образующийся поверх шва, очень легко удаляется ручным способом, без применения вспомогательного оборудования.
Электроды от отечественного производителя занимают средний ценовой сегмент. Работа с ними требует определенных навыков, поскольку продукция российских заводов имеет склонность к залипанию и колебанию дуги. При этом свойства полученного соединения не уступают лучшим зарубежным аналогом – при соблюдении технологии шов будет надежно защищен от наружной и межкристаллической коррозии.
Все электроды для выполнения рассматриваемых работ должны быть изготовлены из нержавеющей стали.
Переходные электроды
Основная сложность при сварке черного метала и нержавейки заключается в разной температуре плавления: высоколегированный сплав начинает растекаться по поверхности, тогда как структура стали остается вязкой. Применяя переходные электроды для соединения разнородных металлов поможет справиться с этой проблемой. Все электроды отечественного производства должны изготавливаться с соблюдением требований межгосударственных стандартов ГОСТ.
Принципы сварки нержавеющих сталей
На свариваемость нержавеющих сталей – способность образовывать качественные сварные соединения (в том числе и с черными металлами) – оказывают влияние определенные характеристики таких сплавов.
- Теплопроводность нержавеющих сталей, если сравнивать ее с аналогичным параметром сплавов с низким содержанием углерода, невысокая. Из-за того, что нержавейка не способна быстро отводить тепло, при сварке она сильно нагревается, а это отрицательно сказывается на характеристиках создаваемого соединения и основного металла. Чтобы избежать перегрева изделий из нержавеющих сталей при их сварке с деталями из черного металла, необходимо снижать силу сварочного тока (в среднем на 20%).
- Нержавеющие стальные сплавы отличаются высоким коэффициентом линейного расширения, что приводит к значительному деформированию металла в процессе выполнения сварочных работ. Кроме того, данный фактор является причиной деформации изделий из нержавейки и в тот момент, когда они уже соединены при помощи сварки и остывают. Чтобы избежать этого, необходимо предусматривать более широкие зазоры между соединяемыми деталями.
- Высокое электрическое сопротивление, которым обладает нержавейка, становится причиной значительного перегрева сварочных электродов. Особенно актуально это в том случае, если для сварки используются электроды, изготовленные из высоколегированной стали. Чтобы избежать этих проблем, сварку как однородных, так и разнородных стальных сплавов следует выполнять короткими электродами (не более 350 мм), стержень которых изготовлен из хромоникелевых сплавов, отличающихся невысоким электрическим сопротивлением.
- Склонность к образованию межкристаллитной коррозии, которой особенно подвержены высокохромистые стали, приводит к ухудшению антикоррозионных свойств нержавейки и появлению в ее внутренней структуре трещин. Этот вид коррозии возникает также из-за перегрева металла в процессе выполнения сварочных работ. С таким явлением, суть которого заключается в том, что на границах кристаллов основного металла возникают твердые карбидные соединения, борются различными способами. К наиболее эффективным из таких способов относится быстрое охлаждение металла, подвергшегося значительному нагреву в процессе сварки. Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
 Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.
Однако следует заметить, что метод быстрого охлаждения, для которого используется обычная вода, эффективен лишь в тех случаях, когда материалом изготовления соединяемых деталей является хромоникелевая сталь.Как проконтролировать качество соединения?
После полной кристаллизации шва, для проверки надежности соединения, необходимо выполнить проверку его эксплуатационных характеристик. Существует несколько надежных способов:
- Керосином. С помощью нефтепродуктов проверяют герметичность соединения. Его наносят непосредственно на шов. При неоднородной структуре соединения следы керосина появятся с обратной стороны шва.
- Ацетон. Цель та же – проверка герметичности. Для визуального контроля над жидкостью рекомендуем добавить в нее какой-нибудь яркий краситель.
- Гидравлический метод. Применяется на промышленных предприятиях для проверки сосудов и емкостей, работающих под давлением. Наиболее надежный способ проверки качества шва.
Помимо вышеперечисленных метод не стоит забывать про визуальный осмотр. Опытный сварщик может определить наличие или отсутствие дефектов с одного взгляда.
Как происходит процесс сварки
Предварительно заготовки нужно подготовить: очистить от грязи и пыли, снять окалину – зачистить до металлического блеска железной щеткой или наждачкой. Затем проводят обезжиривание спиртом или растворителем, наносят на кромки флюс, он выравнивает плавление, обе заготовки прогреваются равномерно.
Сваривать заготовки желательно в нижнем положении, чтобы ванна расплава не растекалась. Движения должны быть точные. Чтобы качественно приварить нержавейку к черному металлу обычным электродом, нужен ток обратной полярности (подключают контакт «+»), держать его нужно ближе к углеродистому черному сплаву, у него ниже текучесть. Шов делают глубокой, большой ширины, остывать диффузионный слой должен медленно, чтобы кристаллизация была равномерной. Предварительный прогрев заготовок применяют только в крайних случаях, для жаропрочных сплавов.
В качестве источника тока использовать инвертор с дополнительными функциями. При газосварке швы проваривают долго, чтобы образовалась большая ванна расплава. После проверки и очистки швов рабочую зону покрывают пассивирующим слоем.
Аргонодуговой метод с вольфрамовым электродом
Наивысшее качество шва при сварке нержавейки и чёрного металла может обеспечить аргонодуговой метод с использованием неплавящегося вольфрамового электрода. Он также имеет свои особенности и из-за дороговизны используется только в случае необходимости очень тонкого и высококачественного соединения, чего при сваривании разных материалов добиться довольно сложно.
Схема аргонной сварки фольфрамовыми электродами
Аргонная сварка нержавейки чаще всего применяется для восстановления целостности газопроводных или водопроводных труб, качество соединения которых обеспечивает отсутствие утечек. Переменный ток используется только для алюминия, в остальных случаях применяется постоянный. Для присадки следует выбирать более легированную проволоку, нежели сам обрабатываемый материал.
Весь процесс проходит в аргоновой среде. Если на свариваемый металл во время работы попадёт воздух, то он окислится. Это недопустимо, а потому следует исключить колебательные движения, чтобы не нарушить защитное пространство, созданное аргоном. Обратную сторону шва поможет защитить поддув. После окончания работ газ для защиты места соединения необходимо подавать ещё в течение 10–15 минут – это обеспечит значительное увеличение срока службы шва.
Допустимые и недопустимые контакты металлов. Популярные метрические и дюймовые резьбы
Электронику часто называют наукой о контактах. Многие знают, что нельзя скручивать между собой медный и алюминиевый провода. Медная шина заземления или латунная стойка для платы плохо сочетаются с оцинкованными винтиками, купленными в ближайшем строительном супермаркете. Почему? Коррозия может уничтожить электрический контакт, и прибор перестанет работать. Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение. Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
Если это защитное заземление корпуса, то прибор продолжит работу, но будет небезопасен. Голая алюминиевая деталь вообще может постепенно превратиться в прах, если к ней приложить даже низковольтное напряжение. Доступные нам металлы не ограничиваются только медью и алюминием, существуют различные стали, олово, цинк, никель, хром, а также их сплавы. И далеко не все они сочетаются между собой даже в комнатных условиях, не говоря уже о жёстких атмосферных или морской воде.
В советских ГОСТах было написано почти всё о допустимых контактах металлов, но если изучение чёрно-белых таблиц из 1000 ячеек мелким шрифтом утомляет, то правильный ответ на «медный» вопрос — нержавейка, либо никелированная сталь, из которой, кстати, и сделан почти весь «компьютерный» крепёж. В эпоху чёрно-белого телевидения были другие понятия об удобстве интерфейса, поэтому для уважаемых читателей (и для себя заодно) автор приготовил цветную шпаргалку.
И, раз уж зашла речь о металлообработке, заодно автор привёл таблицу с популярными в электронике резьбами и соответствующими свёрлами, отобрав из объёмных источников наиболее релевантное по тематике портала. Не все же здесь слесари и металлурги, экономьте своё время.
Преамбула
Да, в век 3D-печати популярность напильника с лобзиком несколько потускнела. Но клетка Фарадея
для РЭА по-прежнему является преимуществом, не забываем и про защитное заземление. Да, для печати корпусов РЭА уже доступен
электропроводный (conductive) ABS-пластик
, но судя по источнику, его удельное сопротивление примерно в миллион раз больше меди. Дескать, пыль уже не липнет, но для заземления всё равно многовато. Напечатать же стальные детали корпуса ПК в домашних условиях пока никак невозможно, да мы и алюминий-то с оловом никак не освоим…
Что же делать? Нашему брату приходится действовать методом Микеланджело, используя для творчества вместо каменной глыбы купленные в DIY-магазине заготовки, либо вообще старые корпуса ПК. Работая как-то с корпусом от старого сервера IBM из шикарной миллиметровой стали, автор впал в ступор, потому что имеющаяся резьба была крупнее М3, но мельче #6-32 (позже выяснилось, что это М3,5). Зачем вообще понадобилось в 2003-м году использовать метизы М3,5, останется загадкой, но о существовании дробной метрической резьбы автор даже не подозревал.
Работая как-то с корпусом от старого сервера IBM из шикарной миллиметровой стали, автор впал в ступор, потому что имеющаяся резьба была крупнее М3, но мельче #6-32 (позже выяснилось, что это М3,5). Зачем вообще понадобилось в 2003-м году использовать метизы М3,5, останется загадкой, но о существовании дробной метрической резьбы автор даже не подозревал.
UPD
Для
моддеров
, кстати, рынок предлагает новые, удобные инструменты арсенала домашней мастерской, и про один из них (
осциллорез
) я рассказываю в отдельной публикации. Арсенал принадлежностей прекрасно дополнит более привычные циркулярные мини-пилы (aka «дремели»), а отсутствие эффекта «запрессовки зубьев» упростит обработку вязких металлов типа меди и алюминия. Инструмент лёгкий, не такой неуклюжий и опасный, как «болгарка». Можно пилить металл практически на уровне носа и без риска получить рубящий удар от заклинившего или осколок от «взорвавшегося» диска. А так бывает в красочно описанных уважаемыми читателями случаях с УШМ: 300-граммовый блин «болгарки» делает 200 оборотов в секунду, потребляя до 2кВт электричества, и требует чуть ли не костюм сапёра. Работающий же осциллорез травматологи упирают себе пильной стороной прямо в ладонь, чтобы успокоить пришедшего на снятие гипсовой повязки пациента… Впрочем, вернёмся к нашим металлам.
Допустимые и недопустимые контакты металлов по ГОСТ 9.005-72
DISCLAIMER:
Предоставляется «как есть». Если уважаемый читатель занимается моделизмом, автомобилизмом или робототехникой, в ГОСТе также приведены: Таблица №2 для
жестких и очень жестких
атмосферных условий, Таблица №3 для контактов, находящихся
в морской воде
. Ниже я предлагаю выдержку из Таблицы №1 для
средних атмосферных
(т.е. комнатных) условий. Буква «А» означает «ограниченно допустимый в атмосферных условиях», подробности в самом ГОСТе.
Кликабельно (спасибо, НЛО):
UPD:
Ещё цветные шпаргалки (благодарю greatvovan): для средних атмосферных условий для жестких и очень жестких атмосферных условий
Пара слов о металлах
Металлурги, поправляйте, если что не так. Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды. Оцинковка
Коррозия очень объёмная и сложная тема, и я не претендую на полноту её освещения. Я лишь даю выборочные зарисовки, чтобы сформировать у читателя нужные ассоциативные ряды. Оцинковка
Оцинкованная сталь — основная рабочая лошадка народного хозяйства. В виде различных метизов «оцинковка» встречается в магазинах стройматериалов гораздо больше, чем, например, «премиумная» нержавейка. Фабричные корпуса ПК, технологические ящички и шкафчики для оборудования чаще всего выполнены из
оцинкованной холоднокатанной стали
толщиной порядка 1мм (чем дешевле корпус, тем тоньше лист). «Оцинковка» достаточно прочна и хорошо проводит ток, в промышленности требуется заземление. Если разрезать корпус, то под слоем краски какого-нибудь унылого RAL7035 будет тончайшее цинковое покрытие, а под ним, скорее всего, та самая углеродистая холоднокатанная сталь. Лично у меня нет причин не доверять ГОСТ 9.005-72, поэтому после колхозинга фабричных изделий вообще не рекомендую делать электрический контакт на месте среза стали, лучше постарайтесь сберечь цинковое покрытие. А порезы и шрамы можно закрасить из балончика того же унылого RAL7035 (только заплати €10 и попробуй его найти ещё). Я пользовался автомобильной эмалью нейтрального белого или чёрного цвета (флакончик с кисточной, €2 в любом автомагазине).
Алюминий
Алюминий и его сплавы бывают анодированные (с защитным слоем) и обычные (неанодированные). Алюминий легко обрабатывать в домашних условиях, но помните о коррозии. Не используйте голый алюминий в качестве проводника даже с низковольтным напряжением, иначе ток медленно обратит деталь в прах. Обработанным в мастерской алюминиевым и дюралюминиевым деталям показана полная
эквипотенциальность
(наведённые полями токи вроде бы по фиг, заземлять тоже можно). Алюминий совместим с цинковым покрытием, но для контакта с медью, «голой» или никелированной сталью требуется оловянная «прокладка». Ограниченно допустим контакт алюминия с нержавейкой в атмосферных условиях. Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества. Витая пара из
Для простоты можно принять, что при контакте с другими металлами и покрытиями алюминий будет корродировать сам по себе, без помощи внешнего электричества. Витая пара из
омедненного алюминия
(Copper Clad/Coated Aluminium, CCA) — это отдельная история, в домашних условиях кабель всё равно не производится.
Медь
Медь мягкая и довольно неаппетитно окисляется на воздухе, поэтому изделия из меди заключают в герметичную оболочку или лакируют. Латунные бляхи солдатских ремней и стойки для электронных печатных плат лучше сопротивляются окислению и выглядят аппетитнее позеленевшей меди, особенно если их периодически полировать (я про бляхи, конечно). При этом ни медь, ни её сплав с цинком (латунь) «не дружат» с чистым цинком и его покрытиями. Зато медь совмещается с хромом, никелем и нержавейкой. А если вы держите в руках какую-нибудь клемму, то она наверняка из лужёной (покрытой оловом) меди.
Олово
Олово мягкое, но зато стойкое к коррозии (в комнатных условиях) и электрически совместимое почти со всеми, кроме чугуна, низколегированных и углеродистых сталей, магния. Не стоит паять оловом и бериллий, будьте внимательны при сборке домашнего ядерного реактора. Олово используют, чтобы из недопустимого электрического контакта получить допустимый, т.е. в качестве «прокладки». Клеммы из лужёной меди — отличный пример.
UPD:
На холод изделие выносить нельзя, а при минусовых температурах лучше не эксплуатировать вообще.
Никель
Никелем покрыты блестящие «компьютерные» винтики. Такое покрытие совместимо с медью и бронзой, латунью, оловом, хромом и нержавеющей сталью. Никель несовместим с цинком и алюминием (для алюминия лучше контакт с нержавеющей сталью, см. ниже).
Нержавейка
Нержавеющая сталь — королева металлов сталей: прочная, пластичная, стойкая к коррозии, электропроводная, круто выглядит. Слишком тугая, чтобы резать и гнуть её дома в промышленных масштабах. Хромистые и хромисто-никелевые нержавейки электрически плохо совместимы с цинком и «голой» сталью, зато дают надёжный контакт с медью без помощи олова. Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Алюминий, а также азотированная, оксидированная и фосфатированная низколегированная сталь ограниченно совместимы при стандартных атмосферных условиях. Нержавейка марки А2 не «магнитится», но существуют и нержавеющие стали с магнитными свойствами. Магнитные свойства не влияют на коррозионную стойкость нержавеющей стали.
Пара слов про case modding
Если вы занимались сборкой ПК, то наверняка знаете, что болтики для монтажа приводов CD/DVD, «ноутбучных» дисков 2.5″ и флоппи-дисководов (ха-ха) используют метрическую резьбу M3. В корпусах ПК и жёстких дисках 3.5″ используется более грубая дюймовая резьба #6-32 UNC. Почему? Мягкий металл любит более грубую резьбу, к тому же адепты дюймовой системы пока лидируют на рынке технологий. Стойка 19″ использует (вы не поверите) дюймы в качестве основной меры, однако для монтажа оборудования я встречал только оцинкованные клетевые шайбы и винты с метрической резьбой М6. Дюймово-метрический дуализм в технологиях…
Обустройство своей инженерной кухни я начал с того, что купил защитные очки, набор качественных свёрл по металлу, небольшой вороток
и
метчики
на резьбы M3 и #6-32 UNC, а заодно M4 и M6.
Плашки
не понадобились.
Популярые виды резьбы, используемой в компьютерной технике
ГОСТ 19257-73 рекомендует использовать следующие диаметры свёрл для металлов. Наверное, стоит учитывать и количество метчиков в наборе: чем твёрже материал, тем больше необходимость в «предварительных» метчиках. У меня их по три штуки, два «грубых» и один «финишный». А как правильно, кстати?
UPD
А как правильно — читайте комментарии, на публикацию-таки зашли мастера слесарного дела, только я не успел отсортировать всю информацию. Пользователь golf2109 любезно принёс сюда прямо из мастерской два правых столбца таблицы для обозначения того, как мягкость (вязкость) металла влияет на диаметр отверстия под резьбу, благодарю за поддержку.
| Диаметр резьбы | Стандартный шаг, мм | Диаметр сверла, мм | ||
| ГОСТ | Fe | Al | ||
| M2 | 0. 4 4 | 1,6 | 1.5* (-0.1) | |
| M2,5 | 0.45 | 2.0 | 1.8* (-0.2) | |
| M3 | 0.5 | 2.5 | 2.3 (-0.2) | |
| M3.5 | 0.6 | 2.9 | 2.7* (-0.2) | |
| M4 | 0.7 | 3.3 | 3.2 | 3.0 (-0.3) |
| M5 | 0.8 | 4.2 | 3.9 (-0.3) | |
| M6 | 1.0 | 5.0 | 4.9 | 4.6 (-0.4) |
| M8 | 1.25 | 6.8 | 6.7 | 6.3 (-0.5) |
| M10 | 1.5 | 8.5 | 8.0 (-0.5) | |
| #6-32 UNC | 0.794 | 2.85 | 2.7* | 2.5* (-0.35) |
* Я рискнул прикинуть калибры двух дополнительных свёрл для стали и алюминия там, где по ним у меня нет данных в источниках. Обратите внимание, резьба #6-32 UNC по наружному диаметру находится между M3 и M4, а по шагу резьбы вообще ближе к M5.
UPD
Если сверлите что-то толще миллиметрового листа, читайте спойлер про СОЖ.
про СОЖ
Довольно большое значение и при сверлении, и при нарезании резьб имеет смазка и охлаждение обрабатываемых деталей и инструмента. Настоятельно рекомендую при подаче сверла не спешить и пользоваться техническими жидкостями. Режущая кромка сверла легко перегревается от сухой детали, и получается
металлический отпуск
. Поверьте, такой отпуск не нужен: он вызывает необратимые изменения в структуре металла и деградацию его прочностных свойств (сверло тупится гораздо быстрее, чем должно). Что делать? Вот несколько советов, которые автор встречал в разных местах. Не сверлите большим сверлом сразу, разбейте операции примерно по 3мм: т.е. отверстие 10мм сперва проходим 3мм, потом 6мм. Хорошенько отметьте отверстие
керном
. Одолжите у ребёнка пластилин, сделайте бортик вокруг планируемого отверстия так, чтобы получился мини-бассейн размером с монету. Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
Если под рукой нет *вообще ничего*, хорошенько смешайте ложку подсолнечного масла с ложкой жидкого мыла и налейте в этот мини-бассейн, хуже не будет. Но если нужно просверлить насквозь, скажем, гирю 16кг, погуглите книгу народных рецептов «сож своими руками». Желаю всем начинающим удачной пенетрации: как говорится, берегите ваши свёрла-метчики смолоду, ведь их ждут новые идеи и интересные изобретения!
На известной китайской площадке можно приобрести «пальцевые» винтики (thumb screw), причём и на #6-32, и на M3. Материал и цвет разный.
Источники
» ГОСТ 9.005-72. Единая система защиты от коррозии и старения. Машины, приборы и другие технические изделия. Допустимые и недопустимые контакты металлов. Общие требования. » ГОСТ 19257-73. Отверстия под нарезание метрической резьбы. Диаметры. » Unified Coarse Thread ANSI B1.1 (резьбы UNC ANSI B1.1).
Сварка нержавейки Киев — Аргонная сварка нержавейки и алюминия в Киеве недорого
Сварка аргоном алюминия и нержавеющей стали
☎(050)0505725
Приветствуем Вас на нашем сайте! Мы осуществляем сварку разных металлов практически всеми возможными способами. Также будем рады предложить Вам услуги по аргонодуговой сварке нержавейки, алюминия, других цветных и экзотических металлов в Киеве.
А также мы осуществляем проведение сварочные работы генератором Киев, сварочные работы на выезде, сварку черного металла Киев и так далее. Звоните, мы готовы проконсультировать Вас прямо сейчас!
Сварочные работы Киев недорого, услуги сварщика в Киеве недорого.
Услуги сварщика Киев, услуги сварщика выезд Киев,услуги сварщика цены Киев,сварочные работы прайс лист Киев,расценки +на сварочные работы Киев,сварочные работы Киев,сварочные работы цены Киев,журнал сварочных работ Киев,безопасность +при сварочных работах Киев,сварочные работы прайс лист Киев,расценки +на сварочные работы Киев,производство сварочных работ Киев,проведение сварочных работ Киев,выполнение сварочных работ Киев,сварочные работы скачать Киев,работа сварочного аппарата Киев,стоимость сварочных работ Киев,техника сварочных работ Киев,прайс +на сварочные работы Киев,техника безопасности +при сварочных работах Киев,работа сварочным полуавтоматом Киев,сварочно монтажные работы Киев,работа сварочным инвертором Киев,ремонт сварочные работы Киев,сварка сварочные работы Киев,технология сварочных работ Киев,сварочные работы труб Киев,сварочные работы требования Киев,сварочные работы +на автомобиле Киев,правила сварочных работ Киев,сварочные работы +своими руками Киев,нормы сварочных работ Киев,заполнение журнала сварочных работ Киев ,сварочные работы авто Киев,сварочные кузовные работы Киев,пожарная безопасность +при сварочных работах Киев,сварочные работы скачать бесплатно Киев,расчет сварочных работ Киев,журнал сварочных работ скачать Киев,организация сварочных работ Киев,журнал сварочных работ образец Киев,контроль сварочных работ Киев,охрана труда +при сварочных работах Киев,наряд +на сварочные работы Киев,качество сварочных работ,сварочные работы +в киеве,безопасность +при проведении сварочных работ Киев,сварочные работы услуги Киев,сварочные работы фото Киев,виды сварочных работ Киев,принцип работы сварочного аппарата Киев,инструкция +по сварочным работам Киев ,журнал сварочных работ образец заполнения Киев,сварочные работы металлоконструкций Киев.
А вот Вам видео о том, как может быть, если заказать че нибудь у халтурщиков:
Как правильно сваривать нержавейку электросваркой видео
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Иногда в домашних условиях необходимо срочно заварить емкость или трубу из нержавейки. Начинающие сварщики, имеющие в хозяйстве бытовой инвертор, могут устранить проблему самостоятельно. Хотя в промышленных условиях ручную сварку нержавейки электродом не практикуют, дома можно устранить дефект обычной электросваркой. Специалисты поделятся опытом, как варить нержавейку электродом. Какие особенности легированных металлов нужно учитывать, какого режима придерживаться при работе.
Особенности сварки нержавеющей стали
Главная проблема, возникающая у неопытных сварщиков – некачественный шов. В трубе может появиться течь даже при небольшом давлении. На металле в районе шва возникают трещины.
При сварке нержавейки электродом нужно учитывать ряд особенностей легированной стали, ее физические свойства:
- У металла большой коэффициент расширения, он после соединения электросваркой в процессе охлаждения стягивается. Если варить нержавейку обычной присадкой для углеродистой стали, имеющей небольшой коэффициент расширения, на шве могут появиться трещины – его будет разрывать от внутренних напряжений в нержавейке.
- При окислении ванны расплава на поверхности образуется пористость за счет кристаллизации. Если нет возможности создать над рабочей зоной защитную атмосферу, нужно подбирать стержни со специальной обмазкой, содержащей компоненты, препятствующие поступлению кислорода в шов.
- Легированная сталь, используемая в быту, плавится при невысоких температурах. Под воздействием электродуги из нержавейки способны выгорать легирующие добавки. Без них металл будет ржаветь. Чтобы не допускать перегрева, шов ведут в шахматном порядке.
- Присадку для сварки нержавейки подбирают с учетом особенных свойств легированного металла. Желательно точно знать марку свариваемых заготовок.
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.

Марки ЭА, ESAB выбирают для ответственных соединений. Для самостоятельной работы лучше выбрать что-то попроще. Перед работой стержни прокаливают, в зависимости от марки, нагревают до +160–220°С. Заранее их не греют, обмазка после охлаждения станет хрупкой, будет обсыпаться.
Можно варить легированный металл неплавящимися электродами, содержащими вольфрам. В стык, расплавленный тугоплавким стержнем, вводят присадочную проволоку. Работу проводят полуавтоматом, создающим защитную атмосферу. Новичкам за такую работу лучше не браться. Проволока применяется для соединения емкостей, труб, испытывающих высокое давление. Присадка качественно заполняет стык, образует прочный шов, не подверженный образованию трещин.
Можно ли варить нержавейку обычным электродом?
Использовать углеродистые стержни можно только в крайних случаях. Ожидать особой прочности от шва в этом случае не стоит. При остывании соединения можно будет услышать потрескивание – черный металл порвет сокращающаяся в размерах нержавейка. Со временем в рабочей зоне обязательно образуется ржавчина, даже под небольшим давлением образуется течь.
Простым электродом НЕ варят:
- нихромовые трубы системы отопления;
- полотенцесушители;
- нержавеющие емкости.
Новичкам, имеющим дома инвертор, желательно иметь в запасе пачку универсальных электродов для нержавейки.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
 Все эти компоненты вспенивают ванну расплава.
Все эти компоненты вспенивают ванну расплава.Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
Какой сварочный аппарат выбрать
Сварочные аппараты некоторые умельцы берут напрокат. Для работы с легированным металлом надо выбирать современное оборудование для сварки, генерирующее постоянный ток, с таким аппаратом легче поддерживать короткую дугу, получаются ровные стежки шва. Можно сварить металл трансформатором, но в этом случае возможно образование наплывов, снижающих прочность реставрированного элемента. Лучше выбирать сварочники с дополнительными функциями. Риск залипания электрода, прожога заготовки снизится. Хороший вариант – универсальный генератор, вырабатывающий постоянный и переменный ток. Допустимо использование инвертора, выдающего переменный импульсный ток высокой частоты.
Настройка сварочного аппарата
Для сварки нержавеющей стали электродами придерживаются определенного режима работы. Чтобы сварить 4 мм заготовки, нужен аппарат, выдающий 100 А с напряжением 16 В. Диапазон сварки более тонких деталей:
| Толщина заготовки, мм | Диапазон силы тока, А | Рекомендуемое напряжение, В |
|---|---|---|
| 1 | 30 – 40 | 12 |
| 1,5 | 40 – 60 | 13 |
| 2 – 3 | в пределах 80 | 14 – 15 |
Диаметр электрода должен быть меньше толщины заготовки, сталь до 3 мм варят двойкой, 4 мм – 3-х мм стержнями.
При соблюдении всех технологических тонкостей сварки легированных металлов можно получить достаточно прочное соединение в домашних условиях. Для реставрации труб, емкостей, рассчитанных на высокое давление, лучше прибегнуть к услугам профессионалов.
Самые качественные и красивые швы получаются, если нержавейка соединяется полуавтоматической сваркой под защитой аргона. Но не у каждого домашнего мастера есть возможность приобретения дорогого оборудования и газа. Когда не важна эстетика соединения, необходимое качество достигается сваркой нержавейки инвертором.
Преимущества и недостатки сварки нержавейки инвертором
При сравнении сварки нержавеющей стали инвертором с иными способами отмечаются следующие достоинства:
- невысокая цена аппарата;
- небольшой вес и габариты позволяют переносить инвертор даже в сумке;
- ручной дуговой сваркой можно соединять заготовки толщиной до 20 мм из сплавов, черных и цветных металлов;
- работа проводится без флюса или инертного газа;
- выполнение сварки в труднодоступных местах.
- образование шлака;
- из-за большого электрического сопротивления нержавейки возможен перегрев электрода с разрушением покрытия, поэтому сварочный ток ограничивается;
- большие затраты времени при сравнении с другими методами.

Способы сварки
Дома сваривать нержавейку инвертором можно тремя способами:
- Ручной дуговой сваркой (MMA), когда материалом плавящегося электрода заполняется стык. Для работы нужен только инвертор.
- Аргонодуговой метод (TIG) с электродом из вольфрама, применяется для сварки тонкой нержавейки инвертором. Шов создается за счет плавления материала заготовок или присадочной проволоки. Сварная ванна от контакта с окружающим воздухом защищается чистым аргоном. Перемещение горелки с неплавящимся электродом и подачу присадочной проволоки выполняют вручную.
- Полуавтоматическая сварка (MIG/MAG) выполняется неплавящимся электродом с механической подачей проволоки. За счет повышения скорости сварки увеличивается производительность. Для улучшения смачиваемости кромок в аргон добавляется 2% углекислого газа.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Выбирая инвертор, нужно внимательно прочесть инструкцию, так как не все модели могут работать при низких температурах.
Настройка аппарата
Прежде чем сваривать нержавейку инвертором необходимо переключателями на передней панели выставить настройки в соответствии с параметрами соединяемых заготовок. Величину напряжение и тока в зависимости от толщины деталей определяют по таблице:
Величину напряжение и тока в зависимости от толщины деталей определяют по таблице:
Толщина металла,
мм
мм
В
А
При выполнении аргонодуговой и полуавтоматической сварки расход газа настраивается в пределах 6 — 12 л/мин. Скорость движения проволоки устанавливают переключателем режимов. Чем она больше, тем меньше глубина провара.
Выбор электродов
Для сваривания нержавейки инвертором постоянным током допускается использование электродов с базовым покрытием на основе карбонатов кальция и магния. К популярным отечественным маркам относятся ОЗЛ-8 и ЦЛ-11. Стоят недорого, но для работы требуется опыт. Электроды склонны к залипанию, плохо держат дугу, однако швы получаются с достаточными антикоррозионными характеристиками.
Лучшие результаты получаются, если для работы выбрать универсальные электроды с рутиловым покрытием. Ими сваривают на постоянном и переменном токе распространенные марки нержавеющей стали. Лучшими признаны электроды ОК 67.60, которые выпускаются шведской фирмой ESAB. Они легко поджигаются, стабильно держат дугу, снижается количество брызг расплавленного металла. Работая с рутиловыми марками, даже новичок наложит прочный шов.
При ручной сварке следует учитывать, что остывающий шлак начинает самопроизвольно отскакивать. Поэтому в это время нужно располагаться на безопасном расстоянии, чтобы он не мог попасть в глаза или на открытые участки кожи.
Процесс сварки нержавейки инвертором в домашних условиях
Перед свариванием нержавейки инвертором в домашних условиях проводится подготовка соединяемых заготовок в следующем порядке:
- С поверхности возле стыка удаляется грязь и мусор, наждачной бумагой или щеткой с металлическим ворсом зачищается до блеска.
- Место соединение обрабатывается растворителем, чтобы удалить жир. Иначе он нарушит стабильность дуги.
- При соединении заготовок толщиной более 4 мм с кромок снимают фаски под углом 45⁰ для лучшего заполнения стыка расплавленным металлом.
- Чтобы брызги не прилипали к прилегающим поверхностям, их обрабатывают водным раствором мела.
- Для компенсации температурного расширения свариваемых заготовок между ними оставляется промежуток 1 — 2 мм.
- Сварку нержавейки толщиной до 1 мм выполняют без зазора.
- Для предотвращения перегрева металла в месте соединения заготовки кладутся на алюминиевые или медные пластины.
- Детали толщиной больше 7 мм предварительно нагревают до 150⁰C, чтобы уменьшить перепад температур в начале сварки.
- Для удаления влаги и улучшения свойств покрытия электроды перед применением прокаливают помещая в печь. В случаях, когда работа выполняется срочно, допустим прогрев газовой горелкой.

Сварку постоянным током проводят на обратной полярности. Соединение выполняется короткой дугой со скоростью большей, чем для обычной стали. Электрод ведется вдоль шва без поперечных движений. Его наклоняют под углом 40 — 60⁰ в сторону, удобную для удержания. Из-за большого сопротивления электрическому току и плохой теплопроводности нержавейки электроды сгорают быстрей, чем на черных металлах. Это явление становится неожиданностью для начинающих мастеров. Шов завершают «замком», который предотвратит образование трещин и свищей. Сварочную ванну сдвигают на поверхность заготовки или возвращают немного назад. Не меняя положения электрода, гасят дугу. Так как сварить нержавейку большой толщины за один проход не получится, операцию повторяют несколько раз до полного заполнения стыка.
После окончания сварки следует подождать, чтобы место соединения остыло. Нельзя обрызгивать его водой, так как это приведет к появлению микротрещин. Шлак начинают оббивать через 5 минут, чтобы на еще мягком металле не оставлять следов. Для придания презентабельного вида место соединения шлифуют и полируют. Однако в результате механической обработки с поверхности удаляется пассированный слой из окиси хрома, который защищает ее от коррозии. Восстановление пленки происходит за 4 — 6 часов, в течение которых нержавейка остается незащищенной. Для ускорения процесса поверхность обрабатывается составом, содержащим пассирующие добавки. Через полчаса его смывают водой.
Шлак начинают оббивать через 5 минут, чтобы на еще мягком металле не оставлять следов. Для придания презентабельного вида место соединения шлифуют и полируют. Однако в результате механической обработки с поверхности удаляется пассированный слой из окиси хрома, который защищает ее от коррозии. Восстановление пленки происходит за 4 — 6 часов, в течение которых нержавейка остается незащищенной. Для ускорения процесса поверхность обрабатывается составом, содержащим пассирующие добавки. Через полчаса его смывают водой.
После ознакомления с приведенными рекомендациями ответ на вопрос: «Можно ли инвертором сваривать нержавейку?» очевиден. Однако это не значит, что у новичка с первого раза получится выполнить надежное соединение. Для наработки навыков придется потренироваться на ненужных обрезках, лучше под руководством наставника.
Технология сварки нержавейки аргоном. Как варить нержавейку аргоном видео
Сварка аргоном нержавейки своими руками
Нержавеющая сталь широко используется в современной пищевой, химической и нефтеперерабатывающей промышленности. Без нержавейки не обходится ни одно производство современной посуды, медицинских инструментов или даже автобусных остановок. По этой причине каждый уважающий себя сварщик должен уметь работать с нержавейкой.
Существуют разные виды сварки нержавеющей легированной стали, но чаще всего для сварки нержавейки используется аргон и вольфрамовые стержни. Аргоновая сварка нержавейки очень популярна, поскольку не требует дорогостоящего оборудования.
Содержание статьи
Общая информация
Нержавеющая сталь — это металл, обладающий ярко выраженными антикоррозийными свойствами. Для потребителей это безусловный плюс, поскольку изделия из нержавейки при должном уходе способны прослужить долгие годы. Кроме того, в составе нержавейки присутствует хром, титан и никель, благодаря которым изделие приобретает улучшенные физико-механические свойства.
Также для нержавеющей стали характерен прекрасный внешний вид. Металл имеет ярко выраженный блеск, из-за чего изделия из нержавейки зачастую даже не красят. Именно по этой причине швы должны быть не только прочными, но и эстетичными. Но это лишь одно из требований.
Из-за антикоррозийных свойств, которые так любят потребители, многие сварщики отказываются работать с нержавейкой. А все потому, что эти самые свойства существенно усложняют сварку. Для сварки нержавейки важно знать и учитывать все эти особенности. О них мы поговорим далее. В этой статье мы постараемся раскрыть все нюансы, поскольку убеждены, что для обучения азов сварки нержавеющей стали недостаточно просто посмотреть пару видео в интернете.
Особенности сварки
Прежде всего вам нужно запомнить, что сварку усложняет не сама сталь, а добавки в виде хрома и никеля, которые используются при производстве металла. Нержавеющую сталь называют легированной и по сравнению со, скажем, низкоуглеродистой сталью у нержавейки теплопроводность в два раза меньше. Это первый нюанс. Именно из-за него у многих новичков не получается расплавить металл должным образом.
Это связано с тем, что для сварки стали необходима достаточно высокая температура (около 6000 градусов по Цельсию). Этой температуры достаточно, чтобы расплавить металл, но из-за низкой теплопроводности вся эта температура просто концентрируется в одной точке и плохо отводится. В итоге место сварки существенно перегревается и метал просто деформируется. Эта проблема решается путем установки тока на 15-20% меньше обычного значения.
Также нержавейка при сварке может сильно деформироваться просто из-за высокого коэффициента линейного расширения. Из-за этой особенности нередко образование трещин на готовых швах. Эта проблема решается просто. Нужно между деталями оставить небольшой деформационный зазор, чтобы после сварки детали расширились, и усадка была незначительной.
Еще при сварке нержавейки нужно четко соблюдать температурный режим. В противном случае металл потеряет все свои антикоррозийные свойства. Чтобы избежать перегрева нужно быстро охладить металл сразу после сварки.
Подготовка металла
Аргонодуговая сварка нержавеющей стали требует тщательной подготовки. Если проигнорировать этот этап вся ваша работа пойдет насмарку. При том что подготовка не требует каких-то особых манипуляций и, по сути, ничем не отличается от подготовки любого другого металла к сварке с применением аргона.
Для начала разделываем кромки. Затем зачищаем их металлической щеткой или шлифмашинкой до блеска. Далее обезжириваем металл, для этих целей можно использовать ацетон или бензин. Обезжиривание обеспечивает лучшую устойчивость дуги и позволяет работать быстрее.
Как мы писали выше, предусмотрите небольшой зазор между деталями, чтобы компенсировать возможные деформации. Не забывайте, что помимо подготовки самого металла нужно заранее выбрать все комплектующие.
Сварка в среде аргона предполагает использование присадочной проволоки. Обратите внимание, чтобы степень легированности у проволоки была выше, чем степень легированности у нержавеющей стали. Также выбирайте комплектующие от проверенных производителей, не гонитесь за слишком низкой или слишком высокой ценой. Если вы новичок, то спросите совета у своих коллег. Наверняка они уже имели дело со сваркой нержавейки и подскажут вам, где приобрести качественные расходники.
Технология аргонной сварки
Соединение аргоном нержавейки с применением проволоки требует от сварщика должного опыта. Но это не значит, что с работой не справится начинающий мастер. Перед началом работ потренируйтесь на ненужном куске металла и только затем приступайте к делу.
Зачастую с помощью аргона происходит сварка именно тонкого металла. Это связано с тем, что данный метод сварки позволяет выполнить работу очень аккуратно. Технология сварки легированной тонкой нержавейки аргоном начинается с выбора сварочного оборудования.
В большинстве случаев сварочный аппарат для нержавейки — это классический полуавтомат. Работать с ним непросто, но при частой практике швы получаются очень прочными и красивыми. Настройте аппарат. Мы рекомендуем прямую полярность, а вот род тока (переменный или постоянный) нужно подбирать индивидуально для каждого случая.
Сварка аргоном выполняется с использованием присадочной проволоки и вольфрамового электрода. Также один из ключевых элементов всей «цепочки» — газовая горелка. Через нее подается защитный газ аргон и в ней закреплен вольфрамовый электрод. Все движения горелкой осуществляются вручную. Горелку нужно вести вдоль оси сварного соединения, ни в коем случае не поперек.
Если вести горелку поперек, аргон просто не сможет защитить сварочную зону от негативного влияния кислорода. Впоследствии качество шва будет оставлять желать лучшего. Рекомендуем дополнительно защитить обратную сторону шва. Для этого подавайте еще одну струю аргона с обратной стороны сварки. Да, расход газа существенно увеличиться, но зато качество соединения будет на высочайшем уровне.
Сварка тонкой нержавейки также предполагает предварительное оплавление конца электрода. Это необходимо для того, чтобы не загрязнять поверхность стали. А мы помним, что красота нашей работы очень важна при сварке нержавейки. Дополнительно можно использовать специальные графитовые подкладки, чтобы разжечь дугу. Это также поспособствует улучшению внешнего вида швов.
Сварка нержавейки аргоном часто не получается просто из-за активного окисления металла или электрода. Эта проблема решается очень просто: после окончания работ не нужно прекращать подачу газа в сварочную ванну еще на протяжении 15-20 секунд. Не беспокойтесь о расходе газа, он несильно увеличится. Зато качество работ вас приятно удивит. Швы станут значительно крепче и не будут трескаться.
При сварке нержавейки следите за расходом газа. Расход аргона при сварке не должен превышать 15 литров в минуту, в идеале 12 литров. Но это жесткие рамки для профессиональных сварщиков. Если вы новичок, то не беспокойтесь о перерасходе. Со временем вы сможете уменьшить расход, поскольку ускорите свою работу.
Вместо заключения
Сварка аргоном нержавеющей легированной стали — не такой уж сложный процесс, как может показаться на первый взгляд. Главное — понимать все особенности технологии, выбрать качественный сварочный аппарат для продуктивной работы и не превышать расход аргона при сварке. Не забывайте о соблюдении техники безопасности и индивидуальных средствах защиты. Опытные мастера могут поделитесь в комментариях своим опытом сварки нержавейки. Поделитесь этой статьей в своих социальных сетях. Это будет полезно для всех начинающих сварщиков. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Видео как варить аргоном нержавейку
Новости
Где купить объектив на телефонМногие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Купить дизель генератор 30 квт в Москве В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыSoundguard Те, кто работает работают или живет в том или ином помещении, особенно в городских условиях, прекрасно знают, что важнейшим фактором, определяющим уровень комфорта является звукоизоляция здания. К сожалению,Изготавливаем полиуретановые изделия Фасадный и интерьерный лепной декор, предлагаемый нашей компанией, производится из высококачественного полимера – пенополиуретана (ППУ). Технология производства лепнины из полиуретана была разработанаЗапчасти для кранов Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.Запчасти для либхер Отечественные предприятия в разных отраслях хозяйствования остро нуждаются в современной высокотехнологичной технике и оборудовании. К сожалению, отечественное машиностроение не может предложить достаточноФильтр для воды Состояние систем центрального водоснабжения в нашей стране не выдерживает никакой критики. Под час из крана льется какая-то жижа или подкрашенная ржавчиной вода, пить которою нельзя ни в коем случае.Металлочерепица купить в Алматы Металлочерепица – относительно молодой строительный материал. Он применяется лишь несколько десятков лет, что очень мало относительно остальных известных и часто используемых стройматериалов. Но дажеДвери от компании Тескона Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должностиk-svarka.com
Видео сварка нержавейки аргоном
Новости
Где купить объектив на телефонМногие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Купить дизель генератор 30 квт в Москве В промышленности в основном применяются дизель генераторы 30 кВт и выше. Они обеспечивают защиту от скачков напряжения в электросети, защищают оборудование от неожиданных сбоев. Дизель-генераторыSoundguard Те, кто работает работают или живет в том или ином помещении, особенно в городских условиях, прекрасно знают, что важнейшим фактором, определяющим уровень комфорта является звукоизоляция здания. К сожалению,Изготавливаем полиуретановые изделия Фасадный и интерьерный лепной декор, предлагаемый нашей компанией, производится из высококачественного полимера – пенополиуретана (ППУ). Технология производства лепнины из полиуретана была разработанаЗапчасти для кранов Потребности отечественных строительных и промышленных предприятий, а также предприятий коммунального и сельского хозяйства в современной высокотехнологичной технике и оборудовании чрезвычайно велики.Запчасти для либхер Отечественные предприятия в разных отраслях хозяйствования остро нуждаются в современной высокотехнологичной технике и оборудовании. К сожалению, отечественное машиностроение не может предложить достаточноФильтр для воды Состояние систем центрального водоснабжения в нашей стране не выдерживает никакой критики. Под час из крана льется какая-то жижа или подкрашенная ржавчиной вода, пить которою нельзя ни в коем случае.Металлочерепица купить в Алматы Металлочерепица – относительно молодой строительный материал. Он применяется лишь несколько десятков лет, что очень мало относительно остальных известных и часто используемых стройматериалов. Но дажеДвери от компании Тескона Для создания у себя дома неповторимого прекрасного интерьера люди готовы на многое. именно для этого делаются ремонты, для этого заменяются покрытия стен или потолка, для этого приобретается новая дизайнерскаяВыплаты выходного пособия Итак, Вы владелец малого бизнеса, трудовые договора заключены, на Вас работают наемные работники. Но в жизни каждого работодателя наступает момент, когда кто-то из сотрудников увольняется со своей должностиk-svarka.com
Сварка нержавейки аргоном – технология, советы
С соединением чугунных изделий разобрались здесь, а как быть, если нужно сварить детали из нержавеющей стали? Посмотрим, почему сложна сварка нержавейки аргоном. Технология в принципе описана уже неоднократно, но имеются некоторые тонкости, их надо знать.
Основная сложность процесса сварки нержавейки аргоном в том, что он требует предварительного нагрева и основывается на специфических свойствах нержавеющих сталей. А именно:
- высоком по сравнению с обычным углеродистым вариантом коэффициенте теплового расширения;
- низком, наоборот, коэффициенте теплопроводности;
- также низкой температуре плавления.
Таким образом, одним из самых перспективных направлений будет являться технология сварки нержавейки аргоном. Почему? Потому что сварка аргоном позволяет обойти почти все трудности. В частности самый большой риск — растрескивание самого шва и основного металла.
Для общего развития стоит посмотреть обучающее видео по сварке в среде аргона.
Каковы основные пункты технологии сварки нержавейки аргоном, о чем никогда нельзя забывать?
- Необходима тщательная подготовка кромок свариваемых деталей. Они зачищаются буквально до блеска стальной щеткой.
- Зачистку следует производить таким образом, чтобы между деталями оставался определенный зазор. Именно его наличие не позволит металлу растрескаться при последующей усадке из-за высокого показателя расширения нержавейки.
- После зачистки кромки обезжириваются (ацетоном).
- Чем варить? Если электродом, то вольфрамовым, если присадочной проволокой, то ее степень легирования должна быть выше степени легирования основного металла.
- Электрод нужно вести ровно, без рывков и рысканий по сторонам, ибо нарушится аргоновая защита, и возникнут проблемы на сварном шве в виде оксидной пленки.
Технологию аргонодуговой сварки нержавейки можно посмотреть в этом обучающем ролике.
Кроме того, существует еще полуавтоматический метод технологии сварки MIG MAG. Он хорош для толстостенных деталей. Защитный сварочный газ при этом способе состоит из двух компонентов: 2% CO2 + 98% Ar.
Важно. Если технология сварочного процесса нержавейки аргоном осуществляется при помощи электродов, последний должен подаваться углом вперед и на короткой дуге. Угол между ним и материалом присадки должен быть равен 90⁰.Аргон подается до тех пор, пока температура металла не упадет до 400⁰С.
24 марта 2016Teor21avtotuningg.ru
Как сделать красивый шов аргонодуговой сваркой нержавейка
сварка аргоном почему шов получается чёрный
Как варить нержавейку аргоном: технология сварки — Токарь Мастер
Сварка стали и нержавеющей стали \u2013 Сварка нержавеющей стали …
Художественные швы — Аргонодуговая сварка \u2014 TIG — Форум …
Сварка аргоном тонкой нержавейки \u2013 Сварка нержавейки аргоном …
Техника аргонодуговой сварки нержавейки с наложением многослойных швов
Как варить нержавейку электродом в домашних условиях
Сварка нержавейки аргоном \u2013 технология, обучение, видео
Как добиться цветного шва при сварке нержавейки аргоном
Сварка нержавейки инвертором
Сварка нержавейки аргоном \u2013 Описание вариантов сварки …
Образцовая сварка. Швы о которых мечтает каждый сварщик
Сварка аргоном тонкой нержавейки \u2013 Сварка нержавейки аргоном …
Наиболее распространённые виды сварки и их применение …
Сварочные швы, часть 1 — Страница 7 — Фотогалерея — Форум …
Обработка нержавейки после сварки
Сварка нержавейки аргоном \u2013 технология, обучение, видео
Сварка аргоном тонкой нержавейки \u2013 Сварка нержавейки аргоном …
Сварка нержавейки аргоном — правила проведения работ
Обработка шва нержавейки после сварки — Аргонодуговая сварка …
TIG-сварка или Сварка аргоном для новичка.С чего начать?
Сварка нержавейки аргоном \u2013 Описание вариантов сварки …
Что нужно для аргонодуговой сварки — steelfactoryrus.com
Сварка вертикальных швов
Обучение технологии сварки тонкой нержавейки в среде аргона …
Чем варят сварщики. Как правильно варить электросваркой? Как …
Аргонно-дуговая сварка, все о технологии сварки в среде аргона
Цвета побежалости сварных швов. Дефект или искусство …
Сварка нержавейки с черным металлом. Сварка разнородных …
Сварка нержавейки электродами дуговой сваркой: как правильно …
Цвета побежалости сварных швов. Дефект или искусство …
Сварка нержавейки с черным металлом. Сварка разнородных …
Скотт Рааб: искусство сварки (фото) / Мото фото / БайкПост
How to get color in stainless tig weld. @inoxplane
Сварка нержавейки аргоном \u2013 технология, обучение, видео
Какими электродами варят нержавейку — Сварка Профи
Как варить нержавейку аргоном: технология сварки — Токарь Мастер
Чем варить нержавейку? Технология сварки, оборудование
Уроки сварки аргоном — видео на LifeVideos.ru
Сварка нержавеющих труб, красивый шов — Aргонодуговая сварка …
Обработка нержавейки после сварки: рекомендации
Сварка нержавейки аргоном: соединение тонкого металла, труб
Сварка труб из нержавеющей стали — ccm-msk.com
Технология сварки аргоном \u2013 Особенности аргонодуговой сварки …
Как правильно варить нержавейку электродами — respect-kovka.com
Сварка нержавейки инвертором в домашних условиях: пошаговая …
Сварка нержавеющей стали — профессиональный подход \
Сварка нержавейки полуавтоматом в среде углекислого газа
Аргонная TIG сварка (ошибки, выбор электродов и др.)
Зачистка швов после сварки нержавейки — Станки, сварка …
Сварка нержавейки аргоном: соединение тонкого металла, труб
Как выбрать вольфрамовые электроды | Тиберис
Сварка в инертных газах вольфрамовым электродом (TIG …
Нержавейка — Страница 59 — Аргонодуговая сварка \u2014 TIG …
Цвета побежалости сварных швов. Дефект или искусство …
Сварка в среде аргона неплавящимся и плавящимся электродом …
Сварка нержавейки: методы, их отличия и описание, как …
Сварка нержавейки аргоном \u2013 технология, обучение, видео
Сварка алюминия аргонодуговым способом (AC TIG): технология …
Аргоновая сварка металлов и сплавов — Сварка Профи
Сварка тонкого металла:
Сварка в инертных газах вольфрамовым электродом (TIG …
Шов сварки видео электродом
книга сварка аргонодуговая
Сварка аргоновая фото \u2013 технология аргонодуговым способом …
Как варить нержавейку аргоном: технология сварки — Токарь Мастер
Сварим ли мы алюминий? Часть 4: самый лучший… | Сварка …
Технология сварки: укрощение дуги
Можно ли инвертором варить нержавейку — respect-kovka.com
Smart2Tech
Самодельная сварка аргоном. Осциллятор своими руками | Все …
аргонодуговая сварка труб — मुफ्त ऑनलाइन …
Сварка TIG — что это, технология,видео
Чем варят нержавейку: доступные способы сваривать, чем лучше …
Сварка аргоном — техника соединения цветных металлов
Сварка труб из нержавеющей стали — ccm-msk.com
Сварка Аргон Техника Американка Бабочка — Бесплатно скачать Mp3
Сварка нержавейки аргоном: соединение тонкого металла, труб
Аргонно-дуговая сварка, все о технологии сварки в среде аргона
Варится ли нержавейка со сталью. Способы сварки нержавеющей …
Как правильно варить сварочные швы — вертикальные …
Сварка нержавейки электродом в домашних условиях инвертором …
Главная
Сварка нержавейки аргоном — правила проведения работ
Шлифовка нержавейки после сварки — Металлы и металлообработка
Er316 316l Из Нержавеющей Стали Аргонно-дуговая Сварка Провода — Buy Аргонно-дуговая Сварка,Аргонодуговой Нержавеющая Сталь Сварочной …
Варится ли нержавейка со сталью. Способы сварки нержавеющей …
Советы по покупке и приготовлению кастрюль из нержавеющей стали и видео с инструкциями
Какие сковороды купить
В последнее время многие люди спрашивали меня, с какими кастрюлями и сковородками я люблю готовить?
Кажется, КАЖДЫЙ имеет собственное мнение по этому поводу, но для меня это всегда сводится к тому, каков вкус моей еды после того, как я закончил готовить одно из своих блюд, и является ли сковорода безопасной и не содержит ли химические вещества в моих органических продуктах .
Я отправился на миссию, чтобы найти набор сковородок, в которые можно инвестировать (да, инвестируйте, они могут быть немного дорогими). Было несколько ключевых элементов, которые я искал:
- Мне не нужны сковороды с тефлоновым покрытием / антипригарным покрытием. Конечно, на этих сковородах удобно готовить быстро, но из-за соусов вы теряете так много вкуса, и я не уверен, что тефлон безопасен в любом случае.
- Я знал, что хочу нержавеющую сталь. Однако не вся нержавеющая сталь безопасна для приготовления с использованием .
По словам Рэя Пита, существует два основных типа нержавеющей стали: магнитная и немагнитная .Немагнитная форма имеет очень высокое содержание никеля, а никель является аллергенным и канцерогенным. Он намного токсичнее железа или алюминия. Вы можете использовать небольшой «магнит на холодильник», чтобы проверить свою посуду. Магнит прочно прилипнет к сковороде более безопасного типа.
Сковороды, на которых я готовлю
Итак, сковороды, которые я купил, были полностью одеты. Я так впечатлен этими сковородками и часто удивляюсь, как я вообще обходился без них на кухне!
На днях я приготовил тушеную курицу с грибным соусом из белого вина, и это было так здорово, что я не мог перестать думать об этом!
Многим людям трудно готовить на нержавеющей стали, особенно после длительного использования тефлоновых сковород.Это может потребовать некоторой практики, но ниже вы найдете видео, которое я сделал с некоторыми полезными советами по приготовлению пищи из нержавеющей стали.
Вот еще несколько советов…
- Сковороды из нержавеющей стали ДОЛЖНЫ быть предварительно нагреты перед добавлением продуктов в сковороды. Я обычно включаю плиту на средний огонь и даю ей нагреться в течение 2-3 минут. У вас должна быть возможность безопасно прикасаться к краю сковороды, но она должна быть горячей (см. Видео ниже). Добавьте масло в сковороду после того, как она разогреется.
- Когда продукты подрумяниваются, начинается карамелизация, эта коричневая слизь и темные кусочки, застрявшие на дне сковороды, становятся золотой жилой вкуса, аромата и аромата, а также добавляют визуальной привлекательности готовому блюду. Этот коричневый продукт очень желателен, так как он обеспечивает основу для вкусных соусов, супов, рагу и подливок. Это происходит из-за того, что капли, соки, сахар и жиры из пищи прилипают к сковороде и становятся коричневыми; , чтобы он прилип к сковороде, это аромат! Чтобы удалить глазурь со сковороды (вытащите все вкусные кусочки, которые придают так много аромата вашим блюдам), просто добавьте в сковороду немного куриного бульона или вина, и все эти вкусные кусочки стянутся со сковороды в блюдо!
- Избегайте использования простой посуды из нержавеющей стали.Лучшие и по совпадению самые дорогие бренды имеют тройной слой (по бокам и снизу), в то время как другие покрывают только дно кастрюли. Ключом к его высоким характеристикам является трехслойная склеенная конструкция. Между слоями нержавеющей стали зажата толстая сердцевина из чистого алюминия, которая равномерно распределяет тепло по дну кастрюль и сковородок и по всем сторонам.
- Ищите ручки из нержавеющей стали, которые приклепаны к сковороде. Это означает, что сковороды могут попасть в духовку, и нет опасности расплавить покрытую пластиком ручку, если она случайно окажется слишком близко к горячей конфорке.
Как готовить на нержавеющей стали
Приготовление пищи на сковороде из нержавеющей стали придает блюдам особый аромат. Ниже я сделал видео-фрагмент, показывающий, как легко готовить из нержавеющей стали.
( Я знаю, что яйцо полностью переварено , но вы все равно можете получить правильный способ приготовления на сковороде из нержавеющей стали) 🙂
Обновление
Я сделал новое видео что использует намного меньше жира и показывает , как правильно приправлять сковороду из нержавеющей стали .
Очень рекомендую вам посмотреть это видео!
Инструкции по очистке
Для ежедневной очистки достаточно теплой мыльной воды. Тщательно мойте сковороды после каждого использования. Пищевые пленки, оставшиеся от посуды, могут вызвать обесцвечивание и прилипание.
Чтобы избавиться от прилипшей пищи, обесцвечивания и пятен от слишком сильного нагрева, очистите сковороду с помощью средства под названием Bar Keeper’s Friend.Чтобы использовать Bar Keeper’s Friend, просто используйте мягкую ткань или губку и воду и сделайте жидкую пасту. Его можно использовать как внутри, так и снаружи вашей сковороды. Bar Keeper’s Friend также можно использовать на внешней стороне вашей кастрюли. Если в вашей воде высокое содержание железа, вы можете заметить ржавое обесцвечивание. Используйте Bar Keeper’s Friend, чтобы удалить его.
Я также использую пищевую соду и делаю из нее водную пасту. Это тоже очень хорошо работает.
Поделитесь своими мыслями
На чем вы готовите? Вы хотите перейти на нержавеющую сталь?
Как обрабатывать блоки продувки — производственная серия
Давайте поговорим на мгновение о тепле.
Как упоминалось ранее, нержавеющая сталь не очень теплопроводна. Какое бы тепло ни попадало в него — остается в нем. Плохая деталь — отсутствие защитного газа во время сварки, происходит окисление, которое может сделать нержавеющую сталь практически бесполезной.
Теперь поговорим о фланцах, часто используемых в наддувных фабриках.
Наиболее распространенная толщина фланца составляет ½ дюйма. Это хорошо подходит почти для всех применений, но все же может деформироваться даже при концентрированном тепловом воздействии на него.Склонность к деформации еще больше усиливается при сварке круглых материалов, таких как труба для турбо-коллектора, потому что направление трубы меняется очень часто, и каждый сварной шов будет тянуть ее в другом направлении, когда вы свариваете вокруг нее на 360 градусов. Даже сплошные фланцы могут деформироваться после сварки без прикрепления к приспособлению.
Таким образом, возникает вопрос:
« Как бороться с деформацией и деформацией. И подают в деталь газ для защиты? ”
Мы используем продувочные блоки.
Блоки продувки служат одновременно теплоотводом и затвором для аргона, который попадает внутрь детали для защиты задней стороны сварного шва.
Чтобы обеспечить теплоотвод и минимизировать деформацию, металл должен быть изготовлен из теплопроводящего материала и быть очень толстым. Когда дело доходит до выбора металла, есть только один металл, который хорошо подходит для всех этих требований — алюминий.
Алюминий доступен в нескольких марках, легко обрабатывается практически любой марки, доступен по цене и обладает высокой теплопроводностью, что означает, что он быстро поглощает подводимое тепло и рассеивает его.Возможность легкой обработки означает, что вы можете добавить дополнительные отверстия, чтобы газ мог поступать в деталь.
Непрерывное газовое покрытие всех участков сварного шва из нержавеющей стали имеет решающее значение для обеспечения прочного сварного шва, который выдержит экстремальные условия окружающей среды, которым подвержены турбокомпрессоры. Без газовой защиты сварной шов, металл и другие компоненты могут выйти из строя.
Выбор защитного газа для соединения нержавеющей стали
Использование нержавеющей стали в Северной Америке за последнее десятилетие значительно выросло.По мере его использования росло количество различных расходных материалов, необходимых для его присоединения. Поскольку нержавеющие стали используются в приложениях, отличных от углеродистых сталей, отсюда следует, что требования к их сварке также различаются.
Двумя основными типами сплавов в этом классе материалов являются аустенитные (хромовые и никелевые сплавы серии 300) и ферритные (только хром серии 400). Каждый из них имеет уникальные свойства и требования к сварке.
Защитный газ, используемый при газовой дуговой сварке металлическим электродом (GMAW), дуговой сварке порошковой проволокой (FCAW) или газовой вольфрамовой дуговой сварке (GTAW), может оказывать значительное влияние на свойства и качество сварного шва, а также на производительность. сварочной операции.Многие функции защитного газа варьируются от защиты расплавленной сварочной ванны от атмосферы до управления типом переноса металла и стабильностью дуги, получаемой во время сварки. Чтобы правильно выбрать защитный газ, необходимо понимать, дает ли он требуемые результаты сварки.
В дополнение к определенному химическому составу сварного шва и прочности при приемлемых уровнях производительности, цвет и форма сварного шва (или внешний вид шва) являются важными факторами для успешного соединения аустенитных сплавов.
Газовые смеси, используемые для соединения нержавеющих сталей, часто содержат аргон из-за его инертной природы, его способности поддерживать легкий зажигание дуги и метода переноса металла распылением. Для некоторых сварочных процессов может быть добавлен гелий, чтобы проводить больше тепла к основному металлу, чтобы увеличить проплавление сварного шва и улучшить текучесть сварочной ванны. Это может привести к более высокой скорости перемещения, меньшему искажению и общему снижению затрат на сварку.
В GMAW и FCAW кислород или CO 2 добавляется в защитный газ для улучшения стабильности дуги и текучести сварочной ванны.В особых случаях можно добавлять азот или водород в контролируемых количествах для улучшения свойств сварного шва и улучшения внешнего вида валика аустенитной нержавеющей стали. Эти трехкомпонентные смеси — лучший выбор для некоторых соединений нержавеющей стали.
Чтобы выбрать защитный газ, необходимо определить соединяемые материалы, процесс сварки и необходимый состав присадочного металла. Затем посмотрите на доступные смеси защитных газов, чтобы определить, что лучше всего соответствует вашим требованиям к конечному продукту.
GMAW аустенитных нержавеющих сталей
Двухкомпонентные смеси. Изготовители обычных нержавеющих сталей, состоящие из двух частей, традиционно используют смеси аргона с кислородом или CO 2 . Они подходят для обычного или импульсного распыления.
Если для максимальной коррозионной стойкости требуется очень низкое содержание углерода в металле сварного шва, смеси аргона и кислорода (от 1 до 2 процентов) могут обеспечить перенос металла струйным способом. Эти сварные швы имеют прочное оксидное покрытие, для удаления которого может потребоваться очистка после сварки.
Смеси аргон / CO 2 образуют меньше оксида на поверхности, хорошую форму и смачивание валика, широкое проникновение и стабильное качество. Поскольку количество CO 2 в газовой смеси влияет на содержание углерода в сварном шве, пользователи обычно предпочитают смеси с более низким содержанием CO 2 (от 2 до 5 процентов). Увеличение скорости движения на 25 процентов обычно достигается за счет использования аргона / -5 процентов CO 2 для применений, в которых используется аргон / 1 процент кислорода.
Трехкомпонентные смеси. Большинство трехкомпонентных смесей газов хорошо работают при коротком замыкании, распылении и импульсном переносе распылением и обеспечивают отличные сварочные характеристики и высокую производительность. Аргон с добавками от 25 до 35 процентов гелия и от 1 до 2 процентов CO 2 может обеспечить 20-процентное или более увеличение скорости перемещения по сравнению с большинством двухкомпонентных смесей, лучший контроль искажения в тонких материалах и превосходную форму и цвет шариков. . Эта смесь является подходящим выбором для соединения нержавеющей стали с углеродистой (наполнитель 309) с использованием импульсного переноса распылением.
Для материалов серии 300 оптимальный цвет и форма валика могут быть получены с помощью смесей аргон / CO 2 -водород. Восстановительная атмосфера, создаваемая добавлением 1-2% водорода, сводит к минимуму образование оксидов на поверхности валика и помогает улучшить текучесть и проникновение.
В течение многих лет стандартной газовой смесью для сварки коротким замыканием нержавеющей стали был тримикс на основе гелия (от 85 до 90 процентов) с небольшими добавками аргона (от 5 до 10 процентов) и CO 2 (от 2 до 5 процентов). процент).Комбинирование аргона с 2–5% CO 2 и 2–5% азота обеспечивает хорошую форму и цвет шариков при переносе короткого замыкания, одновременно повышая скорость движения и производительность примерно на 20%. Характеристики этой смеси почти эквивалентны характеристикам других тримиксов для сварки распылением и импульсным переносом струи большинства аустенитных нержавеющих сталей.
Смеси, содержащие азот, следует использовать с осторожностью при соединении нержавеющей стали с углеродистой сталью, чтобы гарантировать получение соответствующей микроструктуры.
GMAW ферритных нержавеющих сталей
Ферритные нержавеющие стали используются, когда требуется повышенная коррозионная стойкость, но стоимость хромоникелевых аустенитных марок не может быть оправдана. Например, ферритная нержавеющая сталь стала предпочтительным материалом для автомобильных выхлопных систем. Глушитель, резонатор и выхлопная труба являются областями, особенно уязвимыми для коррозии изнутри (конденсат сгорания топлива) и снаружи (воздействие соли).
Многие сплавы, включая 409 и 439, обычно соединяются методом GMAW с твердыми электродами или электродами с металлическим сердечником для производства коррозионно-стойких деталей.
Газовая смесь. Контроль содержания углерода в сварных швах, требуемый несколькими стандартами автомобилестроения, может быть достигнут путем надлежащего согласования присадочной проволоки с защитным газом. Ферритные нержавеющие стали соединяются с использованием смесей аргона и кислорода для сварки распылением и импульсным переносом струи, чтобы предотвратить накопление углерода в металле шва. Такой подход сводит к минимуму увеличение углерода сварного шва, но может снизить скорость перемещения сварного шва.
В зависимости от максимально допустимого уровня углерода, смеси аргона с 5-10% CO 2 обычно обеспечивают приемлемый химический состав и микроструктуру сварных швов ферритной нержавеющей стали.Эти смеси могут улучшить скорость и производительность сварки в большинстве областей применения.
Хотя эти газовые смеси могут использоваться как с сплошной, так и с металлической порошковой проволокой, химию сварного шва можно более легко адаптировать, чтобы обеспечить лучший контроль над подводом тепла при сварке и проникновением валика при использовании порошковой проволоки. Это важно при соединении тонкостенных материалов, обычно используемых в автомобильной промышленности. В то время как трехкомпонентные смеси могут дополнительно улучшить характеристики, двухкомпонентные смеси аргона и CO 2 будут соответствовать или превосходить большинство требований для ферритных нержавеющих сталей.
Повышение производительности за счет замены защитного газа и проволоки. Крупный производитель автомобильных запчастей провел оценку нескольких комбинаций порошковой проволоки и защитного газа для создания критически важной гибкой муфты для автомобильных выхлопных систем. Требуемый кольцевой сварной шов соединял смесь основных материалов из сплавов 409, 304, 321 и INCONEL®. Основная цель заключалась в уменьшении количества дефектов для повышения скорости приемки деталей и скорости сварки. Снижение затрат было существенным при повышении качества.
Металлическая порошковая проволока диаметром 0,045 дюйма из 18 хрома / колумбия, используемая с несколькими смесями аргона / CO 2 , сравнивалась с применяемой в настоящее время твердой проволокой 308 с низким содержанием углерода и высоким содержанием кремния диаметром 0,035 дюйма с аргоном / кислородом. экранирование. Текущие производственные показатели были измерены на уровне трех единиц в минуту. С комбинацией порошковой проволоки и аргона / CO 2 производительность увеличилась до более чем пяти единиц в минуту.
Порошковая проволока с более высокой скоростью наплавки при том же уровне тока обеспечивает отличные характеристики смачивания и широкую форму дуги, что приводит к плоской форме валика с приемлемым проваром.Для соответствия спецификациям производителя оригинального оборудования (OEM) требовалась небольшая или совсем не постсварочная обработка сварного шва.
FCAW для аустенитных и ферритных нержавеющих сталей
Порошковая проволока разработана для использования с определенным составом защитного газа. Для аустенитных нержавеющих сталей можно выбрать либо 100% CO 2 , либо 75% аргона / 25% CO 2 . Шлаковое покрытие на сварном шве ограничивает поглощение углерода, поэтому можно использовать защитные газы с высоким содержанием CO 2 .
Выбор смеси газов обычно зависит от положения сварки и рабочих условий. Смесь аргона и CO 2 обычно обеспечивает широчайший диапазон применения и лучшую привлекательность для оператора. При использовании FCAW, 25% -ный аргон CO 2 обеспечивает хороший контроль при сварке в нерабочем положении и снижает уровень деформации по сравнению со 100-процентным экранированием CO 2 .
GTAW аустенитных и ферритных нержавеющих сталей
Защитные газы для GTAW включают смеси чистого аргона, аргона / гелия и аргона / водорода (только для аустенитных марок).Здесь также выбор защитного газа основан на производительности, требованиях к искажениям и желаемому цветовому соответствию.
Наиболее широко используется аргон, поскольку он обеспечивает превосходное зажигание дуги и низкую теплопроводность, что делает его пригодным для соединения тонких материалов. Он подходит для ручной сварки, потому что смена горелки на работу мало влияет на рабочее напряжение, а проплавление тонких материалов ограничено.
Добавление до 50 процентов гелия или водорода (до 5 процентов для ручной сварки) увеличивает теплопроводность защитного газа, обеспечивая более высокие скорости сварки (увеличение от 50 до 100 процентов) и более высокую производительность.Кроме того, более высокие скорости движения помогают уменьшить искажения.
Если соответствие цвета имеет решающее значение при соединении нержавеющей стали серии 300, восстанавливающий эффект водорода из смеси аргона и водорода помогает уменьшить остаточный оксид на сварочном покрытии, сводя к минимуму или устраняя необходимость в очистке после сварки. По мере увеличения толщины основного металла содержание водорода или гелия в смеси аргона должно увеличиваться для достижения желаемого внешнего вида и формы сварного шва.
The Critical Selection
Выбор защитного газа имеет решающее значение для успешного соединения нержавеющих сталей.При сварке большинства ферритных и аустенитных нержавеющих сталей смеси аргона и CO 2 могут помочь повысить производительность и производительность, особенно если используются обычные и импульсные методы распыления. Когда важен внешний вид гранул, трехкомпонентные газовые смеси могут обеспечить хорошие результаты, помогая снизить общие затраты.
Тщательное согласование защитного газа с процессом сварки — важный шаг на пути к достижению качества и производительности сварки мирового класса.
Кевин Литтл — менеджер отдела исследований и разработок в области сварки, а Гарт Стэпон — менеджер по маркетингу отдела металлообработки Praxair Inc., 39 Old Ridgebury Road, Danbury, CT 06810-5113, 203-837-2702, факс 203-837-2454, www.praxair.com.
Как превратить сковороду из нержавеющей стали в сковороду с антипригарным покрытием
Несколько недель назад мы с моей коллегой Кэт Сакс решили найти лучшую сковороду с антипригарным покрытием на рынке. Но пока мы тестировали эти сковороды, Кэт сказала кое-что, что заставило меня задуматься, зачем мы вообще возились с антипригарными сковородками: она сказала, что читала о трюке, как сделать любую сковороду из нержавеющей стали антипригарной. Все, что вам нужно сделать, согласно Интернету, — это приправить сковороду так же, как и на чугунной сковороде.
Здесь вы делаете двойной дубль. По крайней мере, так я и сделал. Сковорода из нержавеющей стали, которую легче чистить, и в ней нет странных — и, вероятно, определенно вредных — соединений, которые можно найти в сковородах с антипригарным покрытием? Это было похоже на сказку.
Но, попробовав трюк, я понял, что это не #fakenews. Вы можете приправить сковороду из нержавеющей стали и сделать ее более или менее антипригарной. Вот как это сделать:
Нагрейте сковороду из нержавеющей стали на среднем или средне-высоком уровне в течение 2 минут.Добавьте достаточно растительного масла, чтобы покрыть все дно сковороды дюйма масла. Нагрейте масло, пока не начнут появляться струйки дыма, около 6 минут. Когда масло начнет дымиться, снимите сковороду с огня и полностью охладите масло. Когда сковорода остынет, слейте излишки масла и вытрите оставшееся масло в сковороде бумажным полотенцем. Вы хотите, чтобы дно сковороды оставалось глянцевым — это ваша антипригарная поверхность.
Более четкие края и более приятная уборка впереди.
Peden & MunkНесколько примечаний: важно использовать масло с высокой температурой копчения, такое как масло канолы, для покрытия сковороды — я попробовал уловку с кокосовым маслом, и это не сработало.И вам следует по возможности не мыть сковороду — просто вытирайте ее между использованиями. Когда сковорода станет действительно грязной (а она, в конце концов, станет такой), вымойте ее водой с мылом, но знайте, что вы потеряете антипригарное покрытие, и сковороду придется снова приправлять. А если надоест все эти приправы и пересадки? Может быть, пора все-таки купить одну из лучших сковородок с антипригарным покрытием.
Проволока MIG из нержавеющей стали, 5 лучших и 10 сварочных наконечников — WeldItMyself
Уже нашли сварочную проволоку из нержавеющей стали, которую хотите использовать?
Или уже знаете, кто сваривает нержавеющую сталь?
Если ваш ответ на оба эти вопроса отрицательный.Здесь вы найдете помощь.
В поисках проволоки для сварки MIG из нержавеющей стали вы получите преимущество перед лучшими сварочными проволоками для нержавеющей стали.
И когда вы прочтете дальше этот пост. 10 советов по выбору проволоки для сварки нержавеющей стали методом MIG.
* Раскрытие информации: эта статья содержит партнерские ссылки. И без дополнительных затрат этот сайт зарабатывает комиссию через ссылки на изображения, кнопку Amazon и текстовые ссылки, если вы покупаете.
Отборщик проволоки MIG из нержавеющей стали
US Forge ER308L Проволока MIG из нержавеющей стали *
(* комиссионные, полученные по ссылке)
US Forge 308L — лучший выбор, потому что это единственная из группы, где можно сваривать, используя защитный газ C25, а также Tri Mix.
Использование C25 — настоящее благо, когда вам нужно сваривать нержавеющую сталь в домашних условиях и вы не можете тратиться на покупку Tri Mix для сварки.
Эта проволока для сварки MIG из нержавеющей стали представляет собой низкоуглеродистую сварочную проволоку, которая способствует более плавному образованию дуги.
US Forge 308L имеет диаметр 0,023 дюйма, 0,030 дюйма и 0,035 дюйма при весе 2 фунта. катушка и катушки 10 фунтов.
Проволока предназначена для сварки нержавеющих сталей марок 302, 304, 308 и 347.
Проволока US Forge ER308L является универсальной, что означает, что вы можете сваривать плоскую, горизонтальную, вертикальную и потолочную сварку.
Рекомендуемый защитный газ: 75% аргон, 25% CO2, также известный как газ C25. Он легко доступен, резервуары меньшего размера можно арендовать или купить, а бензин дешевле, чем Tri Mix.
С этим проводом вы можете найти гель для сопел Hobart (* Paid Link), который будет полезен для защиты сопла от брызг, особенно если вы планируете использовать газовую смесь C25.
Участники, занявшие второе место
1. Сварочная проволока для сварки MIG из нержавеющей стали Blue Demon 308LSI *
(* комиссионные, полученные по ссылке)
Это низкоуглеродистая проволока с содержанием кремния, отсюда и название LSI.
Имеется проволока диаметром 0,023 дюйма на катушке весом 2 фунта. Он также доступен в диаметрах 0,030 и 0,035 на 10-фунтовых катушках.
Высокое содержание кремния разработано, чтобы помочь вашему сварщику получать лучшую дугу во время сварки. Сварочную проволоку для нержавеющей стали Blue Demon 308LSI следует использовать с нержавеющей сталью марок 304 и 308, 321, 347.
И это сварочная проволока для всех положений.
Рекомендуемый защитный газ: 98% аргон и 2% кислород для распыления с 0.Проволока диаметром 030 мм.
Для сварки с переносом короткого замыкания Tri Mix (90% гелия, 7,5% аргона, 2,5% двуокиси углерода) с использованием проволоки диаметром 0,035 дюйма.
Возможность сваривать смесью 98% аргона и 2% кислорода полезна, поскольку эта газовая смесь дешевле, чем покупка Tri Mix. Хотя и не такой дешевый, как C25.
2. Проволока для сварки MIG из нержавеющей стали Hobart H522506-R19 ER308L *
(* комиссионные, полученные по ссылке)
Сварочная проволока для сварки MIG из нержавеющей стали с очень низким содержанием углерода.
Эта проволока доступна в диаметре 0,030 дюйма на катушке 2 фунта. Hobart ER308L также доступен в диаметре 0,035 дюйма.
Применяется для сварки нержавеющих сталей типов 201, 304, 321 и 347. А также может использоваться при соединении различных нержавеющих сталей типа 300.
Проволока из нержавеющей стали Hobart ER308L лучше всего подходит для однопроходной и многопроходной сварки, если это необходимо. Подходит для плоской и горизонтальной сварки.
Рекомендуемый защитный газ: Tri Mix (90% гелий, 7.5% аргона, 2,5% двуокиси углерода) — это защитный газ, рекомендованный Хобартом для сварки.
Хотя также можно использовать смесь защитного газа, состоящую из 98% аргона и 2% кислорода.
3. Harris 0308LE2 Проволока MIG из нержавеющей стали 308L *
(* комиссионные, полученные по ссылке)
Проволока для нержавеющей стали Harris 308L — еще одна низкоуглеродистая сварочная проволока для нержавеющей стали.
Он поставляется в диаметре 0,030 дюйма на катушке весом 2 фунта и доступен с диаметром проволоки 0.023 ″ и 0,035 ″.
Применяется для сварки нержавеющей стали марок 304, 321 и 347.
Проволока, рекомендованная для сварки в плоском и горизонтальном положении.
Рекомендуемый защитный газ: Harris рекомендует Tri Mix для сварки методом короткого замыкания, поскольку этот газ сохраняет коррозионные свойства нержавеющей стали и обеспечивает минимальную деформацию.
Распылительный перенос 99% аргона и 1% кислорода для стабильности дуги и улучшения сварочной ванны. Они предлагают 98% аргона и 2% кислорода для более тонких манометров из нержавеющей стали.
4. Сварочная проволока из нержавеющей стали Harris 0309LFX 309L *
(* комиссионные, полученные по ссылке)
Harris 309L поставляется с проволокой диаметром 0,035 дюйма на 2 фунтах или 10 фунтах. Доступны другие диаметры проволоки 0,030 и 0,045.
Harris рекомендует Tri Mix для сварки методом короткого замыкания. потому что он сохраняет коррозионные свойства нержавеющей стали и минимальную деформацию свариваемого металла. Может использоваться для сварки недрагоценных металлов 18-08, когда они корродированы.И может сваривать разнородные нержавеющие стали серии 300.
Это плоский провод с горизонтальным расположением.
Рекомендуемый защитный газ: Распыление 99% аргона и 1% кислорода для стабильности дуги и улучшения сварочной ванны. 98% аргона и 1% кислорода при сварке более тонких манометров из нержавеющей стали.
О чем остальная часть этой статьи
Просто чтобы вы были счастливы, что оказались в нужном месте.
Я собираюсь рассказать о 10 лучших советах по сварке сплошной сварочной проволокой из нержавеющей стали MIG.
Проволока, используемая в сварочном аппарате MIG. Термин MIG означает «инертный газ для металла», и это процесс дуговой сварки. Этот процесс также известен как GMAW — газовая дуговая сварка металла.
Этот метод сварки использует электричество в полуавтоматическом сварочном аппарате для дуговой сварки — сварочном аппарате MIG. Аппарат, который непрерывно подает сварочную проволоку из катушки внутри сварочного аппарата. Аппарат подключается к баллону с газом и подает к нему газ. Этот газ называется защитным и защищает сварной шов.
Это краткое описание процесса сварки MIG. Если вы не знаете, что такое MIG-сварка, у меня есть статья на сайте, в которой рассказывается более подробно. Подойдите и посмотрите.
Для сварки проволокой MIG из нержавеющей стали необходим сварочный аппарат MIG с достаточной мощностью, настроенный для сплошной проволоки и подключенный к защитному газу, поскольку проволока MIG из нержавеющей стали должна быть защищена от газа.
Также доступна сварочная проволока для нержавеющей стали с флюсовым сердечником. На самом деле существует два типа сварочной проволоки с флюсовым сердечником из нержавеющей стали.Одна форма не требует защитного газа, другая — проволока MIG из нержавеющей стали в защитном газе. И если вы хотите узнать больше, нажмите на ссылки.
10 советов по выбору правильной сварочной проволоки из нержавеющей стали
Если вы хотите сваривать нержавеющую сталь, есть несколько полезных вещей, которые необходимо понять, прежде чем выбирать сварочную проволоку MIG для нержавеющей стали.
1. Какой тип нержавеющей стали вы собираетесь сваривать?
Нержавеющие стали бывают разных типов.Эти типы отражают различные пропорции других металлов, таких как хром, никель и молибден, которые добавляются в сталь. Добавление других металлов влияет на свойства стали и ее коррозионную стойкость.
В самом деле? Я слышу, как вы говорите.
Да, и для успешной сварки MIG необходимо, чтобы присадочный металл, который вы планируете использовать, был совместим со сталью, которую вы планируете сваривать.
Типы нержавеющей стали обычно используются для разных целей, и это может дать вам представление о том, какая нержавеющая сталь у вас есть, если вы не уверены.
Серия 300 — наиболее распространенный тип нержавеющей стали.
Например, серия 304 используется для приготовления пищи и для приготовления кастрюль. А также для изготовления столовых приборов и другого кухонного оборудования.
Нержавеющая сталь серии304 не закаливается при нагревании и не магнитится. Поэтому, если вы поднесете магнит к нержавеющей стали 304 типа, он не прилипнет. Это способ узнать, какой у вас тип стали.
Возможно, вы также видели термин 18-8 для обозначения нержавеющих сталей.Число 18-8 обозначает количество хрома (18%) и никеля (8%) в нержавеющей стали и является термином, обычно используемым в пищевой промышленности. 18-8 — это еще один способ обозначения нержавеющей стали типа 304.
Нержавеющая сталь марки304 также является малоуглеродистой и содержит не более 0,8% углерода.
Нержавеющая сталь типа316 является следующим распространенным типом и в основном используется в пищевой промышленности и производстве напитков. Этот тип нержавеющей стали используется, потому что эти стали легко стерилизовать и чистить.Они не влияют на пищу, с которой контактируют, и придают ей характерный вкус хвоста.
Простите меня?
Да, другие стали и нержавеющая сталь могут оставлять неприятный привкус на еде или напитке.
Сталь серии409 обладает магнитными свойствами и часто используется для изготовления блестящих выхлопных труб автомобилей из нержавеющей стали.
430 чаще всего используется для внутренней отделки стиральных, посудомоечных машин и т. Д.
Зачисление. Найдите катушки с присадочным металлом, совместимые с нержавеющей сталью, которую вы свариваете.
Сварка нержавеющей стали MIG с использованием Tri Mix2. Что делает нержавеющую сталь нержавеющей
Нержавеющая сталь состоит из железа и других металлов, таких как хром и никель, которые придают ей блеск и особые свойства. Этот тип стали используется там, где другие стали быстро ржавеют и оставляют следы. Отсюда и название нержавеющая сталь.
В некоторые типы нержавеющих сталей добавлен молибден для дальнейшего повышения их коррозионных свойств.
Дело не в том, что нержавеющая сталь не ржавеет и не оставляет пятен.Но она спроектирована и изготовлена так, чтобы быть более устойчивой к ржавчине, чем обычная сталь.
И эта стойкость делает его идеальным для применений, где желателен блеск, требуются низкие эксплуатационные расходы и требуется устойчивость к определенным кислотам. Например, кислоты, содержащиеся в пище и напитках.
Таким образом, нержавеющая сталь широко используется в пищевой промышленности. Его также можно найти в химической, автомобильной и строительной отраслях — везде, где кислоты или вода могут вызвать коррозию.
И нужна устойчивость к ржавчине при контакте с водой; отсюда его широкий спектр применения — от стиральных машин до выхлопных газов автомобилей.
3. Подбор сварочной проволоки MIG к стали
Причина, по которой вы подбираете сварочную проволоку к своей стали и тратите средства на покупку нержавеющей сварочной проволоки при сварке MIG, заключается в том, чтобы сохранить нержавеющие и коррозионно-стойкие свойства нержавеющей стали.
Пункт 1 касается различных типов широко распространенных нержавеющих сталей. Теперь давайте взглянем на сварочную проволоку для сварки MIG из нержавеющей стали, которую вы должны искать, чтобы она соответствовала стали, которую вы планируете сваривать.
Сварочная проволокаER308L MIG обычно используется для сварки нержавеющих сталей марок 302, 304, 321 и, конечно, 308.
Сварочная проволокаER309L MIG обычно используется для сварки нержавеющих сталей типа 304 и разнородных нержавеющих сталей. Эта проволока особенно полезна, если вы не уверены, с каким типом стали имеете дело. Также используется для соединения мягкой стали с нержавеющей сталью.
Сварочная проволокаER316L MIG используется для сварки нержавеющих сталей типа 316. Однако будьте осторожны … это стали высокого класса, устойчивые к коррозии и содержащие молибден.
Эти типы нержавеющих сталей обычно используются там, где необходимо поддерживать высокий уровень гигиены и чистоты стали.
Обычно этот вид сварки выполняют специалисты в данной области. Потому что коррозия или микробы в любых промежутках между сварными швами могут вызвать проблемы с гигиеной и безопасностью пищевых продуктов.
Какую бы сталь вы ни планировали сваривать, сначала очистите поверхность, удалив все масла и смазки. Затем отшлифуйте любую грязь или загрязнения, которые принесут дивиденды.Просто используйте на своей кофемолке диск подходящего типа.
4. Подбор проволоки для сварки MIG из нержавеющей стали к вашему сварочному аппарату
Типичный сварочный аппарат MIG, используемый в домашней мастерской или гараже, — это сварочный аппарат с напряжением до 120 В.
Сварщики с использованием защитного газа Tri Mix применяют сварку коротким замыканием.
Распыление происходит, когда в сварочном защитном газе содержится более 90% аргона. Проволока MIG из нержавеющей стали диаметром 0,023 или 0,030 идеально подходит для мощности, производимой этими сварочными аппаратами MIG, и хорошо работает.
Возьмите катушку сварочной проволоки из нержавеющей стали весом 2 фунта, если вы свариваете небольшую деталь или несколько небольших деталей.
Обязательно выберите катушку с проволокой весом 10 фунтов, так как цена за фунт будет рентабельной.
Но имейте в виду, что ваш сварочный аппарат MIG должен иметь возможность удерживать катушку 10 фунтов (8 дюймов), а любую проволоку, которую вы не используете, необходимо хорошо хранить, чтобы вы могли использовать ее в следующий раз, когда захотите. сварить.
Если у вас есть более мощный сварочный аппарат, работающий от 240 вольт, тогда ваши возможности открываются для сварки нержавеющей стали толщиной более 1/4 дюйма с использованием 0.Проволока диаметром 035 дюймов и более.
Проверьте параметры сварки, рекомендованные производителем вашего сварочного аппарата MIG для сварки нержавеющей стали. Затем сравните с параметрами сварки выбранной вами проволоки. Комбинация этих двух параметров позволит вам найти начальные настройки сварки MIG.
Сварка MIG с Tri Mix крупным планом5. Выбирая присадочную проволоку из нержавеющей стали, обращайте внимание на L или LSI
Сварочная проволока для нержавеющей сталибывает таких наименований, как 308, 309 и 316, чтобы соответствовать той нержавеющей стали, которую вы свариваете.Буква L после трех цифр означает, что уровень углерода в сварочной проволоке MIG низкий, ниже 0,03%. Это поможет предотвратить гниение сварного шва.
SI означает, что сплошная проволока MIG имеет более высокое содержание кремния. Это полезно при сварке, так как это помогает сделать сварочную лужу более жидкой. Потому что сварочная лужа из нержавеющей стали может выглядеть заведомо вялой, и ее трудно получить мокрый вид.
Тем не менее, вы не хотите перегревать нержавеющую сталь и вызывать гниение сварного шва.
6.Присоединение мягкой стали к нержавеющей стали?
Что вы используете для сварки MIG низкоуглеродистой стали с нержавеющей сталью?
Найдите и купите проволоку MIG из нержавеющей стали 309L.
Сварочная проволока для нержавеющей стали типа 309L — это проволока для сварки MIG, поскольку одно из ее полезных свойств — соединение мягкой стали с нержавеющей сталью.
Сварной шов и низкоуглеродистая сталь могут нуждаться в защите от элементов, поэтому подумайте об использовании продуктов для цинкования.
7.Защитные газы для твердой проволоки из нержавеющей стали
Защитный газ Tri Mix — это газ, который используется для обработки нержавеющей стали в соответствии с рекомендациями AWS (Американское сварочное общество. Называется Tri Mix, поскольку представляет собой смесь трех различных газов. Он содержит 90% гелия, 7,5% аргона и 2,5% диоксида углерода
Обратной стороной Tri Mix является то, что его закупка и добыча обходятся дороже. Особенно, если вы хотите время от времени приваривать нержавеющую сталь. И вы, возможно, не сможете найти его в резервуарах небольшого размера, которые лучше всего подходят для случайных сварных швов в домашнем магазине.
Альтернативой является использование смеси защитного газа из 98% аргона и 2% кислорода в качестве более дешевого газа.
Или смесь защитного газа с 1% кислородом.
Руководствуйтесь таблицей параметров сварки, предоставленной производителем вашей проволоки для сварки MIG из нержавеющей стали, поскольку в ней подробно описана смесь защитных газов, для которой они предназначены для проволоки из нержавеющей стали.
Некоторые провода предназначены для использования с газом C25 (75% аргона и 25% двуокиси углерода). Это идеальный выбор для домашнего сварщика.Скорее всего, это защитный газ, который у вас уже есть дома для сварки MIG. Таким образом, вы сводите свои расходы к минимуму.
Не пытайтесь использовать 100% аргон или 100% гелий, так как эти газы не будут защищать сварной шов. Почему?
Либо взгляните на мою связанную статью выше, чтобы узнать все об этом, либо для обзора см. Следующий пункт.
8. Остерегайтесь межкристаллитной коррозии
Межкристаллитная коррозия, также известная как распад сварного шва, — это вещь.
Коррозионно-стойкие сплавы, такие как нержавеющая сталь, содержат хром для придания им свойств. При распаде сварного шва хром перемещается внутри стали, вызывая дефицит хрома в участках стали, которые со временем ржавеют.
Это может произойти, когда нержавеющая сталь нагревается до слишком высокой температуры и слишком долго, и это легко сделать при сварке.
Межкристаллитная коррозия — это последнее, что вы хотите, чтобы ваше сварное соединение из нержавеющей стали, потому что, в конце концов, вы хотите, чтобы он оставался блестящим, прочным и немаркированным.
Что защищает от этого, так это использование присадочного металла с низким содержанием углерода, как и все нержавеющие сварочные проволоки, описанные выше. И следите за напряжением, используемым при сварке.
Вы хотите, чтобы он был достаточно горячим, но не настолько горячим, чтобы исказить и изменить химический состав сварного шва, что приведет к коррозии.
Использование подходящего защитного газа — еще одна профилактика.
Например, смесь защитного газа с содержанием углекислого газа не более 3% (одна из причин, по которой Tri Mix хорошо работает).Смесь газа с более чем этим процентным содержанием диоксида углерода приведет к тому, что избыток кислорода в диоксиде углерода будет реагировать с нержавеющей сталью под действием тепла дуги, что приведет к проблемам со сваркой.
Однако для нержавеющей стали кислород является необходимым элементом реакции защитного газа в дуге для защиты сварного шва.
Аргон смешивается с менее чем 5% кислорода, например 98% аргона и 2% кислорода подходит для сварки нержавеющей стали методом MIG.
Эта потребность в кислороде в процессе сварки MIG нержавеющей стали является причиной того, что 100% аргон или даже 100% гелий не работают.
9. Видео на YouTube, демонстрирующее сварной шов из нержавеющей стали с Tri Mix
Боб Моффат, инструктор по сварке из колледжа Коули, штат Канзас, сравнивает сварку нержавеющей стали газом C25 с тримиксом. В этом видео рассказывается о его опыте работы с Tri Mix.
Это стоит посмотреть, потому что в видео вы услышите другой звук, который производит сварка с помощью Tri Mix. Он отличается от треска, который вы ожидаете услышать при сварке низкоуглеродистой стали сплавом C25.
Сварка газом Tri Mix дает меньше брызг, лучше профиль валика, хорошее проплавление и снижает риск межкристаллитной коррозии.
MIG-сварка нержавеющей стали с газом Tri Mix
Кредит видео: Weld.com
10. Нужен ли мне катушечный пистолет для сварки нержавеющей стали?
Нет, для подачи сварочной проволоки из нержавеющей стали не требуется катушечный пистолет. Сварочная проволока MIG из нержавеющей стали в отличие от алюминиевой проволоки MIG более прочна и хорошо подается от катушки в сварочном аппарате MIG по шлангу к горелке MIG.
Заключение этого проволочного столба MIG из нержавеющей стали
Надеюсь, вам понравилась моя статья «Проволока MIG из нержавеющей стали, 5 лучших и 10 советов по сварке».И нашел провода и наконечники полезными.
Если после прочтения этой статьи вы думаете, что сердечник из сварочного флюса — это то, что вам нужно. Тогда взгляните на «Флюсовый сердечник для сварочной проволоки из нержавеющей стали с помощью домашнего сварочного аппарата». Щелкните текст ссылки, чтобы перейти к этому сообщению.
Желаем всем успехов в сварочных проектах.
Статьи по теме
(Ваши варианты, когда) Сварка нержавеющей стали MIG с 75/25
Ресурсов:
Таблицы параметров сварки проволокой MIG из нержавеющей стали
Таблица параметров сварки Blue Demon 308LSI
Лист параметров сварки US Forge 308L и 309L
Чтобы увидеть параметры сварки, прокрутите страницу вниз на сайте US Forge до проволоки MIG из нержавеющей стали.
Паспорт сварочных параметров Harris 308L
Чтобы загрузить копию таблицы параметров сварки на сайт Harris, вам необходимо выбрать вкладку ресурсов и выбрать оттуда лист параметров сварки.
Паспорт сварочных параметров Harris 309L
Чтобы загрузить копию таблицы параметров сварки на сайт Harris, вам необходимо выбрать вкладку ресурсов и выбрать оттуда лист параметров сварки.
Паспорт сварочных параметров Hobart 308L
Руководство по выбору газа — плазменная резка алюминия, низкоуглеродистой / нержавеющей стали
Многие производители выбирают плазменные системы с возможностью работы с двумя или несколькими газами.Это означает, что для различных целей можно использовать различные плазменные и защитные газы. Горелки с несколькими газами обеспечивают максимальную гибкость для предприятий, занимающихся резкой различных материалов. В зависимости от типа и толщины материала используются разные газы для достижения наилучшего баланса между качеством резки, сроком службы деталей, производительностью и общей стоимостью эксплуатации. Большинство руководств по системам плазменной резки, как правило, ошеломляют оператора запутанным набором технологических карт резки и вариантов выбора газа. Цель этой статьи — дать краткий обзор преимуществ и недостатков каждого газа и дать рекомендации по резке трех наиболее распространенных материалов: мягкой стали, нержавеющей стали и алюминия.
Воздух
Воздух — самый универсальный плазменный газ; Он обеспечивает хорошее качество и скорость резки низкоуглеродистой стали, нержавеющей стали и алюминия. Воздух также снижает эксплуатационные расходы, поскольку нет необходимости покупать газы. Однако воздух платный. Воздух в цехе необходимо очищать от загрязнений, таких как твердые частицы, масляный туман и влага. Лучшее решение для систем воздушно-плазменной резки — это специализированный воздушный компрессор хорошего размера, рефрижераторный осушитель и набор фильтров для удаления твердых частиц, масляного тумана и любой оставшейся влаги.Еще одна проблема, связанная с воздушной плазмой, — это свариваемость режущей кромки. Некоторое азотирование и окисление поверхности реза происходит воздушной плазмой; это может вызвать пористость сварных швов. Проблема обычно решается простым использованием сварочной проволоки хорошего качества с денитридерами и раскислителями. Благодаря универсальности, хорошей скорости, низкому уровню окалины и сроку службы деталей до 600 пусков воздух является хорошим вариантом для многих магазинов. Воздушный защитный газ — лучший выбор при использовании воздушной плазмы.
Кислород
Oxygen стал отраслевым стандартом для резки низкоуглеродистой стали, поскольку он обеспечивает лучшее, чистое качество резки и самую высокую скорость резки из всех плазменных газов.(Плазменная резка алюминиевых листов или нержавеющих листов кислородом плазменного газа не рекомендуется). Кислородный плазменный газ реагирует с углеродистой сталью с образованием более мелкой струи расплавленного металла, каждая капля которой имеет более низкое поверхностное натяжение. Расплавленные брызги легче выбрасываются из пропила. Недостатком кислорода является стоимость газа и ресурс расходных материалов. Однако в современных системах с кислородной плазмой используются инертные исходные газы (например, азот) с кислородной плазмой для достижения срока службы деталей, аналогичного сроку службы азотных или воздушных систем.Эти системы могут иметь срок службы деталей в диапазоне 800-1500 пусков. Повышенные затраты на расходные материалы и газ обычно компенсируются сокращением дорогостоящих вторичных операций по удалению окалины и выпрямлению скошенных деталей. Воздушный экран обычно используется с кислородной плазмой.
Азот
Азот использовался в большинстве первых плазмотронов. Это по-прежнему лучший выбор, если вы режете много алюминия и нержавеющей стали. Качество резки и срок службы деталей отличные. (Более 1000 запусков — это нормально). Однако на толстых материалах (обычно более ½ дюйма), при максимальных возможностях вашей плазменной системы, переключитесь на аргон-водород.Как правило, при использовании азотной плазмы воздух является лучшим вторичным компонентом. CO 2 работает хорошо, немного улучшая качество поверхности, скорость резания и срок службы деталей по сравнению с воздухом. Но CO 2 стоит дороже воздуха и требует нескольких газовых баллонов с коллектором или большой системы для обеспечения адекватного потока. Вода является хорошим вторичным средством для азотной плазмы, если это позволяет система. Его использование при резке алюминия и нержавеющей стали позволяет получить очень гладкую блестящую поверхность среза. Вторичную воду необходимо использовать с уровнем грунтовых вод.
Аргон водород
Водород аргона — предпочтительный газ для резки толстой нержавеющей стали и алюминия (> 1/2 дюйма). Обычно используется смесь 35% водорода: 65% аргона (H-35). Водород аргона является самым горячим горящим газом плазмы и обеспечивает максимальная режущая способность. (Водород аргона используется в горелках с впрыском воды до 1000 ампер для резки нержавеющей стали до 6 дюймов). В горелках с несколькими газами водород аргона обеспечивает прямой рез и очень гладкую, почти полированную поверхность нержавеющей стали.По нижнему краю может образоваться зубчатый окалина. Азот обычно используется в качестве защитного газа с водородом аргона. Недостатком такой комбинации является ее дороговизна.
Иллюстрированное руководство по выбору плазменного газа:
| Плазменный газ / экран | Плазменная резка низкоуглеродистой стали | Плазменная резка нержавеющей | Плазменная резка алюминия |
|---|---|---|---|
| Воздух / Воздух | Хорошее качество / скорость резки. Экономичный | Хорошее качество резки / скорость Экономичный | Хорошее качество резки / скорость Экономичный |
| Кислород (O 2 ) / воздух | Превосходное качество / скорость резки.Очень мало окалины | Не рекомендуется | Не рекомендуется |
| Азот (N 2 ) / CO 2 | Хорошее качество резки, немного окалины. Отличный срок службы деталей | Хорошее качество резки Превосходный срок службы деталей | Превосходное качество резки. Отличный срок службы деталей |
| Азот (N 2 ) 2 / воздух | Хорошее качество резки, немного окалины. Отличный срок службы деталей | Хорошее качество резки Превосходный срок службы деталей | Хорошее качество резки Превосходный срок службы деталей |
| Азот (N 2 ) / H 2 0 | Хорошее качество резки, немного окалины.Отличный срок службы деталей | Превосходное качество резки. Отличный срок службы деталей | Превосходное качество резки. Отличный срок службы деталей |
| Аргон Водород / N 2 | Не рекомендуется | Отлично для толстых> 1/2 « | Отлично для толстых> 1/2 « |
Выбор лучшего газа зависит, главным образом, от трех факторов: качества резки, производительности и экономичности.
- Для низкоуглеродистой стали используйте кислородную плазму и воздушный экран для получения наилучшего, чистого качества резки, минимального уровня окалины, минимальных переделок, отличной свариваемости и максимальной скорости / производительности резки.
- Для обеспечения наилучшего качества резки нержавеющей стали и алюминия с размером менее 1/2 дюйма используйте вторичную азотную плазму и воздух, чтобы обеспечить хороший баланс качества резки и доступности. Для немного лучшего и более быстрого резания используйте CO 2 в качестве вторичного. позволяет, водяной экран обеспечит наилучшее качество кромки.
- Для наилучшего качества резки толстой нержавеющей стали и алюминия используйте аргон-водород с вторичным азотом. ВНИМАНИЕ: ваша система должна быть оборудована для безопасной работы с газообразным водородом аргоном.
- Для наиболее экономичной резки чистый сухой цеховой воздух — лучший выбор для резки алюминия, низкоуглеродистой стали и нержавеющей стали.
Как сваривать нержавеющую сталь с помощью сварочного аппарата Mig
Как выполнять сварку нержавеющей стали: эти машины необходимы для выполнения надежных и прочных сварных швов при работе с нержавеющей сталью.
Нержавеющая сталь радужная сварка Tig 10 × 10 Искусство сварки, Tig
Ваш сварочный аппарат должен быть настроен на постоянный ток (dc) положительный (+), чтобы создать реакцию между устройством подачи, проволокой и стальной поверхностью.
Как сваривать нержавеющую сталь сварочным аппаратом mig . Вы можете приваривать нержавеющую сталь 316 к гладкой углеродистой стали с помощью сварки MIG или TIG, но я предпочитаю это при сварке нержавеющей стали. Опять же, это электрод er308 l и газ c2 для защиты. MIG или сварка металла в инертном газе, также известная как газовая дуговая сварка металла (gmaw), является одним из самых популярных и широко используемых процессов дуговой сварки для соединения нержавеющей стали и других металлов.
Использование c25 — настоящее благо, когда вам нужно сваривать нержавеющую сталь в домашних условиях и вы не можете тратиться на покупку тримса для сварки.Импульсная сварка нержавеющей стали. Толщина металла, параметры силы тока и размер провода.
Если у вас уже есть некоторый опыт в мире сварки, вы должны быть полностью в состоянии сваривать нержавеющую сталь методом mig, даже с помощью обычного сварочного аппарата для хобби. Просто убедитесь, что вы используете правильную газовую смесь, проволоку и немного увеличите напряжение чем вы обычно используете для обычной стали. Низкое проникновение основного металла. Однако при сварке нержавеющей стали с разнородными металлами, такими как низкоуглеродистая сталь, наиболее предпочтителен процесс сварки MIG с использованием присадки.
Ответ на ваш первый вопрос: да, вы можете сваривать тонкую нержавеющую сталь в режиме короткого замыкания с помощью компактных сварочных аппаратов с входным напряжением 120 или 230 В (см. Пример на рис. 1). Затем соедините сталь с помощью сварки MIG или TIG. Машина будет иметь такую же силу тока и толщину материала для нержавеющей стали, что и для углеродистой стали.
Сварщики как TIG, так и MIG сваривают алюминий одинаково часто, но нержавеющая сталь в основном сваривает TIG.Хотя осевшая проволока из нержавеющей стали должна проходить через ваш питатель, выбранный вами диаметр остается спорным. На приведенном ниже рисунке изображен сварочный аппарат Lincoln MIG, а на диаграмме напряжения указаны электрод из нержавеющей стали и газ, рекомендуемые для использования с этим сварочным аппаратом.
При сварке нержавеющей стали с помощью MIG любой черный металл (включая загрязнение стальной футеровкой) в сварочной ванне может легко вызвать появление пятен ржавчины на готовой работе. Более высокое напряжение дает более плоский и глубокий сварной шов. Думаю, безупречная идея мне не по душе.
Американская кузница 308l имеет диаметр 0,023 дюйма, 0,030 дюйма и 0,035 дюйма — 2 фунта. Есть много людей, которые сваривают нержавеющую сталь, и вы можете хорошо с этим справиться, но большая часть сварки нержавеющей стали выполняется сваркой вольфрамовым электродом. В большинстве советов и книг, которые вы прочитаете, вы узнаете, что если вы хотите сваривать нержавеющую сталь, вам придется сваривать ее методом миграции или сварки вольфрамовым электродом.
Тонкая нержавеющая сталь смещается на несколько дюймов при прихватке, а простое тройное соединение под углом 90 градусов может деформироваться на 45 градусов. Это связано с тем, что изделия из нержавеющей стали, как правило, не имеют покрытия, поэтому все сварные швы остаются открытыми.Для начала поищите сварочные аппараты mig, у которых есть такие важные компоненты, как сварочная горелка и образцы сварочной проволоки.
И говорят, вам понадобится прочная проволока из нержавеющей стали и защитный газ. Другие газовые смеси включают гелий, кислород и углекислый газ для стабилизации дуги и улучшения качества сварного шва. Сварка MIG популярна, поскольку позволяет сварщику потреблять импульсный ток.
Лучший сварочный аппарат для нержавеющей стали В конце концов, вы всегда можете снять фаску на толстых деталях и при необходимости сварить несколько проходов, но на самом деле большинство новичков прекрасно справятся со сварочным аппаратом MIG на 140 или 185 ампер.Это большая мощность, и вы обнаружите, что, вероятно, не будете использовать самую высокую настройку силы тока.
Я использую установку millermatic 172 для стали. Наиболее распространенные электроды и газ для сварки нержавеющей стали методом MIG. Наиболее распространенным электродом для сварки нержавеющей стали является er308 l, а тип газа — c2 или 2% углекислого газа и 89% аргона. Поскольку процесс плавления вашего газосварочного аппарата, работающего на чистом аргоне, замедлен, в сварном шве не будет сцепления.
Я свариваю только небольшие декоративные элементы, например фонтан 2×3 фута из довольно тонкого металла.Кроме того, этот процесс довольно прост и удобен, чем сварка вольфрамовым электродом. Острая кромка фаски иногда опиливается или шлифуется примерно до 1/16 дюйма, как правило, в зависимости от предпочтений сварщика.
Чтобы начать сварку, установите сталь на сварочном столе с помощью зажимов и приспособлений. Сварка — это способ соединения деталей из нержавеющей стали для ремонтных работ и даже для поделок. Эта сварочная проволока из нержавеющей стали с твердым сплавом представляет собой малоуглеродистую сварочную проволоку, которая способствует более плавному образованию дуги.
Мы рассмотрим, что произойдет, если вы установите слишком высокое или слишком низкое напряжение.В следующей статье подробно рассказывается, как настроить напряжение на сварочном аппарате MIG. Кроме того, не допускайте чрезмерного нагрева основного металла, чтобы не испортить материал.
В 321, 310, 316, 347, 304, 410 и аналогичные нержавеющие стали могут быть успешно изготовлены. Это обычный совет при сварке нержавеющей стали методом переноса тока. Это лучший вариант для сварки нержавеющей стали.
На что следует обратить внимание Для получения идеальных результатов необходимо использовать проволоку для миграции из нержавеющей стали. Нержавеющая сталь не отводит тепло при сварке.
Но есть еще кое-что, что вам нужно знать, так что продолжайте читать! Естественно, перед началом сварки вы также должны убедиться, что горелка mig находится в хорошем состоянии. Используйте проволоку MIG из нержавеющей стали.
Чтобы помочь вам принять участие в охоте, мы предоставили удобные инструкции ниже. Они могут сваривать сталь толщиной от 1/4 до 1/2. У каждого сварочного аппарата MIG есть оптимальное решение для заданной толщины материала, в конкретном сплаве, с использованием проволоки определенного размера и определенного защитного газа.
Меньшее напряжение дает более толстый сварной шов с меньшим проплавлением.Процесс MIG-сварки нержавеющей стали в основном требует, чтобы вы непрерывно подавали твердую электродную проволоку внутрь сварочной ванны вместе с небольшим количеством защитного газа, чтобы защитить сварной шов от всех видов загрязнений. Сварка нержавеющей стали с низкоуглеродистой сталью:
Я думаю, это смесь аргона 75% / 25%. Сварка нержавеющей стали методом mig, выполненная сварочной проволокой er308l и газом c2. Сварочный аппарат MIG — единственный приемлемый сварщик нержавеющей стали.
Рекомендуется использовать газ Tri-Mix (90% гелий, 7.5% аргона, 2,5% углекислого газа). Настройка напряжения будет определять длину дуги. Итак, это все о сварке нержавеющей стали с низкоуглеродистой сталью.
Мне посоветовали использовать проволоку с флюсовым сердечником, чтобы облегчить мою жизнь, и я надеялся, что смогу сделать то же самое с нержавеющей сталью.