Можно ли варить нержавейку полуавтоматом?
Главная » Оборудование » Полуавтоматы » Технология сварки нержавейки полуавтоматом
0
Опубликовано: 20.04.2017
Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях. К таким сварочным аппаратам хобби-класса относится, например, серия МДТ. Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Оглавление:
- Особые для сварщика свойства нержавеющей стали
- Низкая теплопроводность
- Небольшая температура плавления
- Высокий показатель теплового расширения
- Низкая электропроводность
- Особенности сварки нержавейки полуавтоматом в потоке аргона
- Технология сварки нержавейки полуавтоматом
- Завершение сварочных работ
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Низкая теплопроводность
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.
Небольшая температура плавления
Небольшая температура плавления в сумме с низкой теплопроводностью приводит к образованию в сварочной ванне жидкого расплава с температурой свыше 500 градусов. В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
Рецепт предотвращения межкристаллитной коррозии – это принудительное охлаждение сварочной ванны (водяное, струёй инертного газа и пр.).
Высокий показатель теплового расширения
В условиях низкой теплопроводимости данный фактор приводит к линейной усадке и термической деформации кристаллической структуру нержавеющей стали. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Низкая электропроводность
По сравнению с другими сплавами железа нержавейку можно назвать изоляционными материалом, настолько слабо нержавеющая сталь проводит электрический ток. Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
Полуавтоматическая сварка нержавейки аргоном является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали. Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.
Технология сварки нержавейки полуавтоматом
Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
- Короткая дуга. Применяется для соединения тонколистных деталей.
- Струйный перенос. Применяется для соединения толстостенных деталей.
- Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.


Так, перед началом сварочных работ:
- Устанавливается обратная полярность;
- Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
- Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
- Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
- Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов.
- За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
- Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.

Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.
Сергей Одинцов
tweet
Технология сварки нержавейки полуавтоматом
Содержание
- Полуавтомат для сварки нержавеющей стали
- Какой газ нужен для полуавтоматической сварки нержавейки
- Технология сварки нержавеющей стали полуавтоматом
Еще в начале прошлого столетия было случайно обнаружено, что при добавлении в низкоуглеродистую сталь небольшого количество хрома, появляется металл со способностью сопротивляться воздействию кислоты. С тех пор и появился металл, который сегодня известен как нержавейка.
С тех пор и появился металл, который сегодня известен как нержавейка.
Всего лишь такое небольшое изменение в составе стали привело к существенной трансформации свойств материала: низкой проводимости тока и теплоотдачи, а также способности быть нейтральными к воздействию большинства из известных химических веществ и воды. Но это также затруднило и обработку полученной стали.
Сварка нержавейки полуавтоматом является высокотехнологическим процессом, на результат которого влияет: тщательная подготовка, правильный выбор режима работ и расходных материалов.
Существует несколько способов сварки нержавеющей стали. Для этого используется:
- Электродная сварка.
- Аргонно-дуговая.
- Сварка нержавейки в среде углекислого газа полуавтоматом.
Способ сварки в среде углеродистого газа зарекомендовал себя как самый надежный и качественный метод обработки нержавеющей стали. Метод учитывает особенности строения металла, его химические свойства и структуру. Работы с полуавтоматом выполняются тремя разными способами. А именно:
Работы с полуавтоматом выполняются тремя разными способами. А именно:
- Короткой дугой.
- С применением струйного переноса.
- Импульсной сваркой.
Каждый из этих методов оправдывает себя при определенных ситуациях.
Возможна сварка нержавейки полуавтоматом без газа. Выполняется сварка без газа с помощью специальной порошковой проволоки. В результате получается качественный шов. Но недостатком способа является то, что шовный материал будет ржаветь с течением времени. Поэтому для работ с нержавейкой лучше использовать проволоку из такого же материала и с подачей углекислоты в сварную ванну. Соответственно полуавтомат для этих работ необходим с функцией MIG / MAG.
Сварка нержавеющей стали полуавтоматическим аппаратом является сложным высокотехнологическим процессом и требует определенных навыков и профильного образования. Для начинающих мастеров следует попробовать выполнить работы на отдельной черновой заготовке.
Для начинающих мастеров следует попробовать выполнить работы на отдельной черновой заготовке.
Какой газ нужен для полуавтоматической сварки нержавейки
Как уже отмечалось особенности сварки нержавейки таковы, что лучшие результаты достигаются благодаря использованию газов, создающих защитный слой во время горения проволоки. Такое «облако» необходимо, чтобы на плавящийся металл не воздействовал кислород. Защитный газ позволяет улучшить процесс сжигания проволоки и ее адгезии к обрабатываемому материалу.
При выполнении полуавтоматической сварки нержавеющей стали используют два рабочих состава газовой смеси.
- Аргон и углекислота – этот состав рекомендован для проведения промышленных работ с нержавеющей сталью. Газовая смесь позволяет улучшить качество сварного шва и обеспечивает хорошую растекаемость расплавленного металла. Соотношение газа 98% Аргон на 2% Углекислоты.
- В некоторых случаях рекомендуют заменить углекислоту, на чистый кислород. Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
 Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
Это необходимо, прежде всего, для улучшения смачиваемости на концах обрабатываемого шва.
Использование сварочного аппарата полуавтомата для нержавеющей стали с использованием газа позволяет использовать специальную нержавеющую проволоку при проведении работ, что существенно улучшает внешний вид и качество изделия после обработки.
Технология сварки нержавеющей стали полуавтоматом
Суть технологии сводится к тому, чтобы обеспечить оптимальные условия для проведения сварных работ с учетом особенностей обрабатываемого материала. Газ для сварки нержавейки полуавтоматом позволяет добиться минимального разбрызгивания расплавленной проволоки и обеспечить защиту нержавейки по краям шва.
Каждый из способов выполнения работ имеет свои преимущества и особенности:
- С использованием короткой дуги – полуавтоматическая сварка нержавейки, в среде защитных газов, выполненная этим способом позволяет обеспечить необходимые условия для сваривания тонких листов материала. Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
- Со струйным переносом – при этом способе рекомендовано использовать проволоку с флюсом (порошковую) без применения газа. Потребуется также использовать специальные головки на сварочный автомат.
- Импульсный метод – из всех режимов сварки нержавеющей стали полуавтоматом, импульсный является наиболее точным и эффективным, так как является полностью контролируемым. Назван импульсный метод так потому, что проволока подается в ванну импульсно в виде небольших капель. У импульсного способа сварки нержавеющей стали имеются свои преимущества: полностью отсутствуют брызги, а также уменьшается расход проволоки.
 Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.
Преимуществом способа с короткой дугой является снижение вероятности прожигания нержавейки.Какой бы из методов проведения сварочных работ по нержавейке ни был выбран, перед началом потребуется выполнить следующие приготовления:
- Поверхность зачищается до блеска.
- Металл обезжиривается с помощью растворителя или ацетона.
- При подготовке необходимо обработать торцы, чтобы между ними осталось небольшое пространство.

Технология полуавтоматической сварки нержавейки учитывает особенности этого металла и позволяет выполнить работы таким образом, чтобы шов получился однородным и имел идентичные свойства.
Так как процесс работ: подбор мощности установки, выбор метода сварки, побор необходимых расходников достаточно сложен, рекомендуется, чтобы работы выполнял квалифицированный специалист, имеющий профильное образование и практику.
Сварка нержавейки полуавтоматом
https://vtmstol.ru/blog/svarka-nerzhavejki-poluavtomatom
05.02.2021
Сохранить статью:
Для соединения заготовок из нержавеющей стали в арсенале сварщиков есть несколько методов: аргоновая, ручная или полуавтоматическая сварки. Наиболее надежные и долговечные соединения получаются при работе с полуавтоматами. Именно благодаря им удается получить сварные швы высокого качества.
Наиболее надежные и долговечные соединения получаются при работе с полуавтоматами. Именно благодаря им удается получить сварные швы высокого качества.
СОДЕРЖАНИЕ
- Можно ли варить нержавейку полуавтоматом
- Достоинства и недостатки
- Особенности сварки нержавейки полуавтоматом
- Защитный газ – как применять и всегда ли нужен
- Оборудование и материалы
- Основное оборудование
- Средства защиты
- Выбор сварочной проволоки
- Подготовительные работы
- Основные правила выполнения работ
- Сваривание нержавейки полуавтоматом с другими металлами
- Таблицы настройки полуавтоматического оборудования для сварки
- Соединение встык, расположение нижнее
- Вертикальное расположение сварного шва
- Угловое соединение с нижним расположением
- Заключительный этап работы
Можно ли варить нержавейку полуавтоматом
Сваривание нержавеющей стали с помощью полуавтоматической установки подразумевает выполнение работ в среде инертного газа. В наши дни применяется два способа: MIG – сваривание заготовок в защитном облаке из инертного газа; MAG – использование активного газа.
В наши дни применяется два способа: MIG – сваривание заготовок в защитном облаке из инертного газа; MAG – использование активного газа.
Помимо газа для выполнения работ по данной технологии потребуется и присадочная проволока. В рабочую зону она подается непрерывно. То есть, присадочный материал образует расплав с металлом заготовок, который, остывая, превращается в сварной шов. Защитный газ необходим для того, чтобы атмосферный кислород не поступал в зону сваривания. Благодаря этому, предотвращается окисление металла.
Достоинства и недостатки
Работа с полуавтоматическими установками имеет свои положительные и отрицательные стороны. Полуавтоматическая сварка имеет такие плюсы:
- высокая производительность труда. При этом качество сварного шва не страдает;
- нет большого количества дыма во время выполнения работы. Сваривать заготовки можно в помещении;
- минимальное образование брызг. Достигается такой эффект из-за постепенной подачи сварной проволоки;
- сваривать можно заготовки разной толщины;
- сварочные материалы расходуются экономно.

К недостаткам следует отнести использование газового баллона. Дополнительный груз необходимо доставить к месту работ, разместить и подключить. Это занимает время и требует приложения определенных усилий. С другой стороны, достоинства заметно перекрывают этот недостаток.
Особенности сварки нержавейки полуавтоматом
Сваривание заготовок из нержавеющей стали полуавтоматом, как и любой другой способ, имеет свои особенности. Основные из них:
- состав газовой смеси регламентирован и должен состоять на 30% из аргона и на 70% из углекислого газа;
- чтобы металл лучше плавился, следует выдерживать угол сварки по отношению к рабочей поверхности в пределах 5-10 градусов. Это особенно важно при работе с толстостенными заготовками;
- подключение – обратная полярность;
- присадочный материал из отверстия подачи должен выходить на 6-12 мм;
- нужно выдерживать минимальное расстояние между металлом и соплом для формирования качественного шва.

Различают три метода сваривания заготовок полуавтоматом:
- Струйный перенос. Используется в случаях, когда нужно соединить толстостенные материалы. В качестве расходного материала служит порошковая проволока. Используется специальная головка для ее подачи.
- Короткая дуга. Метод является оптимальным при работе с тонкой нержавейкой: исключаются прожиги металла.
- В защитной среде. Самый распространенный способ. Защитным газом чаще всего выступает аргон, углекислота, а также их смесь.
Защитный газ – как применять и всегда ли нужен
Уже упоминалось, что есть три варианта инертного газа, который можно использовать при сваривании нержавеющей стали полуавтоматом. А именно:
- В среде аргона. Преимущество такого способа заключается в том, что шов получается эстетичным. Недостаток – большое количество брызг расплавленного металла. Дуга горит нестабильно, а стоимость аргона высока.
- В среде углекислого газа. Самый бюджетный из трех вариантов способ сваривания. Однако брызг получается еще больше, чем при работе с аргоном. Да и шов получается очень грубым и непривлекательным.
- Смесь углекислого газа и аргона. Оптимальный вариант, позволяющий собрать воедино достоинства обоих инертных газов – высокое качество шва в сочетании с невысокой стоимостью.

Если требования к качеству шва невысоки, то процент содержания углекислоты в смеси можно доводить до 30. Но чаще всего применяются сочетания аргона и углекислоты в соотношениях 95-98% и 5-2% соответственно.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Относительно вопроса, всегда ли требуется использовать инертный газ, есть однозначный ответ – нет, не всегда. Защитная среда нужна, но обеспечить ее можно и без газа. Альтернатива решению – порошковая проволока. Она представляет собой тонкостенную узкую трубку, внутри которой содержится флюс. Покрытый защитным металлическим слоем флюс освобождается в процессе сварочных работ и обеспечивает защиту расплавленному металлу от атмосферного кислорода.
Она представляет собой тонкостенную узкую трубку, внутри которой содержится флюс. Покрытый защитным металлическим слоем флюс освобождается в процессе сварочных работ и обеспечивает защиту расплавленному металлу от атмосферного кислорода.
Следует иметь ввиду, что степень защиты рабочей зоны при использовании проволоки с флюсом меньше, нежели при работе с газом. Швы получаются не такими надежными и эстетичными. Поэтому данный метод сваривания менее востребован и прибегают к нему реже.
Подводя итоги, можно подчеркнуть, что среди достоинств использования защитного газа с присадочной проволокой (назовем данный вариант классическим) – высокая производительность и минимальное количество брызг расплавленного металла. Его недостатками является необходимость тащить баллон с самим газом и связанные с этим некоторые ограничения при использовании вне стационарных сварочных постов.
Порошковая проволока дает возможность избавиться от этих недостатков. Можно выполнять сварочные работы где угодно и нет необходимости тащить за собой тяжелый баллон с инертным газом. Но у этого способа свои минусы. И заключаются они в высокой стоимости расходного материала, обильном образовании шлака на поверхности шва и необходимость в дополнительной его защите от коррозии после завершения сварочных работ.
Но у этого способа свои минусы. И заключаются они в высокой стоимости расходного материала, обильном образовании шлака на поверхности шва и необходимость в дополнительной его защите от коррозии после завершения сварочных работ.
Оборудование и материалы
Основное оборудование
Список оборудования, без которого при сварке нержавеющей стали не обойтись:
- Полуавтомат для сварки.
- Редуктор. Необходим, если работы ведутся с использованием защитного газа. С его помощью регулируется давление на подачу инертного газа в зону сварочных работ. Важно учесть, что для каждого газа предусмотрен отдельный редуктор.
- Проволока сплошная или порошковая в зависимости от способа выполнения работ. Чтобы качество шва было максимально высоким расходный материал по составу должен быть идентичен свариваемым деталям.
- Баллон м защитным газом.

Средства защиты
Помимо основного оборудования требуются также индивидуальные средства защиты:
- Сварочная маска. Обязательно должна быть при выполнении любых сварочных работ. Защищает глаза и лицо. Они производятся нескольких видов: сплошные, с небольшой площадью защиты; с большим экраном, защищающим голову, шею и волосы; с регулируемым или подымающимся светофильтром, а также другие.
- Краги. Еще один незаменимый атрибут сварщика. Защищают руки от возможных ожогов. Чаще всего производятся из брезентовой ткани. Отличаются по количеству «пальцев».
- Костюм сварщика. Изготовлен из брезентовой или другой негорючей ткани. Защищает все тело от окалины.
Выбор сварочной проволоки
В зависимости от требований к готовой конструкции и условий работы сварщик может использовать присадочную проволоку:
- сплошную. При невысокой стоимости расходного материала получается шов хорошего качества;
- порошковую. Шов менее качественный, но работы производятся без использования защитного газа из баллонов;
- омедненную. Предназначена для работы в защитной среде из углекислого газа. Данный тип проволоки обеспечивает устойчивое горение электрической дуги.
 Шов менее качественный, но работы производятся без использования защитного газа из баллонов;
Шов менее качественный, но работы производятся без использования защитного газа из баллонов;Присадочная проволока производится разных диаметров: от 0,13 до 6 миллиметров.
Подготовительные работы
Перед началом сварочных работ следует выполнить подготовку:
- Поверхность соединяемых заготовок зачистить абразивными материалами до блеска.
- При условии, что толщина стенок заготовок составляет 4 мм и больше, нужно снять фаски.
- Обезжирить стыки спиртом, ацетоном, бензином либо растворителем.
- Горелкой прогреть кромки до 100 градусов Цельсия с тем, чтобы испарить влагу.
- Иногда требуется устранить внутреннее напряжение металла. В этом случае заготовки прогреваются до 200 градусов Цельсия.
Основные правила выполнения работ
Независимо от способа сварки и вида используемого защитного газа, следует придерживаться основных правил и рекомендаций:
- Работы выполняются при подключении с обратной полярностью.
- Удерживать горелку нужно под оптимальным углом относительно поверхности, чтобы обеспечить провар металла на всю глубину и оптимально по ширине.
- Подача проволоки регулируется таким образом, чтобы вылет не превышал 12 мм.
- Для работы расход газа настраивается в диапазоне от 6 до 12 кубических метров за час.
- Защитный газ перед подачей в зону сварки просушивают. Для этого его достаточно пропустить через осушитель на основе медного купороса. Перед использованием купорос прокаливают при температуре порядка 200 градусов Цельсия на протяжении 20 минут.
- Поверхность, которая прилегает к стыку, желательно защитить от раскаленных брызг. С этой целью ее следует обработать растворенным в воде мелом.
- Не следует начинать вести шов от края стыка. Лучше отступить примерно 5 мм от края, а потом вернуться и заварить пропущенный отрезок. Таким нехитрым способом удается предотвратить образование водородных трещин.
- Вести электрод нужно строго вдоль шва. Не стоит делать поперечных движений. Если нарушить данное правило, то расплавленный металл окажется за пределами защитной среды.

 Не стоит делать поперечных движений. Если нарушить данное правило, то расплавленный металл окажется за пределами защитной среды.
Не стоит делать поперечных движений. Если нарушить данное правило, то расплавленный металл окажется за пределами защитной среды.Сваривание нержавейки полуавтоматом с другими металлами
Современные технологии дают возможность соединять нержавейку с алюминием, низко- и высоколегированной сталью, другими сплавами.
Отличительные особенности другими видами металлов при помощи полуавтомата:
- при соединении с черными металлами уменьшается предел текучести металла. Под воздействием окружающей среды на поверхности образуется тонкий защитный слой;
- для сваривания нержавейки и Ст40 нужно использовать проволоку 08Г2С. Тем самым удастся предотвратить разрыв в месте стыка двух типов металлов после остывания заготовки;
- для соединения нержавейки с медью следует применять флюс и легкосплавные припои;
- на случай, если требуется свести воедино нержавеющую сталь и алюминий, полуавтоматическую сварку выставляют на импульсный режим. Благодаря ему обеспечивается качественный провар стыка, а соединение отличается высокой устойчивостью к коррозии;
- при сваривании нержавейки и алюминия (а также ряда других металлов) в качестве защитного газа используется аргон. Также рекомендуется применять медно-порошковую проволоку.
 Благодаря ему обеспечивается качественный провар стыка, а соединение отличается высокой устойчивостью к коррозии;
Благодаря ему обеспечивается качественный провар стыка, а соединение отличается высокой устойчивостью к коррозии;Таблицы настройки полуавтоматического оборудования для сварки
Соединение встык, расположение нижнее
| Толщина заготовки, мм | Зазор, мм | Диаметр проволоки, мм | Сварочный ток, А | Сварочное напряжение, В |
|---|---|---|---|---|
| 0,8 | 0 | 0,8 | 50-80 | 16 |
| 1,2 | 0 | 0,8 | 70-80 | 17 |
| 2,0 | 0,5 | 0,8 | 70-80 | 17,5 |
| 3,0 | 1 | 0,8 | 80-90 | 18 |
| 4,0 | 1,5-2,5 | 0,8 | 100-110 | 20 |
| 5,0 | 2,5 | 1,0 | 135-145 | 21 |
| 6,0 | 2,5 | 1,0 | 140-150 | 22 |
Вертикальное расположение сварного шва
| Толщина заготовки, мм | Диаметр проволоки, мм | Направление движения горелки | Сварочный ток, А | Сварочное напряжение, В |
|---|---|---|---|---|
| 0,8 | 0,8 | вниз | 50-80 | 16 |
| 1,2 | 0,8 | вниз | 70-80 | 17 |
| 2,0 | 0,8 | вниз | 70-80 | 17,5 |
| 3,0 | 0,8 | вверх | 80-90 | 18 |
| 4,0 | 1,0 | вверх | 100-110 | 20 |
| 5,0 | 1,0 | вверх | 135-145 | 21 |
| 6,0 | 1,0 | вверх | 140-150 | 22 |
Угловое соединение с нижним расположением
| Толщина заготовки, мм | Диаметр проволоки, мм | Сварочный ток, А | Сварочное напряжение, В |
|---|---|---|---|
| 0,8 | 0,8 | 60-70 | 15 |
| 1,2 | 0,8 | 70-80 | 16 |
| 2,0 | 0,8 | 80-90 | 17 |
| 3,0 | 0,8 | 90-100 | 19 |
| 4,0 | 1,0 | 130-140 | 22 |
| 5,0 | 1,0 | 155-165 | 24 |
| 6,0 | 1,0 | 175-180 | 26 |
Заключительный этап работы
После того, как провар будет закончен, выполняется механическая обработка сварного соединения. Она состоит из нескольких операций:
Она состоит из нескольких операций:
- Удаление пузырей и налипших брызг расплава, которые образовались в процессе выполнения сварочных работ.
- Травление. Специальным составом с поверхности выводится окалина, которая может вызвать коррозию.
- Пассивация. На сварной шов наносится специальный состав, который инициирует образование оксидной защитной пленки. Впоследствии она предотвратит коррозию.
Специалисты с опытом обращают внимание на некоторые нюансы сварки нержавеющей стали. Рекомендации помогут улучшить качество сварного шва:
- при выполнении работ в среде защитного газа следует выбирать обратную полярность тока, а с применением флюса – прямую;
- расстояние между проволокой и стыком не должно превышать 12 мм;
- горелку перемещать желательно по направлению слева-направо с уклоном от себя. В таком случае она не будет закрывать шов;
- при работе с толстостенными заготовками удерживать горелку желательно под углом 5-10 градусов. В этом случае глубина проплава будет оптимальной, а шов получится максимально прочным и надежным;
- при работе с тонкими заготовками горелка удерживается с наклоном вперед. Из-за этого уменьшится глубина проплава и риск образования прожога будет минимальным.
Сварка нержавейки полуавтоматом
Оцените, пожалуйста, статью
12345
Всего оценок: 4, Средняя: 4
Может быть интересно
Все статьиСварка нержавейки полуавтоматом в среде углекислого газа
Сварка нержавейки полуавтоматом в среде углекислого газа – процесс не самый простой даже для очень опытных сварщиков. Все дело в самом свариваемом металле, потому что нержавейка – это сталь, в состав которой кроме углерода входит и хром (12%). Так вот именно хром в соприкосновении с кислородом, находящемся в воздухе, образует на поверхности заготовок оксидную пленку толщиною всего лишь в несколько атомов. Но именно эта пленка и не дает проводить сварочный процесс, потому что она тугоплавкая. Кстати, именно она отражает такой высокий показатель, как стойкость к коррозии. Ее можно легко удалить, используя, к примеру, железную щетку или наждачку. Но пленка быстро восстанавливается.
Все эти особенности нержавеющей стали влияют на способ ее обработки и сварки, правильному выбору режима сваривания и подбора расходных материалов. Но необходимо учитывать и тот факт, что производители нержавейки предлагают сегодня не только сплав из железа и хрома. Есть три класса, у которых разные свойства.
- Ферритный – в нем содержится только хром. Такой металл используется в агрессивных средах. Одна из его особенностей – устойчивость к термической закалке.
- Аустенитный – в состав кроме хрома входит и никель. Такая сталь обладает повышенной прочностью и пластичностью.
- Мартенситный – в составе хром и углерод. При достаточно высокой прочности такая нержавейка очень хрупкая, поэтому применяется только в слабоагрессивных средах.
Содержание страницы
- 1 Свойства нержавеющей стали
- 2 Как правильно варить нержавейку полуавтоматом
- 2.1 Нюансы сварки
Свойства нержавеющей стали
Перед тем как варить нержавейку с углекислотой, необходимо понимать, что это не обычная сталь. Это сложный сплав для процесса сваривания, поэтому рекомендуется обратить внимание на его физические свойства.
- По сравнению с той же обычной сталью у нержавейки теплопроводность в два раза ниже. То есть, чтобы проводить ее сварку, необходимо понижать сварочный ток. При высоком токе может образоваться прожог, потому что сам металл на всю свою массу тепло будет проводить с трудом. К тому же перегретый участок – это гарантия снижения антикоррозийных способностей металла. Поэтому выход один – увеличить охлаждение сварного шва и понизить ток на 20-30%.
- Существует такое понятие, как межкристаллитная коррозия металла. По сути, это когда при нагреве внутри стали образуется карбид, как следствие соединения железа и хрома. Такое может случиться, если температура нагрева доходит до +500С. Сами карбиды изнутри металла приводят к его растрескиванию. И, как следствие, коррозия. Поэтому нельзя допускать долгого действия температуры данного значения. Выход из этого положения – охлаждать зону сварки любыми средствами, даже водой.
- Нержавейка – это сталь с высоким линейным расширением. При нагреве металл очень сильно расширяется, а при охлаждении, соответственно, и сильно сужается. Такая огромная усадка приводит к растрескиванию сварного шва. Поэтому при сварке нержавейки даже полуавтоматом необходимо между заготовками оставлять увеличенный зазор. Он и будет компенсировать величину усадки.
- Есть такой показатель – электрическое сопротивление. Он у нержавеющей стали достаточно высокий. Именно это свойство влияет на перегрев электрода, сделанного из высоколегированной стали. Именно поэтому такие расходники имеют небольшую длину – в пределах 35 см.
Как правильно варить нержавейку полуавтоматом
Чтобы провести сварку нержавеющей стали полуавтоматом, необходимо правильно выбрать состав защитного газа. Оптимально считается, если газ должен состоять из аргона – 98% и углекислоты – 2%. Хотя многие сварщики, чтобы снизить себестоимость проводимых работ, увеличивают процентное соотношение в пользу дешевого углекислого газа. К примеру, 30% – углекислота и 70% – аргон.
Что касается присадочной проволоки, то рекомендуется использовать точно такую же, как и сам свариваемый металл. К примеру, если свариваются заготовки из нержавейки 304, то рекомендуется использовать для их соединения присадку марки Y308.
С неплавящимся вольфрамовым электродом все также просто. Его диаметр будет зависеть от толщины свариваемых деталей. К примеру, если их толщина не будет превышать 1 мм, то используется электрод диаметром 1 мм. Толщина 1-4 – диаметр 1,6. Толщина свыше 4 мм, диаметр 2,5 мм.
Нюансы сварки
Полуавтоматы для сварки нержавейки обеспечивают сразу несколько функций технологического сварочного процесса.
- равномерная скорость подачи присадочного материала в зону сварки;
- возможность отрегулировать точную силу сварочного тока;
- охлаждение горелки.
Все это обеспечивает высокое качество сварного шва, плюс увеличивается скорость сварочного процесса. Конечно, необходимо сказать и о том, что в среде углекислого газа присадочная проволока расплавляется интенсивнее, поэтому нагрев сварного участка будут происходить при низких (относительно) температурах.
Все остальные операции проводятся точно так же, как при сварке полуавтоматом обычных сталей.
- Производится подготовка свариваемых заготовок из нержавейки. Их очищают железной щеткой от грязи, красок и других материалов. Если есть необходимость, то и обезжиривают. Для этого можно использовать спирт, ацетон, бензин и так далее. Если соединяются детали толщиною долее 4 мм, то обязательно формируются кромки. Обязательно производится подогрев до +100С, чтобы полностью удалить влагу с поверхностей.
- И сам процесс сварки.
Очень важно соблюдать точную схему проведения сварки полуавтоматом. Горелка должна подноситься к зазору между заготовками под небольшим углом. Присадочная проволока подается под противоположным углом. При этом сопло горелки должно находиться на расстоянии 10-12 мм от поверхности сварочного шва.
Получается так, что дуга, возникающая между вольфрамовым неплавящимся электродом и металлом заготовок, расплавляет металл присадочной проволоки. Он каплями падает между заготовками, образу шов. При этом капли под действием давления защитного газа растекаются по всей сварной ванне. И все это происходит равномерно. Это очень хорошо видно на видео.
Подводя итог всему вышесказанному, необходимо обозначить позиции, которые влияют на качество конечного результата при сварке нержавейки полуавтоматом в среде защитного углекислого газа.
- Сварка производится на постоянном токе обратной полярности.
- Горелка наклоняется вперед, присадка назад.
- Максимальный вылет вольфрамового электрода – 12 мм.
- Очень важен показатель расхода защитного газа. Его диапазон 6-12 м³/ мин. Увеличение расходуемого объема приводит к снижению качества шва.
- Обязательно в баллон с газом добавляется осушитель, к примеру, медный купорос. Все дело в том, что при соприкосновении углекислого газа с металлом образуется кислота, которая при подаче в зону сварки будет разрушать углерод. Поэтому нельзя допустить, чтобы кислота образовалась.
- Сам процесс наплавления должен проводиться плавно.
- Рекомендуется также после окончания работы простучать молотком по сварочному шву. Таким образом, удаляются пузыри, образовавшиеся на поверхности шва при сварке.

И все же при кажущейся простоте, сварка нержавейки полуавтоматом – процесс не самый простой, и очень ответственный. Для его проведения нужны навыки и опыт. Так что начинающим сварщикам он не под силу. Посмотрите видео, как правильно варить нержавеющую сталь полуавтоматом в среде защитного углекислого газа.
Как выполняется сварка нержавейки полуавтоматом в среде углекислого газа?
Сварка нержавейки полуавтоматом в среде углекислого газа – процесс довольно сложный. Этот материал состоит из легированного сплава, в который добавлен хром и другие компоненты. Благодаря этим добавкам получается сталь с высокими свойствами, защищающими ее от коррозии. Но эти же добавки привели к изменению свойств как физических, так и механических. Сварка нержавейки имеет ряд особенностей.
Сварки нержавейки полуавтоматом обеспечивает прочное и надежное соединение.
Особенности нержавейки при сварке
К отличиям в сварке нержавейки следует отнести:
- весьма низкую теплопроводность;
- большую степень теплового расширения;
- значительное сопротивление;
- сильный нагрев стали при сварке.
Рисунок 1. Схема работы сварочного аппарата.
Теплопроводность нержавейки значительно ниже, чем у обычной стали. Для снижения риска перегрева и потери антикоррозийных свойств рекомендуется применять сварочный ток пониженного значения.
Для снижения риска перегрева и потери антикоррозийных свойств рекомендуется применять сварочный ток пониженного значения.
Расширение материала вынуждает оставлять зазоры определенной величины между свариваемыми деталями.
Довольно высокое сопротивление нержавеющей стали приводит к перегреву электрода. Длительный нагрев часто приводит к потере сталью антикоррозийных свойств. Шов нужно охлаждать.
Для сварки надо правильно подобрать проволоку, подготовить заготовки. Свариваемые детали нужно обязательно обезжирить. Это можно сделать зачисткой механическим путем или применить кислоту. Из зоны будущего шва обязательно удаляется влага путем прогрева его до температуры в 100° и выше. Низколегированные стали нагревать не надо. После подготовительных работ приступают непосредственно к сварке.
Вернуться к оглавлению
Технология сварки
Сварка нержавеющих сталей полуавтоматом выполняется следующими способами:
- тонкие заготовки варят короткой дугой;
- для деталей значительной толщины применяют перенос металла в зону шва от электрода;
- импульсная подача капель металла при сниженной величине рабочего тока.

При ведении сварки в среде углекислого газа необходимо иметь специальную проволоку. В ее состав входит раскислитель – марганец или кремний. Раскислитель предотвращает появление в зоне шва пор. В результате появляется возможность получения очень надежного шва и с малыми затратами.
Рисунок 2. Схема сварки горелкой.
Перед работой в среде углекислого газа необходимо установку правильно настроить. Для этого нужно выбрать:
- оптимальное напряжение;
- силу тока;
- подачу проволоки и ее диаметр;
- полярность.
Делается настройка так:
- включается аппарат и стоит до загорания на панели сигнальной лампы;
- через шланг пропускается проволока;
- на баллоне с газом открывается вентиль и устанавливается нужное давление;
- выбирается скорость подачи проволоки;
- настраивается сила тока;
- начинается сварка.
При правильной настройке дуга будет гореть устойчиво, шов получится качественный.
Вернуться к оглавлению
Технология сварки полуавтоматом
Перед началом работы с полуавтоматом нужно проверить баллон с газом. Все конструктивные элементы установки перечислены в ГОСТ 14771. Подобные документы есть и на проволоку. Для получения качественного шва подразумевается правильный вылет проволоки, обеспечивающий нужную длину дуги. Горелку нужно равномерно передвигать вдоль будущего шва. При необходимости проделываются поперечные движения. Заготовки толщиной до 1,2 мм размещают на весу. Горелка ведется с достаточно большой скоростью под наклоном в 30-45°.
Рисунок 3. Устройство сварочного полуавтомата.
При ведении сварки вертикальных листов толщиной до 6 мм горелка движется сверху вниз с наклоном назад. Это предохранит материал от прожогов. Листы толщиной больше 6 мм варятся снизу вверх. Вместо электрода используется специальная проволока. Процесс проходит под постоянным или импульсным током. Подобная сварка может быть:
- автоматическая;
- автоматизированная.

При автоматической сварке нет необходимости участия сварщика. В последнем случае сварщик-оператор нужен. Средний расход газа колеблется от 5 до 20 л/мин.
Варить нержавейку – дело довольно сложное, оно требует затрат труда. Нужно учитывать множество параметров металла, чтобы шов получился качественным. Важный параметр – свариваемость. По сравнению с обычными металлами следует снижать силу тока на 10-15%. При перегреве металла до температуры выше 500° происходит образование на краях зерен карбида железа. Это может стать очагом растрескивания и дальнейшей коррозии металла. Нужно обеспечить быстрое охлаждение шва. Для этого годятся любые способы.
Кромки следует зачищать и промывать ацетоном. Делается это для удаления жира, который способен снизить устойчивость сварочной дуги и вызвать появление пор. По окончании сварки сразу выключать газ нельзя. Делается это через 10-15 секунд. Проволоку используют специальную, в которую входит никель. Вылет ее составляет 6-12 мм. Расстояние от конца сопла до места сварки – 5-15 мм. Газ из баллона выходит под давлением 0,05-0,2 атм. Полярность обычно применяется обратная. Для защиты сварщика от брызг расплавленного металла используют водный раствор мела.
Расстояние от конца сопла до места сварки – 5-15 мм. Газ из баллона выходит под давлением 0,05-0,2 атм. Полярность обычно применяется обратная. Для защиты сварщика от брызг расплавленного металла используют водный раствор мела.
По окончании сварочных работ нужно выполнить ряд мер для удаления деформаций металла. Для этого нужно молотком простучать зону шва.
Сварочный аппарат можно применять любой.
Схема его работы представлена на рис. 1. Полуавтомат обычно укомплектован горелкой (рис. 2). Установка в полном составе представлена на рис. 3.
Можно ли варить нержавейку полуавтоматом обычной проволокой?
Сварка нержавейки полуавтоматом
- admin
- Стройка и ремонт
- 0
Сварочные полуавтоматы Cebora — Мощно! Качественно! Надежно!
Вы в поисках современного, надежного, а главное качественного сварочного оборудования? Ваши запросы сумеет удовлетворить итальянская компания Cebora, которая выпускает сварочные аппараты, работающие по передовым технологии сварки и поставляет свою продукцию в 120 стран мира!
«Cebora — Россия», предлагает купить профессиональные и промышленные сварочные полуавтоматы MIG-MAG с синергетическим управлением, оптимизирующее сварочные процессы различных металлов: сталь, нержавейка, алюминий, медь и различные сплавы. В частности, они значительно упрощают работу сварщика и улучшают качество сварных швов. Сварочные работы выполняются быстрее и качественнее, чем на обычных аппаратах с ручной настройкой. Сварщик не тратит время на подбор параметров, ведь synergic управление выполняет это самостоятельно.
В частности, они значительно упрощают работу сварщика и улучшают качество сварных швов. Сварочные работы выполняются быстрее и качественнее, чем на обычных аппаратах с ручной настройкой. Сварщик не тратит время на подбор параметров, ведь synergic управление выполняет это самостоятельно.
Многолетний опыт разработок и внедрения инновационных технологий
Опыт, накопленный компанией Cebora за более чем 65 лет работы, позволяет ей являться одним из мировых лидеров в сфере электросварки. Сегодня итальянские сварочные аппараты Cebora хорошо известны в Европе и в других регионах, в том числе и в России, где они зарекомендовали себя наилучшим образом. Применение наиболее эффективных синергетических технологий, широкое внедрение инноваций и строгий контроль качества продукции — все это, в сочетании с ее вполне умеренной стоимостью (по сравнению с конкурентами), стало весомыми аргументами в пользу приобретения техники Cebora. Кроме того, наши промышленные сварочные аппараты и полуавтоматы имеют высокие технические и эксплуатационные характеристики, но при этом они весьма просты в эксплуатации.
Сварка нержавейки и алюминия — наше преимущество!
Каждый сварочный полуавтомат компании Cebora, имеют набор синергетических программ, для практически идеальной сварки нержавеющей стали, алюминия и его сплавов. Настройка осуществляется лишь выбором проволоки и толщины свариваемой заготовки. Остальные параметры аппарат подбирает самостоятельно! Нужны качественны швы? Тогда покупайте Cebora и мы вас не разочаруем!
Промышленные сварочные полуавтоматы Cebora: 380 вольт, ток до 520А, IP23S
Оборудование МИГ/МАГ сварки делится на 2 типа: инверторные сварочные полуавтоматы с синергетической технологией и трансформаторные аппараты так же с synergic управлением. Каждый сварочный аппарат Cebora, будь то профессиональные Pocket Pulse, Synstar 200/270/330 или промышленные KING STAR 400/520, отлично справляется со сваркой нержавейки, черной стали и алюминия. Купить сварочные аппараты в Москве фирмы Cebora, значит обеспечить свое предприятие надежной и современной сварочной техникой на долгие годы.
- Заказать профессиональные и промышленные инверторные сварочные полуавтоматы: Cebora Pocket Pulse, Synstar, StarMig, KingStar, вы можете как в нашем представительстве Cebora, так и у наших региональных дилеров.
- Легендарные и надежные трансформаторные полуавтоматы CEBORA EVO — можно купить также в нашем представительстве либо у дилеров.
Основные преимущества сварочного оборудования CEBORA
Купив сварочный полуавтомат mig-mag от европейского производителя, вы оцените его технологичность. Уникальный функционал и технологии сварки, а так же эксплуатационные характеристики:
- Стоимость: цена на сварочные аппараты инверторного типа Cebora, выгодно отличается по стоимости от других брендов.
- Эталонное качество сварки алюминия и нержавейки. Купить сварочные полуавтоматы по нержавейке и алюминию, специально адаптированные под данные типы материалов, что позволяет получать эталонное качество швов, можно в Москве и регионах России. Также доступны и другие, более специфические виды аппаратов. К примеру, не составит проблемы найти у нас и купить сварочный аппарат для сварки по алюминию с двумя катушками и механизмами подачи проволоки, идеально подходящие под высокие стандарты современного автосервиса, а также необходимые для их работы расходные материалы, сварочные горелки, инструменты и аксессуары.
 К примеру, не составит проблемы найти у нас и купить сварочный аппарат для сварки по алюминию с двумя катушками и механизмами подачи проволоки, идеально подходящие под высокие стандарты современного автосервиса, а также необходимые для их работы расходные материалы, сварочные горелки, инструменты и аксессуары.
К примеру, не составит проблемы найти у нас и купить сварочный аппарат для сварки по алюминию с двумя катушками и механизмами подачи проволоки, идеально подходящие под высокие стандарты современного автосервиса, а также необходимые для их работы расходные материалы, сварочные горелки, инструменты и аксессуары.- Синергетические (synergic) технологии. Все сварочные полуавтоматы обладают передовой технологией МИГ-МАГ сварки с помощью синергетических программ. Настройка происходит в 2-3 нажатия на дисплей или джойстик. В цифровом интеллекте каждой модели заложены программы для сварки нержавейки, стали, алюминия, а так же для пайки меди и различных сплавов.
Передовые технологии сварки. Новая линейка многофункциональных MIG-TIG-MMA сварочных аппаратов CEBORA серии King Star, обладает самыми передовыми технологиями сварки различных металлов. Например функции Pulse HD, Double Pulse, позволяют значительно улучшить качество швов. Купите сварочный полуавтомат и вы сможете максимально быстро настроить процесс под особенности материала и производства.
Например, свести к минимуму образование брызг благодаря технологии SRS.- WEB интерфейс и удаленное управление: новая аппаратная архитектура позволяет реализовать веб-сервер, который через соединения LAN и Wi-Fi в дополнение к двум USB-портам предоставляет полезные функции для удаленного обслуживания, диагностики информационной системы, резервного копирования и данных восстановления, обновления прошивки и т. д. и для всех тех видов деятельности, которые требуют сбора и обработки данных.
Удобный способ доставки по всей России. Вы можете купить сварочный полуавтомат или многофункциональный сварочный аппарат как у нас в ООО «Чебора-Трейдинг», так и у наших региональных дилеров в Москве, Санкт-Петербурге, Нижнем Новгороде и в других городах России. Большинство аппаратов есть в наличии. Доставка и пусконаладочные осуществляется до 10 дней.
Профессиональная консультация. При заказе профессиональной и промышленной серии сварочных аппаратов, специалисты нашей компании окажут консультацию и помогут с выбором конкретной модели, исходя из требований заказчика.
Покупая сварочное оборудование у нас, вам гарантированы высокий профессионализм, оперативность обслуживания и индивидуальный подход к каждому покупателю без исключений.Длительная гарантия. На все сварочное оборудование Cebora, предоставляется заводская гарантия 24 месяца (2 года). Действует услуга выездного гарантийного сервиса. Поэтому купив промышленные и мощные сварочные аппараты, можно быть уверенным — любые возможные проблемы с ними будут решаться предельно оперативно.
 Например, свести к минимуму образование брызг благодаря технологии SRS.
Например, свести к минимуму образование брызг благодаря технологии SRS. Покупая сварочное оборудование у нас, вам гарантированы высокий профессионализм, оперативность обслуживания и индивидуальный подход к каждому покупателю без исключений.
Покупая сварочное оборудование у нас, вам гарантированы высокий профессионализм, оперативность обслуживания и индивидуальный подход к каждому покупателю без исключений.Где купить профессиональные и промышленные сварочные аппараты Cebora?
Купить сварочные полуавтоматы для производства фирмы CEBORA, вы можете у официального представителя ООО «Чебора-Трейдинг» в Москве, Московской области, Ростов-на-Дону. А так же у наших региональных дилеров в Москве, Московской области, Санкт-Петербурге, Владимире, Воронеже, Нижнем Новгороде, Ростов-на-Дону, Волгограде, Екатеринбурге, Казани, Комсомольске-на-Амуре, Краснодаре, Красноярске, Норильске, Новосибирске, Перми, Рязани, Симферополе, Смоленске, Твери, Туле, Уфе, Якутске, Ярославле и других городах России.
Источник: https://cebora.pro/catalog/svarochnye-poluavtomaty-mig-mag/
Время чтения: 6 минут
Нержавеющая сталь применяется во многих сферах: от производства кастрюль до сборки космических кораблей. Такая популярность нержавейки связана с ее эксплуатационными свойствами: металл практически не подвержен коррозии и надолго сохраняет свой привлекательный внешний вид. Именно по этой причине сейчас так востребованы сварщики, которые могут качественно сварить детали из нержавеющей стали.
А сварить нержавейку не так уж просто. Здесь не получится применить ручную дуговую сварку и обойтись покрытыми электродами. Вам понадобится профессиональный или полупрофессиональный полуавтомат, а также защитный газ и присадочная проволока. Эта технология сварки нержавейки одна из самых эффективных. Она применяется как в быту, так и на производстве.
В этой статье мы подробно расскажем, как использовать полуавтомат для сварки нержавеющей стали и какова технология сварки нержавейки полуавтоматом. Вы узнаете все, что необходимо для качественного выполнения работ.
Вы узнаете все, что необходимо для качественного выполнения работ.
Общая информация
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.
Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко.Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Читайте также: Особенности и применение MIG сварки
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.
Мы перечислим некоторые из них.
Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.
Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.
Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.
Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.
Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Особенности сварки
Существует несколько ключевых особенностей, о которых вам нужно знать, если вы хотите сформировать качественный шов. Мы перечислим наиболее важные из них.
Мы перечислим наиболее важные из них.
Как мы уже говорили выше, чистый аргон или чистая углекислота редко применяются для сварки нержавеющей стали. Лучше использовать газовую смесь. Она должна состоять из 70% углекислого газа и 30% аргона.
Также обращайте на вылет присадочной проволоки относительно горелки. Оптимальная длина видимо части присадочного материала — от 6 до 12 миллиметров. При формировании шва следите за расстоянием от сопла до поверхности металла. Чем оно меньше, тем лучше. Это непросто, но при частой практике можно добиться хороших результатов. Не экономьте на газе. При недостаточном количестве газа шов будет некачественным.
Рекомендуем установить обратную полярность. Прямая полярность применяется только при использовании флюсов, что не предусмотрено в описываемой нами технологии.
Немаловажен и угол сварки. Оптимальное значение от 5 до 10 градусов относительно детали. Так шов хорошо проплавляется и получается ровным. Особенно это важно при сварке толстых деталей, где необходимо хорошо проплавить металл.
Практические советы по использованию и уходу
Каждый редакционный продукт выбирается независимо, хотя мы можем получить компенсацию или партнерскую комиссию, если вы купите что-либо по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Кастрюли и сковороды из нержавеющей стали хороши по многим причинам. Я предпочитаю использовать их, а не посуду с антипригарным покрытием, например, для обжаривания мяса, так как они оставляют после себя кусочки нежности, которые являются идеальным началом для многих блюд, таких как свиные отбивные с шалфеем и соусом из сидра. Мы поможем вам максимально эффективно использовать набор посуды из нержавеющей стали, в том числе расскажем, как избежать нескольких ошибок, которые могут сократить срок службы ваших кастрюль.
Преимущества нержавеющей стали
Существует несколько различных типов посуды, но сковороды из нержавеющей стали могут стать рабочей лошадкой на кухне. Они легче чугунных, более прочные, чем сковороды с антипригарным покрытием, и многие бренды магнитятся для индукционных варочных панелей. Материал не реагирует ни на какие продукты, поэтому сковороду из нержавеющей стали можно использовать практически для любых кулинарных задач.
Материал не реагирует ни на какие продукты, поэтому сковороду из нержавеющей стали можно использовать практически для любых кулинарных задач.
Один из самых частых вопросов, которые задают люди, звучит так: «Чем сковорода из нержавеющей стали лучше сковороды с антипригарным покрытием?» Да и нет. Большинство недорогих сковородок с антипригарным покрытием изготовлены из алюминия, который быстро нагревается, но не подходит для приготовления пищи при высоких температурах. На сковороде с антипригарным покрытием также не получится сильно подрумяниться, так как покрытие предотвращает подрумянивание поверхности продуктов. Вот почему я обычно предпочитаю использовать сковороду из нержавеющей стали для большинства задач, но сковорода с антипригарным покрытием определенно стоит того, чтобы готовить заведомо липкие продукты, такие как яйца или блины.
Советы по приготовлению пищи на нержавеющей стали
Neustockimages/iStock/Getty Images Plus
Как предотвратить прилипание пищи к нержавеющей стали
Больше всего в сковородах из нержавеющей стали раздражает то, что во время приготовления пища любит прилипать к ее поверхности. . К счастью, этого можно избежать, выполнив две простые вещи. Во-первых, всегда обязательно разогревайте сковороду перед приготовлением. Через две-три минуты добавьте в сковороду тонкий слой растительного масла. Когда он начнет мерцать, кастрюля готова к использованию. Еще один способ проверить, достаточно ли горячая сковорода, — добавить в нее каплю воды. Вода должна издать звук «ТСШ», разделиться на несколько капель и испариться. 9№ 0003
. К счастью, этого можно избежать, выполнив две простые вещи. Во-первых, всегда обязательно разогревайте сковороду перед приготовлением. Через две-три минуты добавьте в сковороду тонкий слой растительного масла. Когда он начнет мерцать, кастрюля готова к использованию. Еще один способ проверить, достаточно ли горячая сковорода, — добавить в нее каплю воды. Вода должна издать звук «ТСШ», разделиться на несколько капель и испариться. 9№ 0003
Приправа из нержавеющей стали
Хотя для сковород из нержавеющей стали приправа не требуется, можно приправить вашу любимую сковороду, чтобы создать антипригарный слой. Нагрейте сковороду на среднем огне около двух минут. Добавьте в сковороду тонкий слой растительного масла (около 1/8 дюйма). Продолжайте нагревать сковороду, пока масло не начнет дымиться, около 5 минут. Снимите сковороду с огня и дайте ей полностью остыть, прежде чем выливать масло. Протрите сковороду бумажным полотенцем и вуаля: теперь у вас антипригарная поверхность.
Не пренебрегайте духовкой
Хотя голландские духовки пользуются наибольшей популярностью как сковороды, пригодные для использования на плите и в духовке, вы также можете использовать в духовке сковороды из нержавеющей стали. Обратитесь к производителю, чтобы убедиться, что ваша кастрюля безопасна для духовки, но большинство высококачественных нержавеющих сталей рассчитаны на температуру до 500 °. Это делает их идеальными для создания рецептов пасты из одного блюда, но вы также можете использовать их для обжаривания толстых стейков и свиных отбивных на плите и доведения их до готовности в духовке.
Обратитесь к производителю, чтобы убедиться, что ваша кастрюля безопасна для духовки, но большинство высококачественных нержавеющих сталей рассчитаны на температуру до 500 °. Это делает их идеальными для создания рецептов пасты из одного блюда, но вы также можете использовать их для обжаривания толстых стейков и свиных отбивных на плите и доведения их до готовности в духовке.
Ошибки при уходе за нержавеющей сталью, которых следует избегать
martinrlee/iStock/Getty Images Plus
Посуда из нержавеющей стали прослужит вечно, если за ней правильно ухаживать. Избегайте следующих ошибок, чтобы ваши кастрюли и сковородки оставались как новые.
Ошибка №1: Полагаться на посудомоечную машину
Большинство кастрюль и сковородок из нержавеющей стали можно мыть в посудомоечной машине, но это не означает, что вы должны мыть их таким образом. Длительные циклы и высокая температура воды могут повредить поверхность кастрюль и сковородок и ослабить ручки.
Ошибка № 2: мыть их до того, как они остынут Воздействие холодной воды на горячие кастрюли и сковороды — отличный способ деформировать или треснуть сковороду. Шок от разницы температур также вызывает пар, который может обжечь руки. Проявите немного терпения и дайте кастрюлям остыть, прежде чем пытаться их очистить. А вы знали, что у чугунной посуды тоже есть особые правила очистки?
Шок от разницы температур также вызывает пар, который может обжечь руки. Проявите немного терпения и дайте кастрюлям остыть, прежде чем пытаться их очистить. А вы знали, что у чугунной посуды тоже есть особые правила очистки?
Многие из наших любимых рецептов пасты требуют добавления специй в воду для макаронных изделий — она должна быть такой же соленой, как море — но рецепты часто не сообщают вам когда добавить эту соль. Всегда добавляйте соль после того, как вода закипит, чтобы избежать образования ямок на поверхности кастрюли, что является необратимым состоянием.
Ошибка № 4: вы не удаляете отложения кальция В зависимости от жесткости вашей воды может пройти неделя или несколько месяцев, прежде чем вы заметите белые меловые пятна на посуде из нержавеющей стали. Эти отложения кальция не только выглядят неприлично, но и могут способствовать росту бактерий. Удалите их, вскипятив в кастрюле раствор из 3/4 стакана воды и 1/4 стакана уксуса. Как только сковорода остынет, вымойте и высушите их, как обычно.
Удалите их, вскипятив в кастрюле раствор из 3/4 стакана воды и 1/4 стакана уксуса. Как только сковорода остынет, вымойте и высушите их, как обычно.
Если вы заметили радужные пятна, которые не удаляются (даже энергичным скребком) по краям сковороды, вы перегрели сковороду. Аккуратно потрите пятна уксусом или приготовьте на сковороде что-нибудь вроде томатного соуса. Кислотность томатов поможет с обесцвечиванием.
Ошибка № 6: вы не сушите сковородуДолжен признаться: сушить кастрюли и сковородки вручную — мое наименее любимое занятие на кухне! К сожалению, это единственный способ удалить эти безобидные пятна воды на нержавеющей стали. Это занимает всего минуту, но имеет огромное значение.
Ошибка № 7: На сковороде слишком много пригоревших кусочков Пригоревшие кусочки сложно удалить с любой сковороды, но из нержавеющей стали это особенно проблематично. Поскольку еда с большей вероятностью прилипнет к холодной сковороде, вы можете полностью избежать этой проблемы, предварительно разогрев сковороду перед приготовлением пищи в ней. Если ваша сковорода уже пригорела, вскипятите в ней воду, чтобы удалить пригоревшие кусочки без использования абразивных химикатов или чистящих щеток. Если это не сработает, вот наше лучшее решение для очистки сковороды от пригоревшей пищи.
Поскольку еда с большей вероятностью прилипнет к холодной сковороде, вы можете полностью избежать этой проблемы, предварительно разогрев сковороду перед приготовлением пищи в ней. Если ваша сковорода уже пригорела, вскипятите в ней воду, чтобы удалить пригоревшие кусочки без использования абразивных химикатов или чистящих щеток. Если это не сработает, вот наше лучшее решение для очистки сковороды от пригоревшей пищи.
Стальная щетка кажется отличным средством для удаления пятен и стойких пригоревших частиц, но она также поцарапает поверхность ваших кастрюль из нержавеющей стали. Это может даже привести к аннулированию гарантии! Так что выбросьте стальную вату и используйте только неабразивные губки.
Ошибка № 9: вы используете неподходящее чистящее средство Если обычное мыло и вода не работают, вам может потребоваться обновить чистящее средство. Друг бармена (12 долларов США) творит чудеса, удаляя все виды трудно поддающихся чистке пятен, налета или минеральных отложений на вашей посуде. Просто смешайте его с водой, чтобы получилась паста, вотрите ее в пятно и смойте через минуту. Очень просто!
Просто смешайте его с водой, чтобы получилась паста, вотрите ее в пятно и смойте через минуту. Очень просто!
Allied High Tech Products — Полуавтоматический двойной шлифовально-полировальный станок для подготовки металлографических образцов
MetPrep с механическим шлифовально-полировочным станком
Особенности
DualPrep 3 режим, скорость вращения стола, взаимное/встречное вращение (держатель образца/стол), время цикла, выбор жидкости, усилие образца (фунт-сила или Н), скорость вращения образца, промывка водой и снижение усилия (вкл./выкл., %)
Приводные головки PH-3 и PH-4
| Функция центральной и индивидуальной силы пробы | Регулятор усилия плавного пуска/останова | |
| Уникальная функция наклона вверх для легкого доступа к столу и держателю | Простое крепление и снятие держателей образцов с помощью кнопки | |
| Система быстрой фиксации позволяет расположить держатель образца по всей поверхности стола | Датчик безопасности, который останавливает работу, если силовая головка наклонена вверх | |
| Переменная скорость вращения: 0–150 об/мин (с шагом 10 об/мин) | Двигатель мощностью 0,33 л. с. (246 Вт) с прочным редуктором обеспечивает постоянно высокий выходной крутящий момент с. (246 Вт) с прочным редуктором обеспечивает постоянно высокий выходной крутящий момент | |
| Комп и контр ротация | Два (2) года гарантии | |
| Разработано и изготовлено Allied в США |
| Артикул № | Описание | Кол-во | |
|---|---|---|---|
| 5-9500 | ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНАЯ МАШИНА DUALPREP 3™ с МОЩНОЙ ГОЛОВКОЙ PH-3™ для 8-дюймовых плит, 100–240 В, 50/60 Гц, 1 фаза, Включает: брызговики и крышки стола | ||
| 5-9600 | ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНАЯ МАШИНА DUALPREP 3™ с МОЩНОЙ ГОЛОВКОЙ PH-4™ для 10-ДЮЙМОВЫХ ПЛАСТИН, 100–240 В, 50/60 Гц, 1 фаза Включает: брызговики и крышки валиков |
Аксессуары для продуктов
ПРИМЕЧАНИЕ. Алюминиевые/магнитные пластины, приспособления для загрузки образцов и держатели ПРОДАЮТСЯ ОТДЕЛЬНО. Пожалуйста, выберите аксессуары из списка ниже, чтобы убедиться, что вся система сконфигурирована для предложения.
Алюминиевые/магнитные пластины, приспособления для загрузки образцов и держатели ПРОДАЮТСЯ ОТДЕЛЬНО. Пожалуйста, выберите аксессуары из списка ниже, чтобы убедиться, что вся система сконфигурирована для предложения.
| Артикул № | Описание | Кол-во | |
|---|---|---|---|
| 5-3301 | Нажмите, чтобы увеличить » | Держатель образца, бланк с нагревательным столиком, 140 мм | |
| 5-3330 | Нажмите, чтобы увеличить » | Держатель образцов, (6) образцов от 25 мм до 1,25 дюйма, каплевидная центральная сила для использования с 8-дюймовыми (203 мм) или 10-дюймовыми (254 мм) пластинами | |
| 5-3340 | Нажмите, чтобы увеличить » | Держатель образцов, (5) образцов 25–40 мм, каплевидная центральная сила для использования с 8-дюймовыми (203 мм) или 10-дюймовыми (254 мм) пластинами | |
| 5-3345 | Нажмите, чтобы увеличить » | Держатель образцов, (3) образцов 25–40 мм, каплевидная центральная сила для использования с 8-дюймовыми (203 мм) или 10-дюймовыми (254 мм) пластинами | |
| 5-3361 | Нажмите, чтобы увеличить » | Держатель образцов, (6) образцов 25 мм — 1,25 дюйма, центральная сила с двумя полостями для использования с 8-дюймовыми (203 мм) или 10-дюймовыми (254 мм) пластинами | |
| 5-3380 | Нажмите, чтобы увеличить » | Приспособление для загрузки образцов для держателей серии 5-33XX для использования с 8-дюймовыми (203 мм) или 10-дюймовыми (254 мм) пластинами | |
| 5-3401 | Нажмите, чтобы увеличить » | Держатель образца, бланк с нагревательным столиком, 160 мм | |
| 5-3435 | Нажмите, чтобы увеличить » | Держатель образцов, (6) образцов 25 мм — 1,5 дюйма, каплевидная центральная сила для использования с 10-дюймовыми (254 мм) пластинами | |
| 5-3440 | Нажмите, чтобы увеличить » | Держатель образцов, (3) 25 мм – 2 дюйма, каплевидная центральная сила для использования с плитами 10 дюймов (254 мм) | |
| 5-3445 | Нажмите, чтобы увеличить » | Держатель образцов, (9) образцов 25 мм — 1,25 дюйма, каплевидная центральная сила для использования с 10-дюймовыми (254 мм) пластинами | |
| 5-3460 | Нажмите, чтобы увеличить » | Держатель образцов, (8) 25 мм – 1,25 дюйма, центральная сила с двумя полостями для использования с плитами 10 дюймов (254 мм) | |
| 5-3461 | Нажмите, чтобы увеличить » | Держатель образцов, (6) образцов 30–40 мм, центральная сила с двумя полостями для использования с 10-дюймовыми (254 мм) пластинами | |
| 5-3465 | Нажмите, чтобы увеличить » | Держатель образца, (3) Тип позиционного зажима 1,25 x 2 дюйма (32 x 50 мм) Карман для центральной силы для использования с 10-дюймовыми (254 мм) пластинами | |
| 5-3490 | Нажмите, чтобы увеличить » | Держатель образцов, (5) прямоугольников 1,2 x 2,1 дюйма (30 x 53 мм), центральная сила для использования с 10-дюймовыми (254 мм) пластинами | |
| 5-3491 | Нажмите, чтобы увеличить » | Держатель образцов, (3) 1,6 x 2,7 дюйма (40 x 68 мм), прямоугольники, центральная сила для использования с 10-дюймовыми (254 мм) пластинами | |
| 5-3494 | Нажмите, чтобы увеличить » | Держатель образца, квадраты (3) 2 x 2 дюйма (51 x 51 мм), центральная сила для использования с 10-дюймовыми (254 мм) пластинами | |
| 5-3480 | Нажмите, чтобы увеличить » | Приспособление для загрузки образцов для держателей серии 5-34XX | |
| 5-3835 | Нажмите, чтобы увеличить » | Держатель образца, (3) крепления 1″ (25 мм), индивидуальная сила для использования с головкой PH-3™ Power Head | |
| 5-3840 | Нажмите, чтобы увеличить » | Держатель образца, (3) крепления 30 мм, индивидуальная сила для использования с головкой PH-3™ Power Head | |
| 5-3845 | Нажмите, чтобы увеличить » | Держатель образца, (3) крепления 1,25 дюйма (32 мм), индивидуальная сила для использования с головкой PH-3™ Power Head | |
| 5-3850 | Нажмите, чтобы увеличить » | Держатель образца, (3) крепления 1,5 дюйма (38 мм), индивидуальная сила для использования с силовой головкой PH-3™ | |
| 5-3855 | Нажмите, чтобы увеличить » | Держатель образца, (3) крепления 40 мм, индивидуальная сила для использования с головкой PH-3™ Power Head | |
| 5-3860 | Нажмите, чтобы увеличить » | Держатель образца, (3) крепления 50 мм, индивидуальное усилие для использования с головкой PH-3™ Power Head | |
| 5-3865 | Нажмите, чтобы увеличить » | Держатель образца, (3) крепления 2 дюйма, индивидуальная сила для использования с головкой PH-3™ Power Head) | |
| 5-3735 | Нажмите, чтобы увеличить » | Держатель образца, (4) крепления 1″ (25 мм), индивидуальная сила для использования с головкой PH-4™ Power Head | |
| 5-3740 | Нажмите, чтобы увеличить » | Держатель образца, (4) крепления 30 мм, индивидуальная сила для использования с головкой PH-4™ Power Head | |
| 5-3745 | Нажмите, чтобы увеличить » | Держатель образца, (4) крепления 1,25 дюйма (32 мм), индивидуальная сила для использования с силовой головкой PH-4™ | |
| 5-3750 | Нажмите, чтобы увеличить » | Держатель образцов, (4) крепления 1,5 дюйма (38 мм), индивидуальное усилие для использования с силовой головкой PH-4™ | |
| 5-3755 | Нажмите, чтобы увеличить » | Держатель образца, (4) крепления 40 мм, индивидуальное усилие для использования с головкой PH-4™ Power Head | |
| 5-3760 | Нажмите, чтобы увеличить » | Держатель образцов, (4) крепления 50 мм, индивидуальное усилие для использования с силовой головкой PH-4™ | |
| 5-3765 | Нажмите, чтобы увеличить » | Держатель образца, (4) крепления 2 дюйма (51 мм), индивидуальная сила для использования с силовой головкой PH-4™ | |
| 5-3800 | Нажмите, чтобы увеличить » | Держатель образца, (3) крепления переменного диаметра от 1” до 1,5” с использованием соответствующих прокладочных колец, индивидуальное усилие для использования с силовой головкой PH-3™ | |
| 5-3X35-40 | Нажмите, чтобы увеличить » | Индивидуальное прокладочное кольцо усилия, для держателя 1″/25 мм для использования с держателем образца 5-3800 | |
| 5-3X40-40 | Нажмите, чтобы увеличить » | Индивидуальное прокладочное кольцо усилия, для крепления 30 мм для использования с держателем образцов 5-3800 | |
| 5-3X45-40 | Нажмите, чтобы увеличить » | Индивидуальное прокладочное кольцо, для держателя 1,25 дюйма для использования с держателем образца 5-3800 | |
| 5-3X50-40 | Нажмите, чтобы увеличить » | Индивидуальное прокладочное кольцо усилия, для крепления 1,5 дюйма для использования с держателем образцов 5-3800 | |
| 5-3700 | Нажмите, чтобы увеличить » | Держатель образцов, (4 шт. ) с переменным диаметром. Крепления от 1 дюйма до 40 мм с использованием соответствующих прокладочных колец. Индивидуальное усилие для использования с силовой головкой PH-4™ ) с переменным диаметром. Крепления от 1 дюйма до 40 мм с использованием соответствующих прокладочных колец. Индивидуальное усилие для использования с силовой головкой PH-4™ | |
| 5-3X35-50 | Нажмите, чтобы увеличить » | Индивидуальное прокладочное кольцо усилия, для держателя 1″/25 мм для использования с держателем образца 5-3700 | |
| 5-3X40-50 | Нажмите, чтобы увеличить » | Индивидуальное прокладочное кольцо силы, для держателя 30 мм для использования с держателем образца 5-3700 | |
| 5-3X45-50 | Нажмите, чтобы увеличить » | Индивидуальное прокладочное кольцо усилия, для держателя 1,25 дюйма для использования с держателем образца 5-3700 | |
| 5-3X50-50 | Нажмите, чтобы увеличить » | Индивидуальное прокладочное кольцо, для держателя 1,5 дюйма для использования с держателем образца 5-3700 | |
| 5-3X55-50 | Нажмите, чтобы увеличить » | Индивидуальное прокладочное кольцо силы, для держателя 40 мм для использования с держателем образца 5-3700 | |
| 5-2005 | Нажмите, чтобы увеличить » | Стандартная плита, 8 дюймов (203 мм) | |
| 5-2005М | Нажмите, чтобы увеличить » | Магнитная плита, 8 дюймов (203 мм) | |
| 5-6010 | Нажмите, чтобы увеличить » | Стандартная плита, 10 дюймов (254 мм) | |
| 5-6010М | Нажмите, чтобы увеличить » | Магнитная плита, 10 дюймов (254 мм) | |
| 90-208300 | Нажмите, чтобы увеличить » | Магнитное основание, 8 дюймов (203 мм), с клейкой основой | |
| 90-208302 | Нажмите, чтобы увеличить » | Магнитное основание, 10 дюймов (254 мм), с клейкой основой | |
| 5-8100 | Нажмите, чтобы увеличить » | Шкаф для хранения столов для столов, дисков или тканей диаметром до 12 дюймов (305 мм) | |
| 5-8105 | Нажмите, чтобы увеличить » | Алюминиевый лоток/полка |
Пистолет SIG P365 9 мм для повседневного ношения, серия
Поиск по сайту
Представляем революционный микрокомпакт большой емкости P365. Революционно новый пистолет для скрытого ношения, который дает вам больше возможностей, большую скрытность и больше возможностей. Это единственное оружие, которое вы можете носить с собой каждый день в году.
Революционно новый пистолет для скрытого ношения, который дает вам больше возможностей, большую скрытность и больше возможностей. Это единственное оружие, которое вы можете носить с собой каждый день в году.
Удостоенный наград пистолет P365 изменил определение категории микрокомпактных пистолетов, быстро став одним из самых востребованных видов огнестрельного оружия в отрасли. P365 оснащен запатентованным модифицированным магазином с двойным стеком, способным вместить 10 + 1, 12 + 1 или 15 + 1 полную емкость. Эргономичный дизайн делает его более пригодным для стрельбы, чем типичные карманные пистолеты, с четким и четким нажатием на спусковой крючок, который вы ожидаете от SIG SAUER. P365XL ROMEOZero доступен с установленной и настроенной прямо из коробки рефлекторной оптикой ROMEOZero, что делает его самым функциональным микрокомпактным устройством на сегодняшний день.
Логин
Если у вас есть учетная запись, войдите, используя свой адрес электронной почты.
Пароль
Регистр
13 продуктов
Показывать
12 24 36 48 Все
на страницу
Сортировать по По умолчанию Бренд Имя по возрастанию Имя по убыванию Цена (от низкой к высокой) Цена (от высокой к низкой) Установить нисходящее направление
Фильтр P365
- Достопримечательности +
- Калибр +
- Соответствует штату +
ОТЗЫВЫ КЛИЕНТОВ
★★★★★ 4,7 из 5 звезд | 821 Отзывы
Владельцы P365 восторженно отзываются о своих ружьях! Вот что говорят некоторые из них.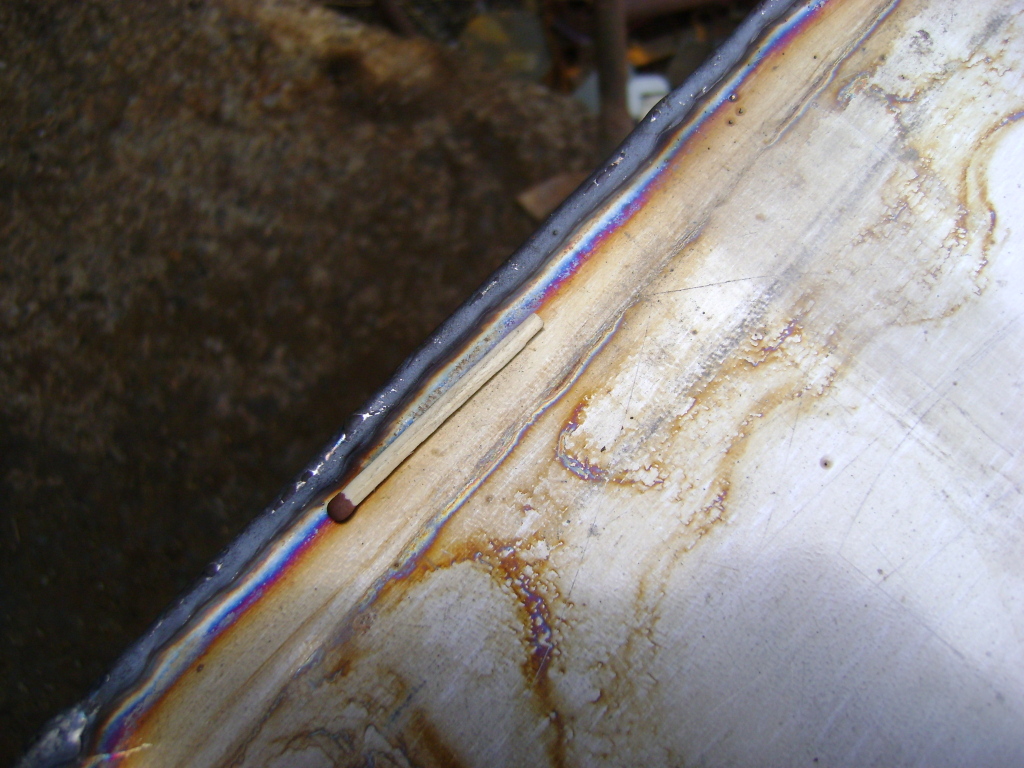
★★★★★
Абсолютно лучший пистолет, который у меня был
Мне очень нравится этот маленький пистолет. Я показал его друзьям, и трое из них заказали себе. Это победитель.
– Allchillertech, Техас
★★★★★
Отличный микрокомпакт!
P365, безусловно, лучший микрокомпактный пистолет, который у меня был! Я потратил много времени на дальность и точность, надежность были выдающимися! Тринадцать патронов из микропистолета меняют правила игры!
— Gkbci37, Теннесси
★★★★★
Совершенство
Теперь это мое повседневное оружие для скрытого ношения, а мое предыдущее оружие для скрытого ношения становится безопасной королевой! Вы сделали хоумран!
— Mike53, California
P365 Запчасти покупатель
Приобретите небольшие детали и комплекты для вашего p365
быстро и легко с нашим новым интерактивным инструментом
.
 о P365:
о P365:- (NRA): Пистолет года 2019: SIG Sauer P365
- (В цель) Sig Sauer P365 9 мм: в своем классе
- (Ammoland): Обзор сверхмощного микрокомпактного пистолета SIG SAUER P365
- (GunsAmerica) 9мм Micro Shootout — Sig P365 против Glock 43 против S&W Shield
ПОИСК ПРИНАДЛЕЖНОСТЕЙ P365
Запрещено в некоторых регионах
Сравнить продукты
Товары
 items»>
items»>Запуск сравнения
Проверка почтового индекса
В некоторых штатах действуют юридические ограничения на покупку товаров, поэтому нам необходимо запросить ваше местоположение.
Введите свой 5-значный почтовый индекс
Проверка возраста
Некоторые продукты имеют ограничения на покупку для лиц моложе 21 года, подтвердите свой возраст.
Я подтверждаю, что мне не менее 21 года.
Огнестрельное оружие и огнестрельное оружие для продажи в Интернете
Основной контент начинается здесь.
1978 items
Handguns Rifles Shotguns Black Powder Guns
Handguns
Rifles
Ружья
Пистолеты для черного пороха
1978 шт.
|
Отправка в магазин
4.5(158)
Пистолет Taurus G2C 9 мм
$ 279 99 279 долларов 99 центов
Отправка в магазин
4,7(25)
Пистолет Smith and Wesson M&P9 Shield Plus TS, 9 мм
$ 399 99 399 долларов 99 центов
$ 529 99 529 долларов 99 центов
Скидка 25%
Отправка в магазин
5.0(33)
GLOCK G19 Gen5 9-мм полуавтоматический пистолет
7 9 9 9 9 9 9 9 9 9 9 9 9 9 9 7 7 7 2 $ 91 091 59 99 центов
Отправка в магазин
4,8(32)
GLOCK G43 9 мм полуавтоматический пистолет
$ 499 99 499 долларов 99 центов
Отправка в магазин
4. 7(27)
7(27)
Mossberg Maverick 88 Cruiser 12 Gauge Pump Shotgun
$ 229 99 229 долларов 99 центов
Отправка в магазин
4.7(147)
Помповое ружье Mossberg® Maverick® 88 Security 12 калибра
$ 219 99 219 долларов 99 центов. 99 центов
Отправка в магазин
4.4(120)
Автоматический пистолет Ruger LCP .380
$ 259 99 259 долларов 99 центов.долларов 99 центов. 99 центов
Отправка в магазин
4,8(965)
Sig Sauer P365 Nitron X-Ray NS 9 мм Компактный 10-зарядный пистолет
9 долларов США1073 499 99 499 долларов 99 центов
Бесплатные боеприпасы и журнал со скидкой по почте. Подробнее…
Подробнее…
Подробнее
Отправка в магазин
4,8(47)
Пистолет GLOCK G43X 9 мм
$ 499 99 499 долларов 99 центов
Отправка в магазин
4,7(3)
Полноразмерный пистолет Taurus G3 9 мм одинарного действия
$ 299 99 299 долларов 99 центов
Отправка в магазин
5.0(1)
Пистолет Taurus G2C SS Restrike 9mm
99 центов
Отправка в магазин
4,6(5)
Пистолет Люгера Taurus G3C Compact FDE 9 мм
$ 299 99 299 долларов 99 центов. 99 центов
Отправка в магазин
5,0(6)
Полуавтоматический пистолет SIG SAUER P365X с оптикой 9 мм
$ 599 99 599 долларов 99 центов
Бесплатные боеприпасы и журнал со скидкой по почте. Подробнее…
Подробнее…
Подробнее
Отправка в магазин
4,8(143)
Mossberg® Maverick® 88 Универсальное помповое ружье 12 калибра
$ 029 9 99 центов
Отправка в магазин
4,7(73)
Taurus TX22 .22 LR Полуавтоматический пистолет с кольцевым воспламенением
$ 299 99 299 долларов 99 центов. 99 центов
$ 399 99 399 долларов 99 центов
Скидка 10%
Отправка в магазин
4,9(14)
Mossberg 590 Помповое ружье 12 калибра
$ 449 99 449 долларов 99 центов. 99 центов
Отправка в магазин
4. 7(32)
7(32)
Mossberg 590 Помповое ружье Shockwave 12 калибра
$ 419 99 419 долларов 99 центов
Как правильно приправить сковороду из нержавеющей стали: 4 простых шага – Dalstrong
12-дюймовая антипригарная сковорода и сковорода ETERNA – серия Oberon
- Вымойте и высушите противень . Используйте нежное средство для мытья посуды и теплую воду, чтобы тщательно вымыть сковороду из нержавеющей стали. После этого промойте и полностью высушите сковороду.
- Смажьте сковороду маслом. Когда сковорода полностью высохнет, нагрейте ее на плите. Затем добавьте немного масла. Вы захотите использовать масло с высокой температурой дымления. Вот некоторые примеры: кунжутное, растительное, арахисовое и соевое масло. После того, как вы добавили масло на средний огонь, используйте комок бумажного полотенца, чтобы распределить масло по поверхности сковороды.
- Охладите кастрюлю. Когда сковорода нагреется и начнет дымиться, снимите ее с плиты и дайте остыть. Когда сковорода остынет, используйте другое бумажное полотенце, чтобы удалить масло. (Экологически чистый вариант — заменить бумажное полотенце чистой сухой тканью).
- При необходимости повторите процесс. Если вы обнаружите, что продукты снова прилипают к сковороде из нержавеющей стали, вернитесь к этим шагам и снова приправьте ее.
 Когда сковорода нагреется и начнет дымиться, снимите ее с плиты и дайте остыть. Когда сковорода остынет, используйте другое бумажное полотенце, чтобы удалить масло. (Экологически чистый вариант — заменить бумажное полотенце чистой сухой тканью).
Когда сковорода нагреется и начнет дымиться, снимите ее с плиты и дайте остыть. Когда сковорода остынет, используйте другое бумажное полотенце, чтобы удалить масло. (Экологически чистый вариант — заменить бумажное полотенце чистой сухой тканью).Сковорода и сковорода с антипригарным покрытием — серия Oberon
Наконец-то вы решили отказаться от чугунной сковороды и перейти на сковороду из нержавеющей стали. Вы знаете, что посуда из нержавеющей стали, а не из углеродистой стали, отвечает вашему личному стилю и кулинарным потребностям. Теперь вам нужно знать, как правильно приправлять и ухаживать за свежей сковородой из нержавеющей стали. Ну вы пришли в нужное место. 9№ 0003
Посуда из нержавеющей стали элегантна, долговечна и функциональна. Это отличный выбор для вашего кухонного арсенала. Теперь поговорим о том, как правильно за ней ухаживать.
Теперь поговорим о том, как правильно за ней ухаживать.
1. Нужно ли приправлять кастрюли из нержавеющей стали?
12-дюймовая сковорода с кованой поверхностью, серебристая, серия Avalon
Это ваше решение. , многие профессиональные повара и домашние повара делают это.
Аргументом в пользу приправы для кастрюль и сковородок из нержавеющей стали является то, что масло поможет запечатать поры в металле и, следовательно, придаст вашей сковороде из нержавеющей стали более антипригарную поверхность. Эта антипригарная поверхность обеспечит беспроблемное приготовление пищи и легкую очистку.
Хотя некоторые могут спорить о пользе приправы для набора посуды из нержавеющей стали, на самом деле у процесса приправы для нержавеющей стали нет никаких недостатков. Итак, если вы хотите более скользкую поверхность, продолжайте приправлять ее.
2. Как приправить новую сковороду из нержавеющей стали?
12-дюймовая сковорода Skillet — чеканная отделка — серебристая — серия Avalon
Поначалу приготовление специй на вашей новой сковороде из нержавеющей стали может показаться сложной задачей, но на самом деле это довольно просто. Просто выполните следующие простые шаги:
Просто выполните следующие простые шаги:
1 ) Вымойте и высушите сковороду . Тщательно вымойте сковороду из нержавеющей стали с мягким средством для мытья посуды и теплой водой. После этого ополосните и полностью высушите сковороду.
2) Смажьте сковороду маслом. Когда сковорода полностью высохнет, нагрейте ее на плите. Затем добавьте немного масла. Вы захотите использовать масло с высокой температурой дымления. Вот некоторые примеры: кунжутное, растительное, арахисовое и соевое масло. После того, как вы добавили масло на средний огонь, используйте комок бумажного полотенца, чтобы распределить масло по поверхности сковороды.
3) Охладить противень. Когда сковорода нагреется и начнет дымиться, снимите ее с плиты и дайте остыть. Когда сковорода остынет, используйте другое бумажное полотенце, чтобы удалить масло. (Экологически чистый вариант — заменить бумажное полотенце чистой сухой тканью).
4) Повторите процесс при необходимости. Если вы обнаружите, что продукты снова прилипают к сковороде из нержавеющей стали, вернитесь к этим шагам и снова приправьте ее.
Если вы обнаружите, что продукты снова прилипают к сковороде из нержавеющей стали, вернитесь к этим шагам и снова приправьте ее.
3. Как предотвратить прилипание кастрюль из нержавеющей стали?
Горшок на 3 кварты | серебро | Серия Оберон | Dalstrong ©
Процесс приправы должен придать вашим сковородам из нержавеющей стали антипригарное покрытие. После приправы вы можете использовать полотенце, чтобы вытереть сковороду после приготовления. Если вы обнаружите, что пища прилипает, используйте соль и масло, чтобы размягчить ее. Пищевая сода работает с устойчивыми отложениями.
Однако при чистке следует избегать использования стальной мочалки, так как она может повредить варочную поверхность. Если вам необходимо использовать средство для мытья посуды, повторите процесс добавления приправ после этого, чтобы укрепить антипригарную поверхность.
4. Какое масло лучше всего подходит для сковороды из нержавеющей стали?
Алюминиевая сковорода и сковорода 12 дюймов — серия Oberon
Лучшее масло для приправы посуды из нержавеющей стали — это масло с высокой температурой дымообразования. Одними из лучших масел для приправы являются арахисовое масло, растительное масло. , и масло из виноградных косточек. Вам следует избегать масел, которые быстро дымятся при нагревании, таких как кокосовое масло, масло канолы и оливковое масло.
Одними из лучших масел для приправы являются арахисовое масло, растительное масло. , и масло из виноградных косточек. Вам следует избегать масел, которые быстро дымятся при нагревании, таких как кокосовое масло, масло канолы и оливковое масло.
5. Настоятельно рекомендуемая посуда из нержавеющей стали
1. Кастрюля на 3 литра | серебро | Серия Оберон | Dalstrong ©
Эта кастрюля из нержавеющей стали прослужит вам всю жизнь. Эта посуда обладает безупречной проводимостью, что позволяет равномерно нагревать ее и готовить разнообразные кулинарные изыски. Его нержавеющая сталь 18/10 отлично подходит для подрумянивания и тушения продуктов, при этом великолепно выглядя в процессе. Эта кастрюля работает на вашей плите и внутри вашей духовки. Он отлично выглядит и не требует особого ухода.
Pros
- Настоящая тяжелая посуда — сверхпрочная посуда толщиной 2,5 мм, которая никогда не деформируется и не деформируется при длительном нагревании, обеспечивая стабильные результаты приготовления каждый раз.
- Морозильник, посудомоечная машина и холодильник №
- Легко переходит от приготовления на плите к готовке в духовке.
- Нетоксичные, негипоаллергенные материалы, не содержащие PFOA и PTFE

Минусы:
- Если вы ищете большую кастрюлю для бульона или мощную жаровню, эта кастрюля может быть немного меньше по размеру
- Не имеет антипригарного покрытия, как модель Avalon.
2, 12-дюймовая сковорода-сковорода — чеканная отделка — серебристая — серия Avalon
Потрясающий дизайн и высокая производительность делают эту сковороду-сковороду из нержавеющей стали идеальным дополнением к набору посуды любого кулинара. позволяет этой сковороде готовить самые разные кулинарные изыски.Она изготовлена из нержавеющей стали 18/10 и алюминия премиум-класса для лучшего удержания тепла и сохранения питательных качеств, вкуса и цвета продуктов.
Плюсы:
- Премиальная проводимость, которая нагревает в 5 раз лучше, чем железные сковороды, и в 20 раз лучше, чем обычная нержавеющая сталь
- Настоящая тяжелая посуда — сверхпрочная посуда толщиной 2,5 мм, которая никогда не деформируется и не деформируется при длительном нагревании, обеспечивает стабильные результаты приготовления каждый раз
- В комплект входит крышка из нержавеющей стали, которая прослужит вам всю жизнь, сохраняя при этом идеальное море
- Вентиляционное отверстие в крышке служит для сброса давления, чтобы предотвратить дребезжание и выкипание пищи.

` Минусы:
- Эта первоклассная сковорода может превышать некоторые бюджеты
- 5-слойная медная кованая основа может стать более прочной сковородой, чем некоторые ищут.
3. Набор посуды из 12 предметов | серебро | Серия Оберон | Dalstrong ©
Оберон. Мифический король и волшебник великой силы вдохновил Далстронга на создание НОВОЙ трехслойной посуды премиум-класса с алюминиевым сердечником серии Oberon, призванной помочь вам творить волшебство на кухне. Эта высокопроизводительная, ультрафункциональная посуда среднего веса рассчитана на всю жизнь. 9№ 0003
Эта потрясающая трехслойная посуда с алюминиевым покрытием обладает безупречной проводимостью и обеспечивает быстрый нагрев и равномерное приготовление самых разнообразных кулинарных изысков, от густых протеинов до нежных омлетов. В отличие от другой алюминиевой посуды, в серии Dalstrong Oberon используется технология покрытия для сплавления дополнительных толстых слоев нереактивной нержавеющей стали 18/10, которая отлично подходит для подрумянивания и тушения продуктов и значительно продлевает срок службы сковороды, делая ее чрезвычайно прочной. Это посуда, которая может служить поколениям.
Это посуда, которая может служить поколениям.
Плюсы:
- Дополнительные внутренние слои из алюминия без пятен и нержавеющей стали 18/10 выше и ниже медного кованого основания обеспечивают максимальную теплопроводность и сохранение тепла.
- Исключительная чувствительность к точным изменениям температуры при повышении или понижении температуры для идеального контроля, необходимого для сохранения пищевых качеств, вкуса и цвета продуктов.
- Надежно и аккуратно прикрепленные к корпусу сковороды алюминиевыми заклепками с антипригарным покрытием, которые никогда не ослабнут, не сломаются и не заржавеют, вы можете быть уверены в посуде, которая прослужит вам всю жизнь.
- Позволяет готовить здоровую пищу из нетоксичных и негипоаллергенных материалов, не содержащих ПФОК и ПТФЭ.
Минусы:
- Этот топовый набор посуды имеет цену, которая может отпугнуть тех, у кого ограниченный бюджет.
- Многие начинающие повара, возможно, захотят покупать кастрюли и сковородки по отдельности.

Напоследок:
Когда вы решите приобрести посуду, у вас будет выбор материалов. Углеродистая сталь и чугун по-прежнему популярны. Тем не менее, вы действительно не можете победить набор посуды из нержавеющей стали. Элегантный внешний вид, теплопроводность и практичность делают его отличным выбором для всех ваших кулинарных нужд. Когда вы держите в руках сковороду из нержавеющей стали, сотейник или кастрюлю, вы будете выглядеть и чувствовать себя профессиональным шеф-поваром. И когда ваша семья и друзья сядут за ваш стол, чтобы поесть, они заметят разницу в качестве и вкусе.
Если вы не знакомы с посудой из нержавеющей стали, вас может волновать процесс приправы и правильный уход. Однако, как уже говорилось ранее, вам нужно всего лишь выполнить несколько простых шагов, и ваша посуда будет готова к работе и за ней будет легко ухаживать. Как только вы освоите нержавеющую сталь, вы не захотите возвращаться к использованию чего-либо еще.
Имейте в виду, что, как и в случае со всей посудой и кухонными принадлежностями, качество имеет значение. Убедитесь, что вы инвестируете в надежный, высококачественный бренд, такой как Dalstrong, который использует безопасные, прочные и нетоксичные материалы. С Dalstrong вы можете быть уверены, что ваша нержавеющая сталь сохранит вкус и питательные вещества внутри вашей еды. Вы будете знать, что у вас есть долговечный продукт, который при правильном уходе прослужит вам всю жизнь.
Вы перейдете на новый уровень кулинарии, если будете готовить в посуде из нержавеющей стали с логотипом Dalstrong.
Вы также можете принять участие в нашей викторине «Эксперт по поиску ножей» и получить конкретные рекомендации, основанные на ваших потребностях.
Автор Джонатан Сколник
Джонатан родился в Филадельфии и живет в Аргентине. Ему нравится узнавать о культуре через еду и разговоры за обеденным столом.
Как правильно готовить в кастрюлях и сковородах из нержавеющей стали
Перейти к содержимому
ByKatie Berry
Этот пост может содержать партнерские ссылки, которые не меняют вашу цену, но делят небольшую комиссию. Я рекомендую только те продукты, которыми пользовался лично.
Потребовалось одного приема пищи , чтобы стало ясно, что я понятия не имею , как готовить из нержавеющей стали . Одна сгоревшая, разочаровывающая еда, приготовленная (естественно), когда к нам пришла компания на ужин. Итак, мы все хорошо посмеялись, а потом пошли есть.
К счастью, с тех пор я научилась готовить из нержавеющей стали, и это хорошо, потому что на День матери мой муж дополнил мою единственную сковороду, подарив мне целый набор кастрюль и сковородок из нержавеющей стали.
В МОЕМ ДОМЕ НЕЛЬЗЯ НЕЛЬЗЯ В МОЕМ ДОМЕ НЕ ПРИГОРАТЬ
Я давно хотел заменить свои кастрюли и сковородки с антипригарным покрытием после того, как прочитал, что посуда с антипригарным покрытием связана с раком и что производитель тефлона лгал потребителям — и EPA — об этой ссылке.
Конечно, по этому поводу было столько споров, что я не хотела выбрасывать свой набор с антипригарным покрытием — до тех пор, пока у моего мужа не диагностировали рак. Как только ваш близкий человек сталкивается с чем-то подобным, вы делаете все возможное, чтобы свести к минимуму воздействие канцерогенов на вашу семью. Но я не хочу превращать это в проповедническую запись в блоге, поэтому я просто предполагаю, что вы сами примете решение по этому поводу.
Что касается поиска моего набора из нержавеющей стали, я долго сравнивал цены и увидел ОГРОМНЫЙ разброс цен! Мы решили использовать этот многослойный набор из 10 предметов, который получил восторженные отзывы. К тому же он стоит на 75% дешевле аналогичного набора от All-Clad! Теперь, когда я знаю, как готовить из нержавеющей стали, мне абсолютно любовь это.
Готовы снова полюбить свой дом?
Адрес электронной почты
Подписываясь, я даю согласие на получение электронных писем.
Как готовить из нержавеющей стали
1. Используйте более низкую температуру. Многослойная конструкция, используемая в большинстве марок посуды из нержавеющей стали, означает, что стенки и дно сковороды нагреваются равномерно, поэтому ваша пища готовится более чем в одном направлении. В рецептах, требующих «средне-высокой» температуры, я устанавливал конфорку на 6 или 7. Теперь это больше похоже на 4 или 5.
2. Никогда не пропускайте предварительный нагрев. При использовании антипригарного покрытия время предварительного нагрева должно быть минимальным, а при использовании нержавеющей стали все наоборот. Это потому, что в холодном состоянии нержавеющая сталь становится пористой, даже если вы этого не видите и не чувствуете. Именно края этих пор заставляют пищу прилипать. Предварительный нагрев сковороды заставляет сталь расширяться, закрывая поры и создавая гладкую поверхность для приготовления пищи. (Помогает также добавление масла после того, как сковорода хорошо нагреется. Однако добавляйте его слишком рано, и оно просто погрузится в поры, поэтому они все еще будут цепляться за вашу еду.)
3. Правильно подогрейте. Пока вы не почувствуете, как долго нужно нагревать, используйте тест на каплю воды. Для этого подождите, пока край кастрюли не станет слишком горячим, чтобы до него можно было дотронуться, затем добавьте немного воды. Если он остается в шаре и катится по сковороде, как показано на видео ниже, он готов. ПРИМЕЧАНИЕ. Ваша сковорода очень быстро перегреется из режима правильного предварительного нагрева в режим перегрева, поэтому приготовьте ингредиенты до разогрева!
4. Масло после предварительный нагрев. Если вы нальете масло в сковороду до того, как она будет предварительно нагрета, масло попадет в упомянутые выше поры. Итак, подождите, пока он не станет достаточно горячим, затем снимите сковороду с горелки и добавьте масло. Перемешайте (или используйте кулинарную кисть) и верните сковороду на огонь. Это небольшое количество масла будет нагреваться очень быстро, так что уже через 3-5 секунд вы будете готовы к приготовлению.
5. Мясо сообщит вам, когда будет готово к переворачиванию. Если вы правильно разогрели и смазали сковороду маслом, есть простой тест, чтобы определить, подрумянилось ли мясо и готово ли оно к переворачиванию — оно не прилипнет. Нет, правда. После того, как мясо хорошо обжарено и на нем образовалась красивая корочка, порам сковороды уже нечего зацепить. В этот момент сковорода освобождает мясо, и его легко перевернуть. Если вам нужно приподнять мясо лопаткой, оно НЕ готово.
6. Не выбрасывайте коричневые кусочки. Они известны как «любящие» и являются источником фантастического вкуса. Чтобы деглазировать, переложите продукты на тарелку, затем слейте жир со сковороды, добавьте жидкость (воду, бульон, вино) и соскребите коричневые кусочки, когда жидкость закипит. Продолжайте помешивать и соскребать, пока жидкость не уменьшится наполовину, затем отрегулируйте приправы и полейте соус ложкой. Вкусный!
7. Не деформируйте их. Посуда из нержавеющей стали деформируется при воздействии экстремальных температур, поэтому не ставьте только что использованные кастрюли или сковородки под кран, чтобы быстро охладить их. Дайте им остыть самостоятельно перед стиркой.
8. Палка с неметаллическими скрубберами. Нужна дополнительная сила очистки? Посыпьте пищевой содой или используйте «Друг бармена». (Этот материал прекрасно подходит и для раковин из нержавеющей стали.) Но никогда, ни при каких обстоятельствах не используйте губку для мытья посуды из нержавеющей стали или стальную мочалку для очистки нержавеющей стали!
9. Их можно мыть в посудомоечной машине, но они могут быть обнаружены. Я постоянно ставлю свои кастрюли и сковородки из нержавеющей стали в посудомоечную машину, и они выходят очень хорошо.