Как и какой сваркой лучше варить кузов автомобиля своими руками » АвтоНоватор
Срок службы современных автомобильных кузовов долгим не назовёшь. У отечественных машин он составляет максимум лет десять. Кузова современных иномарок живут чуть дольше — лет пятнадцать. По истечении этого срока автовладелец неизбежно начнёт замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов можно повредить и во время ДТП. Какой бы ни была причина, выход почти всегда один: варить. Если вы уверены в своих силах, можно попробовать сделать сварку кузова автомобиля своими руками.
Содержание
1 Виды и особенности сварочных аппаратов
1.1 Сварка полуавтоматом
1.2 Как варят инвертором
1.3 Так какой же метод выбрать?
2 Подготовка и проверка оборудования
2.1 Подготовка к сварке автомобильного кузова полуавтоматом
2.2 Что стоит сделать перед тем, как начать инверторную
3 Меры предосторожности при сварочных работах
4 Процесс сварки кузова автомобиля полуавтоматом
4.
 1 Инструменты и материалы для работы своими руками
1 Инструменты и материалы для работы своими руками4.2 Последовательнось операций при полуавтоматической сварке
4.3 Обработка сварного шва против коррозии
 1 Инструменты и материалы для работы своими руками
1 Инструменты и материалы для работы своими рукамиВиды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.

Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.

Меры предосторожности при сварочных работах
- все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске. Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
- при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
- независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
- помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.

Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
 Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома. А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой.
- Автор: Алексей Степанов
- Распечатать
Копирайтер с пятилетним стажем.
Оцените статью:
(18 голосов, среднее: 4.7 из 5)
Поделитесь с друзьями!
Adblock
detector
Сварка кузова автомобиля своими руками
При возникновении необходимости в кузовном ремонте, прежде всего, всатет вопрос о вспомогательных средствах, которые помогли бы исправить имеющееся положение вещей (повреждение кузова). Так, в частности вам, необходимо будет иметь оборудование для правки кузова, сварочное оборудование и конечно же малярное — покрасочное оборудование. Конктретно в этой статье, мы хотели рассказать лишь об одном из этапов кузовного ремонта. То есть лишь об одном виде оборудования. Данная статья будет посвящена сварочному оборудованию для выполнения кузовных работ на автомобиле своими руками. Мы поговорим о выборе сварочного аппарата, о технике безопасности, принципах работы сварочного аппарата, материалах используемых для сварки кузова и о технологии сварки.
Так, в частности вам, необходимо будет иметь оборудование для правки кузова, сварочное оборудование и конечно же малярное — покрасочное оборудование. Конктретно в этой статье, мы хотели рассказать лишь об одном из этапов кузовного ремонта. То есть лишь об одном виде оборудования. Данная статья будет посвящена сварочному оборудованию для выполнения кузовных работ на автомобиле своими руками. Мы поговорим о выборе сварочного аппарата, о технике безопасности, принципах работы сварочного аппарата, материалах используемых для сварки кузова и о технологии сварки.
Сварочный аппарат переменного тока с электродами для сварки кузова автомобиля (ручная сварка)
Для самых неискушенных может показаться, что можно обойтись рядовым сварочным аппаратом для ремонта кузова автомобиля, а аменно сварочником переменного тока с электродами и возможностью выставлять ток под них. Хотелось сразу сказать откровенно, что если вы хотите достичь прочного качественного эстетичного шва на кузове автомобиля, то с таким сварочным аппаратом вам это не реализовать. Для ремонта кузова автомобиля такой аппарат вам никак не подойдёт. На легковом автомобиле почти нет таких мест, куда можно без проблем подлезти электродом, или это вообще невозможно или электрод придется каждый раз откусывать что бы подобраться к месту сварки. Такой сварочный аппарат на электродах подойдет в случае если надо приварить грубое железо, если вы оторвали буксировочный крюк или фаркоп. Или захотели на скорую руку заварить лопнувшую раму на грузовом автомобиле. Если вам нужно варить арматурную сетку из прутка, так скажем, толщиной от 10 мм, или другой, относительно толстый металл, то такой выбор – в самый раз.
Для ремонта кузова автомобиля такой аппарат вам никак не подойдёт. На легковом автомобиле почти нет таких мест, куда можно без проблем подлезти электродом, или это вообще невозможно или электрод придется каждый раз откусывать что бы подобраться к месту сварки. Такой сварочный аппарат на электродах подойдет в случае если надо приварить грубое железо, если вы оторвали буксировочный крюк или фаркоп. Или захотели на скорую руку заварить лопнувшую раму на грузовом автомобиле. Если вам нужно варить арматурную сетку из прутка, так скажем, толщиной от 10 мм, или другой, относительно толстый металл, то такой выбор – в самый раз.
Инверторная сварка
В последние годы все чаще при необходимости выполнить сварочные работы для кузова применяется инвертор.
Это усовершенствованный технологически, компактный и легкий сварочный аппарат, работающий на современных компонентах и с особенным методом преобразования тока. Он отличается низкой чувствительностью к пониженному напряжению питания и обеспечивает легкое разжигание дуги.
Электрическая схема аппарата контактной сварки.
Для неопытного сварщика сварочный аппарат инверторного типа – настоящая находка. Инвертор действительно стоит выбрать для ремонта автомобиля в бытовых условиях, ведь не справится с таким аппаратом разве что ребенок.
А примененные в работе электроды ничем не отличаются от расходных материалов при стандартной сварке. Но справедливости ради добавим: при всей простате инверторной сварки ее результаты редко отличаются высочайшим качеством.
Зачастую швы получаются толстыми и недостаточно ровными, из-за неравномерного нагрева металла появляются деформации, даже если держать и управлять прибором мастерски.
По этой причине инвертором варят незаметные глазу места на кузове авто: поверхности в багажнике авто, под крыльями и т. п. Для работы потребуется настроить ток в зависимости от толщины деталей и материала, выбрать электрод и подключить клемму массы к рабочей поверхности.
п. Для работы потребуется настроить ток в зависимости от толщины деталей и материала, выбрать электрод и подключить клемму массы к рабочей поверхности.
Какой сварочный аппарат нужен для сварки деталей кузова автомобиля?
При необходимости варить тонкий кузовной металл, толщиной порядка 0,8 -1 мм, а не жечь в нём дырки, сварочный аппарат должен быть углекислотным полуавтоматом. Если подробнее то углекислотный полуавтомат, это сварочник который варит проволокой, автоматически подаваемой в зону сварки, или аппарат, предназначенный для сварки неплавящимся (вольфрамовым) электродом в среде защитного газа. На западе такие автоматы имеют абревиатуру MAG и TIG, о том что это значит чуть далее. Причём, углекислотный полуавтомат можно назвать основным видом сварочных аппаратов для гаражников, и сервисов выполняющих кузовной ремонт. Углекислотный аппарат наиболее универсальный и доступный среди всех сварочников, которыми можно выполнить качественно кузовной ремонт. Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше. Надо заметить и следующее, если научиться варить электродом – долгий и не простой процесс, то научиться варить углекислотным полуавтоматом значительно быстрее и проще, так как от вас не требуется умение зажигать и поддерживать дугу во время сварки. То есть, квалификация сварщика на полуавтомате может быть ниже, но качество при этом шва будет выше. Суммируя всё вышесказанное, можно убедительно заявить, что гаражная сварка кузова автомобиля – это прежде всего электрическая сварка в среде защитного газа выполняемая полуавтоматом.
Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше. Надо заметить и следующее, если научиться варить электродом – долгий и не простой процесс, то научиться варить углекислотным полуавтоматом значительно быстрее и проще, так как от вас не требуется умение зажигать и поддерживать дугу во время сварки. То есть, квалификация сварщика на полуавтомате может быть ниже, но качество при этом шва будет выше. Суммируя всё вышесказанное, можно убедительно заявить, что гаражная сварка кузова автомобиля – это прежде всего электрическая сварка в среде защитного газа выполняемая полуавтоматом.
Способы соединения элементов при автомобильной сварке
Разные узлы и варианты ремонта машины с использованием сварочных работ предполагают отличающийся подход для сопряжения новых вставок со старым кузовом. Рассмотрим три основных способа установки металлических латок.
Рассмотрим три основных способа установки металлических латок.
Стыковое сопряжение
Сварка кузова автомобиля полуавтоматом чаще всего проводится с помощью стыкового соединения. Таким способом не создаются дополнительные ненужные утолщения на корпусе. Используется этот метод при вваривании заплаток или небольших вставок, не подвергающихся большому усилию на разрыв.
Типы соединений
Перед работой с латкой можно снять фаски со сторон, которые планируется приваривать.
Если толщина листа до 2 мм, то можно обойтись без фасок. Такой способ сопряжения требует более кропотливой подгонки ввариваемой детали и подготовленного участка корпуса авто. Зазоры необходимо свести к минимуму, а в идеале нужно обойтись без них. Способ применяется обычно для лицевых наружных элементов.
При выполнении этой операции сварщик должен иметь достаточно высокую квалификацию.
Стыковая сварка
Работа проводится с применением сплошного точечного шва. Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Качественный результат не нуждается в трудоемкой рихтовке и длительной зачистке. Иногда хватает шпатлевки и затирки шва. Более толстые листы железа легче поддаются сварке, также они могут быть проварены сплошным точечным швом. Тонкий лист варить тяжелее.
Соединение внахлест
Такое соединение наиболее простое и поэтому получило большое распространение среди автомобильных сварщиков. Так, один из кусков металла накладывается на другой, при этом полностью перекрывается отверстие, которое надо залатать.
Нахлест при сварке
Метод подходит для сварки силовых конструкций: порогов, лонжеронов и т.д.
Сварные электрозаклепки
Такой способ является скорее разновидностью нахлестного соединения. При этом он схож с точечной сваркой. Его активно используют в автомобильной сварке. Например, он применяется для установки новых крыльев, усилительных накладок на каркас кузова.
Что может полуавтомат в качестве сварки кузова автомбиля и не только…
Еще раз повторимся про полуавтомат более конкретно, вернее про его возможности. Сварка полуавтоматом – основа кузовного ремонта автомобиля. Только благодаря тому, что у вас есть надёжный углекислотный полуавтомат, ремонт любого автомобиля не будет казаться авантюрой. Будь то старая, дырявая и убитая «копейка», у которой вместо порогов осталась лишь ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная невнимательной блондинкой в роковом ДТП. С помощью углекислотного полуавтомата вы восстановите любой кузов – приварите любые заплаты на любые дыры, вварите новые кузовные детали – крылья, пороги, лонжероны, ремонтные вставки, выправите вмятины, к которым нет доступа изнутри, и тем самым подарите автомобилю новую жизнь. Помимо ремонта автомобильных кузовов, углекислотный полуавтомат позволит вам решить множество других важных проблем: 1. Ремонтировать сваркой садовый и домашний инвентарь 2. Сваривать водопроводные трубы. 3. Изготавливать специнструмент для ремонта автомобиля – например, мощный торцовый ключ для отворачивания ступичных гаек 4.
Сварка полуавтоматом – основа кузовного ремонта автомобиля. Только благодаря тому, что у вас есть надёжный углекислотный полуавтомат, ремонт любого автомобиля не будет казаться авантюрой. Будь то старая, дырявая и убитая «копейка», у которой вместо порогов осталась лишь ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная невнимательной блондинкой в роковом ДТП. С помощью углекислотного полуавтомата вы восстановите любой кузов – приварите любые заплаты на любые дыры, вварите новые кузовные детали – крылья, пороги, лонжероны, ремонтные вставки, выправите вмятины, к которым нет доступа изнутри, и тем самым подарите автомобилю новую жизнь. Помимо ремонта автомобильных кузовов, углекислотный полуавтомат позволит вам решить множество других важных проблем: 1. Ремонтировать сваркой садовый и домашний инвентарь 2. Сваривать водопроводные трубы. 3. Изготавливать специнструмент для ремонта автомобиля – например, мощный торцовый ключ для отворачивания ступичных гаек 4. Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля.
Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля.
Обработка шва
Мы разобрались, что нужно для сварки автомобильного кузова. Но после выполнения работ нужно также обработать швы, чтобы они не стали причиной образования коррозии.
Эконом-вариант — покрытие шва автогерметиком. Для пущей экономии можно выбрать герметик однокомпонентный. Если внешний вид важен, можно герметик выровнять шпателем, отшлифовать и покрасить. Это самый бюджетный вариант.
Если вы из тех, кто считает, что сварочные работы автомобиля должны быть качественными (даже если выполняются своими руками в гараже), то можете использовать специальные консерванты, которые наносятся на швы с помощью пневматического распылителя.
Технические термины абревиатуры используемые в сварочных работах
MIG — металл – инертный газ (например, аргон). Сварка происходит в среде инертного газа, не взаимодействующего с расплавленным металлом. MAG — металл – активный газ (углекислый газ). Сварка происходит в среде защитного газа, взаимодействующего с расплавленным металлом сварного шва. Некоторые пояснения: если вы варите углекислотным полуавтоматом, то значит, это MAG сварка. Если вам надоело варить с углекислым газом, и вы подключили тот же полуавтомат к баллону с аргоном, то это уже MIG сварка. TIG — сварка неплавящимся вольфрамовым электродом в среде инертного газа (как правило, аргона).
MAG — металл – активный газ (углекислый газ). Сварка происходит в среде защитного газа, взаимодействующего с расплавленным металлом сварного шва. Некоторые пояснения: если вы варите углекислотным полуавтоматом, то значит, это MAG сварка. Если вам надоело варить с углекислым газом, и вы подключили тот же полуавтомат к баллону с аргоном, то это уже MIG сварка. TIG — сварка неплавящимся вольфрамовым электродом в среде инертного газа (как правило, аргона).
Какие газы используют для полуавтоматической сварки кузова автомобиля
Основной газ применяемый для полуавтоматической сварки это СО2 (двуокись углерода), также именуется как диоксид углерода, угольный ангидрид. Двуокись углерода подается в зону сварки под давлением, при этом вытесняет обычную воздушную среду, что предотвращает металл от излишнего окисления. Если быть до конца честным, то кислород и в этом случае выделяется из двуокиси углерода, но в гораздо меньшем количестве, чем, если бы сварка проводилась без него. Предотвращение окисления позволяет сохранить больший объем металла, которые не перешел в оксиды (FeO). В итоге металл не сгорает, а только плавится, выделяется меньше шлака (оксидов).
Предотвращение окисления позволяет сохранить больший объем металла, которые не перешел в оксиды (FeO). В итоге металл не сгорает, а только плавится, выделяется меньше шлака (оксидов).
Как правило, двуокись углерода получают из углекислоты (ГОСТ 8050 — 76), фактически это сжиженный газ. Углекислота хранится в специальных баллонах объемом по 40 кг, при этом углекислоты заправляют в баллон лишь 25кг. При испарении 1 кг жидкой углекислоты при 0°С и 760 мм рт. ст. образуется 506,8 л газа, то есть 25 кг углекислоты составят 12,67 м3 газа. А вот какие должны быть баллоны, для хранения углекислоты мы поговорим далее. Углекислота бывает технической или пищевой. В принципе подойдёт любая, но в технической меньше содержание водяных паров, которые совсем ни к чему в зоне свариваемых деталей. Если вместо двуокиси углерода в качестве защитного применить аргон, то сваривать можно и цветные металлы – нержавейку, алюминий, латунь и другие сплавы и металлы. При одном обязательном условии, что вы будете применять соответствующую сварочную проволоку – т. е. из нержавейки или алюминия. Что касается сварки неплавящимся электродом (TIG сварка), то этот вид сварки требует большей сноровки, и менее удобен для сварки кузовного металла. Хотя, качество сварки этим способом – вне конкуренции.
е. из нержавейки или алюминия. Что касается сварки неплавящимся электродом (TIG сварка), то этот вид сварки требует большей сноровки, и менее удобен для сварки кузовного металла. Хотя, качество сварки этим способом – вне конкуренции.
Баллон для углекислоты
Здесь возможны варианты. Можно купить малогабаритный импортный баллон с углекислотой, но это дороговато. Более ходовой слчай, это стандартный отечественный баллон объёмом 40 или 25 литров. Углекислый газ, вернее углекислота в баллонах находится в жидком состоянии и занимает чуть больше половины их объёма. В остальной половине находится газ в своей естественной фазе — газообразной.
Если для вас сварка – не случайный эпизод, а дело жизни – покупайте не большой баллон, литров на 20 литров. Такого баллона хватит надолго – на год, а то и больше, при этом перетаскивать его можно в одиночку. И ещё. Такой баллон легко умещается на заднем сидении практически любой легковушки. Что касается 45 литрового баллона, то он, конечно, работает ещё дольше. Но он тяжеловат для оперативного перемещения. Перетаскивать в одиночку такой баллон, особенно заправленный, очень тяжело – можно надсадиться. Остаётся потихоньку перекатывать…
Но он тяжеловат для оперативного перемещения. Перетаскивать в одиночку такой баллон, особенно заправленный, очень тяжело – можно надсадиться. Остаётся потихоньку перекатывать…
Можно ли для полуавтоматической сварки применять обычный газовый баллон
Некоторые наверное очень хотели бы сэкономить, применив обычный газовый баллон, при проведении сварочных работ полуавтоматической сваркой. И если по объему у обычного газового баллона все в порядке, то насчет его давления и присоединительной резьбы, такого не скажешь. Во-первых рабочее давление у баллона для углекислоты порядка 14,7 МПа (150 атмосфер). В обычном газовом баллоне рабочее давление составляет всего лишь 1,6 МПа (16 атмосфер). Во-вторых, присоединительная резьба на обычном газовом баллоне не обеспечит соединения редуктора высокого давления с баллоном без применения переходника. То есть, обычный газовый баллон использовать для хранения углекислоты и применения в полуавтоматической сварке нельзя.
Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания сварного шва. Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.
Таблица характеристик проволоки для сварки.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления.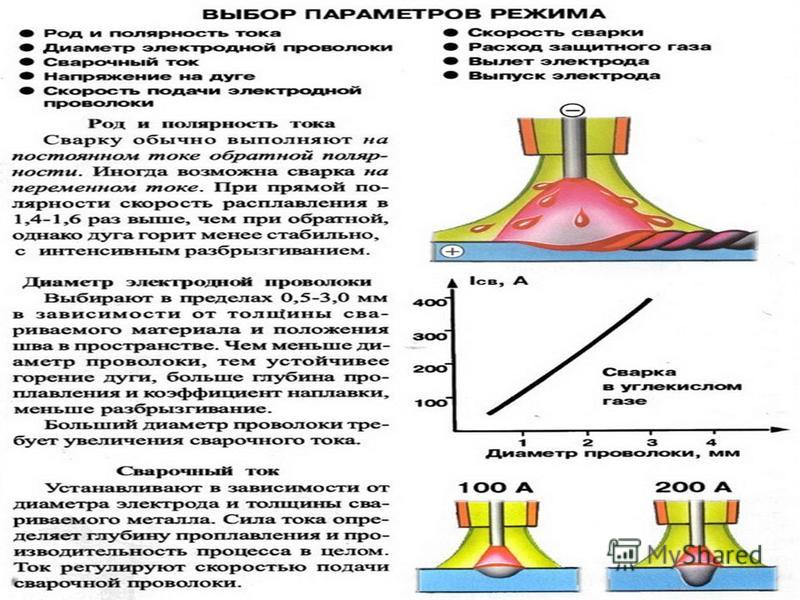 Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
На заметку! Полуавтомат для сварки авто на СТО позволяет отредактировать и силу тока, и скорость подачи сварной проволоки. Поэтому можно добиться точной настройки агрегата, что в свою очередь позволит создавать почти незаметные глазу, но очень прочные сварные швы на поверхности кузова автотранспортного средства.
Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
Порошок позволяет осуществлять сварку выхлопной системы, кузова авто без подачи газа. Применить при таких условиях стандартную проволоку нельзя, потому что она сгорит без газа.
Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Редуктор для полуавтомата для проведения сварочных работ
Редуктор для отечественных баллонов можно купить в сварочных отделах инструментальных магазинов. Корпус редуктора выкрашен в чёрный цвет (как и сам баллон под углекислоту), и имеет регулятор давления газа на выходе и манометр. Манометр имеет две шкалы и показывает как давление газа на выходе, так и его расход в литрах в минуту. Редуктор крепится к баллону накидной гайкой на 32. Не забудьте установить паронитовую прокладку, иначе соединение будет «течь» Годится и кислородный редуктор. У такого редуктора два манометра – один показывает давление непосредственно в баллоне, а другой на выходе редуктора. Давление газа на выходе регулируется точно так же, как и у углекислотного редуктора. Основное различие в том, что корпус кислородного редуктора окрашен в голубой цвет.
Сварочная проволока для полуавтомата
Проволока должна быть омеднённой, нашей, или импортной. Наша проволока может называться СВ08Г2С, или СВ08Г2 (диаметр 0,8 мм). Сварка будет успешной с любой проволокой, лишь бы она была омеднённой и без грязи и ржавчины. В некоторых случаях сварка может вестись так называемой “флюсовой”, или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа. Но такая проволока значительно дороже обычной, да и сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа. Наиболее распространённый диаметр сварочной проволоки – 0,8 мм. Её можно купить практически в любом сварочном отделе любого инструментального и даже хозяйственного магазина. Этой проволокой можно варить как тонкий (0,7 – 0,8 мм), так и достаточно толстый металл – 4 мм и толще. Если вы специализируетесь на сварке тонкого (от 0,6 мм) металла, то удобнее использовать проволоку диаметром 0,6 мм. Этой же проволокой вы можете варить и толстый металл – от 4 мм и толще. Кстати, проволока диаметром 0,6 мм бывает только импортная. Во всяком случае, лично мне отечественная проволока такого диаметра не попадалась.
Этой же проволокой вы можете варить и толстый металл – от 4 мм и толще. Кстати, проволока диаметром 0,6 мм бывает только импортная. Во всяком случае, лично мне отечественная проволока такого диаметра не попадалась.
Можно ли в полуавтомате применять обычную проволоку
Как мы рассказали выше, основной задачей двуокиси углерода является предотвращение окисления. Дело в том, что частично в этом процессе участвует также и сварочная проволока. Когда металл окисляется, то первыми компонентами, которые участвуют в окислении металла, являются марганец и кремний. Для того, чтобы полезный объем кремния и марганца сохранялся в металле конструкции, в сварочную проволоку также добавляют эти элементы. При этом, кремний и марганец из проволоки окисляются в первую очередь, заменяя собой элементы из металла конструкции, которую мы свариваем. Тем самым сохраняя объем металла в свариваемых деталях. То есть, использование обычной проволоки не даст желаемых результатов.
Углекислотный полуавтомат
Его считают наиболее доступным и универсальным сварочным инструментом. Таким оборудованием можно варить металл толщиной от 0,8 до 6 мм. Углекислотный полуавтомат подходит для выполнения таких работ:
Таким оборудованием можно варить металл толщиной от 0,8 до 6 мм. Углекислотный полуавтомат подходит для выполнения таких работ:
- переварка порогов и лонжеронов;
- заплатка дыр;
- выправление вмятин.
Данный инструмент чаще всего используют, чтобы варить кузова автомобилей с низкой долговечностью, например, модели ВАЗ.
Принцип функционирования углекислотного полуавтомата состоит в подаче под давлением в зону сварки двуокиси углерода. При этом происходит вытеснение воздушной смеси, поэтому процесс сварки осуществляется в углекислотной среде, что обеспечивает защиту металла от окисления. В процессе сварки металл плавится, прочно скрепляя детали.
Одно из достоинств углекислотного полуавтомата состоит в том, что данным инструментом можно варить все виды металлов, в частности цветные, такие как нержавеющая сталь и алюминий, только для этого потребуется заменить двуокись углерода на аргон.
Для обеспечения прочности швов кузова нужно варить правильно, нанося стежки длиной 2 см с интервалом в 5 см. Недостатком рассматриваемого инструмента считают стационарность, обусловленную большой его массой и размерами, однако это не столь важно при кузовном ремонте, который обычно производят в автосервисе или гараже.
Недостатком рассматриваемого инструмента считают стационарность, обусловленную большой его массой и размерами, однако это не столь важно при кузовном ремонте, который обычно производят в автосервисе или гараже.
Подготовка полуавтомата к работе для сварки кузовных деталей автомобиля.
Что нужно сделать перед подключением сварочного полуавтомата. Прежде, чем пускаться в рассуждения по поводу того, как правильно подключить полуавтомат, вы должны провести тест – тест гаражной сети на нагрузочную способность. Говоря русским языком, вы должны выяснить, потянет ли гаражная сеть такую нагрузку,ток, какой потребляет сварочный полуавтомат. Суть этого теста заключается в следующем: вы должны измерить тестером напряжение в гаражной сети, к которой подключена нагрузка мощностью 2,5-3 кВт. Это может быть электроплитка, утюг или их комбинация. Если напряжение под нагрузкой меньше 205 – 210 Вольт, то работа обычного полуавтомата становится проблематичной. Если у вас – инверторный полуавтомат, то он несколько лучше переносит пониженное напряжение. Но если в гаражной сети под нагрузкой всего 170 – 180 вольт, то нормальная сварка невозможна. Это значит, что вы сначала должны решить вопрос с сетью, вернее с током, а затем уже думать о дальнейшем
Это может быть электроплитка, утюг или их комбинация. Если напряжение под нагрузкой меньше 205 – 210 Вольт, то работа обычного полуавтомата становится проблематичной. Если у вас – инверторный полуавтомат, то он несколько лучше переносит пониженное напряжение. Но если в гаражной сети под нагрузкой всего 170 – 180 вольт, то нормальная сварка невозможна. Это значит, что вы сначала должны решить вопрос с сетью, вернее с током, а затем уже думать о дальнейшем
О том, как готовить полуавтомат к работе, написано в мануале к нему. Но, у вас может быть б/у аппарат, купленный с рук, или просто могут возникнуть те или иные вопросы поэтому о подготовке к сварке кузова автомобиля далее: 1. На первом этапе “заряжаем” полуавтомат сварочной проволокой. Для этого придётся: а) Снять (или отвинтить) газовое сопло сварочной горелки. б) Отвинтить медный наконечник сварочной горелки. Это делают ключом или пассатижами. в) Отвести прижимной ролик подающего механизма. г) Установить евробобину с проволокой. д) Устанавливаем нужную полярность сварочного тока, а именно: при сварке флюсовой проволокой – плюс на зажиме, минус – на горелке. В этом случае максимум тепловыделения будет на проволоке, что необходимо для активации содержащегося в ней флюса. Такая полярность называется прямой. Если вы варите с углекислым газом обычной проволокой, то полярность будет обратной – плюс на горелке, минус на зажиме. В этом случае максимум тепловыделения будет на свариваемом металле. Переключение полярности производится перестановкой клемм (см. фото). е) Завести руками конец проволоки в подающий канал на 10 – 20 сантиметров. Делайте это аккуратно, чтобы проволока не «осыпалась» с бобины. Проволока должна быть абсолютно ровной, безо всяких резких изгибов. Если изгибы есть, то острыми кусачками откусите дефектный конец, и только потом продолжайте работу. ж) Удерживая проволоку от «осыпания», подведите прижимной ролик. Проследите за тем, чтобы проволока попала в канавку на ведущем ролике. Кстати, канавок может быть две – одна для проволоки диаметром 0,6мм, другая – для 0,8мм.
д) Устанавливаем нужную полярность сварочного тока, а именно: при сварке флюсовой проволокой – плюс на зажиме, минус – на горелке. В этом случае максимум тепловыделения будет на проволоке, что необходимо для активации содержащегося в ней флюса. Такая полярность называется прямой. Если вы варите с углекислым газом обычной проволокой, то полярность будет обратной – плюс на горелке, минус на зажиме. В этом случае максимум тепловыделения будет на свариваемом металле. Переключение полярности производится перестановкой клемм (см. фото). е) Завести руками конец проволоки в подающий канал на 10 – 20 сантиметров. Делайте это аккуратно, чтобы проволока не «осыпалась» с бобины. Проволока должна быть абсолютно ровной, безо всяких резких изгибов. Если изгибы есть, то острыми кусачками откусите дефектный конец, и только потом продолжайте работу. ж) Удерживая проволоку от «осыпания», подведите прижимной ролик. Проследите за тем, чтобы проволока попала в канавку на ведущем ролике. Кстати, канавок может быть две – одна для проволоки диаметром 0,6мм, другая – для 0,8мм. Это значит, что подающий ролик нужно установить так, чтобы проволока попала в «правильную» канавку. Если канавка на ролике одна – значит, ролик универсальный и париться не о чем. и) Подключаем полуавтомат к сети, и нажимаем на клавишу на рукояти сварочной горелки. Проволока приходит в движение, и через некоторое время появляется на выходе сварочной горелки. Для ускорения процесса протяжки проволоки можно выставить максимальную скорость подачи проволоки. Обычно, для этого достаточно повернуть плавный регулятор величины сварочного тока до упора вправо. Подающее устройство начинает громко визжать, и проволока очень скоро вылетает из подающего канала. Кстати, о клавише: когда вы нажимаете на неё, сначала открывается подача газа, и только в следующий момент включается подача проволоки и сварочного тока. Подача газа открывается газовым клапаном, расположенным, как правило (но не всегда), в горелке. к) Надеваем на проволоку нужный медный наконечник, и завинчиваем его ключом или пассатижами. Кстати, у наконечника должен быть соответствующий диаметр отверстия – или под проволоку 0,6мм, или под 0,8мм, или под другую.
Это значит, что подающий ролик нужно установить так, чтобы проволока попала в «правильную» канавку. Если канавка на ролике одна – значит, ролик универсальный и париться не о чем. и) Подключаем полуавтомат к сети, и нажимаем на клавишу на рукояти сварочной горелки. Проволока приходит в движение, и через некоторое время появляется на выходе сварочной горелки. Для ускорения процесса протяжки проволоки можно выставить максимальную скорость подачи проволоки. Обычно, для этого достаточно повернуть плавный регулятор величины сварочного тока до упора вправо. Подающее устройство начинает громко визжать, и проволока очень скоро вылетает из подающего канала. Кстати, о клавише: когда вы нажимаете на неё, сначала открывается подача газа, и только в следующий момент включается подача проволоки и сварочного тока. Подача газа открывается газовым клапаном, расположенным, как правило (но не всегда), в горелке. к) Надеваем на проволоку нужный медный наконечник, и завинчиваем его ключом или пассатижами. Кстати, у наконечника должен быть соответствующий диаметр отверстия – или под проволоку 0,6мм, или под 0,8мм, или под другую. Обычно на фирменном наконечнике есть клеймо с диаметром проволоки. м) Устанавливаем газовое сопло.
Обычно на фирменном наконечнике есть клеймо с диаметром проволоки. м) Устанавливаем газовое сопло.
Горелка СО-2 сварочного полуавтомата
2. На втором этапе подключаем углекислый газ. Для этого придётся: а) Установить редуктор на баллон с углекислотой. б) Соединяете шлангом редуктор и полуавтомат. Здесь тоже возможны варианты – либо на вашем аппарате имеется штуцер для подключения шланга, либо из полуавтомата выходит тонкая длинная полипропиленовая трубка. В первом случае всё просто – соединяете оба штуцера – и на редукторе, и на аппарате резиновым, лучше кислородным, шлангом (внутренним диаметром 6мм) нужной длины. Штуцер на редукторе должен иметь соответствующий шлангу диаметр (штуцера бывают на 6, 8 или 12 мм) Крепление шланга на штуцерах – с помощью червячных хомутов. В случае полипропиленовой трубки подключение происходит несколько по-другому: в комплект таких полуавтоматов входит переходник, с помощью которого полипропиленовую трубку можно подключить к резиновому шлангу. А шланг подключают к редуктору уже известным способом.
А шланг подключают к редуктору уже известным способом.
Как варить кузов полуавтоматом
Мы выбрали именно полуавтомат, поскольку с его помощью швы получатся качественнее и долговечнее. В своей работе мы будем использовать сварочник от фирмы BlueWeld модель 4.135 (вы можете использоваться любой другой сварочный аппарат для авто). Также в нашем арсенале присадочная проволока диаметром в 1 миллиметр, наждачка, редуктор (с его помощью мы будем понижать давление), и баллон с газом (нам хватит баллона в 20 литров).
Сначала очищаем поверхность металла от ржавчины и загрязнений. Это можно делать вручную с помощью наждачки, но если у вас есть шлифовальная машинка, то используйте ее. Далее нужно плотно прижат детали друг другу. Для этого можете использовать любые зажимы, болты или даже временно соединить их саморезами. Теперь нужно к баллону с газом подключить наш редуктор. На фото ниже показано, как это делать.
Далее нужно подать проволоку в сварочный аппарат и завести конец проволоки в механизм подачи. На фото ниже показан процесс подачи проволоки.
На фото ниже показан процесс подачи проволоки.
Теперь открутите сопло на горелке (мы делали это с помощью пассатижей), проденьте проволоку в отверстие и прикрутите обратно сопло.
Итак, все готово. Нужно настроить аппарат. Мы установили прямую полярность, поскольку у нас проволока медная. Если сварка автомобиля производится обычной проволокой, то установите обратную полярность.
Подключаем аппарат в розетку. Нажимаем на кнопку подачи проволоки, вместе с этим должна начаться подача газа. Начинаем формировать шов. Если шов короткий, то можно сделать его непрерывным. Если шов длинный, то сначала формируем «точки» в разных местах соединения. Потом делаем несколько коротких швов между точками. Должны остаться промежутки в 10 см между швами. Даем швам остыть. Теперь довариваем оставшиеся участки.
Регулировка сварочного полуавтомата при проведении сварки кузова
Перед тем, как начать работать, вы должны провести ряд регулировочных работ: а) Отрегулировать натяжение сварочной проволоки. Это делается с помощью пластиковой гайки, установленной на оси бобины. Закручивая гайку, вы увеличиваете трение между бобиной и опорой, на которой она находится. В результате в процессе протяжки проволока автоматически натягивается пропорционально установленной вами силе трения. Или другим способом, определяемым типом вашего полуавтомата. Так или иначе, натяжение проволоки должно быть таким, чтобы проволока не «осыпалась» с бобины, но и не особенно затрудняло протяжку. б) Отрегулировать силу прижима прижимного ролика в подающем механизме. Сила прижима должна быть такой, чтобы проволока уверенно, без проскальзывания между роликами, подавалась в канал при любых изгибах подводящего шланга. Но, с другой стороны, проволока не должна ломаться на входе в подающий канал, если по – какой либо причине застряла в нём. Например, проволока приварилась к медному наконечнику и «встала». Если ролик прижат чрезмерно сильно, то проволока сломается в промежутке между роликом и входом в подводящий канал, а если прижим нормальный – то начнёт проскальзывать.
Это делается с помощью пластиковой гайки, установленной на оси бобины. Закручивая гайку, вы увеличиваете трение между бобиной и опорой, на которой она находится. В результате в процессе протяжки проволока автоматически натягивается пропорционально установленной вами силе трения. Или другим способом, определяемым типом вашего полуавтомата. Так или иначе, натяжение проволоки должно быть таким, чтобы проволока не «осыпалась» с бобины, но и не особенно затрудняло протяжку. б) Отрегулировать силу прижима прижимного ролика в подающем механизме. Сила прижима должна быть такой, чтобы проволока уверенно, без проскальзывания между роликами, подавалась в канал при любых изгибах подводящего шланга. Но, с другой стороны, проволока не должна ломаться на входе в подающий канал, если по – какой либо причине застряла в нём. Например, проволока приварилась к медному наконечнику и «встала». Если ролик прижат чрезмерно сильно, то проволока сломается в промежутке между роликом и входом в подводящий канал, а если прижим нормальный – то начнёт проскальзывать. в) Отрегулировать расход газа. Для этого медленно открываем вентиль на 1-2 оборота на газовом баллоне. Регулятором давления на редукторе предварительно выставляем давление на выходе порядка 2 Кг/см. Далее… Нажимаем на клавишу, расположенную на рукояти сварочной горелки. Нажимаем так, чтобы проволока осталась «стоять», а газовый клапан открылся. Вы услышите лёгкое шипение газа, выходящего из сопла газовой горелки (можете его понюхать – пахнет кислятиной). Хотя нюхать конечно не стоит, так как это все таки двуокись углерода, то есть возможно кислородное голодание. В это время расход газа (его величину смотрите на манометре по шкале расхода) должен составлять 8-10 литров в минуту. Если расход сильно отличается от рекомендованного, корректируете его. Учтите, что искомый параметр – расход газа, а не его давление. Расход газа зависит от величины сварочного тока. Простое правило: чем больше ток, тем больше расход. Величина расхода 8-10 литров оптимальна при сварке металла толщиной 0,8мм. Поэтому, окончательно корректируете величину расхода газа исходя из конкретной задачи.
в) Отрегулировать расход газа. Для этого медленно открываем вентиль на 1-2 оборота на газовом баллоне. Регулятором давления на редукторе предварительно выставляем давление на выходе порядка 2 Кг/см. Далее… Нажимаем на клавишу, расположенную на рукояти сварочной горелки. Нажимаем так, чтобы проволока осталась «стоять», а газовый клапан открылся. Вы услышите лёгкое шипение газа, выходящего из сопла газовой горелки (можете его понюхать – пахнет кислятиной). Хотя нюхать конечно не стоит, так как это все таки двуокись углерода, то есть возможно кислородное голодание. В это время расход газа (его величину смотрите на манометре по шкале расхода) должен составлять 8-10 литров в минуту. Если расход сильно отличается от рекомендованного, корректируете его. Учтите, что искомый параметр – расход газа, а не его давление. Расход газа зависит от величины сварочного тока. Простое правило: чем больше ток, тем больше расход. Величина расхода 8-10 литров оптимальна при сварке металла толщиной 0,8мм. Поэтому, окончательно корректируете величину расхода газа исходя из конкретной задачи.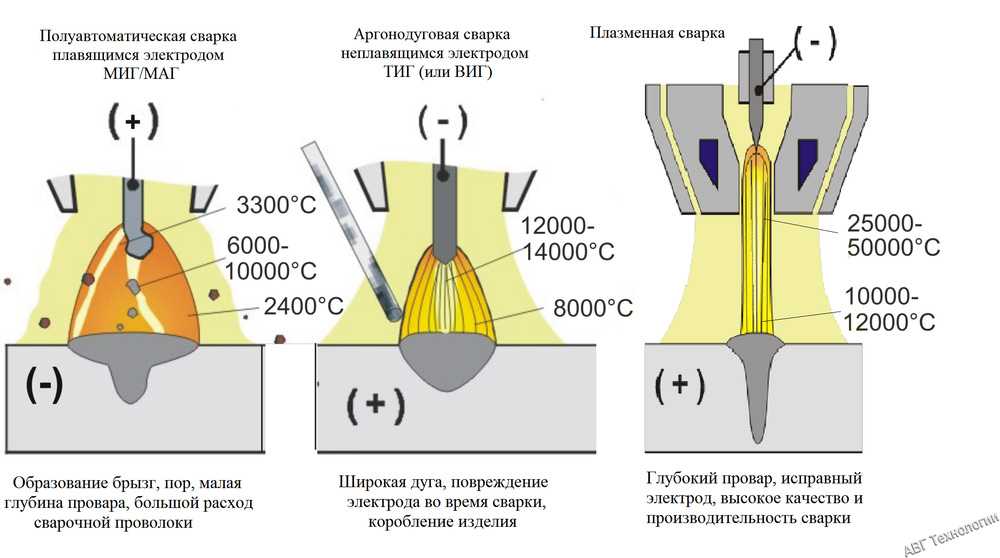 г) Последняя и важная регулировка – это регулировка сварочного тока. Но её лучше делать в непосредственно в процессе сварки. Конечно стоит заметить, что для качественного проведения сварочных работ нужна практика, с которой в последствии придет опыт и профессионализм проведения сварочных кузовных работ.
г) Последняя и важная регулировка – это регулировка сварочного тока. Но её лучше делать в непосредственно в процессе сварки. Конечно стоит заметить, что для качественного проведения сварочных работ нужна практика, с которой в последствии придет опыт и профессионализм проведения сварочных кузовных работ.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Отметим! Технология выполнения сварных работ при сборке транспортных средств отличается от той, что применяется на производствах разного рода металлоконструкций.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Схема точечной сварки.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- холодная сварка для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
Стоит заметить, что данный тип сварных операций не подразумевает герметичность соединений, но этот минус можно устранить путем нанесения специального герметика на контактирующие участки деталей.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор имеет специфический принцип подачи напряжения на электрод, что обеспечивает минимальное разбрызгивание, возможность получить качественный сварной шов.
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
В некоторых случаях применение электродов приведет к деформации и даже возгоранию материала, поэтому на автозаводах используется еще одна технология выполнения сварных работ – холодная сварка: для глушителя, бензобака, двигателя и других деталей авто из тонкого металла.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Какой проволокой лучше варить кузов автомобиля полуавтоматом, сварка газового баллона
Какой проволокой лучше варить кузов автомобиля полуавтоматом?
- admin
- Стройка и ремонт
- 0
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.
Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора.
Читайте также: Все, что вам нужно знать о порошковой проволоке
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Ваш сварочный аппарат должен работать на постоянном токе или иметь возможность переключения с переменного тока на постоянный. Это связано с тем, что большинство марок порошковой проволоки предназначены для сварки на постоянном токе. Но вы можете подобрать проволоку, которая подходит для переменного тока, если это необходимо. Но учтите, что найти такой присадочный материал непросто и при сварке металл будет разбрызгиваться. Что касается полярности, то рекомендуется установить обратную.
У проволоки должен быть свой сертификат или паспорт, где будет указан рекомендуемый вылет. Обычно вылет проволоки должен составлять от 15 до 20 мм. В процессе сварки вылет должен быть неизменным. Внимательно прочтите рекомендации, которые дает производитель в сертификате или паспорте.
Еще одна важная особенность — это подбор направляющего канала для горелки. Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Порошковая проволока не нуждается в перемотке, ее можно сразу использовать их бухты в которой она поставляется. А вот в прокалке она все же нуждается. Так что перед сваркой поместите ее в печь на 2-3 часа. Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
При формировании швов горелкой совершайте плавные колебательные движения.
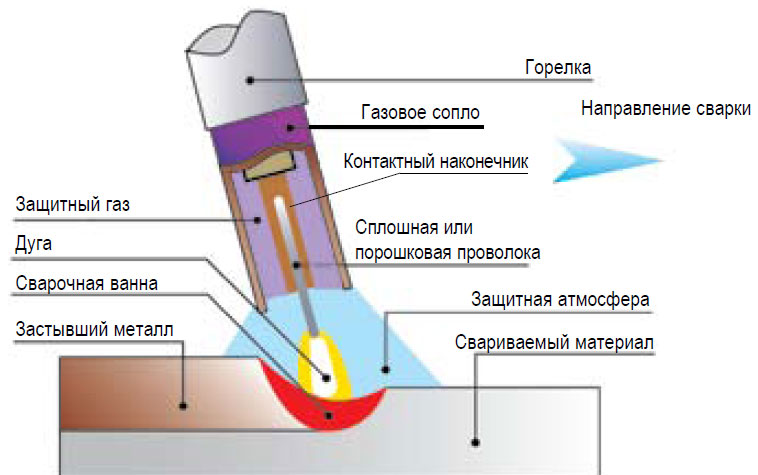
Сварка проволокой без защитного газа
Сварка без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.

И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:
- полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение;
- сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.

Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:
Формы порошковой проволоки
- простой трубчатой,
- с одним загибом и двумя полостями,
- с двумя загибами и двумя полостями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.
особенности и характеристики – Виды сварочных аппаратов на Svarka.
 guru
guruХороший сварочный полуавтомат — это нужный инструмент для работ в гараже. Занимаетесь ли вы кузовными работами, латаете глушитель или чините раму — без сварки не обойтись. Именно поэтому многие автолюбители задают вопрос: «какой сварочный полуавтомат лучше купить для гаража?». Ответ на этот и многие другие вопросы о сварке полуавтоматом вы найдете в этой статье.
Почему для сварочных работ с авто лучше всего подходит полуавтомат?
Подварка кузова имеет свои особенности и сложности. Автомобиль не разбирается полностью. Добраться до места работы сложно, везде металлические детали. Для электрода нет места, чтобы не зацепить за что-то расположенное в непосредственной близости. Работы проводятся в любом положении шва, с переходами по плоскости.
Сварочный аппарат для кузовных автомобильных работ, функционирующий в полуавтоматическом режиме, оптимально подходит автослесарям. Он обеспечивает ровный и прочный шов. Горелка компактная, конец электрода не торчит наружу, проволока подается по каналу.
Сварочные аппараты для автомобилей с дополнительными опциями
Многие модели сварочников, которые используются для ремонта автомобилей, имеют дополнительные опции:
- Обслуживание (зарядка, снятие сульфатации с пластин и т. п.) стартёрных аккумуляторных батарей транспортного средства. Это позволяет использовать сварочник в перерыве между сеансами сварки для дополнительных работ по обслуживанию автомобиля и способствует повышению рентабельности мастерской;
- Пуск двигателя автомашины в холодную погоду при разряженной аккумуляторной батарее. Опция расширяет возможности сварочника. Особенно это ценно в районах с суровым климатом.
Сварочный аппарат + Пуско-зарядное устройство (3в1) AIRLINE AJS-W-03. Фото 220Вольт
Большой популярностью пользуется инверторный сварочник «AIRLINE AJS-W-03». Он осуществляет электродную электросварку. Кроме того, является пуско-зарядным устройством, осуществляющим зарядку аккумуляторных батарей с напряжением 12 В и 24 В и пуск двигателя автомобиля в неблагоприятных климатических условиях.
Какие задачи позволит решить?
На полуавтомате можно производить сварку тонкого металла и соединять детали разной толщины, как например, при замене порогов. Можно выбирать соответствующие режимы и электроды, варить алюминий и дюраль.
На полуавтоматах сварка проводится с большой скорость, что важно для предприятий с большими объемами работ.
Простое управление и точная настройка позволяют использовать аппараты в быту, для самостоятельного ремонта кузова и других узлов машины.
Выбор сварочного полуавтомата для гаража
При выборе сварочного полуавтомата необходимо ответить на несколько вопросов:
- Какова максимальная и минимальная толщина металла, который вы собираетесь варить? При ремонте автомобиля этот диапазон не велик. Кузов современного автомобиля выполнен из более тонкого металла, чем кузов старых авто. Толщина деталей рамы, если таковая имеется, может достигать значительной толщины.
- Какой металл вы собираетесь варить? Автомобили, чаще всего, сделаны из стальных деталей. Очень редко используется алюминий.
- Есть ли у вас в гараже розетка 220 вольт?
 Очень редко используется алюминий.
Очень редко используется алюминий.Классификация и маркировка
По мощности полуавтоматы, как и другое оборудование, делится на профессиональные, вырабатывающие силу тока более 300 А. Бытовые, ограниченные 180 – 200 А. В промежутке между ними находятся полупрофессиональные аппараты.
Принцип работы – основной показатель в маркировке:
- MIG – в среде инертных газов;
- MAG – под слоем активных газов;
- NO MAG – газ не подключается.
Чаще всего встречается оборудование комбинированного типа, работающее в 2 или 3 режима.
Особенности выбора
Профессиональные аппараты с мощностью более 300А не используются в автомобильных мастерских. Все ремонтные работы проводятся током до 200А.
Кузов автомобиля состоит из каркаса и тонкого листа. Сварочный аппарат должен работать на различных режимах MIG/MAG, чтобы варить разные по своему составу и размеру детали в любом положении.
Тянущий механизм обеспечивает более ровную подачу проволоки, позволяет варить на удалении, со шлангами длиной до 20 м. При этом увеличивается размер ручки горелки и возможность работать в труднодоступных местах.
Лучшие полуавтоматы для кузовных работ
Производители отечественные и зарубежные предлагают сварочные полуавтоматы для кузовной работы в большом и разнообразном ассортименте с дополнительными функциями и без них. Отличаются они по габаритам, компоновке основных частей и параметрам, которые способны обеспечить. Пороги, крылья, лонжероны им под силу, а именно эти конструкции чаще всего подлежат ремонту. Многие модели могут работать с разной толщиной и разными марками стали. Лучше всего их работу характеризуют отзывы пользователей. Хорошими сварочными автоматами считают следующие модели:
- САИПА-165 латвийской . Это бытовой аппарат эргономичной конструкции, работающий от сети 220 В на постоянном токе разной мощности.
Рисунок 5 — САИПА-165 - PRO OVERMAN 160 или 180 китайской компании Aurora.
Рисунок 6 — PRO OVERMAN - IRMIG 200 немецкой компании FUBAG IRMIG 200. Его внешний вид и возможности на видео:

Просим тех, кто работает на сварочном полуавтомате и выполняет кузовные работы, поделиться в комментариях отзывами об особенностях и качестве работ, указать преимущества и недостатки.
Что еще учесть?
Чтобы правильно выбрать сварочный аппарат, следует определиться с толщиной металла и его составом.
Выбирая хороший полуавтомат, следует отдать предпочтение оборудованию с евроразъемом, к нему проще будет подобрать для замены горелку.
Важно, чтобы регулировка напряжения осуществлялась плавно или имелось большое количество положений регулятора, чтобы регулировать ток с небольшим по значению шагом.
Мастер аварийной ремонтной бригады. Сварщик 6 разряда, Судоплатов Г.В.: «При покупке сварочного полуавтомата следует обращать внимание на диапазон напряжений, в котором работает оборудование. Особенно важно это при использовании его в сельских и удаленных районах, где напряжение часто падает или скачет. В случае постоянно низкого значения напряжения, следует отдавать предпочтение инвертору, который может работать при 165В, в отдельных случаях при 145В. Во время работы на даче или в поле, такие модели можно подключать к генератору».
В случае постоянно низкого значения напряжения, следует отдавать предпочтение инвертору, который может работать при 165В, в отдельных случаях при 145В. Во время работы на даче или в поле, такие модели можно подключать к генератору».
Аккумуляторные сварочные аппараты
Сварочные аппараты, как правило, «привязаны» к источнику электропитания: стационарная электросеть или мобильный электрогенератор. Аккумуляторные сварочные аппараты значительно повышают мобильность сварщика.
Источником питания сварочного аппарата «MicroStick 160» является аккумуляторный блок «Mobilepower 1». При помощи этого аккумулятора возможно без подзарядки использовать:
- 21 электрод диаметром 2,5 мм.;
- 9 электродов диаметром 3,2 мм.
Его небольшая масса 4,9 кг. (масса аккумуляторной батареи 6 кг.) и приспособление для переноски позволяют сварщику самостоятельно перенести его на рабочий объект. Мобильные авторемонтные бригады зачастую оснащаются подобными малогабаритными сварочными аппаратами. Это позволяет им выезжать на легковой машине для выполнения любых неотложных сварочных работ прямо где-нибудь на трассе.
Это позволяет им выезжать на легковой машине для выполнения любых неотложных сварочных работ прямо где-нибудь на трассе.
Подготовка к работе
Не зависимо от марки сварочного аппарата для кузовных работ, порядок подготовки оборудования к работе осуществляется по одной схеме.
- Разобрать горелку, снять сопло и наконечник.
- Установить катушку с проволокой.
- Вручную завести проволоку в канал и подающий механизм.
- Собрать горелку.
- В зависимости от типа предстоящей работы выставляется полярность, и крепятся зажимы к детали.
- Подключить полуавтомат к сети.
- Вывести конец проволоки в горелке наружу, в рабочее положение.
После этого выпускается конец проволоки, проверяется скорость и плавность подачи. Затем кусачками убирается лишнее и можно начинать работать.
Какова стоимость сварочных работ над авто?
Диапазон цен достаточно широк, и во многом зависит от типа и объемов поставленных задач, а также от региона. Как правило, расценки начинаются с эквивалента в 50 у. е., и выше. Узнать Стоимость сварочных работ для автомобилей можно скачав этот файл.
Как правило, расценки начинаются с эквивалента в 50 у. е., и выше. Узнать Стоимость сварочных работ для автомобилей можно скачав этот файл.
Таким образом, затраты на сварочное оборудование оправдываются достаточно быстро. Если планируется постоянная загруженность, стоит задуматься о приобретении сварочного аппарата профессионального или хотя бы полупрофессионального класса.
Подключение газового баллона
Подваривать кузов полуавтоматом удобнее всего в среде углекислого газа. Предпочтение отдается баллонам с технической углекислотой. В них меньше водных паров.
- Установить на баллон редуктор.
- Подключить гайкой редуктор к баллону.
- Соединить шлангом баллон с углекислотой и полуавтомат.
- Настроить нужный расход газа.
Редуктор устанавливается для равномерной подачи газа. Он показывает, какое давление в баллоне. Когда оно достигает 5 – 6 Атм, баллон следует заменить новым.
Регулировочные мероприятия
Регулировка оборудования начинается с проволоки. Следует с помощью гайки создать необходимое усилие трения, при котором расходный материал не провисает, катушка не крутится свободно от малейшего прикосновения. Одновременно она не должна проскальзывать в роликах механизма подачи, двигаться равномерно.
Следует с помощью гайки создать необходимое усилие трения, при котором расходный материал не провисает, катушка не крутится свободно от малейшего прикосновения. Одновременно она не должна проскальзывать в роликах механизма подачи, двигаться равномерно.
Отрегулировать силу прижима роликов, чтобы усилия хватало тянуть проволоку даже при перегибах канала – кабеля.
При нажатии кнопки на сварочной горелке, проверяется показание расхода газа, и скорость подачи проволоки. При необходимости они регулируются.
Влияние источника питания
Источник питания влияет на качество шва и производительность работ. Тонкие листы легче сваривать переменным током, который не перегревает шов и не прожигает его.
Для постоянного подбираются специальные расходные материалы. Режимы требуют точной настройки, чтобы кузов не пришлось рихтовать. Какой источник питания выбрать, определяется объемом работ и стоимостью оборудования.
Трансформатор
Один из старейших типов сварочного оборудования. Понижает напряжение, оставляя ток переменным. Имеет замкнутый контур. Шов ложится ровно, тонкий лист не прожигается, если соблюдать режимы работы.
Понижает напряжение, оставляя ток переменным. Имеет замкнутый контур. Шов ложится ровно, тонкий лист не прожигается, если соблюдать режимы работы.
К недостаткам относится:
- большой вес и габариты;
- работает в большом диапазоне температур;
- чувствительный к перепадам напряжения;
- потребляет много электроэнергии;
- режим работы менее 50%.
Если напряжение в сети падает, достаточно добавить ток. При резком повышении прожигает деталь.
Выпрямитель
Выпрямитель преобразует переменный ток, пропуская его через полупроводниковые вентили. По размерам он меньше трансформатора, но тяжелее инвертора.
Аппарат не имеет плавной регулировки силы тока. Простое устройство не чувствительно к перепадам температур, хорошо работает в условиях сильной запыленности, вибрации. Легко ремонтируется заменой сгоревшей детали или ее перемоткой.
Ремонтируя автомобиль в сложных условиях, предпочтение следует отдавать выпрямителю. Он работает при низких напряжениях и морозе. В качестве расходного материала используется проволока обычная, порошковая, покрытая и электроды.
Он работает при низких напряжениях и морозе. В качестве расходного материала используется проволока обычная, порошковая, покрытая и электроды.
Инвертор
Аппарат превращает переменный ток в постоянный, что перегревает и коробит тонкий лист. Чтобы варить , понадобится применение специальных электродов и присадок. Позволяет работать порошковой проволокой без газа и флюса, что удобно, не надо таскать баллон и подключать газ.
К плюсам инверторного аппарата относятся:
- малый вес;
- экономное расходование электроэнергии;
- качественный красивый шов;
- работает при пониженном напряжении;
- сглаживает скачки;
- ток не падает при работе с длинными кабелями, на удлинителе;
- цифровой дисплей;
- плавная регулировка всех параметров.
Недостаток инверторного полуавтомата в его повышенной чувствительности к окружающей среде. При температуре ниже – 5⁰ он тормозит и перестает работать. Платы постоянно покрываются пылью, ухудшая качество работы микросхем и срок службы оборудования. При выходе из строя одной детали, приходится менять всю микросхему, которая составляет более половины стоимости оборудования.
При выходе из строя одной детали, приходится менять всю микросхему, которая составляет более половины стоимости оборудования.
Проволока и ее влияние на результат
Для сварки кузова применяют проволоку диаметром 0,6 – 0,8 мм. По составу:
- сплошная омедненная;
- покрытая флюсом;
- порошковая.
Первая применяется для сварки в среде газа. Ею удобно варить швы, расположенные горизонтально и вертикально. Недостаток работы с ней – тяжелое газовое оборудование. При работе на постоянном месте самый подходящий вариант.
Проволока с покрытием обеспечивает сварку под флюсом в любом положении. Ее покрытие расплавляется от дуги, создает пленку шлака, закрывающего шов. Выделяющиеся при сгорании компонентов обмазки газы закрывают сварочную ванну от воздуха. Шов получается ровный, прочный. Производительность работы высокая.
Порошковая проволока – это вывернутый наизнанку электрод. Флюс находится внутри. Металлический корпус плавится, заполняя шов. ПП сложно сваривать тонкие детали. При толщине металла от 3 мм получается качественный выпуклый шов.
Металлический корпус плавится, заполняя шов. ПП сложно сваривать тонкие детали. При толщине металла от 3 мм получается качественный выпуклый шов.
Лучшие сварочные полуавтоматы MIG/MAG, MMA
Устройства для сваривания в среде защитного газа и в ручном режиме плавящимися электродами.
1
Aurora OVERMAN 205 (MIG/MAG, MMA)
Рейтинг:5,0
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MMA), 200 А (MIG/MAG)
- мощность: 8 кВА
Средняя цена: 36 100 руб
Лёгкий сварочный полуавтомат с возможностью сваривания штучными электродами. Работает с порошковой самозащитной проволокой. С током до 200 А и мощностью до 8 кВт станет надёжным помощником в гараже или производственном цехе со значительными объёмами работ. Отлично зарекомендовал себя при сваривании алюминия – подойдёт для автомастерской и СТО. Большое время включения обеспечено обновлённой системой охлаждения на базе четырёх радиаторов. Для работы при низких температурах предусмотрена розетка для подключения обогрева редуктора. Аппарату на страшны просадки напряжения до 160-140 В.
Для работы при низких температурах предусмотрена розетка для подключения обогрева редуктора. Аппарату на страшны просадки напряжения до 160-140 В.
Особенности:
- регулятор тока и напряжения;
- управление индуктивностью;
- опция подогрева редуктора;
- изменение полярности на корпусе.
2
Сварог REAL MIG 200 (N24002N) (MIG/MAG, MMA)
Рейтинг:4,9
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 160 А (MMA), 200 А (MIG/MAG)
- мощность: 7.70 кВА
Средняя цена: 32 580 руб
Продвинутый агрегат для применения в быту и на производстве. Горелка оснащена крючком, цепляющимся практически за что угодно. На переднюю панель вынесены регуляторы: напряжения в режиме MIG, скорости подачи проволоки, индуктивности (форсаж дуги). Последняя опция стабилизирует дугу, избавит от наплывов при сваривании тонких металлов. Для режима MMA есть регулятор тока в пределах 10-160 А. Под крышкой корпуса скрывается таблица с рекомендуемыми режимами сварки: соответствие тока, толщины металла и проволоки/электрода. Особенности:
Под крышкой корпуса скрывается таблица с рекомендуемыми режимами сварки: соответствие тока, толщины металла и проволоки/электрода. Особенности:
- сваривание алюминия;
- работа с порошковой проволокой;
- дожигание проволоки;
- множество регуляторов;
- холостой прогон сварочной проволоки.
3
РЕСАНТА САИПА-220 (MIG/MAG)
Рейтинг:4,8
- сварочный инвертор
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 220 А (MIG/MAG)
Средняя цена: 26 590 руб
Производительный агрегат для решения любых задач по свариванию металлов в среде защитных газов. Оснащён температурными датчиками. Они следят за терморежимом трансформатора, и, если его температура приближается до критического значения, отключают подачу питания. О перегреве уведомит аварийный индикатор. Корпус покрыт диэлектрическим составом. Под его крышкой скрывается барабан с проволокой, механизм управления скоростью её размотки и клапан дозировки подачи газа. Для повышения ПВ корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию.
Для повышения ПВ корпус трансформатора изготовлен из алюминия, отлично проводящего тепловую энергию.
Особенности:
- управление напряжением дуги;
- сваривание только в режимах с защитным газом;
- предотвращает перегрузку в электросети при разжигании дуги;
- термозащита принудительно отключает питание при перегреве.
4
Wester MIG 140i (MIG/MAG, MMA)
Рейтинг:4,7
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 140 А (MMA), 140 А (MIG/MAG)
- мощность: 4.70 кВт
Средняя цена: 16 690 руб
Недорогой полуавтомат инверторного типа с выходящим током 140 А для бытовых нужд. Работает с проволокой сечением 0,6-0,8 мм и варит штучными электродами толщиной 1,6-3,2 мм. С такими параметрами отменно проваривает сталь толщиной до 6 мм, чего вполне достаточно для домашнего использования. Эффективное охлаждение и качественные комплектующие обеспечивают ПВ на уровне 60%. Бесступенчатые регуляторы управляют током и скоростью подачи проволоки. Индикаторы сигнализируют о подаче питания и перегреве. Особенности:
Бесступенчатые регуляторы управляют током и скоростью подачи проволоки. Индикаторы сигнализируют о подаче питания и перегреве. Особенности:
- быстросъёмные кабели;
- принудительное охлаждение;
- продолжительный рабочий цикл;
- управление током, напряжением, подачей присадочника.
5
Fubag IRMIG 180 38608.3 (MIG/MAG)
Рейтинг:4,6
- сварочный инвертор
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MIG/MAG)
- мощность: 6.60 кВА
Средняя цена: 24 220 руб
Недорогой полуавтомат с производительностью 40% в режиме MMA и 25% в режиме MAG станет незаменимым помощником в небольшом цехе, гараже и подсобном хозяйстве. Ручки для изменения тока в режиме MMA, скорости подачи присадочной проволоки и напряжения в режимах MIG/MAG позволяют адаптировать режим сваривания под любые заготовки. С байонетными разъёмами шустро подключите кабели и смените полярность для работы с тонкостенными и толстыми заготовками. Жёлтый индикатор сообщит о перегреве устройства, за чем следит термодатчик с микроконтроллером.
Жёлтый индикатор сообщит о перегреве устройства, за чем следит термодатчик с микроконтроллером.
Особенности:
- защита от перегрузки;
- бесступенчатые регуляторы;
- тихая работа;
- сваривание проволокой и покрытыми электродами;
6
СТАВР САУ-200М (MIG/MAG, MMA)
Рейтинг:4,5
- сварочный инвертор
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 200 А (MMA), 200 А (MIG/MAG)
- мощность: 7.30 кВт
Средняя цена: 21 649 руб
Завершает ТОП бюджетный сварочный аппарат для соединения металлов медной проволокой в среде защитных газов и покрытыми электродами. Электронная начинка базируется на инновационных IGBT-транзисторах, устойчивых к перегрузкам и нагреву. Сварочный ток, скорость размотки проволоки изменяются регуляторами на передней стенке. Поддерживается сваривание порошковой проволокой без защитного газа. Поддерживает антизалипание, форсаж дуги и горячий старт. Пригоден для мелкосерийного производства благодаря времени включения 60%.
Пригоден для мелкосерийного производства благодаря времени включения 60%.
Особенности:
- стабильность работы при падении напряжения до 25%;
- сваривание плавящимися электродами и флюсовой проволокой;
- продолжительное время включения;
- производство на базе IGBT-транзисторов;
- функции для облегчения работы: антизалипание, форсаж дуги, хот-старт.
Что можно сказать о баллонах?
На практике в основном применяются баллоны с углекислым газом для сварочных работ черного цвета с давлением 14,7МПа. Редуктор на них устанавливается без переходника.
Для домашнего использования удобные емкости объемом 20 литров. Их можно поднять одному человеку и поместить в багажник или на заднее сидение легкового авто.
Для большого объема работы подойдут баллоны объемом 45 литров. Их хватает надолго. Для перемещения необходима специальная тележка.
Для ремонта кузовов выбирается оборудование, способное сваривать тонкие детали из разных марок сталей и алюминий. Сила тока до 200А.
Сила тока до 200А.
Какой сваркой лучше варить кузов автомобиля: полуавтомат, электрод, инвертор
Сварочные работы над кузовом автомобиля могут потребоваться в двух случаях – сильный износ в результате коррозии и повреждения после дорожно-транспортных происшествий (ДТП).
Содержание статьи:
- 1 Особенности сварки кузова автомобиля
- 2 Какой сваркой варить кузов
- 2.1 Полуавтомат
- 2.2 Инвертор
- 2.3 Ручная дуговая сварка
- 3 Подготовительные работы
- 4 Как варить кузов машины полуавтоматом
- 5 Сварка кузова электродом
- 5.1 Можно ли варить кузов автомобиля инвертором
- 6 Чем обработать кузов после сварки
Воздействие высоких температур уничтожает заводскую защиту, ухудшает свойства металлов и вызывает ускорение коррозии в зоне сварки. Но умелое пользование современными технологиями максимально снижает тяжесть последствий.
Особенности сварки кузова автомобиля
Главная специфика сварки кузовного железа заключается в его малой толщине. Кузов автомобиля разрабатывается и изготавливается из соображений минимальной массы, поэтому используется тонкий катаный лист, а прочность обеспечивается трёхмерностью конструкции и усилением в нужных местах.
Кузов автомобиля разрабатывается и изготавливается из соображений минимальной массы, поэтому используется тонкий катаный лист, а прочность обеспечивается трёхмерностью конструкции и усилением в нужных местах.
Существуют и массивные детали, но их немного, да и проблем при сварке они не создают. Поэтому главное при такого рода ремонте – ориентировать оборудование, технологию и опыт исполнителя на работу с малой толщиной стального листа, меньше миллиметра.
В заводских условиях используется точечная сварка. Кузовные детали сжимаются тисками кондукторов, после чего сварочный робот своими клещами устанавливает точки, в которых два и более листа металла оказываются проплавлены и прочно скреплены.
Реализовать такой способ при ремонте затруднительно, да и необходимости в этом нет. Точечная сварка является типично конвейерной технологией.
По теме: Чем обезжирить кузов перед полировкой, покраской и мойкой
Вторая особенность – отсутствие сплошных швов. При таком воздействии металл будет сильно поведён и изменит свои геометрические размеры.
При таком воздействии металл будет сильно поведён и изменит свои геометрические размеры.
Если по незнанию и из соображений повышенной прочности таким способом проварить одну из сторон кузова, то она может оказаться на несколько сантиметров короче противоположной, и кузов будет непоправимо испорчен. Поэтому варят, имитируя точечную сварку, короткими стежками, соблюдая симметрию прогрева металлических деталей.
Какой сваркой варить кузов
Выбор сварочного аппарата в конечном счёте определит качество и скорость выполнения работы. Опытный специалист справится с любой технологией, но необоснованно потеряет время, а скорее всего просто не станет заниматься устаревшими способами сварки.
Например, давно уже никто не использует кислородно-ацетиленовую горелку, хотя именно с её помощью ремонтировали кузова до появления современных полуавтоматов.
Полуавтомат
Основной вид сварочного аппарата в кузовном ремонте – это полуавтомат, работающий в среде инертного газа. Способ сварки настолько прост, что доступен любому начинающему ремонтнику.
Способ сварки настолько прост, что доступен любому начинающему ремонтнику.
До массового распространения данной технологии искусству сварки в применении к кузовному железу приходилось много учиться. Сейчас это доступно для самостоятельного исполнения автовладельцу, если у него возникнет желание лично отремонтировать кузов.
Суть такой сварки заключается в подаче тонкой стальной омеднённой проволоки в зону сварочного шва из катушки электромотором с редуктором. Один выход напряжения питания электрической дуги соединяется с направляющими роликами и соплом, через которое проходит проволока, второй – со свариваемыми деталями.
Через то же сопло в область дуги подаётся газ, обычно это углекислота из баллона с редуктором, которая не допускает кислород, мешающий чистому сплавлению деталей. Иногда к углекислому газу подмешивают немного аргона для получения более качественных швов.
При нажатии на кнопку, расположенную на горелке сварочного аппарата, одновременно подаётся напряжение к проволоке, включается подача и открывается клапан углекислоты.
Режим выбирается ручным или автоматическим регулированием основных параметров сварки:
- тока дуги, от него зависит надёжное проплавление шва, так называемый провар;
- скорости подачи проволоки, чем больше ток, тем значительней должна быть масса присадочного металла;
- потока поступающего газа, регулируется редуктором на баллоне.
Обычно ток устанавливается чуть больше требуемого, а время касания регулируется сварщиком длительностью нажатия кнопки. Образуется хорошо проваренный короткий стежок без прожигания тонкого металла.
Инвертор
Инвертором называется силовой электронный преобразователь высокого переменного напряжения сети в низкое постоянное, которое можно использовать для питания сварочной дуги.
Иногда ещё встречается заблуждение, что инвертор – это сварочный аппарат для работы с электродами, но компактней и легче устаревшего сварочного трансформатора. То есть полуавтомат по мнению авторов утверждения – это не инвертор.
На самом деле данный термин относиться лишь к способу преобразования, а в настоящее время уже вообще все сварочные аппараты, включая полуавтоматы и всё прочее, используют этот инверторный принцип.
Это интересно: Как открутить тормозную трубку с сорванными гранями
Суть инвертора состоит в увеличенной частоте преобразования. Физика такова, что трансформатор, а он должен присутствовать обязательно хотя бы для гальванической развязки сети и электродов, тем меньше по массе и габаритам, чем выше частота, на которой он работает.
Сетевая частота составляет 50 Гц, такие трансформаторы для приемлемой мощности сварки весят около 20 кг. Инвертор же обычно работает на частоте 50-100 кГц, то есть в тысячу раз выше, соответственно его трансформатор практически незаметен среди прочей комплектующей электроники, а весь аппарат может весить 2-3 кг.
Ручная дуговая сварка
Если говорить об устаревших технологиях, но ещё до конца не изжитых, то это ручная сварка плавящимся электродом с обмазкой флюсом. Способ неплохо работает при сварке массивных деталей опытным специалистом, но совершенно непригоден для кузовных работ.
Конечно, существуют специалисты с огромным опытом, которые легко смогут заварить электродом консервную банку, но на практике все используют полуавтомат.
В крайнем случае без громоздкого баллона, применяя флюсованную проволоку. Но это имеет свои недостатки, расходники дорогие, а качество работы низкое.
Подготовительные работы
Перед сваркой детали должны быть полностью очищены от загрязнений и окислов. Это основа как качественного шва, так и дальнейшей сохранности кузова в этом месте.
Выбирается способ соединения деталей. Благодаря полуавтомату это не критично, можно легко сварить детали встык или с нахлёстом в любом пространственном положении. Подготавливается аппарат. Очищается или заменяется сопло, проверяются запасы проволоки и углекислого газа.
На пробных кусках похожего металла выставляются режимы, ток, подача и давление (расход) газа. Проверяется прочность тестового соединения.
Как варить кузов машины полуавтоматом
Сварка ведётся короткими стежками или точками (сварочными заклёпками). Во втором случае сверлится отверстие (обычно на месте заводской точки), после чего оно заваривается с проплавлением обеих деталей и заливанием просвета металлом.
Если металл очень тонкий, то сильно уменьшать сварочный ток смысла нет. Надо короткими касаниями, быстро нажимая на кнопку горелки, набросать металл проволоки на листы, не давая им прогореть. После чего уже более уверенно расплавить образующийся утолщенный шов, придав ему товарный вид и прочность.
Нельзя варить в очках, тем более вообще без защиты, закрывая глаза в момент нажатия кнопки. Надо использовать маску типа «хамелеон», автоматически затеняющуюся при зажигании дуги и возвращающую прозрачность сразу же после отпускания кнопки. Все процессы будут отлично просматриваться, качество гарантировано.
Сварка кузова электродом
Если возникнет острая потребность воспользоваться ручной сваркой, то следует взять тонкий электрод, инвертор с глубокой регулировкой тока и попытаться подобрать режим, используя тот же принцип, что был описан для сварки тонкого листа полуавтоматом. То есть быстрыми касаниями, не давая металлу прогореть.
То есть быстрыми касаниями, не давая металлу прогореть.
Никакие швы в один проход не получатся. А электроды лучше использовать для переменного тока, они от инвертора лучше всего поджигают и удерживают дугу. Скорее будет проблема быстро её погасить.
Можно ли варить кузов автомобиля инвертором
Если использовать слово «инвертор» как обозначение ручного дугового аппарата, то с массой неудобств, но проварить можно. Примерный способ описан выше. Что же касается истинного смысла термина «инвертор», то других аппаратов сейчас просто уже давно не существует, они все инверторные, включая любой полуавтомат.
Чем обработать кузов после сварки
Металл должен быть чист до начала сварки. Но в её процессе он неминуемо будет окислен. Для защиты используется первичная грунтовка, её называют праймером.
Для защиты используется первичная грунтовка, её называют праймером.
Праймер может быть кислотным (фосфатным, реактивным, названий много, но суть одна, это протравливающий грунт) или эпоксидным.
Первый лучше работает по остаткам окислов, но хуже защищает в долговременном прогнозе. Эпоксидный хорош как защита, на него можно класть шпатлёвку и лучше держится второй слой грунта – филлера. На кислотный праймер шпатлёвка не кладётся.
Однозначного выбора не существует, определяться должен мастер, ему виднее условия. А вот дальше всё по технологии – швы защищаются кузовным герметиком и окрашиваются или покрываются защитными составами для днища.
Возможно использование составов для скрытых полостей. Основная задача – полностью перекрыть доступ влаги и кислорода к перегретому металлу сварочного шва, стойкость которого утеряна, даже если в нём и присутствовали легирующие добавки.
Осваиваем сварку металла автомобиля с помощью полуавтомата. Статьи компании «ТУЛС ТРЭЙДИНГ»
Как известно, полуавтомат позволяет сваривать как тонкий (0. 7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
7–0,8 мм), так и достаточно толстый металл (4 мм и толще). Это значит, что с помощью полуавтомата вы можете варить любой металл, который имеется в конструкции кузова автомобиля — крылья, пороги, лонжероны и так далее.
Теперь поговорим о наиболее популярных способах соединения металла сваркой:
Сварка встык
Применяется тогда, когда вы меняете деталь не полностью, а частично — например, устанавливаете ремонтную вставку на крыло, или ввариваете заплату. Снимать фаски с краёв тонкого стального листа при сварке встык не нужно. Фаски снимают, если толщина металла 2 мм и более, и то не всегда. Отмечу, что сварка встык требует точной взаимной подгонки деталей перед сваркой. Это значит, что между краями свариваемых деталей зазоры должны по возможности отсутствовать, или иметь минимальную величину. Иначе, при попытке сварить два тонких и плохо подогнанных куска железа, вы получите дыру, а не сварное соединение.
Сварка встык чаще всего применяется при ремонте наружных поверхностей кузовных деталей. Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Например, при частичной замене крыльев. И тогда, когда требуется высокое качество ремонтных работ. Поясню этот момент. Иногда повреждённую деталь заменяют не целиком, а частично. То есть, вырезают не всю деталь, а только повреждённый участок. А на на его место ставят фрагмент, вырезанный из новой кузовной детали. Сварку ведут встык сплошным точечным швом. Если сделать всё хорошо и правильно, то после зачистки и рихтовки сварной шов почти не требует шпатлевания.
Сварка встык требует большого объёма подгоночных работ и достаточно высокой квалификации от сварщика. Сварка встык толстого металла, от 2 мм и толще, происходит гораздо проще. Толстый металл не требует очень точной подгонки, и «прощает» сварщику огрехи, допущенные при подгонке. Толстый металл можно варить сплошным точечным швом — иногда это удобнее и проще.
Сварка внахлест
Это самый простой, и поэтому наиболее распространённый способ соединять металл. В этом случае один кусок металла накладывается на другой. Применяется, например, при вваривании тех же заплат и ремонтных вставок. Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
Применяется, например, при вваривании тех же заплат и ремонтных вставок. Сварку внахлест используют для ремонта или замены силовых элементов — лонжеронов, усилителей, порогов.
Сварка через отверстие, или электрозаклепка
Это разновидность соединения внахлёст. Несколько напоминает точечную сварку, применяемую при сборке кузова на заводе. При ремонте автомобиля применяется сплошь и рядом. Новые пороги, крылья, различного рода усилительные накладки на силовые элементы кузова, а иногда и сами силовые элементы также могут быть приварены электрозаклепкой.
Виды сварных швов
Вне зависимости от способа соединения металла — «встык» или «внахлест», сварные швы бывают следующих видов:
1. Точечные
2. Сплошные
3. Сплошные прерывистые
Сплошной прерывистый шов — это чередование сплошных участков сварки с такими же, или другими, перерывами. Строго говоря, размер участков сплошной сварки и интервал между ними вы можете выбирать по своему произволу, исходя из конкретной задачи. Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Сплошными прерывистыми швами обычно соединяют силовые элементы кузова, сделанные из сравнительно толстого металла.
Сплошной шов может состоять из отдельных точек, расположенных вплотную с некоторым перекрытием. Это будет сплошной точечный шов. Такие швы чаще всего применяют при сварке встык как тонкого, так и толстого металла. В автомобильном кузове нет сплошных сварных швов. Это объясняется тем, что кузов должен сохранять некоторую «эластичность», чтобы уменьшить вероятность появления усталостных трещин в процессе его эксплуатации. Сплошные сварные швы имеют высокую жёсткость и не обеспечивают нужной эластичности кузова. Сплошной шов также склонен к короблению. Сплошным швом варят тогда, когда это действительно нужно. Например, при изготовлении бака для загородной бани, или при изготовлении металлоконструкций из стального уголка.
Конструкция точечного шва понятна из его названия ― это чередующиеся с определённым интервалом сварные точки. Интервал, в зависимости от поставленной задачи, может быть от нескольких миллиметров до нескольких сантиметров.
Все эти виды сварных швов можно делать на деталях, по-разному ориентированных в пространстве, а именно:
1. Горизонтальные, или «на полу»
2. Горизонтальные же, но «на потолке»
3. Вертикальные, или «на стене»
Удобнее всего варить в положении «на полу». Да и качество сварки получается самым высоким. При сварке на «стене», и особенно, на «потолке», расплавленный металл стремится вытечь из сварочной ванны, ухудшая качество шва.
Подготовка металла к сварке
Перед тем, как начать варить металл, его нужно хорошенько очистить от любых загрязнений. К ним относится абсолютно всё, кроме самого металла:
1. Ржавчина
2. Краска, грунт, включая транспортировочный
3. Антикоррозионные покрытия всех видов, включая жидкие консерванты
4. Любая смазка
Все эти загрязнения могут сделать сварку невозможной или как минимум некачественной. И вот почему:
— Загрязнения не проводят электрический ток, и вы не сможете начать сварку.
— В условиях большого тепловыделения, которое происходит в процессе сварки, некоторые загрязнения выделяют большое количество газов, которые «выдувают» жидкий металл из сварочной «ванны». Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
Вместо соединения вы получаете «дыру», а жидкий металл разбрызгивается во все стороны и может привести к ожогам и пожару.
— Газы, выделяемые загрязнениями, могут сделать сварной шов пористым, то есть некачественным.
— Некоторые загрязнения горят и (или) выделяют много дыма. Может случиться пожар и (или) отравление продуктами горения. Много бед могут наделать жидкие автоконсерванты типа «мовиль», которые активно горят в процессе сварки порогов и лонжеронов. Поэтому при установке новой детали, например порога, или крыла, ставьте её необработанной. Свежие консерванты и антикоры содержат горючие растворители и моментально вспыхнут при первой же возможности.
Свариваемые участки металла должны быть по возможности плотно, без зазоров, прижатыми друг к другу. Делается это с помощью разного рода зажимов, или временным креплением на болтах, саморезах и так далее. Если этого не делать, то весьма вероятны сквозные прожоги краёв свариваемого металла. Особо это касается сварки встык тонкого металла. Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Если между краями имеется зазор, то, как уже отмечалось выше, имеется риск сделать его ещё больше.
Выбор величины сварочного тока
Если вы начинаете сварку впервые, есть смысл для начала потренироваться, но не на конкретном автомобиле, а на кусках тонкого чистого металла толщиной 0,8 мм и более, который есть у вас «под рукой». Но:
1. Не берите для опытов оцинкованный металл, так как испарения цинка ядовиты.
2. Не ведите сварку на ветру или сквозняке — защитный газ будет выдуваться из зоны сварки, что значительно ухудшит её качество или сделает её невозможной.
Сварочный ток зависит от толщины свариваемого металла и для тонкого листа составляет 40–60 А. На регуляторах тока большинства полуавтоматов вы увидите градуировки в относительных единицах, и установить силу тока, например, 50 А, вам так просто не удастся. Для этого надо будет внимательно прочесть инструкцию, хотя для практической работы точное знание величины сварочного тока необязательно. Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Правильно выбран ток или нет, вы увидите по характеру сварного шва. По мере приобретения опыта вы сами будете знать, в каких положениях должны находиться регуляторы тока при сварке металлов той или иной толщины и в том или ином пространственном положении.
Теперь поговорим о регуляторах. В качестве примера возьмём итальянский полуавтомат «Helvi Panther 132».
У него имеется всего три регулятора, имеющих отношение к величине сварочного тока — два из них предназначены для ступенчатой регулировки — это положения «1» и «2» у одного , и «мин» и «макс» у другого, т.е. всего 4 значения сварочного тока. Третий регулятор — это плавный регулятор скорости подачи сварочной проволоки. Причём, скорость подачи проволоки увязана с величиной сварочного тока. Это значит, что полуавтомат автоматически изменяет величину сварочного тока при изменении скорости подачи проволоки. И наоборот, при переключении ступенчатых регуляторов тока автоматически изменяется скорость подачи проволоки. Например, для сварки тонкого кузовного металла оптимальными оказались следующие положения регуляторов: ступенчатые — «1» и «макс», плавный — примерно на делении 6 или 7. При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
При сварке толстого металла, например, стального уголка с толщиной свариваемого металла около 4 мм, положения регуляторов оказались следующими: «2» и «макс», плавный — 7 или 8. На вашем полуавтомате может быть иная конфигурация регуляторов сварочного тока. Но суть останется той же.
Для начала не обязательно сразу сваривать куски металла между собой. Просто попробуйте аппарат в работе, нанося сварные точки на чистый металл. Для этого оденьте свой «хамелеон», поднесите горелку к металлу на расстояние 4-6мм. Рукоять сварочной горелки удобнее держать двумя руками. Для удобства можно опереть край газового сопла сварочной горелки на свариваемый металл. Затем нажмите клавишу. Немедленно загорится дуга. Через 3-4 секунды отпустите клавишу. Рассмотрите сварную точку.
Далее возможны варианты. Их можно перечислить в следующем порядке:
1. Сварочный ток мал. В этом случае расплавленный металл проволоки не растекается, как следует, а свариваемая деталь не проплавляется. У сварщиков это называется, нет «провара». В этом случае увеличиваем ток и повторяем попытку.
В этом случае увеличиваем ток и повторяем попытку.
2. Сварочный ток в норме. Расплавленный металл проволоки хорошо растекается и хорошо проплавляет свариваемый металл. На обратной стороне металла появляется небольшая капля.
3. Сварочный ток велик. Сварная точка как бы «просела», а на обратной стороне металла повисла капля.
4. Сварочный ток велик настолько, что в металле прожигается дыра. Значит, ток надо убавить. Тренируемся до тех пор, пока не будем получать красивую и правильную сварную точку. После тренировок можно приступать к опытам по свариванию кусков металла между собой.
Все проблемы можно условно поделить на две группы.
Проблемы, связанные с неправильным выбором режимов работы сварочного полуавтомата
К ним относятся:
Неправильный выбор величины сварочного тока
При чрезмерно большом сварочном токе возможны прожоги свариваемого металла. Другие признаки чрезмерного сварочного тока — образование большой капли металла на конце проволочного электрода, выходящего из медного наконечника сварочной горелки.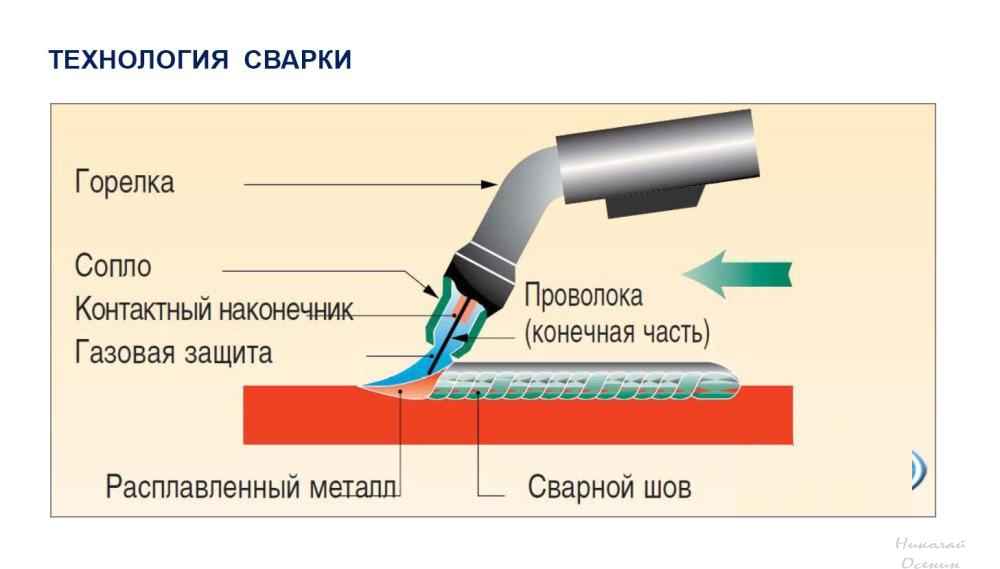 Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
Иногда эта капля намертво приваривается к медному наконечнику, образуя с ним единое целое. При попытке пустить сварочный аппарат проволока «стоит», а иногда ломается на выходе подающего устройства, перед входом в шланг. Сварка становится невозможной.
В этом случае нужно проделать ряд мероприятий:
Снять газовое сопло и плоским напильником со средней насечкой запилить торец медного наконечника. Опиловку делают до тех пор, пока полностью не освободят проволоку от «прихвата» к медному наконечнику. Иногда приходится спилить значительную часть наконечника, чтобы вызволить проволоку из «плена». Если вам не хочется тратить время на опиловку, вы можете вывернуть наконечник, не обращая внимания на сопротивление закручиваемой проволоки. Если проволока на выходе подающего устройства не сломалась, то после замены наконечника можно продолжить работу.
Если проволока сломалась, образовав петлю на входе в подающий шланг, то действуем дальше:
— Отводим прижимной ролик и кусачками перекусываем сварочную проволоку до входа в подающее устройство.
— Вытягиваем кусок сварочной проволоки из шланга, действуя в направлении от сварочной горелки к бобине.
— Далее заводим проволоку в подающий канал (как это делается, уже написано в предыдущих статьях), и продолжаем работу.
Неправильная регулировка прижима проволоки в подающем устройстве
Как уже отмечалось выше, при «прихвате» сварочной проволоки в медном наконечнике она ломается на выходе подающего устройства. Это значит, что прижим сварочной проволоки в подающем устройстве слишком велик. Прижим должен быть отрегулирован так, чтобы при прихвате проволока проскальзывала, но не ломалась. Другая крайность — прижим слишком мал. В этих случаях также возможен прихват сварочной проволоки в наконечнике, хотя сварочный ток выбран правильно. Это происходит потому, что проволока из-за проскальзывания подается медленнее, чем плавится. В конце концов дуга начинает гореть на самом наконечнике, что и приводит к прихвату. Те же самые последствия имеет слишком малая скорость подачи проволоки.
Мал расход газа
Сварка получается пористой. Решение этой проблемы — увеличить расход газа регулировкой редуктора. Считается, что для сварочной проволоки диаметром 0,8 мм оптимальным будет расход газа 8-10 литров в минуту. В инструкциях по применению бытовых углекислотных полуавтоматов могут быть указаны другие цифры — например, 2-3 литра газа в минуту. Как показала практика, такого расхода явно недостаточно.
Проблемы, связанные с неисправностями сварочного полуавтомата
Неисправности полуавтомата редко бывают фатальными. Чаще всего изнашивался медный наконечник в сварочной горелке. В этом случае дуга горит нестабильно, слышны частые «щелчки», варить становится просто невозможно. Износ наконечника складывается из механического и электроэрозионного. Механический износ образуется за счет трения проволоки о наконечник. Дело усугубляется тем, что на сварочной проволоке имеется насечка, которую делает подающий ролик. Эта насечка работает подобно напильнику. Электрическая эрозия возникает вследствие того, что через медный наконечник, представляющий собой скользящий контакт, проходит электрический ток в десятки, а иногда и сотни ампер, и металл наконечника переносится на проходящую через него проволоку. Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Поэтому наконечник изнашивается довольно быстро. Внешне это выглядит так: отверстие в наконечнике становится овальным, и проволока как бы «болтается» в нем. Такой наконечник подлежит немедленной замене запасным.
Проблемы косвенного характера
Иногда в процессе сварочных работ не удается достичь приемлемого качества сварки. Всё говорит о том, что вроде бы неисправен полуавтомат — дуга горит неустойчиво, сварочная проволока прилипает к металлу, а провар получается плохим. Регулировки сварочного тока и скорости подачи проволоки почти ничего не меняют. Появляется мучительное желание разобрать аппарат и начать чинить его… Не торопитесь. Причина может оказаться на редкость банальной — в питающей полуавтомат электрической сети может оказаться пониженное напряжение.
Стартап из Мичигана создает устройство для сбора CO2 из выхлопных труб грузовиков
Стартап из Мичигана внедряет эту технологию в производство этим летом на заводе в Уиксоме. Люди, стоящие за Remora, увидели выгоду для климата и потенциальную прибыль в улавливании выбросов грузовиков с полуприцепом: слева направо Эрик Хардинг и Кристина Рейнольдс, у которых есть связи в UM, и недавний выпускник Йельского университета Пол Гросс. (Courtesy photo)
(Courtesy photo)
Технологии, которые могут изменить воздействие глобальной отрасли грузоперевозок на окружающую среду, вскоре будут собирать на заводе площадью 70 000 квадратных футов в Уиксоме, к северо-западу от Детройта.
Здесь Remora коммерциализирует идею, которая когда-то казалась одновременно очевидной и невероятной: улавливание выбросов углекислого газа из выхлопных труб грузовиков с последующей продажей побочного продукта другим отраслям вместо того, чтобы выпускать его в атмосферу.
Частный стартап — единственная компания, занимающаяся улавливанием выбросов после того, как большинство ученых отказались от этой концепции, по словам со-генерального директора и соучредителя Пола Гросса.
Родственный:
- Малый бизнес в Мичигане борется с инфляцией, но не с социальной миссией
- Предприятия Севера покупают жилье только для того, чтобы привлечь летний персонал быть прикреплены к полуприцепам, принадлежащим крупнейшим паркам в США, поскольку компания запускает пилотные программы.
Оттуда, сказал Гросс, «мы сможем установить их на сотни тысяч грузовиков в течение следующего десятилетия.
«И именно такие сроки нам нужны для решения, подобного этому», — сказал он о требованиях окружающей среды по сокращению выбросов парниковых газов. «У нас нет пары десятилетий, чтобы ждать».
Недавно Гросс разговаривал с Паулой Гарднер, бизнес-редактором Bridge Michigan. Вот выдержки из разговора:
Ваше новшество привлекает мое внимание, потому что, как и любой, кто ездит по шоссе Мичигана, я вижу так много полуприцепов. И ваш продукт предназначен для тех, кто уже находится в пути, а не для нового типа транспортного средства. Расскажи мне подробнее.
(Наше) устройство устанавливается на существующие дизельные грузовики, крепится к их выхлопным трубам и улавливает не менее 80 процентов выбросов углерода.
Таким образом, мы действительно можем помочь крупным автопаркам значительно сократить выбросы углекислого газа и выполнить свои (корпоративные) обязательства по защите окружающей среды.
А затем мы продаем уловленный углекислый газ производителям бетона и другим конечным пользователям, а затем мы можем разделить этот доход с владельцем автопарка.
Мы подписали один из крупнейших флотов в мире для пилотов. Мы очень близки к тому, чтобы эти устройства появились в дороге.
С чего это началось?
Эта технология является результатом работы моего соучредителя Кристины Рейнольдс во время ее докторской программы в Мичиганском университете. Агентство по охране окружающей среды США профинансировало ее исследование возможности улавливания углерода мобильными устройствами. Она провела много лет на стендовых испытаниях, а затем на испытаниях транспортных средств и, наконец, на испытаниях в национальной лаборатории транспортных средств и выбросов топлива Агентства по охране окружающей среды в Анн-Арборе.
И когда все эти испытания прошли успешно, два года назад мы с ней собрались, чтобы основать компанию вместе с другим нашим соучредителем, Эриком Хардингом, у которого есть опыт создания электрических и водородных грузовиков-полуприцепов.
Кристина Рейнольдс, которая впервые применила технологию улавливания CO2, когда получила докторскую степень инженера в Мичиганском университете, за 90 секунд объясняет, как она работает.
Меня так удивляет — я вовсе не ученый, — что существует рынок двуокиси углерода, выбрасываемой грузовиками. Что это за рынок?
Мировой рынок CO2 составляет около 7,7 миллиардов долларов. Около 230 миллионов метрических тонн из них используются каждый год во всех видах различных применений. Мы сосредоточены в основном на нескольких различных приложениях. Одним из них является отверждение бетона, то есть впрыскивание CO2, чтобы сделать его прочнее и часто дешевле. Другое применение — очистка сточных вод, когда мы изменяем pH воды путем подачи CO2.
Все эти крутые новые компании создают бриллианты, стиральный порошок, штаны для йоги или всевозможные продукты (например, топливо и пластик) из CO2.
Мы будем продавать для этих целей. И причина, по которой мы можем это сделать, заключается в том, что у нас довольно высокая чистота, поступающая с грузовика.
Мичиган очень сосредоточен на электрификации транспортных средств, но в основном на легковых автомобилях и легких грузовиках. И оба ваших соучредителя работали в этой сфере до этого. Итак, как ваша технология вписывается в нынешнее перепозиционирование автомобильной промышленности?
Наша цель — полностью дополнить электромобили, автомобили на водороде и другие автомобили на альтернативных источниках топлива. … Оба (Рейнольдс и Хардинг) увидели, что мы еще не достигли электрификации дальнемагистральных большегрузных грузовиков.
Мы думаем, что электрификация станет отличным решением для легковых автомобилей и может стать отличным решением для фургонов доставки или других видов «последней мили», но не для тяжелых грузовиков, работающих на дальние расстояния.
Наэлектризовать их действительно очень сложно.Основная причина в том, что для перевозки тяжелого груза на большое расстояние вам понадобится много батарей. И это в конечном итоге занимает большую часть грузоподъемности грузовика. Таким образом, вы получаете грузовик, который может перевозить половину товаров, а это просто нецелесообразно для большинства транспортных компаний.
Улавливание выбросов кажется таким очевидным в некоторых отношениях. Но никто на самом деле не использовал этот потенциал, пока Рейнольдс не углубилась в свои исследования. Почему это?
Мобильное улавливание углерода было отвергнуто в академических кругах до того, как появилась Кристина. Она сказала: «Я думаю, что это возможно, особенно для тяжелых грузовиков для дальних перевозок».
Она проделала многолетнюю кропотливую работу. Она стала мировым экспертом по технологии.
Звучит просто, но это довольно сложно.
Оборудование для улавливания углекислого газа крепится к задней части полуприцепа и использует фильтрацию для удержания CO2 до тех пор, пока его можно будет поместить в резервуар для хранения.
(любезно предоставлено фото)Как работает устройство?
Это массивная система. Он занимает всю заднюю часть трактора.
Прогоняем выхлоп через абсорбент. Вы можете думать об этом как об этих маленьких шариках, в которых есть микроскопические поры, размер которых как раз подходит для застревания молекул углекислого газа. Азот, кислород и другие безвредные газы проходят прямо через поры в атмосферу. По сути, это как фильтр, который отфильтровывает углекислый газ из выхлопного потока.
Когда гранулы адсорбента полностью насыщаются углекислым газом, мы нагреваем их, поры открываются и выделяют углекислый газ. Итак, мы получаем этот чистый поток углекислого газа, который мы можем хранить на борту грузовика, пока не разгрузим его (примерно через 15 минут).
Какой была реакция отрасли до сих пор?
Мы действительно сосредоточены на том, чтобы доставить их туда как можно быстрее, потому что у нас есть невероятный спрос со стороны этих больших парков, с которыми мы работаем, таких как Ryder, Werner, Cargill.
Они очень серьезно относятся к сокращению выбросов углекислого газа. Они сказали, что хотят получить как можно больше таких автомобилей в дороге. Так что это отличный знак того, что мы должны просто пойти на это и начать производить как можно больше.
Как выглядит ваша компания сегодня?
В команде около 45 человек, а к концу года, вероятно, будет около 80 человек. Так что мы растем довольно быстро.
Мы переехали в (заводское помещение) пару недель назад, и мы перевезем часть нашего оборудования из нашего научно-исследовательского центра в Ливонии.
Мы хотим убедиться, что масштабируемся как можно быстрее, потому что у нас есть огромные возможности.
Эта визуализация показывает размер и форму оборудования, когда оно прикреплено и работает. (Courtesy photo)
Когда вы говорите о масштабировании, каков предел?
В США на дорогах 2 миллиона полуприцепов. Ежегодно они производят около 340 миллионов метрических тонн углекислого газа, что просто безумие.
И это, это 5 процентов всего углеродного следа США — это просто грузовики с полуприцепом, что просто дико. Таким образом, у нас есть возможность ежегодно улавливать десятки миллионов тонн углекислого газа.Есть ли возможность выйти за рамки грузовиков с улавливанием выбросов? Например, это решение для снижения выбросов от полетов?
Мы хотим сосредоточиться на том, чтобы в первую очередь хорошо делать что-то одно, но я думаю, что эта технология будет отличной для других дальнемагистральных, большегрузных транспортных средств. Знаете, на ум приходят локомотивы. Грузовые суда, карьеры, самосвалы.
С самолетами было бы очень сложно. Самолеты очень точно настроены, чтобы нести тот вес, который они имеют на борту.
Remora привлекает инвесторов.
У нас было слишком много подписок на посевной раунд, который мы собрали в апреле. Мы собрали около 5,5 миллионов долларов. Так что, к сожалению, нам пришлось отказать некоторым людям.
Я снова и снова слышу, как важно сохранить инженерные таланты в Мичигане и развивать здесь такие профессии. Итак, как бы вы описали то, что Remora предлагает государству в этом отношении?
Одна из действительно интересных вещей здесь заключается в том, что мы держим инженеров в Мичигане. Мы собираемся создать сотни инженерных рабочих мест в течение следующих нескольких лет, если не тысячи.
И это не только создает рабочие места для инженеров, но и помогает обезуглерожить очень трудно обезуглероживаемый сегмент автомобильной столицы мира. Именно здесь строятся многие из этих двигателей и грузовиков. Мы используем талант этих замечательных инженеров, чтобы помочь справиться с климатическим кризисом.
Полуприцепы не соответствуют нормам выбросов, но Агентство по охране окружающей среды изучает, как коммерческие грузовики и автобусы могут вписаться в новые правила. Влияет ли это на ваши бизнес-цели?
Мы снова и снова слышим от крупных флотилий, с которыми мы работаем, что это моральное обязательство перед каждым, кто живет в данный момент.
У нас кризис, и если мы ничего не сделаем, будет намного хуже.Во-вторых, их акционеры подталкивают их к чему-то.
И в-третьих, вы знаете, в каждом запросе или предложении, которое они получают от своих клиентов, они спрашивают: «Что вы делаете для сокращения выбросов углерода?»
Мы говорили о вашей технологии, но я также слышу в ваших объяснениях некий общественный резонанс.
В дополнение к сокращению выбросов углекислого газа, мы хотим убедиться, что мы создаем энергию для людей из недостаточно представленных сообществ, которые больше всего пострадают от изменения климата и первыми пострадают от изменения климата.
Один из способов, которым мы это делаем, — тщательно продумывать, где размещать наши устройства. Мы нацелены на распределительные центры, расположенные в районах с низким доходом, где загрязнение воздуха очень сильное. И мы думаем, что это один из способов, которым наша технология может быть действительно полезной.
Еще один способ, которым мы это делаем, — это просто серьезно подумать о том, как мы строим нашу команду. (Мы) 49 процентов цветных людей и 45 процентов женщин. Мы хотим убедиться, что наша команда представляет сообщества, в которых мы работаем.
Мы не просто новостная организация, мы также ваши соседи Новости Мичигана о COVID-19; отчеты о появлении вируса, ежедневные данные с помощью нашего трекера и приборной панели, взрывной рост безработицы, и мы, наконец, смогли сообщить о массовом распространении вакцины. Мы сообщаем, потому что новости затрагивают всех нас. Не поддержите ли вы нашу некоммерческую редакцию?
Оплата с помощью VISAPay с помощью MasterCardPay с помощью American ExpressPay с PayPal Пожертвуйте сейчас
Углеродное загрязнение от транспорта | Агентство по охране окружающей среды США
На этой странице:
- Транспорт и изменение климата
- Программы EPA по сокращению выбросов углерода
Транспорт и изменение климата
Сжигание ископаемого топлива, такого как бензин и дизельное топливо, приводит к выбросу углекислого газа, парникового газа, в атмосферу.
Накопление углекислого газа (CO 2 ) и другие парниковые газы, такие как метан (CH 4 ), закись азота (N 2 O) и гидрофторуглероды (ГФУ), вызывают потепление атмосферы Земли, что приводит к изменениям климата, которые мы уже начинаем увидеть сегодня.Выбросы парниковых газов (ПГ) от транспорта составляют около 27 процентов от общего объема выбросов парниковых газов в США, что делает его крупнейшим источником выбросов парниковых газов в США. В период с 1990 по 2020 год выбросы ПГ в транспортном секторе увеличились в абсолютном выражении больше, чем в любом другом секторе.
Подробнее:
- Глобальные выбросы по секторам экономики
- Краткие факты о выбросах парниковых газов на транспорте
Программы EPA по сокращению выбросов углекислого газа от транспорта
EPA решает проблему изменения климата, предпринимая следующие действия для сокращения выбросов парниковых газов в транспортном секторе.
Преимущества многих из этих программ не ограничиваются сокращением выбросов углерода. Например, снижение расхода топлива может уменьшить нашу зависимость от иностранной нефти и сэкономить деньги потребителей на заправке.Установление стандартов выбросов парниковых газов для легковых и грузовых автомобилей
Агентство по охране окружающей среды и Министерство транспорта выпустило совместный свод правил, устанавливающий стандарты выбросов парниковых газов и экономии топлива для крупнейших источников парниковых газов от транспорта, включая легковые автомобили, легкие грузовики и большегрузные автомобили .
Регулирование выбросов парниковых газов малой грузоподъемности для легковых и грузовых автомобилей, по прогнозам, должно:
- Сократить выбросы парниковых газов на 6 миллиардов метрических тонн в течение срока службы автомобилей, проданных в модельном году 2012–2025, и предоставить производителям гибкость в соблюдении стандартов;
- Почти удвоить топливную экономичность, защищая выбор потребителей; и
- Уменьшить зависимость Америки от нефти и обеспечить значительную экономию для потребителей на заправке.
Нормы по выбросам парниковых газов для тяжелых условий эксплуатации должны:
- Сократить выбросы CO 2 примерно на 270 миллионов метрических тонн в течение срока службы транспортных средств, построенных в рамках программы, что позволит сэкономить около 530 миллионов баррелей нефти; и
- Предлагаемая программа «Фаза 2» включает стандарты, которые позволят еще больше сократить выбросы парниковых газов и повысить топливную эффективность грузовиков средней и большой грузоподъемности.
Подробнее:
- Нормы выбросов парниковых газов от легковых и грузовых автомобилей (легких)
- Правила выбросов парниковых газов от грузовых автомобилей и автобусов (большегрузных)
- Отчет об автомобильных тенденциях (ранее отчет о производительности производителя)
- Анализы и отчеты для установления стандартов выбросов парниковых газов для легковых и грузовых автомобилей
Расширение использования возобновляемого топлива
Конгресс создал программу стандарта возобновляемого топлива с целью сокращения выбросов парниковых газов и расширения национального сектора возобновляемых видов топлива при одновременном снижении зависимости от импортируемой нефти.
Возобновляемые виды топлива производятся из растений, сельскохозяйственных культур и другой биомассы и могут сократить выбросы парниковых газов по сравнению со сжиганием ископаемого топлива, которое они заменяют.Узнайте больше:
- Стандартная программа возобновляемого топлива
Первые шаги по установлению стандартов выбросов парниковых газов для самолетов
Агентство по охране окружающей среды совместно с Федеральным авиационным агентством при Международной организации гражданской авиации ООН разработало международные стандарты выбросов углекислого газа для самолетов. EPA также в настоящее время работает над процессом потенциального установления внутренних правил в соответствии с Законом о чистом воздухе, которые касаются выбросов парниковых газов от определенных классов двигателей, используемых в самолетах.
Дополнительная информация:
- Правила выбросов парниковых газов с самолетов
Экологизация федерального флота
Закон об энергетической независимости и безопасности 2007 года требует, чтобы федеральные агентства приобретали только легковые автомобили, легкие грузовики или пассажирские транспортные средства средней грузоподъемности с низким уровнем выбросов парниковых газов.
Каждый год EPA оценивает показатели выбросов парниковых газов автопарка, чтобы определить, какие транспортные средства в каждом классе выбрасывают менее вредные парниковые газы. Закон требует, чтобы федеральные агентства покупали эти высокопроизводительные автомобили. Со временем это приведет к созданию более экологичного федерального флота.Подробнее:
- Федеральный флот
Сокращение выбросов парниковых газов, связанных с перемещением товаров
SmartWay помогает сектору грузовых перевозок повысить эффективность цепочки поставок, сократить выбросы парниковых газов и сократить расходы на топливо для участвующих компаний. С помощью SmartWay Агентство по охране окружающей среды и его партнеры добиваются значительных успехов в повышении эффективности перемещения товаров в нашей стране, помогая решать проблемы с качеством воздуха, улучшая общественное здравоохранение и уменьшая вклад грузовых перевозок в изменение климата.
Подробнее:
- SmartWay
Нажмите, чтобы просмотреть увеличенное изображение.Информирование потребителей об экономии топлива и автомобилях с передовыми технологиями
С середины 1970-х годов Агентство по охране окружающей среды требует от автопроизводителей размещать на новых автомобилях и легких грузовиках этикетку с информацией об экономии топлива и расходах на топливо. Этикетки на современных автомобилях также включают рейтинги выбросов парниковых газов и загрязняющих веществ, образующих смог. EPA предоставляет онлайн-ресурсы, такие как «Руководство по экологичным транспортным средствам» и совместный веб-сайт EPA-DOE fueleconomy.gov, чтобы помочь потребителям определить транспортные средства, которые могут сэкономить им деньги на заправке и сократить выбросы, связанные с транспортировкой.
Программа EPA SmartWay для легковых автомобилей идет дальше и определяет самые эффективные автомобили с точки зрения экономии топлива и выбросов, чтобы помочь потребителям совершать экологически безопасные покупки.
Подробнее:
- Путеводитель по экологичным автомобилям
- Fueleconomy. gov
- Рассмотрим автомобиль SmartWay
Государственный и местный центр транспортных ресурсов
Для получения информации о стратегиях сокращения выбросов, национальной политике и нормативных актах, стимулирующих и добровольных программах, источниках финансирования, калькуляторах, транспортном соответствии и других видах помощи, чтобы помочь штатам и местным районам достичь их качество воздуха и транспортные цели.
Дополнительная информация:
- Государственные и местные транспортные ресурсы
Путь впередХотя на транспорт по-прежнему приходится большая часть выбросов в США, у этого сектора есть много возможностей для сокращения выбросов парниковых газов. Низкоуглеродное топливо, новые и усовершенствованные автомобильные технологии, стратегии по сокращению пробега транспортных средств и более эффективное использование транспортных средств — все это подходы к сокращению выбросов парниковых газов на транспорте.
Подробнее:
- Пути к транспортировке с меньшим выбросом парниковых газов
Грязный секрет литиевых батарей: их производство оставляет огромный углеродный след
Николаса Роландера, Джеспера Старна и Элизабет Берманн быть грязной батареей.
У каждого крупного автопроизводителя есть планы по выпуску электромобилей для сокращения выбросов парниковых газов, однако их производители в основном производят литий-ионные батареи в местах с одними из самых загрязняющих окружающую среду сетей в мире.
К 2021 году будут созданы мощности для производства аккумуляторов для более чем 10 миллионов автомобилей, работающих от аккумуляторов мощностью 60 киловатт-часов, согласно данным Bloomberg NEF. Большая часть поставок будет поступать из таких мест, как Китай, Таиланд, Германия и Польша, которые полагаются на невозобновляемые источники, такие как уголь для производства электроэнергии.
См. также: Rio будет производить литий в Калифорнии, присоединившись к гонке аккумуляторов для электромобилей Автомобильная консалтинговая компания Beryls Strategy Advisors, которая утверждает, что на данный момент водителям в Германии или Польше может быть лучше с эффективным дизельным двигателем.
Результаты, среди самых медвежьих, показывают, что, хотя электромобили не производят вредных выбросов на дороге, они все же выделяют больше углекислого газа, чем обычные автомобили.
Простое создание каждой автомобильной батареи — весом более 500 кг (1100 фунтов) для внедорожников — будет выделять на 74 % больше CO2, чем при производстве экономичного обычного автомобиля, если он производится на заводе, работающем на ископаемом топливе. в таком месте, как Германия, согласно выводам Бериллса.
См. также: GM закупает литий для аккумуляторов электромобилей у американского стартапа
Тем не менее, регулирующие органы не установили четких рекомендаций по допустимым выбросам углерода в течение жизненного цикла электромобилей, даже таких, как Китай. , Франция и Великобритания движутся к полному запрету двигателей внутреннего сгорания.
«Все сводится к тому, где и как производится батарея, и даже откуда мы получаем электроэнергию», — сказал Хенрик Фискер, главный исполнительный директор и председатель Fisker Inc.
, девелопера из Калифорнии. электромобилей.См. также: Причины «поразительного падения» стоимости литий-ионных аккумуляторов
Для сравнения, средний немецкий автовладелец может ездить на автомобиле, потребляющем много бензина, три с половиной года, или более 50 000 лет. километров, прежде чем Nissan Leaf с батареей на 30 кВтч превзойдет его по выбросам углекислого газа в стране с большим количеством угля, показывают оценки Берилла.
И это одна из самых маленьких батарей на рынке: у BMW i3 батарея на 42 кВтч, у грядущего кроссовера Mercedes EQC будет батарея на 80 кВтч, а у Audi e-tron — 95 кВтч.
С такими тяжелыми батареями углеродный след электромобиля может стать довольно большим даже за пределами выставочного зала, в зависимости от того, как он заряжен. Вождение во Франции, которая в значительной степени зависит от атомной энергии, будет выделять гораздо меньше CO2, чем в Германии, где 40% энергосистемы работает на угле.
«Переход с дизельного топлива на немецкую угольную энергетику не является большой переменой», — сказал генеральный директор NorthVolt AB Питер Карлссон, бывший менеджер Tesla, который пытается построить в Швеции завод по производству аккумуляторов стоимостью 4 миллиарда евро (4,6 миллиарда долларов).
работать на гидроэнергетике. «Электромобили будут лучше во всех отношениях, но, конечно, когда батареи будут производиться в системе электроснабжения, работающей на угле, потребуется больше времени», чтобы превзойти дизельные двигатели, сказал он.Безусловно, другие исследования показывают, что даже в Польше, где преобладает уголь, при использовании электромобиля выброс углекислого газа будет на 25% меньше, чем при использовании дизельного автомобиля, по данным организации Transport & Environment Brussels, которая лоббирует Европейский Союз в отношении устойчивого экологического политика.
Выгода от вождения автомобилей с аккумуляторными батареями в городах будет немедленной: их тихие двигатели уменьшат шумовое загрязнение и сдержат токсины, такие как оксид азота, NOX, химическое соединение, выбрасываемое дизельными двигателями, которое опасно для качества воздуха и здоровья человека.
«В центре Осло, Стокгольма, Пекина или Парижа в первую очередь необходимо улучшить качество воздуха и качество жизни людей, которые там живут», — сказал Кристоф Штюрмер, ведущий глобальный аналитик PricewaterhouseCoopers Autofacts.
Но электромобили не так чисты, как могли бы быть. По данным Transport & Environment, простой переход на возобновляемые источники энергии для производства сократит выбросы на 65%. В Норвегии, где гидроэлектроэнергия питает практически всю сеть, исследование Берилла показало, что электромобили производят почти на 60% меньше CO2 в течение своего срока службы по сравнению даже с самыми эффективными автомобилями, работающими на топливе.
Как и сейчас, производство электромобиля выбрасывает «значительно» больше газов, способствующих потеплению климата, чем обычный автомобиль, который выделяет только 20% своего срока службы CO2 на данном этапе, согласно оценкам системы электропривода Mercedes-Benz. отдел интеграции.
«Выбросы в течение жизненного цикла электромобилей зависят от того, сколько автомобиль проедет, чтобы добраться до точки перехода на дизели», — сказал Ола Каллениус, член правления Daimler AG, который займет пост генерального директора в следующем году. Парижский автосалон в этом месяце.
«К 2030 году проблема жизненного цикла улучшится».Некоторые производители прислушались к призыву производить батареи более экологичным способом. Tesla использует солнечную энергию на своем Gigafactory для аккумуляторов в Неваде и планирует построить аналогичные заводы в Европе и Шанхае. Китайская фирма Contemporary Amperex Technology Co. также планирует обеспечить свой будущий завод в Германии возобновляемыми источниками энергии.
«Тема оценки продолжительности жизни CO2 начинает набирать обороты, — сказал Радикс из Beryls. «Автопроизводители должны быть прозрачными в этом обсуждении, чтобы не беспокоить покупателей».
Федеральные стандарты транспортных средств — Центр климатических и энергетических решений Центр климатических и энергетических решений
Краткий обзор
- 29 процентов выбросов парниковых газов в США приходится на транспортный сектор, что делает его крупнейшим источником общего объема выбросов парниковых газов в США. Выбросы парниковых газов.
- Федеральные и государственные стандарты выбросов транспортных средств и экономии топлива устанавливаются тремя агентствами: Агентством по охране окружающей среды (EPA), Национальным управлением безопасности дорожного движения (NHTSA) и Калифорнийским советом по воздушным ресурсам (CARB).
- В декабре 2021 года Агентство по охране окружающей среды издало окончательное правило о пересмотре существующих национальных стандартов выбросов парниковых газов для легковых автомобилей и легких грузовиков до 2026 модельного года. В августе 2021 года НАБДД опубликовало свои предлагаемые стандарты экономии топлива для легковых автомобилей 2024–2026 модельного года.
- Президент Джо Байден подписал Исполнительный указ № «Укрепление американского лидерства в области экологически чистых автомобилей и грузовиков» № , в котором ставится не имеющая обязательной силы цель: к 2030 году производить 50 процентов легковых и легких грузовиков с нулевым уровнем выбросов. НАБДД разработает стандарты экономии топлива и выбросов парниковых газов для автомобилей средней и большой грузоподъемности, которые должны быть завершены к декабрю 2022 года9.0018
Транспортный сектор является крупнейшим прямым источником выбросов парниковых газов в США, превзойдя энергетический сектор в 2015 году. На автомобили и легкие грузовики (включая пикапы и внедорожники) приходится 58 процентов транспортных выбросов. Транспортные средства средней и большой грузоподъемности, в том числе тягачи с прицепом, большие пикапы и фургоны, грузовики для доставки, автобусы и мусоровозы, производят около 24 процентов транспортных выбросов.
Выбросы в транспортном секторе США, 2019 г.
История вопроса
В апреле 2010 года федеральное правительство в сотрудничестве с крупными автопроизводителями и штатом Калифорния завершило работу над первым согласованным набором стандартов для легковых автомобилей. Агентство по охране окружающей среды (EPA) установило стандарты выбросов парниковых газов, а Национальное управление безопасности дорожного движения (NHTSA) установило корпоративные стандарты средней экономии топлива (CAFE).
Первые стандарты CAFE были приняты в 1975 г., а первые стандарты для транспортных средств с выбросами парниковых газов были приняты в 2010 г.В соответствии с Законом об энергетической политике и энергосбережении 1975 года министру транспорта США было предписано установить стандарты средней корпоративной экономии топлива (CAFE) для новых легковых автомобилей. CAFE — это средневзвешенная экономия топлива в милях на галлон (миль на галлон) автомобилей в автопарке производителя. Этот закон был обновлен в 2007 году, когда Конгресс повысил стандарты экономии топлива для легковых автомобилей, а также установил стандарты эффективности для транспортных средств средней и большой грузоподъемности.
Калифорния — единственный штат, которому разрешено устанавливать собственные нормы выбросов в атмосферу для автомобилей. Калифорнии было предоставлено исключение в соответствии с Законом о чистом воздухе, поскольку штат уже внедрил стандарты в 1966 для решения критической проблемы со смогом и учредил Совет по воздушным ресурсам (CARB) для надзора за ними.
В Законе о чистом воздухе говорится, что EPA должно предоставить отказ, если стандарты Калифорнии необходимы для удовлетворения неотложных обстоятельств и являются, по крайней мере, такими же строгими, как федеральные стандарты. Другие штаты могут принять стандарты Калифорнии по выбросам транспортных средств без одобрения Агентства по охране окружающей среды. Пятнадцать штатов и округ Колумбия, на долю которых приходится около 30 процентов продаж автомобилей в США, в настоящее время соблюдают по крайней мере некоторые стандарты выбросов транспортных средств Калифорнии.В августе 2021 года президент Байден подписал указ № 14037, «Об укреплении американского лидерства в области экологически чистых автомобилей и грузовиков». Приказ устанавливает не имеющую обязательной силы цель: к 2030 году 50 процентов всех продаж новых легковых автомобилей и легких грузовиков будут иметь автомобили с нулевым уровнем выбросов. сотовых электромобилей. Приказ был поддержан ведущими автопроизводителями США, в том числе General Motors, Stellantis и Ford, у которых есть добровольные цели сделать 40–50 процентов всех продаж электромобилями к 2030 году.
Рабочие группы, включая Объединенный профсоюз работников автомобильной промышленности, также поддержали приказ.В дополнение к установлению цели исполнительный указ предписывает EPA и NHTSA начать процесс разработки правил для установления стандартов выбросов и экономии топлива для легковых автомобилей и легких грузовиков, которые продлятся до 2030 модельного года и будут завершены не позднее июля 2024 года. Он также поручает агентствам выпустить стандарты для грузовиков средней и большой грузоподъемности для модельных годов с 2027 по 2030 год, которые должны быть завершены не позднее декабря 2022 года.
Легковые/легкие грузовики
менялись с тех пор, как они были созданы в 1975. Совсем недавно, в августе 2021 г., администрация Байдена предложила новые и пересмотренные стандарты для легковых и малотоннажных автомобилей на период с 2023 по 2026 модельный год. В декабре 2021 г. Агентство по охране окружающей среды опубликовало окончательные правила, устанавливающие стандарты выбросов парниковых газов до 2026 модельного года.
Кроме того, президент Байден подписал Исполнительный указ 14037, устанавливающий не имеющую обязательной силы цель сделать 50 процентов продаж легковых автомобилей и легких грузовиков без выбросов к 2030 году и предписываю EPA и NHTSA начать работу по установлению новых стандартов экономии топлива и выбросов для легковых автомобилей. для модельных годов 2027–2030 должны быть доработаны не позднее июля 2024 года9.0003Целевые показатели соблюдения требований по выбросам углекислого газа во всем парке по сравнению с предыдущими правилами
Стандарты на 2023–2026 годы
В декабре 2021 года Агентство по охране окружающей среды (EPA) выпустило новые стандарты выбросов парниковых газов для новых легковых автомобилей и легких грузовиков. Окончательное правило требует, чтобы автопроизводители достигли прогнозируемого общеотраслевого целевого показателя в 161 грамм углекислого газа на милю (г/миль) в 2026 году, что увеличивает строгость на 9,8 процента с 2022 по 2023 модельный год, на 5,1 процента в 2024 модельном году, 6,6.
процентов в 2025 модельном году и 10,3 процента в 2026 модельном году9.0003Ожидается, что это правило приведет к предотвращению выбросов углекислого газа на 3,1 миллиарда тонн до 2050 года и сокращению потребления бензина на 360 миллиардов галлонов. Амбициозные стандарты приносят чистую экономическую выгоду в размере от 120 до 190 миллиардов долларов за этот период, в том числе от 8 до 19 миллиардов долларов в пользу общественного здравоохранения в результате снижения выбросов выхлопных газов других загрязняющих веществ, ответственных за смог и сажу, и экономии сотен миллиардов долларов для потребителей. долларов на заправке.
2023–2026 Стандарты выбросов углекислого газа (CO2) и экономии топлива для всего флота
Автомобиль Стандартный 2023 2024 2025 2026 Легковые автомобили CO 2 (г/миль) 166 158 149 132 CO 2 экв. миль на галлон54 56 60 67 КАФЕ (миль на галлон) 49,2 53,4 58,1 Легкие грузовики CO 2 (г/миль) 234 222 207 187 CO 2 экв. миль на галлон 38 40 43 48 КАФЕ (миль на галлон) 35,1 38,2 41,5 Комбинированные автомобили и легкие грузовики CO 2 (г/миль) 202 192 179 161 CO 2 экв. миль на галлон44 46 50 55 КАФЕ (миль на галлон) 40,7 44,2 48,1 Примечание. Стандарты выбросов парниковых газов Агентства по охране окружающей среды выражаются в граммах углекислого газа на милю (г/миль), в то время как предлагаемый стандарт экономии топлива NHTSA выражается в милях на галлон (миль на галлон). Правило EPA также включает предполагаемое влияние на экономию топлива (обозначается как CO 2 эквивалент миль на галлон), что предполагает, что правило соблюдается исключительно за счет снижения содержания углекислого газа в выхлопной трубе.
Окончательное правило EPA сохраняет и восстанавливает несколько гибких возможностей и стимулов из предыдущих правил, включая сохранение существующей программы кредитного усреднения, банковского обслуживания и торговли выбросами парниковых газов, впервые установленной в 2010 году.
Хотя в проекте правила предлагается продлить срок действия предыдущих лет ‘ кредиты, чтобы сделать его более гибким, EPA объясняет в окончательном правиле, что, по его мнению, текущая траектория рынка электромобилей в сочетании со снисходительностью в соответствии с предыдущим правилом SAFE позволит автопроизводителям соответствовать стандартам без необходимости продлевать срок службы самых старых кредиты. Правило временно восстанавливает кредиты мультипликатора транспортных средств с передовыми технологиями, установленные при администрации Обамы, но удаленные администрацией Трампа, что позволило автомобилям с нулевым и почти нулевым уровнем выбросов быть более весомыми для соответствия стандартам, чем обычные автомобили. Этот множитель будет применяться только в моделях 2023-2024 годов, чтобы поддержать переход к более строгим стандартам. Кроме того, оно восстанавливает программу внецикловых кредитов, позволяющую автопроизводителям учитывать улучшения энергоэффективности, не связанные с выхлопными газами, которые сокращают выбросы гидрофторуглерода (ГФУ) или других выбросов, в общее сокращение выбросов парниковых газов для модельных годов с 2023 по 2026 год. Наконец, правило восстанавливает полноразмерные стимулы для пикапов для гибридов для моделей 2023–2024 годов, которые изначально были удалены по правилу SAFE.В дополнение к стандартам выбросов парниковых газов Агентства по охране окружающей среды Национальная администрация безопасности дорожного движения (NHTSA) в августе 2021 года предложила новые стандарты экономии топлива для новых легковых автомобилей и легких грузовиков для моделей 2024–2026 годов. Жесткость стандартов увеличится примерно на восемь процентов в год, достигнув среднего показателя в 48 миль на галлон (миль на галлон) к 2026 году. В то время как NHTSA и EPA часто согласовывают стандарты экономии топлива и выбросов парниковых газов, от NHTSA требуется обеспечить больше времени выполнения заказа, чем от EPA. Чтобы отразить это, агентства предложили стандарты с разными датами вступления в силу.
Как EPA, так и NHTSA сослались на значительные обязательства производителей по наращиванию производства электромобилей и повышению эффективности всего парка в ближайшие годы в качестве обоснования того, что производители смогут соответствовать более строгим стандартам в предложениях.
Кроме того, оба агентства сослались на добровольное соглашение пяти автопроизводителей (Ford, Honda, Volkswagen, BMW и Volvo), заключенное со штатом Калифорния, о соблюдении значительно более строгих стандартов выбросов, чем те, которые установлены правилом SAFE, демонстрируя их существующие обязательства значительно превышать эти стандарты.Стандарты 2021–2026 гг.
В апреле 2020 г. EPA и NHTSA выпустили Правило более безопасных и доступных топливно-эффективных (SAFE) транспортных средств, которое требует от автопроизводителей повышать эффективность использования топлива на 1,5 процента ежегодно с 2021 по 2026 модельные годы. Правило SAFE было менее строгим. чем правило эпохи Обамы, которое оно заменило. Это правило потребовало бы от автопроизводителей повышения эффективности использования топлива на 5 процентов в год для автомобилей 2020–2025 модельного года, достигнув к 2025 году 46,7 миль на галлон (миль на галлон). это побуждает к большему вождению и, следовательно, большему риску дорожно-транспортных происшествий; что более высокие затраты на транспортные средства из-за повышенных стандартов топливной экономичности отбивают у потребителей желание покупать новые автомобили и побуждают их продолжать ездить на старых, менее безопасных транспортных средствах; и что производители «облегчают» транспортные средства для достижения топливной экономичности, что делает транспортные средства менее безопасными.
EPA и NHTSA прогнозируют, что правило SAFE снизит стоимость автомобиля более чем на 1000 долларов, но потребители будут тратить на топливо от 1125 до 1425 долларов больше в течение срока службы автомобиля. Также предполагалось, что правило SAFE замедлит темпы электрификации к 2029 году.до 7,9 процента по сравнению с 19,6 процента при правилах эпохи Обамы.Правило SAFE также перевернуло государственные программы выбросов. В сентябре 2019 года EPA и NHTSA выпустили окончательное решение, которое позволило федеральным стандартам транспортных средств предвосхитить действия штата и отозвало отказ от Калифорнийской программы Advanced Clean Cars Program, Zero Emission Vehicle Program (ZEV) и Low-Emission Vehicle Programme (LEV). В ответ Калифорния и другие штаты подали иск в федеральный суд, чтобы оспорить окончательный иск о преимущественном преимуществе стандартов штата на транспортные средства. В апреле 2021 года Управление по охране окружающей среды и министерство транспорта администрации Байдена начали процесс снятия ограничений на освобождение штата Калифорния.
В декабре 2021 года НАБДД издало постановление, отменяющее часть первую Правила БЕЗОПАСНОСТИ транспортных средств, а в марте 2022 года то же самое сделало Управление по охране окружающей среды, тем самым восстановив освобождение штата Калифорния и возможность других штатов принять стандарты Калифорнии.История стандартов для легковых автомобилей
В октябре 2012 года EPA и NHTSA завершили второй набор национальных программных стандартов для легковых автомобилей 2017–2025 модельного года в сотрудничестве с крупными автопроизводителями и штатом Калифорния. Эти стандарты, которые теперь заменены стандартами администрации Трампа на 2021–2026 годы, были направлены на повышение совокупной средней топливной эффективности автопарка до 46,7 миль на галлон для 2025 модельного года, что почти вдвое превышает 27,5 миль на галлон, необходимые для 2010 модельного года (до того, как был принят первый набор национальных программных стандартов). усыновленный). Канада также приняла стандарты, соответствующие второму набору национальных программных стандартов до 2025 модельного года9.
0003Эти стандарты включали функции, направленные на повышение гибкости, обеспечение более экономичного соответствия требованиям и поощрение технологических инноваций. Особенности для большей гибкости включают:
- Система кредитной торговли;
- Возможность соответствия для улучшения кондиционирования воздуха;
- Квалификационные кредиты вне цикла (например, солнечные батареи на гибридных автомобилях, активная аэродинамика или адаптивный круиз-контроль) для соответствия;
- Альтернативные стимулы для транспортных средств; и
- Включение гибридизации грузовиков для соответствия.
В январе 2017 года, после среднесрочного обзора этих стандартов и проекта технической оценки, администрация Обамы издала постановление , в соответствии с которым стандарты сохранялись до 2025 года. Агентство по охране окружающей среды сослалось на успех автопроизводителей в соблюдении первых стандартных требований и семилетний рост в продажах автомобилей в США в качестве причин ожидать, что автопроизводители смогут по доступным ценам продолжать соответствовать стандартам.
Калифорнийский совет по воздушным ресурсам (CARB) согласился с определением EPA в своем собственном среднесрочном обзоре стандартов транспортных средств Калифорнии. Калифорния обнаружила, что автопроизводители успешно и по доступной цене внедряют передовые технологии для удовлетворения требований экономии топлива и государственной программы создания автомобилей с нулевым уровнем выбросов.В апреле 2018 года администрация Трампа пересмотрела среднесрочную оценку стандартов выбросов парниковых газов для легковых автомобилей 2022–2025 модельного года. EPA пришло к выводу, что стандарты основаны на устаревшей информации и что более свежая информация предполагает, что текущие стандарты могут быть слишком строгими, что делает автомобили менее доступными. Агентство по охране окружающей среды пришло к выводу, что с момента принятия правил в 2012 году, завершающего работу над первоначальными стандартами, ожидания в отношении цен на газ и принятия потребителями автомобилей с передовыми технологиями изменились.
Это привело к принятию новых правил, которые стали Правилами безопасного обращения с транспортными средствами.В ответ группа из 23 штатов и округа Колумбия, возглавляемая Калифорнией, подала иск в федеральный суд, чтобы оспорить пересмотр EPA. В группу входили Калифорния, Колорадо, Коннектикут, Делавэр, Гавайи, Иллинойс, Мэн, Мэриленд, Массачусетс, Мичиган, Миннесота, Невада, Нью-Джерси, Нью-Мексико, Нью-Йорк, Северная Каролина, Орегон, Пенсильвания, Род-Айленд, Вермонт, Вирджиния, Вашингтон, Висконсин и округ Колумбия. В иске утверждалось, что решение EPA не имело научного обоснования.
В январе 2021 года президент Байден подписал указ № 13990 о защите общественного здоровья и окружающей среды и восстановлении науки для преодоления климатического кризиса. Важно отметить, что Исполнительный указ, направленный EPA и NHTSA, предлагает правило, приостанавливающее, пересматривающее или отменяющее правила SAFE Vehicles. Кроме того, администрация Байдена отказалась от защиты Агентства по охране окружающей среды и Министерства транспорта от судебного иска и начала процесс восстановления отказа Калифорнии в соответствии с Законом о чистом воздухе.
В августе 2021 года президент Байден подписал указ от Укрепление американского лидерства в экологически чистых автомобилях и грузовиках , в котором ставится необязательная цель сделать 50 процентов легковых и легких грузовиков с нулевым уровнем выбросов к 2030 году, а EPA и NHTSA выпустили новые краткосрочные стандарты для легких и пассажирских автомобилей. транспортные средства.Автомобили средней и большой грузоподъемности
Грузовые автомобили средней и большой грузоподъемности составляют лишь 5 процентов транспортных средств на дорогах, но на их долю приходится около 24 процентов транспортных выбросов США. В эту категорию входят тягачи с прицепом, большие пикапы и фургоны, грузовики для доставки, автобусы и мусоровозы.
Стандарты фазы 2, разработанные EPA и NHTSA, в настоящее время применяются к полуприцепам, большим пикапам, фургонам, а также ко всем автобусам и рабочим грузовикам 2021–2027 годов выпуска. Стандарты фазы 2 для фургонов, которые должны были вступить в силу в 2018 году, были приостановлены по решению суда.
Агентство по охране окружающей среды (EPA) предложило отменить стандарты выбросов Фазы 2 для планеров большой грузоподъемности, двигателей для планеров и комплектов для планеров.В августе 2021 года Исполнительный указ президента Байдена 14037, Укрепление американского лидерства в области экологически чистых автомобилей и грузовиков поручил Агентству по охране окружающей среды начать работу по установлению новых стандартов выбросов для большегрузных автомобилей для модельных годов с 2027 по 2030 год или позже. Приказ призвал EPA завершить разработку этого правила к декабрю 2022 года.
История стандартов для средних и тяжелых транспортных средств
Министерство энергетики и EPA. В 2011 году EPA и NHTSA учредили национальную программу для большегрузных автомобилей (известную как стандарты фазы 1), первые в мире согласованные стандарты выбросов парниковых газов и стандарты экономии топлива для дорожных большегрузных автомобилей 2014–2018 модельных годов.
Стандарты Фазы 1 применялись к комбинированным тягачам, большегрузным пикапам и фургонам, а также профессиональным транспортным средствам. Некоторые из стандартов находятся исключительно в юрисдикции Агентства по охране окружающей среды, например, стандарты гидрофторуглеродов, ограничивающие утечку из систем кондиционирования воздуха некоторых большегрузных автомобилей, а также стандарты выбросов закиси азота и метана для пикапов и фургонов, а также двигателей большой мощности. Стандарты Фазы 1 не распространялись на коммерческие прицепы.В августе 2016 года EPA и NHTSA завершили работу над стандартами Phase 2 для автомобилей средней и большой грузоподъемности. Стандарты фазы 2 были разработаны для применения к определенным прицепам 2018–2027 модельных годов, а также к полуприцепам, большим пикапам, фургонам, а также ко всем автобусам и рабочим грузовикам 2021–2027 модельных годов.
Стандарты Фазы 2 разделены на пять сегментов и были разработаны, чтобы предоставить производителям гибкость.
- Комбинированные тракторы: комбинированные тракторы классов 7 и 8 и их двигатели должны снизить расход топлива на 25 процентов по сравнению со стандартными уровнями фазы 1 к 2027 модельному году9.0018
- Прицепы: к 2027 модельному году прицепы должны снизить расход топлива на 9 процентов, в том числе за счет улучшения аэродинамики, снижения веса и решения проблемы давления и сопротивления в шинах.
- Тяжелые пикапы и фургоны: к 2027 модельному году эти автомобили должны снизить расход топлива на 16 процентов.
- Профессиональные транспортные средства: грузовые автомобили, автобусы, мусоровозы должны снизить расход топлива на 24 процента к 2027 модельному году. Стандарты двигателей
- : Тракторные двигатели должны сокращать выбросы углекислого газа на 5 процентов, а профессиональные дизельные и бензиновые двигатели должны сокращать выбросы углекислого газа на 4 процента по сравнению со стандартными уровнями Фазы 1 за счет улучшения обработки воздуха, снижения трения двигателя или улучшения технологий последующей обработки выбросов и рекуперация отработанного тепла.
Чтобы предоставить производителям гибкие возможности, программа позволяет проводить усреднение, банковские операции и торговлю между регулируемыми сторонами, чтобы ускорить внедрение новых технологий и снизить затраты на соблюдение требований.
В соответствии с указом президента Байдена 14037, Укрепление американского лидерства в области экологически чистых автомобилей и грузовиков , Агентство по охране окружающей среды объявило о выпуске новых стандартов для грузовых автомобилей в три этапа, начиная с установления более строгих стандартов оксида азота для тяжелых грузовиков, начиная с 2027 модельного года. установление более строгих стандартов выбросов для коммерческих автомобилей средней грузоподъемности на 2027 модельный год и позже в сочетании с новыми стандартами для легковых автомобилей на 2027 модельный год и далее, а также установление стандартов выбросов парниковых газов «Фаза 3» для большегрузных автомобилей, начиная с начиная с 2030 модельного года, которые значительно сильнее стандартов, начиная с 2027 модельного года.
Штрафы за несоблюдение стандартов CAFE
Если средний расход топлива автопарка производителя не соответствует стандарту, установленному правилами NHTSA, производитель должен заплатить штраф. Автопроизводители не могут отказаться сообщать об экономии топлива, решив вместо этого заплатить штраф. Штраф за несоблюдение стандартов CAFE основан на разнице между средней экономией топлива автопарка производителя и годовым стандартом и стоит 14 долларов за десятую мили на галлон, умноженных на количество автомобилей в автопарке производителя.
Штраф был первоначально установлен в 1975 году в размере 5,50 долларов за десятую часть мили за галлон. В 2015 году был принят Закон о корректировке инфляции, требующий от федеральных агентств корректировать гражданские денежные штрафы с учетом инфляции, а в июле 2016 года НАБДД опубликовало временное окончательное правило, повышающее ставку гражданского штрафа с 5,50 до 14 долларов. Однако в окончательном правиле, опубликованном в декабре 2016 года, НАБДД заявило, что оно не будет применять скорректированную ставку до 2019 модельного года, чтобы дать производителям достаточно времени для внесения любых необходимых изменений в продукт.
В июле 2017 года НАБДД объявило о правиле, откладывающем дату вступления в силу нового штрафа в размере 14 долларов на неопределенный срок, в то время как оно запросило новый раунд общественного мнения, фактически сохранив ставку в размере 5,50 долларов.
В ответ Национальный совет по защите ресурсов (NRDC) и другие экологические группы, а также штаты Нью-Йорк, Калифорния, Вермонт, Пенсильвания и Мэриленд подали в суд на НАБДД, чтобы сохранить в силе более высокий штраф, пока он пересматривал сумму . В июне 2018 года Второй окружной апелляционный суд США отменил правило 2017 года, заявив, что НАБДД не имеет юридических полномочий откладывать наказание на неопределенный срок.
В июле 2019 года НАБДД завершило разработку правила, определяющего, что ставка гражданского штрафа CAFE не является гражданским денежным штрафом, который должен быть скорректирован в соответствии с Законом о корректировке инфляции. В ответ NRDC и Sierra Club подали иск против NHTSA за его окончательное правило.
В августе 2020 года Второй окружной апелляционный суд США восстановил штраф в размере 14 долларов США, единогласно постановив, что штраф CAFE действительно является гражданско-правовым денежным штрафом, поскольку он соответствует юридическим определениям, содержащимся в Законе о корректировке инфляции, а НАБДД ранее рассматривало штраф CAFE как гражданско-правовой штраф. денежный штраф.В январе 2021 года, в последние дни правления администрации Трампа, НАБДД опубликовало временное окончательное правило, откладывающее дату вступления в силу на 2022 модельный год. Однако в августе 2021 года при администрации Байдена агентство объявило, что пересмотрит свое ранее принятое решение и предложил восстановить дату вступления в силу 2019 года в соответствии с двумя решениями Второго окружного апелляционного суда США, дополнительными исками по этому правилу и многочисленными комментариями, полученными в ответ на временное окончательное правило 2021 года.
6 автопроизводителей и 30 стран объявили о постепенном прекращении продаж бензиновых автомобилей
Климат | 6 автопроизводителей и 30 стран заявили о поэтапном прекращении продаж бензиновых автомобилей
https://www.
nytimes.com/2021/11/09 /climate/cars-zero-emissions-cop26.htmlРеклама
Продолжить чтение основной истории
Ford, G.M. и Mercedes согласились работать над тем, чтобы к 2040 году продавать только автомобили с нулевым уровнем выбросов. Но Toyota, Volkswagen и Nissan-Renault не присоединились к этому обещанию.
Прототип полностью электрического грузовика Ford F-150 Lightning в Дирборне, штат Мичиган, в сентябре крупные автопроизводители, в том числе Ford, Mercedes-Benz, General Motors и Volvo, и правительства 30 стран обязались в среду работать над прекращением продаж новых бензиновых и дизельных автомобилей к 2040 году во всем мире и к 2035 году на «ведущих рынках».Но некоторые из крупнейших мировых производителей автомобилей, в том числе Toyota, Volkswagen и альянс Nissan-Renault, не присоединились к этому обязательству, которое не имеет юридической силы. И правительства США, Китая и Японии, трех крупнейших автомобильных рынков, также воздержались.
Заявление, сделанное здесь во время международных переговоров по климату, было воспринято защитниками климата как еще один признак того, что дни двигателей внутреннего сгорания скоро могут быть сочтены. Электромобили продолжают устанавливать новые мировые рекорды продаж каждый год, и крупные автомобильные компании недавно начали инвестировать десятки миллиардов долларов в переоснащение своих заводов и выпуск новых автомобилей и легких грузовиков с батарейным питанием.
«То, что эти крупные игроки взяли на себя эти обязательства, хотя мы должны убедиться, что они выполняют их, действительно важно», — сказала Марго Оге, бывший высокопоставленный чиновник США по контролю качества воздуха, которая теперь консультирует как экологические группы, так и автомобильные компании. «Это действительно говорит нам о том, что эти компании и их советы директоров согласны с тем, что будущее за электричеством».
Автопроизводители, подписавшие соглашение, обеспечили примерно четверть мировых продаж в 2019 году.
В коалицию вошли 30 стран, включая Великобританию, Канаду, Индию, Нидерланды, Норвегию, Польшу и Швецию. Более ранние подсчеты, основанные на пресс-релизах организаторов конференции, поместили число национальных правительств на 29 и 31 место. выбросы от своих автомобилей в течение определенного периода времени.
Другие страны, впервые пообещавшие продавать только автомобили с нулевым уровнем выбросов к установленной дате, включают Турцию, Хорватию, Гану и Руанду.
Калифорния, штат Нью-Йорк и штат Вашингтон также подписали обязательство. В прошлом году губернатор Калифорнии Гэвин Ньюсом подписал распоряжение, в котором говорилось, что к 2035 году в штате будут продаваться только новые автомобили с нулевым уровнем выбросов, хотя регулирующие органы еще не издали правил, регулирующих это. Ранее в этом году губернатор Нью-Йорка Кэти Хоукул подписала закон, ставящий аналогичную цель. Ранее Вашингтон не делал таких официальных обещаний.
В соглашении говорится, что автопроизводители «будут работать над достижением 100-процентного уровня продаж новых автомобилей и фургонов с нулевым уровнем выбросов на ведущих рынках к 2035 году или ранее при поддержке бизнес-стратегии, которая соответствует достижению этой цели, поскольку мы помогаем формировать потребительский спрос».
».Транспортные средства с нулевым уровнем выбросов могут включать либо электромобили с подключаемым модулем, либо автомобили на водородных топливных элементах, хотя последние изо всех сил пытались завоевать долю рынка. Электромобили по-прежнему могут косвенно производить выбросы, если, например, они подзаряжаются от электростанций, работающих на угле или природном газе. Но в целом они считаются более чистыми, чем автомобили с двигателем внутреннего сгорания, и не загрязняют выхлопные трубы.
Два десятка операторов автопарка, в том числе Uber и LeasePlan, также присоединились к коалиции, пообещав использовать только автомобили с нулевым уровнем выбросов к 2030 году, «или раньше, когда рынок позволит».
Во всем мире на транспорт приходится примерно одна пятая часть выбросов углекислого газа человечеством, ответственных за изменение климата, причем немногим менее половины этого объема приходится на пассажирские транспортные средства, такие как легковые автомобили и микроавтобусы.
В последние годы, подстегиваемые опасениями по поводу глобального потепления и загрязнения воздуха, правительства по всему миру, включая Китай, США и Европейский союз, начали активно субсидировать электромобили и вводить более строгие стандарты выбросов для новых бензиновых и дизельных двигателей. -заправленные автомобили.
Стоимость литий-ионных аккумуляторов также снизилась примерно на 80 процентов с 2013 года, по данным BloombergNEF, исследовательской группы в области энергетики, что делает электромобили все более конкурентоспособными по сравнению с традиционными автомобилями с двигателями внутреннего сгорания, хотя многие потребители по-прежнему опасаются новой технологии из-за опасений. как наличие зарядных станций.
«У нас есть технология, чтобы сделать чистый автомобильный транспорт реальностью, и сегодня ясно, что у нас есть сила воли, чтобы сделать это в следующем десятилетии», — сказал Найджел Топпинг, назначенный британским правительством в ООН « чемпион высокого уровня в области борьбы с изменением климата».
Некоторые из автопроизводителей, подписавших соглашение, уже пообещали очистить автомобили, которые они производят. Г.М. заявила в январе, что намерена прекратить продажу новых автомобилей и легких грузовиков с бензиновым двигателем к 2035 году и переключится на автомобили с батарейным питанием. Volvo заявила, что к 2030 году линейка ее автомобилей станет полностью электрической. Компания Ford, которая в этом году представила электрическую версию своего самого продаваемого пикапа F-150, ранее заявляла лишь о том, что к 2030 году 40% ее автомобилей в мире будут электрическими.0003
«Сейчас мы движемся к тому, чтобы производить революционные электромобили для многих, а не для немногих», — сказала Синтия Уильямс, глобальный директор по устойчивому развитию Ford.
Двумя другими автопроизводителями, подписавшими соглашение, были BYD, китайский автопроизводитель, добившийся значительных успехов в продаже электромобилей в Европе, а также Jaguar Land Rover.
Некоторые крупные автопроизводители, не подписавшие соглашение, тем не менее вкладывают значительные средства в технологии электромобилей.
Volkswagen, который шесть лет назад признался в фальсификации своих дизельных автомобилей, чтобы скрыть незаконно высокие выбросы, с тех пор обрисовал планы потратить десятки миллиардов долларов на строительство шести заводов по производству аккумуляторов, установку глобальной сети зарядных станций и запуск более 80 новых электромобилей. моделей к 2025 году.Николаи Лауде, представитель Volkswagen, сказал, что, хотя немецкий автопроизводитель стремится к быстрому переходу на электромобили, он не присоединился к новому обязательству, потому что глобальный характер его бизнеса означает, что он должен помнить, что «регионы, развивающиеся на разных скорость в сочетании с различными местными предпосылками требуют разных путей» к нулевым выбросам.
Toyota, самый продаваемый в мире автопроизводитель в 2020 году, также заметно отсутствовала в списке подписантов, хотя в этом году она объявила о планах продать 15 моделей электромобилей по всему миру к 2025 году. Японский автопроизводитель был более осторожен в отношении электромобилей.
автомобильных технологий, продолжая делать ставку на альтернативы, такие как автомобили на водородных топливных элементах.Тойота сразу комментировать не стала.
Это устройство захватывает углерод из грузовиков, когда они управляют
, это устройство захватывает углерод из грузовиков, когда они управляютГОСУ
Влияние
Подкасты
Видео
- Прямая трансляция
Фестиваль инноваций
IF360
Subscribe
Help Center
fastco works
AWS
Deloitte
Dept
Elevate Prize
EY
IBM
Klarna
Visa
FastCo Works
Удостоенная наград команда журналистов, дизайнеров и видеооператоров, которые рассказывают истории брендов через призму Fast Company
Исполнительный совет FC
коллекции
Быстрое правительство
Будущее инноваций и технологий в правительстве для общего блага воздействие
Самые творческие люди
Лидеры, творчески формирующие будущее бизнеса
Идеи, меняющие мир
Новые рабочие места, новые источники пищи, новая медицина-даже совершенно новая экономическая система
Инновации по дизайну
Празднование лучших идей в бизнесе
Информационный бюллетень
События
Newsplater
События
Newsilter
.
Курсы и обучениеРекламаТекущий выпуск
ПОДПИСАТЬСЯ
Следуйте за нами:
Адель Питерс 3 минуты чтения
Электрифицировать полуприцепы, которые регулярно перевозят грузы на тысячи миль, оказывается непросто. Такие производители, как Volvo и Peterbilt, начали выпускать электрические модели, а полуприцеп Tesla с двойной задержкой может выйти позже в этом году, но пока неясно, как быстро они будут приняты. Между тем, только в США на дорогах находится около 2 миллионов таких грузовиков. Детройтский стартап под названием Remora разработал для них другое решение: устройство, которое может улавливать выбросы углерода непосредственно из каждой выхлопной трубы.
В то время как другое оборудование для улавливания углерода предназначено для сбора загрязняющих веществ от электростанций или даже для извлечения CO2 непосредственно из воздуха, новая технология является первой, ориентированной на мобильное улавливание углерода.
Устройство можно установить на существующий грузовик между грузовиком и прицепом, и оно соединяется с выхлопной трубой. Выхлопные газы проходят через «молекулярное сито» — материал с крошечными порами, который может улавливать не менее 80% углекислого газа, выбрасываемого грузовиком. Он также может улавливать угарный газ и оксид азота, вредные для здоровья загрязняющие вещества. «Другие безвредные молекулы выхлопных газов, такие как кислород, просто проходят и направляются в атмосферу», — говорит генеральный директор Пол Гросс. (Соучредитель Кристина Рейнольдс разработала технологию, будучи аспиранткой; позже Гросс наткнулся на исследование во время учебы в Йельском университете, связался с Рейнольдс и убедил ее бросить работу в Агентстве по охране окружающей среды, чтобы запустить стартап.)
[Фото: Роберт Целиус/Мичиганский университет/любезно предоставлено Ремора] Во время движения грузовика адсорбирующий материал нагревается за счет отработанного тепла выхлопных газов, поры расширяются и выпускают поток чистого CO2 в бак на грузовике.
«Мы можем делать это непрерывно, потому что, когда мы нагреваем одну сторону устройства, мы улавливаем новый углекислый газ в выхлопных газах с другой стороны, а затем переключаемся туда и обратно», — говорит Гросс. Бак может содержать углерод, образующийся примерно за 600 миль вождения.Когда водитель подъезжает к стоянке для заправки, он сможет присоединить шланг к разгрузочному баку, который компания устанавливает на заправочных станциях. Депонирование захваченного углерода занимает пару минут — не дольше, чем перекачка топлива, — и позже его можно продать для использования в таких продуктах, как цемент, где его можно навсегда улавливать.
В то время как подобная технология могла быть разработана для автомобилей, компания хотела сосредоточиться на больших грузовиках. Из-за веса грузовиков и больших расстояний, которые им приходится преодолевать, сделать перезарядку аккумуляторной батареи труднее. «Будет очень сложно иметь электрические грузовики для дальних перевозок», — говорит Гросс.
«И многие люди думают, что этого никогда не произойдет. В прошлом году Билл Гейтс написал в своем блоге, что даже с большими прорывами в области аккумуляторов электрификация, вероятно, никогда не станет решением для таких вещей, как 18-колесные транспортные средства. Мой соучредитель Эрик [Хардинг] построил полуприцепы с водородными топливными элементами и аккумуляторными батареями для некоторых ведущих автомобильных компаний мира. И он изнутри видел проблемы с этим. У этих грузовиков будет гораздо меньшая грузоподъемность, гораздо меньший запас хода, и на их зарядку уйдут часы».Также дешевле работать с существующими грузовиками, чем заменять весь парк. Устройство продается по цене около 15 000 долларов (новый грузовик может стоить в 10 и более раз дороже), и владельцы автопарков смогут разделить выручку от продажи уловленного углерода. «Средний грузовик с полуприцепом зарабатывает около 13 500 долларов в год на улавливаемом им углекислом газе», — говорит он. «Если мы поделимся половиной этого с компанией, они окупятся, а затем со временем фактически получат новый доход от устройства».
Если компания использует устройство в сочетании с биотопливом, возобновляемым природным газом или другим топливом, которое считается углеродно-нейтральным, вождение грузовика может фактически стать углеродно-отрицательным, удаляя больше CO2, чем он производит. «Если мы можем вывести на дороги грузовики с отрицательным выбросом углерода, зачем нам вообще проводить капитальный ремонт инфраструктуры, необходимый для перехода к электрификации, которая является углеродно-нейтральной?» — говорит Гросс.
Стартап, который недавно завершил работу в престижном технологическом акселераторе Y Combinator, в настоящее время тестирует устройство в своей лаборатории в Детройте и этой осенью начнет пилотные испытания с некоторыми из крупнейших компаний мира. Позже эту технологию можно будет использовать и в других видах транспорта. «Мы действительно заинтересованы в том, чтобы сделать это для локомотивов, а также для грузовых судов, потому что я думаю, что это два других вида дальнемагистрального транспорта, которые также будет сложно электрифицировать», — говорит Гросс.




 Наэлектризовать их действительно очень сложно.
Наэлектризовать их действительно очень сложно. (любезно предоставлено фото)
(любезно предоставлено фото)