Кедр — профессиональное сварочное оборудование
Группа компаний КЕДР (ООО «РДС») – это отечественный поставщик и производитель профессионального сварочного оборудования, которое используется на предприятиях многих промышленных отраслей страны. На сегодняшний день компания предлагает на выбор широкий ассортимент оборудования, среди которого вы можете найти и заказать:
-
промышленное и профессиональное сварочное оборудование;
-
газосварочное оборудование;
-
средства защиты для сварщиков;
-
расходные материалы для сварки;
-
комплектующие и аксессуары.
Основная специализация ГК КЕДР (ООО «РДС») – поставка на предприятия промышленного оборудования, к которому предъявляются повышенные требования по надёжности, качеству сборки и функциональному наполнению.
Также ГК КЕДР (ООО «РДС») предлагает расширенный ассортимент газосварочного оборудования, в числе которого газовые горелки, манометры, редукторы, регуляторы, газовые резаки и сопутствующие продукты. Газосварочное оборудование КЕДР — это сбалансированное в соотношении стоимости и технической составляющей решение большинства задач, связанных с газопламенной обработкой изделий из стали и сплавов.
Средства защиты КЕДР создаются с применением передовых технологий и материалов и гарантируют максимальную безопасность сварщиков во время проведения работ. Не важно, на чём остановится ваш выбор: на сварочных масках, крагах или соответствующих комплектующих, — выбирая КЕДР, вы выбираете защиту, комфорт и производительность.
Оборудование КЕДР – это залог экономической и технической эффективности Вашего предприятия или проекта!
Наши преимущества
-
большой ассортимент качественного и надёжного оборудования;
-
приемлемые цены благодаря наличию собственного производства;
-
индивидуальный подход к каждому заказчику;
-
гарантийное обслуживание по всей РФ;
-
возможность бронирования продукции.


Открытость и гибкий подход к каждому партнёру позволяют взаимодействовать и разрешать любые возникающие вопросы в сжатые сроки, что, в свою очередь, гарантирует стабильную работу предприятия заказчиков.
Как варить полуавтоматом: режимы сварки, последовательность работ ()
Как правильно варить полуавтоматом?
При проведении строительных работ или капитальном ремонте автомобиля практически всегда требуется сварочный аппарат, который используется для соединения между собой металлических элементов какой-либо конструкции. Среди большой разновидности сварочных аппаратов огромной популярностью пользуется полуавтоматическая сварка. Основной положительной чертой такого процесса является возможность создания качественного и надежного соединения как черного, так и цветного металла. Поэтому далее будет рассмотрено, как варить полуавтоматом.
Устройство сварочного полуавтомата.
Принцип работы и состав сварочного полуавтомата
Чтобы разобраться, как правильно пользоваться сварочным полуавтоматом, необходимо знать его принцип работы. При сварке данным агрегатом электроды не нужны, потому что такой процесс осуществляется с помощью специальной сварочной проволоки, которая плавится в газовой среде. Инертный (MIG или Metal Inert Gaz) или углекислый (MAG или Metal Active Gaz) газ должен поступать из газового редуктора (баллона) во время сварки бесперебойно.
При сварке данным агрегатом электроды не нужны, потому что такой процесс осуществляется с помощью специальной сварочной проволоки, которая плавится в газовой среде. Инертный (MIG или Metal Inert Gaz) или углекислый (MAG или Metal Active Gaz) газ должен поступать из газового редуктора (баллона) во время сварки бесперебойно.
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
В процессе сварки тепловая энергия оплавляет поверхности, с которыми осуществляется работа (металл и электрод). В результате этого расплавленный металл склеивает требуемые части изделия между собой, создавая крепкий и очень надежный шов.
Для осуществления сварки полуавтомат должен включать такие узлы, как:
- блок управления;
- блок питания;
- емкость с газом;
- механизм подачи проволоки;
- резервуар с проволокой;
- шланг, по которому поступает газ;
- газовую горелку;
- газовую аппаратуру.

Газовая горелка предназначена для подачи в сварочную зону электродной проволоки и защитного газа. На ее рукоятке, изготовленной из защитного материала, размещена пусковая кнопка. Токоподающий наконечник горелки изготавливается из различных материалов: меди, бронзы и др. Его эксплуатационный срок напрямую будет зависеть от материала изготовления. Подключение горелки к аппарату может выполняться с помощью неразъемного соединения или через специальный разъем.
В роли источника питания может применяться инвертор, трансформатор или выпрямитель. Наилучшим вариантом является инвертор, который позволяет добиться лучшего качества сварного шва.
Схема полуавтомата для сварки алюминия.
Проволока, используемая при сварке, может иметь диаметр от 0,6 до 2,0 мм. Для ее легкой подачи она наматывается на специальные бобины. Электродная проволока может быть изготовлена из различных материалов: обычной и нержавеющей стали, алюминия и меди.
Для осуществления сварки полуавтоматическое оборудование должно иметь следующие характеристики:
- силу тока 40-600 А;
- напряжение на сварочной дуге 16-40 В;
- скорость сварки может достигать 20 мм/сек;
- за 1 сек. может тратиться от 3 до 25 см проволоки;
- расход инертного газа может достигать 60 л/мин, при этом минимальное значение составляет 3 л/мин;
- 1 сварочный баллон может вмещать до 100 л газа.
 может тратиться от 3 до 25 см проволоки;
может тратиться от 3 до 25 см проволоки;Режимы и методы полуавтоматической сварки
Основные типы сварных соединений.
Так как сварщику, который эксплуатирует такое оборудование, ежедневно приходится работать одновременно с разными металлами, фирмы-изготовители оснастили свою продукцию разными режимами работы. Поэтому специалист имеет возможность подобрать тот режим, который наилучшим образом справится с поставленными задачами.
Основные режимы работы сварочного полуавтомата:
- с коротким замыканием сварочной дуги;
- без короткого замыкания;
- с разбрызгиванием флюса;
- без разбрызгивания флюса;
- крупно- средне- и мелкокапельные режимы.
Применение того или иного режима работы зависит как от назначения свариваемой детали, так и от материала ее изготовления.
Таблица дефектов сварочных швов.
Чтобы сварщикам было легче ориентироваться в выборе метода сварки, существует более подробная классификация режимов:
- импульсная сварка;
- цикличная с короткой дугой;
- вариант со струйным перемещением обрабатываемого металла;
- точечный вариант;
- работа при непрерывном круговом переносе металла.
Если применяется углекислота, то обычно используется импульсно-дуговой режим с постоянным током обратной полярности. При этом скорость сварки небольшая, зато дуга будет иметь большую стабильность, что позволит добиться более прочного соединения.
Учитывая тот факт, что полуавтоматом можно заварить как толстый (до 40 мм), так и достаточно тонкий (0,5 мм) металл, необходимо знать основные методы такой сварки:
- Стыковая. Часто используется при ремонте автомобилей, когда какой-либо элемент меняется частично. Стыковая сварка – это соединение точечным или сплошным швом. Такой метод требует большой квалификации сварщика.
- Внахлест. Является самым простым методом. При этом на подготовленную поверхность ложится кусок металла, который в большинстве случаев заваривается точечно.
- По готовым отверстиям. Готовую заплатку с просверленными отверстиями приваривают к подготовленной поверхности. В этом случае соединение осуществляется по отверстиям.

Подготовка поверхности металла и аппарата к работе
Углы наклона мундштука горелки при сварке стали различной толщины.
Перед тем как приступать к сварочным работам, необходимо правильно к ним подготовиться. Первым делом следует подготовить поверхность, которая будет свариваться, чтобы на сварочном шве не образовались поры. Для этого с помощью стальной щетки и сухой ветоши с поверхности металла удаляют грязь, пыль, влагу, ржавчину и масло, после чего ее обезжиривают и протравливают.
После того как поверхность будет подготовлена надлежащим образом, можно переходить к подготовке самого аппарата. Для этого нужно:
- Проверить заземление, так как от его качества и надежности будет зависеть безопасность работы со сваркой.
- Проверить питающую сеть по уровню напряжения, потому что данное оборудование сильно восприимчиво к перепаду напряжения и другим отклонениям питающего напряжения от номинальных значений.
- Выбрать режим работы сварки.
- Отрегулировать диаметр наконечника на величину, которая будет немного превышать диаметр используемой проволоки.
- Проверить регулировку подающего устройства и горелки. Если эти элементы плохо отрегулированы, то это может привести к серьезным ошибкам во время выполнения сварочных работ.
- Проверить качество электродной проволоки. Она не должна иметь вмятин, трещин, отслоений и других видимых дефектов.

Последовательность выполнения сварочных работ полуавтоматом
Схема движения электрода.
- С учетом толщины обрабатываемого металла выставьте требуемую силу рабочего тока и характерную ей скорость подачи проволоки. Для этого можно воспользоваться таблицей, которая находится в инструкции к сварочному аппарату.
- Выбор и установка сменных шестерней позволяет настроить требуемую скорость подачи электрода. Для этого также можно воспользоваться таблицей или специальной коробкой скоростей.
- Отрегулируйте блок питания, чтобы он выдавал требуемое напряжение и рабочий ток. Это позволит добиться хорошей дуги, правильного формирования валика и требуемое количество расплавленного флюса.
- Для подачи проволоки соответствующий переключатель установите в положение «Вперед», после чего проволока начнет поступать к месту сварки. Переключив тумблер в положение «Назад», проволока начнет наматываться на катушку.
- Наполните воронку флюсом. После этого направьте держатель таким образом, чтобы конец мундштука оказался над сварочным местом. Отодвинув заслонку флюсовой воронки, нажмите «Пуск» и одновременно с этим начинайте двигать держателем вдоль предполагаемого образования сварочного шва.

Правила безопасности при работе с полуавтоматом
Рассматривая, как правильно варить полуавтоматом, необходимо остановиться на основных правилах безопасности:
- включая сварочное устройство, проверьте исправность рубильника и кнопочного выключателя;
- запуская аппарат, сначала нужно включить рубильник и только после этого можно включать сам блок питания;
- проверьте шланги, по которым поступает защитный газ на наличие возможных повреждений;
- для защиты себя и окружающих уберите мусор с рабочего места, после чего оградите его, наденьте защитные очки;
- после завершения работ отключите питание и подачу газа.

Добиться высокого качества сварки вы сможете только в том случае, если перед работой вы правильно настроите аппарат и подготовите обрабатываемую поверхность металла, а в процессе сварки будете в точности выполнять все правила и рекомендации специалистов.
http://moyasvarka.ru
Узнаем как варить полуавтоматом правильно? Узнаем как варить полуавтоматом без газа?
Сварочные работы являются одним из самых ответственных этапов как промышленного производства, так и малого бизнеса. Не следует также забывать об их важности в аспекте даже банального приусадебного хозяйства. Во всех этих случаях от качества сварки часто зависит не только эксплуатационная надежность готового изделия, но и безопасность людей, которые им пользуются.
Особенно надежна и качественна сварка полуавтоматическими сварочными аппаратами, выполняемая в среде инертных газов. Знаете, как варить полуавтоматом? Сегодня мы именно об этом и поговорим.
Общие понятия
В общем и целом, процесс этот является одной из многих разновидностей классической электродуговой сварки. Так как ее сопротивление намного выше такового для электрода, большая часть энергии выделяется в пространство около дуги, оплавляя свариваемую поверхность и сам электрод, в результате чего образуется так называемая сварная ванна.
Так как ее сопротивление намного выше такового для электрода, большая часть энергии выделяется в пространство около дуги, оплавляя свариваемую поверхность и сам электрод, в результате чего образуется так называемая сварная ванна.
После того как соединение остынет и закристаллизуется, образуется сварной шов, который на данном этапе развития технологий считается наиболее надежным способом сочленения металлических деталей.
Основные принципы сварки полуавтоматом
В отличие от классической дуговой сварки, в рассматриваемом нами процессе превалирующее значение имеют две вещи: электрод (сварная проволока) и инертный газ, защищающий сварную ванну. Перед тем как варить полуавтоматом, очень желательно последний купить в достаточном количестве.
Последнее обстоятельство чрезвычайно важно. Дело в том, что сварной шов всеми доступными способами стараются сохранить от взаимодействия с кислородом окружающей среды во время проведения работы: во-первых, в противном случае образуется много окалины, а поверхность соединения становится далека от идеала. Во-вторых, в самом металле шва появляется огромное количество окислов, которые крайне негативно влияют на качество готового сочленения. Именно поэтому в сварном деле широко используется аргон и углекислота.
Во-вторых, в самом металле шва появляется огромное количество окислов, которые крайне негативно влияют на качество готового сочленения. Именно поэтому в сварном деле широко используется аргон и углекислота.
Схематичное описание процесса сварки
Чтобы узнать, как варить полуавтоматом, нужно обязательно представлять себе главные принципы его работы.
В процессе сварки электрод (проволока) проходит сквозь сопло горелки, где и расплавляется из-за высокой температуры дуги. Так как сварочная проволока подается непрерывно, удается достичь постоянного качества и скорости процесса. Направление и скорость выбираются вручную. Следить за непрерывностью подачи электрода также приходится самому сварщику. В международной классификации такой процесс обозначается как GMAW (gas metal arc welding). Различают сварку в инертном или активном газе.
Последний используется в тех случаях, когда свойства металла не позволяют достичь каких-то особенных характеристик сварного шва. Вот как варить полуавтоматом.
Какое для этого требуется оборудование?
В комплект оборудования должен входить сам сварочный аппарат, источник сварного тока, устройство для подачи проволоки, а также баллон с газом. Устройства такого типа выпускаются как в портативных вариантах, так и в виде шасси для использования в полевых условиях. Так как научиться варить полуавтоматом подобного типа сложно, к работе допускаются только специалисты, прошедшие необходимый инструктаж.
Какими характеристиками отличается обычное оборудование подобного типа?
- Сила тока от 40 до 600 А.
- На самой сварочной дуге напряжение составляет от 16 до 40 В.
- Скорость прохождения скрепляемого участка может достигать 2 см в секунду.
- Для различных целей и материалов используется проволока, толщина которой составляет от 0,5 до 3 мм.
- За секунду расходуется от 30 до 250 мм электрода.
- Расход инертного газа может достигать 60 литров за одну минуту. Минимальным значением считается расход в три литра за одну минуту.
- В один сварочный баллон помещается до 100 литров инертного или активного газа.

Предпочтительные разновидности подающего механизма
Полуавтоматические сварочные аппараты во многом различаются по устройству механизма для подачи электродной сварочной проволоки, так что на этом моменте следует остановиться подробнее. В наиболее распространенном варианте используется толкательный тип: он сильно упрощает конструкцию горелки, но в этом случае длина шланга для подачи газа ограничена максимум тремя метрами. Лучше использовать тянущую конструкцию: длина шланга в этом случае может достигать 20 метров.
Перед покупкой сварочного аппарата следует самое пристальное внимание обратить на горелку. Так как сопло является тем элементом, который изнашивается едва ли не быстрее всего, оно должно быть максимально качественно изготовлено. Обратите внимание, что при сварке нужно постоянно очищать его от прилипших кусочков окалины. Очень внимательно нужно следить за состоянием наконечника, так как в случае его повреждения качество сварки резко падает.
Важно! Перед тем как варить нержавейку полуавтоматом, купите сменные комплекты. На нержавеющую сталь уходит много проволоки и инертного газа. Для ее сварки требуется мощная электрическая дуга, металл сильно греется, сопло быстро изнашивается.
Какие материалы следует использовать в работе?
Как мы уже говорили, проволоку можно использовать от 0,5 до 3 мм толщиной. Чем она тоньше, тем лучше горение дуги, тем глубже проплавление свариваемого материала. Учтите, что можно использовать электрод толще 3 мм, но на каждый «лишний» миллиметр должно приходиться по 100 дополнительных ампер.
Инертные газы могут быть использованы как в чистом виде, так и в смесях. Средний расход газа легко высчитать, зная среднюю скорость прохождения обрабатываемого участка и удельное потребление расходного материала, которое можно узнать из справочников для специалистов по сварке.
Немного о силе тока и напряжении
Разумеется, сила тока зависит от толщины свариваемого материала, а также от диаметра используемой проволоки. Чем толщина больше, тем глубина проплавления материала и общая производительность работы меньше. Чем напряжение выше, тем глубже проплавление металла. Но нужно помнить, что при этом увеличивается объем сгоревшего материала и окалины, а ширина шва сильно растет. Напряжение выставляется по силе тока. Информацию подробнее нужно искать в инструкции к сварочному аппарату.
Чем толщина больше, тем глубина проплавления материала и общая производительность работы меньше. Чем напряжение выше, тем глубже проплавление металла. Но нужно помнить, что при этом увеличивается объем сгоревшего материала и окалины, а ширина шва сильно растет. Напряжение выставляется по силе тока. Информацию подробнее нужно искать в инструкции к сварочному аппарату.
Скорость подачи электрода устанавливается, исходя из характеристик материала и требуемой прочности шва. Время сварки зависит как от толщины соединяемого материала, так и от предполагаемой ширины шва. На высокой скорости, таким образом, настоятельно рекомендуем делать только узкие соединения, так как при широких швах вы получите отвратительное качество сочленения и большое количество окалины.
О расходе газа
Чем проволока толще, тем больше расходуется инертного газа на защиту поверхности свариваемого материала. Понизить расход можно, плотнее прижимая сопло горелки к рабочей поверхности, или же банально уменьшив скорость сваривания деталей. Внимание! Если вы переборщите со скоростью (увеличивая ее ради роста производительности), наконечник сопла может выйти за пределы сварочной ванны, подвергаясь ускоренному окислению и разрушаясь от этого.
Внимание! Если вы переборщите со скоростью (увеличивая ее ради роста производительности), наконечник сопла может выйти за пределы сварочной ванны, подвергаясь ускоренному окислению и разрушаясь от этого.
Правильная работа с электродами
Стабильность сварочного процесса во многом зависит от выпуска и скорости расхода электродной проволоки. Чем вылет больше, тем менее стабильной становится дуга. Кроме того, в этом случае огромное количество материала уходит в окалину. Во многом это связано с тем, что резко сокращается зона сварочной ванны, наконечник и сам материал начинают окисляться ускоренными темпами. Если вылет излишне мал, резко ухудшается видимость при проведении сварки.
Варка алюминия
А как варить алюминий полуавтоматом? Алюминий – металл химически инертный, так как на его поверхности имеется толстая амальгама. Чтобы ее прожечь, нужна мощная дуга. В качестве электрода используется тонкая алюминиевая проволока. Обязательно (!) нужно использовать инертный газ, так как при малейшем доступе кислорода амальгама мгновенно восстанавливается.
Важные рекомендации
Если вы варите тонкий металл, то шов обязательно нужно вести сверху вниз. Шов необходимо делать как можно более тонким, так как в этом случае его толщина получается примерно одинаковой с обеих сторон. Если вы делаете излишне широкое сочленение, то вряд ли сумеете избежать прожога материала. Чтобы избежать порчи материала, рекомендуем увеличивать скорость сварки, уменьшая при этом напряжение сварочного тока.
В том случае, когда вы варите материал на подкладочном основании, обеспечьте как можно более плотное его прижатие. Дело в том, что дуга очень сильно разогревает металл, в результате чего его листы небольшой толщины начинают сильно изгибаться из-за температурной деформации. Чтобы уменьшить проявления этого физического эффекта, изгибайте стыки в сторону подкладки. Так как правильно варить полуавтоматом данным способом может быть сложно, перед работой сделайте несколько пробных швов.
Если свариваемый металл более 1,5 мм в толщину, советуем производить работу на весу. Настоятельно при этом рекомендуем располагать электрод в вертикальном положении, направляя его точно на ванну. Сваривая метал толщиной от 1,3 до 2 миллиметров, выбирайте режимы так, чтобы шов получался максимум за один проход. Перед тем как правильно варить полуавтоматом машину, обязательно подгоните детали друг к другу, разметьте фронт работ: кузов легко испортить, так что работать нужно очень аккуратно.
Настоятельно при этом рекомендуем располагать электрод в вертикальном положении, направляя его точно на ванну. Сваривая метал толщиной от 1,3 до 2 миллиметров, выбирайте режимы так, чтобы шов получался максимум за один проход. Перед тем как правильно варить полуавтоматом машину, обязательно подгоните детали друг к другу, разметьте фронт работ: кузов легко испортить, так что работать нужно очень аккуратно.
Если зазоры между плохо подогнанными деталями слишком велики, рекомендуем поступать следующим образом: также проводить сварку сверху вниз, проводить эксперименты с колебаниями мощности, а также время от времени прекращать работу, давая законченным участкам окрепнуть. Еще раз напомним: перед тем как правильно варить полуавтоматом, желательно подогнать детали друг к другу. Вы потратите совсем немного времени, зато процесс сварки пойдет куда быстрее.
Варим металл без использования инертных газов
Все вышесказанное справедливо для сварки металлов в среде инертных газов. Но что же делать в том случае, когда у вас попросту нет возможности или средств для покупки баллонов, как варить полуавтоматом без газа? Специально для этих случаев производители выпускают особые сорта электродной проволоки.
Но что же делать в том случае, когда у вас попросту нет возможности или средств для покупки баллонов, как варить полуавтоматом без газа? Специально для этих случаев производители выпускают особые сорта электродной проволоки.
При ее изготовлении могут быть использованы две технологии: запрессовка в тонкую металлическую трубку флюса или же включение его компонентов непосредственно в металл электрода.
Чем же хороша такая проволока? Все дело в физике: когда электродуговой разряд начинает ее расплавлять, вокруг сварной ванны образуется облако из тех соединений, которые входят в состав флюса. Таким образом, заменяется классический инертный газ, так как сгоревший флюс защищает свариваемый материал не намного хуже.
Вот как варить полуавтоматом без газа.
Немного о технике безопасности
Наша статья была бы не полной, если бы мы не упомянули о требованиях техники безопасности. Напомним, что ТБ при проведении электродуговой сварки требует создания как минимум десятиметровой защитной зоны вокруг места проведения работ. Если расстояние будет меньше, то присутствующие люди всерьез рискуют получить тяжелые ожоги сетчатки глаза. Чтобы подробнее узнать о конкретных нормативах и правилах, следует внимательно прочитать инструкцию к своему оборудованию.
Если расстояние будет меньше, то присутствующие люди всерьез рискуют получить тяжелые ожоги сетчатки глаза. Чтобы подробнее узнать о конкретных нормативах и правилах, следует внимательно прочитать инструкцию к своему оборудованию.
Специалист в обязательном порядке должен использовать индивидуальные защитные приспособления, тщательнейшим образом проверять перед началом работы все имеющееся оборудование. Строго запрещено начинать сварку, если выявлена хоть одна механическая или электрическая неисправность. Всегда помните о том, что сварочные работы являются источником повышенной опасности возникновения пожара.
Так как варить полуавтоматом сварочным зачастую приходится в помещениях, убирайте из зоны работ весь горючий материал.
Выводы
В завершение нужно сказать, что качество сварки получается действительно высоким только в том случае, когда поверхность деталей перед проведением работ тщательно зачищается от загрязнений и жиров. Кроме того, огромную роль играет правильная настройка оборудования: если вы переборщите с мощностью, можете прожечь листы железа насквозь. Решите делать работу медленнее – высока вероятность неаккуратных широких швов и появления большого количества окалины.
Решите делать работу медленнее – высока вероятность неаккуратных широких швов и появления большого количества окалины.
На последнюю не только уходит металл самой детали. Как мы говорили выше, окалина способствует скорейшему износу сопла горелки и прочих важных деталей сварочного аппарата. Очень важно это помнить перед тем как варить полуавтоматом машину: металл кузова особой толщиной не отличается, а потому может прогореть насквозь.
Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 59838
[~ID] => 59838
[NAME] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[~NAME] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Общие понятия
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
аппараты для сваривания металла под флюсом;
полуавтоматические системы для сварки в среде инертных газов;
автоматы, где в качестве электродов используют специальную порошковую проволоку.
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
автоматы, в которых используется сплошной стальной электрод;
системы сварки сплошной алюминиевой проволокой; универсальные модели (допускает использование обоих типов электродов).
Делятся сварочные аппараты и по характеру своей мобильности:
Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышлености.
Их антиподами являются переносные разновидности, транспортировать которые может всего один человек.
Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые могут перевозиться на специальном автомобильном шасси. Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Режимы полуавтоматической сварки
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Режим с коротким замыканием сварочной дуги и без него.
Крупно-, средне- и мелкокапельные виды.
Режимы с разбрызгиванием флюса и без него.
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
цикличная сварка, когда используется короткая дуга;
точечный тип;
импульсная сварка;
вариант со струйным перемещением свариваемого металла;
сварка при условии непрерывного кругового переноса металла.
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Достоинства полуавтоматических сварочных аппаратов
Огромным преимуществом является то обстоятельство, что можно сваривать металл, толщина которого не превышает 0,5 мм.
Ржавчина и даже довольно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работы.
Стоимость работы (в сравнении с другими типами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
Важно, что при помощи полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, причем само покрытие останется совершенно целым.
Слабые места технологии
Если нет возможности использовать инертный газ, металл достаточно сильно начинает «кипеть», причем брызги окалины разлетаются на приличное расстояние.
От открытой дуги идет достаточно сильное излучение, так что об этом моменте также не нужно забывать.
Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Немного о подающем механизме
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
Тянущие разновидности.
Подающие механизмы толкающего типа.
Универсальные модификации: проволока для сварки полуавтоматом в этом случае может быть любой.
Начинаем работать
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа? О
тличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделия
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?
Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?
Сперва нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
Остатки грязи обязательно нужно зачистить при помощи химических растворителей.
Как мы уже и говорили, следует сначала сделать пробный шов, так как настройки оборудования могут оказаться не слишком удачными.
Очень важно правильно подобрать силу тока и напряжение: слабый ток попросту не пробьет амальгаму.
Кроме того, нужно очень внимательно подходить к защите сварочной ванны.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
Источник:
fb.ru
[~DETAIL_TEXT] =>
Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Общие понятия
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
аппараты для сваривания металла под флюсом;
полуавтоматические системы для сварки в среде инертных газов;
автоматы, где в качестве электродов используют специальную порошковую проволоку.
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
автоматы, в которых используется сплошной стальной электрод;
системы сварки сплошной алюминиевой проволокой; универсальные модели (допускает использование обоих типов электродов).
Делятся сварочные аппараты и по характеру своей мобильности:
Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышлености.
Их антиподами являются переносные разновидности, транспортировать которые может всего один человек.
Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые могут перевозиться на специальном автомобильном шасси. Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Режимы полуавтоматической сварки
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Режим с коротким замыканием сварочной дуги и без него.
Крупно-, средне- и мелкокапельные виды.
Режимы с разбрызгиванием флюса и без него.
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
цикличная сварка, когда используется короткая дуга;
точечный тип;
импульсная сварка;
вариант со струйным перемещением свариваемого металла;
сварка при условии непрерывного кругового переноса металла.
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Достоинства полуавтоматических сварочных аппаратов
Огромным преимуществом является то обстоятельство, что можно сваривать металл, толщина которого не превышает 0,5 мм.
Ржавчина и даже довольно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работы.
Стоимость работы (в сравнении с другими типами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
Важно, что при помощи полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, причем само покрытие останется совершенно целым.
Слабые места технологии
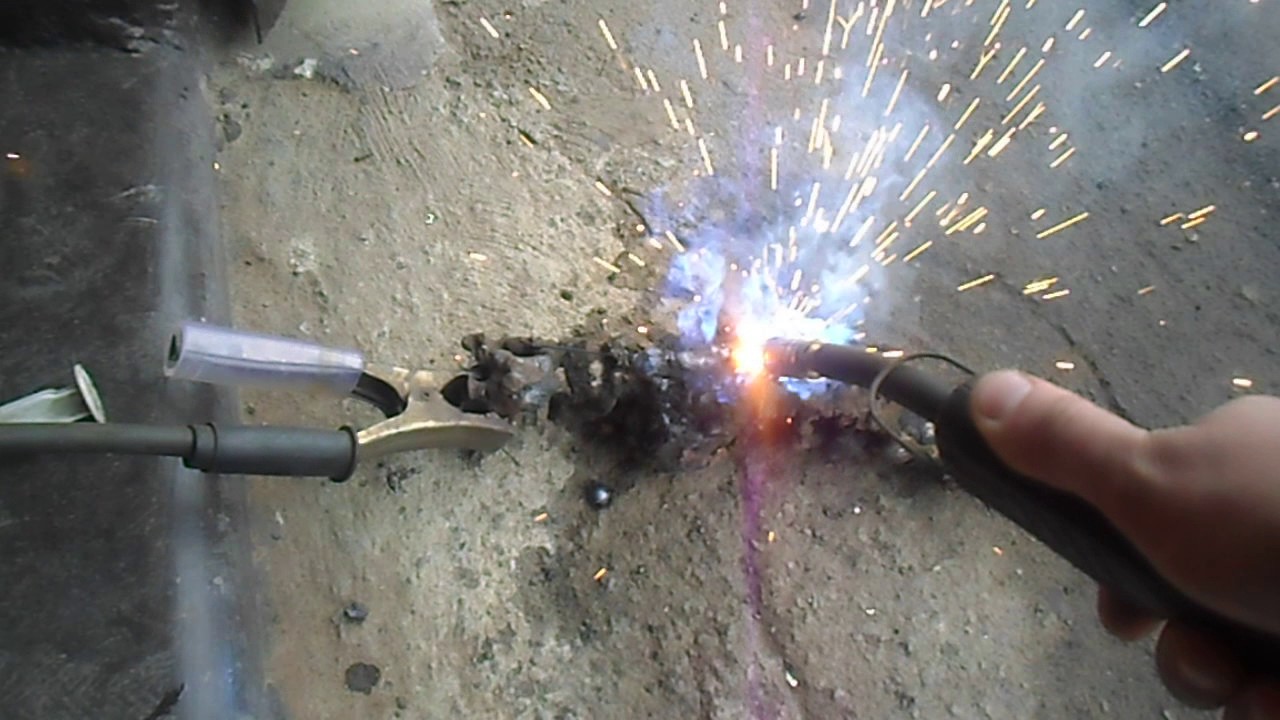
Если нет возможности использовать инертный газ, металл достаточно сильно начинает «кипеть», причем брызги окалины разлетаются на приличное расстояние.
От открытой дуги идет достаточно сильное излучение, так что об этом моменте также не нужно забывать.
Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Немного о подающем механизме
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
Тянущие разновидности.
Подающие механизмы толкающего типа.
Универсальные модификации: проволока для сварки полуавтоматом в этом случае может быть любой.
Начинаем работать
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа? О
тличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделия
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?
Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?
Сперва нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
Остатки грязи обязательно нужно зачистить при помощи химических растворителей.
Как мы уже и говорили, следует сначала сделать пробный шов, так как настройки оборудования могут оказаться не слишком удачными.
Очень важно правильно подобрать силу тока и напряжение: слабый ток попросту не пробьет амальгаму.
Кроме того, нужно очень внимательно подходить к защите сварочной ванны.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
Источник:
fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[~PREVIEW_TEXT] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 24.05.2017 11:37:53
[~TIMESTAMP_X] => 24.05.2017 11:37:53
[ACTIVE_FROM] => 24.05.2017
[~ACTIVE_FROM] => 24.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/59838/
[~DETAIL_PAGE_URL] => /news/115/59838/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[~CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[EXTERNAL_ID] => 59838
[~EXTERNAL_ID] => 59838
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24. 05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом. полуавтомат для сварки алюминия
[SECTION_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[SECTION_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом. полуавтомат для сварки алюминия
[ELEMENT_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[ELEMENT_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Как варят полуавтоматом? Режимы сварки полуавтоматом.

 Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
 Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.

 В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
 Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.

 Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.


 Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.


 Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
 Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.



 Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:

 Реальна ли сварка полуавтоматом без газа? О
Реальна ли сварка полуавтоматом без газа? О
 После этого появится дуга. Можно начинать работать.
После этого появится дуга. Можно начинать работать.


 Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
 Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
 К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 24.05.2017 11:37:53
[~TIMESTAMP_X] => 24.05.2017 11:37:53
[ACTIVE_FROM] => 24.05.2017
[~ACTIVE_FROM] => 24.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/59838/
[~DETAIL_PAGE_URL] => /news/115/59838/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[~CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[EXTERNAL_ID] => 59838
[~EXTERNAL_ID] => 59838
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 24.05.2017 11:37:53
[~TIMESTAMP_X] => 24.05.2017 11:37:53
[ACTIVE_FROM] => 24.05.2017
[~ACTIVE_FROM] => 24.05.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/59838/
[~DETAIL_PAGE_URL] => /news/115/59838/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[~CODE] => kak_varyat_poluavtomatom_rezhimy_svarki_poluavtomatom_poluavtomat_dlya_svarki_alyuminiya_
[EXTERNAL_ID] => 59838
[~EXTERNAL_ID] => 59838
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24. 05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом. полуавтомат для сварки алюминия
[SECTION_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[SECTION_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом.
05.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом. полуавтомат для сварки алюминия
[SECTION_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[SECTION_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_META_KEYWORDS] => как варят полуавтоматом? режимы сварки полуавтоматом. полуавтомат для сварки алюминия
[ELEMENT_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[ELEMENT_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом.
полуавтомат для сварки алюминия
[ELEMENT_META_DESCRIPTION] => Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций. К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящ
[ELEMENT_PAGE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.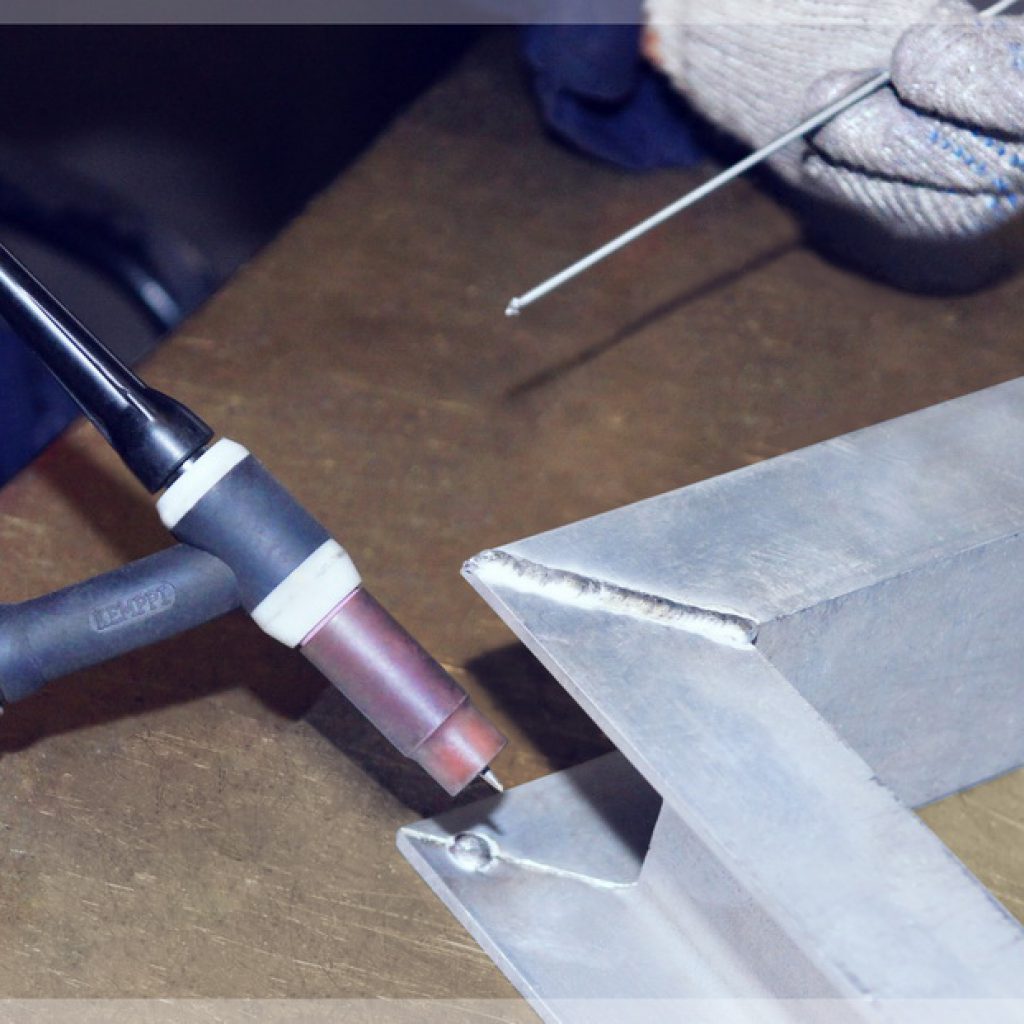 alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
 Полуавтомат для сварки алюминия
Полуавтомат для сварки алюминия24.05.2017
Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Общие понятия
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
аппараты для сваривания металла под флюсом;
полуавтоматические системы для сварки в среде инертных газов;
автоматы, где в качестве электродов используют специальную порошковую проволоку.
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
автоматы, в которых используется сплошной стальной электрод;
системы сварки сплошной алюминиевой проволокой; универсальные модели (допускает использование обоих типов электродов).
Делятся сварочные аппараты и по характеру своей мобильности:
Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышлености.
Их антиподами являются переносные разновидности, транспортировать которые может всего один человек.
Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые могут перевозиться на специальном автомобильном шасси. Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Режимы полуавтоматической сварки
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
Режим с коротким замыканием сварочной дуги и без него.
Крупно-, средне- и мелкокапельные виды.
Режимы с разбрызгиванием флюса и без него.
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
цикличная сварка, когда используется короткая дуга;
точечный тип;
импульсная сварка;
вариант со струйным перемещением свариваемого металла;
сварка при условии непрерывного кругового переноса металла.
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Достоинства полуавтоматических сварочных аппаратов
Огромным преимуществом является то обстоятельство, что можно сваривать металл, толщина которого не превышает 0,5 мм.
Ржавчина и даже довольно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работы.
Стоимость работы (в сравнении с другими типами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
Важно, что при помощи полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, причем само покрытие останется совершенно целым.
Слабые места технологии
Если нет возможности использовать инертный газ, металл достаточно сильно начинает «кипеть», причем брызги окалины разлетаются на приличное расстояние.
От открытой дуги идет достаточно сильное излучение, так что об этом моменте также не нужно забывать.
Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Кроме того, нередко сталь сваривают в углекислом газе.
Немного о подающем механизме
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
Тянущие разновидности.
Подающие механизмы толкающего типа.
Универсальные модификации: проволока для сварки полуавтоматом в этом случае может быть любой.
Начинаем работать
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.
Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа? О
Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа? О
тличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделия
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?
Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?
Сперва нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
Остатки грязи обязательно нужно зачистить при помощи химических растворителей.
Как мы уже и говорили, следует сначала сделать пробный шов, так как настройки оборудования могут оказаться не слишком удачными.
Очень важно правильно подобрать силу тока и напряжение: слабый ток попросту не пробьет амальгаму.
Кроме того, нужно очень внимательно подходить к защите сварочной ванны.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
Источник: fb.ru
Просмотров: 3013
Как варить полуавтоматом, если нет защитного газа
Как варить полуавтоматом, если нет защитного газаДля сварки полуавтоматом нужна углекислота или смесь с аргоном. Защитная среда из газа, которая образуется в зоне шва, защищает его от попадания воздуха. Если варить полуавтоматом без газа, то сварное соединение получится мягким и непрочным.
При этом далеко не у всех и всегда есть возможность применять защитный газ для сварки полуавтоматом. Для этого необходимы большие баллоны с газом под высоким давлением. Все это приводит к ряду проблем связанных с безопасностью, заправкой и транспортировкой ГБО.
Соответственно назревает вопрос, а можно ли варить полуавтоматом без газа вообще. Стоит знать, что полуавтоматической сваркой без газа, когда применяется обычная проволока, можно только ставить прихватки. Для формирования надежного и качественного сварного соединения понадобится нечто другое.
Стоит знать, что полуавтоматической сваркой без газа, когда применяется обычная проволока, можно только ставить прихватки. Для формирования надежного и качественного сварного соединения понадобится нечто другое.
Полуавтоматическая сварка порошковой проволокой
На самом деле, если нужно использовать полуавтомат без газа, то выход есть и уже давно. Для этих целей была разработана специальная проволока, внутри которой находится порошок. При сгорании порошок выделяет защитный газ, который и защищает область сварку от проникновения воздуха.
Сварка порошковой проволокой подчас единственное решение, когда нет возможности доставить газобаллонное оборудование в труднодоступные места. В таком случае намного проще и легче для формирования надежного сварного соединения использовать именно порошковую проволоку, а не защитный газ.
При сгорании флюса порошковой проволоки образуется газовое облако. Его радиус достаточен для того, чтобы защитить область сварки. В тоже время нужно заметить, что при сварке в разных пространственных положениях, облако газа может вести себя по-разному.
Когда осуществляется сварка вертикальных швов, газ поднимается вверх. Учитывая данный нюанс нужно варить полуавтоматом сверху вниз. Таким образом, получится удержать часть тепла и газа, который выполняет функцию защиты сварочной ванны.
Преимущества использования порошковой проволоки
При сварке полуавтоматом без газа, только порошковой проволокой, можно получить ряд преимуществ:
- Отсутствует надобность в ГБО, поэтому сварка полуавтоматом, которую по большей мере принято считать стационарной, становится мобильной;
- Можно варить любой металл. Состав порошковой проволоки как раз и выбирается с учётом состава свариваемых металлов;
- Большая безопасность использования полуавтомата, чем с защитным газом.
Несмотря на это, следует выделить и некоторые недостатки, а именно высокую цену на расходные материалы. Стоимость порошковой проволоки, если это действительно хороший и качественный товар, достаточно высокая. Китайская порошковая проволока стоит дешевле, но её качество вызывает сомнения.
Кроме того, чтобы получить действительно надежное и хорошее соединение, нужно уметь правильно выбирать порошковую проволоку. Здесь важно понимать, для сварки какого именно металла она предназначена.
Изучив все вышеперечисленные моменты легко сделать вывод, что варить полуавтоматом без газа можно, но только при надлежащем подходе к выбору сварочных материалов.
Технология сварки – продвинутая | Образовательный центр и технический колледж Роберта Моргана
Цель программы
Миссия программы Welding Technology-Advanced Program состоит в том, чтобы подготовить студентов к работе в качестве продвинутого сварщика в различных профессиях в сварочной промышленности. Учащийся получит углубленные знания по настройке и изготовлению приспособлений для сварки с максимально возможной эффективностью, чтобы сохранить экономию средств
Содержание программы
«Технология сварки» — курс повышения квалификации готовит студентов к работе в сварочной отрасли. Содержание подчеркивает передовые навыки, необходимые для успешной работы в сварочной отрасли. Учащиеся изучают средний и продвинутый уровень дуговой сварки в среде защитного газа (SMAW) на сварочном аппарате класса B, методы изготовления трубных фитингов и продвинутые навыки дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). Программа также предназначена для подготовки продвинутых сварщиков к работе в новых сварочных отраслях
Содержание подчеркивает передовые навыки, необходимые для успешной работы в сварочной отрасли. Учащиеся изучают средний и продвинутый уровень дуговой сварки в среде защитного газа (SMAW) на сварочном аппарате класса B, методы изготовления трубных фитингов и продвинутые навыки дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). Программа также предназначена для подготовки продвинутых сварщиков к работе в новых сварочных отраслях
, непосредственно связанных с географически значимыми потребностями бизнеса и промышленности в сварке. Курс/программа также обеспечивает дополнительную подготовку для лиц, ранее или в настоящее время занятых в этих профессиях.Изучаются принципы и теории передовых процедур сварки. Принципы изготовления приспособлений для фиксации деталей для роботизированной сварки, полуавтоматической сварки и сварки труб расширены в условиях цеха.
Принципы и теории плазменного резака с числовым программным управлением (ЧПУ) включают практическую настройку, базовое программирование, загрузку программ и деталей на компьютер и устранение основных неисправностей компьютера (ЧПУ)
Требования к поступающим
- 16 лет и старше, в настоящее время не зачисленные в какую-либо программу K-12
- Профессиональные интересы
- Выпускник предшествующих курсов по курсу «Прикладные технологии сварки», класс «Технология сварки» или опыт работы до 3 лет в передовых сварочных процессах. OAW, GMAW, GTAW, SMAW и FCAW.
- Создать информацию профиля обновления на Focus
- Встретиться с консультантом
- Нет особых требований к информационным технологиям
 OAW, GMAW, GTAW, SMAW и FCAW.
OAW, GMAW, GTAW, SMAW и FCAW.
Часы программы
- с понедельника по четверг с 17:00. до 23:00
- Пятница с 17:15. до 20:30
- Понедельник – Четверг с 9:00 до 15:00.
Требования к завершению
Вся программа составляет 750 часов, но учащиеся могут получить сертификат по завершении следующих OCP:
OCP A – Advanced Welder 1: 600 часов
OCP B – Advanced Welder 2: 150 часов
Минимальные уровни базовых навыков, необходимые для выдачи сертификата об окончании полной программы, — это 9-й класс по математике, чтению и языку на тесте TABE® или прохождение отраслевой сертификации.Дополнительную информацию могут предоставить студенческие службы.
Ожидается, что учащиеся овладеют компетенциями программы.
Возможности трудоустройства
- Аэрокосмические сварочные аппараты
- Строительный сварщик
- Роботизированные сварочные аппараты
- Аппараты для прихватки
- Аппарат для сварки труб
- Комбинированный сварочный аппарат
- Морской сварщик
- Пламенные резаки
- Сварочные аппараты производственной линии
- Сварочный провод
Требования к трудоустройству
Предпочтительно завершение технической программы в соответствующем учреждении.
Зарплата
Средняя заработная плата для этой карьеры во Флориде составляет 19,35 долларов в час или 40 240 долларов в год.
Стоимость программы
- Жители штата — 2,56 доллара США в час (возможны изменения)
- Резидент за пределами штата – 10,25 долларов США в час (возможны изменения)
- Плата за подачу заявления в размере 15 долларов США за триместр
- Плата за материалы – зависит от программы
- Плата за идентификацию – 5 долларов США за триместр
- Плата за страхование ответственности – зависит от программы
- Учащиеся должны приобрести книги/наборы и/или униформу, если применимо.

Финансовая помощь
Финансовая помощь доступна тем, кто соответствует требованиям. Кандидаты должны иметь аттестат о среднем образовании аккредитованной средней школы или его эквивалент. Чтобы подать заявку, заполните бесплатное заявление на получение федеральной помощи студентам на сайте www.fafsa.gov. С вопросами по этому поводу следует обращаться в Управление финансовой помощи.
RMEC & TC придерживается политики недискриминации и стремится предоставить равные возможности всем потенциальным студентам.
5 советов для новичков в автоматизированной сварке
Сегодня сварочная промышленность адаптировалась к последним технологическим достижениям. Роботизированная и автоматизированная сварка оказывает значительное влияние на обрабатывающую и строительную отрасли.
Автоматизация сварочных операций обеспечивает неизменно высокое качество сварки в течение нескольких часов. Использование машин для поддержки вашего ремесла означает, что вы можете выполнять работу быстрее без необходимости дополнительных трудовых ресурсов и ресурсов.
Использование машин для поддержки вашего ремесла означает, что вы можете выполнять работу быстрее без необходимости дополнительных трудовых ресурсов и ресурсов.
Вот 5 советов по автоматической сварке, которые помогут вам начать работу:
1. Изучите основы автоматизированной сварки с помощью исследований и наставника
Вы можете посмотреть видео или прочитать статьи о сварочных роботах и машинах. Понимание различий между сваркой MIG, TIG и дуговой сваркой — хорошее начало.
Наставник более интерактивен, чем обучение через чистое исследование. Ошибки в процессе обучения будут уменьшены.
Проверьте свой круг общения в сети.Посмотрите, сможете ли вы найти его у своих друзей или друзей друзей.
2. Безопасность превыше всего
Это может быть совет номер два, но вы всегда должны ставить безопасность на первое место, несмотря ни на что.
Сварка — очень опасный процесс, особенно если вы больше увлекаетесь полуавтоматической сваркой. Всегда разумно инвестировать в защитное снаряжение, такое как шлемы, перчатки, комбинезоны, кожные покровы, сварочный фартук и защитную обувь.
Всегда разумно инвестировать в защитное снаряжение, такое как шлемы, перчатки, комбинезоны, кожные покровы, сварочный фартук и защитную обувь.
Кроме того, безопасность обеспечивается не только правильным снаряжением.Вы также должны быть внимательны к своему окружению. Убедитесь, что ваше рабочее пространство имеет достаточный размер. Оборудование и материалы подготавливаются перед началом сварочных работ. И, конечно же, необходима надлежащая вентиляция рабочего места.
3. Знайте разницу между полуавтоматической и полностью автоматической сваркой
Автоматизированная сварка имеет две подкатегории.
Полуавтоматическая сварка требует, чтобы оператор вручную загружал и начинал работу. Этот тип автоматизированной сварки предназначен для улучшения процесса сварки без полного участия квалифицированных операторов.Это более распространенный выбор автоматизации сварки.
При полностью автоматизированной сварке машина берет на себя весь рабочий процесс. В этом случае оператор будет наблюдать за всем процессом сварки, следя за тем, чтобы машины работали правильно. Этот тип сварки в основном используется в отраслях, связанных с массовым производством.
В этом случае оператор будет наблюдать за всем процессом сварки, следя за тем, чтобы машины работали правильно. Этот тип сварки в основном используется в отраслях, связанных с массовым производством.
Важно понимать разницу между ними, чтобы знать, на какой области следует сосредоточиться.
4.Совершенствовать навык
Автоматизированная сварка — это очень технический навык, который необходимо изучить и освоить. Это требует, чтобы вы обладали большинством базовых знаний о ручной сварке.
Обучение автоматизированному обучению значительно повысит вашу производительность за счет получения более качественных результатов за меньшее время.
Изучив основы, стремитесь к мастерству. Всегда стремитесь к обучению и будьте лучшим сварщиком, которым вы можете быть!
5. Инвестируйте в подходящую машину для автоматизированной сварки
Инвестиции в автоматический сварочный аппарат могут быть дорогостоящими, особенно для стартапов.
Малые предприятия, которым не требуются крупные сварочные работы, могут перейти на ручную сварку. Они будут инвестировать в ручной сварочный аппарат, некоторые сварочные материалы и квалифицированного сварщика. Эти инвестиции меньше по сравнению со стоимостью автоматизированных систем
Они будут инвестировать в ручной сварочный аппарат, некоторые сварочные материалы и квалифицированного сварщика. Эти инвестиции меньше по сравнению со стоимостью автоматизированных систем
Но в долгосрочной перспективе это может оказаться столь же дорогостоящим, как автоматизация сварки. Вы по-прежнему будете думать о трудозатратах, текущем ремонте, стоимости производственных отходов, а также об аварийных ситуациях в вашем цеху; как если бы ваш сварщик попал в аварию во время процесса сварки.
Ищете подходящее место для покупки сварочного аппарата?
Если вы ищете лучшую инвестицию для потребностей вашего бизнеса в области сварки, ArcBoss вас поддержит. Мы можем помочь вам автоматизировать сварочные операции, не выходя за рамки бюджета.
Свяжитесь с нами сейчас!
Сварочный пистолет Lincoln Electric Magnum PRO Curve 300 | для полуавтоматической сварки MIG | Кабель 10 футов
137 долларов. 82137,82$
82137,82$
- Убедитесь, что это подходит, введя номер модели.
- Конструкция рукоятки Curve – легкая и сбалансированная рукоятка Curve обеспечивает удобный захват и снижает усталость сварка и меньше потерь времени
- Хромированная трубка пистолета — Хромированное покрытие предотвращает прилипание брызг к трубке пистолета, что продлевает срок ее службы места

Промышленные процессы сварки – преимущества и недостатки
Исторически промышленные процессы сварки соединяли металлы путем сплавления присадочного материала со свариваемыми основными металлами.
Процессы, которые могут быть реализованы на полуавтоматической основе для промышленных сварочных процессов, таких как дуговая сварка вольфрамовым электродом в газе (GTAW), дуговая сварка под флюсом (SAW), дуговая сварка с флюсовой проволокой (FCAW) и электрошлаковая сварка (ESW) , существует уже много лет.
Совсем недавно были разработаны процессы с более высокой производительностью, которые сплавляют основной материал без необходимости использования наполнителей.
В частности, за последние 50 лет был разработан ряд новых процессов, таких как лазерная сварка, электронно-лучевая сварка, магнитно-импульсная сварка и сварка трением с перемешиванием.
По мере развития науки развиваются и промышленные сварочные процессы. Робототехника и другие формы автоматизированной сварки в настоящее время стали обычным явлением и недороги, а высокоскоростные процессы, такие как K-TIG, значительно повышают производительность сварки.
Сварка проволокой Сварочные процессы, допускающие только неглубокое проплавление, требуют снятия кромок и использования расходуемого наполнителя для проволоки. Сварные швы обычно состоят из начального «корневого прохода», за которым следует ряд «присадочных проходов», а сварной шов завершается «закрывающим проходом».
Сварные швы обычно состоят из начального «корневого прохода», за которым следует ряд «присадочных проходов», а сварной шов завершается «закрывающим проходом».
Присадочный материал, обычно проволока, добавляется в расплавленную сварочную ванну во время сварки, чтобы заполнить подготовку и сплавить два соединяемых основных металла.
Основные промышленные процессы сварки в этой категории включают GTAW (TIG), GMAW (MIG), SMAW (каркас) и дуговую сварку под флюсом (SAW).
Сварка без проволоки
Сварочные процессы с глубоким проплавлением могут выполняться автогенно (без проволоки).Соединение обычно не требует скоса кромок и обычно представляет собой квадратный стык.
Сварные швы обычно состоят из одного прохода с полным проплавлением. Как правило, это высокопроизводительные процессы, идеально подходящие для производственной сварки, такой как резервуары, сосуды, трубы, намотка и другие продольные и окружные сварки, которые можно выполнять в положениях сварки 1G (вертикально вниз) и 2G (горизонтально).
Основные промышленные процессы сварки в этой категории включают GTAW с замочной скважиной (K-TIG), электронно-лучевую сварку (EBW), лазерную сварку (LBW) и плазменно-дуговую сварку (PAW).
Газовая вольфрамовая дуговая сварка (GTAW)
Газовая вольфрамовая дуговая сварка (GTAW), также известная как вольфрамовый инертный газ (TIG), использует неплавящийся вольфрамовый электрод для выполнения сварки. Сварочная ванна защищена от атмосферного загрязнения за счет использования инертного защитного газа, обычно аргона, но также используются и другие газы, такие как гелий.
Поскольку электрод, используемый в GTAW, является неплавящимся, проволока добавляется в сварочную ванну с помощью отдельного механизма подачи проволоки со скоростью подачи, соответствующей току и скорости перемещения выполняемой сварки.
GTAW является золотым стандартом, когда речь идет о качестве сварки, и обеспечивает превосходную стабильность и прочность сварных швов. Во многих критически важных промышленных приложениях использование GTAW является обязательным. GTAW подходит для широкого спектра материалов.
Во многих критически важных промышленных приложениях использование GTAW является обязательным. GTAW подходит для широкого спектра материалов.
Преимущества
- Чистые высококачественные сварные швы
- Подходит для широкого спектра металлов
- Без брызг, шлака или искр
- Возможна сварка во всех положениях
- Низкая скорость сварки
- Для достижения качественного сварного шва требуется хорошая координация глаз и рук
- Требуется высокий уровень навыков оператора
- Скромные показатели отложений
GTAW с замочной скважиной (K-TIG или K-GTAW)
Дуговая сварка вольфрамовым электродом с замочной скважиной (K-TIG или K-GTAW) — это высокоскоростной высокопроизводительный вариант GTAW/TIG.Как и в случае GTAW, в нем используется нерасходуемый вольфрам и инертный защитный газ. Все газовые смеси, подходящие для GTAW, можно использовать с K-TIG.
Отличительной особенностью сварки K-TIG является концентрация дуги для создания «замочной скважины», которая полностью проникает в соединение и позволяет выполнять однопроходную сварку материалов толщиной до 16 мм. Этот процесс не требует скашивания проволоки или кромок. По сравнению с обычной сваркой GTAW/TIG типичны повышение производительности и общая экономия от 70% до 90%.По сравнению с плазменно-дуговой сваркой (PAW) обычно прирост производительности составляет более 50%.
K-TIG наследует все атрибуты качества сварки GTAW, что позволяет производить сварные швы выдающегося качества и прочности. K-TIG идеально подходит для коррозионностойких и реактивных металлов, включая нержавеющую сталь, дуплекс, супердуплекс, хастеллой, инконель, титан и цирконий. Подходят также высококачественные углеродистые стали с низким содержанием серы. K-TIG — это процесс GTAW в соответствии с определением ASME.
Преимущества- Повышение производительности на 70–90 % и экономия средств по сравнению с GTAW
- Однопроходный, полное проникновение до 16 мм
- Не требует скашивания проволоки или кромок
- Чрезвычайно чистые, высококачественные сварные швы без волнистости
- Не подходит для орбитальных (5G/6G) приложений
- Не подходит для меди или алюминия
- Требуется оборудование автоматизации для обеспечения постоянной скорости движения
- Более высокая начальная стоимость по сравнению с обычным оборудованием GTAW
Дуговая сварка в защитном металле (SMAW)
Также известная как «стержневая сварка», сварка экранированным металлом (SMAW) представляет собой ручной процесс, простой и недорогой в эксплуатации. Разработанный в 1930-х годах метод SMAW использует металлический расходуемый электрод, вокруг которого находится флюс. Флюс плавится вместе с металлическим сердечником электрода, образуя газ и шлак, экранируя дугу и защищая сварочную ванну от атмосферных загрязнений. Электрод расплавляется, и металл электрода заполняет зазор сварки для соединения.
SMAW могут быть покрыты различными защитными флюсами различного состава для широкого спектра применений. Флюс очищает поверхность металла, подает в сварной шов дополнительные легирующие элементы, защищает расплавленный металл от окисления и способствует стабилизации дуги.Слой шлака необходимо удалить после сварки.
Сварные швы, как правило, не такие чистые и аккуратные, как другие методы, а брызги расплава и включения шлака в сварном шве делают этот процесс непригодным для некоторых применений. Этот процесс обычно используется на строительных площадках для возведения стальных конструкций. SMAW не подходит для химически активных металлов, таких как титан или цирконий.
Преимущества
- Низкая стоимость
- Отдельный защитный газ не требуется
- Простое и портативное оборудование, можно использовать на открытом воздухе
- Подходит для всех положений сварки и не чувствителен к ветру
- Низкая скорость сварки, низкая скорость наплавки, относительно низкая производительность
- Сварные швы могут содержать шлаковые включения
- Непрерывная сварка невозможна из-за частых остановок, необходимых для замены электродов
- Значительное выделение дыма в процессе
Газовая дуговая сварка металлическим электродом (GMAW)
Газовая дуговая сварка металлическим электродом (GMAW), обычно называемая металлическим инертным газом (MIG) и металлическим активным газом (MAG), использует горелку для подачи проволоки (или «пистолет»), которая подает расходуемую электродную проволоку с постоянной скоростью, которую можно установить. оператором.Горелка также подает в сварочную ванну защитный газ, защищающий ее от атмосферных загрязнений.
оператором.Горелка также подает в сварочную ванну защитный газ, защищающий ее от атмосферных загрязнений.
При нажатии триггера оператором инициируется подача расходуемой проволоки, подача питания на электрод, подача защитного газа, зажигание дуги и выполнение сварки. Встроенный блок подачи проволоки подает проволочный электрод по каналу к контактному наконечнику. Большинство систем GMAW/MIG подают проволоку с постоянной скоростью подачи, однако более совершенные машины могут изменять скорость подачи проволоки в зависимости от изменения длины дуги.
GMAW/MIG был разработан в 1940-х годах и остается наиболее распространенным промышленным процессом сварки, используемым сегодня, благодаря своей скорости, относительной простоте и простоте адаптации для использования с системами автоматизации сварки, включая роботов.
Преимущества- Относительно недорогое оборудование
- Высокая скорость осаждения
- Подходит для широкого спектра металлов
- Относительно прост в освоении и легко автоматизируется
- Высокая стоимость расходных материалов
- Чувствителен к загрязнениям, таким как ржавчина, прокатная окалина, грязь, масло и краска, которые могут вызвать пористость, неполное сплавление, плохой внешний вид валика и растрескивание
- Высокая чувствительность к ветру ограничивает применение внутри помещений
- Сквозняки или вентиляторы со скоростью всего 5 миль в час могут мешать защитному газу и приводить к дефектам пористости
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка с флюсовой проволокой (FCAW) функционально идентична сварке GMAW/MIG, за исключением того, что непрерывно подаваемая плавящимся электродом проволока, подаваемая через горелку, является полой и заполнена флюсом. Защитный газ может использоваться в сочетании с процессом, но обычно флюс создает необходимую атмосферную защиту, создавая как газообразную защиту, так и жидкий шлак над сварным швом.
Защитный газ может использоваться в сочетании с процессом, но обычно флюс создает необходимую атмосферную защиту, создавая как газообразную защиту, так и жидкий шлак над сварным швом.
Этот процесс, разработанный в 1950-х годах, широко используется в строительной отрасли благодаря своей скорости, портативности и относительно высокой скорости сварки.
Преимущества
- Может использоваться для сварки во всех положениях
- При использовании подходящего расходуемого порошкового электрода защитный газ не требуется
- Возможность относительно высокой скорости осаждения
- Устойчив к ветру
Недостатки
- Более высокая стоимость расходных материалов по сравнению с GMAW/MIG
- Потенциальная пористость, поскольку газы из флюсовой сердцевины могут задерживаться в сварочной ванне по мере затвердевания металла
- Может производить чрезмерное количество ядовитого дыма и паров
Дуговая сварка под флюсом (SAW)
Дуговая сварка под флюсом (SAW) выполняется путем пропускания тока через расходуемый проволочный электрод, который покрыт толстым насыпным слоем гранулированного плавкого флюса, подаваемого на сварной шов с помощью «бункера для флюса».
Сварочная ванна защищена от атмосферного загрязнения путем «погружения» под слой флюса, который обычно состоит из извести, кремнезема, оксида марганца, фторида кальция и других соединений. Обычно от 50% до 90% флюса можно восстановить, переработать и повторно использовать в последующих сварных швах.
В твердом состоянии защитный флюс является непроводящим изолятором. В расплавленном состоянии флюс становится высокопроводящим и обеспечивает путь тока между электродом и свариваемым соединением.Флюс полностью покрывает сварочную ванну расплавленного металла, предотвращает разбрызгивание, устраняет искры и подавляет как дым, так и ультрафиолетовое излучение, которые обычно связаны с процессом дуговой сварки в среде защитного металла (SMAW).
Разработанный в 1930-х годах, SAW обычно реализуется как автоматизированный процесс и, как правило, подходит только для 1G (горизонтальной плоской или угловой сварки). SAW широко используется при изготовлении стальных листов, включая сварку профилей, продольных швов труб и судостроении. С помощью этого процесса можно достичь очень высоких скоростей осаждения.
С помощью этого процесса можно достичь очень высоких скоростей осаждения.
- Хорошо подходит для автоматизации с минимальными навыками оператора
- Возможны высокие скорости сварки и очень высокие скорости наплавки
- Минимальное выделение дыма и излучения дуги
- Хорошо подходит для сварки толстых профилей из углеродистой стали
- Обычно подходит только для плоской или горизонтальной сварки
- Ограниченный набор материалов и областей применения
- Требуются сложные системы обработки флюса
- Требуется удаление шлака между проходами и после сварки, переработанный флюс может быть загрязнен
Плазменно-дуговая сварка (PAW)
(PAW) считается одним из наиболее технически сложных сварочных процессов, используемых сегодня.
PAW использует специальную горелку, которая полностью покрывает неплавящийся электрод внутри сопла с водяным охлаждением. Через электрод проходит сильный ток, образуя струю плазмы, которая затем проталкивается через очень узкое отверстие. Отверстие сужает дугу, и затем плазменная струя выходит из отверстия с высокой скоростью и высокой температурой. Процесс требует управления двумя инертными газами: один используется для формирования плазмы дуги; а второй для защиты плазмы дуги.
Через электрод проходит сильный ток, образуя струю плазмы, которая затем проталкивается через очень узкое отверстие. Отверстие сужает дугу, и затем плазменная струя выходит из отверстия с высокой скоростью и высокой температурой. Процесс требует управления двумя инертными газами: один используется для формирования плазмы дуги; а второй для защиты плазмы дуги.
PAW можно использовать автогенно при толщине до 8 мм, однако по мере увеличения толщины материала критически важными становятся настройки параметров. С помощью этого процесса можно получить высококачественные сварные швы, однако для поддержания всех требуемых параметров в допустимых пределах требуются высокие навыки оператора и частое техническое обслуживание.
Разработанный в 1940-х годах и до сих пор используемый на многих трубных заводах и производителях сосудов, этот процесс все чаще заменяется более простым процессом K-TIG , который обеспечивает большее проникновение и скорость.
Преимущества- Сварка с полным проплавлением возможна для материалов толщиной до 8 мм
- Высокая скорость сварки
- Хорошо подходит для сварки 1G (вертикально вниз)
- Пониженные требования к скосу кромок, как правило, прямоугольное стыковое соединение
- Сложный процесс, требующий высокой квалификации оператора
- Несколько сварочных газов и множество критических параметров
- Высокие капитальные и эксплуатационные расходы
- Минимальная устойчивость к несоответствиям и зазорам
- Высокое тепловложение может привести к деформации и потере механических свойств