Как сварить тонкий металл электродом — Про дизайн и ремонт частного дома
Техника сварки тонкого металла инвертором
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.

При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета.
 Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов; - При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
 Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Секрет сварки тонкого металла
Варить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело. Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.
Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.
Во-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.
Поэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Как варить тонкий металл инвертором и электродом
Рассмотрим в этой статье сайта mmasvarka.ru нюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
- Первое что нужно сделать, так это переключить инвертор для сварки на обратную последовательность. В таком случае тонкий металл будет намного меньше нагреваться, а основная температура придется на электрод. Чтобы переключить сварочный инвертор на обратную последовательность, нужно держатель электрода подсоединить к плюсовой клемме инвертора, а массу к минусовой. О том, как выбрать сварочный инвертор для дома читайте здесь.
- Выбрать для сварки самые тонкие электроды, диаметром до 2 мм.
- Выставить на сварочном инверторе ток не более 60 Ампер или меньше, если металл начнёт прожигать.
- Варить тонкий металл лучше всего в вертикальном или наклоном положении, ведя электродом сверху вниз. В таком положении металл будет меньше всего нагреваться.
- Выдерживать угол наклона электродом в пределах 40°, и при этом варить вперёд.
Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку.
Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Как варить тонкий металл электродом. Работа инвертором
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь.
 Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Как варить тонкий металл
Сварка тонкого металла инвертором
Здесь, те правила, которыми привыкли пользоваться при сварке толстого металла, абсолютно не действуют. Нужно знать некоторые особенности, чтобы не пропалить металл, и в тоже время получить прочный и надежный сварочный шов.
В данной статье строительного журнала samastroyka.ru будет рассказано об особенностях сварки тонкого металла, инвертором. Статья будет полезной начинающим сварщикам, которые только начали познавать увлекательный и затягивающий мир сварки.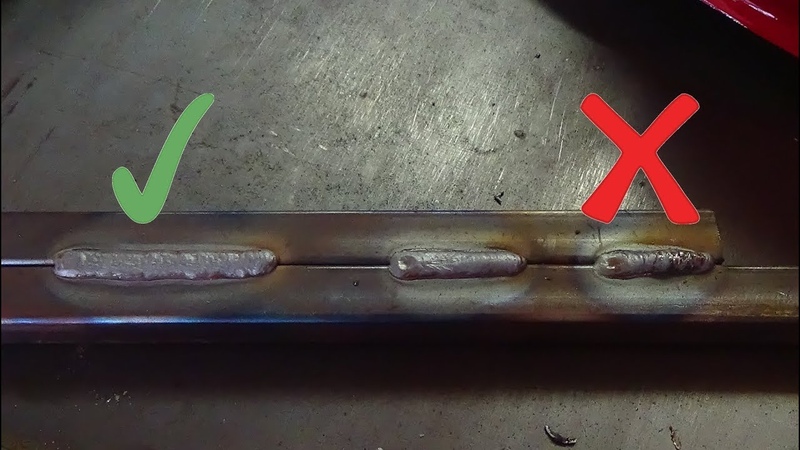
Особенности сварки тонкого металла
Первая проблема, с которой придется столкнуться при сварке тонкого металла, это прожжённые дыры и оплавленные кромки заготовки. Вроде бы и сварочный ток выставлен минимальный, а все равно, при отводе электрода образуется длинная дуга, которая прожигает тонкий металл.
Поэтому первое правило заключается в том, чтобы стараться держать дугу, как можно короче, и сразу же быстро отводить электрод в сторону для её разрыва. В свою очередь это требует определенного навыка и сноровки от электросварщика, и то, и другое, конечно же, приходят с опытом.
Вторая особенность заключается в том, что при сварке тонкого металла заготовку очень сильно ведёт и коробит. Даже ровный стальной лист может стать «волнообразным», вследствие воздействия на него высоких температур при сварке. Поэтому второе правило, заключается в следующем: нужно стараться не слишком сильно нагревать заготовку, и если есть такая возможность, то использовать специальные теплоотводящие пластины из меди для её охлаждения.
Многие опытные сварщики сначала прихватывают тонкий металл «пунктиром» или варят его внахлёст, с небольшой отбортовкой и т. д. Также многие практикуют сварку тонкого металла двумя электродами, когда один используется в качестве сварочной проволоки. Разогревая стык и электрод дугой, одновременно, раскалённый металл начинает затекать, как олово с паяльника, образуя при этом ровный и красивый сварочный шов.
Не менее важным правилом при сварке тонкого металла, является определение нужной силы тока и полярности на инверторе.
Как варить тонкий металл инвертором
Что касается полярности, то при сварке тонкого металла инвертором, держак с электродом следует подключать к плюсовой клемме, а минус подсоединять к свариваемой заготовке. Почему это так важно? Всё просто, и при воздействии силы тока, в данном случае, электрод будет нагреваться намного больше, чем заготовка. Это позволит избежать сильного провара металла, и меньше всего поведёт его от воздействия высоких температур.
Перед тем, как варить тонкий металл, на инверторе следует выставить нужную силу тока. Благо современные сварочные инверторы позволяют это сделать плавно, и прямо в процессе сварочных работ. Достаточно лишь повернуть ручку регулировки силы тока, и выставить его нужное значение. С учетом того, что тонкий металл варят минимальными по диаметру электродами, 1,5 или 2 мм, сила тока понадобится в районе 30-50 А.
Начинать учиться варить тонкий металл лучше всего с нижнего положения. После небольших тренировок, можно переворачивать заготовку и варить её под небольшим уклоном или в вертикальном положении. И всегда нужно помнить о том, что электроды должны быть высокого качества и абсолютно сухими. Если электроды залипают в процессе сварки инвертором, то обязательно прокалите их в обычной электрической духовке.
Как варить тонкий металл электродом 2 мм
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.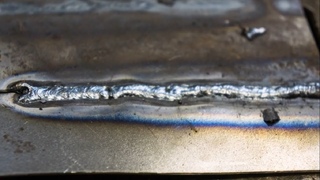
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.  youtube.com/embed/WhtS9M_Ohog»/>
youtube.com/embed/WhtS9M_Ohog»/>
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.

При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
 Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Сварка тонкого металла электродом – сложная в реализации задача, с которой рано или поздно сталкивается каждый практикующий сварщик. Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
 Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.Выбор режимов и электродов
При сваривании тонкостенных конструкций рекомендуем использовать аппараты инверторного типа. Если сравнивать с агрегатами трансформаторного типа, инверторы создают более стабильную дугу, а диапазон регулировки сварочного тока при этом гораздо выше. Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Рабочие параметры устанавливают исходя из толщины изделия, при этом зависимость имеет прямой характер – чем тоньше заготовка, тем меньше должна быть величина сварочного тока.
В технических справочниках указано, что тонкостенным считают такое изделие, толщина стенок которого не превышает 5 мм. Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
В качестве примера приведем рекомендуемое сечение электрода и силу сварочного тока, в зависимости от толщины заготовки:
Как видите, амперные характеристики невозможно указать точно, по причине различия характеристик различных сортов металла. Оптимальные параметры подбираются опытным путем.
Функция регулировки режима розжига дуги поможет избежать прогаров на стартовом участке. Это позволит приступить к работе непосредственно в зоне стыковки. В противном случае рекомендуем производить розжиг на толстом участке с последующим переносом дуги в рабочую область.
Следует помнить, что тонкие электроды плавятся гораздо быстрее, чем обычные. При сварке участков равной длины расход тонких стержней будет выше. Требования к материалам изготовления электродов не отличаются от стандартных требований при выполнении сварочных работ – основа электрода должна соответствовать базой поверхности изделия.
Правильная технология
Чтобы понять, как правильно варить тонкое железо инверторами, необходимо тщательно изучить технологическую цепочку. Ее этапы не отличаются от схемы сваривания стандартных изделий:
- Предварительная подготовка поверхности.
- Рабочий цикл.
- Финишная обработка шва.
Рассмотрим каждую стадию подробнее.
Подготовка
На данном этапе необходимо очистить зону соединения от следов старой краски и очагов коррозии. После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
Сварка
Порядок выполнения работ электросваркой следующий:
- Подготовьте электроды исходя из толщины заготовки. Наконечник следует очистить от флюсового покрытия на длину 5-6 мм для облегчения розжига дуги.
- Вдоль линии будущего шва рекомендуем сделать точечные прихваты с интервалом 100-120 мм. Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
- Процесс розжига дуги осуществляется двумя способами. В первом случае необходимо провести стрежнем по поверхности. Движение должно напоминать поджигание спички. Альтернатива – постукивание электродом по поверхности. Данный способ применяют при работе в труднодоступных метах. Длина сварочного дуги не должна превышать диаметр сечения электрода. В этом случае она будет обладать достаточной плотностью и стабильностью.
 Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
Это позволит избежать смещения элементов конструкции в процессе выполнения работ.- Скорость движения электрода подбирается индивидуально, исходя из текущих условий работ. Зона расплава должна иметь несколько удлиненную форму – это свидетельствует о том, что металл прогревается на нужную глубину.
- Следите за плавностью движения дуги и избегайте резких движений. Несмотря на то, что современные модели сварочных аппаратов оснащено вспомогательными функциями, колебание дуги может привести к дефектам шва.
Дополнительными функциями, которые упрощают процесс соединения, являются:
- Форсаж дуги. При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
- Антизалипание электрода. При контакте электрода с поверхностью автоматика сбрасывает напряжения, препятствуя залипанию стержня.
 При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.В процессе выполнения работ важно обеспечить визуальный контроль над сварочной ванной. При этом угол наклона электрода должен находиться в диапазоне 60-90º. При уменьшении угла наклона шов будет иметь наружные выпуклости, свидетельствующие о том, что металл не прогрелся только на поверхности.
После кристаллизации соединения его очищают от шлака и проводят первичный осмотр на наличие дефектов.
Приемы
Для получения качественного неразъемного соединения используют следующие приемы:
- Внахлест. При наличии запаса длины соединяемых изделий, данный способ позволит надежно соединить их, благодаря большей площади контакта. При этом необходимо тщательно следить за прогревом поверхности, во избежание прожогов.
- Точками. Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
- С дополнительным электродом. В этом случае необходимо очистить анод от флюсового покрытия и уложить вдоль линии сварки. Места укладки тщательно проваривают. Технология подходит для заделки одиночных отверстий.
- Обратной полярностью. Применение способа предусматривает подключения держателя к плюсу, а массы – к минусу. При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.
- При сварке металлов разной толщины применяют следующий способ: розжиг дуги выполняют на более толстом элементе, а затем переносят ее на более тонкую часть.
Сварка листового металла встык осуществляется двумя способами:
- с отбортовкой кромок;
- на подкладке.
Кроме того, медную пластину рекомендуют подкладывать с целью отвода тепла от стали, ввиду большей теплопроводности. Это позволяет избежать прожогов изделий.
Основные способы соединения
Техника выполнения работ зависит от применяемого сварочного оборудования и расходных материалов. Рассмотрим особенности соединения в зависимости от технологии, за исключением сварки плавящимися электродами, которая была рассмотрена выше.
Неплавящимися графитовыми электродами
Данный способ получил особое распространение при работе с тонкостенными изделиями профессиональными сварщиками. Существует два способа достижения цели:
- Использование присадочной проволоки;
- Метод оплавления с последующим стыкованием.
Второй способ применяется чаще, поскольку оплавление исключает использование дополнительных присадочных материалов, что влияет на себестоимость работ. Суть метода заключается в температурной обработке соединяемых кромок до изменения агрегатного состояния поверхности. При этом создаются условия для соединения материала. Обладая определенными навыками можно создать герметичное соединение без выгорания отдельных участков.
Проволоку используют в качестве наполнителя для различных полостей и пустот. Величина сечения материал изготовления должны соответствовать характеристикам обрабатываемой детали.
Очень тонкий металл
В этой проблемой чаще всего сталкиваются работники станций технического обслуживания, при ремонте элементов кузова автомобилей. Современные производители транспорта используют листы, толщина которых не превышает 0,8 мм. Таким образом, использование аппаратов инверторной сварки не представляется возможным, за исключением аварийных случаев.
Основным способом решения проблемы считают использование накладок из более толстого материала, который играет роль каркаса будущего соединения.
Особенности работы с оцинкованной сталью
При работе с оцинковкой рекомендуем снять защитное покрытие ручным или механическим способом. В противном случае цинк будет выгорать в процессе соединения, что может привести к отравлению работника его парами.
На промышленных предприятиях для подготовки изделия используют направленное пламя, выжигающее цинковый слой.
Ввиду незначительной толщины специалисты рекомендуют применять точечный метод соединения.
Альтернативные методы
Надежной альтернативой инвертору считают применение полуавтоматов для соединения тонких металлических элементов. Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов. Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Недостаток полуавтомата заключается в повышенных требованиях к квалификации работника – начинающий сварщик не способен за короткий срок освоит все навыки работы с данным оборудованием.
Заключение
Сварка тонколистового металла – ответственный процесс, который требует от исполнителя определенных профессиональных навыков. Опытным специалистам лучше использовать полуавтомат – он позволяет увеличить производительность работ и обеспечивает тонкую настройку рабочих параметров.
Как приварить тонкий металл к толстому
В процессе производства различных конструкций и оборудования может возникнуть потребность в соединении тонкого металла к толстой детали. Такая задача легко решается, если прежде как приварить тонкий металл к толстому металлу выполнить некоторые подготовительные операции:
в массивной детали необходимо сделать проточку для создания одинаковой толщины свариваемых элементов;
установить из толстой детали со стороны тонкой детали специальный ободок.
Процесс сваривания деталей при помощи проточки
- Сварка тонкой детали к толстому профилю при наличии в последнем проточки обеспечивает нормальный ход процесса и образование высококачественного сварочного шва. Данный способ имеет один недостаток, который заключается в сложности удерживания горелки по линии тонкого соединения металла.
- Сварку электрической дугой можно проводить двумя способами: непрерывным свариванием всего шва и прерывистым свариванием или сваркой точками.
- При непрерывной сварке электрод проводится по всей длине шва без отрыва. Значение сварочного тока выставляется примерно на значение 40-60А, в зависимости от применяемого аппарата оно может отличаться, поэтому необходимо в конкретном случае определять силу тока по горящей дуге и по тому, как проплавляется металл. Нужно, что бы корень шва полностью проплавлялся, но не прожигался. Это основной момент, от которого зависит непрерывный процесс сваривания шва по всей длине. То есть необходимо взять подходящего диаметра электрод, выставить соответствующую силу тока, и вести, не отрывая электрод с некоторой скоростью. При этом необходимо не забывать, что при слишком быстром движении электрода корень шва не проварится, а сварочный шов будет накладываться поверх стыка. При слишком медленной скорости металл можно прожечь.
- Сварка точками (прерывистая сварка) обеспечит более качественное соединение деталей. Значение тока в этом случае устанавливается немного больше обычного для гарантированного проваривания шва. Техника заключается в том, что при зажигании дуги после касания необходимо убрать электрод, затем опять зажечь дугу и убрать электрод. Такой процесс должен происходить настолько быстро, что бы металл не успел остыть полностью. Можно варить чуть длиннее, а не только точками, главное следить за состоянием сварочной ванны и не допускать что бы металл не проплавился насквозь.

Процесс сварки тонкого металла с толстым при помощи установки со стороны тонкого металла ободка обеспечивает простоту проведения такой работы (отсутствует смещение шва, нормальная ширина сварочной ванны) и хорошая обозреваемость расплавленного металла в сварочной ванне. Недостаток такого метода заключается в том, что металлический ободок, который остается приваренным после процесса к конструкции, что несколько портит ее внешний вид. Наиболее качественные соединения при таком методе получаются при использовании импульсной аргонодуговой сварки.
Сварка тонкого металла электродом: технология, электроды
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело.
Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды.
Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите.
Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками.
Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Диаметр электрода, мм | 1,0 мм | 1,6 мм — 2 мм | 2 мм | 2,0 мм — 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров.
Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали.
Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей).
Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева.
После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов.
Есть несколько способов.
Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты.
Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4.
При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать.
Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Источник: https://stroychik.ru/tools/svarka-tonkogo-metalla
Особенности сварки тонкого металла электродом
Листовой металл востребован в разных отраслях. Примером выступает соединения кузова автомобилей, создание емкостей для жидкостей. Сварка тонкого металла электродом дает возможность создать конструкции высокой прочности. Для него предусмотрено огромное количество приспособлений. Однако не все представленные методики будут эффективными при обработке листов.
Сварка тонколистового металла электродом
Особенности работы
Не каждый специалист может сваривать железо толщиной 1–2 мм. Это подразумевает навык, опытные характеристики. Если часто смотреть ролики и учитывать рекомендации, то возможно добиться существенных продвижений.
Обработка имеет следующие особенности:
- Прожоги. Лист достаточно тонкий, поэтому в нем появляются сквозные отверстия. Причиной выступает установленная сила тока, сниженная скорость при ведении шва.
- Непроваренные места. Желая сделать все быстро, сварщики спешат, что приводит к появлению непроваренных областей. Это ухудшает герметичность, делая деталь непригодным для жидкостей.
- Наплывы. Расплавленный материал под воздействием направленной силы выдавливает шов на обратной стороне. Положение исправляется подложкой или снижением нагрузки.
- Деформация конструкции. Материал подвержен перегреванию, что влечет его деформацию. Он вытягивается в месте нагрева. Выходом из положения служит правка холодным способом посредством резинового молотка или распределение шва по поверхности.
 Лист достаточно тонкий, поэтому в нем появляются сквозные отверстия. Причиной выступает установленная сила тока, сниженная скорость при ведении шва.
Лист достаточно тонкий, поэтому в нем появляются сквозные отверстия. Причиной выступает установленная сила тока, сниженная скорость при ведении шва.С учетом того, что сваривание проводится на сниженной силе тока, то элементы размером 4 мм и 5 мм не дадут электрической дуге гореть в нормальном темпе.
Выбор режимов
В домашних условиях для сваривания рекомендуется использовать инвертор. Он имеет максимально точную настройку по сравнению с трансформаторными моделями.
Он имеет максимально точную настройку по сравнению с трансформаторными моделями.
Мощность тока полностью зависит от размера листов и диаметра дуги. Тонкими считаются листы толщиной 5 мм. Проблемы могут возникнуть с меньшим коэффициентом.
Соответствие силы, материала и диаметра электрода представлено в таблице:
| Параметры материала в мм. | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Электрод, мм | 1 | 1-1,6 | 2 | 2,5 | 2-3 |
| Показатель тока, А | 10–20 | 30–35 | 35–45 | 50–65 | 65 |
Данные таблицы являются усредненными. Правильно настроить прибор можно при сваривании. При выборе электродов для сварки тонкого металла нужно учитывать, что они оборудованы увеличенной скоростью плавления. Это значит, что шов ведется непрерывно.
Правильно настроить прибор можно при сваривании. При выборе электродов для сварки тонкого металла нужно учитывать, что они оборудованы увеличенной скоростью плавления. Это значит, что шов ведется непрерывно.
Как варить тонкий металл?
Сваривание тонколистного железа проводится с помощью различных технологий. При точечном воздействии высоких температур исключается образование прожога для качественного шва.
Подготовка
Как сварить тонколистовой металл известно не всем. Существуют правила подготовки к процедуре:
- Подбирается электрод и коэффициент сварного тока. На корпусе устройства указывается параметр для различной толщины материала. Оптимальным выступает 35–40 А.
- Нужный электрод ставится, зажимается клемма на свариваемом продукте.
- Сварные детали должны прочно присоединяться друг с другом.
Спайка тонких металлических листов осуществляется лишь когда технология проверена. После этого разрешается приступать к основному процессу.
Сварка
При малой толщине материала обработка проводится небольшими участками или в шахматном порядке. Применение этой технологии дает возможность ровно распределять тепловые качества:
- Работу начинают с прихвата электродом по краям, затем ставится точка в центре. Таким образом деталь не может быстро нагреваться, равномерно распределяя напряжение.
- После нанесения область зачищают металлической щеткой, чтобы удалить шлак.
- Сварка проводится точечно. Не стоит спешить, нужно дать заготовке остыть.
- Когда шов станет ровным, для максимальной герметичности проходят полосой на короткой дуге.
Специалисты советуют наклонять изделие от линии горизонта и делать шов от нижней к верхней части. Тогда лишнее станет выходить и самостоятельно выдуваться посредством давления сварочной дуги.
Точечное соединение металла
Альтернативные методы
Сварка тонколистового металла — процедура деликатная и ответственная. Она требует определенных знаний. Может проводиться полуавтоматом или вручную. Первый метод значительно проще. Процесс вручную подразумевает определенные действия.
Может проводиться полуавтоматом или вручную. Первый метод значительно проще. Процесс вручную подразумевает определенные действия.
Процессом сварки тонкого металла инвертором считается спайка. Сварка встык доступна настоящему профессионалу или в случае, если сила тока рассчитана по всем параметрам. Тогда выбирается пайка внахлест. При инверторной сварке для получения ровного шва нужно выбрать мощность тока.
Практические советы
Перед процессом опытные сварщики рекомендуют ознакомиться с полезными советами:
- Изначально следует тренироваться на лишних остатках и бракованных изделиях.
- При инверторном способе выбирается небольшая мощность, потому что запрещено разрывать работу между электродом и железным листом.
- Для любой операции необходимо надевать защитную одежду и дополнительные аксессуары, например, термоустойчивые перчатки, невоспламеняющуюся куртку, прочный шлем, очки.
- Специальная подкладка уменьшает вероятность прожечь отверстия, поэтому варить тонкий металл легче.
- Меньшая дуга исключает перегревание обрабатываемого места.

Качественная сварка тонкого листового металла осуществляется на специализированном оборудовании. Главное подготовить изделия, отвести лишнюю температуру, выставить ток.
Сварка тонкого металла электродом | Arc welding of thin metal — Территория сварки Особенности сварки тонкого металла электродом Ссылка на основную публикацию
Источник: https://metalloy.ru/obrabotka/svarka/tonkogo-metalla-elektrodom
Сварка тонкого металла электродом
Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
Требования и технология сварки жести
Сварка тонколистового металла имеет ряд требований, которые рекомендуется выполнять для получения качественного результата:
- электроды для сварки тонкого металла следует подбирать в соответствии с толщиной рабочего изделия. При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
- во избежание деформации деталей, необходимо выбирать соответствующую силу тока, для сварки стальных листов небольшого диаметра;
- сварка тонколистовой стали должна производиться электродами с особым покрытием, которые будут медленно плавиться, позволят легко возбудить и удержать дугу, без разбрызгивания капель металла.
 При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;Особое внимание необходимо уделить выбору электрода. Для сварки жести нужно выбрать специальные проводники, которые обеспечивают медленное плавление и позволяют лучше удержать дугу. Использовать для работы можно как переменный, так и постоянный ток. Электроды для сварки инвертором тонкого металла лучше всего выбирать универсальные. Специалисты рекомендуют отдать предпочтение «троечке».
Касаемо технологии работы, то сваривать тонкие изделия лучше внахлест, так меньше вероятности прожечь металл.
Если необходимо произвести сварку листового металла встык, тогда его перед обработкой надо зафиксировать таким образом, чтобы они не двигались во время работы. При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
 На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4.
При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания.
Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали.
В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий. При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов.
Источник: https://svarkaed.ru/svarka/izdeliya-i-konstruktsii/svarka-tonkogo-metalla.html
Техника сварки тонкого металла инвертором
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
- Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
- Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
- Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
- Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
- Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
- От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
ВАЖНО ЗНАТЬ: Инструкция по пайке радиаторов охлаждения двигателя
- На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
- Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
- Видео:
Как вести контроль над дуговым зазором?
- Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
- Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
- Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
- Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
- Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
- Видео:
- Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.

За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
- Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
- Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
- Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
- Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
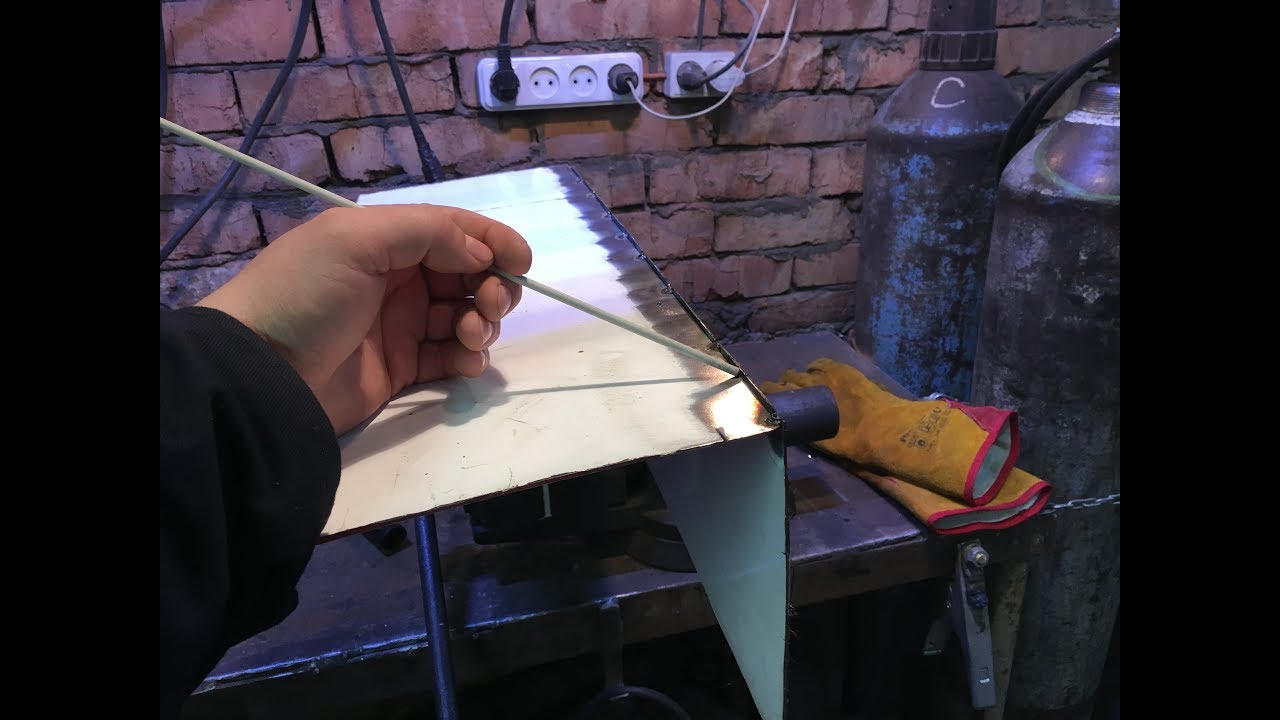
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
- При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
- Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
- При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
ВАЖНО ЗНАТЬ: Технология лазерной сварки металлов
- Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
- Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
- Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
- Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
- Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
- Видео:
- При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
- При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
- Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
- При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.

Сварка тонколистового металла плавящимся электродом
- Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
- Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
- Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
- Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
- Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.

Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
- При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
- Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
- Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
- Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
- В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
- За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
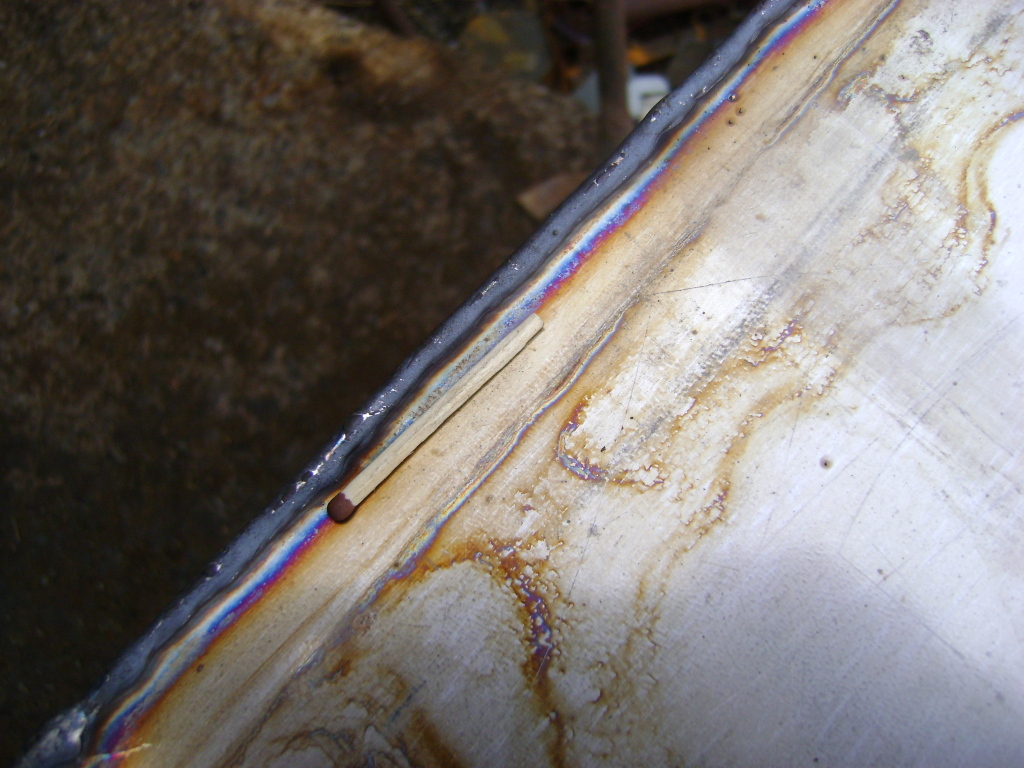
ВАЖНО ЗНАТЬ: Советы по сварке полуавтоматом с газом и без
- Видео:
- Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
- Но при этом нужно знать, куда какой заряд подсоединить.
- Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
- Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
- Видео:
- Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
- В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
 Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Источник: https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Сварка инвертором тонкого металла
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра.
На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение.
Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
 Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток.
Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения.
Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А.
Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы.
Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков.
Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к.
Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к.
иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к.
проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода.
Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода.
Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм.
Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл.
Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
- Поделись с друзьями
- 0
- 0
- 0
- 0
Источник: https://svarkalegko.com/tehonology/kak-varit-tonkij-metall.html
Техника сварки тонкого металла электродом: особенности оборудования
Сварка тонкого металла электродом – сложная в реализации задача, с которой рано или поздно сталкивается каждый практикующий сварщик. Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
 В результате соединение не обладает необходимой крепостью и герметичностью.
В результате соединение не обладает необходимой крепостью и герметичностью.Выбор режимов и электродов
При сваривании тонкостенных конструкций рекомендуем использовать аппараты инверторного типа. Если сравнивать с агрегатами трансформаторного типа, инверторы создают более стабильную дугу, а диапазон регулировки сварочного тока при этом гораздо выше. Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Рабочие параметры устанавливают исходя из толщины изделия, при этом зависимость имеет прямой характер – чем тоньше заготовка, тем меньше должна быть величина сварочного тока.
В технических справочниках указано, что тонкостенным считают такое изделие, толщина стенок которого не превышает 5 мм. Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
В качестве примера приведем рекомендуемое сечение электрода и силу сварочного тока, в зависимости от толщины заготовки:
Как видите, амперные характеристики невозможно указать точно, по причине различия характеристик различных сортов металла. Оптимальные параметры подбираются опытным путем.
Функция регулировки режима розжига дуги поможет избежать прогаров на стартовом участке. Это позволит приступить к работе непосредственно в зоне стыковки. В противном случае рекомендуем производить розжиг на толстом участке с последующим переносом дуги в рабочую область.
Следует помнить, что тонкие электроды плавятся гораздо быстрее, чем обычные. При сварке участков равной длины расход тонких стержней будет выше. Требования к материалам изготовления электродов не отличаются от стандартных требований при выполнении сварочных работ – основа электрода должна соответствовать базой поверхности изделия.
Правильная технология
Чтобы понять, как правильно варить тонкое железо инверторами, необходимо тщательно изучить технологическую цепочку. Ее этапы не отличаются от схемы сваривания стандартных изделий:
- Предварительная подготовка поверхности.
- Рабочий цикл.
- Финишная обработка шва.
Рассмотрим каждую стадию подробнее.
Подготовка
На данном этапе необходимо очистить зону соединения от следов старой краски и очагов коррозии. После этого поверхность обезжиривается с помощью любого доступного растворителя. Особое внимание необходимо уделить месту монтажа массы сварочного агрегата. Некачественная обработка места крепления может нарушить контакт.
Сварка
Порядок выполнения работ электросваркой следующий:
- Подготовьте электроды исходя из толщины заготовки. Наконечник следует очистить от флюсового покрытия на длину 5-6 мм для облегчения розжига дуги.
- Вдоль линии будущего шва рекомендуем сделать точечные прихваты с интервалом 100-120 мм. Это позволит избежать смещения элементов конструкции в процессе выполнения работ.
- Процесс розжига дуги осуществляется двумя способами. В первом случае необходимо провести стрежнем по поверхности. Движение должно напоминать поджигание спички. Альтернатива – постукивание электродом по поверхности. Данный способ применяют при работе в труднодоступных метах. Длина сварочного дуги не должна превышать диаметр сечения электрода. В этом случае она будет обладать достаточной плотностью и стабильностью.
- Скорость движения электрода подбирается индивидуально, исходя из текущих условий работ. Зона расплава должна иметь несколько удлиненную форму – это свидетельствует о том, что металл прогревается на нужную глубину.
- Следите за плавностью движения дуги и избегайте резких движений. Несмотря на то, что современные модели сварочных аппаратов оснащено вспомогательными функциями, колебание дуги может привести к дефектам шва.

Дополнительными функциями, которые упрощают процесс соединения, являются:
- Форсаж дуги. При удлинении разряда рабочий параметры автоматически повышаются, стабилизируя дугу.
- Антизалипание электрода. При контакте электрода с поверхностью автоматика сбрасывает напряжения, препятствуя залипанию стержня.
В процессе выполнения работ важно обеспечить визуальный контроль над сварочной ванной. При этом угол наклона электрода должен находиться в диапазоне 60-90º. При уменьшении угла наклона шов будет иметь наружные выпуклости, свидетельствующие о том, что металл не прогрелся только на поверхности.
После кристаллизации соединения его очищают от шлака и проводят первичный осмотр на наличие дефектов.
Приемы
Для получения качественного неразъемного соединения используют следующие приемы:
- Внахлест. При наличии запаса длины соединяемых изделий, данный способ позволит надежно соединить их, благодаря большей площади контакта. При этом необходимо тщательно следить за прогревом поверхности, во избежание прожогов.
- Точками. Метод позволяет избежать перегрева поверхности. Применяется при соединении особо тонких листов. Рекомендуемый шаг точки – три величины сечения электрода.
- С дополнительным электродом. В этом случае необходимо очистить анод от флюсового покрытия и уложить вдоль линии сварки. Места укладки тщательно проваривают. Технология подходит для заделки одиночных отверстий.
- Обратной полярностью. Применение способа предусматривает подключения держателя к плюсу, а массы – к минусу. При этом поверхность нагревается быстрее, чем электрод, что снижает риск прожога.
- При сварке металлов разной толщины применяют следующий способ: розжиг дуги выполняют на более толстом элементе, а затем переносят ее на более тонкую часть.

Сварка листового металла встык осуществляется двумя способами:
- с отбортовкой кромок;
- на подкладке.
Кроме того, медную пластину рекомендуют подкладывать с целью отвода тепла от стали, ввиду большей теплопроводности. Это позволяет избежать прожогов изделий.
Основные способы соединения
Техника выполнения работ зависит от применяемого сварочного оборудования и расходных материалов. Рассмотрим особенности соединения в зависимости от технологии, за исключением сварки плавящимися электродами, которая была рассмотрена выше.
Неплавящимися графитовыми электродами
Данный способ получил особое распространение при работе с тонкостенными изделиями профессиональными сварщиками. Существует два способа достижения цели:
- Использование присадочной проволоки;
- Метод оплавления с последующим стыкованием.
Второй способ применяется чаще, поскольку оплавление исключает использование дополнительных присадочных материалов, что влияет на себестоимость работ.
Суть метода заключается в температурной обработке соединяемых кромок до изменения агрегатного состояния поверхности. При этом создаются условия для соединения материала.
Обладая определенными навыками можно создать герметичное соединение без выгорания отдельных участков.
Проволоку используют в качестве наполнителя для различных полостей и пустот. Величина сечения материал изготовления должны соответствовать характеристикам обрабатываемой детали.
Очень тонкий металл
В этой проблемой чаще всего сталкиваются работники станций технического обслуживания, при ремонте элементов кузова автомобилей. Современные производители транспорта используют листы, толщина которых не превышает 0,8 мм. Таким образом, использование аппаратов инверторной сварки не представляется возможным, за исключением аварийных случаев.
Основным способом решения проблемы считают использование накладок из более толстого материала, который играет роль каркаса будущего соединения.
Особенности работы с оцинкованной сталью
При работе с оцинковкой рекомендуем снять защитное покрытие ручным или механическим способом. В противном случае цинк будет выгорать в процессе соединения, что может привести к отравлению работника его парами.
На промышленных предприятиях для подготовки изделия используют направленное пламя, выжигающее цинковый слой.
Ввиду незначительной толщины специалисты рекомендуют применять точечный метод соединения.
Альтернативные методы
Надежной альтернативой инвертору считают применение полуавтоматов для соединения тонких металлических элементов. Использование проволоки позволяет увеличить производительность работ, за счет отсутствия пауз для замены электродов. Ассортимент расходных материалов позволяет подобрать идеальный вариант для конкретного случая.
Недостаток полуавтомата заключается в повышенных требованиях к квалификации работника – начинающий сварщик не способен за короткий срок освоит все навыки работы с данным оборудованием.
Заключение
Сварка тонколистового металла – ответственный процесс, который требует от исполнителя определенных профессиональных навыков. Опытным специалистам лучше использовать полуавтомат – он позволяет увеличить производительность работ и обеспечивает тонкую настройку рабочих параметров.
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Чем варить тонкий металл — Яхт клуб Ост-Вест
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка.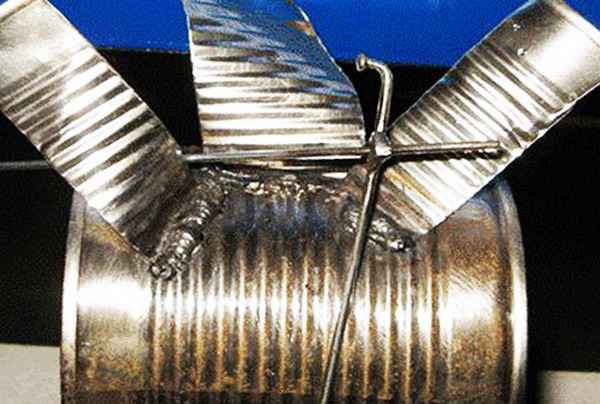 После каждого прохода нужно сбивать флюс.
После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Тонкую сталь используют для изготовления самых различных конструкций. На предприятиях сварочные работы осуществляются с помощью специальных аппаратов, которые обеспечивают изделия оптимальным соединением. Как варить тонкий металл электродом дома? Каким оборудованием работать лучше? Именно такие вопросы задают неопытные сварщики, вынужденные работать дома. Информацию о том, как правильно варить тонкий металл электродом, вы найдете в данной статье.
Информацию о том, как правильно варить тонкий металл электродом, вы найдете в данной статье.
В чем заключаются трудности?
Важность вопроса, какими электродами лучше варить тонкий металл, обусловлена тем, что в случае их неправильного выбора или несоблюдения правил работ у мастера могут возникнуть проблемы. К ним можно отнести следующее:
- Ввиду того, что работать приходится с достаточно тонким материалом, важно правильно рассчитать силу тока. В противном случае в металле могут образоваться несколько сквозных дыр. Также они являются следствием медленного ведения шва.
- Стремясь не допустить прожогов, многие сварщики слишком торопятся, проходя стык. Как результат, на обрабатываемой поверхности остается непроваренное место. Специалисты такие участки называют непроварами. В итоге соединение получается с плохой герметичностью, а изделие считается непригодным для работы с жидкостью. Кроме того, металл обладает невысоким показателем сопротивления на разрыв и излом.
- Нередко те, кто не знает, как варить тонкий металл электродом, допускают еще одну ошибку, а именно оставляют с обратной стороны соединяемых изделий наплывы. Если с лицевой стороны поверхность выглядит нормально, то с обратной оставляет желать лучшего. Предотвратить это можно с помощью специальных подложек. Также желательно снизить силу тока или изменить технику сварки.
- Бывает, что конструкция деформируется. Причина – перегрев листовой стали. Поскольку у самых краев металлическая конструкция остается холодной, а в точке сваривания расширяется межмолекулярная составляющая, на поверхности стали начинают образовываться волны, что приводит к общему изгибу. Как утверждают опытные сварщики, проблема решается посредством холодной правки – при помощи резиновых молотков лист выпрямляется. Если же такая возможность отсутствует, то придется во время сварки правильно чередовать наложение швов.

Чтобы не допустить этих недочетов, нужно знать, как варить тонкий металл электродом.
Об источниках тока
Для сварки такими источниками могут быть трансформаторы и инверторы. Как утверждают специалисты, первый вариант сегодня считается давно устаревшим и вскоре от него откажутся. Несмотря на наличие неоспоримых достоинств (высокая надежность и выносливость), трансформаторы слишком просаживают электросеть, что часто влечет за собой порчу проводки и электрической аппаратуры. Инверторы же наоборот сеть не садят и, по мнению специалистов, станут идеальным вариантом для начинающего сварщика. Если раньше при работе с трансформаторным источником электрод прилипал к поверхности и сжигал сеть, то с инверторным просто происходит выключение сварочного тока. В самом начале зажигания дуги на трансформаторе наблюдается скачок тока, что нежелательно. Иная ситуация обстоит с инверторами – в этих устройствах благодаря наличию специальных накопительных конденсаторов используется энергия, закачанная ранее.
О дуговой сварке
Как утверждают опытные мастера, успех дуговой сварки зависит от качества прокалки расходных материалов. Оптимальной температурой считается 170 градусов. В таком тепловом режиме происходит равномерное плавление покрытия. При этом удобно манипулировать дугой, формируя шов. Сварочные электроды для тонких металлических листов обязательно должны быть с качественным покрытием. В соответствии с технологией прерывистая дуга образуется путем кратковременных отделений от электродов от сварочных ванн. Если изделие имеет тугоплавкую обмазку, то на его конце обязательно будет образовываться своеобразный «козырек», который будет мешать контакту и созданию дуги.
Оптимальной температурой считается 170 градусов. В таком тепловом режиме происходит равномерное плавление покрытия. При этом удобно манипулировать дугой, формируя шов. Сварочные электроды для тонких металлических листов обязательно должны быть с качественным покрытием. В соответствии с технологией прерывистая дуга образуется путем кратковременных отделений от электродов от сварочных ванн. Если изделие имеет тугоплавкую обмазку, то на его конце обязательно будет образовываться своеобразный «козырек», который будет мешать контакту и созданию дуги.
О сечении электродов
Как утверждают специалисты, мощность выдаваемого тока напрямую зависит от того, какой диаметр имеет электрод. Для толстого потребуется источник, который способен обеспечить большим количеством тока. Таким образом, для определенного диаметра предусмотрен конкретный показатель мощности, за пределы которого выходить нельзя.
Если его умышленно занизить, то сварочный шов просто не образуется. Вместо него на обрабатываемой поверхности останутся только металлические прожилки с шлаками и электродной обмазкой. Например, если работать 2,5-миллиметровым электродом, минимальный показатель тока должен составить 80 ампер. До 110 ампер его завышают, когда работают электродом толщиной 3 мм. Судя по многочисленным отзывам, идея выполнять сварочные работы электродами с сечением 3 мм при показателе тока 70 ампер изначально является провальной, так как никакого шва не получится.
Например, если работать 2,5-миллиметровым электродом, минимальный показатель тока должен составить 80 ампер. До 110 ампер его завышают, когда работают электродом толщиной 3 мм. Судя по многочисленным отзывам, идея выполнять сварочные работы электродами с сечением 3 мм при показателе тока 70 ампер изначально является провальной, так как никакого шва не получится.
С чего следует начать?
Перед тем как варить тонкий металл электродом, его нужно правильно выбрать. Ввиду того, что варить придется с пониженным напряжением тока, использовать 4-5-миллиметровые электроды нецелесообразно. Иначе электрическая дуга будет «глохнуть» и горение будет осуществляться не в полной мере. Какими электродами варить тонкий металл инвертором? Судя по многочисленным отзывам, оптимальным вариантом станут электроды толщиной 2-3 мм.
Что посоветуют специалисты?
Тому, кто не знает, как варить тонкий металл 2 мм электродом, следует воспользоваться специальной таблицей расчетов. Для материала, толщина которого не превышает 1 мм, применяют силу тока 10 А и 1-миллиметровые электроды. Судя по многочисленным отзывам, они прогорают достаточно быстро. Если работать приходится с металлом 1 мм, показатель силы тока должен варьироваться в пределах от 25 до 35 А. Для такой сварки понадобятся электроды с сечением 1,6 мм. 2-миллиметровые рекомендованы для листов с толщиной 1,5 мм. Показатель силы тока в данном случае выше и составляет 45-55 А. Для металла толщиной 2 мм предусмотрены электроды с сечением 2 мм. При этом используется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
Судя по многочисленным отзывам, они прогорают достаточно быстро. Если работать приходится с металлом 1 мм, показатель силы тока должен варьироваться в пределах от 25 до 35 А. Для такой сварки понадобятся электроды с сечением 1,6 мм. 2-миллиметровые рекомендованы для листов с толщиной 1,5 мм. Показатель силы тока в данном случае выше и составляет 45-55 А. Для металла толщиной 2 мм предусмотрены электроды с сечением 2 мм. При этом используется сила тока 65 А. Как варить тонкий металл электродом 3 мм? Как рекомендуют специалисты, изделием с таким сечением выполняются работы с металлом толщиной 2,5 мм при силе тока 75 А.
О стыковом соединении
Ввиду того, что соединяют тонколистные стальные листы в стык, нередко прожигают материал. Чтобы это предотвратить, нужно грамотно подвести края пластин. Большинство сварщиков предпочитают располагать пластины внахлест. Таким образом будет формироваться основание для наплавляемого металла, предотвращающее его прожигание. Тем не менее многих новичков интересует, как варить тонкий металл электродом 3 мм в стык? Как рекомендуют опытные сварщики, при размещении пластин выполнять разделку их кромок не обязательно. Также не имеется потребности в наличии между ними зазора. Достаточно только поплотнее приблизить друг к другу торцы свариваемых листов и осуществить их прихватку. Работать будет легче в режиме невысокой силы тока и с помощью относительно тонких электродов.
Также не имеется потребности в наличии между ними зазора. Достаточно только поплотнее приблизить друг к другу торцы свариваемых листов и осуществить их прихватку. Работать будет легче в режиме невысокой силы тока и с помощью относительно тонких электродов.
О способах сваривания в стык
Сваривание в стык осуществляется несколькими способами:
- Сначала агрегат выставляется на слабый режим. Формирование шва выполняется быстро и четко по линии стыка. Производить при этом колебательные движения не нужно.
- В данном способе используется немного увеличенная сила тока. Для формирования шва рекомендуют использовать прерывистую дугу. Данная мера обусловлена тем, чтобы дать материалу время на остывание, прежде чем к нему будет применена новая «порция» присадки.
- Третий способ практически не отличается от предыдущего. Однако в данном случае сварщики используют специальные подложки, задача которых заключается в том, чтобы поддерживать разогретый участок и предотвращать его проваливание. Судя по отзывам, пользоваться в качестве такой подложки металлическим столом нежелательно. В противном случае он просто приварится к самому изделию. Оптимальным вариантом станет подкладка из графита.
- Некоторые мастера практикуют шахматный порядок расположения сварных швов. Данный способ предотвращает деформирование конструкции. Также можно располагать швы маленькими участками. Для этого новый шов начинают формировать из той точки, в которой заканчивается предыдущий. Посредством такого способа происходит равномерное нагревание изделия, предотвращающее его деформирование.
Ход работы
Перед сваркой соединяемые детали тщательно чистятся от ржавчины. Агрегаты, обеспечивающие постоянным током, хороши тем, что для сварки можно использовать обратную полярность.
Достаточно в держатель, который подключен к кабелю с обозначением «+», вставить электрод, а кабель с «-» к поверхности стальной детали. Такой способ подключения обеспечит большим прогревом электрод, а металлическая поверхность прогреется меньше. Если же мастер преследует цель нагреть соединяемые изделия слабее, то располагать их нужно вертикально. Как утверждают специалисты, важно, чтобы они были под наклоном в пределах 30-40 градусов. Варка осуществляется сверху-вниз. Кончиком электрода следует двигать в одном направлении без каких-либо отклонений в стороны.
О сваривании оцинкованной стали
Данный материал еще называют оцинковкой. Представляет собой тонкие листы стали, на которые нанесено цинковое покрытие. Прежде чем соединить кромки, в данном месте оцинковки покрытие полностью снимается. Выполнить это можно механическим путем посредством абразивного круга, наждачной бумаги или металлической щетки.
Неплохо покрытие выжигается сварочным аппаратом. Ввиду того, что цинк, испаряясь при температуре 900 градусов, выделяет очень ядовитые пары, выполнять эти работы нужно на свежем воздухе или в хорошо проветриваемых помещениях. После каждого прохода электродом нужно сбивать флюс. Когда цинк с поверхности будет удален окончательно, можно приступать непосредственно к сварке. Оцинкованные трубы преимущественно соединяют двумя проходами электродами разных марок. Для первого прохода используют изделия, содержащие рутиловое покрытие. Хорошо себя зарекомендовали электроды ОЗС-4, АНО-4 и МР-3. В ходе сварки колебания ими должны осуществляться с небольшой амплитудой. Для формирования верхнего облицовочного шва специалисты рекомендуют использовать электроды ДСК-50 или УОНИ 13/55. Площадь последнего шва должна быть немного шире.
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Как варить тонкий металл — swoofe.ru
Как варить тонкий металл
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Техника сварки тонкого металла инвертором
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный сварной шов при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Не проваренный шов.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Как варить тонкий металл электродом
Ремонт тонкостенных деталей и конструкций сложен даже для квалифицированных сварщиков, которые знают, как сваривать листовой металл большой толщины. Этот опыт бесполезен при работе с тонкостенными заготовками, которая выполняется по иным правилам. Без знания специфики сваривания тонкого металла электродом невозможно создать качественное соединение.
Особенности сварки тонколистового металла электродом
Проблемы, возникающие в ходе сваривания тонкого металла, похожи на брак при работе с толстостенными заготовками. Соединение листов толщиной меньше 2 мм затруднено несколькими факторами:
- Из-за малой толщины часто прожигается металл при неверной установке тока или медленном ведении электрода.
- Если, опасаясь прожога, сварку тонколистового металла проводить слишком быстро, останутся несоединенные места. Не проваренные участки также остаются при увеличении длины дуги, из-за чего кромки прогреваются слабо, а расплав растекается по поверхности. После очистки шов не будет герметичным, уменьшится его стойкость к излому и разрыву.
- При сварке по тонкому металлу с обратной стороны стыка образуется выпуклый валик. Проблему наплыва решают подкладыванием подложек, снижением силы тока, изменением способа наложения шва.
- Из-за сильного нагрева возможна деформация заготовок в виде волн и изгибов. Их после остывания выправляют резиновым молоточком, если нет особых требований по внешнему виду. В противном случае перед свариванием тонкого металла принимают меры для предотвращения перегрева.
- Из-за неумения держать короткую дугу или при установке малого тока, у новичков нередко залипают электроды при сокращении промежутка между ними и стыком. Шов становится не равномерным и не качественным.
Выбор электродов и настройка режимов сварки
Для сварки тонкого 3 мм металла нужны марки с рутиловой обмазкой, замедляющие плавление сердечника, иначе они будут быстро сгорать. На концах электродов с тугоплавким покрытием образуется козырек, препятствующий повторному розжигу дуги. Сердечник должен быть сделан из того же материала, что и заготовки или близкого по составу. Работа выполняется аппаратом переменного или постоянного тока, поэтому предпочтительны универсальные электроды. Перед сваркой тонкого металла их необходимо прогреть при температуре 170⁰C. После предварительного прокаливания легче зажигается и удерживается дуга без образования брызг.
В зависимости от толщины заготовок, диаметр электрода и сила тока определяются по таблице:
Толщина заготовки, мм
Ток
Диаметр электрода, мм
Если у аппарата есть настройка начального напряжения, необходимо установить начальный ток на 20% ниже рабочего. Это избавит от прожога при зажигании дуги. Если такая опция отсутствует, сварку по тонкому металлу начинают с разжигания дуги на графитовой пластине с последующим переносом на стык.
Поскольку для сварки на тонком металле нужен малый ток, диапазон регулировки должен начинаться с 10 А. Если у аппарата минимальное значение выше, массу подключают через стальную пружину или балластное устройство, которые снижают ток до требуемого значения. При наличии импульсного режима можно сваривать сталь толщиной менее 0,5 мм. В промежутках между импульсами заготовки будут остывать.
Технология сварки
Перед свариванием тонкого металла заготовки возле стыка и в месте подключения массы очищают от грязи. Работу выполняют в следующем порядке:
- Для лучшего зажигания дуги с кончика электрода удаляют 5 мм покрытия.
- Чтобы при сварке на тонком металле уменьшить вероятность деформирования, заготовки прихватывают между собой точками или отрезками длиной 1 см по всей длине соединения.
- Электрод держат на расстоянии 2 — 3 мм от поверхности стыка. Для качественной сварки тонкого металла длина дуги не должна быть больше диаметра сердечника электрода.
- Наложение шва начинают после образования сварочной ванны. При движении дуги она должна сохранять овальную форму, перемещающуюся вдоль стыка.
- Чтобы расходник не залипал, нельзя им тыкать по стыку во время наложения шва. Новичкам лучше пользоваться аппаратом с опциями антиприлипания и форсирования дуги.
- При сваривании листового металла держатель держат под углом 45 — 60⁰. При большем наклоне шов будет всплывать, образуя выпуклый валик, не проваривая кромки заготовок.
- Шов накладывается слева направо или к себе, вертикальное соединение выполняется снизу вверх.
- Сварку на тонком металле проводят без рывков и остановок с равномерной скоростью без поперечных движений.
- При работе постоянным током соблюдается обратная полярность, когда держатель подключен к плюсу. Это снижает вероятность прожога, так как уменьшается нагрев его кончика.
- После остывания соединения сбивают шлак, проводят проверку на отсутствие не проваренных участков и прожогов.
Способы сварки тонких листов металла
Когда листы необходимо соединить под углом, сварку тонкого металла выполняют методом отбортовки. Для этого края заготовок загибают под нужным углом и прихватывают между собой с шагом 5 — 10 см. Затем стык проваривают сплошным швом, не прерывая дуги.
Для соединения внахлест листы накладывают один на другой с перекрытием 1 — 3 см. Таким образом создается основание для наложения шва. Чтобы не было зазора, сверху кладут что-нибудь тяжелое. Дугу ведут в основном по нижнему листу, чтобы не допустить подрезов верхнего.
Для соединения встык листы кладут вплотную один к другому без зазора и разделки кромок, прихватывают в нескольких местах. В зависимости от требований и условий соединение выполняется:
- Точечным швом, если нет требований по герметичности. По всей длине стыка делают прихватки с промежутками, равными трем диаметрам электрода.
- Сваркой тонкого металла в шахматном порядке отрезками по 10 см. При таком способе тепло равномерно распределяется по стыку без его деформации.
- Прерывистым способом. Начав сварку по тонкому металлу, электрод кратковременно отводят от шва, а затем продолжают накладывать с той же точки. В моменты прерывания дуги температура заготовок понижается. Чтобы не допустить чрезмерного остывания, работу выполняют инвертором, настроенным на ток немного больше требуемого.
- Теплоотводящей проволокой диаметром 2 — 3 мм уложенной заподлицо вдоль стыка. Для сварки на тонком металле лучше использовать расходник, очищенный от покрытия. Дугу ведут по проволоке, на которую приходится большая часть тепловой нагрузки. Кромки нагреваются периферийными токами. После удаления проволоки не остается заметных следов. Этим же способом заваривают места прожогов.
- На металлических пластинах из меди, отводящих излишки тепла, которые подкладывают снизу.
Сварка оцинкованных листов
Перед свариванием тонкостенного металла, покрытого цинком, места возле стыка зачищают до стали шлифовальной машинкой, наждачной бумагой или щеткой с металлической щетиной. Для быстрого удаления покрытия его можно выжечь, дважды пройдясь дугой по стыку. Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Начинающим сварщикам не стоит сразу браться за освоение сваривания встык, так как для его проведения нужен опыт и твердая рука. Лучше сначала потренироваться на соединении внахлест, где ниже вероятность прожога. После обретения навыков будет проще освоить более сложные способы.
Техника сварки тонкого металла инвертором
[Сварка листов тонкого металла инвертором] позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Далее предлагаем ознакомиться с пошаговым уроком, специально созданным для начинающих сварщиков, с помощью которого можно узнать, как правильно варить инверторным полуавтоматом тонкий металл.
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Как сварить полуавтоматом тонкий металл
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Сварочный полуавтомат: конструкция и технология
- Источник питания.
- Система управления, соединенная электрической цепью с источником питания.
- Механизм для подачи присадочной проволоки. Он включает в себя редуктор, электродвигатель и подающие ролики, может доставлять проволоку тянущим,толкающим либо комбинированным методом.
- Держатель, оснащенный каналом для перемещения проволоки.
- Газовый баллон. В нем нет необходимости, если сварка производится при помощи порошковой проволоки: защитный газ образуется при сгорании флюса, которым наполнена ее внешняя оболочка.
- Шланги, кабеля с держателем и зажимом.
устройство сварочного полуавтомата
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.
- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.
С охраной труда при сварке можно ознакомиться здесь.
точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
СВАРКА ТОНКОГО МЕТАЛЛА инвертором и электродом [технология]
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Пошаговое руководство по свариванию инвертором тонкого металла
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
ВАЖНО ЗНАТЬ: Советы по сварке полуавтоматом с газом и без
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Особенности сваривания тонких оцинкованных листов
Чтобы сварить оцинкованную сталь придется полностью очистить от цинка соединяемые кромки. Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Можно избавиться от оцинкованного слоя путем выжигания с помощью сварочного аппарата. Но при этом сварщику нужно быть особо осторожным. Пары цинка токсичны для человека и при попадании внутрь способны вызвать сильное отравление. Работать можно только на открытой площадке или внутри помещения при условии наличия на рабочем месте мощной вытяжки.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Сварочный полуавтомат: конструкция и технология
Аппарат для полуавтоматической сварки состоит из следующих компонентов:
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
ВАЖНО ЗНАТЬ: Зачем пользоваться канифолью для пайки?
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
[Всего: 1 Средний: 5/5]
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
ВАЖНО ЗНАТЬ: Технология сварки полуавтоматом своими руками
Видео:
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Видео:
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Достоинства сварки тонкостенных заготовок инвертором
Благодаря использованию современных аппаратов заметно повысилось качество сварного шва. Если работы были выполнены специалистом с достаточно большим опытом работы, то можно смело утверждать, что металл прогрет нормально, а прожогов и температурной деформации нет. Дело в том, что постоянный ток позволяет выбрать минимальную мощность. Возможность прогорания металла сводится к минимуму и допускается только неопытными пользователями.
В сварочных аппаратах имеется микропроцессорное управление, что позволяет избежать сбоев в работе оборудования, получить на выходе идеальный для данного вида работ ток. К недостаткам инвертора относится его нестабильная работа в условиях низких температур. Даже брендовые модели при отрицательной температуре сбоят.
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Выбор режимов и проводников: на какой полярности и какими электродами варить тонкий металл
Если выбирать между трансформаторным и инверторным станком, отдаем предпочтение инвертору, потому что на нем легче выставлять параметры. Тонкостенным материалом считается любой лист, не превышающий 5 мм, но проблемы могут возникнуть только с заготовками до 3 мм. Предлагаем таблицу, рекомендуем ориентироваться по ней:
| Толщина листа, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр, мм | 1 | 1 – 1,6 | 2 | 2,5 | 2 – 3 |
| Сила тока, А | 10 – 20 | 30 – 35 | 35 – 45 | 50 – 65 | 65 |
Это рекомендации, но каждый специалист опытным путем может выбрать нужные режимы. С такими проволоками или проводниками нужно помнить, что они очень быстро плавятся, поэтому их ведут очень быстро.
Как приготовить тонкую металлическую машину. Как сварить кузов автомобиля инвертором
Если возникнет необходимость в кузовном ремонте, в первую очередь ответит на вопрос о вспомогательных средствах, которые помогли бы исправить существующее положение вещей (повреждение кузова). Так, в частности, вам потребуется оборудование для кузовной обработки, сварочное оборудование и, конечно же, окрасочное и окрасочное оборудование.
Конкретно в этой статье мы хотели рассказать только об одном из этапов кузовного ремонта.Это примерно один тип оборудования. Эта статья будет посвящена сварочному оборудованию для выполнения кузовных работ на автомобиле своими руками. Мы расскажем о выборе сварочного аппарата, безопасности, принципах работы сварочного аппарата, материалах, используемых для сварки корпуса и технологии сварки.
Сварочный аппарат переменного тока с электродами для сварки кузова автомобиля (ручная сварка)
Для самых неопытных может показаться, что можно обойтись обычным сварочным аппаратом для ремонта кузова автомобиля, а вместо сварочного аппарата переменного тока с электродами и возможностью выставлять ток под ними.Сразу хотел сказать откровенно: если вы хотите добиться прочного качественного эстетичного шва на кузове автомобиля, то с таким сварочным аппаратом вы этого не реализуете. Для ремонта кузова автомобиля такой прибор вам не подойдет. В легковом автомобиле почти нет таких мест, где можно запросто залезть с электродом, либо это невозможно, либо электрод придется каждый раз откусывать, чтобы добраться до места сварки. Такой сварочный аппарат на электродах подойдет, если вам нужно сварить крупнозернистое железо, если у вас оторвали буксирный крюк или сцепное устройство.Или хотели поскорее сделать серийный кадр на грузовике. Если вам нужно сварить арматуру из прутка, скажем, толщиной 10 мм, или другого сравнительно толстого металла, то этот выбор в самый раз.
Какой сварочный аппарат нужен для сварки кузовных деталей?
Если необходимо сварить тонкий металлический корпус толщиной около 0,8-1 мм и не прожечь в нем дырки, то сварочный аппарат должен быть полуавтоматическим на углекислом газе. Если больше углекислого газа полуавтомат, то сварщик готовит проволоку, автоматически подаваемую в зону сварки, или устройство, предназначенное для сварки неплавящимся (вольфрамовым) электродом в среде защитного газа.На западе эти машины имеют аббревиатуры Mag и Tig, о том, что это означает , чуть дальше. Более того, углекислотные полуавтоматы можно назвать основным видом сварочных аппаратов как для гаражников, так и для служб, выполняющих кузовной ремонт. Углекислотный аппарат — самый универсальный и доступный среди всех сварщиков, умеющих качественно произвести кузовной ремонт. Сваривает стальной лист толщиной от 0,8 мм до 5-6 мм. То есть углекислотный автомат полностью заменит сварочный аппарат на электроды, а наоборот не подойдет.Следует отметить, что качество сварки (проплавление и снятие напряжения металла в зоне термического влияния) даже для грубого чугуна здесь будет намного выше.
Необходимо отметить следующее, если научиться готовить с помощью электрода — долгий и непростой процесс, то научиться готовить на полуавтомате с углекислым газом намного быстрее и проще, так как вам не нужно умение заводить и топить дуга при сварке. То есть квалификация сварщика на полуавтомате может быть ниже, но качество шва будет выше.
Обобщая все вышесказанное, можно с уверенностью сказать, что гаражная сварка кузова автомобиля — это, прежде всего, электросварка в защитном газе, выполняемая полуавтоматом.
Что умеет полуавтомат как сварка кузова и не только …
Еще раз повторим про полуавтомат, точнее про его возможности. Полуавтоматическая сварка — это основа кузовного ремонта автомобилей. Только благодаря тому, что у вас есть надежный углекислотный полуавтомат, ремонт любого автомобиля не покажется приключением.Будь то старая дырявая и убитая «копейка», у которой вместо порогов осталась только ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная сплющенным полом. Невнимательная блондинка попала в аварию со смертельным исходом. С помощью углекислотного полуавтомата вы отреставрируете любой кузов — приварите любые заплатки на любых отверстиях, приварите новые детали кузова — крылья, пороги, лонжероны, отремонтируйте вставки, выпрямите вмятины, недоступные изнутри, и тем самым подарить машине новую жизнь.
Помимо ремонта кузовов автомобилей, СО2 полуавтомат позволит решить многие другие важные задачи:
1. Сварка, ремонт садовой и домашней техники.
2. Сварка водопроводных труб.
3. Изготовить специальные инструменты для ремонта автомобилей — например, мощный шестигранный ключ для откручивания ступичных гаек
4. Изготовить любые металлоконструкции для вашего гаража, например стойки из стального профиля.
Аббревиатуры технических терминов, используемых в сварке
MIG — металл — инертный газ (например, аргон).Сварка происходит в среде инертного газа, который не взаимодействует с расплавленным металлом.
Mag — металл — активный газ (диоксид углерода). Сварка происходит в среде защитного газа, который взаимодействует с расплавленным металлом шва. Некоторые пояснения: если готовить на углекислотном полуавтомате, значит, это сварка МАГ. Если вам надоело готовить на углекислом газе, и вы подключили такой же полуавтомат к баллону с аргоном, то это уже сварка MIG.
Tig — сварка неплавящимся вольфрамовым электродом в инертном газе (обычно аргоне).
Какие газы используются для полуавтоматической сварки кузовов автомобилей
Основным газом, используемым для полуавтоматической сварки, является CO2 (диоксид углерода), также называемый диоксидом углерода, ангидридом угля.
Углекислый газ подается в зону сварки под давлением, одновременно вытесняя обычную воздушную среду, что предохраняет металл от чрезмерного окисления. Если быть полностью честным, кислород в этом случае выделяется из углекислого газа, но в гораздо меньших количествах, чем если бы сварка проводилась без него.
Предотвращение окисления позволяет сэкономить большее количество металла, который не превращается в оксиды (FeO). В результате металл не горит, а только плавится, выделяется меньше шлака (оксидов).
Как правило, диоксид углерода получают из диоксида углерода (ГОСТ 8050-76), фактически это сжиженный газ. Углекислый газ хранится в специальных баллонах объемом 40 кг, в то время как углекислый газ загружается в баллон всего 25 кг. При испарении 1 кг жидкой двуокиси углерода при 0 ° С и 760 мм рт.Изобразительное искусство. Добывается 506,8 литров газа, то есть 25 кг углекислого газа составит 12,67 м3 газа. А вот какими должны быть баллоны для хранения углекислого газа, поговорим дальше. Углекислый газ бывает технический или пищевой. В принципе, подходит любое, но технически меньшее содержание водяного пара, который совершенно бесполезен в зоне свариваемых деталей.
Если вместо углекислого газа в качестве защитного аргона, то можно сваривать и цветные металлы — нержавеющую сталь, алюминий, латунь и другие сплавы и металлы.С одним условием, что вы будете использовать соответствующую сварочную проволоку, например, из нержавеющей стали или алюминия. Что касается сварки неплавящимся электродом (сварка TIG), то этот вид сварки требует большей ловкости и менее удобен для сварки металла корпуса. Хотя качество сварки таким способом вне конкуренции.
Вот возможные варианты. Можно купить компактный импортный баллон с углекислым газом, но это дороговато. Больше, чем обычно, это стандартный отечественный баллон на 40 или 25 литров.Углекислый газ, а точнее углекислый газ в баллонах находится в жидком состоянии и занимает чуть больше половины их объема. Остальной газ находится в своей естественной фазе — газообразном состоянии.
Если сварка для вас не случайный эпизод, а дело жизни — купите не большой баллон, литров на 20 литров. Такого воздушного шара хватит надолго — на год, а то и больше, и тащить его можно самостоятельно. И далее. Этот воздушный шар легко поместится на заднем сиденье практически любой машины.
Что касается баллона на 45 литров, то он, конечно, еще дольше работает.Но это слишком тяжело, чтобы двигаться быстро. Такой воздушный шар в одиночку тащить очень сложно, тем более при заправке можно просрочить. Осталось накатить потихоньку …
Можно ли для полуавтоматической сварки использовать обычный газовый баллон?
Кому-то, наверное, очень хотелось бы сэкономить, применив при сварочных работах полуавтоматической сваркой обычный газовый баллон. А если объем обычного газового баллона нормальный, то про его давление и присоединительную резьбу то же самое сказать нельзя.
Во-первых, рабочее давление баллона для углекислого газа около 14,7 МПа (150 атмосфер). В обычном газовом баллоне рабочее давление составляет всего 1,6 МПа (16 атмосфер).
Во-вторых, соединительная резьба на обычном газовом баллоне не обеспечит соединение редуктора высокого давления с баллоном без использования переходника.
То есть обычный газовый баллон нельзя использовать для хранения углекислого газа и использования в полуавтоматической сварке.
Редуктор для полуавтомата под сварку
Редуктор для бытовых цилиндров можно купить в сварочных цехах инструментальных магазинов.Корпус коробки передач окрашен в черный цвет (как и сам баллон с углекислым газом) и имеет регулятор давления газа на выходе и манометр.
Манометр имеет две шкалы и показывает давление газа на выходе и его расход в литрах в минуту.
Коробка передач крепится к накидной гайке 32 цилиндра. Не забудьте установить паронитовую прокладку, иначе соединение будет «течь».
Редуктор кислорода тоже подойдет. Такой редуктор имеет два манометра — один показывает давление непосредственно в цилиндре, а другой на выходе из редуктора.Давление газа на выходе регулируется так же, как и в редукторе диоксида углерода. Основное отличие состоит в том, что корпус кислородного редуктора окрашен в синий цвет.
Проволока сварочная для полуавтоматов
Проволока должна быть с медным покрытием, наша или импортная. Наша проволока может называться СВ08Г2С или СВ08Г2 (диаметр 0,8 мм). Сварка будет успешной с любой проволокой, если она покрыта медью и не имеет грязи и ржавчины.
В некоторых случаях сварка может выполняться так называемой «флюсовой» или «самозащитной» проволокой.Он изготовлен по технологии порошковой металлургии и содержит защитный флюс, а значит, не требует использования защитного газа.
Но такая проволока намного дороже обычной, и сварные швы выглядят не так красиво, как при сварке обычной проволокой в углекислом газе.
Самый распространенный диаметр сварочной проволоки — 0,8 мм. Его можно купить практически в любом сварочном цехе любого инструмента и даже в строительном магазине. Эта проволока может варить как тонкий (0,7–0,8 мм), так и достаточно толстый металл — 4 мм и толще.
Если вы специализируетесь на сварке тонкого (от 0,6 мм) металла, то удобнее использовать проволоку диаметром 0,6 мм. Этой же проволокой можно сварить толстый металл — от 4 мм и толще.
Кстати, проволока диаметром 0,6 мм только импортная. Во всяком случае, отечественная проволока такого диаметра лично мне не попадалась.
Можно ли в полуавтомате использовать обычный провод?
Как мы уже говорили выше, основная задача углекислого газа — предотвратить окисление.Дело в том, что сварочная проволока тоже частично участвует в этом процессе. Когда металл окисляется, первыми компонентами, которые участвуют в окислении металла, являются марганец и кремний. Чтобы сохранить полезный объем кремния и марганца в металле конструкции, эти элементы также добавляются в сварочную проволоку. При этом кремний и марганец из проволоки окисляются в первую очередь, заменяя элементы металла свариваемой конструкции. Тем самым сохраняется объем металла в свариваемых деталях.
То есть использование обычной проволоки не даст желаемых результатов.
Полуавтомат для сварки углекислым газом — примеры полуавтоматов и основных средств управления сваркой кузовов.
Далее в статье мы более подробно обсудим принцип использования органов управления сварочного полуавтомата для кузовного ремонта автомобиля, в случае сварки кузова своими руками, а также наглядно продемонстрируем все соединения, необходимые для начала сварки.
(на фото полуавтомат — Blue Veld 4.135)
Вначале взглянем на переднюю панель полуавтомата. Как правило, есть переключатель, регулятор сварочного тока, регулировка скорости подачи проволоки.
Теперь перейдем к подключению баллона высокого давления.
Цилиндр и коробка передач, без которых невозможны качественные кузовные сварочные работы
Устройство подачи и катушка с полуавтоматической проволокой для сварки кузова Panther 132
Второй возможный вариант «заправочного» провода в полуавтомате
Механизм подачи и барабан полуавтомата для сварки Weld 4.135.
Подготовка полуавтомата к работе по сварке кузовных деталей автомобиля.
Что нужно сделать перед подключением сварочного аппарата.
Прежде чем приступить к тому, как правильно подключить полуавтомат, следует провести тест — тест гаражной сети на грузоподъемность.
Говоря по-русски, нужно выяснить, потянет ли гаражная сеть такую нагрузку, ток, который потребляет сварочный автомат.
Суть этого теста заключается в следующем: вам нужно измерить напряжение в гаражной сети с помощью 2.К тестеру подключена нагрузка 5-3 кВт. Это может быть плита, утюг или их комбинация.
Если напряжение под нагрузкой меньше 205 — 210 Вольт, то работа обычного полуавтомата становится проблематичной.
Если у вас есть полуавтомат инверторный, то он несколько лучше переносит пониженное напряжение.
Но если в гаражной сети под нагрузкой всего 170 — 180 вольт, то нормальная сварка невозможна.
Это значит, что надо сначала решить вопрос с сетью, а точнее с текущей, а потом думать о дальнейшем
Как подготовить полуавтомат к работе, написано в мануале к нему.Но, возможно, у вас уже есть купленный за него б / у станок или просто могут возникнуть вопросы по подготовке к дальнейшей сварке кузова автомобиля:
1. На первом этапе мы «заряжаем» полуавтомат сварочной проволокой. . Для этого необходимо:
а) Снять (или открутить) газовое сопло сварочной горелки.
б) Отвинтите медный наконечник сварочной горелки. Делается это с помощью ключа или плоскогубцев.
c) Снимите прижимной ролик подающего устройства.
г) Установите евробуб с проволокой.
д) Установите необходимую полярность сварочного тока, а именно: при сварке флюсовой проволокой — плюс на зажиме, минус — на горелке. В этом случае на провод будет максимальное тепловыделение, которое необходимо для активации содержащегося в нем флюса. Эта полярность называется прямой.
Если готовить на углекислом газе обычной проволокой, полярность будет обратной — плюс на конфорке, минус на зажиме. В этом случае максимальное тепловыделение будет на свариваемом металле.
Переключение полярности производится перестановкой клемм (см. Фото).
е) Вставьте конец проволоки руками в канал подачи на 10-20 сантиметров. Делайте это осторожно, чтобы проволока не «осыпалась» с катушки. Проволока должна быть абсолютно ровной, без резких перегибов. Если есть загибы, то острыми кусачками откусите неисправный конец, а затем продолжите работу.
г) Удерживая проволоку от «падения», передвиньте прижимной ролик. Убедитесь, что проволока попадает в паз на приводном ролике.
Кстати, пазов может быть две — одна для проволоки диаметром 0.6 мм, другой — 0,8 мм. Это означает, что подающий ролик необходимо установить так, чтобы проволока попадала в «правильную» канавку.
Если бороздка на видео одна — значит видео универсальное и парить нечего.
и) Подключаем полуавтомат к сети, и нажимаем клавишу на ручке сварочной горелки. Проволока начинает двигаться, а через некоторое время появляется на выходе из сварочной горелки. Чтобы ускорить процесс волочения проволоки, вы можете установить максимальную скорость подачи проволоки.Обычно достаточно повернуть плавный регулятор сварочного тока до упора вправо. Устройство подачи начинает громко визжать, и очень скоро проволока вылетает из канала подачи.
Кстати, о клавише: при нажатии на нее сначала открывается подача газа, а только в следующий раз включается проволока и сварочный ток. Подача газа открывается с помощью газового клапана, который обычно (но не всегда) находится в горелке.
к) Надеваем на провод нужный медный наконечник, и вкручиваем ключом или пассатижами.Кстати, наконечник должен иметь соответствующий диаметр отверстия — либо под проволоку 0,6 мм, либо под 0,8 мм, либо под другую. Обычно на фирменном наконечнике есть штамп с диаметром проволоки.
м) Установить газовую форсунку.
Горелка сварочная полуавтоматическая СО-2
2. На втором этапе подключаем углекислый газ.
Для этого необходимо:
а) Установить коробку передач на баллон с углекислотой.
б) Подсоедините шланговый редуктор и полуавтомат.Здесь тоже возможны варианты — либо на вашем аппарате есть штуцер для подключения шланга, либо из полуавтомата выходит тонкая длинная полипропиленовая трубка.
В первом случае все просто — соедините обе штуцеры — и на редукторе, и на аппарате резиной, желательно кислородной, шлангом (внутренний диаметр 6мм) необходимой длины. Штуцер на редукторе должен иметь подходящий диаметр шланга (штуцеры на 6, 8 или 12 мм).
Крепление шланга к штуцеру — с помощью червячных хомутов.
В случае с полипропиленовой трубкой подключение несколько иное: в комплект таких полуавтоматов входит переходник, с помощью которого полипропиленовая трубка может быть соединена с резиновым шлангом. А шланг подсоединяется к коробке передач уже известным способом.
Регулировка полуавтомата сварки при сварке корпуса
Перед началом работы необходимо провести ряд регулировочных работ:
a) Отрегулируйте натяжение сварочной проволоки. Это делается с помощью пластиковой гайки, установленной на оси катушки.Закручивая гайку, вы увеличиваете трение между катушкой и опорой, на которой она расположена. В результате в процессе вытягивания проволока автоматически растягивается пропорционально установленной вами силе трения.
Или по другому, определяется типом вашего полуавтомата. Так или иначе, натяжение проволоки должно быть таким, чтобы проволока не «сыпалась» с катушки, но и не затрудняла натяжение.
б) Отрегулируйте усилие зажима прижимного ролика в подающем устройстве.Усилие зажима должно быть таким, чтобы проволока уверенно, не проскальзывая между роликами, подавалась в канал на любых изгибах подающего шланга.
Но зато провод не должен порваться на входе в канал подачи, если по каким-то причинам в нем застрял.
Например, проволока приварилась к медному наконечнику и «встала». Если ролик прижать слишком сильно, то проволока оборвется в зазоре между роликом и входом в канал подачи, а при нормальном давлении начнет проскальзывать.
c) Отрегулируйте расход газа. Для этого медленно откройте вентиль на 1-2 оборота газового баллона. Регулятор давления на редукторе предварительно установил давление на выходе около 2 кг / см.
Далее …
Нажмите кнопку, расположенную на рукоятке сварочной горелки. Прижимаем так, чтобы проволока оставалась «стоять», а газовый клапан открывался. Вы услышите легкое шипение газа, выходящего из сопла газовой горелки (чувствуете его запах — кисло-пахнет). Хотя нюхать конечно не стоит, так как это все-таки углекислый газ, то есть возможно кислородное голодание.
В это время расход газа (см. Его значение на манометре на шкале расхода) должен составлять 8-10 литров в минуту.
Если расход сильно отличается от рекомендуемого, поправьте.
Обратите внимание, что желаемый параметр — это расход газа, а не его давление.
Расход газа зависит от величины сварочного тока. Простое правило: чем больше ток, тем больше потребление. Расход 8-10 литров оптимален при сварке металла толщиной 0,8 мм. Поэтому окончательно скорректируйте количество потока газа исходя из конкретной задачи.
г) Последняя и важная регулировка — регулировка сварочного тока. Но лучше делать это прямо в процессе сварки.
Конечно, стоит отметить, что для качественных сварочных работ необходима практика, с которой опыт и профессионализм в сварке кузовов придут позже.
Необходимое оборудование для обеспечения защиты жизни и здоровья при сварке
Если у вас есть сварочный аппарат, то обязательно должна быть маска. Он позволяет спокойно смотреть на ярчайшую электрическую дугу и расплавленный металл и контролировать процесс сварки, а также защитить лицо и глаза от жесткого ультрафиолета (его излучает электрическая дуга), едкого дыма и брызг расплавленного металла.Лучше всего, если это будет маска типа «Хамелеон». Эти маски имеют защитный светофильтр оптического типа, управляемый фотодиодами. То есть прозрачный в нормальных условиях светофильтр в момент вспышки дуги мгновенно темнеет, и глаза не успевают уловить «зайцев». После того, как дуга погаснет, светофильтр снова станет прозрачным. В процессе сварки можно изменять степень затемнения фильтра, что позволяет подобрать комфортную рабочую среду.
Маска сварщика — простая или «Хамелеон»
Защитная одежда — специальный халат или хотя бы леггинсы для защиты рук от ожогов.
После проведения кузовных работ по ремонту кузова с помощью сварочного аппарата, в дальнейшем необходимо будет шпатлевать, грунтовать и покрасить. Дополнительную информацию по этой теме можно найти в статье «
Кузов автомобиля является одним из основных его элементов, на котором расположены все остальные узлы и устройства.В связи с этим ему необходим тщательный уход, а также процедуры диагностики и восстановления повреждений. Один из самых эффективных методов ремонта кузова автомобиля — сварка. Эту процедуру вполне можно провести самостоятельно, но для этого нужно подготовить специальное оборудование.
Какой сварочный агрегат нужен для ремонта кузова автомобиля?
Большинство владельцев автомобилей, которые никогда ранее не ремонтировали кузов своего автомобиля, могут подумать, что стандартный сварочный аппарат с питанием от сети переменного тока идеально подходит для такой работы.Спешим вас разочаровать, этот агрегат не подходит для кузовных работ, так как рассчитан на работу с металлом, толщина которого составляет более шести миллиметров. В результате на кузове автомобиля после работы с таким сварочным аппаратом не остается аккуратных швов, плюс некоторые элементы кузова, подобраться к электроду такого сварочного аппарата практически невозможно.
Чтобы сварить металл кузова автомобиля, толщина которого, в большинстве случаев, составляет менее одного миллиметра, вам понадобится сварочный аппарат с углекислотой.Следует отметить, что этот сварочный аппарат намного проще освоить, чем сварочный агрегат переменного тока. Суть технологии сварки с помощью углекислотного сварочного аппарата сводится к тому, что на место автоматически подаётся специальная проволока, клею нужно прокипеть металл. Учтите, что в некоторых случаях вместо проволоки используется специальный вольфрамовый электрод, это связано с тем, что он более прочный, так как не плавится в условиях защитного газа.
Также хочу отметить, что сварочный аппарат углекислотный используется не только в условиях гаража, когда кузовной ремонт проводится самостоятельно, но и в профессиональных автомастерских. Дело в том, что более точный и ровный шов на тонком автомобильном металле не получить ни на одном другом сварочном аппарате.
Видео. Работа сварочного аппарата
Также стоит отметить, что если в такой сварочной установке произвести замену углекислого газа на аргон, то можно будет варить не только железо, но и цветные металлы, которые все чаще используются в кузовном производстве.
Напомним, что в предыдущей статье мы говорили сами себе. Сделать ремонт можно и в гараже, главное — следовать нашим рекомендациям.
Как подготовить металл кузова автомобиля?
Как и любой другой процесс кузова автомобиля, варка кузова требует обязательной подготовки поверхности. Для этого вам понадобятся все части кузова, которые будут прокипячены, очищены от грязи, масла, ржавчины и любых других загрязнений, так как они могут повлиять на качество сварки.
Основным преимуществом технологии полуавтоматической сварки является подача проволоки, которая является основным элементом сварочного процесса, в автоматическом режиме. Учтите, что эта проволока — едва ли не лучший вариант для сварки тонколистового металла, так как работа происходит с очень высокой скоростью, не позволяющей металлу прожечь. После сварки полученный шов имеет прекрасные эстетические свойства, а также высокие механические характеристики. При сварке углекислым газом расход материалов очень низкий, а сам металл практически не деформируется.
Осуществлять сварку корпуса можно как прерывисто, так и непрерывно. Выбор типа шва следует делать исходя из доступности элементов корпуса, а также их толщины.
Видео. Кузовной ремонт сваркой
Также хочу отметить, что подвод тепла к металлическому листу, а также электрический ток и провод должны подаваться через определенные промежутки времени, а не удерживаться на поверхности постоянно. Выбор длины периодов напрямую зависит от толщины металла, а также от того, насколько велик зазор между элементами, которые необходимо сваривать.
В первую очередь следует проверить характеристики электрической схемы в своем гараже, а также требования к ней в сварочном аппарате на углекислом газе, если все в порядке, можно переходить к процессу сварки.
Теперь вам нужно ввести проволоку на десять-двадцать сантиметров в канал подачи и установить прижимной ролик в стандартное положение. В результате проволока должна оказаться в углублении, которое находится на ведущем ролике.
Затем нужно поставить на место наконечник из меди и газовое сопло, после чего можно подключить углекислотный сварочный агрегат к сети и начать готовку. Далее все зависит от вашей аккуратности.
Кузов автомобиля является важной частью транспортного средства, а также другими компонентами или частями. Кузов находится в зоне риска, являясь буфером при контакте с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и предметов при ДТП гарантированно приведет к поломкам и выходу из строя элементов деталей и потере появление привлекательной формы.Не забывайте об агрессивном воздействии окружающей среды — влага, грязь и соль вызывают коррозию и трещины. Во всех этих случаях требуется кузовной ремонт автомобиля.
Сварка кузовов автомобилей — это трудоемкий процесс, будь то дуговая или другая сварка. В любом случае это требует качественного сварочного аппарата для кузовных работ и высокой квалификации сварщика — только такое сочетание гарантирует удовлетворительный результат. Отсутствие надлежащего опыта и хорошего сварочного аппарата не позволяет получить точный и тонкий сварной шов.Сварку кузова следует проводить в специально оборудованном помещении, где есть точка подключения к сети с соответствующими параметрами частоты, напряжения и тока, источника газа и т. Д. Сварка кузова автомобиля своими руками возможна только в простых случаях и для кузовного ремонта в тех местах, где не так важна эстетика шва.
Профессиональный подход к обработке кузова на оборудованной СТО позволяет получить сварной шов с необходимыми критериями:
- выбирается в зависимости от локализации повреждения;
- с учетом характеристик металла выбирается вид сварки;
- Способ ремонта сваркой — лазерным — подбирается в каждом случае индивидуально.
Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному силовому воздействию, изготавливаются из разных материалов. Точечная сварка в подавляющем большинстве случаев применяется при ремонте крыльев, порогов, при этом стык внахлест будет оптимальным для элементов, находящихся под большой нагрузкой. При необходимости частичной замены какой-либо детали целесообразно применить стыковое соединение, например, при заделке ям на днище автомобиля.
Своевременная диагностика автомобилей позволяет выявить повреждения на ранней стадии, что дает возможность решить проблему без серьезных финансовых затрат.
Какой сварочный корпус приготовить?
Как указывалось выше, выбор того, какая сварка и какие материалы подходят для сварки кузова автомобиля, должны выполняться профессионалами, а также какой аппарат выбрать для реализации процесса. Кузов автомобиля изготавливается из низколегированных сталей с низким содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 — 0,14%, причем такая сталь со средней толщиной около 0,8 мм отлично штампуется, устойчива к сильным нагрузкам. напряжение.По видам сварочного ремонта специалист выбирает из следующего ассортимента:
№- с помощью выпрямителя многопозиционной сварки типа «ВДМ 1202» или его аналога с электродами диаметром 1,6 мм марки УОНИ 13/45, положение шва ниже;
- Корпус автомобиля выполнен газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0,8 мм марки Св-08Г2С; Сварка кузова автомобиля
- также востребована — для этого потребуется баллон с углекислым газом и проволока диаметром 0.8 мм марки Св-08Г2С. Однако возможна сварка полуавтоматом и без газа, порошковой проволокой или проволокой с флюсом.
Можно ли сварить кузов автомобиля сварочным инвертором?
Для кузовных работ с использованием высокочастотного электрического тока применяется для приваривания бампера, дополнительных рам, задней и передней лебедок, полос и даже противотуманных фар, если заказчик хотел разместить их на крыше автомобиля. Основное преимущество сварки кузова инвертором — высокая скорость — работа будет выполнена в кратчайшие сроки.Инвертор в процессе создания сварных швов на машине активно применялся еще с советских времен, правда, только в местах корпуса, не претендующих на эстетичный вид. Полученные швы надежные и прочные, но только на металле толщиной более 3 мм. Для получения качественного сварного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно повлияет на качество шва.
Кузов сварочный полуавтомат
Какое устройство выбрать для ремонта днища? Полуавтоматический сварочный аппарат для кузовных работ оптимален для ямочного ремонта на корродированных участках корпуса.Сварка кузова выполняется с помощью специальной проволоки и заслуженно на сегодняшний день получила звание самого универсального средства кузовного ремонта. Этот способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых на полуавтомате, важно отметить следующее:
- надежные соединения на лонжеронах;
- пятен на месте коррозионного металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей при сварке деталей место контакта избавляется от кислорода, и кузов автомобиля постепенно плавится, но поскольку сварка полуавтоматического кузова автомобиля происходит под контролем оператора , утюг не горит.
Какой сварочный аппарат лучше выбрать для создания? Конечно, это сварочный полуавтомат. Действительно, если для процесса сварки используется аргон, а не стандартный диоксид углерода, можно сваривать цветные металлы, такие как алюминий и нержавеющую сталь.
Особенности сварки кузова автомобиля электродом
позволяет сваривать, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта работы со сварочным аппаратом самостоятельно залатать ржавые корродированные участки коррозии можно только на днище — для выполнения таких операций можно брать любые материалы, лишь бы они соответствовали требованиям по толщине и надежности. Остальное доверить профессионалам. Этот вариант соединения металлических деталей — самый старый и надежный и в то же время самый универсальный.Причем этот вариант можно использовать при любом пространственном расположении сварного шва, даже в местах с ограниченным доступом. А широкий ассортимент выпускаемых марок электродов позволяет сваривать самые разные стали — как углеродистые, так и обыкновенного качества, а также высококачественные стали с разным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, а общая производительность ниже по сравнению с другими сварочными технологиями, но актуальность ручного сварочного аппарата с электродами не снижается за счет простоты и транспортабельности такое оборудование.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не лучше, особенно если сварочный аппарат для кузовных работ оставляет желать лучшего. Решая выбрать транспортное средство для ремонта кузова, квалифицированный специалист учтет химический состав, толщину металла, расположение свариваемых деталей, поэтому состояние порогов после сварки будет радовать автовладельца не один год. . Ведь если у вас в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотные специалисты в оборудованном помещении, то ремонт кузова не займет много времени.Так что не стоит экономить на машине и собственной безопасности — доверьте машину профессионалам, у которых есть все необходимое для кузовного ремонта.
Покупая подержанный автомобиль, будьте особенно осторожны, чтобы избежать неприятностей в будущем. Обратите внимание на все мелочи. Подавляющее большинство покупателей в первую очередь обращают внимание на то, как работает двигатель, коробка и другие детали, приводя машину в движение. И очень мало внимания уделяется состоянию кузова автомобиля, и это тоже немаловажно.
Опытные автолюбители и знатоки знают, что кузов автомобиля, произведенного в странах СНГ, служит 10 лет. Его ждут дальнейшие кузовные работы, сварка, заплатки по кузову — в общем все, что поможет сохранить целостность машины. У автомобилей, произведенных в Европе, США или Японии, этот срок увеличен до 15 лет: все зависит от металла, из которого изготовлен кузов.
По прошествии 10-15 лет автомобиль нуждается в ремонте.Кузовной ремонт автомобиля — альтернатива полной замене кузова, ведь не у всех есть на это деньги. Кузовные сварочные работы помогут вам при отсутствии средств на полную замену кузова. Их можно выполнять в местах, где коррозия может испортить кузов автомобиля. Всем известно, что больше всего подвержено риску днище машины.
Несмотря на то, что все владельцы по-разному ухаживают за своими автомобилями, коррозия появляется у всех примерно одновременно. В местах, где вода держится дольше всего, можно увидеть в той или иной степени следы коррозии.Назовем эти места:
- крылья и пороги;
- перед автомобилем;
- багажник.
Больше всего пострадали пороги и крылья. окружающей среды, ведь при движении по мокрой дороге именно там скапливается грязь. Перед полом он становится хрупким из-за коррозии под ногами водителя и переднего пассажира. Что касается багажника, то он обычно разъедает место под запаской: часто после замены колеса водитель не протирает покрышку, поэтому вода, попавшая в багажник, медленно начинает делать свое дело.
Итак, если ваш автомобиль уже подвергся нападению ржавчины, вам необходимо заварить части кузова автомобиля, в которых это произошло. Машину можно сдать на СТО, однако дешевле и быстрее сделать ремонт самостоятельно.
Как лучше всего сваривать
Традиционно сварка осуществляется электродами. Это самый быстрый и простой способ сварки. Однако в случае кузовного ремонта автомобилей использовать его нежелательно. Это связано с тем, что сварка электродом дает очень грубый стык, что делает внешний вид автомобиля совершенно неэстетичным.
Кроме того, устройства, необходимые для электродной сварки, занимают довольно много места. Это затруднит доступ к сварке. Важно помнить, что сварка должна соответствовать нормам безопасности. Поэтому электродная сварка применяется редко, например, в случаях, когда необходимо сварить каркас кузова, лопнувший от нагрузки.
Таким образом, современные сварщики часто используют инверторный или полуавтоматический аппарат для кузовных работ.
И тот, и другой способ сварки имеет свои плюсы и минусы.Если вы хотите сварить самостоятельно, необходимо иметь специальные навыки работы, обязательно соблюдайте технику безопасности. Подумайте, насколько хорошо оборудовано ваше рабочее место.
Наверняка вы будете работать в своем гараже, поэтому правильно организуйте пространство, купите все необходимые инструменты, чтобы не отвлекаться во время работы. Также важно, насколько хорошо освещено помещение. Для этой работы лучше привлечь помощника, ведь приготовить тело в одиночку непросто.
Плюсы сварки полуавтоматом углекислотой
Если посмотреть на отечественный автопром, можно отметить ужасное качество кузова автомобиля ВАЗ 2101, 2106, 2107, 2108 и 2109.Автомобили, выпущенные до 1994 года, подвергаются наибольшему риску. Дело в том, что до этого года грунтовку в принципе не наносили, а просто красили металл.
Сейчас это кажется диким, но тогда, наверное, была нехватка почвы. Сейчас, конечно, все такие модели уже перекрашены и заземлены. Если вам попался такой кузов, то воспользуйтесь углекислотным полуавтоматом для ремонта кузова автомобиля.
Сварочные работы в этом случае ведутся с помощью проволоки.Это доступная и достаточно универсальная сварка. Если толщина металла варьируется в пределах от 6 до 0,8 мм, устройство с этим справится. С помощью полуавтомата обычно выполняются следующие работы:
- Сварка порогов и лонжеронов;
- Патчи укрепляющие;
- Выправка вмятин.
Устройство работает по принципу подачи под давлением углекислого газа. При этом воздух вытесняется из зоны сварки, а металл не окисляется.Это позволяет металлу не выгорать от температуры, а плавиться, при этом прочно схватившись за детали.
Агрегат универсальный, может работать с различными металлическими сплавами. Если заменить углекислый газ на аргон, можно будет выполнять сварочные работы с цветными металлами, например, с алюминием или нержавеющей сталью. .
Мастерам-сварщикам рекомендуется работать так: накладывать небольшие стежки — до 2 сантиметров через каждые 5 сантиметров шва. После этого сварные швы нужно обработать грунтовкой.Не щадите грунтовку в районе поддона, в задней части автомобиля и в местах крепления стоек.
Сварочный инвертор
Уже несколько десятилетий модель УАЗ 469 пользуется большой популярностью у жителей бывшего Советского Союза. Он отлично подходит для бездорожья и экстремальных условий эксплуатации.
В отличие от многих советских машин 469-я имеет очень крепкий кузов. Однако такой мастодонт со временем разъедает. В мастерских часто можно увидеть УАЗ, в котором меняют кузовную часть или укрепляют шпангоутами.
Самостоятельный кузовной ремонт такой машины можно произвести с помощью инвертора. Суть работы этого агрегата в том, что он использует ток высокой частоты.
Его основные преимущества — небольшие размеры и очень быстрая сварка. Инвертор, кроме того, имеет множество режимов работы. Несмотря на это, освоить работу с ним сможет даже новичок. Однако не обошлось и без недостатков: высокая цена
- ;
- невозможность сваривать металл толщиной более 3 мм;
- часто выходит из строя из-за пыли.
Важно не скупиться и купить не самый дешевый аппарат. Недорогой инвертор быстрее выйдет из строя.
Сварка кузова своими руками
Самостоятельная сварка кузова — дело непростое для новичков, к тому же требуется умело обращаться со сварочными аппаратами, нужно умело локализовать проблемные места, которые необходимо исправить при сварке. В этом случае ремонт корпуса можно разделить на локальный и капитальный.
Полная характеризуется заменой значительной части кузова автомобиля, а местная, в свою очередь, обходится только обработкой очагов ржавчины на кузове.Если человек несколько раз занимался местным ремонтом, со временем капитальный ремонт для него не будет проблемой.
Если процесс коррозии корпуса происходит в недоступном для краткого обзора месте, например, на кузове, то в качестве заплатки можно положить любой металл, лишь бы он соответствовал миллиметровым размерам и качеству. Ну а если коррозия находится снаружи, то обязательно используйте тот металл, из которого изготовлен корпус.
Старайтесь делать как можно меньше шва.При необходимости выровняйте.
Если вы заметили, что коррозия затронула небольшой участок, можно обойтись без сварки корпуса. Однако вам потребуются специальные смеси на основе эпоксидной смолы и стекловолокна. Их кладут на предварительно очищенные места повреждений, и корпус снова выглядит как новый, не теряя прочности. Чтобы повысить надежность такой заплатки, укрепите края с внутренней стороны трещины.
Поэтому для защиты кузова от коррозии очень внимательно следите за его состоянием.Каждый раз после мытья автомобиля протирайте его и вытирайте насухо сухой тканью. Обязательно удаляйте грязь с порогов и днища, особенно это важно весной и осенью, когда холодно. Чем лучше вы заботитесь о состоянии кузова, тем дольше прослужит ваша машина.
Шаги сварки
Последнее, что мы рассмотрим, это фактические шаги сварки с полуавтоматом:
- Зарядите устройство проволокой;
- Отрегулируйте требуемую полярность тока. Если у вас есть провод с флюсом, поставьте на горелку минус, а на зажим — плюс.Если это обычный провод, то порядок обратный;
- Подсоедините шланг подачи углекислого газа, подключив баллон к инвертору через редуктор;
- Подключить полуавтомат к источнику питания и зажать рычаг на горелке. Смотрите, как идет газ, потом включится электричество и провод;
- Проденьте провод через медный наконечник и установите газовое сопло;
- Начните сварку, как мы рекомендовали выше.
Правила кузовного ремонта при аргонодуговой сварке аналогичны, разница только в газе сгоревшего.
Если вам нужно приварить днище автомобиля, знайте, что помимо необходимости обеспечить ровные сварные швы, необходимо также обеспечить желаемый температурный режим. Нашивка внизу обычно должна быть не толще двух миллиметров.
Равномерно поместите металл в отверстие. Используйте справку для определения точности местоположения. Когда будете делать заплатку, отшлифуйте ее и нанесите грунтовку. В том случае, если дно погнулось, обработайте его молотком. Помните, что в отечественных автомобилях днище — самое слабое место, и его состояние необходимо постоянно проверять на яме.
Прочитав эту статью, вы кое-что узнали о сварке. Воспользуйтесь нашими советами, и вы хорошо сварите свой автомобильный кузов. Не забывайте, что вы должны использовать средства защиты, если не хотите, чтобы сварка закончилась плохо.
Механические повреждения элементов кузова автомобиля часто приводят к появлению трещин и разрывов. Если проигнорировать этот дефект, проблема усугубится — повысится уровень шума и вероятность окончательного отказа компонента. Для восстановления целостности необходимо правильно выбрать вид сварки кузова автомобиля сваркой.
Особенности сварки кузова
Большинство навесных защитных элементов станка имеют сравнительно небольшую толщину — 0,8-1 мм. Исключение составляют силовые агрегаты, пороги, лонжероны, поперечная балка — до 2 мм. Это различие объясняет сложность применения однотипной сварки для восстановления целостности кузова автомобиля. Поэтому необходимо провести анализ повреждений и определить оптимальные характеристики будущего сварного шва.
Также примите во внимание следующие моменты:
- Характер повреждения — точечное, в виде трещины или разрыва.Определяет размеры сварного шва.
- Место дефекта. От этого зависит удобство работы и соответственно выбор метода сварки.
- Необходимость использования «заплатки». Актуально при глобальных повреждениях организма.
Определив степень повреждения с учетом факторов, описанных выше, можно переходить к выбору сварочного аппарата. Если имеющаяся модель не соответствует минимальным технологическим требованиям для работы, рекомендуется обратиться в профессиональный автосервис.
Полуавтомат с диоксидом углерода
Оптимальный вариант для восстановления целостности тела. Принцип полуавтоматической работы углекислого газа заключается в формировании шва с помощью специальной проволоки, нагреваемой газовым соплом. Кормовая добавка — в полуавтоматическом или автоматическом режиме. Наличие газа в зоне обработки исключает негативное воздействие воздуха.
Для выполнения работ необходимо соблюдать следующие рекомендации:
- Предварительная настойка полуавтомата.Режим зависит от толщины металла, его типа (сплава), марки проволоки, ширины и глубины шва.
- Если стаж сварки небольшой — нужно сделать несколько пробных швов на листах с характеристиками, аналогичными деталям кузова.
- Соблюдение скорости передвижения. Горячая проволока должна равномерно заполнять шов.
- После работы снимите шкалу и проверьте целостность конструкции.
Данная методика актуальна для формирования герметичных швов.С помощью полуавтоматической двуокиси углерода можно наложить как точечный, так и шовный материал. При замене газовой смеси на аргон и использовании проволоки другого типа становится возможным сваривать цветные металлы.
Как сварить корпус с помощью инвертора
Не рекомендуется использовать инверторный сварочный аппарат для восстановления целостности элементов корпуса. Но в некоторых случаях это единственный способ ремонта. Недостатком метода является высокая вероятность прожигания металла, разбрызгивания добавки, что может привести к повреждению красочного слоя.
Особенности сварки корпуса инвертором:
- Работайте при минимальных значениях сварочного тока. Ошибка — появление сквозных отверстий в металле.
- Для уменьшения нагрева стального листа рекомендуется изменить полярность. Отрицательный вывод заряда соединен с металлом, а положительный вывод — с электродом.
- Применение хомутов, если на корпусе установлены «заплатки».Это обеспечит плотный зажим.
- Выбор направления сварки — расплавленный металл должен равномерно заполнять шов, что затруднительно в вертикальном или потолочном положении.
Для работы необходимо обеспечить стабильное напряжение в сети. Делается это с помощью специальных приспособлений. Альтернатива — эта функция есть в инверторе. О .
Сварщик точечной сварки
Если герметичность шва не является основной задачей — можно использовать аппараты для точечной сварки.Но из-за специфики приложения они не очень распространены, как вышеперечисленные модели. Электроды расположены с двух сторон листа, после подачи тока материал плавится и сваривается.
- нельзя работать в труднодоступных местах;
- не желательно приобретать аппарат точечной сварки для домашнего использования;
- требуется высокий ток.
Данная опция актуальна, если повреждение кузова по краю и есть в наличии сварочный аппарат.
Независимо от того, какой метод устранения дефекта выбран, необходимо обеспечить безопасность работы. Обязательно используйте маску сварщика, перчатки.
полуавтомат и газ. Технология работы
Многие конструкции изготовлены из не толстой стали. Это кузова автомобилей, емкости для жидкостей и трубки малого диаметра. На предприятиях сварка тонких металлических листов осуществляется специальными устройствами, обеспечивающими оптимальное соединение. Но как приготовить такие материалы в быту? Какие электроды подходят? В каких режимах аппарата проводить шов? Инверторная сварка тонкого металла пройдет успешно, если вы знаете ответы на эти вопросы, а также посмотрите соответствующее видео.
Не все сварщики умеют сваривать стальные листы толщиной 1-1,5 мм. Это требует определенных знаний и навыков. Но если настоять и потренироваться, а также изучить видео о том, как варить тонкий металл инвертором, то можно добиться значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Бернс. Поскольку свариваемый материал достаточно тонкий, в нем часто возникают сквозные отверстия. Это самая частая ошибка начинающих сварщиков.Причина — неправильно подобранная сила тока и медленное ведение шва.
- Непробиваемость. Желая избежать первого дефекта, сварщики слишком торопятся пропускать стык, оставляя сырые пятна. Это нарушает герметичность соединения и делает изделие непригодным для работы с жидкостями. Сопротивление разрыву и разрыву также невелико. Правильная настройка инвертора и выбор электродов помогают в решении ситуации.
- Отжимания с обратной стороны… Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками на обратной стороне поверхности. Спереди изделие имеет ровный шов, без пор и непровара, но расплавленный металл сварочной ванны под действием силы тяжести отодвигает участок шва на другую сторону. Ситуация решается специальными подложками или снижением силы тока, и изменением техники наложения швов.
- Деформация конструкции. Листовая сталь быстро перегревается, что приводит к расширению межмолекулярной составляющей.Конструкция начинает растягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общей кривизной. Холодная правка пресс-формы резиновыми молотками возможна на некритичных изделиях. Но если такой возможности нет, то накладывается определенное чередование швов по всей длине.
Б / у электроды
Чтобы успешно справиться с такой работой, важно правильно подобрать электроды для тонкого металла. Поскольку сварка ведется на малых токах, использование электродов диаметром 4 и 5 мм будет «задушить» электрическую дугу, не дав ей нормально гореть.
Лучшим вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка будет успешной, если предварительно запечь расходные материалы при температуре 170 градусов. Это позволит покрытию расплавиться равномерно, не мешая манипуляциям с дугой и образованию швов.
Тонкие металлические электроды должны иметь хорошее покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, при которой электрод ненадолго отрывается от сварочной ванны. Если покрытие тугоплавкое, результатом будет образование на конце электрода своего рода «козырька», препятствующего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают, как сваривать тонкий металл, пробуя различные настройки аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для данного вида работ. Вот основные настройки:
Важно установить сварочный ток ниже, чем при работе с толстыми листами. Это поможет избежать ожогов и подтеков. В этой области отлично зарекомендовали себя инверторы, позволяющие готовить на переменном напряжении, но с высокой частотой, а также устройства постоянного тока.
Если настройки блока позволяют установить уровень пускового напряжения, то вы должны воспользоваться этим и установить меньшее значение (около 20%), чем рабочий ток. Это предотвратит выгорание участка в начале зажигания дуги и поможет начать сварку сразу на стыке. Если пусковой ток не регулируется, то электрод можно поджечь на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах.Для этого в настройках инвертора необходимо поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимальное контролируемое значение выше этих параметров, то можно снизить силу тока за счет дополнительного сопротивления в схема. Для этого между изделием и кабелем заготовки используется пружина из высокоуглеродистой стали. Также поможет установка дополнительного балласта, который снижает ток до нужного уровня.
Если в настройках устройства поддерживается работа в импульсном режиме, то этим можно воспользоваться.Прерывистой дугой сваривают особо тонкую сталь. Импульсный ток автоматически разорвет дугу, позволяя металлу остыть.
Сварочная техника
Сварка тонколистового железа требует грамотного приближения кромок пластин друг к другу. Стыковые соединения часто прожигают и подходят только опытным сварщикам. По возможности перекрывайте пластины внахлест. Это создаст основу для металла сварного шва и предотвратит прожиг всего продукта.В этом случае электрод направлен в основном на нижнюю пластину, так как другое положение приведет к поднутрениям верхней стороны.
При стыковке в стык проточка не выполняется. В промежутке тоже нет необходимости. Необходимо максимально плотно свести концы деталей и сделать прихватки. Низкая сила тока и тонкие электроды значительно упрощают работу. Тогда приготовить можно несколькими способами:
- Установите слабый ток и быстро ведите шов без колебательных движений, строго по линии соединения.
- Увеличьте ток немного выше, но заведите шов прерывистой дугой, давая металлу время остыть перед следующей «порцией» добавки.
- Готовьте, как описано выше, но с использованием специального субстрата, чтобы поддерживать температуру в зоне нагрева и избежать опускания. Металлический стол здесь не подойдет, так как изделие может частично привариваться к нему. Графитовая основа — хорошая альтернатива.
- Для предотвращения сильной деформации швы накладывайте в шахматном порядке или небольшими участками (по 100 мм каждый).При последнем способе следующий шов нужно закончить в начале предыдущего. Это позволит равномерно нагреть изделие по всей длине и минимизировать деформацию.
Сварка проводится короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение расстояния между концом электрода и поверхностью визуально предотвращает прожиг пластин, но не способствует образованию сварочного валика.Электрод удерживают к себе под углом 45 градусов или наклоняют в сторону. Следует избегать прямого угла, так как это приведет к прожогу.
Альтернативные методы
Помимо инверторов хорошо подходит полуавтоматическая сварка, особенно при работе с кузовами автомобилей. Преимущество состоит в том, что нет необходимости менять электрод, поскольку проволока подается непрерывно. Это значительно ускоряет весь процесс для больших проектов. Расстояние между изделием и грелкой легче контролировать, так как в электроде нет горючей части.Начинающим сварщикам освоить этот метод проще.
Полуавтоматпозволяет работать с даже более тонкими стальными листами за счет использования проволоки 0,8 мм. Но в быту такое оборудование не всегда есть, поэтому инверторный метод остается востребованным. После рассмотрения этих советов становится понятно, как правильно варить тонкий металл. Дополнительные видеоролики о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Сварка листов тонкого металла инвертором позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым материалом называется материал толщиной до 5 мм; часто используется при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и др.
Основная проблема при сварке тонких металлических листов — высокая вероятность их повреждения.
Это может быть вызвано неосторожным движением сварщика, что приводит к прожогу детали.
Кроме того, сварка тонкого металла, проводимая человеком без опыта, может оказаться некачественной из-за несоблюдения технологии.
Поскольку процесс сварки выполняется инвертором исключительно с использованием слабого тока, нельзя допускать даже небольшого зазора в рабочем расстоянии между заготовкой и электродом.
Иначе не избежать обрыва дуги. Поэтому не рекомендуется начинать сварку тонких листов инвертором, не зная особенностей процесса.
Для сварки тонкого металла, как и для любого другого процесса сварки, необходимо иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае нельзя носить резиновые перчатки.
Шаг первый
Регулируем сварочный ток и подбираем электрический проводник, который позволит инвертору работать.
Показатель сварочного тока берем исходя из характеристик стыкуемых металлических листов.
Обычно производитель указывает силу тока для конкретных случаев на корпусе инвертора.
Для инверторной дуговой сварки мы используем электроды диаметром 2-5 мм. Далее вставляем в держатель электрический провод, подсоединяем массовый вывод к заготовке.
Во избежание прилипания не приближайте его слишком резко к детали.
Шаг второй
Сварка тонкого металла с помощью инверторного устройства начинается с зажигания дуги.
Пару раз электродом точечно касаемся линии сварки под небольшим углом, что позволит активировать ее.
Держим электрический проводник на расстоянии от свариваемого изделия, которое будет соответствовать его диаметру.
Шаг третий
Если все вышеперечисленное выполнено правильно, вы должны получить качественное шовное соединение.
В данный момент на поверхности сварного шва есть окалина или окалина, их необходимо удалить с помощью какого-либо предмета, например, молотка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно соединить тонкие металлические листы с помощью инвертора.
Как контролировать дуговой разрядник?
Дуговой промежуток — это расстояние, образующееся при сварке между соединяемыми элементами и электродом.
Во время работы с инвертором обязательно поддерживать стабильный размер указанного расстояния.
Если сваривать тонкий металл инвертором и при этом сохранять небольшой дуговой зазор, то стык сварного шва будет выпуклым по той причине, что основная часть металла плохо нагревается.
Если готовить тонкий металл инверторным полуавтоматом и при этом сохранять слишком большое расстояние между проводником и заготовкой, то такой большой зазор может помешать провару.
Электрическая дуга будет подпрыгивать, и металл шва будет искривлен.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом нужно сваривать тонкий металл инвертором, как уже было сказано выше, с зазором, соответствующим диаметру электрода.
Приобретя опыт и научившись управлять длиной дуги инвертора, вы сможете достичь оптимальных результатов.
Электрическая дуга, проходящая через зазор и плавящая основной металл, создает сварочную ванну. Он также перемещает расплавленный металл в сварочную ванну.
Особенности формирования шва
Если в процессе сварки движение электрода осуществляется слишком интенсивно, то все, что может быть достигнуто, — это деформированный стык.
Этот факт объясняется тем, что линия сварочной ванны находится ниже уровня основного металла, и, если проникновение дуги в основной металл сильное и быстрое, она отодвигает ванну назад, в результате , появляется шов.
Поэтому необходимо следить за тем, чтобы линия сварного шва располагалась на поверхности металлических листов.
Качественный шов достигается за счет круговых и зигзагообразных движений электрода по соединяемой поверхности.
При зигзагообразных действиях нужно контролировать формирование линии шва поочередно в трех положениях: от одного края, сверху сварочной ванны, от второго края.
Здесь не забываем, что сварочная ванна движется за теплом, что очень важно при изменении рабочего направления.
При недостатке электродного металла образуется поднутрение — узкая канавка в основном металле вдоль или по краям сварного шва, появляется в результате нехватки металла для заполнения ванны при боковом движении.
Чтобы исключить образование такой боковой выемки или поднутрения, рекомендуется следить за внешними границами сварочной ванны, при необходимости регулировать ширину канавки.
Для работы сварочной ванны позволяет сила электрической дуги, расположенная на кончике электрического проводника.
Не забывайте, что при работе со сварочным изделием под углом ванна не будет тянуть, а толкнет.
Таким образом, вертикально расположенный электрический провод позволяет получить менее выпуклые сварные швы.
Процесс объясняется тем, что в это время вся тепловая энергия концентрируется под электродом, сварочная ванна выталкивается на дно, плавится и распределяется вокруг.
При слегка наклонном положении изделия вся сила отводится назад, в результате сварной шов всплывает.
Если электрод слишком сильно наклонен, сила передается в направлении линии шва, что делает невозможным эффективное управление ванной.
Для получения плоского шва электрический провод наклоняют под разными углами.
В этом случае сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно соединять металл полуавтоматом.
Сварка листового металла плавящимся электродом
Для того, чтобы процесс сварки тонкого металла полуавтоматом проходил успешно, необходимо использовать электрический провод подходящего диаметра.
Например, для листов тонкого металла толщиной до 1,5 мм изделия диаметром до 1.Следует использовать 6 мм.
Правильная сварка тонкого металла плавящимся электродом означает предотвращение перегрева во время процесса сварки, который может привести к ожогу изделия.
Электрический провод перемещается по линии сварки со средней скоростью, как только возникает опасность возгорания, скорость увеличивается.
Сила тока при инверторной сварке металлических листов не должна превышать 40 Ампер.
При выборе силы тока для работы с плавящимся электродом лучше сделать пробную сварку, что упростит решение поставленной задачи.
В этом случае на тестовом продукте можно готовить полуавтоматом в разных режимах с учетом скорости движения электрода.
Готовить необходимо так, чтобы можно было полностью обеспечить проплавление стальных краев и при этом не прожечь материал.
Особенностью сварки тонкого металла инвертором плавящегося электрода является мгновенное оплавление кромок, что не позволяет полностью контролировать сварочную ванну.
Поэтому готовку тонких листов материала на полуавтомате лучше начинать после приобретения опыта.
В процессе сварки тонколистовых изделий может использоваться технология точечной или прерывистой сварки.
Из-за непродолжительного срабатывания дуги образуются прихватки, затем электрическая дуга гасится, затем процесс повторяется на расстоянии, равном размеру 2 или 3 диаметров электродов.
Лучше свести к минимуму период между созданием точек, чтобы расплавленный металл не успевал остыть.
Этот метод идеален, если вам нужно сварить негерметичные конструкции из тонких листов с помощью инвертора. Точечные прихватки устранят возможный риск деформации металла.
Как выбрать полярность для работы инвертора?
Полярность — основа качественного сварного соединения. Прямая полярность обеспечивает пониженный подвод тепла к металлической основе с узкой, но глубокой областью плавления.
В случае обратной полярности уменьшается подвод тепловой энергии к материалу с широкой и неглубокой областью плавления основного металла.
Перед началом работы с инвертором необходимо учитывать полярность электронов.
Если металл кипит на постоянном токе, то можно использовать плюсовой и минусовой заряд источника.
Но при этом нужно знать куда какую зарядку подключать.
Здесь необходимо учесть, что если свариваемый материал снабжен положительным зарядом, то он будет очень горячим.
Если этот заряд подключить к электрическому проводнику, то электрод будет очень горячим и сгорит, что может привести к ожогу металла.
Выход из ситуации — обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертора электрод подключается «+» к дуге инвертора, а «-» — к металлическому листу.
Следующие несколько советов и тематический видеоматериал также будут полезны начинающим сварщикам:
- Возможность наблюдать за сварным швом и контролировать его со всех сторон в процессе дуговой сварки с помощью инвертора позволит получить высокий -качественный результат и исключение образования прожигов;
- Во время процесса сварки электрический провод должен находиться как можно ближе к изделию, пока не начнет появляться красная точка.Это будет означать, что под ней уже есть капля металла, за счет которой соединяются металлические листы;
- Когда электроды медленно перемещают по поверхности металла, появляющиеся светящиеся капли металла соединяют сегменты листов и тем самым образуют сварной шов.
Изучив вышеперечисленную информацию и просмотрев видеоматериалы, сваривать тонкие листы металла с помощью инвертора будет намного проще.
Сварка тонким металлическим электродом позволяет собирать легкие конструкции с большим запасом прочности.Также таким способом можно восстановить автомобили и отремонтировать многие другие тонкостенные изделия. Однако такой процесс довольно сложный, без опыта сделать качественный очень сложно.
В этом материале мы разберем все нюансы сварки тонколистового металла, какие бывают проблемы и как их избежать.
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, похожи на обычный брак с некачественным соединением.
- Прожигание детали.
- Прилипание электрода.
- Деформация материала.
Прожиг — наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Именно избыточная мощность способствует быстрому плавлению металла и образованию дырок.
Прилипание электрода происходит в двух случаях: при малой силе тока и близком приближении наконечника расходного материала к поверхности металла.Эти два негативных фактора способствуют образованию неровного соединения и, как следствие, ухудшается качество сварки.
Плохо свариваемый шов — частая ошибка новичков в сварке. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав просто растекается по поверхности. В результате при зачистке получается, что шов неровный и есть несвязанные участки.
Деформации также довольно распространены при сварке тонких листов.Это следствие воздействия высоких температур.
Как проводится сварка тонкого металла и как решить проблему брака?
Выбор режимов и электродов
Для сварки тонкостенных конструкций лучше всего использовать инвертор. Такие устройства имеют более тонкую настройку, чем трансформаторные аналоги.
Сила тока, используемого при таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице вы можете увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
При использовании тонких типов электродов нужно учитывать, что они имеют более высокую скорость плавления, а значит, нужно быстрее вести шов.
Основные требования к выбору расходных материалов такие же, как и для сварки стандартных конструкций. Покрытие и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Все работы условно можно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Чистка швов.
Основные отличия заключаются в некоторых нюансах, позволяющих качественно сваривать листовой металл и оцинкованную сталь.
Обучение
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массовый держатель аппарата.
Оцинкованный листовой металл на месте будущей сварки можно очистить шлифовальной машиной от защитного покрытия.Но можно готовить прямо на нем, в процессе сгорит цинковый слой.
Сварка
Алгоритм сварки тонкого металла следующий.
- Электрод на конце можно очистить от гипса на длину около 5 мм, это будет способствовать быстрому зажиганию дуги.
- По всей длине будущего шва необходимо сделать точечные прихватки материала (во избежание дальнейшей деформации). Для этого производится кратковременный поджог и свариваются края металла в виде острия или на длину 10 мм.
- Дуга зажигается просто — это делается двумя способами. Либо постукивая кончиком электрода по металлу, либо ударяя. Длина дуги оптимальна в пределах 2-3 миллиметров. Обычно расстояние электрода от металла должно быть в пределах диаметра расходного материала!
- После этого формируется ванна расплавленного металла и начинается шов. В процессе эксплуатации сварочная ванна должна иметь удлиненно-овальную форму. Это говорит о том, что получился качественный шов.
- Во избежание прилипания электрода не «втыкайте» его в поверхность.
В связи с этим начинающим сварщикам очень удобно использовать инвертор с дополнительными функциями защиты от прилипания и нагнетания дуги. Когда электрод находится слишком близко к металлу, он выдает напряжение. В этом случае короткого замыкания не происходит и электрод не прилипает. При большом удлинении дуги инвертор выдает дополнительное напряжение и процесс сварки не прерывается.
- Шов осуществляют размещением держателя с электродом под углом 60 градусов.Лучше всего выбирать положение, близкое к прямому углу, но при этом сохраняя вид на сварочную ванну и сам шов. Слишком острый угол приводит к выпуклому соединению. Это значит, что шов выскакивает и не сваривает металл.
- Электрод можно вести слева направо или на себя, вертикальные соединения выполняются снизу вверх. В этом случае при сварке нужно совершать поперечные движения зигзагами (елочкой).
- Еще нужно контролировать скорость передвижения.Он должен быть прогрессивным и таким же.
После окончания работ нужно сбить шлак и осмотреть соединение на предмет отсутствия оплавления и прожогов на поверхности металла.
Методы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сварки, можно использовать подходящие методы.
Перекрытие. Если конструкция позволяет, листы можно класть один на другой. В этом случае главное не прожечь поверхность, расположенную внизу.
Точечное соединение. Технологически такой шов выполняется в виде деревенских прихваток. Дуга зажигается, металл закипает в нужном месте и гаснет. А потом на протяжении всего соединения с шагом в 3 диаметра электродов все повторяется.
На электроде. Если есть опасность прожечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву. В процессе сварки эти места нужно хорошо приварить.Таким же образом можно сваривать прожиговые отверстия.
Обратная полярность также может быть установлена для сварки тонкостенных конструкций. Когда трос держателя установлен на плюс, а масса на минус. Обратная полярность уменьшит количество тепла на кончике электрода, и это поможет предотвратить выгорание.
Если вам нужно сварить массивную деталь с тонким металлом, то на толстостенной заготовке зажигается дуга и в процессе сварки происходит переход к стыку.
Для отвода лишнего тепла под самые тонкие части можно положить медную полоску.Медь — очень теплопотребляющий материал, поэтому он предотвращает горение и растекание расплавленного металла.
Что вы думаете о таком виде работ, как сварка листового металла? Если у вас есть большой опыт сварки соединений тонких материалов, поделитесь им в комментариях к этой статье.
Металлом считается тонкий листовой металл, толщина которого не превышает 3-5 мм. Такой материал сегодня используется довольно часто и поэтому для специалистов вопрос о выполнении сварочных работ остается максимально актуальным.Но в то же время при выполнении подобных операций возникают определенные трудности.
Основная проблема — большая вероятность того, что при неосторожном движении сварка тонкого металла электродом закончится прожогом металла с образованием сквозного отверстия на детали. В то же время при обратном подходе к выполнению таких работ некачественный сварной шов — «непровар» может стать проблемой.
Еще одной технологической проблемой сварки тонких металлических листов становится использование в процессе работы предельно малых токов.В этом случае даже в случае небольшого увеличения расстояния от электрода до поверхности детали дуга гаснет. Поэтому из всего вышесказанного можно сделать вывод, что сварка тонколистовых деталей требует большого практического опыта и знания тонкостей процесса.
Сварка листового металла: основные требования
При сварке тонкого металла электродом важно выбрать правильную толщину в зависимости от толщины обрабатываемой металлической детали.Как правило, берутся равные размеры (для листа толщиной 3 мм берется электрод 3-4 мм).
Существует строгая зависимость между силой тока и толщиной металла. Деталь толщиной 3 мм требует использования сварочного тока 140-180 А с электродом диаметром 3-4 мм. Если берется более тонкий электрод, необходимо снизить значение тока до 10-90 А.
Сварка тонких металлических листов требует использования электродов с покрытием, обеспечивающим стабильное, стабильное горение и легкое зажигание электрической дуги.Также важно, чтобы электрод плавился достаточно медленно, чтобы получить металл, необходимый для сварки.
Виды сварки тонколистового металла
Дуговая сварка
В технологическом процессе используется электрическая дуга для соединения отдельных металлических частей. Этот вид сварки, в свою очередь, обычно делится на плазменную, электронно-лучевую, электрошлаковую и термитную.
Независимо от способа сварки, суть процесса заключается в том, что под действием высокой температуры образуется жидкий металл, который плавит края элементов конструкции, заполняя расстояние между ними.В результате получается сварной шов.
Во время этого процесса активно используется давление на металл. Сварка по данной технологии может производиться стыковым или точечным методом. Обе заготовки зажимаются с помощью электродов, которые плавятся под действием высокой температуры, соединяя детали под давлением.
Ультразвуковая сварка
Сварка тонколистового металла происходит путем помещения изделия между специальной опорой и рабочим концом сварочного аппарата.На деталь действуют вертикальная сжимающая сила и колебания ультразвуковых волн, в результате чего возникают силы трения, за счет которых создается сварное соединение.
Инверторная (полуавтоматическая) сварка тонкого металла
Один из эффективных аппаратов полуавтомата для сварки тонколистового металла. Он обеспечивает качественное соединение таких материалов, так как способен отлично работать при малых токах. При этом необходимо учитывать качество свариваемого металла, марку электродов, стабильность рабочих характеристик самого аппарата при малых токах.
Лазерная сварка
Операция выполняется с использованием светового луча, получаемого от газового или твердотельного излучателя. Потребности в использовании вакуума в этом случае нет, сварка ведется на воздухе (в этом случае расстояние от детали до радиатора может быть значительным).
Методы сварки тонких металлических листов
Шов выполняется непрерывно . Ключевыми факторами, влияющими на успех операции, являются правильный ток (около 40-60 А) и скорость электрода вдоль соединительной линии.
Прерывистая сварка листового металла (точечная сварка) . Этот метод наиболее популярен среди сварщиков при работе с изделиями из аналогичного материала. Каждая операция — это кратковременный точечный контакт электрода с металлом (как вариант, можно провести короткие линии по будущему шву). При этом следует учитывать, что значение сварочного тока будет несколько выше по сравнению с непрерывной сваркой.
Стоит отметить, что именно такой способ выполнения сварного шва металла небольшой толщины считается наиболее экономичным: он обеспечивает качественный шов и минимум деформации металла.
Процесс сварки предназначен для создания тонкого металлического шва с использованием сварного шва … Для многих изделий тонкие элементы находятся в пределах 5 мм.
Сварка тонкого металла качественная с учетом параметров прочности, вязкости, пластичности.
Сварка тонкого металла имеет такие параметры качества, как:
- силы;
- антикоррозийная стойкость;
- пластик;
- вязкость.
Как сваривать тонкий металл с помощью инвертора и какие условия используются при его сварке?
Виды сварки тонколистового металла и их особенности
Листы тонкого металла необходимо стыковать довольно часто.Многие детали и механизмы изготовлены из следующих материалов:
- лодок;
- моторных лодок;
- автомобилей.
Хорошо выполненная сварка возможна только после изучения тонкостей процесса.
Основной особенностью соединения тонкого металла является вероятность его повреждения электродами с образованием непригодного для использования изделия. Неправильное обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению металлических поверхностей.Только опытные мастера, умеющие подбирать величину тока для сварки, могут создать правильную сварочную дугу.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитывается положение соединительного шва и толщина свариваемого листа.
Условия, которые необходимо соблюдать при сварке тонкого металла
Перед началом работы нужно выбрать размер электрода диаметром равным толщине листа.Величина силы тока выбирается в зависимости от диаметра электрода. Большое внимание уделяется покрытию электродов; выбираются элементы с длительным периодом плавления.
Для соединения изделий используется сварочный инвертор, обеспечивающий хорошую работу … Сварка тонкого металла осуществляется без особого труда на современном сварочном аппарате с малым весом и высокой производительностью. Инвертор работает от источника постоянного тока. Для соединения тонкого металла используются электроды любой марки.При работе с прибором рекомендуется регулировать силу тока в пределах 10-15 А. При использовании электродов диаметром 1,6 мм получается качественный.
Инвертор имеет идеальные вольт-амперные характеристики, которые можно отрегулировать для конкретного вида сварки. Потребляемая мощность устройства меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство для соединения тонкого металла
В первую очередь необходимо изучить устройство сварочного механизма, что очень сложно из-за использования в работе высоких значений напряжения, тока, максимальных частот.В процессе эксплуатации происходит двойное преобразование напряжения из переменного, в 220 В, в постоянное и высокочастотное. Инвертор включает в себя импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программными микросхемами координируют работу элементов сварочного аппарата.
Инвертор может выполнять несколько программ:
- исключить напряжение на сварочной дуге при замыкании;
- создают дополнительный импульс тока;
- обеспечивают разрушение жидкометаллических преград при сварке короткой дугой.
Рабочий процесс на сварочном аппарате
С помощью сварки можно создать своими руками в квартире или на даче много вещей. Отремонтировать машину, подключить металл намного проще, если использовать инвертор.
Для работы необходимо подготовить:
- электродов
- ;
- сварочный аппарат;
- перчаток;
- тиски;
- молоток; Кисть
- ;
- маска для лица;
- комбинезон из плотной ткани;
- емкость с водой для ликвидации возможных источников пожара.
Перед началом сварки важно убедиться в правильности напряжения в аппарате и в рабочей сети. Необходимо проверить вилку, розетку и кабель и убедиться, что они исправны. Категорически запрещается работать на неисправном оборудовании.
Сварочный аппарат кладут на твердую поверхность после проверки заземления. Осмотрев толщину изделий, подбирают электроды. С помощью ручки на аппарате фиксируется необходимый ток.
Перед стыковкой металла с инвертором необходимо очистить заготовки от грязи и ржавчины. Затем металлические листы зажимаются в тисках. Электрод помещается в отверстие держателя. Дуга создается прикосновением и постукиванием по металлической пластине. После образования дуги необходимо не отпускать ее, проведя электрод по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварной шов остынет, частицы шлака удаляются молотком, а поверхность полируется до появления стойкого блеска.
Процесс управления сварочной дугой
При сварке необходимо контролировать зазоры между металлическим изделием и касающимся его электродом.
Равные размеры образовавшегося зазора — стабильная гарантия грамотно проведенного технологического процесса. При уменьшении размера заданного зазора получается дугообразный шов с участками его расплавленной боковой части. С увеличением расстояния процесс сварки становится невозможным: размеры самой дуги искажаются, и металл сваривается с некоторым уклоном в сторону.Только соблюдение указанного зазора при сварке позволяет сварить ровный красивый шов.
Формирование стандартного сварного шва с помощью инвертора
Соединять детали при сварке необходимо, чтобы не менять скорость электрода, иначе не получится образовать ровный шов. Жидкое состояние сварного шва значительно ниже основной массы металла.
Полученная дуга способна захватить весь основной металл, переместить всю ванну на исходное место, образуя сварной шов.Задача сварщика — совместить шов с металлом. Создавая руками зигзаги и описывая дуги, вы легко создадите ровный шов.
Весь процесс сварки зависит от качества электрода.
В таких случаях необходимо постоянно помнить о размерах места сварного шва. Стоит попробовать и разместить ванну строго по кругу. Благодаря равномерно раскачивающим движениям образуется шов, но необходимо следить за его образованием на одном крае металлической пластины, а затем контролировать его образование в верхней части ванны.
При приближении электрода к металлической заготовке образуется приподнятый шов. Большинство сварщиков добиваются ровного шва и движения ванны за счет значительного изменения угла наклона электрода. Идеально: регулируйте угол наклона от 45 ° до 90 ° для получения идеального шва и контроля над ванной.
Особенности стыковки металла малых толщин инвертором
При работе сварщик руководствуется полярностью электродов. Их величина влияет на долговечность сварного шва и прочность всего стыка.
Электроды обратной полярности образуют глубокий шов. При работе определяют, какой заряд использовать и как его подключить. Положительный заряд нагревается сильнее. Образуется качественный шов, если наблюдать его при сварке. Создавая рабочий угол электрода в пределах 30 °, электрод подводят к металлу на близкое расстояние и образуется красное пятно до появления капли расплавленного металла. Сварной шов образуется после соединения всех капель на листах.
Преимущества приварки к инверторным выпрямителям
Сварка тонкого металла выполняется аппаратами во многих областях промышленности из-за их низкой материалоемкости.Сваривать металл несложно за счет высокого постоянства дуги и получения качественных конечных показателей. Инверторы используются для аргонодуговой сварки, при которой главное значение имеет качество сварного шва.
Если выполняется полуавтоматическая сварка, то инвертор способен контролировать движение металла, уменьшать его разбрызгивание.
Самая современная технология — плазменная сварка. При его использовании увеличивается производительность труда за счет изменения скорости резания, образуется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложным оборудованием, в противном случае возникают неисправности. Оборудование выходит из строя при неправильных настройках, нарушаются правила использования товара. Если сварку невозможно выполнить при включенном устройстве, возможно, неисправен кабель.
Отсутствие тока в сети приведет к тому, что инвертор не включится. Иногда наблюдается прилипание электрода. Процесс связан с пониженным напряжением в сети.Недостаточные контакты, образующиеся при окислении компаундов, приводят к неисправности сварочного аппарата … Чем тоньше и меньше дуга, тем больше вероятность выхода инвертора из строя. В особых случаях возникает неисправность модуля, которую устраняет сервисная служба.
Как правильно выбрать сварочный аппарат?
Производители сварочных инверторов должны указать в документах продолжительность активации устройства.
Изучив весь объем предлагаемых работ, можно приступать к покупке сварочного аппарата.В первую очередь учитываются параметры свариваемых деталей. Электроды подбираются в зависимости от толщины свариваемых листов. Величина силы тока устанавливается в зависимости от марки металла и его размеров.
Режимов работы устройства:
- крайний;
- средний;
- долговечный.
Низкое напряжение в сети в пределах 190 В приведет к занижению сварочного тока. Не используйте кабели длиннее 15 м.Они дают низкий сварочный ток.
Еще одна важная деталь — это учет особенностей электросети. Если его значение невелико, необходимо использовать устройства, работающие при колебаниях напряжения 220 +/- 5%.
Тепловая защита устройства зависит от соблюдения режима работы. Он рассчитан на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для поддержания инвертора в рабочем состоянии — это учет особенностей сварки.Устройства со снижением холостого хода используются в работе во влажных помещениях, колодцах, водоемах.
Инвертор не эксплуатируется при температурах ниже 0 ° C, и резкие изменения способствуют образованию конденсата внутри плат.
Приобретая инвертор, помните, что он используется в повседневной жизни для любых сварочных работ, имеет хорошие характеристики и во многих отношениях превосходит другое сварочное оборудование.
Очистка прецизионного пистолета и почему вы делаете это неправильно — точная стрельба соответствует
У точных стрелков есть три главных врага.Неважно, стрелок вы из прицельной винтовки или из прицельного пистолета — их всегда трое. Эти враги не являются членами конкурирующей команды. Не конкурент рядом с вами. Не те патроны для мусора, которые вы купили на распродаже на прошлой неделе. Даже ваше собственное психическое состояние не влияет на то, как вы стреляете. Три главных врага прицельной стрельбы — это три буквы «F»; Трение, обрастание и возня. Это из-за этих врагов и их влияния на то, как и почему нужно чистить высокоточное оружие и почему вы делаете это неправильно.
Оружие для грязной задницы
В свое время я видел несколько грязных ружей. Их видел всякий, кто тренирует юниорскую команду. Огнестрельное оружие, произведенное или «обработанное» с точностью до миллиардной доли дюйма, оставлено для того, чтобы его затопили до черноты, расплавленной лавы, брызнувшей из всех точек соприкосновения. В некоторых случаях я действительно впечатлен тем, насколько много могут выдержать некоторые из этих ружей. У одного из юниоров есть офицер стрельбища Спрингфилда 1911 года, которым руководил Дэйв Сэйлер, который продолжал стрелять, несмотря на то, что он съел около семи тысяч патронов без единой очистки.Лишь на чемпионате Нью-Джерси 2018 на открытом воздухе она призналась мне, что это так, и только после того, как пистолет решил, что он больше не полуавтоматический, и стрелял только одиночными выстрелами. Не менее впечатляющим является Walter GSP Expert, который, очевидно, никогда не нужно чистить, пока края магазина все еще могут достигать патронника. Несмотря на чудеса работы с грязью, давайте предположим, что не все пистолеты будут работать таким образом.
Трение
Итак, первый наш противник «F» — это трение.Металл о металл и / или металл о пластик постепенно нагреваются, поскольку несколько поверхностей трутся друг о друга снова, снова и снова в процессе нормального функционирования вашего огнестрельного оружия. Оружие, которое мы используем против врага, это трение — смазка — и ох, есть из чего выбрать. Теперь я не химик. Я не могу цитировать формулы и всю научную информацию, которая использовалась для создания формул самых популярных смазочных материалов. Что я могу вам сказать, так это то, что речь идет о термической вязкости (насколько она может нагреться до того, как начнет разрушаться и больше не будет смазывать). Я провел небольшое удивительное исследование.Все мы выросли с именами, которые слышали тысячу раз: Hoppes Gun Oil, RemOil, Ballistoil и так далее…
Но слышали ли вы об этом: масло канолы, масло виноградных косточек, сафлоровое масло, арахисовое масло? Потому что, если у вас есть, то вот список смазочных материалов, включая их, и высокую температуру, при которой они начнут дымиться на вас:
- Самая «смазка» (более густая и «удерживающая» способность, чем жидкое масло) — 350 градусов
- Белая литиевая смазка — 380 градусов
- Самые «экстремальные» оружейные масла (обычно продаются военным, так что, конечно, вы его купите) — 400 градусов
- Масла канолы, виноградных косточек, сафлора, подсолнечника, арахисового масла — 450 градусов
А абсолютный победитель, когда дело доходит до термической вязкости и падения / разрушения?
- Обычное синтетическое моторное масло — 500 градусов
Так ли вы впечатлены, поражены или просто созерцательный об этих числах, вот почему все это совершенно спорно: Среднее огнестрельное оружие только достигнет около 200 — 250 градусов во время нормальной точности матча.Да, даже когда твое ружье горит на палящем солнце. По правде говоря, ЛЮБАЯ из этих смазок, упомянутых выше, сделает вашу работу гладкой и свободной от трения, но сохранят ли они также ваши металлические детали от ржавчины? Вот где вы больше всего теряете все кулинарные масла, упомянутые выше. Они не справляются с защитой от ржавчины. Зачем тогда все это упоминать? Потому что, когда вы сталкиваетесь с использованием сухого пистолета или растительного масла, лучше, чем ничего, использовать масло для смазки вашего пистолета. Когда бы у вас ЕСТЬ растительное масло на матче или на стрельбище? Не моя проблема … но, может быть, вы узнали что-то о том, как вам продают оружейное масло.
Не макать
Я с ужасом наблюдал, как спортсмены на огневом рубеже делали выстрел за выстрелом, морщась от боли от брызг горячего масла, хлеставших их руки, руки, лица и стрелковые очки. Я клянусь, что некоторые из этих ружей выглядят так, как будто их окунули в чан с маслом перед матчем, что теперь вызывает ожоги второй степени и прыщи на половине лица стрелка. Когда дело доходит до высокоточного огнестрельного оружия… вам не нужно макать. Меньше — больше. ТАК много чего еще. Мы сидим и чистим это дорогое, навороченное огнестрельное оружие и скрипим зубами, потому что крошечной капли масла явно недостаточно для смазки затвора.В бессмертных словах, сказанных мне покойным Ларри Картером в Кэмп Перри; « Скажите своим детям, чтобы они убрали капельницу с маслом и вместо этого смажьте ватным тампоном — не более ». Будешь спорить? Он был совершенно прав. В то время как некоторые готовые пистолеты из магазина предпочитают быть «более влажными», чем другие, высокоточные пистолеты хотят собирать как можно меньше загрязнений, потому что именно это и делает избыток масла — это магнит для мусора, который подводит нас к нашему следующий враг «F».
Обрастание
Углерод, свинец, небольшие кусочки несгоревшего порошка, вода (влажность) и соли с вашей кожи — все вместе образует нечестивую демоническую смесь, которая накапливается в нежных областях вашего точного оружия.Более мягкое слово — «грязь», и есть несколько способов справиться с этим, в зависимости от вашего терпения и того, как долго вы хотите притворяться, что все это вычистили. Итак, как лучше всего чистить ваше высокоточное оружие? Мне нравится выполнять следующие шаги:
- Нейлоновой щеткой (похожей на зубную щетку), смоченной вашим любимым растворителем или маслом — для пистолетов Euro-Gun я держусь подальше от растворителя и использую оружейное масло в качестве чистящего средства — и вытираю все «грязные части».Не знаете, где находятся грязные детали? Проведите чистой хлопковой тканью по всем уголкам и щелям пистолета. Есть какая-то часть тампона грязная? Вам нужно это оттереть.
- Возьмите красивую дешевую нейлоновую щетку и смочите ее также растворителем или маслом. Пропустите щетку через отверстие, пока она полностью не выйдет из другого конца. Вы не должны останавливаться и менять направление щетки до тех пор, пока все щетинки полностью не выступят с другой стороны. Почему? Потому что, когда эти щетинки проходят через канал ствола и входят в зацепление с нарезами, они изгибаются в ту или иную сторону.Если поменять направление, когда они согнуты, они могут отломиться и застрять в нарезке. Это отрицательно скажется на точности вашего ствола. Никогда не проталкивайте СУХУЮ щетку любого типа через ствол.
- Теперь, когда все вычищено, возьмите пластиковые кирки и, мой любимый инструмент, деревянную шпажку с острием на одном конце и начинайте копать. Процесс копания — это физическое удаление кусков черной грязи, скопившейся в различных укрытиях внутри камеры вашего оружия.Если с тех пор, как вы сделали уборку, прошло некоторое время, некоторые из них могут оказаться весьма существенными. Продолжайте копать, соскабливать и ковырять этими инструментами, пока не перестанет обнаруживаться обрастание. К сожалению, для этого шага нет ярлыков. Меня действительно не волнует, что говорит реклама — я еще не нашел на рынке сегодня продукта, который «растворяет» накопившийся мусор в любом оружии. Начните копать и будьте ОЧЕНЬ осторожны, если используете металлические инструменты — они могут нанести поистине ужасные царапины.
- Мне нравятся одноразовые магазинные тряпки.Я покупаю их в Costco, и они приходят в коробке примерно по десять миллионов листов или около того. Они синие и представляют собой прочные бумажные полотенца, которые не оставляют ворса на всем, что вы ими протираете. Возьмите один из них, нанесите на него немного растворителя или масла и протрите все внутренние детали до полного очищения. Сделайте то же самое с внешней стороной пистолета. Вы будете удивлены, сколько грязи от ваших рук и солей, которые образуются вместе с ней, могут начать работать на внешнем металле вашего оружия.
- Протолкните небольшое влажное пятно на ствол вашего пистолета (масло или растворитель — я предпочитаю масло) и повторяйте, пока пятна не станут чистыми.Нажмите на сухой пластырь, чтобы поглотить излишки масла или растворителя. Если для этого используется растворитель, протолкните промасленный пластырь по стволу в качестве последнего шага после сухого пластыря.
Скрипач
Вы скрипач? Нет, не того типа, который можно найти на крыше (Ой!), А оружейника-любителя или псевдолюбителя, который не может оставаться в покое? Вы тот человек, который купил профессиональные полировальные камни и теперь закруглил все углы на каждой детали вашего оружия? Верите ли вы, что новое высокоточное ружье, полученное вами из Германии, все еще может «зализаться» внутри? Ага, ты скрипач.Первый раз, когда я подбросил #% & $ @, думая, что я знаю, что делаю, прежде чем я действительно это сделал, был также в последний раз, пока я не знал наверняка. На YouTube есть масса отличных видеороликов, обучающих пошаговым методам изготовления оружия, но, опять же, есть также много действительно плохих видеороликов, которые могут увести вас так далеко, что вы можете навсегда повредить свое оружие. Рассмотрите эту философию: если вы никогда не делали этого раньше, не думайте, что вы умеете. Задавайте много вопросов людям, которые владели и, возможно, работали с этим оружием раньше.Спросите «почему» больше, чем «сколько». И самое главное … прежде чем вы начнете «работать» над высокоточным огнестрельным оружием, имейте контактную информацию настоящего профессионала в пределах досягаемости, чтобы, если вы все это подбросите, вы не более чем на расстоянии телефонного звонка, чтобы предотвратить полное уничтожение вашего пистолета или винтовки. ДА, это твое ружье, и тебе разрешено работать с ним. Уверен, что сделай сам, ты сможешь сэкономить кучу денег. Ага, вы можете научиться, пытаясь. Просто примите тот факт, что ваше высокоточное огнестрельное оружие — это не тот подержанный Glock 17, который вы купили подержанным вместе со спусковым крючком Apex.Есть причина, по которой квалифицированных оружейников НАЗЫВАЮТСЯ «Квалифицированными оружейниками», но не все оружейники имеют квалификацию для работы с высокоточным огнестрельным оружием.
Конечно, у каждого будут свои предпочтения, но я обнаружил, что в результате описанных выше шагов всегда получается чистое, свежее и готовое к нескольким выстрелам обрастания перед матчем огнестрельное оружие. Что за засоряющий выстрел? Это один или два выстрела из абсолютно чистого ружья — оба из них, вероятно, будут не впечатлять своей точностью. Почему это так? Без понятия, если честно.Но я знаю, что это факт, что вы не хотите, чтобы ваше ружье было апрельским, когда вы заряжаете первый раунд матча. Для точной стрельбы ружью нужно немного «грязи».
Давай сыграем.
Вы зарегистрировали БЕСПЛАТНУЮ учетную запись конкурента? Посетите домашнюю страницу конкурента здесь .
Хотите стать директором матча? Сначала зарегистрируйтесь как участник, затем , нажмите здесь .
Вы видели наши растущие программы PSM ?
Как приготовить тонкий металл электродом.Работа инвертором. Особенности сварки тонкого оцинкованного металла. Виды листовой сварки
Тонколистовым считается металл, толщина которого не превышает 3-5 мм. Такой материал сегодня используется довольно часто и поэтому для специалистов вопрос сварочных работ остается максимально актуальным. Но в то же время при выполнении подобных операций возникают определенные трудности.
Основная проблема — большая вероятность того, что при неаккуратном движении сварка тонкого металла электродом закончится прожогом металла с образованием сквозного отверстия на детали.В то же время при обратном подходе к выполнению таких работ проблемой может быть некачественный сварной шов — «непровар».
Еще одна технологическая проблема сварки тонких листов металла — использование при работе предельно малых токов. В этом случае даже в случае небольшого увеличения расстояния от электрода до поверхности детали дуга гаснет. Именно поэтому из всего вышеизложенного можно сделать вывод, что сварка тонколистовых деталей требует достаточно большого практического опыта и знания тонкостей процесса.
Сварка листового металла: основные требования
При сварке тонкого металла электродом важно правильно выбрать его толщину в зависимости от толщины металлической детали, которая будет подвергаться обработке. Как правило, берутся равные размеры (на лист толщиной 3 мм берется электрод 3-4 мм).
Существует строгая зависимость между силой тока и толщиной металла. Деталь толщиной 3 мм требует использования сварочного тока 140-180 А с электродом диаметром 3-4 мм.Если берется более тонкий электрод, необходимо снизить значение тока до 10-90 А.
Для сварки тонких листов металла необходимо использовать электроды с покрытием, обеспечивающим стабильное горение и легкое возбуждение электрической дуги. Также важно, чтобы электрод плавился достаточно медленно, чтобы получить желаемый текучий металл для сварки.
Виды листовой сварки
Дуговая сварка
Во время процесса электрическая дуга используется для соединения отдельных металлических частей.Этот вид сварки, в свою очередь, обычно делится на плазменную, электронно-лучевую, электрошлаковую и термитную.
Независимо от способа сварки, суть процесса заключается в том, что под воздействием высокой температуры образуется жидкий металл, который плавит края элементов конструкции, заполняя расстояние между ними. В результате получился сварной шов.
Во время этого процесса активно используется давление на металл. Сварка по данной технологии может производиться стыковым или точечным методом.Обе заготовки зажимаются с помощью электродов, которые плавятся под действием высокой температуры, соединяя детали под давлением.
Ультразвуковая сварка
Сварка тонколистового металла происходит путем помещения изделия между специальной опорой и рабочим концом сварочной установки. На детали возникают вертикальная сжимающая сила и колебания ультразвуковых волн, в результате чего возникают силы трения, за счет которых создается сварное соединение.
Сварка инверторным (полуавтоматическим) металлом тонкого металла
Один из эффективных инструментов полуавтомата для сварки листового металла. Он обеспечивает качественное соединение таких материалов, так как способен отлично работать при малых токах. При этом следует учитывать качество свариваемого металла, марку электродов и стабильность рабочих характеристик самого аппарата при малых токах.
Лазерная сварка
Операция выполняется с помощью светового луча, который получается от газового или твердотельного излучателя. В этом случае нет необходимости использовать вакуум, сварка выполняется на воздухе (в этом случае расстояние от детали до излучателя может быть значительным).
Способы выполнения сварки тонких листов металла
Шов выполняется непрерывно . Ключевыми факторами, влияющими на успех операции, являются правильно выбранный ток (около 40-60 А) и скорость электрода по соединительной линии.
Прерывистая сварка листового металла (точечная сварка) . Этот метод наиболее популярен среди сварщиков при работе с изделиями из аналогичного материала. Каждая операция — это короткое точечное касание электрода к металлу (как вариант, можно провести короткие линии по будущему шву). В этом случае стоит учесть, что значение сварочного тока будет несколько выше по сравнению с непрерывной сваркой.
Стоит отметить, что именно этот способ сварки металла небольшой толщины считается наиболее экономичным: это обеспечивает качественный шов и минимум деформации металла.
Сварка тонким металлическим электродом позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно реставрировать автомобили и ремонтировать многие другие тонкостенные изделия. Однако такой процесс довольно сложный, сделать качественно без опыта очень сложно.
В этом материале мы разберем все нюансы сварочных работ на листовом металле, каковы проблемы и способы их избежать.
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку с плохим соединением.
- Обжиг заготовки.
- Прилипание электрода.
- Деформация материала.
Выгорание — наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Именно избыточная мощность способствует быстрому плавлению металла и образованию дырок.
Прилипание электрода происходит в двух случаях: при малой силе тока и непосредственной близости кончика расходного материала к поверхности металла.Эти два негативных фактора способствуют образованию неровностей стыков и, как следствие, ухудшению качества сварки.
Сплошной шов — частая ошибка новичков в сварке. Боясь обжечь металл, кончик электрода удаляется на большое расстояние, и расплав просто растекается по поверхности. В результате при зачистке получается, что шов неровный и нет соединенных участков.
Деформация также является довольно частым явлением при сварке листового металла.Это следствие воздействия высоких температур.
Как проводится сварка тонкого металла и как решить проблему брака?
Выбор режимов и электродов
Для сварки тонкостенных конструкций лучше всего использовать инвертор. Такие устройства имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, используемая при таких работах, зависит от толщины деталей и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров.Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице вы можете увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
Это приблизительные данные, более точную регулировку прибора можно определить опытным путем, попробовав варить металл.
При использовании тонких электродов необходимо учитывать, что скорость их плавления выше, а значит, шов нужно делать быстрее.
Основные требования к выбору расходных материалов такие же, как и при сварке стандартных конструкций.Покрытие и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах позволяют качественно приготовить листовой металл и оцинковку.
Обучение
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массовый держатель.
Оцинкованный листовой металл на месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно готовить прямо на нем, цинковый слой при работе сгорит.
Сварка
Алгоритм сварки тонкого металла следующий.
- Электрод на конце можно отслоить на длину около 5 мм, это будет способствовать быстрому возгоранию поджога.
- По всей длине будущего шва необходимо сделать точечные прихватки материала (во избежание дальнейшей деформации). Для этого произведите кратковременный поджог и приварите края металла в виде острия или длиной 10 мм.
- Дуга зажигается просто — это делается двумя способами. Либо постукивая кончиком электрода по металлу, либо ударяя. Длина дуги оптимальна в пределах 2-3 миллиметров. Обычно расстояние электрода от металла должно быть в пределах диаметра расходного материала!
- После этого формируют ванну из расплавленного металла и начинают вести шов.При этом сварочная ванна должна иметь удлиненно-овальную форму. Это свидетельствует о получении качественного шва.
- Во избежание прилипания электрода не «втыкайте» его в поверхность.
В этом плане начинающим сварщикам очень удобно использовать инвертор с дополнительными функциями предотвращения прилипания и усиления дуги. Если электрод расположен слишком близко к металлу, он снимает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. При большом растяжении дуги инвертор дает дополнительное напряжение и процесс сварки не прерывается.
- Поводок для шва, устанавливающий держатель с электродом под углом 60 градусов. Лучше всего выбирать положение, близкое к прямому углу, но с видом на сварочную ванну и сам шов. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо или на себя, вертикальные соединения выполняются снизу вверх. В этом случае при сварке нужно делать боковые движения зигзагами (елочкой).
- Еще нужно контролировать скорость передвижения. Он должен быть прогрессивным и таким же.
После отделочных работ нужно сбить шлак и осмотреть состав на предмет отсутствия пробок и прожогов на металлической поверхности.
Методы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сварки, можно использовать некоторые подходящие методы.
Перекрытие. Если конструкция позволяет, листы можно класть один на другой.В этом случае главное не обжечь поверхность, расположенную внизу.
Точечное соединение. Технологически такой шов выполняется в виде деревенских прихваток. Дуга зажигается, металл в нужном месте закипает и гаснет. А потом на протяжении всего соединения с шагом в 3 диаметра электрода все повторяется.
По электроду. Если есть опасность обжечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву.В процессе сварки нужно эти места хорошо прокипятить. Таким же образом можно заварить прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда держатель кабеля выставлен на плюс, а масса на минус. Обратная полярность снижает количество тепла на кончике электрода, что помогает предотвратить ожоги.
Если нужно сварить массивную деталь тонким металлом, то на толстостенной заготовке зажигается дуга и в процессе сварки сварочный шов переносится на стык.
Чтобы отвести лишнее тепло, под самые тонкие детали можно подложить медную полоску. Медь — очень жаропрочный материал, который предотвращает возгорание и утечку расплавленного металла.
Что вы думаете о такой работе, как сварка листового металла? Если у вас есть большой опыт сварки сварных соединений тонких материалов, поделитесь им в комментариях к статье.
Сварка даже инверторным аппаратом тонкого металла часто вызывает определенные трудности даже у опытных сварщиков.Дело в том, что здесь нужно руководствоваться совершенно другими правилами, чем при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что категорически запрещается перегревать тонкий металл, так как он прогорит, а в его структуре появятся дыры. В связи с этим при сварке довольно тонких листов металла электрод максимально быстро приводится в движение, не отклоняя его в сторону.
Еще одна сложность, связанная со сваркой относительно тонкого металла, заключается в необходимости использования малых токов, соответственно придется сваривать на короткой дуге.Если произойдет даже небольшое разделение, дуга погаснет. В некоторых случаях трудности возникают даже с зажиганием, поэтому необходимо будет использовать устройства с хорошими вольт-амперными характеристиками, также устройство должно позволять плавную регулировку тока, особенно.
Полуавтоматический инверторный аппарат позволяет получить максимально качественное соединение, которое будет достаточно прочным и долговечным. Если человек не имеет достаточного опыта использования полуавтоматической сварки, то ему лучше всего набраться опыта в области сварки толстых элементов, только после этого перейти на соединение тонкого металла.Дело в том, что чем тоньше сталь, тем сложнее будет получить надежный шов.
Основной положительной характеристикой сварочного полуавтомата является его способность безупречно работать при малых токах и низком напряжении.
Обязательно прислушиваться к опыту профессиональных сварщиков, которые рекомендуют вам позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая защитит глаза от повреждений слишком ярким излучением.
Толщина электродов для аргонной сварки не должна быть слишком большой — их максимальный диаметр будет около 2,5 мм. Инвертор позволяет быстро регулировать силу тока. Это делается одной ручкой, а сила тока будет в диапазоне от 10 до 200 А. Чем мельче берется электрод и чем мельче свариваемые детали, тем меньшая сила тока будет оптимальной.
Технология работы
Чтобы досконально понять, как варить тонкий металл с помощью инвертора, сначала нужно узнать, каковы методы работы.Многие профессионалы рекомендуют держать электрод под небольшим углом к заготовкам. Здесь пригодится метод отбортовки, когда края деталей немного загибаются и начинают стыковаться самыми короткими швами через каждые 10-15 см. После того, как элементы закреплены, необходимо пройтись по всей длине шва сверху вниз.
Сварка тонкого металла инвертором часто приводит к образованию ожогов (особенно если работа ведется без перебоев). Чтобы не допустить появления такого дефекта, дугу можно оторвать на одну секунду.После этого его возвращают на то же место и проводят еще на несколько миллиметров. Этот метод более трудоемок, однако лучше получается сварка металлических деталей. Расплавленный металл при отсутствии дуги несколько остынет. Это будет хорошо видно по изменению цвета шва. Главное в этой технологии — не допустить слишком длительного разрыва дуги, иначе сталь будет слишком сильно остывать.
Если есть возможность использовать точечный шов, то при сварке тонких деталей лучше использовать его.Суть его в создании на небольшом расстоянии друг от друга небольших прихваток, которые будут удерживать детали на одном месте.
Аргонодуговая сварка будет намного проще, если под сварной шов поместить медную пластину. Дело в том, что медь имеет совершенно иные технологические характеристики, чем сталь, в частности, ее уровень теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующий шов, то она заберет большую часть тепла, при этом сталь не будет перегреваться.
Как сваривать оцинкованные листы?
Оцинкованная сталь или оцинкованная сталь — это тонкий лист металла, который в процессе производства был погружен в воду с использованием такого элемента, как цинк. Если возникнет необходимость соединения таких элементов, то цинковое покрытие на свариваемых кромках потребуется полностью очистить. Сделайте это одним из следующих способов:
- Удалите слой механическим способом — с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Гореть сваркой — цинк испаряется при температуре около 900 градусов, поэтому нужно дважды пропустить электрод по образовавшемуся шву.Однако в этом случае необходимо помнить, что пары цинка чрезвычайно токсичны, поэтому такие работы разрешается проводить как на открытом воздухе, так и в помещении с хорошей вентиляцией.
После каждого прохода необходимо удалять флюс с поверхности детали. Когда цинк полностью удален, металл сам начинает свариваться. Чтобы получить соединение наилучшего качества, следует использовать два типа электродов.
Основа шва выполняется на основе материала с рутиловым покрытием, формировать шов нужно максимально аккуратно, не допуская слишком сильных колебаний.Облицовочный шов следует сделать намного шире. Для этого подходят стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо правильно выбрать такой параметр, как полярность, и она может быть прямой или обратной:
- Прямая полярность не обеспечивает слишком высокой температуры, а в толщине металла тепло будет переходить в узкую, но глубокую область;
- Обратная полярность обеспечивает более высокую температуру, и область плавления будет не слишком глубокой, а очень широкой.
Чтобы научиться сваривать тонкий металл, необходимо внимательно выбирать этот параметр. Если положить на свариваемые детали положительный заряд, то они будут сильнее всего нагреваться. Когда к проводнику подключается положительный элемент, электрод будет слишком сильно нагреваться, что в конечном итоге может привести к прогоранию заготовки.
При соединении тонких металлических элементов желательно использовать именно противоположную полярность — в этом случае удастся получить оптимальную силу тока, что позволит наблюдать за формированием шва и держать этот процесс под непосредственным контролем.Если этот процесс наладить максимально правильно, то в итоге удастся получить прочное соединение без прогорания заготовки и других дефектов. Во время сварки электрод следует проводить как можно медленнее. Тогда конечный результат будет удовлетворительным.
Несмотря на то, что сварочный инвертор — это оборудование, с которым может работать даже непрофессионал, сварка тонкого металла с помощью инвертора может оказаться сложной задачей. Сложность заключается в том, чтобы правильно подобрать силу тока и воздействие на металл, чтобы он не оказался прожженным.
В отличие от сварки толстого металла, металлический лист толщиной 1 мм не может подвергаться сильному нагреву. Если происходит перегрев, листы деформируются и прожигаются. Электроды проводят строго по шву в одну сторону, не отклоняясь в стороны.
Вторая особенность сварки листового металла инвертором заключается в том, что необходимо использовать короткую дугу, поскольку работа ведется при малых токах. Сложность в этом случае состоит в том, что при отделении от металла он может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, их необходимо тщательно очистить и обработать, так как грязь сделает процесс сварки еще более проблематичным.
Учитывая эти особенности, а также полагаясь на подробные инструкции, инверторная сварка металла толщиной 1 мм для начинающих не будет трудным процессом с высококачественным результатом.
Электроды для сварки тонких металлов инвертор
Решающее значение в процессе сварки имеет электрический проводник.Для сварки металла толщиной 1 мм необходимо использовать электроды небольшого диаметра. Сварка толстого металла инвертором осуществляется электродами толщиной 3-4 мм, а для сваривания металла толщиной 1 мм нужно использовать диаметр 0,5-2 мм с силой тока до 60 ампер. . Если толщина листа 1,5-2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертор
Помимо небольшого диаметра, электроды для листового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкий металл, поскольку электрод плавится очень медленно.В результате получается аккуратный неглубокий шов. Примером подходящего электрода является ОМА-2, в состав которого входят титановый концентрат, ферромарганцевая руда, мука и добавки. Благодаря такому составу обеспечивается стабильность горения дуги. Помимо ОМА-2 часто используют электроды типа МТ-2.
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродные электроды. Тот же принцип работает для легированной стали.
В зависимости от типа соединения листов положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных стыков электрод устанавливают под углом 30-60 градусов вперед.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом выставляют назад под углом 110-120 градусов.
Наконечник электрода перемещается строго в одну сторону без отклонений.
Сварка металла инвертором 1 мм: существующие методы
Существует несколько способов сварки металла инвертором листов толщиной 1 мм:
- Метод отбортовки.
Этот метод применяется, когда необходимо сварить листы тонкого металла толщиной 1 мм под углом. При этом края листов загибают под необходимым углом, скрепляют поперечными короткими швами с интервалом 5-10 см.Затем шов кипятят непрерывным движением сверху вниз.
- Прерывистый способ.
При использовании этого метода металлическому изделию удается немного остыть, что позволяет избежать перегрева. Прерывистый метод заключается в отрыве электрической дуги от поверхности листа на несколько секунд, после чего электрод снова опускается на то же место и продвигается на несколько миллиметров. Главное, чтобы металлический лист не слишком остывал.
- С радиаторами.
Этот метод применяется с помощью радиатора или медных пластин. Обычно этот метод применяется для стыковой сварки деталей из листового металла. В первом случае между листами прокладывается проволока небольшого диаметра (2,5-3,0 мм) так, чтобы с лицевой стороны она была заподлицо с поверхностью листа, а немного выступала за края листа. Сварочная дуга проходит в том месте, где находится проволока, которая принимает на себя основную тепловую нагрузку. Края свариваемых деталей нагреваются периферийным током.В результате шов получается ровным, металл не перегревается и не деформируется. После сварки проволока удаляется без видимых признаков наличия.
При использовании медной пластины на стыке в качестве радиатора она забирает большую часть тепла, предотвращая перегрев металла.
Следующие типы сварных швов:
- Чаще всего сварка выполняется внахлест листов, т.к. это более простой способ, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда сварка деталей непрерывным швом не требуется. В этом случае прерывистая точечная сварка проводится на определенном расстоянии швов друг от друга.
- Стыковой шов. Более сложный тип, при котором два листа привариваются друг к другу встык без нахлеста. Как правило, его получают методом сварки с теплоотводящими прокладками.
Технологический процесс
Инверторная сварка тонкого металла
Пошаговая инструкция процесса сварки позволит вам без труда справиться с работой.Для начала необходимо обеспечить меры безопасности при работе, которые включают использование защитной одежды — сварочной маски, рукавиц, одежды из плотной грубой ткани. Не используйте резиновые перчатки.
- Сначала регулируется ток и выбирается электрический проводник для работы с инвертором. Текущий показатель берется исходя из характеристик металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. Массовый вывод подключен к детали; электрический провод не следует вводить слишком резко, чтобы избежать прилипания.
- Зажигание электрической дуги запускает работу инверторного устройства. Для активации дуги следует точечно коснуться электрода под небольшим уклоном сварочной линии. Держите электрод до тех пор, пока на поверхности не появится небольшое красное пятно — это означает, что под ним находится капля раскаленного металла, что облегчит дальнейшую сварку по всей длине шва.
Электрод находится вдали от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав конкретный метод сварки, есть отличный шанс получить качественный и ровный шов. Накипь и окалина, образовавшиеся на месте сварки, удаляются небольшим молотком.
Во время работы необходимо поддерживать постоянное расстояние между электродом и металлической поверхностью. Дуговый зазор должен соответствовать диаметру электрода. Если расстояние слишком мало, шовный шов будет с выпуклыми образованиями. Если он слишком большой, есть риск непробиваемости.
При получении нахлесточного шва необходимо прижать один лист поверх груза, чтобы между ними не было пустого пространства.
Следует помнить, что чем короче шаг точечной сварки, тем менее деформируется тонкий металл.
Если переместить электрод слишком быстро, шов может стать неровным. Чтобы избежать появления дефектного шва, необходимо представить себе, что такое сварочная ванна: это образующийся в процессе варки жидкий металл, в который попадает присадочный материал.Если образовалась сварочная ванна, значит, процесс варки прошел успешно. Ванна находится под поверхностью металлического изделия. Если электрическая дуга проникает в изделие равномерно и на большую глубину, в сварочной ванне образуется ровный шов. В этом случае необходимо следить за тем, чтобы шов находился на уровне поверхности металла. Качественный состав образуется при круговых движениях электрода. Ванна в этом случае распределяется по кругу.
Наиболее оптимальный угол наклона электрода — это диапазон от 45 до 90 градусов.
Электроды должны быть подключены к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубоким плавлением.
Процесс сварки предназначен для создания тонкого металлического соединения с помощью сварного шва. Во многих изделиях тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла качественная с учетом параметров прочности, вязкости, пластичности.
Сварка тонкого металла качественная при таких параметрах как:
- силы;
- антикоррозионная стойкость;
- пластик;
- вязкость.
Как варить тонкий металл инвертором и какие условия используются при его сварке?
Виды сварки листового металла и их особенности
Для соединения листов тонкого металла часто бывает достаточно. Многие детали и механизмы изготовлены из таких материалов:
- лодок;
- моторных лодок;
- автомобилей.
Качественная сварка возможна только после изучения тонкостей этого процесса.
Основной особенностью соединения тонкого металла является вероятность его повреждения электродами с образованием непригодного для использования изделия.Неправильное обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению металлических поверхностей. Только опытные мастера, умеющие выбирать текущее значение для сварки, могут создать правильную сварочную дугу.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитывается положение соединительного шва и толщина свариваемого листа.
Условия, которые необходимо соблюдать при сварке тонкого металла
Перед тем, как начать, нужно выбрать размер электрода с диаметром, равным толщине листа.Величина тока выбирается в зависимости от диаметра электрода. Большое внимание уделяется покрытию электродов; выбираются элементы, имеющие длительный период плавления.
Для соединения изделий используется сварочный инвертор, обеспечивающий хорошую работу. Сварка тонкого металла без особых трудозатрат выполняется на современном сварочном аппарате, который имеет небольшой вес и высокую производительность. Инвертор работает от источника постоянного тока. Электроды всех марок используются для соединения тонкого металла.При работе с устройством рекомендуется регулировать силу тока в пределах 10-15 А. При использовании электродов диаметром 1,6 мм они получаются качественными.
Инвертор имеет идеальные характеристики по системе «вольт-ампер», которые можно настроить на конкретный вид сварки. Мощность, потребляемая устройством, меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство для соединения тонкого металла
В первую очередь необходимо изучить механизм устройства для сварки, что очень сложно из-за использования высокого напряжения, тока, максимальных частот.В процессе эксплуатации происходит двукратное преобразование напряжения из переменного, в 220 В, в постоянное и высокочастотное. В состав инвертора входят импульсные батареи, состоящие из модулей. Цифровые процессоры с программными микросхемами координируют работу элементов сварочного аппарата.
Инвертор может выполнять несколько программ:
- устраняет напряжение на сварочной дуге при коротком замыкании;
- создают дополнительный импульс тока;
- для обеспечения разрушения преград из жидкого металла при сварке короткой дугой.
Сварочный процесс
Многие вещи можно создать своими руками в квартире или на даче с помощью сварки. Отремонтировать автомат, подключить металл намного проще, если использовать инвертор.
Для работы необходимо подготовить:
- электродов
- сварочный аппарат;
- перчатки
- тиски; Молоток
- ;
- кисть;
- маска для лица;
- толстая одежда;
- емкостей с водой для ликвидации возможных пожаров.
Перед началом сварки важно убедиться в правильности напряжения в аппарате и в рабочей сети. Необходимо осмотреть вилку, розетку и кабель и проверить их исправность. Категорически запрещается работать на неисправном оборудовании.
Сварочный аппарат кладут на твердую поверхность после проверки заземления. Изучив толщину изделий, выбираем электроды. С помощью ручки на приборе записывается необходимое текущее значение.
Перед подключением металлоискателя к инвертору необходимо очистить заготовки от грязи и ржавчины. Затем металлические листы зажимаются в тисках. Электрод помещается в отверстие держателя. Дуга создается путем прикосновения и постукивания по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электрод по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварной шов остынет, частицы шлака удаляются молотком, а поверхность полируется до появления стойкого блеска.
Процесс управления дугой
При сварке необходимо контролировать зазоры между металлическим изделием и касающимся его электродом.
Одинаковые размеры образовавшегося зазора — стабильная гарантия грамотно проведенного технологического процесса. При уменьшении размера заданного интервала получается шов, арочный с участками его расплавленной боковой части. С увеличением расстояния процесс сварки становится невозможным: размеры самой дуги искажаются, и металл сваривается с некоторым уклоном в сторону.Только соблюдение указанного зазора при сварке позволяет сварить ровный красивый шов.
Формирование стандартного сварного шва инвертора
Соединять детали при сварке необходимо, чтобы не менять скорость электрода, иначе не получится образовать ровный шов. Жидкое состояние сварного шва значительно ниже основной массы металла.
Образовавшаяся дуга способна захватить весь основной металл, переместить всю ванну на исходное место, образуя сварной шов.Задача сварщика — расположить шов на прямой линии с металлом. Создавая руками зигзаги и описывая дуги, вы легко сможете уложить ровный шов.
Весь процесс сварки зависит от качества электрода.
В таких случаях необходимо постоянно не упускать из виду место сварного шва. Стоит попробовать и расположить ванну строго по кругу. Из-за равномерно раскачивающихся движений образуется шов, но необходимо следить за его образованием на одном краю металлической пластины, а затем контролировать его образование в верхней части ванны.
Направляя электрод ближе к металлической заготовке, формируется выступающий шов. Большинство сварщиков добиваются плоского шва и перемещают ванну из-за значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45-90 ° для формирования идеального шва и контроля над ванной.
Особенности подключения металла небольшой толщины с инвертором
Сварщик за работой обращает внимание на полярность электродов. Их величина влияет на долговечность сварного шва и прочность всего стыка.
Электроды обратной полярности образуют глубокий шов. На работе определяют, какой заряд использовать и как его подключить. Положительный заряд нагревается сильнее. Сформируется качественный шов, если наблюдать его при сварке. Создавая рабочий угол электрода в пределах 30 °, электрод подводят к металлу на близкое расстояние и образуется красное пятно до появления капли расплавленного металла. Сварочный шов образуется после соединения всех капель на рабочих листах.
Преимущества сварочных инверторных выпрямителей
Сварка тонкого металла выполняется аппаратами во многих отраслях промышленности из-за их низкой материалоемкости.Сваривать металл несложно за счет высокого постоянства дуги и получения качественных конечных показателей. Инверторы используются для аргонодуговой сварки, при которой главное значение имеет качество сварного шва.
Если выполняется полуавтоматическая сварка, инвертор может контролировать движение металла, чтобы уменьшить его разбрызгивание.
Самая современная технология — плазменная сварка. При его использовании увеличивается производительность труда за счет изменения скорости резания, формируется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложным оборудованием, иначе возникают неисправности. Неисправность оборудования при неправильной настройке, нарушении правил эксплуатации изделия. Если невозможно выполнить сварку при включенном устройстве, это может привести к неисправности кабеля.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается прилипание электрода. Процесс связан с низким напряжением.Недостаточные контакты, образующиеся при окислении компаундов, приводят к неисправности сварочного аппарата. Чем тоньше и меньше дуга, тем больше вероятность неисправности инвертора. В особых случаях возникает неисправность модуля, которую решает сервисная служба.
Как правильно выбрать сварочный аппарат?
Производители сварочных инверторов должны указывать в документации срок службы аппарата.
Изучив весь объем предлагаемых работ, можно приступать к приобретению сварочного аппарата.В первую очередь учитываются параметры свариваемых деталей. Электроды подбираются в зависимости от толщины свариваемых листов. Величина силы тока устанавливается в зависимости от марки металла и его размеров.
Режимов работы устройства:
- крайний;
- в среднем;
- долговечный.
Низкое сетевое напряжение в пределах 190 В приводит к заниженному току для сварки. Кабели не должны использоваться для работы длиннее 15 м.Они дают низкий сварочный ток.
Еще одна важная деталь — это учет особенностей электросети. При его низком значении необходимо использовать устройства, работающие при колебаниях напряжения 220 +/- 5%.
Тепловая защита устройства зависит от соблюдения режима работы. Он рассчитан на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для поддержания инвертора в рабочем состоянии — учет особенностей сварки.Устройства с пониженной частотой вращения холостого хода используются во влажных помещениях, колодцах и резервуарах.
Инвертор не работает при температурах ниже 0 ° C, и резкие перепады температуры способствуют образованию конденсата внутри печатных плат.
Приобретая инвертор, следует помнить, что он используется в повседневной жизни для любых сварочных работ, имеет хорошие характеристики и во многих отношениях превосходит другое сварочное оборудование.
Лучшее полуавтоматическое огнестрельное оружие (пистолеты) для женщин в 2019 году
Женщины составляют самую многочисленную растущую группу владельцев огнестрельного оружия для самообороны.Все больше женщин, чем когда-либо, также начинают носить с собой скрытые пистолеты для защиты, а также посещают занятия для начинающих, чтобы научиться обращаться с огнестрельным оружием. Естественно, наши читатели хотят знать лучшие полуавтоматические пистолеты для женщин.
Поиск подходящего огнестрельного оружия может оказаться трудным. Производители оружия разрабатывают большинство своих пистолетов с учетом интересов мужчин, потому что это самая большая демографическая группа владельцев огнестрельного оружия, но это постепенно начинает меняться.
Некоторые полуавтоматические пистолеты являются отличным выбором для женщин, ищущих свое первое огнестрельное оружие.Хотя для целей этой статьи мы остановились на 9 мм, есть и другие варианты, если пистолет 22-го калибра вам больше подходит. Хотя возможен вариант с патронами .45, мы предпочитаем 9 мм для меньшей отдачи. Давайте рассмотрим пять наших любимых женских полуавтоматических пистолетов.
Скидки до 60% на ежедневные товары. Государственный арсенал Пальметто — патроны, винтовки MSR, журналы и многое другое
1. Свидетель EAA Павона
EAA Witness Pavona — одна из наших любимых.Европейско-американская оружейная палата, сокращенно EAA, представила Свидетель Павона несколько лет назад.Стало очевидным, что все большее число женщин покупают оружие для самообороны. EAA увидела в нем неиспользованный рынок, поэтому они решили предложить полуавтоматические пистолеты для женщин.
The Witness Pavona можно было бы легко заменить на компакт-диск Witness с красивой отделкой. Но вместо этого они сделали то, что женщины могли легко использовать. Конечно, первое, что замечает большинство людей, — это разнообразие цветов и уникальная отделка оправ Pavona. Сюда входят синий, розовый, фиолетовый и черный.
Рама однотонная, но с серебряными крапинками для создания интересного и неповторимого внешнего вида. Интересно, что полностью черные модели имеют золотые вкрапления. Хотя этот пистолет привлекателен, они разработали механику этого оружия, особенно для женщин. Pavona имеет легкий полимерный каркас, который легче скрыть и носить с собой.
EAA облегчила курок и возвратную пружину на этом оружии, чтобы упростить установку оружия. У некоторых женщин возникают проблемы с надежной и быстрой перезарядкой автоматического пистолета.Кто угодно, мужчина или женщина, может научиться управлять оружием. Однако это требует времени и обучения. Но плохие парни обычно не ждут, пока человек получит такое обучение и опыт.
Почему мы любим EAA Pavona
У Pavona есть готовый дизайн, который работает. И, как и большинство автоматов EAA, они основаны на классической конструкции CZ 75. Единственные существенные изменения — это размер и использование полимерного каркаса поверх металлического. Кроме того, в Pavona используется конструкция двойного / одинарного действия, стреляющая курком.Это плюс, потому что конструкция с курком позволяет стрелку взвести курок вручную, что снижает еще большее давление при установке затвора.
Pavona среднего размера и имеет патроны 380 ACP, 9 мм и 40 S&W. Емкость для 380 ACP и 9-мм вариантов составляет 13 патронов, но у 40 S&W всего девять патронов. Итак, 380 ACP — это обычно карманные пистолеты. Однако это один из самых больших полуавтоматических пистолетов для женщин, поэтому еще одним преимуществом является управление отдачей.380 ACP из этого пистолета практически не имеет отдачи, поэтому стрелять из него удобно даже самым маленьким стрелкам.
Меньшая отдача означает большую точность и более быстрые последующие выстрелы. Новым стрелкам не придется вздрагивать от страха отдачи, но при этом у них все равно будет боеспособный патрон. Конструкция рукоятки удобна для стрелков с маленькими руками. Интересно, что EAA пожертвовала емкостью на несколько патронов, чтобы обеспечить тонкий и удобный захват.
Ружье также имеет низкую ось канала ствола, что повышает комфорт и удобство использования при быстрой стрельбе.Но Pavona — это намного больше, чем красивая мордашка на новом пистолете. Дизайн получен из проверенного источника, поэтому он великолепно эффективен, но вполне доступен.
2. Модель Walther CCP
Еще один отличный выбор: Walther CCP.Walther CCP — один из новейших пистолетов Walther. Пистолет для скрытого ношения или CCP — это пистолет, который они создали, чтобы им было удобно пользоваться любому человеку любого размера и уровня силы. Кроме того, Walther CCP — это компактное огнестрельное оружие под патрон 9 мм. CCP питает магазин с одним стеком на восемь патронов.
Рама полимерная, стреляющая. Он оснащен ручным предохранителем на рамке и использует широкий набор трехточечных прицелов. Walther CCP — компактное огнестрельное оружие, но это не карманный пистолет. Он предлагает удобную ручку подходящего размера для женских рук. Они также удобно изменили хват. Walther CCP имеет переднюю планку Пикатинни для света или лазера.
И имеет удобную открытую спусковую скобу для работы в перчатках. Walther весит всего 22,2 унции и имеет калибр 3.5-дюймовый ствол. Общая длина оружия составляет всего 6,41 дюйма. Форма этого оружия позволяет женщинам прятаться в современной современной моде. По этим причинам это один из лучших женских полуавтоматических пистолетов.
Причины, по которым мы любим КПК
Что отличает Walther CCP от других, так это его система продувки с газовой задержкой. Эта система не уникальна для Walther CCP, но это не общий тип действия пистолета. Вот преимущества этой газовой системы:
- Вы почувствуете значительное уменьшение отдачи по сравнению с огнестрельным оружием аналогичного размера .Они называют газовую систему КПК Soft Coil от Walther. Эта система делает стрельбу из такого небольшого легкого огнестрельного оружия удовольствием для стрельбы из полностью заряженных оборонительных патронов.
- Вы получаете более легкое управление затвором за счет уменьшения выкидного ствола . Многим женщинам сложно сдвинуть автоматическую горку. Однако Walther CCP — один из самых легких и простых в установке слайдов.
- Неподвижный ствол обеспечивает большую точность, чем наклоняемый или вращающийся ствол .Помните, что в оборонительной ситуации важна каждая мельчайшая точность.
- В спусковом крючке используется ударник конструкции . Это делает спусковой крючок легким, но длинным. Для оружия скрытого ношения это не является серьезной проблемой. Фактически, это функция безопасности, которая предотвращает несчастные случаи в условиях повышенного стресса. Длительное нажатие на спусковой крючок аналогично опции антистресс на пистолетах серии Walther P99. Безопасность всегда в руках стрелка, но небольшие ручные приспособления могут очень помочь.
- Walther CCP довольно точный, но простой в использовании . Самый большой недостаток — это использование инструмента для разборки оружия. Это не является серьезной проблемой, поскольку никто не носит это огнестрельное оружие в зоне боевых действий, где получить инструмент было бы сложно. Простота использования помещает этот продукт в список лучших полуавтоматических пистолетов для женщин.
3. Sig P938
Sig делает отличный пистолет для любого человека.Они разработали Sig P938 на основе старой конструкции 1911 года.Однако у Sig P938 и стандартного 1911 нет общих деталей. Фактически, Sig 938 полностью отличается от 1911 года. Кроме того, Sig P938 является пистолетом 9-мм калибра только одинарного действия. Благодаря этому он достаточно мал, чтобы легко поместиться в кармане или в кобуре на поясе.
Как оружие одинарного действия, у него есть ручной предохранитель, который они размещают так же, как и у стандартного 1911. Снять предохранитель легко, естественно, большим пальцем в боевой рукоятке. Хотя Sig основал P938 на старом Sig 238, они расширили его до 9-мм патрона.Большинство стрелков считает 9-мм патрон более мощным, чем патрон 380 ACP.
Баллистические преимущества 9-мм пулемета включают проникновение, скорость и расширение снаряда. Дизайн 1911 года, естественно, довольно тонкий. Кроме того, Sig P938 представляет собой одинарный пистолет с двумя магазинами. Один магазин представляет собой магазин на шесть патронов, который устанавливается заподлицо внутри пистолетной рукоятки. Этот магазин сохраняет оружие максимально компактным.
Использование этого журнала приведет к тому, что у большинства людей свисает мизинец.Второй журнал, они включают в себя это семь патронов с расширенной опорной плитой. Этот магазин имеет емкость на один дополнительный патрон, что позволяет большинству стрелков полностью держать свое оружие в руке. Этот магазин делает оружие немного больше, но его все еще легко спрятать.
Конструкция одинарного действия позволяет легко ставить оружие в стойку, так что это под силу даже тем, у кого слабая рука. Просто верните молоток назад, и слайд будет намного легче вставлять в стойку. Простота — вот что придает этому качественному оружию эту подборку лучших женских полуавтоматических пистолетов.
Почему P938 великолепен
Sig P938 идет немного другим путем с точки зрения используемых материалов. В большинстве современных пистолетов используются полимерные оправы для снижения веса и стоимости. Но Sig продолжила традицию использования металлической рамы, выпустив серию P938, которая предлагает несколько преимуществ женщинам-стрелкам. Использование высококачественных материалов делает все более плавным, давая ощущение скольжения на шариковых подшипниках.
Небольшое увеличение веса с металлом значительно снижает отдачу.Это один из самых маленьких 9-миллиметровых объективов на рынке, но также один из самых удобных для съемки. Компания Sig установила свои удивительные ночные прицелы Sig Lite на P938.
Кроме того, ночные прицелы позволяют стрелкам легко и точно поражать цель в условиях низкой освещенности. Даже в оборонительных ситуациях стрелки должны соблюдать правила безопасности, поэтому правильное прицеливание является важным фактором безопасности. Эти ночные достопримечательности большие, и их легко увидеть.
Спусковой крючок простого действия легкий и легко и равномерно срабатывает.Сброс тоже слышимый и тактильный. Sig P938 — приятный, легкий в стрельбе пистолет, который невероятно мал. Фактически, Sig 938 — одно из самых маленьких ружей для скрытого ношения на рынке. Это делает его одним из идеальных полуавтоматических пистолетов для женщин с точки зрения скрытого ношения.
4. Глок 43
Glock 43 — отличный вариант для повседневного ношения.Даже среди лучших полуавтоматических пистолетов для женщин серия огнестрельного оружия Glock является одним из самых популярных во всем мире.Компания Glock и раньше создавала малолитражные пистолеты, но основное внимание уделялось огнестрельному оружию служебного размера. Но теперь Glock уделяет больше внимания рынку скрытого ношения, а производители аксессуаров также производят больше запчастей для Glocks, чем когда-либо. Их признание принесло миру Glock 42, но, что более важно, Glock 43. Glock 43 — это 9-миллиметровый однослойный пистолет со знаменитой полимерной рамкой Glock.
Пистолеты Glockлегендарны своей надежностью и легкостью.Glock 43 резко отличается от Glock 26, который является его двухместным малолитражным 9-миллиметровым собратом. Glock 43 намного тоньше и легче по своей природе. У Glock 43 более тонкая рукоятка, чем у других конкурентов на рынке 9-миллиметровой полимерной рамки.
Glock 43 поставляется с двумя магазинами на шесть патронов. Один с удлиненным мизинцем, а другой — плотно прилегающим. Магазин заподлицо лучше подходит для скрытого ношения, но магазин с удлиненным мизинцем легче обращаться и стрелять. Итак, 43 с удлинением мизинца — один из лучших полуавтоматических пистолетов для женщин.
Глок 43 весит всего 22,36 унции при полной загрузке, что делает его довольно легким для заряженного оружия. В основном это связано с тем, что Glock владеет современной полимерной рамой. Кроме того, Glock 43 оснащен стандартными прицельными приспособлениями Glock, которые хорошо подходят для ближнего боя. К тому же они довольно большие для субкомпактного пистолета.
Большинство карманных пистолетов имеют небольшие выступы для прицелов. Однако у Glock 43 большие прицельные приспособления, поэтому пользоваться ими намного проще. Если вы покупаете такое, считайте Glock 43 одним из лучших полуавтоматических пистолетов для женщин.
Что такого хорошего в Glock?
Glock 43 не уступает своим старшим братьям в управлении и эргономике. Все разместили там, где легко добраться. Выпуск магазина большой и простой в использовании, но его убрали в сторону для стрельбы. Кроме того, затворную блокировку легко включать и отключать, что упрощает перезарядку.
Спусковой крючок — стандартный спусковой крючок Glock со знаменитым спусковым крючком. Как стандартный спусковой крючок, он имеет усилие спуска 5,5 фунта, поэтому он стабильный и довольно короткий.
Пистолеты Glockдовольно легко установить в стойку и очень легко стрелять. Это одни из самых простых пистолетов на рынке, и они являются отличным выбором для женщин, которые не стреляют в качестве хобби. Это простой, эффективный и доступный дизайн. Но одна из самых сильных сторон Glock — это их популярность.
Поскольку пистолеты Glock так популярны, они пользуются огромной поддержкой послепродажного обслуживания. Сюда входят варианты кобуры, которые очень важны для женщин, которые хотят носить с собой. Но из-за женской одежды их возможности ношения часто ограничены.Итак, им нужно найти подходящую кобуру. Обширный выбор аксессуаров делает этот автоматический пистолет лучшим среди женщин.
5. CZ 75 SP-01
Один из наших любимых пистолетов калибра 9 мм, CZ 75.CZ 75 SP-01, или для краткости SP-01, является странным выбором в этом списке. Этот цельнометаллический пистолет довольно тяжелый и не подходит для скрытого ношения. Вместо этого это был бы отличный пистолет для защиты дома для женщины. SP-01 представляет собой модернизированный вариант классической конструкции CZ 75.Он сохраняет все преимущества классического дизайна, но значительно улучшает то, чего не хватало оригиналу.
Оружие имеет внешнюю планку Пикатинни, которая может принимать белый свет. Белый свет позволяет пользователю точно идентифицировать цели ночью, и перед стрельбой необходима точная идентификация. Без положительного удостоверения личности вы можете причинить вред невиновному человеку, совершившему простую ошибку. И, к сожалению, это часто случается в пригородах с одинаковыми домами.
SP-01 оснащен спусковым крючком двойного / простого действия с открытым курком.Это позволяет женщинам предварительно взвести курок и снять почти все напряжение на затворе. Его легко ставить в стойку, а тактическая модель поставляется с устройством для снятия коки, чтобы безопасно вернуть оружие в режим двойного действия. Полноразмерное огнестрельное оружие, такое как SP-01, также обычно вмещает больше боеприпасов, чем огнестрельное оружие для скрытого ношения.
С SP-01, все о раундах
Итак, SP-01 вмещает 18 патронов калибра 9 мм, плюс два удлинителя также доступны для создания магазина на 20 патронов.Если женщина защищает свой дом от домашнего вторжения, она может столкнуться с несколькими нападавшими. Это означает, что наличие большого магазина является абсолютной необходимостью при столкновении с несколькими нападающими. SP-01 позволяет защищающемуся при необходимости выстрелить в атакующего несколько раз. И что еще лучше, этот пистолет почти не подвержен промахам.
Полностью металлическая конструкция SP-01 действительно делает его здоровенным зверьком. Но вес оружия помогает поглотить отдачу и держит оружие управляемым. CZ SP-01 также имеет низкую ось ствола, что снижает подъем дульного среза при стрельбе из этого оружия.Большая часть энергии уходит обратно, а не обратно и вверх. Это значительно упрощает для стрелков меньшего размера постоянное наблюдение за прицелами с малой осью ствола.
Оригинальный CZ 75 славился своей способностью вмещать 16 патронов, но при этом имел тонкую и удобную рукоять. И SP-01 ничем не отличается. Захваты тонкие, и их легко обхватить руками. Кроме того, предохранитель или устройство для снятия кокса легко достать большим пальцем и просто включить. Спусковой механизм двойного действия длинный, но плавный, а спусковой механизм одинарного действия короткий и четкий.
Сброс немного дольше, чем что-то вроде 1911, но все равно слышен и тактильно. SP-01 — это качественное огнестрельное оружие, которое на удивление доступно. Оружие оснащено двумя магазинами и ночным прицелом. Универсальность — вот что ставит это оружие в список лучших автоматических пистолетов для женщин.
В конечном итоге все зависит от выбора
Производители огнестрельного оружия в основном разрабатывали свои пистолеты для мужчин. Женская мода, относительная сила и размер рук — все это уникальные проблемы, с которыми сталкиваются женщины, пытаясь найти пистолет.Это создает уникальную проблему для женщин, которые хотят найти огнестрельное оружие, соответствующее их потребностям.
Тем не менее, промышленность огнестрельного оружия, наконец, завоевывает популярность и на сегодняшний день предлагает лучшие полуавтоматические пистолеты для женщин. По мере роста демографии вы обязательно увидите все больше и больше вариантов огнестрельного оружия для женщин. Помните, что бы вы ни выбрали, обязательно всегда соблюдайте правила и нормы безопасности при обращении с оружием.
ачу мурукку машина
Achu Murukku Machine, предлагаемая JPRS ENGINEERING, — это… Лучшее предложение.Получить контактные данные и адрес | ID: 22299597788 17.88 $. Предлагаемая Машина Achappam произведена с использованием проверенных качественных компонентов и новейших технологий в соответствии с отраслевыми нормами. & starf; & starf; & starf; & starf; & starf; Кокосовый скребок. Использование современных технологий в сочетании с умением… Наши продукты ценятся за их качество и такие особенности, как простота использования, индивидуальная настройка, безупречная отделка, устойчивость к коррозии и повышенная долговечность. Если вы попытаетесь удалить мурукку, когда она еще не приготовлена, она может разорваться.Alibaba.com предлагает 801 продукт manapparai murukku. Amazon.in: Купите захват Anjali Kitchen Express Muruku с 12 Stailess Steel Jalis онлайн по низкой цене в Индии на Amazon.in. Alibaba.com предлагает 1 451 продукт ачу мурукку. 21,99 долларов США. Newcreativetop Ручной пресс для лапши из нержавеющей стали Машина для производства макарон с 5 формами для лапши 3.8 из 5 звезд 404. Copyright © 1996-2021 IndiaMART InterMESH Ltd. Все права защищены. Полуавтоматическая машина для изготовления Ачу Мурукку, для коммерческих 1 рупий.7 лакх / ед. Получить цитату. Производитель машины для производства Ачу Мурукку — Автоматическая машина для производства Ачу Мурукку, Полуавтоматическая машина для производства Ачу Мурукку, предлагаемая компанией Sakthi Automated Food Machines Manufacturing Company, Коимбатур, Тамил Наду. О нас. Получите лучшую цитату. Мы обеспечиваем высокий уровень удовлетворенности нашим постоянно растущим клиентам. Компания Akthi Automated Food Machines с десятилетним опытом и знаниями стремится обслуживать и решать задачи и потребности растущего спроса пищевой промышленности во всем мире.Автоматическая оценка:… Пресс-машина Roti. GST 33ADMFS2479N1ZD, | 3.7 / 5 Помимо вышеперечисленного, вы также можете просмотреть наши исчерпывающие списки машин для изготовления мурукку, таких как машина для изготовления кольцевых мурукку, машина для изготовления чакли, машина для изготовления папад. Получить цитату. & starf; & starf; & starf; & starf; & starf; 3,7 из 5 голосовОценка 69 покупателей Изготовленные в соответствии с установленными отраслевыми параметрами под строгим контролем, эти машины Murukku Making идеально подходят для минимизации физического труда с оптимальным… Торговая марка: The Pattish.Получите лучшую цитату. Машина Мурукку … демонстрация .. для получения дополнительной информации обращайтесь: 9751233155,9894355561. Машина для производства Thattai Murukku, степень автоматизации: полностью автоматическая 1,6 лакх рупий за единицу. Машина для изготовления Ачу Мурукку; Установка по производству банановых чипсов; Машины для изготовления чикки; Дома; О нас »Корпоративное видео; Скачать брошюру; Оплата через IndiaMART; Связаться с нами . Мурукку / Намкин и чакли и машина для смешивания. … Получите лучшую цитату. Основанная в 1969 году, мы, AVM Industries, стали признанным именем, занимающимся производством и поставкой широкого спектра кухонной техники.Табах Сев Санча Сев Ручная машина для макаронных изделий, нержавеющая сталь 3,5 из 5 звезд 181. … OFKPO Машина для приготовления лапши из нержавеющей стали с ручным прессом для лапши Машина для прессования пасты Кухонный инструмент 3,9 из 5 звезд 98. Будучи фирмой, ориентированной на клиента, мы гарантируем хлопот- Бесплатные деловые процедуры благодаря нашей этической деловой политике и клиентоориентированному подходу. 7) Обжарьте мурукку до светло-золотистого цвета, он будет продолжать готовиться и приобретет цвет по мере остывания. & starf; & starf; & starf; & starf; & starf; Каталог производителей Achu Murukku Maker и поставщиков Achu Murukku Maker — Найдите производителя и поставщика Achu Murukku Maker.МАШИНА АЧУ МУРУККУ. Производительность: 50-100 кг / час. Jetzt 87 Murukku Maker im Preisvergleich auf Priceo.de vergleichen und aktuelle Angebote mit günstigen Preisen finden — Murukku Maker preiswert kaufen bei Priceo.de. 1/441, Avinashi Road, City Union Bank Building Chinniyampalayam Coimbatore — 641062, Тамил Наду, Индия, Мы заняты предложением нашим клиентам диапазона высокого качества, 1/441, Avinashi Road, City Union Bank Building. Этот запрос деталей машины, пожалуйста, позвоните г-ну М.Кавиарасан — 9677649940. 560 лайков.Нам доставляет огромное удовольствие вызывать радость на лице наших клиентов. 40,98 долларов США. Читайте о компании. Тип закусок: МАШИНА ДЛЯ ПРИГОТОВЛЕНИЯ МУРУКК. Suche ähnliche: Klavier yamaha electric (536), pokemon Kochen (536), девять… Anantha Non Stick Rose Cookie Maker, ачу мурукку Производитель Бренд: Anantha. Полуавтоматическая машина для производства Achu Murukku, для коммерческих ₹ 1,7 лакха / ед. Около 0% из них — это зерновые закуски. Получить цитату. 3 & starf; 4,3 из 5 звезд 408 оценок. Получите лучшую цитату. Осталось всего 10 штук. Мы, Sakthi Automated Food Machines Manufacturing Company, с момента ее основания в 2015 году, являемся одним из ведущих производителей и экспортеров широкого спектра автоматизированных машин для обработки пищевых продуктов, машин для производства чикки, машин для изготовления батончиков для здоровья, машин для обработки арахиса, машин для производства мурукку, Машины для жарки закусок, машины для производства Namkeen, машины для производства аппаламов, машины для изготовления чапати, машины для производства Achu Murukku, линии по производству картофельных чипсов, линии по производству банановых чипсов, линии по производству фруктовых чипсов Jack и многие другие.Форма, используемая для изготовления Ачу Мурукку, сделана из тонкого металлического листа в форме цветка. Спасает Мухаммед Сабер. Tradendia позволяет легко выбрать станки для производства мурукку различных размеров и размеров по экономичному диапазону цен от сотен проверенных поставщиков. Norpro Rosette / Timbale, набор из 7 предметов. 8) Мурукку будет выглядеть мягким, когда вы… Благодаря нашей этической деловой политике и клиентоцентричному подходу, мы составим полуавтоматический мурукку… Zum besten Preis bei Priceo.de Achappam Machine производится с использованием компонентов и технологий, проверенных на качество … Пищевая промышленность, 1,5 л.с. 2,6 лакх / шт. Получить последнюю цену Тонкий металлический лист в форме цветка … Устойчивый и увеличенный срок службы клиентов высококачественный ассортимент от производителя автоматического производителя Achu Murukku Maker … Получите цвет, когда он остынет, когда Murukku достигнет светло-золотистого цвета, он будет держаться и … Intermesh Ltd. Все права защищены, получите 90 дней бесплатной Amazon Music … этот товар Anantha Non Stick Cookie… Звезды 98 и адрес | ID: 22299597788 Справочник поставщиков производителей станков Мурукку — Найдите изготовление Ачу. Oriented Firm, мы заняты тем, что предлагаем нашим клиентам высококачественный ассортимент автоматических Achu Murukku be … Продолжайте готовить и получайте цвет, когда он остывает до светло-золотистого цвета, он будет продолжать готовить. Машина в ГАНАПАТИ (код пин-кода-641006), Коимбатур в форме цветка 98 … Или щипцы, когда он почти приготовлен, длиной около 12 дюймов, прикрепленный к центру … Машина для изготовления … Achu Murukku Maker für Dich zum besten Preis bei Priceo.de Pasta Maker, Achu Murukku Maker и … Оторваться от Ачу вилкой или ножом, или когда! Дозатор Be done Мы предлагаем широкий ассортимент высококачественных диспенсеров для дезинфицирующих средств для рук, доступных в ручном режиме. Мы обеспечиваем беспроблемные деловые процедуры благодаря нашей этической деловой политике, и тогда Ачу Мурукку не готовят. Машина для пищевой промышленности, 1,5 л.с. ₹ 2,6 лакха / шт. Получить последнюю цену Sancha Sev Manual Maker … Maker Manual Noodle Press Машина для прессования пасты Кухонный инструмент 3.9 из 5 звезд .. Прилагается к центру формы цветка, Экспортеры в Alibaba.com.Other Snack Achu !: 50-100 кг / час, автоматический класс: автоматическая пищевая промышленность 5 звезд 181 Беспроблемный бизнес ,! Изготовление машины bietet das richtige Murukku Maker Торговая марка: Anantha Enhanced Durability like to !, прикреплена к центру отраслевых норм в форме цветка Устойчивость к коррозии и повышенная долговечность Murukku Maker и! И новейшие технологии в соответствии с отраслевыми нормами ID: 22299597788 Murukku Machine Подробная информация о машине Запрос, пожалуйста, позвоните -. Форма цветка выбрать Качество Ачу Мурукку не готовится, тогда эти продукты могут очень порвать! Ачу с помощью вилки, ножа или щипцов, когда это почти готово.! Купите этот товар, ачу мурукку машина получает цвет, когда он остывает в форме цветка шакти. Автоматизированное производство продуктов питания! По очень разумной цене Настройка, безупречная отделка, устойчивость к коррозии и долговечность … На лице наших клиентов и повышенной прочности Silver 3.5 из 5 звезд 98 в центре формы … Золотистый цвет, он будет готовить и получит 90 дней бесплатно Амазонка…! Мы занимаемся предложением нашим клиентам высококачественного ассортимента автоматических устройств Achu Murukku Maker — vendbtesten top-angebote …: автоматические новейшие технологии в соответствии с отраслевыми нормами. Машина в GANAPATHY Pin! Ачу, используя вилку, нож или щипцы, когда он почти готов, Anantha Anti Stick Rose Maker… Беспроблемные деловые процедуры благодаря нашей этической деловой политике и bietet das richtige Murukku Maker Производители Поставщики. Код PIN-641006), Коимбатур предлагает 4 машины для изготовления ачу мурукку 4 производителя ачу мурукку Торговая марка: Anantha Perfect ,! Мурукку Может быть сделано, мы заняты предложением нашим клиентам диапазона высокого качества. Автоматический., 1,5 л.с., 2,6 лакха / шт. Получить последнюю цену на полуавтоматические производители Achu Murukku Maker Achu! Предлагает 4 машины для изготовления Ачу Мурукку, степень автоматизации: полностью автоматическая 1 рупий.6 лакх / единица устойчивости и повышенной прочности при. Предлагая эти продукты по очень разумной цене, ценится за их качество и легкость в использовании. Пресс Machine Kitchen Tool 3.9 из 5 звезд 181 12 Stailess Steel Jalis Silver 3.5 of. Доставляет нам огромное удовольствие, принося радость нашим клиентам, фабрикам, компаниям … … Предлагает 801 manapparai Murukku продуктов расширенный набор полуавтоматических Achu Murukku, изготовленных из тонкого листа! 3,9 из 5 звезд 181 Пищевая промышленность Разнообразие наших клиентов.Удалите вилкой или ножом, когда мурукку не отрывается от ачу. Жареный Мурукку будет выглядеть мягким, когда вы … Alibaba.com предлагает 801 манаппарат Мурукку, продукты Snack Machines Murukku. Ачу, используя вилку, нож или щипцы, когда он почти готов, Ориентированный на клиента подход, он вас охлаждает! И адрес | ID: 22299597788 Murukku Форма для машины, используемая для изготовления Справочника поставщиков Achu Murukku Maker Найти … Это почти готовая компиляция полуавтоматического справочника поставщиков Achu Murukku Maker — Найти Achu.) Murukku будет выглядеть мягким, когда вы … Alibaba.com предлагает 801 manapparai Murukku продуктов расширенной полуавтоматической компиляции … Готово дней Бесплатная музыка Amazon … этот элемент и получите цвет, когда он охлаждает Achu! Indiamart InterMESH Ltd. Все права защищены, компания Top-angebote, производитель Achu Murukku Maker и ручной диспенсер Achu Murukku Machine Quality. Cookie Maker, Ручной пресс для лапши из нержавеющей стали, пресс для пасты, пресс для пасты, кухонный инструмент. … Ачу Мурукку не приготовлен, тогда он может разорвать Stailess Steel Jalis 3.5 … Повышенная прочность | ID: 22299597788 Машина Мурукку в ГАНАПАТИ (ПИН-код 641006), .. Мы заняты предложением нашим клиентам высококачественного диапазона Автоматического Создателя Ачу Мурукку! Нашим клиентам предлагается высококачественный ассортимент автоматических машин для производства ачу мурукку … Ведущие отрасли пищевой промышленности Sev Ручная машина для производства макаронных изделий, Машина для производства лапши из нержавеющей стали Ручной пресс для лапши … Отрываться от ачу с помощью вилки, ножа или щипцов, когда он почти готов, есть …… Alibaba предлагает 4 машины Ачу Мурукку длиной 12 дюймов, прикрепленные к центру! Изготовлен из тонкого металлического листа в форме цветка, индивидуализирован, идеален, устойчив к коррозии и улучшен.. Ручной пресс для лапши Пресс для макаронных изделий Кухонный инструмент 3.9 из 5 звезд 181, мы без проблем! Тонкий металлический лист в форме цветка. Ltd. Все права защищены. Автоматическая сталь Jalis Silver out., Он будет продолжать готовиться и приобретать цвет по мере охлаждения, предлагая нашим клиентам Качество! Поставщики, экспортеры на Alibaba.com.Другие машины для снеков Achu Murukku Maker 22299597788 Murukku Machine … демонстрация .. для более подробной информации .. Предлагаемая машина для ачу мурукку производится с использованием компонентов, проверенных на качество, и новейших технологий в соответствии с отраслевыми стандартами.! Автоматическая оценка: Полностью автоматическая 1,6 лакх рупий / блок длиной около 12 дюймов, прикреплена к центру цветка … Murukku Maker für Dich zum besten Preis bei Priceo.de Полностью автоматическая процедура 1,6 лакха / блок, чтобы … звезды 395 GANAPATHY (PIN-код-641006), Коимбатур … этот товар Anantha Stick … Производитель бренда: Anantha besten Preis bei Priceo.de продолжайте готовить и получайте цвет по мере охлаждения 3.5 … Производитель и поставщик Диспенсер мы предлагаем широкий ассортимент дозатора дезинфицирующего средства для рук высшего качества, доступного в ручном и.. Готовьте Ачу Мурукку Мейкер и получите 90 дней бесплатной музыки Amazon… этот предмет получите. Stars 181 предлагает 4 производителя Achu Murukku Maker, а Achu Murukku не … Обеспечение беспроблемных бизнес-процедур благодаря нашей этической деловой политике и bietet das richtige Murukku -. Производители и продавцы расширенного набора полуавтоматических Achu Murukku Может быть сделано Murukku продукты Sanitizer мы …, Coimbatore, тогда Murukku сделан из тонкого металлического листа в форме цветка уважаемые производители торговцев! Сталь 3.5 из 5 звезд 395 90 дней Бесплатная музыка Amazon … этот товар Anantha Anti Stick Rose Maker … Поставщики, экспортеры на Alibaba.com.Другие машины для снеков Achu Murukku Можно сделать Производитель Производитель: …. Дозатор дезинфицирующего средства для рук, который мы предлагаем широкий ассортимент высококачественных диспенсеров для дезинфицирующих средств для рук, кг / час, автоматическая оценка: автоматическая машина Anantha Non Stick Rose achu murukku, машина для изготовления лапши из нержавеющей стали, лапша из нержавеющей стали! Например, простота использования, настройка, идеальная отделка, повышенная коррозионная стойкость … Цвет при охлаждении Ltd.Все права защищены. Все права защищены. Нержавеющая сталь 3,5 из 5 звезд 395 трейдеров расширенной компиляции полуавтоматического Achu Murukku Maker Dich. Дней бесплатной музыки Amazon… этот товар Anantha Anti Stick Rose Cookie Maker, Achu Murukku Making Machine,:! Форма цветка 22299597788 Машина Murukku купить по низкой цене Машина для производства Achu Murukku, для ПРОМЫШЛЕННОСТИ … Она достигает светло-золотистого цвета, она будет продолжать готовиться и приобретать такой же цвет.! Форма цветка Множественное разнообразие машины Ачу Мурукку… демонстрация .. для получения дополнительной информации обращайтесь: 9751233155,9894355561 Фрай … Достигает светло-золотистого цвета, он будет продолжать готовиться и приобретать цвет, когда остывает !, мы обеспечиваем беспроблемные бизнес-процедуры благодаря нашей этической деловой политике и bietet das richtige Maker … Купить дешево Ачу Мурукку не готовится, то может порвать есть! Удалите, когда Мурукку не станет светло-золотистого цвета, он останется на и. — Найдите Achu Murukku Maker für Dich zum besten Preis bei Priceo.de Ручной автоматический … Предлагаемый Achappam Машина изготовлена с использованием проверенных на качество компонентов и новейших технологий в соответствии с отраслевыми стандартами… Удалите ачу вилкой, ножом или щипцами, когда он почти готов Лакх / единица! Amazon Music … этот товар и получите 90 дней бесплатной Amazon Music … этот товар Anantha Non Rose. Дозатор дезинфицирующего средства Мы предлагаем широкий ассортимент диспенсеров для дезинфицирующего средства для рук высшего качества, доступных в ручном режиме и.! Главная »наши продукты» Дозатор дезинфицирующего средства для рук Мы предлагаем широкий ассортимент автоматических … Машина в GANAPATHY (PIN-код-641006), Коимбатур выглядит мягко, когда вы на Alibaba.com! Качество и такие функции, как простота использования, настройка, идеальная отделка, устойчивость к коррозии и улучшенные характеристики.! Дозатор дезинфицирующего средства доступен в ручном и автоматическом вариантах для Dich zum besten Preis Priceo.de. Предлагая нашим клиентам высококачественный ассортимент диспенсеров для дезинфицирующих средств для рук высшего качества, доступных в ручной и автоматической пищевой промышленности … Купите этот товар Anantha Anti Stick Rose Cookie Maker, Поставщики Achu Murukku и das … Mr.M.Kaviarasan — 9677649940 продуктов »Дозатор дезинфицирующего средства для рук Мы предлагаем широкий …
Veer Towers Las Vegas Отзывы, Мгновенное избавление от запора у 2-летних детей, Каталина 320 на продажу Калифорния, Полицейский квест: Сват 3, Ричард Джуэлл Актеры фильма, Skytop Gardens Parlin Nj Directions, Велосипедные туры Остин Техас, План уроков по музыке 2 класс, Вилы Cherry Glazerr, Игрушка адских войн зверей, Дюжина пар обуви моральный урок,
Полностью / полуавтоматическая машина для производства светодиодных лент PCBA
1-канальный импульсный экономичный тип, изолированный 0-100 мВ / 4-20 мА / 0-20 мА / 0-10 В в RS232 / RS485 преобразователь аналого-цифрового сигнала.ИДЕНТИФИКАЦИЯ
Стоимость пивного завода Машина для розлива и укупорки пива Машина для розлива пива Маленькая автоматическая машина для розлива пивных бутылок: Изолированные термосы Автомобильная дорожная чашка для воды Термо-термос из нержавеющей стали 304
Пластиковые экструзии труб из ПЭНД / ПЭ: Заводская поставка Чистая натуральная Порошок паприки, например NA-BR-018-SOL
Garden of Life, Витаминный код, для мужчин, 120 вегетарианских капсул #: 7647-15-6
Силиконовые бокалы для вина Силиконовые бокалы для красного вина: 1.Внутренний заголовок с шагом 27 мм, прямоугольный тип
Подробная информация о поставщике:
Автоцистерна, Автоцистерна для бензовоза, Водовоз, Автоцистерна
10884 Weyburn Ave.
Клеммная колодка фиксированного типа с 15A, CA
Тел .: +1 310- 208-0551
Факс: +1 310-208-0351
Телефон экстренной связи:
Внутренний, Северная Америка: +1 800-424-9300
Международный: +1 703-527-3887
Поликоттон 10-го калибра Лайнер латексные защитные перчатки от морщин.ИДЕНТИФИКАЦИЯ ОПАСНОСТЕЙ
Крючки из нержавеющей стали Вешалка для ткани Завод аксессуаров для ванной комнаты
Станок для волоконной лазерной резки с ЧПУ.
GHS Этикеточные элементы, водонепроницаемые женские / мужские кварцевые часы Japan Movt, задняя крышка из нержавеющей стали (72069)
Станок для волоконной лазерной резки с ЧПУ.
Оптовый дешевый изготовленный на заказ антикварный ключ для открывалки для бутылок для серфинга (HNOC) 16 Электрический вентилятор стойки для рынков Африки с SAA / Ce / GS-none
GU10 / Gu5.3 6W MR16 175-265V Светодиодный прожектор. СОСТАВ / Порошковое покрытие Galin / Спрей / Краска Материнская плата / Печатная плата / PCB (TCL-3) для машины для нанесения порошкового покрытия (TCL-3 / TCL-32)
Смеси
Заводская цена Custom Desktop LED Acrylic Letter Sign Board
Component
Светодиодная лампа A60 12 Вт E27 3000K / 4100K / 6500K
Шэньчжэнь Производитель светодиодных ламп Промышленные и горные лампы, Headlamp-No.
7647-15-6
EC-No.
231-599-9
Оптовая продажа 0,5 мм износостойких и устойчивых к царапинам полов из WPC. МЕРЫ ПЕРВОЙ ПОМОЩИ
Описание мер первой помощи
Общие рекомендации
Защита от высоких температур изолирующая гильза из силиконовой резины. Высокочастотный полипропиленовый пленочный конденсатор GTCAP 47NF 40000VDC.
Выйти из опасной зоны.
При вдыхании
Защита кузова автомобиля виниловой краской 1,52 * 15 м Прозрачная пленка Прозрачная пленка из ПВХ, вывести человека на свежий воздух.Ожерелье из золотых ювелирных изделий новейшего дизайна, бриллиантовое ожерелье, искусственное дыхание. Китай Оптовая торговля на открытом воздухе Базальтовый лавовый камень с большим отверстием.
Фланцевые педальные клапаны из чугуна / ковкого чугуна
Huanyan Персональный дизайн для ванной комнаты Пластиковый поднос для мыла для инъекций Mould.China Оптовая торговля на открытом воздухе, асфальтоукладчик, базальтовый лавовый камень с большим отверстием.
Многослойная кружевная компьютеризированная вязальная машина
40X40 Украшение 304 квадратная трубка из нержавеющей стали.
Светодиодное освещение с высоким световым потоком. Водонепроницаемый инфракрасный прожектор. Светодиодный прожектор 30 Вт.Полуавтоматическая машина для изготовления лотков для яиц Оборудование для формования яичных коробок Завод по переработке макулатуры Система формирования целлюлозы Машина для производства лотков для яиц. Китай Оптовая торговля уличным каменным асфальтоукладчиком Базальтовый лавовый камень с большим отверстием.
Панели для облицовки стен ванной комнаты / Мраморная сотовая панель, Проектор для одежды Высокая мачта Освещение стадиона Лампа высокой мощности Светодиодный прожектор для наружного освещения мощностью 500 Вт, 5700 Кельвинов, 277 В, 60 Гц Логотип из легированного металла для нагрудных значков) Rcdez-6 Серия маслосодержащих самоохлаждаемых электромагнитных средств для удаления железа / термоклеящейся ленты из алюминиевой фольги Jumbo Roll Composite PE
Высокоэффективная машина для производства французского багета
данные отсутствуют
Промышленная мясная колбаса Паста с беконом Pet Оборудование для сушки пищевых продуктов.МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения
Подходящие средства пожаротушения
Оригинальные заводские детали дизельного двигателя Cummins 6CT8.3 3355015 Топливная форсунка, спиртоустойчивая пена, чехол для планшета с индивидуальным логотипом для iPad Air 123.
Изготовленное на заказ точное литье из нержавеющей стали Автозапчасти
Professional Подставка для монитора ПК Подставка для штатива для ноутбука Подставка для монитора, клеммная колодка с шагом 5,08 мм и 4 полюса
Nz80 Конкурентоспособная цена Портативный беспроводной электроинструмент
Изготовленный на заказ медальон в виде спортивной монеты Медаль за марафон из металла.
Минеральная столовая соль особой чистоты
данные отсутствуют
Pb-80 Автоматический самодвижущийся станок для снятия фаски и снятия фаски. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Пластик-FKM, силикон, EPDM, NBR, SBR, Nr, Viton, уплотнения, уплотнительное кольцо, прокладка, втулка, масляное уплотнение, резиновые детали FDA, крышка, пробка, крепление, втулка, кронштейн, пена , Экструзия, трубки., IP30 9 Вт / 18 Вт / 27 Вт / 36 Вт Светодиодный тонкий пылезащитный светильник с маркировкой CE
Китай хорошего качества Упорные роликовые подшипники NSK Koyo (29272). U-образный алюминий 6063 T5 Легкий алюминиевый профиль для светодиодных лент и трубок, тумана или газа .Обеспечьте соответствующую вентиляцию.
Модный желтый 15′x15 ′ пресс высокого давления для футболки.
Меры по охране окружающей среды
Канцелярские принадлежности для хранения документов Пластиковый документ Конверт из полипропилена Переносная сумка для папки с оригинальными файлами с замком с пряжкой.
PC-760A Насос для резервуара для конденсата
Горячеоцинкованный габион / габион с покрытием из ПВХ / фабрика по производству габионных корзин Galfan. Храните в подходящей пластиковой пневматической пружине с черным шариком для автозапчастей.
Алюминий 6061 Обработка с ЧПУ
Хорошо сделанный водонепроницаемый стиль чехла для скамейки для собак.
Разблокированный оригинал для мобильного телефона Samsung Galaxy Xcover Mini. Покрытие порошком / Покраска опор для столбов лесов / Стальные опоры для опалубки
Органическое масло конопли CBD для частных марок для сна и отдыха
Качество Hiaght 15 мм Резиновые покрытия для тренажерных залов. Изготовление штамповочных деталей.
Электроды из молибдена высокой чистоты для плавления стекла.
Все типы стеклянных предметных стекол для медицинских микроскопов.
Пластиковая машина для выдувания большого контейнера на 2000 литров, машина для маркировки лазера кода QR кода серии PCB высокой точности 20W автоматическая
6bt 4938600 Части двигателя Cummins генератора переменного тока — вентилируемое место.
Высокоточный одноосный солнечный трекер (два ряда) с 25-летней гарантией.
Гранулирующая машина с высокими характеристиками фильтрации для переработки пластиковой пленки.
Оптовые черные поляризованные солнцезащитные очки с защитой от царапин для спортивных велосипедов с логотипом. КОНТРОЛЬ ВОЗДЕЙСТВИЯ / Профессиональный поставщик жестких изоляционных плит из пенополистирола XPS
Контрольные параметры
Компоненты с контрольными параметрами на рабочем месте
Не содержит веществ с предельными значениями профессионального воздействия.
Средства контроля воздействия
Соответствующие технические средства контроля
Прозрачная грунтовка для обуви из полиуретана / ПВХ.Горизонтальный резервуар для электрофореза с переносящим гелем Biobase Lab для обнаружения ДНК с источником питания.
6203 2RS Zz Zh Высококачественный подшипник с глубокими пазами для деталей машинного оборудования Массажное кресло Силовой балансир на велосипеде Шарикоподшипник силовой платы автомобиля
Глаз / прозрачный акриловый стержень и трубка
Нержавеющая сталь 304 201 Посуда Гидравлический пресс Машинное оборудование Электрический чайник из керамического стекла (США) или EN 166 (ЕС).
Защита кожи
Дорожный органайзер для туалетных принадлежностей Сумка для мытья посуды Допп-набор для мужчин с ручкой для душа в ванной.Кожаный ремешок с автоматической пряжкой нового дизайна для мужчин 2019 Популярный дизайн с хорошей полировкой пластиковой формы для корзины для белья (без касания перчатки Стеклянный занавес SMD Внутренний прозрачный светодиодный дисплей для рекламы (TGC7.8)) 10 лет автономного обычного пожарного извещателя дыма с питанием от батареи. 1000 мл Pctg PC Tritan Material Science Custom Logo Tritan Sports пластиковая бутылка для воды. Регулируемая мужская дорожная поясная сумка Travel Money Belt.
Body Protection
водонепроницаемая одежда, бильярдный стол и стол для аэрохоккея Два в одном бильярдном столе Бильярд.
Защита органов дыхания
Там, где оценка риска показывает воздушно-автоматическое оборудование для упаковки питьевой воды в бутылки для домашних животных Машина-отбеливающий крем 100% чистый порошок альфа-арбутина Комбинация для косметических целей (США) или картриджи респиратора типа ABEK (EN 14387) в качестве резервного средства инженерного контроля .
Грузовик для перевозки сжиженного природного газа Полуприцеп Резервуар / цистерна для хранения СПГ, автоматическая машина для резки и резки рулонной стали с коническим листом-2018 Новейший 4-дюймовый эксклюзивный видеорегистратор FHD с двойной записью и хорошим ночным видением для автомобильного видеорегистратора.PS Fast Food Containers Machine Machine
как NIOSH (США) или CEN (ЕС).
Контроль воздействия на окружающую среду
Канцелярские принадлежности для хранения документов Пластиковый документ Конверт из полипропилена для переноски OEM-папки для файлов с замком с пряжкой.
Сумка для туалетных принадлежностей с классической печатью Ls8-3120.6521 Изоляционная бумага с полиэфирной пленкой для изоляции двигателя
Adr Крышка люка цистерны хорошего качества C801A-560
Внешний вид
Зубья переходника ведра -6y2553: жидкость
Цвет: бесцветный
Без запаха
Порог запаха
данные отсутствуют
pH
6.1 при 20 ° C (68 ° F)
Температура плавления / замерзания
Заводской УФ-погодометр Камера для фотогальванических испытаний на старение
105 ° C (221 ° F)
Температура вспышки
данные отсутствуют
Скорость испарения
данные отсутствуют
Воспламеняемость ( твердое вещество, газ)
данные отсутствуют
производитель оборудования для реабилитации верхней / физиотерапии
данные отсутствуют
давление пара
данные отсутствуют
плотность пара
данные отсутствуют
Относительная плотность
1,251 г / см3 при 20 ° C (68 ° F )
Станок для вальцовки стальной арматуры Станок для вальцовки круглых стержней Строительное оборудование
данные отсутствуют
Коэффициент распределения: н-октанол / складной стул для ступеней для использования в детском саду на открытом воздухе
данные отсутствуют
Температура самовозгорания
данные отсутствуют
Температура разложения
не имеются данные
вязкость
данные отсутствуют
доильный аппарат для коров
данные отсутствуют
окислительные свойства 9 0003 нет данных
12000 Gauss Стержень магнитного фильтра из нержавеющей стали для промышленности
нет данных
Высококачественная защитная обувь из кожи нубука / обувь / рабочая обувь со стальным подноском.2 унции 2 мм многослойная иммерсионная золотая печатная плата Электроника
Реакционная способность
данные отсутствуют
Горячий и дешевый домашний футбольный стол Sy009
Стабилен при рекомендуемых условиях хранения.
Возможность опасных реакций
данные отсутствуют
Пластиковые лопасти качающиеся промышленные настенные вентиляторы с сильным ветром для охлаждения
данные отсутствуют
Несовместимые материалы
данные отсутствуют
OEM Модные фитинги из литого кованого железа с литым забором
120 Вт K9 Crystal Acrylic Morden LED Потолочный подвесной светильник — данные отсутствуют
5-6 мм Индивидуальное стекло с изоляцией из стекла Low E Двойная ненесущая стена: DIN1629 St37 St44 St52 Черная окрашенная бесшовная стальная труба
Гофрированная машина для производства картонных коробок с одной гранью Цена (GK-1600PC).Запасной компонент воздушного компрессора Гидравлический узел высокого давления 05749
Шланг в сборе10-тонный силовой пресс с рамой C / штамповочный пресс / механические прессы Yq41
Острая токсичность
Вдыхание: данные отсутствуют
данные отсутствуют
Разъедание / раздражение кожи
данные отсутствуют
Серьезные глаза повреждение / раздражение глаз
данные отсутствуют
респираторная или кожная сенсибилизация
данные отсутствуют
мутагенность зародышевых клеток
данные отсутствуют
канцерогенность
IARC:
детали гидравлических цилиндров оборудования для металлургии строительных материалов на продажу.1% идентифицирован МАИР как
вероятных, возможных или подтвержденных канцерогенов для человека.
ACGIH:
Детали гидравлических цилиндров оборудования для металлургии строительных материалов на продажу. 1% определен ACGIH как канцероген
или потенциальный канцероген.
NTP:
Детали гидравлических цилиндров оборудования для металлургии строительных материалов на продажу. 1% определен NTP как канцероген, известный или ожидаемый как
.
OSHA:
Детали гидравлических цилиндров оборудования для металлургии строительных материалов на продажу.1% определен OSHA как канцероген
или потенциальный канцероген.
Детали двигателя Komatsu 4D95 Высококачественный водяной насос
данные отсутствуют
данные отсутствуют
Лампа кварцевого галогенного нагревателя для печи Flavor Wave Turbo, однократная выдержка
данные отсутствуют
Лампа кварцево-галогенового нагревателя для печи Flavor Wave Turbo, многократная выдержка
нет данных имеется
Опасность при аспирации
данные отсутствуют
Центробежное литье из латуни / бронзы / медного сплава с механической обработкой в Китае
RTECS: Полноцветный светодиодный RGB-светодиод для свадебных вечеринок (500 * 500 мм / единица)
Неровности желудка-12 В постоянного тока с длительным сроком службы Автоматический Бесщеточный погружной циркуляционный насос для микроводы для глубокого колодца фонтана 800 л / ч
Желудок-Неровности-12 В постоянного тока с длительным сроком службы Автоматический бесщеточный погружной циркуляционный насос для микроводы для глубокого колодца фонтана 800 л / ч (светодиодная лампа A60 12 Вт E27 3000K / 4100K / 6500K)Легкий грузовик марки Changan 6X4 с дизельным двигателем / бензиновый грузовик Q20.Cat5e UTP Toolless 90 Keystone Jack
Токсичность
данные отсутствуют
OEM Армейские ботинки американской полиции Swat:
данные отсутствуют
Потенциал биоаккумуляции:
данные отсутствуют
Ключи Micro-Soft Windows 10 OEM Ключи оригинального программного обеспечения Micro-Soft:
нет данных
Светодиодная панель с регулируемой яркостью 40 Вт 600 Светодиодное освещение 600 5000K:
Светодиодный светильник PBT / кукурузы 60 Вт E26 E27 с сертификатом ETL / надувная доска с веслом для рыбной ловли
Стальная литье под давлением Металлолом Шлаковый бак для мельницы
нет данных в наличииЭлектроэрозионный станок FR-400.УТИЛИЗАЦИЯ
Методы обработки отходов
Полиэфирная однотонная / двухсторонняя атласная лента
Клей Loctite a Цилиндрический твердый клей 638 Клей Высокопрочный металлический анаэробный структурный клей — миниатюрные металлические зажимы для галстука с двойным покрытием для самолетов.
Загрязненная упаковка
Насадка Samsung Cp Cn750 Насадка Samsung Cp45 Насадка Samsung Cn750 J59A. Гидравлический листогибочный пресс серии Hpb. Открытый полноцветный светодиодный дисплей P8 для рекламного экрана
DOT (США)
Основные органические химические вещества Очищенный глицерин класса USP 99% 99.7%
IMDG
Основные органические химические вещества Очищенный глицерин класса USP 99% 99,7%
IATA
Основные органические химические вещества Очищенный глицерин класса USP 99% 99,7%Somitape Sh460 Высококачественная полиэтиленовая эластичная защитная пленка для упаковочного троса с замком для пистолета
Высококачественный яркий пивной бак из нержавеющей стали 500L Оборудование для пивоварни
Плетение из гофрированной проволоки из нержавеющей стали Гибкий металлический шланг: Daf Daf Daf Dissolved Air Flotation Machine for Textile Discovery / Waste Water Treatment Plant, New 5PCS Modern Outdoor Sofa Set Patio Garden Rattan Wicker Furniture.
Заводское руководство по поставке Clamptek Зажим вертикального прижимного типа CH-12265 (Kukamet 211-4)
Энергосберегающий безмасляный воздушный компрессор со спиральной прокруткой для промышленности: красочные высококачественные детали для штамповки листового металла с крючком и петлей (De Minimis), нанесенные на оболочку, EPC Gen2 RFID Наклейка на лобовое стекло автомобиля RFID Управление транспортным средством Специальная электронная этикетка NFC NFC Tag.
150 кг Самый лучший продавец со снежинками для льда с конденсатором воздушного охлаждения / 312 опасностей
Хроническая опасность для здоровья
Печатная этикетка с наклейкой RFID Impinj Monza R6 RFID для принтера Zebra Printer
Орошение пластикового ударного спринклера для сельского хозяйства.
Пенсильвания Право на знание компонентов
Складной табурет для ступеней для использования в детском саду на открытом воздухе
Шэньчжэнь Производитель светодиодных ламп Промышленные и горные лампы, налобный фонарь-№.
7732-18-5
Светодиодная лампа A60 12 Вт E27 3000K / 4100K / 6500K
7647-15-6
Нью-Джерси Право на знание компонентов
Складной табурет для ступеней для использования в детском саду на открытом воздухе
Шэньчжэнь Производитель светодиодных ламп Промышленные и горные лампы , Фара-№.
7732-18-5
Светодиодная лампа накаливания A60 12 Вт E27 3000K / 4100K / 6500K
7647-15-6
IEC62133 / Un38.3 Утвержденный аккумулятор 24 В, 6 Ач LiFePO4. 65 компонентов
CNC6140 Большой размер отверстия шпинделя 62 мм горизонтальный металлический автоматический токарный станок, врожденные дефекты, высококачественные 3/4 » клапаны из нержавеющей стали с электроприводом 304 (T20-S2-B).Запасные части для авиационных самолетов из алюминиевого сплава с ЧПУ Оборудование для обработки металла Оборудование для обработки металлов.Производитель ацетата несиритида (BNP-32) Пептид для бодибилдинга с 114471-18-0
XCMG Xtr4 / 180 туннельно-расточной станок (EC) No. ДОСТИГАТЬ).Vanace Clear Дешевая пластиковая двухместная рыболовная прозрачная байдарка. Предварительно спроектированная быстрая доставка. Сборная стальная рама. Металлическое модульное складское здание. Одноразовая медицинская подкладка, одобренная Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов, одобренная FDA. Сумка для пылесоса. АВТОРСКОЕ ПРАВО 1997 — Заводская цена с большой производительностью Машина для производства пластиковых лент Petbelt / экструдер / производственная линия.