Преимущества и недостатки аппаратов переменного тока для сварки
Характеристики сварочного тока напрямую влияют на процесс сварки и качество соединения. Самые простейшие аппараты варят переменным током, но есть и продвинутые версии AC/DC, способные переключаться с «постоянки» на «переменку». Чтобы понять преимущества и недостатки работы аппаратов на переменном токе, сравним их с моделями, вырабатывающими постоянное напряжение.
В этой статье:
Различие переменного и постоянного тока
Во всех электрических сварочных аппаратах используется кабель массы и держателя/горелки. Один конец является плюсом, а второй — минусом. При замыкании контактов и удержании их на расстоянии 3-5 мм, образуется электрическая дуга, которой выполняется плавление кромок основного металла. При этом подается дополнительный присадочный металл для заполнения ширины шва:

Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности.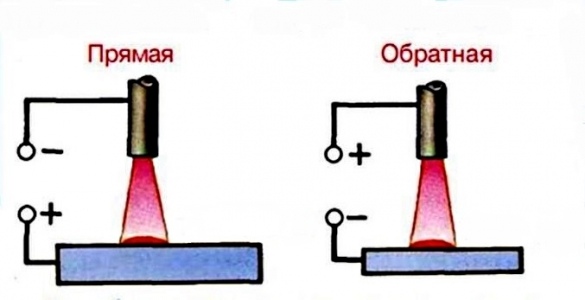 Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:
Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Какие аппараты какой ток вырабатывают
Теперь рассмотрим, какие сварочные аппараты вырабатывают переменный или постоянный сварочный ток.
Трансформаторы
Выпрямители
Инверторы
Именно трансформаторы вырабатывают переменный ток для сварки. Для этого в их конструкции используется две обмотки — первичная и вторичная. Они наматываются на стальной сердечник, который значительно утяжеляет массу аппарата. Переменный ток из бытовой сети 220 V или трехфазной 380 V поступает на первичную обмотку. За счет большого количества витков возникает электромагнитное поле с концентрацией на сердечнике. На вторичную обмотку подается уже сниженное напряжение около 70-90 V и увеличенная сила тока до 160-300 А, в зависимости от количества витков обмотки трансформатора.
Трансформаторы используются только для РДС сварки покрытыми электродами. В зависимости от мощности сварочного тока определяется толщина проплавляемого металла.
Сварочные выпрямители содержат внутри две обмотки трансформатора, но дополнены блоком выпрямления, преобразовывающим переменный ток в постоянный. Чаще всего преобразователи рассчитаны на сеть 380 V, чтобы равномерно нагружать фазы питания.
Выпрямители используются на производствах и в мастерских, где требуется качественный провар толстых металлов 5-20 мм. Но за счет массивной конструкции занимают много места. Часто комплектуются колесами для перемещения по цеху. Чтобы подать их на высоту, предусмотрены петли под крюк крана или тельфера.
Инверторы бывают на 220 и 380 V. У них входящий переменный ток с частотой 50 Гц выпрямляется и сглаживается при помощи фильтра. Затем ток возвращается снова в переменный, но его частота значительно возрастает и составляет 20-50 кГц.
Такой процесс обеспечивает чрезвычайно ровный ток, содействующий стабильному горению дуги и высокому качеству шва. Инверторные аппараты применяются при сварке ММА, MIG, TIG. Благодаря компактности внутренних узлов некоторые инверторы весят всего 3-4 кг. Большинство бытовых моделей для РДС не превышает по массе 10 кг. Но есть и промышленные версии с силой тока 400-500 А и весом 30-50 кг.
Большинство инверторных аппаратов работают только с постоянным током, но есть профессиональные версии AC/DC, способные переключаться на переменный ток. Это расширяет их возможности применения.
Разница между сваркой переменным и постоянным током
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Сварка переменным током
Сварка постоянным током
Дуга на переменном токе горит менее стабильно, возможно случайное затухание при небольшом изменении зазора между электродом и изделием. Присутствует характерный треск. Манипулировать дугой сложнее, порой она «гуляет», труднее задавать форму шва.
При сварке на переменном токе присутствует разбрызгивание металла, дуга «плюется». Электроды на переменном токе расходуются быстрее. Во время выполнения потолочных и вертикальных швов перенос присадочного металла осложняется, некоторая его часть скапывает под действием силы тяжести вниз.
Но сварочные аппараты, работающие на переменном токе, стоят дешевле выпрямителей и инверторов. У них простейшая конструкция и внутренние узлы, которые легко переносят суровые условия на стройке, в гараже, цеху. Ломаться здесь практически нечему — может только сгореть обмотка от перегрева.
Аппараты не боятся пыли, а регулировка силы тока осуществляется приближением или отдалением первичной обмотки от вторичной. Все элементы простые и надежные, оборудование имеет повышенную ремонтопригодность с низкой стоимостью комплектующих.
Сварка на постоянном токе отличается стабильной дугой, шов вести легче, контролируя чешуйчатость, ширину и высоту валика. Дуга не трещит, а шелестит. Жидкий металл разбрызгивается меньше, капля лучше переносится на изделие. Постоянный ток более удобен для сварки не только в нижнем, но и в вертикальном и в потолочном положении.
Когда входящее напряжение «скачет», аппараты с постоянным током теряют только силу рабочего тока, но дуга остается стабильной. Качество шва уже не зависит на 100% от опытности сварщика, а обеспечивается лучшими характеристиками сварочного тока.
Но инверторы стоят дороже, чем трансформаторы. У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
Области применения
Исходя из этого сравнения работы аппаратов с переменным и постоянным током можно сделать вывод, что трансформатор подойдет для периодической сварки неответственных конструкций из малоуглеродистых сталей. Желательно, чтобы сварка велась в нижнем положении. При этом у сварщика должна быть определенная квалификация, иначе швы будут очень плохими. Трансформатор «выживет» в строительных условиях, частых транспортировках, запыленных помещениях. Это оптимальный варит для дачи, гаража, чтобы сэкономить.
Источник видео: Виталий М
Но трансформаторы с переменным током могут пригодиться и для профессиональных задач. Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Инверторы лучше подойдут для новичков, чтобы учиться варить. С ними легче работать во всех пространственных положениях, а также сваривать:
Изменение полярности поможет сварить тонкий металл 1-2 мм без прожогов. Но за инверторами требуется более тщательный уход и бережное обращение, иначе частые поломки дорого обойдутся.
Для профессиональной деятельности или частной мастерской лучше купить сварочные аппараты AC/DC. Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Советы по выбору
Выбирая сварочный аппарат переменного тока, обращайте внимание на следующие характеристики:

Не забудьте про качественную маску для сварки, чтобы хорошо видеть сварочную ванну и защитить при этом глаза. Чтобы швы были прочные даже на переменном токе, важны хорошие электроды. Лучше выбирайте с рутиловым или основным покрытием. Они отлично плавятся и содействуют переносу капли металла. Никогда не покупайте для «переменки» электроды с целлюлозным покрытием.
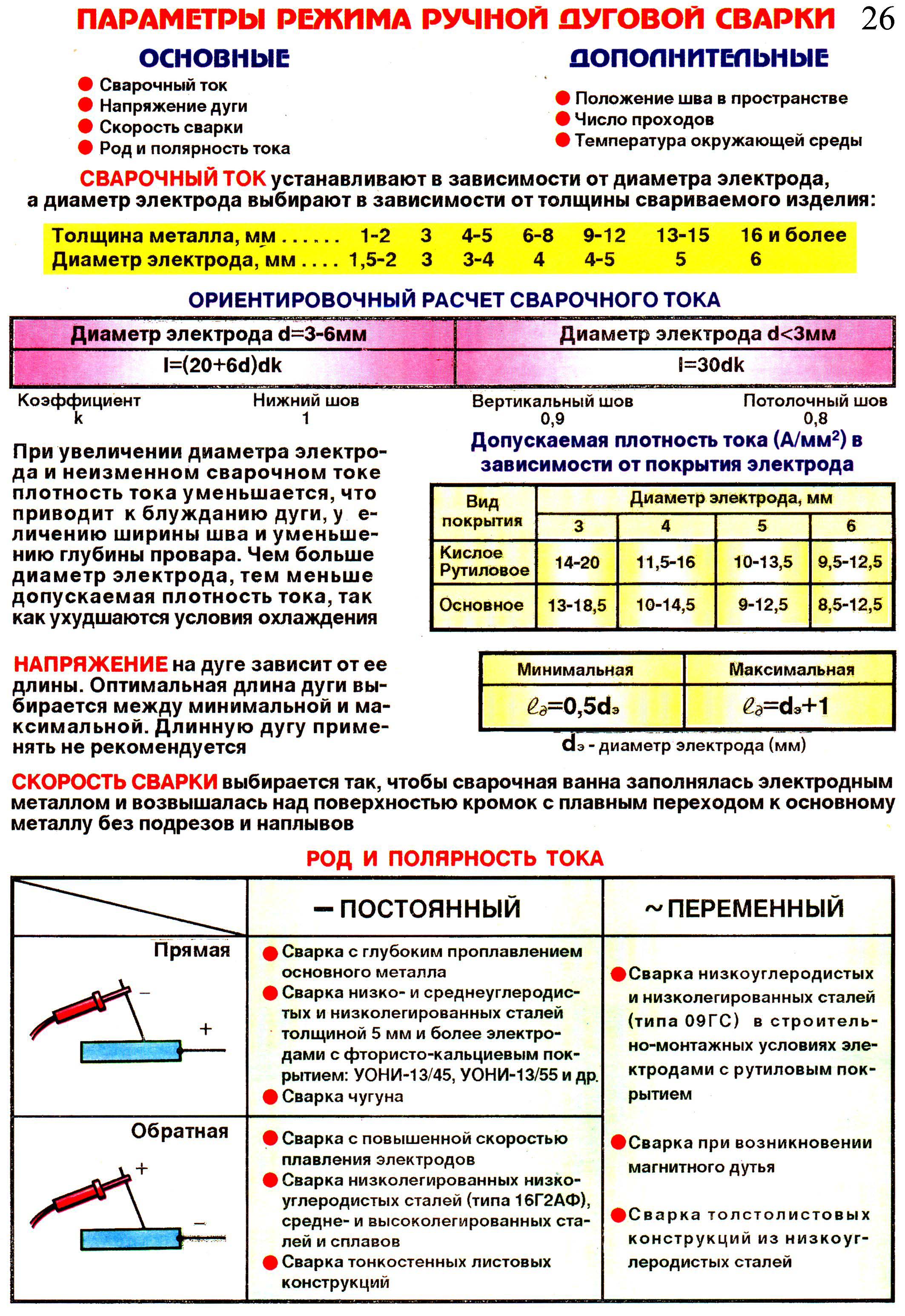
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 2 | 25-100 |
| 3-4 | 3 | 90-150 |
| 5-6 | 4 | 150-200 |
Ответы на вопросы: преимущества и недостатки аппаратов переменного тока для сварки
Как регулировать силу тока трансформатора? СкрытьПодробнее
Регулировка силы тока возможна двумя способами. Первый — плавный, путем вращения рукоятки на корпусе. Она сводит и разводит катушки первичной и вторичной обмотки между собой, от чего изменяется электромагнитное поле. Если нужно убавить ток — вращайте ручку против часовой стрелки. Для добавления силы тока, крутите ручку по часовой стрелке.
Второй способ — ступенчатый. Он есть только у промышленных версий и заключается в переключении витков обмотки. Механизм действует быстро, но не позволяет установить точных значений. У большинства трансформаторов нет дисплея, поэтому дугу нужно пробовать на черновом металле каждый раз после изменения настроек.
Как уменьшить ток, если ручка уже накручена до упора? СкрытьПодробнее
Бывает, что сила тока убавлена до минимума, а металл все-равно прожигается. Тогда используют дополнительное приспособление — сталистую пружину, фиксируемую между прижимом массы и изделием. Ее витки создают дополнительное сопротивление, снижая силу тока. Но при этом пружина греется, поэтому расположите ее на негорючей поверхности или подвесьте.
Но при этом пружина греется, поэтому расположите ее на негорючей поверхности или подвесьте.
Лучше использовать аппараты с постоянным током. Но если такой возможности нет, намотайте в один ряд поверх покрытого электрода оголенную медную проволоку. Она будет плавиться и добавляться вместе с присадочным металлом, смягчая сплав. Это сократит количество микротрещин при остывании чугуна.
Трансформатор сильно тарахтит, что делать? СкрытьПодробнееДа, аппараты на переменном токе сильно гудят и тарахтят. Работать рядом целый день не комфортно. Снизить шум можно, установив аппарат на резиновый коврик, плотно стянув все соединения на корпусе, подложив в соприкасающиеся металлические части кожуха прослойки асбеста.
Что делать, если произошло короткое замыкание обмотки трансформатора? СкрытьПодробнее
Если сам проводник целый, потребуется перемотать катушку трансформатора с нанесением нового слоя изоляции.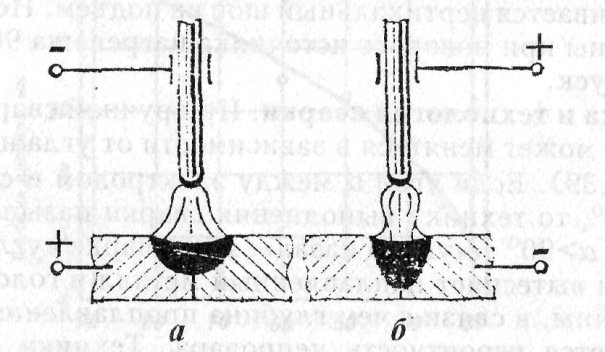 В случае обрыва проводника нужна новая обмотка. Лучше доверить эту работу сервисному центру.
В случае обрыва проводника нужна новая обмотка. Лучше доверить эту работу сервисному центру.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Можно ли работать на постоянном токе электродами переменного тока
Многие сварщики, которые, возможно, работали уже долгое время по данной профессии, может быть, никогда не сталкивались со свариванием электродами переменного тока с использованием постоянного тока. Одни говорят, что такое нереально, а если и реально, то качество сваривания очень сильно пострадает. Другие сварщики доказывают, что производить сваривание электродами переменного тока можно и даже очень успешно. Как не затеряться во мнениях и получить ответ на вопрос?
Давайте разберем все по порядку и получим верный ответ.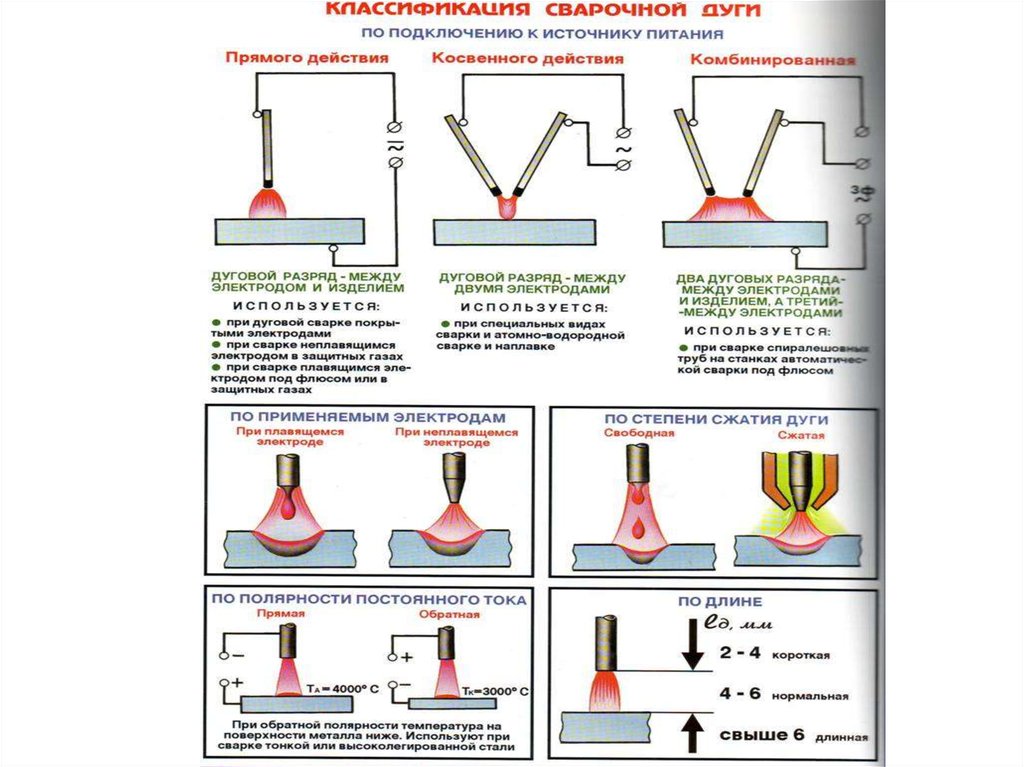
Преимуществом сваривания электродами постоянного тока с использованием постоянного тока обратной полярности, является то, что Вы можете производить сварочный шов более высокого качества. Также преимуществом является возможность производить сваривание с использованием электродов переменного тока. Получается, что Вы можете производить сваривание, электродами переменного тока, используя постоянный ток.
Однако у электродов для сваривания с использованием постоянного тока есть одна особенность. Ними нельзя производить сваривание на переменном токе. Причиной этому является отличие в обмазке сварочного электрода. В переменном токе обмазка рассчитана на то, чтобы в тот момент, когда отсутствует ток, электрод не угасал. Производя сваривание с использованием постоянного тока, Вам нужно использовать вольфрамовые или угольные электроды.
У сваривания постоянным током есть еще много особенностей, поэтому, безусловно, сваривание электродами переменного тока с использованием постоянного тока – это допустимая возможность производить сварочные работы. Однако сварочный аппарат для произведения сваривания постоянным током имеет большую стоимость, чем инвертор для сваривания с использованием переменного тока. Поэтому многие сварщики решают использовать электроды переменного тока для сваривания переменным током.
Однако сварочный аппарат для произведения сваривания постоянным током имеет большую стоимость, чем инвертор для сваривания с использованием переменного тока. Поэтому многие сварщики решают использовать электроды переменного тока для сваривания переменным током.
Рекомендую почитать:
Отказавшись от возможности производить сваривание постоянным током, они теряют как качество сварочного шва, так и комфорт при сваривании вместе со скоростью произведения сварочных работ. Те, кто отказался от сваривания постоянным током, уверены, что приобрести сварочный аппарат для сваривания с использованием постоянного тока по выгодной цене практически нереально. Это означает, что они не знают популярных заводов-изготовителей электродов и сварочного оборудования, которые продают как раз такие инверторы по ценам, выгодным для сварщиков.
Найти магазины, которые продают продукцию таких заводов недорого, Вы можете на странице нашего сайта «Контакты». Там Вы сможете получить ссылки на сайты заводов-изготовителей сварочной продукции и оборудования. Перейдя на их сайт, Вы можете сделать покупку, не вставая со своего мягкого стула. Такую возможность не упускают многие сварщики, потому что, имея в своем распоряжении сварочный аппарат для сваривания постоянным током, Вы сможете делать свою работу быстрее.
Там Вы сможете получить ссылки на сайты заводов-изготовителей сварочной продукции и оборудования. Перейдя на их сайт, Вы можете сделать покупку, не вставая со своего мягкого стула. Такую возможность не упускают многие сварщики, потому что, имея в своем распоряжении сварочный аппарат для сваривания постоянным током, Вы сможете делать свою работу быстрее.
Обратный ток при сварке
Каждый сварочный инвертор имеет две клеммы для подключения. На одну подключают электрод или сварочную горелку, а другую замыкают на сварочном изделии. При этом на инверторах постоянного тока предусмотрены положительная и отрицательная клемма. Поэтому при сварке и наплавке постоянным током существуют понятия полярности: прямой и обратной.
Полярность определяется тем, к какой клемме подключают электрод. Ток обратной полярности при сварке появляется при подключении изделия к «минусу», а электрода – к «плюсу». Прямая подразумевает, что электрод подключен к отрицательной клемме, а изделие – к положительной.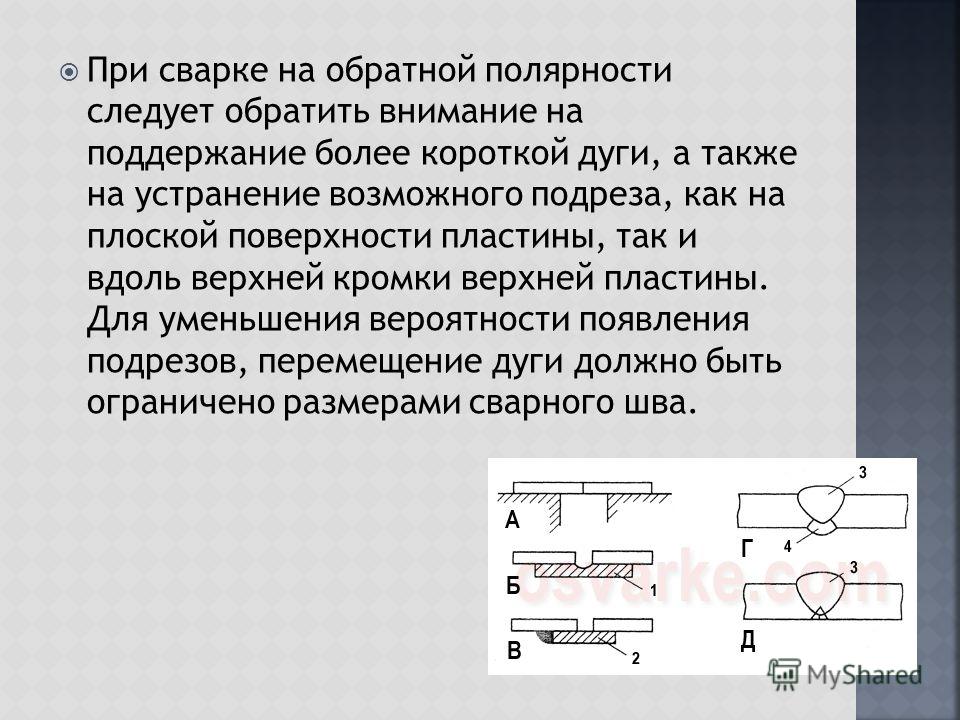
Прямой и обратный ток при сварке имеют ряд существенных отличий, позволяющих использовать каждый тип тока для разных условий. Тип подключения влияет на особенности сварочного тока, характеристики процесса и его итоговый результат. С помощью советов нашей статьи вы сможете разобраться в отличиях типов подключения.
Рассмотрение понятия следует начать с основ – особенностей явления постоянного тока. На кончике электрода во время сварки появляется термическое пятно. Оно отличается высокой температурой, позволяющей расплавлять основной металла и сварочные материалы и с их помощью формировать шов.
Температура пятна зависит от его вида. В зависимости от подключения различают катодное и анодное пятно. Поэтому температура зависит от клеммы, к которой подключен электрод. Температура анодного пятна может достигать 4000oC, а катодного гораздо ниже – его температура обычно не превышает 3200oC.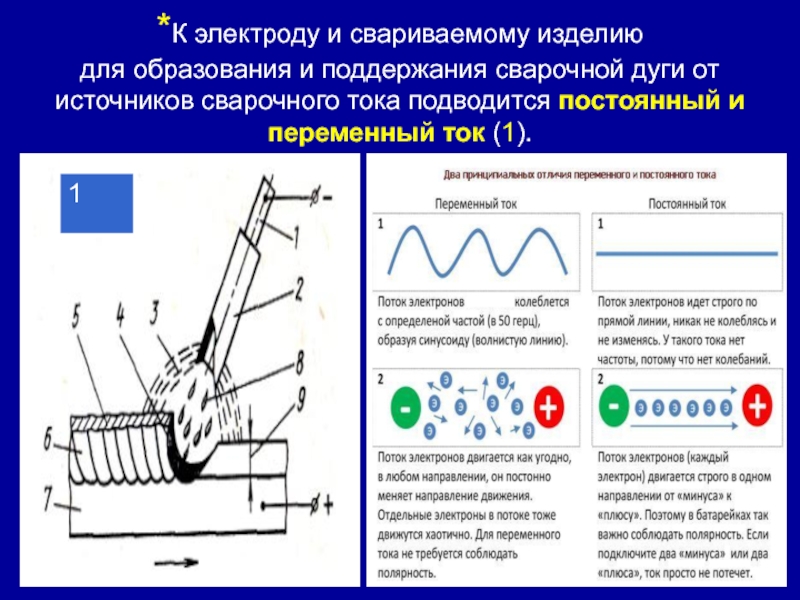
При прямом подключении на конце электрода появляется катодное пятно. Заготовка при этом будет анодом, и основная температура будет фиксироваться на самом изделии.
Из-за подключения к положительной клемме обратный ток предполагает, что на электроде образуется анодное пятно. Выступающим катодом основной металл будет получать меньше тепла и будет меньше нагревается.
Помимо температуры есть и другие отличия:
- чтобы получить более глубокую сварочную ванну и более глубокий шов, используют прямое подключение, но при этом шов будет узким, а при обратном шов шире, но не такой глубокий,
- при прямой дуга горит стабильнее, а при обратном токе за ней нужно тщательно следить, чтобы избежать ее скачков и гашения, особенно на низких токах,
- расход электродов на прямом токе выше, потому что они быстрее плавятся, а за счет обратной полярности расход материалов можно снизить,
- из-за слабого нагрева обратный ток практически не способен прожечь металл, поэтому лучше подходит для работы с тонкими изделиями до 3мм, вот прямой ток нагревает сильнее и чаще применяется для более толстых деталей.


Итоговую схему подключения выбирают по роду металла, его толщине, а также по виду сварочных материалов. Например, многие высоколегированные стали и чувствительные металлы лучше варить обратным током, чтобы снизить вероятность перегрева. Электроды для переменного тока нельзя применять для прямой полярности. Для обратного не подойдут чувствительные к перегреву электроды. Независимо от подключения в каждом случае нужно соблюдать и другие рекомендации по сварочному процессу, особенно в вопросах предварительного нагрева или остывания заготовок.
Возможен ли
ток обратной полярности при сварке переменным током
Ответ на этот вопрос очень прост: нет. Суть переменного тока заключается в автоматическом изменении полярности с заданной частотой без переключения. Сварщик никаким образом не может влиять на это и не может самостоятельно менять полярность тока по желанию в принципе. Поэтому переменный ток обратной полярности при сварке не существует.
Чем отличаются электроды постоянного и переменного тока
Чем отличаются электроды постоянного и переменного тока?Многие, даже те, кто умеет варить электросваркой, не знают, чем отличаются электроды постоянного и переменного тока. При внешнем осмотре разницу увидеть между ними не получится, однако на упаковке с электродами, четко указано, для какого тока (переменного или постоянного), они предназначены.
Первое и главное отличие электродов постоянного тока от переменного заключается в том, что при сварке на переменном токе, на электрод подается ток с определенной частотой, как правило, 50 герц. Однако, если вы будете варить электродами УОНИ, которые предназначены для сварки постоянным током, то они будут все время прилипать к металлу, а добиться стабильной дуги при сварке, навряд ли получится.
Раньше, когда инверторов не было, для сварки применялись исключительно трансформаторы, которые выдавали переменный ток. Поэтому все электроды выпускались именно для работы с переменным током. С появлением сварочных инверторов, все изменилось. Они, как раз и были созданы для преобразования и выпрямления переменного тока, в постоянный, что дало массу преимуществ для сварки.
С появлением сварочных инверторов, все изменилось. Они, как раз и были созданы для преобразования и выпрямления переменного тока, в постоянный, что дало массу преимуществ для сварки.
При всем этом существует один нюанс, который связан вот с чем. Нет электродов, работающих исключительно от переменного тока. Простыми словами, электродами переменного тока можно варить и на постоянном токе, а вот наоборот, увы, не получится.
Чем отличаются электроды постоянного и переменного тока
На самом деле отличий достаточно много. Однако самое существенное из них, это обмазка электродов постоянного и переменного тока, она разная. Так, например, в электродах для сварки переменным током обмазка имеет такой состав, который позволяет при отсутствии тока, на доли секунд, не гаснуть электроду. В случае с электродами постоянного тока, дела обстоят несколько иначе.
Данные виды электродов отличаются не только своим покрытием, но и его химическим составом. Например, электроды АНО-6 и МР-3 имеют специальное рутиловое покрытие. Электроды ОЗС-12, АНО-21 и другие, имеют обычное. Более подробно о том, чем отличаются электроды УОНИ от МР-3 уже рассказывалось ранее, на сайте про сварку mmasvarka.ru.
Например, электроды АНО-6 и МР-3 имеют специальное рутиловое покрытие. Электроды ОЗС-12, АНО-21 и другие, имеют обычное. Более подробно о том, чем отличаются электроды УОНИ от МР-3 уже рассказывалось ранее, на сайте про сварку mmasvarka.ru.
Кроме того, из основных отличий электродов постоянного и переменного тока, следует выделить следующее:
- Переменный ток хорошо подходит для сварки толстых изделий из низкоуглеродистых сталей. Варить чугун, используя для этого медные электроды, возможно, только сварочным аппаратом постоянного тока.
- На сварочном инверторе постоянного тока, есть возможность изменить полярность, что даёт дополнительные преимущества. Сделать это при сварке переменным током, увы, нельзя. Также следует отметить и более стабильное горение дуги на постоянном токе, красивые и ровные сварочные швы, особенно при сварке тонкого металла.
- Электроды постоянного тока не будут работать на сварочном аппарате переменного тока, а наоборот, будут.
- На постоянном токе получится варить нержавеющими электродами, на переменном токе, нет.
- Сварочные инверторы имеют плавную регулировку постоянного тока, поэтому варить ими намного проще, даже тонкими электродами.

Как видно, сварочные аппараты переменного и постоянного тока, как и электроды к ним, имеют существенные различия.
Для использования в домашних условиях или если нужно быстро освоить электросварку, сварочный инвертор куда лучше подходит для этих целей.
Поделиться в соцсетях
Сварка алюминия постоянным или переменным током
Алюминий и его сплавы применяются в самых разных отраслях промышленности, а свою популярность и распространенность металл получил благодаря таким характеристикам, как низкая плотность, устойчивость к коррозии и ее пагубному воздействию, а также большая удельная плотность.
Чистый алюминий применяется в таких сферах, как электротехника, химическая и пищевая промышленность, потому как данный металл имеет невысокую прочность. Его сплавы находят более широкое применение, потому как их прочность выше, чем чистый металл. Примечательно, что некоторые сплавы алюминия по прочности превосходят чугун, некоторые виды стали и некоторые цветные металлы и их сплавы. Сваривание алюминия часто производится с использованием обратной полярности. Это связано с несколькими особенностями алюминия и его сплавов.
Его сплавы находят более широкое применение, потому как их прочность выше, чем чистый металл. Примечательно, что некоторые сплавы алюминия по прочности превосходят чугун, некоторые виды стали и некоторые цветные металлы и их сплавы. Сваривание алюминия часто производится с использованием обратной полярности. Это связано с несколькими особенностями алюминия и его сплавов.
Главной особенностью работы при сваривании алюминия является образование оксидной пленки во время сварочного процесса. Образовавшаяся пленка характеризуется высокой тугоплавкостью и может образовываться на поверхности сварочной ванны, препятствуя высокому качеству сварочного соединения, и сказывается на стабильности проведения сварочных работ не исключая возможности образования непроваров и трещин в швах.
По приведенным выше причинам сварка алюминия во многом зависит от правильного подбора сварочного тока. Многие специалисты рекомендуют применять для сварки вольфрамовые электроды, которые принято считать неплавящимися. Стоит отметить, что мнения специалистов в отношении сварочного тока немного различаются, ведь одни советуют применять только переменный ток, а другие не исключают возможности применения постоянного тока с условием создания обратной полярности.
При использовании постоянного тока прямой полярности, можете ожидать следующие проблемы:
- — быстрое плавление присадочного прутка, не сплавляясь с основным металлом;
- — сварочный шов с прожогами и налетом черного цвета;
- — высокая сложность поддержания сварочной дуги;
- — сложности с поджогом дуги;
- — сильное разбрызгивание металла;
Сваривание алюминия с применением обратной полярности позволяет с успехом преодолевать оксидную пленку и производить сваривание высокого качества.
Сварочные работы с алюминием и его сплавами с помощью переменного тока производятся в среде защитных газов. Обычно для такой цели используется популярный инертный газ аргон. При выполнении сварочных работ нужно использовать TIG-режим на переменном токе.
При выполнении сварочных работ нужно использовать TIG-режим на переменном токе.
Для успешного сваривания алюминия переменным током требуется поддерживать вертикальный угол горения горелки, рассчитывать расход газа, после завершения работы совершить продувку газом, что позволит защитить сварочный шов от негативного воздействия окружающей среды и других факторов.
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Сварка переменным током характеризуется менее устойчивым поведением дуги. Это происходит в силу многократного изменения полярности дуги за единицу времени. Что негативно сказывается на качестве шва – он получается более широким и при сварке переменным током чаще образуется такой дефект, как набрызг капель металла вокруг сварного шва. Именно поэтому сварочные электроды переменного тока призваны компенсировать эти недостатки сварки. Впрочем, все электроды для переменного тока приспособлены к сварке постоянным током.
Впрочем, все электроды для переменного тока приспособлены к сварке постоянным током.
По сути, электроды для сварки переменным током есть пережиток прошлого, так как ещё не в столь отдаленную эпоху сварка постоянным током была чрезвычайно дорога. Приходилось идти на компромисс с качеством в угоду себестоимости конечной продукции. Такая ситуация возникала из-за того, что выпрямительные элементы, рассчитанные на большие сварочные токи, до последнего времени были слишком громоздкими, дорогими и имели низкий КПД.
Все изменилось с появлением малогабаритных высокоэффективных полупроводниковых выпрямителей последнего поколения. А после изобретения инвертеров ручная дуговая сварка стала доступна каждому. В статье Электроды для инверторов приведены марки электродов подходящих для инверторной сварки. Тем не менее, богатый опыт, накопленный за десятилетия производства и совершенствования сварочных электродов переменного тока, находит применение и в инверторной сварке.
Наиболее ходовыми марками электродов для сварки переменным током являются АНО, ОЗС и МР. Они различаются не только по виду покрытия, но и по химическому составу самих электродов. Так, электроды МР-3 и АНО-6 имеют рутиловое – основное и ильменитовое покрытие соответственно, а все остальные электроды переменного тока МР-3С, ОЗС-12, ОЗС-6, ОЗС-4, АНО-6, АНО-4, АНО-21– рутиловое. И охватывают согласно статьи Электроды для сварки стали основной спектр свариваемых сталей малоуглеродистые, углеродистые и низколегированные. Все электроды переменного тока универсальны, они могут использоваться так и для сварки постоянным током.
Марки электродов для переменного тока MP-3С, MP-3, ОЗС-12, ОЗС-6, ОЗС-4, AHO-21, AHO-6, AHO-4.
Цена электродов для переменного тока MP-3С, MP-3, ОЗС-12, ОЗС-6, ОЗС-4, AHO-21, AHO-6, AHO-4.
| При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов. |

 Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла.
Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла. Для получения обратной делают все противоположным способом.
Для получения обратной делают все противоположным способом. Сварку дуговым способом на переменном токе осуществляют, когда предстоит совместить детали, выполненные из низколегированной стали. При этом желательно использование электродов, имеющих рутиловое покрытие. Сварку постоянным током можно осуществлять двумя способами — прямым и обратным.
Сварку дуговым способом на переменном токе осуществляют, когда предстоит совместить детали, выполненные из низколегированной стали. При этом желательно использование электродов, имеющих рутиловое покрытие. Сварку постоянным током можно осуществлять двумя способами — прямым и обратным.



 Нюансами сварки обратным током являются:
Нюансами сварки обратным током являются:
 Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.
Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение. Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги. Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
 Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
 Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса.
Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса. При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы.
При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.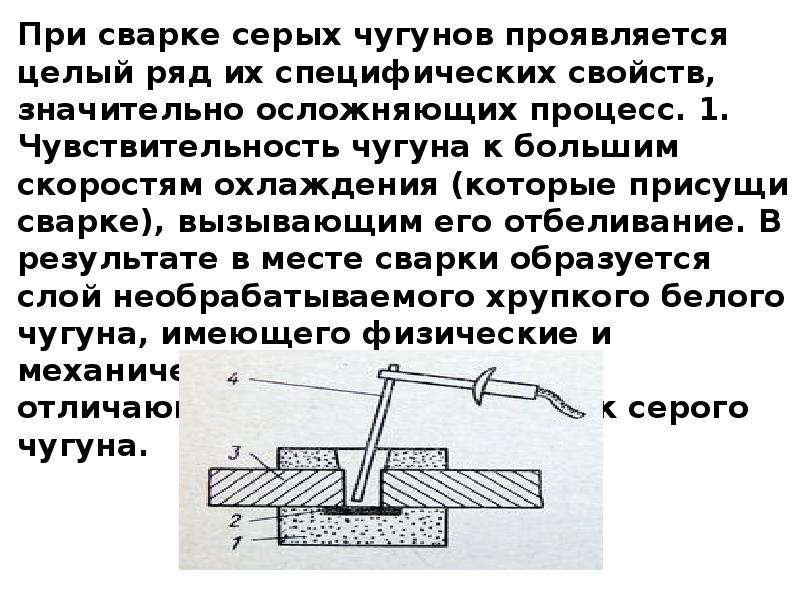 Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.
Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
Предварительный анализ и справочники помогут эффективно подойти к этому вопросу. Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.


Электрическая скороварка eWant 24 В постоянного тока — подходит для целевого назначения
Д-р Саймон Бэтчелор (Gamos Ltd.)
Электрическая скороварка eWant 24V DC. Другая работа показала, что электрические скороварки имеют хорошие возможности для домашних хозяйств сэкономить деньги на своем топливе и перейти к экологически чистому приготовлению пищи, современному опыту приготовления пищи на энергии. Основываясь на этом объеме работы, мы отмечаем, что, хотя большинство имеющихся в продаже электрических скороварок работают на переменном токе (AC) 110 В или 230 В, в сообществе автономных солнечных домашних систем и автономных солнечных мини-систем постоянного тока были некоторые дискуссии. сетевое сообщество потребности в EPC постоянного тока.
Основываясь на этом объеме работы, мы отмечаем, что, хотя большинство имеющихся в продаже электрических скороварок работают на переменном токе (AC) 110 В или 230 В, в сообществе автономных солнечных домашних систем и автономных солнечных мини-систем постоянного тока были некоторые дискуссии. сетевое сообщество потребности в EPC постоянного тока.
Теоретически поддержание формы электричества постоянного тока от батареи без инверсии и использование ее для питания EPC постоянного тока могло бы быть более эффективным, чем преобразование в электричество переменного тока. В настоящее время в большинстве случаев накопителем энергии в бытовых системах, как правило, является химическая батарея, а в последние годы вместо свинцово-кислотной батареи используется фосфат лития-железа. Устройство с более низким энергопотреблением может гарантировать, что батареи не будут подвергаться быстрой разрядке, превышающей их коэффициент C.Устройство малой мощности будет полезно для перехода и модернизации от систем домашнего освещения к системам, которые могут включать в себя нагрузку для приготовления пищи. Устройство постоянного тока действительно устраняет необходимость в инверторе и, как таковое, снижает стоимость системы, способствует общему дизайну системы и эффективности системы.
Устройство постоянного тока действительно устраняет необходимость в инверторе и, как таковое, снижает стоимость системы, способствует общему дизайну системы и эффективности системы.
У нас были разочарования — при довольно обширном поиске в Интернете и обсуждениях с китайскими заводами в период с 2017 по 2019 год единственной электрической скороваркой постоянного тока на рынке была версия BES 12 В и 24 В.Эти устройства были протестированы Центром науки и технологий в области возобновляемых источников энергии (CREST) Университета Лафборо. В «Сравнение функций и характеристик безопасности электрических скороварок» команда CREST из Лафборо задокументировала функции и характеристики безопасности ряда коммерческих электрических скороварок. В документе высказывались опасения по поводу безопасности 12V EPC. Эти опасения были отражены в «Краткой оценке производительности и безопасности электрической скороварки 24 В постоянного тока, предназначенной для внутреннего рынка Китая», а недавно прибор BES Tesga был исключен из конкурса Global Leap Awards из соображений безопасности.
Это было глубокое разочарование — EPC на 24 В постоянного тока был в нашем списке желаний как программа в течение последних 2 лет. Из-за отсутствия альтернатив на рынке программа MECS активно стремилась стимулировать производство кухонных плит постоянного тока. Это включало посещение ключевых заводов в Китае и обсуждения с дизайнерами и производителями. В 2020 году был идентифицирован новый EPC постоянного тока, созданный компанией Foshan Shunde Ewant Electrical Technology Co Ltd , которая продает свою продукцию под названием eWant.
Образец из шести устройств был доставлен в Великобританию для испытаний. В итоговом рабочем документе прибор проходит большинство тестов, указанных в протоколе испытаний электрических скороварок Global Leap.
Электрическая скороварка eWant 24 В постоянного тока представляет собой хорошо сделанное устройство, которое безопасно доставит удовольствие от приготовления пищи. Он нагнетает давление, включается и выключается, закрывает крышку под давлением и обладает большинством функций современных электрических скороварок, используемых в Европе и США для работы от сети переменного тока. При такой низкой номинальной мощности EPC требуется больше времени, чем большинству коммерческих EPC переменного тока, чтобы достичь фазы давления, и те, кто имеет опыт использования EPC, могут обнаружить, что это «медленно». Однако это устройство, вероятно, будет использоваться в сельских домохозяйствах, которые привыкли собирать дрова, разводить огонь, ждать, пока огонь разогреется, а затем готовить — и, учитывая общее время, необходимое для приготовления пищи, устройство, вероятно, даст очень ценно сокращение общего времени. Это также подарит чистоту, удобство (прибор можно оставить во время приготовления) и приятное впечатление.Некоторые виды жарки могут быть невозможны — требуются дальнейшие исследования.
При такой низкой номинальной мощности EPC требуется больше времени, чем большинству коммерческих EPC переменного тока, чтобы достичь фазы давления, и те, кто имеет опыт использования EPC, могут обнаружить, что это «медленно». Однако это устройство, вероятно, будет использоваться в сельских домохозяйствах, которые привыкли собирать дрова, разводить огонь, ждать, пока огонь разогреется, а затем готовить — и, учитывая общее время, необходимое для приготовления пищи, устройство, вероятно, даст очень ценно сокращение общего времени. Это также подарит чистоту, удобство (прибор можно оставить во время приготовления) и приятное впечатление.Некоторые виды жарки могут быть невозможны — требуются дальнейшие исследования.
В качестве устройства постоянного тока это очень долгожданное дополнение к набору автономных устройств, которые могут работать в домашних солнечных системах, где нет подключения к сети. Его можно считать энергоэффективным прибором, который использует приготовление под давлением для сокращения времени приготовления таких продуктов, как бобы, для длительного приготовления. В качестве устройства постоянного тока он устраняет потребность в инверторе между батареей и устройством и может снизить стоимость системы.
В качестве устройства постоянного тока он устраняет потребность в инверторе между батареей и устройством и может снизить стоимость системы.
Так как многие сельские семьи относительно большие, пользователи могут с сомнением сказать, что горшок на 2 литра слишком мал (официально 2,5 литра). Однако, если его использовать как введение в интересный продукт, который снижает дымность и имеет удобство современной энергетической кухни, тогда он может найти рынок.
Стоит отметить, что ранние источники света в Solar Home Systems были не очень мощными и едва давали достаточно света, чтобы видеть, не говоря уже о чтении и выполнении домашних заданий.С введением солнечного света были получены успехи в обучении, и теперь продукты на рынке сложны и обладают значительной энергоэффективностью. Этот EPC предлагает аналогичную отправную точку, где он может не соответствовать оптимальным потребностям семьи, но обеспечивает уровень современности, который ведет к успехам в обучении.
Он еще не рекламируется на веб-сайте компании, но запросы через Alibaba могут привести к доставке того, что сейчас является коммерческим продуктом. Компания работает над более крупным прибором с большим котлом, работающим при напряжении 36 В постоянного тока и мощности 500 Вт.
…………………………………………………………………………………………………………………………
Рекомендуемое изображение: Фотография Шэрон Питтэуэй на Unsplash.
Гриль с прямым нагревом: Рецепты и приготовление: Food Network | Рецепты, ужины и идеи простых блюд
Гриль с прямым нагревом — это приготовление пищи непосредственно над источником тепла, обычно на горячем огне, на протяжении всего процесса приготовления. Он хорош для тонких нарезок (толщиной менее двух дюймов) мяса, морепродуктов или овощей и идеально подходит для гамбургеров.При использовании газового гриля включите все вентили на одинаковый уровень. Если вы используете древесный уголь, равномерно разложите угли по всей зоне для приготовления пищи.
Чтобы оценить уровень нагрева углей, держите руку примерно на пять дюймов прямо над грилем. Если вы можете подержать его там на секунду, он очень горячий; за две секунды жарко; от трех до четырех — средний; для пяти — средне-низкий, для шести — низкий.
Зажигание угля для прямого гриля
1.Установите гриль на ровную поверхность на открытом пространстве. Снимите решетки, вылейте старую золу и откройте вентиляционные отверстия на крышке.
2. Поместите решетку для угля (меньшую решетку) на дно решетки.
3. Заполните большую дымовую трубу брикетами древесного угля или древесным углем твердых пород — и то и другое можно найти в вашем местном хозяйственном магазине. Брикеты горят медленно, при умеренно высокой температуре; древесный уголь твердой древесины горит горячо и быстро. Нам нравится их сочетание: используйте большой дымоход для брикетов; через несколько минут начните использовать древесный уголь меньшего размера с древесным углем (или бросьте древесный уголь на горячие брикеты, как только они окажутся на гриле).Только не объединяйте их в одном дымоходе — твердая древесина готова раньше, чем брикеты.
4. Поместите стартер (ы) дымохода в безопасное место, желательно прямо на решетку для угля. Неплотно засуньте один или два листа газеты под дымоход (или воспользуйтесь быстросъемным кубиком, который можно купить в хозяйственных магазинах) и зажгите спичкой или зажигалкой. При использовании этого метода вам не понадобится жидкость для зажигалок. Угли готовы, когда пламя больше не видно и угли покрываются серым пеплом, примерно через 20 минут.
Неплотно засуньте один или два листа газеты под дымоход (или воспользуйтесь быстросъемным кубиком, который можно купить в хозяйственных магазинах) и зажгите спичкой или зажигалкой. При использовании этого метода вам не понадобится жидкость для зажигалок. Угли готовы, когда пламя больше не видно и угли покрываются серым пеплом, примерно через 20 минут.
5. Равномерно распределите горячие угли по решетке для угля и поставьте решетку на место. Разогрейте решетку примерно 10 минут, потрите щеткой для гриля, и все готово.
6. Закончив приготовление на гриле, закройте решетку крышкой и закройте вентиляционные отверстия.
Медленное электричество: возвращение постоянного тока?
Изображение: Брайтонская электрическая световая станция, 1887 г. Стационарные паровые машины приводят в действие генераторы постоянного тока с помощью кожаных ремней. Источник.
(Эта статья переведена на французский язык).
Электроэнергия может производиться и распределяться с использованием переменного или постоянного тока.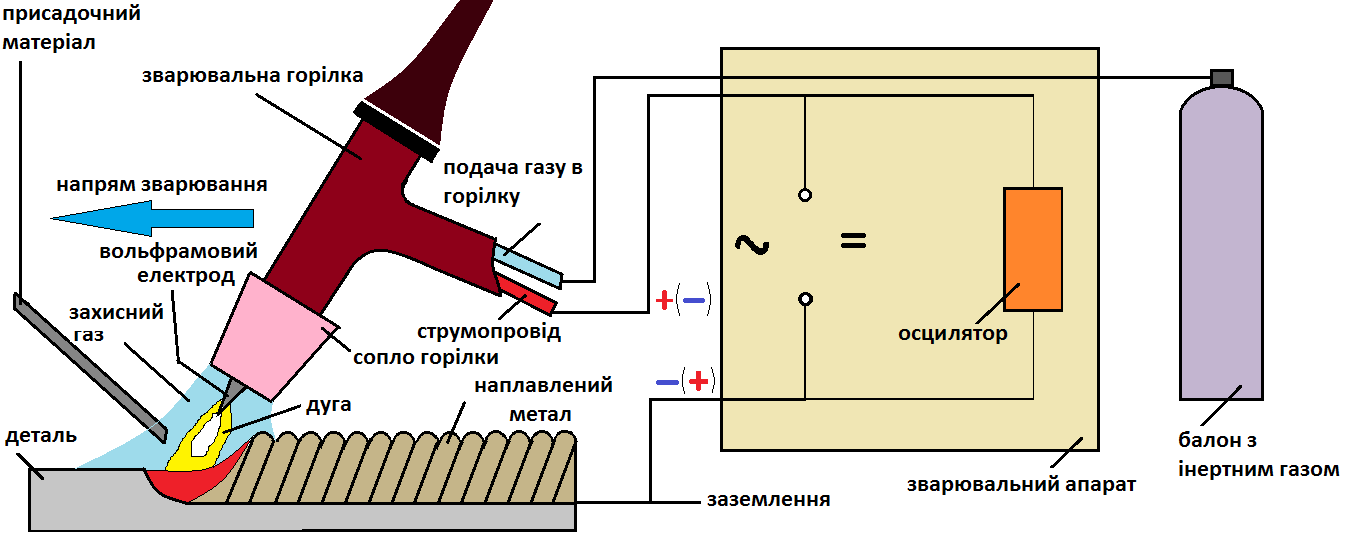 В случае с электричеством переменного тока ток периодически меняет направление, в то время как напряжение меняется на противоположное вместе с током. В случае электричества постоянного тока ток течет в одном направлении, а напряжение остается постоянным. Когда в последней четверти девятнадцатого века была введена передача электроэнергии, переменный и постоянный ток конкурировали за то, чтобы стать стандартной системой распределения электроэнергии — период в истории, известный как «война токов».
В случае с электричеством переменного тока ток периодически меняет направление, в то время как напряжение меняется на противоположное вместе с током. В случае электричества постоянного тока ток течет в одном направлении, а напряжение остается постоянным. Когда в последней четверти девятнадцатого века была введена передача электроэнергии, переменный и постоянный ток конкурировали за то, чтобы стать стандартной системой распределения электроэнергии — период в истории, известный как «война токов».
AC выиграл, в основном из-за его более высокой эффективности при транспортировке на большие расстояния. Электрическая мощность (выраженная в ваттах) равна току (выраженному в амперах), умноженному на напряжение (выраженному в вольтах). Следовательно, данное количество мощности может быть произведено низким напряжением с более высоким током или высоким напряжением с более низким током. Однако потери мощности из-за сопротивления пропорциональны квадрату тока. Следовательно, высокое напряжение является ключом к энергоэффективной передаче электроэнергии на большие расстояния. [1]
[1]
Изобретение трансформатора переменного тока в конце 1800-х годов позволило легко повысить напряжение для передачи энергии на большие расстояния, а затем снова понизить его для местного использования. С другой стороны, электричество постоянного тока нельзя было эффективно преобразовать в высокое напряжение до 1960-х годов. Следовательно, было невозможно эффективно передавать мощность на большие расстояния (> 1-2 км).
Иллюстрация: динамо-машина центральной электростанции Brush Electric Company приводила в действие дуговые лампы для общественного освещения в Нью-Йорке.Начав работу в декабре 1880 года по адресу 133 West Twenty-Fifth Street, он питал цепь длиной 2 мили (3,2 км). Источник: Wikipedia Commons.
Сеть постоянного тока предполагала установку относительно небольших электростанций в каждом районе. Это было не идеально, потому что эффективность паровых двигателей, приводивших в движение динамо-машины, зависела от их размера: чем больше паровой двигатель, тем эффективнее он становится. Кроме того, паровые двигатели были шумными и вызывали загрязнение воздуха, в то время как низкая транспортная эффективность постоянного тока исключала использование более удаленных чистых источников гидроэнергии.
Более чем сто лет спустя переменный ток по-прежнему составляет основу нашей энергетической инфраструктуры. Хотя высоковольтный постоянный ток все больше используется для транспортировки на большие расстояния, все электрические сети в зданиях основаны на переменном токе 110 В или 220 В. Низковольтные системы постоянного тока сохранились в автомобилях, грузовиках, автодомах, караванах и лодках, а также в телекоммуникационных офисах, удаленных научных станциях и убежищах для чрезвычайных ситуаций. В большинстве этих примеров устройства питаются от батарей, работающих от 12, 24 или 48 В постоянного тока.
Возобновление интереса к источникам питания постоянного тока В последнее время два сходящихся фактора возродили интерес к распределению энергии постоянного тока. Во-первых, теперь у нас есть лучшие альтернативы децентрализованному производству электроэнергии, наиболее значительными из которых являются солнечные фотоэлектрические панели. Они не загрязняют окружающую среду, и их эффективность не зависит от их размера. Поскольку солнечные панели могут быть расположены прямо там, где есть потребность в энергии, передача энергии на большие расстояния не является обязательной. Кроме того, солнечные панели «естественным образом» производят энергию постоянного тока, как и химические батареи, которые являются наиболее практичной технологией хранения для фотоэлектрических систем.
Во-первых, теперь у нас есть лучшие альтернативы децентрализованному производству электроэнергии, наиболее значительными из которых являются солнечные фотоэлектрические панели. Они не загрязняют окружающую среду, и их эффективность не зависит от их размера. Поскольку солнечные панели могут быть расположены прямо там, где есть потребность в энергии, передача энергии на большие расстояния не является обязательной. Кроме того, солнечные панели «естественным образом» производят энергию постоянного тока, как и химические батареи, которые являются наиболее практичной технологией хранения для фотоэлектрических систем.
Солнечные фотоэлектрические панели, естественно, производят энергию постоянного тока, и растущая доля наших электроприборов работает от внутренних источников постоянного тока
Во-вторых, растущая доля наших электроприборов работает от источника постоянного тока. Это верно для компьютеров и всех других электронных устройств, а также для твердотельного освещения (светодиодов), телевизоров с плоским экраном, стереооборудования, микроволновых печей и все большего количества устройств, работающих от двигателей постоянного тока с регулируемой скоростью (вентиляторы, насосы). , компрессоры и тяговые системы).В течение следующих 20 лет мы можем увидеть, что до 50% общих нагрузок в домохозяйствах будет составлять потребление постоянного тока. [2]
, компрессоры и тяговые системы).В течение следующих 20 лет мы можем увидеть, что до 50% общих нагрузок в домохозяйствах будет составлять потребление постоянного тока. [2]
DC Электростанция Ипподрома в Париже. Паровая машина запускает несколько динамо-машин, питающих дуговые лампы. Источник неизвестен.
В здании, которое генерирует солнечную фотоэлектрическую энергию, но распределяет ее внутри по электрической системе переменного тока, требуется двойное преобразование энергии. Во-первых, мощность постоянного тока от солнечной панели преобразуется в мощность переменного тока с помощью инвертора. Затем мощность переменного тока преобразуется обратно в мощность постоянного тока адаптерами внутренних устройств постоянного тока, таких как компьютеры, светодиоды и микроволновые печи.Эти преобразования энергии подразумевают потери мощности, которых можно было бы избежать, если бы здание, работающее на солнечной энергии, было оборудовано распределительной системой постоянного тока. Другими словами, электрическая система постоянного тока может сделать солнечную фотоэлектрическую систему более энергоэффективной.
Другими словами, электрическая система постоянного тока может сделать солнечную фотоэлектрическую систему более энергоэффективной.
Поскольку эксплуатационное использование энергии и затраты на солнечную фотоэлектрическую систему равны нулю, более высокая энергоэффективность приводит к более низким капитальным затратам, поскольку для выработки определенного количества электроэнергии требуется меньше солнечных панелей.Кроме того, нет необходимости устанавливать инвертор, который является дорогостоящим устройством, которое необходимо заменять хотя бы один раз в течение срока службы солнечной фотоэлектрической системы. Более низкие капитальные затраты также подразумевают более низкую воплощенную энергию: если требуется меньше солнечных панелей и не требуется инвертор, для производства солнечной фотоэлектрической установки требуется меньше энергии, что имеет решающее значение для повышения устойчивости технологии.
Для выработки определенного количества электроэнергии требуется меньше солнечных панелей
Аналогичное преимущество применимо к электрическим устройствам.В здании с распределением мощности постоянного тока внутренние электрические устройства постоянного тока могут избавиться от всех компонентов, необходимых для преобразования переменного тока в постоянный. Это сделало бы их более простыми, дешевыми, надежными и менее энергоемкими в производстве. Адаптеры переменного / постоянного тока (которые могут быть размещены во внешнем источнике питания или в самом устройстве) часто являются компонентом, ограничивающим срок службы внутренних устройств постоянного тока, и они довольно значительны по размеру. [2]
Иллюстрация: Драйвер питания для светодиодной лампы мощностью 35 Вт.[3] Все части, необходимые для преобразования переменного тока в постоянный, отмечены.
Например, для светодиодной лампы примерно 40% печатной платы занято компонентами, необходимыми для преобразования переменного тока в постоянный. [3] Адаптеры переменного / постоянного тока имеют больше недостатков. В результате сомнительной коммерческой стратегии они обычно относятся к конкретному устройству, что приводит к пустой трате ресурсов, денег и места. Кроме того, адаптер продолжает использовать энергию, когда устройство не работает, и даже когда устройство не подключено к нему.
[3] Адаптеры переменного / постоянного тока имеют больше недостатков. В результате сомнительной коммерческой стратегии они обычно относятся к конкретному устройству, что приводит к пустой трате ресурсов, денег и места. Кроме того, адаптер продолжает использовать энергию, когда устройство не работает, и даже когда устройство не подключено к нему.
Распределение питания постоянного токасделает устройства более простыми, дешевыми, надежными и менее энергоемкими для производства
И последнее, но не менее важное: низковольтные сети постоянного тока (до 24 В) считаются безопасными от поражения электрическим током или возгорания, что позволяет электрикам устанавливать относительно простую проводку без заземления или металлических распределительных коробок и без защиты от прямого контакта. [4, 5, 6] Это еще больше увеличивает экономию средств и позволяет вам самостоятельно установить солнечную систему.Мы продемонстрируем такую систему DIY в следующей статье, где мы также объясним, как получить устройства постоянного тока или преобразовать устройства переменного тока в постоянный ток.
Однако важно отметить, что преимущества энергосберегающей сети постоянного тока не очевидны. Экономия энергии может быть значительной, но она также может быть очень маленькой или даже отрицательной. То, является ли постоянный ток хорошим выбором, зависит в основном от пяти факторов: конкретных потерь преобразования в адаптерах переменного / постоянного тока всех устройств, времени «нагрузки» (использования энергии), наличия накопителя электроэнергии, длина распределительных кабелей и мощность электроприборов.
Устранение инвертора приводит к вполне предсказуемой экономии энергии. Это касается только одного устройства с достаточно фиксированным КПД (+ 90% — хотя КПД может упасть примерно до 50% при низкой нагрузке). Однако этого нельзя сказать о AC / DC-адаптерах. Мало того, что адаптеров столько же, сколько и устройств с внутренним постоянным током, их эффективность преобразования также сильно различается: от менее 50% для устройств с низким энергопотреблением до более 90% для устройств с высоким энергопотреблением. [6, 7, 8]
[6, 7, 8]
Следовательно, общие потери энергии адаптеров переменного / постоянного тока могут сильно отличаться в зависимости от того, какие приборы используются в здании и как они используются.Так же, как инверторы, адаптеры тратят относительно больше энергии, когда используется мало энергии, например, в режимах ожидания или с низким энергопотреблением. [8]
Потери преобразования в адаптерах самые высокие для DVD / видеомагнитофонов (31%), домашнего аудио (21%), персональных компьютеров и сопутствующего оборудования (20%), перезаряжаемой электроники (20%), освещения (18%) и телевизоров (15%). %). Потери электроэнергии ниже (10-13%) для более приземленных приборов, таких как потолочные вентиляторы, кофеварки, посудомоечные машины, электрические тостеры, обогреватели, микроволновые печи, холодильники и т. Д.[8].
Освещение и компьютеры (которые имеют высокие потери переменного / постоянного тока) обычно составляют значительную долю от общего потребления электроэнергии в офисах, магазинах и институциональных зданиях. В домашних хозяйствах более разнообразная бытовая техника, в том числе устройства с меньшими потерями переменного / постоянного тока. Следовательно, система постоянного тока обеспечивает большую экономию энергии в офисах, чем в жилых зданиях.
В домашних хозяйствах более разнообразная бытовая техника, в том числе устройства с меньшими потерями переменного / постоянного тока. Следовательно, система постоянного тока обеспечивает большую экономию энергии в офисах, чем в жилых зданиях.
Наибольшее преимущество в центрах обработки данных, где компьютеры являются основной нагрузкой. Некоторые центры обработки данных уже перешли на системы постоянного тока, даже если они не работают от солнечной энергии.Поскольку большой адаптер более эффективен, чем множество маленьких адаптеров, преобразование переменного тока в постоянный на локальном уровне (с использованием выпрямителя большого объема), а не на отдельных серверах, может обеспечить экономию энергии от 5 до 30%. [6, 9] [10, 11]
Важность хранения энергии Если мы предположим, что потеря энергии в инверторе составит 10%, а средняя потеря 15% для всех адаптеров переменного / постоянного тока, мы ожидаем экономии энергии около 25% при переключении на распределение постоянного тока в здании, работающем от солнечных фотоэлектрических систем. Однако такая значительная экономия не гарантируется. Начнем с того, что большинство зданий, работающих на солнечной энергии, подключены к электросети. Они не хранят солнечную энергию в местных батареях, а полагаются на сеть, чтобы справиться с излишками и дефицитом.
Однако такая значительная экономия не гарантируется. Начнем с того, что большинство зданий, работающих на солнечной энергии, подключены к электросети. Они не хранят солнечную энергию в местных батареях, а полагаются на сеть, чтобы справиться с излишками и дефицитом.
В здании с солнечными батареями с чистым счетчиком только нагрузки, совпадающие с мощностью солнечной фотоэлектрической энергии, могут получить выгоду от сети постоянного тока
Это означает, что избыточная солнечная энергия должна быть преобразована из постоянного тока в переменный ток, чтобы отправить ее в электрическую сеть, в то время как мощность, взятая из сети, должна быть преобразована из переменного тока в постоянный ток, чтобы быть совместимой с системой распределения электроэнергии здание.Следовательно, в здании с солнечными фотоэлектрическими батареями с чистым счетчиком только нагрузки, совпадающие с выходной мощностью фотоэлектрических солнечных батарей, могут получить выгоду от сети постоянного тока.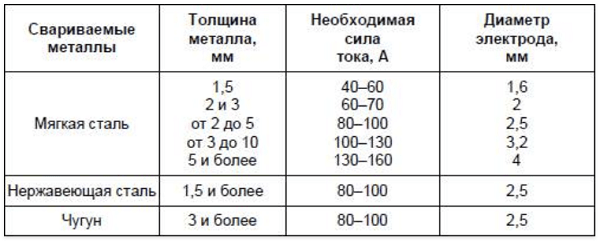
Ранние электростанции постоянного тока имели по динамо-машине для каждой лампочки. Источник неизвестен.
Еще раз, это означает, что преимущества эффективности системы постоянного тока обычно больше в коммерческих зданиях, где большая часть потребления электроэнергии совпадает с выходом постоянного тока из солнечной системы. С другой стороны, в жилых домах потребление энергии часто достигает пика по утрам и вечерам, когда солнечная энергия практически отсутствует.
Следовательно, есть лишь небольшое преимущество, которое можно получить от системы постоянного тока в жилом доме с сетевым счетчиком, так как большая часть электроэнергии в любом случае будет преобразована в переменный ток или из него. Недавнее исследование подсчитало, что система постоянного тока может повысить энергоэффективность американского дома с солнечной батареей и сетевым счетчиком в среднем всего на 5% — это средний показатель для 14 домов по США. [12] [13]
Автономные солнечные системы Чтобы полностью реализовать потенциал сети постоянного тока, особенно когда это касается жилого дома, нам необходимо хранить солнечную энергию в местных батареях.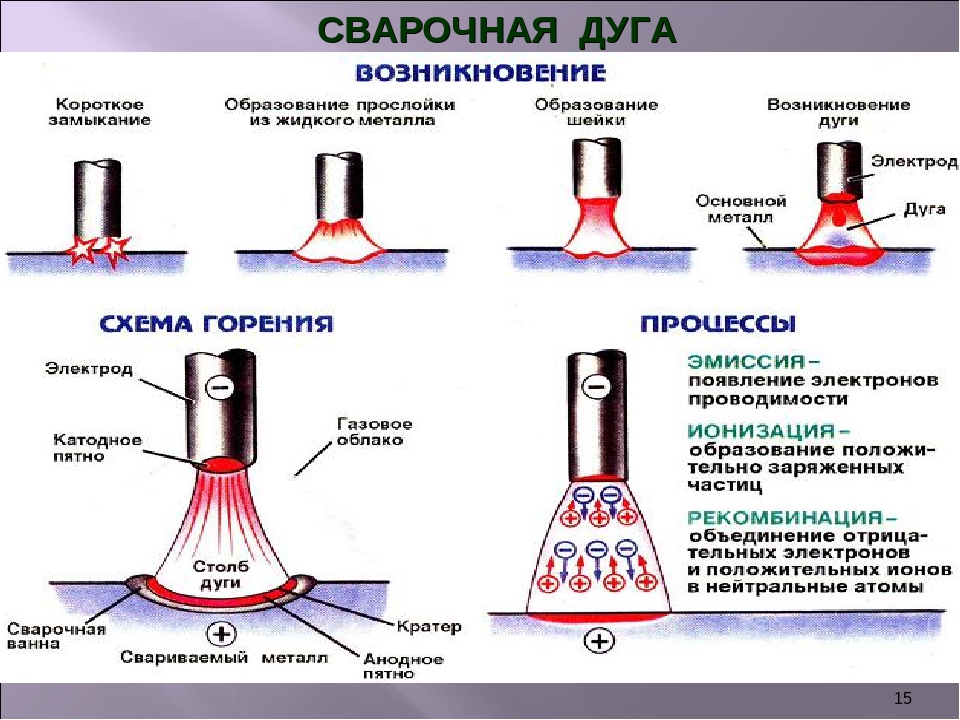 Таким образом, система может хранить и использовать энергию в форме постоянного тока. Накопление энергии может происходить в автономной системе, которая полностью независима от сети, но добавление некоторого количества аккумуляторов в здание с сетевым счетчиком также улучшает преимущества системы постоянного тока. Однако накопление энергии добавляет еще один вид потерь энергии: потери батарей при зарядке и разрядке. КПД для свинцово-кислотных аккумуляторов составляет 70-80%, а для литий-ионных — около 90%.
Таким образом, система может хранить и использовать энергию в форме постоянного тока. Накопление энергии может происходить в автономной системе, которая полностью независима от сети, но добавление некоторого количества аккумуляторов в здание с сетевым счетчиком также улучшает преимущества системы постоянного тока. Однако накопление энергии добавляет еще один вид потерь энергии: потери батарей при зарядке и разрядке. КПД для свинцово-кислотных аккумуляторов составляет 70-80%, а для литий-ионных — около 90%.
К сожалению, накопление энергии приводит к еще одному типу потерь энергии — потерям при зарядке и разрядке батарей — и сводит на нет экономические преимущества системы постоянного тока
Точное количество энергии, которое можно сэкономить с помощью локального аккумулятора, опять же, зависит от времени загрузки.Электроэнергия, потребляемая в течение дня, когда батареи полностью заряжены, не вызывает потерь при зарядке и разрядке. В этом случае экономия энергии в системе постоянного тока может составить 25% (10% при отказе от инвертора и 15% при отказе от адаптеров).
Однако электричество, используемое после захода солнца, снижает экономию энергии до 15% для литий-ионных аккумуляторов и от -5% до + 5% для свинцово-кислотных аккумуляторов. На самом деле электричество, вероятно, будет использоваться как до, так и после захода солнца, так что повышение эффективности будет где-то между этими крайностями (от -5% до 25% для свинцово-кислотных и 15-25% для литий-ионных).
Кенсингтонский суд: паровой двигатель, динамо-машина и батареи. Источник: Central-Station Electric Lighting, Killingworth Hedges, 1888.
С другой стороны, аккумуляторное хранение дает дополнительное преимущество: меньше или — в полностью независимой системе — нет дополнительных потерь энергии при передаче и распределении электроэнергии переменного тока на большие расстояния. Эти потери сильно различаются в зависимости от местоположения. Например, средние потери при передаче составляют всего 4% в Германии и Нидерландах, 6% в США и Китае и от 15 до 20% в Турции и Индии. [14] [15]
[14] [15]
Если мы добавим еще 7% экономии энергии за счет предотвращения потерь при передаче, автономная система постоянного тока может обеспечить экономию энергии от 2% до 32% для свинцово-кислотных аккумуляторов и от 22% до 32% для литий-ионных аккумуляторов. , в зависимости от сроков загрузки.
В автономной системе постоянного тока потребление электроэнергии можно удовлетворить с помощью солнечной системы, которая на одну пятую или треть меньше, в зависимости от типа используемых батарей
Предполагая, что потребление энергии составляет 50% в течение дня и 50% энергии в ночное время, мы получаем прирост на 17% для автономной системы с использованием свинцово-кислотных аккумуляторов и 27% для литий-ионных аккумуляторов.Это означает, что потребление электроэнергии можно удовлетворить с помощью солнечной системы, которая на одну пятую или треть меньше, соответственно. Общая экономия затрат останется немного больше, потому что нам по-прежнему не нужен инвертор, а затраты на установку ниже или отсутствуют вовсе.
К сожалению, внедрение накопителя электроэнергии на месте снова увеличивает капитальные затраты, потому что нам нужно вкладывать средства в батареи. Это сведет на нет то преимущество в стоимости, которое мы получили при выборе системы постоянного тока. То же самое и с энергией, инвестируемой в производственный процесс: автономная система постоянного тока требует меньше энергии для производства солнечных панелей, но требует, по крайней мере, такого же потребления энергии для производства батарей.
Однако мы должны сравнивать яблоки с яблоками: автономная солнечная система постоянного тока дешевле и более энергоэффективна, чем автономная система переменного тока, и это главное. Анализ жизненного цикла солнечных систем с нетто-счетчиком не соответствует действительности, потому что они игнорируют важный компонент систем солнечной энергии.
Потери в кабеле Но есть еще одна важная вещь, которую следует учитывать. Как мы видели, потери мощности из-за сопротивления пропорциональны квадрату тока. Следовательно, низковольтные сети постоянного тока имеют относительно высокие потери в кабеле внутри здания. Есть два способа, которыми потери в кабеле могут сделать выбор системы постоянного тока контрпродуктивным. Первый — это использование устройств высокой мощности, а второй — использование очень длинных кабелей.
Следовательно, низковольтные сети постоянного тока имеют относительно высокие потери в кабеле внутри здания. Есть два способа, которыми потери в кабеле могут сделать выбор системы постоянного тока контрпродуктивным. Первый — это использование устройств высокой мощности, а второй — использование очень длинных кабелей.
Регулировка напряжения на ранней электростанции. Источник неизвестен.
Потери энергии в кабелях равны квадрату силы тока (в амперах), умноженного на сопротивление (в омах). Сопротивление определяется длиной, диаметром и проводящим материалом кабелей.Медный провод сечением 10 мм2, распределяющий мощность 100 Вт при 12 В (8,33 А) на расстояние 10 метров, дает приемлемые потери энергии в размере 3%. Однако при длине кабеля 50 метров потери энергии становятся 16%, а на длине 100 метров потери энергии составляют 32% — этого достаточно, чтобы свести на нет преимущества эффективности сети постоянного тока даже в самом оптимистичном сценарии. .
Относительно высокие потери энергии в кабелях ограничивают использование приборов большой мощности
Относительно высокие потери в кабеле также ограничивают использование мощных устройств. Если вы хотите запустить микроволновую печь мощностью 1000 Вт в сети 12 В постоянного тока, потери энергии в сумме составят 16% при длине кабеля всего 1 метр и увеличатся до 47% при длине кабеля 3 метра.
Если вы хотите запустить микроволновую печь мощностью 1000 Вт в сети 12 В постоянного тока, потери энергии в сумме составят 16% при длине кабеля всего 1 метр и увеличатся до 47% при длине кабеля 3 метра.
Очевидно, низковольтная сеть постоянного тока не подходит для силовых устройств, таких как стиральные машины, посудомоечные машины, пылесосы, электрические плиты, электрические духовки или водогрейные котлы. Обратите внимание, что в этом отношении важно использование power , а не энергии . Использование энергии равно использованию энергии, умноженному на время.Холодильник потребляет гораздо больше энергии, чем микроволновая печь, потому что он работает 24 часа в сутки, но его потребление энергии может быть достаточно небольшим, чтобы работать от сети постоянного тока.
Потери в кабеле также ограничивают комбинированное энергопотребление маломощных устройств. Если предположить, что длина распределительного кабеля 12 В составляет 12 метров, и мы хотим, чтобы потери в кабеле не превышали 10%, то общее энергопотребление всех устройств ограничивается примерно 150 Вт (потери в кабеле 8,5%).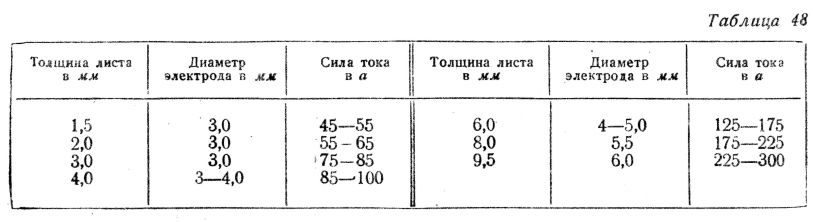 Например, это позволяет одновременно использовать два портативных компьютера (мощностью 20 Вт каждый), холодильник постоянного тока (45 Вт) и пять светодиодных ламп мощностью 8 Вт (всего 40 Вт), что оставляет еще 25 Вт мощности для одного устройства. пара устройств поменьше.
Например, это позволяет одновременно использовать два портативных компьютера (мощностью 20 Вт каждый), холодильник постоянного тока (45 Вт) и пять светодиодных ламп мощностью 8 Вт (всего 40 Вт), что оставляет еще 25 Вт мощности для одного устройства. пара устройств поменьше.
Есть несколько способов обойти потери распределения низковольтной системы постоянного тока. Если это касается нового здания, его пространственная планировка может значительно ограничить длину распределительного кабеля. Например, голландским исследователям удалось сократить общую длину кабеля в доме с 40 до 12 метров. Они сделали это, переместив кухню и гостиную (где используется большая часть электроэнергии) на второй этаж, чуть ниже крыши (где находятся солнечные батареи), а спальни переместили на первый этаж.Они также сгруппировали большинство приборов в центральной части здания, прямо под солнечными батареями (см. Иллюстрацию ниже). [16]
Еще один способ уменьшить потери в кабеле — установить несколько независимых солнечных систем на одну или две комнаты. Это может быть единственный способ решить проблему в большом существующем здании, которое спроектировано без учета системы постоянного тока. Хотя эта стратегия подразумевает использование дополнительных контроллеров заряда солнечной энергии, она может значительно снизить потери в кабеле.Такой подход также позволяет потреблять мощность всех приборов выше 150 Вт.
Это может быть единственный способ решить проблему в большом существующем здании, которое спроектировано без учета системы постоянного тока. Хотя эта стратегия подразумевает использование дополнительных контроллеров заряда солнечной энергии, она может значительно снизить потери в кабеле.Такой подход также позволяет потреблять мощность всех приборов выше 150 Вт.
Установка независимых солнечных систем для одной или двух комнат — один из способов ограничения потерь в кабелях и увеличения общего потребления энергии
Третий способ ограничить потери в кабеле — выбрать более высокое напряжение: 24 или 48 В вместо 12 В. Поскольку потери энергии увеличиваются пропорционально квадрату тока, удвоение напряжения с 12 до 24 В делает потери в кабеле в 4 раза меньше, а переключение на 48 В уменьшает их в шестнадцать раз.Этот подход также позволяет использовать устройства с более высокой мощностью и увеличивает общую мощность, которая может использоваться системой постоянного тока.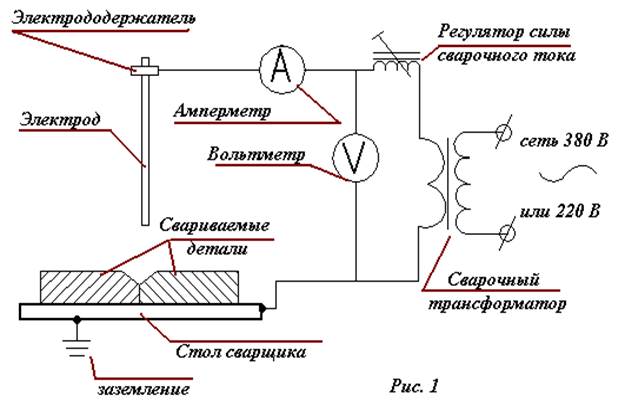 Однако у более высоких напряжений есть и недостатки.
Однако у более высоких напряжений есть и недостатки.
Во-первых, большинство низковольтных устройств постоянного тока, представленных в настоящее время на рынке, работают от 12 В, поэтому использование сети 24 или 48 В постоянного тока предполагает использование большего количества адаптеров постоянного / постоянного тока, которые понижают напряжение, а также имеют потери преобразования. Во-вторых, более высокие напряжения (выше 24 В) сводят на нет преимущества системы постоянного тока с точки зрения безопасности. В центрах обработки данных и офисах, а также в американских жилых домах в упомянутом ранее исследовании электричество постоянного тока распределяется по всему зданию с напряжением 380 В, но для этого требуются такие же строгие меры безопасности, как и с электричеством на 110 или 220 В переменного тока.[17]
Медленное электричество Укорочение кабеля или удвоение напряжения до 24 В по-прежнему не позволяет использовать мощные устройства, такие как микроволновая печь или стиральная машина. Есть два способа решить эту проблему. Первый — это установка гибридной системы переменного / постоянного тока. В этом случае сеть постоянного тока настраивается для устройств с низким энергопотреблением, таких как светодиодные фонари (<10 Вт), ноутбуки (<20 Вт), телевизор (30-90 Вт) и холодильник (<50 Вт), в то время как отдельная сеть переменного тока настраивается для устройств большой мощности.Это подход для домов и небольших офисов, который продвигает EMerge Alliance, консорциум производителей продуктов постоянного тока, который разработал стандарт для гибридной системы 24 В постоянного тока / 110–220 В переменного тока. [18]
Есть два способа решить эту проблему. Первый — это установка гибридной системы переменного / постоянного тока. В этом случае сеть постоянного тока настраивается для устройств с низким энергопотреблением, таких как светодиодные фонари (<10 Вт), ноутбуки (<20 Вт), телевизор (30-90 Вт) и холодильник (<50 Вт), в то время как отдельная сеть переменного тока настраивается для устройств большой мощности.Это подход для домов и небольших офисов, который продвигает EMerge Alliance, консорциум производителей продуктов постоянного тока, который разработал стандарт для гибридной системы 24 В постоянного тока / 110–220 В переменного тока. [18]
В конце 19 века единственной электрической нагрузкой в домах было освещение.
На устройства малой мощности (в среднем) приходится 35-50% общего потребления электроэнергии в доме. Даже в лучшем случае (50% нагрузки) гибридная система вдвое уменьшает выигрыш от энергоэффективности, который мы рассчитали выше, в результате чего экономия энергии составляет всего 8. От 5% до 13,5%, в зависимости от типа используемых батарей. Эти цифры будут еще ниже из-за потерь в кабеле. Короче говоря, гибридная система переменного / постоянного тока дает довольно небольшую экономию энергии, которую можно легко стереть с помощью эффектов отскока.
От 5% до 13,5%, в зависимости от типа используемых батарей. Эти цифры будут еще ниже из-за потерь в кабеле. Короче говоря, гибридная система переменного / постоянного тока дает довольно небольшую экономию энергии, которую можно легко стереть с помощью эффектов отскока.
Второй способ решить проблему мощных устройств — просто не использовать их. Это подход, которого придерживаются в парусных лодках, автодомах и караванах, где поддерживающая система распределения переменного тока просто не вариант. Это наиболее устойчивое решение с учетом ограничений мощности постоянного тока, потому что в этом случае выбор постоянного тока также приводит к сокращению потребности в энергии .Таким образом, общая экономия энергии может стать намного больше, чем рассчитанные выше 17–27%, и тогда мы, наконец, имеем радикально лучшее решение, которое может иметь значение.
Один из способов решить проблему устройств большой мощности — просто не использовать их — это подход, который используется в парусных лодках, автодомах и караванах
Очевидно, эта стратегия подразумевает изменение нашего образа жизни. Это будет означать, что электричество используется только для освещения, электроники и охлаждения, в то время как неэлектрические альтернативы выбираются для всех других приборов.Не случайно, это очень похоже на то, как работали сети постоянного тока в конце девятнадцатого века, когда единственная электрическая нагрузка была для освещения — сначала дуговые лампы, а затем лампы накаливания.
Это будет означать, что электричество используется только для освещения, электроники и охлаждения, в то время как неэлектрические альтернативы выбираются для всех других приборов.Не случайно, это очень похоже на то, как работали сети постоянного тока в конце девятнадцатого века, когда единственная электрическая нагрузка была для освещения — сначала дуговые лампы, а затем лампы накаливания.
Таким образом, не мыть посуду в посудомоечной машине, а мыть посуду вручную. Стиральной машины нет, но стирка осуществляется в прачечной или в машине с ручным управлением. Сушилки не было, зато есть веревка для белья. Никаких удобных и экономящих время кухонных приборов, таких как электрические чайники, микроволновые печи и кофеварки, а только традиционная кухонная плита, работающая на (био) газе, солнечная плита или ракетная печь.Никакого пылесоса, а только метла и взбивалка для ковров. Без морозильника, но свежие ингредиенты. Никакого электрического водогрейного котла, зато есть солнечный бойлер и небольшая стирка у раковины, если не светит солнце. Не электромобиль, а велосипед.
Не электромобиль, а велосипед.
Чтобы понять, что возможно, мы преобразовываем штаб-квартиру Low-tech Magazine в автономную систему на 12 В постоянного тока — подробнее об этом в следующем посте.
Автор Крис Де Деккер. Под редакцией Дженны Коллетт.
СТАТЬИ ПО ТЕМЕ:
ИСТОЧНИКИ И ПРИМЕЧАНИЯ
[1] Существует аналогия с гидравлической мощностью: электрическое напряжение соответствует давлению воды, а электрический ток — потоку воды.Изобретение гидроаккумулятора в 1850-х годах позволило повысить давление воды и, таким образом, обеспечить эффективную транспортировку гидроэнергии на большие расстояния.
[2] Исследование и моделирование микросети постоянного тока с упором на эффективность, использование материалов и экономические ограничения (PDF), Simon Willems & Wouter Aerts, 2013-14
[3] Решетки постоянного тока для светодиодного освещения, LED professional
[4] Предварительное исследование микросетей постоянного тока: оценка технических и экономических выгод, Скотт Бакхаус и др. , Март 2015
, Март 2015
[5] Микросети постоянного тока и преимущества местного электричества, Раджендра Сингх и Кришна Шенай, IEEE Spectrum, 2014
[6] Сравнение стоимости и эффективности постоянного и переменного тока в офисных зданиях (PDF), Джузеппе Лаудани, 2014
[7] Месть Эдисона, The Economist, 2013
[8] Каталог устройств постоянного тока и систем питания, Карина Гарбеси, Вагелис Воссос и Хунся Шен, 2011 г.
[9] DC, построение сети и хранилища для интеграции BIPV, J.Хофер и др., CISBAT 2015, 2015
[10] Однако питание постоянного тока в центрах обработки данных не принесет нам менее энергоемкого Интернета — наоборот.
[11] Также обратите внимание, что эффективность адаптеров переменного / постоянного тока может быть значительно повышена, особенно для устройств с низким энергопотреблением. Многие «настенные бородавки» напрасно расточительны, потому что производители электроприборов хотят снизить расходы. Если это изменится, например, из-за новых законов, преимущество перехода на сеть постоянного тока станет меньше.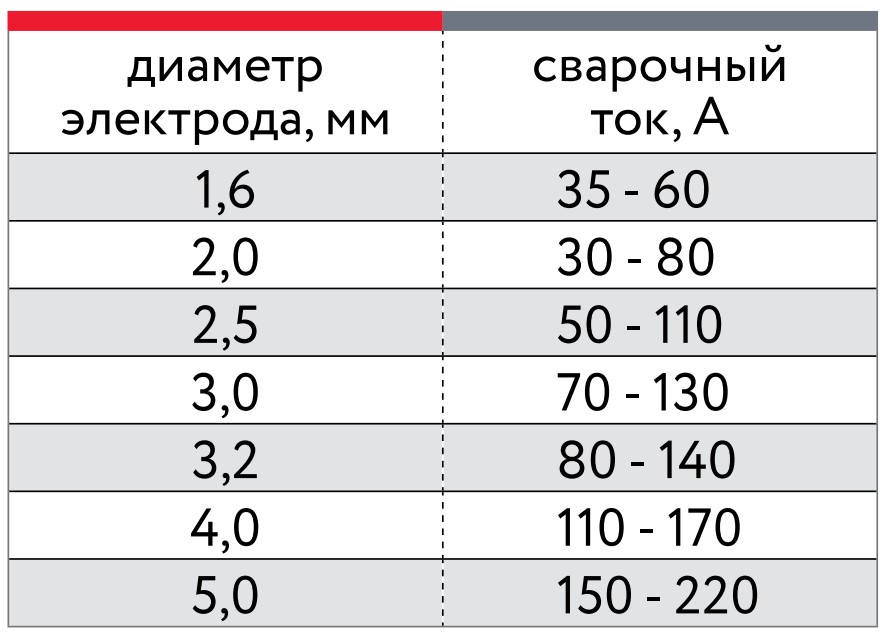
[12] Экономия энергии от прямого постоянного тока в жилых домах в США, Вагелис Фоссос и др., В Energy and Buildings, 2014
[13] В этом исследовании в зданиях используется комбинация 24 В постоянного тока для маломощных нагрузок и 380 В постоянного тока для мощных устройств и для распределения мощности постоянного тока по всему дому для ограничения потерь в кабеле.
[14] Потери при передаче и распределении электроэнергии (% от производства), Всемирный банк, 2014 г.
[15] Сельские районы обычно имеют более высокие потери, чем городские районы, и одинокая линия деления, которая расходится в сторону сельской местности, может привести к очень высоким потерям.
[16] Концепция дома с низким напряжением постоянного тока (PDF), Мааике Фридеман и др., Конференция по устойчивому строительству 2002 г.
[17] Последний — и довольно безнадежный — способ снизить потери при распределении — использовать более толстые кабели. Сопротивление в электрических проводах можно уменьшить не только за счет укорачивания кабелей, но и за счет увеличения их диаметра (здесь диаметр относится к медной жиле).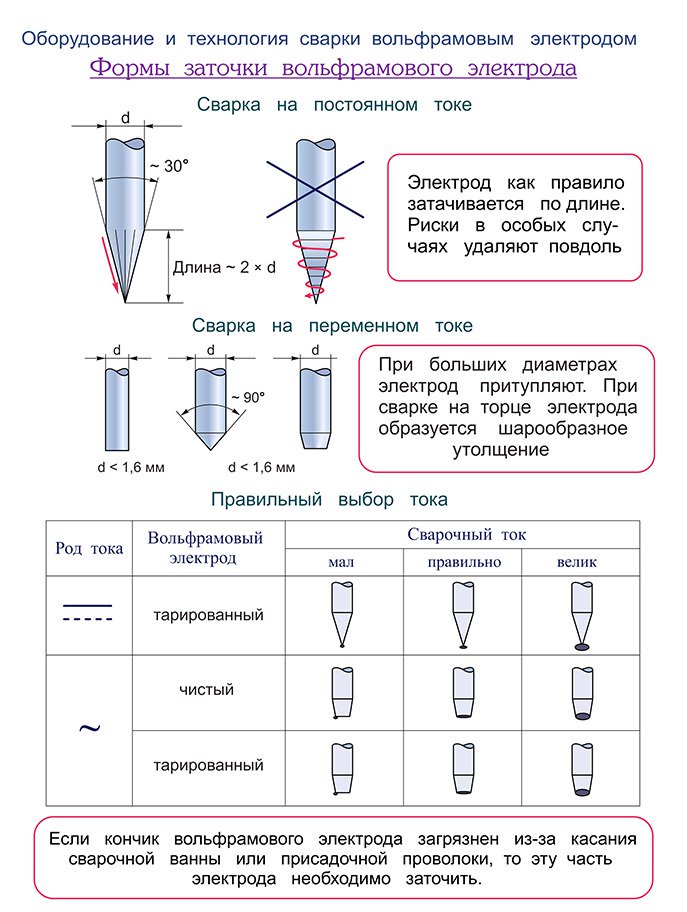 Например, если мы будем использовать кабели сечением 100 мм2 вместо кабелей сечением 10 мм2, мы получим кабели, которые будут в десять раз длиннее при тех же потерях энергии.При распределении электроэнергии 12 В постоянного тока по 100 м кабеля потеря энергии составит всего 3%. Одна из проблем этого подхода заключается в том, что стоимость электрических кабелей линейно увеличивается с диаметром. Один метр кабеля сечением 100 мм2 обойдется вам примерно в 50 евро по сравнению с 5 евро за кабель сечением 10 мм2. Устойчивость также страдает, потому что более широкое использование меди влечет за собой значительные экологические издержки. Толстые кабели тяжелые и менее удобны в обращении. Спасибо Херману ван Мюнстеру и Ари ван Зилу за разъяснения.
Например, если мы будем использовать кабели сечением 100 мм2 вместо кабелей сечением 10 мм2, мы получим кабели, которые будут в десять раз длиннее при тех же потерях энергии.При распределении электроэнергии 12 В постоянного тока по 100 м кабеля потеря энергии составит всего 3%. Одна из проблем этого подхода заключается в том, что стоимость электрических кабелей линейно увеличивается с диаметром. Один метр кабеля сечением 100 мм2 обойдется вам примерно в 50 евро по сравнению с 5 евро за кабель сечением 10 мм2. Устойчивость также страдает, потому что более широкое использование меди влечет за собой значительные экологические издержки. Толстые кабели тяжелые и менее удобны в обращении. Спасибо Херману ван Мюнстеру и Ари ван Зилу за разъяснения.
[18] Наши стандарты, Merge Alliance, данные получены в апреле 2016 г.
Майдан в Вашингтоне Обзор ресторанов
Где-то в Вашингтоне, округ Колумбия, между залом, полным посетителей спортзала, обнимающимися с мячом, модным кафе и пиццерией, есть переулок. В конце переулка есть арочная деревянная дверь для хоббита.
В конце переулка есть арочная деревянная дверь для хоббита.
За дверью не Шир, а новый колосс еды и декора под названием Майдан. Граффити в стиле Бронкса сочетаются с резными исламскими геометрическими узорами, и все это на фоне шумной двухэтажной толпы посетителей, которые копаются в приготовлении мезе с арабскими корнями.Из центра этого убежища расходится адский гриль размером с беседку с медным куполом. Все это — работа мозгового треста, состоящего из рестораторов и поваров: Роуз Превите, владелица; и Крис Морган и Джеральд Аддисон (обоим по 29 лет), которые разделили обязанности шеф-повара.
Повара Крис Морган и Джеральд Аддисон.
Майдан, что на многих языках означает «центральное место для собраний», представляет собой сплоченный кластер тепла и общности.Он был задуман и спроектирован во время трехнедельного путешествия прошлым летом через Марокко, Тунис, Турцию, Грузию и Ливан, чтобы открыть для себя гастрономические пути этих стран. Неудивительно, что по пути они узнали гораздо больше о себе и о том, что им нужно в ресторане, чем когда они начинали.
«Я был в Марокко во время Рамадана, и меня пригласили на ифтар за городом», — взволнованно говорит Морган. «Семья заколола барашка для тажина только для меня. Я был немного в культурном шоке, если честно, но все улыбались и старались изо всех сил, чтобы я чувствовал себя комфортно.Затем закололи еще одного барашка — на второй ифтар. Ничего подобного я здесь не видел ».
Этот тип чрезмерного гостеприимства сделал его путешествие обратно в округ Колумбия полностью неизменным, что проявляется в каждой детали и жесте ресторана и его персонала, что заслужило одобрение со стороны таких людей, как Мишель Обама и Джеймс. Фонд Борода.
Будучи искренними поварами, Аддисон и Морган рады докопаться до сути каждого блюда. «Эта еда не наша. Она такая личная.Каждая страна, деревня и каждый человек применяют каждый из этих рецептов по-своему, — говорит Аддисон. — Баба гануш можно приготовить 10 000 различными способами. Мне нравится, когда люди говорят нам, что мы делаем что-то неправильно — я хочу научиться их путям! »
Когда мы обсуждаем происхождение блюд в меню — из какой они домашней кухни, бесконечные разновидности ливанского чесночного соуса тум — очевиден энтузиазм по поводу культур, которые они представляют. Поездки на кухню и обратно сделали их скромными и необычайно покладистыми.«Блюда, которые вы бы пропустили в региональной кулинарной книге, например, просто фасоль с чесноком, были восхитительны в нашей поездке», — говорит Морган. «Такие моменты движут нами».
Поездки на кухню и обратно сделали их скромными и необычайно покладистыми.«Блюда, которые вы бы пропустили в региональной кулинарной книге, например, просто фасоль с чесноком, были восхитительны в нашей поездке», — говорит Морган. «Такие моменты движут нами».
Но вернемся к тому огню. В 1980-х годах по стране был бум дровяных ресторанов-грилей, но по сравнению с жареным грилем Майдана эти грили выглядят как печи Easy-Bake. Это буквальное сияние славы, которое выглядит так, как будто оно было построено тем, кто создал Железный трон GoT. Есть две печи тандури, внутренние стенки которых создают бесконечный поток пушистого обугленного хлеба, по одному грилю для мяса (шашлык из Алеппо, посыпанный фисташками, ребрышек с голубым пажитником) и морепродуктов (кальмары и креветки, залитые соусом чермоула). а в центре возвышается клетка, в которой хранятся горящие бревна.Дымные плечи ягненка за 100 долларов свисают с решеток выше. Вся постройка настолько велика, что еда выглядит почти миниатюрной, когда помещается в нее. Несколько загорелых поваров танцуют вокруг заведения во время службы, время от времени отступая, чтобы отдохнуть от сильной жары. Я мог смотреть часами. «Мы понятия не имеем, насколько жарко — наш инфракрасный термометр выходит за рамки графика», — говорит Морган, широко распахивая глаза. «Но давайте скажем так: тяжело набрать вес».
Несколько загорелых поваров танцуют вокруг заведения во время службы, время от времени отступая, чтобы отдохнуть от сильной жары. Я мог смотреть часами. «Мы понятия не имеем, насколько жарко — наш инфракрасный термометр выходит за рамки графика», — говорит Морган, широко распахивая глаза. «Но давайте скажем так: тяжело набрать вес».
Из огня мы наблюдаем, как люди наклоняются к столам, набитым удивительным разнообразием блюд, от тыквы кабоча с рас-эль-ханутом до хумуса Бейрути.Наблюдается стробоскопический эффект вспышки рук, рвущих хлеб, и довольные улыбки вокруг, указывающие на то, что текущее настроение — блаженство.
Maydan делает все возможное, вызывая азарт и любовь к чему-то новому. Раньше объединение могло показаться банальным и старомодным. Но сейчас — особенно в столице — это кажется поручением, необходимостью. «Очаг просто собрал все воедино», — говорит Морган, глядя по сторонам с улыбкой. «Люди собираются вокруг нас, пока мы готовим — это заставляет нас чувствовать себя так же, как и во время наших путешествий. «
«
Тодд Коулман — креативный директор и главный редактор журнала Tasting Table. Следите за ним в Instagram: @toddwcoleman.
DC Central Kitchen Записаться
За более чем 30 лет программа обучения кулинарии DC Central Kitchen помогла более 1700 мужчинам и женщинам начать кулинарную карьеру. Мы заботимся о потенциале наших студентов гораздо больше, чем об их прошлом, и работаем над подготовкой взрослых, сталкивающихся с серьезными препятствиями при трудоустройстве, к карьере в сфере общественного питания.Благодаря нашим щедрым спонсорам все поступившие студенты получают полные стипендии для участия в нашей программе, поэтому для наших студентов нет никаких затрат ни на каком этапе их обучения или в течение двух лет поддержки после окончания учебы, которую мы предоставляем.
Мы предлагаем два варианта обучения:
Кулинария Обучение работе в DC Central Kitchen:
Наша известная программа обучения предлагает образование в области кулинарии, подготовку к карьере и практическую стажировку для взрослых, которые столкнулись с препятствиями на пути к трудоустройству. В рамках этого 14-недельного курса, предлагаемого в нашей штаб-квартире (425 Second Street NW), стажеры подготовятся к получению двух ценных документов, включая сертификат ServSafe Food Protection Manager. Узнайте больше о кулинарном обучении в DC Central Kitchen >>
В рамках этого 14-недельного курса, предлагаемого в нашей штаб-квартире (425 Second Street NW), стажеры подготовятся к получению двух ценных документов, включая сертификат ServSafe Food Protection Manager. Узнайте больше о кулинарном обучении в DC Central Kitchen >>
Обучение кулинарам в DC Central Kitchen Cafe:
DC Central Kitchen Cafe обеспечивает практическое кулинарное обучение и подготовку к работе для молодых людей в возрасте от 18 до 24 лет, которые не ходят в школу и не работают.Запись предлагается в первый понедельник каждого месяца, и слушатели будут проходить курс в своем собственном темпе, работая вместе с персоналом в нашем кафе с непринужденной обстановкой, расположенном в кампусе THEARC (1901 Mississippi Avenue, SE).
Благодаря щедрой поддержке индивидуальных, фондовых, корпоративных и государственных партнеров, DC Central Kitchen обязуется удовлетворить 100% продемонстрированных финансовых потребностей для всех принятых студентов. Стоимость программы обучения кулинарии в DC Central Kitchen Cafe на одного студента составляет 14 084 доллара (включая обучение: 5 192 доллара; книги: 65 долларов; лицензионные и сертификационные сборы: 127 долларов; необходимое оборудование 670 долларов; и другие расходы на кухню, проживание и стипендию на общую сумму 8030 долларов. ).
Стоимость программы обучения кулинарии в DC Central Kitchen Cafe на одного студента составляет 14 084 доллара (включая обучение: 5 192 доллара; книги: 65 долларов; лицензионные и сертификационные сборы: 127 долларов; необходимое оборудование 670 долларов; и другие расходы на кухню, проживание и стипендию на общую сумму 8030 долларов. ).
Карьера и возможности:
Наши выпускники работают в процветающей кулинарной индустрии Вашингтона, округ Колумбия, включая лучшие рестораны, большие отели, корпоративные кафетерии, местных ремесленников, больницы, школы и университеты.
Работодатели, заинтересованные в приеме на работу выпускников DC Central Kitchen, могут связаться с нашим директором по связям с общественностью Ясентом Брауном по адресу [email protected].
Сеть постоянного тока среднего напряжения— 1-е издание
M. M.Эйсса
Мустафа М. Эйсса — профессор кафедры электротехники Хелуана, Хелуанский университет, Египет. (В отпуске в Университете Султана Кабуса, инженерный колледж, факультет электротехники и вычислительной техники, Оман). Он является старшим членом IEEE Power & Energy Society и получателем Хелуанского университета. Ранее он занимал должность вице-председателя IEEE. Он был советником IEEE HSB; научный сотрудник Университета Калгари, Канада, 2000 г .; старший приглашенный профессор Университета Теннесси, США, 2014 г .; Стипендия профессора — JSPS FY2017, Япония-Киотский университет; Гранты для индивидуальных стипендий Марии Склодовской-Кюри.Профессор Эйсса получил восемь наград, включая «Государственную премию за выдающиеся достижения в области инженерных наук» Академии научных исследований и технологий (Египет), 2016/2017; «Премия университета за выдающиеся достижения в области инженерных наук» в 2016/2017 гг .; награда IEEE PES «Chapter Outstanding Engineer Award» за выдающийся вклад в образование, исследования и промышленность в области электроэнергетики, 2017 г .; «Государственная награда» за передовые технологии науки, 2002 г .
(В отпуске в Университете Султана Кабуса, инженерный колледж, факультет электротехники и вычислительной техники, Оман). Он является старшим членом IEEE Power & Energy Society и получателем Хелуанского университета. Ранее он занимал должность вице-председателя IEEE. Он был советником IEEE HSB; научный сотрудник Университета Калгари, Канада, 2000 г .; старший приглашенный профессор Университета Теннесси, США, 2014 г .; Стипендия профессора — JSPS FY2017, Япония-Киотский университет; Гранты для индивидуальных стипендий Марии Склодовской-Кюри.Профессор Эйсса получил восемь наград, включая «Государственную премию за выдающиеся достижения в области инженерных наук» Академии научных исследований и технологий (Египет), 2016/2017; «Премия университета за выдающиеся достижения в области инженерных наук» в 2016/2017 гг .; награда IEEE PES «Chapter Outstanding Engineer Award» за выдающийся вклад в образование, исследования и промышленность в области электроэнергетики, 2017 г .; «Государственная награда» за передовые технологии науки, 2002 г .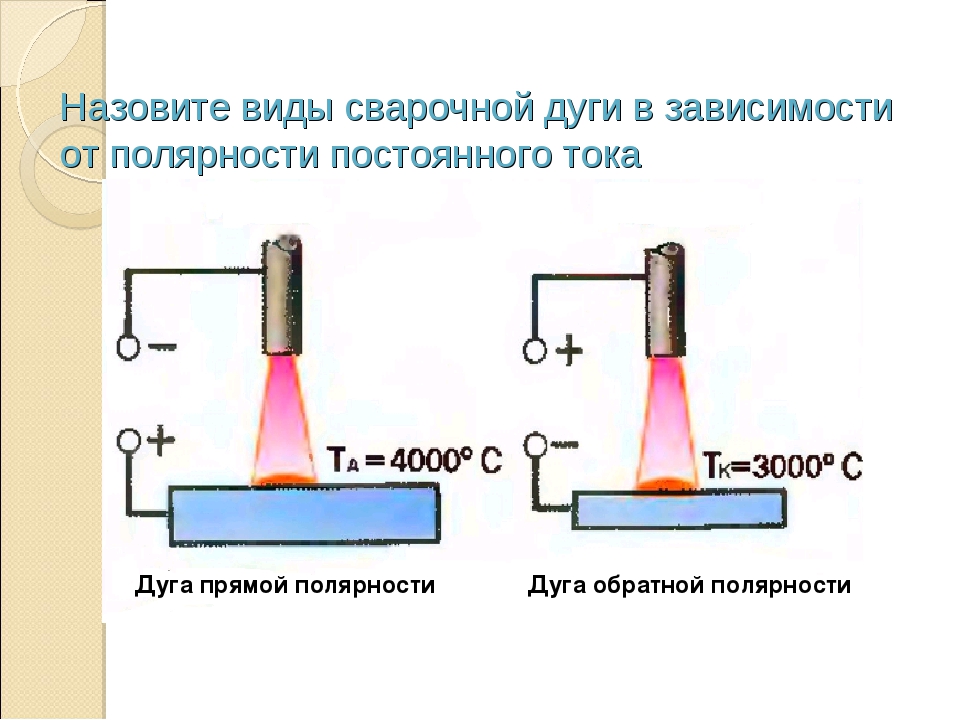 ; «Премия выдающегося исследователя» в октябре 2005 г .; «Премия инсентив-исследователей» в 2011 г .; «Премия поощрительного исследователя» в 2012 году, присужденная в рамках «Программы непрерывного совершенствования и получения аккредитации» Министерством высшего образования Египта; «Премия ETRERA 2020» в категории интеллектуальных сетей в 2014 году (европейская награда).Он проводил исследования и консультации и является автором множества статей в журналах IEEE Transactions on Power Delivery и IEEE Transactions on Smart Grids, а также в других журналах IET, Elsevier и ETEP. У него много крупномасштабных грантов в области ГИС на основе интеллектуальных счетчиков, микросетей и гибридных ВИЭ, гибридной энергоэффективности и оптимизации, управления / защиты HVDC на основе WAM; выработка энергетической политики; и интеллектуальные сети на основе DSM и EMS. В настоящее время он занимается инновационными технологиями, включая i-management, e-energy, i-protection и т. Д.
; «Премия выдающегося исследователя» в октябре 2005 г .; «Премия инсентив-исследователей» в 2011 г .; «Премия поощрительного исследователя» в 2012 году, присужденная в рамках «Программы непрерывного совершенствования и получения аккредитации» Министерством высшего образования Египта; «Премия ETRERA 2020» в категории интеллектуальных сетей в 2014 году (европейская награда).Он проводил исследования и консультации и является автором множества статей в журналах IEEE Transactions on Power Delivery и IEEE Transactions on Smart Grids, а также в других журналах IET, Elsevier и ETEP. У него много крупномасштабных грантов в области ГИС на основе интеллектуальных счетчиков, микросетей и гибридных ВИЭ, гибридной энергоэффективности и оптимизации, управления / защиты HVDC на основе WAM; выработка энергетической политики; и интеллектуальные сети на основе DSM и EMS. В настоящее время он занимается инновационными технологиями, включая i-management, e-energy, i-protection и т. Д.
Связи и опыт
Профессор кафедры электротехники Хелуана, Хелуанский университет, Египет. В отпуске в Университете Султана Кабуса, инженерный колледж, факультет электротехники и вычислительной техники, Оман.
В отпуске в Университете Султана Кабуса, инженерный колледж, факультет электротехники и вычислительной техники, Оман.
Лучшие кулинарные классы в Вашингтоне, округ Колумбия: учитесь у лучших поваров
Кулинария — это просто увлекательное хобби для некоторых из нас, но некоторым хватит смелости, терпения и упорства, чтобы перейти на новый уровень. Когда вы записываетесь на кулинарный мастер-класс, ваше кулинарное путешествие неизбежно меняется.Когда вы преуспеете в приготовлении исключительных блюд, вы поймете, что приготовление пищи для вас больше не хобби: это страсть! Если вы живете здесь, в районе DMV, вот одни из лучших кулинарных мастер-классов в Вашингтоне, округ Колумбия.
Уютный Адрес: 1300 I Street Northwest, Suite 400E Вашингтон, округ Колумбия, 20005 Телефон: (202) 905-2991 Веб-сайт: https://www.cozymeal.com/washington-dc/cooking-classes Cozymeal, одна из лучших кулинарных школ в Вашингтоне, округ Колумбия, предлагает кулинарные классы для всех, включая латиноамериканскую кухню, азиатские ароматы, южную еду соул, а также классические французские, итальянские и испанские блюда. Некоторые из их классов позволяют вам присоединиться к вашему партнеру, супругу или другу.
Некоторые из их классов позволяют вам присоединиться к вашему партнеру, супругу или другу.
Местные повара из команды Cozymeal помогут вам улучшить свои кулинарные навыки и освоить новые техники с помощью восточных инструкций в дружелюбной, вдохновляющей и веселой обстановке. Вам даже разрешается приносить собственное вино или пиво на некоторые занятия, чтобы пить во время занятия.
Стол дома Адрес: Вашингтон, округ Колумбия 20814 Веб-сайт: https: // tableathome.com /Работая в округе и на более широкой территории DMV с 2017 года, Table at Home является идеальным источником как для найма высококлассных частных поваров для званых обедов, так и для посещения частных кулинарных уроков. У этих поваров вы можете научиться чему угодно, от основ традиционной европейской кухни до приготовления суши.
Чтобы организовать урок кулинарии как групповое мероприятие или семейное мероприятие, вам необходимо сделать бесплатный запрос и установить бюджет. Вы можете выбрать одного из нескольких частных поваров, которые предложат вам свое меню и цены.Затем выбранный вами повар придет к вам со всеми необходимыми ингредиентами и даже уберет после окончания сеанса.
Вы можете выбрать одного из нескольких частных поваров, которые предложат вам свое меню и цены.Затем выбранный вами повар придет к вам со всеми необходимыми ингредиентами и даже уберет после окончания сеанса.
Пиццерия UNO со штаб-квартирой в Норвуде, Массачусетс, обслуживающая 100 ресторанов в 20 штатах, округе Колумбия и даже за рубежом, включая Индию, Гондурас и Саудовскую Аравию, предлагает одни из лучших кулинарных мастер-классов для жителей округа Колумбия.
Если вы энтузиаст пиццы, вам следует рассмотреть эти классы, которые научат вас создавать идеальную пиццу с глубоким блюдом с нуля в ресторане, который изобрел глубокое блюдо еще в 1943 году в Чикаго. Занятия не являются частными, но могут быть организованы для групп от восьми и более человек.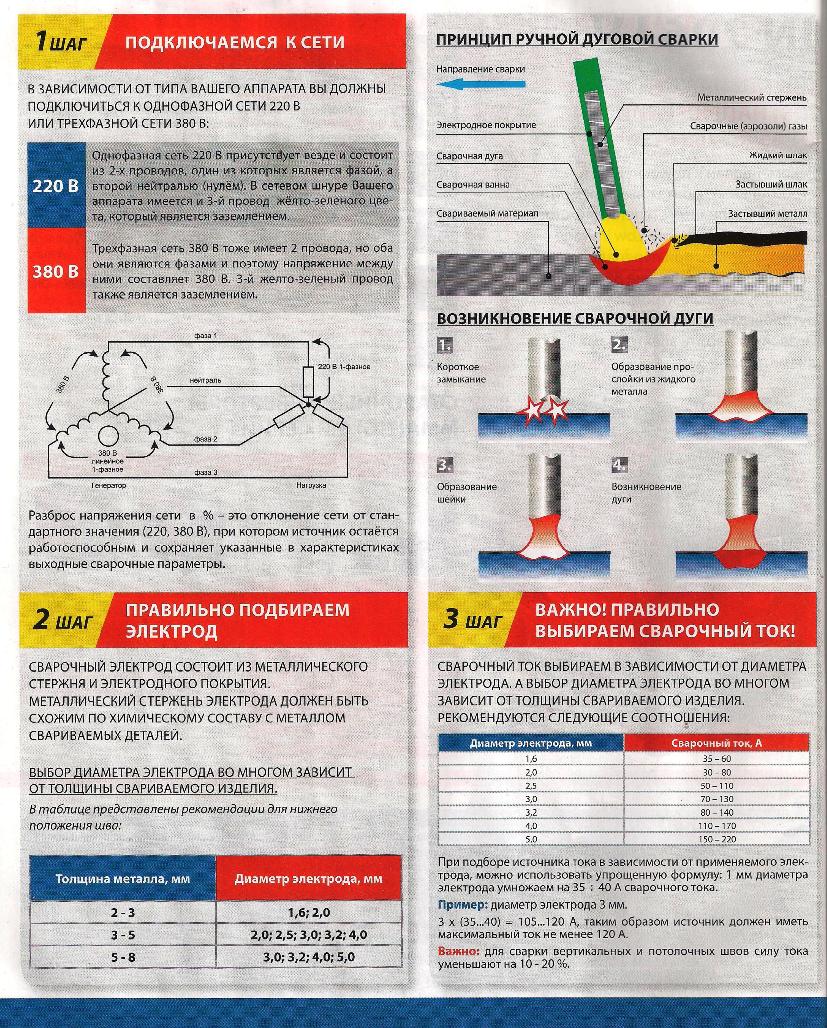
Посредством кулинарных классов Social Kitchen стремится объединить сообщество и наладить связь между людьми разного происхождения через их общую любовь к еде. Ресторан, работающий под девизом «Повар. Есть. Connect. »- это бизнес, принадлежащий чернокожим, с дружелюбным владельцем и шеф-поваром.
Популярный районный ресторан особенно известен своими вкусными веганскими и вегетарианскими блюдами, полезными смузи и восхитительным морковным пирогом.Помимо кулинарных уроков, Social Kitchen проводит всплывающие окна и социальные мероприятия, посвященные кулинарному искусству.
.