Труба под высоким давлением — Полуавтоматическая сварка — MIG/MAG
#1 AnaTolik
Отправлено 14 June 2011 22:19
Господа,
подскажите пожалуйста, кто варит трубу под высокое давление полуавтоматом? Как варить неповоротный стык?
Опыт сварщика большой, но как ручника, недавно фирма приобрела полуавтомат «Фрониус» пытаемся варить трубу ним, но не все получается, дайте пожалуйста советы. Заранее благодарю!
- Наверх
- Вставить ник
#2 Mykola
Отправлено 14 June 2011 22:46
«Фрониус» — это песня.
- Наверх
- Вставить ник
#3 alexhelios
Отправлено 15 June 2011 07:31
Не варятся трубы под высокое давление полуавтоматом вообще-то.
Если все же очень надо, то смотря какая труба: диаметр и толщина.
- Наверх
- Вставить ник
#4 morgmail
Отправлено 15 June 2011 09:40
Не варятся трубы под высокое давление полуавтоматом вообще-то.
.jpg)
Вообщето варятся.
http://www.svarka74.ru/articles/236/
http://www.ntpo.com/…lding_294.shtml
http://www.svarka-tr…cessom-stt.html
- Наверх
- Вставить ник
#5 Mykola
Отправлено 15 June 2011 10:38
Если уж такая удача свалилась и у Вас «Фрониус» программируемый, настройте на сварку толщины металла равной величине притупления разделки кромок и вперед… Выберете (для надежности, чтобы проволока не проскакивала в зазор) положение горелки «углом назад» градусов на 15 от вертикали и частыми колебаниями по кромкам ведите сварку так, чтобы дуга все время горела в ванне, не выскакивая на холодный металл. Потренируйтесь на образце, где можно наблюдать процесс с обратной стороны.
- Наверх
- Вставить ник
#6 alexhelios
Отправлено 15 June 2011 11:56
Вообщето варятся.
http://www.svarka74.ru/articles/236/
http://www.ntpo.com/…lding_294.shtml
http://www.svarka-tr…cessom-stt.html
Ну знаете ли, я имел ввиду все же «приземленные» условия.
Да и к тому же одна из ссылок на ААД сварку, которую мы и сами с успехом применяем.
- Наверх
- Вставить ник
#7 АВН
Отправлено 15 June 2011 19:20
Alexhelios,eсли трубы под высокое (400 атмосфер-это как высокое или не очень?) давление п/а не варятся,
то как Вы применяете «сварку одним из способов»?Поделитесь.
- Наверх
- Вставить ник
#8 AnaTolik
Отправлено 15 June 2011 21:30
Mykola ,
с корнем и заполнением все ясно, я сам разобрался в этом. А вот с облицовкой не все так просто. Варю с потолка, потолок идет нормально, на выходе с потолка не всегда бывает достаточно подачи проволоки и металл попадает в сопло, тут то и начинаются проблемы… может поможете советом в данном случае? Пробовал увеличивать подачу проволоки, становиться больше усиления на шве. Благодарю.
- Наверх
- Вставить ник
#9 АВН
Отправлено 15 June 2011 22:24
Не знаю как на «Фросях», не варил. На «простых» п/а угол наклона сопла ставлю так,чтоб брызги попадали мимо сопла.
На «простых» п/а угол наклона сопла ставлю так,чтоб брызги попадали мимо сопла.
Чтобы не останавливаться для регулировки.И всего то.Но у нас давление не критическое,главное гамма-контроль.
- Наверх
- Вставить ник
#10 Mykola
Отправлено 15 June 2011 23:45
AnaTolik
Не понимаю, как это «не всегда бывает достаточно подачи проволоки «?… В таком случае должен прерваться процесс сварки из-за обрыва дуги. На том построена система полуавтоматической сварки: скорость подачи должна быть равна скорости плавления проволоки. В крайних, дурацких, пределах проволока либо утыкается в ванну, либо гаснет дуга… Скоростью подачи проволоки в небольших пределах от рабочей точки регулируется длина дуги: на короткой напряжение меньше, на длинной — больше.
- Наверх
- Вставить ник
#11 alexhelios
Отправлено 16 June 2011 06:40
АВН, я извиняюсь, но где я написал, что мы варим трубы высокого давления полуавтоматом?
ААД — автоматическая аргонодуговая сварка вообще-то…
- Наверх
- Вставить ник
#12 АВН
Отправлено 16 June 2011 20:35
Alexhelios,не конструктивный разговор получается. Я в курсе аббревиатуры AAД.Вы утверждаете,что трубы ВД полуавтоматом не сваривают.
Я в курсе аббревиатуры AAД.Вы утверждаете,что трубы ВД полуавтоматом не сваривают.
Вы говорите,что применяете ААД.Соответственно,я интересуюсь как и где Вы успешно применяете «одну из ссылок»?
Может быть я неправильно выразился (скорее всего) или Вы неправильно поняли мою мысль.
- Наверх
- Вставить ник
#13 alexhelios
Отправлено 17 June 2011 07:46
Одна из ссылок (2-я), приведенных господином morgmail почему-то на ААД, хотя разговор у нас вроде бы про п/а сварку. Поэтому, да мы успешно применяем технологию по одной из ссылок, но это ААД.
Что касается п/а сварки труб, то все же она ооочень трудно выполнима к примеру на малых диаметрах труб, тем более под рентген.
- Наверх
- Вставить ник
#14 levdenisov1962
Отправлено 17 June 2011 09:43
Я уважаю мнения таких ребят как Mykolz, Есть инженерное образование и опыт. фрониус это мечта сварщика. Хочется подчеркнуть эту фразу » мечта сварщика» Уважаемый человек на сайте часто применяет эту фразу,Мнений по поводу сварки труб под высоким давлением много, верить этим мнениям нельзя, есть руководящие документы. Все остальное как угодно. По- фронис машина путевая, используется до определенных диаметров, 219я в цеховых условиях. Всем кому интересно как работают на длинной трассе, в личку.
- Наверх
- Вставить ник
#15 Лепило
Отправлено 17 June 2011 17:08
Я уважаю мнения таких ребят как Mykolz, Есть инженерное образование и опыт.
фрониус это мечта сварщика. Хочется подчеркнуть эту фразу » мечта сварщика» Уважаемый человек на сайте часто применяет эту фразу,Мнений по поводу сварки труб под высоким давлением много, верить этим мнениям нельзя, есть руководящие документы. Все остальное как угодно. По- фронис машина путевая, используется до определенных диаметров, 219я в цеховых условиях. Всем кому интересно как работают на длинной трассе, в личку.
 фрониус это мечта сварщика. Хочется подчеркнуть эту фразу » мечта сварщика» Уважаемый человек на сайте часто применяет эту фразу,Мнений по поводу сварки труб под высоким давлением много, верить этим мнениям нельзя, есть руководящие документы. Все остальное как угодно. По- фронис машина путевая, используется до определенных диаметров, 219я в цеховых условиях. Всем кому интересно как работают на длинной трассе, в личку.
фрониус это мечта сварщика. Хочется подчеркнуть эту фразу » мечта сварщика» Уважаемый человек на сайте часто применяет эту фразу,Мнений по поводу сварки труб под высоким давлением много, верить этим мнениям нельзя, есть руководящие документы. Все остальное как угодно. По- фронис машина путевая, используется до определенных диаметров, 219я в цеховых условиях. Всем кому интересно как работают на длинной трассе, в личку.Привет! Ну может чего не так скажу но у нас установка есть ППД. Поддержание пластового давления. Давление 200-250 кг/ см в трубу сотку давят
на трассу 3-4 км и под землёй и над.
Сотни швов LB-52 да УОНИ не помню маркировку, варили и нечего, скока лет и намана.
- Наверх
- Вставить ник
#16 АВН
Отправлено 17 June 2011 17:57
Одна из ссылок (2-я), приведенных господином morgmail почему-то на ААД, хотя разговор у нас вроде бы про п/а сварку.
Что касается п/а сварки труб, то все же она ооочень трудно выполнима к примеру на малых диаметрах труб, тем более под рентген. Вот на этих диаметрах (ф32-ф57) мы и применяем ААД (Polysoude-ми).
 Поэтому, да мы успешно применяем технологию по одной из ссылок, но это ААД.
Поэтому, да мы успешно применяем технологию по одной из ссылок, но это ААД.У нас «немалые» диаметры,почему я Вас и спросил о смысле применения ААД.
- Наверх
- Вставить ник
#17 AnaTolik
Отправлено 17 June 2011 21:12
Благодарю всех за ответы, но это все красивые слова, книжные выражения. Меня интересует именно ответ практика. Пожалуйста, пошагово распишите полный процесс сварки неповоротного стыка. Можно расписать конкретный пример… диаметр и все режимы сварки.
- Наверх
- Вставить ник
#18 AnaTolik
Отправлено 17 June 2011 21:20
Соотв. статьи и книги читал в сети, но там теория, а как понимаете теория и практика не всегда, но не совпадает.
- Наверх
- Вставить ник
#19 Mykola
Отправлено 17 June 2011 22:22
AnaTolik
Если Вы сварщик, то должны понимать, что практика она и есть практика: взял за руку и показал. А в эпистолярном жанре с одинаковым успехом можно и гемор лечить. ..
..
- Наверх
- Вставить ник
#20 Evgen
Отправлено 17 June 2011 22:55
Благодарю всех за ответы, но это все красивые слова, книжные выражения. Меня интересует именно ответ практика. Пожалуйста, пошагово распишите полный процесс сварки неповоротного стыка. Можно расписать конкретный пример… диаметр и все режимы сварки.
Лично мое мнение, если человек задает такие вопросы. варить ответственные стыки, тем более под ВД мягко говоря рано…
- Наверх
- Вставить ник
Как заварить дырку в трубе электросваркой
Сварка труб под давлением и врезка в водопровод
Сварка труб под давлением представляет собой большую сложность даже для опытных сварщиков, не говоря уже о новичках. Постоянно идущая вода из трубы мешает нормально гореть сварочной дуге, вследствие чего очень трудно получить требуемую температуру плавления металла.
Постоянно идущая вода из трубы мешает нормально гореть сварочной дуге, вследствие чего очень трудно получить требуемую температуру плавления металла.
Кроме того, при сварке водопроводных труб под давлением, образуется большое количество пара, который мешает качественно проводить сварочные работы. И, тем не менее, в данной статье сайта о ручной дуговой сварке mmasvarka.ru, будут даны советы по поводу того, как варить трубы под давлением.
Какими электродами варить водопроводные трубы
По праву лучшими электродами для сварки водопроводных труб под давлением уже долгое время считаются:
Электроды УОНИ 13/15 — универсальные высококачественные электроды для ММА сварки, которые дают возможность отремонтировать протекающие трубы. Сварочный шов, сформированный электродами УОНИ 13/15, имеет высокое сочетание пластичности, прочности и вязкости, что в свою очередь, позволяет заварить свищи и другие разрушения на водопроводных трубах.
Электроды МГМ-50К — сравнительно новый вид электродов, которые оптимизированы для сварки трубопроводов под давлением.
Особенность сварки электродами МГМ-50К заключается в том, что вокруг дуги образуется газовый пузырь, способный оттеснить пар и даже жидкость, находящуюся под не слишком большим давлением.
Все это упрощает сварочные работы, связанные с ремонтом водопроводных труб, а также даёт возможность в срок осуществить ремонтные работы.
Сварка труб под давлением
Придерживаясь нижеприведённых советов, вы существенно сможете облегчить работы связанные с ремонтом водопроводных труб под давлением:
- Во время сварки трубы, когда из неё идёт вода, силу тока на сварочном аппарате следует увеличить. В таком случае электрод не будет все время прилипать к трубе из-за того, что металл слишком быстро остывает.
- Перед сваркой труб под давлением, электроды следует прокалить. В таком случае можно добиться более качественной и стабильной дуги, которая, в свою очередь, будет быстрее испарять просачивающуюся воду со свища.
- Выбор постоянного или переменного тока для сварки водопроводных труб, зависит не только от напора водяного слоя, но и от толщины металла, который требуется заварить.

Так, например, сварка на переменном токе, даёт возможность формировать более мощную дугу. Поэтому варить «переменкой» можно даже трубы под высоким давлением.
При этом качество сварочного шва оставляет желать лучшего. В свою очередь, сварка на постоянном токе, позволяет глубоко проплавить металл и добиться большей прочности сварочного соединения.
Как заварить свищ в трубе с водой под давлением
Рассмотрим на конкретном примере, как можно заварить свищ (небольшое отверстие) в трубе под давлением:
- Выберите такую позицию, с которой можно было бы легко разглядеть повреждение на трубе;
- Старайтесь держать электрод перпендикулярно дефекту, дабы уменьшить объем воды, попадающей на электрод;
- Ведите работу сверху вниз, до тех пор, пока свищ не будет заварен.
Чтобы заварить свищ в водопроводной трубе под давлением, сначала нужно наплавить некоторое количество металла в верхней части повреждения. Затем, ударив несколько раз по нему молотком, постарайтесь уплотнить дефект и остановить, тем самым, обильное образование пара.
После этого, нужно продолжить устранение свища, таким образом, до тех пор, пока отверстие в трубе не будет полностью перекрыто. Цикл, снова и снова, продолжается сверху вниз, не без участия молотка. После того, как вода перестанет бежать из трубы, следует усилить дефектное место, уменьшив при этом значение сварочного тока.
Врезка в водопровод под давлением
И хотя на сегодняшний день существуют специальные седелки для врезки в водопровод под давлением, многие, до сих пор, используют сварку для этих целей. Как врезаться в водопроводную трубу под давлением?
В первую очередь, нужно подготовить металлический патрубок требуемого диаметра, на одном конце которого была бы нарезана резьба. На резьбу обязательно накручивается шаровой кран, с предварительным уплотнением (сантехническим льном или фум-лентой).
Выбрав место врезки, и очистив трубу от грязи и ржавчины, можно приступать к выполнению сварочных работ:
- Приложите патрубок с краном к трубе для врезки, после чего обварите его по кругу. Работа эта непростая, ведь нужно не прожечь металл трубопровода, сохранив при этом его целостность;
- Через открытый кран на патрубке, просверлите отверстие в трубопроводе, используя для этих целей дрель и длинное сверло по металлу;
- После того, как из трубы пойдёт вода, быстро перекройте кран.
 Работа эта непростая, ведь нужно не прожечь металл трубопровода, сохранив при этом его целостность;
Работа эта непростая, ведь нужно не прожечь металл трубопровода, сохранив при этом его целостность;Таким образом, можно не только заварить свищ в водопроводной трубе под давлением, но и врезаться в действующий трубопровод.
Как заварить трубу с течью
?
tvin270584
September 24 2020, 18:11
Category:
Сварка водопроводных труб электросваркой – один из самых надежных способов добиться необходимой герметичности контура циркуляции. Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
К сожалению, даже при соблюдении всех требований, трубы могут дать течь в процессе эксплуатации.
Это происходит из-за внешних нагрузок, на которые металлические конструкции попросту не рассчитаны, а также вследствие естественного старения и износа материала.
В такой ситуации приходится действовать незамедлительно, устранять течи на уже использующемся трубопроводе. В статье мастер сантехник расскажет, как заварить трубу с течью.
Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы.Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки. Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх.
Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками. Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе. Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.Почему это сложноМногие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость.
Поэтому возникает необходимость выполнять сварку под давлением.Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе. Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.Почему это сложноМногие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным;
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи;
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.
ВидеоВ сюжете — Как заварить трубу с водойКак заварить свищ в трубеИз-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз.
Целью является сужения свища до полного перекрытия.
Для этого нужно:
- Наложить несколько капель металла на верхнюю сторону края отверстия;
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища;
- Наложить еще насколько капель металла, продвигаясь вниз;
- Снова постучать молотком;
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом;
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места;
- Пройденный шов желательно простучать для проковки и уплотнения.
 Дополнительно, приплюснутые валики перекрывают большую площадь свища;
Дополнительно, приплюснутые валики перекрывают большую площадь свища;ВидеоВ сюжете — Как заварить гнилую трубуВ сюжете — Как заварить свищ в трубе (нижнее положение)Маленькие хитростиЧтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие.
Это достигается несколькими способами. Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается.
Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке.
После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.Третья хитрость заключается в увеличении присадочного материала.
Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку.
Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.Режимы
Для выполнения сварочных работ на трубопроводе, в котором присутствует жидкость, важно установить силу тока выше обычной для данного положения. Это позволит устойчивее удерживать дугу. Электрод не будет прилипать из-за быстрого охлаждения водой.Присадочные материалы важно хорошо прокалить. Из распространенных моделей подойдет УОНИ 13/55.
Они отлично проявляют себя в подобных условиях. Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла. Вид напряжения тоже играет свою роль. Здесь все зависит от личных предпочтений сварщика. Переменный ток хорошо удерживает дугу. Им можно варить под большим слоем воды.
Но качество самого шва хуже. Постоянное напряжение менее устойчиво при работе во влажной среде, за то степень проникновения расплавленного материала выше.Грамотный монтаж трубопровода позволяет сразу получить качественную систему.
Но если был допущен брак или материал прохудился, и требуется ремонт без слива жидкости, то приведенные советы в статье помогут справиться с проблемой.
В продолжение темы посмотрите также наш обзор Способ красиво согнуть профильную трубу под 90° в стиле резьбы по дереву
Источник
https://santekhnik-moskva.blogspot. ru/2020/09/Kak-zavarit-trubu-s-techyu.html
ru/2020/09/Kak-zavarit-trubu-s-techyu.html
Как заварить протекающую трубу электросваркой? Ремонт водопровода под давлением!
14.02.2019
Сварка водопроводных труб электросваркой – один из самых надежных способов добиться необходимой герметичности контура циркуляции. Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
К сожалению, даже при соблюдении всех требований, трубы могут дать течь в процессе эксплуатации. Это происходит из-за внешних нагрузок, на которые металлические конструкции попросту не рассчитаны, а также вследствие естественного старения и износа материала.
В такой ситуации приходится действовать незамедлительно, устранять течи на уже использующемся трубопроводе.
Необходимость работы
Сварка трубы с водой может потребоваться в следующих случаях:
- Течи, образовавшиеся вследствие превышения нормативных нагрузок или некачественно проведенных работ по монтажу. Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.
- Необходимость врезки. Слив жидкости из всей системы предполагает существенные временные потери, так что дело зачастую ограничивается отключением циркуляционных насосов. Данная мера способствует снижению давления в контуре, работа упрощается.
 Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.
Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.Основные сложности
Сварка труб под давлением – непростая задача, за ее выполнение возьмется не каждый специалист.
Проблемы связаны со следующими явлениями:
- напор жидкости не дает достичь необходимой температуры сварочной ванны, крайне трудно добиться необходимого коэффициента сцепления наплавляемого металла с основой;
- когда вода контактирует с раскаленным материалом, образуются большие объемы пара. Сварщику приходится работать в условиях ограниченной видимости, маска запотевает, приходится постоянно протирать ее, отвлекаться, терять время;
- очень сложно работать в случае, когда трубы расположены на высоте, под потолком. Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.
 Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.
Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.
Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.
Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
- Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
- Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
 Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Как заварить трубу с водой электросваркой
27.03.2019
Возникают ситуации, когда дефект на трубопроводе приходится устранять при подаче воды. Чаще свищи возникают на сварных трубах, устранить их можно, сварив водопроводную трубу электросваркой с использованием наплавочных электродов. Хотя сварка будет непрочной, серьезную аварию, утечку воды удастся предотвратить.
Перед проведением сварки магистральное давление понижают до возможных пределов. Для выполнения работ требуется опыт. Новичку с такой сваркой не справиться. Особенно сложно заваривать чугунные стояки. У чугуна большая текучесть, при нагреве происходят структурные изменения в металле, ухудшающие эксплуатационные характеристики.
Сварка водопроводных труб под давлением электросваркой
Почему возникает необходимость сварки трубы с водой
Варить трубы с водой приходится в следующих ситуациях:
- когда после ввода системы в эксплуатацию обнаруживаются непровары стыков;
- иногда при монтаже сварных труб в магистрали оказывается дефектная;
- когда нельзя оставить без воды большой район;
- нет возможности слить воду или это экономически нецелесообразно;
- нужно срочно врезать запорную арматуру или узел учета;
- из-за уклона вода остается в трубе после слива системы.
Это не все ситуации, при которых нужна сварка трубопроводов с водой.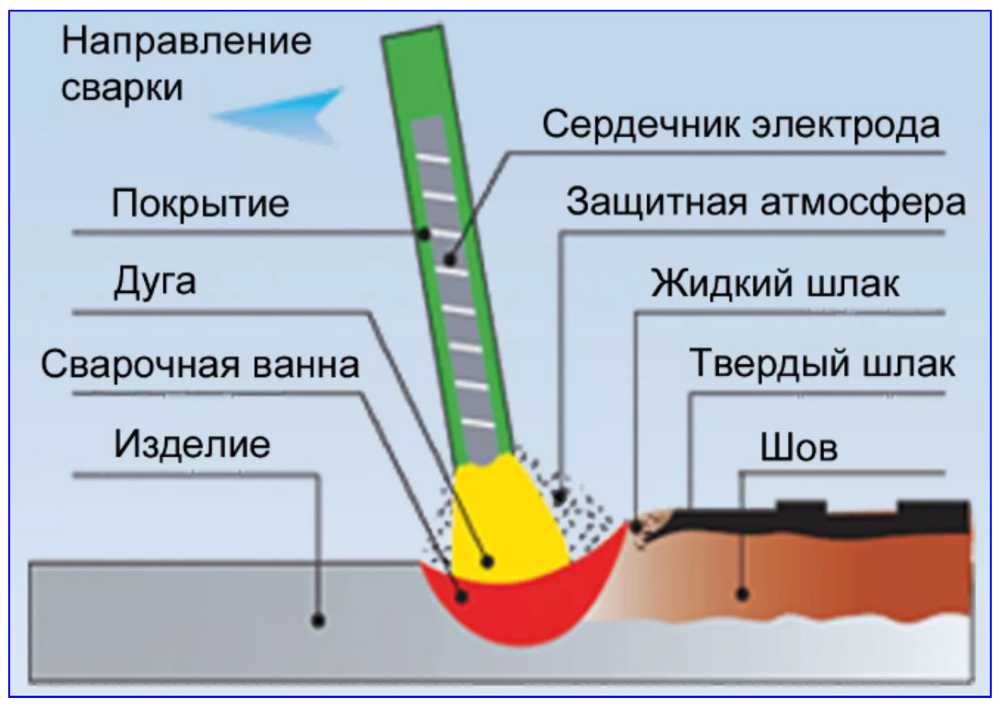
Особенности сварки водопроводных труб
Заварить трубу с водой можно электродуговой, газовой сваркой, полуавтоматом с применением наплавочной проволоки. Электросварка водопровода, заполненного водой, связана с некоторыми особенностями:
- Рабочий режим сварки при заделке дефектов, утечек воды регулируется. Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
- Для работы электроды выбирают по виду материала трубопровода. Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
 Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.Что такое водородная сварка
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом.
При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики.
Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
Работать надо на малом токе, чтобы не допустить прожогов на поврежденной коррозией стенке.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным. Это роли не играет, важно обеспечить доступ к стыку.
Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону. Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям.
Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям.
Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Ремонт автомобильного радиатора своими руками
Врезка в трубопровод
Когда требуется подключение сантехнических устройств, установка приборов учета или запорной арматуры, сгонять воду из системы необязательно, это бывает слишком накладно.
Отвод для сгона воды или кран проводят по следующей схеме:
- врезаемый элемент подгоняется под трубопровод;
- обваривается по всему контуру;
- после этого сверлится врез через патрубок или разобранный шаровый кран;
- затем к патрубку монтируется подвод или собирается запорная арматура. После этого открывают подачу воды.
Врезка штуцеров в трубопровод по представленной технологии проводится без снижения давления в магистрали. К ним крепится подсоединяемый элемент.
К ним крепится подсоединяемый элемент.
Полезные советы от специалистов
Магистральная система водоснабжения, заполненная водой, источник повышенной влажности. Существуют профессиональные секреты, позволяющие проводить работу качественно. Нужно снизить воздействие воды. Этого достигают несколькими способами:
- В свищ вбивают болт соответствующего диаметра с большой шляпкой. Струйка воды уменьшается, образуются только капли. Если свищ круглый, он забьется полностью. Достаточно будет обварить шляпку и наплавить металл вокруг нее. Этот способ подойдет для любого пространственного положения повреждения.
- На свищ накладывают гайку большого размера, течь частично устраняется, вода не попадает на электрод, а вытекает через внутренне отверстие гаки. После этого гайку по внешнему краю обваривают. После этого в нее с использованием фума или вкручивают болт, образуется герметичное соединение, дефект устраняется. Внешний вид трубы становится хуже – это минус, но такой ремонт довольно эффективный, не занимает много времени.
- Увеличивается объем металла, подаваемого в сварочную ванну. Нескольких капель бывает недостаточно. Величина капли зависит от толщины электрода. Иногда дополнительно берут электрод с обчищенной обмазкой. Первый электрод создает дугу, а когда образуется ванна расплава, в держатель вставляют второй, на котором нет обмазки. Объем наплавочного материала увеличивается, дырка быстрее заплавляется.

Учитывая особенности работы с заполненной трубой, можно самостоятельно сделать ремонт сети без сгона воды из системы. Нужно правильно подбирать электроды по типу стержня, виду обмазки, регулировать рабочий режим тока.
Как заварить трубу с водой электросваркой Ссылка на основную публикацию
Как новичку заварить шов под воду, чтобы не потекло. Хитрость старых сварщиков
Друзья, всех приветствую. Продолжаем цикл статей для всех, кто решил осваивать сварку самостоятельно. И сегодня будет очень важная и интересная тема- Как новичку заварить шов под воду, чтобы не потекло.
Рано или поздно человеку у которого имеется сварка придется варить что-нибудь под воду. Это могут быть трубы, бак для душа, просто бак под воду и тд. Шов под воду должен быть плотным и без пор и зашлаковки, иначе будет течь. Итак, как нужно варить швы под воду?
Для наглядного примера мы возьмем небольшой обрезок круглой трубы и кусок листового металла, и попробуем приварить этот обрезок к листу так, чтобы этот шов не пропускал воду.
Для начала выставим небольшой зазор для лучшего провара и поставим несколько прихваток. Сварку будем производить электродами с рутиловым покрытием-в моём случае это будут ано-21( особо плохого как и хорошего про них сказать не могу, их качество довольно нестабильно, иногда попадаются довольно неплохие, а бывает совсем плохо).
Настроили сварочный ток и начали сварку, начинать сварку нужно не на самой прихватке, а немного отступив от нее. Сварка будет производиться с частыми отрывами и повторным поджигом. Итак подходим к самому главному-что это за фишка при которой такие швы под воду будут получаться без протечек?
Итак подходим к самому главному-что это за фишка при которой такие швы под воду будут получаться без протечек?
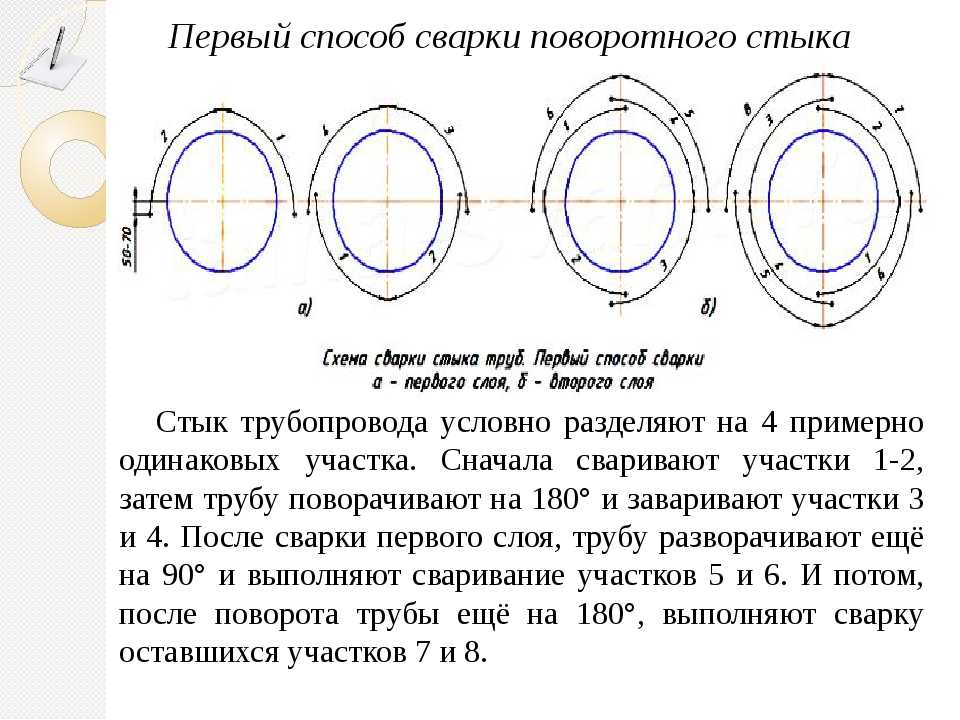
Много лет назад, когда я только начинал работать сварщиком, меня поставили в помощь старому сварщику, который варил трубы с отводами под воду поворотные стыки. Моя функция была довольно проста-принеси, подай, отойди не мешай! Но я взял свою маску и когда он варил, смотрел как он это делал.
Так вот, в процессе сварки он время от времени делал электродом странные действия-резко двигал чуть назад и вбок, именно резко сбрасывал наплывающий на сварочную ванну шлак сварочной дугой. На фото я показал стрелками это движение.
Делать это движение нужно резко и на той же длине дуги, что и при текущей сварке-удлинять не стоит. Естественно, я перенял этот способ и довольно быстро стал смело варить под воду.
Здесь наша самая большая проблема-это жидкий и очень текучий шлак, у электродов с рутиловым покрытием он именно такой, у электродов с основным покрытием с зашлаковкой проблем намного меньше, но применять такие электроды в быту новичку довольно проблематично, так как варить с отрывом ими сложно-повторный поджиг затруднен, и поэтому народные электроды это именно с рутиловым покрытие- АНО-21, МР-З, МОНОЛИТ, ОК 46.
Так что вот такая простая, но важная фишка при сварке под воду-зажгли электрод, разогрели сварочную ванну, немного проварили, и резким движением назад и вбок сбросили набегающий шлак, именно этим действие мы не допустим зашлаковку.
Повторно зажигаем электрод в том месте где закончили и все делаем также, но нужно контролировать момент, чтобы металл был еще красным-не совсем потускнел, иначе тогда лучше молотком отбить в этом месте шлак и потом продолжить сварку.
Еще при сварке под воду необходимо делать перекрытие швов-маркером я показал что это ( называется замок).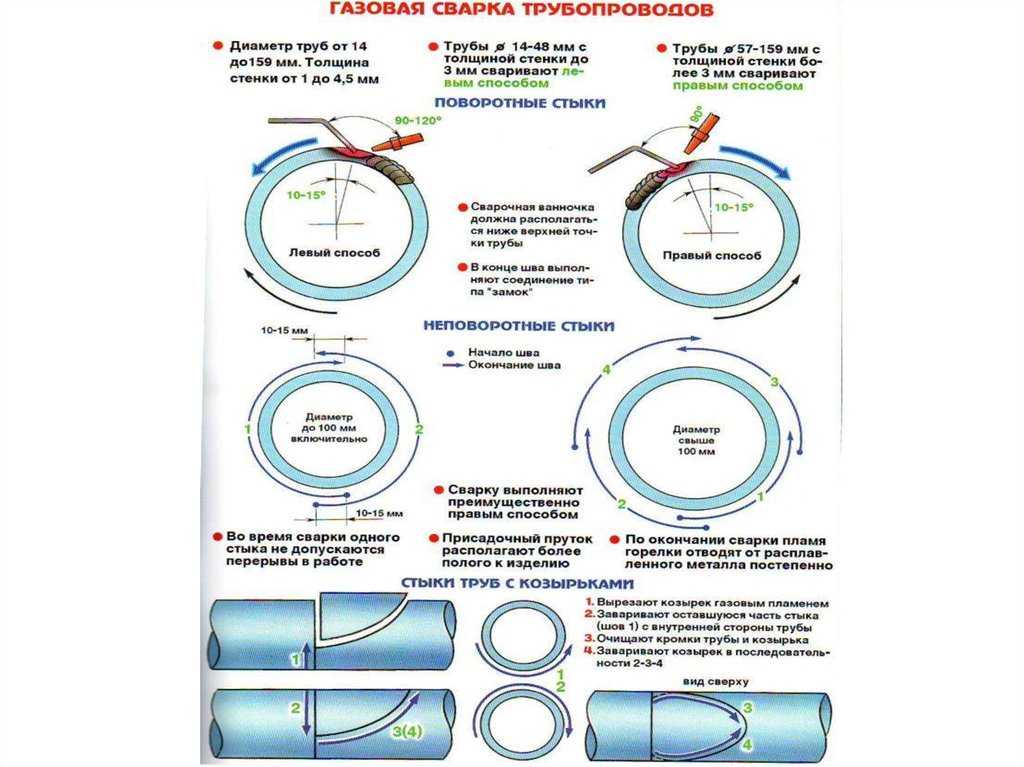 Когда закончился электрод, и начинаем варить новым, то начинать нужно вернувшись миллиметров на 10 назад на шов. Или когда соединяешься с началом шва, также нужно залезть миллиметров на 10 на этот шов, и только потом оборвать дугу, заплавив кратер.
Когда закончился электрод, и начинаем варить новым, то начинать нужно вернувшись миллиметров на 10 назад на шов. Или когда соединяешься с началом шва, также нужно залезть миллиметров на 10 на этот шов, и только потом оборвать дугу, заплавив кратер.
Ну и посмотрим, что у нас получилось, налив воды пока все горячее в кусок трубы-когда горячее, если есть малейшие поры, то сразу потечет. Все нормально получилось, течи нет.
В книжках по сварке этой информации нет, просто мне повезло, и был такой момент в работе, где получилось подглядеть именно важную фишку у опытного специалиста, которая мне очень пригодилась. Так что попробуйте делать так, будет намного проще избежать зашлаковки.
Как заварить трубы которые текут
Как заварить протекающую трубу электросваркой? Ремонт водопровода под давлением!
Сварка водопроводных труб электросваркой – один из самых надежных способов добиться необходимой герметичности контура циркуляции. Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
К сожалению, даже при соблюдении всех требований, трубы могут дать течь в процессе эксплуатации. Это происходит из-за внешних нагрузок, на которые металлические конструкции попросту не рассчитаны, а также вследствие естественного старения и износа материала.
В такой ситуации приходится действовать незамедлительно, устранять течи на уже использующемся трубопроводе.
Необходимость работы
Сварка трубы с водой может потребоваться в следующих случаях:
Конопатка сруба: как сохранить тепло в любую погоду
- Течи, образовавшиеся вследствие превышения нормативных нагрузок или некачественно проведенных работ по монтажу.
Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.
- Необходимость врезки.
Слив жидкости из всей системы предполагает существенные временные потери, так что дело зачастую ограничивается отключением циркуляционных насосов.
Данная мера способствует снижению давления в контуре, работа упрощается.
 Данная мера способствует снижению давления в контуре, работа упрощается.
Данная мера способствует снижению давления в контуре, работа упрощается.Основные сложности
Сварка труб под давлением – непростая задача, за ее выполнение возьмется не каждый специалист.
Проблемы связаны со следующими явлениями:
- напор жидкости не дает достичь необходимой температуры сварочной ванны, крайне трудно добиться необходимого коэффициента сцепления наплавляемого металла с основой;
- когда вода контактирует с раскаленным материалом, образуются большие объемы пара. Сварщику приходится работать в условиях ограниченной видимости, маска запотевает, приходится постоянно протирать ее, отвлекаться, терять время;
- очень сложно работать в случае, когда трубы расположены на высоте, под потолком. Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.
Технология сварки водопроводных труб под давлением
Сварка стальных труб — ответственное дело, после выполнения которого ожидается, что они будут работать под давлением длительное время, и обеспечивать бесперебойную подачу жидкости для водоснабжения или отопления.
Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации.
Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?
Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки.
Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки.
Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками.
Чаще всего это связано с ошибками, допущенными предыдущими сварщиками.
Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб.
Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе.
Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва).
Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.
 Варить при этом очень неудобно.
Варить при этом очень неудобно.Как заварить трубу с водой
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Для этого нужно:
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.
 Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения.
Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать.
В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов.
Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно.
Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.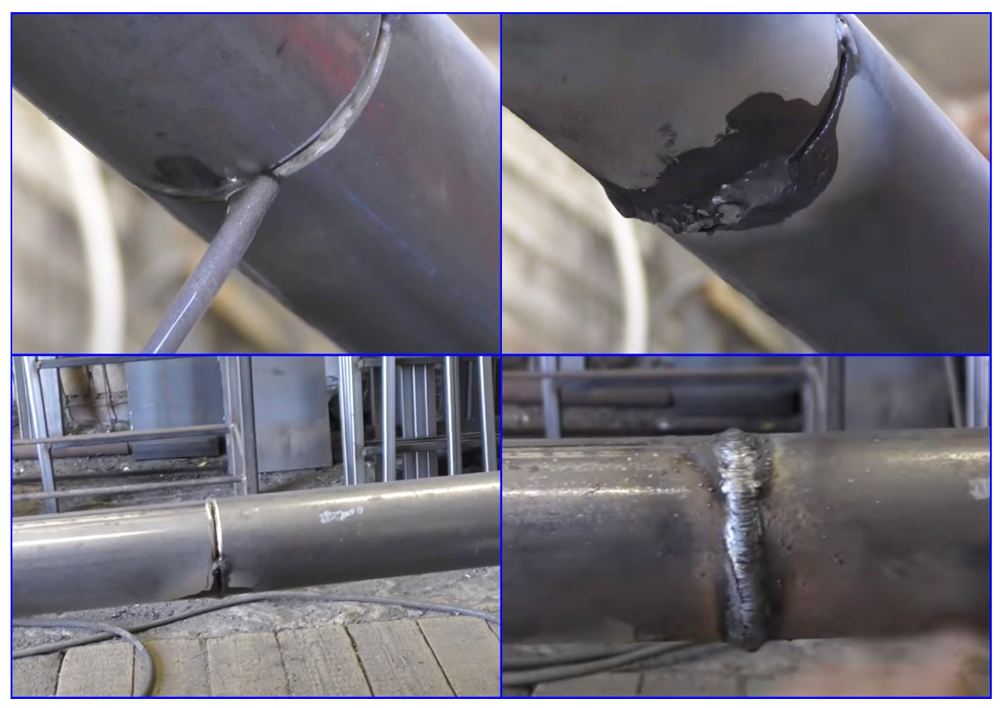
Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
Не зажигается газовый котел — в чем причина?
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.
Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.

Сварка трубопровода по воде — Проф Бур
Сварка труб под давлением и врезка в водопровод
Сварка труб под давлением представляет собой большую сложность даже для опытных сварщиков, не говоря уже о новичках. Постоянно идущая вода из трубы мешает нормально гореть сварочной дуге, вследствие чего очень трудно получить требуемую температуру плавления металла.
Кроме того, при сварке водопроводных труб под давлением, образуется большое количество пара, который мешает качественно проводить сварочные работы. И, тем не менее, в данной статье сайта о ручной дуговой сварке mmasvarka.ru, будут даны советы по поводу того, как варить трубы под давлением.
Какими электродами варить водопроводные трубы
По праву лучшими электродами для сварки водопроводных труб под давлением уже долгое время считаются:
Электроды УОНИ 13/15 — универсальные высококачественные электроды для ММА сварки, которые дают возможность отремонтировать протекающие трубы. Сварочный шов, сформированный электродами УОНИ 13/15, имеет высокое сочетание пластичности, прочности и вязкости, что в свою очередь, позволяет заварить свищи и другие разрушения на водопроводных трубах.
Сварочный шов, сформированный электродами УОНИ 13/15, имеет высокое сочетание пластичности, прочности и вязкости, что в свою очередь, позволяет заварить свищи и другие разрушения на водопроводных трубах.
Электроды МГМ-50К — сравнительно новый вид электродов, которые оптимизированы для сварки трубопроводов под давлением.
Особенность сварки электродами МГМ-50К заключается в том, что вокруг дуги образуется газовый пузырь, способный оттеснить пар и даже жидкость, находящуюся под не слишком большим давлением.
Все это упрощает сварочные работы, связанные с ремонтом водопроводных труб, а также даёт возможность в срок осуществить ремонтные работы.
Сварка труб под давлением
Придерживаясь нижеприведённых советов, вы существенно сможете облегчить работы связанные с ремонтом водопроводных труб под давлением:
- Во время сварки трубы, когда из неё идёт вода, силу тока на сварочном аппарате следует увеличить. В таком случае электрод не будет все время прилипать к трубе из-за того, что металл слишком быстро остывает.
- Перед сваркой труб под давлением, электроды следует прокалить. В таком случае можно добиться более качественной и стабильной дуги, которая, в свою очередь, будет быстрее испарять просачивающуюся воду со свища.
- Выбор постоянного или переменного тока для сварки водопроводных труб, зависит не только от напора водяного слоя, но и от толщины металла, который требуется заварить.

Так, например, сварка на переменном токе, даёт возможность формировать более мощную дугу. Поэтому варить «переменкой» можно даже трубы под высоким давлением.
При этом качество сварочного шва оставляет желать лучшего. В свою очередь, сварка на постоянном токе, позволяет глубоко проплавить металл и добиться большей прочности сварочного соединения.
Как заварить свищ в трубе с водой под давлением
Рассмотрим на конкретном примере, как можно заварить свищ (небольшое отверстие) в трубе под давлением:
- Выберите такую позицию, с которой можно было бы легко разглядеть повреждение на трубе;
- Старайтесь держать электрод перпендикулярно дефекту, дабы уменьшить объем воды, попадающей на электрод;
- Ведите работу сверху вниз, до тех пор, пока свищ не будет заварен.

Чтобы заварить свищ в водопроводной трубе под давлением, сначала нужно наплавить некоторое количество металла в верхней части повреждения. Затем, ударив несколько раз по нему молотком, постарайтесь уплотнить дефект и остановить, тем самым, обильное образование пара.
После этого, нужно продолжить устранение свища, таким образом, до тех пор, пока отверстие в трубе не будет полностью перекрыто. Цикл, снова и снова, продолжается сверху вниз, не без участия молотка. После того, как вода перестанет бежать из трубы, следует усилить дефектное место, уменьшив при этом значение сварочного тока.
Врезка в водопровод под давлением
И хотя на сегодняшний день существуют специальные седелки для врезки в водопровод под давлением, многие, до сих пор, используют сварку для этих целей. Как врезаться в водопроводную трубу под давлением?
В первую очередь, нужно подготовить металлический патрубок требуемого диаметра, на одном конце которого была бы нарезана резьба. На резьбу обязательно накручивается шаровой кран, с предварительным уплотнением (сантехническим льном или фум-лентой).
На резьбу обязательно накручивается шаровой кран, с предварительным уплотнением (сантехническим льном или фум-лентой).
Выбрав место врезки, и очистив трубу от грязи и ржавчины, можно приступать к выполнению сварочных работ:
- Приложите патрубок с краном к трубе для врезки, после чего обварите его по кругу. Работа эта непростая, ведь нужно не прожечь металл трубопровода, сохранив при этом его целостность;
- Через открытый кран на патрубке, просверлите отверстие в трубопроводе, используя для этих целей дрель и длинное сверло по металлу;
- После того, как из трубы пойдёт вода, быстро перекройте кран.
Таким образом, можно не только заварить свищ в водопроводной трубе под давлением, но и врезаться в действующий трубопровод.
Как заварить протекающую трубу электросваркой? Ремонт водопровода под давлением!
14.02.2019
Сварка водопроводных труб электросваркой – один из самых надежных способов добиться необходимой герметичности контура циркуляции.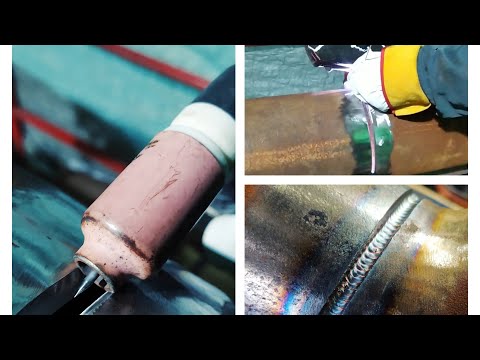 Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
Швы, полученные при применении данной технологии, устойчивы к давлению, механическим нагрузкам, коррозии.
К сожалению, даже при соблюдении всех требований, трубы могут дать течь в процессе эксплуатации. Это происходит из-за внешних нагрузок, на которые металлические конструкции попросту не рассчитаны, а также вследствие естественного старения и износа материала.
В такой ситуации приходится действовать незамедлительно, устранять течи на уже использующемся трубопроводе.
Необходимость работы
Сварка трубы с водой может потребоваться в следующих случаях:
- Течи, образовавшиеся вследствие превышения нормативных нагрузок или некачественно проведенных работ по монтажу. Отключение в таких случаях не приветствуется, особенно, если речь идет о магистральных трубопроводах, снабжающих водой большие жилые массивы.
- Необходимость врезки. Слив жидкости из всей системы предполагает существенные временные потери, так что дело зачастую ограничивается отключением циркуляционных насосов. Данная мера способствует снижению давления в контуре, работа упрощается.
 Данная мера способствует снижению давления в контуре, работа упрощается.
Данная мера способствует снижению давления в контуре, работа упрощается.Основные сложности
Сварка труб под давлением – непростая задача, за ее выполнение возьмется не каждый специалист.
Проблемы связаны со следующими явлениями:
- напор жидкости не дает достичь необходимой температуры сварочной ванны, крайне трудно добиться необходимого коэффициента сцепления наплавляемого металла с основой;
- когда вода контактирует с раскаленным материалом, образуются большие объемы пара. Сварщику приходится работать в условиях ограниченной видимости, маска запотевает, приходится постоянно протирать ее, отвлекаться, терять время;
- очень сложно работать в случае, когда трубы расположены на высоте, под потолком. Вода может стекать на сварщика, да и удерживать тяжелое оборудование неудобно.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.
Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.
Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
- Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
- Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.

Как заварить трубу с водой — различные варианты и способы
Каждому квалифицированному специалисту при проведении сварочных работ приходится решать ряд сложных задач. Одна из проблем, с которой может столкнуться любой сварщик — как заварить трубу с водой.
Стоит отметить, что сварка стальной трубы с протекающей по ней водой не является технически грамотным решением и технологически верным процессом проведения работ. Однако в некоторых аварийных, экстренных ситуациях знание различных способов сваривания трубопроводов со свободно или под давлением протекающей по ним водой может сильно помочь специалисту.
Рис. 1 Технология электродуговой сварки
Особенности сваривания трубопроводов с водой
Под сваркой трубопровода с водой мы подразумеваем ту ситуацию, когда она тем или иным способом попадает в сварочную ванну. Этот фактор привносит в проведение сварных работ следующие нюансы:
- Электрическая дуга, которая образуются при сварке, имеет температуру около 7000 °С. Этого более чем достаточно, чтобы сделать жидкой любую низкоуглеродистую сталь, средняя температура плавления которой составляет 1500 °С. Так как вода закипает при нагревании до температуры в 100 °С, то она мгновенно испаряется в зоне сварки, не оказывая существенного влияния на процесс. То есть теоретически можно запаять любой шов, если щель довольно узка и через нее не выливается наружу большой водный поток.
- Общеизвестно, что вода обладает наивысшей тепловой емкостью из всех жидкостей, то есть для нагревания любого исходного объема требуется значительное количество энергии. Поэтому при проведении сварочных работ на трубах с водой желательно еще повысить температуру электродуги. Этого добиваются увеличением силы тока в сварочном аппарате в зависимости от конкретных условий на 10 — 20%.
- При сварке предпочтительнее применение инверторного сварочного агрегата с рядом удобных функций: форсаж дуги, антизалипание.
 Этого более чем достаточно, чтобы сделать жидкой любую низкоуглеродистую сталь, средняя температура плавления которой составляет 1500 °С. Так как вода закипает при нагревании до температуры в 100 °С, то она мгновенно испаряется в зоне сварки, не оказывая существенного влияния на процесс. То есть теоретически можно запаять любой шов, если щель довольно узка и через нее не выливается наружу большой водный поток.
Этого более чем достаточно, чтобы сделать жидкой любую низкоуглеродистую сталь, средняя температура плавления которой составляет 1500 °С. Так как вода закипает при нагревании до температуры в 100 °С, то она мгновенно испаряется в зоне сварки, не оказывая существенного влияния на процесс. То есть теоретически можно запаять любой шов, если щель довольно узка и через нее не выливается наружу большой водный поток.Рис. 2 Дефекты в трубах и заделка их чопиками
- Сварку с вытекающей водой можно вести в двух режимах, без отрыва и с отрывом электрода от шва (ванны). Однако на практике безотрывную технологию довольно сложно использовать — попавшая в ванну вода может охладить электрод, что приведет к его залипанию. Поэтому большинство сварщиков даже высокой квалификации практикуют сварку охлаждаемых водой щелей или стыков труб с отрывом.
- Трубу с водой можно варить как на постоянном, так и переменном токе. Так как последний вариант рассчитан на сварку толстостенных изделий из низкоуглеродистых сталей, проводить сварочные работы таким методом и соответственно аппаратом чуть проще.
- При сваривании стыка или щели с водой следует быть готовым к невысокому качеству шва. Из-за постоянного охлаждения сварочной ванны образуются наплывы, ухудшающие внешний вид шовного буртика. Также у сварщика не времени сбивать окалину, что также не способствует повышению качества сварки.
 Однако на практике безотрывную технологию довольно сложно использовать — попавшая в ванну вода может охладить электрод, что приведет к его залипанию. Поэтому большинство сварщиков даже высокой квалификации практикуют сварку охлаждаемых водой щелей или стыков труб с отрывом.
Однако на практике безотрывную технологию довольно сложно использовать — попавшая в ванну вода может охладить электрод, что приведет к его залипанию. Поэтому большинство сварщиков даже высокой квалификации практикуют сварку охлаждаемых водой щелей или стыков труб с отрывом.Рис. 3 Таблица применяемых электродов для электродуговой сварки
Статья по теме:
Сварка оцинкованных труб в бытовых условиях – способы и методы. Если у вас оцинкованная труба, то как правильно ее варить можно почитать в отдельной статье, опубликованной на нашем сайте.
Если у вас оцинкованная труба, то как правильно ее варить можно почитать в отдельной статье, опубликованной на нашем сайте.
- Перед проведением сварочных работ электроды лучше дополнительно прокалить при температуре 200 °С. Помимо трубопроводов из низкоуглеродистой стали (электроды АНО, УОНИ), также можно сваривать трубы с водой из нержавейки (электроды НЖ, ЛМ, ОЗЛ) чугунные стояки (электроды МНЧ, ОЗЧ, ОЗА). Для инверторных сварочных аппаратов можно использовать электроды МР-3, ЦЧ-4, которые хорошо подходят для ремонта труб из-за относительно низкой температуры плавления.
- Следует учитывать и то, что сварка труб под давлением водной среды — вынужденная и временная мера. Стык с высокой вероятностью может треснуть при дальнейшей эксплуатации, связанной с изменением давления в трубопроводе, физическом воздействии на его оболочку.
- Стоит отметить, что не каждый сварщик возьмется за проведение подобных работ в силу следующих причин:
- Обзор рабочей зоны будут постоянно перекрывать водные пары — маску придется регулярно протирать.
- При задержке электрода в сварочной ванне он может залипнуть.
- Попавшая на работника и спецодежду вода снижает электробезопасность работ, увеличивает вероятность поражения сварщика электрическим током, приводит к дискомфорту.

Рис. 4 Заварка трубных щелей сваркой — примеры
Как заварить трубу с водой
Как отмечалось выше, сварка труб под давлением с вытекающей водой — это прямое нарушение технологии из-за низкого качества соединения. Однако в реальных условиях мастера сварщики, работающие, к примеру, в тепловых сетях, регулярно проводят данные операции по просьбе или требованию начальства.
Перед работами проверяют удобство доступа к дефектному участку трубопровода, хорошо освещают место проведения сварочных операций. Если прямым электродом сложно проводить сварку или по нему будет стекать вода, его изгибают под удобным или безопасным углом. Для защиты сварщика при работе в помещениях с высокой влажностью используют водонепроницаемую одежду.
Рис. 5 Примеры наложения заплаток для заделки дефектов
При образовании трещины
Если вода капает через трещину, ее можно заваривать несколькими методами:
Прямым завариванием. Место проведения работ очищают от краски, слоя ржавчины и начинают сварку. Ток в аппарате устанавливают побольше, (для этого нужен опыт и практические навыки) и начинают заваривание щели в месте, наиболее удаленном от точки вытекания воды.
Электрод ведут елочкой, постепенно опускаясь к участку с течью. Можно пройти щель сразу по всей длине с одного конца до другого или сваривать попеременно с каждой стороны и закончить в точке вытекания воды.
Для гарантии прочности соединения после формирования основного шва его поправляют, обваривая по периметру. Ток в сварочном аппарате при этом устанавливают в обычный рабочий режим.
При помощи накладки. Для ремонта труб многие используют хомуты с резиновыми прокладками, накладываемые вокруг трубы и затягиваемые болтами. Если щель большая и через нее вытекает значительный объем воды, можно при помощи сварочного аппарата сделать подобие данного приспособления.

Для этого берут пластину нужный длины и ширины, изгибают ее вокруг трубы в месте утечки и привязывают проволокой. Далее по периметру приваривают элемент к трубной оболочке в обычном режиме работы сварочного аппарата. Сделанная таким методом заплатка хоть и отнимет чуть больше времени, чем непосредственное заваривание щели, гарантирует более высокое качество ее заделки.
- Рис. 6 Примеры заварки свищей
Статья по теме:
Бандаж для труб, что это такое и как эффективно устранить течь в трубе. Если не знаете, как заварить трубу с водой, то возможно, будет интересно почитать отдельную статью про то, как можно заделать свищ в трубе при помощи специальных или подручных средств.
Со свищом
Под свищом обычно подразумевают дефект в трубе в виде сквозного отверстия, через которое под давлением наружу вытекает вода. Для его заваривания применяют следующие способы:
Прямая заделка. Есть свищ небольшой, его обваривают по периметру небольшими каплями при повышенном токе, а затем расплющивают их молотком, заделывая отверстие и предотвращая ток воды.
Затем поверх свища наваривают еще один слой металла, установив на сварочном аппарате обычный режим.
При большом свище еще один оригинальный вариант его обварки – вбивание деревянного чопика. Колышек загоняют до конца и обрезают почти заподлицо с трубной оболочкой. При отсутствующем водном потоке отверстие обваривают по периметру, постоянно сужая выходной канал до его полного закрытия.
При помощи болта. Если через свищ поступает значительный объем воды, можно воспользоваться подходящим по диаметру (точнее чуть большим) болтом. При помощи сверла, равного размеру резьбового штыря, в свище делают круглое отверстие правильной формы, в которое затем вкручивают болт.
Резьбовая ножка почти полностью перекрывает водный поток, поэтому шляпка без труда обваривается по периметру, тем самым полностью предотвращая течь.
При помощи гайки. Если под руками нет сверла и болта нужных диаметров, подбирают гайку по размерам чуть больше свища. Ее устанавливают по центру отверстия и обваривают по периметру.
Затем берут подходящий болт, обрезают его на нужную длину болгаркой, делая фаску на кромках, и ввинчивают в гайку.
Для герметизации резьбового соединения используют льняное волокно или подкладывают под резьбовой штырь на свищ маленький кусочек резины.
- Рис. 7 Как заварить трубу с водой при помощи гайки и болта — пример
Возможно, будет интересно почитать про: Труба ВГП – размеры, формы выпуска, особенности резьбового соединения
На стыке двух соединяемых труб
В практике опытного сварщика могут возникнуть ситуации, когда в трубопровод потребуется вставить новый трубный фрагмент или элемент с запорной, регулирующей арматурой. Для этого в старой трубе вырезают участок по длине нового, стачивают фаски на кромках всех труб для образования сварочной ванны и вставляют трубный отрезок в разрез трубопроводной магистрали.
Очень важно точно подогнать вставляемый трубный фрагмент к краям обрезанного трубопровода. В идеале, если кромки свариваемых труб плотно соприкасаются, течь может практически отсутствовать.
В идеале, если кромки свариваемых труб плотно соприкасаются, течь может практически отсутствовать.
Затем вставленный фрагмент соединяют с основным трубопроводом сваркой с двух сторон в нескольких точках и приступают к полной заделке стыков.
Если труба расположена горизонтально, сварку ведут сверху вниз обычным (отрывным или безотрывным) способом попеременно с двух сторон или непрерывной дугой снизу-вверх, минуя участок с вытекающей водой.
На расстоянии около 10 мм от точки вытекания воды увеличивают ток в аппарате и производят заваривание оставшегося участка с течью.
Некоторые сварщики поступают наоборот, заделывая вначале участок с протечкой от точки на 10 мм выше.
- Аналогичные сварочные операции проводят и с другим стыком.
- Рис. 8 Как заварить трубу с водой на стыке
Врезка в трубопровод под давлением
Если давление воды в трубопроводе невелико (не более 6 бар, как в линии холодного водоснабжения коммунальных домов), не так сложно произвести врезку в трубопровод при помощи сварки.
Для этих целей подбирают отрезок трубы с резьбой, подходящей к запорной арматуре: шаровому крану или вентилю.
Сразу готовят герметизирующие материалы (сантехническую ленту, льноволокно, пасту), перфоратор со сверлом по металлу диаметром, соответствующему проходному каналу отвода.
Дальнейшие операции проводят в следующей последовательности:
- Стачивают нижние кромки переходной стальной муфты с резьбой болгаркой под полукруглый профиль трубопровода, делают по периметру фаску для сварочной ванны.
- Приставляют переходную муфту к трубе, фиксируют в нескольких точках каплями расплавленного металла и приступают к ее приварке по периметру в обычном режиме.
- Рис. 9 Приварка муфтового бокового отвода с резьбой под шаровый кран
Статья по теме:
Какими электродами варить профильную трубу 2 мм, советы профессионала. На нашем сайте есть отдельная статья посвященная обзору методов и видов сварки тонкостенных профильных труб, выбор электродов, режимы сварки, почитайте, возможно будет интересно.
- Затем в перфоратор или шуруповерт вставляют сверло по металлу и проделывают в трубопроводе отверстие через приваренную муфту, предварительно подготовив шаровый кран и намотав на резьбу льноволокно.
- После просверливания отверстия в трубопроводе извлекают сверло с электроинструментом и быстро накручивают на резьбовой патрубок отвода шаровый кран.
- Более надежный и простой вариант, если давление в системе неизвестно — заранее накрутить на резьбовой патрубок шаровый кран, используя уплотнители из льноволокна, сантехнической нити, и произвести высверливание трубы через него. Стоит отметить, что арматура при этом должна быть полнопроходной без внутреннего заужения проходного канала.
- Как только на выходе появится сильный водный поток после извлечения сверла, его быстро перекрывают консольной рукояткой крана.
Важный нюанс. Чтобы выходящая из трубопровода вода при сверлении не попала в электроинструмент, на сверло одевают защитный экран – кусок плотной картонки, фанеры, пластика.
- Рис. 10 Операции по врезке в трубопровод через шаровый кран
Сварка труб с вытекающей через них водой — операция, выполнение которой по силам высококвалифицированным сварщикам с большим опытом работы. Также при помощи сварки несложно произвести врезку в любой металлический трубопровод, транспортирующий воду под давлением.
Технология сварки водопроводных труб под давлением
Сварка стальных труб — ответственное дело, после выполнения которого ожидается, что они будут работать под давлением длительное время, и обеспечивать бесперебойную подачу жидкости для водоснабжения или отопления.
Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации.
Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?
Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки.
Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки.
Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки.
Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками.
Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб.
Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе.
Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва).
Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.

Как заварить трубу с водой
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ.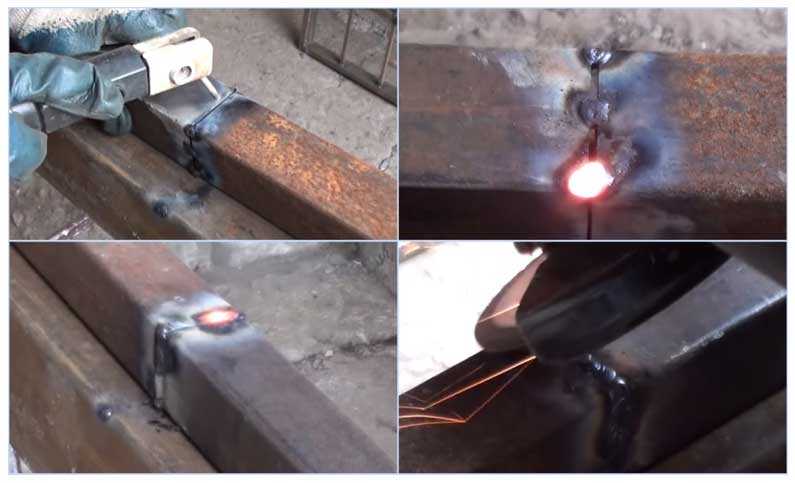 Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Для этого нужно:
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.

Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения.
Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать.
В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.

Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов.
Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно.
Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
Эту операцию можно проводить на любом давлении. Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня.
В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается.
Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке.
После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место.
У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну.
Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень.
Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Режимы
Для выполнения сварочных работ на трубопроводе, в котором присутствует жидкость, важно установить силу тока выше обычной для данного положения. Это позволит устойчивее удерживать дугу. Электрод не будет прилипать из-за быстрого охлаждения водой.
Присадочные материалы важно хорошо прокалить. Из распространенных моделей подойдет УОНИ 13/55. Они отлично проявляют себя в подобных условиях. Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла.
Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла.
Вид напряжения тоже играет свою роль. Здесь все зависит от личных предпочтений сварщика. Переменный ток хорошо удерживает дугу. Им можно варить под большим слоем воды. Но качество самого шва хуже. Постоянное напряжение менее устойчиво при работе во влажной среде, за то степень проникновения расплавленного материала выше.
Грамотный монтаж трубопровода позволяет сразу получить качественную систему. Но если был допущен брак или материал прохудился, и требуется ремонт без слива жидкости, то приведенные советы в статье помогут справиться с проблемой.
- Поделись с друзьями
- 0
- 0
- 0
- 3
Сварка водопроводных труб электросваркой: технология и полезные советы
Возникают ситуации, когда дефект на трубопроводе приходится устранять при подаче воды. Чаще свищи возникают на сварных трубах, устранить их можно, сварив водопроводную трубу электросваркой с использованием наплавочных электродов. Хотя сварка будет непрочной, серьезную аварию, утечку воды удастся предотвратить.
Хотя сварка будет непрочной, серьезную аварию, утечку воды удастся предотвратить.
Перед проведением сварки магистральное давление понижают до возможных пределов. Для выполнения работ требуется опыт. Новичку с такой сваркой не справиться. Особенно сложно заваривать чугунные стояки.
У чугуна большая текучесть, при нагреве происходят структурные изменения в металле, ухудшающие эксплуатационные характеристики.
Сварка водопроводных труб под давлением электросваркой
Почему возникает необходимость сварки трубы с водой
Варить трубы с водой приходится в следующих ситуациях:
- когда после ввода системы в эксплуатацию обнаруживаются непровары стыков;
- иногда при монтаже сварных труб в магистрали оказывается дефектная;
- когда нельзя оставить без воды большой район;
- нет возможности слить воду или это экономически нецелесообразно;
- нужно срочно врезать запорную арматуру или узел учета;
- из-за уклона вода остается в трубе после слива системы.

Это не все ситуации, при которых нужна сварка трубопроводов с водой.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.
Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.

МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.
Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
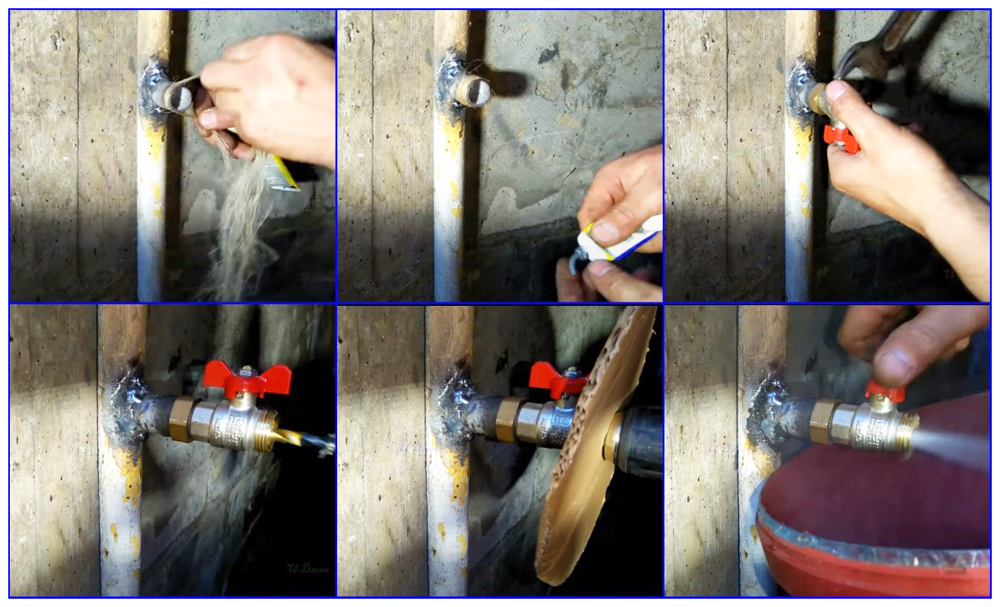 Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Процедура сварки труб — www.pipelinedubai.com
31.08.2018
- Новости отрасли
- Новости
При сварке стальной трубы сверху дуги, сверху вниз всепозиционная техника сварки, метод скорости сварки, внешний вид сварного шва, хорошее качество сварки, вы можете сэкономить сварочные материалы, снизить трудоемкость, который является обычным SMAW, не может быть сравним и в настоящее время более широко используется при сварке магистральных трубопроводов большого калибра во всех положениях мощности при строительстве низкосварных тонкостенных труб большого диаметра, имеет некоторую рекламную ценность.
При сварке обычно выбирают соответствующий сварочный ток, угол наклона электрода и скорость сварки, прямо через перетаскивание вниз или слегка подавляют колебания дуги, чтобы закончить сварку. Обычный электрод склонен к капанию расплавленного железа и шлака под вопросом, а использование трубопровода, предназначенного для сварочных электродов, строго соблюдается сварочные спецификации, вы можете решить эти проблемы. Сварочный шлак электродом целлюлозного типа меньше, сила дуги, жесткость достаточны для предотвращения расплавленного шлака и стекания вниз, а проникающая дуга большая, особенно для толстостенных контейнеров и сварных стальных труб, ударяющих по дну, вы можете исключить операцию корневой лопаты, тем самым улучшая работу эффективность, улучшение условий труда, но из-за высокого содержания водорода в сварном шве, поэтому для сварки труб высокого давления в быту обычно используется целлюлозная подложка электрода, а также электроды с низким содержанием водорода и сварка поверхности крышки наполнителя.
Правильный набор труб и прихватка обеспечивают качество сварки, хороший сварной шов сзади является важным фактором. Прихваточный шов является частью формального, требует не только формирования боковой сварки, но и обеспечения качества сварки. Длина прихватки 20 мм, толщина около 3 мм, пологие наклоны с обеих сторон сварного шва должны быть отшлифованы до нужной формы, чтобы облегчить соединение.
Рядом со сварочным электродом очень важно использовать правильный угол. Подварочный шов, заполнение и угол наклона стержня в основном такие же, но длина дуги и транспортировка другой формы. Рядом со сварным швом, сварной шов контролируется по длине и ширине основных форм транспортировки дуги, дуги и дуги, пристальное внимание к неправильному месту должно быть открыто.
При сварке обычно выбирают соответствующий сварочный ток, угол наклона электрода и скорость сварки, прямо через, чтобы подавить колебания дуги, слегка перетащить или завершить сварку. Под обычным электродом могут возникать проблемы с каплями расплавленного железа и шлака, а при использовании специального трубопровода под сварочным электродом.
(1) SMAW. Поскольку гибкость оборудования для ручной сварки и пайки требует других причин, для сварки трубопроводов на открытом воздухе рабочая нагрузка SMAW по-прежнему составляет от 40% до 50%.
(2) Целлюлоза К процессу сварки. Целлюлоза рядом с процессом сварки широко используется в стране и за рубежом в качестве процесса сварки, в том числе сталь используется во всех последующих сварках тонкостенных труб большого диаметра X70. Скорость сварки, производительность корневой сварки, скорость прохождения радиографического контроля сварки, отличная экономичность.
(3) Установить сварку электродом с низким содержанием водорода. Процесс сварки целлюлозы вниз по сравнению с более медленной корневой сваркой, в основном для экстремальных погодных условий, транспортировки кислого газа и высокосернистой нефтяной среды, для низкотемпературной ударной вязкости, требующей сварки труб или толстостенных труб.
(4) Для установки подварочного шва с целлюлозным электродом, присадочная поверхность, защищенная газом CO2. Поскольку сварка CO2 с высокой производительностью и низкой стоимостью в последние годы была продвижением и применением, но сварка нефте- и газопроводов для достижения сварки во всех положениях должна быть в меньшем диапазоне тока с завершенными короткими переходными формами, и переходный режим короткого замыкания для подварочного шва, склонного к дефектам, таким как непровар. Таким образом, использование целлюлозной подложки электрода для достижения односторонней сварки, формирующей заднюю часть, а затем использование высокоэффективной сварочной поверхности, защищенной газом CO2.
Поскольку сварка CO2 с высокой производительностью и низкой стоимостью в последние годы была продвижением и применением, но сварка нефте- и газопроводов для достижения сварки во всех положениях должна быть в меньшем диапазоне тока с завершенными короткими переходными формами, и переходный режим короткого замыкания для подварочного шва, склонного к дефектам, таким как непровар. Таким образом, использование целлюлозной подложки электрода для достижения односторонней сварки, формирующей заднюю часть, а затем использование высокоэффективной сварочной поверхности, защищенной газом CO2.
(5) Полуавтоматическая сварка самозащитной порошковой проволокой. Самозащитная порошковая проволока для особых случаев полуавтоматической сварки на открытом воздухе в ветреную погоду, она не использует CO2, газ, образующийся в результате порошковой защиты, устойчива к ветру и может использоваться для высокой скорости наплавки трубопровода во всех положениях сварки .
(6) Полуавтоматическая или полностью автоматическая сварка в среде защитного газа с высоким содержанием CO2. В настоящее время иностранные производители производят пару сварочных токов и сигналов напряжения, своевременный контроль или контроль мощности на выходных характеристиках высокопроизводительной мощности, к этой категории относится технология Lincoln STT с передачей поверхностного натяжения при сварке. Сварочное оборудование, основанное на улучшенных характеристиках, делает полуавтоматическую и полностью автоматическую сварку трубопроводов газом CO2, что значительно повышает эффективность сварки и качество сварки.
В настоящее время иностранные производители производят пару сварочных токов и сигналов напряжения, своевременный контроль или контроль мощности на выходных характеристиках высокопроизводительной мощности, к этой категории относится технология Lincoln STT с передачей поверхностного натяжения при сварке. Сварочное оборудование, основанное на улучшенных характеристиках, делает полуавтоматическую и полностью автоматическую сварку трубопроводов газом CO2, что значительно повышает эффективность сварки и качество сварки.
В суровых зимних условиях сварки низкоуглеродистой стали из-за скорости охлаждения сварного шва быстро образуется трещина, имеющая тенденцию к увеличению, особенно в первом сварном шве.
- предварительный нагрев, процесс сварки строго поддерживает межпроходную температуру, которая не должна опускаться ниже температуры предварительного нагрева.
- использование сверхнизководородных или водородных сварочных материалов.
- для увеличения сварочного тока при прихватке скорость сварки замедляется, за счет увеличения площади поперечного сечения и длины прихваточного валика, при необходимости подогреваемого.
- все должно быть сплошным сварным швом, избегайте разрывов.
- дуговая канавка на поверхности основного материала не должна выходить за пределы необходимости заполнения кратера при гашении.
- невозможна в условиях низких температур гибка, правка и сборка сварных изделий.

Стальные трубы ERW в промышленном производстве и гражданском секторе имеют широкий спектр применения, для воды, нефти, газа и других жидкостей, транспортируемых с использованием трубопровода, имеет ряд удобных, быстрых и недорогих преимуществ, особенно в процессе транспортировки на большие расстояния, которые могут показывают его преимущества в том, что при длительном течении на внутренней стенке трубы образуются отложения или грязь.
Если в трубопроводе будет образовываться накипь или частная грязь, сформируется внутренняя стенка трубопровода, жир или парафин, скопившиеся в промышленном газопроводе, также образуют коксовый кокс и другие загрязнения. Грязь, осевшая в трубопроводной жидкости, значительно увеличивает сопротивление во время транспортировки, не только эффективность передачи, но и потребление энергии, необходимое для транспортировки жидкости, также значительно увеличилось. Грязь вызовет коррозию материала трубы и приведет к серьезным повреждениям, разрыву трубы, потерям из-за утечки трансмиссионной жидкости и даже к отключению. Коррозия трубопровода часто вызывается загрязненным транспортом по трубопроводу. С увеличением количества труб и напорных труб, увеличенным возрастом, пробегом, каплями, накипью, коррозией, закупоркой и взрывом возникающего трубопровода, эти сбои не только будут казаться нормальным производством, но и жизнь будет неблагоприятно затронута жизнью людей, а имуществу будет причинен непоправимый ущерб, поэтому необходимость регулярной очистки трубопровода. Очистите трубы в соответствии с конкретными обстоятельствами различного образования накипи, используя различные методы, такие как использование кислоты, щелочи или водного раствора поверхностно-активного вещества для очистки трубопровода с замкнутым контуром, вы также можете использовать ультразвук, струю воды или другие физические средства для удаления грязи и удалены от стены, но легче на ранних стадиях принятия трубной шкалы Процесс сварки труб Erw может быть простым, недорогим, но эффективным методом.
Грязь вызовет коррозию материала трубы и приведет к серьезным повреждениям, разрыву трубы, потерям из-за утечки трансмиссионной жидкости и даже к отключению. Коррозия трубопровода часто вызывается загрязненным транспортом по трубопроводу. С увеличением количества труб и напорных труб, увеличенным возрастом, пробегом, каплями, накипью, коррозией, закупоркой и взрывом возникающего трубопровода, эти сбои не только будут казаться нормальным производством, но и жизнь будет неблагоприятно затронута жизнью людей, а имуществу будет причинен непоправимый ущерб, поэтому необходимость регулярной очистки трубопровода. Очистите трубы в соответствии с конкретными обстоятельствами различного образования накипи, используя различные методы, такие как использование кислоты, щелочи или водного раствора поверхностно-активного вещества для очистки трубопровода с замкнутым контуром, вы также можете использовать ультразвук, струю воды или другие физические средства для удаления грязи и удалены от стены, но легче на ранних стадиях принятия трубной шкалы Процесс сварки труб Erw может быть простым, недорогим, но эффективным методом. Процесс сварки труб Erw в промышленности, также известный как процесс сварки труб Erw.
Процесс сварки труб Erw в промышленности, также известный как процесс сварки труб Erw.
Скребок представляет собой специальный полиуретановый материал в виде пули из материалов, устойчивых к усадке, высокой прочности. Технология процесса сварки труб Erw для удаления окалины, отложений или инородных тел в целях технологии. Его принцип работы заложен в пусковых установках скребков после пуска поступательного направления среды в скребке перепадом давления, формированием поступательной тяги, продвижением скребка по трубопроводу, во время работы скребком незначительно деформируется. Сама скребка или ее навесное оборудование при таможенном обрастании постоянно соприкасается со стеной, сжимая против обрастания, скребки, эрозию, вибрацию ломают, удаляют конструкцию трубы, осадок и посторонние включения. В то же время среда в стенке трубы через указанный зазор варочного скребка, образованный кольцевым пространством, образуется при высокоскоростной струе, ее роль в передней области формируется подобно вакууму, что способствует работе скребка, а очищаемый скребком воздействие загрязняющего шлака, перемешивание и своевременная разгрузка трубки эффективно предотвращает накопление грязи в трубе, чтобы избежать явления засорения.
Скребок характеризуется тем, что он состоит из полиуретановой пены с хорошей гибкостью, так что в линии трубопровода отвода, тройников и небольших участков трубы можно легко согнуть, и он имеет хорошую износостойкость, по нему можно проходить большие расстояния в трубопровод. При очистке до нескольких километров и форме сложной механической очистки труб или струйной очистки возникают трудности с использованием процесса сварки стальных труб Erw, который часто может лучше выполнять задачи очистки.
Технология бесшовной сварки в сварочной форме показала отличные характеристики и значительно улучшила точность, отделку и внешний вид деталей, что позволило сократить цикл изготовления формы.
Преодоление эстетических недостатков пресс-формы, связанных со сваркой и влияющих на соединения.
В связи с растущим спросом на высококачественные детали на мировом рынке люди все чаще обращаются к технологии бесшовной сварки, позволяющей повысить точность деталей. Технология бесшовной сварки может не только помочь устранить сварку формы, но и значительно повысить точность деталей, отделку и внешний вид. В то же время технология бесшовной сварки обеспечивает эффективный контроль и сокращает цикл обработки формы при литье под давлением. процесс. Из-за технологических продуктов с превосходной отделкой поверхности нет необходимости применять второе напыление и отжиг, чтобы избежать изменения размеров, вызванного вторичным сжатием.
В то же время технология бесшовной сварки обеспечивает эффективный контроль и сокращает цикл обработки формы при литье под давлением. процесс. Из-за технологических продуктов с превосходной отделкой поверхности нет необходимости применять второе напыление и отжиг, чтобы избежать изменения размеров, вызванного вторичным сжатием.
В процессе производства пресс-форм линии охлаждения расположены вблизи поверхности пресс-формы, поэтому качество поверхности продукта всегда менее однородно. Новый процесс, поток линий охлаждения сердечника формы и полости вблизи области впрыска смолы может повысить качество продукции, чтобы получить лучшую гарантию.
Новые технологии бесшовной сварки, применяемые в современных станках и некоторых новых технологиях. В соответствии с технологическими требованиями новой технологии, обработка аналогична сетке сердечника и полости пресс-формы, фрезерный станок с четвертой осью, чтобы избежать ее перемещения, и второе приспособление, что может улучшить допуск точности размеров.
Пластины ребер и линии охлаждения водяной камеры будут более широко применяться для дальнейшего улучшения качества продукции и бесшовной обработки сварных швов.
Перед проведением неразрушающего контроля напорного трубопровода визуальный осмотр линейки контроля сварных швов должен соответствовать требованиям.
Общие требования к внешнему виду сварного шва напорной трубы и качеству поверхности сварных соединений следующие: сварка
должна выглядеть хорошо, ширина скоса каждой боковой кромки должна составлять 2 мм. Длина колена углового шва должна соответствовать конструктивным требованиям, уровень регулирования малого форм-фактора должен быть плавным.
Поверхность сварного шва не допускает трещин, непроваров, пористости, шлака, брызг.
Расчетная температура трубопровода ниже -29 градусов, линейка вентилятора из закаленной нержавеющей стали и трубы из легированной стали, как правило, имеют большую поверхность сварного шва, без подрезов. Подрез под сварку труб из других материалов должен быть больше глубины 0,5 мм, длина непрерывного подреза не должна превышать 100 мм, а обе стороны подреза под сварку увеличиваются на 10 процентов от общей длины сварного шва. Поверхность сварного шва не меньше поверхности трубы. Усиление шва, А не более 3мм, (на максимальную ширину сварного шва по разделке). Толщина сварных швов изнанки не должна превышать 10% и не более 2 мм.
Подрез под сварку труб из других материалов должен быть больше глубины 0,5 мм, длина непрерывного подреза не должна превышать 100 мм, а обе стороны подреза под сварку увеличиваются на 10 процентов от общей длины сварного шва. Поверхность сварного шва не меньше поверхности трубы. Усиление шва, А не более 3мм, (на максимальную ширину сварного шва по разделке). Толщина сварных швов изнанки не должна превышать 10% и не более 2 мм.
На поверхности неразрушающего контроля
Принцип выбора метода неразрушающего контроля трубопровода поверхностного давления: магнитная железная труба должна использоваться при магнитопорошковом контроле; при испытании на проникновение следует использовать неферромагнитную сталь. Имеется склонность к замедленному растрескиванию сварных соединений, поверхность должна подвергаться неразрушающему контролю охлаждения после сварки определенное время; склонность сварных соединений к растрескиванию при повторном нагреве, поверхность должна подвергаться неразрушающему контролю и термообработке после сварки один раз.
Лучевой контроль и ультразвуковой контроль
Лучевой контроль и ультразвуковой контроль являются основной целью напорных труб и фитингов для стыковых соединений. Методы неразрушающего контроля, выбранные проектной документацией. Титан, алюминий и алюминиевый сплав, медь и медные сплавы, сварные соединения для обнаружения никеля и никелевых сплавов и должны использоваться в методах обнаружения излучения. Существует тенденция к задержке трещин в сварном шве, его лучевой контроль и ультразвуковой контроль должны проводиться через определенное время остывания после сварки.
Когда головка папки внутри корпуса имеет кольцевой сварной шов, сварной шов должен работать со 100% обнаружением луча, скрытые операции могут выполняться после прохождения испытания давлением. Усиливающие кольца или опорная плита покрыты сварными швами на 100% трубно-лучевого контроля, после прохождения затем покрыты.
Осмотр положения сварки среднего шва, неразрушающий контроль следует проводить после прохождения визуального осмотра, рентгенографию и ультразвуковой контроль — после прибоя.
Источник: Сетевое расположение – Китайский производитель сварных стальных труб – Yaang Pipe Industry Co., Limited (www.pipelinedubai.com)
(Yaang Pipe Industry является ведущим производителем и поставщиком изделий из никелевого сплава и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги для труб из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая, очистка сточных вод, природный газ и сосуды под давлением и другие отрасли промышленности.)
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Обратите внимание, что вас могут заинтересовать другие технические статьи, которые мы опубликовали:
- Как получить стальные трубы высокого качества
- В чем разница между стальной трубой и стальной трубой
- Как получить трубы из нержавеющей стали высокого качества
- Как получить трубы из углеродистой стали высокого качества
- Как отличить низкокачественную стальную трубу
- Как получить трубы из легированной стали высокого качества
- Что такое стальная труба
- Что такое стальная труба LSAW
- Что такое спиральная стальная труба
Каталожные номера:
- https://www. yaang.com
 yaang.com
yaang.comСтыковая сварка напорных труб
Всегда следуйте инструкциям поставщика труб.
Сначала уточните, какой марки – размера и типа свариваемые трубы.
Убедитесь, что у вас есть инструкции по стыковке труб от производителя.
Убедитесь, что труба хранилась надлежащим образом в соответствии с указаниями изготовителя трубы, в отношении овальности, царапин, зажимов m. м.
Следуйте инструкциям производителя трубы по траншее, набивочному материалу, сжатию, покрытию o.s.v.
Следуйте инструкциям Инспекции труда при работе в траншеях.
Убедитесь, что ваша машина может сваривать нужные размеры. Я устанавливаю любые соответствующие уменьшения в губках для труб.
На машине должен быть отчет о калибровке (характеристика давления), который переустанавливает отображение давления машины в барах для Ньютонов. Отчет не должен быть старше 1 года, и вы должны убедиться, что номер машины на салазках и номер гидравлической станции соответствуют данным на характеристике давления.
Если удалить валики сварного шва , подготовьте оборудование для удаления валиков в соответствии с размерами.
Используйте сварочную палатку/сварочный зонтик во время дождя и т.п.
Бывший в употреблении генератор Сварка встык, постоянная мощность должна быть достаточно большой для использования машины.
Поверхность сварочного зеркала (нагревательная пластина) с тефлоновым покрытием должна быть чистой и чистой.
Включите сварочное зеркало и установите его на температуру, указанную в инструкции производителя трубы.
Проверяйте температуру поверхности с помощью внешнего термометра в начале каждой сварки.
Примечание: Только установка температуры зеркала, это действующий внешний термометр. .
На трубах некоторых марок с защитным колпачком производитель должен снять кожух в зоне сварки. всегда используйте Съемник для труб с полиэтиленовой защитной оболочкой ; никогда нож.
Зажмите трубу в салазках так, чтобы один выступ находился в центре, и оставалось место для рубанка. Поверните этикетку лицевой стороной вверх. Этикетка рядом с местом сварки поцарапана. Трубный хомут, так как получается минимальное смещение.
Для более длинных труб, зажатых в подвижной стороне, труба должна быть установлена на Трубопроводные ролики , чтобы труба могла свободно перемещаться во время сварки. Никогда не используйте деревянные бруски и т.п. вместо гибки вальцами, так как трение будет очень непостоянным, что приведет к неправильному давлению при сварке. Пусть защитные колпачки на свободном конце трубы будут.
Вставной рубанок. Никогда не подносите руки к вращающимся частям/острым ножам.
Включите рубанок.
Некоторые более крупные опилки на 380 В, направление вращения контролируется, возможно переставлена ступень в разъеме.
Направляйте трубу к строгальному станку с давлением, достаточным для того, чтобы отобрать стружку в обе стороны, но никогда не настолько большим, чтобы двигатель рубанка звучал с усилием.
Проложите трубы от все еще вращающегося рубанка.
Отключите рубанок и установите его в держатель.
Убедитесь, что трубы правильно выструганы, в противном случае повторите.
Если рубанок не делает пропилы: Лезвия должны быть острыми, в противном случае их необходимо перевернуть или заменить. Ножи должны иметь высоту ок. 0,2 мм. сверх плана, вы можете использовать тонкие линии бумаги под ножом.
Удалить стружку из зоны сварки.
(Удалять их также из природы, из ПЭ стружки обычно легковоспламеняющиеся отходы. )
Приложите трубы друг к другу и проверьте смещение кромок, а также плоскость труб друг к другу.
Смещение кромки можно уменьшить, ослабив / затянув патроны и вращая трубку.
После смены набора-повторное строгание.
Очистите концы труб с помощью медицинского спирта и бумажного полотенца или чистящих салфеток .
Найти давление сопротивления (машина отображается на панели, когда она едва может двигать трубу).
Предустановленный манометр сварочного давления (сварочное усилие в ньютонах из инструкции по стыку, переведенное в бары по характеристике давления + давление сопротивления).
Проверьте температуру зеркала
Я устанавливаю зеркало и прижимаю концы труб к зеркалу с предварительно установленным давлением сварки, прежде чем создать валик на зеркале, как показано в инструкциях к стыку.
После того, как соорудил бортик на зеркало как указано в инструкции встык, вставил в разгерметизированный.
По окончании этапа нагрева трубы идут одна от другой, зеркало снимается, и трубы идут с заданным сварочным давлением. Рычаг управления удерживается не менее 20 секунд (нарастание давления).
Время перехода под сварку должно быть как можно меньше и не больше, чем указано в стыковой инструкции.
Маркером напечатаны дата, время, машина и инициалы сварщика.
Полное давление сварки поддерживается в течение всего времени охлаждения, указанного в стыковых направлениях.
Удаление внутреннего и/или наружного валика после стыковой сварки проще всего сделать во время остывания, пока труба еще находится в машине, а сварка выполняется «в ручную».
Сварка встык имеет ту же прочность, даже если удалить швы.
По окончании времени охлаждения сбросьте давление в машине до 0 бар, после чего челюсти можно открыть, и вы готовы к следующей сварке.
Приварка фитингов
На станках HÜROS от 5 мм до 35 и HÜROS от 5 до 35 мм. левый поддон легко снимается, открутив 3 винта, что позволяет создавать сложные сварные швы (тройники и т.п.)
Термометр
Секундомер
Патроны для ключей.
Ключевые сокращения.
Ключ для ножей на рубанке.
Перед установкой оборудования для следующего пользователя.
машина очищена.
Поршневые штоки для скольжения, протертые тонким слоем бескислотного масла
Лезвия должны быть острыми.
Все кабели и шланги должны быть целыми.
Тефлон (покрытие) зеркало должно быть целым и хорошо «падать».
Машина должна быть сухой.
Работа сварщика трубопроводов изучена и объяснена
Сварщик трубопроводов — это тот, кто выполняет сварка напорных трубопроводов в промышленных условиях. В основном мы будем Сварка трубопроводов в полевых условиях. Этот вид работы при выполнении в мастерской, может выполняться сварщиком, специализирующимся на сварке труб, но, по всей вероятности, это будет сделано кем-то в более общем виде. среда производственного цеха. кликните сюда для получения дополнительной информации о вакансиях сварщика-изготовителя.
Компас WelderDestiny: подписка на еженедельный электронный журнал
Вы можете ознакомиться с предыдущими выпусками «The WelderDestiny Compass», нажав здесь.
А
общая тенденция в строительстве крупных нефтехимических заводов – модульность.
строительство. Это влечет за собой строительство секций завода (модулей)
на большой строительной площадке / в мастерской, где строительство может быть выполнено наиболее экономичным способом. Затем эти модули транспортируются в свои
конечный пункт назначения и собраны в полевых условиях. Большая часть сварки труб
поэтому происходит в более контролируемой среде производственного цеха,
но сварщику труб еще предстоит много работы в полевых условиях, т.к.
часто метод соединения модулей — сварка, а не сварка.
отбортовка. (Болтинг) Мой опыт работы с модульной конструкцией показывает, что
много нерешенных вопросов по качеству. Это неизбежно, учитывая, что мы рядом
к началу этой тенденции. По мере того, как все больше людей приобретают опыт работы с модульными
строительство завода, эти проблемы будут решены.
Модуль GE для проекта Горгона. Изображение предоставлено: GE Oil and Gas
Другой
Основной источник работы сварщика трубопроводов связан с техническим обслуживанием и ремонтом. обновления. В рамках этого вида работ катушки труб обычно изготавливаются в
цеха по изготовлению, а затем устанавливались с помощью полевых сварных швов. Для меньшего диаметра
трубопроводов, трубы часто прокладываются в полевых условиях, поэтому большая часть сварки выполняется
Сварщик трубопроводов в поле.
обновления. В рамках этого вида работ катушки труб обычно изготавливаются в
цеха по изготовлению, а затем устанавливались с помощью полевых сварных швов. Для меньшего диаметра
трубопроводов, трубы часто прокладываются в полевых условиях, поэтому большая часть сварки выполняется
Сварщик трубопроводов в поле.
Трубопроводчик
Нет
Обсуждение сварщика трубопроводов будет завершено без обсуждения
трубочник. По сути, трубомонтажник — это человек, который делает трубы.
подходят друг-другу. Эта работа больше похожа на бойлера, чем на сварщика. это
больше об измерениях и расчетах (основанных на знаниях), чем о навыках
сварка.
Наличие
сказал это, есть много трубомонтажников, которые также являются сварщиками. Универсальный
способность быть трубомонтажником / сварщиком очень привлекательна для работодателей, где
рабочей нагрузки недостаточно, чтобы оправдать присутствие двух человек. Где там
много работы вокруг, работодатель будет больше заинтересован в способности
каждого человека, поэтому предпочтительным может быть специальный трубомонтажник и специальный сварщик,
как можно утверждать (справедливо или ошибочно), что «специалист» будет
опытнее, чем универсал. Тем не менее, наличие этой двойной способности
сделать вас более востребованным, что будет все более и более важным в будущем
по мере того, как организации переходят к более экономичным структурам.
Тем не менее, наличие этой двойной способности
сделать вас более востребованным, что будет все более и более важным в будущем
по мере того, как организации переходят к более экономичным структурам.
Материалы, свариваемые сварщиком трубопроводов
Ниже список материалов, которые обычно свариваются в нефтехимической, энергетической генерация и пищевая промышленность. Некоторые установки могут быть сильно перекошены к одному материалов, но если вы хотите быть хорошим сварщиком трубопроводов, то вам следует стремиться получить опыт сварки широкого спектра материалов. Некоторые из однако такие материалы, как алюминий и титан, обычно свариваются сварщиками. которые специализируются на них, но если вы можете получить эти навыки, вы, безусловно, более товарный.
- Углеродистая сталь: Это материал, который вы будете сваривать большую часть времени.
- Аустенитный нержавеющая сталь: Обычно нержавеющая сталь типа 304 или 316. (300 серии.)
- На основе никеля
сплавы: Существует множество сплавов на основе никеля. Эти в основном используются
на нефтехимических заводах за их коррозионную стойкость и мощность
промышленности для их высокой термостойкости.
- Низколегированный стали: Существует большое разнообразие низколегированных сталей, предназначенных для ряда различных применений, таких как высокотемпературная ползучесть или низкотемпературная устойчивость к температурным воздействиям.
- Алюминий: Как правило, когда алюминий необходимо сваривать в критических условиях, специалист по сварке алюминия будет найден, но если у вас есть эти навыки, вы определенно даст вам преимущество на рынке.
- Титан: Ас с алюминием титан обычно сваривают сварщики-специалисты, но если вы Если вы умеете сваривать титан, у вас будет преимущество на рынке.
 Эти в основном используются
на нефтехимических заводах за их коррозионную стойкость и мощность
промышленности для их высокой термостойкости.
Эти в основном используются
на нефтехимических заводах за их коррозионную стойкость и мощность
промышленности для их высокой термостойкости.Строительство газового проекта Горгона. Кредит изображения: Шеврон | Сварщик трубопроводов в полевых условиях |
Типичные навыки сварщика трубопроводов
Поле
сварка трубопроводов вообще не поддается машинной и автоматизированной
процессы. Очевидно, что могут быть ситуации, когда это не так (например,
нержавеющая труба небольшого диаметра) но в целом основные навыки для трубопровода
Сварщик — навыки ручной сварки. Растущее использование машинных процессов,
особенно для трубопроводов меньшего диаметра, тем не менее, следует принять к сведению
начинающий сварщик трубопроводов. В пищевой промышленности эти процессы достаточно распространены.
Типичные сварочные процессы и требуемые навыки:
Очевидно, что могут быть ситуации, когда это не так (например,
нержавеющая труба небольшого диаметра) но в целом основные навыки для трубопровода
Сварщик — навыки ручной сварки. Растущее использование машинных процессов,
особенно для трубопроводов меньшего диаметра, тем не менее, следует принять к сведению
начинающий сварщик трубопроводов. В пищевой промышленности эти процессы достаточно распространены.
Типичные сварочные процессы и требуемые навыки:
- Газовая вольфрамовая дуга
Сварка: (GTAW). Также часто называется сваркой вольфрамовым электродом в среде инертного газа (TIG). Это
переходный процесс для достижения очень высокого качества сварных швов, и обычно используется для
корневой участок трубопровода. Тем не менее, темпы осаждения, как правило, низкие. Есть
автоматизированные варианты этого процесса, которые можно использовать в полевых условиях, но не
все же мейнстрим. (См. орбитальную GTAW ниже.) В настоящее время высокая скорость осаждения
автоматизированные варианты GTAW не поддаются сварке в полевых условиях.
- Экранированный металл Дуговая сварка: (SMAW) Это также называется ручной металлической дугой (MMA) или дуговой сваркой. сварка. Это, вероятно, один из самых универсальных процессов, хотя его использование снижается по сравнению с прошлыми годами. Тем не менее, он по-прежнему остается одним из самых широко используемые процессы, поэтому вам нужно знать, как выполнять сварку SMAW на самом деле Что ж.
- Порошковая дуга Сварка: (FCAW) Этот процесс в значительной степени заменяет SMAW в любом приложении, где необходимо наплавить довольно много наплавленного металла, а доступ к оборудованию затруднен. доступный. Он обеспечивает значительно более высокую скорость осаждения, чем SMAW, и может использоваться в большинстве приложений, где в прошлом использовался SMAW. Имея сказал это, есть некоторые приложения, где это не так хорошо, как SMAW.
- Газометаллическая дуга
Сварка: (GMAW) Также называется сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG). Широкое применение GMAW в трубопроводах — это укладка односторонних корневых участков.
в трубе с использованием процессов передачи короткого замыкания, контролируемых специальной формой волны
Например, передача поверхностного натяжения. (STT) STT является торговой маркой Lincoln Electric.
Другие поставщики оборудования имеют собственное эквивалентное оборудование, но они
дайте ему свое имя.
- Орбитальный GTAW: (O-GTAW или O-TIG) Это
автоматизированный процесс GTAW, который часто используется для коррозии малого диаметра
Применение в трубопроводах из стойкого сплава (CRA). Для сварщика это в основном
вопрос обучения использованию необходимого автоматизированного оборудования, а не его
требующий высокого уровня мастерства. Тем не менее существует довольно много
разные производители орбитальной техники GTAW, и у всех свои
вопросы. Существуют также орбитальные системы GTAW, предназначенные для трубопроводов большего диаметра.
но в настоящее время они не в состоянии обеспечить большие преимущества с точки зрения
производительность или качество, так что они не получили большого успеха в полевых условиях.

 Широкое применение GMAW в трубопроводах — это укладка односторонних корневых участков.
в трубе с использованием процессов передачи короткого замыкания, контролируемых специальной формой волны
Например, передача поверхностного натяжения. (STT) STT является торговой маркой Lincoln Electric.
Другие поставщики оборудования имеют собственное эквивалентное оборудование, но они
дайте ему свое имя.
Широкое применение GMAW в трубопроводах — это укладка односторонних корневых участков.
в трубе с использованием процессов передачи короткого замыкания, контролируемых специальной формой волны
Например, передача поверхностного натяжения. (STT) STT является торговой маркой Lincoln Electric.
Другие поставщики оборудования имеют собственное эквивалентное оборудование, но они
дайте ему свое имя.