Как сварить алюминий: описание технологии сварки электродом
В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
- Особенности работы с алюминием
- Этапы сварочных мероприятий
- Подготовительные действия
- Оборудование и электроды
- Важные рекомендации для сварщиков
- Причины ухудшения свариваемости металла
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом

Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются.
 Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным. - Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
/8ce4a8c4a69941b.s.siteapi.org/img/171827839dd7d8abda9a5f9c88819e94277ebcba.jpg) Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.


Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.

Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
 Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона. Также при сварке стали принято использовать токи с меньшей силой.
Также при сварке стали принято использовать токи с меньшей силой.Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам
.Основные сложности и особенности при варке алюминия
Алюминий обладает рядом уникальных свойств, благодаря этому стал очень востребован во многих сферах жизни человека, включая даже машиностроение и кораблестроение! Металлообработка алюминиевых сплавов осуществляется в соответствии со стандартами сферы деятельности. Возникает вопрос «А как варить алюмний?»
Возникает вопрос «А как варить алюмний?»
Основные сложности при варке алюминия
Чем варить алюминий? Есть инструменты и методы, предназначенные для сварки стали, но алюминий требует своей собственной техники и оборудования. Этот металл обладает массой уникальных свойств и качеств, поэтому есть ряд сложностей при его сварке:
- Он обладает высокой температурой плавления, потому что этот металл покрыт плёнкой, которая плавится только при 2000 градусах! Если бы не плёнка алюминий плавился бы при температуре 650 градусов.
- При плавлении алюминий становится текучим, что затрудняет формирование сварочной ванны
- При охлаждении металла после сварки в месте сварки образуются трещины, из-за содержания водорода и кремния, которые пытаются вылезть наружу при застывании расплавленного металла.
- После сварки алюминий легко окисляется и на нем образуется плёнка при контакте с воздухом. Следствием этого является то, что соединение в единый шов становится практически невозможным.

Необходимое оборудование
Основным этапом в технологии сварки алюминия является подбор оборудования, так как малейшее отклонение от норм при работе с этим металлом приведет к испорченному изделию. Свариваемость алюминиевых сплавов низкая из-за трудностей в тепловой обработке данного металла.
Лучше всего прибегнуть к аргонодуговой сварке. Эта технология вытесняет кислород с помощью аргона или гелия для того, чтобы металл не окислялся во время сварки и кристаллизовался в чистом виде. Вторым способом решения проблемы может быть полуавтоматическая сварка (её суть заключается в разрушении плёнки окисла).
Подготовка поверхности металла
Перед началом процесса сварки сварщик должен тщательно очистить металл. Как уже упоминалось ранее, одна из проблем с алюминием заключается в том, что этот металл подвержен примесям. Поэтому правильная подготовка материала — ключ к успеху. Вот несколько особенностей сварки алюминия:
Используйте растворитель, такой как ацетон или слабый щелочной раствор, такой как сильное мыло, чтобы удалить любое масло, жир и водяной пар с поверхности алюминия.
Используйте проволочную щётку из нержавеющей стали (используется исключительно для алюминия) для удаления поверхностных оксидов. Это также можно сделать с помощью сильной щёлочи или кислоты. Перед сваркой обязательно промойте и полностью высушите деталь.
Технология аргоновой сварки
Специалисты отмечают, что технология сварки алюминия аргоном включает в себя разнообразные действия. Технология полуавтоматической сварки предполагает наличие определенных материалов, узлов и агрегатов. Аргонодуговой аппарат состоит из трех блоков.
Перед сваркой каждый из них должен быть приведен в рабочее состояние. Потребление соответствующих ресурсов влияет на конечную стоимость услуги.
На промышленных предприятиях сварочные аппараты подключаются к централизованной линии, по которой подается инертный газ.
Верстаки для установки сварных деталей изготавливаются из нержавеющей стали.
Особенности аргоновой сварки
Для того чтобы выполнить сварку алюминия в полуавтомате, необходимо использовать вольфрамовые электроды.
В процессе работы необходимо следить за тем, как электрод ориентирован относительно свариваемой поверхности. Электрод должен находиться под углом 80 градусов.
 Диаметр электродов выбирается в диапазоне от 1,5 до 5,5 мм.
Диаметр электродов выбирается в диапазоне от 1,5 до 5,5 мм.Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
 Разница где-то в два раза.
Разница где-то в два раза.Чего следует избегать при сварке алюминия
Теперь, когда мы рассмотрели различные методы, которые можно использовать для сварки алюминия, давайте поговорим о распространенных ошибках, которых следует избегать. Как сваривать алюминий?
- Когда дело доходит до сварки алюминия, сварщик должен использовать особый подход, так как все металлы кардинально отличаются друг от друга.
- Если говорить об опасностях, то сварка алюминия или любого другого материала — опасна. Сварщикам важно всегда носить правильные средства личной защиты и обучаться правилам техники безопасности.
- Неспособность подготовиться: подготовка — недооценённый аспект среди сварщиков-новичков. Всегда следите за тем, чтобы правильно очистить алюминий и правильно хранить его перед началом сварки. Не лезьте ни во что, пока не будете должным образом подготовлены.
- Игнорирование мелочей: сварщики, которые давно этим занимаются скажут вам, что детали-это всё. В этой отрасли малейшая оплошность может привести к сложной ошибке—в особенности при сварке алюминия.
 Всегда следите за тем, чтобы правильно очистить алюминий и правильно хранить его перед началом сварки. Не лезьте ни во что, пока не будете должным образом подготовлены.
Всегда следите за тем, чтобы правильно очистить алюминий и правильно хранить его перед началом сварки. Не лезьте ни во что, пока не будете должным образом подготовлены.Для сварки алюминия используются различные способы и оборудование. Обратите внимание на тщательную подготовку металла и настройку сварочного аппарата! Важно знать, как варить алюминий аргоном, потому что подготовительные работы в этом случае являются самыми важными. Обучение технологии сварки алюминия и его сплавов требует времени. Продолжайте практиковаться и придерживайтесь этого— упорный труд и настойчивость в конце концов окупятся, и возможно, Вы будет знать все про, например, изготовление металлоконструкций!
Кроме всего прочего, компания Центр Сварочного решения предлагает такие услуги, как лазерная резка, плазменная резка металла.
Сварка алюминия и его сплавов со сталью. Как сварить алюминий и сталь?
В наши дни эти практичные и уникальные материалы применяются в подавляющем большинстве сфер. Нет такой отрасли, где не использовались бы детали из этих материалов. Однако, до недавних пор работа с алюминием и нержавейкой представляла некоторые трудности всем частным лицам и ИП ввиду трудности сваривания при изготовлении или ремонте деталей из данного материала. Сегодня же, благодаря развитию науки и применению передовых технологий, каждый желающий может воспользоваться услугами, по работе с алюминием и нержавейкой.
Где применяется алюминий
Благодаря хорошей электро- и теплопроводности этот металл популярен при изготовлении электротехники и теплового оборудования. Так как алюминий мало подвержен коррозии, то алюминиевые конструкции просто незаменимы в строительстве. Используют этот металл и в пищевой промышленности – в качестве посуды, столовых приборов, упаковки, фольги для запекания.
Наиболее широко алюминий и его сплавы представлены в авиа- и судостроении. Поскольку этот металл довольно легкий, из него изготавливают корпусы транспортных средств, надстройки на палубу и прочие детали. Алюминий быстро возгорается, и его активно используют для производства взрывчатых веществ. Также металл входит в состав твердого топлива для ракет. Кроме того, из него изготавливают архитектурные элементы, скульптуры, барельефы; фурнитуру для одежды и мебели; корпусы для всевозможной техники; и многое другое.
Пищевые припои
В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
Когда используется ортофосфорная кислота, то надо саму пайку проводить быстрее. Все дело в том, что уже через 10-15 секунд на поверхности соединяемых деталей появится фосфатная пленка.
Она затруднит пайку, придется заново очищать нержавейку, убирая этот слой. Так что оптимально, если флюс наносить прямо перед самой операцией.
Подготавливаем металл к свариванию
Подготовка алюминия к сварке состоит из ряда манипуляций. Среди них:
- Тщательная очистка. Перед тем как приварить алюминий к любому металлу, все поверхности следует отчистить от масляных и жирных пятен, пыли. Это можно сделать с помощью растворителей.
- Обработка кромок. Алюминий в листах толщиной до 1, 5 мм проходит отбортовку торцов. В деталях толщиной более 20 мм, свариваемых электродами, выполняют разделку кромок. Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок.
- Удаление оксидной пленки. Перед сваркой алюминия в домашних условиях газовой горелкой кромки обрабатывают бензином либо каустической содой. Последнюю обязательно смывают водой. Ликвидировать пленку также можно напильником или стальной щеткой.
- Проверка целостности металла. Для этого его поверхность обрабатывают проникающим составом, который позволяет выявить дефекты и место, подходящее для того, чтобы сформировать шов.

Этапы сварочного процесса
Соблюдение последовательности действий при сварке нержавейки послужит гарантией получения надежного соединения заготовок. Основные технологические этапы заключаются в следующем:
Положение электрода при сварке
- Зачистить металлической щеткой участок совмещения деталей от мусора, краски, лишних включений.
- Произвести предварительную прокалку электродов в соответствии с инструкцией.
- Подручными инструментами разделать кромки по определенной форме, соответствующей толщине свариваемых деталей.
- Обработать кромки и поверхности растворителем.
- Листы стали толщиной более 7 мм подогреть до 150 ºC паяльной лампой.
- Подложить под детали медные прокладки для обеспечения теплоотвода.
- Выполнить сварку на короткой дуге, избегая колебательных движений. Можно удерживать электрод с наклоном 40–60º к поверхности.
- Для получения «замка», предотвращающего трещины, вывести сварочную ванну из зоны обработки и прервать дугу.
- Оставить изделие для естественного остывания.
- После сварки нержавейки отбить шлак, зачистить шов, отшлифовать или отполировать готовое изделие.
 Можно удерживать электрод с наклоном 40–60º к поверхности.
Можно удерживать электрод с наклоном 40–60º к поверхности.Особенности сваривания алюминия
Сварка алюминия в домашних условиях должна начинаться с подробного изучения свойств материала. Без этого металла не обойтись во многих сферах жизни, однако сварка и пайка сопряжены с некоторыми трудностями.Чтобы соединение было прочным и прослужило не одно десятилетие, нужно обратить внимание на особенности сварки алюминия и его сплавов.
- Окисная пленка, которая находится на металле, плавится при температуре 20440 градусов по Цельсию. Сам же металл плавится при 660 градусах по Цельсию. Эта пленка не позволяет получить качественный шов, поэтому сварочные работы по алюминию должны происходить в среде защитных газов.
- Довольно трудно формировать сварные ванны, поскольку металл имеет высокую текучесть. Для облегчения работы стоит использовать подкладки, отводящие тепло.
- Кремний и водород, содержащиеся в алюминии, ухудшают качество шва: при малейшем нарушении технологии могут возникнуть такие дефекты, как поры и трещины.
- Сваривание алюминия газовой горелкой должно проводиться при высоких значениях тока, поскольку он имеет высокую теплопроводность.
- Сварка алюминиевых сплавов сложна тем, что не всегда удается точно определить их марку и выбрать соответствующий режим.
- При застывании металл усаживается, что ведет к деформации деталей.

Чтобы разрушить прочную оксидную пленку, сварка алюминия постоянным током должна проводиться на обратной полярности. Только в этом случае можно достичь катодного распыления, необходимого для уничтожения тугоплавкой пленки.
Автоматическая сварка алюминия при помощи плазмы позволяет добиться более качественных результатов, которые не может гарантировать сваривание алюминия газовой горелкой. Присадка в этом случае производится проволокой, а дуга образована ионизированным газом. С помощью плазматрона возможна как сварка алюминия дома,так и соединение алюминиевых поверхностей на СТО, в монтажном цехе, на строительной площадке и т.д. Технология сварки алюминиевых сплавов плазмой позволяет присоединять к алюминию тонкие детали (не толще 0,2 – 1,5 мм), при этом вероятность прожога шва минимальна.
Присадка в этом случае производится проволокой, а дуга образована ионизированным газом. С помощью плазматрона возможна как сварка алюминия дома,так и соединение алюминиевых поверхностей на СТО, в монтажном цехе, на строительной площадке и т.д. Технология сварки алюминиевых сплавов плазмой позволяет присоединять к алюминию тонкие детали (не толще 0,2 – 1,5 мм), при этом вероятность прожога шва минимальна.
Технология сварки
Сварку алюминиевых конструкций можно проводить разными способами:
- При помощи вольфрамовых электродов в среде инертных газов;
- Полуавтоматической сваркой в инертных газах;
- С помощью покрытых плавящихся электродов;
- Методом контактной сварки.
Для сваривания ответственных участков используют аргонодуговой способ. Технология сварки алюминия и его сплавов при помощи тугоплавких вольфрамовых электродов предполагает, что присадочная проволока будет перемещаться только вдоль шва, перед электродом. Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Обычно сварка алюминиевых радиаторов и других конструкций проходит с помощью полуавтомата тогда, когда они толще 3-х мм. Для сварки алюминия полуавтоматом используется алюминиевая проволока. Она подается в автоматическом режиме, а газовая горелка перемещается вручную. Инертный газ, поступающий во время работы, служит для защиты алюминиевых деталей от окисления. Режимы сварки алюминия подбираются в зависимости от толщины деталей и электродов, а также силы тока. Перед тем, как сварить алюминий, убедитесь, что ток — обратной полярности, наконечник имеет диаметр больший, чем проволока, а подающий проволоку механизм снабжен четырьмя роликами. Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Сварка алюминия электродом в домашних условиях производится тогда, когда толщина деталей превышает 4 мм, а использовать громоздкое профессиональное оборудование нет возможности. Сварка алюминия и его сплавов таким образом требует предварительного нагрева поверхностей: если они средней толщины, то до 250°С, если большой толщины, то до 400°С. Если толщина деталей превышает 20 мм, то нужно заранее выполнить разделку кромок. Как правило, сварка алюминия своими руками при помощи электрода производится электродами ОЗАНА и УАНА. Обратите внимание, что этот способ имеет ряд недостатков: металл в процессе разбрызгивается, шлак тяжело счищается с поверхностей, шов получается пористый и в результате недостаточно прочный. Поэтому дуговая сварка алюминия электродом применяется относительно редко.
Контактная сварка алюминия может быть:
- точечной,
- стыковой,
- шовной.
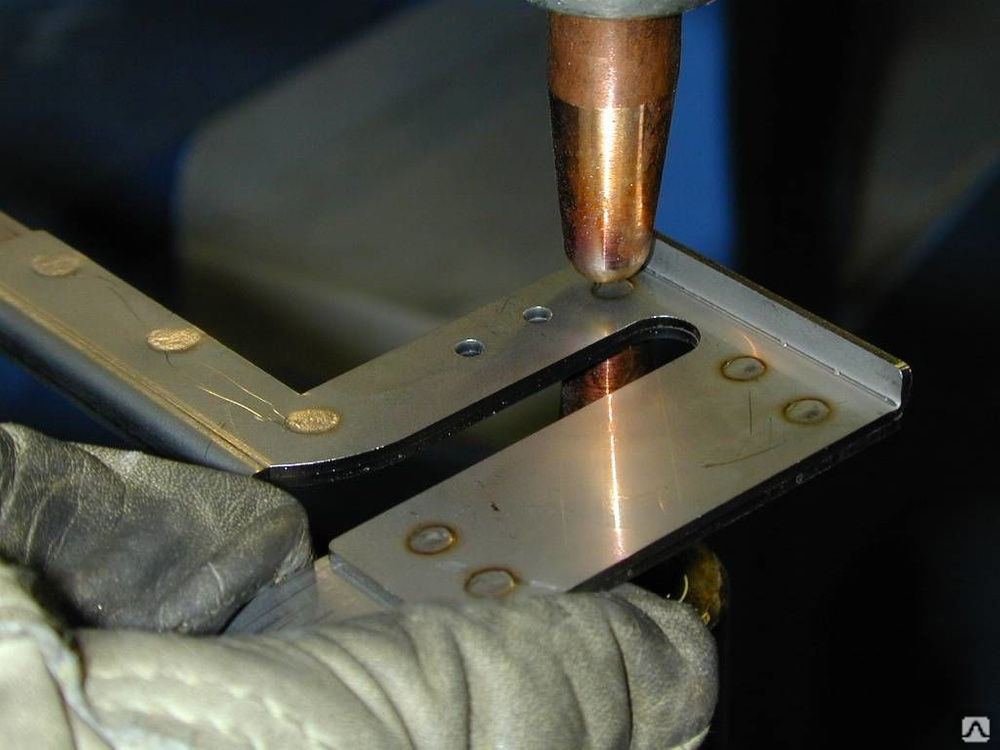
сварка алюминия при помощи машины контактной точечной сварки
Точечная сварка алюминия сложна тем, что сварщику необходимо перемещать электрод на высокой скорости, чтобы обеспечить равномерное давление на материал. Точечная сварка алюминия может проводиться электродами, выполненными из меди и ее сплавов. Как и материал свариваемой поверхности, они достаточно прочные и отлично проводят электричество, поэтому такая сварка задействует аккумулированную энергию.
Использование стыкового метода позволяет оплавлять металл равномерно. Величина тока при этом должна составлять примерно 15 тысяч А на 1 сантиметр сечения детали.
Шовный способ целесообразен тогда, если машина имеет большую мощность и оснащена ионными прерывателями.
Черные стали
К ним можно отнести не только углеродистые, но и низколегированные стали. Варятся они при помощи ММА, но действительно высокачественного прочного сварного соединения можно добиться только с TIG. Считается, что низкоуглеродистые стали свариваются проще всего. Тем не менее процессы, проходящие в околошовной области могут приводить к упрочнению излишне разогретых зон при обычной сварке,а при многослойной сварке могут появляться проблемы с охрупчиванием. У кипящей и полуспойкойной низкоуглеродистой стали наблюдается падение показателя ударной вязкости в околошовной зоне. Как известно, черные стали с содержанием углерода:
- до 0,25% относятся к хорошо свариваемым (ст.3, ст.10). Но в случае возникновения проблем, наподобие тех, что описаны выше, рекомендуется небольшой предварительны подогрев 150-200 градусов в электропечи СНОЛ.
- от 0,25 — 0,45% считаются трудносвариваемыми или ограниченно свариваемыми. Их нужно греть перед сварочными манипуляциями вольфрамовым электродом и обязательно термообрабатывать после. Если есть возможность провести полную термообработку, такую как отжиг или закалка+старение — это самый лучший вариант. Но если изделие уже готово, и в нем не допускаются какие-либо деформации, придется ограничиться низкотемпературным отпуском (или, как еще называют этот процесс, отдыхом).
- от 0,45% углерода и выше сталь не применяется для сварных конструкций, особенно, если она даже незначительно легирована. Но это для конструкций. Еслиизделие не будет нести каких-либо нагрузок, можно попытаться сварить и ст.55, только без резких температурных перепадов, с применением всех «металлургических» хитростей.
Соединение алюминия и железа
Если соединение между собой алюминиевых деталей не вызывает вопросов, то многие начинающие сварщики задаются вопросом — можно ли приварить алюминий к железной поверхности? Ведь сплавы алюминия с железом, где последнего содержится более 12 %, имеют низкую степень ковкости, а показатели теплоемкости, теплопроводимости и теплового расширения у этих металлов настолько различны, что при сварке трудно избежать термических напряжений.
Приварить алюминий к железу можно двумя способами:
- Используя биметаллические переходные вставки, состоящие из железа и алюминия. Соединение при этом формируется дуговой сваркой. Железная сторона вставки приваривается к железной детали, алюминиевая – к детали алюминиевой.
биметаллическая пластина - Покрыв поверхность железной детали металлом, который совместим с алюминием. Для этой цели отлично подойдет цинк. Сваривать стоит также дуговым способом.
Как сварить алюминий и нержавеющую сталь
Сварка алюминия и нержавейки необходима прежде всего при монтаже сложного промышленного оборудования, которое эксплуатируется в агрессивной среде, поэтому высокие требования к качеству сварного шва вполне обоснованы. Сварка алюминия со сталью может быть проведена как с помощью биметаллических вставок, так и благодаря покрытию деталей разнородными материалами.
В первом случае сварка алюминия постоянным током должна начаться с алюминиевых поверхностей, чтобы обеспечить существенный отвод тепла при соединении стальных поверхностей. Вставка из стали и алюминия не должна быть перегрета в процессе, иначе интерметаллическое соединение в ней станет хрупким и ненадежным.
Электросварка может проводиться в случае, если сталь будет покрыта тонким слоем алюминия. После того, как будет нанесено покрытие, сталь можно приваривать к алюминию дуговой сваркой. В процессе обязательно следите за тем, чтобы дуга не соприкасалась со стальной поверхностью. Сварка алюминиевых сплавов со сталью может быть проведена и в случае, если сталь будет покрыта серебряным припоем. Сваривать нужно присадочным сплавом из алюминия, не нарушая целостность слоя, образованного серебряным припоем.
Специфика операций
Сварка в аргоновых средах востребована при работе с трубными изделиями из нержавейки, входящих в состав систем транспортировки промышленных жидкостей и газов. Высокое качество сварного соединения позволяет применять метод и при сваривании нержавеющих труб, эксплуатируемых под достаточно высоким давлением.
Основным ручным инструментом, используемым при работе с защитным газом, является специальная горелка с зафиксированным на ней электродом, через сопло которой к месту сваривания нержавейки подаётся струя аргона.
Качественный сварной шов подготавливается с помощью проволоки, специально подаваемой к месту формирования дуги в ручном режиме. При этом все перемещения и манипуляции с горелкой также выполняются только вручную.
Данная технология, в отличие от других методов обработки нержавейки, исключает какие-либо поперечные смещения электрода и подносимой к нему присадочной проволоки.
Единственно допустимое направление их перемещения – строго вдоль оси образуемого соединения. Положение горелки при проведении сварочных операций должно соответствовать рисунку, изображённому на фото.
Требования к манипуляциям сварщика в рабочей зоне обеспечивают постоянство нахождения сварочной ванны в пределах радиуса действия газовой защиты. Это является необходимым условием получения прочного соединения деталей из нержавейки. Также следует позаботиться о том, чтобы защититься от воздушного слоя с обратной стороны шва, обдуваемого струёй аргона.
Общий расход аргона в этом случае существенно возрастает, зато качество соединения нержавейки на всех участках шва повышается. С общими положениями о расходовании аргона при данном виде сварки, а также с используемым при этом оборудованием будет рассказано далее.
Сварка алюминия и меди
Сварка меди и алюминия широко распространена в электропромышленности (соединение проводов) и холодильной промышленности (сварка труб). С помощь плавления соединять эти металлы проблематично: чем выше содержание меди в сварном шве, тем более хрупким и склонным к образованию трещин он будет. Сварка алюминия с медью обычно проводится двумя способами:
- “Замковое” соединение. На алюминиевую поверхность приваривается медная накладка. Затем производится наплавка, соединяющая все сварные швы.
- Сварка при помощи графитовых электродов. Сила сварного тока при этом должна находиться в пределах 500 – 550 А, длина дуги – не превышать 20-25 мм при напряжении 50-60 В.
Сварка меди и алюминия может проводиться как электродуговым способом,так и аргонодуговым, и газовым. Не менее распространено холодное сваривание.
[Всего голосов: 0 Средний: 0/5]
Аргонодуговая сварка алюминия
Хотя аргонодуговая сварка подходит для многих типов металла, чаще всего ее связывают со сваркой алюминия, особенно тонкопрофильного. Конечно, для сварки алюминия подходят и многие другие процессы сварки, но в случае тонкопрофильных материалов удобнее всего аргонодуговая. Широкое применение алюминия в автомобилестроении привело к ее настоящему расцвету. Высокие механические характеристики и хороший внешний вид сделали ее первоочередным выбором для профессиональных гоночных команд, автомобильных энтузиастов и любителей.
Трудности сварки алюминия
Хотя этот процесс действительно хорошо подходит для сварки алюминия, для того, чтобы обеспечить максимально простую и эффективную работу, нужно помнить о нескольких особенностях алюминия. Алюминий в чистом виде плавится при температуре меньше 650ºC и перед плавлением не меняет цвет, как это делает большинство других металлов. Поэтому очень сложно определить момент, когда алюминий достаточно раскален и готов расплавиться.
Температура
Алюминий – превосходный проводник тепла. Поэтому в начале сварки алюминия требуется большое тепловложение – большая часть тепла уходит на нагрев окружающего основного металла. Через некоторое время после начала сварки большая часть этого тепла распространится в пространство перед дугой и разогреет его настолько, что для сварки станет требоваться меньше тепла. Если продолжать сварку до конца пластины, теплу станет некуда рассеиваться и его скопится столько, что это затруднит сварку и оператору нужно будет снизить силу сварочного тока. Именно поэтому аппараты Lincoln Precision TIG® рекомендуется использовать с педальным регулятором Amptrol™ – он позволяет легко менять силу тока, не отрываясь от сварки. Некоторые алюминиевые сплавы имеют тенденцию к образованию трещин. Это объясняется тем, что в граничном диапазоне температур, когда металл частично жидкий и частично твердый или когда он только застыл, его недостаточно высокая прочность на разрыв не может противостоять усадочному напряжению в ходе охлаждения. С проблемами такого рода можно справиться с помощью подходящего состава присадочного металла и процедуры сварки, а также более коротких валиков сварного шва. Некоторые эксперты в начале каждого шва (первых 2-3 см) рекомендуют пользоваться обратно-ступенчатым способом сварки, а затем возвращаться к обычному методу.
Именно поэтому аппараты Lincoln Precision TIG® рекомендуется использовать с педальным регулятором Amptrol™ – он позволяет легко менять силу тока, не отрываясь от сварки. Некоторые алюминиевые сплавы имеют тенденцию к образованию трещин. Это объясняется тем, что в граничном диапазоне температур, когда металл частично жидкий и частично твердый или когда он только застыл, его недостаточно высокая прочность на разрыв не может противостоять усадочному напряжению в ходе охлаждения. С проблемами такого рода можно справиться с помощью подходящего состава присадочного металла и процедуры сварки, а также более коротких валиков сварного шва. Некоторые эксперты в начале каждого шва (первых 2-3 см) рекомендуют пользоваться обратно-ступенчатым способом сварки, а затем возвращаться к обычному методу.
Заполнение зазора
Металл в сварочной ванне представляет собой смесь присадочного и основного материала, которая должна обладать заданной прочностью, вязкотекучестью, устойчивостью к образованию трещин и коррозии. В таблице ниже приведены рекомендуемые присадочные металлы для различных сплавов алюминия.
В таблице ниже приведены рекомендуемые присадочные металлы для различных сплавов алюминия.
Максимальная производительность наплавки достигается использованием проволок или прутков самого большого приемлемого диаметра и наибольшей силы тока. Оптимальный диаметр проволоки для определенной задачи зависит от приемлемой силы тока, которая, в свою очередь, зависит от сети питания, типа соединения, состава и толщины материала и пространственного положения сварки.
Рекомендуемые присадочные металлы для различных сплавов алюминия | ||
| Рекомендуемый присадочный металл (1) | |
Основной металл | Максимальная прочность в состоянии после сварки | Макс. |
EC | 1100 | EC 1260 |
2219 | 2319 | (2) |
5051 | 5356 | 5183, 4043 |
5050 | 5356, 5183 | 5183, 5356, 5654 |
6061 | 4043, 5183 | 5356(3) |
 отн. удлинение
отн. удлинениеПримечание:
(1) Рекомендации указаны для материалов с «нулевой» закалкой.
(2) Жидкотекучесть сварных соединений для этих металлов мало зависит от металла наплавления. Относительное удлинение этих металлов обычно ниже остальных перечисленных здесь металлов.
(3) Для сварки сплавов 6061 и 6063 при необходимости в максимальной электропроводимости используйте присадочный металл 4043. Однако если Вам требуются и прочность, и электропроводимость, лучше использовать 5356 и увеличить усиление сварного шва, чтобы компенсировать меньшую электропроводимость 5356.
Качественное наплавление
Высокое качество сварки возможно только при использовании чистой проволоки высокого качества. В противном случае в сварочную ванну может быть занесено много грязи из-за относительно большой площади поверхности проволоки по сравнению с объемом наплавления.
Чаще всего сварочная проволока бывает загрязнена маслом или гидрооксидом. Из-за жара от сварки из них начинает выделяться водород, что приводит к возникновению пористости. Алюминиевые сварочные проволоки Lincoln ER4043 и Lincoln ER5356 изготавливаются в условиях строгого контроля и упаковываются так, чтобы предотвратить загрязнение во время хранения. Так как присадочная проволока имеет легирование, которое может оказаться разбавлено основным металлом, качество наплавления зависит от состава как самой проволоки, так и основного металла.
Алюминиевые сварочные проволоки Lincoln ER4043 и Lincoln ER5356 изготавливаются в условиях строгого контроля и упаковываются так, чтобы предотвратить загрязнение во время хранения. Так как присадочная проволока имеет легирование, которое может оказаться разбавлено основным металлом, качество наплавления зависит от состава как самой проволоки, так и основного металла.
Чистка, чистка и еще раз чистка
Перед сваркой изделия обычно проходят формовку, обрезание, распиловку или машинную обработку. После этих операций могут оставаться различные загрязнения, которые должны быть удалены для обеспечения высокого качества сварки. Особенно тщательно нужно удалять масла, другие углеводороды и мелкие частицы металла. Края разрезов должны быть чистыми и ровными. Для упрощения очистки в ходе производства нужно быстро удалять любые смазки.
Чтобы снизить вероятность образования пористости и окалины, необходимо обеспечить чистоту рабочей поверхности. Водород приводит к пористости, а кислород – образованию окалины. Оксиды, смазки и масла могут содержать и кислород, и водород, что приводит к низкому качеству соединений и низким механическим и электрическим свойствам. Очистка должна проводиться непосредственно перед сваркой. В таблице ниже приведены описания самых распространенных процедур сварки:
Оксиды, смазки и масла могут содержать и кислород, и водород, что приводит к низкому качеству соединений и низким механическим и электрическим свойствам. Очистка должна проводиться непосредственно перед сваркой. В таблице ниже приведены описания самых распространенных процедур сварки:
Распространенные методы очистки алюминиевых поверхностей перед сваркой | ||
Типы чистки | ||
Удаляемые составы | Только сварочная поверхность | Изделие полностью |
Масло, смазка, | Протрите умеренно щелочным растворителем и просушите | Обезжиривание в парах растворителя |
Оксиды | Протрите края сильным щелочным растворителем, затем водой, затем азотной кислотой. После этого следует споласкивание водой и сушка. | Погружение в сильный щелочной растворитель, затем воду, затем азотную кислоту. |

способы и технологии для начинающих
Любой металл можно сварить при помощи сварочного аппарата, главное – знать как и чем это делать, а также какие присадки для этого использовать. В данной статье мы рассмотрим, как правильно варить алюминий даже в домашних условиях.
В данной статье мы рассмотрим, как правильно варить алюминий даже в домашних условиях.
Краткое содержимое статьи:
- Проблемы
- Как варить алюминий в домашних условиях
- Подготовка поверхности
- Основная работа
- Фото советы как и чем варить алюминий
Проблемы
Алюминий используется практически везде, так как его свойства тепло и электропроводности показывают отличные значения. Более того данный материал имеет относительно невысокую удельную массу.
Вся проблема же заключается в тех же самых свойствах, так как слишком сильный перегрев приводит к тому, что появляется прожог. А вот сила тока нужна как минимум в три раза больше, чем при сваривании элементов из стали. Главная задача – не допустить перегрева.
Важно знать, как варить алюминий аргоном, потому что подготовительные работы в этом случае являются самыми важными. Все дело в том, что при нагревании выделяется жидкая ванна, которая и препятствует правильному свариванию металла. В этом случае применяется аргон, который не допускает попаданий воздушной массы в процессы сварки.
В этом случае применяется аргон, который не допускает попаданий воздушной массы в процессы сварки.
Также при работе могут возникнуть другие факторы, которые ничем не исправляются, а лишь уменьшаются в виду правильно подобранного режима.
Как варить алюминий в домашних условиях
Для бытовой сварки лучше использовать аргон, так как иные подходы непозволительны в виду появления брызг и капель. Чтобы предотвратить процесс окисления, необходимо использовать электроды из вольфрама, которые защищают расплавленную ванну при помощи выделяемого газа.
Можно также использовать еще один способ, для этого важно знать, как варить алюминий полуавтоматом. Этот процесс заключается в подаче проволоки для сварки через специализированный пистолет. Вся суть заключается также в выделениях специального газа, который не дает ванне контактировать с воздухом и кислородом. В таком случае необходимо использовать проволоку из того же материала, который сваривается между собой.
Подготовка поверхности
Мы описали выше, что есть несколько проблем при сварке алюминия. Первая сложность решается полным обезжириванием материала. Для этого можно поместить на некоторое время металл в щелочную среду, то есть ванную либо использовать ацетон или уайт-спирит. Держать металл в таких веществах желательно не дольше пяти минут, в идеале – три.
После этого необходимо обработать кромки, где будет проходить сварочный шов. Для этого можно использовать металлическую щетку как в ручном режиме, так и в режиме насадки на дрель или машинку.
Важно не надавливать на материал во время обработки, так как окисленная пленка может попасть в царапины от щетки. После обработки необходимо поместить металл еще на несколько минут в раствор для обезжиривания.
Вторая сложность, которая подразумевает появление трещин, также может быть исключена. Для этого необходимо нагреть металл под открытым огнем, где температура составляет около 100-150 градусов.

Если используется металл разных толщин, то сперва необходимо нагреть более толстую часть, так как обратное может привести к скорому остыванию более тонкой детали. Более того в составе алюминия могут быть капельки влаги, которые дадут немало брызг при сварке, поэтому нагрев позволит избавиться и от них.
Основная работа
Сварка электродом разрешается только для деталей, чья толщина составляет более 0,4 см, так как более тонкий металл обязательно получит прожог. Два основных правила при такой работе заключаются в том, чтобы изменить полярность и водить электродом как можно быстрее, чтобы не получить прожог.
Если для обычной сварки заземление сопоставляется с минусом, а держак с плюсом, то при сварке алюминия необходимо изменить порядок. Как только работа будет закончена, а шов подсохнет, необходимо отбить шлак, промыть шов теплой водой и пройтись металлической щеткой по месту соединения, а после можно еще пройтись насадкой на болгарке.
Такой принцип позволит свести наличие шлака в соединении к минимуму. Посмотрите видео или подробные фото, как варить алюминий. Это поможет вам визуально разобраться с предстоящей работой, чтобы получить максимальное качество и надежность.
Фото советы как и чем варить алюминий
Также рекомендуем просмотреть:
- Принцип работы плазмотрона
- Токарные станки по металлу для дома
- Споттер своими руками
- Как сделать аппарат точечной сварки
- Как собрать простой сварочный аппарат в домашних условиях
- Стол для сварки своими руками
- Какие типы сварочных аппаратов бывают
- Выбор хорошего сварочного провода
- Инструкция, как залудить жало паяльника
- Какой сварочный полуавтомат лучше
- Как выбрать проволоку для сварки
- Обзор лучших плазменных сварочных аппаратов
- Технология газовой сварки металлов
- Горелка для полуавтоматической сварки
- Обзор лучших сварочных электродов
- Как выбрать сварочный трансформатор
- Инверторные сварочные аппараты
- Обзор лучших масок для сварщика
- Как выбрать сварочный аппарат для дома
- Как запаять автомобильный радиатор охлаждения своими руками
- Современное сварочное оборудование
- Холодная сварка для металла
- Ручная дуговая сварка
- Как выбрать хороший костюм сварщика
- Как правильно паять паяльником
- Какой сварочный аппарат лучше для дома
- Как научиться варить металл
Помогите сайту, поделитесь в соцсетях 😉
Сварка алюминия постоянным током в среде аргона
Существует несколько способов сварки, которые зависят не только от применяемой техники, но и от режимов, которые выставляет пользователь. Если рассматривать использование электросварки, то здесь может возникнуть несколько вариантов, которые зависят от рода тока. Сварка алюминия постоянным током является как раз одной из таких разновидностей. Она используется не так часто, как переменным током, но все же имеет ряд особенностей, которые определяются полярностью. Мастера отдают предпочтение переменному электричеству, так как оно сочетает в себе преимущества обоих полярностей.
Если рассматривать использование электросварки, то здесь может возникнуть несколько вариантов, которые зависят от рода тока. Сварка алюминия постоянным током является как раз одной из таких разновидностей. Она используется не так часто, как переменным током, но все же имеет ряд особенностей, которые определяются полярностью. Мастера отдают предпочтение переменному электричеству, так как оно сочетает в себе преимущества обоих полярностей.
Сварка алюминия на постоянном токе обратной полярности
Когда идет сварка алюминия постоянным током, то приходится выбирать, что более важно для сварочного процесса. Ведь свойства сваривания алюминия являются далеко не самыми лучшими, поэтому, следует подбирать подходящие условия, которые бы смогли удовлетворить технологические требования и обеспечили ровный и плотный сварочный шов алюминия. Основной проблемой этого формирования становится оксидная пленка, с которой не может справиться высокая температура сварки, так как она плавится при 2200 градусах Цельсия, а алюминий при 680. Обратная полярность постоянного тока помогает разрушить ее благодаря катодному распылению, которое отлично воздействует в сочетании с флюсами и предварительной обработкой.
Обратная полярность постоянного тока помогает разрушить ее благодаря катодному распылению, которое отлично воздействует в сочетании с флюсами и предварительной обработкой.
Сварка алюминия аргоном постоянным током
Преимущества
- При использовании постоянного тока прямой полярности получается стабильная дуга, которая помогает формировать качественный и ровный шов;
- Если используется постоянный ток для сварки алюминия обратной полярности, то обеспечивается катодной распыление, уничтожающее оксидную пленку.
Недостатки
- Приходится выбирать между стабильной дугой или разрушением оксидов;
- Без разрушения оксидной пленки невозможно достичь высокого качества сварки, так как она обволакивает расплавленный металл, не давая ему нормально соединиться;
- Сложно подобрать параметры оборудования для сваривания конкретной толщины металла при таком режиме работы.
Нюансы при сварке постоянным током
Перед тем как варить алюминий электросваркой требуется в первую очередь разобраться с параметрами оборудования. Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и сварка алюминия электродом с ним получается очень проблематичной. При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.
Специалисты не рекомендуют использовать постоянный ток прямой полярности, так как его недостатки перевешивают преимущества и сварка алюминия электродом с ним получается очень проблематичной. При обратной полярности удается побороть одну из главных проблем свариваемости алюминия, но это не единственная проблема, с которой приходится сталкиваться.
Ток для сварки алюминия
К прочим нюансам данного процесса можно отнести высокую текучесть металла в расплавленном состоянии, с которой не поможет справиться ни какой род тока, а лишь мастерство сварщика. Также стоит учитывать повышенную предрасположенность к напряжению, что предполагает подогрев металла и тщательную просушку электродов перед использованием. Здесь нужно учитывать низкую глубину проварки металла, так что при работе с толстыми заготовками может потребоваться дополнительная обработка кромок. В плане предварительной подготовки здесь также есть несколько нюансов, которые касаются очистки поверхности растворителями и простыми механическими способами, что должно увеличить качество соединения.
Сварка алюминия аргоном
Материалы и инструмент
- Сварочный аппарат, без которого невозможна была бы электросварка алюминия электродом. Он подбирается в зависимости от способа, так как возможно еще применение газа;
- Присадочный материал, в качестве которого могут выступать алюминиевые электроды или сварочная проволока;
- Баллон с инертным газом, если используется сварка алюминия аргоном постоянным током.
- Надежные шланги для соединения баллона с горелкой;
- Горелка, которая рассчитана специально для аргонодуговой сварки;
- Редуктор, чтобы изменять давление газа, подаваемое с баллона;
- Манометр, чтобы следить за уровнем давления, с которым ведется работа.
Выбор материалов и оборудования
Электросварка алюминия на постоянном токе обратной полярности может проводиться стандартным методом, при использовании обычной электросварки и электродов, а также аргонодугового аппарата. Первый вариант более простой и дешевый, тогда как второй оказывается одним из самых надежных, но себестоимость процесса и его сложность становится выше. Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
Поэтому, для обыкновенного соединения используются электросварку, тогда как при работе с ответственными сооружениями и деталями нужно применять только ТИГ вариант. В любом случае, при выборе аппарата нужно обращать внимание на широту его диапазона, а также плавность регулировки параметров.
С подбором расходного материала все проще, так как для электросварки нужны специальные электроды, которые предназначены для чистого металла или его определенного сплава, а для аргонодугового способа требуется сварочная проволока, состав которой бы максимально совпадал с составом свариваемого металла или его сплава.
Пошаговая инструкция
Сварка алюминия постоянным током в среде аргона предполагает следующий ряд действий:
- Подготовка металла, куда входит обработка кромок, механическая очистка и обработка растворителем, которым может стать ацетон или другая похожая жидкость;
- Далее следует расположить на поверхности сваривания флюс, который улучшит соединение;
- После этого можно приступать к настройке техники, в соответствии с заданным режимом;
- Далее уже идет сама сварка, во время которой следует провести шов по всей поверхности кромок;
- Дать остыть шву и проверить его качество каким-либо из доступных методов.

«Важно!
Процесс проходит преимущественно в нижнем положении, так как металл сильно растекается в горизонтальном или потолочном.»
Таблица режимов сварки алюминия постоянным током
Вид заготовки | Толщина свариваемой детали, мм | Электрод, мм | Сварочная проволока, мм | Величина тока, А | Расход газа, л/мин |
При обработанных кромках | 1 | 1 | 45…50 | 4-5 | |
Односторонняя сварка встык без обработки кромок | 2 | 1,5-2 | 1-2 | 55…75 | 5-6 |
Двусторонняя сварка встык без обработки кромок | 4 | 3-4 | 3-4 | 120…180 | 7-8 |
Техника безопасности
Электросварка алюминия в домашних условиях и на производстве требует выполнение правил безопасности. Первым делом это касается использования защитной одежды и таких средств, как сварочная маска Хамелеон. Правила электробезопасности должны соблюдаться как на производстве, так и дома. Баллоны с газом должны находиться, как минимум на 5 метровом удалении от источника огня.
Первым делом это касается использования защитной одежды и таких средств, как сварочная маска Хамелеон. Правила электробезопасности должны соблюдаться как на производстве, так и дома. Баллоны с газом должны находиться, как минимум на 5 метровом удалении от источника огня.
Безопасен ли алюминий для пивоварения? (Все о чайниках для заваривания)
Если вы читали опасения по поводу безопасности использования алюминиевых чайников на форумах по домашнему пивоварению, возможно, вы встречали противоречивые мнения. Споры о том, безопасен ли алюминий для посуды, ведутся с 70-х годов, и ответ может вас удивить.
Большинство представителей органов здравоохранения согласны с тем, что приготовление пищи с использованием алюминия не представляет серьезного риска для здоровья, а пиво, сваренное в алюминиевых котлах, не поглощает достаточно металла, чтобы быть вредным. Для сравнения: таблетка антацида содержит около 200 мг алюминия — значительно меньше, чем поглощается пивом, сваренным в алюминиевых котлах.
Читайте дальше, чтобы узнать больше о безопасности приготовления кофе в алюминиевых котлах, а также о плюсах и минусах их использования.
Можно ли использовать алюминиевые кастрюли или чайники при варке пива?
Первоначальное исследование 1970-х годов, вызвавшее споры о безопасности алюминиевой посуды, было опровергнуто научным сообществом. Основным риском для здоровья, указанным в этом исследовании, была болезнь Альцгеймера (БА).
В ходе исследования у пациентов с болезнью Альцгеймера наблюдался высокий уровень алюминия в тканях головного мозга. Однако позже было указано, что у всех участников исследования была поздняя стадия почечной недостаточности, которая вызывает накопление алюминия в организме. Таким образом, ученые установили, что приготовление пищи в алюминиевой посуде не является фактором, способствующим развитию болезни.
Нормальное потребление алюминия с пищей составляет 5-10 миллиграммов в день. Большинство некислотных продуктов (включая пюре или сусло), приготовленных в алюминиевых кастрюлях или котлах, содержат около 3,5 миллиграммов, согласно отчету Journal of Food Protection.
Чтобы вызвать неврологические эффекты, алюминий должен сначала попасть в кровоток. Алюминий плохо усваивается организмом. Все, кроме 1%, выводится с мочой через почки каждые 24 часа, поэтому очень мало, если вообще всасывается в кровь и отправляется в мозг.
Ученые согласны с тем, что нет убедительных доказательств того, что использование алюминиевых кастрюль или чайников для пивоварения может оказать значительное негативное влияние на мозг или нервную систему. Нормального уровня алюминия в пище и факторах окружающей среды, включая приготовление пищи в алюминиевых кастрюлях, недостаточно, чтобы вызвать какие-либо серьезные проблемы со здоровьем.
Что делать людям с проблемами почек?
Следует отметить, что алюминий накапливается у лиц с нарушением функции почек.
Согласно отчету, опубликованному в 2014 году в Journal of Occupational Environmental Medicine, изменения мозга у пациентов с отравлением алюминием не соответствовали таковым у пациентов с болезнью Альцгеймера, что привело исследователей к выводу, что отравление алюминием, вероятно, не является причиной атопического дерматита.
Связанная с алюминием деменция, однако, была обнаружена у пожилых пациентов на диализе, когда диализирующая жидкость загрязнена алюминием. Диализ не эффективно удаляет алюминий из организма.
Как насчет безопасности использования алюминиевых чайников и приготовления пищи на сильном огне?
При варке пива вы можете задаться вопросом, изменит ли кипячение затора или сусла на высокой температуре количество алюминия, вымываемого в содержимое вашего чайника.
В исследовании, опубликованном в журнале Environmental Sciences Europe, было обнаружено, что более высокая температура действительно приводит к поглощению большего количества алюминия содержимым чайника.
Это исследование показывает, что количество дополнительного абсорбированного алюминия не считается статистически значимым в пище, которая не является очень кислой, такой как помидоры или цитрусовые. Поскольку пивная брага и сусло имеют относительно низкий pH, они будут поглощать меньше алюминия из вашего котла, чем приготовление соуса для спагетти.
рН пивного сусла обычно составляет 5,2-5,4. И наоборот, свежие помидоры имеют рН от 4,6 до 4,9, а консервированные помидоры могут иметь рН около 3,5.
Имейте в виду, что чем ниже pH, тем более кислой является пища. Кислая пища, особенно в старой кастрюле, которая может быть поцарапана и покрыта ямками, будет больше реагировать с металлом при приготовлении.
Нужно ли оксидировать алюминиевые чайники перед их использованием?Алюминий реагирует с воздухом в процессе, называемом окислением. Окисление связывается с металлом и действует как защитный слой, предотвращающий реакцию содержимого чайника с металлом.
Алюминиевые чайники без покрытия будут вступать в реакцию с содержимым, которое в них готовится. Окисление предотвращает развитие постороннего привкуса сусла из-за взаимодействия с металлом. Большинство домашних пивоваров окисляют свои алюминиевые чайники перед использованием.
Рестораны также «приправляют» алюминиевые кастрюли, чтобы сохранить вкус продуктов, приготовленных в них. Масла от некоторых продуктов могут оставаться в ямках и царапинах по мере старения кастрюли, и эти ароматы могут проникнуть в следующее блюдо, приготовленное в них.
Масла от некоторых продуктов могут оставаться в ямках и царапинах по мере старения кастрюли, и эти ароматы могут проникнуть в следующее блюдо, приготовленное в них.
Кислые продукты, особенно продукты на основе томатов, также могут повредить горшки. Окисление горшков предотвращает обе эти проблемы.
Как оксидировать алюминиевые варочные котлыНанести оксидированный слой на новый сверкающий варочный котел несложно. Нанести защитный слой можно примерно за час.
Чтобы окислить новый алюминиевый варочный котел, наполните его водой, накройте крышкой и кипятите около 60 минут. Вылейте воду и дайте ей высохнуть или протрите мягкой тканью. После высыхания на металле должно появиться сероватое пятно. Это именно то, что вы хотите.
Алюминий — это мягкий металл, который легко повредить при неправильной очистке. При очистке чайников важно не счищать окисленный слой с помощью агрессивных химикатов, таких как кислородсодержащие чистящие средства или отбеливатели. Это удалит защитный слой и может повредить чайник, что затруднит его чистку.
Это удалит защитный слой и может повредить чайник, что затруднит его чистку.
Для чистки чайников следует использовать только мягкое моющее средство и мягкую ткань или губку. Никогда не используйте абразивные губки и не трите слишком сильно, чтобы удалить окисленный налет с чайника.
Если трубка застряла на дне или ее трудно удалить после того, как вы слили жидкость, попробуйте деглазировать кастрюлю перед мытьем. Добавьте 1-2 дюйма воды в чайник, затем нагревайте его в течение нескольких минут. Это должно ослабить прикрепленную трубу. Попробуйте аккуратно оттолкнуть осадок от дна кастрюли с помощью силиконовой или деревянной лопаточки или столового прибора. После этого вы сможете очистить чайник практически без чистки.
Плюсы и минусы использования алюминиевых кастрюль и чайников в пивоварении Коммерческие пивоварни редко используют алюминиевые котлы. Вместо этого большинство выбирает пивоваренное оборудование из нержавеющей стали.
Основной проблемой использования алюминиевых кастрюль и чайников в пивоварении является невозможность их очистки с помощью агрессивных химикатов или скрубберов. Окисленное покрытие на чайниках может затруднить определение их чистоты. Алюминиевые чайники лучше распределяют тепло, поэтому у них меньше проблем с прилипанием и горением, чем у чайников из нержавеющей стали.
В отличие от алюминия, слой окисления на нержавеющей стали не виден, поэтому легче определить, что кастрюля чистая. Это основная причина, по которой коммерческие пивоварни используют нержавеющую сталь. Коммерческие пивовары также могут использовать больше едких химикатов в своих котлах, чтобы гарантировать удаление всех органических веществ между партиями.
В случае с алюминием из-за слоя окисления иногда трудно определить, чиста ли кастрюля или чайник. Однако, поскольку алюминий лучше распределяет тепло, он меньше прилипает к трубе, и нет необходимости в более агрессивных химикатах, чтобы ваши чайники были чистыми.
Все еще не уверены в использовании алюминиевых кастрюль и чайников для пивоварения? Давайте вспомним некоторые плюсы и минусы использования алюминиевых чайников для домашнего пивоварения по сравнению с их аналогами из нержавеющей стали.
Возможные преимущества использования алюминиевых чайниковАлюминий имеет несколько преимуществ для домашних пивоваров по сравнению с нержавеющей сталью.
Помимо меньшего прилипания и более легкой очистки, использование алюминиевых котлов имеет и другие преимущества:
- Лучшая теплопроводность означает, что содержимое нагревается и закипает быстрее, что экономит ваше время.
- Алюминий значительно дешевле нержавеющей стали. Алюминиевые кастрюли с крышками, предназначенные для жарки индеек, можно приобрести после Дня Благодарения по очень разумной цене.
- Алюминий легче по весу , чем нержавеющая сталь.

Как отмечалось выше, окисленный алюминий может затруднить определение чистоты ваших чайников, и вы не можете использовать агрессивные химические вещества для их очистки.
Вот еще несколько минусов использования алюминиевых чайников для пивоварения:
- Алюминиевые чайники не так эстетичны для некоторых, как чайники из нержавеющей стали. Они имеют тенденцию темнеть при использовании с течением времени.
- Использование алюминиевых котлов без окисления внутри может привести к появлению посторонних привкусов в сусле.
- Пиво нельзя хранить в алюминиевой таре. Со временем он может подвергаться коррозии и выщелачивать большее количество металла в пиво.
Многие домашние пивовары используют для заваривания кастрюли и чайники из алюминия, а не из нержавеющей стали. Несмотря на то, что между алюминием и нержавеющей сталью есть много общего в характеристиках, двумя основными соображениями при использовании одного над другим являются стоимость и методы очистки.
Основываясь на исследованиях, проведенных в течение последних 50 лет, и информации, полученной от многих домашних пивоваров, можно сделать вывод, что использование алюминиевых котлов в пивоварении безопасно, а более низкая стоимость по сравнению с использованием нержавеющей стали является большим преимуществом.
Для просмотра веб-версии этой статьи нажмите здесь!
Алюминий или нержавеющая сталь? Лучшие пивные кастрюли
Follow @BeerSmith
Среди домашних пивоваров и на различных дискуссионных форумах ведутся постоянные споры о преимуществах алюминиевых и нержавеющих кастрюль для варки пива. На этой неделе мы рассмотрим плюсы и минусы каждого из них, чтобы помочь вам принять взвешенное решение о следующем варочном котле.
Алюминиевая кастрюля Плюсы и минусы
Алюминиевые кастрюли широко доступны и недороги, потому что алюминиевая посуда широко используется для приготовления пищи. Недорогие кастрюли для индейки объемом 36 литров можно найти в местном магазине Walmart, особенно сразу после Дня Благодарения по отличным ценам.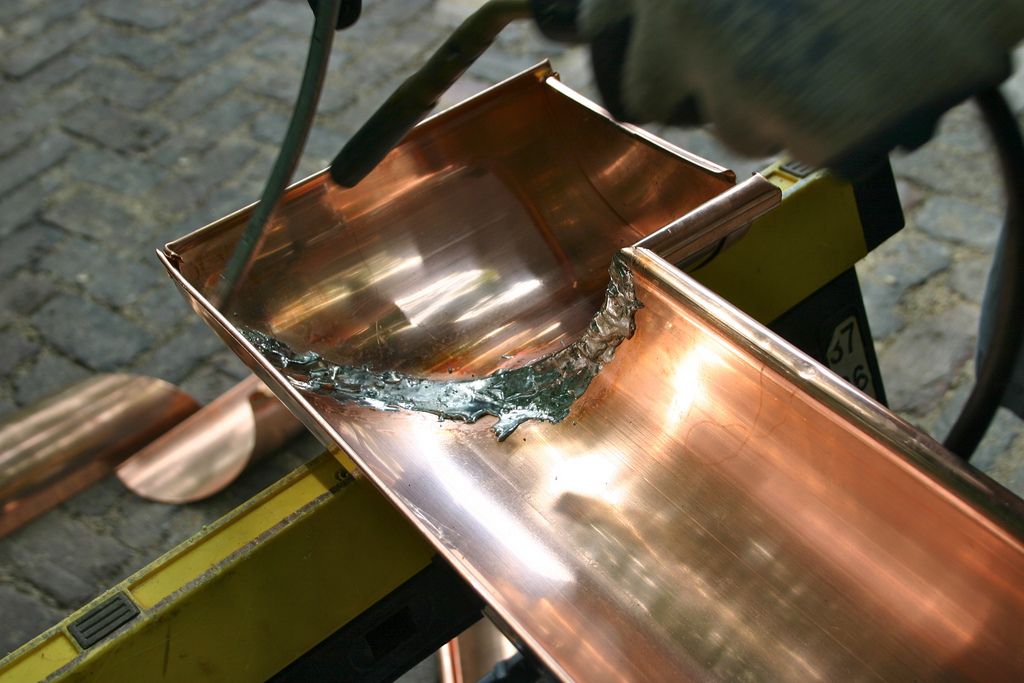 Алюминиевые кастрюли стоят значительно дешевле, чем нержавеющая сталь, часто вдвое меньше. Алюминий является лучшим проводником тепла, чем сталь, поэтому ваша кастрюля быстрее закипит, а также быстрее остынет после того, как вы закончите кипячение.
Алюминиевые кастрюли стоят значительно дешевле, чем нержавеющая сталь, часто вдвое меньше. Алюминий является лучшим проводником тепла, чем сталь, поэтому ваша кастрюля быстрее закипит, а также быстрее остынет после того, как вы закончите кипячение.
Единственным существенным недостатком алюминия является то, что он окисляется, поэтому вы не можете использовать чистящие средства на основе кислорода или щелочи, такие как Oxyclean. Это основная причина, по которой профессиональное пивоваренное оборудование изготавливается из нержавеющей стали, а не из алюминия — нержавеющая сталь легче очищается едкими чистящими средствами. Кроме того, со временем алюминий покрывается оксидным слоем, который может обесцветить алюминий и придать ему серый оттенок. Это не повод для беспокойства — слой оксида алюминия действительно защищает кастрюлю, но он не такой красивый, как нержавеющая сталь.
Я считаю важным развеять ряд мифов об алюминии. Во-первых, алюминиевые кастрюли не связаны с болезнью Альцгеймера. Ряд медицинских исследований, проведенных с 1970-х годов, не выявили никакой связи между болезнью Альцгеймера и употреблением алюминия. Имейте в виду, что каждый день вы пьете газировку из алюминиевых банок (хотя большинство из них выстланы) и едите пищу, приготовленную в алюминиевой посуде — это безопасно.
Ряд медицинских исследований, проведенных с 1970-х годов, не выявили никакой связи между болезнью Альцгеймера и употреблением алюминия. Имейте в виду, что каждый день вы пьете газировку из алюминиевых банок (хотя большинство из них выстланы) и едите пищу, приготовленную в алюминиевой посуде — это безопасно.
Второй миф заключается в том, что алюминий вступает в реакцию с кислым содержимым сусла и либо добавляет неприятный привкус, либо разъедает кастрюлю. Это также не соответствует действительности: pH воды составляет 7,0, рН вашего сусла составляет около 5,2, в то время как в соусе для спагетти он может достигать 4,6, а в самых кислых диетических газированных напитках — всего 2,5. Для сравнения, аккумуляторная кислота имеет pH 1,0. Ваше сусло просто недостаточно кислое, чтобы реагировать с алюминиевой кастрюлей.
Нержавеющая сталь
Кастрюли из нержавеющей стали — это «Кадиллак» среди варочных котлов, а дизайнерские кастрюли стоят многие сотни долларов. Они дороже, чем аналогичные алюминиевые кастрюли, но являются фаворитом серьезных пивоваров. Нержавеющая сталь останется блестящей, так как пассивный оксидный слой не виден, поэтому легко определить, действительно ли ваша кастрюля из нержавеющей стали чистая.
Преимущество нержавеющей стали заключается в том, что на ней можно использовать кислородсодержащие чистящие средства, что делает ее излюбленной для профессиональных пивоваров, которым необходимо очищать большие чаны. Вам следует избегать длительного воздействия чистящих средств на основе отбеливателя, так как они могут повредить кастрюли и сосуды из нержавеющей стали.
Нержавеющая сталь прочнее более мягкого алюминия, поэтому она менее подвержена вмятинам и царапинам при сопоставимой толщине стенки. Тем не менее, вы вряд ли переживете хорошо сделанную кастрюлю из нержавеющей стали или алюминия в любом случае. Нержавеющая сталь имеет прочно связанный оксидный слой, поэтому она менее восприимчива к воздействию кислот, хотя, опять же, кислотность сусла не имеет значения ни для одного из металлов.
Основным недостатком нержавеющей стали является то, что она не так хорошо проводит тепло, как алюминий, что означает более длительное время до кипения, а также более длительное время охлаждения после кипения.
Что выбрать?
Если вы выберете хорошо сделанную прочную кастрюлю, достаточно большую для полного закипания, тяжелую и хорошо проводящую тепло, вы не ошибетесь, выбрав нержавеющую сталь или алюминий. Я ищу тяжелую кастрюлю с толстыми стенками, так как она лучше проводит тепло, а также хорошо выдерживает случайные царапины и вмятины. Идеальный горшок имеет диаметр, примерно равный его высоте. Хорошо сделанная кастрюля из алюминия или нержавеющей стали, скорее всего, прослужит вам всю жизнь.
Если вы пивовар с ограниченным бюджетом, вы не можете игнорировать большое ценовое преимущество алюминия — зачастую он стоит в два раза меньше, чем сравнимая кастрюля. У нержавеющей стали есть «крутой фактор», но у нее также есть цена, связанная с тем, чтобы быть крутой. Сейчас я лично использую нержавеющую сталь, но я также варю пиво уже 25 лет и начинал с дешевого кухонного горшка.
У тебя есть собственные мысли? Оставьте нам комментарий ниже. Если вы хотите поддержать нас, вы можете рассмотреть вопрос о кастрюле от Adventures in Homebrewing, сторонника BeerSmith. Спасибо, что читаете блог BeerSmith Home Brewing на этой неделе, и не стесняйтесь подписываться, если хотите регулярно получать новые интересные статьи о пивоварении.
Статьи по теме пивоварения от BeerSmith:
Tagged as: Пиво, алюминий, пивоварение, доморощенный, горшки, нержавеющая, стали, против
Не делайте еще одну плохую партию пива! Попробуйте BeerSmith — вы сварите лучшее пиво в своей жизни.
Загрузите бесплатную 21-дневную пробную версию BeerSmith прямо сейчас
Выбор варочного котла (алюминий или нержавеющая сталь)
Выбор варочного котла может изменить вашу жизнь. Скорее всего, он будет с вами очень долго. Я имею в виду, что эти вещи длятся вечно, не так ли? Так вот вопрос что лучше алюминий или нержавейка?
Нержавеющая сталь является наиболее широко используемым материалом для домашних и профессиональных пивоваров. Но алюминиевые кастрюли намного дешевле и лучше проводят тепло. Многие мифы окружают алюминиевые кастрюли, но алюминий определенно более хрупок. Для алюминия необходимо использовать специальные чистящие средства, не вызывающие точечной коррозии.
Перед тем, как купить дорогую кастрюлю из нержавеющей стали только для того, чтобы разочароваться. Узнайте больше ниже и примите более взвешенное решение. Также взгляните на некоторые из варочных котлов, которые я рекомендую.
Кастрюли из нержавеющей стали или алюминиевые кастрюли
Нержавеющая сталь, кажется, побеждает в общем споре о том, что лучше для варки сусла. Плюс нержавейка красивая. Но алюминий не совсем бесполезен. Особенно, если у вас ограниченный бюджет или ограниченные возможности обогрева.
Допустим, вы ограничены электрической плитой, для закипания может потребоваться гораздо больше времени. В этом случае алюминий является явным победителем, так как он не только сэкономит вам деньги на стоимости кастрюли, но и сэкономит ваши счета за отопление.
Компромисс заключается в том, что алюминий гораздо труднее поддерживать в чистоте, так как вы не можете использовать чистящие средства на основе кислорода. Алюминий также является гораздо более мягким металлом, поэтому гораздо более вероятно, что, если вы не позаботитесь о нем должным образом, на нем будет много вмятин.
Создание оксидного слоя с помощью алюминия
При варке пива в алюминиевых кастрюлях они обычно темнеют, но это не так уж плохо. Темный слой на самом деле является формой защиты. Это оксидный слой, который можно удалить только с помощью чистящих средств на кислотной основе.
Технически использование чистящих средств на основе кислоты для алюминия недопустимо и может привести к появлению металлического привкуса. Таким образом, чем уродливее становится ваша алюминиевая кастрюля, тем лучше ее использовать. Вот почему рекомендуется не использовать очистители на основе тяжелых кислот, кислорода или щелочей, поскольку они удалят этот защитный слой.
Вам нужно остерегаться косточек в горшке. Это означает, что любые сколы или более грубое ощущение, создаваемое меньшими отверстиями, — это плохо. Это часто возникает из-за приготовления чрезмерно кислых продуктов или неправильной очистки.
Советы по покупке и использованию алюминия
- Покупайте более толстые алюминиевые кастрюли, чтобы их было труднее оставлять вмятины и изуродовать.
- Алюминий помогает домашним пивоварам быстрее достичь температуры
- Прокипятите воду в течение 30 минут, чтобы образовался темный слой окисления.
- Не используйте Oxyclean или любые чистящие средства на основе кислорода.
Посмотрите это информативное видео о том, как алюминий поможет вам стать лучшим пивоваром.
Советы по покупке и использованию нержавеющей стали
Когда вы начнете приобретать нержавеющую сталь объемом до 10 галлонов, вы получите гораздо более высокие цены, поэтому важно знать, как они производятся и какую пользу это вам приносит.
- 10-галлонные кастрюли из нержавеющей стали имеют тройное покрытие, что означает наличие слоя алюминия, зажатого между двумя листами нержавеющей стали для улучшения проводимости. Убедитесь, что тот, который вы покупаете, имеет это, иначе вы переплатите за что-то, что не так хорошо.
- Нержавеющая сталь всегда будет выглядеть великолепно, и вы сможете визуально определить, насколько она чистая.
- Для нержавеющей стали можно использовать едкие очистители, такие как oxyclean.
Как определить, изготовлена ли ваша кастрюля из нержавеющей стали или алюминия
Вы можете определить, изготовлена ли ваша кастрюля из нержавеющей стали или алюминия, по ее весу и цвету. Алюминий будет более светлым и тускло-серебристым, а нержавеющая сталь будет более темным серебристым.
Я понятия не имел о споре между нержавеющей сталью и алюминием, когда только начинал варить пиво. Многие кастрюли просто поставляются с наборами для домашнего пивоварения, так что в основном это то, что вы используете.
Но эти кастрюли, как правило, представляют собой 5-галлонные кастрюли из нержавеющей стали, поэтому вместо того, чтобы выбирать комплект, если вы хотите варить из алюминия дешевле, вам следует купить собственную кастрюлю отдельно.
Какой очиститель использовать для алюминиевых кастрюль
Мне было невероятно трудно найти информацию о том, как на самом деле чистить алюминий. Много о том, как не слишком, также некоторая информация кажется противоречивой, поэтому мне пришлось докопаться до сути.
Не используйте чистящие средства на основе кислорода или чрезмерно кислотные чистящие средства. Что касается самого популярного среди домашних пивоваров чистящего средства Star San, то его нельзя использовать для алюминия.
Но то, что вы можете использовать для очистки алюминиевой кастрюли для домашнего пивоварения, — это друг бармена. Он может удалить защитный оксидный слой, но вы можете просто восстановить его, вскипятив еще немного горячей воды.
Лучшие варочные котлы для начинающих
Посмотрите это видео, чтобы получить дополнительную информацию о выборе варочного котла, или просто прочитайте ниже.
Будь то нержавеющая сталь или алюминий, лучшие варочные котлы, безусловно, 5-8 галлонов. Если вы нетерпеливы и у вас возникают проблемы с нагревом сусла, вам следует выбрать алюминиевую кастрюлю. Кроме того, это будет дешевле для большего пространства для работы.
Практически невозможно найти полностью алюминиевые кастрюли. Но вы можете проверить этот 8-галлонный на Amazon. По сути, это почти цена кастрюли из нержавеющей стали на 5 галлонов, но с еще 3 галлонами для работы.
В 8-галлонном алюминиевом кастрюле можно легко приготовить 5 галлонов сусла вместо 2-3, которыми вы будете ограничены в 5-галлонном кастрюле из нержавеющей стали. Я говорю это по опыту, сварив 5 галлонов пива в такой маленькой кастрюле, невероятно легко закипеть, это случалось много раз со мной и друзьями.
Честно говоря, эти попытки на 5 галлонов в любом случае вылились только в 4 галлона пива.
Пивоваренные котлы для более продвинутых пивоваров
Если вы планируете использовать более продвинутые способы пивоварения, такие как варка BIAB (варка в пакете), промывание или просто варка большего количества сусла, вам необходимо перейти на 10-15-галлонные кастрюли. .
На этих уровнях действительно играет роль разница в цене. Алюминиевый горшок на 15 галлонов обойдется вам менее чем в 100 долларов. Принимая во внимание, что этот 15-галлонный чайник brewtech обойдется вам почти в 300 долларов.
Имейте в виду, что чайник brewtech поставляется с дополнительными функциями, чтобы сделать цену менее шокирующей, но на самом деле дополнения не создают дополнительных затрат. Эта модель brewtech имеет трехслойное дно, которое помогает нагревать дно.
Если вам интересно, что я использую, вы можете зайти на мою страницу рекомендуемых продуктов и посмотреть на процесс заваривания с промывкой.
Электрические пивоварни
Есть несколько интересных электрических пивоваров, и я вам скажу, что они… дорогие. Я не верю, что кто-то из них даже использует алюминий, а вместо этого использует нержавеющую сталь.
Два из этих продуктов, о которых я знаю, это зерновой отец и молоток. Я уверен, что есть много других, но эти два прилипают.
Многим людям приходится покупать изоляционные кожухи, чтобы поддерживать эффективность этих систем и доводить их до кипения.
Индукционные варочные поверхности
Если у вас есть индукционная плита одного из трех типов, о которых я рассказываю в своей статье о пивоварении на электрической плите, то вам не повезло с алюминием.
Алюминий не подойдет, потому что он немагнитный. Поэтому вместо этого вам придется полагаться на более дорогие чайники из нержавеющей стали. Интересно, что вы можете пропустить тройную оболочку, так как она не поможет с подогревом сусла, хотя, конечно, не повредит.
Восстание пивных банок
История пивных банок глубоко американская. Принятая на национальном уровне в 1930-х годах после Сухого закона, пивная банка стала иконой массового производства: она позволила американскому пиву быстро насытить мировой рынок и проложила путь другим производителям напитков, которые позже занялись этим судном, чтобы сделать то же самое. Но растущая популярность движения крафтового пива, впервые возникшего в конце 19 в.70-х, меняет значение пивной банки. Среди крафтовых пивоваров, возглавленных Оскаром Блюзом в 2002 году, но набирающих обороты в последние несколько лет, наблюдается медленное стремление заявить о своих правах на банки.
Пиво древнее, и люди хранят его на протяжении тысячелетий. «В древности, — согласно The Oxford Companion to Beer , — пиво было безалкогольным напитком, который просто подавали в амфорах, кувшинах, ведрах, кожаных мешках» и часто пили вскоре после брожения в ожидании порчи. Где-то в первом веке до нашей эры выдувание стекла сделало производство бутылок намного более эффективным, чем прежние методы шлифовки и литья. Тем не менее, стеклянные бутылки оставались роскошью на протяжении всего Средневековья, чьи вклады в технологию хранения пива включали дубовые бочки и гравитационные бочки. Механическое охлаждение было изобретено в 1873 году от имени Spaten Brewing Company, а в 1900 Майкл Джозеф Оуэнс изобрел первую автоматизированную машину для производства стеклянных бутылок, сделав домашнее потребление более эффективным.
Хотя первый патент на жестяную банку был получен в 1810 году, инженерные проблемы задержали реализацию пивной банки более чем на столетие. Пиво может оказывать давление более 80 фунтов на квадратный дюйм, что приводило к разрывам, а футеровка еще была оптимизирована, чтобы предотвратить попадание привкуса металла в жидкость. Американской Can Company удалось решить первые две проблемы к 1923, через три года после того, как Закон Волстеда положил конец продаже пива в любой форме, и именно их банки были использованы для первой партии Krueger’s Finest в количестве 2000 банок десятилетие спустя. (Они продавались в Вирджинии, поскольку Крюгер не хотел наносить ущерб своему бренду в своем родном штате, если эксперимент провалится.) 85% опрошенных потребителей заявили, что баночное пиво по вкусу ближе к разливному, чем пиво в бутылках, а пивовары полюбили этот формат за счет простоты транспортировки.
Поскольку пиво занимает много места, его распространение обычно ограничивается регионами, расположенными поблизости от места производства. Как написали Лизбет Колен и Йохан Ф. М. Суиннен в статье-антологии «Пьющие нации: детерминанты глобального потребления пива», пивовары расширяются «в основном за счет слияний и поглощений и лицензий на производство иностранного пива внутри страны, а не за счет фактической торговли пивом». пиво.» Это нормально для Budweiser, который может просто открыть новый пивоваренный завод географически близко к любому рынку, на который он хочет выйти. Но крафтовые пивовары часто глубоко инвестируют в свою региональность, возможно, больше для усиления идентичности, чем для контроля качества. (Это затруднительное положение, с которым Lagunitas и Ballast Point неизбежно столкнутся после их громкой покупки Heineken и Constellation соответственно.)
В 1935 году Pabst стала первой крупной пивоварней, начавшей разливать пиво в банки, производя самую раннюю версию того, что, вероятно, является самым известным изображением баночного пива, а также ранним хипстерским фетишем. Эти оригинальные пивные банки были тяжелыми ; Сначала они были оловянными, позже стальными, а затем, в конечном итоге, с алюминиевыми боковинами. Они были с плоской вершиной, и их можно было открыть, только проткнув в них отверстие с помощью инструмента в стиле церковного ключа.
Производство пивных банок было остановлено во время Второй мировой войны, так как металлы были в приоритете для военных нужд. После войны Американская алюминиевая корпорация, также известная как Alcoa, помогла снизить цены на алюминий и расширить свой рынок, сузившийся из-за ограничений военного времени. Этот толчок включал рекламный ковер Forecast Rug Марианны Стренджелл, почти полностью сделанный из алюминия, недавно выставленный в Музее искусств и дизайна.
Когда в 1958 году компания Hawaii Brewing Company представила первую полностью алюминиевую банку для пива, она сделала это отчасти для снижения веса. Алюминиевые болванки и крышки, привезенные с материка, весили намного меньше, чем материалы, необходимые для прежних жестяных банок (два фунта против пяти на каждые 24 банки). Структурные проблемы, в том числе несоответствующая облицовка, привели к тому, что банки были изъяты, что, по-видимому, стало фактором банкротства пивоварни. В 1962 году компания Iron City Beer из Питтсбурга (родного города Alcoa) представила легко открывающуюся банку с открывающимся язычком Alcoa. В следующем году Schlitz выпустит эту модель на национальном уровне, а в 1965 введена пальцевая петля. В 1969 году продажи баночного пива впервые превзошли продажи бутылочного.
* * *
Алюминий — продукт переработки бокситов, руды, в изобилии встречающейся вблизи экватора. Необработанный боксит подвергается процессу Байера, в результате которого получается глинозем (также известный как оксид алюминия), который дополнительно фильтруется, а затем измельчается в порошок. Этот порошок электризуют, чтобы получить жидкий алюминий. Затем этот алюминий отливают в слитки. Согласно разделу материалов от А до Я, эти слитки подвергаются процессу «циклов гомогенизации, прокатки и отжига» для получения листа толщиной 0,30 мм, который используется для изготовления пивных банок.
Поскольку бокситы находятся так близко к поверхности земли, их чаще всего добывают открытым способом. На каждые две тонны бокситов приходится одна тонна чрезвычайно щелочного остатка (часто называемого «красным шламом»), образующегося в процессе переработки, враждебного росту и жизни. Согласно Каталогу исследований по охране окружающей среды за январь 1972 г. (опубликованному EPA), более 65 000 акров земли в Арканзасе, Миссури, Канзасе, Айове и Оклахоме были загрязнены ямами сточных вод от добычи бокситов; эти искусственные озера содержат большое количество серы, что серьезно ограничивает жизнь животных и растительность примерно на 50 лет. Арканзас, чьей государственной породой являются бокситы, предоставил около 90 процентов производства бокситов в США в течение 20-го века, пока в начале 80-х годов они не были полностью исчерпаны.
По данным Геологической службы США, в 2015 году США потребили 9 миллионов тонн бокситов, «почти весь из которых был импортирован», что означает, что мы перекладываем экологическое бремя на другие страны. Ямайка, Суринам и Австралия (которым Alcoa помогла открыть добычу бокситов в начале 60-х) являются тремя крупнейшими экспортерами бокситов и глинозема. Китай в настоящее время производит около половины мирового производства глинозема. Несмотря на это, Китай использует так много алюминия, что ему также приходится импортировать огромное количество бокситов и глинозема. В 2015 году производство бокситов в Малайзии подскочило с 21,2 млн тонн до 3,26 млн тонн, почти все из которых было экспортировано в Китай. (Причиной этого внезапного всплеска стал запрет правительства Индонезии на экспорт бокситов, чтобы помочь в развитии отечественной алюминиевой промышленности. ) Ущерб окружающей среде все еще оценивается, но нарушение ландшафта и путей жизни для больших участков Малайзии огромны.
* * *
Как сообщают вам энтузиасты консервной банки в стиле модерн и маркетинговые материалы производителей алюминия, алюминий можно перерабатывать почти бесконечно долго с очень небольшими потерями материала. Стекло гораздо менее долговечно (и его разложение также занимает миллион лет, в отличие от алюминия — от 80 до 100 лет). Однако алюминиевые банки нельзя использовать повторно (хотя Rexam работает над этим). В некоторых районах США бары часто возвращают бутылки дистрибьютору для мытья и повторного наполнения, а в Нидерландах алюминиевые пивные бутылки пастеризуют и используют повторно. 2009 г.В статье на шифере делается попытка оценить воздействие на окружающую среду употребления пива в бутылках по сравнению с баночным и быстро запутывается в обобщениях. Ваш след неизменно отражает местные системы производства, транспортировки и утилизации пивоваров, дистрибьюторов и поставщиков.
Эти практики часто преднамеренно непрозрачны. Экологические проблемы не являются основной причиной внедрения пивных банок крафтовыми пивоварами; вкус есть. Стекло, особенно прозрачное или зеленое, не блокирует солнечный свет. Ультрафиолетовые лучи вызывают фотоокисление хмеля, в результате чего образуется 3-MBT, аромат, придающий гадость. (Эта реакция может произойти всего за десять секунд, для тех из вас, кто любит завтракать на свежем воздухе.) Кроме того, сама банка предлагает более широкую площадь для целей брендинга. Полученный замысловатый дизайн может граничить с балансированием хипстеров на грани войны, что прекрасно отражает недавний ребрендинг Budweiser как Америки или Америки как таковой.
Как сказал мне Ян Виггинс из Union Distribution, очень трудно запустить новую пивоварню, если дизайн, названия пива и общий брендинг не будут подчеркнуты так же сильно, как и само пивоварение. Несмотря на то, что средства массовой информации рассказывают о крафтовом пиве как о чем-то, что делают независимые богатые хипстеры, когда они не натирают бороды воском, переполненный рынок и чрезвычайно высокая наценка, даже для пивоварен, занимающихся самораспределением, создают серьезные препятствия для пивоваров начального уровня. . Виггинс говорит, что начинающие пивовары часто вкладывают средства в линию розлива, а не в консервную линию, поскольку во многих ресторанах банки не продаются.
Сегодня на производство банок для напитков приходится самое большое использование алюминия в мире. Пивоварня Finback Brewery, открывшаяся пять лет назад без них, сосредоточилась на розливе в кеги и ручном розливе. Это возможно, когда 95 процентов вашего рынка находится в Нью-Йорке, который, как говорит генеральный директор Бэзил Ли, является «культурой пьянства». Однако, по словам Ли, «главная причина, по которой мы не варили в прошлом году, — это полный бак». Последней стадией пивоварения является светлый резервуар, где пиво газируется, и остается занятым до тех пор, пока пиво не будет разлито в кеги, по бутылкам или банкам. Если вы зависите от кегирования, то вы не можете контролировать, проходят ли слитки эти кеги за день, неделю или даже две. Решение Finback — это переносная линия консервирования, принадлежащая и созданная Iron Heart, которая может опорожнить яркую емкость менее чем за день. (Другие отчеты крафтовых пивоваров не столь оптимистичны в отношении консервирования, ссылаясь на конкуренцию за банки, дефицит и непомерно высокие цены). самой жидкости, небольшая рецензия на барное меню, двадцатисекундный разговор с барменом (если повезет) и, может быть, взгляд на ручку крана. Банки — это физические проявления бренда, в то время как акт брендинга, наоборот, становится все менее и менее привязанным к самим объектам.
Сегодня на производство банок для напитков приходится самое большое использование алюминия в мире. Даже в Европе, где потребление настоящего эля является политическим заявлением, а чистота немецкого пива регулируется государственным законодательством, пивные банки, наконец, переживают (постепенный) рост. Как всегда, Капитал изворачивается, чтобы занять наиболее выгодную позицию. Европейский Союз недавно одобрил попытку Болла приобрести Rexam, что сократит количество крупных производителей банок в Европе с четырех до трех. Между тем, в начале года Alcoa разделилась на две части, пытаясь добиться лучших результатов в условиях замедления китайской экономики. (Разделить Alcoa, как известно, не удалось даже Рузвельту.)
Другие, как всегда, стремятся стать разрушителями. Carlsberg, датская мегапивоварня, утверждает, что разрабатывает «бутылку из зеленого волокна», биоразлагаемую и более легкую, чем стекло. В 2013 году BBC Marketplace предположил, что методы переработки настолько совершенствуются, что вскоре нам больше не придется добывать бокситы — мы просто будем перерабатывать тот же алюминий.
Пока одна из этих фантазий спекулятивного футуризма не осуществится, каждый раз, когда вы пробуете холодную бутылку, независимо от того, насколько ограничен ее тираж, вы все равно будете пить из сосуда, облицованного BPA и состоящего из добытого металл.
Эта статья появилась благодаря Object Lessons .
Часто задаваемые вопросы: Алюминиевые кастрюли для кипятильников? | Homebrew Talk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы FlyGuy
- Дата начала
Help Support Homebrew Talk — форум для обсуждения пивоварения, вина, медовухи и сидра:
Флайгай
Известный член
- #1
Дебаты о кастрюлях «алюминий против нержавеющей стали» (SS) возникают часто, и, учитывая, что вскоре после Рождества мы видим, что многие новые домашние пивовары начинают заниматься этим хобби, возможно, пришло время опубликовать FAQ по этой теме.
В: Подходит ли алюминиевая кастрюля для кипящего чайника в домашнем пивоварении? Мой LHBS рекомендует использовать только нержавеющую сталь.
О: И алюминиевые, и нержавеющие кастрюли отлично подходят для домашнего пивоварения, и каждая из них имеет свои преимущества и недостатки, так что это сугубо личное предпочтение. Вот некоторые соображения:
Алюминиевые кастрюли:
Плюсы:
— значительно дешевле, чем нержавеющая сталь
— гораздо лучше проводит тепло, чем нержавеющая сталь, что означает более быстрое закипание, более быстрое охлаждение и меньшую вероятность пригорания
— не такой тяжелый, как SS
Минусы:
— легко окисляется, что означает, что нельзя использовать очистители на основе кислорода (например, Oxyclean, One-step) (Примечание: едкие или другие подобные растворы для очистки на месте определенно нельзя использовать, поэтому в пивоваренной промышленности алюминий обычно не используется. )
— пассивный оксидный слой необходимо создать перед завариванием (**см. примечание ниже) с помощью нового алюминиевого котла, хотя за ним очень легко ухаживать
Кастрюли из нержавеющей стали:
Плюсы:
— можно чистить с помощью оксигенированных или безразборных очистителей, не повреждая кастрюлю
— пассивный оксидный слой, защищающий кастрюлю, не так легко снимается, как алюминий
— они действительно блестят и выглядят круто!
Минусы:
— дорого
— хуже проводит тепло, чем алюминий
Мифы об алюминиевых кастрюлях:
— Алюминиевые кастрюли вызывают болезнь Альцгеймера. ЛОЖЬ . Этот миф был развенчан много лет назад медицинским исследовательским сообществом, а Национальные институты здравоохранения США и Канады уже давно исключили связь между болезнью Альцгеймера и алюминиевой посудой. Если вы мне не верите, см. следующее:
http://www.alzheimers.org.uk/site/scripts/documents_info. php?documentID=99
http://alz.org/alzheimers_disease_myths_about_alzheimers.asp
http://www.ehso.com/ehshome/alzheimers .htm
— Кипячение сусла в алюминиевой кастрюле может привести к появлению посторонних привкусов в пиве. ЛОЖЬ . Простое кипячение партии сусла не удалит достаточное количество металла из алюминиевого кастрюли, чтобы оно попало в пиво и вызвало металлический привкус, особенно если вы сначала создадите пассивный оксидный слой внутри кастрюли. Для новых кастрюль этого легко добиться либо кипячением кастрюли с водой от 30 минут до одного часа, либо помещением ее в духовку на 10 минут при температуре 350 F.
— Алюминиевые кастрюли имеют очень тонкие стенки и не подходят для кипятильника, особенно если вы хотите установить шаровой кран . ЛОЖЬ . Тонкостенные и толстостенные кастрюли изготавливаются как из алюминия, так и из нержавеющей стали. Материал, из которого они сделаны, имеет гораздо меньшее значение, чем толщина горшка.
— Алюминиевые горшки реагируют с очень кислыми материалами, а сусло кислое . НЕ ДЕЙСТВИТЕЛЬНО . Сусло недостаточно кислое, чтобы вызвать проблемы с алюминиевой кастрюлей. На самом деле, и нержавеющая сталь, и алюминий довольно устойчивы к кислотным материалам, и вам нужно больше беспокоиться о сильнощелочных (т.е. щелочных или с высоким pH) материалах с вашими горшками.
— Алюминиевые горшки просто не так долговечны, как горшки из нержавеющей стали, так что зачем беспокоиться, к тому же они легко царапаются и содержат бактерии . ВОЗМОЖНО, НО… И алюминий, и нержавеющая сталь достаточно прочны для домашнего пивоварения, если вы готовы уделять своему оборудованию хотя бы немного внимания. Вы просто не собираетесь изнашивать алюминиевый котел за всю свою жизнь, так что это спорный аргумент. Кроме того, чайнику не страшны царапины, так как тепло кипячения все равно его дезинфицирует.
Практический результат:
Вы не ошибетесь, выбрав качественный котел из нержавеющей стали, и это проверенное решение для многих домашних пивоваров. Тем не менее, алюминий является жизнеспособной альтернативой, которая намного дешевле, чем нержавеющая сталь. На самом деле, вы обычно можете купить алюминиевый горшок большего размера и тяжелее по сравнению с горшком из SS по эквивалентной цене. В домашнем пивоварении, я гарантирую, вы действительно оцените большую кастрюлю, которая тяжелая и хорошо проводит тепло, ускоряя время кипячения и охлаждения и уменьшая пригорание. На мой взгляд, это намного перевешивает косметическую привлекательность и несколько более высокую долговечность горшка SS.
Вероятно, я упустил несколько важных моментов, но был бы рад исправить этот пост, чтобы он был тщательным и точным.
Брэдсул
Рыболов/пивовар
- #2
Отличная работа, FlyGuy! Я собирался погрузиться во все темы, посвященные алюминию и нержавеющей стали, чтобы создать вики-статью, но теперь у меня есть только одна тема, на которую мне нужно взглянуть.
абракадабра
Известный член
- #3
Мне кажется, что FlyGuy подходит к дискуссии с несколько предвзятой точки зрения, судя по аргументам, приведенным в пользу алюминия.
Еще один недостаток, не упомянутый против алюминия, заключается в том, что он легко гнется и гнется.
Аргумент в пользу алюминия, что он уменьшит пригорание по сравнению с нержавеющей сталью, просто неверен в отношении кипящего сусла. Алюминиевая сковорода с меньшей вероятностью подгорит стейк или кастрюлю с фасолью, чем сковорода из нержавеющей стали. Но кипячение сусла — это совсем другое дело, так как сусло (в основном вода) движется внутри кастрюли, причем более горячая часть движется вверх, а более холодная — вниз. Я не верю, что кто-то может честно сказать, что сусло подгорело из-за того, что он использовал котел для варки из нержавеющей стали.
Кроме того, аргумент в пользу алюминия, что он ускорит время нагрева и охлаждения, хотя технически верен, разница незначительна.
Нет ничего плохого в использовании алюминиевых кастрюль, но давайте не будем спорить.
Брэдсул
Рыболов/пивовар
- #4
абракадабра сказал:
Я думаю, что FlyGuy подходит к дискуссии с несколько предвзятой точки зрения, судя по аргументам, приведенным в пользу алюминия…
Нажмите, чтобы развернуть…
Я думаю, что это выглядит предвзято, потому что возникает вопрос: «Подходит ли алюминиевый котел для кипящего чайника в домашнем пивоварении?» Сам вопрос об алюминии — в качестве основы для сравнения используется нержавеющая сталь, так как всем известны свойства, которыми обладает нержавеющая сталь.
Орфи
За любовь к пиву!
- #5
Хороший FAQ.
Брэдсул, ты отдаешь должное статье на WIKI?
Брэдсул
Рыболов/пивовар
- #6
Орфи сказал:
Хороший FAQ.
Брэдсул, ты отдаешь должное статье на WIKI?
Нажмите, чтобы развернуть…
Если FlyGuy не захочет это сделать, я буду рад.
Брэдсул
Рыболов/пивовар
- #7
Я добавил вики-страницу с соответствующими тегами. У меня пока есть ссылка на эту тему. Я заполню его чуть позже, если никто не хочет.
5 недостаточно
Известный член
- #8
абракадабра сказал:
Еще один недостаток, не упомянутый против алюминия, заключается в том, что он легко гнется и гнется.
Нажмите, чтобы развернуть…
Горшок такой же толщины будет намного легче сгибаться/вдавливаться с алюминием, чем из нержавеющей стали, но за время, которое я провел за покупками, я понял, что они просто не делают горшки из алюминия, которые настолько тонкие. Я не мог согнуть свой алюминий всем своим весом, но мой SS я мог бы помять, если бы захотел.
РИКЛАРК
Известный член
- #9
Просто кажется, что если алюминиевая кастрюля может вскипятить 5 галлонов арахисового масла и крупную индейку, чем она может справиться с небольшим количеством сусла, я только что вчера вечером вышел и поговорил о фритюрнице для индейки на 34 кварты. Спасибо всем за эти дебаты, они действительно помогите нам новичкам.
абракадабра
Известный член
- #10
5 Недостаточно сказано:
Горшок той же толщины будет намного легче гнуться/вдавливаться с алюминием, чем из нержавеющей стали, но за время, которое я потратил на покупки, я понял, что они просто не делают горшки из алюминия, которые настолько тонкие. Я не мог согнуть свой алюминий всем своим весом, но мой SS я мог бы помять, если бы захотел.
Нажмите, чтобы развернуть…
Они не делают алюминиевые кастрюли такими тонкими, как , некоторые кастрюли из нержавеющей стали , потому что они не могут, это слишком слабо.
Ты и большая группа твоих друзей не смогли смять мою кастрюлю из нержавеющей стали.
абракадабра
Известный член
- #11
Брэдсул сказал:
Я думаю, что это выглядит предвзято, потому что возникает вопрос: «Подойдет ли алюминиевый котел для кипячения чайника в домашнем пивоварении?» Сам вопрос об алюминии — в качестве основы для сравнения используется нержавеющая сталь, так как всем известны свойства, которыми обладает нержавеющая сталь.
Нажмите, чтобы развернуть…
Позволю себе не согласиться. Если всем известны свойства нержавейки, то зачем заморачиваться с постом?
По моему опыту, ссылка на то, что нержавеющая сталь обжигает сусло, полностью преувеличена.
Я не пытаюсь очернить FlyGuy, так как уверен, что его мотивы чисто альтруистичны, просто пытаюсь указать на то, что показалось мне очевидным.
5 недостаточно
Известный член
- #12
Я думаю, что самый важный вопрос — это «опасно ли это?» аспект.
Мой LHBS по-прежнему ругается против использования алюминия, потому что «это вызовет неприятный запах и болезнь Альцгеймера». Это исходит от «профессионала», но я думаю, что FlyGuy отлично справился с указанием фактов.
Брэдсул
Рыболов/пивовар
- №13
абракадабра сказал:
Я позволю себе не согласиться. Если все знают свойства нержавейки, то зачем заморачиваться почтой?.
Нажмите, чтобы развернуть…
Потому что пост о свойствах алюминия в отношении пивоварения, а не о нержавеющей стали.
Кевин Дин
Известный член
- №14
Брэдсул сказал:
Потому что пост о свойствах алюминия в отношении заваривания, а не о нержавеющей стали.
Нажмите, чтобы развернуть…
Я пользователь алюминия и чертовски горжусь этим. Тем не менее, ветка здесь озаглавлена «Алюминиевые кастрюли против кастрюль из нержавеющей стали для кипящих чайников?» что подразумевает речь о чайниках — алюминиевых и СС соответственно.
абракадабра сказал:
Нет ничего плохого в использовании алюминиевых кастрюль, но давайте не будем спорить.
Нажмите, чтобы развернуть…
Сравнивая толщину с толщиной, SS прочнее, но я не думаю, что это имеет отношение к обсуждению, поскольку вы можете найти горшки из SS или Al, которые при уважительном обращении прослужат всю жизнь.
Тот факт, что группа полузащитников может прыгать по стенкам этой штуки, также не имеет отношения к ее пригодности для пивоварения. Я думаю, что вы справедливы, но, честно говоря, никто не может быть «беспристрастным», поскольку у всех разные критерии. Нержавеющую сталь также легче сохранить блестящей, но внешний вид не является фактором, который часто влияет на мои решения о покупке — это говорит о том, что для ME алюминий имеет преимущество. Не нужно быть предвзятым, чтобы высказать мнение о цене/точке.
/me не обсуждает. /me хочет убедиться, что вся необходимая информация попадает в верхний пост.
Брэдсул
Рыболов/пивовар
- №15
Я обновил вики-статью. Я не стал добавлять плюсы/минусы для нержавеющей стали, так как это не имеет ничего общего с вопросом, на который был дан ответ на вики-странице (возможно, следует создать еще одну сопутствующую страницу «безопасна ли нержавеющая сталь для пивоварения?»? Затем они могут дать перекрестные ссылки.
Брэдсул
Рыболов/пивовар
- №16
Кевин Дин сказал:
../me хочет убедиться, что вся необходимая информация попадает в верхний пост.
Нажмите, чтобы развернуть…
В связи с этим я задаюсь вопросом, следует ли изменить название темы, чтобы убрать аспект «против» и просто ответить на вопрос «безопасен ли алюминий для пивоварения».
абракадабра
Известный член
- # 17
Брэдсул сказал:
Потому что пост о свойствах алюминия в отношении заваривания, а не о нержавеющей стали.
Нажмите, чтобы развернуть…
Прости, Брэд, я просто не понимаю твоей логики.
Название темы: «Алюминиевые горшки против кастрюль из нержавеющей стали для варочных котлов». Пока поставлен вопрос несколько в другом. Название — это то, что приведет людей к треду.
Еще один недостаток, не упомянутый в отношении алюминия, заключается в том, что для безопасного заваривания кофе внутри алюминиевых кастрюль не следует очищать или удалять тускло-серый оксид алюминия, когда он накапливается, чтобы уменьшить количество проглоченного оксида алюминия. Хотя упоминает об этом вскользь.
Или тот факт, что оксид алюминия может и действительно отрывается, когда стенки горшка ударяются, скажем, об вращающейся в нем микросхеме. Хотите ли вы проглотить этот оксид алюминия, зависит от человека.
Если мы собираемся провести дискуссию, я думаю, мы должны постараться исключить предположения, например, что нержавеющая сталь может поджечь сусло или алюминий намного быстрее, когда это просто не так.
Парень сказал, что готов внести поправки в пост. Я просто указываю на некоторые вещи, чтобы он больше походил на правдивое обсуждение фактов, а не на рекламу алюминия.
Кевин Дин
Известный член
- # 18
Брэдсул сказал:
Интересно, следует ли изменить название темы, чтобы убрать аспект «против» и просто ответить на вопрос «безопасен ли алюминий для пивоварения».
Нажмите, чтобы развернуть…
Я никогда не слышал, чтобы кто-нибудь спрашивал: «Достаточно ли этот котел {толстый, блестящий} для заваривания?», поэтому я действительно думаю, что этот вопрос имеет массу смысла с точки зрения ответа на ОЧЕНЬ распространенный вопрос. В то же время на этой ветке много информации о чайниках в целом.
Тем не менее, мне все равно. Я ссылаюсь на эту тему, где я заявляю, что считаю такие темы бесполезными.
Брэдсул
Рыболов/пивовар
- # 19
Основная проблема связана с тем, что название темы не отражает вопрос, на который фактически дан ответ в OP («Подходит ли алюминиевый горшок для кипящего чайника в домашнем пивоварении?»). Отсюда и мое предложение изменить название темы. Нет необходимости в резьбе «против», так как принято, что нержавеющая сталь прекрасно подходит. Вопрос в том, алюминий или нет.
абракадабра
Известный член
- #20
Даже тогда возникает вопрос:
В: Подходит ли алюминиевая кастрюля для кипящего чайника в домашнем пивоварении? Мой LHBS рекомендует использовать только нержавеющую сталь.
Вопрос «Алюминий против нержавеющей стали» из-за ссылки на рекомендацию LHBS, приведенную ниже.
И, как утверждает Гай, если FAQ предназначен для новичков, то я думаю, что предположение, что они знакомы с атрибутами нержавеющей стали, ошибочно.
Флайгай
Известный член
- # 21
В ответ на дискуссию (вновь) возникшую выше, да возможно, это было не самое подходящее название. Может ли мод изменить его с «Часто задаваемые вопросы: алюминиевые и нержавеющие кастрюли для варочных котлов?» на просто «Часто задаваемые вопросы: алюминиевые кастрюли для варочных котлов?» в указателе форума? Спасибо большое.
Что касается содержания, я не думаю, что есть какие-либо фактические ошибки. Я намеренно не приводил ссылок, потому что, честно говоря, не думал, что кто-то будет оспаривать достоверность этих утверждений. Большая часть информации взята из статей Джона Палмера в BYO (особенно в выпуске за ноябрь 2007 г.) и его книги «Как варить». Джон — один из самых уважаемых авторитетов в области домашнего пивоварения в Америке, а также металлург по профессии, поэтому он явно является авторитетом в этой области, которому доверяют.
Вот прямая цитата из Приложения G «Металлургия пивоварения» самого последнего издания «Как варить пиво» Палмера (стр. 309).): Алюминий – хороший выбор для варочных котлов и активно нагреваемых заторных/фильтровальных чанов. Он обладает высокой теплопроводностью, что помогает предотвратить пригорание и пригорание сусла или затора, и дешевле, чем нержавеющая сталь. в пиве.
Я исправил свой пост, удалив довод о том, что кастрюли SS «могут быть более склонны к подгоранию». Заявление может привлечь слишком много внимания к этому вопросу, и я, конечно же, не хочу, чтобы кто-то думал, что кастрюли SS обязательно привести к пригоранию. Хорошие кастрюли не должны этого делать, хотя можно также упомянуть, что многие из самых дорогих кастрюль SS на самом деле имеют алюминиевое дно, которое специально разработано для лучшего проведения тепла и предотвращения перегрева в кастрюле.
Повторю свое первоначальное сообщение: я не защищаю один тип над другим. На самом деле у меня много кастрюль, некоторые из них алюминиевые, а некоторые из нержавеющей стали. Я использую каждый в разных обстоятельствах, и я доволен ими всеми. Цель моего FAQ заключалась в том, чтобы прояснить, что ОБА являются хорошим выбором, и выделить сильные и слабые стороны каждого горшка, чтобы люди могли принять обоснованное решение, если они хотят купить горшок.
оллллло
[]-О-[]
- # 22
Готово.
У меня возник соблазн оставить кавычки на месте.
3-й и длинный
Известный член
- # 23
Еще одно соображение, о котором люди могут подумать, это то, что вы модернизируете свои системы, вы можете рассмотреть возможность использования алюминиевого горшка для HLT в трехъярусной системе. Я делаю это уже больше года, и это отлично сработало. Таким образом, я получаю преимущества алюминия для нагрева воды для затирания и промывки, а также преимущества SS для своего чайника.
РИКЛАРК
Известный член
- # 24
FlyGuy сказал:
— При кипячении сусла в алюминиевой кастрюле пиво приобретает неприятный привкус.
ЛОЖЬ. Простое кипячение партии сусла не удалит достаточное количество металла из алюминиевого кастрюли, чтобы оно попало в пиво и вызвало металлический привкус, особенно если вы сначала создадите пассивный оксидный слой внутри кастрюли. Для новых кастрюль этого легко добиться либо кипячением кастрюли с водой от 30 минут до одного часа, либо помещением ее в духовку на 10 минут при температуре 350 F.
Я получил новую кастрюлю 34 Qt, кипятил в ней воду в течение 1 часа, и внутри кастрюля почернела. Это то, что я ищу?
Нажмите, чтобы развернуть…
Флайгай
Известный член
- # 25
РИКЛАРК сказал:
Я получил новую кастрюлю 34 Qt, кипятил в ней воду в течение 1 часа, и внутри кастрюля почернела. Это то, что я ищу?
Нажмите, чтобы развернуть…
Да, это пассивный оксидный слой. Это защитит ваш горшок и ваше сусло. Не стирайте его. Просто аккуратно промойте его неабразивной тканью или подушечкой после каждой партии, и все готово.
фейкпризрачный пират
Участник
- # 26
Есть ли у пивоваров, использующих алюминиевые котлы, приваренные муфты. Я предполагаю, что вам придется использовать алюминиевую муфту и сварить горшок TIG. Это правильно, или вы можете приварить SS к алюминию? В том же духе кто-нибудь знает, можно ли паять алюминий?
спасибо
5 недостаточно
Известный член
- # 27
Я делаю. Напишите мне, если вам нужен переборочный фитинг для сварки.
Мой друг сварил палочкой.
сл.
Известный член
- # 28
Уверен, что в сумбурном тексте можно было найти способ приварить SS к Al, но в целом ответ — нет. Не делайте этого, потому что это некрасиво. Я видел, как новичок в нашем магазине попробовал что-то подобное, и он как бы взорвался и испортил хороший вольфрамовый электрод. Хороший вопрос, однако. С.
bluechip101
Активный член
- # 29
Я читал несколько тем на эту тему несколько месяцев назад, когда покупал кастрюли. Я собирался сделать Keggle, пока не нашел его на Ebay за 35 долларов. Это ресторанная алюминиевая кастрюля объемом 60 кварт. Я люблю это!
bluechip101
Активный член
- #30
Я просто просверлил в нем отверстие и использовал латунные фитинги, купленные в Lowe’s, чтобы сделать водопровод. Вы можете купить комплекты переборочных клапанов для переделки чайника в Интернете и в магазинах Homebrew, и они стоят дорого! Я сделал свой собственный за половину этого. Вам даже не нужны уплотнительные кольца Hi-Temp Silicon. Я использовал только обычные уплотнительные кольца из сантехнического отдела, и у меня не было проблем и утечек. Моя горелка — ракетный корабль, так что горшок получает много тепла. Мой голос за алюминий… дешевый, простой в использовании, прочный и намного проще в использовании, чем кеггль.
сыридемон
Известный член
- #31
Со всей алюминиевой фольгой, используемой в кулинарии, и со всеми алюминиевыми банками, используемыми для хранения напитков, включая пиво, я поражен, что это вообще проблема.
Учитывая количество алюминия, используемого в упаковке и во всем остальном, единственное, что мне кажется логичным, это то, что тела жертв болезни Альцгеймера не могут отфильтровывать алюминий из пищи и избавляться от него, как это могут делать все остальные.
Так что да, если у вас есть альцгеймеры, ради бога, не заваривайте в нем. Также не ешьте шоколадные батончики, замороженные обеды или что-либо еще в алюминиевой упаковке.
молоток один
Известный член
- #32
Я только что купил фритюрницу для индейки в Harris Teeter за 20 долларов, только из-за горелки, но теперь я с нетерпением жду полного кипения. спасибо за отличную информацию.
Декстерсмом
Известный член
- #33
FlyGuy сказал:
Дебаты о кастрюлях «алюминий против нержавеющей стали» (SS) возникают часто, и, учитывая, что мы склонны видеть, как многие новые домашние пивовары начинают заниматься этим хобби вскоре после Рождества, возможно, пришло время опубликовать FAQ по этой теме.
В: Подходит ли алюминиевая кастрюля для кипящего чайника в домашнем пивоварении? Мой LHBS рекомендует использовать только нержавеющую сталь.О: И алюминиевые, и нержавеющие кастрюли отлично подходят для домашнего пивоварения, и каждая из них имеет свои преимущества и недостатки, так что это сугубо личное предпочтение. Вот некоторые соображения:
Алюминиевые кастрюли:
Плюсы:
— значительно дешевле, чем нержавеющая сталь
— гораздо лучше проводит тепло, чем нержавеющая сталь, что означает более быстрое закипание, более быстрое охлаждение и меньшую вероятность пригорания
— не такой тяжелый, как SSМинусы:
— легко окисляется, что означает, что нельзя использовать очистители на основе кислорода (например, Oxyclean, One-step) (Примечание: едкие или другие подобные растворы для очистки на месте определенно нельзя использовать, поэтому в пивоваренной промышленности алюминий обычно не используется.
— пассивный оксидный слой необходимо создать перед завариванием (**см. примечание ниже) с помощью нового алюминиевого котла, хотя за ним очень легко ухаживатьКастрюли из нержавеющей стали:
Плюсы:
— можно чистить с помощью оксигенированных или безразборных очистителей, не повреждая кастрюлю
— пассивный оксидный слой, защищающий кастрюлю, не так легко снимается, как алюминий
— они действительно блестят и выглядят круто!Минусы:
— дорого
— хуже проводит тепло, чем алюминийНажмите, чтобы развернуть…
, если это для кипячения сусла, не имеет значения, собираетесь ли вы использовать кислородную очистку или одноступенчатую. вы все равно будете кипеть с ним, что убьет почти все. и действительно, если бы вам нужно было быть на 100% уверенным, не могли бы вы использовать раствор отбеливателя, сделанный из воды и отбеливателя?
Чито
Рожденный свыше N00b
- #34
а как насчет горшков с эмалированным покрытием (например, тех, что используются для кемпинга)
Я купил 25-квартовый в Wally-world за 21,87 долларов
это вызовет у меня какие-либо проблемы ???
Флайгай
Известный член
- #35
Они работают нормально, если их не чиповать. Если вы это сделаете, они могут выщелачивать металлические неприятные привкусы в ваше пиво. Несмотря на то, что он у меня есть, я мало знаю об их тепловых характеристиках. Наверное, очень похоже на СС.
заядлый домашний пивовар
Известный член
- #36
Конечно, алюминий будет гнуться/вмятин легче, чем нержавеющая сталь; это более мягкий металл. У меня есть 2 горшка по 10 галлонов, по одному на каждого, и я не вижу никаких преимуществ/недостатков ни в том, ни в другом. В любом горшке нести 50 или около того # или жидкость и горшок — не веселое время, но вы должны это сделать. Алюминий у меня был намного дольше, чем SS, и все говорили: «Вы не можете использовать алюминий, он придаст вашему пиву металлический привкус». Я был настроен скептически, когда впервые получил его, но ничего подобного. К тому же, как известно, алюминий гораздо дешевле. Если вы можете получить алюминий, сделайте это!
г-н ТК
Активный член
- #37
Как получить слой пассивного окисления на алюминии? У меня только что была алюминиевая фритюрница для индейки на 30.00, и я залил в нее немного воды, чтобы опробовать охладитель сусла, который я сделал, но я понятия не имею, как сделать так, чтобы у него был пассивный слой.
Хомерцид
Лицензированный терапевт чувственного массажа.
- #38
Я думаю, что нужно наполнить его водой, а затем кипятить воду от 30 минут до часа. Это должно дать вам темное покрытие внутри, чего вы и хотите.
Флайгай
Известный член
- #39
Да, это то, что я сделал, и это работает очень хорошо. Если он подойдет, вы также можете поместить его в духовку при температуре 350 F примерно на 10–20 минут, пока он не потемнеет, но мне не очень нравится этот метод, потому что снаружи ваш горшок тоже окислится и больше не будет красивый и блестящий!
чудак
Участник
- #40
Я слышал, что алюминий может сохранять ароматы от приготовления пищи, а затем передавать их вашему пиву. Так что, если я сварю кастрюлю с луком или капустой, у меня получится луковое пиво. Это правда? Следует ли хранить алюминиевый варочный котел исключительно для пива?
Издает ли мой кипящий котел из нержавеющей стали металлический запах/привкус?
- Дбрюн
- Оборудование/Сантехника
- Ответы
- 0
- просмотров
- 580
Дбрюн
Продажа 3 кастрюли из нержавеющей стали по 25 галлонов
- 73runner400
- Объявления о домашнем пивоварении — Продажа и поиск
- Ответы
- 0
- просмотров
- 234
73бегун400
PBW на алюминиевых чайниках
- Monmouth00
- Оборудование/Сантехника
- Ответы
- 5
- просмотров
- 946
day_trippr
Продажа Чайник для заваривания Ss Brewtech BME на 20 галлонов (Феникс/Скоттсдейл, Аризона) — 375 долларов США
- coyote766
- Объявления о домашнем пивоварении — Продажа и поиск
- Ответы
- 0
- просмотров
- 251
койот766
Размер чайника — алюминий — 8,75 галлона против 17 галлонов
- Earthson
- Оборудование/Сантехника
- Ответы
- 3
- просмотров
- 287
NTBeer
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
М
Опрос: Есть ли у вас или планируете приобрести электромобиль?
- Последние: пюре
Общий чат
Название фильма игра
- Последнее: браконьер
Общий чат
первый Брэггот
- Последний: GeneDaniels1963
Мид Форум
Brewzilla Gen4 Обсуждение/Обсуждение советов
- Последнее: rtstrider
Электрическая пивоварня
Что ты сейчас пьешь?
- Последний: Камоник
Общее обсуждение домашнего пивоварения
Keep One, Drop One — игра в слова
- Последнее: браконьер
Общий чат
IPA Новой Англии IPA в стиле «северо-восток»
- Последний: wepeeler
Рецепты домашнего эля
Почтовый вопрос о бочонке для force carb
- Последний: sibelman
Розлив/кеги
Верх
Алюминиевые варочные горшки и посторонние привкусы? | Homebrew Talk
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы Бердли123
- Дата начала
Help Support Homebrew Talk — форум для обсуждения пивоварения, вина, медовухи и сидра:
Бердли123
Участник
- #1
Я только что купил алюминиевый котел для варки пива, и мне сообщили, что алюминий вызывает неприятный привкус пива? Может ли кто-нибудь пролить свет на это для меня? Еще сказали, что в крупных пивоварнях нет алюминия. ..?
Ревви
Постфактум Ergo Propter Hoc
- #2
это полный бык ****. Около половины здешних пивоваров используют алюминий.
Просто прокипятите на нем окисный слой, и почитайте липучку вверху этого форума на эту тему.
Джейхем
Известный член
- #3
Миф.
Только не трите внутреннюю поверхность алюминиевой кастрюли губкой для мытья посуды… Вы не хотите, чтобы она блестела внутри! этот коричневый слой окисления предотвращает попадание чего-либо в ваше пиво/еду. Больше людей беспокоит отравление алюминием, но если вы оставите слой окисления, все будет в порядке. Большинство пивоварен используют нержавеющую сталь, потому что ее легче чистить, она не деформируется и служит вечно.
бекон высокой плотности
Известный член
- #4
Birdley123 сказал:
Я только что купил алюминиевый горшок для варки, и мне сообщили, что алюминий вызывает неприятный привкус пива? Может ли кто-нибудь пролить свет на это для меня? Еще сказали, что в крупных пивоварнях нет алюминия.
Нажмите, чтобы развернуть…
Без вопросов. Используйте его без опасений. Я бы не рекомендовал есть саму сковороду, но в остальном вы должны быть в порядке. О, кастрюля предназначена только для внешнего использования. Не пытайтесь принимать кастрюлю внутрь, это может привести к серьезным осложнениям.
Если вы используете кастрюлю более 6 часов, вам следует поговорить с врачом о потенциально фатальных осложнениях.
Прекратите использование кастрюли, если вы чувствуете звон в ушах, головокружение, лихорадку, необъяснимую потерю веса, спонтанную беременность, ректальное подтекание, повышенное либидо или перепады настроения.
Не используйте кастрюлю, если вы не можете спать по крайней мере 7 часов непрерывно. Пока вы не поймете, как кастрюля может повлиять на вас, не садитесь за руль и не управляйте тяжелой техникой.
Бердли123
Участник
- #5
Спасибо! Именно на такие ответы я и рассчитывал!
Кертис2010
Известный член
- #6
Получите экземпляр книги Джона Палмера «Как варить» и прочитайте раздел «Металлургия пивоварения». Г-н Палмер — профессиональный металлург и весьма авторитетный автор книг о домашнем пивоварении. Он очень хорошо развенчивает этот миф.
Недавно прочитав этот раздел, я собираюсь построить новую пивоваренную установку AG на основе 15-галлонных алюминиевых котелков. Которые я могу легко и по разумной цене приобрести здесь, в отличие от того, чтобы импортировать уже дорогие горшки из нержавеющей стали и ждать, пока они прибудут.
Фузер
Известный член
- #7
Я использую алюминий. Без вопросов. Услышал, как какой-то парень в LHBS советовал новичку не покупать алюминиевые кастрюли, и мне пришлось прикусить язык. Помните, что многие кухонные принадлежности сделаны из алюминия, и никто на это не жалуется.
стиксобутта
Известный член
- #8
Фузье сказал:
Я использую алюминий. Без вопросов. Услышал, как какой-то парень в LHBS советовал новичку не покупать алюминиевые кастрюли, и мне пришлось прикусить язык. Помните, что многие кухонные принадлежности сделаны из алюминия, и никто на это не жалуется.
Нажмите, чтобы развернуть…
Он сказал новичку не покупать алюминиевую кастрюлю, потому что он продает только нержавеющую.
Почему-то мифы об алюминии сохранились. Помните, что алюминий не производился в промышленных масштабах до 1890-х годов. Нержавеющая сталь появилась в продаже примерно в 1917 году. Конкурирующие металлы? С тех пор люди готовят еду с обоими. Я уверен, что кто-то тогда сказал, что ты сумасшедший, чтобы не использовать медь.
Все эти металлы ведут себя одинаково на воздухе. Они образуют на поверхности прозрачный оксид, защищающий металл. То же самое делает сталь, только она не четкая, она оранжевая!
Подумай об этом так. В металлургическом бизнесе люди, которые работают с алюминием (шлифовка, резка, сварка) только там, где респираторы отрицательного давления с простыми сажевыми фильтрами. Почему? Алюминий является самым распространенным металлом на земле и почти полностью не токсичен (вспомните дезодоранты). Одноразовые комбинезоны и ежегодный анализ мочи искать…. Шестивалентный Хром!!!
Поэтому я всегда удивляюсь, почему существует такая разница в восприятии.
Однако возникает вопрос… Почему производители варочных котлов не продвигают алюминий?
Более высокая стоимость производства? Лучшая прибыль от блестящей полированной нержавеющей стали?
Как домашний пивовар и, вероятно, мастер по ремонту, я думаю, вы обнаружите, что с вашей алюминиевой кастрюлей будет намного проще работать, если вы решите модернизировать ее с помощью датчиков и фитингов.
восточный
Известный член
- #9
вы не откажетесь от вкусов, но заболеете болезнью Альцгеймера.
КБентли57
Известный член
- #10
stixobutta сказал:
Алюминий — самый распространенный металл на земле, и он почти полностью не токсичен (вспомните дезодоранты)
Нажмите, чтобы развернуть.
Я знаю, что вы пытаетесь намекнуть, что алюминиевые кастрюли безопасны, и я согласен. Однако это утверждение очень ошибочно. Алюминий, который мы встречаем в земной коре и во многих других местах, находится в виде соединений, а не элементарного AL. Это все равно, что сказать, что фтор безопасен, потому что это один из самых распространенных элементов, и он входит в состав нашей зубной пасты.
SpikeBrewing
Спонсор
- #11
stixobutta сказал:
Однако возникает вопрос.
Более высокая стоимость производства? Лучшая прибыль от блестящей полированной нержавеющей стали?
Нажмите, чтобы развернуть…
Мы перестали носить с собой Ала по нескольким причинам:
1) Он невероятно легко мнётся. Раньше мы носили с собой этот ((ссылка) чайник толщиной 4 мм, и если вы ударите его обо что-нибудь, это вызовет небольшую вмятину. Мы свариваем эти чайники в магазине, чтобы вещи перемещались, и у нас было слишком много чайников, которые вмятины. t отправить покупателю «новый» помятый чайник
2) Хотя есть много информации о том, что алюминий не вызывает болезни Альцгеймера, есть также много статей, в которых утверждается, что алюминий оказывает влияние. Я не врач и не химик, но если люди, намного умнее меня, думают, что может быть корреляция, я буду проявлять осторожность.
Эта цитата: «Подавляющее медицинское и научное мнение состоит в том, что данные, изложенные выше, не убедительно демонстрируют причинно-следственную связь между алюминием и болезнью Альцгеймера и что нельзя дать никаких полезных медицинских рекомендаций или рекомендаций для общественного здравоохранения − настоящий ((ссылка) из Общества Альцгеймера действительно говорит, что они не могут сделать никаких выводов, но последнее заявление оставляет дверь открытой, что мне не нравится. У меня больше нет посуды Al. Черт побери за 50 долларов, которые она стоит для новой посуды зачем рисковать??
3) Наше оборудование вдохновлено и основано на профессиональном оборудовании. Мы свариваем нашу арматуру как профессионалы; нет уплотнительных колец. Мы выбрали нержавеющую сталь, потому что ее используют профессионалы. Он прочнее, его легче чистить и он прослужит вам всю жизнь.
Маржа выше для алюминия, а нержавеющая сталь дороже в работе, так что никакой теории заговора.
Если у вас ограниченный бюджет и вы хотите самую дешевую кастрюлю, то очевидно, что алюминий — ваш лучший выбор. Если вам нужен материал, который лучше всего подходит для работы, чем IMO, вы покупаете нержавеющую сталь.
лгилмор
Известный член
- #12
«Эта цитата: «Подавляющее медицинское и научное мнение состоит в том, что изложенные выше данные не убедительно демонстрируют причинно-следственную связь между алюминием и болезнью Альцгеймера, и что нельзя дать никаких полезных медицинских рекомендаций или рекомендаций для общественного здравоохранения − по крайней мере в настоящее время»
На медицинском жаргоне «мы уверены на 99,9%».
Используй что хочешь. Я думаю, что ваше замечание о вмятинах имеет большое значение для магазинов и является хорошим честным ответом.
Алюминиевый варочный котел вопрос — оксид
- RedL
- Форум пивоваров для начинающих
- Ответы
- 10
- просмотров
- 706
мабрунгард
PBW на алюминиевых чайниках
- Monmouth00
- Оборудование/Сантехника
- Ответы
- 5
- просмотров
- 946
day_trippr
Издает ли мой кипящий котел из нержавеющей стали металлический запах/привкус?
- Дбрюн
- Оборудование/санитария
- Ответы
- 0
- просмотров
- 580
Дбрюн
Чайник Gas One BP40 на 10 галлонов
- redrocker652002
- Оборудование/Сантехника
- Ответы
- 5
- просмотров
- 292
Остров Ящерица
Странный посторонний привкус
- PreciousRoy420
- Форум пивоваров для начинающих
- Ответы
- 12
- просмотров
- 570