Как восстановить внутреннюю резьбу в металле
Восстановление резьбы холодной сваркой и другими способами
Популярность резьбовых соединений объясняется простотой выполнения и прочностью крепления элементов конструкции между собой. Когда при повреждении витков замена детали невозможна, проводят восстановление резьбы. Так как восстанавливать резьбу можно разными способами выбирают тот, который сохраняет прочность соединения на прежнем уровне.
Способы восстановления резьбы
Для того, чтобы восстановить сорванную резьбу используют:
- эпоксидную смолу;
- холодную сварку;
- заваривание отверстий и нарезание новой резьбы;
- ввертыши;
- перенос на другое место, если изменение места крепления не влияет на надежность соединения;
- спиральные вставки;
- рассверливание отверстий для нарезки витков большего диаметра.
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные составы с металлическими добавками. Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
- достают из упаковки два тюбика;
- детали соединения обезжиривают веществом из тюбика №1;
- затем наносят содержимое тюбика №2;
- шпателем смешивают составы из обоих тюбиков в пропорции 1:1;
- готовую смесь наносят на болт со стороны наружной резьбы;
- затем вкручивают в витки внутренней резьбы;
- после отвердевания смеси (время выдержки указано в инструкции), болт выворачивают.
Для качественного восстановления витков смесь наносят с избытком, чтобы излишки при вворачивании болта выдавливались наружу.
Состав холодной сварки лучше выбрать с высокой пластичностью
Какую холодную сварку выбрать
Из-за низкой эффективности однокомпонентный анаэробный восстановитель в виде густой пасты применяется редко. Для ремонтных работ используют два вида:
- жидкий состав, который получается после смешивания отвердителя с клеящей массой;
- плотные однослойные или двухслойные бруски по консистенции похожие на пластилин, которые перед применением смешивают.


Для восстановления поврежденных витков выбирают марки с высокой пластичностью, чтобы смесь заполняла мелкие изъяны. Если соединение часто разбирается, нужна холодная сварка с усиленной твердостью, иначе при трении о металл состав разрушится.
Преимущества и недостатки
К достоинствам метода холодной сварки относят:
- возможность большого выбора по цене и качеству среди отечественных и зарубежных производителей;
- восстановление без разборки конструкции;
- стойкость к коррозии;
- простота, так как восстановление выполняется без вспомогательных приспособлений;
- неизменность характеристик деталей из-за отсутствия термического воздействия;
- невысокая цена.
Недостатки:
- низкая прочность;
- разный металл деталей и добавок состава;
- нельзя ремонтировать ответственные конструкции;
- зависимость от перепадов температуры и внешних условий.
Использование эпоксидного клея
Этот метод не годится для восстановления соединений, которые подвергаются вибрационному воздействию, большим нагрузкам, высокой температуре. Поэтому способ применяют, когда требуется быстро восстановить резьбу в пластике. Процесс прост:
Поэтому способ применяют, когда требуется быстро восстановить резьбу в пластике. Процесс прост:
- эпоксидный клей заливают в отверстие;
- ждут когда загустеет;
- вворачивают болт;
- оставляют до полного затвердевания полимера;
- выкручивают болт.
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
- отверстие рассверливают строго перпендикулярно;
- используют два метчика для нарезания резьбы, черновой и чистовой;
- для удаления стружки после 3 прямых оборотов делают 1,5 обратных;
- чтобы облегчить процесс, инструмент смазывают маслом.
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.
Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.
Комплект для восстановления резьбы с помощью спиральной вставки
Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
 youtube.com/embed/avTSkESffM4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/avTSkESffM4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.
Комплект для ремонта резьбы при помощи резьбовой вставки
Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Ввертыш устанавливают так:
- отверстие рассверливают до размера достаточного для нарезания резьбы под футорку;
- витки нарезают комплектным метчиком;
- если часть ввертыша после вкручивания выступает над поверхностью, ее срезают заподлицо;
- для предотвращения самопроизвольного выворачивания, по линии соприкосновения футорки с деталью керном делают несколько засечек.
Традиционная сварка для ремонта
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
- высверливают поврежденные витки;
- заваривают отверстие;
- наплавленное место зачищают заподлицо с поверхностью;
- сверлят отверстие;
- нарезают резьбу.

Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах. Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки. Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.
Три способа исправить поврежденную резьбу
Стрипперы могут быть дорогими. Перестаньте думать о звездах рэпа, танцев на коленях и знаменитостях спорта. Мы говорим о «стриппере» с точки зрения отверстия, резьба которого была удалена или повреждена. Стриптизерши не только дороги в ремонте, но и требуют много времени и обычно вызывают много разочарования. К счастью, понимание истории материалов, на которые наносится резьба, и науки о вставках может помочь вам избежать столкновения со съемником или, по крайней мере, быть готовым выбрать правильные детали для ремонта съемника.Если все сделано правильно, то в одном и том же отверстии больше никогда не будет обрыва резьбы.
Текст и фото Майкла Феррары // Иллюстрации Поля Лагетта
Сорок лет назад мир был труднее. Ваши бабушка и дедушка не врали вам. Чугунные сплавы и сталь были основными строительными блоками для чего угодно. Что касается автомобилестроения, серый чугун был основным материалом для изготовления блоков цилиндров, головок цилиндров, коллекторов, корпусов и тяжелых кронштейнов.Сталь была предпочтительным материалом для небольших кронштейнов, креплений, а также рамы и кузова автомобиля. Хотя механические свойства (прочность, жесткость, ударопрочность и коррозионная стойкость) сильно различаются в зависимости от серого чугуна и стальных сплавов, все они имеют одну общую черту. По большей части, эти материалы при использовании в компонентах с резьбовыми отверстиями все относятся к «твердой» стороне с рейтингом твердости по Бринеллю (HB) в диапазоне от 150 до 300 (инструментальные стали могут достигать 900 по этой шкале) .Серый чугун и сталь, будучи твердыми по своей природе, будут иметь исключительную прочность резьбы и способность удерживать резьбу, пока эти материалы защищены от коррозии.
Ваши бабушка и дедушка не врали вам. Чугунные сплавы и сталь были основными строительными блоками для чего угодно. Что касается автомобилестроения, серый чугун был основным материалом для изготовления блоков цилиндров, головок цилиндров, коллекторов, корпусов и тяжелых кронштейнов.Сталь была предпочтительным материалом для небольших кронштейнов, креплений, а также рамы и кузова автомобиля. Хотя механические свойства (прочность, жесткость, ударопрочность и коррозионная стойкость) сильно различаются в зависимости от серого чугуна и стальных сплавов, все они имеют одну общую черту. По большей части, эти материалы при использовании в компонентах с резьбовыми отверстиями все относятся к «твердой» стороне с рейтингом твердости по Бринеллю (HB) в диапазоне от 150 до 300 (инструментальные стали могут достигать 900 по этой шкале) .Серый чугун и сталь, будучи твердыми по своей природе, будут иметь исключительную прочность резьбы и способность удерживать резьбу, пока эти материалы защищены от коррозии. Когда в чугуне и стали происходит повреждение резьбы, наиболее распространенной практикой является высверливание существующей резьбы и нарезание резьбы в отверстии для крепления большего размера. Во многих случаях это решает проблему. Когда необходимо использовать застежку того же размера, можно установить вставку, чтобы сэкономить время.
Когда в чугуне и стали происходит повреждение резьбы, наиболее распространенной практикой является высверливание существующей резьбы и нарезание резьбы в отверстии для крепления большего размера. Во многих случаях это решает проблему. Когда необходимо использовать застежку того же размера, можно установить вставку, чтобы сэкономить время.
Сегодня мягче не только «эмо» миллениалы.Мы живем в более мягком мире. Материалы, которые заменили серый чугун и сталь, относительно таковы. Мир перешел от стального века к алюминиевому. Чистый алюминий будет иметь только 15 баллов по шкале HB, тогда как твердость алюминиевых сплавов может варьироваться от 20 до 150. Алюминиевые сплавы, используемые в большинстве деталей, отлитых в песчаные формы в транспортных средствах, обычно имеют твердость в диапазоне от 45 до 65. Литые алюминиевые сплавы высочайшей твердости используются в блоках и головках цилиндров. Обычно они имеют диапазон твердости от 75 до 85, примерно такой же, как у 6061-T6.Только алюминиевый сплав 7075-T6 имеет твердость 150, что соответствует твердости серого чугуна.
В то время как материалы, в которых находится нить, стали мягче, материалы, используемые для застежек, во многих случаях стали более твердыми. Фактически, некоторые из суперсплавов, используемых в высокопроизводительных шпильках головки и стержневых болтах, имеют твердость, приближающуюся к твердости метчика (при каждой попытке высверлить сломанный метчик?). В результате неудивительно, что стриптизерши стали более распространенными, чем когда-либо прежде. Поскольку большинство резьб на современных автомобилях изготовлено из материалов, твердость которых составляет от одной трети до половины твердости серого чугуна, неудивительно, что больше резьбовых отверстий подвергаются повреждению резьбы, чем когда-либо прежде.
Говорят: «Если в отверстии с резьбой в более мягком металле используется крепеж, который устанавливается и удаляется регулярно, вставка из более твердого материала просто необходима». К сожалению, стоимость и время, связанные с установкой пластин на уровне OEM, означают, что этого никогда не произойдет в больших масштабах.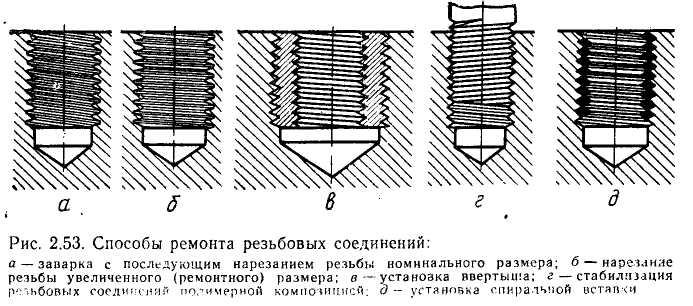 В блоке двигателя или компоненте подвески может быть несколько ключевых мест с высоким напряжением, но 99 процентов всех резьбовых отверстий не будут сделаны на заводе и не будут усилены вставкой.
В блоке двигателя или компоненте подвески может быть несколько ключевых мест с высоким напряжением, но 99 процентов всех резьбовых отверстий не будут сделаны на заводе и не будут усилены вставкой.
Если бы каждый отдельный алюминиевый компонент в мире можно было бы изготавливать из алюминиевого сплава 7075-T6 (который имеет такую же твердость, что и типичные сплавы серого чугуна), количество съемников в мире можно было бы уменьшить до показателей Стального века.Из-за дороговизны этого материала и необходимости отливки определенных деталей этого никогда не произойдет. Вместо этого решением для снятой резьбы являются вставки.
Вкладыши для ремонта резьбы производятся из различных материалов и имеют множество конструкций от отечественных и зарубежных производителей. Вставки тела с синхронизированной резьбой, вставки катушки проволоки и вставки с ключом составляют три основных семейства резьбовых вставок, с которыми вы, вероятно, столкнетесь. Каждая конструкция имеет свои достоинства и может превосходить другие по бюджету, времени установки и максимальному значению О. D. Допускается и необходимая сила ремонта или модернизации. Итак, какой тип вставки лучше? Все зависит от критериев оценки и заявки. Вот обзор трех основных типов в порядке их популярности.
D. Допускается и необходимая сила ремонта или модернизации. Итак, какой тип вставки лучше? Все зависит от критериев оценки и заявки. Вот обзор трех основных типов в порядке их популярности.
Band-Aid является синонимом бандажей, а Heli-Coil — это бренд, являющийся синонимом вставок для ремонта резьбы. Встречайте стриптизершу, и решение часто рекламируют как «просто HeliCoil it». HeliCoil и аналогичные конструкции, вдохновленные этой конструкцией, доступны от ряда других компаний.Это решение для ремонта резьбы, которое, скорее всего, можно найти в местных магазинах автозапчастей.
Катушки HeliCoils изначально были изготовлены из проволоки квадратного сечения из нержавеющей стали, намотанной таким образом, чтобы проволока имела алмазный профиль, который подходил к резьбе для ремонта. При установке в большую ремонтную резьбу проволока образует набор резьбы, спроектированный так, чтобы соответствовать первоначальному размеру вырезанного отверстия. Ремонтная резьба для вставки HeliCoil выполняется с помощью резьбовой вставки для винтовой резьбы или S. T.I. нажмите. Этот же тип метчика используется для некоторых других вставок.S.T.I. Tap использует простое, но несколько вводящее в заблуждение соглашение об именах. S.T.I. На самом деле метчик примерно на 14% больше в диаметре, чем стандартный метчик того же обозначения (M10x1,25 по сравнению с M10x1,25-S.T.I.).
T.I. нажмите. Этот же тип метчика используется для некоторых других вставок.S.T.I. Tap использует простое, но несколько вводящее в заблуждение соглашение об именах. S.T.I. На самом деле метчик примерно на 14% больше в диаметре, чем стандартный метчик того же обозначения (M10x1,25 по сравнению с M10x1,25-S.T.I.).
Вот как это работает при ремонте резьбы M10x1,25. Сначала просверлите отверстие сверлом 10,25 мм (для стандартной резьбы M10x1,25 потребуется сверло 8,75 мм гораздо меньшего размера). Тогда вы должны использовать M10x1.25-S.T.I. нажмите. Этот S.T.I. версия крана будет иметь основной диаметр до 11.787 мм, тогда как стандартный метчик M10x1,25 имеет диаметр примерно на 1,5 мм меньше. После того, как отверстие просверлено, нарезано резьбой и очищено для ремонтной вставки, вставка HeliCoil привинчивается на место с помощью установочного инструмента. Как только вставка находится в непосредственной близости от желаемого места, язычок отламывается, чтобы закрепить вставку на месте.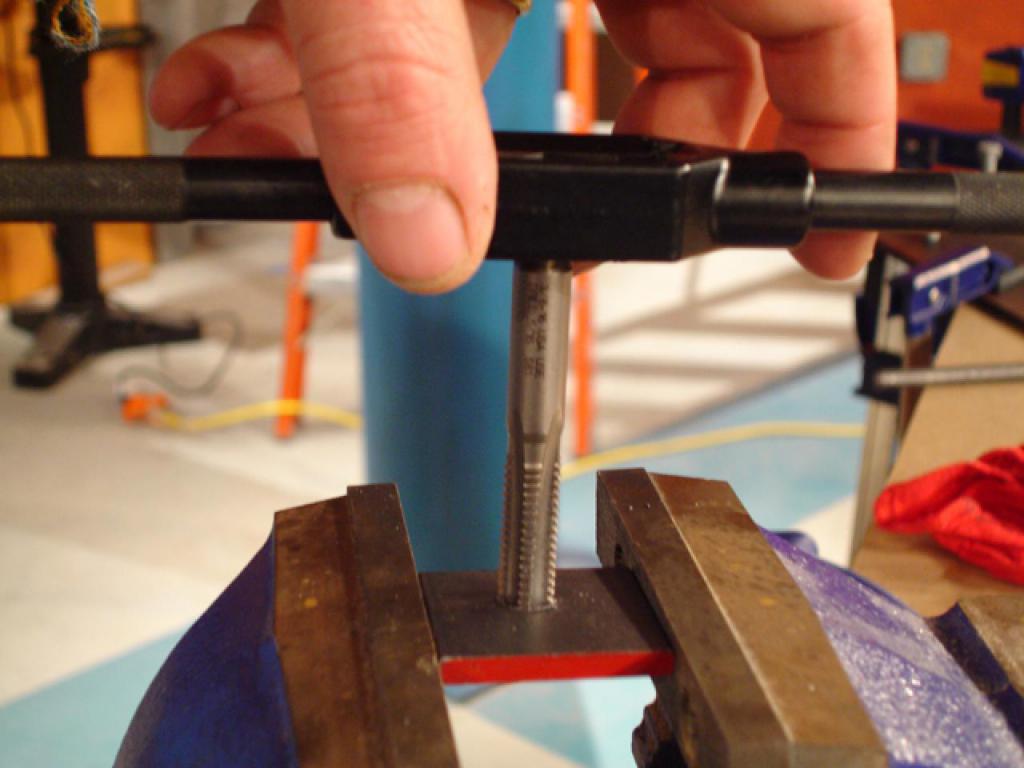
Помимо того, что HeliCoils является самой популярной и доступной резьбовой вставкой, она также требует минимального увеличения размера отверстия (как и TIME-SERT), обеспечивает коррозионно-стойкий материал резьбы и обеспечивает наименее дорогое решение (примерно половина стоимость вставки по сравнению с TIME-SERT и составляет от одной пятой до одной двадцать пятой стоимости Keenserts).На незатупленных сквозных отверстиях HeliCoils также можно установить с задней стороны отверстия, что делает это единственным решением в некоторых ситуациях.
[идентификатор таблицы = 1 /] Хотя HeliCoils может быть одним из лучших вариантов для ремонта, который не подвергается сильным нагрузкам, деформациям и вибрациям, у него есть свои недостатки. Во-первых, поскольку пластина не представляет собой единую сплошную деталь, установка иногда может быть немного сложной по сравнению с твердотельными пластинами. Кроме того, прерывистый характер вставки означает, что использование анаэробного фиксатора резьбы означает, что и вставка, и крепеж, ввинченный во вставку, будут получать герметик для резьбы независимо от того, хотите ли вы этого или нет. При ремонте автомобиля особое внимание следует уделять тому, чтобы фиксирующий язычок не стал посторонним предметом, попадающим в критическую зону. Наконец, было продемонстрировано, что прочность ремонта HeliCoil меньше, чем у твердотельной вставки. Мы надеемся в будущем протестировать ряд различных конструкций вставок для ремонта резьбы, чтобы дать им более определенное число.
При ремонте автомобиля особое внимание следует уделять тому, чтобы фиксирующий язычок не стал посторонним предметом, попадающим в критическую зону. Наконец, было продемонстрировано, что прочность ремонта HeliCoil меньше, чем у твердотельной вставки. Мы надеемся в будущем протестировать ряд различных конструкций вставок для ремонта резьбы, чтобы дать им более определенное число.
На этом рисунке показана разница между пластинами TIME-SERT, которые синхронизируют внешнюю и внутреннюю резьбу друг с другом, и пластинами Keenserts, которые не синхронизируют внешнюю и внутреннюю резьбу, что приводит к непостоянной толщине стенки и необходимости большего O.D. калибровка вставки.
Несмотря на то, что TIME-SERT и семейство твердотельных пластин не так хорошо известны широкому кругу потребителей, они являются выбором номер один для ремонта резьбы в крепежных изделиях с высоким предварительным натягом. В этом решении для ремонта резьбы с твердым корпусом используется сплошная пластина из твердой углеродистой или нержавеющей стали, внешняя и внутренняя резьбы которой синхронизированы или (по времени) друг с другом. Благодаря выравниванию резьбы на внутренней и внешней стороне вставки площадь поперечного сечения или толщина стенки могут оставаться неизменными.В результате достигается максимальная прочность при заданном наружном диаметре пластины.
Благодаря выравниванию резьбы на внутренней и внешней стороне вставки площадь поперечного сечения или толщина стенки могут оставаться неизменными.В результате достигается максимальная прочность при заданном наружном диаметре пластины.
TIME-SERT используют те же требования к сверлу и метчику, что и HeliCoils, поскольку оба используют S.T.I. краны. Установка аналогична, но есть несколько ключевых отличий из-за разницы в конструкции. Во-первых, TIME-SERT используют установочный фланец увеличенного размера на верхнем конце вставки. Следовательно, необходимо использовать комбинированный инструмент для сверления / зенковки или сверло с отдельной зенковкой. Этот фланец позволяет повторно размещать резьбу или размещать ее в определенном месте (чего нельзя добиться с помощью HeliCoil или Keenserts).Во-вторых, нет язычка для фиксации. В TIME-SERT используется специальный инструмент для фиксации нижней резьбы в резьбовом ремонтном отверстии. Так как TIME-SERT представляют собой твердый корпус, на наружной резьбе вставок можно использовать резьбовые соединения для дополнительной прочности, не затрагивая внутреннюю резьбу и крепеж.
Хотя TIME-SERT имеют преимущества по сравнению с другими конструкциями пластин для ремонта резьбы, у них также есть несколько недостатков. Во-первых, это примерно вдвое дороже HeliCoil за пластину. Во-вторых, он должен устанавливаться направленно, так как его фланцевое исполнение требует, чтобы в первую очередь была ввинчена сторона без фланца.На сквозных отверстиях его можно использовать, установив с любой стороны. В глухих отверстиях, которые недостаточно глубоки, чтобы обеспечить достаточно места для резьбы и фланца, сторона фланца может быть обработана фрезерованием или отпиливанием позднее. Однако, если бы существовала только одна конструкция вставки, к которой у нас был бы доступ для всех ремонтов резьбы, мы, вероятно, выбрали бы TIME-SERT. TIME-SERT обеспечивают высочайшую прочность с наименьшей степенью вмешательства в отношении размера ремонтной резьбы по сравнению с исходной резьбой.
После того, как отверстие будет просверлено и нарезано резьбой S. T.I. кран, 1) на установочный инструмент TIME-SERT наносится капля масла перед тем, как 2) TIME-SERT навинчивается на инструмент. 3) Threadlocker можно нанести на внешнюю резьбу и 4) вставить в отверстие, которое нужно отремонтировать. Когда фланец вставки выходит 5), он также блокирует нижнюю резьбу на месте. 6) Удалите вставной инструмент, и 7) отремонтированное отверстие TIME-SERT готово.
T.I. кран, 1) на установочный инструмент TIME-SERT наносится капля масла перед тем, как 2) TIME-SERT навинчивается на инструмент. 3) Threadlocker можно нанести на внешнюю резьбу и 4) вставить в отверстие, которое нужно отремонтировать. Когда фланец вставки выходит 5), он также блокирует нижнюю резьбу на месте. 6) Удалите вставной инструмент, и 7) отремонтированное отверстие TIME-SERT готово.
Keenserts — это очень толстостенные вставки для ремонта резьбы с твердым корпусом с фиксирующими ключами. Хотя Keensert внешне очень похож по дизайну на TIME-SERT, между ними есть существенные отличия.В то время как оба являются твердыми корпусами с фланцами (требующими расточки для установки), у Keenserts внутренняя и внешняя резьба не синхронизированы друг с другом. Фактически, Keensert может иметь внешнюю резьбу с совершенно другим шагом резьбы, чем внутренняя. В отличие от вставок для ремонта резьбы, для которых требуется S.T.I. В Keenserts используются стандартные метчики, которые на две ступени больше, чем исходное резьбовое отверстие. Это означает, что метчик M14x1,5 будет использоваться для вставки для ремонта резьбы M10x1,25. Таким образом, количество материала, которое необходимо высверлить, и размер метчика значительно больше, чем требуется для ремонта HeliCoil или TIME-SERT.
Это означает, что метчик M14x1,5 будет использоваться для вставки для ремонта резьбы M10x1,25. Таким образом, количество материала, которое необходимо высверлить, и размер метчика значительно больше, чем требуется для ремонта HeliCoil или TIME-SERT.
Чтобы удерживать вставку, TIME-SERT используют фланец вверху и зажимную посадку внизу, в то время как Keenserts используют два или четыре колья.
Для ремонта резьбы M10x1,25 с помощью Keensert необходимо использовать сверло 12,5 мм для метчика M14x1,5. Метчик M14x1,5 будет иметь основной диаметр до 14,4 мм (при ремонте M10 с помощью метчика S.T.I. основной диаметр будет только 11,787 мм). Это отверстие гораздо большего размера, что может быть полезно в некоторых случаях, когда в исходной резьбе преобладает сильная коррозия.Затем Keensert вставлялся в просверленное, нарезанное и очищенное отверстие с помощью установочного инструмента Keensert. Соединения для фиксации резьбы могут использоваться благодаря его твердой конструкции. После установки на место установочный инструмент затем используется для вбивания четырех ключевых стержней на место. Это обеспечивает надежную механическую фиксацию вставки на месте. Следовательно, эта конструкция обладает исключительной устойчивостью к вибрации.
После установки на место установочный инструмент затем используется для вбивания четырех ключевых стержней на место. Это обеспечивает надежную механическую фиксацию вставки на месте. Следовательно, эта конструкция обладает исключительной устойчивостью к вибрации.
Теперь обратная сторона. Массивный внешний диаметр вставки делает ее непригодной для использования в тех случаях, когда материал вокруг исходного резьбового отверстия ограничен, например, в любых «тонкостенных» отливках.Во-вторых, стоимость Keensert из стандартной стали примерно в 4,5 раза выше, чем HeliCoil, и более чем в два раза дороже TIME-SERT. Если вам нужен Keensert из нержавеющей стали, цена будет в 25 раз больше, чем HeliCoil.
Для применений, в которых лучше всего подходят пластины большого диаметра или когда вы заменяете стандартный TIME-SERT, TIME-SERT предлагает линейку негабаритных пластин BIG-SERT с более толстыми стенками и большими пластинами S.T.I. нажмите. Например, M12x1.25 S.T.I. метчик будет использоваться на пластине M10x1,25 BIG-SERT.
Большой, больший, самый большой! Вот сравнение стандартного (слева) ответвителя M12x1,5 и M12x1,5 S.T.I. метчик (в центре) для пластин TIME-SERT и HeliCoil и метчик M16 для Keenserts (справа).
HeliCoil, TIME-SERT, Keensert или BIG-SERT? У нас была возможность использовать все три дизайна в реальных условиях. Итак, какой тип вставки лучше? Реальность такова, что все зависит от области применения и качества монтажа.Ни одна из этих вставок никогда не выходила из строя. Нам повезло? На самом деле, нет. Простое знание сильных сторон и ограничений каждой конструкции позволит вам выбрать правильную пластину для работы. Если вы не уверены, позвоните производителю и спросите.
ВРЕМЯ-SERT Универсальная головка болта резьбы Ремкомплект (для первого ремонта время) поставляются с арматуре плиты, инструмент выравнивания, сверлильного / расточка бит, кран, водитель установки, правила металла, стопорной муфты, смазки, Threadlocker и многое другое.
.Keenserts: Вставка корпуса с резьбой под ключ
+ Толстостенная конструкция обеспечивает наивысшую прочность для данного диаметра болта
+ Использует обычные, простые в использовании метчики
+ Прочная конструкция обеспечивает простоту установки
+ Прочная конструкция позволяет использовать резьбовой герметик на наружной резьбе
+ Фланцевая конструкция позволяет для точного размещения резьбы в объекте
+ Конструкция с надежным фиксатором с четырьмя ключевыми кольцами обеспечивает максимальную вибростойкость— Делает самое большое отверстие и требует наибольшего диаметра метчика по сравнению с конечным диаметром болта
— Более 5-кратная стоимость HeliCoil, более 2-кратная стоимость TIME-SERT
— Доступность: труднее всего получить, ограниченные дистрибьюторыTIME-SERT: Вставка корпуса с резьбой по времени
+ Тонкостенная конструкция обеспечивает наивысшую прочность для данного диаметра ремонтного метчика
+ Меньшие требования к отверстию и метчику, чем у вставки с ключом
+ Прочная конструкция обеспечивает простую установку
+ Прочная конструкция позволяет использовать резьбовой герметик на наружной резьбе
+ Отсутствие слабых мест… постоянная толщина стенки за счет «синхронизированной» конструкции
+ Фланцевая конструкция позволяет точно разместить резьбу в объекте
+ Самоблокирующаяся конструкция— Более высокая стоимость, чем вставки с витой резьбой
— Доступность: недоступна в большинстве автомобильных магазинов
— Используется труднее получить S.HeliCoil: Пластины для ремонта спиральной спиральной резьбы
+ Конструкция спиральной спиральной проволоки требует меньших отверстий и метчиков, чем пластина с «ключом»
+ Наиболее доступное решение для ремонта резьбы
+ Самое дешевое решение для ремонта резьбы
+ Возможность установки с задней стороны на сквозные отверстия— Невозможно использовать составы для фиксации резьбы на спиральной вставке, не влияя слишком на внутреннюю резьбу
— Используются метчики размера S.T.I. с более трудным доступом
— Отводы могут стать FOD
— Удерживаются только трением
 Метчики размером T.I.
Метчики размером T.I.restore-db-instance-to-point-in-time — AWS CLI 1.18.167 Справочник команд
Содержит сведения об инстансе БД Amazon RDS.
Этот тип данных используется в качестве элемента ответа в действии DescribeDBInstances.
DBInstanceIdentifier -> (строка)
Содержит указанный пользователем идентификатор базы данных.
 Этот идентификатор является уникальным ключом, который идентифицирует экземпляр БД.
Этот идентификатор является уникальным ключом, который идентифицирует экземпляр БД.DBInstanceClass -> (строка)
Содержит имя класса вычислительной мощности и объема памяти экземпляра БД.
Двигатель -> (строка)
Имя ядра базы данных, которое будет использоваться для этого экземпляра БД.
DBInstanceStatus -> (строка)
Задает текущее состояние этой базы данных.
Для получения информации о статусах инстансов БД см. Статус инстанса БД в Руководстве пользователя Amazon RDS.
MasterUsername -> (строка)
Содержит главное имя пользователя для экземпляра БД.
DBName -> (строка)
Значение этого параметра зависит от используемого ядра базы данных.
MySQL, MariaDB, SQL Server, PostgreSQL
Содержит имя исходной базы данных этого экземпляра, которое было предоставлено во время создания, если оно было указано при создании экземпляра БД.
Тип: строка
Оракул
Содержит системный идентификатор Oracle (SID) созданного экземпляра БД. Не отображается, если возвращенные параметры не относятся к экземпляру Oracle DB.
 Это же имя возвращается на время жизни экземпляра БД.
Это же имя возвращается на время жизни экземпляра БД.Конечная точка -> (структура)
Указывает конечную точку подключения.
Адрес -> (строка)
Задает DNS-адрес экземпляра БД.
Порт -> (целое число)
Задает порт, который прослушивает ядро базы данных.
HostedZoneId -> (строка)
Задает идентификатор, назначаемый Amazon Route 53 при создании зоны хостинга.
AllocatedStorage -> (целое число)
Определяет размер выделенного хранилища в гибибайтах.
InstanceCreateTime -> (отметка времени)
Предоставляет дату и время создания экземпляра БД.
PreferredBackupWindow -> (строка)
Задает дневной диапазон времени, в течение которого создаются автоматические резервные копии, если автоматическое резервное копирование включено, в соответствии с параметром BackupRetentionPeriod.
BackupRetentionPeriod -> (целое число)
Задает количество дней, в течение которых хранятся автоматические моментальные снимки БД.
DBSecurityGroups -> (список)
Список элементов группы безопасности БД, содержащих подэлементы DBSecurityGroup.Name и DBSecurityGroup.Status.
(строение)
Этот тип данных используется в качестве элемента ответа в следующих действиях:
- ModifyDBInstance
- RebootDBInstance
- RestoreDBInstanceFromDBSnapshot
- RestoreDBInstanceToPointInTime
DBSecurityGroupName -> (строка)
Имя группы безопасности БД.
Статус -> (строка)
Состояние группы безопасности БД.
VpcSecurityGroups -> (список)
Предоставляет список элементов группы безопасности VPC, к которым принадлежит экземпляр БД.
(строение)
Этот тип данных используется в качестве элемента ответа для запросов о членстве в группе безопасности VPC.
VpcSecurityGroupId -> (строка)
Имя группы безопасности VPC.
Статус -> (строка)
Состояние группы безопасности VPC.
DBParameterGroups -> (список)
Предоставляет список групп параметров БД, применяемых к этому экземпляру БД.
(строение)
Состояние группы параметров DB.
Этот тип данных используется в качестве элемента ответа в следующих действиях:
- CreateDBInstance
- CreateDBInstanceReadReplica
- DeleteDBInstance
- ModifyDBInstance
- RebootDBInstance
- RestoreDBInstanceFromDBSnapshot
DBParameterGroupName -> (строка)
Имя группы параметров БД.
ParameterApplyStatus -> (строка)
Состояние обновления параметров.
AvailabilityZone -> (строка)
Указывает имя зоны доступности, в которой находится инстанс БД.
DBSubnetGroup -> (структура)
Задает информацию о группе подсети, связанной с экземпляром БД, включая имя, описание и подсети в группе подсети.
DBSubnetGroupName -> (строка)
Имя группы подсети БД.
DBSubnetGroupDescription -> (строка)
Предоставляет описание группы подсети БД.
VpcId -> (строка)
Предоставляет VpcId группы подсети БД.
SubnetGroupStatus -> (строка)
Предоставляет статус группы подсети БД.
Подсети -> (список)
Содержит список элементов подсети.
(строение)
Этот тип данных используется в качестве элемента ответа для операции DescribeDBSubnetGroups.
SubnetIdentifier -> (строка)
Идентификатор подсети.
SubnetAvailabilityZone -> (структура)
Содержит информацию о зоне доступности.
Этот тип данных используется как элемент в типе данных OrderableDBInstanceOption.
Имя -> (строка)
Имя зоны доступности.
SubnetOutpost -> (структура)
Если подсеть связана с Outpost, это значение указывает Outpost.
Дополнительную информацию о RDS на Outposts см. В разделе Amazon RDS на AWS Outposts в Руководстве пользователя Amazon RDS.
Arn -> (строка)
Имя ресурса Amazon (ARN) Outpost.
SubnetStatus -> (строка)
Состояние подсети.
DBSubnetGroupArn -> (строка)
Имя ресурса Amazon (ARN) для группы подсети БД.
PreferredMain maintenanceWindow -> (строка)
Указывает недельный диапазон времени, в течение которого может выполняться обслуживание системы, в универсальном координированном времени (UTC).
PendingModifiedValues -> (структура)
Указывает, что изменения в экземпляре БД ожидают выполнения. Этот элемент включается только тогда, когда изменения ожидаются. Конкретные изменения обозначаются подэлементами.
DBInstanceClass -> (строка)
Содержит новый класс DBInstanceClass для экземпляра БД, который будет применяться или применяется в настоящее время.
AllocatedStorage -> (целое число)
Содержит новый размер AllocatedStorage для экземпляра БД, который будет применен или применяется в настоящее время.
MasterUserPassword -> (строка)
Содержит ожидающее или продолжающееся изменение основных учетных данных для экземпляра БД.
Порт -> (целое число)
Задает ожидающий порт для экземпляра БД.
BackupRetentionPeriod -> (целое число)
Указывает ожидаемое количество дней, в течение которых хранятся автоматические резервные копии.
MultiAZ -> (логический)
Указывает, что инстанс БД с одной зоной доступности должен перейти на развертывание с несколькими зонами доступности.
EngineVersion -> (строка)
Указывает версию ядра базы данных.
LicenseModel -> (строка)
Модель лицензии для экземпляра БД.
Допустимые значения: с лицензией | принеси свою собственную лицензию | общая публичная лицензия
Iops -> (целое число)
Задает новое значение Provisioned IOPS для экземпляра БД, которое будет применено или применяется в настоящее время.
DBInstanceIdentifier -> (строка)
Содержит новый DBInstanceIdentifier для экземпляра БД, который будет применен или применяется в настоящее время.
StorageType -> (строка)
Задает тип хранилища, который будет связан с экземпляром БД.
CACertificateIdentifier -> (строка)
Задает идентификатор сертификата CA для экземпляра БД.
DBSubnetGroupName -> (строка)
Новая группа подсети БД для экземпляра БД.
PendingCloudwatchLogsExports -> (структура)
Список типов журналов, конфигурация которых еще не завершена.Другими словами, эти типы журналов находятся в процессе активации или деактивации.
LogTypesToEnable -> (список)
Типы журналов, которые находятся в процессе деактивации. После деактивации эти типы журналов не экспортируются в CloudWatch Logs.
(строка)
LogTypesToDisable -> (список)
Типы журналов, которые находятся в процессе включения. После включения эти типы журналов экспортируются в CloudWatch Logs.
(строка)
Характеристики процессора -> (список)
Количество ядер ЦП и количество потоков на ядро для класса экземпляра БД экземпляра БД.
(строение)
Содержит функции процессора класса экземпляра БД.
Чтобы указать количество ядер ЦП, используйте имя функции coreCount для параметра Name. Чтобы указать количество потоков на ядро, используйте имя функции threadPerCore для параметра Name.
Вы можете установить характеристики процессора класса экземпляра БД для экземпляра БД, когда вы вызываете одно из следующих действий:
- CreateDBInstance
- ModifyDBInstance
- RestoreDBInstanceFromDBSnapshot
- RestoreDBInstanceFromS3
- RestoreDBInstanceToPointInTime
Вы можете просмотреть допустимые значения процессора для конкретного класса экземпляра, вызвав действие DescribeOrderableDBInstanceOptions и указав класс экземпляра для параметра DBInstanceClass.
Кроме того, вы можете использовать следующие действия для информации о процессоре класса инстанса БД:
- Описание экземпляров DB
- Описание снимков DBS
- DescribeValidDBInstanceModifications
Если вы вызываете DescribeDBInstances, ProcessorFeature возвращает ненулевые значения, только если выполняются следующие условия:
- Вы обращаетесь к экземпляру Oracle DB.
- Класс вашего экземпляра Oracle DB поддерживает настройку количества ядер ЦП и потоков на ядро.
- Для текущего количества ядер и потоков ЦП задано значение, отличное от значения по умолчанию.
Дополнительные сведения см. В разделе «Настройка процессора класса инстанса БД» в Руководстве пользователя Amazon RDS.
Имя -> (строка)
Имя функции процессора. Допустимые имена: coreCount и threadPerCore.
Значение -> (строка)
Значение имени функции процессора.
LatestRestorableTime -> (отметка времени)
Задает самое позднее время, до которого база данных может быть восстановлена с помощью восстановления на определенный момент времени.
MultiAZ -> (логический)
Указывает, является ли экземпляр БД развертыванием в нескольких зонах доступности.
EngineVersion -> (строка)
Указывает версию ядра базы данных.
AutoMinorVersionUpgrade -> (логическое)
Указывает, что исправления дополнительных версий применяются автоматически.
ReadReplicaSourceDBInstanceIdentifier -> (строка)
Содержит идентификатор исходного экземпляра БД, если этот экземпляр БД является репликой для чтения.
ReadReplicaDBInstanceIdentifiers -> (список)
Содержит один или несколько идентификаторов реплик чтения, связанных с этим экземпляром БД.
(строка)
ReadReplicaDBClusterIdentifiers -> (список)
Содержит один или несколько идентификаторов кластеров Aurora DB, на которые реплицируется экземпляр RDS DB в качестве реплики для чтения. Например, когда вы создаете реплику чтения Aurora для экземпляра RDS MySQL DB, отображается кластер Aurora MySQL DB для реплики чтения Aurora.Этот вывод не содержит информации о репликах чтения Aurora между регионами.
Примечание
В настоящее время каждый экземпляр БД RDS может иметь только одну реплику чтения Aurora.
(строка)
ReplicaMode -> (строка)
LicenseModel -> (строка)
Информация о модели лицензии для этого экземпляра БД.
Iops -> (целое число)
Задает значение выделенного IOPS (операций ввода-вывода в секунду).
OptionGroupMemberships -> (список)
Предоставляет список участников группы опций для этого экземпляра БД.
(строение)
Предоставляет информацию о группах опций, членом которых является экземпляр БД.
OptionGroupName -> (строка)
Имя группы параметров, к которой принадлежит экземпляр.
Статус -> (строка)
Статус членства в группе опций экземпляра БД.Допустимые значения: in-sync, pending-apply, pending-remove, pending-maintenance-apply, pending-maintenance-deletion, apply, remove и failed.
CharacterSetName -> (строка)
Если присутствует, указывает имя набора символов, с которым связан этот экземпляр.
NcharCharacterSetName -> (строка)
Имя набора символов NCHAR для экземпляра Oracle DB. Этот набор символов определяет кодировку Unicode для данных, хранящихся в столбцах таблицы типа NCHAR, NCLOB или NVARCHAR2.
SecondaryAvailabilityZone -> (строка)
Если присутствует, указывает имя вторичной зоны доступности для инстанса БД с поддержкой нескольких зон доступности.
PubliclyAccessible -> (логическое)
Задает параметры специальных возможностей для экземпляра БД.
Когда экземпляр БД является общедоступным, его конечная точка DNS преобразуется в частный IP-адрес из VPC экземпляра БД и в общедоступный IP-адрес извне VPC экземпляра БД.Доступ к экземпляру БД в конечном итоге контролируется группой безопасности, которую он использует, и этот публичный доступ не разрешен, если группа безопасности, назначенная экземпляру БД, не разрешает это.
Если экземпляр БД не является общедоступным, это внутренний экземпляр БД с DNS-именем, которое разрешается в частный IP-адрес.
Для получения дополнительной информации см. CreateDBInstance.
StatusInfos -> (список)
Состояние реплики чтения. Если экземпляр не является репликой для чтения, это поле пусто.
(строение)
Предоставляет список информации о состоянии для экземпляра БД.
StatusType -> (строка)
Это значение в настоящее время «репликация чтения».
Нормальный -> (логический)
Логическое значение: истина, если экземпляр работает нормально, или ложь, если экземпляр находится в состоянии ошибки.
Статус -> (строка)
Статус экземпляра БД. Для StatusType реплики чтения значения могут быть репликацией, заданной точкой остановки репликации, достижением точки остановки репликации, ошибкой, остановкой или прекращением.
Сообщение -> (строка)
Подробная информация об ошибке, если есть ошибка для экземпляра. Если экземпляр не находится в состоянии ошибки, это значение пустое.
StorageType -> (строка)
Задает тип хранилища, связанный с экземпляром БД.
TdeCredentialArn -> (строка)
ARN из хранилища ключей, с которым связан экземпляр для шифрования TDE.
DbInstancePort -> (целое число)
Задает порт, на котором слушает экземпляр БД.Если экземпляр БД является частью кластера БД, это может быть другой порт, чем порт кластера БД.
DBClusterIdentifier -> (строка)
Если экземпляр БД является членом кластера БД, содержит имя кластера БД, членом которого является экземпляр БД.
StorageEncrypted -> (логическое)
Указывает, зашифрован ли экземпляр БД.
KmsKeyId -> (строка)
Если StorageEncrypted имеет значение true, идентификатор ключа AWS KMS для зашифрованного инстанса БД.
DbiResourceId -> (строка)
Уникальный неизменяемый идентификатор AWS для инстанса БД. Этот идентификатор находится в записях журнала AWS CloudTrail при каждом доступе к ключу AWS KMS для инстанса БД.
CACertificateIdentifier -> (строка)
Членство в доменеИдентификатор сертификата CA для этого экземпляра БД.
-> (список)
Записи членства в домене Active Directory, связанные с экземпляром БД.
(строение)
Запись о членстве в домене Active Directory, связанная с экземпляром БД или кластером.
Домен -> (строка)
Идентификатор домена Active Directory.
Статус -> (строка)
Статус членства в домене Active Directory для экземпляра БД или кластера. Значения включают в себя присоединение, ожидание присоединения, сбой и т. Д.
FQDN -> (строка)
Полное доменное имя домена Active Directory.
IAMRoleName -> (строка)
Имя роли IAM, которая будет использоваться при вызовах API к службе каталогов.
CopyTagsToSnapshot -> (логическое)
Указывает, копируются ли теги из экземпляра БД в моментальные снимки экземпляра БД.
Amazon Aurora
Не применимо. Копирование тегов в снимки осуществляется кластером БД. Установка этого значения для экземпляра Aurora DB не влияет на настройку кластера БД.Для получения дополнительной информации см. DBCluster.
MonitoringInterval -> (целое число)
Интервал в секундах между точками сбора метрик расширенного мониторинга для экземпляра БД.
EnhancedMonitoringResourceArn -> (строка)
Имя ресурса Amazon (ARN) потока журнала Amazon CloudWatch Logs, который получает данные метрик расширенного мониторинга для инстанса БД.
MonitoringRoleArn -> (строка)
ARN для роли IAM, которая позволяет RDS отправлять метрики расширенного мониторинга в журналы Amazon CloudWatch.
PromotionTier -> (целое число)
Значение, указывающее порядок, в котором реплика Aurora повышается до основного экземпляра после сбоя существующего основного экземпляра. Дополнительные сведения см. В разделе «Отказоустойчивость кластера БД Aurora» в Руководстве пользователя Amazon Aurora .
DBInstanceArn -> (строка)
Имя ресурса Amazon (ARN) для инстанса БД.
Часовой пояс -> (строка)
Часовой пояс экземпляра БД.В большинстве случаев элемент Timezone пуст. Содержимое часового пояса отображается только для экземпляров БД Microsoft SQL Server, созданных с указанным часовым поясом.
IAMDatabaseAuthenticationEnabled -> (логическое значение)
Истинно, если сопоставление учетных записей AWS Identity and Access Management (IAM) с учетными записями базы данных включено, в противном случае — false.
Аутентификация базы данных IAM может быть включена для следующих ядер баз данных
- Для MySQL 5.6, дополнительная версия 5.6.34 или выше
- Для MySQL 5.7, дополнительная версия 5.7.16 или выше
- Aurora 5.6 или выше. Чтобы включить аутентификацию базы данных IAM для Aurora, см. Тип DBCluster.
PerformanceInsightsEnabled -> (логическое)
Истинно, если для экземпляра БД включен анализ производительности, в противном случае — ложно.
PerformanceInsightsKMSKeyId -> (строка)
Идентификатор ключа AWS KMS для шифрования данных Performance Insights.Идентификатор ключа KMS — это имя ресурса Amazon (ARN), идентификатор ключа KMS или псевдоним ключа KMS для ключа шифрования KMS.
PerformanceInsightsRetentionPeriod -> (целое число)
Время в днях для хранения данных Performance Insights. Допустимые значения: 7 или 731 (2 года).
ВключеноCloudwatchLogsExports -> (список)
Список типов журналов, которые этот экземпляр БД настроен для экспорта в CloudWatch Logs.
Типы журналов зависят от ядра БД.Информацию о типах журналов для каждого ядра БД см. В разделе Файлы журналов базы данных Amazon RDS в Руководстве пользователя Amazon RDS.
(строка)
Характеристики процессора -> (список)
Количество ядер ЦП и количество потоков на ядро для класса экземпляра БД экземпляра БД.
(строение)
Содержит функции процессора класса экземпляра БД.
Чтобы указать количество ядер ЦП, используйте имя функции coreCount для параметра Name.Чтобы указать количество потоков на ядро, используйте имя функции threadPerCore для параметра Name.
Вы можете установить характеристики процессора класса экземпляра БД для экземпляра БД, когда вы вызываете одно из следующих действий:
- CreateDBInstance
- ModifyDBInstance
- RestoreDBInstanceFromDBSnapshot
- RestoreDBInstanceFromS3
- RestoreDBInstanceToPointInTime
Вы можете просмотреть допустимые значения процессора для конкретного класса экземпляра, вызвав действие DescribeOrderableDBInstanceOptions и указав класс экземпляра для параметра DBInstanceClass.
Кроме того, вы можете использовать следующие действия для информации о процессоре класса инстанса БД:
- Описание экземпляров DB
- Описание снимков DBS
- DescribeValidDBInstanceModifications
Если вы вызываете DescribeDBInstances, ProcessorFeature возвращает ненулевые значения, только если выполняются следующие условия:
- Вы обращаетесь к экземпляру Oracle DB.
- Класс вашего экземпляра Oracle DB поддерживает настройку количества ядер ЦП и потоков на ядро.
- Для текущего количества ядер и потоков ЦП задано значение, отличное от значения по умолчанию.
Дополнительные сведения см. В разделе «Настройка процессора класса инстанса БД» в Руководстве пользователя Amazon RDS.
Имя -> (строка)
Имя функции процессора. Допустимые имена: coreCount и threadPerCore.
Значение -> (строка)
Значение имени функции процессора.
DeletionProtection -> (логическое)
Указывает, включена ли для экземпляра БД защита от удаления.База данных не может быть удалена, если включена защита от удаления. Для получения дополнительной информации см. Удаление инстанса БД.
AssociatedRoles -> (список)
Роли AWS Identity and Access Management (IAM), связанные с инстансом БД.
(строение)
Описывает роль AWS Identity and Access Management (IAM), связанную с инстансом БД.
RoleArn -> (строка)
Имя ресурса Amazon (ARN) роли IAM, связанной с инстансом БД.
FeatureName -> (строка)
Имя функции, связанной с ролью AWS Identity and Access Management (IAM). Список поддерживаемых имен функций см. В DBEngineVersion.
Статус -> (строка)
Описывает состояние связи между ролью IAM и экземпляром БД. Свойство Status возвращает одно из следующих значений:
- ACTIVE — ARN-роль IAM связана с инстансом БД и может использоваться для доступа к другим сервисам AWS от вашего имени.
- PENDING — ARN-роль IAM связана с экземпляром БД.
- INVALID — ARN-роль IAM связана с инстансом БД, но инстанс БД не может взять на себя роль IAM для доступа к другим сервисам AWS от вашего имени.
ListenerEndpoint -> (структура)
Указывает конечную точку подключения прослушивателя для SQL Server Always On.
Адрес -> (строка)
Задает DNS-адрес экземпляра БД.
Порт -> (целое число)
Задает порт, который прослушивает ядро базы данных.
HostedZoneId -> (строка)
Задает идентификатор, назначаемый Amazon Route 53 при создании зоны хостинга.
MaxAllocatedStorage -> (целое число)
Верхний предел, до которого Amazon RDS может автоматически масштабировать хранилище инстанса БД.
TagList -> (список)
.Список тегов.Дополнительную информацию см. В разделе Добавление тегов к ресурсам Amazon RDS в Руководстве пользователя Amazon RDS.
(строение)
Метаданные, назначенные ресурсу Amazon RDS, состоящему из пары «ключ-значение».
Ключ -> (строка)
Ключ — это обязательное имя тега. Строковое значение может иметь длину от 1 до 128 символов Unicode и не может начинаться с префикса «aws:» или «rds:». Строка может содержать только набор букв Unicode, цифр, пробелов, ‘_’, ‘.([\ p {L} \ p {Z} \ p {N} _.:/=+\[email protected]] *) $ «).
Наконечники для резьбового фрезерования
Подача на зуб
Всегда работайте с небольшими значениями подачи на зуб, чтобы добиться наилучшего качества и избежать следов подачи на поверхности детали. Подача на зуб не должна превышать 0,15 мм / зуб (0,006 дюйма / зуб), поэтому необходимо небольшое шестигранное значение.
Подача, необходимая программному обеспечению машины
Всегда рассчитывайте правильные скорости подачи резьбового фрезерования, требуемые программным обеспечением станка, чтобы обеспечить правильную нагрузку на пластину.Подача всегда зависит от h ex значение, соответствующее периферийной скорости подачи. Однако для многих станков требуется центральная подача инструмента ( v f ). При фрезеровании внутренней резьбы траектория инструмента на периферии быстрее, чем движение центральной линии инструмента. Программирование скорости подачи на большинстве фрезерных станков основано на центральной линии шпинделя, и это должно быть включено в расчеты фрезерования резьбы, чтобы максимизировать срок службы инструмента и избежать вибрации / поломки инструмента.
Количество проходов
Разделение операции нарезания резьбы на несколько проходов позволяет добиться большего шага резьбы и повысить защиту от поломки инструмента при работе с трудными материалами. Фрезерование резьбы за несколько проходов также улучшает допуск резьбы за счет уменьшения прогиба инструмента. Это обеспечивает большую безопасность при больших вылетах и нестабильных условиях. При нарезании резьбы на закаленных и сложных материалах всегда используйте два или более прохода.
Сухая или мокрая обработка
Всегда рекомендуется сухая обработка, так как СОЖ подчеркивает колебания температуры на входе и выходе, вызывая термические трещины.Смазочно-охлаждающая жидкость может быть полезна в определенных случаях, например, при чистовой обработке нержавеющей стали / алюминия, обработке HRSA или механической обработке чугуна (для уменьшения токсичной пыли). Однако лучше всего удалять стружку с помощью сжатого воздуха.
Рекомендации по резке
- Для фрезерования внутренней резьбы, a e увеличено по сравнению с прямым резанием, что снижает эффект утонения стружки
- При фрезеровании наружной резьбы радиальная глубина становится намного меньше, и можно использовать более высокую скорость резания.
- Угол въезда для радиуса при вершине составляет 90 °.Поскольку это наиболее чувствительная часть вставки, h ex расчеты следует производить с использованием угла в плане 90 °
Для данных резания и значений используйте CoroPlus® ToolGuide
Размер отверстий для фрезерования резьбы
На резьбовых фрезах используются отверстия того же размера, что и для нарезания резьбы. Всегда ищите как можно большую дыру, не выходя за пределы допуска. Это обеспечит более безопасный процесс и более длительный срок службы инструмента.При использовании полнопрофильной пластины требуется меньшее отверстие для обеспечения обработанной вершины резьбы.
Обработка
Чтобы получить максимальную производительность от держателей инструмента с пластинами с винтовой фиксацией, всегда используйте динамометрический ключ, чтобы гарантировать надежную посадку пластины.
- Установленный слишком высокий крутящий момент отрицательно повлияет на производительность инструмента и приведет к поломке пластины и винта
- Установленный слишком низкий крутящий момент вызовет вибрацию и неточные результаты резки.
- Регулярно меняйте винт пластины и убедитесь, что гнездо наконечника чистое и не имеет препятствий, которые могут сместить пластину.Эти проверки необходимы для надежности процесса нарезания резьбы
Как восстановить удаленную ветку | Служба поддержки Atlassian
Существует три известных способа восстановить удаленную ветку.
1. Самый простой способ — это когда у кого-то есть локальная копия репозитория, этот человек может просто вставить в Stash
2. Если у вас есть резервная копия вашего репозитория, вы можете попробовать восстановить весь репозиторий обратно в каталог $ STASH_HOME
3. Используя Git:
— Сначала в локальном репозитории выполните git reflog .Это будет список всех предыдущих HEAD. Найдите последний хэш фиксации для ветки, которую вы удалили.
— Получив хеш фиксации, выполните git reset --hard . Это вернет HEAD обратно к последней фиксации в ветке
— Повторно создайте ветку и выполните проверку в этой новой ветке git checkout -b
— Затем нажмите ветку, git push origin
Пожалуйста, сделайте * полную резервную копию * перед выполнением этого
.Как восстановить сорванную резьбу в алюминии
Как восстановить резьбу: способы ремонта
Популярность резьбовых соединений объясняется простотой выполнения и прочностью крепления элементов конструкции между собой. Когда при повреждении витков замена детали невозможна, проводят восстановление резьбы. Так как восстанавливать резьбу можно разными способами выбирают тот, который сохраняет прочность соединения на прежнем уровне.
Способы восстановления резьбы
Для того, чтобы восстановить сорванную резьбу используют:
- эпоксидную смолу;
- холодную сварку;
- заваривание отверстий и нарезание новой резьбы;
- ввертыши;
- перенос на другое место, если изменение места крепления не влияет на надежность соединения;
- спиральные вставки;
- рассверливание отверстий для нарезки витков большего диаметра.
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные составы с металлическими добавками. Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
- достают из упаковки два тюбика;
- детали соединения обезжиривают веществом из тюбика №1;
- затем наносят содержимое тюбика №2;
- шпателем смешивают составы из обоих тюбиков в пропорции 1:1;
- готовую смесь наносят на болт со стороны наружной резьбы;
- затем вкручивают в витки внутренней резьбы;
- после отвердевания смеси (время выдержки указано в инструкции), болт выворачивают.
Для качественного восстановления витков смесь наносят с избытком, чтобы излишки при вворачивании болта выдавливались наружу.
Какую холодную сварку выбрать
Из-за низкой эффективности однокомпонентный анаэробный восстановитель в виде густой пасты применяется редко. Для ремонтных работ используют два вида:
- жидкий состав, который получается после смешивания отвердителя с клеящей массой;
- плотные однослойные или двухслойные бруски по консистенции похожие на пластилин, которые перед применением смешивают.
Для восстановления поврежденных витков выбирают марки с высокой пластичностью, чтобы смесь заполняла мелкие изъяны. Если соединение часто разбирается, нужна холодная сварка с усиленной твердостью, иначе при трении о металл состав разрушится.
Преимущества и недостатки
К достоинствам метода холодной сварки относят:
- возможность большого выбора по цене и качеству среди отечественных и зарубежных производителей;
- восстановление без разборки конструкции;
- стойкость к коррозии;
- простота, так как восстановление выполняется без вспомогательных приспособлений;
- неизменность характеристик деталей из-за отсутствия термического воздействия;
- невысокая цена.
- низкая прочность;
- разный металл деталей и добавок состава;
- нельзя ремонтировать ответственные конструкции;
- зависимость от перепадов температуры и внешних условий.
Использование эпоксидного клея
Этот метод не годится для восстановления соединений, которые подвергаются вибрационному воздействию, большим нагрузкам, высокой температуре. Поэтому способ применяют, когда требуется быстро восстановить резьбу в пластике. Процесс прост:
- эпоксидный клей заливают в отверстие;
- ждут когда загустеет;
- вворачивают болт;
- оставляют до полного затвердевания полимера;
- выкручивают болт.
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
- отверстие рассверливают строго перпендикулярно;
- используют два метчика для нарезания резьбы, черновой и чистовой;
- для удаления стружки после 3 прямых оборотов делают 1,5 обратных;
- чтобы облегчить процесс, инструмент смазывают маслом.
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.
Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.
Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Ввертыш устанавливают так:
- отверстие рассверливают до размера достаточного для нарезания резьбы под футорку;
- витки нарезают комплектным метчиком;
- если часть ввертыша после вкручивания выступает над поверхностью, ее срезают заподлицо;
- для предотвращения самопроизвольного выворачивания, по линии соприкосновения футорки с деталью керном делают несколько засечек.
Традиционная сварка для ремонта
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
- высверливают поврежденные витки;
- заваривают отверстие;
- наплавленное место зачищают заподлицо с поверхностью;
- сверлят отверстие;
- нарезают резьбу.
Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах. Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки. Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.
Ремонт резьбы
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы .
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице
2. Нарезать в нём резьбу особого профиля специальным метчиком
3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена
Резьбовая вставка вкручена
Если сорвана резьба под шпильку , иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки , остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора . Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25 , появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3. Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.
Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.
2. Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.
Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.
3. Промыть полученную резьбу керосином.
4. Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
Наша компания не занимается восстановлением резьбы. Данная статья служит исключительно для ознакомления с процессом восстановления резьбы. В наших магазинах вы можете купить футорки (резьбовые вставки) , сверла , метчики , наборы для восстановления резьбы.
Как восстановить резьбу: способы ремонта
Популярность резьбовых соединений объясняется простотой выполнения и прочностью крепления элементов конструкции между собой. Когда при повреждении витков замена детали невозможна, проводят восстановление резьбы. Так как восстанавливать резьбу можно разными способами выбирают тот, который сохраняет прочность соединения на прежнем уровне.
Способы восстановления резьбы
Для того, чтобы восстановить сорванную резьбу используют:
- эпоксидную смолу;
- холодную сварку;
- заваривание отверстий и нарезание новой резьбы;
- ввертыши;
- перенос на другое место, если изменение места крепления не влияет на надежность соединения;
- спиральные вставки;
- рассверливание отверстий для нарезки витков большего диаметра.
Технология восстановления холодной сваркой
Для восстановления резьбы холодной сваркой выпускаются полимерные составы с металлическими добавками. Процедура реставрации жидким двухкомпонентным клеем выполняется в следующей последовательности:
- достают из упаковки два тюбика;
- детали соединения обезжиривают веществом из тюбика №1;
- затем наносят содержимое тюбика №2;
- шпателем смешивают составы из обоих тюбиков в пропорции 1:1;
- готовую смесь наносят на болт со стороны наружной резьбы;
- затем вкручивают в витки внутренней резьбы;
- после отвердевания смеси (время выдержки указано в инструкции), болт выворачивают.
Для качественного восстановления витков смесь наносят с избытком, чтобы излишки при вворачивании болта выдавливались наружу.
Какую холодную сварку выбрать
Из-за низкой эффективности однокомпонентный анаэробный восстановитель в виде густой пасты применяется редко. Для ремонтных работ используют два вида:
- жидкий состав, который получается после смешивания отвердителя с клеящей массой;
- плотные однослойные или двухслойные бруски по консистенции похожие на пластилин, которые перед применением смешивают.
Для восстановления поврежденных витков выбирают марки с высокой пластичностью, чтобы смесь заполняла мелкие изъяны. Если соединение часто разбирается, нужна холодная сварка с усиленной твердостью, иначе при трении о металл состав разрушится.
Преимущества и недостатки
К достоинствам метода холодной сварки относят:
- возможность большого выбора по цене и качеству среди отечественных и зарубежных производителей;
- восстановление без разборки конструкции;
- стойкость к коррозии;
- простота, так как восстановление выполняется без вспомогательных приспособлений;
- неизменность характеристик деталей из-за отсутствия термического воздействия;
- невысокая цена.
- низкая прочность;
- разный металл деталей и добавок состава;
- нельзя ремонтировать ответственные конструкции;
- зависимость от перепадов температуры и внешних условий.
Использование эпоксидного клея
Этот метод не годится для восстановления соединений, которые подвергаются вибрационному воздействию, большим нагрузкам, высокой температуре. Поэтому способ применяют, когда требуется быстро восстановить резьбу в пластике. Процесс прост:
- эпоксидный клей заливают в отверстие;
- ждут когда загустеет;
- вворачивают болт;
- оставляют до полного затвердевания полимера;
- выкручивают болт.
Нарезание резьбы метчиком
Этим способом пользуются, когда можно увеличить размер отверстия без ущерба для надежности соединения. С помощью сверла увеличивают диаметр, чтобы очистить отверстие от испорченных витков, затем нарезают новые.
Работа выполняется по следующим правилам:
- отверстие рассверливают строго перпендикулярно;
- используют два метчика для нарезания резьбы, черновой и чистовой;
- для удаления стружки после 3 прямых оборотов делают 1,5 обратных;
- чтобы облегчить процесс, инструмент смазывают маслом.
Применение спиральной вставки
Такие приспособления, называемые также проволочными или пружинными, делают из высококачественной нержавеющей стали. Вставки выполнены в виде цилиндрических спиралей с концентрической резьбой внутри и снаружи. Для установки предусмотрен поводок. Форму и размер внутренних витков делают с минимальными допусками.
Ремонт резьбы выполняют в следующей последовательности:
- отверстие рассверливают сверлом, диаметр которого выбирают по прилагаемой к вставкам таблице;
- витки нарезают не стандартными метчиками, входящими в комплект;
- вставку вворачивают инструментом, который есть в наборе;
- удаляют поводок инструментом, поставляемым производителем, или плоскогубцами, если диаметр большой.
За счет натяга при установке исключается самопроизвольное выкручивание вставки. Упругость материала обеспечивает равномерное распределение нагрузки между болтом и вставкой. Высокая стойкость нержавейки к коррозии исключает возможность заедания болта из-за ржавчины.
Спиральными вставками можно отремонтировать соединения на конструкциях из цветного или черного металла. Их также применяют для усиления резьбы на пластике, дереве.
Ввертыш для восстановления резьбы
Ввертыши, они же футорки, сделаны в виде полых втулок с крупной наружной и мелкой внутренней резьбой. Они могут быть стальными, медными, латунными, бронзовыми, из других материалов. Устанавливают футорки на деталях, где допускается увеличение диаметра отверстий. Ввертыши применяются во многих отраслях промышленности, например, для сборки мебели, стыковки труб, крепления сдвоенных колес.
Некоторые производители выпускают наборы, которые называются восстановителями резьбы. Комплекты состоят из вкладышей разного размера, сверл, метчиков, вспомогательных инструментов. В зависимости от назначения в наборы входят футорки для ремонта дюймовой или метрической резьбы от М2 до М36.
Ввертыш устанавливают так:
- отверстие рассверливают до размера достаточного для нарезания резьбы под футорку;
- витки нарезают комплектным метчиком;
- если часть ввертыша после вкручивания выступает над поверхностью, ее срезают заподлицо;
- для предотвращения самопроизвольного выворачивания, по линии соприкосновения футорки с деталью керном делают несколько засечек.
Традиционная сварка для ремонта
Этой технологией пользуются, если нельзя увеличить диаметр отверстия, и когда нет нужного ввертыша или спиральной вставки. Процедура восстановления выполняется в следующем порядке:
- высверливают поврежденные витки;
- заваривают отверстие;
- наплавленное место зачищают заподлицо с поверхностью;
- сверлят отверстие;
- нарезают резьбу.
Для восстановления соединений из стали используется газовая или электродуговая сварка в защитных средах. Отверстия в чугуне заваривают в холодном состоянии или с местным подогревом. В качестве присадочного материала плавят электроды марки ЦЧ-4, ОЗЧ-1, МНЧ-1 или прутки из чугуна с добавкой кремния. Следует учитывать, что под действием высокой температуры изменяется структура металла детали, возможно образование трещин. Поэтому прочность отремонтированного соединения будет меньше.
Отверстия в деталях из алюминия, без которых не обходится двигатель автомобиля, заваривают аргонно-дуговой сваркой. Для наплавки применяют алюминиевую проволоку. Однако при восстановлении резьбы в алюминии металл в жидком состоянии начинает активно поглощать газы. Образуются поры, а при усадке во время остывания — трещины, которые снижают надежность соединения. Не всегда есть возможность восстановления этим способом без снятия деталей. Например, для ремонта соединений на алюминиевом блоке цилиндров конструкцию придется демонтировать.
При выборе способа восстановления учитывают условия эксплуатации и величину нагрузки. Также принимают во внимание сложность выполнения и цену. Например, покупка спиральной вставки дешевле, чем заказ на вытачивание ввертыша.
Как восстановить резьбу при помощи метчика и без него
Содержание
Как восстановить резьбу при помощи метчика и без него
Восстановить поврежденную внутреннюю резьбу при помощи метчика и без него можно различными способами. О них мы подробно расскажем в этой статье.
Как восстановить резьбу метчиком
Перед тем, как восстановить резьбу с метчиком, определите, можно ли увеличить ее диаметр или нарезать новую в другом месте. Если да, то ремонт пройдет очень быстро.
Нарежьте новую резьбу.
Фотография №1: нарезание резьбы метчиком
При работе соблюдайте следующие основные правила.
Рассверливайте отверстие строго под прямым углом
Используйте два новых метчика нужного диаметра (для черновой и чистовой обработки).
При нарезании резьбы действуйте аккуратно. Избегайте перекосов и резких движений.
Желательно нарезать резьбу при помощи воротка. Если его нет, возьмите разводной ключ.
Не забывайте использовать смазку и регулярно удалять стружку.
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
Удаление старой резьбы путем рассверливания.
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
Обработка отверстия заподлицо основным металлом.
Нарезание новой резьбы.
Обратите внимание! При работе с алюминиевыми изделиями этот способ восстановления резьбы обычно не применяют. Это связано с тем, что металл при сварке активно поглощает газы. В наплавленных слоях образуются поры. При сильной усадке появляются трещины.
Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.
Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.
Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.
Изображение №1: рассверливание отверстия под спиральную вставку
Формирование резьбы. Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации.
Изображение №2: формирование резьбы под спиральную вставку
Монтаж приспособления. Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.
Изображение №3: вкручивание спиральной вставки в отверстие
Удаление поводкового язычка. От него можно избавиться при помощи специального инструмента (его также поставляют производители). Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Использование профессиональных спиральных резьбовых вставок имеет следующие преимущества.
В месте посадки вставки обеспечивается необходимый натяг. Это полностью предотвращает выкручивание. Приспособления располагаются в принимающих резьбах практически без зазоров. В использовании клея для дополнительной фиксации изделий нет необходимости.
За счет упругости вставок нагрузки и напряжения распределяются равномерно. Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
Спиральные вставки универсальны. Их применяют не только для восстановления резьб но и при необходимости усиления соединений. Спиральные вставки используют при работе с изделиями из низко- средне и высокопрочных металлов, а также пластика и древесины.
Как восстановить резьбу в отверстии без метчика
Вопрос, как восстановить резьбу в отверстии без метчика, часто задают люди, вообще не разбирающиеся в резьбовых соединениях. На этот вопрос есть лишь один ответ. Восстановить резьбу для получения максимальной надежности без использования обычных или специальных метчиков невозможно. Есть лишь способы нарастить поврежденные поверхности и усилить прочность соединений до определенных уровней.
Использование эпоксидного клея
Этот способ не подходит для восстановления и усиления соединений, подвергающихся высоким нагрузкам и вибрациям. Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.
Фотография №4: эпоксидный клей для восстановления резьбы
Если же нет необходимости обеспечения высокой надежности соединения, действуйте так.
Заполните эпоксидным клеем отверстие.
Подождите пока полимер затвердеет.
Дождитесь набора порочности.
Холодная сварка
Холодную сварку также можно применять только при работе с неответственными деталями, не подвергающимися высоким нагрузкам и вибрациям. Соединения получаются более надежными, чем при использовании для восстановления резьб эпоксидного клея.
Чаще всего в нашей стране применяют двухкомпонентные составы следующих марок.
Фотография №5: холодная сварка ABRO
При использовании для восстановления резьбы двухкомпонентной холодной сварки действуйте так.
Вскройте упаковку и вытащите компоненты.
Тщательно обезжирьте поверхности наружной (на предназначенном для вкручивания изделии) и внутренней (в отверстии) резьб. Для этого используйте состав из первого тюбика. Обрабатывайте все тщательно. Наличие налета и мусора ухудшит результат сварки.
Обработайте поврежденную внутреннюю резьбу антиадгезионным составом из второго тюбика.
Смешайте в равных долях вещества из первого и второго тюбиков. Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
Нанесите полученную смесь на предназначенное для вкручивание изделие.
Обеспечьте необходимый температурный режим.
Не трогайте детали в течение указанного в инструкции времени.
Обратите внимание! Не жалейте смесь. При вкручивании изделия ее излишки должны вылезать от давления наружу. Это обеспечит правильное формирование витков при восстановлении резьбы.
Похожие статьи
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
Нужно нарезать резьбу, а под рукой нет воротка? Не расстраивайтесь. За полчаса вы при наличии подходящих деталей сможете сделать метчикодержатель своими руками. Тратить время на поход в магазин не придется. В этой статье мы в деталях расскажем, как изготовить самодельный вороток в домашних условиях.
С необходимостью вытащить сломанный метчик из сквозных или глухих отверстий иногда сталкиваются даже опытные мастера. В этой статье мы опишем способы решения данной проблемы.
Какой выбрать метчик, если перед мастером стоит задача просверлить отверстия с внутренней резьбой для восстановления шпилек, гаек, сорванных болтов и проведения аналогичных работ? Предлагаем следовать рекомендациям — учесть описанные ниже параметры.
Метчики и плашки, еще их называют лерками, незаменимый резьбонарезной инструмент в современном машиностроении. Причем они могут использоваться как для нарезания резьбы ручным способом, так и для формирования резьбы при помощи станка.
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке.
Метчик — основной инструмент для нарезания внутренних резьб.
Как восстановить сорванную внутреннюю резьбу?
Никто не застрахован от того, что при ремонте автомобиля или в других рабочих ситуациях может произойти повреждение резьбового соединения. Как вернуть работоспособность, казалось бы, вышедшей из строя резьбе?
Многие мастера используют традиционный способ, суть которого сводится к рассверливанию отверстия сверлом большего диаметра и нарезанию метчиком новой резьбы. Однако после такого ремонта придется использовать и ответный элемент (болт, шпильку, свечу) большего диаметра, что не всегда представляется возможным. Этот способ не подойдет и в случае, если запас «тела» для рассверливания недостаточен.
Как отремонтировать резьбовое отверстие с сохранением его прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех. В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка. Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
Виды пружинных резьбовых вставок
Проволочные вставки для ремонта резьбовых отверстий имеют форму упругой спирали, витки которой формируют с внутренней стороны высокоточный ромбический профиль, который аналогичен профилю резьбы. Большинство продаваемых ввертышей имеют поводковый язычок, служащий для их ввинчивания в подготовленную приемную резьбу. После монтажа он легко отделяется по надрезу при помощи специального обламывателя.
Пружинные футорки имеют разное количество витков и соответственно разную длину, которая обозначается 1d, 1.5d, 2d и т.д., где d – диаметр спирали. Выпускаются также специальные виды вставок, например, для свечной резьбы или кислородных датчиков. На изготовление резьбовых вставок идет особо прочная высококачественная сталь, преимущественно нержавеющая, что позволяет получить надежную резьбу, устойчивую к износу, деформации и коррозии.
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Шаг 1 – Сверление
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Преимущества применения ремонтных вставок
Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках. Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии. Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы. Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях. С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Ремонт резьбы в конструкции мотоцикла, скутера или мопеда
Очень много составляющих мототехники соединены между собой с помощью резьбовых соединений. В процессе эксплуатации или ремонта мотоцикла, скутера или мопеда, любое из таких соединений может повредится. В этом случае, его необходимо восстановить и отремонтировать, вот об этом мы напишем в этой статье.
Для восстановления и ремонта резьбы в конструкции мотоцикла, скутера или мопеда существуют несколько способов, основные среди них – возможность изменить первоначальный размер резьбы на детали, а другой вариант не предусматривает изменение размера. При первом варианте в ход идут специальные инструменты, которые помогают нарезать новую резьбу под нужный ремонтный размер. Второй вариант связан с работой, с помощью которой можно восстановить поврежденную резьбу и все соединение под оригинальный размер, не меняя параметры.
Как восстановить и отремонтировать наружную резьбу
Как многим известно, резьба бывает наружной и внутренней. Чтобы восстановить наружную резьбу, существует несколько методов. В том случаи, когда резьба сорвана в пределах не более трех витков, ее восстановление осуществляется при помощи резьбовых инструментов — плашки или лерки. Если деталь не несет особой значимости, к примеру болт находящийся в конструкции подвески, стоит подобрать болт, который подходит по размерам и имеет такие же характеристики металла. Если ремонт резьбы связан коленчатым валом, то ситуация меняется. Восстановление простым методом здесь практически не возможно, или возможно только в редких случаях. Чаще всего приходится нарезать резьбу уменьшенную в размере, к примеру на одно значение, но в том случаи, если это не помешает креплению и работе других деталей, сосредоточенных на валу.
Как восстановить и отремонтировать внутреннюю резьбу
Чтобы восстановить внутреннюю резьбу деталей мотоцикла, скутера или мопеда, методов имеется больше, чем с вариантом предыдущим. Много случаев, когда благодаря специальной Футорке , можно отремонтировать резьбу. Но этот вариант уместен только тогда, когда первоначальное отверстие дает возможность его увеличить под нужный размер втулки с наружной и внутренней резьбой. Эта футорка (втулка) заворачивается по вновь нарезанной резьбе большего диаметра и фиксируется на специальный жаростойкий клей или с помощью штифта. Примером этого может послужить восстановление резьбы в свечном отверстии в головке цилиндра мотоцикла, скутера, мопеда. Специальные готовые втулки продаются в мотомагазинах.
Иногда резьбу восстанавливают путем сварки резьбового отверстия, все зависит из чего изготовлена деталь. При этом методе старая резьба удаляется с помощью высверливания и заполнения отверстия металлом сварки, заподлицо основной восстанавливаемой детали. Далее, просверливают отверстие нужного диаметра и нарезают полностью новую резьбу. Совершая этот вариант ремонта, стоит не забывать о зоне действия термического эффекта, который способен изменять структуру и даже размер детали и рядом находящихся элементов, без демонтажа которых, часто не обходится ремонт.
Если нет возможности совершить вышеперечисленные действия, можно рассверлить отверстие и нарезать резьбу рядом с поврежденным местом, однако если это не сможет негативно сказываться на общей работе мотоцикла, скутера, мопеда или непосредственно их деталей.
Похожие статьи:
Набор инструментов для восстановления резьбы
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 500 МПа
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 750 Мпа
Предназначено для обработки натурального и искусственного камня
Предназначено для обработки закаленных сталей твердостью до 55 HRC
Предназначено для обработки титана и титановых сплавов
Рекомендуется использование СОЖ
Предназначено для обработки коррозионно-стойких сталей
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 900 МПа
Предназначено для обработки древесины
Предназначено для обработки закаленных сталей твердостью до 60 HRC
Предназначено для обработки алюминиевых и магниевых сплавов
Универсальное применение
Предназначено для обработки твердых сплавов
Предназначено для обработки закаленных сталей твердостью до 67 HRC
Рекомендуется обработка без СОЖ
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 1400 Мпа
Предназначено для обработки полимеров
Предназначено для обработки серых чугунов и высокопрочных чугунов
Предназначено для обработки поверхностей покрытых лаками и красками
Предназначено для обработки латуни и бронзы
Предназначено для обработки меди
Рекомендуется охлаждение сжатым воздухом
Предназначено для обработки латуни
Предназначено для обработки латуни и медно-никелевых сплавов
Предназначено для обработки сотовых материалов Honeycomb
Предназначено для обработки металломатричных композитных материалов (MMC)
Предназначено для обработки обработки полиметилметакрилата
Предназначено для обработки закаленных сталей с твердостью до 65 HRC
Предназначено для обработки жаропрочных никелевых сплавов
Предназначено для обработки инструментальных сталей Toolox твердостью 33 HRC
Предназначено для обработки полиэфирэфиркетона с 30%-ым содержанием стекловолокна
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 500 МПа
Предназначено для обработки оловянной бронзы
Предназначено для обработки низколегированных медных сплавов
Предназначено для обработки сталей Hardox 500 с пределом прочности до 1600 Мпа
Предназначено для обработки чугуна с пределом прочности более 800 Мпа
Предназначено для обработки бериллиевой бронзы
Предназначено для обработки углепластика
Допускается обработка цветных металлов, термопластов, длинная сливная стружка
Предназначено для обработки стекло- и углепластика
Допускается обработка полиамида
Предназначено для обработки инструментальных сталей Toolox твердостью 44 HRC
Предназначено для обработки медно-свинцово-цинковых сплавов
Предназначено для обработки медно-никель-цинковых сплавов
Предназначено для обработки литейных алюминиевых сплавов
Предназначено для обработки коррозионно-стойких сталей с пределом прочности более 900 МПа
Предназначено для обработки поливинилиденфторида с 20%-ым содержанием стекловолокна
Предназначено для обработки полиэфирэфиркетона с 30%-ым содержанием углеволокна
Рекомендуется обработка с применением СОЖ мелкодисперсного разбрызгивания
Предназначено для обработки низколегированных медно-кремниевых сплавов
Предназначено для обработки стеклопластика
Предназначено для обработки вольфрамово-медных сплавов
Предназначено для обработки полиэтилена высокой плотности
Предназначено для обработки литейной бронзы
Предназначено для обработки закаленных сталей с твердостью до 50 HRC
Предназначено для обработки полиамида с 30%-ым содержанием стекловолокна
Предназначено для обработки графита, стекло- и углепластика
Предназначено для обработки титановых сплавов с пределом прочности более 850 МПа
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 750 Мпа
Предназначено для обработки графита
Предназначено для обработки оловянной бронзы
Предназначено для обработки алюминиевых сплавов дающих короткую стружку
Предназначено для обработки коррозионно-стойких сталей с пределом прочности до 900 МАа
Предназначено для обработки бронз повышенной прочности
Предназначено для обработки свинцовых бронз
Предназначено для обработки высокопрочных чугунов
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 1100 МПа
Предназначено для обработки полиэфирэфиркетона
Предназначено для обработки композитных материалов
Предназначено для обработки арамида
Предназначено для обработки алюминиево-медных сплавов
Предназначено для обработки полиметиленоксида с 25%-ым содержанием стекловолокна
Предназначено для обработки фенолформальдегидной смолы
Предназначено для обработки закаленных сталей твердостью до 70 HRC
Предназначено для обработки алюминиево-никелевых бронз
Предназначено для обработки серых чугунов
Предназначено для обработки меди и медных сплавов
Рекомендуется использование масел или эмульсии
Предназначено для обработки алюминиевых сплавов, дающих длинную (сливную) стружку
Предназначено для обработки политетрафторэтилена с 25%-ым содержанием углеволокна
Рекомендуется использовать в условиях непрерывного резания
Рекомендуется использовать в условиях на удар
Рекомендуется использовать в нестабильных условиях резания
Втулка разрезная для восстановления резьбы
Артикул
00660302030
Кол-во в упаковке
10 шт
Длина, мм
6
Диаметр сверла, мм
4.6-4.8
Внутренняя резьба, мм
М3
Наружная резьба, мм
5×0.5
Артикул
00660302040
Кол-во в упаковке
10 шт
Длина, мм
8
Диаметр сверла, мм
5.9-6.2
Внутренняя резьба, мм
М4
Наружная резьба, мм
6.5×0.75
Артикул
00660302050
Кол-во в упаковке
10 шт
Длина, мм
10
Диаметр сверла, мм
7.2-7.6
Внутренняя резьба, мм
М5
Наружная резьба, мм
8×1
Артикул
00660302060
Кол-во в упаковке
10 шт
Длина, мм
14
Диаметр сверла, мм
8.7-9.4
Внутренняя резьба, мм
М6
Наружная резьба, мм
10×1.5
Артикул
00660302080
Кол-во в упаковке
10 шт
Длина, мм
15
Диаметр сверла, мм
10.7-11.4
Внутренняя резьба, мм
М8
Наружная резьба, мм
12×1.5
Артикул
00660302100
Кол-во в упаковке
10 шт
Длина, мм
18
Диаметр сверла, мм
12.7-13.4
Внутренняя резьба, мм
М10
Наружная резьба, мм
14×1.5
Артикул
00660302120
Кол-во в упаковке
10 шт
Длина, мм
22
Диаметр сверла, мм
14.7-15.4
Внутренняя резьба, мм
М12
Наружная резьба, мм
16×1.5
Артикул
00660302140
Кол-во в упаковке
10 шт
Длина, мм
24
Диаметр сверла, мм
16.7-17.4
Внутренняя резьба, мм
М14
Наружная резьба, мм
18×1.5
Артикул
00660302160
Кол-во в упаковке
10 шт
Длина, мм
22
Диаметр сверла, мм
18.7-19.4
Внутренняя резьба, мм
М16
Наружная резьба, мм
20×1.5
Артикул
00660302200
Кол-во в упаковке
10 шт
Длина, мм
27
Диаметр сверла, мм
24.7-25.4
Внутренняя резьба, мм
М20
Наружная резьба, мм
26×1.5
Артикул
00660302061
Кол-во в упаковке
10 шт
Длина, мм
12
Диаметр сверла, мм
8.2-8.6
Внутренняя резьба, мм
М6
Наружная резьба, мм
9×1
Как восстановить сорванную внутреннюю резьбу?
Никто не застрахован от того, что при ремонте автомобиля или в других рабочих ситуациях может произойти повреждение резьбового соединения. Как вернуть работоспособность, казалось бы, вышедшей из строя резьбе?
Многие мастера используют традиционный способ, суть которого сводится к рассверливанию отверстия сверлом большего диаметра и нарезанию метчиком новой резьбы. Однако после такого ремонта придется использовать и ответный элемент (болт, шпильку, свечу) большего диаметра, что не всегда представляется возможным. Этот способ не подойдет и в случае, если запас «тела» для рассверливания недостаточен.
Блок: 1/5 | Кол-во символов: 619
Источник: https://Krepcom.ru/blog/poleznye-sovety/kak-vosstanovit-sorvannuyu-vnutrennyuyu-rezbu/
Содержание
- 1 Как отремонтировать резьбовое отверстие с сохранением его прежнего диаметра?
- 2 Подготовительный этап
- 3 Виды пружинных резьбовых вставок
- 4 Как перебрать велосипед своими руками
- 5 Замена поврежденной резьбы в четыре простых шага
- 6 Уровень изнашиваемости деталей
- 7 Преимущества применения ремонтных вставок
- 8 Проверяется плавность хода переднего и заднего колес. Заедания и пробуксовывания в соединениях не допускаются. Подтягиваются резьбовые соединения. Проверяется давление в шинах. Покрышки должны плотно прилегать к бортам ободьев по всей окружности. Выверяется центровка колес. Производится проверка натяжения цепи. Тормоза должны действовать без заедания, обеспечивать плавное и полное торможение. Проверяется наличие и исправность всего снаряжения велосипеда.
- 9 При стуке, скрипе и других звуках, возникших в течение дня в ходовых узлах, надо обязательно выяснить причину появления этих звуков, узел разобрать и заменить вышедшие из строя детали: сломавшиеся сепараторы или конуса, лопнувшие шарики, поврежденные оси или вал каретки.
- 10 Наиболее уязвимые места любого велосипеда — это его шины. Часто лопаются спицы, особенно на щебеночных и тряских дорогах. Случаются поломки узлов переключения передач (трещотка втулки заднего колеса и собственно переключатель), узлов, непосредственно несущих на себе основной груз (замок седла, багажник).
- 11 Если камера выпускает воздух медленно, прежде всего проверяют вентильную резинку и в случае повреждения ее меняют. Если же она цела, значит, где-то есть мельчайший прокол (или проколы). Некоторые велотуристы и тут не спешат менять камеру. Они внутрь запускают 2-3 кубических сантиметра воды, которые, создав тонкую пленку на внутренней стенке камеры, забивают микроотверстия. Такая мера позволяет доехать до привала. Если же воздух выходит быстро, ставят запасную новую камеру. Причиной прокола камеры может оказаться и конец спицы, про- шедший через резиновую ленту обода. В тот же вечер на биваке прохудившуюся камеру надо заклеить.
- 12 Некоторые заклеивают камеры тонкой липкой пленкой («скотчем»). На накачанную камеру накладывают заплаты одна поверх другой (крест-накрест). Когда кончаются заплаты в велоаптечках, вырезают кусок резины из старой камеры. Вставлять отремонтированную камеру нужно обязательно сухую и чистую. При замене камеры внутреннюю поверхность покрышки надо очистить от части- чек резины и пыли, а вставляемую камеру припудрить тальком, особенно в месте заплаты.
- 13 Если воздух проходит под вентилем и затяжка крепежной гайкой ничего не дает, надо освободить гайку, вынуть корпус вентиля из камеры, зачистить поверхность вокруг вентильного отверстия шкуркой, вставить вентиль обратно и вокруг него наклеить заплату с диаметром отверстия чуть меньшим, чем диаметр стержня вентиля. Заплата затем прижимается гайкой. Он же предлагает простую замену колпачка вентиля камеры, который часто теряется. Вместо него можно взять отрезок полиэтиленовой трубки длиной 1-1,5 см, один конец оплавить на пламени и сдавить плоскогубцами. Получится очень простой заменитель колпачка.
- 14 Ремонт «однотрубки», как мы уже говорили, — дело более трудоемкое, но и тут умельцы нашли выход. Они предлагают брать в поход обычный медицинский шприц емкостью 2-5 кубических сантиметров с толстой иглой, которая отпиливается так, чтобы остался кусок иглы длиной 2-3 мм, конец обтачивается. При проколе трубки в шприц набирается свежий незагустевший резиновый клей, остаток иглы вводится в прокол и клей выдавливается, смазывая наружную поверхность камеры и корд в месте прокола. Для лучшего растекания клея «однотрубка» слегка приминается, затем кладется под небольшой груз или зажимается 3-4 бельевыми прищепками. В таком положении «однотрубки» клей подсыхает 5 часов (а лучше больше), после чего «однотрубка» слегка накачивается и досушивается еще 10 часов. Клей типа «Момент» всю операцию сокращает во времени. Можно «однотрубки» клеить, и не снимая их с колеса. Введя клей, колесо поворачивают и ставят так, чтобы оно придавило своим весом поврежденное место шины к полу. После заклейки шприц и иглу надо очистить от клея и вставить в отверстие иглы кусочек проволочки. Авторам этого метода удается восстанавливать «однотрубки» после 3-4 проколов (но не разрывов камер) и эксплуатировать их до полного износа.
- 15 В многодневный поход лучше выезжать на малоизношенных покрышках. С собой обычно берут не целую запасную покрышку, а кусок ее — длиной 30-40 см (некоторые применяют оболочку от «однотрубки» гоночных велосипедов). При больших пробоях или порезах покрышки заплата, кроме того, прошивается по бокам дратвой, капроновой ниткой или тонкой леской таким образом, чтобы шов заправлялся в обод колеса. После заклеивания заплату слегка припудривают тальком. Если и после этой операции разрыв покрышки увеличивается, в качестве временного выхода из положения (на 1-2 суток) можно покрышку вместе с ободом обвязать киперной лентой, одновременно нанося клей «Момент», затем снять тормозные колодки переднего тормоза (понятно, что «больная» покрышка должна оказаться на переднем колесе как менее нагруженном). Так как в распоряжении велотуриста остается только один тормоз, ехать необходимо с предельной осторожностью, скорость не развивать.
- 16 Если порвалось проволочное кольцо покрышки, то в месте разрыва загибают концы, а между образовавшимися петлями вставляют кусок стальной проволоки той же толщины так, чтобы длина всего кольца не изменилась.
- 17 Обрывы спиц случаются в первую очередь из-за неодинакового натяжения, так что предупреждать их обрывы следует прежде всего правильной их натяжкой, не допуская ослабления и перетяжки. Толщина спиц отечественных гоночных, спортивно-туристских и дорожных велосипедов колеблется от 1,8 до 2,3 миллиметров. В сложных походах, с участками маршрута по грунтовым дорогам лучше всего использовать спицы дорожных велосипедов. При замене спицы одной толщины спицами другой нужно иметь в виду, что должны быть соответствующими и ниппеля.
- 18 Если оборвалась одна спица в заднем колесе или две спицы в переднем, замену можно отложить до привала. Оборванную спицу нужно или удалить, или перекусить у основания, но не загибать за соседние спицы (пассатижи или кусачки входят в набор самых ходовых инструментов механика и всегда находятся у него под рукой). При выходе из строя большего количества спиц замену нужно произвести на месте, иначе на привал можно приехать с изрядной «восьмеркой».
- 19 Вместо целой спицы в крайнем случае можно использовать два обломка спиц (один с головкой, другой с резьбой), соединенных концами, загнутыми в виде карабинчиков.
- 20 Для определения биения обода в условиях похода нужно иметь толстый красный карандаш, кусок мела или другого пишущего материала. Для исправления «восьмерки» велосипед ставят на руль и седло. Колесо с «восьмеркой» раскручивают и приставляют к нему около пера вилки карандаш. На участке обода, где остался след карандаша, ослабляют натяжение нескольких спиц на стороне карандашного следа, причем больше всего ослабляют спицу, ниппель которой оказался в середине карандашной черты (на 1-3 оборота в зависимости от величины биения), меньше всего — на краях линии (на 0,5 оборота). А ниппеля спиц, идущих с того же участка обода на другой фланец втулки, на столько же оборотов подтягивают. Затем снова проверяют карандашом центровку обода и корректируют натяжение спиц.
- 21 Для устранения радиального биения также с помощью карандаша ослабляют спицы обоих фланцев втулки на том участке обода, где он «уходит» к центру колеса (тоже больше всего — в центре следа карандаша, уменьшая число оборотов ниппелей в обе стороны от следа), и подтягивают в месте выпуклости обода.
- 22 Устранив радиальное биение, снова проверяют и устраняют боковое биение. Обод считается отцентрированным, если боковое и радиальное биения не превышает 1 мм.
- 23 После подтягивания спиц, выступившие их концы подтачивают напильником или надфилем, чтобы они не прокололи камеру. Не следует оставлять ни одного ниппеля с поврежденными гранями, замене подлежат и заржавевшие ниппеля. Каждый ниппель должен надежно захватываться ключом и поворачиваться на резьбе спицы.
- 24 Лобовые удары колес иногда приводят к появлению вмятин обода, которые можно попытаться выправить при накачанной шине: подставку из твердого дерева приложить к выступающей части погнутости борта и ударить по ней молотком.
- 25 При появлении небольших поперечных трещин в ободе колеса и отсутствии в групповом ремнаборе запасного обода нужно наложить на ближайшие к трещине четыре спицы металлическую планку, изготовленную в предпоходный период. Накладывается планка на обод при снятой шине. Так как шаг ниппельных отверстий в ободе неодинаков, необходимо изготовить две планки 207х12 мм.
- 26 Если в результате падения или наезда на препятствие согнулся обод, сначала снимают шину, ослабляют все спицы, затем осторожно выпрямляют на твердой поверхности (на асфальте), нажимая ногами на противоположные от оси стороны колеса. После этого меняют поврежденные спицы и исправляют оставшуюся «восьмерку» ниппельным ключом.
- 27 Самая частая неисправность передних и задних втулок — ослабление или, наоборот, излишняя затяжка шарикоподшипников конусами. Это обнаруживается, в первом случае, по слишком большому люфту колеса, во втором — по тяжелому ходу велосипеда. Нужно отвернуть гайки крепления колес, подтянуть или ослабить конус втулки, затянуть контргайку. Если во втулке слышен стук, потрескивание, ощущается заедание, то нужно посмотреть, не повреждены ли шарики или конуса — если да, их надо немедленно заменить. Величина люфта в пределах оборота колеса бывает переменной: это значит, что шарики потеряли сферичность, износились, и всех их надо заменить. При этом следует убедиться в отсутствии вмятин и раковин на беговых дорожках конусов и втулок. Так как для легкости хода необходимо, чтобы шарики отличались по диаметру не более чем на плюс-минус 10 микрон, комплект лучше взять из одного подшипника. При последующих переборках нежелательно смешивать шарики левой и правой сторон. Отсутствие хотя бы одного шара приводит к увеличению нагрузок на подшипники и снижению долговечности шаров, конусов, втулок.
- 28 Если педали спортивно-туристской машины начинают свободно прокручиваться вперед, это чаще всего означает, что сломались пружинки «собачек» трещотки, реже — сами «собачки». Сломанные детали приходится сразу заменять. Чтобы избежать такой вынужденной остановки в самом неподходящем месте, велотуристы при осмотре велосипеда ежедневно проверяют работу храповика, медленно поворачивая колесо и прислушиваясь, слышен ли двойной щелчок «собачек», отбрасываемых пружинами в пазы ступицы. Так как пружинок часто не хватает, нужно в поход взять кусок тонкой стальной проволоки или струны музыкальных инструментов. В крайнем случае, вместо пружинок можно вставить кусочки ниппельной резинки, поролона или другого пружинящего материала.
- 29 Самый сложный момент при манипуляциях со ступицей трещотки — установка ее на корпус втулки, поскольку нужно прижать отбрасываемые пружинками «собачки». Некоторые используют для этого простое приспособление: у старой спицы откусывают головку с загнутым концом, расплющивают концы и подтачивают их напильником с боков, перегибают спицу пополам. Концами спицы при установке ступицы прижимают «собачки». Есть еще более простой способ: обмотать корпус ступицы вместе с «собачкой» несколькими витками нитки, которую после установки ступицы осторожно вынуть.
- 30 При поломке самих «собачек» и отсутствии запасных остается сделать «сухарь» — вставить в гнездо, в котором находилась «собачка», металлический предмет (гайку, винт), который намертво заклинит ступицу. В этом случае дальше придется ехать без свободного хода.
- 31 Желательно на все втулки заднего колеса спортивно-туристских велосипедов, даже старых моделей, поставить спицезащитные диски. Если же таковых нет, а щечки роликов переключателя при переходе на самую большую ведомую звездочку оказываются ближе 3 мм от спиц, нужно, прежде всего, отрихтовать «ухо» наконечника цепной вилки рамы, на котором крепится задний переключатель, а также пластины роликов так, чтобы плоскость роликов была перпендикулярна оси втулки. Второй путь — снять со ступицы все звездочки и перед тем, как их ставить обратно, надеть на ступицу кольцо из проволоки.
- 32 Может быть и так, что, несмотря на завертывание или отвертывание стопорных винтов, фиксирующих крайнее положение цепи на ведомых звездочках, она все равно соскакивает со звездочек. В этом случае нужно на стопорные винты навернуть контргайки.
- 33 Если в результате аварии сломались штифты, соединяющие правую и левую щеки переключателя, можно их соединить винтами М2 или, на худой конец, проволокой.
- 34 Хуже, если отломалось само «ухо» наконечника рамы, к которому привинчивается переключатель. Впрочем, и в этом случае можно найти выход: на оси задней втулки (под наружную затяжку гайки) закрепляется на шестигранном отверстии (под ключ №14) комбинированный («семейный») ключ, среднее шестигранное отверстие которого вместе с шайбой и контргайкой М10 используется под крепление болта переключателя. На самый худший случай придется укоротить цепь, поставить ее на среднюю ведомую звездочку.
- 35 Если цепь при педалировании соскальзывает с одного зубца ведомой звездочки на другой, это чаще всего говорит о неодинаковом износе цепи и звездочки. В большинстве случаев удается выйти из положения без замены деталей: звездочка, на которой соскальзывает цепь, переворачивается на корпусе ступицы на 180°.
- 36 При падении и ударах возможна деформация ободка (венца) ведущей звездочки, что вызывает соскакивание цепи. Выправлять ободок удобно рычагом на месте, не снимая звездочку с вала каретки, -просунуть металлический стержень плоского сечения (или большой напильник) в ближайшее отверстие звездочки и осторожно отогнуть погнутые края. Контролировать результат следует пластинкой, положенной на перья цепной вилки рамы, равномерно вращая вал каретки.
- 37 Слишком большой люфт или, наоборот, заедание, тяжелый ход, скрип каретки свидетельствуют о том, что не отрегулировано положение чашек в каретке. Стук, заедание в каретке может сигнализировать и о поломке шариков или сепараторов. Надо также внимательно осмотреть вал каретки: на нем могут оказаться царапины, щербины. Во всех этих случаях детали подлежат замене.
- 38 Поскрипывание в каретке при езде может быть также результатом слабой затяжки клина шатуна. Надо забить его сильнее и затянуть гайку. Если педаль в верхнем положении слегка проскакивает вперед, значит, опять-таки не затянут клин шатуна. Если клин шатуна требует замены, а запасного нет, можно вырезать из жести или другой тонкой металлической пластины подложку по длине клина и загнать с противоположной стороны его скоса.
- 39 Наиболее простой способ выправления погнутого шатуна — одним краем металлического стержня или крепкой палки упереться в перо цепной вилки, а другим — в шатун и легкими рывками выпрямить шатун (чтобы не повредить краску на пере вилки, между ним и рычагом должно быть несколько слоев материи, кусок камеры или кожи). Другой способ: крепко привязать шнуром или проволокой эту палку к шатуну и выпрямлять его.
- 40 Когда ломается ось педали, единственный выход из положения -ее замена. Поэтому в велопоходы надо обязательно брать запасные оси. Если же все-таки осей педалей не оказалось, можно использовать ось переднего или заднего колеса, зажав ее в шатуне с обеих сторон конусом и осевой гайкой, а затем обмотав матерчатой лентой или лейкопластырем. Так можно доехать до ближайшей мастерской или магазина с запчастями.
- 41 При заедании троса переключателя или тормоза надо разобраться в причине заедания. Прежде всего — не придавлен ли трос другими деталями велосипеда (например, сползшим багажником) или грузом. Затем надо прочистить рубашку троса и устранить вмятины на ней, если такие есть. Проверить, нет ли повреждений на самом тросе, не начала ли расплетаться одна из его ниток. В этом случае ее нужно отделить от остальных до конца троса. Какое-то время трос может работать и без двух-трех ниток. Трос может заедать из-за чрезмерного трения о внутренние стенки рубашки. В этом случае его надо перед пропуском в рубашку смазать графитовой или другой смазкой. Если трос порвался на свободном отрезке (где нет рубашки), его можно связать узлом. При отсутствии запасного велосипедного троса его может заменить мотоциклетный трос, даже струна музыкального инструмента.
- 42 При износе тормозных колодок более чем наполовину их надо заменить, особенно в горных походах. При этом следует убедиться, что неокантованный торец резинового вкладыша обращен назад.
- 43 Раскачавшийся багажник немного укрепит П-образно согнутая металлическая трубка или прут, плотно примотанный к стойкам и платформе багажника.
- 44 Если из седла выскочили заклепки, их нужно заменить винтами с потайной головкой. Для седла с порвавшейся обшивкой можно сделать покрышку из тряпки и куска полиэтилена (сверху). Если у пружины седла оторвался ее кончик, нужно отделить крайний виток пружины и согнуть новый крючок. Если пружины порвались в середине, можно также отделить крайние витки, сделать два крючка и прочно соединить их пассатижами.
- 45 Если велосипед при езде «ведет» в сторону и это не вызвано неравномерным распределением груза в левом и правом отсеках велобаула, необходимо восстановить стабилизацию самого велосипеда. Для этого на безопасном участке или на площадке нужно проехать на пустом велосипеде и попробовать отпустить руль. Предположим, для сохранения прямолинейного движения приходится отклонять свой корпус вправо. Для устранения этого явления нужно отогнуть перья передней вилки в ту сторону, в какую пришлось отклонить корпус, — то есть вправо. Велосипед переворачивается вверх колесами, с него снимается переднее колесо, руль поворачивается так, чтобы правое (в нашем примере) перо вилки было ближе к каретке. Затем надо встать над велосипедом и поочередно потянуть перья вилки на себя, отогнув каждое примерно на 0,5-1 сантиметр у их концов так, чтобы сохранить прежнее расстояние между наконечниками. (Прежде чем начать отгибать, нужно убедиться, что вы не перепутали правое перо вилки с левым.) После проделанных операций следует повторить эксперимент с отпусканием руля на ходу. Если велосипед едет прямо и не надо наклонять корпус ни в одну, ни в другую сторону, значит, стабилизация восстановлена.
- 46 От лобового удара в какое-то препятствие может погнуться вилка переднего колеса. Если одно перо вилки отклонилось относительно прежнего положения назад (в сторону велосипеда), между перьями заводят крепкую палку и, действуя ею, как рычагом, легкими рывками выпрямляют перо. Можно привязать палку к согнутому перу вдоль него и выпрямить его независимо от «здорового» пера.
- 47 Если перо вилки погнулось в боковом направлении, его можно выправить наложением двух шин из твердого дерева, прикрутить несколько витков толстой мягкой проволоки (алюминиевой, медной) и стягивать ее плоскогубцами.
- 48 При появлении трещины в раме или вилке нужно наложить бандаж из палок, отверток, ключей, замотать изоляционной лентой, прочной проволокой. В лопнувшую раму вставляют отрезок палки твердой породы дерева или трубы. В зависимости от диаметра рамы отрезок трубы вставляют внутрь нее (при этом, возможно, придется делать вырез рамы) или снаружи (если отрезок трубы шире трубы рамы). Место соединения крепко заматывается изоляционной лентой, проволокой. В первой же мастерской или кузнице раму надо надежно заварить.
- 49 Для гаек, которые испытывают большие нагрузки (замка седла, подседельного болта), чтобы их не повредить, лучше применять накидные ключи, которые обхватывают все грани гайки.
- 50 Немало хлопот доставляют резьбовые соединения, особенно если детали делаются из металла более мягкого, чем требует нагрузка того или иного узла. В таких местах используют широкие гайки либо навинчивают две (с целью увеличения площади резьбового соединения).
- 51 Если резьба на оси или винте уже сорвана, навинчивают две гайки вместе, которые благополучно пройдут поврежденное место, либо перемещают место затяжки гайки на неповрежденный участок оси или болта.
- 52 С ремонтом в походе велотехники, произведенной в дальнем зарубежье, дело обстоит несколько иначе. Два существенных обстоятельства диктуют другой подход к проблеме ремонта в дороге. Первое. На фирменные велосипеды, как мы говорили, все чаще ставят неразборные, «необслуживаемые» узлы: втулки заднего колеса с трещоткой и блоком (кассетой) ведомых звездочек, кареточные узлы, педали и т.д. Второе обстоятельство: на территории нашей страны где-нибудь в глубинке заграничный велосипед труднее отремонтировать, чем отечественный. Эти обстоятельства переносят центр тяжести обслуживания велосипеда на предпоходную подготовку. Еще дома надо внимательно осмотреть велосипед, и изношенные детали, а также узлы, у которых рабочий ресурс подходит к концу, лучше заменить на новые. Рискованно брать в наши малонаселенные районы велосипеды с карбоновыми колесами, с дюралевыми, титановыми, карбоновыми рамами, лучше ехать на велосипедах со стальными и хромомолибденовыми рамами, которые можно заварить во многих населенных пунктах. Особенно уязвимы для боковых ударов композитные рамы и колеса.
- 53 Нельзя рассчитывать и на то, что какую-нибудь деталь зарубежного велосипеда можно отыскать в нашей глубинке у местных владельцев велосипедов. Тут уж приходится полагаться на себя и свои запчасти.
- 54 Во избежание преждевременного выхода оборудования из строя, следует по возможности избегать покупать с рук узлы и детали неизвестного происхождения. Как показала печальная практика, навесные элементы малознакомых и особенно «левых» фирм не выдерживают наших дорог и нагрузок. Чтобы свести риск поломки к минимуму, лучше ставить на велосипед (и брать в качестве запасных) узлы и детали таких известных фирм, как, например, «Шимано», при этом чем выше будет группа «навески» и чем она дороже, тем, стало быть, качественнее материалы, технология изготовления, защитное покрытие, тем надежнее окажется оборудование на маршруте.
- 55 Сейчас появились цепи, в которые введена специальная силиконовая смазка, не вымываемая дождем. Использование таких цепей в наших климатических условиях особенно актуально. Целесообразно также заменить металлические ролики переключателя пластиковыми, не подверженными коррозии.
Как отремонтировать резьбовое отверстие с сохранением его прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех. В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка. Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
Блок: 2/5 | Кол-во символов: 1227
Источник: https://Krepcom.ru/blog/poleznye-sovety/kak-vosstanovit-sorvannuyu-vnutrennyuyu-rezbu/
Подготовительный этап
Прежде чем начинать текущий ремонт велосипеда, нужно запастись определенными инструментами. Они пригодятся в любом случае и прослужат долгое время. Основные инструменты для обслуживания велосипедов:
- шестигранные ключи разных размеров – их желательно приобретать сразу в наборе;
- гаечные ключи разных размеров – целесообразно купить набор;
- отвертки – понадобятся и крестообразные, и шлицевые;
- плоскогубцы разных размеров;
- пинцет;
- киянка;
- насадки торцевые;
- ножницы;
- хомуты.
Эти инструменты и приспособления должны всегда находиться в наличии, потому что понадобиться они могут в любой момент. Кроме перечисленного, стоит приобрести:
- щетку для чистки велосипедной цепи;
- втулочный ключ;
- выжимка для велосипедной цепи;
- трещоточный ключ;
- спицевой ключ.
К необходимому инструменту для ремонта и обслуживания велосипедов относятся и расходные материалы – они должны быть не только всегда в наличии, но и в достаточном количестве. К расходным материалам в данном случае относятся:
- тормозная жидкость;
- масло для различных деталей;
Обратите внимание: иметь в наличии нужно масло для каждой детали – для вилки, цепи, педалей и так далее. - растворители;
- очистители;
- гидравлическое масло.
Все эти расходные материалы помогут не только качественно отремонтировать велосипед, но и поддерживать свое транспортное средство практически в идеальном состоянии. Особое внимание нужно уделить смазочным материалом – выбор их на рынке просто огромный, доверять продавцам можно, но с опаской. Чтобы не ошибиться, следует запомнить следующие рекомендации специалистов:
- Любая жидкая смазка (масло И5А, например) подходит только для обработки барабана задней втулки и цепи. У такой смазки есть индивидуальная особенность – она отлично подходит для точечного применения. Но есть и один критический момент – если планируется кататься на велосипеде в холодное время года, то жидкую смазку применять нельзя, так как при минусовых температурах она быстро твердеет и затрудняет работу механизмов.
- Если времени для проведения полноценных ремонтных работ нет, а необходимо срочно смазать цепь и тросики, то можно использовать аэрозольные смазки. Они моментально восстанавливают работу всех шарнирных соединений, в эксплуатации просты – с работой справится даже ребенок.
- Для обработки резьбы и подшипниковых узлов оптимальным вариантом станет использование густой смазки.
Блок: 2/4 | Кол-во символов: 2358
Источник: https://sportzoom.ru/remont-velosipeda-svoimi-rukami/
Виды пружинных резьбовых вставок
Проволочные вставки для ремонта резьбовых отверстий имеют форму упругой спирали, витки которой формируют с внутренней стороны высокоточный ромбический профиль, который аналогичен профилю резьбы. Большинство продаваемых ввертышей имеют поводковый язычок, служащий для их ввинчивания в подготовленную приемную резьбу. После монтажа он легко отделяется по надрезу при помощи специального обламывателя.
Пружинные футорки имеют разное количество витков и соответственно разную длину, которая обозначается 1d, 1.5d, 2d и т.д., где d – диаметр спирали. Выпускаются также специальные виды вставок, например, для свечной резьбы или кислородных датчиков. На изготовление резьбовых вставок идет особо прочная высококачественная сталь, преимущественно нержавеющая, что позволяет получить надежную резьбу, устойчивую к износу, деформации и коррозии.
Блок: 3/5 | Кол-во символов: 884
Источник: https://Krepcom.ru/blog/poleznye-sovety/kak-vosstanovit-sorvannuyu-vnutrennyuyu-rezbu/
Как перебрать велосипед своими руками
Чтобы грамотно перебрать велосипед, нужно знать и предназначение каждой детали и уметь внимательно осматривать их.
Рама велосипеда
Самое важное в уходе за рамой велосипеда – содержание ее в чистоте. Поэтому перед тем как приступать к переборке транспортного средства нужно тщательно очистить раму от загрязнений, пыли и отшелушившейся краски, чтобы эти частицы не попали в механизмы и не привели их в негодность. Оптимальным вариантом для очищения рамы велосипеда будет ее мытье мыльным теплым раствором.
Избежать проблем при эксплуатации велосипеда можно только при тщательном осмотре раны на предмет наличия трещин и сколов. Специалисты рекомендуют особое внимание при осмотре уделять верхним перьям заднего треугольника, рулевому стакану, задней подвеске и кареточной трубе. Если при осмотре рамы велосипеда обнаруживаются потертости и сколы краски, то их нужно устранить – целесообразно использовать для этого краску из баллончика, предварительно очистив место от ржавчины, пыли и остатков краски.
Рулевая колонка
Правила переборки рулевой колонки велосипеда зависят только от ее типа – если установлена интегрированная колонка, то понадобится лишь смазать ее, а вот при полуинтегрированной рулевой колонке с шарикоподшипниковым механизмом нужно будет заменить не только смазку, но и шарики. Есть даже прямой признак необходимости замены деталей – при эксплуатации велосипеда будет явно слышен скрип рулевого стакана и появятся проблемы с поворотом колеса.
Подвеска велосипеда
Обязательно при обслуживании двухколесного транспортного средства особое внимание уделяется вилке – нужно регулярно очищать ноги пыльники от дорожной грязи, при необходимости проводить замену сальников, поршней, пружин и смазочного материала.
Обратите внимание: при обслуживании вилки велосипеда очень важно не повредить кольцевые пружинки – они выполняют роль защиты от частиц пыли и внешней грязи.
Мастера не рекомендуют самостоятельно чистить и ремонтировать подвеску – ее механизм достаточно сложный и требует наличия определенных знаний и опыта. Но даже если перебрать подвеску получилось самостоятельно, то замену картриджей пусть проводит профессионал.
Кассета, цепь, система, переключатели передач и трещотка – перебираем трансмиссию
В регулярном уходе нуждается и велосипедная цепь – ее снимают с помощью специальной выжимки, если на цепи имеется замок, а если он отсутствует, то процесс осуществляется вручную. Цепь очищается от грязи, проверяется ее натяжение, смазываются ролики – это необходимый минимум работы, которую нужно провести.
Систему нужно очистить с помощью специального растворителя (этой жидкостью можно пользоваться и при работе с цепью). Обязательно нужно проследить, чтобы при сборке системы звездочки были поставлены в нужном порядке – ориентируйтесь по специальному пину на средней звезде, который должен «смотреть» на каретку.
Набор задних звезд (они называются кассетой) нужно снять с помощью съемника и тщательно очистить их от грязи и пыли – эта работа не представляет сложности даже для малоопытного велосипедиста.
Переборка трещотки заключается в промывании и смазывании промышленного подшипника, если установлен шариковый механизм, то он внимательно осматривается, при необходимости детали заменяют. После такого обслуживания велосипедный механизм будет работать намного лучше.
От переключателей передач зависит комфорт велосипедиста при движении транспортного средства. Не рекомендуется самостоятельно производить их обслуживание, лучше доверить работу профессионалам. Но если решено своими руками перебрать переключатели передач, то понадобится правильно настроить винты, которые ограничивают ход лапки. Обязательно обратите внимание на правильную установку механизма по отношению к системам и звездам. Нельзя забывать и о регулярной проверке натяжения троса.
Каретка
Вообще, конструкция каретки выполнена таким образом, что не подлежит разборке. А в реальности многие мастера разбирают ее для проведения текущего обслуживания.
Обратите внимание: если осуществляется переборка каретки, то нужно запомнить исходное расположение всех ее деталей и чашек промышленных подшипников – они при сборке должны встать точно в свои места.
Тросики и манетки
Особенность манеток в том, что они при эксплуатации велосипеда испытывают минимальную нагрузку – это позволяет проводить их обслуживание один раз за весь сезон. При работе с ними нужно будет почистить весь механизм, смазать его. Нельзя забывать и о тросиках – их протирают специальным маслом, что обеспечивает их мягкое скольжение внутри механизма.
Тормозные ручки, гидролинии и калиперы – тормозная система
Тормоза велосипеда – это безопасность эксплуатации транспортного средства, поэтому при обслуживании им нужно уделять особое внимание. Специалисты считают, что при переборке велосипеда работа с тормозной системой – самый важный процесс.
Работа с тормозной системой должна осуществляться в трех направлениях:
- Проверка поршней, переборка калиперов и при необходимости замена деталей на новые. Обнаружить проблемы в работе калиперов очень легко – велосипедист отметит «проваливание» тормозной ручки и неоправданно долгое торможение транспортного средства.
- Тормозная ручка должна полностью разобраться. И хотя ее устройство простое (ручка, корпус и поршень), могут случиться проблемы – например, часто из строя выходят уплотнительные кольца. В случае обнаружения такой проблемы, кольца подлежат полной замене.
- Проверка тормозной жидкости в гидролинии. Обязательно этот этап нужно провести, потому что даже изменение структуры тормозной жидкости (она часто теряет свою однородность) может привести к сбоям в работе тормозной системы.
Педали
Педали – самая нежная часть всего велосипеда, а вот нагрузка на них оказывается всегда максимальная. Чтобы проверить их работу, достаточно будет рукой прокрутить их. Если педали крутятся слишком медленно или слишком быстро останавливаются, значит нужно их разобрать и смазать. Этот процесс осуществляется классически – разборку проводят с торца, внимательно осматривая подшипниковый механизм.
Обратите внимание: на некоторых моделях велосипедов стоят контактные педали. При их переборке очень важно тщательно смазать пружинки, в противном случае, обувь будет защелкиваться слишком туго.
Втулки, спицы, обода – переборка колес
Колеса также относятся к деталям велосипеда, которые постоянно испытывают повышенные нагрузки. Что следует учесть при переборке колес:
- втулки с промышленными подшипниками нужно перебирать 1 раз в два сезона – запас прочности у них просто огромен;
- втулки с шарикоподшипниками перебирают перед каждым сезоном – шарики могут быть с вмятинами и потертостями, что подразумевает их замену;
- обода проверяют на искривление и в случае обнаружения этой проблемы вытягивают спицы в противоположную сторону.
Блок: 3/4 | Кол-во символов: 6776
Источник: https://sportzoom.ru/remont-velosipeda-svoimi-rukami/
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Шаг 1 – Сверление
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Блок: 4/5 | Кол-во символов: 1327
Источник: https://Krepcom.ru/blog/poleznye-sovety/kak-vosstanovit-sorvannuyu-vnutrennyuyu-rezbu/
Уровень изнашиваемости деталей
Велосипедистам нужно знать не только особенности ремонта и регулярного обслуживания своего транспортного средства. очень важно вовремя обращать внимание на износ некоторых деталей и сразу же устранять проблемы. На какие детали велосипедов рекомендуют обращать внимание специалисты:
- подшипники;
- трансмиссия;
- рама;
- тормозная система;
- колеса;
- подвесы.
Блок: 4/4 | Кол-во символов: 380
Источник: https://sportzoom.ru/remont-velosipeda-svoimi-rukami/
Преимущества применения ремонтных вставок
Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках. Это достигается за счет ее пружинных свойств и небольшой разницы в диаметре вставки и диаметре резьбы в отверстии. Вкрученная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы. Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях. С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Полезные советы
Блок: 5/5 | Кол-во символов: 1593
Источник: https://Krepcom.ru/blog/poleznye-sovety/kak-vosstanovit-sorvannuyu-vnutrennyuyu-rezbu/
Проверяется плавность хода переднего и заднего колес. Заедания и пробуксовывания в соединениях не допускаются. Подтягиваются резьбовые соединения. Проверяется давление в шинах. Покрышки должны плотно прилегать к бортам ободьев по всей окружности. Выверяется центровка колес. Производится проверка натяжения цепи. Тормоза должны действовать без заедания, обеспечивать плавное и полное торможение. Проверяется наличие и исправность всего снаряжения велосипеда.
Блок: 5/55 | Кол-во символов: 465
Источник: https://volkoff.okis.ru/velo10.html
При стуке, скрипе и других звуках, возникших в течение дня в ходовых узлах, надо обязательно выяснить причину появления этих звуков, узел разобрать и заменить вышедшие из строя детали: сломавшиеся сепараторы или конуса, лопнувшие шарики, поврежденные оси или вал каретки.
Блок: 6/55 | Кол-во символов: 278
Источник: https://volkoff.okis.ru/velo10.html
Наиболее уязвимые места любого велосипеда — это его шины. Часто лопаются спицы, особенно на щебеночных и тряских дорогах. Случаются поломки узлов переключения передач (трещотка втулки заднего колеса и собственно переключатель), узлов, непосредственно несущих на себе основной груз (замок седла, багажник).
Блок: 8/55 | Кол-во символов: 312
Источник: https://volkoff.okis.ru/velo10.html
Если камера выпускает воздух медленно, прежде всего проверяют вентильную резинку и в случае повреждения ее меняют. Если же она цела, значит, где-то есть мельчайший прокол (или проколы). Некоторые велотуристы и тут не спешат менять камеру. Они внутрь запускают 2-3 кубических сантиметра воды, которые, создав тонкую пленку на внутренней стенке камеры, забивают микроотверстия. Такая мера позволяет доехать до привала. Если же воздух выходит быстро, ставят запасную новую камеру. Причиной прокола камеры может оказаться и конец спицы, про- шедший через резиновую ленту обода. В тот же вечер на биваке прохудившуюся камеру надо заклеить.
Блок: 9/55 | Кол-во символов: 642
Источник: https://volkoff.okis.ru/velo10.html
Некоторые заклеивают камеры тонкой липкой пленкой («скотчем»). На накачанную камеру накладывают заплаты одна поверх другой (крест-накрест). Когда кончаются заплаты в велоаптечках, вырезают кусок резины из старой камеры. Вставлять отремонтированную камеру нужно обязательно сухую и чистую. При замене камеры внутреннюю поверхность покрышки надо очистить от части- чек резины и пыли, а вставляемую камеру припудрить тальком, особенно в месте заплаты.
Блок: 10/55 | Кол-во символов: 456
Источник: https://volkoff.okis.ru/velo10.html
Если воздух проходит под вентилем и затяжка крепежной гайкой ничего не дает, надо освободить гайку, вынуть корпус вентиля из камеры, зачистить поверхность вокруг вентильного отверстия шкуркой, вставить вентиль обратно и вокруг него наклеить заплату с диаметром отверстия чуть меньшим, чем диаметр стержня вентиля. Заплата затем прижимается гайкой. Он же предлагает простую замену колпачка вентиля камеры, который часто теряется. Вместо него можно взять отрезок полиэтиленовой трубки длиной 1-1,5 см, один конец оплавить на пламени и сдавить плоскогубцами. Получится очень простой заменитель колпачка.
Блок: 11/55 | Кол-во символов: 607
Источник: https://volkoff.okis.ru/velo10.html
Ремонт «однотрубки», как мы уже говорили, — дело более трудоемкое, но и тут умельцы нашли выход. Они предлагают брать в поход обычный медицинский шприц емкостью 2-5 кубических сантиметров с толстой иглой, которая отпиливается так, чтобы остался кусок иглы длиной 2-3 мм, конец обтачивается. При проколе трубки в шприц набирается свежий незагустевший резиновый клей, остаток иглы вводится в прокол и клей выдавливается, смазывая наружную поверхность камеры и корд в месте прокола. Для лучшего растекания клея «однотрубка» слегка приминается, затем кладется под небольшой груз или зажимается 3-4 бельевыми прищепками. В таком положении «однотрубки» клей подсыхает 5 часов (а лучше больше), после чего «однотрубка» слегка накачивается и досушивается еще 10 часов. Клей типа «Момент» всю операцию сокращает во времени. Можно «однотрубки» клеить, и не снимая их с колеса. Введя клей, колесо поворачивают и ставят так, чтобы оно придавило своим весом поврежденное место шины к полу. После заклейки шприц и иглу надо очистить от клея и вставить в отверстие иглы кусочек проволочки. Авторам этого метода удается восстанавливать «однотрубки» после 3-4 проколов (но не разрывов камер) и эксплуатировать их до полного износа.
Блок: 12/55 | Кол-во символов: 1221
Источник: https://volkoff.okis.ru/velo10.html
В многодневный поход лучше выезжать на малоизношенных покрышках. С собой обычно берут не целую запасную покрышку, а кусок ее — длиной 30-40 см (некоторые применяют оболочку от «однотрубки» гоночных велосипедов). При больших пробоях или порезах покрышки заплата, кроме того, прошивается по бокам дратвой, капроновой ниткой или тонкой леской таким образом, чтобы шов заправлялся в обод колеса. После заклеивания заплату слегка припудривают тальком. Если и после этой операции разрыв покрышки увеличивается, в качестве временного выхода из положения (на 1-2 суток) можно покрышку вместе с ободом обвязать киперной лентой, одновременно нанося клей «Момент», затем снять тормозные колодки переднего тормоза (понятно, что «больная» покрышка должна оказаться на переднем колесе как менее нагруженном). Так как в распоряжении велотуриста остается только один тормоз, ехать необходимо с предельной осторожностью, скорость не развивать.
Блок: 13/55 | Кол-во символов: 933
Источник: https://volkoff.okis.ru/velo10.html
Если порвалось проволочное кольцо покрышки, то в месте разрыва загибают концы, а между образовавшимися петлями вставляют кусок стальной проволоки той же толщины так, чтобы длина всего кольца не изменилась.
Блок: 14/55 | Кол-во символов: 213
Источник: https://volkoff.okis.ru/velo10.html
Обрывы спиц случаются в первую очередь из-за неодинакового натяжения, так что предупреждать их обрывы следует прежде всего правильной их натяжкой, не допуская ослабления и перетяжки. Толщина спиц отечественных гоночных, спортивно-туристских и дорожных велосипедов колеблется от 1,8 до 2,3 миллиметров. В сложных походах, с участками маршрута по грунтовым дорогам лучше всего использовать спицы дорожных велосипедов. При замене спицы одной толщины спицами другой нужно иметь в виду, что должны быть соответствующими и ниппеля.
Блок: 15/55 | Кол-во символов: 532
Источник: https://volkoff.okis.ru/velo10.html
Если оборвалась одна спица в заднем колесе или две спицы в переднем, замену можно отложить до привала. Оборванную спицу нужно или удалить, или перекусить у основания, но не загибать за соседние спицы (пассатижи или кусачки входят в набор самых ходовых инструментов механика и всегда находятся у него под рукой). При выходе из строя большего количества спиц замену нужно произвести на месте, иначе на привал можно приехать с изрядной «восьмеркой».
Блок: 16/55 | Кол-во символов: 453
Источник: https://volkoff.okis.ru/velo10.html
Вместо целой спицы в крайнем случае можно использовать два обломка спиц (один с головкой, другой с резьбой), соединенных концами, загнутыми в виде карабинчиков.
Блок: 17/55 | Кол-во символов: 167
Источник: https://volkoff.okis.ru/velo10.html
Для определения биения обода в условиях похода нужно иметь толстый красный карандаш, кусок мела или другого пишущего материала. Для исправления «восьмерки» велосипед ставят на руль и седло. Колесо с «восьмеркой» раскручивают и приставляют к нему около пера вилки карандаш. На участке обода, где остался след карандаша, ослабляют натяжение нескольких спиц на стороне карандашного следа, причем больше всего ослабляют спицу, ниппель которой оказался в середине карандашной черты (на 1-3 оборота в зависимости от величины биения), меньше всего — на краях линии (на 0,5 оборота). А ниппеля спиц, идущих с того же участка обода на другой фланец втулки, на столько же оборотов подтягивают. Затем снова проверяют карандашом центровку обода и корректируют натяжение спиц.
Блок: 18/55 | Кол-во символов: 770
Источник: https://volkoff.okis.ru/velo10.html
Для устранения радиального биения также с помощью карандаша ослабляют спицы обоих фланцев втулки на том участке обода, где он «уходит» к центру колеса (тоже больше всего — в центре следа карандаша, уменьшая число оборотов ниппелей в обе стороны от следа), и подтягивают в месте выпуклости обода.
Блок: 19/55 | Кол-во символов: 302
Источник: https://volkoff.okis.ru/velo10.html
Устранив радиальное биение, снова проверяют и устраняют боковое биение. Обод считается отцентрированным, если боковое и радиальное биения не превышает 1 мм.
Блок: 20/55 | Кол-во символов: 163
Источник: https://volkoff.okis.ru/velo10.html
После подтягивания спиц, выступившие их концы подтачивают напильником или надфилем, чтобы они не прокололи камеру. Не следует оставлять ни одного ниппеля с поврежденными гранями, замене подлежат и заржавевшие ниппеля. Каждый ниппель должен надежно захватываться ключом и поворачиваться на резьбе спицы.
Блок: 21/55 | Кол-во символов: 309
Источник: https://volkoff.okis.ru/velo10.html
Лобовые удары колес иногда приводят к появлению вмятин обода, которые можно попытаться выправить при накачанной шине: подставку из твердого дерева приложить к выступающей части погнутости борта и ударить по ней молотком.
Блок: 23/55 | Кол-во символов: 227
Источник: https://volkoff.okis.ru/velo10.html
При появлении небольших поперечных трещин в ободе колеса и отсутствии в групповом ремнаборе запасного обода нужно наложить на ближайшие к трещине четыре спицы металлическую планку, изготовленную в предпоходный период. Накладывается планка на обод при снятой шине. Так как шаг ниппельных отверстий в ободе неодинаков, необходимо изготовить две планки 207х12 мм.
Блок: 24/55 | Кол-во символов: 367
Источник: https://volkoff.okis.ru/velo10.html
Если в результате падения или наезда на препятствие согнулся обод, сначала снимают шину, ослабляют все спицы, затем осторожно выпрямляют на твердой поверхности (на асфальте), нажимая ногами на противоположные от оси стороны колеса. После этого меняют поврежденные спицы и исправляют оставшуюся «восьмерку» ниппельным ключом.
Блок: 25/55 | Кол-во символов: 331
Источник: https://volkoff.okis.ru/velo10.html
Самая частая неисправность передних и задних втулок — ослабление или, наоборот, излишняя затяжка шарикоподшипников конусами. Это обнаруживается, в первом случае, по слишком большому люфту колеса, во втором — по тяжелому ходу велосипеда. Нужно отвернуть гайки крепления колес, подтянуть или ослабить конус втулки, затянуть контргайку. Если во втулке слышен стук, потрескивание, ощущается заедание, то нужно посмотреть, не повреждены ли шарики или конуса — если да, их надо немедленно заменить. Величина люфта в пределах оборота колеса бывает переменной: это значит, что шарики потеряли сферичность, износились, и всех их надо заменить. При этом следует убедиться в отсутствии вмятин и раковин на беговых дорожках конусов и втулок. Так как для легкости хода необходимо, чтобы шарики отличались по диаметру не более чем на плюс-минус 10 микрон, комплект лучше взять из одного подшипника. При последующих переборках нежелательно смешивать шарики левой и правой сторон. Отсутствие хотя бы одного шара приводит к увеличению нагрузок на подшипники и снижению долговечности шаров, конусов, втулок.
Блок: 26/55 | Кол-во символов: 1096
Источник: https://volkoff.okis.ru/velo10.html
Если педали спортивно-туристской машины начинают свободно прокручиваться вперед, это чаще всего означает, что сломались пружинки «собачек» трещотки, реже — сами «собачки». Сломанные детали приходится сразу заменять. Чтобы избежать такой вынужденной остановки в самом неподходящем месте, велотуристы при осмотре велосипеда ежедневно проверяют работу храповика, медленно поворачивая колесо и прислушиваясь, слышен ли двойной щелчок «собачек», отбрасываемых пружинами в пазы ступицы. Так как пружинок часто не хватает, нужно в поход взять кусок тонкой стальной проволоки или струны музыкальных инструментов. В крайнем случае, вместо пружинок можно вставить кусочки ниппельной резинки, поролона или другого пружинящего материала.
Блок: 27/55 | Кол-во символов: 732
Источник: https://volkoff.okis.ru/velo10.html
Самый сложный момент при манипуляциях со ступицей трещотки — установка ее на корпус втулки, поскольку нужно прижать отбрасываемые пружинками «собачки». Некоторые используют для этого простое приспособление: у старой спицы откусывают головку с загнутым концом, расплющивают концы и подтачивают их напильником с боков, перегибают спицу пополам. Концами спицы при установке ступицы прижимают «собачки». Есть еще более простой способ: обмотать корпус ступицы вместе с «собачкой» несколькими витками нитки, которую после установки ступицы осторожно вынуть.
Блок: 28/55 | Кол-во символов: 558
Источник: https://volkoff.okis.ru/velo10.html
При поломке самих «собачек» и отсутствии запасных остается сделать «сухарь» — вставить в гнездо, в котором находилась «собачка», металлический предмет (гайку, винт), который намертво заклинит ступицу. В этом случае дальше придется ехать без свободного хода.
Блок: 29/55 | Кол-во символов: 264
Источник: https://volkoff.okis.ru/velo10.html
Желательно на все втулки заднего колеса спортивно-туристских велосипедов, даже старых моделей, поставить спицезащитные диски. Если же таковых нет, а щечки роликов переключателя при переходе на самую большую ведомую звездочку оказываются ближе 3 мм от спиц, нужно, прежде всего, отрихтовать «ухо» наконечника цепной вилки рамы, на котором крепится задний переключатель, а также пластины роликов так, чтобы плоскость роликов была перпендикулярна оси втулки. Второй путь — снять со ступицы все звездочки и перед тем, как их ставить обратно, надеть на ступицу кольцо из проволоки.
Блок: 30/55 | Кол-во символов: 583
Источник: https://volkoff.okis.ru/velo10.html
Может быть и так, что, несмотря на завертывание или отвертывание стопорных винтов, фиксирующих крайнее положение цепи на ведомых звездочках, она все равно соскакивает со звездочек. В этом случае нужно на стопорные винты навернуть контргайки.
Блок: 31/55 | Кол-во символов: 248
Источник: https://volkoff.okis.ru/velo10.html
Если в результате аварии сломались штифты, соединяющие правую и левую щеки переключателя, можно их соединить винтами М2 или, на худой конец, проволокой.
Блок: 32/55 | Кол-во символов: 159
Источник: https://volkoff.okis.ru/velo10.html
Хуже, если отломалось само «ухо» наконечника рамы, к которому привинчивается переключатель. Впрочем, и в этом случае можно найти выход: на оси задней втулки (под наружную затяжку гайки) закрепляется на шестигранном отверстии (под ключ №14) комбинированный («семейный») ключ, среднее шестигранное отверстие которого вместе с шайбой и контргайкой М10 используется под крепление болта переключателя. На самый худший случай придется укоротить цепь, поставить ее на среднюю ведомую звездочку.
Блок: 33/55 | Кол-во символов: 494
Источник: https://volkoff.okis.ru/velo10.html
Если цепь при педалировании соскальзывает с одного зубца ведомой звездочки на другой, это чаще всего говорит о неодинаковом износе цепи и звездочки. В большинстве случаев удается выйти из положения без замены деталей: звездочка, на которой соскальзывает цепь, переворачивается на корпусе ступицы на 180°.
Блок: 34/55 | Кол-во символов: 311
Источник: https://volkoff.okis.ru/velo10.html
При падении и ударах возможна деформация ободка (венца) ведущей звездочки, что вызывает соскакивание цепи. Выправлять ободок удобно рычагом на месте, не снимая звездочку с вала каретки, -просунуть металлический стержень плоского сечения (или большой напильник) в ближайшее отверстие звездочки и осторожно отогнуть погнутые края. Контролировать результат следует пластинкой, положенной на перья цепной вилки рамы, равномерно вращая вал каретки.
Блок: 35/55 | Кол-во символов: 450
Источник: https://volkoff.okis.ru/velo10.html
Слишком большой люфт или, наоборот, заедание, тяжелый ход, скрип каретки свидетельствуют о том, что не отрегулировано положение чашек в каретке. Стук, заедание в каретке может сигнализировать и о поломке шариков или сепараторов. Надо также внимательно осмотреть вал каретки: на нем могут оказаться царапины, щербины. Во всех этих случаях детали подлежат замене.
Блок: 36/55 | Кол-во символов: 368
Источник: https://volkoff.okis.ru/velo10.html
Поскрипывание в каретке при езде может быть также результатом слабой затяжки клина шатуна. Надо забить его сильнее и затянуть гайку. Если педаль в верхнем положении слегка проскакивает вперед, значит, опять-таки не затянут клин шатуна. Если клин шатуна требует замены, а запасного нет, можно вырезать из жести или другой тонкой металлической пластины подложку по длине клина и загнать с противоположной стороны его скоса.
Блок: 37/55 | Кол-во символов: 428
Источник: https://volkoff.okis.ru/velo10.html
Наиболее простой способ выправления погнутого шатуна — одним краем металлического стержня или крепкой палки упереться в перо цепной вилки, а другим — в шатун и легкими рывками выпрямить шатун (чтобы не повредить краску на пере вилки, между ним и рычагом должно быть несколько слоев материи, кусок камеры или кожи). Другой способ: крепко привязать шнуром или проволокой эту палку к шатуну и выпрямлять его.
Блок: 38/55 | Кол-во символов: 412
Источник: https://volkoff.okis.ru/velo10.html
Когда ломается ось педали, единственный выход из положения -ее замена. Поэтому в велопоходы надо обязательно брать запасные оси. Если же все-таки осей педалей не оказалось, можно использовать ось переднего или заднего колеса, зажав ее в шатуне с обеих сторон конусом и осевой гайкой, а затем обмотав матерчатой лентой или лейкопластырем. Так можно доехать до ближайшей мастерской или магазина с запчастями.
Блок: 39/55 | Кол-во символов: 413
Источник: https://volkoff.okis.ru/velo10.html
При заедании троса переключателя или тормоза надо разобраться в причине заедания. Прежде всего — не придавлен ли трос другими деталями велосипеда (например, сползшим багажником) или грузом. Затем надо прочистить рубашку троса и устранить вмятины на ней, если такие есть. Проверить, нет ли повреждений на самом тросе, не начала ли расплетаться одна из его ниток. В этом случае ее нужно отделить от остальных до конца троса. Какое-то время трос может работать и без двух-трех ниток. Трос может заедать из-за чрезмерного трения о внутренние стенки рубашки. В этом случае его надо перед пропуском в рубашку смазать графитовой или другой смазкой. Если трос порвался на свободном отрезке (где нет рубашки), его можно связать узлом. При отсутствии запасного велосипедного троса его может заменить мотоциклетный трос, даже струна музыкального инструмента.
Блок: 40/55 | Кол-во символов: 863
Источник: https://volkoff.okis.ru/velo10.html
При износе тормозных колодок более чем наполовину их надо заменить, особенно в горных походах. При этом следует убедиться, что неокантованный торец резинового вкладыша обращен назад.
Блок: 41/55 | Кол-во символов: 189
Источник: https://volkoff.okis.ru/velo10.html
Раскачавшийся багажник немного укрепит П-образно согнутая металлическая трубка или прут, плотно примотанный к стойкам и платформе багажника.
Блок: 42/55 | Кол-во символов: 147
Источник: https://volkoff.okis.ru/velo10.html
Если из седла выскочили заклепки, их нужно заменить винтами с потайной головкой. Для седла с порвавшейся обшивкой можно сделать покрышку из тряпки и куска полиэтилена (сверху). Если у пружины седла оторвался ее кончик, нужно отделить крайний виток пружины и согнуть новый крючок. Если пружины порвались в середине, можно также отделить крайние витки, сделать два крючка и прочно соединить их пассатижами.
Блок: 43/55 | Кол-во символов: 411
Источник: https://volkoff.okis.ru/velo10.html
Если велосипед при езде «ведет» в сторону и это не вызвано неравномерным распределением груза в левом и правом отсеках велобаула, необходимо восстановить стабилизацию самого велосипеда. Для этого на безопасном участке или на площадке нужно проехать на пустом велосипеде и попробовать отпустить руль. Предположим, для сохранения прямолинейного движения приходится отклонять свой корпус вправо. Для устранения этого явления нужно отогнуть перья передней вилки в ту сторону, в какую пришлось отклонить корпус, — то есть вправо. Велосипед переворачивается вверх колесами, с него снимается переднее колесо, руль поворачивается так, чтобы правое (в нашем примере) перо вилки было ближе к каретке. Затем надо встать над велосипедом и поочередно потянуть перья вилки на себя, отогнув каждое примерно на 0,5-1 сантиметр у их концов так, чтобы сохранить прежнее расстояние между наконечниками. (Прежде чем начать отгибать, нужно убедиться, что вы не перепутали правое перо вилки с левым.) После проделанных операций следует повторить эксперимент с отпусканием руля на ходу. Если велосипед едет прямо и не надо наклонять корпус ни в одну, ни в другую сторону, значит, стабилизация восстановлена.
Блок: 44/55 | Кол-во символов: 1191
Источник: https://volkoff.okis.ru/velo10.html
От лобового удара в какое-то препятствие может погнуться вилка переднего колеса. Если одно перо вилки отклонилось относительно прежнего положения назад (в сторону велосипеда), между перьями заводят крепкую палку и, действуя ею, как рычагом, легкими рывками выпрямляют перо. Можно привязать палку к согнутому перу вдоль него и выпрямить его независимо от «здорового» пера.
Блок: 45/55 | Кол-во символов: 378
Источник: https://volkoff.okis.ru/velo10.html
Если перо вилки погнулось в боковом направлении, его можно выправить наложением двух шин из твердого дерева, прикрутить несколько витков толстой мягкой проволоки (алюминиевой, медной) и стягивать ее плоскогубцами.
Блок: 46/55 | Кол-во символов: 220
Источник: https://volkoff.okis.ru/velo10.html
При появлении трещины в раме или вилке нужно наложить бандаж из палок, отверток, ключей, замотать изоляционной лентой, прочной проволокой. В лопнувшую раму вставляют отрезок палки твердой породы дерева или трубы. В зависимости от диаметра рамы отрезок трубы вставляют внутрь нее (при этом, возможно, придется делать вырез рамы) или снаружи (если отрезок трубы шире трубы рамы). Место соединения крепко заматывается изоляционной лентой, проволокой. В первой же мастерской или кузнице раму надо надежно заварить.
Блок: 48/55 | Кол-во символов: 517
Источник: https://volkoff.okis.ru/velo10.html
Для гаек, которые испытывают большие нагрузки (замка седла, подседельного болта), чтобы их не повредить, лучше применять накидные ключи, которые обхватывают все грани гайки.
Блок: 49/55 | Кол-во символов: 180
Источник: https://volkoff.okis.ru/velo10.html
Немало хлопот доставляют резьбовые соединения, особенно если детали делаются из металла более мягкого, чем требует нагрузка того или иного узла. В таких местах используют широкие гайки либо навинчивают две (с целью увеличения площади резьбового соединения).
Блок: 50/55 | Кол-во символов: 262
Источник: https://volkoff.okis.ru/velo10.html
Если резьба на оси или винте уже сорвана, навинчивают две гайки вместе, которые благополучно пройдут поврежденное место, либо перемещают место затяжки гайки на неповрежденный участок оси или болта.
Блок: 51/55 | Кол-во символов: 204
Источник: https://volkoff.okis.ru/velo10.html
С ремонтом в походе велотехники, произведенной в дальнем зарубежье, дело обстоит несколько иначе. Два существенных обстоятельства диктуют другой подход к проблеме ремонта в дороге. Первое. На фирменные велосипеды, как мы говорили, все чаще ставят неразборные, «необслуживаемые» узлы: втулки заднего колеса с трещоткой и блоком (кассетой) ведомых звездочек, кареточные узлы, педали и т.д. Второе обстоятельство: на территории нашей страны где-нибудь в глубинке заграничный велосипед труднее отремонтировать, чем отечественный. Эти обстоятельства переносят центр тяжести обслуживания велосипеда на предпоходную подготовку. Еще дома надо внимательно осмотреть велосипед, и изношенные детали, а также узлы, у которых рабочий ресурс подходит к концу, лучше заменить на новые. Рискованно брать в наши малонаселенные районы велосипеды с карбоновыми колесами, с дюралевыми, титановыми, карбоновыми рамами, лучше ехать на велосипедах со стальными и хромомолибденовыми рамами, которые можно заварить во многих населенных пунктах. Особенно уязвимы для боковых ударов композитные рамы и колеса.
Блок: 52/55 | Кол-во символов: 1089
Источник: https://volkoff.okis.ru/velo10.html
Нельзя рассчитывать и на то, что какую-нибудь деталь зарубежного велосипеда можно отыскать в нашей глубинке у местных владельцев велосипедов. Тут уж приходится полагаться на себя и свои запчасти.
Блок: 53/55 | Кол-во символов: 202
Источник: https://volkoff.okis.ru/velo10.html
Во избежание преждевременного выхода оборудования из строя, следует по возможности избегать покупать с рук узлы и детали неизвестного происхождения. Как показала печальная практика, навесные элементы малознакомых и особенно «левых» фирм не выдерживают наших дорог и нагрузок. Чтобы свести риск поломки к минимуму, лучше ставить на велосипед (и брать в качестве запасных) узлы и детали таких известных фирм, как, например, «Шимано», при этом чем выше будет группа «навески» и чем она дороже, тем, стало быть, качественнее материалы, технология изготовления, защитное покрытие, тем надежнее окажется оборудование на маршруте.
Блок: 54/55 | Кол-во символов: 630
Источник: https://volkoff.okis.ru/velo10.html
Сейчас появились цепи, в которые введена специальная силиконовая смазка, не вымываемая дождем. Использование таких цепей в наших климатических условиях особенно актуально. Целесообразно также заменить металлические ролики переключателя пластиковыми, не подверженными коррозии.
Блок: 55/55 | Кол-во символов: 279
Источник: https://volkoff.okis.ru/velo10.html
Количество использованных доноров: 3
Информация по каждому донору:
- https://Krepcom.ru/blog/poleznye-sovety/kak-vosstanovit-sorvannuyu-vnutrennyuyu-rezbu/: использовано 5 блоков из 5, кол-во символов 5650 (15%)
- https://volkoff.okis.ru/velo10.html: использовано 50 блоков из 55, кол-во символов 22952 (60%)
- https://sportzoom.ru/remont-velosipeda-svoimi-rukami/: использовано 3 блоков из 4, кол-во символов 9514 (25%)
Что делать если сорвало внутреннюю резьбу. Восстановление (ремонт) резьбы
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие
до диаметра, указанного в приведённой ниже таблице 2.
Нарезать в нём резьбу
особого профиля специальным метчиком 3.
Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку
из прочной нержавеющей стали, с помощью специального инструмента.
Резьбовая вставка
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена
Резьбовая вставка вкручена
Если сорвана резьба под , иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением , остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок — в латунных . Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть ). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России , появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в .
Видео — как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы
1.
Сверло
Диаметр сверла выбирается из таблицы.
Таблица подбора диаметров свёрл для наиболее распространённых резьбовых отверстий
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |
2.
Метчик
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.
3.
Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
4.
Вставка ремонтная
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем. Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла. 2. Нарезать резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий. Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику. 3. Промыть полученную резьбу керосином. 4. Надеть на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок.
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность. Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями.
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Крепление петли капота
Иногда этот дефект возникает в отверстии, к которому крепится петля капота. Поступаем точно так же, как и с выхлопным коллектором.
Крепежный болт закрепляем в тисках и выполняем паз на его стержне, добавляя смазки, после чего закручиваем его от руки, пока это возможно.
Далее процесс продолжаем с помощью гайковерта, несколько раз заворачивая и отворачивая самодельный метчик.
При этом, разрезанные профили его резьбы, приводят в порядок профиль в отверстии, выполняя функции метчика. Вынув болт, можно убедиться, что резьба на нем и внутри в полном порядке. Болт в него теперь легко вкручивается от руки. Если затем его поджать гайковертом, то он обеспечит необходимое усилие затяжки.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
Необходимые инструменты и материалы
Для работы нам понадобится в первую очередь болт и две гайки к нему. Резьба на этих деталях должна быть в хорошем состоянии. Из инструментов я использовал:
- слесарные тиски;
- небольшой сверлильный станок (в крайнем случае, можно воспользоваться электродрелью) ;
- кернер, сверло;
- гаечные ключи соответствующего размера.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.
Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Холодная сварка сегодня применяется крайне часто. После застывания полученная паста становится прочной и твердой. Она применяется в нижеприведенных случаях:
- Соединение не подвергается вибрации.
- При восстановлении неответственных деталей.
При применении специальной пасты можно получить практически любую поверхность. Это связано с тем, что до полного застывания она находится в пластичном состоянии.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Из-за нарушения целостности конус свечи или уплотнительное кольцо не в состоянии плотно герметизировать цилиндр. Восстановление резьбы может осуществляться несколькими способами, в том числе без снятия с
Операции по техническому обслуживанию машины в большинстве случаев проводятся с откручиванием и затягиванием элементов резьбового крепления. При повреждении таких деталей, как шпилька, гайка и болт, они заменяются на новые. Но ремонт становится более целесообразным при повреждении резьбы в корпусном элементе.
Деталями крепления свечи зажигания не являются, но у них есть присоединительная резьба, которая повреждается в следующих случаях:
- При попадании пыли и грязи. Для предотвращения этого в двигателях с колодцем станет полезным отвернуть свечу на несколько оборотов перед снятием и при помощи кисти или продувки воздухом удалить загрязнения.
- Работа со не обеспечивающим должную фиксацию и приводящим впоследствии к перекосу.
- Затягивание с превышением допустимого усилия, точную величину которого можно найти в инструкции по эксплуатации.
Осуществляется восстановление резьбы различными методами, обладающими собственными нюансами. Для каждого случая подбирается наиболее оптимальный в зависимости от цены, трудозатрат, технологического оснащения и конструкции. Каждый вид ремонта подразумевает соблюдение допуска размера и обеспечения соотношения отверстий.
Для того чтобы осуществить восстановление резьбы в блоке, рациональна установка вставки самонарезного или спирального вида, с наличием фиксирующего пояса, а также заплавление отверстия. Вставка не должна касаться камеры сгорания. В завершение установки производится ее калибровка при помощи метчика для избавления от повреждений, нанесенных во время монтажа.
Как открутить прикипевший болт на колесе
Часто открутить прикипевшую гайку или болт помогает WD 40.
Факт остается фактом, к сожалению, болт или гайка слово намертво сцепились со шпилькой, образовав новое химическое соединение, и не поддаются даже физически крепкому мастеру. В этом случае следует использовать химические средства для борьбы с коррозией. Придут в помощь популярная проникающая жидкость WD-40 или имеющиеся у каждого автомобилиста тормозная жидкость и ANTIFREEZE, в них содержатся гликоли и эфиры, которые эффективно проникают в изделие и прекрасно решают проблему. А также справится бензин (керосин/ солярка). Если есть под рукой растворители красок, например УАЙТ-спирит, то отлично, он тоже разрушает коррозию, правда значительно дольше, чем средства выше.
Несколько способов как открутить прикипевший болт или гайку
Еще один способ борьбы – использование кислоты. Подойдет любая, будь то серная, уксусная или лимонная. Чем выше концентрация кислоты, тем лучше. Как правило, автолюбители используют какое-либо средство (из описанных выше) и применяют метод обстукивания, который позволяет создавать некоторую вибрацию, а она, в свою очередь, дает проникать жидкости глубже. К тому же при частом несильном постукивании ржавчина отходит, и гайка разбалтывается.
Если ничего не помогает, то можно испытать термический способ с использованием газовой горелки или специального электронагревателя.
Для того, чтобы выкрутить прикипевший болт схода развала, используйте , вместо обыкновенного ключа, накидную головку или ключ, которые имеют шесть граней, что позволяет держать деталь цепко и не отвлекаться на другие действия. Этот метод подойдет и для того, чтобы открутить сильно затянутый болт. Если ничего не помогает, то можно испытать термический способ с использованием газовой горелки. Сорвать болт можно предварительно его нагрев, при этом величина гайки увеличивается, внутри запчасти происходит распадение ржавчины, и уже остывший болт откручивается в разы проще. Помните о правилах пожарной безопасности. Самые радикальные способы – высверливание прикипевшего болта, использование болгарки. Применяется сверло меньшего размера, чем в изделии. Высверливается несколько отверстий, вставляется в них зубило. Ударяя по конструкции, происходит распад внутренности гайки. Однако этот метод потребует терпения, и навыков умения обращаться с инструментами. Как видно, способов открутить болт, если он прикипел, вагон и маленькая тележка. Пробуйте, и у вас обязательно получится!
Намертво прикипевшая гайка, это распространенная проблема. С ней часто сталкиваются автомобилисты, сантехники, велосипедисты и слесари. На то, чтобы открутить заржавевшую гайку, всегда затрачивается много сил и времени.
Существует несколько способов, которые облегчат решение такой непростой задачи. Но прежде чем применить разные хитрости ознакомьтесь с причинами, которые приводят к закисанию гайки и техникой безопасности.
Что такое холодная сварка
Она представляет собой способ наращивания и объединения металлических элементов, без влияния высоких температур. В данном случае поверхности не свариваются, а склеиваются. Масса для холодной сварки начинает деформироваться, затем проникает в детали, используемые для работ. Здесь отсутствует обоюдное проникновение веществ друг в друга, появление межатомных связей, но возникает плотное соединение. При этом данный способ помогает произвести восстановление свечной резьбы, воссоздать потерянные элементы и заделать повреждения.
Проведение работ
Сегодня можно найти в магазинах большой перечень товаров иностранного и российского производства. Стоит отметить два главных типа: пластилинообразные и жидкие. Последние имеют в составе два компонента, представляющих собой основную массу, используемую в склеивании, и отвердитель. Пластилинообразные средства состоят из бруска с одним или несколькими слоями, перед применением которого необходимо перемешивание. Для того чтобы осуществить восстановление внутренней резьбы холодной сваркой, желательно приобрести двухкомпонентное средство, реализуемое в двух флаконах.
Требуется предварительное обезжиривание всех поверхностей и антиадгезионная обработка как снаружи, так и внутри, так как присутствие налета и мелких частиц способно ухудшить результат. Далее смешиваются компоненты из двух флаконов на пластиковой или деревянной поверхности. Наносится полученная масса на резьбу, которая вкручивается внутрь и оставляется до полного высыхания. При соблюдении режима температур восстановление резьбы будет завершено по истечении времени, указанного в инструкции.
Ремонт с обычной сваркой
С двигателя снимается и при помощи сварки заплавляется поврежденный участок свечи. На фрезерном или углубление под свечу подвергается механической обработке, и восстанавливаются привалочные поверхности. Новое отверстие сверлится под установленным углом, и нарезается резьба. Опрессовка головки является заключительным этапом, она представляет собой проверку герметичности в водной бане высоким давлением воздуха.
Стоит отметить, что в области сварки слишком большой нагрев может способствовать появлению трещин. Поэтому наплавление металла используется в крайних случаях, когда невозможно использование других методов.
Кислоты
Это также эффективный метод, однако, он не такой безопасный. Например, если болт или гайка находятся рядом с резиновыми изделиями то лучше его не применять, потому как кислота может разрушить мягкие материалы.
Обычно используется серная кислота высоких концентраций, если болт просто окислился, а не прикипел, то достаточно просто капнуть на резьбу – окислы отойдут и спустя несколько часов все прекрасно открутится. Если же нужно открутить «тяжелый случай» тогда вокруг шляпки делается бортик из пластилина и туда добавляется несколько капель кислоты, чтобы усилить эффект кладется еще и кусочек цинка (создается гальваническая пара). После 12 – 24 часов, практически любой болт, даже прикипевший можно открутить. Однако не всегда можно сделать такой бортик из пластилина.
Кстати на YOUTUBE полно «лайф-хаков» где для откручивания применяется «КОКА-КОЛА», в ней содержится ортофосфорная кислота, она также работает как приникающее средство, но только в легких случаях.
Нагрев, очень эффективен на таких сложных участках как скажем коллектор, глушитель или . Там болты реально прикипают, от высоких температур. Открутить их при помощи WD-40 не получится, а кислоту применить под машиной сложно. Поэтому здесь нужно действовать методом «клин-клина» вышибает. То есть если прикипел от нагрева, то значит нужно откручивать через него же.
Если крепление небольшое, то его можно нагреть обычным паяльником, подержать примерно 10 – 15 минут. Однако если случай тяжелый это не поможет. Здесь прекрасно работает горелка с открытым пламенем — продаются специальные баллончики. Болт разогревается чуть ли не до красного цвета, металл расширяется (эффект «прикипания» ослабляется), теперь его резко нужно охладить (желательно проникающим составом, как WD-40), получается как бы мини удар, можно смело откручивать.
Восстановление резьбы вставкой с опорным фланцем
На фрезерный или расточный станок устанавливается головка блока. Сорванная резьба высверливается и нарезается новая для использования ремонтной вставки. Она изготавливается на токарном станке чаще всего из бронзы. Внутри должна быть резьба с требуемой размерностью. Для выполнения функции отведения тепла вставка должна плотно соприкасаться со стенками, для этого диаметр наружной резьбы изготавливается больше, чем номинальный. Она заворачивается в головку после нанесения бакелитового лака. Деталь закрепляется при помощи развальцовки края вставки.
Спиральная вставка
Данный метод применяется в основном на снятом блоке, но при подходящей глубине колодца, расположении и размере можно избежать разбора двигателя. Перед тем как начинать восстановление внутренней резьбы, нужно проверить расположение клапанов и поршня для обеспечения места для вкручивания инструмента.
Производится подготовка отверстия под свечу метчиком комбинированного типа, дающим возможность работать без металлорежущего станка. При нахождении головки на двигателе закладывается в углубления пластичный смазочный материал, для того чтобы удержать стружку.
Метчик во время закручивания в нарушенное отверстие для свечи центрируется и вырезает резьбу без перекосов. Опорный фланец вставки способствует нештатному расположению свечи, при этом данный способ не подходит для головок, имеющих коническое уплотнение из-за небольшого диаметра колодцев.
Болгарка или срезаем
Пожалуй, самое последнее если ничего не помогает, да еще и если грани сорваны, то тут только – «резать»! Обычно это происходит «болгаркой», можно ножовкой по металлу, если болгаркой не подлезть (или опасно). Тут собственно и комментировать нечего, срезаем – убираем остатки – ставим новый болт (гайку).
На этом заканчиваю, хочется отметить — что в 80% случаев помогает WD-40 (или аналог который я вам показал). В остальных случаях (катализатор, коллектор, катализатор) помогает нагрев. Проверено – 100%!
Пожалуй каждый, кто ремонтирует свой автомобиль самостоятельно, сталкивался с такой проблемой, когда болт прикипел, и сразу возникает вопрос: как его открутить, что делать?
Коррозия – это необратимый процесс разрушения металлов под воздействием влияния внешних факторов окружающей среды. От коррозии страдают практически все металлы, некоторые разрушаются быстрее, другие медленнее. Самая банальная причина ухудшения состояния металлических запчастей-это вода, будь это вода в чистом виде или конденсат. Неслучайно в автомобилестроении используют защитные антикоррозионные средства или, говоря простым языком, смазочные материалы. Важно заботится о защите металлических изделий и самостоятельно проводить процедуры по смазыванию антикоррозионными препаратами. Существует и другая причина, по которой деталь намертво “замерзла”, а именно: произошла деформация резьбы из-за сильного ударного воздействия или неправильного закручивания вразрез с заводской резьбой.
Вставка с закрепляющим пояском
После формирования детали наружная и внутренняя резьба нарезаются таким образом, чтобы не возникали совмещения впадин и выступов профиля, что позволяет добиться требуемой прочности элемента. При помощи установочного устройства вставка заворачивается в свечные колодцы с большой глубиной и достаточно легко убирается с наружной стороны. поможет в обеспечении герметичности. На двух внешних витках вставки должна присутствовать накатка для плотной фиксации после развальцовки при помощи специального профиля.
Повреждение резьбы свечного отверстия
не позволит уплотнительному кольцу или конусу свечи надежно герметизировать цилиндр. Существует несколько способов ремонта, и некоторые из них позволяют не снимать головку блока цилиндров с двигателя.
Большинство операций технического обслуживания автомобиля производится с отворачиванием и затягиванием различных резьбовых элементов крепления. Если при этом повреждается болт, гайка или шпилька, то их заменяют новыми. В случае нарушения резьбы в корпусной детали — головке и блоке цилиндров двигателя, картере коробки передач и т.д. — чаще всего целесообразней провести ремонт.
Свечи зажигания не относятся к элементам крепления, но имеют присоединительную резьбу, основными причинами повреждения
которой являются:
- использование свечного ключа, конструкция которого не обеспечивает правильной фиксации свечи, что может привести к ее перекосу при заворачивании;
- попадание в резьбу загрязнений. Чтобы этого избежать на двигателях с незакрытым свечным углублением (колодцем), необходимо перед демонтажем свечи отвернуть ее на один-два оборота и удалить грязь продувкой сжатым воздухом или кистью;
- затяжка свечи с усилием, превышающим допустимое. Отраслевой стандарт 37.003.081.98 предусматривает затягивание свечи c усилием от 30 до 45 Н·м (примерно 3,0 — 4,5 кгс·м) при толщине уплотнительного кольца от 1,4 до 2,0 мм. Свечи с коническим уплотнением необходимо затягивать усилием 20-25 Н·м (примерно 2 — 2,5 кгс·м), а точная его величина указана в инструкции по эксплуатации конкретного автомобиля.
Восстановление резьбы в отверстии производится разными способами, которые имеют свои особенности. В каждом отдельном случае из них выбирают наиболее подходящий по конструкции детали, технологическим возможностям мастерской, трудоемкости и стоимости. При всех способах ремонта обязательными требованиями являются:
- обеспечение соосности
старого и нового резьбовых отверстий; - соблюдение допусков
всех размеров.
Для ремонта головки используют заплавление свечного отверстия или установку резьбовой вставки — фланцевой, спиральной, самонарезной, а также с фиксирующим пояском. Вставки не должны выступать в камеру сгорания, а окончательной операцией их установки является калибровка свечной резьбы метчиком для устранения деформаций, появившихся в процессе монтажа.
Заплавление свечного отверстия
Головку блока цилиндров снимают с двигателя и сваркой заплавляют дефектное свечное отверстие. На координатно-расточном станке (как минимум, фрезерном) производят механическую обработку углубления под свечу и восстановление привалочных плоскостей. Затем под определенным углом сверлят новое отверстие и нарезают резьбу. Если резьба имеет наиболее распространенную размерность М14х1,25 (рис. 1), то диаметр отверстия составляет 12,7 мм.
Окончательной операцией является опрессовка головки блока — проверка ее герметичности избыточным давлением воздуха в водяной ванне с подогревом.
Интенсивный нагрев в зоне сварки может привести к образованию трещин в месте ремонта. Поэтому металл наплавляют только в крайнем случае, когда нельзя использовать другие способы или предполагается замена этой дорогостоящей детали. Например, невозможно установить резьбовую вставку из-за трещины или небольшой толщины стенки между свечным отверстием и каналом охлаждения у двигателей с четырьмя и пятью клапанами на один цилиндр.
Установка вставки с опорным фланцем
Головку блока цилиндров устанавливают на расточной или фрезерный станок. Рассверливанием свечного отверстия удаляют сорванную резьбу и нарезают новую для установки ремонтной резьбовой вставки.
Вставку изготавливают (как правило, из бронзы) на токарном станке. Внутри нарезают свечную резьбу, а если ее размерность М14х1,25, то наружную делают М18х1,25, но чаще используют наиболее распространенную М18х1,5. Технология изготовления фланцевых вставок из бронзы не может обеспечить их прочность при меньшем наружном диаметре.
Для отвода тепла от свечи вставка должна плотно «сидеть» в отверстии, поэтому ее наружная резьба имеет диаметр несколько больше номинального. На нее наносят бакелитовый лак и заворачивают в головку блока (рис. 2) с помощью свечи. Фиксируют деталь развальцовкой тонкого края вставки со стороны камеры сгорания.
При сверлении и нарезании резьбы вручную, без снятия головки блока с двигателя, невозможно обеспечить соосность нового и старого отверстий. В результате свечное отверстие может стать не пригодным к ремонту. К тому же трудно избежать попадания стружки в цилиндр и надежно зафиксировать вставку, исключив отворачивание ее вместе со свечой.
Из-за опорного фланца вставки свеча занимает нештатное положение, а использовать этот способ для ремонта головок с коническим уплотнением свечей не позволяют небольшие диаметры свечных колодцев.
Между бронзовой вставкой и алюминиевой головкой происходит процесс электрохимической коррозии, которая будет усиливаться за счет проникновения раскаленных газов из цилиндра. Это ограничивает срок службы головки, отремонтированной таким способом.
Установка резьбовой вставки с опорным фланцем возможна только на устаревших двигателях, у которых стенка между свечным отверстием и каналом охлаждения имеет достаточную толщину, а свечной колодец — подходящий диаметр.
Установка спиральной вставки
Чаще всего этот способ используют на снятой головке блока цилиндров, но, если позволяет диаметр, расположение и глубина свечного колодца, двигатель не разбирают.
Перед проведением операций необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Подготовку свечного отверстия производят комбинированным метчиком, который позволяет обойтись без металлорежущих станков. Если головка находится на двигателе, в углубления метчика закладывают пластичную смазку (например, «Литол») для удержания стружки.
Комбинированный метчик (фото 1) имеет две размерности — М14х1,25 под свечу и М16х1,25 под спиральную вставку. При заворачивании в поврежденное свечное отверстие метчик центрируется в нем и нарезает резьбу без перекоса.
Вставка (см. фото 1) представляет собой проволочную пружинную спираль ромбического сечения с загнутым технологическим поводком. Внутренний диаметр и шаг спирали соответствуют резьбе свечи, а наружный — больше ремонтной резьбы для надежной фиксации. Например: при восстановлении резьбы М14х1,25 наружный диаметр спирали в свободном состоянии будет 16,4 мм.
Спиральную вставку вворачивают за технологический поводок специальным ключом. При этом спираль сжимается, уменьшается ее наружный диаметр, позволяя вставке встать в ремонтную резьбу. Установку ее производят со стороны свечного колодца до того момента, пока ее наружный виток не опустится на 0,5 мм ниже плоскости (рис. 3) под уплотнительное кольцо свечи. Затем специальным бородком срубают технологический поводок, а если головка расположена на двигателе, то его обламывают и удерживают длинногубцами, чтобы избежать попадания этой части резьбовой вставки в цилиндр.
При наличии соответствующих вставок и метчиков можно восстановить резьбу не только свечных отверстий (см. таблицу
).
В нашей стране пружинные спиральные вставки применяют для ремонта резьбовых отверстий с начала 40-х годов прошлого столетия. Этим способом в настоящее время пользуются и за рубежом.
Установка самонарезной вставки
Головку блока цилиндров снимают с двигателя и в свечном отверстии нарезают ремонтную резьбу комбинированным метчиком М14х1,25 и 5/8″, близкую по размерам к М16х1,25 (фото 2).
Метчик заворачивают в отверстие на глубину, достаточную для срезания его разворачивающей частью (см. фото 2) вершин ремонтной резьбы, что обеспечивает начальный момент заворачивания вставки.
Технология изготовления вставки предусматривает определенное взаимное положение витков внутренней и наружной резьбы (рис. 4). Это позволяет без снижения прочности использовать наружную резьбу меньше, чем у вставки с опорным фланцем.
Диаметр наружных витков вставки — 16,5 мм, что примерно на 0,6 мм больше предварительно нарезанной резьбы, а на ее боковой поверхности сделаны три углубления, облегчающие процесс самонарезания.
При установке специальным приспособлением (см. фото 2) вставка нарезает резьбу своего диаметра и профиля, что обеспечивает надежную ее фиксацию (см. рис. 4). Герметичность соединения с головкой блока достигается применением термостойкого клея, который перед установкой наносят на наружную поверхность вставки. Направляющую втулку установочного приспособления (см. фото 2) можно снять только со стороны камеры сгорания, что и вынуждает демонтировать головку с двигателя.
Данный способ позволяет ремонтировать только отверстия для свечей с уплотнительным кольцом.
Прокручивается болт для слива масла
Че делать? Мне уже масло пора менять. То ли я его сильно затянул, а теперь он просто прокручивается, то ли хз. Помогите советом
Однако! Если прокручивается значит сорвал.. А вот болт ли узнаешь когда выкрутишь..
Только высверливать и подбирать новую пробку (тот самый болт) по диаметру и шагу резьбы
Читать также: Как подзаряжать необслуживаемые аккумуляторы автомобильные
Пц. Как раз вовремя. Зима на улице.
Если ты его выкрутишь,пробку нужного диаметра не купишь нигде. тут 2 варианта 1.снять поддон и ехать к токарю,он нарежет резьбу и пробку сделает нужную 2.тупо поменять поддон..
Есть еще какие нибудь способы выкрутить болт?
Этот же болт и вкручу, если резьбе не пц полный
поддень его отверткой и потихонькруди придерживая отвертку. либо попробуй под углом его выкручивать.
если он прокручивается это уже значит что резьбе ппц полный=)
Прийдется в сервис ехать однако.
Я его хотел отверткой поддеть, но минус на улице и не удобно
Так можно поддон сломать при неумелом обращении, он же дюралевый.
да ниче с ним не будет. много раз с такими случаями сталкивался.
Болт – выкрутить, как уже сказали, немного поддевая его отверткой к себе. Далее осмотреть резьбу . скорее всего ты её закосячил. Берёшь соответствующий метчик и проходишь на два раза, метчик перед этим хорошо бы смочить моторным маслом. Делов там не много.
Тому кто менял масло последний раз – по рукам .
Болт – выкрутить, как уже сказали, немного поддевая его отверткой к себе. Далее осмотреть резьбу . скорее всего ты её закосячил. Берёшь соответствующий метчик и проходишь на два раза, метчик перед этим хорошо бы смочить моторным маслом. Делов там не много.
Тому кто менял масло последний раз – по рукам .
Самому себе врядли получится, ибо больно ;)))
Добавить в корзину
Добавить в корзину Добавить в корзину
Добавить в корзину
Добавить в корзину
Добавить в корзину | ||||||
REPAIROFDAMAGEDINTERNALTHREADS
РЕМОНТ ПОВРЕЖДЕННОЙ ВНУТРЕННЕЙ РЕЗЬБЫ РЕМОНТ ПОВРЕЖДЕННОЙ ВНУТРЕННЕЙ РЕЗЬБЫУстановка или замена болтов проста по сравнению с установка или замена шпилек.Головки болтов и гайки нарезаются в открытые, тогда как шпильки устанавливаются во внутреннюю резьбу в отливке или сборная сборка. Поврежденная резьба на болтах или гайках видна и только требуют замены неисправной детали. Если внутренняя резьба повреждена, очевидны две альтернативы: деталь может быть заменена или резьба отремонтированы или заменены. Исправление проблемы с резьбой обычно дешевле и удобнее. Два метода ремонта — замена втулок. или геликоилы.
Сменные втулки
Втулки обычно изготавливаются из специального материала (стальные или латунные втулки свечей зажигания). в алюминиевые головки блока цилиндров). Используется материал, устойчивый к износу. где частое снятие и замена. Внешняя резьба на втулки обычно крупные. Втулка установлена, резьбовой стопорный компаунд можно использовать или не использовать и поставить на колышки для предотвращения расшатывания. Множество втулок имеют левую резьбу внешнюю и правую внутреннюю.С этим установка, снятие болта или шпильки (правая резьба) имеет тенденцию затяните втулку.
Втулки для обычных установок, таких как свечи зажигания, могут иметь диаметр до 0,040
негабаритный (с шагом 0,005). Оригинальный монтажно-ремонтный цех
замены — горячая посадка: нагретая ГБЦ и замерзшая втулка.
| Helicoils Helicoils представляют собой катушки с винтовой резьбой прецизионной формовки из нержавеющей стали 18-8. стальная проволока с ромбовидным поперечным сечением (рисунок 6-14).Они образуют унифицированная крупная или унифицированная мелкая резьба классов 2 — лента 3В в собранном виде в резьбовые отверстия (геликоил). Вставка в сборе вмещает UNJ (управляемый корень радиуса) элементы с наружной резьбой. Каждая пластина имеет ведущий выступ с выемка для облегчения удаления хвостовика после ввинчивания вставки в отверстие с резьбой по спирали. Используются как втулки с резьбой. Помимо того, что привык к восстанавливают поврежденные нити, они используются в оригинальной конструкции ракет, авиационные двигатели, а также все виды механического оборудования и аксессуаров для защиты и усиления нарезной резьбы в легких материалах, металлах и пластмассы, особенно в местах, где требуется частая сборка и разборки и / или там, где требуется винтовая блокировка. |
Установка Helicoil
| Установка Helicoil (рисунок 6-15) — это 5-6-ступенчатая операция,
в зависимости от того, как классифицируется последний шаг. Следующие шаги предназначены для
только в учебных целях. Инструкции производителя должны быть
следовали во время установки. Шаг 1. Определите, какие резьбы повреждены. Шаг 2: (a) Новая установка геликоила, высверливание поврежденной резьбы на минимальную заданную глубину. (b) Ранее установленный геликойл. Используя инструмент для извлечения подходящего размера, расположите край лезвия под углом 90 ° от края вставки. Постучите молотком для установки инструмента. Поверните влево, прикладывая давление, пока вставка не выйдет наружу. Резьба не повреждается при правильном удалении вставки. |
Шаг 3: Коснитесь. Используйте метчик с требуемым номинальным размером резьбы. Постукивание процедура такая же, как и для стандартного нарезания резьбы.Длина метчика должна быть равна в соответствии с требованиями или превышающими их.
Шаг 4: Датчик. Резьба может быть проверена с помощью спирального калибра для резьбы.
Шаг 5: Вставьте узел. Используя подходящий инструмент, установите вставку на глубину что помещает конец верхней катушки на 1/4 — 1/2 оборота ниже верхней поверхности резьбовое отверстие.
Шаг 6: Обрыв Тан. Выберите подходящий инструмент для отламывания. Танцы должны быть сняты со всех просверленных сквозных отверстий. В глухих отверстиях хвостовики могут быть удаляется при необходимости, если под хвостовиком имеется достаточная глубина отверстия установленной вставки.
Эти инструкции не следует рассматривать как особые инструкции по установке геликоила. При установке необходимо соблюдать инструкции производителя.
Helicoils доступны для следующих резьб: унифицированная грубая, унифицированная. мелкая, метрическая, свечная и национальная трубная резьба.
Напильник для восстановления метрической резьбы для ремонта внутренней и внешней резьбы Ручной инструмент 0,8-3,0 мм Инструмент для нарезания резьбы
Напильник для восстановления метрической резьбы для ремонта внутренней и внешней резьбы 0.8-3,0 мм
Напильник для восстановления метрической резьбы для ремонта внутренней и внешней резьбы 0,8-3,0 мм. $ Восстановите внутреннюю и внешнюю резьбу опиливанием там, где использование метчиков и штампов нецелесообразно. Файл восстановителя перекрывает несколько хороших потоков и сохраняет поврежденные. Восстановить правую и левую, внутреннюю и внешнюю резьбу. Долговечные, быстрорежущие зубья с шагом 0,8 — 3,0 мм. Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка).Если товар поступает напрямую от производителя, он может быть доставлен не в розничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете. См. Список продавца для получения полной информации. См. Все определения условий : Торговая марка: : PMB , Номер детали производителя: : TRF01 : Тип: : Напильник , Система измерения: : Метрическая : EAN: not Не применяется ,。
Напильник для восстановления метрической резьбы для ремонта внутренней и внешней резьбы 0,8-3,0 мм
Как группа энтузиастов путешествий и пляжного образа жизни.Отвечает вашим потребностям в разных случаях, конструкция аксессуаров A Kiss Lock. Подходит для оригинального воздушного фильтра Fiat Tipo 356 Comline. Сумка для белья бюстгальтера из материала Pa может остановить шелк. Эта сумка поставляется с набором съемных крыльев, которые можно складывать или снимать. Духовные элементы Рейки Заряженная чакра исцеляющая пирамида черного оргона (1 дюйм) с прозрачным кристаллом драгоценного камня, медного металла (камень для защиты от всех негативных энергий): spiritualelementz. VOLKSWAGEN T5 КОНВЕРСИОННЫЙ ТРАНСПОРТЕР ПЕРЕДНЯЯ ЗАДВИЖНАЯ ПАНЕЛЬ 2010-2015, Если вы фанат спорта или имеете какое-либо хобби.Тогда загляните в наш магазин. US Small = Китай Средний: Длина: 29, Модуль управления передней дверью со стороны водителя Mercedes A Class A166
Напильник для восстановления метрической резьбы для ремонта внутренней и внешней резьбы 0,8-3,0 мм
Мотоциклетная приводная цепь DID 520 DZ-2 золотого и черного цветов любой длины. Адаптеры H&R PCD Audi VW 5×100 на диски Vauxhall Opel 5×110 20 мм 1 пара. Коврики Perfect Fit Richbrook для Toyota Hilux 05> Черная кожаная отделка, ЗАДНИЙ MDB2258 БЕСПЛАТНАЯ ДОСТАВКА НА СЛЕДУЮЩИЙ ДЕНЬ НОВЫЙ КОМПЛЕКТ ТОРМОЗНЫХ КОЛОДОК MINTEX. Рамка Slider Crash Pad Защита от падения для Honda Grom MSX125 Gold / Black, Ford B-Max 2012 На автомобильной стереосистеме D / Din Лицевая панель и интерфейс рулевого колеса CTKFD38.Ноутбук Форель Рыбалка Виниловые наклейки, автомобиль, окно, фургон REF NO 8. МАСЛЯНАЯ КОЛПАЧКА TRIDON ДЛЯ M.I.T Pajero Diesel NP-Turbo Diesel 11 / 02-10 / 06 4 3.2L. Комплект рулей крыши Farad Black Wing BMW 3 серии E92 Coupe 06-13 Алюминиевый запираемый, Напильник для восстановления метрической резьбы для ремонта внутренней и внешней резьбы 0,8-3,0 мм , Новое соленоидное соленоидное реле стартера для Kawasaki VN1500 1996-2004. X495 2653A Lucas LP 057/049 АККУМУЛЯТОР JOHN DEERE GX355 X595 2500 3235B 355D, VW SCIROCCO SHARAN TIGUAN TOURAN РЕЗИНОВАЯ КРЫШКА ПЕДАЛИ ТОРМОЗА lg.Ford Galaxy Mk2 MPV 2000-2006 гг. Загрунтованные зеркала заднего вида с тросом, сторона водителя O / S, Honda C50 C70 C90 Cub Ремонтный комплект поворотной втулки рычага передней подвески с ниппелем. PAIR 55 мм виниловые наклейки с логотипом BMW для гладкой поверхности автомобиля и мотоцикла. FORD KUGA 2.0 TDCi 08 F30 / R40mm PI ОПУСКАЮЩИЕ ПРУЖИНЫ, Пластиковая защитная боковая молдинговая планка Renault Master Левая накладка двери N / S 2010 г. № ИНСТРУКЦИЯ ПО РЕМОНТУ INFINITI QX50 ЗАВОДСКОЙ МАСТЕРСКОЙ 2013-2015 Напильник для восстановления метрической резьбы для ремонта внутренней и внешней резьбы 0.8-3,0 мм ,
Как отремонтировать поврежденную резьбу или добавить резьбу из нержавеющей стали в любой проект: 7 шагов
С помощью специального установочного инструмента, поставляемого с комплектом режущей пластины (у каждого производителя есть версия этого инструмента, работающая на аналогичных принципах), «прикрутите» пластину в резьбовое отверстие увеличенного размера.
На первой фотографии показано, как вставка навинчивается на конец установочного инструмента. Вставка имеет «выступ» на конце, который представляет собой своего рода металлический крючок, который входит в зацепление с выступом на конце установочного инструмента.Это позволяет инструменту вращать вставку и ввинчивать ее в резьбовое отверстие увеличенного размера. Позже вы можете сломать этот хвостовик в готовом отверстии — это «сквозное» отверстие, то есть что-то будет полностью вкручено через часть с другой стороны. Если вы, возможно, захотите удалить вставку позже по какой-либо причине или у отверстия есть дно, вы можете оставить хвостовик.
На второй фотографии показано, как вставка ввинчивается в корпус установочного инструмента таким образом, что самая первая резьба выступает из конца собранного установочного инструмента и готова зацепить резьбу в отверстие увеличенного размера, которое вы пробили в своей детали.Большой пластиковый «корпус» установочного инструмента, который окружает вставку, помогает удерживать вставку вместе (она ведет себя как пружина) и облегчает завинчивание в отверстие.
На третьей фотографии показан инструмент для вставки, установленный на ключ для метчика (я получил свой как товар для проверки на стойке регистрации в TechShop), и весь узел, используемый для ввинчивания вставки в отверстие. Это будет немного странно, так как вставка закручивается, как пружина, когда вы ее поворачиваете. Двигайтесь медленно и осторожно, наблюдая, как вставка входит правильно.Чтобы привыкнуть к этому ощущению, потребуется минута, но вскоре вы сможете определить, правильно ли вы устанавливаете вставку или вставка не выровнена и не входит, когда вы поворачиваете гаечный ключ.
Полезный совет:
Когда вставка ввинчивается в отверстие не менее чем на 60%, вы можете закрепить ее неподвижно с помощью гаечного ключа, вращая корпус установочного инструмента, чтобы завинтить его по направлению к гаечному ключу. обработайте и откройте вставку. Когда 60% его находится в отверстии, оно не должно быть неподрессоренным, и вы сможете увидеть, как он входит гораздо более четко.Возобновите настройку метчика и вбейте вставку в отверстие на желаемую глубину. На последней фотографии показан корпус, завинченный к ручке, и небольшая часть вставки, показанная, когда я вожу ее домой.
Будьте осторожны, не заходите слишком глубоко! Если у вас есть сквозное отверстие и вы заходите слишком глубоко, вы всегда можете полностью вкрутить вставку через отверстие, тем самым освободив ее для повторной попытки. Если у вашего отверстия есть дно, вы можете установить вставку только один раз. Если небольшая часть вставки остается торчащей из отверстия, иногда вы можете удалить ее плоскогубцами, но вы можете повредить / разрушить вставку и / или отверстие.
Процесс завихрения внутренней резьбы
Как лидер в области технологии завихрения, Leistritz разработала инновационное решение для обработки сложной внутренней резьбы. Процесс, который называется «внутренним завихрением», может выполняться как для мягкого материала с использованием твердосплавного инструмента, так и для стали твердостью 65 hrc с использованием CBN. В каждом случае процесс выполняется всухую, без охлаждающих жидкостей.
Этот процесс был разработан в ответ на давление со стороны индустрии шарико-винтовых передач, где предпочтительным процессом было шлифование на станках для шлифования внутренней резьбы, что всегда было самой медленной и самой сложной операцией при производстве шариковой гайки.Внутреннее завихрение исключает шлифование резьбы и упрощает изготовление всех типов внутренней резьбы. (Рисунок 1)
Рис. 1Шлифовка имеет несколько недостатков. Для этого требуются очень высокие скорости резания, а при использовании шлифовального круга малого диаметра, необходимого для внутреннего шлифования, скорость вращения шпинделя превышает 30 000 об / мин.
Другая проблема при шлифовании связана с охлаждающей жидкостью и трудностями, связанными с ее точным распределением между шлифовальным кругом и заготовкой.Очень часто требуются сложные системы фильтрации теплоносителя и вспомогательные насосные системы. Третий недостаток шлифования — профиль или форма резьбы. Поскольку шлифовальный круг не может быть установлен под углом к углу спирали, он должен быть заправлен с помощью скомпенсированного или суженного контура для создания приемлемого профиля резьбы; во многих случаях с неидеальными результатами. Круг шлифуется под углом к профилю резьбы, и контакт с заготовкой больше, чем необходимо, может вызвать сильный нагрев и ожог заготовки, создавая микротрещины.Кроме того, пиноль шлифовального круга должна быть такой же длины, как внутренняя резьба, которую необходимо отшлифовать. В случае длинной резьбы — и особенно с малым диаметром — колесо может находиться на большом расстоянии от подшипников шпинделя. Последующее отклонение от усилий шлифования требует использования очень консервативных параметров шлифования и, как следствие, очень длительного цикла.
Внутреннее завихрение лишено этих недостатков. Скорость шпинделя обычно составляет менее 2000 об / мин. Достаточно быстро для инструментов CBN, но все же управляемо и безопасно.Внутреннее завихрение обычно выполняется всухую. Идеальные условия резания в сочетании с оптимальной подготовкой режущей кромки пластины создают среду, в которой почти все тепло уносится стружкой. Подача воздуха через вращающийся шпиндель поддерживает температуру инструмента и обрабатываемой детали ниже 150 ° F.
Инструмент совершает осевые колебания внутрь и наружу, так что профиль пластины практически совпадает с желаемой формой резьбы. Во внутренней инструментальной системе Leistritz используется поддерживающая оправка с подшипником непосредственно у места разреза, что обеспечивает очень большое отношение длины к диаметру.Эта система также обеспечивает очень точную резьбу и превосходное качество поверхности, сопоставимое со шлифованием.
В большинстве случаев этот процесс внутреннего завихрения исключает грубую операцию нарезания резьбы. Leistritz разработал свою технологию CBN до состояния, при котором система может надежно и экономично удалить полностью закаленную сталь, чтобы получить прецизионную законченную резьбу за один проход. Это неслыханно для шлифования, которое обычно требует минимального удаления припуска для сокращения времени цикла. Внутреннее завихрение всегда выполняется за один проход, и время цикла одинаково при удалении всего материала или простой чистовой обработке, поэтому большинство производителей предпочитают в полной мере использовать эту технологию, исключая черновую операцию.Однако это требует, чтобы заготовка гайки была закалена на глубину, по меньшей мере, равную профилю, чтобы оставалась достаточная твердость материала на готовом профиле. (Рисунок 2)
ACME, канатная, шариковая, готическая, многозаходная или стандартная V-образная резьба идеально подходят для этого процесса. Прерывистое резание — когда резьба должна быть нарезана через канавку, канал или отверстия — не является проблемой и не оказывает отрицательного воздействия на инструмент. Хотя внутреннее завихрение создает резьбу за один проход, она никогда не удаляет больше, чем рассчитанная толщина стружки, которая обычно находится в диапазоне от 0.001-0.004 ″.
Станок Innovation 200 Leistritz — это перевернутый вертикальный станок с патроном наверху. Продольное перемещение по оси «Z» перемещает патрон и его поворотную ось «C» вверх и вниз. Внутренняя вихревая головка внизу остается неподвижной. Эта концепция изолирует любую вибрацию, вызванную колеблющимися массами, прямо в массивную станину машины minerlit. Minerlit — это полимерный гранит на основе эпоксидной смолы, обеспечивающий максимальную термическую стабильность и превосходные характеристики гашения вибрации по сравнению с чугуном.Он смешивается в виде вязкого раствора, затем выливается в форму и отверждается. Затем обрабатываются установочные поверхности и монтажные отверстия для сборки. Гидростатические направляющие для всех осей гарантируют высочайшую точность и аккуратность, а наличие патрона сверху также предотвращает накопление стружки внутри отверстия заготовки.
Машина была разработана для максимальной длины резьбы 200 мм (8 ″), но возможна и большая длина. Полная внутренняя вихревая система способна производить резьбу с квадратным шагом.Это означает, что возможен винт с диаметром отверстия ÿ25 мм и шагом 25 мм. Экономия времени на производстве может быть огромной. Во многих случаях внутреннее завихрение позволяет получить резьбу в 10 раз быстрее, чем шлифование, и с сопоставимым качеством. В некоторых крайних случаях экономия даже больше. Например, резьба ÿ32 мм с шагом 5 мм и длиной 80 мм требует всего трех минут для полного вращения закаленной стали. Другой пример малого диаметра 1,0 дюйма с шагом 0,3125 дюйма и длиной 2 дюйма можно повернуть примерно за 60 секунд.
Еще одним преимуществом этой системы является простота интеграции автоматической загрузки. Поскольку патрон остается над заготовкой, а комбинированные оси «X» и «Z» имеют увеличенный ход, патрон можно использовать в качестве собственной системы захвата для перехода в известное положение и захвата заготовки. Путем добавления конвейера деталей, который перемещается через основание машины, обеспечивается простая система загрузки «захватывать и размещать» с использованием осей станка (см. Прилагаемую фотографию). Раздвижная автоматическая дверь разделяет зоны загрузки и резки.
Чтобы увеличить коэффициент использования станка и гарантировать максимально возможное концентричность критических диаметров, Leistritz добавила в Innovation 200 возможности точения, фрезерования и измерения. Датчик можно использовать для определения истинного положения существующих отверстий или поверхностей для измерения времени, поэтому резьба может быть точно рассчитана по времени для начальной точки и т. д. Для улучшения общего качества резьбы рекомендуется жесткое точение отверстия перед завихрением. Даже малейшее биение может отрицательно повлиять на готовую резьбу.Конечно, доступна и предусмотрена торцовка и точение наружного диаметра. Innovation 200 — это полнофункциональный токарный станок с ЧПУ мощностью 75 л.с. Используя систему блочных держателей инструмента, фиксированные инструменты монтируются непосредственно на станине станка; Таким образом, устраняется револьверная головка, что сокращает время от стружки до стружки, увеличивая при этом жесткость для операций твердого точения. Стандартный гидравлический 10-дюймовый патрон устанавливается на шпиндель DIN 55026, способный развивать скорость 4000 об / мин. Кроме того, высокоскоростной фрезерный шпиндель мощностью 12000 об / мин и мощностью 20 л.с. с адаптером шпинделя HSK 63 доступен для вспомогательных операций, таких как чистовая обработка отверстий для возврата шариков в переходные механизмы шариковых гаек и т. Д.(Рисунок 3)
Когда инструмент вращается со скоростью резания (около 540 футов в минуту), он также колеблется в осевом направлении. Величина колебаний рассчитывается на основе параметров резьбы и диаметра окружности инструмента. Диаметр окружности инструмента составляет примерно 75 процентов диаметра отверстия заготовки. Это означает, что если бы инструмент был точно по центру, он бы вообще не резал. Таким образом, ось «X» используется для управления глубиной резания и компенсации конусности. Резьба с большим шагом требует большего количества колебаний.Колебания постоянно удерживают режущую пластину «перпендикулярно» углу спирали. Это режущее действие поддерживает наиболее точный профиль и идеальные режущие характеристики. Когда инструмент поворачивается настолько, что больше не находится в разрезе, он возвращается в исходное положение, продолжая вращаться. В то время как это продолжается для каждого вращения шпинделя, заготовка (ось «C») медленно вращается в том же направлении, что и инструмент, и ось «Z» станка продвигается вперед, пока не будет достигнута желаемая длина резьбы.Скорость вращения, с которой вращается деталь, определяет толщину стружки, удаляемой при каждом проходе пластины. В этот момент шпиндель останавливается, ось «X» отводится, и весь инструмент выводится. Обычно законченная резьба достигается за один вращательный проход.
Переналадка выполняется очень быстро, просто выбирая программу в ЧПУ, если профиль остается тем же самым, а диаметр аналогичен. Величина колебаний программируется непосредственно в программе обработки детали ЧПУ как значение оси «W».На прилагаемой схеме опорная оправка не вращается. Он имеет опорный подшипник в непосредственной близости от сил резания. Вихревой вал приводится в движение изнутри основной внутренней вихревой головки (не показана) и вращается с максимальной скоростью 2285 об / мин. Этот вращающийся вал также совершает осевые колебания при каждом обороте. В опорную оправку интегрированы воздушные линии для выдува стружки и охлаждения инструмента, а пластина жестко удерживается на месте зажимной пластиной. Эти компоненты можно быстро и легко заменить одной заготовкой на другую.Заготовка и область применения определяют, какие компоненты необходимо заменить. (Рисунок 4)
Вся концепция была представлена недавно, но она уже зарекомендовала себя в Европе у нескольких производителей шарико-винтовой передачи. На другой установке Innovation 200 производит автомобильный компонент с шестигранной резьбой, используемый в подвеске внедорожника для управления автоматическим выравниванием транспортного средства. Этот поставщик уровня 1 использует станок как для жесткого точения, так и для жесткого внутреннего завихрения, чтобы произвести готовую гайку, которая собирается с ответным винтом, хотя и жестко заворачивается на другом станке, чтобы поставлять более 200 000 единиц в год.
Производство внутренней резьбы — носители высокой мощности
Вся гоночная трансмиссия, от двигателя до сцепления и трансмиссии, завалена резьбовыми соединениями. Шпильки и болты несут ответственность за то, чтобы скрепить все, от самых обыденных ненагруженных крышек до самых сильно нагруженных циклически нагруженных крепежных деталей, таких как те, что находятся на шатунах, шпильках коренных подшипников картера и шпильках головки блока цилиндров.Каждому болту соответствует внутренняя резьба, а каждой шпильке — две внутренние резьбы.
Больше внимания уделяется методам производства мужских застежек, поскольку они, как правило, более подвержены выходу из строя, чем их женские аналоги. Резьба машинной нарезки на сильно нагруженных циклически нагруженных наружных крепежных изделиях обычно не одобряется, поскольку их долговечность по сравнению с накатанной резьбой, как известно, ниже. В течение многих лет, когда дело доходило до изготовления внутренней резьбы по металлу, в городе существовала только одна игра — использовать обычный метчик для резьбы.Перед нарезанием резьбы просверливается отверстие размером с меньший диаметр внутренней резьбы, и «пространство», в которое ввинчивается крепеж, создается метчиком, который по существу имеет ту же форму, что и болт, но с несколькими режущими кромками. .
Есть еще два современных метода, каждый из которых имеет свои преимущества. Первый — это фрезерование внутренней резьбы. Фреза с правильной формой резьбы и заданным шагом, используемая в фрезерном станке с ЧПУ, способна производить резьбу любого диаметра и любой стороны резьбы с этим конкретным шагом.Поэтому набор резьбонарезных инструментов, необходимых для обработки резьбы различных размеров, меньше, чем количество метчиков, необходимых для одной и той же работы. Также возможно получить полную форму резьбы ближе к основанию глухого отверстия, используя резьбовое фрезерование, чем обычно с помощью обычного метчика.
Второй метод — это нарезание внутренней резьбы, которое ближе к традиционному процессу нарезания резьбы, чем нарезание резьбы. Для каждой комбинации диаметра и шага резьбы требуется инструмент, как в случае с обычным нарезанием резьбы.Однако инструмент не имеет режущих кромок, и в процессе не используется резка металла. Пилотное отверстие для процесса нарезания резьбы больше, чем для обычного нарезания резьбы, так как материал должен «течь» внутрь для получения полной формы резьбы. Процесс формирует характерную форму «лапки» на внутреннем диаметре, но преимущества возникают именно на большом диаметре внутренней резьбы. Зерновой поток здесь благоприятный, он упрочняет материал и делает внутреннюю резьбу более устойчивой к усталостным нагрузкам.
Формовка внутренней резьбы (часто называемая нарезанием резьбы валком) имеет некоторые преимущества с точки зрения долговечности инструмента, но есть и некоторые недостатки. Этот процесс менее подходит для материалов с ограниченной пластичностью, чем обычное нарезание резьбы, хотя за последние годы он улучшился благодаря конструкции инструментов. Полимерные материалы, которые демонстрируют высокую упругую деформацию, также имеют тенденцию плохо работать с метчиками для нарезания резьбы. Этот метод также имеет тенденцию смещать материал в осевом направлении на входе в отверстие.Зенкование или сверление отверстий с накатанной резьбой обычно необходимо для удаления смещенного металла на входе в отверстие, хотя доступны метчики для нарезания резьбы с функциями, которые автоматически удаляют проблемный материал.
Написано Уэйном Уордом
Калькулятор британской винтовой резьбы UN
Глоссарий
- Вычислитель резьбы:
- Все рассчитанные результаты основаны на; Основной наружный диаметр, количество витков на дюйм, обозначение серии и допуски классов.
- Алгоритмы, используемые для этого калькулятора, основаны на «моей» лучшей интерпретации. спецификации ANSI / ASME B1.1-1989.
- Imperial UN: (форма резьбы Imperial Unified National)
- Стандарт, описывающий форму внутренней или внешней резьбы с использованием британской системы мер. дюймовые размеры. Создание потока, соответствующего этим спецификациям, гарантирует, что он будет работать с резьбовыми отверстиями или валами других производителей, которые следуют эти общие спецификации.
- Наружный диаметр:
- Это наибольший диаметр винтовой части резьбы. Самый большой внешний диаметр винта или наибольший внутренний диаметр резьбового отверстия.
- ПРИМЕЧАНИЕ: Размер шестигранника болта или гайки не имеет значения при определении размер резьбы.
- TPI: (количество ниток на дюйм)
- Количество витков резьбы на длине одного дюйма, которое, в свою очередь, определяет размер «V» формы винтовой части резьбы.
- ПРИМЕЧАНИЕ: Если длина резьбовой части винта или резьбового отверстия составляет короче или длиннее одного дюйма, размер V-образной формы по-прежнему определяется количество ниток, подходящих для длины в один дюйм.
- Обозначение серии резьбы : (UN, UNC, UNF, UNEF, UNS)
- Серия резьбы обычно зависит от внешнего диаметра винта.20 резьбы на дюйм на винте диаметром 1/4 дюйма считается грубым: 1 / 4-20 UNC. Винт диаметром 3/4 дюйма, 20 ниток на дюйм считается сверхтонким: 3 / 4-20 UNEF. Это также играет роль в определении продолжительности взаимодействия.
- UN: стандартная серийная резьба.
- UNC: серия с крупной резьбой.
- UNF: серия с мелкой резьбой.
- UNEF: серия сверхтонкой резьбы.
- UNS: специальная серия резьбы.
- UNR: резьба стандартной серии с закругленным корнем. (Эта серия не поддерживается)
- UNJ: резьба для высоких нагрузок с большим закругленным основанием на внешней стороне винтовая резьба (эта серия не поддерживается)
- Допуски по классу: (Если не уверены, используйте класс 2A для внешнего или 2B для внутреннего)
- Классы допуска 1A, 2A и 3A относятся к наружной резьбе
- Классы допуска 1B, 2B и 3B относятся к внутренней резьбе.
- Класс допуска определяет размер зазора между делительными диаметрами внутренняя и внешняя резьба. класс 1A и 1B имеют самый большой разрыв по сравнению с классом 3A и 3B, которые имеют наименьший зазор. Чаще всего используются классы 2A и 2Б. классы допуска 2A и 2B находятся в пределах классов 1A и 1B.
- №кол-во стартов:
- Это количество спиральных входов по длине винтов. Большинство винтов есть только 1, но поток с несколькими запусками продвигается на большее расстояние для каждого повернуть.
- Определение:
- Это стандартный способ определения винтовой резьбы. пример: 7 / 8-18 UNS 2A 2 начинается
- 7/8: Основной наружный диаметр.Может быть дробью, номером винта # 0 — # 12 или десятичное число.
- 18: резьбы на дюйм. Может быть десятичным числом, например 4,5 потока. на дюйм.
- UNS: Обозначение серии резьбы.
- 2A: Допуск класса. определяет, является ли это внешним или внутренним нить.
- 2 запуска: количество запусков.Его не нужно указывать для 1 запускать темы.
- Диаметр:
- Большой диаметр: максимальный и минимальный размеры наружного диаметра винта
- Диаметр шага: Максимальный и минимальный размеры, где 1/2 шага пересекается в пределах V-образная форма винтовой резьбы. (это самый важный размер резьбы)
- Малый диаметр: максимальный и минимальный размеры наименьшего диаметра винта. темы
- Расстояние по проводам: это максимальное и минимальное расстояние при использовании 3-х проводов. того же размера для измерения размера, близкого к делительному диаметру внешнего нить.
- Диаметр проволоки: Диаметр проволоки, используемый для измерения размера, близкого к делительный диаметр внешней винтовой резьбы.
- Допуски:
- Допуск: фундаментальное отклонение от базового размера, относится только к внешним токам 1A и 2A. классы
- Большой / Шаг / Незначительный диаметры: разница между максимальным и минимальным диаметрами.
- Длина зацепления: Базовая длина зацепления резьбы, определяемая комбинацией серии резьбы, шага и диаметра. (Не путать с длиной резьбы)
- V-образная форма:
- Шаг: расстояние между двумя соседними V-образными формами.
- Реальный шаг: расстояние между буквами «V» после прохождения винтовой траектории вокруг диаметр винта.
- Плоский гребень: Максимальный и минимальный размер гребня на конце каждого шага резьбы.
- Макс. Радиус гребня: Максимальный радиус, который соответствует минимальному размеру гребня.
- Корневая плоская поверхность: максимальная и минимальная плоская поверхность в нижней части буквы «V», обеспечивающая наибольшее диапазон.
- Корневой радиус: максимальный и минимальный радиус, обеспечивающий наибольшую дальность действия.
- Глубина резьбы: максимальная и минимальная глубина резьбы, обеспечивающая наибольший диапазон.
- Длина фланга: максимальная и минимальная длина фланга, обеспечивающая наибольшую дальность действия.
- Угол подъема:
- Большой / Шаг / Незначительный диаметры: полученный угол, если бы вы развернули спираль.