Выбор электрода для ручной электродуговой сварки
Ручная дуговая сварка с помощью инвертора, работающего от бытовой электросети, – популярный в домашних условиях вариант выполнения сварочных работ по строительству, ремонту, благоустройству ландшафта. Преимуществами инверторов являются компактные габариты, наличие удобных опций, облегчающих работу новичкам, и возможность использовать большинство покрытых плавящихся электродов. Тип электрода выбирают, в зависимости от химсостава и толщины свариваемых деталей.
Какие функции выполняет электрод?
Плавящийся электрод – это металлический сердечник, изготовленный из стальной сварочной проволоки (ГОСТ 2246-70) и имеющий особое покрытие. В зависимости от марки свариваемого металла, выбирают соответствующую проволоку для сердечника – низкоуглеродистую, легированную, высоколегированную.
В ходе сварки сердечник расплавляется, заполняя сварочную ванну. Благодаря элементам, входящим в состав обмазки, формируется шлаковый слой, который обеспечивает защиту сварочной ванны.
Виды покрытий
Для решения разных задач производят электроды с четырьмя видами покрытий:
- Основное. Функциональное назначение – сварка на постоянном токе. Обычно используются для решения ответственных задач.
- Рутиловое. Подходят для работы на переменном и постоянном токе. Легко поджигаются, образуют мало брызг.
- Кислое. Плюс – легкое отделение шлака, минус – невозможность применения при работе в закрытом пространстве из-за токсичности выделений.
- Целлюлозное. Продукция разработана для ведения сварочного процесса на постоянном токе. Востребована при создании ответственных конструкций.
Для электродуговой сварки в домашних условиях наиболее часто используются электроды с основным и рутиловым покрытием.
Распространенные виды электродов для домашнего применения
Среди продукции с основным покрытием популярный вариант – УОНИ 13/55, подходящий для углеродистых и низколегированных сталей.
- пластичность;
- устойчивость к ударным воздействиям;
- сохранение рабочих характеристик при пониженных температурах.
Недостатком этих изделий является необходимость тщательно подготавливать кромки. Масло, вода, ржавчина и другие загрязнения, оставшиеся на кромках, провоцируют образование в шве большого количества пор.
Наиболее часто используемые изделия с рутиловым покрытием:
- МР-3. Используются для углеродистых и низколегированных сталей. Процесс проходит на постоянном и переменном токе. Преимущества: возможность варить во всех положениях и соединять грязные и окисленные элементы, а также стабильность дуги и малое количество брызг. При колебаниях длины дуги поры в шве не образуются.
- АНО-4, ОЗС-12.
 С их помощью сваривают элементы из углеродистых сталей.
С их помощью сваривают элементы из углеродистых сталей. - Импортные изделия ОК 63.34, ОК 61.30 и отечественные ЦЛ-11. Востребованы для работы с коррозионностойкими сталями.
 С их помощью сваривают элементы из углеродистых сталей.
С их помощью сваривают элементы из углеродистых сталей.Выбор диаметра электрода для ручной дуговой сварки
В продаже имеются плавящиеся электроды диаметрами 1,5-6 мм. Наиболее часто используемые – с диаметрами в диапазоне 2,5-4 мм. В соответствии с диаметром выбирают оптимальный интервал значений сварочного тока. Рекомендуемая величина тока указывается на упаковке.
Внимание! Ручная дуговая сварка для металлических элементов толщиной до 1,5 мм обычно не используется.
Таблица зависимости диаметра электрода от толщины свариваемых деталей
| Толщина свариваемых элементов, мм | 1,5-2,5 | 3 | 4-5 | 6-10 |
| Диаметр электрода, мм | 2-2,5 | 2,5-3 | 3-4 | 4-5 |
Применение электродов диаметром, превышающим рекомендованную величину, и слишком большого сварочного тока провоцирует образование пор в шве.
Примеры маркировки сварочных электродов шведского производителя ESAB
В продаже представлены электроды шведской фирмы ESAB, соответствующие технологии ручной дуговой сварки.
Эта продукция достаточно дорогая, но пользуется большой популярностью, благодаря высокому качеству. В маркировке всегда присутствуют буквы OK (Оскар Кельберг – основатель фирмы). После букв OK следуют 4 цифры, характеризующие рекомендованные области применения:
- 46.00 – универсальная продукция, аналог ОЗС и МР-3. Применяется для сварки углеродистых и низколегированных сталей на постоянном и переменном токе. Обеспечивает прекрасное качество сварного шва.
- 48.00, 48.04 (аналог УОНИ 13/55). Процесс проходит на постоянном токе. Изделия применяются для создания конструкций ответственного назначения.
- 53.70 – специализированная продукция для сварки труб встык.
- 61.30 – аналог ОЗЛ-8. Применяется для работы с коррозионностойкими сталями AISI 304L, 308L.
- 63.20 – аналог ОЗЛ-20. Востребован для сварки AISI 316L. Разработан специально для работы с тонкостенными конструкциями и трубами.
- 68.81. Применяется для соединения трудносвариваемых сталей, разнородных марок, металлов с неустановленным химсоставом.
- 92.60. Применим для работы с чугуном, соединения чугунных элементов со стальными.
- 96.20. Разработан для создания конструкций из сплавов на базе алюминия.
 Применяется для работы с коррозионностойкими сталями AISI 304L, 308L.
Применяется для работы с коррозионностойкими сталями AISI 304L, 308L.Как определить качество электродов при покупке?
Приобретая электроды, принимайте во внимание ряд важных моментов, существенно влияющих на качество получаемого шва.
- Обмазка должна быть равномерно нанесена по всей площади слоем одинаковой толщины.
- Обмазка должна прочно держаться на сердечнике. Ее крошение свидетельствует о заводском браке или слишком длительном хранении продукции.
- Электроды не должны быть просроченными. Срок годности указывается на упаковке.
- Продукция должна храниться в специальных пеналах, предотвращающих отсыревание. Если изделия все-таки впитали влагу, перед использованием их необходимо прокалить в специальной печи при температуре +400°C или просушить.

Как выбрать электрод для сварки [полезные статьи] — Официальный сайт ТАНТАЛ ЛТД
Выбор сварочного электрода, для молодого сварщика может стать трудной задачей.
К примеру, какой поперечник электрода необходим под определенную толщину
металла, или же какой
сварочный ток выставить для получения крепкого шва?
Попробуем ответить на эти вопросы.
Для начала разберёмся, собственно что это электрод и
для чего необходима обмазка.
Электрод является железным сердечником с особенным покрытием,
которое именуется обмазкой. В
процессе сварки сердечник плавится, а обмазка при сгорании формирует газовую
защиту шва от вредоносного влияния воздуха. Например же в процессе
сварки складывается защитный
шлаковый слой сварочной ванны.
Например же в процессе
сварки складывается защитный
шлаковый слой сварочной ванны.
Выбирая электрод идет нужно смотреть на состав сердечника, который обязан быть идентичен со свариваемым металлом. Например, есть особые электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или же чугуном.
Есть огромное количество металлов и их сплавов, говорить о всех мы не станем, а сконцентрируемся на тех электродах, которые имеют все шансы потребоваться чаще остальных. Обычно применяется конструкционная сталь маленькой толщины. Вот для неё мы и попытаемся выбрать электроды. Но до этого некоторое количество информации об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Любой из них используется для выполнения конкретных задач.
Основное и
целлюлозное покрытия применяются для сварки исключительно на постоянном токе. Данные электроды возможно применить при монтаже серьезных систем, где потребуется предельная крепкость наплавленного
металла.
Рутиловые электроды подходят для работы на постоянном или же переменном токе. Они выделяются лёгким поджигом и мелким разбрызгиванием металла. Электроды имеют все шансы работать с аппаратами владеющими низким значением напряжения холостого хода.
При применении электродов с
кислым покрытием – возможно достичь лёгкого отделения шлака, впрочем воспользоваться похожими электродами в закрытом месте не рекомендовано — они довольно вредоносны для самочувствия сварщика.
Еще один момент — электроды с рутиловым и кислым
покрытием рекомендовано применять при сварке
аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Более обширно всераспространены электроды с основным и рутиловым покрытием. Для новенького сварщика знакомства с ними станет абсолютно спокойным.
Наиболее распространёнными электродами с основным покрытием считаются УОНИ 13/55.
Данные электроды предусмотрены для
углеродистых и низколегированных сталей. Как написано в
описании данных электродов, они рекомендованны для
сварки серьезных систем, швы, сваренные с поддержкой УОНИ 13/55 выделяются пластичностью
и стойкостью к ударным нагрузкам.
К дефектам данных электродов стоит отнести требовательность к чистоте кромок болванок. В случае если кромки болванок перед сваркой не обработать и на них попадёт масло, вода, или же ржавчина, велика возможность возникновения сварочных пор.
УОНИ 13/55 – предусмотрены для сварки лишь только переменным током на обратной полярности – о которой мы поведаем чуток позднее.
Наиболее распространённым представителем рутиловых электродов возможно именовать электроды марки МР-3. Они предусмотрены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести вероятность сварки как на постоянном, так и переменном токах, маленькое разбрызгивание металла, прочность дуги во всех пространственных положениях.
Не считая 2-ух самых
распространённых марок электродов для дел с конструкционной сталью, новеньким можно посоветовать электроды русского изготовления ОЗС-12 и
АНО-4. А для сварки нержавейки электроды иностранных изготовителей ОК 63.34, ОК
61.30 или же российские электроды
ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
А для сварки нержавейки электроды иностранных изготовителей ОК 63.34, ОК
61.30 или же российские электроды
ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная.
При сварке на плюсовом контакте выделяется больше тепла, а это означает, что на оборатной полярности лучше сваривать мощные конструкции.
Поперечник электрода выбирают, ориентируясь на толщину металла болванок. Для сварки металлов шириной до 1.5 мм сварка электродами используется изредка, для этих толщин лучше применить полуавтоматы или же аргонодуговую сварку.
Приблизительное соответствие толщины болванок и поперечников электродов вы сможете узнать из таблицы:
Следующий значительный момент – какой ток нужно выставить для электрода определенного поперечника. Эту информацию возможно узнать на упаковке электродов, или же взглянув надлежащую таблицу:
Так же
начинающему сварщику, лучше знать, собственно, что сварочный ток можно подобрать из расчёта 20-30А на 1 мм поперечника электрода. Т.е. для электрода поперечником 3мм, ток обязан быть в
приделах 80-110А, в зависимости от пространственного положения, толщины металла
и числа проходов.
Т.е. для электрода поперечником 3мм, ток обязан быть в
приделах 80-110А, в зависимости от пространственного положения, толщины металла
и числа проходов.
Четких и конкретных опций тока не существует – любой сварщик видит процесс со своей точки зрения, и в зависимости от личных ощущений выставляет нужные характеристики тока.
Чем выше сварщик выставляет характеристики тока, тем более водянистой и наименее «управляемой» выходит ванна. Цель сварщика – настроить установка таким образом, дабы работа была комфортабельной, а сварочная ванна необходимой для провара и управления краями ванны.
Виды покрытия электродов для дуговой и ручной сварки, как подобрать сварочные электроды
Когда дело доходит до сварки, выбор оборудования может быть невероятно широк. Знание того, какой именно затемняющий шлем покупать, какое защитное снаряжение будет наиболее безопасным, или даже какой металл использовать, — это все то, что нужно знать перед началом работ.
Новичкам действительно нужно учитывать только несколько основных факторов, но как только вы встанете на ноги и начнете работать и приобретете больше опыта, вам нужно будет понять более глубоко принцип работы элементов вашего оборудования.
Возможность различать типы сварочных электродов (прутков) — и знание их сильных и слабых сторон и наилучшего применения — это только одна из тех особенностей, которые оказывают огромное влияние на прочность и качество ваших сварных швов. Специалисты smsm.ru ответят на любые ваши вопросы и помогут приобрести электроды для сварки.
Сварочный электрод — это кусок проволоки, соединенный со сварочным аппаратом. Через эту проволоку пропускается ток, который помогает прочно соединить два куска металла.
В некоторых случаях, а именно сварочных аппаратах SMAW и т.п. проволока фактически расплавляется, становясь частью самого сварного шва. Эти сварочные прутки называются расходными электродами. Для сварки TIG (ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа аргона) сварочные прутки не плавятся, поэтому они называются неплавящимися электродами.
В рамках обеих этих групп существует множество различных вариантов и типов, которые будут более подробно рассмотрены ниже.
Сварочные прутки обычно имеют покрытие, хотя материалы, из которых они состоят, могут сильно отличаться. Также доступны незащищенные электроды (изготовленные без каких-либо дополнительных покрытий), хотя они встречаются гораздо реже. Они используются для определенных специальных работ, например, для сварки марганцевой стали.
Важно выбрать подходящий тип сварочного прутка, чтобы создать чистые и прочные сварные швы высшего качества. Выбор электрода определяется требованиями сварочных работ. К ним относятся:
- Прочность при разрыве
- Вязкость
- Коррозионная стойкость
- Цветной металл
- Положение сварки
- Полярность
- Длительность работы
- Расходные электроды.
Оскар Кьельберг изобрел первый в мире сварочный электрод с покрытием в 1904 году, погрузив голую проволоку в смесь карбонатов (включая целлюлозу) и силикатов в качестве связующего.
В то время как металлургический прогресс, состав покрытия электродов и технологии производства сохраняются по сей день, фундаментальные принципы электродуговой сварки (ЭДСП), также известной как стержневая сварка, остаются неизменными. Покрытие электродов обеспечивает:
Покрытие электродов обеспечивает:
- Дуговая защита при разложении карбоната кальция (CaCO3) в покрытии до CaO и CO2 под воздействием дугового тепла.
- Основной источник шлаковой системы, поддерживающей сварочную лужу и способствующей удалению примесей из сварочного шва расплавленного металла.
- Устойчивость дуги к таким элементам, как натрий и калий.
- Первичный источник легирования и дополнительного наполнителя металла.
Как упоминалось ранее, в ручной сварке обычно используют сварочные прутки, которые здесь будут называться расходными электродами. К ним относятся электроды с легким покрытием, а также электроды с экранированной дугой или с толстым покрытием.
Для начала, глядя на классификацию сварочной проволоки, вы уже можете сказать достаточно много о типе используемого электрода. Первые две цифры относятся к прочности на растяжение или к тому, какое напряжение может выдержать сварочный шов. Чем больше число, тем сильнее электрод.
Третья цифра указывает на то, в каких положениях может использоваться сварочная проволока. Например, цифра «1» означает, что электрод является полнопозиционным.
Например, цифра «1» означает, что электрод является полнопозиционным.
Последнее число немного сложнее. В сварке SMAW используются электроды, покрытые различными химическими веществами, которые защищают соединения во время сварки. Последняя цифра в классификации используется для обозначения покрытий, которые были использованы на электродах, и, таким образом, какой ток должен использоваться.
Как следует из названия, электроды с легким покрытием обрабатываются тонким слоем, который был нанесен кистью или с помощью распыления. Обычно он состоит из нескольких различных материалов, которые, скорее всего, будут похожи на металлы, которые вы свариваете вместе.
Рекомендуемые товары
Товаров не найдено
Дуговые потоки, создаваемые при использовании голых стержней, трудно контролировать, поэтому, если ваша работа позволяет, отдайте предпочтение использованию электрода с ламинированным покрытием, которое повысит стабильность дуги. Это сделает вашу работу быстрее и проще.
Однако это не единственная цель легкого нанесения покрытия на сварочные прутки. Другие преимущества использования электродов с тонким покрытием заключаются в том, что примеси, такие как оксиды и сера, уменьшаются (или полностью исключаются), капли металла в конце сварочной проволоки более равномерны по размеру и частоте, что означает, что ваши швы получатся более гладкими и аккуратными, и образуют только тонкий слой шлака.
Экранированные дуговые электроды аналогичны электродам со легким покрытием, за исключением того, что они имеют толстое покрытие. Благодаря своей более жесткой и прочной конструкции, они лучше подходят для сварки чугуна.
Существует три различных типа покрытий, наносимых на экранированные дуговые электроды, каждый из которых имеет свои результаты в процессе сварки. Во-первых, это электрогды с покрытиями, содержащими целлюлозу, в которых для защиты зоны сварки используется слой газа.
Покрытие на целлюлозном электроде содержит до 30% и более древесной муки. Покрытие относительно тонкое (от 12 до 15 процентов диаметра электрода) и образует тонкий, легко снимаемый, быстро замерзающий шлак, пригодный для сварки в любом положении, включая вертикально вверх и вертикально вниз.
Покрытие относительно тонкое (от 12 до 15 процентов диаметра электрода) и образует тонкий, легко снимаемый, быстро замерзающий шлак, пригодный для сварки в любом положении, включая вертикально вверх и вертикально вниз.
Целлюлозные электроды обеспечивают выкапывание/привод дуги с глубоким проникновением. Сварочная лужа хорошо впитывается и распространяется, обладает отличными механическими свойствами и имеет характерные пульсации.
К целлюлозным электродам относятся E6010, E7010 и E6011, которые обычно используются для труб, барж, ремонта ферм, технического обслуживания и очистки грязных листов. Во-вторых, покрытия второго типа включают минеральные вещества, которые образуют слой шлака.
Рутил — это минерал, состоящий в основном из диоксида титана. Рутиловые электроды, такие как электроды из нержавеющей стали классов E6013, E7014 и XXX-16, обеспечивают мягкую дугу с более легким проникновением, чем целлюлозные электроды.
Шлак легко поддается контролю, дуга легко воспламеняется и ударяется, что повышает аккуратность сварки. Обычно они используются в общем производстве, где не требуются механические свойства критических сварных швов.
Обычно они используются в общем производстве, где не требуются механические свойства критических сварных швов.
Третий тип покрытия на экранированных дуговых электродах состоит из комбинации целлюлозы и минералов.
Основные электроды имеют дугу со средним проникновением и отличными механическими свойствами. Покрытие выполнено из низководородного железосодержащего порошка, TiO2, CaCO3 и CaF2 (фтористый кальций). Покрытие имеет среднюю толщину, а добавление железного порошка увеличивает осаждение.
Он относительно быстро замерзает, что позволяет выполнять сварку плоским, горизонтальным, вертикальным и верхним слоем вверх. Основные электроды, такие как E7018, используются для сварных швов в металлоконструкциях, мостах, судах и морских нефтегазовых установках, где важны механические свойства.
Экранированные дуговые электроды, образующие слой газа, идеально подходят, поскольку они выступают в качестве высокоэффективного защитного барьера, создающего прочные сварные швы.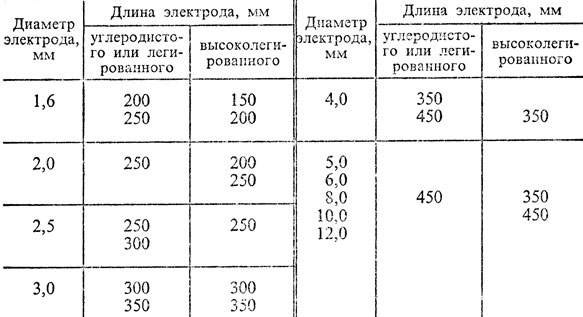 Сварочная ванна должна быть защищена от определенных атмосферных газов (а именно кислорода и азота), которые воздействуют на сварные швы и делают их слабыми, пористыми и хрупкими.
Сварочная ванна должна быть защищена от определенных атмосферных газов (а именно кислорода и азота), которые воздействуют на сварные швы и делают их слабыми, пористыми и хрупкими.
Такая защита может быть обеспечена либо с помощью сварочного прутка с покрытием, либо с помощью струи газа, способной оградить сварочную ванну от воздуха (как написано в описании экранированных дуговых электродов с целлюлозным покрытием).
Как и электроды с легким покрытием, экранированные дуговые электроды уменьшают содержание оксидов, серы и других примесей в металле, оставляя чистые, гладкие, обычные сварочные швы. Кроме того, сварочные дуги, создаваемые этими сварочными прутьями, гораздо проще контролировать, чем голые электроды, которые могут вызвать большое количество брызг.
Выбор дугового электрода с минеральным покрытием, который образует шлак, может показаться не разумным, но, на самом деле, этот шлак может оказать положительное воздействие.
Он охлаждается медленно — намного медленнее, чем экранированные дуговые электроды с целлюлозным покрытием, — всасывая примеси на поверхность. В результате вы получите высококачественные, прочные, долговечные и чистые сварные швы.
В результате вы получите высококачественные, прочные, долговечные и чистые сварные швы.
Правильный выбор сварочного прутка — это гораздо больше, чем кажется на первый взгляд. Важно овладеть искусством работы с четырьмя основными и наиболее распространенными сварочными прутьями (7018, 6013, 6011 и 6010), так как это значительно облегчит понимание принципов и свойств других. Специалисты smsm.ru помогут вам с выбором нужного электрода.
Как выбрать вольфрамовые электроды | Тиберис
0
На сумму: 0 р.
Вольфрамовые электроды используются при аргонодуговой сварке, то есть сварке неплавящимся электродом в среде защитного газа аргона.
Температура плавления вольфрама – 3410 °С, температура кипения – 5900 °С. Это самый тугоплавкий из существующих металлов. Вольфрам сохраняет твердость даже при очень высоких температурах. Это позволяет делать из него неплавящиеся электроды. В природе вольфрам встречается, в основном, в виде окисленных соединений — вольфрамита и шеелита.
Это самый тугоплавкий из существующих металлов. Вольфрам сохраняет твердость даже при очень высоких температурах. Это позволяет делать из него неплавящиеся электроды. В природе вольфрам встречается, в основном, в виде окисленных соединений — вольфрамита и шеелита.
При аргонодуговой сварке дуга горит между свариваемой деталью и вольфрамовым электродом. Электрод находится внутри сварочной горелки. Для сварки в среде защитных газов обычно применяют постоянный ток прямой полярности. Иногда используется ток обратной полярности или переменный ток. В таких случаях целесообразно использовать вольфрамовые электроды с легирующими добавками, которые повышают стабильность и устойчивость сварочной дуги.
Для улучшения качества электрода (например, устойчивости к высоким температурам, повышения стабильности горения дуги) в чистый вольфрам вводят в качестве добавки окислы редкоземельных металлов. Существует ряд разновидностей вольфрамовых электродов, в зависимости от содержания этих добавок. Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Этим определяется марка электрода. Марку электрода в наше время легко запомнить по цвету, в который окрашен один конец. Вольфрамовые электроды делятся на три типа: Постоянного (WT,WY), Переменного (WP, WZ) и Универсальные (WL,WC).
Международные марки электродов
WP (зеленый) — Электрод из чистого вольфрама (содержание не менее 99,5%). Электроды обеспечивают хорошую устойчивость дуги при сварке на переменном токе, сбалансированном или не сбалансированном с непрерывной высокочастотной стабилизацией (с осциллятором). Эти электроды предпочтительны для сварки на переменном синусоидальном токе алюминия, магния и их сплавов, так как они обеспечивают хорошую устойчивость дуги как в аргоновой, так и в гелиевой среде. Из-за ограниченной тепловой нагрузки рабочий конец электрода из чистого вольфрама формируют в виде шарика.
Основные свариваемые материалы: алюминий, магний и их сплавы.
Ознакомиться с ценами на WP (зеленые) электроды, можно по ссылке.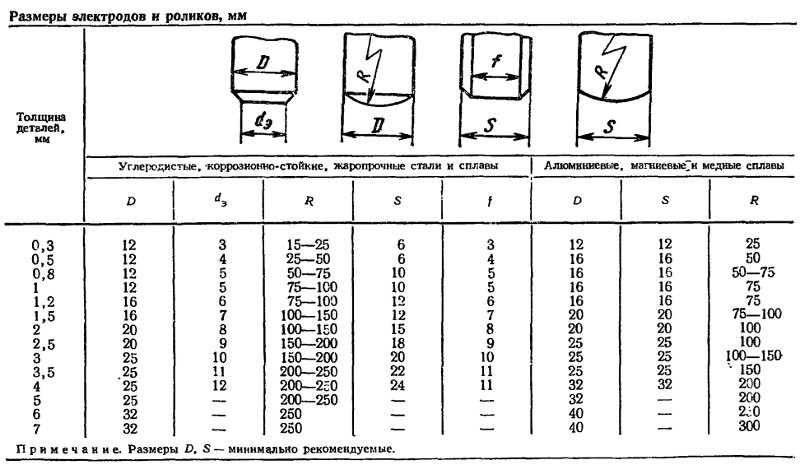
WZ-8 (белый) — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе, когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Основные свариваемые материалы: алюминий и его сплавы, бронза и ее сплавы, магний и его сплавы, никель и его сплавы.
Ознакомиться с ценами на WZ-8 (белые) электроды, можно по ссылке.
WT-20 (красный) — Электрод с добавлением оксида тория. Наиболее распространенные электроды, поскольку они первые показали существенные преимущества композиционных электродов над чисто вольфрамовыми при сварке на постоянном токе. Тем не менее, торий — радиоактивный материал низкого уровня, таким образом, пары и пыль, образующаяся при заточке электрода, могут влиять на здоровье сварщика и безопасность окружающей среды.
Сравнительно небольшое выделение тория при эпизодической сварке, как показала практика, не являются факторами риска. Но, если сварка производится в ограниченных пространствах регулярно и в течение длительного времени или сварщик вынужден вдыхать пыль, образующуюся при заточке электрода, необходимо в целях безопасности оборудовать места производства работ местной вентиляцией.
Торированные электроды хорошо работают при сварке на постоянном токе и с улучшенными источниками тока, при этом, в зависимости от поставленной задачи можно менять угол заточки электрода. Торированные электроды хорошо сохраняют свою форму при больших сварочных токах даже в тех случаях, когда чисто вольфрамовый электрод начинает плавиться с образованием на конце сферической поверхности.
Электроды WT-20 не рекомендуется использовать для сварки на переменном токе. Торец электрода обрабатывается в форме площадки с выступами.
Основные свариваемые материалы: нержавеющие стали, металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы.
Ознакомиться с ценами на WT-20 (красные) электроды, можно по ссылке.
WY-20 (темно-синий) — Иттрированый вольфрамовый электрод, наиболее стойкий из используемых сегодня неплавящихся электродов. Используется для сварки особо ответственных соединений на постоянном токе прямой полярности, содержание окисной добавки — 1,8-2,2%, иттрированый вольфрам повышает стабильность катодного пятна на конце электрода, вследствие чего улучшается устойчивость дуги в широком диапазоне рабочих токов.
Основные свариваемые материалы: сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе (DC).
Ознакомиться с ценами на WY-20 (темно-синие) электроды, можно по ссылке.
WC-20 (серый) — Сплав вольфрама с 2% оксида церия (церий — самый распространенный нерадиоактивный редкоземельный элемент) улучшает эмиссию электрода. Улучшает начальный запуск дуги и увеличивает допустимый сварочный ток. Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
Электроды WC-20 — универсальные, ими можно с успехом сваривать на переменном токе и на постоянном прямой полярности.
По сравнению с чисто вольфрамовым электродом, цериевый электрод дает большую устойчивость дуги даже при малых значениях тока. Электроды применяются при орбитальной сварке труб, сварке трубопроводов и тонколистовой стали. При сварке этими электродами с большими значениями тока происходит концентрация оксида церия в раскаленном конце электрода. Это является недостатком цериевых электродов.
Основные свариваемые материалы: металлы с высокой температурой плавления (молибден, тантал), ниобий и его сплавы, медь, бронза кремниевая, никель и его сплавы, титан и его сплавы. Подходит для всех типов сталей и сплавов на переменном и постоянном токе
Ознакомиться с ценами на WC-20 (серые) электроды, можно по ссылке.
WL-20, WL-15 (синий, золотистый) — Электроды из сплава вольфрама с оксидом лантана имеют очень легкий первоначальный запуск дуги, низкую склонность к прожогам, устойчивую дугу и отличную характеристику повторного зажигания дуги.
Добавление 1,5% (WL-15) и 2,0% (WL-20) оксида лантана увеличивает максимальный ток, несущая способность электрода примерно на 50% больше для данного типоразмера при сварке на переменном токе, чем чисто вольфрамового. По сравнению с цериевыми и ториевыми, лантановые электроды имеют меньший износ рабочего конца электрода.
Лантановые электроды более долговечны и меньше загрязняют вольфрамом сварной шов. Оксид лантана равномерно распределен по длине электрода, что позволяет длительное время сохранять при сварке первоначальную заточку электрода. Это серьезное преимущество при сварке на постоянном (прямой полярности) или переменном токе от улучшенных источников сварочного тока, сталей и нержавеющих сталей. При сварке на переменном синусоидальном токе рабочий конец электрода должен иметь сферическую форму.
Основные свариваемые материалы: высоколегированные стали, алюминий, медь, бронза. Подходит для всех типов сталей и сплавов на переменном и постоянном токе.
Ознакомиться с ценами на WL-20здесь и WL-15 по ссылке.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т. к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
Спасибо за подписку!
Сварочные электроды — выбираем подходящий тип для конкретного вида работ
Когда стоит задача купить электроды, конечно, лучше разобраться в этом вопросе основательно: какие бывают типы металла, чем они отличаются, для каких металлов предназначены, а также какие бывают виды и марки электродов.
Сейчас же для того чтобы максимально быстро начать практиковаться в выполнении швов, будет рассмотрен более простой путь выбора.
Что касается выбора магазина, то предпочтительней покупать в специализированном магазине, где продаются сварочное оборудование и расходные материалы, а не в обычном хозяйственном, потому что в специализированном магазине, скорее всего, продавцы разбираются в этой теме и смогут что-то подсказать.
Там же, где продается все подряд, скорее всего, продавцы не обладают должной компетенцией в вопросе подбора сварочных электродов.
Кроме того, часто бывает, что в обычных хозяйственных магазинах цены выше. Возможно, подразумевается, что человек, который покупает подобные материалы в неспециализированном, не разбирается в вопросе настолько, чтобы хорошо себе представлять, сколько они стоят.
Придя в специализированный магазин, достаточно сказать, что нужны электроды для сварки углеродистой стали обыкновенного качества, или обыкновенной углеродистой стали.
У каждого типа электрода может быть несколько марок. Для примера приведена таблица 5 с электродами типа Э46.
| Тип | Марка |
| Э46 | МР3С; АНО-21, АНО-4; ОЗС-4, ОЗС-6, ОЗС-12 и т.д. |
Иногда в маркировке ставится буква «А» — например, Э46А. Это означает повышенную пластичность сварного шва.
Поскольку за пример взят тип Э46, дальнейшее разъяснение принципов подбора будет происходить на примере этого же вида электродов. Существует большой спектр электродов марки АНО (21, 36, 4 и т. д.), ОЗС, МР-3.
д.), ОЗС, МР-3.
Вряд ли в магазине окажется вся «линейка» определенной маркировки. Скорее всего, будет один или два варианта. Имеет смысл купить самую маленькую порцию, которую смогут предложить, и попробовать, какими электродами будут получаться наиболее качественные швы в данной конкретной ситуации.
Имеет смысл также попробовать варить электродами УОНИ 13/55, это тип Э50. Он отличается от типа Э46, в некоторых ситуациях с их помощью можно будет получить более качественный сварной шов.
В любом случае сначала нужно пробовать: покупать маленькую партию, а затем, если получается качественный результат, можно брать необходимое количество для всего объема сварочных работ.
Принцип работы электрода
На рисунке приведена схема процесса ручной дуговой сварки (РДС).
Электрод представляет собой металлический стержень, на который нанесена обмазка или покрытие.
В результате горения дуги 3 и под воздействием ее температуры плавится металлический стержень 5, и металл с этого стержня переносится в сварочную ванну 2.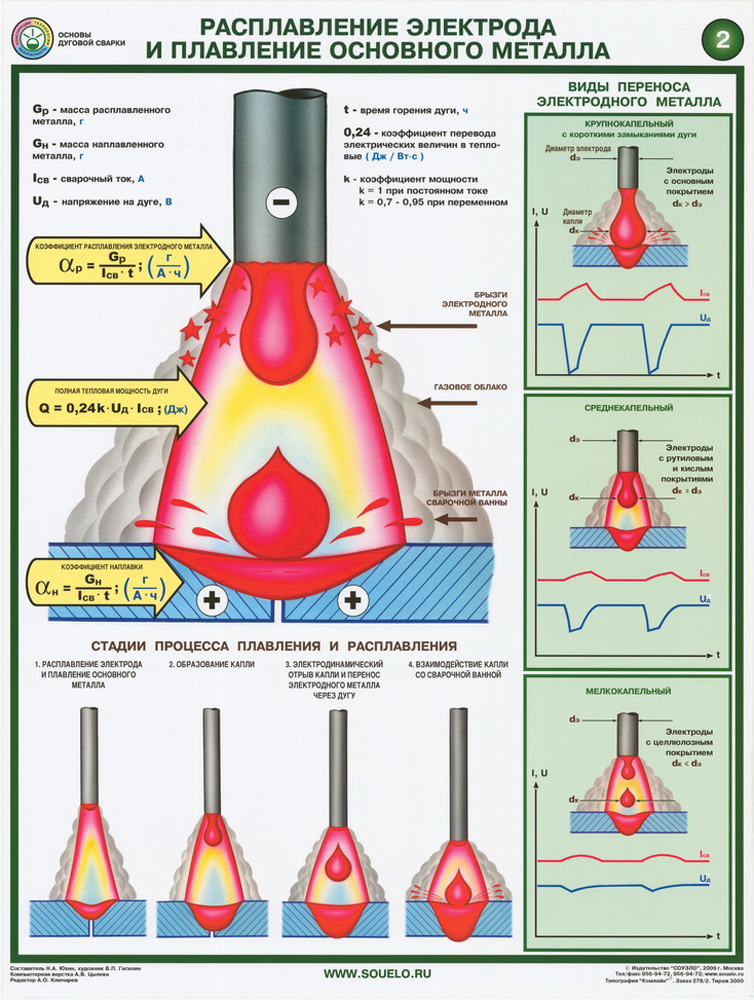 Также от высокой температуры плавится обмазка. В результате ее расплавления образующих защитные газы, которые защищают дугу и сварочную ванну от воздействия кислорода, азота и других газов содержащихся в воздухе. Кроме того, образовавшиеся газы способствуют стабилизации горения дуги.
Также от высокой температуры плавится обмазка. В результате ее расплавления образующих защитные газы, которые защищают дугу и сварочную ванну от воздействия кислорода, азота и других газов содержащихся в воздухе. Кроме того, образовавшиеся газы способствуют стабилизации горения дуги.
В процессе плавления обмазки образуется жидкий шлак, который растекается по поверхности сварочной ванны. При этом жидкий шлак раскисляет металл, избавляя сварочную ванну от кислорода, и, наоборот, добавляет легирующие присадки для повышения качества металла шва и сварного соединения в целом. По мере остывания шва жидкий шлак превращается в шлаковую корку 10, которая впоследствии должна быть удалена.
Видео рекомендация, как выбрать электрод
В этом видео собраны рекомендации начинающим сварщикам.
Рассмотрим такие вопросы:
- Какой диаметр электрода подходит к той или иной толщине металла;
- Какой сварочный ток выставить для получения качественного шва.
- Отличие сварочных режимов на прямой полярности м обратной
 youtube.com/embed/v4L8XYbfD9s?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/v4L8XYbfD9s?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»»> Диаметры электродов
Измеряются в миллиметрах, эти величины стандартные и по российскому ГОСТу составляют: 1,6; 2; 2,5; 3; 4; 5; 6 и т.д. У импортных бывают и другие диаметры, например 2,6 вместо 2,5; 3,2 вместо 3.
Диаметры более 4 мм не представляют интереса для бытовых сварочных работ, потому что бытовая электрическая сеть не выдает такой мощности, которая позволила бы использовать электроды диаметром 5-6 мм и более.
Даже диаметром 4 мм зачастую невозможно использовать, так как и сварочные аппараты как правило не выдают нужный сварочный ток, и некоторые электрические сети, особенно за городом, не позволяют варить такими электродами.
Диаметр электрода, указанный в миллиметрах, означает диаметр именно металлического стержня, то есть без учета толщины обмазки. Обычно чем он больше, тем больше его длина.
Дефекты
Обмазка должна быть нанесена на электрод равномерно по всей длине и по всей окружности. Если обмазка неравномерна по толщине, то есть где-то толще, а где-то тоньше, — это брак. Когда обмазка нанесена равномерно по длине, но с одной стороны толще, а с другой тоньше — это тоже брак. В таких случаях труднее получить качественный шов.
Если обмазка неравномерна по толщине, то есть где-то толще, а где-то тоньше, — это брак. Когда обмазка нанесена равномерно по длине, но с одной стороны толще, а с другой тоньше — это тоже брак. В таких случаях труднее получить качественный шов.
Обмазка не должна крошиться и отваливаться. Если на конце электрода обмазка отвалилась, зажигать дугу будет значительно сложнее. Кроме случаев производственного брака обмазка также может крошиться, когда электрод старый либо его хранили не должным образом. Так или иначе, работать таким стержнем будет очень трудно, или вовсе невозможно.
Окончания электродов
В данном варианте металлический стержень закрыт шлаком, и при попытке зажечь дугу не будет электрического контакта между металлическим стержнем и металлом детали, и дуга не будет гореть. Необходимо достаточно сильно стукнуть по твердой диэлектрической поверхности, чтобы отбить шлак.
Обмазка электрода закрыта шлаком
Важно: стукнуть электродом можно любую твердую диэлектрическую поверхность.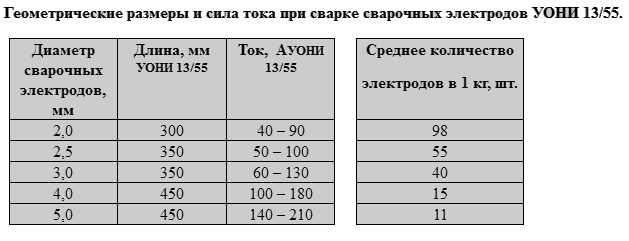 Допустимо стукнуть по свариваемой детали, но в этом случае необходимо убедиться, что на ней нет рабочего напряжения!
Допустимо стукнуть по свариваемой детали, но в этом случае необходимо убедиться, что на ней нет рабочего напряжения!
Если виден металл на окончании электрода, то зажигание дуги не вызовет проблем. На фотографии ниже ситуация противоположная. Обмазка отвалилась. В таком случае зажечь электрод будет трудно по другой причине.
Обмазка выполняет функцию защиты дуги, стабилизирует горение дуги — грубо говоря, «помогает дуге гореть». Если обмазки нет, дуга либо не будет гореть совсем, либо будет гореть очень нестабильно, и хорошей сварки не получится. Решается проблема откусыванием этой части электрода.
Обмазка электрода отвалилась
Есть еще вариант для более опытных сварщиков — «чиркать» электродом, едва касаясь металла и не давая электроду прилипнуть к детали. Для этого нужно прикладывать минимальное усилие в вертикальном направлении и достаточное усилие — в направлении движения электрода параллельно детали, не задерживая электрод на одном месте. Выполнить таким образом нужное количество движений, пока металлический стержень не обгорит.
Остаток электрода
При выполнении сварного шва происходит сгорание электрода и возникает вопрос, до какой минимальной длины его использовать. Другими словами, какой длины должен остаться огарок.
В принципе, оптимальная длина — 3 см, но эта цифра может варьироваться. Например, если осталось 4 см и надо вести следующий относительно длинный шов, то нет никакого смысла этот сантиметр дожигать. Лучше сразу взять новый.
Сжигать стержень до держателя нежелательно, так как в этом случае портится сам электрододержатель. Кроме того, во время выполнения сварного шва при малой длине электрода сварочная ванна загораживается держаком, и визуально контролировать выполнение шва становится невозможно.
Сварка тонкого металла
При сварке тонкого металла, то есть толщиной 0,5- 1 мм, глубина сварочной ванны больше, чем толщина металла. Поэтому, если просто сваривать такой металл без подготовки кромок, он будет прожигаться насквозь. Чтобы такого не происходило, при сварке двух деталей встык делаются отбортовки.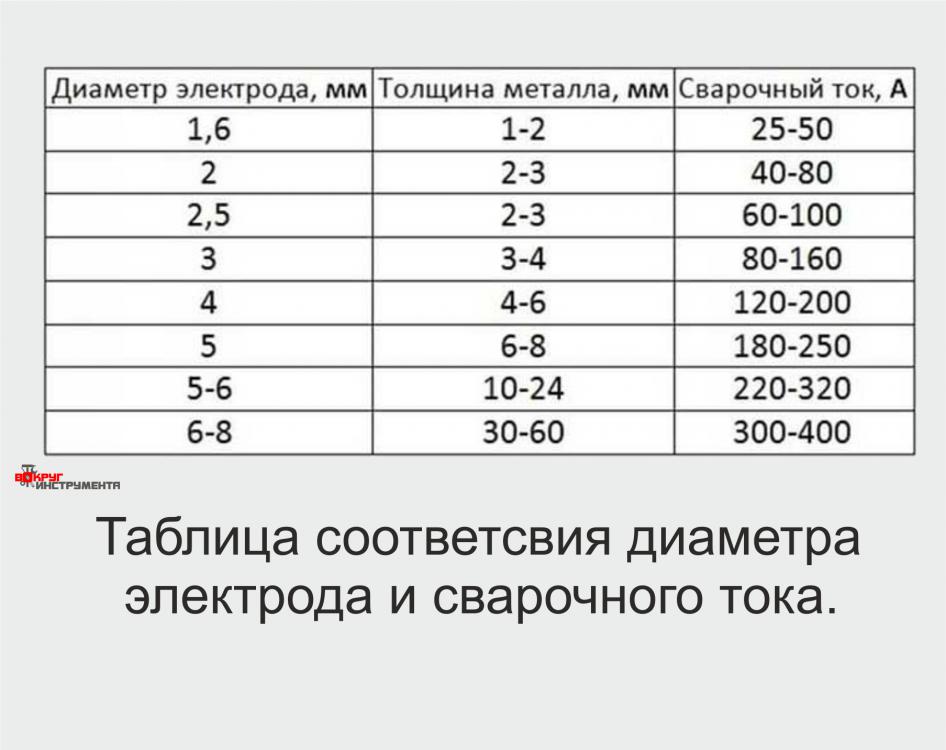
Когда отбортованная кромка расплавляется от тепла дуги, отогнутые части заплавляются внутрь, закрывают весь промежуток между заготовками и вместе с металлом, который поступает с электрода, образуют шов. Таким образом, не происходит проплавление металла на сквозь, а получается полностью заполненный шов. (Опытные и высококвалифицированные сварщики умеют сваривать столь тонкий металл и без отбортовок, но у сварщиков-любителей, как правило, это не получается.)
Электроды для сварки чугуна
Для декоративной заварки поверхностных дефектов используются стальные электроды Св-08.
Для заварки дефектов обрабатываемых нерабочих поверхностей при ремонте неответственных чугунных изделий небольших размеров с малыми объемами наплавления, не требующих после сварки механической обработки, используют электроды ЦЧ-4.
Также при сварке чугунов используются электроды УОНИ-13/45. Сварка ими производится на постоянном токе обратной полярности.
Медные электроды, например ОЗЧ-2 и ОЗЧ-6, используются для сварки малогабаритных изделий с небольшими дефектами, работающих при незначительных статических нагрузках и требующих плотных швов, выполненных из серого или ковкого чугунов. Данные электроды дают достаточно прочное сварное соединение, которое хорошо обрабатывается. Сварку чугуна без подогрева можно также выполнять присадочными материалами в виде сплавов чугуна на никелевой основе с содержанием никеля более 20%. Получаемый сварной шов отличается высокой пластичностью и малой твердостью.
Данные электроды дают достаточно прочное сварное соединение, которое хорошо обрабатывается. Сварку чугуна без подогрева можно также выполнять присадочными материалами в виде сплавов чугуна на никелевой основе с содержанием никеля более 20%. Получаемый сварной шов отличается высокой пластичностью и малой твердостью.
Для сварки изделий из высокопрочного, серого чугунов, а также для выполнения разнородных соединений чугуна со сталью используются электроды марок ЦЧ-4А.
Горячая сварка осуществляется следующим образом: механическая обработка заготовки; формовка свариваемых деталей; нагрев; сварка и охлаждение сваренных деталей. Нагрев деталей можно осуществить посредством газовой горелки.
Электроды для данного вида сварки выполняются из стержней, однородных основному металлу. Применяются, например, ЭЧ-1, ЭЧ-2, ПЧ-1, ПЧС-1, ПЧС-2.
Температура подогрева в зависимости от марки чугуна и объемов свариваемой детали 300-700°С с последующим охлаждением на 100%. Сварку чугуна выполняют на токе обратной полярности. Рекомендуемые режимы сварки представлены в таблице.
Рекомендуемые режимы сварки представлены в таблице.
| Диаметр электрода, мм | Сила тока, А | |
Нижнее положение | Вертикальное положение | |
| 3,0 | 90-110 | 80-100 |
| 4,0 | 120-140 | 100-120 |
| 5,0 | 160-190 | 150-170 |
| 6,0 | 220-250 | 210-240 |
Сварку необходимо осуществлять небольшими участками длиной 30-60 мм с послойным охлаждением на воздухе до 60°С. Сразу после сварки шов подвергается проковке легкими ударами молотка.
Как выбрать электроды, проволоку сварочную, советы по выбору и отзывы
Вид
Электрод – стержень с защитным покрытием (обмазкой), который устанавливается в держатель ручного сварочного аппарата. Покрытие защищает зону сварки от негативного влияния воздуха, стабилизирует дуговой разряд, улучшает свойства металла сварного шва.
Правильный выбор электрода определяется материалом и толщиной свариваемых деталей, пространственным положением сварки, назначением конструкции (малоответственная / ответственная) и условиями ее использования.
Проволока – электрод для автоматического и полуавтоматического сварочного аппарата. Подача проволоки осуществляется через сопло путем разматывания катушки, находящейся на сварочном аппарате.
- Электрод
- Проволока
Назначение
Для сварки – позволяет создать неразъемные соединения между различными деталями. Сварка предназначена для получения прочных и надежных конструкций. Такие электроды встречаются чаще всего.
Для наплавки – дает возможность нанести слой металла на поверхность путем сварки плавлением. С помощью наплавки восстанавливают поврежденные или изношенные изделия. Отдельные марки электродов подходят для работы с изделиями из чугуна.
Марки: ЦЧ-4, Т-590.
Для резки – позволяет разделить металл на заготовки определенной формы и размера. Резка электродами используется при строительно-монтажных работах, если нет специального оборудования. Подобные электроды отличаются повышенными параметрами теплостойкости обмазки и тепловой мощностью дуги, а также интенсивной окисляемостью жидкого металла.
Марки: ОЗР-1, ОЗР-2, РОТЭКС Р.
Применение
Выбирая оптимальный вариант, помните, что материалы электрода и свариваемых изделий должны совпадать. Поэтому каждой разновидности стали или другого металла соответствуют свои электроды:
- малоуглеродистая сталь – АНО-21, МР-3, ЦЧ-4;
- углеродистая сталь – АНО-36, РЦ (Е46), УОНИ-13/55;
- низколегированная сталь – АНО-4, АНО-21, УОНИ-13/55;
- легированная сталь – Т-590;
- высоколегированная сталь – ЦЛ-11;
- нержавеющая сталь – ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/НЖ-2, УОНИ-13/ЭП-56;
- алюминий – OK 96. 10, OK ALMN1 (96.20), УАНА 6, UTP 48 (UTP 480).
Материал стержня
Металлические – изготавливаются из чугуна, стали, латуни, вольфрама, бронзы, меди. Подразделяются на два типа.
- Плавящиеся – обеспечивают формирование сварного шва за счет расплавления электрода и кромок свариваемых деталей. Медные, стальные, алюминиевые модели являются плавящимися.
- Неплавящиеся – обеспечивают образование сварного шва только посредством плавления металла элементов, подвергаемых сварке. Вольфрамовые электроды относятся к неплавящимся электродам.
Неметаллические (неплавящиеся) – выполняются из графита и угля.
Диаметр
Оптимальный диаметр электрода или проволоки выбирается в зависимости от типа сварки, толщины материала и других факторов. Минимальный диаметр электрода составляет 1 мм, проволоки – 0.6 мм. С увеличением этого показателя возрастает толщина металла, который можно варить посредством выбранного электрода. В то же время понадобится более сильный сварочный ток.
Ориентировочные параметры диаметра электродов и толщины металла:
- 2 мм – 2 мм;
- 2.5 мм – до 3 мм;
- 3 мм – до 5 мм;
- 4 мм – до 10 мм;
- 5 мм – до 15 мм.
Ориентировочные параметры диаметра электрода и силы тока:
- 2 мм – 70 А;
- 2.5 мм – 70-100 А;
- 3 мм – до 140 А;
- 4 мм – до 220 А;
- 5 мм – до 280 А.
Важно: слишком слабый сварочный ток не позволит проварить металл, слишком сильный – прожжет его.
В бытовой сварке используются модели, у которых диаметр варьируется в пределах 2-5 мм. Чаще всего востребованы электроды с диаметром 2.5-3 мм. Электроды от 5 мм и выше – относятся к профессиональным и применяются главным образом для наплавки, а не для сварочных работ.
Важно: при выполнении сварки в вертикальном и потолочном положениях, необходимо выбирать диаметр электрода от 4 мм. А вот сила тока в этом случае снижается на 15-20% от аналогичного параметра в других положениях.
Толщина обмазки стержня электрода – определяется исходя из отношения наружного или общего диаметра электрода (D) и диаметра внутреннего стержня (d). По данному параметру электроды подразделяются на следующие категории:
- тонкие (М) – соотношение 1.2;
- средние (С) – соотношение 1.45;
- толстые (Д) – соотношение 1.8;
- особо толстые (Г) – соотношение более 1.8.
Покрытие
Электроды
Рутиловое (Р) – отличаются легким поджигом дуги, низкой токсичностью, малым разбрызгиванием металла, устойчивостью к появлению пор в сварном шве, небольшой чувствительностью к изменению длины дуги. Получившийся шов не боится горячих или холодных трещин. При этом обеспечивается легкая шлакоотделяемость. Для работы с электродами не нужно предварительно зачищать рабочую поверхность от ржавчины.
Недостатки рутиловых электродов: ограниченная сфера применения (не для всех конструкций и не для всех металлов), необходимость прокалки и просушки перед применением, чувствительность к повышению напряжения тока. Такие электроды не подходят для сварки деталей, которые рассчитаны на использование при высоких температурах.
Рутиловые электроды обеспечивают оптимальный баланс простоты работы и качества сварного шва. Хороший выбор для новичков.
Область применения: ремонт инструментов и деталей, сварка трубопроводов, работа с низколегированными и низкоуглеродистыми сталями. Нельзя применять для сварки высокоуглеродистых сталей. Используются при сварке на постоянном и переменном токе.
Марки: АНО-4, АНО-6, АНО-21, АНО-36, Монолит, Арсенал, Гранит, МР-3, ОК 46.00.
Основное (Б) – характеризуются высокой пластичностью и ударной вязкостью, устойчивостью к сероводородному растрескиванию и появлению горячих трещин. Другие преимущества – низкая токсичность и малое содержание газов в металле сварного шва. В итоге получается шов с превосходными механическими свойствами, выдерживающий значительные нагрузки.
Недостатки электродов с основным покрытием: нестабильность дуги при переменном токе, чувствительность к влаге, ржавчине и увеличению длины дуги (приводит образованию пор в шве), необходимость предварительного прокаливания.
Область применения: сварка ответственных или жестких конструкций, трубопроводов, толстых деталей, работа с низко- и высоколегированными сталями.
Марки: УОНИ 13/45, УОНИ 13/55, УОНИ 13/65, Lb 52U, ОК 48.00, ОК 53.70.
Кислое (А) – полностью исключают появление пор в сварном шве, нечувствительны к ржавчине, легкие в розжиге дуги.
Недостатки кислых электродов: токсичность при нагреве, плохая шлакоотделяемость, высокий коэффициент разбрызгивания металла. Кислые электроды не подвергаются высокотемпературной прокалке.
Область применения: сварка малоответственных конструкций, работа с низколегированными сталями. Подходят для работы при постоянном и переменном токе. Из-за токсичных испарений сварка должна выполняться на открытой местности. Такие электроды встречаются редко.
Марки: ОЗЧ-2, ЦЛ-6.
Целлюлозное (Ц) – дают высокую скорость работ и газовую защиту металла, что исключает образование пор и снижает количество шлаков. Такими электродами выполняют сварку в труднодоступных местах.
Недостатки целлюлозных электродов: необходимость шлифовки сварного шва, сниженная пластичность металла шва, что может вызвать появление трещин, повышенное разбрызгивание металла (до 15%). Целлюлозные электроды чувствительны к перегреву.
Область применения: сварка магистральных трубопроводов, работа с низколегированными и углеродистыми сталями.
Марки: ВСЦ-4, ВСЦ-4А, ВСЦ-4М.
Встречаются электроды и со смешанным покрытием. Наиболее распространены рутил-целлюлозные модели (РЦ). Подобные электроды обеспечивают высокие характеристики пластичности и ударной вязкости сварного шва при малой токсичности. Кроме того, повышается степень защиты металла шва от воздуха (по сравнению с целлюлозными сварочными материалами).
Недостатки рутил-целлюлозных электродов: сильное разбрызгивание металла, сравнительно небольшая стойкость к образованию горячих и холодных кристаллизационных трещин. Такие электроды прихотливы в хранении.
Марки: АНО-36, РЦ (Е46).
Проволока
Чаще всего встречается проволока с медным покрытием. Данное решение обладает рядом преимуществ: качественный сварной шов (поры почти отсутствуют), минимальное разбрызгивание металла, хороший розжиг дуги.
Полярность
Прямая полярность – оптимальна для сварки тяжелых конструкций, чугуна, низколегированных, низко- и среднеуглеродистых сталей (толщина 5 мм и более). Такую сварку выбирают, если нужно добиться глубокого проплавления металла.
Обратная полярность – подходит для сварки листовых деталей, низко-, средне- и высоколегированных, а также низкоуглеродистых сталей. Этот вариант дает повышенную скорость плавления электродов.
Ток
Постоянный – дают повышенную производительность работы и качество сварного шва. Характеризуется невысоким разбрызгиванием металла, позволяет скреплять тонкие изделия, дает стабильную дугу даже в сложных условиях (перепады напряжения, сильный ветер). Недостатки: высокая цена сварочных аппаратов, «магнитное дутье» осложняет и замедляет сварку.
Марки электродов для сварки постоянным током: УОНИ-13/55, УОНИ-13/45, МР-3, АНО-21, ОЗС-12, ОЗЛ-6, LB-52U, ОЗЧ-2.
Переменный – обеспечивают защиту сварочной ванны от воздуха и не нуждаются в выпрямителе к трансформатора. При этом работы выполняются менее дорогой и тяжелой техникой по сравнению с предыдущим вариантом. Недостатки: менее надежное соединение, сильное разбрызгивание металла, трудности при выполнении вертикальной и потолочной сварки, малая ударная вязкость.
Марки электродов для сварки переменным током: АНО-4, АНО-6, АНО-21, МР-3, МР-3С, ОЗС-4, ОЗС-6, ОЗС-12.
Важно: электроды для сварки переменным током подходят и для работы с постоянным током, а вот обратное сочетание невозможно.
Положение сварки
Нижнее – используется при несложных работах или в случае, когда к конструкции не предъявляется особых требований. Наиболее производительный способ сварки.
Горизонтальное и вертикальное – более сложные и требуют от сварщика соответствующих навыков. Для сварки вертикального шва нужны специальные электроды, повышающие вязкость сварочной ванны.
Потолочное – самое сложное положение сварки. Работы выполняются специалистом высокой квалификации. Сварка потолочного шва производится с применением электродов малого диаметра с тугоплавкой обмазкой.
Большинство электродов рассчитано на сварку во всех пространственных положениях.
Вес
Знание веса электродов – наряду с диаметром и длиной – необходимо для вычисления расхода электрода на метр шва (для этого используются специальные методики). Производитель указывает вес пачки сварочных материалов.
5 вещей, которые нужно знать, чтобы выбрать правильный сварочный электрод — WeldingBoss.com
В целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте через ссылки и рекламу.
Выбор подходящей сварочной проволоки может стать головной болью, поскольку универсального электрода для сварки на все случаи жизни не существует. Мы избавили вас как минимум от нескольких головных болей, создав подробное руководство по выбору сварочной проволоки. Как правильно выбрать сварочный электрод?
Чтобы выбрать правильный сварочный электрод, вам необходимо:
- Учитывать основные металлы, которые вы будете сваривать
- Знать силу тока и полярность
- Знать прочность металлов на растяжение
- Знать положения сварки
- Ознакомьтесь с системой нумерации, используемой для описания электродов
сварочные электроды. Вы также найдете рекомендации о том, какой сварочный пруток лучше всего подходит для сварки различных металлов, включая чугун, литейную сталь, мягкую сталь.
Кроме того, поскольку вы ознакомились с информацией о том, как выбрать правильный сварочный электрод, вам следует уделить время правильному его хранению. Сделайте себе одолжение и ознакомьтесь с нашим рекомендуемым постом для хранения сварочных прутков здесь.
Вы свариваете на машине переменного тока?
AdvertisementsПрежде чем приступить к сварке, очень важно подумать о полярности. Когда вы включаете сварочный аппарат, создается электрическая цепь с отрицательным и положительным полюсом.
Обеспечение правильной полярности – это разница между формированием прочного, однородного сварного шва и формированием некачественного сварного шва, характеризующегося неоднородностью и чрезмерным разбрызгиванием, в соответствии с Школа сварщиков Талсы .
Сварочные аппараты, использующие переменный ток (AC), работают с током, который последовательно меняет отрицательную и положительную полярность в соответствии с движением синусоиды.
Сварочные аппараты переменного тока предназначены для начинающих , поскольку эти аппараты имеют низкую стоимость.
Существуют также обстоятельства, при которых имеет смысл использовать сварочный аппарат переменного тока, независимо от уровня квалификации оператора.
Сварочные аппараты переменного тока часто используются в:
- Судостроении
- Сварке алюминия методом ВИГ в связи с более высокими требованиями к температуре
- Сварке магнитных деталей
Какие типы сварочных стержней работают с переменным током?
AdvertisementsВыбор сварочного электрода будет зависеть от того, собираетесь ли вы использовать переменный ток . Есть электроды, которые можно использовать как с постоянным, так и с переменным током. Однако 9Электроды 0007, 6010 можно использовать только с постоянным током.
При использовании переменного тока, один электрод можно использовать электрод 6011. Этот тип сварочного стержня создает дугу, способную прорезать ржавые или грязные металлы, что делает его популярным выбором для тех, кто занимается техническим обслуживанием/ремонтом.
Вы свариваете на машине постоянного тока?
Сварочные аппараты постоянного тока (DC) работают с током одной полярности на протяжении всего процесса. Результатом сварки постоянным током является более стабильная дуга, характеризующаяся меньшим разбрызгиванием вдоль валика сварного шва. Конечный продукт намного мягче.
Рекламные ссылки Некоторые даже говорят, что легче научиться сварке постоянным током, хотя начинающие сварщики обычно используют переменный ток из-за стоимости оборудования.
Какие типы сварочных стержней подходят для машин постоянного тока? Электроды
6010 исключительно совместимы с постоянным током. Вы часто можете найти электроды, совместимые с постоянным током, просто выполнив поиск в Интернете по запросу «сварочные электроды постоянного тока», поскольку электроды часто продаются таким образом.
Обратите внимание на материал покрытия сварочного стержня. Если электрод изготовлен из натриевой целлюлозы, то его можно использовать только с DCEP (постоянный ток, положительная полярность), как показано в этом руководстве от Miller Electric.
AdvertisementsВ то же время вы можете использовать электроды с покрытиями, состоящими либо из титана калия, либо из железного порошка титана с переменным током и постоянным током любой полярности. Более подробно о выборе сварочных электродов для конкретных целей я расскажу в следующих разделах этой статьи.
Сварочный электрод какого размера следует использовать?
Обычно толщина сварочного стержня должна соответствовать толщине металла, с которым вы работаете, как это рекомендовано Summit College.
Вы можете найти брелок для измерения толщины металла, например, изготовленный YESWELDER, который поможет определить толщину металла, с которым вы планируете работать.
Сила тока, которую может безопасно выдержать сварочная проволока, зависит от ее диаметра.
Вы можете найти в Интернете таблицы размеров сварочных электродов, которые показывают взаимосвязь между диаметром сварочного электрода и силой тока, в том числе эту, разработанную Firepower.
На диаграмме видно, что диаметр сварочных прутков варьируется от 5/64” до 5/32”.
В таблице также указана соответствующая рекомендуемая толщина основного металла, который вы будете сваривать.
Рекламные объявления Имейте в виду, что это всего лишь пример диаграммы от одной компании, чтобы показать вам взаимосвязь между диаметром сварочного электрода и требуемой силой тока.
В этой таблице, опубликованной компанией Island Supply Welding, вы увидите, что существуют сварочные прутки диаметром от 1/16 дюйма до 5/16 дюйма в диаметре. Их график выглядит примерно так:
| ELECTRODE DIAMETER (THICKNESS) | AMP RANGE | PLATE |
| 1/16″ | 20 – 40 | UP TO 3/16″ |
| 3/32″ | 40 – 125 | UP TO 1/4″ |
| 1/8 | 75 – 185 | OVER 1/ 8″ |
| 5/32″ | 105 – 250 | OVER 1/4″ |
| 3/16″ | 140 – 305 | OVER 3/ 8″ |
| 1/4″ | 210 – 430 | OVER 3/8″ |
| 5/16″ | 275 – 450 | OVER 1/2″ |
Диапазоны силы тока на втором графике аналогичны диапазонам на первом. Общая тенденция такова: электроды с малым диаметром смогут выдержать только небольшой ток (силу тока).
Это еще не все. Когда дело доходит до выбора электродов, я расскажу о других факторах, которые необходимо учитывать.
Что означают номера сварочных электродов?
Американское общество сварщиков (AWS) разработало систему нумерации сварочных электродов, чтобы классифицировать сварочные электроды и упростить выбор электрода для прокатки.
Когда вы покупаете сварочные электроды, вы заметите четырех- или пятизначный номер, за которым следует такая буква:
E6013
- E означает «электрод для дуговой сварки»
- Первые две цифры « 60” показывают, что прочность сварочного прутка на растяжение составляет 60 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).
- Предпоследняя цифра относится к положению сварки, «1» – сварочный пруток во всех положениях.
- Последняя цифра указывает материал покрытия «3» изготовлен из высокооктанового калия
Как выбрать электрод?
Существует множество факторов, влияющих на то, какой электрод лучше всего подходит для работы.
Электрод, с которым вы выберете, зависит от:
- Прочность на растяжение
- пластичность
- Коррозионная стойкость
- Основной металл (сталь, алюминий и т. Д.)
- Текущий и полярность
- . Прочность
Прочность на растяжение относится к максимальной величине напряжения, которое может испытать материал при растяжении или растяжении до того, как он сломается или выйдет из строя, как определено младшим колледжем Санта-Роза.
Часто измеряется в фунтах на квадратный дюйм (psi).
Минимальная прочность на растяжение электрода должна соответствовать минимальной прочности на растяжение основного металла во избежание дефектов сварного шва, таких как растрескивание.
В большинстве случаев используются сварочные электроды серии 6000 или 7000. Например, E6011 имеет прочность на растяжение 60 000 фунтов на квадратный дюйм. Сварочный пруток серии E60 по прочности на растяжение соответствует низкоуглеродистой стали согласно Miller Welds.
Положение сварки
Вы также должны учитывать положение сварки при выборе используемого электрода. Положение сварки относится к направлению, в котором сверлильщик укладывает сварочный валик.
Наиболее часто используемыми сварочными электродами являются всепозиционные сварочные электроды . Есть 4 основных положения сварки.
- Плоский
- Горизонтальный
- Вертикальный
- Вертикальный
Большинство продаваемых сварочных прутков являются электродами для всех положений, но при работе с электродом все же стоит смотреть на 4- или 5-значный номер на электроде. оборудование, которое вы не покупали.
Материал покрытия
Существует 8 различных типов покрытий, используемых на сварочных электродах, которые включены в систему классификации Американского общества сварщиков (AWS).
Я коснулся этого немного раньше. Материал покрытия определяет, какой тип тока (AC, DC+ или DC-) вы будете использовать.
Например, покрытия с высоким содержанием титана натрия и высоким содержанием титана калия совместимы с переменным током, но если вы используете постоянный ток (постоянный ток, отрицательная полярность), вам необходимо использовать покрытие с высоким содержанием титана натрия.Натрий с высоким содержанием целлюлозы
Натриевые сварочные прутки с высоким содержанием целлюлозы можно использовать только с постоянным током +. Предназначен специально для укладки корневого валика на внутреннюю часть трубы (см. столбик lincoln electric здесь).
Электрод E6010 обеспечивает самую проникающую дугу среди всех электродов и эффективен при сварке сквозь масло, грязь, ржавчину и краску.
Калий с высоким содержанием целлюлозы
Сварочные электроды с высоким содержанием целлюлозы и калия совместимы со всеми типами тока. E6011 — популярный выбор среди тех, кто работает со старым металлом, который также может быть ржавым и грязным.
Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для проведения работ по техническому обслуживанию и ремонту.Сварочные электроды с высоким содержанием титана и калия
Сварочные электроды с высоким содержанием титана и калия дают дугу, которая легче и мягче, чем сварочные электроды с высоким содержанием целлюлозы натрия и калия. В результате они подходят для использования с тонкими материалами, такими как чистый новый листовой металл . Они также производят меньше брызг, чем другие электроды.
Низководородный
Сварочные прутки с низким содержанием водорода классифицируются AWS как электроды с последней цифрой 5, 6 или 8. Электроды с низким содержанием водорода имеют высокую скорость наплавки в соответствии с 9Журнал 0043 Производство и металлообработка .
Причина, по которой вам может понадобиться электрод с низким содержанием водорода, заключается в том, что они содержат меньше влаги в покрытии электрода.
Они являются основным выбором в проектах, требующих дополнительных мер защиты от дефектов сварки, и чаще всего используются при дуговой сварке защитным металлом (SMAW).Электрод E7018 настоятельно рекомендуется компанией Miller Welds для оборудования, которое будет часто использоваться в условиях экстремальных температур и ударных нагрузок.
Электрод E6016, состоящий из калиевого покрытия с низким содержанием водорода, рекомендуется, если вы работаете с углеродистой сталью (см. статью Университета Пердью здесь).
Какой стержень проще всего сваривать?
Если вы только начинаете заниматься дуговой сваркой или хотите научить кого-то дуговой сварке, ищите электрод, который не образует слишком много брызг и совместим как с постоянным, так и с переменным током.
Сварочный пруток E6013 рекомендуется как самый простой в сварке пруток по ряду причин.
Электрод E6013:
- Прочность на растяжение 60 000 psi: делает его подходящим для использования с мягкой сталью
- Является всепозиционным электродом: в горизонтальном, вертикальном и потолочном положениях
- Имеет покрытие из оксида титана и калия: совместим с переменным и постоянным током +
Большинство сварочных аппаратов начального уровня работают на переменном токе.
Найти сварочный электрод, совместимый с переменным током, несложно, так как 6 из 8 сварочных покрытий работают с переменным током. Еще одна причина того, что электроды E6013 просты в использовании, заключается в том, что создает мягкую дугу, способную производить меньше шлака, чем электрод E6011.Дуга E6013 также не проходит через основной металл так же легко, как E6011, оставляя некоторый простор для ошибок оператору, который еще не понял, насколько близко следует держать дугу от основной металл.
Какой сварочный электрод самый лучший?
Сварочный пруток E7018 — самый универсальный электрод. Этот всепозиционный электрод покрыт смесью порошков калия и железа с низким содержанием водорода.
Сварочная проволока E7018 универсальна, потому что она:
- Совместима с переменным, постоянным +, постоянным током
- Эффективна даже для трудносвариваемых металлов
- Сварной шов будет 90 однородным0 читать далее
- Полученный шов выдерживает экстремальные колебания температуры, в том числе отрицательные температуры
Электрод Э7018 также способен формировать трещиностойкие сварные швы в среднеуглеродистых и высокоуглеродистых сталях и сварные швы легированных сталей, которые требуют минимальной прочности на растяжение 70 000 фунтов на квадратный дюйм или выше.
Этот электрод также предлагает пользователю высокую скорость осаждения, примерно в два раза выше, чем у электрода E7018. Шлак на сварном шве, хотя и тяжелый, легко удаляется.В промышленности существует множество норм сварки, которые требуют использования электрода с низким содержанием водорода, чтобы избежать растрескивания под действием водорода.
Какая сварочная проволока самая прочная?
Сварочный стержень, который считается самым прочным сварным швом, на самом деле зависит от вашего определения прочного сварочного стержня. Можно использовать прочный сварочный стержень, который дает самый прочный валик, или это может быть даже самый прочный электрод из всех имеющихся в магазине.
Если вы ищете универсальный сварочный пруток, который производит прочный валик, не ищет ничего, кроме электрода E7018. Этот электрод известен тем, что производит настолько прочные сварные швы, что его даже используют для сварки деталей на электростанциях и морских буровых установках.
Электрод E7018 также часто используется в судостроении. Сварные швы, полученные этим электродом, также устойчивы к повреждениям от влаги и выдерживают сварку при низких температурах. сварка гребного винта
К сожалению, электроды E7018 трудно хранить при хранении, поскольку они содержат мало водорода. Хранить их нужно в теплых и сухих местах, чтобы они не повреждались.
Электроды E6010 и E6011 прочны сами по себе . Сами электроды менее легко повредить, чем электроды с низким содержанием водорода, упомянутые выше.
Они также наиболее часто используются для повседневного ремонта низкоуглеродистой стали. Эти электроды производят глубокую проникающую дугу, которая прорезает ржавые и грязные материалы, как масло. С электродами E6010 и E6011 вам не нужно беспокоиться о чистоте основного металла, который вы собираетесь сваривать.
Какая сварочная проволока лучше всего подходит для чугуна?
Чугуны относятся к семейству железоуглеродистых сплавов с высоким содержанием углерода, обычно в пределах 2-4%.
Их сварка может быть сложной задачей, поскольку они значительно менее податливы, чем сталь и кованое железо. Они также не растягиваются и не деформируются при нагревании, как это делают другие металлы.
Под воздействием тепла или напряжения чугун начинает трескаться.
Свариваемость чугуна зависит от того, серый ли это чугун или белый чугун. Серый чугун на самом деле можно сваривать, в то время как белый чугун считается почти не поддающимся сварке.
Электроды из никелевого сплава, в том числе WeldingCity ENiFe-C1 Welding Rod, рекомендуются для сварки основных металлов из чугуна.
Электрод ENIFE-C1:
- Выпускает высокие прочности сварки
- -всепозиционный электрод
- имеет растяжение прочности 84 000 фунтов
- является совместимым с DC+ и AC AC-Current 888
- .
Вышеуказанные электроды из никеля-55 более доступны по цене, чем электроды из никеля-99, и по-прежнему хорошо подходят для сварки деталей из чугуна друг с другом, соединения чугуна с низкоуглеродистой сталью и ремонта отливок.
Сайт pinnaclealloys.com рекомендует предварительно нагревать чугун перед сваркой. В противном случае чугун может треснуть. Предпочтительной процедурой является предварительный нагрев чугуна при температуре от 500 до 1200 градусов по Фаренгейту, если это вообще возможно.
Какая сварочная проволока лучше всего подходит для алюминия?
Алюминий имеет репутацию чрезвычайно трудносвариваемого материала. Это связано с тем, что температура плавления алюминия составляет 1220 градусов по Фаренгейту, а температура плавления стали — 2600 градусов по Фаренгейту.
Алюминий также имеет оксидный слой, защищающий алюминий от коррозии и истирания. Температура плавления оксидного слоя алюминия составляет 3700 градусов по Фаренгейту (подробнее см. на сайте thefabricator.com).
Алюминий плохо поддается сварке, поскольку оксидный слой резервуара действует как изолятор во время процесса сварки, , как описано в журнале The Fabricator . Если вы хотите сварить алюминиевую деталь с помощью дуговой сварки, то рекомендуемым сварочным стержнем является электрод для дуговой сварки с алюминиевым покрытием E4043.
Электрод E4043:
- Имеет предел прочности при растяжении , равный 40 000 фунтов на квадратный дюйм, что соответствует предельному пределу прочности алюминия, который составляет 45 000 фунтов на квадратный дюйм
- Предназначен для использования только с постоянным током + (постоянный положительный)
4
Алюминий можно сваривать только с помощью мощного сварочного аппарата постоянного тока, как описано здесь. Это оборудование предоставляет операторам-любителям/сделай сам и небольшим мастерским по производству металлоконструкций возможность сваривать алюминиевый основной металл.
Какая сварочная проволока лучше всего подходит для нержавеющей стали?
Для сварки нержавеющей стали рекомендуется использовать электрод E309L-16 для сварки нержавеющей стали.
Электрод E309L-16:
- имеет прочность на растяжение 59 500 фунтов на кв. во всех положениях сварки кроме вертикального вниз
- Совместимость с переменным и постоянным током
Электрод E309L-16 обычно используется для соединения нержавеющей стали с мягкой или низколегированной сталью.
Эти сварочные электроды, безусловно, являются наиболее часто рекомендуемыми сварочными электродами для нержавеющей стали, но они требуют обучения, как показано в этом видео. https://youtu.be/0vsg4WpQpMsВидео не может быть загружено, так как JavaScript отключен: 309 Сварка стержнем (https://youtu.be/0vsg4WpQpMs)
НАПОМИНАНИЕ: ПОЖАЛУЙСТА, НАДЕВАЙТЕ РЕСПИРАТОРПри использовании этого сварочного электрода необходимо убедиться, что основной металл чистый. В противном случае влага в зоне сварки может привести к пористости, что может привести к ослаблению сварного шва. Электроды из нержавеющей стали необходимо хранить в теплом и сухом месте. Храните их в оригинальном контейнере, в котором они были доставлены, если можете.
Какая сварочная проволока лучше всего подходит для литой стали?
В то время как чугун часто содержит 2% углерода, литая сталь будет содержать 0,1-0,5% углерода. Сварочный стержень, который вы используете для литой стали, должен иметь высокую прочность на растяжение.
E8018-C3 — рекомендуемый сварочный пруток, если вы свариваете литейную сталь. Этот сварочный пруток подходит для сварки металлов с высокой прочностью на растяжение.
E8018-C3:
- совместим с AC и DC-Currents
- -всепозиционный электрод
- . Скорость наплавки
Этот сварочный пруток также предназначен для применений, требующих 1% никеля.
Какая сварочная проволока лучше всего подходит для мягкой стали?
Мягкую сталь часто называют «низкоуглеродистой сталью». Мягкая сталь не является сплавом и поэтому не содержит большого количества каких-либо элементов, кроме железа.
Мягкая сталь обычно гораздо более ковкая и свариваемая, чем другие типы стали. Он также имеет более низкую прочность на растяжение, чем высокоуглеродистые и легированные стали. Прочность на растяжение мягкой стали составляет около 63 800 фунтов на квадратный дюйм.
Любой сварочный стержень из серии электродов 6000 подходит для сварки низкоуглеродистой стали.
В частности, электрод E6011 рекомендуется для сварки низкоуглеродистой стали.Электрод E6011:
- Имеет предел прочности при растяжении 60 000 psi
- Совместим с переменным и постоянным током +
- Является всепозиционным электродом
- Считается быстрозамерзающим электродом
- также хороший кандидат для сварки низкоуглеродистой стали, но его можно использовать только с постоянным током +. Многие сварочные аппараты начального уровня используют переменный ток, что делает электрод E6011 более полезным в этом случае.
И E6010, и E6011 классифицируются как сварочные электроды с «глубоким проплавлением», что означает, что расплав на конце сварочного электрода проникает глубже в основной металл, чем у некоторых других сварочных электродов.
Единственным потенциальным недостатком является тот факт, что сварочные прутки E6011 и E6010 также считаются электродами с высоким содержанием водорода.
Это означает, что сварной шов, выполненный этими электродами, будет легче подвергаться водородному растрескиванию.Однако электроды E6011 и E6010 лучше проникают в основной металл, чем электрод E7018. Они также поставляются с менее строгими требованиями к хранению.
Какая сварочная проволока лучше всего подходит для оцинкованной стали?
К сварке оцинкованной стали предъявляются более строгие требования безопасности, чем к сварке других сталей. Это связано с тем, что защитное цинковое покрытие, также известное как «гальванический слой», довольно легко расплавляется в процессе.
Несмотря на то, что пары оксида цинка нетоксичны и не канцерогенны, они могут вызвать у сварщика кратковременное заболевание, известное как «лихорадка металлического дыма» (подробнее об этом читайте здесь). Это кратковременное заболевание характеризуется симптомами, похожими на любой другой желудочный грипп, и звучит не очень весело.
Американская ассоциация гальванистов рекомендует удалить слой цинкования с предполагаемой зоны сварки, прежде чем приступать к сварке.
Возможно, таким образом вам будет легче избежать паров.Электрод E6011 также считается превосходным электродом для сварки оцинкованной стали (подробнее об этом см. здесь). Это связано с его проникающей способностью и совместимостью с переменным током, которыми обладают многие сварочные аппараты начального уровня.
Однако при профессиональной сварке оцинкованных труб вы можете найти электрод E7018 более подходящим , если вы используете электродную сварку.
Использование электрода E7018:
- Снижает возможность повреждения сварного шва влагой
- Является электродом с малым разбрызгиванием
- Настолько надежен, что используется для сварки стальных конструкций на электростанциях и морских буровых установках
Тот факт, что электрод E7018 не дает большого количества брызг, делает его подходящим для сварки куска оцинкованной стали после того, как вы удалили оцинкованную сталь.
После завершения сварки вам нужно будет повторно нанести защитный слой в зоне сварки, чтобы компенсировать удаленное защитное покрытие.
Это будет намного проще, если вам не придется удалять очень много шлака в процессе.Не забывайте о важности хранения сварочной проволоки!
Содержание
Факторы для выбора правильного стержневого электрода| Производство и металлообработка
Перейти к содержимому
Несмотря на то, что многие компании обратились к процессам сварки проволокой, чтобы ускорить производство и упростить обучение, сварка электродами по-прежнему занимает видное место в промышленности — монтаж металлоконструкций, строительство трубопроводов, небольшие производственные работы и операции по техническому обслуживанию/ремонту, и это лишь некоторые из них.
В некоторых случаях стержневые электроды, используемые в процессе, в большей степени соответствуют механическим и химическим свойствам материалов, используемых в данном приложении. В других ситуациях это вопрос спецификаций процедуры сварки или набора навыков доступной рабочей силы. Кроме того, поскольку процесс дуговой сварки отличается высокой портативностью (не требует внешнего защитного газа), это хороший выбор, когда важным фактором является мобильность.
В основе дуговой сварки, как и любого другого процесса сварки, лежит присадочный металл. Стержневые электроды доступны в различных сплавах, водородных обозначениях и диаметрах. Знание надлежащего продукта для применения является ключом к получению стабильного качества сварки и предотвращению простоев для доработки.
ОЦЕНКА МАТЕРИАЛА ОСНОВЫ
Целью выбора стержневого электрода является определение того, какой из них обеспечивает наилучшие свойства для данного применения. Наплавленный металл шва должен максимально соответствовать свойствам основного материала и иметь примерно такой же состав и физические свойства. С этой целью очень важно определить прочностные свойства и химический состав основного материала, прежде чем делать выбор.Брюс Морретт обсуждает присадочные металлы, в том числе трубчатую проволоку, сплошную проволоку и стержневые электроды, представленные на выставке FABTECH 2011 в Чикаго.
Он также делится новостями об алюминиевых проводах MAXAL. В некоторых случаях, особенно при техническом обслуживании/ремонте, основной материал может быть неизвестен. Примите во внимание следующие факторы, которые помогут в идентификации. Во-первых, определите, является ли основной материал магнитным, что указывает на то, что это углеродистая или легированная сталь. Если основной металл не является магнитным, то материалом, скорее всего, является марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
Далее, если основной материал неизвестен, может быть полезно использовать «тест касания» шлифовального станка, чтобы идентифицировать его. Большее количество искр в искрах, когда шлифовальный станок касается материала, указывает на более высокое содержание углерода, например, связанное со сталью марки A36.
Наконец, определите, «вгрызается» ли долото в основной металл или отскакивает от него.
Долото вгрызается в более мягкий металл, такой как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хром-молибден или чугун. В совокупности эти тесты могут дать хорошее представление о имеющемся основном материале и помочь упростить выбор стержневых электродов.СООТВЕТСТВИЕ ПРОЧНОСТИ НА РАСТЯЖЕНИЕ
Предотвращение растрескивания или других неоднородностей сварного шва имеет решающее значение в любом сварочном процессе и может быть достигнуто за счет надлежащего подбора прочности на растяжение основного материала и присадочного металла. Прочность стержневого электрода на растяжение можно определить по первым двум цифрам классификации Американского общества сварщиков (AWS), напечатанной сбоку.Например, число «60» на электроде AWS E6011 указывает на то, что присадочный металл образует наплавленный валик с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм и, как следствие, будет хорошо работать со сталью с аналогичной прочностью на растяжение.
СВАРОЧНЫЙ ТОК
Некоторые стержневые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Важно, чтобы стержневой электрод соответствовал доступному источнику питания, чтобы получить наилучшие результаты.
Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия, совместимый с данным сварочным током.Например, стержневой электрод, оканчивающийся на «0», имеет натриевое покрытие с высоким содержанием целлюлозы, что делает его пригодным для сварки DCEP (электрод с положительным электродом), тогда как электрод, оканчивающийся на «8», имеет порошковое покрытие с низким содержанием водорода, калия и железа и может использоваться для DCEP, DCEN (отрицательный электрод) и сварки переменным током. См. рис. 1 в качестве дополнительной справки по покрытиям штучных электродов и сварочным токам.
Тип тока также влияет на профиль проплавления полученного сварного шва. Например, изделие, совместимое с DCEP, такое как штучный электрод AWS E6010, обеспечивает глубокое проплавление и очень тугую дугу. Он также обладает способностью «продираться» через ржавчину, масло, краску и грязь.
И наоборот, продукт, совместимый с DCEN, например штучный электрод AW E6012, обеспечивает мягкое проплавление и хорошо работает при соединении двух соединений или при сварке на более высоких скоростях. Это также хороший выбор для сильноточных угловых сварных швов, выполняемых в горизонтальном положении. Стержневой электрод, совместимый с переменным током, такой как AWS E6013, создает мягкую дугу со средним проплавлением и может использоваться для сварки чистого нового листового металла.
ТОЛЩИНА И СОСТОЯНИЕ ОСНОВНОГО МЕТАЛЛА
Толщина или толщина основного материала также будет учитываться при выборе стержневого электрода. Стержневой электрод с максимальной пластичностью и низким содержанием водорода является особенно хорошим выбором для предотвращения растрескивания на более толстых основных материалах.Например, стержневые электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обладают превосходными свойствами, способными выдерживать остаточное напряжение, которое может накапливаться в сварных швах толстых профилей.
Для тонких материалов важно выбрать стержневой электрод, обеспечивающий мягкую дугу. AWS E6013 — хороший выбор для предотвращения прогорания или искажения. Стержневые электроды меньшего диаметра также являются хорошим вариантом для сварки более тонких материалов, поскольку они обеспечивают неглубокое проплавление, помогая предотвратить аналогичные проблемы.Помимо выбора стержневого электрода на основе толщины или тонкости материала, важно оценить конструкцию и посадку соединения. Например, при работе с соединением с плотной посадкой или соединением без фаски лучшим выбором для обеспечения полного сплавления являются стержневые электроды, обеспечивающие хорошее проплавление — продукт AWS E6010 или E6011.
И хотя всегда рекомендуется удалять прокатную окалину, ржавчину, влагу, краску и жир с основного материала перед сваркой — чистые основные материалы помогают предотвратить пористость и увеличить скорость перемещения — если это невозможно, дуги, создаваемые AWS E6010 или E6011 стержневые электроды также способны прорезать такие загрязнения.
Стержневой электрод, такой как AWS E6012, подходит для сварки материалов с широким корневым отверстием, так как этот продукт создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.ПОЛОЖЕНИЕ СВАРКИ
В идеале все сварные швы можно было бы выполнять в плоском положении сварки; это самый простой способ получить контроль над сварочной ванной и добиться наилучшего качества сварки. Однако, поскольку это не так, очень важно выбрать стержневой электрод, который может приспосабливаться к положению сварного шва.Чтобы определить, для какой позиции (позиций) подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS. Эти стержневые электроды с цифрой «1» можно использовать для сварки в плоском, горизонтальном, вертикальном и потолочном положениях. Те, у которых есть «2», могут использоваться только для плоской и горизонтальной сварки.
ЗНАТЬ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И УСЛОВИЯ ЭКСПЛУАТАЦИИ
Перед тем, как сделать выбор электрода, обязательно оцените условия, с которыми свариваемая деталь будет сталкиваться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур или подвергаться повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью может помочь снизить вероятность растрескивания сварного шва. Кроме того, обязательно проверяйте технические характеристики сварки при работе на критически важных объектах, таких как изготовление сосудов высокого давления или котлов.В большинстве случаев эти сварочные спецификации требуют использования определенных типов электродов, которые могут выдерживать повышенные температуры в течение более длительных периодов времени и/или предотвращать коррозионную стойкость.
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ О СТУПЕНЧАТЫХ ЭЛЕКТРОДАХ
Стержневые электроды, используемые в приложении, могут оказать существенное влияние на качество окончательного сварного шва. Вышеуказанные факторы являются хорошим началом для преодоления проблем выбора правильного электрода для конкретного применения.Однако, учитывая широкий спектр доступных стержневых электродов, для одного применения может существовать несколько решений.
Для получения дополнительной помощи в процессе выбора стержневого электрода обратитесь к надежному дистрибьютору сварочных материалов или производителю присадочного металла.Брюс Морретт
Брюс Морретт — менеджер по поддержке распространения в компании Hobart Brothers, 101 Trade Square East, Troy, OH 45373, 937-332-4000, факс: 937-332-5209, [email protected], www.hobartbrothers.com.
Calendar & Events
IMTS
September 12 — 17, 2022
Chicago, Illinois
AMCON
October 5 — 6, 2022
Salt Lake City, Utah
FABTECH
November 8 — 10, 2022
Атланта, Джорджия
Факторы для выбора правильного электрода стержня
Сварка стержнем — это навык, который требует большой практики, чтобы освоить его, и выбор правильного электрода для работы может быть не менее сложной задачей. Стержневые электроды доступны в широком диапазоне типов, каждый из которых обеспечивает различные механические свойства и работает с определенным типом источника сварочного тока.
Оценка основного металла Факторы, которые следует учитывать при выборе стержневого электрода, включают тип основного металла, посадку стыка и положение сварки. Прежде чем включить машину и взять держатель электрода, примите во внимание следующие основные рекомендации.Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы:
- Как выглядит металл? Если вы работаете со сломанной деталью или компонентом, проверьте наличие грубой и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
- Является ли металл магнитным? Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая сталь или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
- Какие искры испускает металл при касании болгаркой? Как правило, большее количество бликов в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
- Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, например, в мягкую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
Во избежание растрескивания или других нарушений сварного шва минимальные механические свойства электрода должны соответствовать механическим свойствам основного металла. Вы можете определить свойства стержневого электрода при растяжении, обратившись к первым двум цифрам классификации EN ISO, напечатанным на этикетке коробки электродов.
Например, номер «42» на E 42 5 B 42 Электрод класса H5 указывает на то, что присадочный металл образует наплавленный валик с минимальным пределом текучести 420 МПа и минимальным пределом прочности на растяжение 500 МПа и, как результат, будет хорошо работать со сталью аналогичного предела текучести / предел прочности.Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к цифре после буквы, описывающей тип покрытия по классификации EN ISO (E 42 5 B 4 2 H5). Эта цифра представляет собой номинальную эффективность и тип совместимого сварочного тока.
Тип используемого тока также влияет на профиль проплавления полученного сварного шва. Например, электрод, совместимый с DCEP, обеспечивает глубокое проплавление и очень тугую дугу. Он также обладает способностью «продираться» через ржавчину, масло, краску и грязь.
Электрод, совместимый с DCEN, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.Электрод, совместимый с переменным током, такой как нелегированный рутиловый электрод, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка соединенийТолстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Электроды с покрытием типа B (базовое покрытие) в соответствии с классификацией EN ISO обеспечивают превосходные свойства с низким содержанием водорода и хорошую ударную вязкость (высокие значения ударной вязкости) для компенсации остаточных напряжений.
Для тонких материалов вам понадобится электрод, который производит мягкую дугу, например, рутиловый.
Кроме того, электроды меньшего диаметра обеспечивают неглубокое проплавление, что помогает предотвратить прожог более тонких материалов.Чтобы определить, к какому положению(ям) подходит тот или иной электрод, всегда обращайтесь к последней цифре перед символом водорода H в классификации EN ISO (E 42 5 B 4 2 H5) . Вот как вы расшифровываете квалифицированное положение электрода (согласно ISO 6947):
1 = PA, PB, PC, PD, PE, PF, PG
2 = PA, PB, PC, PD, PE, PF
3 = PA, PB
4 = PA
5 = PA, PB, PGНапример, электрод E 42 5 B 4 2 H5 можно использовать во всех положениях, кроме вертикального вниз.
Затем обязательно оцените условия, в которых свариваемая деталь будет находиться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур, подвергаясь повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания сварного шва.
Кроме того, обязательно проверьте технические характеристики сварки, если вы работаете с критически важными приложениями, такими как сосуды под давлением или изготовление котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов.Для достижения наилучших результатов всегда удаляйте избыточную прокатную окалину, ржавчину, влагу, краску и жир. Чистые основные металлы помогают предотвратить пористость и увеличить скорость перемещения. Если очистка основного металла невозможна, электроды Elga P 43 или P 47D создают дугу глубокого проникновения, способную прорезать загрязнения.
Заключительные мыслиПринятие во внимание вышеперечисленных факторов поможет вам решить проблемы, связанные с выбором правильного стержневого электрода для вашего конкретного применения. Однако, учитывая широкий спектр доступных электродов, для одного применения может существовать несколько решений. Если вам нужна дополнительная помощь в выборе электрода, обратитесь к местному торговому представителю ITW Welding или к местному дистрибьютору Elga.
Загрузите бесплатную копию Руководства по EN ISO 2560-A
Статья основана на глобальном опыте и знаниях ITW Welding.
Теги: maxeta, решение проблем, сварка палки, сварка
Как выбрать идеальный электрод для сварки
Как выбрать идеальный палочный электрод для сварки
. процесс сварки. Это требует расходуемый электрод, покрытый флюсом для прокладки сварного шва, и электрический ток используется для создания электрической дуги между электродом и металлом которые свариваются между собой. Электрический ток может быть переменным током или постоянным током от сварочного источника питания.
Перед выбором электрода для сварки необходимо понять, что означают обозначения электродов, то есть буквы и цифры на электроде. Два наиболее часто используемых сварочных электрода: Е6010 и Е7018.
Стержневые сварочные электроды начинаются с обозначения буква «Е», обозначающая электрод.
В наши дни на многих удилищах есть только номер.Первые две цифры на электроде обозначают силу сварочный присадочный металл. Электрод 6010, использующий первые две цифры (60XX) означает минимум 60 000 фунтов прочности на растяжение на квадратный дюйм сварка. Прочность на растяжение 7018 составляет 70 000 фунтов на квадратный дюйм. В сравнении, типичная сталь марки A36 имеет предел прочности на растяжение 36 000 фунтов. на квадратный дюйм. Сварной шов обычно в два раза прочнее стали. сварка!
Если вы размышляли о том, о чем говорят последние две цифры, это поток или экранирование на стержне. Чем выше число, тем больше экранирование, флюс и/или металл осаждаются при сварке. Они добавляют металлический порошок к флюсу для увеличения скорости наплавки. A (XX10) имеет намного меньше покрытия затем А (XX18).
Доступен широкий ассортимент электродов Stick, каждый обеспечивают различные механические свойства и работают с определенным типом источник сварочного тока.
При выборе стержневого электрода учитывайте основной металл.
тип, стыковая подгонка и положение сварки. Прежде чем приступить к сварке, следуйте приведенным ниже рекомендациям.
следует считать.Определите основной металл
Шаг первый — определите состав основного металла. Ваша цель состоит в том, чтобы соответствовать (или точно соответствовать) составу электрода основному металлу тип, это поможет обеспечить прочный сварной шов. Если вы сомневаетесь, спросите себя об этих вопросы:
Как выглядит металл?
Если вы работаете со сломанной деталью или компонентом, проверьте грубая и зернистая внутренняя поверхность, что обычно означает, что основной материал литой металл.
Является ли металл магнитным?
Если основной металл является магнитным, велика вероятность того, что основной металл — углеродистая сталь или легированная сталь. Если основной металл не магнитный, материал может быть марганцевой сталью, аутентичной нержавеющей сталью серии 300 стали или цветного сплава, такого как алюминий, латунь, медь или титан.
Какие искры испускает металл при прикосновении мясорубка?
Эмпирическое правило: чем больше бликов в искрах, тем повышенное содержание углерода, например, в стали марки А-36.
Долото «вгрызается» в основной металл или отскакивает?
Долото вгрызается в более мягкий металл, например в мягкую сталь или алюминий, и отскакивают от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибденовый или чугунный.
Толщина основного металла, форма и подгонка соединения
Толстые материалы требуют электрода с максимальной пластичностью и низкое содержание водорода для предотвращения растрескивания сварных швов. Электроды с АС/НЗС Классификационные номера, оканчивающиеся на 15, 16 или 18, обеспечивают превосходное низкое содержание водорода. свойства и хорошую ударную вязкость (высокие значения ударной вязкости) для размещения остаточных стресс.
Для тонких материалов вам понадобится электрод, который производит мягкие дуги, такие как 4313; Кроме того, электроды меньшего диаметра обеспечат неглубокое проникновение для предотвращения прожога более тонких материалов.
Вы также захотите оценить конструкцию и подгонку шарнира. Если вы работаете над соединением с плотной посадкой или со скосом, используйте электрод, который обеспечивает копающую дугу для обеспечения достаточного проникновения, например как E4310 или E4311. Для материалов с широким корневым отверстием выберите электрод, например, E4312, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнение разделочных швов.
ПОЛОЖЕНИЯ ДЛЯ СВАРКИ:
Американское общество сварщиков (AWS) определило четыре Основные положения сварки.
(1) Положение «плашмя»
В положении «плашмя» сварка выполняется в основном вдоль горизонтальной оси и сверху сустава. Это самый простой способ сварки выполнить и получить контроль над сварочной ванной и добиться наилучшего сварного шва качественный.
(2) Горизонтальное положение
В горизонтальном положении ось сварки находится в горизонтальная плоскость.
Горизонтальная сварка часто используется для угловых или разделочных швов.(3) Вертикальное положение
При вертикальном положении ось сварки находится в основном в вертикальное или вертикальное положение. Как правило, выполнить его сложнее, чем плоские и горизонтальные. При сварке на вертикальной поверхности расплавленный металл имеет тенденцию течь вниз и накапливаться.
(4) Верхнее положение
В этом наиболее сложном из четырех, сварка выполняется с нижней стороны сустава.
При этом наплавленный металл имеет тенденцию к падению или провисанию на пластина, в результате чего бусина имеет высокую корону.
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ:
Электрод: металлическая проволока с покрытием, имеющая приблизительно одинаковую состав как основной металл.
Электроды в основном подразделяются на 5 основных групп:
1) Мягкая сталь – большинство сварочных работ
2) Высокоуглеродистая сталь
3) Специальная легированная сталь
4) Чугун
5) Цветные – пример Алюминий, медь и латунь
Стандарты установлены AWS (Американское общество сварщиков), ASTM (Американское общество тестирования
Материалы) & BIS (Бюро индийских стандартов).
ЭЛЕКТРОДЫ ИЗ МЯГКОЙ СТАЛИ
Существует два основных типа электродов из мягкой стали:
(i) Неизолированные:
Неизолированные электроды все еще покрыты небольшим покрытием; это ограничивает их использование в области сварки.
(ii) Экранированные (покрытые флюсом)
Экранированные электроды имеют сильное покрытие на внешней стороне их (так называемый поток).
Назначение флюса:
Предотвращает коррозию.
Действует как очиститель и раскисляет.
Выделяет инертный газ для защиты от кислорода, азота, и водород в атмосфере. Эти элементы ослабят сварной шов, если они должны были соприкоснуться с расплавленным металлом.
Образует шлак для защиты охлаждающегося металла и позволяет металл охлаждается медленнее, сохраняя свойства металла.
Обеспечивает более легкий пуск дуги, стабилизатор, уменьшает разбрызгивание.
Обеспечивает лучшее проникновение и качество рентгеновского излучения.
При горении электрода флюс образует газовый экран вокруг сварного шва. Это предотвращает повреждение сварного шва вредными загрязнениями. Основные 3 вредных элемента, присутствующих в атмосфере
* Водород
* Кислород
* Азот
РАЗМЕРЫ СВАРОЧНЫХ ЭЛЕКТРОДОВ:
Размер электрода зависит от диаметра его жилы. Каждый электрод имеет определенный диапазон тока.
Сварочный ток увеличивается с размером электрода (диаметр).
1.6mm
2.0mm
2.5mm
3.15mm
4.0mm
5.0mm
6.0mm
6.3mm
8.0mm
10.0mm
Standard length of electrodes: Electrodes are generally изготавливается длиной от 250 мм до 450 мм.
Пожалуйста, свяжитесь с GZ Industrial Supplies Limited , если вам нужно помощь в выборе правильного сварочного электрода для сварки.
20 ноября 2019 г. англ. Энтони Убонг
Руководство по сварке электродами на судах
Главный инженер Мохит Сангури Руководство
Руководство по сварке электродами на судах. Выбор электрода и установка тока
В машинном отделении корабля есть машины, конструктивные элементы, трубы и т. д., изготовленные из различных металлов и сплавов. Второй инженер должен быть в состоянии помочь судовому сварщику определить металл машины или конструктивного элемента, подлежащего ремонту, и предложить подходящий электрод для его сварки.
Электроды имеют идентификационные номера, такие как E6013, а иногда и цветовую кодировку, которые трудно понять. Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество.
Эта статья призвана помочь морским инженерам распознать часто используемые электроды в машинном отделении для ручной дуговой сварки металлическим электродом.
Обычно используемые сварочные электроды в машинном отделении корабля
В каждом машинном отделении есть коллекция сварочных электродов в машинном отделении. Как правило, существуют электроды общего назначения оптом и несколько килограммов специальных электродов, таких как электроды с низким содержанием водорода, электроды из чугуна и т. д. Распознавание нескольких электродов и областей их применения может облегчить жизнь второму инженеру. В машинном отделении обычно используются следующие электроды:
E6011: Электрод для сварки во всех положениях, который можно использовать как на переменном, так и на постоянном токе. Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.
Важные характеристики : сварка труб, вертикальная и потолочная, устойчивая к ржавчине и краске, глубокое проплавление.
E6013: Электрод общего назначения, который можно использовать как с переменным, так и с постоянным током, обеспечивает сварку со средним проплавлением и превосходным внешним видом сварочного валика. Подходит для сварки стали средней толщины и листового металла. Это также особенно полезно, когда есть плохая подгонка и большие зазоры в обрабатываемой детали.
Важно Характеристики : Общего назначения, плохое прилегание, среднее проникновение.
E7014: Это электрод общего назначения, который используется там, где требуется более высокая эффективность, чем E6013. Может использоваться как с переменным, так и с постоянным током. Имеет легкое и среднее проникновение. Он предназначен для предоставления высоких ставок по депозитам и подходит для более высоких скоростей.
Важно Характеристики : Высокое осаждение, высокая скорость, общее назначение, легкое и среднее проникновение.
E7018: это электрод с низким содержанием водорода, который можно использовать как с переменным, так и с постоянным током. Флюсовое покрытие этого электрода имеет низкое содержание водорода, что снижает количество водорода, попадающего в сварной шов. Электрод способен производить сварные швы рентгеновского качества в руках хорошего сварщика. Обладал средней проникающей способностью. Он используется для сварки углеродистых сталей, низколегированных сталей и сталей, не требующих механической обработки. Его другие применения — холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.
Важно Характеристики : Высокая прочность, низкое содержание водорода, среднее проникновение.
Использование электродов с низким содержанием водорода
Электроды с низким содержанием водорода — это электроды с низкой концентрацией водорода во флюсовом покрытии. Это гарантирует, что
водород не попадет в шов металла при сварке. Они полезны для металлов и сплавов, которые подвержены водородному растрескиванию или холодным трещинам. Электроды LH можно использовать для сварки нелегированных, низколегированных сталей и сталей с контролируемым пределом текучести. Сталь с контролируемым пределом текучести — это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.
Водород вызывает беспокойство, поскольку он приводит к растрескиванию зоны термического влияния. Водород в сочетании с высокими остаточными напряжениями и чувствительной к растрескиванию стали может привести к образованию трещин после сварки.
Поскольку высокопрочные стали и защемленные детали более подвержены водородному растрескиванию, их необходимо сваривать электродами с низким содержанием водорода.Выбор правильного размера электрода
На борту судов обычно используются электроды диаметром 2,5 мм и 3,2 мм, а иногда и 4 мм. Однако обычно доступны размеры электродов 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм и 5,0 мм. Для специальных применений у нас также есть электроды разных размеров. Некоторые производители используют немного разные размеры, например 3,15 мм вместо 3,2 мм, 2,4 мм вместо 2,5 мм и т. д.
Обычно размер используемого электрода зависит от толщины свариваемой детали. Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм.
В таблице ниже показаны рекомендуемые размеры электродов для различной толщины обрабатываемой детали.
Настройка тока
Настройка тока также зависит от размера электрода и свариваемого металла/сплава.
Обычно производители указывают текущий диапазон, который необходимо поддерживать. При сварке над головой уставка тока немного меньше, чем при плоской сварке.При дуговой сварке очень важен правильный выбор тока. Если ток установлен слишком низким, возникают трудности с запуском дуги, и дуга не будет стабильной. Кроме того, электрод имеет тенденцию прилипать к заготовке, а проплавление плохое.
Если установить слишком высокий ток, электрод может перегреться, появится чрезмерное разбрызгивание, а также может произойти подрез и подгорание материала.
Оптимальный ток находится между диапазонами тока, указанными для электрода производителем. Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки.
В таблице ниже приведены рекомендуемые электроды для E6013 в зависимости от размеров. Диапазон может отличаться от производителя к производителю и для разных спецификаций электрода и предназначен для общего ознакомления.
В следующей статье мы поговорим о классификации и номенклатуре сварочных электродов.
Артикул:
- Bohler Welding Guide: 2008
- https://www.mig-welding.co.uk/electrode-classification.htm
- https://www.mig-welding.co.uk/wiki/Electrode_Reference_Chart
- https://www.metalwebnews.com/howto/weldrod.html
- РУКОВОДСТВО UNITOR ДЛЯ МОРСКИХ СВАРЩИКОВ
- https://www.esabna.com/euweb/oxy_handbook/589oxy24_4.htm
- BOC: ОСНОВЫ РУЧНОЙ ДУГОВОЙ СВАРКИ МЕТАЛЛОВ
Старший инженер Мохит Сангури
Старший инженер Мохит Сангури — старший инженер морской пехоты (класс I с неограниченными полномочиями). Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по ро-ро и Five Stars Shipping по балкерам и SNP Ship Mgmt по Генеральные грузы различных назначений.
Выбор правого электрода-джойстика
Сварка стержнем требует много практики, чтобы овладеть ею, и выбор правильного электрода для работы может быть сложной задачей.
Доступен широкий ассортимент электродов Stick, каждый из которых обладает различными механическими свойствами и работает с определенным типом источника сварочного тока. При выборе стержневого электрода учитывайте тип основного металла, посадку стыка и положение сварки. Прежде чем приступить к сварке, необходимо принять во внимание приведенные ниже рекомендации.
Оцените свой основной металл
Шаг первый – определите состав основного металла. Ваша цель — подобрать (или близко подобрать) состав электрода к типу основного металла, это поможет обеспечить прочный сварной шов. Если вы сомневаетесь, задайте себе следующие вопросы:
Как выглядит металл?
Если вы работаете со сломанной деталью или компонентом, проверьте наличие грубой и зернистой внутренней поверхности, что обычно означает, что основной материал представляет собой литой металл.
Магнитен ли металл?
Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая сталь или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
Какие искры испускает металл при касании болгаркой?
Как правило, большее количество бликов в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
Долото «вгрызается» в основной металл или отскакивает?
Долото вгрызается в более мягкий металл, такой как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хром-молибден или чугун.
Чтобы предотвратить растрескивание или другие проблемы со сваркой, согласуйте минимальный предел прочности электрода с пределом прочности основного металла.
Это можно определить по первым двум цифрам классификации AS/NZS (см. рис. 1). Например, число «43» на электроде 4313 указывает на то, что присадочный металл образует наплавленный валик с минимальной прочностью на растяжение 430 МПа, что означает, что он будет хорошо работать со сталью с аналогичной прочностью на растяжение.Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для электрода, обратитесь к вторым двум цифрам классификации AS/NZS (см. рис. 1), которые представляют тип покрытия и тип совместимого сварочного тока (см. рис. 2).
Рисунок 1
Рисунок 2
Например, электрод E4916 можно использовать в плоском, горизонтальном, вертикальном и потолочном положениях (все).
Тип используемого тока также влияет на профиль проплавления сварного шва.
Например, электрод, совместимый с DCEP, такой как E4310, обеспечивает глубокое проплавление и создает чрезвычайно тугую дугу. Он также может «копаться» в ржавчине, масле, краске и грязи. Электроды, совместимые с DCEN, такие как E4312, обеспечивают мягкое проплавление и хорошо работают при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.Электрод, совместимый с переменным током, такой как E4313, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка соединения
Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Электроды с классификационными номерами AS/NZS, оканчивающимися на 15, 16 или 18, обеспечивают превосходные свойства с низким содержанием водорода и хорошую ударную вязкость (высокие значения ударной вязкости), чтобы выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, который создает мягкую дугу, например, 4313. Кроме того, электроды меньшего диаметра обеспечат неглубокое проплавление, что поможет предотвратить прожоги более тонких материалов.
Вы также захотите оценить конструкцию и подгонку шарнира. Если вы работаете с соединением с плотной посадкой или без фаски, используйте электрод, который обеспечивает копающую дугу для обеспечения достаточного провара, например, E4310 или E4311. Для материалов с широким корневым отверстием выберите электрод, например, E4312, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.
Затем оцените условия, в которых будет находиться сварная деталь. Если он будет использоваться в условиях высоких или низких температур, подвергаясь повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания. Кроме того, проверьте технические характеристики сварки.
1
1
1