Как выбрать электрод для сварки [полезные статьи] — Официальный сайт ТАНТАЛ ЛТД
Выбор сварочного электрода, для молодого сварщика может стать трудной задачей.
К примеру, какой поперечник электрода необходим под определенную толщину
металла, или же какой
сварочный ток выставить для получения крепкого шва?
Попробуем ответить на эти вопросы.
Для начала разберёмся, собственно что это электрод и
для чего необходима обмазка.
Электрод является железным сердечником с особенным покрытием,
которое именуется обмазкой. В
процессе сварки сердечник плавится, а обмазка при сгорании формирует газовую
защиту шва от вредоносного влияния воздуха. Например же в процессе
сварки складывается защитный
шлаковый слой сварочной ванны.
Выбирая электрод идет нужно смотреть на
состав сердечника, который обязан быть идентичен со
свариваемым металлом. Например, есть особые электроды для
углеродистых, легированных, высоколегированных сталей, электроды для работы с
нержавейкой, жаростойкими сталями, для работы с алюминием или же чугуном.
Есть огромное количество металлов и их сплавов, говорить о всех мы не станем, а сконцентрируемся на тех электродах, которые имеют все шансы потребоваться чаще остальных. Обычно применяется конструкционная сталь маленькой толщины. Вот для неё мы и попытаемся выбрать электроды. Но до этого некоторое количество информации об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Любой из них используется для выполнения конкретных задач.
Основное и целлюлозное покрытия применяются для сварки исключительно на постоянном токе. Данные электроды возможно применить при монтаже серьезных систем, где потребуется предельная крепкость наплавленного металла.
Рутиловые электроды подходят для работы на постоянном или же переменном токе. Они выделяются лёгким поджигом и мелким разбрызгиванием металла. Электроды имеют все шансы работать с аппаратами владеющими низким значением напряжения холостого хода.
При применении электродов с
кислым покрытием – возможно достичь лёгкого отделения шлака, впрочем воспользоваться похожими электродами в закрытом месте не рекомендовано — они довольно вредоносны для самочувствия сварщика.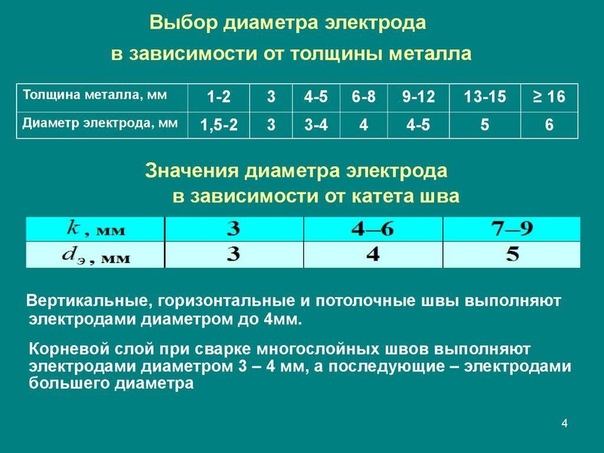
Еще один момент — электроды с рутиловым и кислым
покрытием рекомендовано применять при сварке
аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Более обширно всераспространены электроды с основным и рутиловым покрытием. Для новенького сварщика знакомства с ними станет абсолютно спокойным.
Наиболее распространёнными электродами с основным покрытием считаются УОНИ 13/55. Данные электроды предусмотрены для углеродистых и низколегированных сталей. Как написано в описании данных электродов, они рекомендованны для сварки серьезных систем, швы, сваренные с поддержкой УОНИ 13/55 выделяются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 имеют все шансы эксплуатироваться в критериях низких температур.
К дефектам данных
электродов стоит отнести требовательность к чистоте кромок болванок. В случае если кромки болванок перед сваркой
не обработать и на них попадёт
масло, вода, или же ржавчина, велика возможность возникновения сварочных пор.
УОНИ 13/55 – предусмотрены для сварки лишь только переменным током на обратной полярности – о которой мы поведаем чуток позднее.
Наиболее распространённым представителем рутиловых электродов возможно именовать электроды марки МР-3. Они предусмотрены для работы с углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести вероятность сварки как на постоянном, так и переменном токах, маленькое разбрызгивание металла, прочность дуги во всех пространственных положениях.
Не считая 2-ух самых распространённых марок электродов для дел с конструкционной сталью, новеньким можно посоветовать электроды русского изготовления ОЗС-12 и АНО-4. А для сварки нержавейки электроды иностранных изготовителей ОК 63.34, ОК 61.30 или же российские электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов
для ручной дуговой сварки работает с постоянным током. На постоянном токе
существует 2 варианта подключения полярности: прямая и обратная.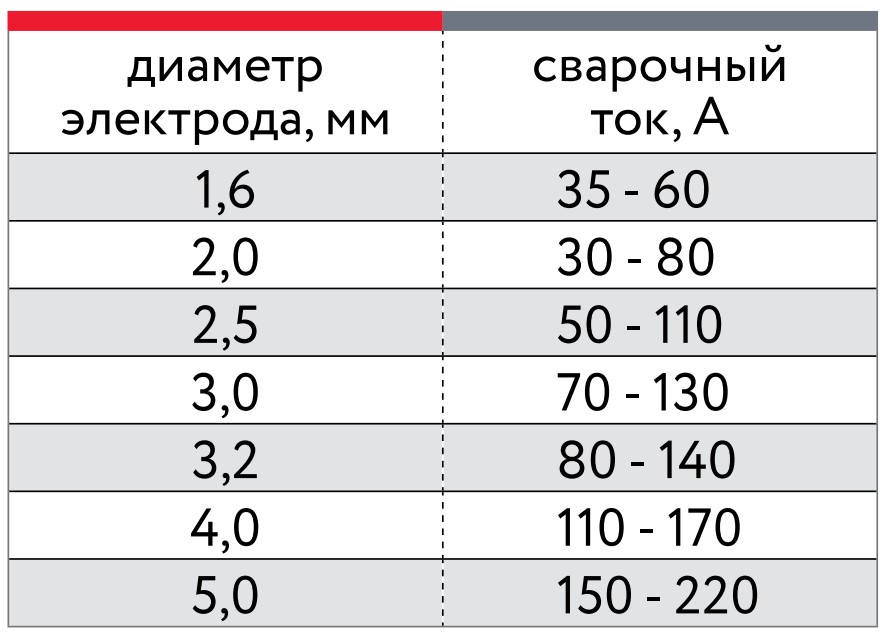
При сварке на плюсовом контакте выделяется больше тепла, а это означает, что на оборатной полярности лучше сваривать мощные конструкции.
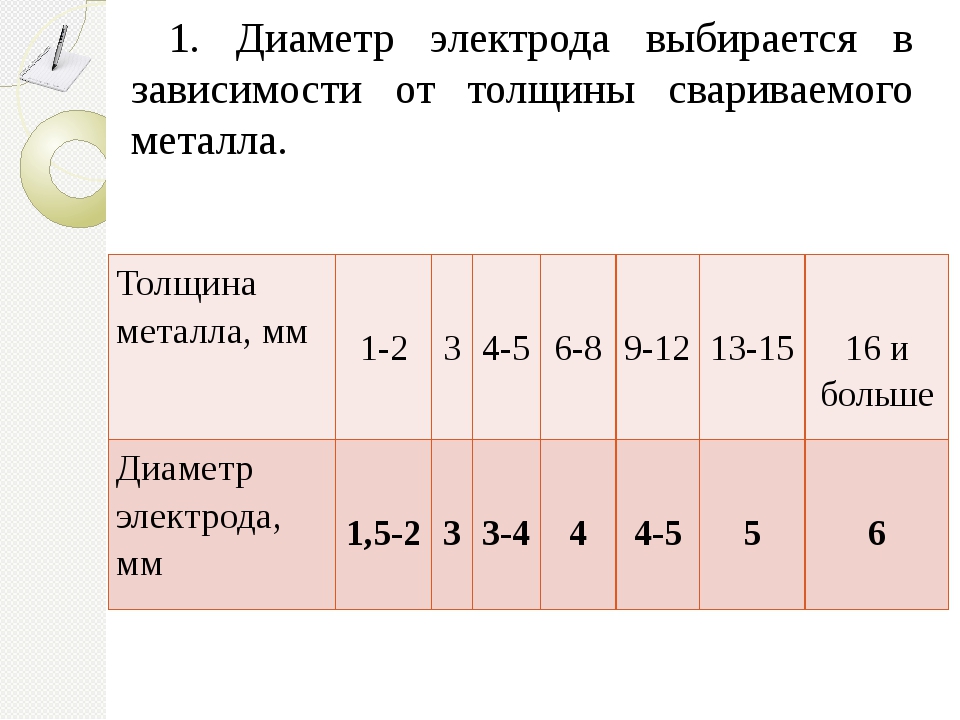
Поперечник электрода выбирают, ориентируясь на толщину металла болванок. Для сварки металлов шириной до 1.5 мм сварка электродами используется изредка, для этих толщин лучше применить полуавтоматы или же аргонодуговую сварку.
Приблизительное соответствие толщины болванок и поперечников электродов вы сможете узнать из таблицы:
Следующий значительный момент – какой ток нужно выставить для электрода определенного поперечника. Эту информацию возможно узнать на упаковке электродов, или же взглянув надлежащую таблицу:
Так же
начинающему сварщику, лучше знать, собственно, что сварочный ток можно подобрать из расчёта 20-30А на 1 мм поперечника электрода.
Т.е. для электрода поперечником 3мм, ток обязан быть в
приделах 80-110А, в зависимости от пространственного положения, толщины металла
и числа проходов.
Четких и конкретных опций тока не существует – любой сварщик видит процесс со своей точки зрения, и в зависимости от личных ощущений выставляет нужные характеристики тока.
Чем выше сварщик выставляет характеристики тока, тем более водянистой и наименее «управляемой» выходит ванна. Цель сварщика – настроить установка таким образом, дабы работа была комфортабельной, а сварочная ванна необходимой для провара и управления краями ванны.
ᐅ Как выбрать электроды для сварки — Виды электродов
share.in Facebook share.in Telegram share.in Viber share.in Twitter
Содержание:
Сварочные электроды — небольшой металлический (в некоторых случаях неметаллический) стержень, сделанный из электропроводных материалов. Используется для подачи тока на материал, который сваривают. Качество сварочного шва зависит от электрода и от способа движения во время выполнения сварки. Электроды защищают сварочную ванну от газов и формируют шов с требуемыми свойствами. Одними из самых надежных считаются электроды с рутилово-целлюлозным покрытием. Ознакомиться и купить электроды для сварки вы можете прямо на нашем сайте.
Одними из самых надежных считаются электроды с рутилово-целлюлозным покрытием. Ознакомиться и купить электроды для сварки вы можете прямо на нашем сайте.
Читайте также: Как выбрать сварочный аппарат
Характеристики сварочных электродов
Есть несколько рекомендаций, по которым нужно выбирать сварочный электрод:
- Толщина металла, который вы будете сваривать. Чем толще металл, тем большего диаметра электрод нужно взять.
- Большое значение имеет марка металла. Поэтому определить этот параметр — первостепенная задача.
- Определитесь с пространственным положением сварки.
Также по электроду определяют, какой ток нужно подавать. Рассчитывается он так: на каждый 1 мм электрода подают 30 – 40 Ампер тока. К примеру, на электрод диаметром 3 мм подают 90 – 120 Ампер. При сваривании в вертикальном положении, нужно уменьшить силу тока на 15%.
Совместимость со сварочными аппаратами
При выборе сварочных электродов нужно учитывать не только вид металла, для которого они нужны.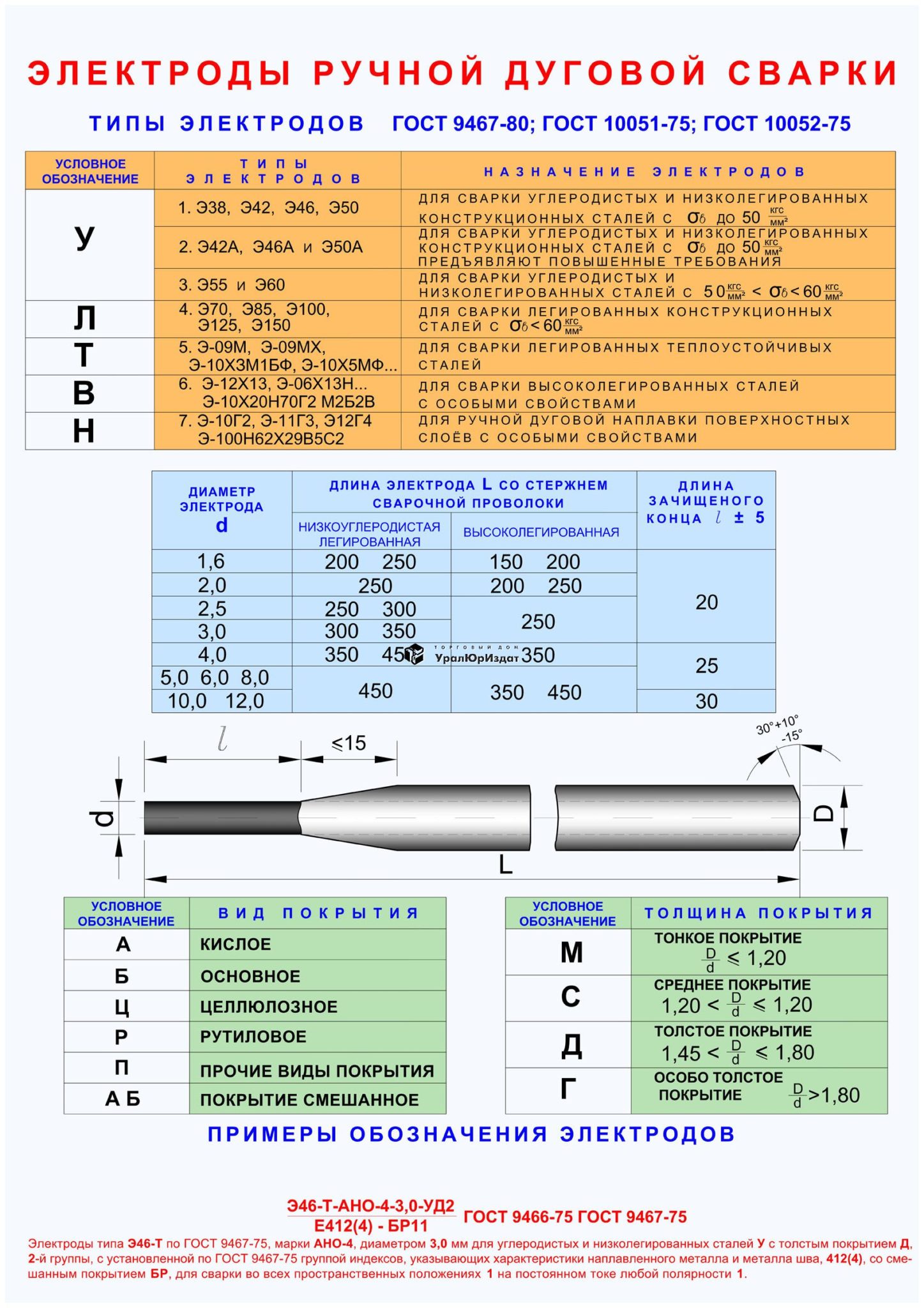
- Полуавтомат. Привлекает покупателей своей доступной ценой, на рынке есть большой выбор данных аппаратов. Вам понадобится плавящийся электрод в виде проволоки. Во время работы электрод подают к месту сварочной ванны. Также сварочный полуавтомат может варить электродом.
- Аппараты для TIG-сварки. Пользуются популярностью за счёт своей универсальности и тонкой настройки. Тут используют тугоплавкие электроды с вольфрамовым покрытием.
- Инверторы. Самые популярные аппараты, используемые для домашних работ. Для сварочных работ на таком инструменте используют любые плавящиеся электроды.
Виды электродов по типу сварочных металлов
Есть множество марок электродов.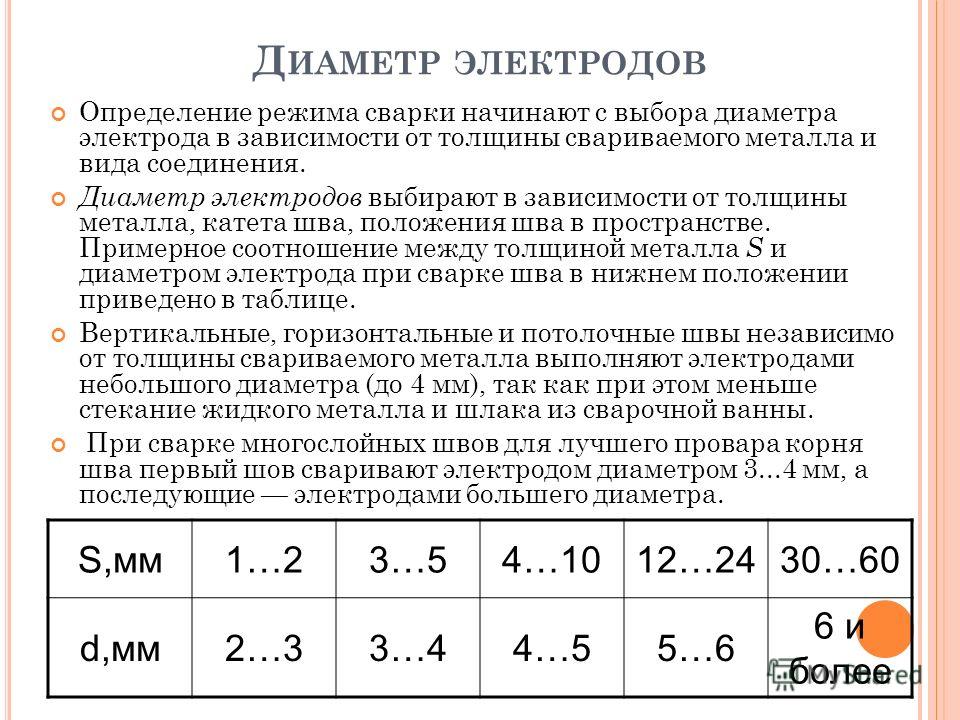
- Для сварки среднеуглеродистой стали используют следующие электроды: УОНИ-13/45, УП-1/45, УП-2/45, ОЗС-2, УОНИ-13/55, К-5А, УОНИ-13/65, поскольку они снижают шанс образования закалочных структур.
- Количество марок для сварки легированных сталей немного меньше. Сюда входят: Э70, Э85, Э100, Э125, Э150. Эти электроды используются при сварке стали повышенной и высокой прочности. Есть специальные электроды для легированных теплоустойчивых сталей: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ.
- Нержавейка имеет низкую электропроводность и сильное электрическое сопротивление.
 Для сварки этого металла используют: ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Для сварки этого металла используют: ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36. - При выборе электрода для чугуна нужно учитывать его вид. Для ковкого подойдут такие марки: МНЧ-2, ОЗЧ-6 и 2, ЦЧ-4. Для серого чугуна понадобятся ЗЧ-2 и 6, 4, ОЗЖН-1 и ОЗЖН-2, МНЧ-2.
- Для сварки меди подойдут такие типы: Комсомолец-100, ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ESAB ОК 94.25, ESAB OK 94.35, ESAB OK 94.55, ESAB OK NiCu-7 (OK 92.86), ESAB OK Ni-1 (OK 92.05), ZELLER 390.
 Для сварки этого металла используют: ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Для сварки этого металла используют: ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.Классификация электродов
Маркировка электродов для сварки
Чтобы не было проблем с выбором нужного электрода была создана специальная маркировка. У новичка она может вызвать затруднение, но принцип ее прост. Используются буквы и цифры в специальной последовательности. Все названия состоят из блоков:
- тип;
- диаметр;
- сфера применения;
- толщина покрывающего слоя;
- индекс;
- тип покрытия;
- возможные положения для работы;
- тип рекомендуемого тока.
Стоит отдельно упомянуть о положении электродов. Различают 4 вида:
- горизонтальное расположение;
- нижнее расположение;
- потолочное расположение;
- вертикальное расположение.
На маркировке делают следующие обозначения:
- 1 – электрод подходит для сварки во всех положениях;
- 2 – сварка во всех положениях, кроме вертикального сверху вниз;
- 3 – во всех положениях, кроме вертикального сверху вниз и потолочного;
- 4 – для швов нижнего и нижнего в «лодочку».
Покрытие электродов
Покрытие электродов — это порошковая смесь, которая наносится на металлический стержень и необходима для:
- обеспечения стабильного горения дуги;
- придания металлическому шву нужных свойств.
Есть 4 основных вида покрытия, остальные — смеси из них. При этом удобно использовать магнитный угольник при работе со стальными сплавами.
- Кислое покрытие — состоит из окисей железа, свинца и других металлов. Швы, сделанные с электродами имеющими такое покрытие, подвержены образованию горячих трещин.
- Основное покрытие — в качестве основы в них используется фтористый кальций и карбонат кальция. Такие электроды имеют малую окисленность, что обеспечивает хорошее раскисление металла.
- Целлюлозное покрытие содержит большое количество целлюлозы. Такое покрытие позволяет сваривать сверху вниз. Не рекомендуется использовать при сваривании закаливающихся сталей.
- Рутиловое покрытие (основной компонент электродов — рутил). Не рекомендуют использовать в конструкциях, подверженных воздействию высоких температур.
 Швы, сделанные с электродами имеющими такое покрытие, подвержены образованию горячих трещин.
Швы, сделанные с электродами имеющими такое покрытие, подвержены образованию горячих трещин.Диаметр электрода
Диаметр электрода зависит от размера стального стержня. Бывают следующих диаметров: 1,6 мм, 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм, их длина варьируется от 350 до 400 мм. Длина зависит от легирования стального стержня. Существует три характеристики, тесно связанных между собой: диаметр электрода, толщина свариваемого материала и сила тока. Диаметр электрода полностью зависит от свариваемого материала. При сварке материала от 0.5 до 1.5 практически не используется ручная дуговая сварка, применяют TIG-сварку или сварку полуавтоматом.
Диаметр электрода полностью зависит от свариваемого материала. При сварке материала от 0.5 до 1.5 практически не используется ручная дуговая сварка, применяют TIG-сварку или сварку полуавтоматом.
Подбираем силу тока
Сила тока взаимосвязана с диаметром электрода. Также большое влияние имеет положение сварного шва в пространстве. При сварке в потолочном и вертикальных положениях следует брать электрод диаметром от 4 мм. При этом нужно снижать силу тока на 15-20% относительно силы в других положениях.
К выбору электрода для сварки следует подходить ответственно. От правильного или неправильного выбора зависит качество и долговечность шва. Обязательно обратите внимание на толщину свариваемого материала и на положение, в котором планируете работать. Подробно изучите маркировку — большую часть информации можно узнать по ней.
Как выбрать электроды, проволоку сварочную, советы по выбору и отзывы
Вид
Электрод – стержень с защитным покрытием (обмазкой), который устанавливается в держатель ручного сварочного аппарата. Покрытие защищает зону сварки от негативного влияния воздуха, стабилизирует дуговой разряд, улучшает свойства металла сварного шва.
Покрытие защищает зону сварки от негативного влияния воздуха, стабилизирует дуговой разряд, улучшает свойства металла сварного шва.
Правильный выбор электрода определяется материалом и толщиной свариваемых деталей, пространственным положением сварки, назначением конструкции (малоответственная / ответственная) и условиями ее использования.
Проволока – электрод для автоматического и полуавтоматического сварочного аппарата. Подача проволоки осуществляется через сопло путем разматывания катушки, находящейся на сварочном аппарате.
- Электрод
- Проволока
Назначение
Для сварки – позволяет создать неразъемные соединения между различными деталями. Сварка предназначена для получения прочных и надежных конструкций. Такие электроды встречаются чаще всего.
Для наплавки – дает возможность нанести слой металла на поверхность путем сварки плавлением. С помощью наплавки восстанавливают поврежденные или изношенные изделия. Отдельные марки электродов подходят для работы с изделиями из чугуна.
Отдельные марки электродов подходят для работы с изделиями из чугуна.
Марки: ЦЧ-4, Т-590.
Для резки – позволяет разделить металл на заготовки определенной формы и размера. Резка электродами используется при строительно-монтажных работах, если нет специального оборудования. Подобные электроды отличаются повышенными параметрами теплостойкости обмазки и тепловой мощностью дуги, а также интенсивной окисляемостью жидкого металла.
Марки: ОЗР-1, ОЗР-2, РОТЭКС Р.
Применение
Выбирая оптимальный вариант, помните, что материалы электрода и свариваемых изделий должны совпадать. Поэтому каждой разновидности стали или другого металла соответствуют свои электроды:
- малоуглеродистая сталь – АНО-21, МР-3, ЦЧ-4;
- углеродистая сталь – АНО-36, РЦ (Е46), УОНИ-13/55;
- низколегированная сталь – АНО-4, АНО-21, УОНИ-13/55;
- легированная сталь – Т-590;
- высоколегированная сталь – ЦЛ-11;
- нержавеющая сталь – ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/НЖ-2, УОНИ-13/ЭП-56;
- алюминий – OK 96. 10, OK ALMN1 (96.20), УАНА 6, UTP 48 (UTP 480).
 10, OK ALMN1 (96.20), УАНА 6, UTP 48 (UTP 480).
10, OK ALMN1 (96.20), УАНА 6, UTP 48 (UTP 480).Материал стержня
Металлические – изготавливаются из чугуна, стали, латуни, вольфрама, бронзы, меди. Подразделяются на два типа.
- Плавящиеся – обеспечивают формирование сварного шва за счет расплавления электрода и кромок свариваемых деталей. Медные, стальные, алюминиевые модели являются плавящимися.
- Неплавящиеся – обеспечивают образование сварного шва только посредством плавления металла элементов, подвергаемых сварке. Вольфрамовые электроды относятся к неплавящимся электродам.
Неметаллические (неплавящиеся) – выполняются из графита и угля.
Диаметр
Оптимальный диаметр электрода или проволоки выбирается в зависимости от типа сварки, толщины материала и других факторов. Минимальный диаметр электрода составляет 1 мм, проволоки – 0.6 мм. С увеличением этого показателя возрастает толщина металла, который можно варить посредством выбранного электрода. В то же время понадобится более сильный сварочный ток.
В то же время понадобится более сильный сварочный ток.
Ориентировочные параметры диаметра электродов и толщины металла:
- 2 мм – 2 мм;
- 2.5 мм – до 3 мм;
- 3 мм – до 5 мм;
- 4 мм – до 10 мм;
- 5 мм – до 15 мм.
Ориентировочные параметры диаметра электрода и силы тока:
- 2 мм – 70 А;
- 2.5 мм – 70-100 А;
- 3 мм – до 140 А;
- 4 мм – до 220 А;
- 5 мм – до 280 А.
Важно: слишком слабый сварочный ток не позволит проварить металл, слишком сильный – прожжет его.
В бытовой сварке используются модели, у которых диаметр варьируется в пределах 2-5 мм. Чаще всего востребованы электроды с диаметром 2.5-3 мм. Электроды от 5 мм и выше – относятся к профессиональным и применяются главным образом для наплавки, а не для сварочных работ.
Важно: при выполнении сварки в вертикальном и потолочном положениях, необходимо выбирать диаметр электрода от 4 мм. А вот сила тока в этом случае снижается на 15-20% от аналогичного параметра в других положениях.
А вот сила тока в этом случае снижается на 15-20% от аналогичного параметра в других положениях.
Толщина обмазки стержня электрода – определяется исходя из отношения наружного или общего диаметра электрода (D) и диаметра внутреннего стержня (d). По данному параметру электроды подразделяются на следующие категории:
- тонкие (М) – соотношение 1.2;
- средние (С) – соотношение 1.45;
- толстые (Д) – соотношение 1.8;
- особо толстые (Г) – соотношение более 1.8.
Покрытие
Электроды
Рутиловое (Р) – отличаются легким поджигом дуги, низкой токсичностью, малым разбрызгиванием металла, устойчивостью к появлению пор в сварном шве, небольшой чувствительностью к изменению длины дуги. Получившийся шов не боится горячих или холодных трещин. При этом обеспечивается легкая шлакоотделяемость. Для работы с электродами не нужно предварительно зачищать рабочую поверхность от ржавчины.
Недостатки рутиловых электродов: ограниченная сфера применения (не для всех конструкций и не для всех металлов), необходимость прокалки и просушки перед применением, чувствительность к повышению напряжения тока. Такие электроды не подходят для сварки деталей, которые рассчитаны на использование при высоких температурах.
Рутиловые электроды обеспечивают оптимальный баланс простоты работы и качества сварного шва. Хороший выбор для новичков.
Область применения: ремонт инструментов и деталей, сварка трубопроводов, работа с низколегированными и низкоуглеродистыми сталями. Нельзя применять для сварки высокоуглеродистых сталей. Используются при сварке на постоянном и переменном токе.
Марки: АНО-4, АНО-6, АНО-21, АНО-36, Монолит, Арсенал, Гранит, МР-3, ОК 46.00.
Основное (Б) – характеризуются высокой пластичностью и ударной вязкостью, устойчивостью к сероводородному растрескиванию и появлению горячих трещин. Другие преимущества – низкая токсичность и малое содержание газов в металле сварного шва. В итоге получается шов с превосходными механическими свойствами, выдерживающий значительные нагрузки.
В итоге получается шов с превосходными механическими свойствами, выдерживающий значительные нагрузки.
Недостатки электродов с основным покрытием: нестабильность дуги при переменном токе, чувствительность к влаге, ржавчине и увеличению длины дуги (приводит образованию пор в шве), необходимость предварительного прокаливания.
Область применения: сварка ответственных или жестких конструкций, трубопроводов, толстых деталей, работа с низко- и высоколегированными сталями.
Марки: УОНИ 13/45, УОНИ 13/55, УОНИ 13/65, Lb 52U, ОК 48.00, ОК 53.70.
Кислое (А) – полностью исключают появление пор в сварном шве, нечувствительны к ржавчине, легкие в розжиге дуги.
Недостатки кислых электродов: токсичность при нагреве, плохая шлакоотделяемость, высокий коэффициент разбрызгивания металла. Кислые электроды не подвергаются высокотемпературной прокалке.
Область применения: сварка малоответственных конструкций, работа с низколегированными сталями. Подходят для работы при постоянном и переменном токе. Из-за токсичных испарений сварка должна выполняться на открытой местности. Такие электроды встречаются редко.
Подходят для работы при постоянном и переменном токе. Из-за токсичных испарений сварка должна выполняться на открытой местности. Такие электроды встречаются редко.
Марки: ОЗЧ-2, ЦЛ-6.
Целлюлозное (Ц) – дают высокую скорость работ и газовую защиту металла, что исключает образование пор и снижает количество шлаков. Такими электродами выполняют сварку в труднодоступных местах.
Недостатки целлюлозных электродов: необходимость шлифовки сварного шва, сниженная пластичность металла шва, что может вызвать появление трещин, повышенное разбрызгивание металла (до 15%). Целлюлозные электроды чувствительны к перегреву.
Область применения: сварка магистральных трубопроводов, работа с низколегированными и углеродистыми сталями.
Марки: ВСЦ-4, ВСЦ-4А, ВСЦ-4М.
Встречаются электроды и со смешанным покрытием. Наиболее распространены рутил-целлюлозные модели (РЦ). Подобные электроды обеспечивают высокие характеристики пластичности и ударной вязкости сварного шва при малой токсичности.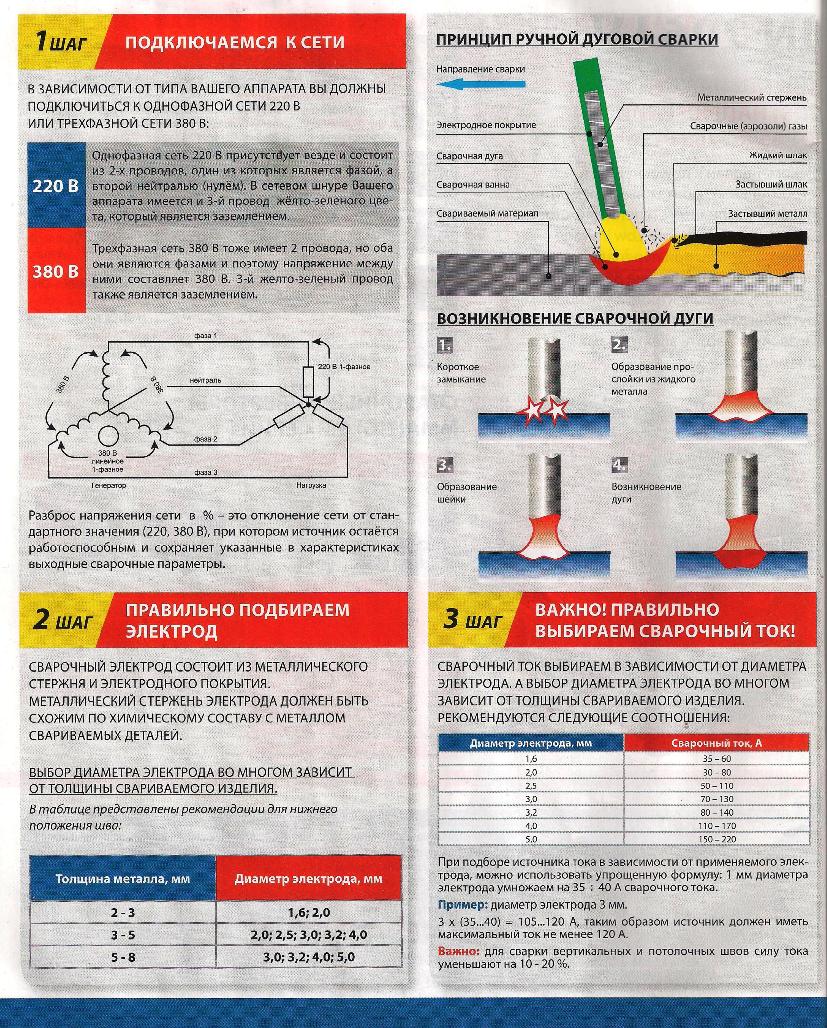 Кроме того, повышается степень защиты металла шва от воздуха (по сравнению с целлюлозными сварочными материалами).
Кроме того, повышается степень защиты металла шва от воздуха (по сравнению с целлюлозными сварочными материалами).
Недостатки рутил-целлюлозных электродов: сильное разбрызгивание металла, сравнительно небольшая стойкость к образованию горячих и холодных кристаллизационных трещин. Такие электроды прихотливы в хранении.
Марки: АНО-36, РЦ (Е46).
Проволока
Чаще всего встречается проволока с медным покрытием. Данное решение обладает рядом преимуществ: качественный сварной шов (поры почти отсутствуют), минимальное разбрызгивание металла, хороший розжиг дуги.
Полярность
Прямая полярность – оптимальна для сварки тяжелых конструкций, чугуна, низколегированных, низко- и среднеуглеродистых сталей (толщина 5 мм и более). Такую сварку выбирают, если нужно добиться глубокого проплавления металла.
Обратная полярность – подходит для сварки листовых деталей, низко-, средне- и высоколегированных, а также низкоуглеродистых сталей. Этот вариант дает повышенную скорость плавления электродов.
Этот вариант дает повышенную скорость плавления электродов.
Ток
Постоянный – дают повышенную производительность работы и качество сварного шва. Характеризуется невысоким разбрызгиванием металла, позволяет скреплять тонкие изделия, дает стабильную дугу даже в сложных условиях (перепады напряжения, сильный ветер). Недостатки: высокая цена сварочных аппаратов, «магнитное дутье» осложняет и замедляет сварку.
Марки электродов для сварки постоянным током: УОНИ-13/55, УОНИ-13/45, МР-3, АНО-21, ОЗС-12, ОЗЛ-6, LB-52U, ОЗЧ-2.
Переменный – обеспечивают защиту сварочной ванны от воздуха и не нуждаются в выпрямителе к трансформатора. При этом работы выполняются менее дорогой и тяжелой техникой по сравнению с предыдущим вариантом. Недостатки: менее надежное соединение, сильное разбрызгивание металла, трудности при выполнении вертикальной и потолочной сварки, малая ударная вязкость.
Марки электродов для сварки переменным током: АНО-4, АНО-6, АНО-21, МР-3, МР-3С, ОЗС-4, ОЗС-6, ОЗС-12.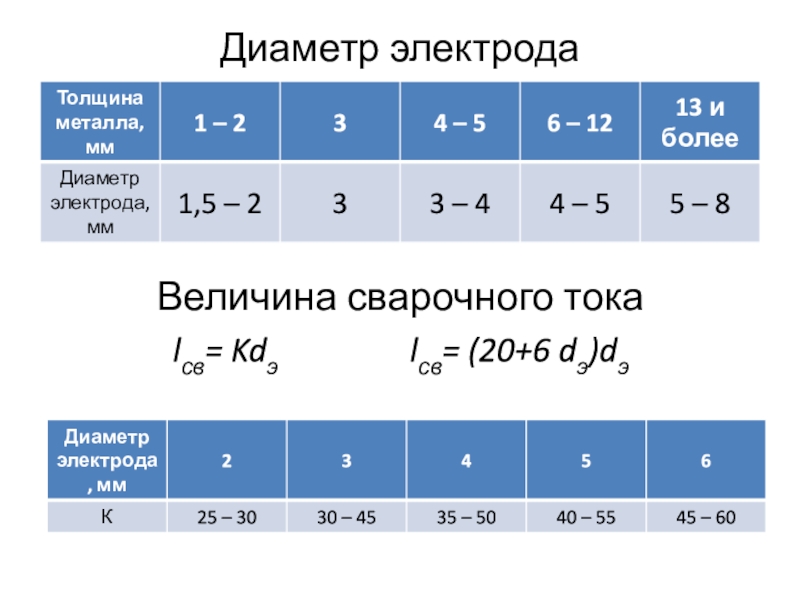
Важно: электроды для сварки переменным током подходят и для работы с постоянным током, а вот обратное сочетание невозможно.
Положение сварки
Нижнее – используется при несложных работах или в случае, когда к конструкции не предъявляется особых требований. Наиболее производительный способ сварки.
Горизонтальное и вертикальное – более сложные и требуют от сварщика соответствующих навыков. Для сварки вертикального шва нужны специальные электроды, повышающие вязкость сварочной ванны.
Потолочное – самое сложное положение сварки. Работы выполняются специалистом высокой квалификации. Сварка потолочного шва производится с применением электродов малого диаметра с тугоплавкой обмазкой.
Большинство электродов рассчитано на сварку во всех пространственных положениях.
Вес
Знание веса электродов – наряду с диаметром и длиной – необходимо для вычисления расхода электрода на метр шва (для этого используются специальные методики). Производитель указывает вес пачки сварочных материалов.
Производитель указывает вес пачки сварочных материалов.
Выбор электрода для ручной электродуговой сварки
Ручная дуговая сварка с помощью инвертора, работающего от бытовой электросети, – популярный в домашних условиях вариант выполнения сварочных работ по строительству, ремонту, благоустройству ландшафта. Преимуществами инверторов являются компактные габариты, наличие удобных опций, облегчающих работу новичкам, и возможность использовать большинство покрытых плавящихся электродов. Тип электрода выбирают, в зависимости от химсостава и толщины свариваемых деталей.
Какие функции выполняет электрод?
Плавящийся электрод – это металлический сердечник, изготовленный из стальной сварочной проволоки (ГОСТ 2246-70) и имеющий особое покрытие. В зависимости от марки свариваемого металла, выбирают соответствующую проволоку для сердечника – низкоуглеродистую, легированную, высоколегированную.
В ходе сварки сердечник расплавляется, заполняя сварочную ванну. Благодаря элементам, входящим в состав обмазки, формируется шлаковый слой, который обеспечивает защиту сварочной ванны.
Благодаря элементам, входящим в состав обмазки, формируется шлаковый слой, который обеспечивает защиту сварочной ванны.
Виды покрытий
Для решения разных задач производят электроды с четырьмя видами покрытий:
- Основное. Функциональное назначение – сварка на постоянном токе. Обычно используются для решения ответственных задач.
- Рутиловое. Подходят для работы на переменном и постоянном токе. Легко поджигаются, образуют мало брызг.
- Кислое. Плюс – легкое отделение шлака, минус – невозможность применения при работе в закрытом пространстве из-за токсичности выделений.
- Целлюлозное. Продукция разработана для ведения сварочного процесса на постоянном токе. Востребована при создании ответственных конструкций.
Для электродуговой сварки в домашних условиях наиболее часто используются электроды с основным и рутиловым покрытием.
Распространенные виды электродов для домашнего применения
Среди продукции с основным покрытием популярный вариант – УОНИ 13/55, подходящий для углеродистых и низколегированных сталей. Ток – постоянный обратной полярности. Изделия УОНИ 13/55 могут использоваться для создания конструкций, воспринимающих серьезные нагрузки. С их помощью получают швы, для которых характерны:
Ток – постоянный обратной полярности. Изделия УОНИ 13/55 могут использоваться для создания конструкций, воспринимающих серьезные нагрузки. С их помощью получают швы, для которых характерны:
- пластичность;
- устойчивость к ударным воздействиям;
- сохранение рабочих характеристик при пониженных температурах.
Недостатком этих изделий является необходимость тщательно подготавливать кромки. Масло, вода, ржавчина и другие загрязнения, оставшиеся на кромках, провоцируют образование в шве большого количества пор.
Наиболее часто используемые изделия с рутиловым покрытием:
- МР-3. Используются для углеродистых и низколегированных сталей. Процесс проходит на постоянном и переменном токе. Преимущества: возможность варить во всех положениях и соединять грязные и окисленные элементы, а также стабильность дуги и малое количество брызг. При колебаниях длины дуги поры в шве не образуются.
- АНО-4, ОЗС-12. С их помощью сваривают элементы из углеродистых сталей.
- Импортные изделия ОК 63.34, ОК 61.30 и отечественные ЦЛ-11. Востребованы для работы с коррозионностойкими сталями.
 С их помощью сваривают элементы из углеродистых сталей.
С их помощью сваривают элементы из углеродистых сталей.Выбор диаметра электрода для ручной дуговой сварки
В продаже имеются плавящиеся электроды диаметрами 1,5-6 мм. Наиболее часто используемые – с диаметрами в диапазоне 2,5-4 мм. В соответствии с диаметром выбирают оптимальный интервал значений сварочного тока. Рекомендуемая величина тока указывается на упаковке.
Внимание! Ручная дуговая сварка для металлических элементов толщиной до 1,5 мм обычно не используется.
Таблица зависимости диаметра электрода от толщины свариваемых деталей
| Толщина свариваемых элементов, мм | 1,5-2,5 | 3 | 4-5 | 6-10 |
| Диаметр электрода, мм | 2-2,5 | 2,5-3 | 3-4 | 4-5 |
Применение электродов диаметром, превышающим рекомендованную величину, и слишком большого сварочного тока провоцирует образование пор в шве.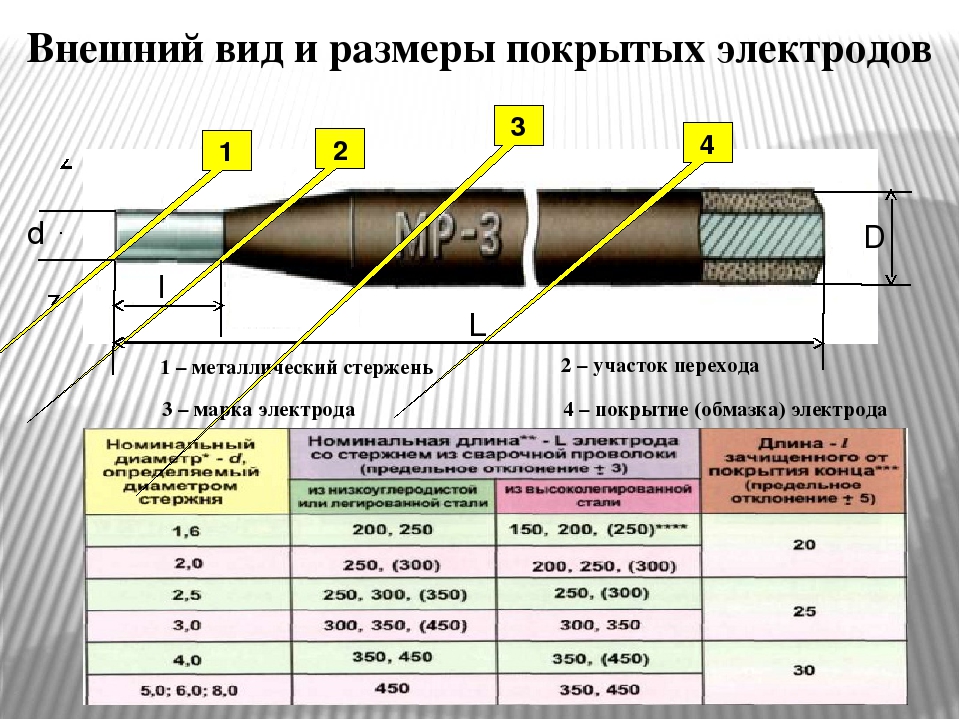
Примеры маркировки сварочных электродов шведского производителя ESAB
В продаже представлены электроды шведской фирмы ESAB, соответствующие технологии ручной дуговой сварки.
Эта продукция достаточно дорогая, но пользуется большой популярностью, благодаря высокому качеству. В маркировке всегда присутствуют буквы OK (Оскар Кельберг – основатель фирмы). После букв OK следуют 4 цифры, характеризующие рекомендованные области применения:
- 46.00 – универсальная продукция, аналог ОЗС и МР-3. Применяется для сварки углеродистых и низколегированных сталей на постоянном и переменном токе. Обеспечивает прекрасное качество сварного шва.
- 48.00, 48.04 (аналог УОНИ 13/55). Процесс проходит на постоянном токе. Изделия применяются для создания конструкций ответственного назначения.
- 53.70 – специализированная продукция для сварки труб встык.
- 61.30 – аналог ОЗЛ-8. Применяется для работы с коррозионностойкими сталями AISI 304L, 308L.
- 63.20 – аналог ОЗЛ-20. Востребован для сварки AISI 316L. Разработан специально для работы с тонкостенными конструкциями и трубами.
- 68.81. Применяется для соединения трудносвариваемых сталей, разнородных марок, металлов с неустановленным химсоставом.
- 92.60. Применим для работы с чугуном, соединения чугунных элементов со стальными.
- 96.20. Разработан для создания конструкций из сплавов на базе алюминия.
 Применяется для работы с коррозионностойкими сталями AISI 304L, 308L.
Применяется для работы с коррозионностойкими сталями AISI 304L, 308L.Как определить качество электродов при покупке?
Приобретая электроды, принимайте во внимание ряд важных моментов, существенно влияющих на качество получаемого шва.
- Обмазка должна быть равномерно нанесена по всей площади слоем одинаковой толщины.
- Обмазка должна прочно держаться на сердечнике. Ее крошение свидетельствует о заводском браке или слишком длительном хранении продукции.
- Электроды не должны быть просроченными. Срок годности указывается на упаковке.
- Продукция должна храниться в специальных пеналах, предотвращающих отсыревание. Если изделия все-таки впитали влагу, перед использованием их необходимо прокалить в специальной печи при температуре +400°C или просушить.
Как правильно выбрать тип и марку электрода
Часто перед сварщиком возникает вопрос: “Как правильно выбрать тип и марку электрода?” Попробуем исчерпывающее ответить на этот вопрос.
1. Нужно определить, к какой группе сталей относится основной металл.
2. Если сталь относится к любой группе, кроме закаляющихся и жаропрочных сталей, тип электрода выбирается из условия равнопрочности основного металла и металла шва. Для этого нужно, чтобы предел прочности основного металла был наиболее близким к пределу прочности наплавленного метала шва. Например, подберем электроды для сварки стали 20. Прокат из этой стали имеет предел прочности порядка 410-430 МПа, в зависимости от состояния поставки. Соответственно, выбираем электрод типа Э42(т.е электроды данного типа обеспечивают получение металла шва с прочностью не мене 420 МПа). Выбрав тип электрода, следует выбрать марку электрода с соответствующим видом покрытия. Покрытие электрода подбирается исходя из химической активности основного металла и требуемой степени защиты сварочной ванны от кислорода и азота воздуха. Наилучшую защиту сварочной ванны создают электроды с основным покрытием, наиболее худшую – электроды с кислым покрытием. После того, как мы определились с видом покрытия электродов, подбираем соответствующую ему марку электродом. Следует помнить о том, что каждому типу электродов соответствует несколько их марок. Для стали 20, которую мы взяли для примера, выберем электрод марки АНО-6 с рутиловым покрытием, поскольку мы планируем использовать выбранные электроды для сварки неответственной конструкции.
Соответственно, выбираем электрод типа Э42(т.е электроды данного типа обеспечивают получение металла шва с прочностью не мене 420 МПа). Выбрав тип электрода, следует выбрать марку электрода с соответствующим видом покрытия. Покрытие электрода подбирается исходя из химической активности основного металла и требуемой степени защиты сварочной ванны от кислорода и азота воздуха. Наилучшую защиту сварочной ванны создают электроды с основным покрытием, наиболее худшую – электроды с кислым покрытием. После того, как мы определились с видом покрытия электродов, подбираем соответствующую ему марку электродом. Следует помнить о том, что каждому типу электродов соответствует несколько их марок. Для стали 20, которую мы взяли для примера, выберем электрод марки АНО-6 с рутиловым покрытием, поскольку мы планируем использовать выбранные электроды для сварки неответственной конструкции.
3.Если сталь относится к группе закаляющихся или жаропрочных, то тип электрода подбирается не по прочности, а по химическому составу основного металла. В основном это электроды с основным покрытием, реже рутиловым. Основное требование – это максимальное приближение химического состава сварного шва к химическому составу основного металла. Особенно часто накладывается ограничение на максимальное содержание углерода в электродном материале – не более 0,15%.
В основном это электроды с основным покрытием, реже рутиловым. Основное требование – это максимальное приближение химического состава сварного шва к химическому составу основного металла. Особенно часто накладывается ограничение на максимальное содержание углерода в электродном материале – не более 0,15%.
Как выбрать вольфрамовые электроды для аргонодуговой сварки (TIG)
Как выбрать вольфрамовые электроды для аргонодуговой сварки (TIG)
Современный мир развивается очень динамично. Это касается многих сфер жизни, в том числе и области сварки. Если несколько лет назад аргонодуговая сварка неплавящимся вольфрамовым электродом была уделом специалистов узкого профиля и высочайшей квалификации, то теперь её могут позволить себе практически все, кто зарабатывает сварочным ремеслом на жизнь, или просто часто использует сварку. Сейчас уже многим сварщикам известно, что добиться швов высочайшего качества и при этом получить эстетически красивый продукт можно именно при использовании TIG-сварки. Она проигрывает механической полуавтоматической сварке (MIG) в скорости, но значительно превосходит по качеству и надежности. А также охватывает все сферы использования сварки (все технически сложные виды работ, в том числе сварка алюминия, будут лучше выполнены именно при использовании аргонодуговой сварки).
Сейчас уже многим сварщикам известно, что добиться швов высочайшего качества и при этом получить эстетически красивый продукт можно именно при использовании TIG-сварки. Она проигрывает механической полуавтоматической сварке (MIG) в скорости, но значительно превосходит по качеству и надежности. А также охватывает все сферы использования сварки (все технически сложные виды работ, в том числе сварка алюминия, будут лучше выполнены именно при использовании аргонодуговой сварки).
При освоении аргонодуговой сварки обычно много времени уделяется выбору сварочного аппарата. Но какой элемент не менее важен? От чего будет зависеть качество сварочного шва? Правильный ответ — вольфрамовый электрод! Можно сказать, что аргонодуговая сварка напрямую зависит от всех компонентов: мастерства сварщика, уровня аппарата, правильного подбора неплавящегося электрода и присадочного материала.
Как же подобрать вольфрамовые электроды? В настоящее время существует несколько основных видов неплавящихся вольфрамовых электродов, между которыми и будет стоять выбор начинающего аргонщика. Европейская маркировка выглядит следующим образом: электроды WC-20, WL-15, WL-20, WP, WT-20, WZ-8, WY-20. Отечественные электроды также являются аналогами основных европейских марок, но у них есть своя специфика: электроды имеют мерную длину до 1 м. Вольфрам довольно хрупок, поэтому в партии товара встречаются и короткие электроды около 200 мм. Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
Европейская маркировка выглядит следующим образом: электроды WC-20, WL-15, WL-20, WP, WT-20, WZ-8, WY-20. Отечественные электроды также являются аналогами основных европейских марок, но у них есть своя специфика: электроды имеют мерную длину до 1 м. Вольфрам довольно хрупок, поэтому в партии товара встречаются и короткие электроды около 200 мм. Это допускается по ГОСТ. Продается отечественная продукция килограммами. А электроды европейского образца (сейчас массово производятся в КНР) обычно имеют длину 175 мм и продаются поштучно (или в упаковках от 10 штук), что делает их самыми востребованными на рынке.
Начать практику в аргонодуговой сварке можно с универсальных электродов. Они способны работать как на постоянном, так и на переменном токе, а также стабильно сваривают большинство самых часто встречающихся металлов и сплавов. К универсальным вольфрамовым электродам относятся WC-20, WL—15 и WL—20. Классический тип электродов — для сварки на постоянном токе. К нему относятся WT-20 и WY-20. Первые широко известны с советских времен, но имеют важную особенность, о которой всегда говорится в их описании. Вторые являются их безопасным аналогом. К третьему типу относятся электроды для сварки на переменном токе, WP, WZ-8.
Классический тип электродов — для сварки на постоянном токе. К нему относятся WT-20 и WY-20. Первые широко известны с советских времен, но имеют важную особенность, о которой всегда говорится в их описании. Вторые являются их безопасным аналогом. К третьему типу относятся электроды для сварки на переменном токе, WP, WZ-8.
WC-20
Вольфрамовые электроды WC-20 (в состав, помимо чистого вольфрама входит 2 % оксида церия) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: нержавеющих сталей, молибдена, тантала, меди, никеля, титана, а также их сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, устойчивость к повышенным значениям сварочного тока, сбалансированное расходование электрода в процессе сварки.
Следует помнить, что чем ближе значение сварочного тока к максимуму при работе с электродом WC-20, тем больше оксида церия концентрируется на стыке со сварочной дугой, и это может влиять на качество сварочного шва.
Считается, что электроды марки WC-20 отлично подходят для сварки корневых швов трубопроводов, орбитальной сварки, а также сварки изделий из тонколистовой стали.
WL-15
Вольфрамовые электроды WL—15 (в состав, помимо чистого вольфрама входит 1,5 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (опережает даже WL-20), легкий поджиг дуги.
Электроды марки WL—15 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-15, он справится и со сваркой алюминия, магния, а также их сплавов.
WL-20
Вольфрамовые электроды WL—20 (в состав, помимо чистого вольфрама входит 2,0 % оксида лантана) относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (уступает лишь WL-15), легкий поджиг дуги, стабильная работа на малых токах (опережает WL-15).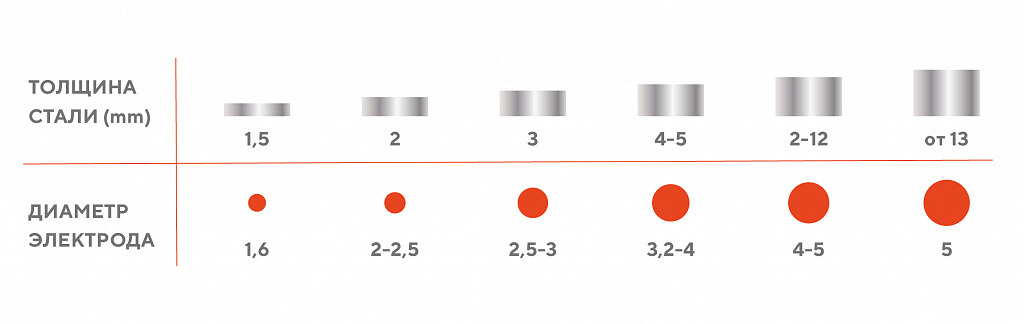
Электроды марки WL—20 отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-20, он справится и со сваркой алюминия, магния, а также их сплавов.
WT-20
Вольфрамовые электроды WT—20 (в состав, помимо чистого вольфрама входит 2,0 % оксида тория) имеют наибольшее распространение в России, так как на протяжении десятилетий показывали высокую эффективность, стабильность и относительную универсальность. Данные электроды подходят для сварки всех типов стали, а также тантала, молибдена и многих других материалов на постоянном токе. Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20 в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
WY-20
Вольфрамовые электроды WY-20 (в состав, помимо чистого вольфрама входит 2 % оксида иттрия) относятся к той же группе, что и WT-20, так как созданы для сварки на постоянном токе. Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
WP
Вольфрамовые электроды WP (в состав входит не менее 99,5% чистого вольфрама) предназначены для сварки алюминия, магния и их сплавов на переменном токе. Обладают низкой устойчивостью к сварочному току (его тепловому воздействию) и долговечностью. Заточка электрода из-за этого производится в виде шарика (скругление). Несмотря на существенные недостатки, электроды WP-20 обладают важным плюсом: они не вносят никаких добавок в состав сварочного шва, так как состоят из чистого вольфрама, за что очень ценятся при работах, когда к химическому составу шва предъявляются высокие требования.
WZ-8
Вольфрамовые электроды WZ-8 (в состав входит не менее 0,8% оксида циркония) предназначены для сварки алюминия, магния и их сплавов на переменном токе. В отличие от чисто вольфрамовых электродов, обладают достаточно хорошими характеристиками поджига и стабильного горения электрической дуги, а также устойчивости к высоким токам и долговечности . Заточка электрода производится в виде шарика (скругление).
Факторы для выбора правильного электрода
Выбор сварочного стержня
Электродыдоступны в широком диапазоне типов, каждый из которых обеспечивает различные механические свойства и работает с определенным типом источника сварочного тока. При выборе сварочного стержня следует учитывать несколько факторов:
- Свойства основного металла
- Предел прочности
- Сварочный ток
- Толщина основного металла, форма и подгонка стыков
- Позиция сварки
- Технические характеристики и условия эксплуатации
- Экологические условия труда
Прежде чем включить машину и забрать электрододержатель, узнайте больше о каждом из этих факторов.
Свойства основного металла
Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно сопоставить) состав электрода с типом основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы:
- Как выглядит металл? Если вы работаете с сломанной деталью или компонентом, проверьте наличие крупной и зернистой внутренней поверхности, что обычно означает, что основным материалом является литой металл.
- Металл магнитный? Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая или легированная сталь. Если основной металл немагнитен, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или сплав цветных металлов, такой как алюминий, латунь, медь или титан.
- Какие искры испускает металл при прикосновении к шлифовальной машине? Как показывает практика, большее количество вспышек в искрах указывает на более высокое содержание углерода, например, в стали марки A-36.
- Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, такой как низкоуглеродистую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.

Прочность на разрыв
Чтобы предотвратить растрескивание или другие нарушения сплошности сварного шва, подберите минимальный предел прочности электрода на разрыв с пределом прочности основного металла. Прочность стержневого электрода на разрыв можно определить по первым двум цифрам классификации AWS, напечатанной на боковой стороне электрода.Например, число «60» на электроде E6011 указывает на то, что присадочный металл дает сварной шов с минимальным пределом прочности на разрыв 60 000 фунтов на квадратный дюйм и, как результат, будет хорошо работать со сталью с аналогичным пределом прочности.
 millerwelds.com» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» data-gtm-yt=»true» data-gtm-yt-inspected-2096594_138=»true» data-gtm-yt-inspected-2096594_168=»true»/>
millerwelds.com» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» data-gtm-yt=»true» data-gtm-yt-inspected-2096594_138=»true» data-gtm-yt-inspected-2096594_168=»true»/>
Сварочный ток
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими источниками. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока (см. Рисунок 1).
| См. Четвертую цифру классификации AWS для определения совместимого сварочного тока. |
Тип используемого тока также влияет на профиль провара сварного шва. Например, электрод, совместимый с DCEP, такой как E6010, обеспечивает глубокое проплавление и создает чрезвычайно плотную дугу. Он также обладает способностью «прокапывать» ржавчину, масло, краску и грязь.Электрод, совместимый с DCEN, например E6012, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или при сварке высокоскоростных сильноточных угловых швов в горизонтальном положении.
Он также обладает способностью «прокапывать» ржавчину, масло, краску и грязь.Электрод, совместимый с DCEN, например E6012, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или при сварке высокоскоростных сильноточных угловых швов в горизонтальном положении.
Электрод, совместимый с переменным током, например E6013, дает мягкую дугу со средней проплавкой и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка стыков
Для толстых материалов требуется электрод с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва.Электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обладают превосходными характеристиками с низким содержанием водорода и хорошей ударной вязкостью (высокими значениями ударной вязкости), позволяющими выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например электрод 6013. Кроме того, электроды меньшего диаметра обеспечат неглубокое проникновение, чтобы предотвратить прожог на более тонких материалах.
Кроме того, электроды меньшего диаметра обеспечат неглубокое проникновение, чтобы предотвратить прожог на более тонких материалах.
Вы также захотите оценить дизайн и подгонку стыка. Если вы работаете над стыком с плотной посадкой или стыком без фаски, используйте электрод, обеспечивающий дугу копания, чтобы обеспечить достаточное проникновение, например E6010 или E6011.Для материалов с широкими корневыми отверстиями выберите электрод, например E6012, который создает вогнутую поверхность шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.
Положение при сварке
Чтобы определить, для какой позиции (позиций) подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS. Вот как можно определить квалифицированное положение электрода:
1 = плоский, горизонтальный, вертикальный и потолочный
2 = только плоский и горизонтальный
Например, электрод 7018 можно использовать в плоском, горизонтальном, вертикальном и потолочном положениях.
Технические характеристики и условия эксплуатации
Обязательно оцените условия, в которых сварная деталь будет находиться в процессе эксплуатации. Если он будет использоваться в высокотемпературных или низкотемпературных средах, подверженных повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью снизит вероятность растрескивания сварного шва. Кроме того, не забудьте проверить характеристики сварки, если вы работаете с критически важными объектами, такими как изготовление сосудов высокого давления или котлов. В большинстве случаев эти характеристики сварки потребуют от вас использования электродов определенного типа.
Экологические условия труда
Для достижения наилучших результатов всегда следует удалять излишки прокатной окалины, ржавчину, влагу, краску и жир. Чистые недрагоценные металлы помогают предотвратить пористость и увеличить скорость движения. Если очистка основного металла невозможна, электроды E6010 или E6011 создают глубокую проникающую дугу, которая может прорезать загрязнения.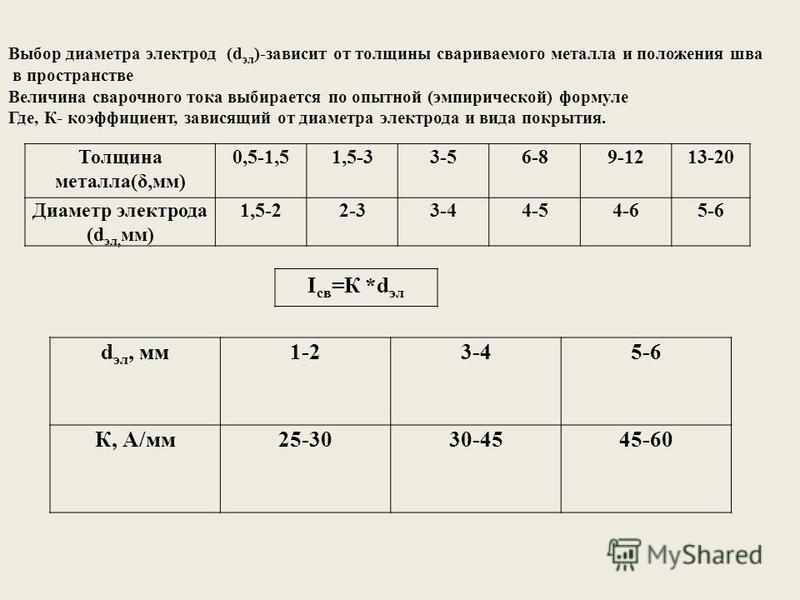
Выбор сварочного стержня
Учет вышеперечисленных факторов поможет вам решить проблемы выбора правильного стержневого электрода для вашего конкретного применения.Однако, учитывая широкий спектр доступных электродов, для одного применения может существовать несколько решений. Если вам нужна дополнительная помощь в выборе электрода, ваш местный дистрибьютор сварочного оборудования или представитель компании известного производителя присадочного металла может стать отличным помощником.
Предоставлено братьями Хобарт
Что нужно знать о сварочных электродах
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Если вас интересует карьера сварщика, возможно, вы уже знакомы с используемыми сварочными инструментами и оборудованием. Одним из наиболее важных сварочных инструментов является сварочный пистолет или сварочный аппарат, который вырабатывает электрический ток, который плавит и связывает металл. Сварочные электроды необходимы, и важно, чтобы сварщик знал, какой тип использовать для различных работ.
Сварочные электроды необходимы, и важно, чтобы сварщик знал, какой тип использовать для различных работ.
Что такое сварочные электроды?
Электрод представляет собой металлическую проволоку с покрытием.Изготовлен из материалов, похожих на свариваемый металл. Для начала есть расходные и нерасходуемые электроды. 1 При дуговой сварке металлическим экраном (SMAW), также известной как стержневой электрод, электроды являются расходуемыми, что означает, что электрод расходуется во время его использования и плавится вместе со сварным швом. При сварке вольфрамовым электродом в среде инертного газа (TIG) электроды не являются расходуемыми, поэтому они не плавятся и не становятся частью сварного шва. При газовой дуговой сварке (GMAW) или сварке MIG на электроды подается непрерывная подача проволоки. 2 Дуговая сварка порошковой проволокой требует непрерывно подаваемого плавящегося трубчатого электрода, содержащего флюс.
Как выбрать сварочные электроды?
Выбор электрода определяется требованиями сварочной работы. К ним относятся:
К ним относятся:
- Предел прочности
- Пластичность
- Коррозионная стойкость
- Недрагоценный металл
- Позиция сварного шва
- Полярность
- Текущий
Бывают электроды с легким и толстым покрытием.Электроды с легким покрытием имеют легкое покрытие, которое наносится кистью, распылением, погружением, мытьем, протиранием или переворачиванием. Электроды с толстым покрытием покрываются экструзией или капанием. Существует три основных типа тяжелых покрытий: минеральные, целлюлозные или их комбинация. Толстые покрытия используются для сварки чугуна, стали и твердых поверхностей. 3
Заполните форму, чтобы получить информационный пакет без обязательств.
Что означают цифры и буквы на сварочных стержнях?
Американское сварочное общество (AWS) имеет систему нумерации, которая предлагает информацию о конкретном электроде, например о том, для какого применения он лучше всего подходит и как с ним следует работать для максимальной эффективности. (См. Таблицу)
(См. Таблицу)
| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натрийцеллюлоза с высоким содержанием целлюлозы | DC + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | Натрий с высоким содержанием диоксида титана | переменного тока, постоянного тока — |
| 3 | Калий с высоким содержанием диоксида титана | переменного тока, постоянного тока + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, порошок калия | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Буква «E» обозначает электрод для дуговой сварки. Первые две цифры четырехзначного числа и первые три цифры пятизначного числа обозначают предел прочности на разрыв. Например, E6010 означает предел прочности при растяжении 60 000 фунтов на квадратный дюйм (PSI), а E10018 означает предел прочности при растяжении 100 000 psi. Следующая цифра указывает положение. Таким образом, «1» обозначает всепозиционный электрод, «2» — плоский и горизонтальный электрод, а «4» — плоский, горизонтальный, вертикальный нижний и верхний электрод. Последние две цифры указывают тип покрытия и сварочный ток. 4
Первые две цифры четырехзначного числа и первые три цифры пятизначного числа обозначают предел прочности на разрыв. Например, E6010 означает предел прочности при растяжении 60 000 фунтов на квадратный дюйм (PSI), а E10018 означает предел прочности при растяжении 100 000 psi. Следующая цифра указывает положение. Таким образом, «1» обозначает всепозиционный электрод, «2» — плоский и горизонтальный электрод, а «4» — плоский, горизонтальный, вертикальный нижний и верхний электрод. Последние две цифры указывают тип покрытия и сварочный ток. 4
| E | 60 | 1 | 10 |
| Электрод | Прочность на разрыв | Позиция | Тип покрытия и ток |
Как профессиональный сварщик, вы должны знать различные типы электродов и их применение, чтобы правильно выполнять сварочные работы. При этом учитываются метод сварки, свариваемые материалы, условия в помещении / на открытом воздухе и положения при сварке. Практика использования различных сварочных горелок и электродов поможет вам определить, какой электрод использовать для какого сварочного проекта.
Практика использования различных сварочных горелок и электродов поможет вам определить, какой электрод использовать для какого сварочного проекта.
Дополнительные источники
1 — http://www.everlastgenerators.com/blog/differentiation-consumable-and-non-consumable-electrodes
2 — http://weldguru.com/welding-electrode/
3 — https: //www.bakersgas.com/weldmyworld/welding-electrodes/
4 — http://www.lincolnelectric.com/en-us/support/process-and-theory/Pages/aws-classifications-detail.aspx
Как выбрать размер электрода?
Некоторые обычно используемые инертные электроды включают платину, золото, графит (углерод) и родий.В каких положениях можно использовать электрод E7024?
Электроды E7024 хорошо подходят для выполнения угловых швов в плоском или горизонтальном положении. Поверхность шва от слегка выпуклой до плоской, с очень гладкой поверхностью и очень мелкой волнистостью. Эти электроды характеризуются гладкой, тихой дугой, очень низким разбрызгиванием и малым проникновением дуги.
Эти электроды характеризуются гладкой, тихой дугой, очень низким разбрызгиванием и малым проникновением дуги.
Как подбирать электроды для сварки?
Факторы, влияющие на выбор правого стержневого электрода
- Свойства основного металла.
- Прочность на разрыв.
- Сварочный ток.
- Толщина основного металла, форма и подгонка стыков.
- Сварочное положение.
- Технические характеристики и условия эксплуатации.
- Экологические условия труда.
Каковы характеристики сварочного электрода?
Система идентификации электродов сварочного прутка для дуговой сварки нержавеющей стали настроена следующим образом: E обозначает электрод для дуговой сварки….
| Цифра | Покрытие | Сварочный ток |
|---|---|---|
| 5 | Натрий с низким содержанием водорода | DCRP |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока |
| 7 | Железный порошок оксид железа | переменного тока, постоянного тока |
| 8 | Железный порошок с низким содержанием водорода | переменного тока, постоянного тока, постоянного тока |
Имеет ли значение размер электрода?
Размеры ваших электродов не должны влиять на напряжение холостого хода, поскольку оно определяется исключительно идентичностью и концентрацией редокс-компонентов. Когда элемент работает, размеры могут влиять на то, насколько падает напряжение при потреблении тока, что называется «перенапряжением».
Когда элемент работает, размеры могут влиять на то, насколько падает напряжение при потреблении тока, что называется «перенапряжением».
Что следует учитывать при выборе рабочего электрода?
Выбор материала рабочего электрода имеет решающее значение для успеха эксперимента. Следует учитывать несколько важных факторов. Во-первых, материал должен проявлять благоприятное окислительно-восстановительное поведение с аналитом, в идеале — быстрый, воспроизводимый перенос электронов без загрязнения электрода.
Как определяются свойства электрода?
Свойства материала Важными свойствами материалов электродов являются проводимость, коррозионная стойкость, твердость, токовая нагрузка, форма и размер. Многие из них определяются характеристиками материала. Электропроводность — это мера способности материала проводить или проводить электрический ток.
Как правильно выбрать стержневой электрод для сварки?
Сварка штангой требует практики, и выбор правильного электрода для работы может быть не менее сложной задачей. Имеются стержневые электроды различных типов, каждый из которых обеспечивает различные механические свойства и работает с определенным типом источника сварочного тока. При выборе сварочного стержня следует учитывать несколько факторов:
Имеются стержневые электроды различных типов, каждый из которых обеспечивает различные механические свойства и работает с определенным типом источника сварочного тока. При выборе сварочного стержня следует учитывать несколько факторов:
Какой вольфрамовый электрод лучше всего использовать в моем случае?
Один вопрос, который сегодня задают многие клиенты, кажется, такой: «Какой вольфрамовый электрод лучше всего использовать в моем случае?» Правильный выбор вольфрама имеет решающее значение для успешной сварки TIG.Вы должны убедиться, что правильный вольфрам используется для правильного типа источника питания, свариваемого материала и толщины материала.
На что следует обратить внимание при выборе электрода?
Факторы, которые следует учитывать при выборе стержневого электрода, включают тип основного металла, стыковку и положение при сварке. Прежде чем включить питание машины и взять электрододержатель, ознакомьтесь с этими основными рекомендациями.
Как выбрать сварочные электроды для листового металла?
Следовательно, для этого случая мы можем выбрать электроды Fast-Freeze, такие как E6010.Для сварки листового металла или материала очень небольшой толщины мы можем выбрать электроды Fill-Freeze, такие как E6013, из-за их средних характеристик проплавления. Следовательно, выбор электродов может быть выполнен таким же образом.
Как электроды используются в электрической цепи?
Электроды и электродные материалы — это металлы и другие вещества, используемые в электрических компонентах. Они используются для контакта с неметаллической частью цепи и являются материалами в системе, через которые передается электрический ток.
Из какого металла следует использовать стержневой электрод?
Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая или легированная сталь. Если основной металл немагнитен, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или сплав цветных металлов, такой как алюминий, латунь, медь или титан.
Какие два фактора необходимо учитывать при выборе электрода для конкретной работы?
6. Стоимость сварки
- Основной металл или основной металл: Основной металл или основной металл — один из наиболее важных факторов, которые необходимо учитывать при выборе электрода.
- Положение при сварке: Второй фактор — это положение при сварке.
Какие бывают 3 типа электродов?
Три основных категории электродов — целлюлозные, рутиловые и основные (с низким содержанием водорода) — получили свое название от типа покрытия.
Номер E6010 — обозначает электрод для дуговой сварки с минимальным пределом прочности на разрыв 60 000 фунтов на квадратный дюйм; используется во всех положениях, требуется постоянный ток обратной полярности….
Цифра Покрытие Сварочный ток 0 * * 1 Целлюлоза Калий переменного тока, постоянного тока, постоянного тока 2 Титан натрия переменного тока, постоянного тока 3 Титания калий переменного тока, DCSP, DCRP Где используются электроды?
Электроды используются в различных типах аккумуляторов, гальванике и электролизе, сварке, катодной защите, сборке мембранных электродов, для химического анализа и электрошоковом оружии Taser.
В медицине электроды также используются для ЭКГ, ЭСТ, ЭЭГ и дефибриллятора.Какие бывают 5 типов электродов?
Газовые электроды:
- Примеры газовых электродов:
- Стандартный водородный электрод (SHE):
- Электрод для газообразного хлора:
- Кислородный газовый электрод:
- Электрод для труднорастворимой металлической соли металла:
- Металл-ионно-металлические электроды:
- Примеры электродов металл — ионы металлов:
 В медицине электроды также используются для ЭКГ, ЭСТ, ЭЭГ и дефибриллятора.
В медицине электроды также используются для ЭКГ, ЭСТ, ЭЭГ и дефибриллятора.Какие бывают 3 типа электродов?
Какие бывают 3 типа электродов?
Система выбора и наименования сварочных электродов
Сварочный электрод представляет собой металлический стержень, покрытый флюсом, различной длины и радиуса.При подключении к сварочному аппарату через этот стержень подается ток, который помогает соединить два куска металла вместе. Сварочный электрод используется для поддержания сварочной дуги и подачи присадочного металла, необходимого для свариваемого соединения. Покрытие из флюса на электродах определяет, как он будет действовать во время фактического процесса сварки.
Покрытие из флюса на электродах определяет, как он будет действовать во время фактического процесса сварки.
Сварочный электрод изготовлен из материала, аналогичного составу основного металла свариваемого металла. Электрод может быть расходным или неплавящимся.Важно выбрать правильный тип сварочного электрода для вашей работы, чтобы получить чистые, прочные сварные швы с превосходным качеством сварного шва и минимизировать разбрызгивание.
Выбор сварочного электрода
Тип процесса сварки , такой как дуговая сварка защищенного металла (SMAW), газовая дуговая сварка металла (GMAW / MIG), дуговая сварка порошковой проволокой (FCAW), газовая дуговая сварка вольфрамовым электродом (GTAW / TIG) является важным фактором. на которые следует обратить внимание при выборе сварочного электрода.
Электроды SMAW или стержневые электроды являются расходуемыми, что означает, что они становятся частью сварного шва, в то время как электроды TIG не являются расходуемыми, поскольку они не плавятся и не становятся частью сварного шва, что требует использования сварочного стержня. Сварочный электрод MIG представляет собой проволоку с непрерывной подачей, называемую проволокой.
Сварочный электрод MIG представляет собой проволоку с непрерывной подачей, называемую проволокой.
Выбор сварочного электрода
Ниже приведены некоторые факторы, которые следует учитывать при выборе стержневого электрода
Тип основного металла — Первым шагом при выборе электрода является определение состава основного металла.Ваша цель — подобрать (или точно сопоставить) состав электрода с типом основного металла, что поможет обеспечить прочный сварной шов. Для толстых материалов требуется электрод с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обладают превосходными характеристиками с низким содержанием водорода и хорошей ударной вязкостью (высокими значениями ударной вязкости), позволяющими выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, создающий мягкую дугу, например электрод 6013.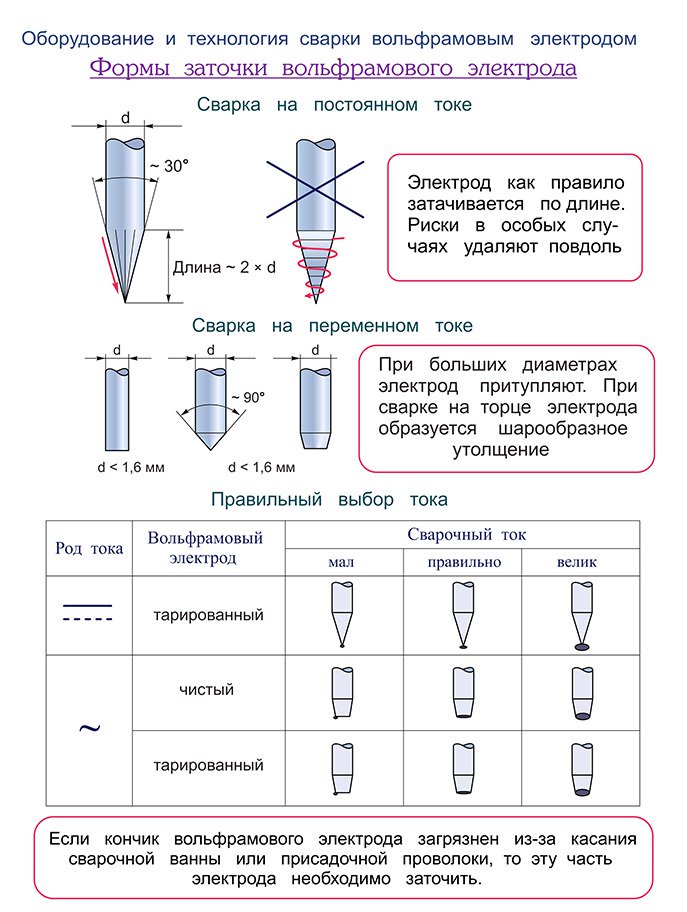 Кроме того, электроды меньшего диаметра обеспечат неглубокое проникновение, чтобы предотвратить прожог на более тонких материалах.
Кроме того, электроды меньшего диаметра обеспечат неглубокое проникновение, чтобы предотвратить прожог на более тонких материалах.
Вы также захотите оценить дизайн и подгонку стыка. Если вы работаете над стыком с плотной посадкой или стыком без фаски, используйте электрод, обеспечивающий дугу копания, чтобы обеспечить достаточное проникновение, например E6010 или E6011. Для материалов с широкими корневыми отверстиями выберите электрод, например E6012, который создает вогнутую поверхность шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.
Позиции для стыковки и сварки — Чтобы определить, для какого положения (позиций) подходит конкретный электрод, см. Третью цифру в классификации AWS.Вот как вы расшифровываете квалифицированное положение электрода: 1 = плоское, горизонтальное, вертикальное и потолочное 2 = только плоское и горизонтальное. Например, электрод 7018 можно использовать в плоском, горизонтальном, вертикальном и потолочном положениях.
Предел прочности на разрыв — Чтобы предотвратить растрескивание или другие нарушения сплошности сварного шва, подберите минимальный предел прочности электрода на разрыв с пределом прочности основного металла. Прочность стержневого электрода на разрыв можно определить по первым двум цифрам классификации AWS, напечатанной на боковой стороне электрода.Например, число «60» на электроде E6011 указывает на то, что присадочный металл дает сварной шов с минимальным пределом прочности на разрыв 60 000 фунтов на квадратный дюйм и, как результат, будет хорошо работать со сталью с аналогичным пределом прочности.
Сварочный ток — Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока.
Тип используемого тока также влияет на профиль проплавления получаемого сварного шва. Например, электрод, совместимый с DCEP, такой как E6010, обеспечивает глубокое проплавление и создает чрезвычайно плотную дугу. Он также обладает способностью «прокапывать» ржавчину, масло, краску и грязь.
Электрод, совместимый с DCEN, например E6012, обеспечивает мягкое проплавление и хорошо работает при перекрытии двух стыков или при сварке высокоскоростных сильноточных угловых швов в горизонтальном положении. Электрод, совместимый с переменным током, например E6013, дает мягкую дугу со средним проваром и должен использоваться для сварки чистого нового листового металла.
Система наименования сварочных электродов
Буквы и цифры, напечатанные на конце сварочных электродов, используются при классификации электродов. Большинство сварочных электродов будут использовать систему AWS, что означает «Американское сварочное общество». Сегодня используется около 4 различных типов классификации, но большинство производителей склонны придерживаться системы AWS. Это дает понять, что если вы собираетесь сварить 2 куска металла вместе, вам необходимо знать, что вы используете правильный сварочный электрод для работы.Неправильный может закончиться разваливанием сустава.
Это дает понять, что если вы собираетесь сварить 2 куска металла вместе, вам необходимо знать, что вы используете правильный сварочный электрод для работы.Неправильный может закончиться разваливанием сустава.
Электроды производятся для различных целей и типов сварки и классифицируются пятизначным номером, например E7011-M. Каждой цифре и букве соответствует информация, включая рекомендуемое положение сварки, предел прочности на разрыв и глубину проплавления.
Буква «E» в классификации означает электрод. Система нумерации Американского общества сварки (AWS) может многое рассказать сварщику о конкретном стержневом электроде, в том числе о том, в каком приложении он работает лучше всего и как его следует использовать для достижения максимальной производительности.Имея это в виду, давайте посмотрим на систему и на то, как она работает.
Префикс «E» обозначает электрод для дуговой сварки. Первые две цифры четырехзначного числа и первые три цифры пятизначного числа указывают минимальную прочность на разрыв. Например, E6010 — это электрод для прочности на разрыв 60 000 фунтов на квадратный дюйм, а E10018 — это электрод для прочности на разрыв 100 000 фунтов на квадратный дюйм. Следующая цифра указывает положение. «1» обозначает электрод во всех положениях, «2» — только для плоского и горизонтального положения; в то время как «4» обозначает электрод, который можно использовать для плоских, горизонтальных, вертикальных вниз и над головой.Две последние цифры, взятые вместе, указывают тип покрытия и правильную полярность или ток, который следует использовать. Для обозначения E6010, E — электрод, 60 — предел прочности, 1 — позиция, 10 — тип покрытия и ток.
Например, E6010 — это электрод для прочности на разрыв 60 000 фунтов на квадратный дюйм, а E10018 — это электрод для прочности на разрыв 100 000 фунтов на квадратный дюйм. Следующая цифра указывает положение. «1» обозначает электрод во всех положениях, «2» — только для плоского и горизонтального положения; в то время как «4» обозначает электрод, который можно использовать для плоских, горизонтальных, вертикальных вниз и над головой.Две последние цифры, взятые вместе, указывают тип покрытия и правильную полярность или ток, который следует использовать. Для обозначения E6010, E — электрод, 60 — предел прочности, 1 — позиция, 10 — тип покрытия и ток.
Свяжитесь с нашей командой экспертов по всем вопросам, связанным с сварочными электродами.
3 важных критерия при выборе вольфрамового электрода GTAW для орбитальной сварки TIG
Выбор правильных вольфрамовых электродов для GTAW или сварки TIG имеет первостепенное значение.Что касается параметров, которые необходимо учитывать при орбитальной сварке TIG, следующие три параметра помогут вам сделать правильный выбор.
На рынке доступны различные типы вольфрамовых электродов:
Выбор будет производиться по типу сварочного тока: переменный или постоянный. Переменный ток (AC) в основном используется для сварки алюминия.Полярность между трубкой (массой) и электродом поочередно меняется, так что электроны бегают вперед и назад между трубкой и электродом, что приводит к разрушению слоя оксида алюминия, который вызывает сопротивление и предотвращает сплавление.
Постоянный ток (DC) — самый популярный, им оснащены все наши сварочные блоки питания. Полярность выставлена, обычно трубка (масса) заряжена положительно, а электрод — отрицательно. Электроны притягиваются трубкой и переходят от электрода к трубке.Этот процесс используется для большинства свариваемых металлов.
Некоторые машины оснащены переменным и постоянным током, поэтому они могут работать в обоих направлениях. Тип вольфрамового электрода будет выбран в соответствии с используемым током.
Тип вольфрамового электрода будет выбран в соответствии с используемым током.
Размер электрода Тунсгтена в первую очередь зависит от оборудования, используемого для сварки. Ручной резак будет иметь длину 100 мм или 200 мм и будет разрезаться и затачиваться по мере продвижения.
Вот некоторые размеры вольфрамовых электродов в зависимости от наших машин:
Сварочные головкиClosed (SATFX) и Microfit (SXMF): размер электрода зависит от диаметра свариваемой трубы и типа сварочной головки.
Для ручных горелок (SATM), открытых сварочных головок (SATO) и сборных аппаратов (SX): всегда 50 мм с длинным диффузором и 22 мм с коротким диффузором.
Диаметр зависит от сварочного тока.
При токе до 100 ампер можно сваривать диаметром до 1.6 мм: все, что выше, представляет собой риск повреждения электрода и включений вольфрама в сварочной ванне, что является серьезным недостатком.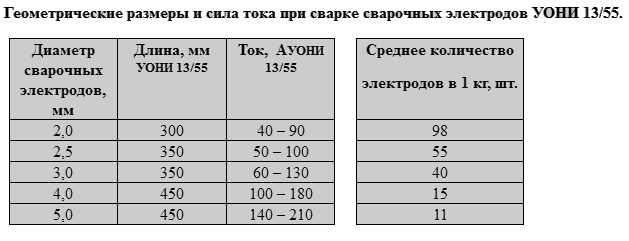
Для 80 ампер и выше вы можете использовать электрод диаметром 2,4 мм: если вы используете этот электрод на токах менее 80 ампер, дуга не будет стабильной, потому что у нее «слишком много места» и она не направляется. .
Дополнительную информацию см. В стандарте ISO 6848.
Стандартная длина варьируется от 100 мм до 200 мм, диаметр электродов от 0,25 мм до 10 мм (от 0,01 до 0,25 дюйма) .
AXXAIR предлагает предварительно заточенные и предварительно нарезанные вольфрамовые электроды длиной 50 мм для открытых сварочных головок и длиной от 15 мм до 59 мм для закрытых сварочных головок. Кроме того, мы работаем с тремя различными диаметрами: 1 мм для закрытых головок Microfit (SMFX), 1,6 мм и 2,4 мм для открытых сварочных головок (SATO), закрытых головок (SATF), сборных автоматов (SX) и труб для сварки труб. сварка трубных досок (SATP).
Диаметр электрода / грузоподъемность
Диапазон токов на диаметр электрода:
Как видите, выбор вольфрамового электрода зависит от основного материала, типа используемого тока, а также от сварочного тока.
Для получения дополнительной информации см. Стандарт NF EN 26848 или ANSI / AWS A5.12-92.
Критерий 3: Геометрия и состояние поверхности электродов
Покупная цена иногда может определять выбор вольфрамовых электродов. Это важный параметр, который иногда игнорируется, для функционирования процесса орбитальной сварки TIG, чтобы гарантировать повторяемость сварных швов.
Пользователи автоматизированных систем TIG обычно используют:
— Электроды заострены в направлении оси: канавки должны быть продольными, чтобы избежать подвижности дуги и потенциального отрыва частиц вольфрама.В идеале заточка будет производиться параллельно продольной оси электрода. Шлифовка также должна привести к хорошему качеству поверхности с максимальной шероховатостью RA 0,8.
— Очищенные электроды помогают избежать загрязнения поверхности. В соответствии со стандартом ISO 6848 : «Поверхности электродов не должны иметь загрязнений, нежелательных покрытий, инородных тел, сколов, трещин, отслаивания и других дефектов. На корпусе электрода не должно быть включений посторонних предметов или любых других дефектов, которые могут отрицательно повлияет на использование электрода «.Если электрод окислился (потемнел или приобрел голубоватый цвет), надлежащая сварка больше не гарантируется. В этом случае говорят, что он загрязнен, и в этом случае он может загрязнить сварочную ванну. Он загрязняется, например, если сварка началась без газа или с нечистым газом, если выступ сварочной ванны заедает или если к ней прикасались во время сварки. В таком случае ничего не остается, кроме как менять электрод, затачивать его было бы бесполезно.
На корпусе электрода не должно быть включений посторонних предметов или любых других дефектов, которые могут отрицательно повлияет на использование электрода «.Если электрод окислился (потемнел или приобрел голубоватый цвет), надлежащая сварка больше не гарантируется. В этом случае говорят, что он загрязнен, и в этом случае он может загрязнить сварочную ванну. Он загрязняется, например, если сварка началась без газа или с нечистым газом, если выступ сварочной ванны заедает или если к ней прикасались во время сварки. В таком случае ничего не остается, кроме как менять электрод, затачивать его было бы бесполезно.
>> типы электродов, применяемых при орбитальной сварке TIG
Эти тщательно разработанные условия обеспечат лучшую проводимость между электродом и электродными клещами и лучшую передачу электрической дуги.
Хотите узнать больше о технологиях орбитальной сварки и о том, как c надеть электрод?
Вы можете загрузить наш справочник
Руководство по закупке электродов для дуговой сварки
Рутил, основной, целлюлозный — тот или иной вид важен для успешной сварки! Отрегулируйте настройку MMA, закрепите сварочный стержень в зажиме, наденьте защитное снаряжение. .. И вы готовы к сварке. Нержавеющая сталь, чугун, автоматическая закалка, откройте для себя различные типы электродов и получите сварку!
.. И вы готовы к сварке. Нержавеющая сталь, чугун, автоматическая закалка, откройте для себя различные типы электродов и получите сварку!
Если вы не знали, сварочный стержень является важным расходным элементом при сварке стержневыми электродами для сборки двух отдельных деталей. Сварочный стержень, также называемый электродом , удерживается в зажиме , который является частью вашей сварочной установки. Через него проходит электрический ток, и стержень плавится, когда ток заземляется, образуя электрическую дугу.
Поскольку вам может потребоваться сваривать ряд металлов различного химического состава и толщины, доступны различные стержни, подходящие для металла подложки.
Изучите каталог ManoMano
Стержни
По внешнему виду сварочный стержень больше похож на бенгальский огонь. Предназначен для подачи присадочного металла для сварочных швов. Он состоит из двух отдельных частей:
- Металлический сердечник — центральная часть стержня;
- Хрупкое покрытие вокруг сердечника.

Хотя сердечник должен соответствовать металлу, который вы свариваете (такой же или совместимый), покрытие является ключевым элементом и играет несколько ролей:
- Действует как первичный электрический проводник для грунтования и защищает дугу во время сварки ;
- Ориентирует дугу в соответствии с положением сварки — плоская, восходящая, нисходящая или приподнятая;
- Защищает ванну с расплавленным металлом , образуя шлак, который поднимается на поверхность.
Для сварки обычных металлов, таких как углеродистая сталь, нержавеющая сталь , , , сталь , чугун и легированные стали, , существует три типа покрытия стержней: рутиловое, основное и целлюлозное .
- Рутиловое или кислотно-рутиловое покрытие является наиболее распространенным. Он дает красивый сварной шов при плоской или угловой сварке. Этот тип электродов используется для изготовления каркасов и слесарных работ. После небольшой подготовки сварку можно выполнять в любом положении — на плоскости или под наклоном вверх или вниз.Выбор диаметра электрода будет зависеть от толщины свариваемых деталей. Выберите продукт с маркировкой «все позиции» для периодического или регулярного использования. Что касается формата покупки , пакеты содержат большое количество электродов и не являются незначительными по стоимости. Стоит иметь много стержней диаметром 1,6, 2,5 и 3,2 мм — они подойдут для большинства стандартных ситуаций сборки . На рынке доступны специальные электроды для нисходящей или восходящей сварки, обеспечивающие получение хорошего качества сварного шва после небольшой практики.Достойные поставщики предоставляют листы технических данных с указанием того, как адаптироваться к разным диаметрам стержней и толщине металла.
 Этот тип электродов используется для изготовления каркасов и слесарных работ. После небольшой подготовки сварку можно выполнять в любом положении — на плоскости или под наклоном вверх или вниз.Выбор диаметра электрода будет зависеть от толщины свариваемых деталей. Выберите продукт с маркировкой «все позиции» для периодического или регулярного использования. Что касается формата покупки , пакеты содержат большое количество электродов и не являются незначительными по стоимости. Стоит иметь много стержней диаметром 1,6, 2,5 и 3,2 мм — они подойдут для большинства стандартных ситуаций сборки . На рынке доступны специальные электроды для нисходящей или восходящей сварки, обеспечивающие получение хорошего качества сварного шва после небольшой практики.Достойные поставщики предоставляют листы технических данных с указанием того, как адаптироваться к разным диаметрам стержней и толщине металла.
Этот тип электродов используется для изготовления каркасов и слесарных работ. После небольшой подготовки сварку можно выполнять в любом положении — на плоскости или под наклоном вверх или вниз.Выбор диаметра электрода будет зависеть от толщины свариваемых деталей. Выберите продукт с маркировкой «все позиции» для периодического или регулярного использования. Что касается формата покупки , пакеты содержат большое количество электродов и не являются незначительными по стоимости. Стоит иметь много стержней диаметром 1,6, 2,5 и 3,2 мм — они подойдут для большинства стандартных ситуаций сборки . На рынке доступны специальные электроды для нисходящей или восходящей сварки, обеспечивающие получение хорошего качества сварного шва после небольшой практики.Достойные поставщики предоставляют листы технических данных с указанием того, как адаптироваться к разным диаметрам стержней и толщине металла.- Базовое покрытие также используется профессиональными котельщиками и сварщиками. Он подходит для всех положений сварки и обладает отличными механическими характеристиками. Покрытие такого типа хрупкое; перед сваркой (пропариванием) его необходимо всегда держать сухим и даже предварительно нагретым. Неопытные пользователи должны знать об опасности прилипания. Шлак легко отделяется.
 Он подходит для всех положений сварки и обладает отличными механическими характеристиками. Покрытие такого типа хрупкое; перед сваркой (пропариванием) его необходимо всегда держать сухим и даже предварительно нагретым. Неопытные пользователи должны знать об опасности прилипания. Шлак легко отделяется.
Он подходит для всех положений сварки и обладает отличными механическими характеристиками. Покрытие такого типа хрупкое; перед сваркой (пропариванием) его необходимо всегда держать сухим и даже предварительно нагретым. Неопытные пользователи должны знать об опасности прилипания. Шлак легко отделяется.- Целлюлозное покрытие — тонкое тонкое покрытие, используемое в основном на трубах. Лучше всего оставить в руках опытных сварщиков — если вы это читаете, руки прочь!
Для сварки нержавеющей стали , , , стали , чугуна и твердых сталей, вы можете получить специальные электроды , с которыми нужно обращаться осторожно:
- Электроды из нержавеющей стали страдают от частого прилипания . Шлак дает трещины на шлаке при охлаждении, и кроме сварочного кожуха необходимы защитные очки.Обратите внимание, что этот тип электрода можно использовать для смешанного шва — , например. нержавеющая сталь-железо или нержавеющая сталь-твердая сталь;
- Чугунные электроды требуют осторожного обращения. Как и свариваемую деталь, их нужно предварительно подогреть. И последнее препятствие для преодоления препятствий: детали необходимо охлаждать медленно и постепенно, чтобы защитить их от растрескивания при контакте с холодным воздухом (помещая под них и вокруг них песок или горячий гравий).
- Самозатвердевающие электроды разработаны для твердых сталей и используются на тупых режущих инструментах для их повторной заточки.Это дорогостоящее вложение, которое необходимо взвесить в соответствии с вашими потребностями!
 нержавеющая сталь-железо или нержавеющая сталь-твердая сталь;
нержавеющая сталь-железо или нержавеющая сталь-твердая сталь;Полярность — это выбор электрических соединений для зажима электрода и кабеля заземления. В принципе, вы можете подключить фонарик к плюсу или к минусу.
Поскольку разъемы идентичны, вы можете разместить электрод на положительном (DC +) или отрицательном (DC-) полюсе в зависимости от его типа. Как правило, рутиловые стержни должны быть подключены к отрицательному полюсу , а основные стержни — к положительному полюсу .В случае сомнений следуйте рекомендациям производителя относительно пакета электродов.
Как правило, рутиловые стержни должны быть подключены к отрицательному полюсу , а основные стержни — к положительному полюсу .В случае сомнений следуйте рекомендациям производителя относительно пакета электродов.
Удобный наконечник: с электродами из нержавеющей стали, выберите DC +, так как в этом случае деталь будет меньше нагреваться.
Изучите каталог ManoMano
Кабель заземления
Часто в начале и в конце процесса сварки электрическая дуга образует кратер , который «разъедает» края листа.
Чтобы избежать этого явления и получить красивый полный сварной шов , просто возьмите два куска металлолома и поместите их вверху и внизу сварного шва.Начните и завершите сварку этих « martyr piece» , затем перенесите их прямо к шлифовальному станку. Поверьте, это одна удобная маленькая уловка!
Имеется четыре основных положения сварки:
- Flat — простейшая;
- Карниз — деталь вертикальная, но сварка выполняется горизонтально;
- Вертикально, вверх или вниз;
- Накладные — самые твердые, так как вы находитесь под свариваемой деталью — e. г. шасси или днище автомобиля.
 г. шасси или днище автомобиля.
г. шасси или днище автомобиля.Во всех этих случаях выбор электрода имеет первостепенное значение и заслуживает внимания.
Итак, теперь вы знаете, для чего они используются, из чего они сделаны и как их использовать. Осталось только одеть свою экипировку, занять нужную позицию — и действовать!
Конечно … Всегда пользуйтесь защитой! (Не сваривайте без маски, то есть!)
Кроме того, конец стержня, который остается в зажиме при сгорании электрода, следует осторожно собрать в металлический ящик — , например, консервную банку ! Поскольку они очень горячие или даже раскаленные, легко могут вызвать пожар, если оставить их на земле.
Не забудьте на убедиться, что ваше рабочее место хорошо проветривается перед сваркой .
Руководство написано:
Майкл, профессиональный и увлеченный сварщик, Шеффилд, 75 руководств
Я прошел обучение на трубочиста и сварщика труб, и после 35-летнего путешествия по Великобритании я стал руководителем цех металла, потом конструктор и, наконец, главный инженер. Я спроектировал и построил мастерскую, где делаю металлические скульптуры: мне удалось найти райский уголок, где я могу дать волю своему воображению.Аукционы и гаражные распродажи для меня не секрет. Я нахожу там необычные предметы и старые инструменты, которые собираю или превращаю в произведения искусства. Еще мне нравится декорирование, живопись на холсте и садоводство. Я разрабатываю новые технологии, касающиеся инструментов. Разделить мою страсть и смиренно посоветовать вам выбор материалов — настоящее удовольствие.
Я спроектировал и построил мастерскую, где делаю металлические скульптуры: мне удалось найти райский уголок, где я могу дать волю своему воображению.Аукционы и гаражные распродажи для меня не секрет. Я нахожу там необычные предметы и старые инструменты, которые собираю или превращаю в произведения искусства. Еще мне нравится декорирование, живопись на холсте и садоводство. Я разрабатываю новые технологии, касающиеся инструментов. Разделить мою страсть и смиренно посоветовать вам выбор материалов — настоящее удовольствие.
6 факторов, которые следует учитывать при выборе сварочного электрода
- Если вы хотите определить правильный тип тока для сварочного электрода, вы должны обратить внимание на классификацию AWS.
- Убедитесь, что вы собираетесь использовать его при высокой или низкой температуре, будет ли он подвергаться ударной нагрузке, или вы будете работать с такими важными приборами, как бойлер и сосуды под давлением.
- Сегодняшний рынок переполнен различными типами электродов, что может затруднить выбор правильного электрода.

В то время как обрабатывающая промышленность ориентируется на использование новейших и упрощенных методов, сварочные электроды по-прежнему занимают важное место. От небольших производственных работ до строительства трубопроводов и даже возведения стальных конструкций — без сварочного электрода невозможно ничего.В случае сломанного металла сварочные электроды помогают пропускать ток от детали, соединяющей два конца вместе. С такой важностью вы должны убедиться, что сварочный электрод, который вы используете для соединения металлов, подходит. Итак, если вам интересно, какой электрод купить, вот все, что вам нужно знать, чтобы выбрать правильный.
Что нужно учитывать при выборе сварочного электрода?
1. Проверить основной материал
В первую очередь следует помнить о материале основы, над которой вы собираетесь работать.Чтобы добиться стыка струны, необходимо убедиться, что основной металл идентичен или, по крайней мере, соответствует составу электрода.
Совет профессионала : Если у вас возникли проблемы с определением материала, вы можете сначала выполнить сенсорный тест. Если при контакте материала с шлифовальной машиной вы видите больше вспышек в искре, это говорит о высоком содержании углерода.Но, если вы имеете дело с дефектным материалом, грубая поверхность может указывать на то, что основа отлита из металла. Затем проверьте, является ли материал магнитным. Если основной металл немагнитный, есть вероятность, что это нержавеющая или марганцевая сталь. С другой стороны, если он магнитный, основным металлом, скорее всего, будет легированная сталь или углеродистая сталь .
2. Сварочный ток
Используете ли вы источник питания переменного или постоянного тока? Сварочные электроды не всегда совместимы с обоими типами источников питания, поэтому очень важно согласовать электрод с доступным источником питания.
Pro совет : Если вы хотите определить правильный тип тока для вашего сварочного электрода, вы должны обратить внимание на классификацию AWS. 4-я цифра будет представлять, какое покрытие будет совместимо с текущим.
3. Состояние основного металла
Толщина основного металла, а также конструкция стыковки и соединения также могут иметь важное значение при выборе правильного электрода. Это определит проникновение электрода и дугу электрода.
Pro tip : Когда дело доходит до более тонких материалов, вам потребуется электрод, способный генерировать короткую дугу. Но электрод с низким содержанием водорода и большей пластичностью будет отличным выбором для более толстой основы.
4. Аналогичная прочность на разрыв
Растрескивание материала или другие неоднородности являются обычным явлением при сварке, и лучший способ избежать этого — сохранить аналогичную прочность на разрыв. Поэтому перед началом сварки убедитесь, что предел прочности на разрыв такой же, и избегайте ошибок.
Pro tip : Прочность на растяжение можно узнать по первым двум цифрам классификации AWS. В качестве примера, если AWS — A6011, число 60 здесь показывает, что предел прочности на разрыв составляет минимум 60 000, и вы можете выбрать основной металл с идентичным пределом прочности.
5. Положение сварного шва
Плоское положение для сварки идеально подходит для выполнения всех видов сварочных работ, в основном потому, что оно является наиболее простым для контроля и достижения лучших результатов. Но на самом деле идеальная ситуация вряд ли когда-либо возможна, и каждому технику нужен электрод, который может соответствовать положению сварного шва.
Совет от профессионала : Здесь также может пригодиться классификация AWS. Третья цифра AWS обозначает положение, в котором можно использовать конкретный сварочный электрод.В то время как цифра 1 указывает на то, что вы можете использовать ее в вертикальном, горизонтальном, ровном и даже потолочном положениях, цифра 2 показывает, что ее можно использовать только для плоских и горизонтальных поверхностей.
Третья цифра AWS обозначает положение, в котором можно использовать конкретный сварочный электрод.В то время как цифра 1 указывает на то, что вы можете использовать ее в вертикальном, горизонтальном, ровном и даже потолочном положениях, цифра 2 показывает, что ее можно использовать только для плоских и горизонтальных поверхностей.
6. Условия эксплуатации
Наконец, оцените условия, в которых вы собираетесь использовать электрод в течение его срока службы. Убедитесь, что вы собираетесь использовать его при высокой или низкой температуре, будет ли он подвергаться ударной нагрузке, или вы будете работать с такими важными приборами, как бойлер и сосуды под давлением.
Pro tip : выберите электрод с низким содержанием водорода, который имеет более высокую пластичность, чтобы снизить вероятность растрескивания. В противном случае вам нужно будет использовать определенные типы ручного электрода в различных обстоятельствах, чтобы продлить срок его службы и предотвратить коррозию.