Как припаять медь к латуни
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые.
 К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
К ним относится латунь в виде проволоки, круглая трубка, лист и лента. - Литейные. Это арматура, готовые изделия, сделанные из латуни.
 К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
К ним относится латунь в виде проволоки, круглая трубка, лист и лента.По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Пайка трубы из латуни
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.

Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Пайка латуни газовой горелкой
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
- деформируемые, из них производят болты, гайки, детали автомобилей, латунные ленты, листы, проволоку, патрубки, трубы;
- литейные (арматура, втулки, детали приборов, подшипники, штуцера гидросистемы автомобилей).

По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно. Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота.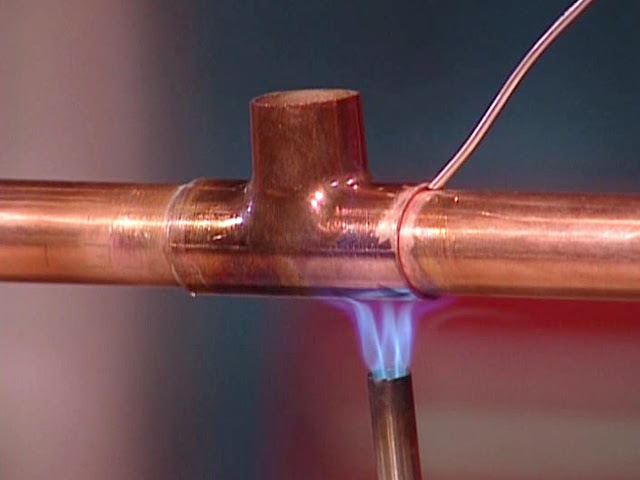 Можно паять и с аспирином, но это на крайний случай.
Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..
Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.
Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.
При этом, перегреть деталь — так же плохо, как и не догреть. Я ориентируюсь по цвету меди, как только немного начинает темнеть — значит достаточно.
Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Пайка латуни с алюминием — Яхт клуб Ост-Вест
quote: Originally posted by Ножедел:
Причем желательно подпаленный на углях вместе с перьями!
quote: Originally posted by Compa:
Деталь номер раз – пластина дюралюминия шириной 2,5см толщиной 2ммДеталь номер два – латунный «пятак» диаметром 4см толщиной 3мм
паяльник ватт на 100 вполне справится, ток если паять будеш кислотой, ОБЯЗАТЕЛЬНО после пайки хорошо промой водой с чем нибудь мыльным, типа фейри итд(ибо коррозия ужасна!)
горелкой посильнее будет, ну ет если паяло не справицо
quote: Вы сами-то хоть одного на ЭТО поймали ? ))
А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен! Что может быть проще – зайти в магазин с комплектующими для радиолюбителей и объяснить проблему, наверняка и флюс и припой подберут! (по крайней мере у нас, в Кирове, я по таким вопросам не парюсь)
quote: А пластину дюралюминия шириной 2,5см толщиной 2мм нельзя из латуни сделать? Но даже в этом случае паяное в торец соединение развалится в Вашем случае меньше чем за 5 минут.
 ИМХО
ИМХОquote: «А вообще – пайка аллюминия и его сплавов, это отдльная наука, тут и флюс специальный нужен!»
Алюминий не паяется обычным методом из-за МГНОВЕННО образующейся при контакте с воздухом тончайшей оксидной плёнки. Бесполезно пытаться зачистить и сразу же заканифолить: оксидная плёнка образуется прямо у вас под наждачкой!
Когда-то давно вычитал в умной книге совет по пайке алюминия. Деталь греется, канифолится и . посыпается образивным порошком. А затем обычный припой жалом паяльника втирается в деталь. То есть, зачистка происходит под слоем флюса, и алюминий-таки облуживается. Дальше- обычная пайка.
Этот метод неоднократно и успешно опробован мной и моими учениками кружков радиоэлектроики и электронной автоматики. (В перестройку средств кружкам на расходные материалы не выделяли, да и не было в продаже всяких специальных флюсов! Сейчас-проще ).
quote: Originally posted by bac75:
За прошлую неделю 3 квока сделал. Один из дюральки – пятак клепал. В пятаке сделал прорезь как в больстере вставил нож выступающий на 1мм и заклепал. Один пятак из монеты – соединил холодной сваркой.
quote: можно использовать аспирин.
quote: Originally posted by Дрогмот:
А почему нельзя обе детали сделать из латуни? Или из алюминия, и аргоном сварить?
quote: Originally posted by Gunsmith51:
отдельная песня, литейщики пары цинка оченно не любят
quote: Originally posted by dr-feld:
чертежи и фото квока воткните!
quote: cварщик аргонщик за латунные говорит спасибо
quote: Кстати, а серебром люминий паяется, или нет?
quote: И даже облегченный чугун -«Сейлуминь» как говорят продавци сковородок.
——————
из этой жизни живым никто не выходил
quote: Уважемый -riff –
К вашему сожалению не Вы один в стране сварщик.
С уважением Валерий.

Правда ацетиленом это делать приятнее и проще. 🙂
quote: Originally posted by Дрогмот:
Латунь великолепно паяется серебром, с помощью дуги в среде аргона!
Довольно часто можно услышать такую точку зрения, что сплавы алюминия и сам алюминий довольно плохо паять. Однако данное мнение будет справедливым лишь в случае, если для него использовать те же флюсы и припои, что и для меди, стали и ряда других материалов. Сегодня в продаже можно найти специальные материалы, которые были разработаны непосредственно для пайки алюминия. В итоге, паять его стало так же возможно, как и медь.
Сложность пайки алюминия при использовании стандартных припоев и флюсов заключается в целом ряде химических и физических особенностей такого материала. Прежде всего, следует отметить, что на поверхности этого металла всегда находится довольно прочная пленка оксида, которая к тому же способна хорошо сопротивляться воздействию самых разных химических соединений.
Оксидная пленка не допускает попадания припоя непосредственно на поверхность металла. Для ее преодоления прибегают к одному из 2 способов:
- Механическая обработка, за счет которой пленка удаляется с поверхности провода, после чего можно его начинать паять.
- Применение сильнодействующих флюсов, которые попросту растворяют ее и обнажают поверхность чистого металла.
Сложность при пайке алюминия заключается также и в том, что у этого металла невысокая температура плавления, которая составляет всего лишь 660 градусов. Прочность провода при нагревании до 250-300 градусов становится значительно ниже, из-за чего он становится неустойчивым.
Температура пайки должна находиться в пределах от 500 до 640 градусов. Это не слишком большой интервал, особенно, если планируется использование высокотемпературной пайки, где очень высока вероятность перегрева материала, после чего происходит расплавление провода.
В отличие практически от всех металлов, используемых в легкоплавких припоях:
- свинец;
- кадмий;
- висмут;
- сурьма и т.д., алюминий обладает такой характеристикой, как невысокая взаимная растворимость. Это приводит к тому, что прочность соединений, полученных в результате спаивания, оставляет желать лучшего.
Что использовать?
Выбор флюса для алюминия зависит от целого ряда немаловажных факторов. В частности, наибольшей популярностью пользуется так называемый бинарный флюс, представляющий собор раствор концентрированной фосфорной кислоты.
У него есть большое количество положительных моментов:
- Этот состав является безотмывочным, то есть он не будет нуждаться в дополнительной промывке после завершения паяльных работ.
- Он очень быстро действует, поэтому приступать к пайке можно практически сразу же после его нанесения на поверхность провода.
- Вещество универсальное, поэтому является подходящим для ряда других металлов, в частности, стали или меди.
Чтобы пайка алюминия получилась как можно лучше, нужно использовать припои, где содержится алюминий, серебро, кремний, цинк и медь. В продаже можно найти расходные материалы, где содержатся все эти материалы.
Выбирая припой, принимают во внимание, что соединение будет иметь наивысшую способность к сопротивлению коррозионным процессам, если в припое содержалось большое количество цинка.
Вполне допустимо использовать для пайки алюминия припои, сделанные на базе свинца и олова, однако здесь невозможно будет обойтись либо без механической зачистки материала, либо без использования надежных флюсов. Не рекомендуется использовать припой такого рода, так как алюминий не будет с ним достаточно надежно соединяться. Еще одним отрицательным моментом является подверженность соединения развитию коррозии.
Помимо припоя и флюса, понадобится паяльник. Ширина жала здесь будет напрямую зависеть от того, насколько большое сечение у провода – чем оно выше, тем шире жало следует подбирать. Стоит отметить, что паяльники с нерегулируемой температурой нагрева сейчас постепенно уходят в прошлое.
Им на смену приходят так называемые паяльные станции. Эти изделия хороши тем, что имеют регулятор температуры нагрева жала паяльника, а также целый набор этих сменных жал. В работе с таким материалом как алюминий, это очень полезный момент. На дисплее можно выставить необходимую температуру с точностью до градуса и приступить к работе.
Как паять?
Перед тем, как приступить к непосредственной пайке, необходимо правильно подготовить поверхность проводов. Для начала необходимо, чтобы поверхность была обезжирена. Этого добиваются путем обработки участка пайки ацетоном, бензином или же растворителем другого рода.
Если под рукой отсутствует флюс, необходимо механическим путем удалить оксидную пленку с поверхности провода. Это делают при помощи наждачной бумаги, стальной щетки, протравливающей жидкости и так далее.
Когда оксид снят, провода фиксируют, прогревают паяльником и наносят на разогретый участок припой.
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что оксид алюминия — весьма прочное соединение. Вы наверняка слышали о резцах из корунда, а это и есть оксид алюминия.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.
Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр.), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться высокотемпературной пайкой, используя, к примеру, припой 34A, содержащий медь, кремний и, конечно, алюминий. Подойдет ЦОП-40, содержащий цинк.
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.
Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.
Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.
Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
 Недогрели — не плавится тугоплавкий припой.
Недогрели — не плавится тугоплавкий припой.Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Можно ли запаять латунь оловом. Правильная пайка латуни в домашних условиях. Ошибки, которых следует избегать
Пайка латунью относится к разряду высокотемпературной пайки (ее температура плавления составляет 880-950°С). Она применяются в тех случаях, когда возникает необходимость получить более прочное соединение, чем при использовании мягких припоев. Также преимуществами данного вида пайки является устойчивость к высоким температурам полученного соединения и отсутствие изменений в структуре металла (что неизбежно при использовании сварки).
По сравнению с другими тугоплавкими припоями (серебряным, медно-фосфорным) данный сплав является самым прочным и высокотемпературным. Благодаря наличию цинка в составе латунь имеет повышенную устойчивость к окружающей среде, слабо подвержена коррозии. Олово, входящее в состав некоторых видов латуни, повышает текучесть и понижает температуру плавления, а кремний не дает цинку окисляться и испаряться.
Благодаря наличию цинка в составе латунь имеет повышенную устойчивость к окружающей среде, слабо подвержена коррозии. Олово, входящее в состав некоторых видов латуни, повышает текучесть и понижает температуру плавления, а кремний не дает цинку окисляться и испаряться.
Применяются данные припои исключительно при , стали, меди и оловянистой бронзы (с содержанием олова до 8%).
Для данного вида пайки не подходит обычный паяльник. Необходимо оборудование, способное разогреть изделие до температуры, которая несколько превышает температуру плавления латуни (900-1000°C). В большинстве случаев применяются разнообразные газопламенные горелки и печи. Значительным недостатком использования горелок является быстрота и неравномерность нагрева. В совокупности со свойством латуни в жидком состоянии проникать по границам зерен стали (что может вызвать хрупкое разрушение под напряжением) это способствует образованию трещин. Вероятность их появления становится значительно ниже при в печах или в солевых ваннах, где обеспечивается равномерный нагрев паяемых изделий. Повторная пайка в любом случае увеличивает данную опасность.
В качестве флюса используется бура, смешанная с борной кислотой в соотношении 1:1 и залитая водой (на 20 г каждого компонента необходимо взять 250 мл жидкости).
Технология пайки латунью при помощи газопламенной горелки
- Прежде всего необходимо зачистить места стыковки деталей. Это делается для того, чтобы удалить стойкую оксидную пленку, которую не способен снять флюс. Для этого используют слесарные инструменты (напильники, шаберы, надфили и ножовки).
- Соединить детали при помощи тисков (либо любым другим способом).
- Промазать зону пайки флюсом, который снимет оксидную пленку с металла и обеспечит лучшую адгезию.
- Зажечь горелку, настроить пламя с небольшим избытком кислорода (с целью исключения окисления поверхности металла).
- Разогреть кончик припоя и окунуть его во флюс (в случае если припой изначально не был офлюсован).
- Равномерно разогреть изделие в месте стыковки до вишневого цвета.
- Расплавить припой по месту пайки (если было достаточное количество флюса, то он легко растечется и затянет стык).
- Дать припою застыть.
- Зачистить спай.
Процесс пайки латуней имеет свои особенности ввиду образования на поверхности окисной пленки, содержащей ZnO и испарения цинка при нагреве.
На латунях, содержащих до 15% Zn, окислы состоят из Cu 2 0 с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Cu 2 0.
Особенность низкотемпературной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольно-спиртовыми флюсами.
Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свинцовых припоев, поэтому при пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений.
Однако соединения, полученные при пайке латуни (Л63) оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, равен 9 кгс/мм 2 , свинцом — 3,6 кгс/мм 2 , а соединений из латуни — 5,9 кгс/мм 2 и 2,6 кгс/мм 2 соответственно.
Снижение предела прочности соединений латуни связывают с пористостью в швах, которую объясняют испарением цинка и попаданием его паров в жидкий припой. Порообразование наблюдается после пайки как низкотемпературными, так и высокотемпературными припоями.
Высокотемпературную пайку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка. Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Пайка латуней в средах возможна только с предварительным флюсованием мест пайки.
Например латунь, содержащую до 3% свинца и кремния ЛКС80-3-2, удовлетворительно паяют в газовых средах медно-фосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Латунные детали можно паять и в соляных ваннах в интервале температур 850-870°С. Для улучшения затекания припоя в зазор в раствор добавляют 4-5% флюса, содержащего фтороборат калия или буру.
При нагреве латунных деталей в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить. При этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40, ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ54) и медно-фосфористые.
Для латуней, богатых цинком (ЛС59С, Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны, так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиды цинка.
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам, применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фосфористыми припоями. Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше в припоях ПСр 37,5 и ПСр 50 КД.
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.

- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.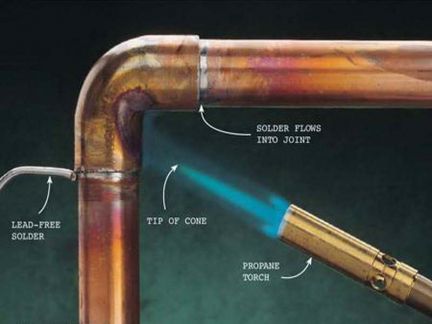
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод .
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды . Затем полученная смесь подвергается кипячению и остужается.
Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды . Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка паяльником
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше) . Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева — от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Пайка латунью
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев . В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия . Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Как отличить медь от латуни: 9 методов и характеристика
Частенько возникает необходимость распределить металлы по их исходному составу. Наряду с очевидными моментами, существуют вариации сплавов, сильно похожие на оригинал.
Медь и латунь – относятся к оговоренной паре металлов, различия между которыми не столь явные, и распознать, где какой металл неопытному новичку с первого раза проблематично.
В сегодняшней статье мы расскажем, как отличить медь от латуни + в каких отраслях промышленности применяются оговорённые материалы вообще.
Как отличить медь от других металлов на глаз?
Визуальное восприятие – наиболее простой, но не всегда достаточно точный метод. Впрочем, в большинстве случаев он работает и отличить лом меди от лома другого цветмета не трудно. Действительно, несмотря на название категории цветные металлы, одинаково окрашенными оказываются только:
- медь;
- золото;
- цезий;
- осмий.
Остальные металлы характеризуются серой тональностью и отличаются преимущественно по интенсивности блеска. Поэтому цвет – отличное «средство идентификации», в таких вопросах как отличить медь от алюминия, цинка или никеля.
Чистая медь с характерным медным цветом
Естественный окрас чистого элемента Cu – красно-розовый. Смотреть на металл рекомендуется при естественном свете. Искусственное освещение, за исключением светодиодных ламп теплых цветовых температур, меняет оттенок в сторону желто-зеленого тона.
Второе правило визуальной идентификации меди – требуется устранить поверхностную оксидную пленку. Окисление создает на поверхности металла зеленовато голубой налет. Поэтому определять на цвет, что у вас медь, желательно по свежему спилу или обработав материал напильником. Намного сложнее обстоит ситуация с медными сплавами: латунью и бронзой. Также визуально трудно различить Cu и омедненный алюминий.
Определение магнитом
Совпадение по цвету – достоверный, но не достаточный способ идентификации. Вторым шагом самостоятельных экспериментов будет проба с магнитом. Химически чистая медь относится к диамагнетикам – т.е. к веществам, не реагирующим на магнитное воздействие. Если исследуемый материал притягивается к магниту, то это – сплав, в котором содержание основного вещества не более 50%. Однако, даже если образец не среагировал на магнит, радоваться рано, поскольку нередко под медным покрытием спрятана алюминиевая основа, которая тоже не магнитится (исключить подобное можно с помощью надпиливания или среза).
Однако, даже если образец не среагировал на магнит, радоваться рано, поскольку нередко под медным покрытием спрятана алюминиевая основа, которая тоже не магнитится (исключить подобное можно с помощью надпиливания или среза).
Как отличить медь от латуни и бронзы
Первый металл представляет сплав Cu-Zn. Содержание цинка варьируется в интервале 4 – 45%. Когда сплав характеризуется высоким добавлением основной примеси, отличить его от чистого металла несложно по цвету. Окрас меди розово-красный, латуни – светлее, но у лома латуни может быть загрязненным поверхность. Чем больше цинка в сплаве, тем сильнее его цвет смещается от красного к желтому оттенку. Поэтому визуальное восприятие неприемлемо для высокомедных латуней, где вхождения примесей на уровне 10%. В этом случае остается 3 варианта как отличить медь от латуни без использования инструмента:
- По звуку. Тут желательно иметь музыкальный слух. При ударе о металл, мягкая медь звучит приглушенно, тогда как латунь – звонко. Метод хорошо работает для массивных, габаритных изделий – труб, например.
- По сгибу. Пластичность меди, позволяет легко сгибать металл. Более твердая латунь не настолько податлива.
- На вес. Плотность Cu9 г/куб.см выше чем у Zn (7.1). Результирующая величина характеристики у латуни, в среднем 8.6 г/куб.см. Разница невысокая, но при наличии точных весов, отличить металлы возможно.
Визуальное отличие меди от бронзы и латуни
Хорошим идентификатором меди, относительно латуни выступает стружка. У чистого металла она спиралеобразная. Напротив стружка латуни прямая, игольчатой формы.
Более сложный подход связан с использованием химикатов, а именно соляной кислоты. Химически инертная медь не реагирует в растворе, тогда как при погружении латуни на поверхности металла образуется белый налет. Это хлорид цинка, результат реакции этого металла на кислоту.
Стружка меди
Видео — медь и латунь:
Проверка подлинности украшений из платины: сам себе эксперт
Платина – это драгоценный металл, используемый в производстве ювелирных изделий. Свою известность серебристо-белый металл получил еще в XVIII веке, но только в наше время стал широко использоваться ювелирами. Как правило, из платины изготавливают только мелкие украшения, такие как кольца, сережки и цепочки. Это объясняется высокой стоимостью материала.
Свою известность серебристо-белый металл получил еще в XVIII веке, но только в наше время стал широко использоваться ювелирами. Как правило, из платины изготавливают только мелкие украшения, такие как кольца, сережки и цепочки. Это объясняется высокой стоимостью материала.
С распространением интернета приобрести ювелирные украшения стало намного проще. Однако у вас не будет возможности рассмотреть изделие до покупки, а значит, вы можете столкнуться с подделкой. Многие люди предпочитают не рисковать, приобретая драгоценности в специализированных магазинах, но и в этом случае вы не застрахованы от подделки. Так как же самостоятельно проверить подлинность украшений, выполненных из платины?
Определение веса и плотности изделия
Платина – тяжелый металл, вес которого сравним только с иридием, осмием, рением и ураном. Все остальные элементы легче. К тому же при производстве драгоценностей удельный вес платины составляет от 85% до 95% в общем весе изделия. То есть, украшения почти на 100% состоят из этого благородного металла. Изделия из золота и серебра, например, имеют в своем составе гораздо меньший вес драгоценного металла.
Использование иридия, осмия и рения с целью утяжеления украшения нецелесообразно, так как эти элементы имеют такую же стоимость что и платина, к тому же они редко встречаются в природе. Возьмите в руки кольцо из платины и похожее по размеру кольцо из другого металла. Изделие из платины будет тяжелее аналогичного украшения, выполненного из другого сплава.
Май 26 2020 в 12:42 PDT
Если у вас есть подходящий мерный сосуд, то можно измерить плотность изделия. Для этого необходимо взвесить драгоценный аксессуар, а затем поместить его в чашу с водой и определить объем вытесненной жидкости в кубических сантиметрах. После этого вес украшения в граммах следует разделить на значение вытесненной им воды в кубических сантиметрах. Полученное значение должно быть рядом с цифрой 21,45. В этом случае можно с полной уверенностью утверждать, что драгоценность из платины подлинная.
Как отличить медь от бронзы
Определить какой из металлов перед вами по цвету не всегда возможно. Бронза – сплав меди с оловом, также характеризуется розово-красным оттенком, лом бронзы может быть в чем угодно. В этом случае основной отличительной характеристикой становится пластичность чистого металла. Надавив на медь твердым предметом, получим выемку на поверхности. Деформировать бронзу существенно сложнее.
Изделия из бронзы — визуально от меди отличить очень трудно
Альтернативный вариант, как отличить медь от бронзы в домашних условиях – солевой раствор. В металлическую емкость, содержащую 1 литр воды, добавляют 200 грамм поваренной соли. Раствор подогревают до температуры выше 50 °C. Далее в нагретую жидкость помещают металл и выдерживают около 15 минут. Цвет меди меняется. Бронза к воздействию солевого раствора остается нечувствительной.
Следующий способ – патинирование меди. Окисление чистого металла со временем на воздухе – неизбежный процесс, приводящий к образованию зеленовато-голубого налета. Бронза патинированию не подвержена.
Проверка «на зуб»
Из романов и фильмов известно, что раньше проверяли подлинность золотых монет, кусая их. Что же именно можно установить таким «дедовским» способом? Золото — мягкий металл. Поэтому даже при слабом укусе на нем остается вмятина от зубов. Поддельные сплавы не обладают таким свойством, зубами их не возьмешь.
Подобная проверка дает хорошие результаты для изделий высокой пробы. Чем выше содержание чистого золота, тем оно мягче. Золото пробы 900 и выше настолько мягкое, что ценные изделия из него стараются не подвергать контактам с другими предметами.
Мнение эксперта
Сидоренко Александр
Оценщик антиквариата, нумизмат
Так можно сравнивать платину и серебро. Последнее не обладает мягкостью золота, но при сильном укусе может остаться небольшая вмятинка. На настоящей платине следы зубами оставить невозможно.
Как отличить медь от алюминия
Естественно, металлы несложно отличить по цвету. Ситуация усложняется, когда требуется определить из чего изготовленные жилы кабеля. Луженная медь приобретает серебристый оттенок, тогда как омедненный алюминий – желтый. Результат, отличить металлы между собой по цвету, крайне сложно.
Ситуация усложняется, когда требуется определить из чего изготовленные жилы кабеля. Луженная медь приобретает серебристый оттенок, тогда как омедненный алюминий – желтый. Результат, отличить металлы между собой по цвету, крайне сложно.
Луженая медь в кабелях
Оптимальный вариант – измерить сопротивление. У медной витой пары, длинной около 100 метров, величина параметра достигает 4 – 8 Ом. Сопротивление аналогичного кабеля из алюминия существенно выше: 12 – 20 Ом. Этот метод хорош отсутствием механического воздействия на металл.
Второй способ – сгибание/разгибание жилы. Алюминиевый проводник быстро сломается. Следующий вариант – испытание пламенем. Температура плавления алюминия – 600 °C, у меди – намного выше.
Определение посредством химических экспериментов
Показательной является реакция с концентрированной азотной кислоты: если последнюю капнуть на поверхность медного изделия, произойдет окрашивание в зелено-голубой цвет.
Качественной реакцией на медь является растворение в соляной кислоте с последующим воздействием аммиаком. Если медный образец оставить в растворе HCl до полного или частичного растворения, а потом капнуть туда обычный аптечный нашатырный спирт, раствор окрасится в интенсивно синий цвет.
Важно: работа с химическими реактивами требует соблюдения мер предосторожности. Самостоятельные эксперименты нужно проводить в хорошо проветриваемом помещении с применением средств индивидуальной защиты (резиновые перчатки, фартук, очки).
Прочие случаи испытания огнем, кислотой
Воздействие пламени, используют не только для идентификации металла относительно алюминия. Под эти цели достаточно наличия газовой плиты, зажигалки или костра. Нагревание меди приводи к образованию ее оксида, что сказывается на изменении цвета. Поверхность металла постепенно тускнеет, пока не приобретает совсем темный оттенок.
Азотная кислота – еще один идентификатор меди в домашних условиях. Тут также важно проявлять осторожность. Лучше просто капнуть жидкостью на металл. Чистая медь в месте контакта приобретет сине-зеленый цвет.
Лучше просто капнуть жидкостью на металл. Чистая медь в месте контакта приобретет сине-зеленый цвет.
Видео — как отличить алюминий от меди:
Основные параметры
Цвет
Во-первых, медь имеет красновато-розовый цвет. Со временем он может меняться от красно-коричневого до красновато-оранжевого оттенка. Если металл много времени лежит и окислился, то цвет лучше смотреть на свежем спиле. Или поверхность следует слегка зачистить напильником, чтобы оригинальная текстура лучше просматривалась.
Пластичность
Это очень мягкий пластичный материал. Предмет из меди (на пример проволока) легко гнется, при этом не ломается и не крошится. Совсем необязательно при этом гнуть или мять изделие. Можно слегка приложив усилие, надавить и понять насколько податливый перед вами металл.
Коррозия
Медь очень фоточувствительный металл, и обладает высокими антикоррозийными свойствами. Если долгое время она находится под открытым небом, либо во влажной среде, она меняет свой цвет. Покрывается зеленой пленкой, что и защищает медные изделия от ржавчины. И дальнейшего распространения коррозии в глубину.
Если визуального осмотра, чтобы определить подлинность, оказалось недостаточно, можно воспользоваться еще некоторыми хитростями, чтобы проверить подлинность меди.
Нагревание
С помощью газовой горелки, плиты или простой зажигалки (все зависит от размера предмета) хорошенько нагрейте часть металла. Медь сначала тускнеет, затем становится все темнее и в итоге оказывается совсем черной, так как образуется слой оксида меди.
Магнит
Определить подлинность медного изделия так же может помочь обычный магнит, чистая медь на него совершенно не реагирует.
Азотная кислота
Если на чистый металл капнуть азотной кислотой, он становится сине-зеленого цвета.
На основе меди существует много сплавов. Как отличить одно от другого?
Сходства и различия
Медь является чистым сплавом, который может применяться для легирования металлов или производства изделий. Наиболее важными отличиями можно назвать:
Наиболее важными отличиями можно назвать:
- Цвет позволяет определить материал. Изменение химического состава приводит к тому, что цвет сплава немного отличается. Как правило, чистый материал характеризуется красноватым оттенком, в то время как снижения ее концентрации в составе сплава приводит к появлению желтоватого оттенка. Именно поэтому некоторые методы предусматривают визуальный осмотр.
- Вес также используется для определения обоих материалов. Чистый металл характеризуется большим весом, другой из-за добавления различных компонентов становится более легким.
- Твердость. Чистый материал характеризуется высокой пластичностью. При этом поверхность характеризуется низким показателем твердости, нежели латунь. Повысить показатель твердости могут за счет добавления специальных компонентов.
- Плотность определяется методом выдавливания жидкости из емкости. Изменение структуры приводит к отличию плотности. Для первого металла показатель 8920 кг/м 3 , у другого он варьирует от 8300 до 8700 кг/м 3 .
Как соединить медную трубку с нержавейкой
Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева.
При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости.
Особенности сплавов
Нержавейку не паяют с алюминиевыми и магниевыми сплавами. С другими металлами процесс проходит отлично, при этом само место соединение отличается повышенной прочностью.
Некоторые сплавы нержавейки, особенно это касается тех, в состав которых входит больше 25% никеля, при температуре +500-700 ℃ начинают выделять карбиды. Эти химические соединения снижают коррозионную стойкость металла.
И чем длительнее процесс пайки при таком температурном режиме, тем интенсивнее карбиды выделяются. Поэтому время пайки надо сокращать. Пайку в домашних условиях проводят паяльником или газовой горелкой, причем паяльник применяют чаще.
Выбор припоя
Существует два фактора, влияющие на выбор припоя для нержавейки:
- условия, при которых производится процесс соединения;
- состав нержавейки.
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Надо отметить, что твердые припои на основе серебра – лучший вариант для пайки деталей из нержавейки.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.
В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
Выбор флюса
Что касается флюса для пайки нержавейки, то оптимальный вариант здесь – бура. Она может быть использована в виде пасты или порошка. Порошок буры насыпают в зону пайки двух заготовок и нагревают до температуры +850 ℃. Это так называемая температура светло-красного каления.
Как только флюс расплавился, в зону вносят припой. Если следовать стандартам, то для работы с серебряными припоями берут флюсы № 209 или 284 согласно ГОСТ, а для припоев с содержанием меди и никеля – №200 или 201.
Остатки флюса после окончания пайки удаляют водой (холодной или горячей) или делают обдувку песком. Использовать для этого соляную или азотную кислоту не рекомендуется. Это сильнодействующий материал, который разъедает припойный слой и саму нержавейку.
Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.
Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Соединение с другими металлами
К соединению двух разных металлов, к примеру, к пайке меди с нержавейкой, надо подходить с позиции изучения их свойств. Металлы имеют разные температуры плавления, поэтому процесс пайки считается одним из сложных.
Соединение меди и нержавейки в домашних условиях включает обработку заготовок, лужение кромок и непосредственно сам процесс пайки.
При этом необходимо отметить, что паять медь и нержавейку можно паяльником или горелкой. Первый инструмент является маломощным, поэтому с твердыми припоями он работать не может.
Паяльник также не используют для пайки больших площадей соприкосновения из-за длительности процесса. К тому же флюс будет окисляться еще до того, как успеет полностью прогреться.
Горелка – наилучший вариант. С ее помощью можно паять не только нержавейку с медью, но и с латунью.
Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Надо учитывать, что латунь по многим параметрам уступает серебру. Зато она дешевле. Использовать ее надо только для пайки простых неответственных соединений.
Чтобы получить соединения высокой прочности, лучше взять медно-фосфорный припой. Он дороже, но это гарантия высококачественного спаивания. Но лучше всего – серебряные сплавы.
Процесс пайки меди или латуни с нержавейкой ничем от других не отличается. Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Далее на рабочем столе надо уложить две заготовки так, чтобы между ними остался зазор не более 3 мм. Наносят флюс, разогревают, а затем в зону пайки подают припой.
Он должен расплавиться и растечься по границе заготовок. Как только зазор будет полностью заполнен, пайка прекращается. Остывают металлы естественным путем. Остатки флюса смывают водой.
Пищевые припои
В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
Когда используется ортофосфорная кислота, то надо саму пайку проводить быстрее. Все дело в том, что уже через 10-15 секунд на поверхности соединяемых деталей появится фосфатная пленка.
Она затруднит пайку, придется заново очищать нержавейку, убирая этот слой. Так что оптимально, если флюс наносить прямо перед самой операцией.
Полезные советы
Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.
KlimChugunkin » 04 мар 2008, 21:01
Майкл » 04 мар 2008, 21:26
Е.А. » 05 мар 2008, 10:26
ermalex » 05 мар 2008, 11:05
Е.А. » 05 мар 2008, 11:07
chaus » 05 мар 2008, 11:24
Не просветите ли меня, убогого, по следующим вопросам:
1. Как именно заряжены ионы нержавейки , а как ионы меди?
2. Что такое «меж ионная коррозия»?
KlimС
Просто спокойно монтируйте, никаких проблем не будет. Точнее, в системах, которые я эксплуатаривал, за 5 – 8 лет признаков гальванической коррозии не отмечено.
DениSS » 05 мар 2008, 14:59
chaus » 05 мар 2008, 15:19
Значительная разница уровней Ферми в меди и в алюминии. Как следствие — слишком большая контактная разность потенциалов. Под её действием из алюминия (анода) вырываются ионы и вследствие этого происходит его постепенное разрушение.
Есть и полезное применение: чтобы исключить возможность коррозии стали (обычной чёрной), её соединяют проводом с алюминиевым или магниевым анодом, помещённым в ту же коррозионную среду (воду, влажный грунт). Пока алюминий или магний полностью не разрушится, сталь заметно корродировать не будет. Так же работает оцинковка на поверхности стали.
С нержавеющей сталью у меди контактная разность потенциалов небольшая, а работа выхода иона из нержавеющей стали велика. Поэтому коррозии не идёт.
Форум посвящен любителям водомётных катеров, болотоходов, СВП и всё, что с ними связано .
- Список форумов‹Оборудование, Оснастка, Материалы, Прицепы для водной техники
- Изменить размер шрифта
- Для печати
- FAQ
- Альбомы
- Регистрация
- Вход
Нержавейка и медь. Как соединить?
Нержавейка и медь. Как соединить?
Артем 163 Вт ноя 03, 2015 11:07 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 9:50 am
Если мягкими припоями , то флюс паяльный жир.
Взять не в магазине (редко настоящий, что бы не пролететь,нужно знать запах), а у кабельщиков которые паяют муфты.
Не всякая нержа паяется, нужно пробовать облудить на образце.
Самая главная проблема – это прогреть, массы большие и медь сильно отводит тепло.
С каждой новой трубкой ситуация будет только хуже.
Твёрдым припоем (медь с серебром), то самый доступный флюс бура.
Потом обязательно механически убрать следы флюса.
Греть опять же замучишься
Re: Нержавейка и медь. Как соединить?
Артем 163 Ср ноя 04, 2015 1:53 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 3:16 pm
В левой руке горелка (небольшая) для общего подогрева, в правой паяльник от 100 ватт.
Когда припой уже поплывёт горелку перенеси на жало паяльника, но так что бы пламя пайки не касалось.
А конструкция чудесная.
Сам придумал?
Хотя из тонкостенной алюминиевой трубки сильно хуже не будет, но соберётся аргоном без проблем.
Re: Нержавейка и медь. Как соединить?
doom-63 Ср ноя 04, 2015 3:42 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 4:04 pm
Любой радиатор под это доброе пожелание попадает.
Конечно, чем больше параллельных трубок, тем безопаснее.
Но есть грязевик и правильное расположение ВВХ, что бы при заглушенном двигателе вся забортная вода стекала.
А для самодельщика – очень даже ничего.
У нас некоторые «профессионалы» гораздо уё. й делают и продают за большие деньги.
Вообще при помощи похожей конструкции некто Тесла вообще черпал халявную энергию из воздуха
Re: Нержавейка и медь. Как соединить?
ilim Ср ноя 04, 2015 5:40 pm
Есть у мотора ЯМЗ Теплообменник жидкостно-масленый для ямз-6581.10
сердцевина его выглядит так
Может проще взять такую штучку и изготовить корпус, забортная вода по трубкам, а антифриз по пластинам снаружи, стоит от 5600 до 7600р
Re: Нержавейка и медь. Как соединить?
doom-63 Ср ноя 04, 2015 6:40 pm
Re: Нержавейка и медь. Как соединить?
DI24 Ср ноя 04, 2015 6:49 pm
ilim писал(а): Есть у мотора ЯМЗ Теплообменник жидкостно-масленый для ямз-6581.10
сердцевина его выглядит так
Может проще взять такую штучку и изготовить корпус, забортная вода по трубкам, а антифриз по пластинам снаружи, стоит от 5600 до 7600р
Re: Нержавейка и медь. Как соединить?
Артем 163 Ср ноя 04, 2015 8:05 pm
Re: Нержавейка и медь. Как соединить?
Барин Ср ноя 04, 2015 8:10 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 8:38 pm
Re: Нержавейка и медь. Как соединить?
doom-63 Ср ноя 04, 2015 8:44 pm
Re: Нержавейка и медь. Как соединить?
Артем 163 Ср ноя 04, 2015 10:23 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 10:34 pm
Re: Нержавейка и медь. Как соединить?
slonic Ср ноя 04, 2015 10:38 pm
Re: Нержавейка и медь. Как соединить?
Артем 163 Ср ноя 04, 2015 11:11 pm
Re: Нержавейка и медь. Как соединить?
doom-63 Чт ноя 05, 2015 4:19 am
Re: Нержавейка и медь. Как соединить?
Артем 163 Чт ноя 05, 2015 4:05 pm
Re: Нержавейка и медь. Как соединить?
Барин Чт ноя 05, 2015 4:39 pm
Артем, ты зазоры между трубок оставляешь ?
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 1
Пайка латуни – надежное соединение в домашних условиях. Правильная пайка латунью Как запаять латунную трубку в домашних условиях
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь . Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы . Примером может служить меднофосфорный припой.
3
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Латунь – это сплав, обязательными компонентами которого являются медь и олово. Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток – высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала.
На сегодняшний день разработаны различные технологии, позволяющие сваривать изделия из латуни. Но все они довольно сложны, затратны, и требуют, чтобы выполняющий работу специалист обладал определёнными навыками. Альтернативой сварке часто становится пайка латуни. Она несколько проще технологически и предъявляет иные требования к квалификации исполнителя.
Возникающие препятствия
Если содержание цинка в сплаве невысоко, то особых проблем не возникает. Справиться с задачей удаётся с помощью обычной канифоли. Но в случае, когда количество цинка превышает 15%, в обязательном порядке требуется использование специальных флюсов. Это связано с тем, что испаряясь при нагреве, цинк и медь образуют на поверхности детали прочную оксидную плёнку, удалить которую очень непросто.
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно. Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
- Одним из наиболее распространённых является флюс «Бура». Придуманный очень давно, этот рецепт получил одобрение многих ювелиров, занимающихся пайкой разных металлов, в том числе и латуни. Он относится к разряду высокотемпературных смесей, активизирующихся при достижении 700 – 900 градусов Цельсия. Несмотря на солидный возраст, свою работу он выполняет качественно.
- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
- Несколько меньшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (порошкообразный) и Chemet FLISIL-NS-Paste (паста). Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.
Перечисленные марки приведены лишь в качестве примера. На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
Какой взять припой
Не менее важным, чем выбор флюса, является определение нужного состава припоя.
- Для пайки латуни с содержанием меди хорошо подходит припой ПМЦ-48, плавление которого происходит при 870 – 880 градусах. Несколько меньшая температура плавления у ПМЦ-36. Оба состава относятся к группе медно-цинковых припоев.
- Марки МФ-1, МФ-2 и МФ-3 относятся к группе медно-фосфористых припоев. Они относительно недороги, пластичны, однако обладают высокой электропроводностью и сопротивляются ударным и вибрационным нагрузкам хуже, чем составы с содержанием серебра.
- Наилучшими механическими качествами обладают серебряные припои. Среди них – ПСр-10, ПСр-12м, ПСр-25 и далее, вплоть до ПСр-72. Все они имеют некоторые отличия, заключающиеся в химическом составе и температуре плавления. По-разному они реагируют и на процентное соотношение меди и олова в соединяемом металле.
Из вышесказанного ясно, насколько важно прежде, чем приступать к выбору флюса и припоя, определиться с маркой латуни. Только тогда удастся добиться приемлемого результата пайки.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Область применения
Совершенно очевидно, что выполнить пайку латуни проще, чем сварку не только в домашних условиях, но и на производстве. Полученное соединение будет обладать достаточной прочностью. Тем не менее, рассчитывать на то, что оно выдержит очень высокие нагрузки, всё же не стоит. Исходя из этого, определяется и область применения технологии.
- Изготовление электрических и электронных компонентов. Механические нагрузки в этом случае невысоки, а на первый план выходит электропроводность. Не стоит забывать и о том, насколько трудно использовать сварку для соединения деталей малого размера.
- Соединение элементов, подвергающихся малым и средним нагрузкам. Сюда можно отнести детали небольших механизмов вроде часов, или составляющие трубопроводов, работающих при давлении, не превышающем нескольких атмосфер.
- Производство ювелирных изделий. Разумеется, стоимость латуни значительно ниже, чем серебра или золота. И всё же, она довольно часто используется для изготовления недорогих колец, брошек и других украшений, становясь если не главной их частью, то хотя бы компонентом оправ и застёжек.
- Не стоит забывать и реставрационные работы. Иногда пайка латуни – единственный способ восстановить вещь, сделанную много лет назад.
Нашлось применение такой методики и в машиностроении. Изготовить с её помощью новый, или запаять повреждённый латунный радиатор значительно проще, чем применять сварку. Эффективность и долговечность получившейся детали окажется значительно выше, чем у более дешёвых аналогов из алюминия.
Может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Основные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые. К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
- Литейные. Это арматура, готовые изделия, сделанные из латуни.
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки. Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры. Для этих целей применяют асбестовые пластины.
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.
Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде. Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы. Как только латунная деталь обработана, ее следует протереть и высушить.
Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность. Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку. Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни
Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно. При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой. Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.
Готовое изделие промывается горячей 3%-ой серной кислотой.
Если проводится обычная низкотемпературная спайка, при которой применяется припой с содержанием свинца и олова либо другие тиноли, оксидную пленку необходимо удалять с металлических поверхностей. Здесь возможно использование канифольно-спиртовых или более активных флюсов. Чтобы обработать латунь с большим содержанием цинка, например, Л63, необходимо использовать флюс, в состав которого входит хлористый цинк. Важно помнить о том, что у латуни одни из худших качеств плавления с оловянно-свинцовыми припоями. Эта особенность приводит к тому, что при процессе спайки медленно начинают расти интерметаллидные слои. Они положительно влияют на шов, и можно ожидать улучшения механических свойств металлов.
Не стоит надеяться, что пайка, при которой применяются оловянно-свинцовые припои латуни Л63, приведет к качественным соединениям. Их прочность сцепления и качество будут уступать меди, если условия будут одни и те же. Показатель предела прочности по отношению к медным деталям, спаянным при помощи олова, будет достигать 90 МПа, а к латунным – не достигнет и 60 МПа. Спайка латунных деталей, в которых присутствует большое содержание меди, может осуществляться припоями ПСр 72, 45, 25 и 12. Иногда в таких случаях допустимо применение медно-фосфорной латуни либо такого латунного сплава, который плавится при небольшой температуре. Это в основном применимо к спайке в газовой среде.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Как запаять алюминиевую трубку в домашних условиях: советы мастера
Любой домашний мастер сталкивался с проблемой соединения медных деталей и элементов. Сюда можно отнести как электромонтажные работы, так и соединение медных труб при организации отопительных контуров. Но как правильно подойти к решению подобного вопроса? В сегодняшней статье речь пойдёт о том, как правильно выполнить пайку медных элементов, возможно ли совмещение этого металла с алюминием или нержавеющей сталью, а также какие дополнительные составы потребуются для выполнения подобных работ.
В чем особенность работы?
Как утверждают специалисты, кондиционеры не комплектуются запасными трубами. Поэтому вам придется отправиться за ними в строительный магазин.
Можно также обзавестись медной трубкой, в которой есть примеси серебра. Главное, чтобы изделие было не подвержено коррозии, выдерживало без деформации значительное давление и перепады температуры. Как запаять алюминиевую трубку? Можно воспользоваться двумя методами, а именно высоко- и низкотемпературным. В первом случае для плавления припоя нужна температура не менее 600 градусов. Также данный показатель может достигать и 900. Метод предназначен для работы трубками, выдерживающих большую нагрузку. Низкотемпературный используется для труб с меньшей нагрузкой в холодильных установках. Если работать приходится с мягким припоем, то температурный показатель достигает 450 градусов, и больше – с твердым припоем.
Как запаять медную трубку в домашних условиях
Капиллярная пайка была разработана специально для меди. Бывает низко- и высокотемпературной. Время монтажа такого соединения: 2-3 минуты. Для получения капиллярного эффекта между трубой и фитингом используют зазор в 0,4 мм. Припой равномерно распределяется по всей площади монтажного зазора.
- Низкотемпературным методом
Олово, свинец и их сплавы являются легкоплавкими припоями. Температура теплоносителя: менее 130 градусов. При капиллярной пайке зазор варьируется по величине и может достигать 0,5 см (для большого диаметра). При сильном нагреве медь теряет твердость, поэтому низкотемпературный вид пайки считается предпочтительным.
Такой паяльник позволяет соединить трубы низкотемпературным методом
- Высокотемпературным способом
Используется тогда, когда температура теплоносителя превышает 130 градусов. Этот вид пайки требует высокого профессионализма от специалиста – трубу легко пережечь.
Здесь нужны припои из серебра и меди, меди и фосфора. Этим методом можно соединять трубы в уже установленной системе. Охлаждение водой не применяется, так как медь в этом случае переходит в мягкое состояние. С течением времени прочностные характеристики отожженного металла повышаются.
О материалах и оборудовании
Перед тем как запаять алюминиевую трубку, обзаведитесь следующими инструментами:
- Труборезом. Он необходим для подготовки торца трубки, который будет соединяться посредством припоя.
- Трубогибом. Если работать без данного инструмента, то, скорее всего, на трубке образуются заломы, что отрицательно скажется на проходимости. С помощью трубогиба, вы сможете сгибать трубы под нужным углом.
- Паяльником и газовой горелкой.
- Припоем. Он может быть твердым или мягким. Герметичная и прочная пайка напрямую зависит от чистоты поверхности.
Конечно, придется приобрести непосредственно саму трубку. Ее диаметр зависит от мощности оборудования. Чем он мощнее, следовательно, больший будет диаметр. Цена изделия будет зависеть от ее технических характеристик, свойств металла и марки производителя. Как утверждают специалисты, на алюминиевых трубках экономить не стоит, поскольку это отразится на качестве работы устройства и его эксплуатационном ресурсе.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
О припоях
Тем, кто не знает, чем запаять алюминиевую трубку кондиционера, можно порекомендовать воспользоваться медно-фосфорными и серебряными припоями. Для изделия из меди фосфорный лучше заменить припоем, в котором есть ионы серебра. Дело в том, что фосфорное вещество является довольно хрупким в сплавах, в которых количество никеля превышает 10%. Если в твердом припое содержится кадмий, то вам придется побеспокоиться о здоровье, поскольку пары кадмия могут отравить ваш организм. Перед тем, как запаять алюминиевую трубку в холодильнике, следует определить вид соединения. Например, медь с медью, со сталью и с алюминием.
В первом случае придется работать медным припоем. Стык с помощью горелки нужно разогреть до 600 градусов (он станет темно-вишневого цвета). Далее припой следует окунуть во флюс. Чтобы произошло плавление, нужно к разогретому стыку прижать пруток. Со стыками сталь-сталь и медь-сталь работают серебросодержащим припоем, который еще называют серебряным. Для плавления припоя с большим содержанием серебра потребуется меньшая температура. Кроме того, он обладает лучшей смачиваемостью и обтекаемостью, в отличие от медно-фосфорных, для плавления которых нужна температура выше.
работа с паяльником и горелкой
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза — это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Пайка латуни имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура — специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные — флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни
Припой для латуни должен быть медно-фосфористыми. припоями
Припой — это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
Вернуться к оглавлению
Пайка при помощи горелки
Схема сварки латуни горелкой полуавтоматической.
Для решения проблемы спайки латуни любых марок можно воспользоваться газовой горелкой. Процесс такой пайки заключается в следующем. Пайка (разогрев металлов) производится на жаропрочном материале. Лучше всего использовать асбестовую пластину. Соединяемые детали помещаются на асбестовое основание и совмещаются между собой. Поверхность металлов в зоне соединения тщательно протирается флюсом на основе буры (собственного приготовления).
Серебряный припой нарезается в виде мелкой стружки и посыпается сверху соединяемых металлов в небольшом количестве. В зону пайки вводится отрегулированное пламя газовой горелки. Прогрев производится поэтапно.
Вначале проводится легкий прогрев участка так, чтобы припой схватился с поверхностью металлов.
Затем осуществляется основной нагрев до появления красноты на латуни. В это время припой должен заполнить зазор между деталями и равномерно растечься по поверхности. Температура в зоне пайки в этот период достигает 700-750°C. Горелка выключается. После остывания должен получиться надежный шов с цветом, мало отличающимся от латуни. Место соединения необходимо промыть для удаления остатков флюса.
Вернуться к оглавлению
Необходимый инструмент
Если решено, чем паять, то следует решить и вопрос, что приготовить. При пайке латуни потребуется следующий инструмент и приспособления:
- паяльник мощностью 100 Вт и 0,5-1 кВт;
- газовая горелка в комплекте с газовым баллоном;
- тигель;
- весы;
- тиски;
- нож;
- ножницы;
- напильник;
- плоскогубцы;
- струбцина;
- шкурка наждачная;
- кисточка;
- щетка.
Латунь очень часто используется в различных бытовых устройствах, поэтому при их поломке возникает вопрос, чем спаять латунь. Такая пайка вполне возможна, но требует выполнения определенных условий и правил.
moiinstrumenty.ru
Флюс
Из-за специфического химического строения алюминия во время пайки у вас могут возникнуть трудности. Причина заключается в том, что алюминий является довольно активным металлом.
Это значит, что реагентами могут быть различные химические вещества. При взаимодействии этого цветного металла с кислородом, на поверхности изделия наблюдается образование очень тонкой и одновременно необычайно прочной оксидной пленки. Ввиду того, что свойства алюминия и его оксида полностью противоположны, следует полностью исключить образование данной пленки. Для этой цели вам и понадобится флюс.
С помощью этого вспомогательного материала с припоя и поверхности спаиваемого изделия удаляются окислы. Кроме того, флюс предотвращает их образование. Судя по отзывам, самой лучшей маркой является Ф-64 с 40% содержанием активного фтора. После работы спаиваемую поверхность нужно обязательно промыть. Флюс А-214 считается универсальным безотмывным средством с температурой плавления от 150 до 400 градусов. После работы его остатки легко удаляются обычной салфеткой, которую предварительно смачивают спиртом.
Низколегированной
Низколегированная углеродистая сталь относится к сплавам железа, наиболее легко подвергаемым процессу пайки.
Это объясняется тем, что на поверхности сталей данного типа образуется сравнительно непрочная плёнка окислов, легко устраняемая применением обычных флюсов.
Процесс пайки чёрных металлов может проходить при относительно низкой температуре, не превышающей 450 ℃ в случае применения мягких и легкоплавких свинцово-оловянных припоев.
Для получения паяного соединения, обладающего большей твёрдостью и механической прочностью, следует применять более твёрдые тугоплавкие припои, например на основе меди. Такая пайка осуществляется при температуре до 750 ℃.
В чем суть процедуры?
Перед тем как запаять алюминиевую трубку, следует разобраться, что же представляет собой процесс пайки. Образование соединений путем пайки происходит в два этапа. Сначала создают физический контакт между поверхностями. Далее физический контакт преобразуется в квантомеханическое взаимодействие между электронными оболочками атомов. Чтобы инициировать между поверхностями физический контакт и дальнейшую химическую связь, паяемый металл смачивают с помощью жидкого припоя. Целесообразность его применения зависит от такого показателя как тип межатомных сил на контактирующих поверхностях. Если наблюдается физическая адсорбция, то в результате смачивания жидким припоем получится малопрочное соединение. Если жидкий и твердый металлы химически взаимодействуют, то путем смачивания образуется прочная связь.
Пайка меди, почему стоит этому научиться
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
Нагрев поверхностей
Тем, кто не знает, как запаять алюминиевую трубку и с чего начать, специалисты рекомендуют предварительно подготовить поверхности соединяемых деталей. Нагревают их с помощью снопа пламени. Желательно, чтобы он был на расстоянии 1 см от поверхности. Если нужно соединить массивные детали, то лучше воспользоваться многосопловыми горелками с мягким и равномерным нагревом. Медно-цинковые припои растапливают при помощи окислительного пламени, при котором испарение цинка уменьшено.
Нержавеющие стали нагревают нормальным пламенем. Главное, чтобы при этом не образовывались карбиды хрома, способные инициировать межкристаллитную коррозию. Если нужно паять разнородные детали, имеющие различную толщину, то пламя нужно направить на поверхность с большей тепловодностью и массой.
Типы соединений под пайку
Подразделяются на две группы – торцевые (стыковые) и внахлёст, при помощи переходной арматуры или фитингов. Теоретически стыковые соединения между медными трубами могут быть такими же прочными, как и сама медь, при условии, что припой достаточно прочен.
Это связано с тем, что вся нагрузка должна переноситься через область контакта двух небольших поверхностей на концах каждой детали. Однако на практике стыковые соединения для спайки медных труб используются редко, потому что обеспечить одной рукой правильное выравнивание смежных торцов во время пайки в домашних условиях практически невозможно.
О газопламенной пайке
В данном случае вам понадобится специальная горелка, которая работает на бытовом газе, пропане или ацетилене. Используется для нагрева деталей, толщина которых не превышает 1 см. Кроме алюминия, ацетиленовые горелки применяют для нагрева и спайки углеродистых и низколегированных сталей, серого чугуна, меди, никеля, медно-никелевых сплавов, серебра и золота. Нужно определить температуру, при которой будет осуществляться пайка. Важно, чтобы данный показатель на 50 градусов был больше температуры плавления используемого припоя. Для газопламенной пайки подойдет оловянно-свинцовый, оловянно-цинковый, медный, серебряный, алюминиевый и золотой припои. Процедура длится в течение трех минут. Пропан подается под давлением до 400 кПа (не ниже 100), ацетилен от 60 до 80, бытовой газ – 30 кПа. При выборе флюса вам придется исходить от температурных показателей и свойств припоя. Можно также воспользоваться газообразными флюсами.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Причины поломок
Может быть так, что алюминиевые трубки в кондиционере автомобиля просто засорились. Происходит это преимущественно в зимнее время, когда кондиционер не работает. По мере накапливания загрязняющих частиц между радиаторами в кондиционере и двигателе происходит засорение всей магистрали. В итоге хладагент будет циркулировать и смешиваться с влагой уже не в полной мере. За счет наличия реагентов, нарушения уровня влаги и перепадов температур разрушается алюминий, из которых сделаны трубки. Таким образом, их эксплуатационный ресурс зависит от климата, температурного режима, особенностей дорожного покрытия, участия в дорожных происшествиях и общих нагрузках на автомобиль. В комплексе эти факторы отрицательно скажутся на состоянии охлаждающей системы.
Зависит от задачи
Выбор используемых инструментов и материалов, прежде всего, зависит от выполняемых работ.
- Одно дело, если речь идёт о пайке проводов или электронных схем. Энергии на их прогрев тратиться немного, а зона соединения ограничена. Тут вполне можно обойтись электрическим паяльником, обычным оловянно-свинцовым припоем и канифолью в качестве флюса.
- Иные проблемы приходится решать, соединяя между собой детали значительной толщины и массы. Они поглощают значительное количество тепла и, за счёт высокой теплопроводности, быстро остывают, отдавая тепло в атмосферу. Решить проблему помогают газовые горелки или паяльные лампы, а также флюсы, обладающие более высокой эффективностью, чем традиционная канифоль.
С чего начать?
В первую очередь нужно произвести диагностику устройства. Как утверждают специалисты, сделать это на глаз будет затруднительно. Дело в том, что трубка может быть с микротрещинами, через который и вытекает фреон. Поскольку хладагент бесцветный, его утечку выявляют с помощью специального оборудования. Начинают с внешнего осмотра, далее замеряют давление хладагента, а затем с помощью ультрафиолетовой диагностики и течеискателя определяют место утечки фреона. Если вы не хотите терять свое время на устранение неполадок, сразу воспользуйтесь услугами специалистов. Например, на юго-востоке Москвы запаять алюминиевую трубку вы можете в нескольких автосервисах. Например, в Red Hot Service вам, кроме пайки труб охладительного устройства, произведут и другие работы, а именно заменят масло, заправят кондиционер, отремонтируют электрооборудование.
Главное – терпение
Собираясь освоить пайку меди своими руками, следует запастись терпением. Эта технология требует опыта и мастерства, которые не приходят сразу. Неудавшиеся первые попытки – это вовсе не повод, чтобы расстраиваться. Тренируйтесь, и момент, когда у вас всё получится, обязательно наступит.
Источник svarkalegko.com
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Устранение маленьких трещин
Тем, кто не знает, чем можно запаять алюминиевую трубку, опытные мастера порекомендуют использовать специальные составы. Если трубки в вашем кондиционере с совершенно маленькими трещинками, еле видными глазу, то можно обойтись без аргонно-дуговой сварки. На дырочки в трубки наносят специальные заплатки. Важно, чтобы их толщина была не менее 3 мм. Для этого трубки из алюминия смесью покрывать следует в несколько слоев. Если трещины большие, то вам не обойтись без аргонно-дуговой сварки. Преимущество ее в том, что она исключает контакт поверхности с кислородом, а, следовательно – образование оксидов. Таким образом, работая аргонно-дуговой сваркой, вы можете обойтись без флюса.
Пайка и её особенности
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов. Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла. Положительные качества пайки:
- полная герметичность соединенных деталей;
- высокая прочность соединений;
- значительная экономия времени и затрачиваемых сил, в сравнении со сварочными процессами;
- на местах спайки образуется специальный слой-пленка, которая противостоит коррозии и окислению металлов.
Ход работ
Судя по многочисленным потребительским отзывам, с этой работой может справиться каждый, даже с небольшим опытом пайки. Для начала приобретите труборез, специальный гибочный станок и сварку. Некоторые домашние умельцы вместо трубореза пользуются ножовкой по металлу. Как утверждают специалисты, делать так не стоит, поскольку качество работы будет не тем. Трубогиб может быть универсальный (им работают с различными диаметрами) и специфический (предназначен для трубок определенного диаметра).
Далее следует купить трубки из алюминия, отрезать из них нужную длину и погнуть на гибочном станке. После приготовления трубок займитесь нарезкой фитингов и соедините все в одну систему. Прежде чем соединять, тщательно почистите трубки с помощью наждачной бумаги или металлической щетки. Если на изделиях останется смазка, краска или земля, то сцепление металла с припоем будет хуже. Если вы хотите соединить две трубки, вставьте их друг в друга, чтобы оставался небольшой зазор (0,2 см), который в дальнейшем будет заполнен расплавленным припоем. После выполнения этих действий можно приступать непосредственно к самой пайке.
Последовательность операций
Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
После очистки и обезжиривания, на поверхность деталей наносится слой флюса. Если в качестве припоя служит олово, детали предварительно лудят. Лужение представляет собой равномерное смачивание поверхности расплавленным оловом.
После этого, детали собирают и надёжно фиксируют в том положении, в котором они должны находиться после соединения.
Далее, детали нагреваются подходящим способом. Нагрев производится до температуры, несколько превышающей температуру плавления применяемого припоя, который должен быть помещён в область соединения.
При расплавлении он затекает в зазор между деталями, образуя соединение. После остывания и кристаллизации припоя, шов зачищают, следы флюса удаляют.
Источник: svaring.com
Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Работа с латунью, Часть 3 — Пайка латуни — Советы Dug’s 15
В предыдущих частях этой колонки мы рассмотрели некоторые методы резки латуни и методы гибки латуни для ваших проектов автоматов. В какой-то момент вы захотите соединить некоторые из этих частей без использования винтов, болтов или другого оборудования. В этом заключительном выпуске нашей серии статей о работе с латунью мы рассмотрим некоторые инструменты и методы, позволяющие спаять латунные детали вместе.
Паяльные инструменты и материалы
Вот инструменты и материалы, которые я использовал для этой статьи:
- Припой марки Tix
- Флюс марки Tix
- Горелка для бутановой пайки
- Огненный кирпич
- Б / у инструмент
- Пинцет
- Молот
- Напильник по металлу
- Детали из латуни
- Подушечки абразивные
- Спиртовой тампон
Типы припоя и флюса
Существует много типов припоя, и я призываю вас поэкспериментировать со всеми из них.На данный момент мы будем использовать мягкий припой под торговой маркой Tix. Этим продуктом пользуются многие любители и мастера по ремонту часов. Tix — это мягкий припой с низкой температурой плавления. Это важно, потому что высокие температуры могут привести к обесцвечиванию или размягчению латуни в результате процесса, называемого отжигом.
Принципы успешной пайки
Есть несколько общих принципов, которые применимы почти ко всем типам пайки. Следуйте этим правилам, и ваши шансы на успех значительно увеличатся.
Детали должны хорошо прилегать друг к другу
Припой действует как клей. В одиночку он не слишком прочен, но он способен довольно хорошо удерживать две части вместе. Сделайте это, две соединяемые детали должны иметь как можно большую площадь поверхности. Не ожидайте, что припой окажется прочным, если он заполняет большие промежутки между деталями.
Детали должны быть чистыми.
Прочность соединения припоя будет зависеть от того, насколько чистые сопрягаемые поверхности.
Детали должны удерживаться на месте во время пайки
Во время процесса пайки детали должны оставаться неподвижными и прочно.
Нагревать должны детали, а не сам припой.
Это один из наиболее непонятых аспектов пайки. Вы не расплавляете сам припой. Вы нагреваете обе соединяемые детали, пока они не достигнут точки плавления припоя. Затем припой капиллярно течет к нагретой области и в швы.
Пайка — это в основном подготовка
При пайке любого конкретного соединения около 98% вашего времени будет потрачено на подготовку к пайке, поэтому не торопитесь и не пренебрегайте ни одним аспектом задачи.
Пошаговая инструкция для пайки латуни
Шаг 0: Подготовьте рабочее место
Безопасное рабочее место очень важно. Удалите из зоны все горючие материалы. Работайте в хорошо проветриваемом помещении или используйте небольшой вентилятор, чтобы сдувать пары от пайки. Я использую огнеупорный кирпич, чтобы создать безопасную поверхность для пайки.Я часто использую два кирпича, стоящие один за другим, один сидящий ровно. Это создает барьер для пламени и может служить отражателем, отражающим тепло от факела.
Шаг 1. Сформируйте детали, которые нужно соединить.
Сформируйте детали, чтобы они соответствовали друг другу. Это потребует времени, потраченного на режущие инструменты и файлы, чтобы убедиться, что детали очень хорошо подходят друг к другу. Поднесенный к источнику света, вы не должны видеть промежутков между вашими предметами. Механическое соединение, используемое в сочетании с пайкой, всегда является хорошей идеей там, где требуется прочность.Можно ли сделать насечки на деталях, чтобы они соответствовали друг другу? Рассмотрите различные способы добавления механического соединения к вашему суставу.
Шаг 2. Очистите поверхности
Используйте файл, наждачную бумагу, наждачную бумагу, губки Scotch-brite или стальную мочалку для очистки поверхностей, подлежащих пайке. Щетка для царапин из стекловолокна хороша для очистки труднодоступных мест. Обратите внимание, что часть латуни покрыта прозрачным лаком, чтобы она оставалась яркой. Его необходимо удалить, чтобы припой пристал. После того, как детали будут очищены, их следует очистить спиртом, чтобы удалить все мелкие частицы или масла.Когда вы закончите с этим, удалите спирт из рабочей зоны и дайте деталям полностью высохнуть.
Шаг 3. Расположите детали
Используйте зажимы или проволоку, чтобы скрепить детали. В мягкий огнеупорный кирпич можно вставить высокие Т-образные штифты, чтобы удерживать детали на месте. Тяжелые металлические предметы также можно использовать для удержания частей вместе. Имейте в виду, что эти предметы могут сильно нагреваться. Если их расположить слишком близко к стыку, они могут поглотить тепло, которое вы пытаетесь приложить к стыку.
Шаг 4: Нанесите флюс
Припой Tix имеет сопутствующий флюс, который представляет собой прозрачную жидкость. Флюс Tix поставляется во флаконе с кисточкой. Кисть имеет тенденцию распылять слишком много флюса в неправильных местах. Припой будет иметь сильную тенденцию течь везде, где был нанесен флюс. Если вам нужно аккуратное паяное соединение, используйте тонкую проволоку, чтобы нанести небольшое количество флюса именно там, где вы хотите. Когда небольшая капля наносится на стык, капиллярное действие должно втягивать жидкость между двумя частями.Иногда проще нанести флюс, прежде чем складывать части вместе. Tix также производит антифлюс, который можно красить везде, где вы действительно не хотите, чтобы припой оставался.
Шаг 5: Подготовка и нанесение припоя
По возможности, я люблю помещать кусочки припоя на детали. Количество и положение припоя легко контролировать, во время работы ничего не трогают. Круглая проволока для припоя часто бывает слишком толстой и может скатиться с деталей. По этой причине я использую молоток, чтобы раздробить припойную проволоку.Вы удивитесь, сколько припоя вы сэкономите, используя эти тонкие полоски. Отрежьте небольшой кусок от приплюснутой части и с помощью пинцета поместите припой прямо на шов, который вы собираетесь склеить. Наконец, нанесите немного флюса на припой. Не наносите флюс ни на один из ваших хороших инструментов! Это едко.
Шаг 6: Нагревание
Припой будет течь навстречу теплу, создаваемому горелкой. Используйте это в своих интересах. Если возможно, нагрейте детали со стороны, противоположной тому, куда вы поместили припой.Таким образом, припой втягивается в шов между двумя частями.
Включите фонарик и уменьшите пламя до минимума. Начните нагревать кусочки.
Одновременный нагрев обеих частей для достижения одинаковой температуры может быть сложной задачей, особенно если одна из них имеет большую массу, чем другая. Время, проведенное с горелкой, направленной на каждую деталь, должно быть пропорционально массе каждой детали. Если вы припаиваете толстую сплошную деталь к тонкому листу или трубке, сплошной детали потребуется больше тепла.Продолжайте движение пламени, уделяя больше времени большему куску, ненадолго переходя к меньшему и снова возвращаясь к нему.
В тот момент, когда детали достигают критической температуры, припой мгновенно «течет», распространяясь по шву и любым смежным областям, где может быть флюс. Текущий припой будет складываться в стык и мерцать. Немедленно уберите пламя. Дополнительный нагрев здесь не поможет.
Шаг 7: Дать остыть, промыть и очистить
Дать припою остыть в течение нескольких минут может показаться непростым делом.Я рассматриваю это как единое целое, потому что слишком много раз я перемещал детали до того, как припой затвердел. Когда он остынет, хорошо промойте деталь под проточной водой, чтобы удалить остатки флюса. Высушите деталь и удалите излишки припоя. Если бы вы были осторожны, много не должно было быть. Специально для этой цели я храню несколько старых файлов. Вы же не хотите испортить свои хорошие файлы, забивая их припоем.
Как и многие другие темы, затронутые в этой колонке, мы коснулись лишь поверхности.Подготовка и практика — ключи к хорошей пайке, так что… готовьтесь к практике!
Советы, методы и приемы Dug по автоматам
Ежеквартальная колонка создателя автоматов и энтузиаста Дага Норта
Copyright 2015 Dug North
Предупреждение: Темы, затронутые в этой колонке, включают использование инструментов и материалов, которые могут привести к повреждению имущества и / или телесным повреждениям. Ваша безопасность важна, и это ваша исключительная ответственность.Всегда читайте и соблюдайте инструкции по технике безопасности, прилагаемые к используемым инструментам и материалам. Надевайте защитные очки, используйте защитные приспособления и другие средства защиты, соблюдайте меры предосторожности и здравый смысл. При необходимости обращайтесь за советом к опытным сторонним источникам.
Дополнительная литература
Простая пайка: руководство по изготовлению ювелирных изделий для новичков: Amazon UK — Amazon US
Пайка и пайка (серия семинаров): Amazon UK — Amazon US
Материалы
Латунный стержень: Amazon UK — Amazon US
Латунные трубки: Amazon UK — Amazon US
Латунный лист: Amazon UK — Amazon US
Инструменты
Паяльная горелка: Amazon UK — Amazon US
Припой Tix: Amazon US
Tix Flux: Amazon, США
Tix Anti-Flux: Amazon US
Огненных кирпичей: Amazon US
Паяльное устройство для рук помощи: Amazon Uk — Amazon US
Надфили со швейцарским узором: Amazon UK — Amazon US
Ступени, используемые для латунной пайки
Латунные квадратные трубки и другие латунные детали популярны благодаря своей пластичности, прочности и красоте.Несмотря на все это, все еще есть случаи, когда латунь может повредиться, потрескаться, а иногда даже полностью отломиться. Когда это происходит, некоторые совершают ошибку, сразу заменяя поврежденную деталь и выбрасывая поврежденные детали. Правда в том, что все еще есть способ спаять эти металлические части вместе. Вот краткое руководство по пайке латуни.
Шаг 1: МатериалыПайка — это в первую очередь получение всех необходимых инструментов и хорошее рабочее место.Соберите следующие материалы:
- Паяльная горелка
- Предпочтительная марка припоя и флюса
- Огненный кирпич
- Молот
- Пинцет
- Напильник по металлу
- Детали из латуни
- Шлифовальная тарелка
- Спиртовой тампон
Найдите чистое место, где можно будет безопасно паять. Уберите из помещения все легковоспламеняющиеся и выберите место с хорошей вентиляцией. Небольшой вентилятор также поможет избавиться от испарений.Вы также можете создать небольшое, но безопасное пространство для пайки из огнеупорных кирпичей, чтобы сдерживать тепло от паяльной лампы.
Шаг 3: ОчисткаЧем чище латунные детали, тем лучше будут результаты пайки. Подпилите детали, которые нужно паять, наждачной бумагой или чем-то подобным. Обязательно удалите слой лака, иначе припой не пристанет. После заполнения протрите поверхность спиртом, чтобы удалить все масла и мелкие частицы.
Шаг 4: Нанесение флюса и припояФлюс — это прозрачная жидкость, которая идет вместе с припоем для создания более прочной связи.Припой обычно представляет собой круглый провод, поэтому его сложнее закрепить и удержать на месте. Однако растирание материала поможет ему оставаться ровным. Добавьте в припой каплю флюса. Не позволяйте флюсу касаться ваших инструментов, потому что он очень коррозийный.
Шаг 5: НагревУсильте соединение с помощью резака. Подайте равный огонь с обеих сторон, чтобы скрепить кусочки вместе. Непрерывно перемещайте пламя, чтобы тепло распространилось по всей латунной детали. Обратите особое внимание, чтобы избежать перегрева.
Шаг 6: Охлаждение и очисткаДайте вновь припаянным деталям остыть, чтобы они встали должным образом, прежде чем чистить. Высушите и удалите излишки припоя и остаточного флюса. Если вы будете очень осторожны, не должно быть слишком много лишнего.
Практика, Практика, ПрактикаСначала будет непросто паять латунь, но со временем и практикой вы постепенно овладеете техникой и отремонтируете сломанные детали, как профессионал.
Источники:
Краткое руководство по пайке латуни, DavidNeat.Wordpress.com
Работа с латунью, часть 3 — Пайка латуни — Dug’s Tips 15, Cabaret.co.uk
ДОМАШНЯЯ КЛИНИКА; КАК И ПОЧЕМУ ПАЙТЕ МЕТАЛЛ ВМЕСТЕ
* При пайке нельзя плавить припой прямым нагревом горелки или паяльника. Вместо этого следует использовать утюг или горелку для нагрева деталей, образующих соединение, до тех пор, пока металл не станет достаточно горячим, чтобы расплавить припой при контакте. Затем нагретый металл плавит припой по мере его подачи в соединение.
Последний пункт, вероятно, является наиболее частой причиной слабых и плохо спаянных соединений. Чтобы этого избежать, используйте паяльник или горелку только для нагрева металла, концентрируясь на самых толстых и тяжелых частях. На мгновение оттяните источник тепла, прикасаясь к стыку припоем. Если металл достаточно горячий, и если вы сначала нанесли флюс на соединение, припой будет всасываться в соединение так же быстро, как и плавится.
При использовании паяльника может оказаться необходимым поддерживать контакт паяльника с металлом, чтобы соединение оставалось достаточно горячим, чтобы расплавить припой.В таком случае держите утюг на противоположной стороне от металла или на некотором расстоянии от того места, где вы вводите припой. Например, даже при использовании паяльника для небольших электрических соединений, вы должны следовать методике, показанной на рисунке. Обратите внимание, что кончик пистолета прижимается к одной стороне скрученных проводов, в то время как припой подается с противоположной стороны. Как только промежутки между проводами заполнятся и со всех сторон появится слой расплавленного припоя, удалите припой и утюг.
При пайке листового металла или любого соединения, где имеется значительная площадь для пайки (чем больше площадь контакта, тем прочнее соединение), лучше всего подойдет метод, называемый «пайка потом». «Этот метод требует предварительного лужения стыкуемых поверхностей — сначала покрыть металлические поверхности флюсом, а затем тонким слоем припоя (как при лужении паяльника).
Затем плотно скрепите поверхности вместе и снова нагрейте, используя горелку или большой паяльник.Но сконцентрируйте большую часть тепла на самых крупных кусках металла. Тепло заставит лужение на каждой поверхности расплавиться и сплавиться, пока вы вводите дополнительный припой по краю стыка, как показано на рисунке.
Похожая техника применяется при пайке медной трубы. Здесь вы собираете трубу и фитинг после очистки внешней стороны трубы и внутренней части фитинга. Нанесите флюс на эти поверхности перед тем, как вставить трубу в фитинг, направьте пламя от пропановой горелки на самую громоздкую часть соединения (обычно на угол колена или тройника).Позвольте теплу распространиться от этого на остальную часть стыка. Когда металл станет достаточно горячим, чтобы расплавить припой при контакте (без пламени), уберите пламя и подайте припой по всему периметру фитинга.
Вопросы о ремонте дома следует направлять Бернарду Гладстону, The New York Times, 229 West 43d Street, New York, N.Y. 10036. В этой колонке будут даны ответы на вопросы, представляющие общий интерес; На неопубликованные письма нельзя ответить индивидуально.
Пайка и серебряная пайка для трубчатых деталей и узлов
Паяные или паяные на заказ трубчатые детали и узлы
Используется для соединения одинаковых или разнородных металлов, пайка твердым припоем и серебром — сложные процессы, которые частично являются наукой, а частично — искусством.Они требуют навыков и опыта, так как необходимо внимательно следить за температурой плавления, а с материалами нужно осторожно обращаться, чтобы гарантировать качество получаемого соединения. Если пайка или пайка выполняется при слишком высокой или слишком низкой температуре, процесс может закончиться неудачей. Более того, эти процессы не могут быть выполнены с помощью робототехники или технологий ЧПУ — для правильного выполнения работы требуются квалифицированные операторы.
В рамках наших услуг по изготовлению и сборке «под ключ» Triad Products предлагает пайку и пайку серебра.Мы используем эти процессы для соединения секций изогнутых металлических труб, сборных деталей из листового металла и других металлических компонентов. Немногие другие цеха по гибке труб предоставляют услуги по пайке или пайке, и ни один из них не предлагает таких навыков и опыта, как мы.
Пайка против пайки
При пайке присадочный материал нагревается и расплавляется в швы или зазоры между двумя (или более) металлическими деталями, чтобы прочно соединить и соединить их. По необходимости наполнитель должен иметь более низкую температуру плавления, чем любой из соединяемых металлов.В отличие от сварки, которая требует, чтобы обе детали были изготовлены из одного и того же материала, пайка может использоваться для соединения несоответствующих металлов, таких как алюминий и медь или никель и сталь. Правильно спаянное соединение может быть прочнее, чем соединяемые детали, но не таким прочным, как сварное соединение.
Пайка очень похожа на пайку, но использует присадочные материалы, плавящиеся при более низких температурах (840 ° F / 450 ° C или ниже). Этот наполнитель, называемый припоем, расплавляется в швы или зазоры между металлическими деталями и по мере охлаждения и затвердевания связывается с деталями и создает прочное неразъемное соединение; паяные соединения не такие прочные, как паяные.Как и пайка, пайка может использоваться для соединения множества разнородных материалов, включая медь, латунь, железо, золото и серебро.
Пайка и пайка создают герметичные герметичные соединения с минимальным физическим воздействием на обрабатываемые детали.
Правильный процесс для вашего приложения
ОпытTriad в области пайки и пайки включает знание того, какой процесс подходит для данного проекта. В зависимости от используемых материалов, а также требований к характеристикам и области применения мы определим, какой вариант лучше всего подходит для ваших продуктов.Наши специалисты по пайке и пайке всегда обеспечивают надежные результаты.
Свяжитесь с нами для получения информации о паяных или паяных трубчатых деталях и узлах на заказ
Пайка и пайка — это лишь два из множества производственных процессов, которые предлагает Triad Products. Мы обеспечиваем комплексное производство «под ключ» трубчатых деталей и трубных узлов по индивидуальному заказу. Запросите предложение или свяжитесь с нами сегодня, чтобы начать работу над своим проектом. Triad Products специализируется на малых и средних производственных тиражах от 100 до 1000 единиц.
Как спаять металл вместе | Паяльный металл
Пайка — это процесс соединения двух независимых металлических частей для образования одного прочного несущего соединения.
- Пайка аналогична пайке, но при более высоких температурах.
- Используйте пруток, подходящий для металла, используемого в вашем проекте.
- Пруток для припоя должен расплавляться за счет тепла соединяемых металлических деталей, а не за счет прямого контакта с пламенем горелки.
- Используйте горелку, излучающую пламя высокой интенсивности.
Рекомендуемые стержни по типу металла
Медь, латунь, бронза:
Медно-фосфорные прутки для пайки и сварки
Сталь, нержавеющая сталь, никелевые сплавы, медные сплавы, чугун, карбид вольфрама:
Прутки для пайки и сварки нейзильбера
Чугун, оцинкованный, никель, сталь, ковкий чугун:
Бронзовые прутки для пайки и сварки
Алюминий:
Bernzomatic AL3 Алюминиевые прутки для пайки и сварки
Указания
- С помощью металлической щетки или наждачной бумаги потрите поверхность металла.Затем очистите поверхности мыльной водой или обезжиривающим средством.
- Расположите металл по желанию. В большинстве случаев соединение внахлест прочнее и легче спаивается, чем соединение с зазором. При необходимости используйте зажимы, чтобы закрепить детали на месте.
- Нагрейте стык в месте соприкосновения двух металлических частей до тех пор, пока стык не загорится.
- Приложите пруток к стыку, продолжая нагревать металлические поверхности. Для больших площадей нагрейте участки стыка до температуры, а затем переходите к следующему прилегающему участку.
- После пайки используйте проволочную щетку для очистки паяной поверхности от окисления или остатков.
Советы
- Прочтите наши Общие меры безопасности перед тем, как начать свой проект.
- Прочтите инструкции, прилагаемые к горелке и пайке, прежде чем приступить к проекту.
- После завершения проекта всегда снимайте горелку с топливного цилиндра и храните топливо в вертикальном положении.
Полное руководство по изготовлению изделий из металла и рукоделию
Сделай сам и поделки становятся все более популярными.Поскольку Pinterest находится на подъеме, мы можем увидеть тысячи захватывающих проектов. От изготовления рождественских венков из переработанных материалов до превращения велосипеда в Бэтмобиль; от безглютенового, веганского печенья и печенья без сахара до кулинарных хитростей по нарезке овощей — Pinterest виноват, когда дело доходит до «DIY-мании». Во многих ремесленных проектах используется металл. Это неудивительно — кто бы не хотел создать своего собственного робота из «Звездных войн» или подставки для горшков из медных труб, которым позавидуют все их друзья? Самыми популярными поделками из металла являются аксессуары для дома и мебель.В моде кухонные столешницы, которые можно сделать из больших кусков листового металла. Что касается более мелких предметов — оригинальные украшения своими руками или даже проволочная медная лента на Рождество (такая блестящая идея!) — это лишь примеры того, что вы можете делать с металлическими листами, отходами или вторичным металлом, включая алюминиевые банки или старые столовые приборы.
Однако металл, похоже, не самый простой материал для самостоятельного изготовления. Думая о гибке, сварке, пайке и резке — многие мастера избегают использования меди, железа или стали.Однако в этом руководстве мы покажем, что металлы — это здорово, даже если вы только начинаете свое путешествие с рукоделия и рукоделия. Для создания душераздирающих проектов вам не потребуется специальное сверхдорогое оборудование или технические навыки.
В этой статье мы покажем:
— какие металлы подходят для новичков своими руками;
— как легко паять;
— как резать листовой металл;
— методы гибки и формовки;
— как смягчить жесткие металлы;
— примеры поделок, которые вам понравятся.
Какие металлы подходят начинающим мастерам?
С некоторыми металлами труднее работать из-за их жесткости; другие можно легко согнуть и придать им форму. Существует разница между жесткостью (степенью сопротивления материала деформации) и ударной вязкостью (способность пластически деформироваться без разрушения). Звучит слишком сложно? Наш эксперт и заказчик, скульптор по металлу из Йоркшира Эдди Робертс (веб-сайт / магазин Etsy), упоминает, что низкоуглеродистая сталь — отличный материал для новичков, «Я бы порекомендовал низкоуглеродистую сталь.Если это листовой металл, то лучше 1 мм, так как с ним лучше работать в холодном состоянии. Однако сварка — это вызов ». Почему мягкая сталь? Это углеродистая сталь с низким содержанием углерода: от 0,05% до 0,25% по весу. Низкоуглеродистая сталь более пластична, поддается механической обработке и сварке. « Из мягкой стали толщиной 1-2 мм в любой форме можно придать красивые формы с помощью шлифовального станка с отрезным диском, ножницами для жести и / или молотком и твердой поверхностью. Что вы сделаете, — решать вам », — подбадривает Робертс.
Конечно, нельзя обойти вниманием медь, бронзу, латунь и никель.Они отлично смотрятся в домашнем декоре, и вы можете найти тысячи руководств по созданию горшечных растений, украшений и других творческих украшений. Однако лучше начать экспериментировать с более дешевым листовым металлом — ошибки, сделанные с серебром, будут более болезненными, чем с ошибками, сделанными с алюминием.
При ограниченном бюджете также хорошо сначала начинать проекты с регенерированными металлами и изучать основные методы, прежде чем начинать более требовательные к навыкам проекты. Алюминий, серебро и олово также мягкие, и ими легко манипулировать.Никель, медь и латунь средней твердости, а нержавеющая сталь — действительно прочный материал. Если вы попытаетесь сделать, например, штампованные украшения, для этих металлов потребуются закаленные наборы штампов.
Доступны металлические листы различной толщины.
Калибр указывает толщину листа — чем больше калибр, тем тоньше металлический лист. Если вы ищете более мягкий лист — его легче складывать и гнуть — выбирайте металлический лист с большим номером. Робертс признается, что любит кортеновскую сталь. « Кортен выглядит деревенским, но его можно придать современному виду.Очень легко сваривать, так как покрытие ржавчиной может скрыть любые недостатки », — говорит он. С нержавеющей сталью труднее работать, но она создает невероятно элегантный вид. « Морилка для нержавеющей стали — это чистая роскошь и стиль. Хотя его очень сложно использовать, манипулировать и сваривать, оно того стоит. », — говорит Робертс.
Подробнее о Corten:
Магия кортеновской стали
Деревенский авангард, который изящно стареет: кортен в современной архитектуре
Проверьте цены и размеры нашей кортеновской стали
Когда вы начинаете свое путешествие с металлами, планирование является ключевым моментом.Робертс объясняет: « Я всегда рекомендую рисовать или макетировать, прежде чем что-либо делать, поскольку хороший план очень помогает ».
Основные приемы самостоятельной работы с металлом: как легко паять
Пайка — один из самых фундаментальных навыков, необходимых для работы с металлами. Это процесс соединения двух металлов вместе с помощью паяльника. Перед тем как приступить к работе, необходимо убедиться в элементарных правилах безопасности и гигиены труда. Большинство припоев или пасты содержат свинец, который может выделять опасные пары.Не забудьте иметь хорошо вентилируемое место для крафта и, если возможно, использовать поглотитель дыма.
Еще нужно подумать о том, что паяльник горячий — очень горячий! Температура наконечника может достигать 400 градусов по Цельсию, поэтому никогда не касайтесь его голыми руками. Всегда используйте железную подставку, защищайте глаза и используйте пинцет, зажимы или плоскогубцы, чтобы удерживать провода, которые нужно нагреть. Работаете с компонентами, чувствительными к статическому электричеству? Затем вам необходимо надеть защиту от электростатического разряда (ESD). « Паяльник дешевый и простой в использовании », — говорит Робертс.
Думаете, какой паяльник выбрать? На рынке представлен широкий выбор паяльных станций, утюгов и пистолетов, различающихся по форме и размеру. Хорошая идея — приобрести паяльник с электронным контролем температуры, чтобы вы всегда знали, что паяльник достаточно горячий. Слишком горячее железо может повредить проекты, а также сжечь цепи. Большинству хороших паяльных станций требуется 102 минуты для достижения желаемого тепла.
Вам также понадобится припой, обычно в виде припоя.Чаще всего используются сплавы, содержащие 60% олова и 40% свинца или 63% олова и 37% свинца. Для пайки более мелких деталей рекомендуется припой с меньшим содержанием свинца. Перед первым использованием вам необходимо подготовить наконечник утюга путем нанесения покрытия, нагрева и покрытия припоем (лужения верха).
При пайке всегда держите губку в гладильном штампе, смоченную дистиллированной водой. Этой водой также очищают поверхность утюга перед каждым использованием. Всегда нужно содержать рабочее место и все компоненты в чистоте — любая грязь прилипнет к припою!
Готовы паять? Держите паяльник как ручку, контролируйте нагрев и не забывайте работать быстро — операция пайки должна быть завершена менее чем за 2 секунды!
Как резать листовой металл
Для резки листового металла и проволоки не требуется специальных навыков или оборудования.Однако мы рекомендуем использовать перчатки, так как края могут быть очень острыми. Тонкие листы латуни или меди (например, калибра 30 — 36) можно равномерно разрезать стандартными бытовыми ножницами.
Если вы хотите поэкспериментировать с круглыми формами, вам может пригодиться нож X-acto, который можно купить всего за 2 фунта стерлингов.
Для прямых линий используйте металлическую линейку. Для более толстых листов металла может потребоваться пара «проходов». Для резки кругов и изгибов в более толстых калибрах могут потребоваться ножницы по металлу со смещением (оловянные ножницы) с закругленными режущими кромками (их легко найти на строительных рынках).Используйте их только для листового металла, а не для проволоки, так как это может повредить режущие кромки.
Верхний совет: в более легких калибрах вы можете пробивать дыроколы с помощью кожаных дыроколов или даже дырокола для бумаги.
Для более твердых металлов и более сложных проектов могут потребоваться электрические ножницы, резаки по металлу с V-образным лезвием или высечные ножницы, которые предназначены для резки листового металла в любом направлении.
Если вы не хотите возиться с резкой, не волнуйтесь. Раскроем любой заказ — бесплатно!
Как легко гнуть и формировать металл
В промышленности металл гнут в коробе и листогибочном прессе.Они бывают разных форм и размеров: маленькие подходят для проектов DIY, а крупные промышленные используются для изготовления самолетов. Из этого туториала Вы узнаете, как сделать коробку и гибочный пресс собственной конструкции. Однако вы также можете довольно легко согнуть тонкие листы, используя деревянные доски. Узкие изгибы (например, фланец по краю) можно просто выполнить плоскогубцами.
Верхний совет: используйте трубы или другие предметы цилиндрической формы, чтобы сформировать из листового металла цилиндр.
Другой простой способ придания формы металлу — это долбление .Вам понадобится песочная подушка (для стабилизации металла; вы можете купить ее в Интернете или сделать подушку из джинсовой ткани и песочного песка) и стандартный молоток. Вмятины в металле ударами молотка могут придать листу куполообразную форму. Только представьте себе красивые миски и столешницы, которые можно сделать из листовой латуни или меди!
Отжиг: разупрочнение жестких материалов
Самый простой способ размягчить металлы — нагреть их, например, паяльной лампой (паяльной лампой). Этот метод называется отжигом.Будьте осторожны, не нагревайте металл слишком сильно, чтобы он не расплавился! Когда металл приобретет вишнево-красный цвет, его следует снять с огня и поместить в горячую воду (как это делают кузнецы). Вы можете повторять этот процесс столько раз, сколько вам нужно. При работе с горячими металлами требуется особая осторожность — металлы могут нагреться до 1000 градусов по Цельсию!
Примеры изделий из металла, которые мы любим — и вы тоже!
Metals дает вам безграничные возможности — вы можете создать индустриальный или «холодный» вид, используя сталь и хром, или «мягкий» теплый дизайн, используя медь или латунь.От садовой мебели до домашнего декора; от уникальных сварных мини-скульптур до гигантских инсталляций, единственным ограничением является ваше воображение. Металлы отлично смотрятся как внутри, так и снаружи, и даже профессиональные скульпторы иногда не могут устоять перед соблазном сохранить свои изделия. « У меня есть много вещей в саду для семьи и только для меня », — признается Робертс. « Есть некоторые вещи, которые действительно разбивают мне сердце, такие как Focus VII и Identity, которые я любил продумывать в процессе и у меня есть было большое внимание.Иногда ирония не перевешивается ценой! ”
Вот несколько примеров отличных поделок, которые мы выбрали в Интернете.
Проекты из вторичных / старых металлов:
1. Красивый металлический венок сделан из банок соды и горячего клея. Золотистые оттенки идеально подходят для осени, но также могут стать отличным рождественским украшением!
2. Лампы в стиле стимпанк требуют определенных усилий, но эффект просто потрясающий.
3. Восстановленный металл можно использовать для создания колоколов — и вам не потребуется много пайки или резки!
Проекты медные
1.Элегантный журнальный столик из дерева и медных трубок — ведь металл любит дерево!
2. Эти медные или латунные амбушюры просты в изготовлении и выглядят невероятно стильно.
3. Опять медные трубы! Они отлично смотрятся в этом проекте светильника из медных труб, сделанного своими руками.
4. Вечный цветок: эта медная роза — прекрасный подарок.
Проекты из листового металла и другие инструкции
1. Листовой металл отлично подходит для демонстрации искусства или использования в качестве магнитных досок. Здесь из листового металла создана стильная доска для сухого стирания в обрамлении.
2. Другой проект с использованием оцинкованного металла: доска меню своими руками.
3. Создание патины на меди и латуни
4. Медальон из окна в виде полумесяца создает ощущение бохо в любом интерьере.
5. В этом уроке показано, как создать подвесные медные полки, но вы можете использовать любой листовой металл по вашему выбору — алюминий, сталь, латунь…
Достаточно храбры, чтобы делать большие проекты? Вы можете попробовать сделать свою собственную столешницу или фартук для кухни.Столешницы из меди, цинка, бронзы или олова сегодня очень популярны. В отличие от камня, они обладают антибактериальными свойствами, устойчивы к пятнам и очень просты в уходе. Нержавеющая сталь — лучший выбор, если вы не хотите патины, но с ней сложнее манипулировать и использовать. Медь всегда модного цвета розового золота обладает антибактериальными свойствами и может создавать красивую патину с зелеными пятнами. Если они вам не нравятся, и вы хотите сохранить свою столешницу из розового золота, просто полируйте медь регулярно. С другой стороны, цинк мягкий, его легко декорировать, придавать форму и формовать.Хотя изготовление столешниц требует некоторого изгиба, панели для фартуков на самом деле сделать очень легко — просто убедитесь, что вы получили нужные размеры, закажите листовой металл (мы позаботимся о резке по размеру) и приклейте к стене. Медь можно просто приклеить к поверхности стены или приклеить к задней панели, а затем установить.
Вам нужно больше вдохновения? Подпишитесь на нас на Pinterest, чтобы узнать больше об изделиях из металла.
Пайка медных трубок — Fine Homebuilding
Работа с зажженной горелкой и расплавленным припоем кого угодно может немного нервировать, и она должна.Последствия ошибки при пайке могут варьироваться от протечки трубы до пожара в доме. Однако, как и в случае с большинством ремесленных навыков, ключи к успеху — это практика и планирование. Даже для небольших проектов составьте план, минимизирующий количество фурнитуры; не просто слепите трубы вместе волей-неволей. Предварительно соберите и припаяйте как можно больше секций на верстаке. И убедитесь, что каждый фитинг, который нужно припаять, будет легко доступен.
Во избежание ожогов всегда надевайте защитные очки и никогда не паяйте прямо над головой.Чтобы предотвратить возгорание, используйте надлежащий теплозащитный экран (а не просто кусок листового металла) всякий раз, когда вам нужно паять рядом с горючими веществами, и всегда держите поблизости работающий огнетушитель.
Инструменты, необходимые для этой работы, доступны в любом хозяйственном магазине:
• Ножницы с прикрепленным расширителем труб.
• Щетка для фитингов с проволочной щетиной (размер для фитингов 1/2 дюйма или 3/4 дюйма).
• Наждачная грохота для сантехников.
• Маленькая баллончик с флюсом и одноразовая щетка для кислоты.
• Резак (врезка, стр.126).
• Рулон бессвинцового припоя.
Резка и очистка имеют решающее значение
Шаг 1: Для получения наиболее прочного соединения, размер трубы должен доходить до задней части (заплечика) фитинга.
Шаг 2: Обрежьте его под прямым углом. Используйте резак для труб, а не ножовку, чтобы сделать идеально квадратный надрез.
Шаг 3: Разверните конец трубы, чтобы удалить заусенцы, оставленные труборезом.
Шаг 4: Очистите трубу и фитинг. Чтобы удалить окисление (потускнение), которое может препятствовать соединению припоя и меди, отполируйте внешнюю часть трубы с помощью наждачной решетки (фото слева) и протрите внутреннюю часть фитинга щеткой (фото справа). Очистите обе поверхности, пока они не засияют, как новенький пенни.
Шаг 5: Нанесите флюс для глубокой очистки металла. Нанесите обильное покрытие флюса на обе поверхности (флюс удаляет мельчайшие следы потускнения и протравливает медь, способствуя адгезии с припоем).Чтобы предотвратить загрязнение флюса, плотно закрывайте крышку, когда она не используется, и храните щетку в пластиковом пакете.
Мощный и безопасный фонарик
Современный бессвинцовый припой требует более высокой температуры, чем может обеспечить пропановая горелка. Профессиональные сантехники полагаются на мощные установки для ацетилена, которые стоят сотни долларов и обладают высокой взрывоопасностью. Для случайных пользователей лучшая альтернатива — газ MAPP. MAPP (комбинация ацетилена и пропана) горит достаточно сильно, чтобы припаять 3/4 дюйма.трубы, и он широко доступен в одноразовых баллонах, подобных тем, которые используются для пропана.
Для безопасности и удобства прикрепите баллон MAPP к высококачественной самовоспламеняющейся горелке, такой как SureFire T655 (www.bernzomatic.com). Нажатие кнопки зажигает пламя, и оно так же легко гаснет. Вам не нужно переключать руки, чтобы достать искровой воспламенитель или возиться с газом, вы можете работать быстрее и, что самое главное, безопаснее. Вся установка стоит менее 70 долларов.
Нагрейте медь как можно быстрее
Шаг 6: Голубое пламя к арматуре.Направьте пламя на середину штуцера (припой притягивается к нагреву). Чтобы обеспечить равномерный нагрев, продолжайте движение пламени по небольшой дуге вокруг фитинга. Самая горячая часть пламени (внутренний синий конус) всегда должна касаться меди.
Шаг 7: Цвет и поток говорят вам, что пора. Продолжайте нагревать, пока флюс не начнет плавиться, а медь не приобретет блестящий, переливающийся вид. Затем прикоснитесь концом припоя к стыку; если он достаточно горячий, припой будет заливаться и окружать фитинг, прежде чем он начнет переливаться через край.